instituto tecnolÓgico de san luis potosÍ informe tÉcnico de residencia profesional abb mÉxico...
TRANSCRIPT

INSTITUTO TECNOLÓGICO DE SAN LUIS POTOSÍ
INFORME TÉCNICO DE RESIDENCIA PROFESIONAL
ABB MÉXICO S.A DE C.V
Selección de equipo, automatización y control para celda de paletizado de cajas para botellas de suero.
NOMBRE DEL RESIDENTE: Jaime Ulises Guerra Oviedo.
NUMERO DE CONTROL: 10180817
CARRERA: Ingeniería en Mecatrónica.
CORREO ELECTRONICO: [email protected]
TELÉFONO: (444) 8-14-92-28 CELULAR: 44-41-77-45-16
FECHA DE INICIO: [22/12/2014] FECHA DE TÉRMINO: [22/06/2015]
ASESOR EXTERNO: Ing. Luis Manuel Pérez García.
ASESOR INTERNO: M.C. Oscar Muñoz Cruz
SOLEDAD DE GRACIANO SANCHEZ, S.L.P., A 25 DE 06 DEL 2015
Índice.
CAPITULO 1.- INTRODUCCIÓN. ........................................................................... 1
CAPITULO 2.- GENERALIDADES. ........................................................................ 2
2.1.- Información de la empresa. ........................................................................ 2
2.2.- Justificación. ............................................................................................... 4
2.3.- Objetivos. ................................................................................................... 5
2.4.- Delimitaciones del proyecto. ...................................................................... 6
CAPITULO 3.- PROBLEMAS A RESOLVER. ........................................................ 8
3.1.- Seguridad de los trabajadores. .................................................................. 8
3.2.- Mantener al mínimo el consumo energético. .............................................. 8
3.3.- Mantener la integridad del producto intacta. .............................................. 8
3.4.- Incrementar la producción. ......................................................................... 9
3.5.- Reducir al mínimo las posibilidades de ocurrencia de fallas en la celda. ... 9
3.6.- Minimizar el trabajo manual en la celda. .................................................... 9
3.7.- Mejorar las condiciones de trabajo para los empleados involucrados directa o indirectamente con la celda. ................................... 10
CAPITULO 4.- MARCO TEÓRICO. ...................................................................... 11
4.1.- ¿Qué es la automatización industrial? ..................................................... 11
4.2.- Antecedentes de la automatización industrial. ......................................... 11
4.3.- Pirámide de la automatización. ............................................................... 12
4.4.- ¿Qué son los sensores? .......................................................................... 13
4.5.- ¿Cómo funcionan los sensores fotoeléctricos? ........................................ 13
4.6.- ¿Cómo funcionan los sensores capacitivos? ........................................... 14
4.7.- ¿Qué es un PLC? .................................................................................... 14
4.8.- Lenguaje de programación en Ladder (Escalera). ................................... 15
4.9.- Comunicación AS-i (AS-Interface)............................................................ 16
4.10.- Comunicación PROFINET. ...................................................................... 17
4.11.- ¿Qué es un HMI? (Human-Machine Interface). ....................................... 18
4.12.- Elementos de protección eléctrica............................................................ 19
CAPITULO 5.- PROCEDIMIENTO Y DESCRIPCIÓN DE LAS ACTIVIDADES REALIZADAS ....................................................................................................... 20
5.1.- Análisis de los dispositivos necesarios para la automatización de la celda. ................................................................................................. 20
5.2.- Analizar tipo de cables y conectores necesarios, así como la cantidad de cada uno para el conexionado de la celda. ......................... 26
5.3.- Selección final de dispositivos especificando proveedor y datos técnicos. ............................................................................................ 28
5.4.- Clasificación de todos los elementos seleccionados. ............................... 50
5.5.- Verificación de la viabilidad de cada elemento seleccionado. .................. 55
5.6.- Conteo y registro total de dispositivos requeridos para el correcto control de la celda. ........................................................................ 56
5.7.- Análisis del plano (Layout) de la celda para establecer la ubicación de cada elemento, así como la cantidad de los mismos. ............ 61
5.8.- Realización de la programación del controlador (PLC) y de la interfaz visual (HMI) de la celda. ........................................................ 64
5.8.1.- Etapa 1: Arranque Inicial. .................................................................. 65
5.8.2.- Etapa 2: Módulo de Botones de Paro de Emergencia. ...................... 67
5.8.3.- Etapa 3: Módulos de Seguridad y de Fallas. ..................................... 68
5.8.4.- Etapa 4: Funcionalidad de las Botoneras. ......................................... 71
5.8.5.- Etapa 5: Módulo de Señalización. ..................................................... 74
5.8.6.- Etapa 6: Control del Robot. ............................................................... 76
5.8.7.- Etapa 7: Interfaz Visual (HMI). ........................................................... 78
5.9.- Prueba y simulación de la programación realizada para verificar su correcto funcionamiento. .......................................................... 81
CAPITULO 6.- RESULTADOS OBTENIDOS. ...................................................... 82
CAPITULO 7.- CONCLUSIONES Y RECOMENDACIONES................................ 84
7.1.- Conclusiones. ........................................................................................... 84
7.2.- Recomendaciones.................................................................................... 85
CAPITULO 9.- FUENTES Y REFERENCIAS VIRTUALES. ................................. 86

CAPITULO 10.- ANEXOS. .................................................................................... 88
Anexo 1.- Lista completa del material utilizado en el proyecto. ...................... 88
Anexo 2.- Programa de Control: Etapa de Arranque Inicial (Segmento Restante). .................................................................... 91
Anexo 3.- Programa de Control: Módulos de Seguridad y Fallas (Segmentos Restantes). ................................................................. 91
Anexo 4.- Programa de Control: Funcionalidad de Botoneras (Segmentos Restantes). ................................................................. 92
Anexo 5.- Programa de Control: Módulo de Señalización (Segmentos Restantes). ................................................................. 92
Anexo 6.- Programa de Control: Módulo de Control del Robot (Segmentos Restantes). ................................................................. 94
Anexo 7.- Programa de Control: Imágenes de la interfaz visual restantes. ........................................................................................ 96
Índice de Figuras. Figura 1.- Logotipo y Slogan de la empresa de nivel global ABB. .......... 3
Figura 2.- Pirámide de la automatización. .......................................... 12
Figura 3.- Tipos de sensores fotoeléctricos. ....................................... 13
Figura 4.- Sensor Capacitivo. ............................................................ 14
Figura 5.- Ejemplo de PLC (Marca ABB). ........................................... 15
Figura 6.- Esquema de distribución de una red AS-i. .......................... 17
Figura 7.- Trabajador interactuando con un HMI. ............................... 18
Figura 8.- Ejemplo de Fusible Genérico. ............................................ 19
Figura 9.- Interruptor termo-magnético. ............................................. 19
Figura 10.- Funcionamiento básico de las cortinas de seguridad. ........ 21
Figura 11.- Tipo de conexión AS-i utilizada en la celda. ..................... 22
Figura 12.- Manera de conectar las tarjetas AS-i a cables de
comunicación y de alimentación. ....................................................... 23
Figura 13.- Direccionador para red AS-i marca IFM. ........................... 23
Figura 14.- Conexión Profinet a controlador y módulos remotos. ......... 24
Figura 15.- Representación de cables para comunicación AS-i y
cable Ethernet con conector RJ45 para comunicación PROFINET. ...... 26
Figura 16.- Ejemplo de conectores macho y hembra con sujeción
por tornillo, y cable de control para comunicación punto a punto. ........ 27
Figura 17.- Robot ABB Modelo IRB 660. ............................................ 29
Figura 18.- Gripper utilizado en la celda de paletizado. ...................... 30
Figura 19.- Controlador de robot ABB IRC5 con Flex Pendant. ........... 31
Figura 20.- MicroDrive ABB de 2 HP (ACS355-03x-04A1-4). ............... 32
Figura 21.- Procesador de comunicaciones AS-i SIEMENS. ................ 33
Figura 22.- Pasarela de comunicación AS-i Safe SIEMENS. ............... 33
Figura 23.- Tarjeta de comunicación AS-i marca IFM. ........................ 34
Figura 24.- Tarjeta de comunicación AS-i Safe marca IFM. ................. 34
Figura 25.- Sensor fotoeléctrico IFM (O5H200). ................................. 35
Figura 26.- Sensor capacitivo IFM (KD5039). ..................................... 36

Figura 27.- Cortina de seguridad SICK (Emisor 1211501 y
Receptor 1211502). .......................................................................... 36
Figura 28.- Escáner de seguridad SICK (1056428) y su
rango de detección. .......................................................................... 37
Figura 29.- Torretas indicadoras SIEMENS conectadas a red AS-i. ..... 37
Figura 30.- Botonera de 3 comandos AS-i SIEMENS
(3SF5813-2DB00). ............................................................................ 38
Figura 31.- Botón de paro de emergencia AS-i SIEMENS
(3SF5811-0AA08). ............................................................................ 38
Figura 32.- Dispositivo de bloqueo para la puerta FORTRESS
INTERLOCKS (ATLOKASI). ............................................................... 39
Figura 33.- Pasarela para comunicación AS-i SIEMENS
(3RK1901-1NR04). ............................................................................ 39
Figura 34.- Conectores M12 macho y hembra del cable
IFM (EVT056). .................................................................................. 40
Figura 35.- Fuente de alimentación para red AS-i SIEMENS
(3RX9503-0BA00). ............................................................................ 40
Figura 36.- Fuente de alimentación de 24 VCD SIEMENS
(6EP1-334-3BA10). ........................................................................... 41
Figura 37.- Controlador Lógico Programable SIEMENS
(6ES7315F-2FJ14-0AB0). .................................................................. 42
Figura 38.- Tarjetas de Entradas y Salidas digitales SIEMENS,
con su accesorio de clemas para conexionado. .................................. 42
Figura 39.- Tarjetas de Entradas y Salidas digitales Profisafe
SIEMENS, con su accesorio de clemas para conexionado. .................. 43
Figura 40.- Módulo de potencia SIEMENS y su accesorio
de clemas para conexionado. ............................................................ 44
Figura 41.- HMI SIEMENS TP1500 Comfort
(6AV2 124-0QC02-0AX0). ................................................................. 44
Figura 42.- Módulo de interfaz Profinet para ET200S SIEMENS. ......... 45
Figura 43.- Módulo de escalamiento X208 controlado SIEMENS. ........ 45
Figura 44.- Fusibles Tremo-magnéticos EATON modelo FAZ. ............. 46
Figura 45.- Fusible modelo LP-CC de BUSSMANN 600V, y
porta-fusibles MERSEN de 3 polos (USCC3). ..................................... 47
Figura 46.- Fusible modelo GMA de BUSSMANN 125V, y
porta-fusibles WEIDMULLER (1011300000). ...................................... 47
Figura 47.- Sistema de ventilador y filtros RITTAL
(SK 3237.100). ................................................................................. 48
Figura 48.- Cable de Control OLFLEX CLASSIC 110 SY, y
conectores HARTING con sus carcasas de montaje. ........................... 49
Figura 49.- Tableros para tarjetas AS-i (AS101 y AS102). .................. 57
Figura 50.- Plano (Layout) de la platina del tablero principal
de la celda. ...................................................................................... 58
Figura 51.- Vista exterior del tablero principal de la celda. ................. 59
Figura 52.- Plano (Layout) de la platina del tablero secundario
de la celda. ...................................................................................... 60
Figura 53.- Distribución de Elementos en la celda de
paletizado. ....................................................................................... 61
Figura 54.- Barra de Sensores para detección de niveles
de cajas. .......................................................................................... 63
Figura 55.- Activación del Bit "Superior Stop". ................................... 66
Figura 56.- Módulo de Botones de Paro de Emergencia. ..................... 67
Figura 57.- Activación del Bloqueo de la Puerta de la Celda. .............. 68
Figura 58.- Señal de Error de los Escáneres. ..................................... 69
Figura 59.- Señal de Error de la Cortina de la Tarima 1. ..................... 69
Figura 60.- Señal de Paro Total por Fallas. ........................................ 70
Figura 61.- Comandos de las Botoneras de Control. ........................... 71
Figura 62.- Comando 1: Acceso al Área: Tarima 1. ............................ 71
Figura 63.- Comando 2: Arranque Automático de la Celda. ................. 72
Figura 64.- Comando 3: Reseteo de Fallas. ....................................... 73
Figura 65.- Funcionalidad de las torretas indicadoras. ........................ 74
Figura 66.- Activación de la Torreta Indicadora: Tarima 1. .................. 75

Figura 67.- Permisivo del Robot para Tomar Cajas. ........................... 76
Figura 68.- Ejecución de Secuencias del Robot: Tarima 1. ................. 77
Figura 69.- Imagen Principal del HMI. ............................................... 78
Figura 70.- Imagen del HMI para el Control de la Celda. .................... 79
Figura 71.- Imagen de la Interfaz para el Monitoreo de la Celda. ........ 80
Índice de Tablas. Tabla 1.- Tabla de elementos de CD utilizados en la celda. ................ 51
Tabla 2.- Elementos de CA utilizados en la celda. .............................. 52
Tabla 3.- Elementos de seguridad eléctrica utilizados en la celda. ...... 52
Tabla 4.- Cables y Conectores utilizados en la celda. ......................... 53
Tabla 5.- Accesorios para los demás dispositivos utilizados
en la celda. ...................................................................................... 54
Tabla 6.- Combinación de Bits para accionamiento de Robot. ............. 65

1
CAPITULO 1.- INTRODUCCIÓN.
En este informe técnico se hablará acerca del proceso que se llevó a cabo a lo largo de
la elaboración del proyecto seleccionado, el cual se enfoca en el área de la automatización
industrial, lo cual engloba a las áreas de investigación, innovación y de aplicación, ya que para
poder lograr elaborar un proyecto de esta magnitud correctamente se debe de comenzar desde
lo más básico, que es la selección de materiales y dispositivos que se utilizarán, así como la
elaboración de la “Ingeniería” de todo el proceso que en otras palabras se describe como el
diseño de diagramas de conexión y de posicionamiento físico dentro del espacio de trabajo, en
este ámbito también entra el tema de la programación (De controladores, robots, interfaces,
etc.), ya que es la base para la aplicación de un sistema automatizado.
Al final de este reporte se enlistarán los resultados obtenidos en la fase de pruebas y
simulaciones del proceso, ya que la fase de aplicación física se llevará a cabo dentro de algún
tiempo, debido a que proyectos como este, conllevan un largo tiempo de elaboración y
fabricación, para la corrección de errores que puedan surgir previo a su instalación final,
haciendo así posible su correcto funcionamiento desde el primer día de trabajo en su inicio de
operación.
- Hay una fuerza motriz más poderosa que el vapor, la electricidad y la energía atómica:
La voluntad.
-Albert Einstein
2
CAPITULO 2.- GENERALIDADES.
2.1. Información de la empresa.
ABB (acrónimo de Asea Brown Boveri) es una corporación multinacional, cuya sede
central queda en Zürich, Suiza y cuyos mayores negocios son los de tecnologías en
generación de energía eléctrica y en automatización industrial. ABB opera en más de cien
países y emplea a más de 124.000 personas.
La empresa fue creada en 1988, pero su historia se extiende desde hace más de 120
años.
El éxito de ABB ha sido impulsado sobre todo por un fuerte enfoque en la investigación
y el desarrollo.
La sede de ABB en el estado de San Luis Potosí es un campus de manufactura de
Ingeniería el cual engloba las principales actividades comerciales de la compañía mundial:
Las principales actividades de la empresa tienen que ver en los ámbitos de potencia y
automatización, las cuales están representadas en el campus por los cinco negocios de la
empresa: productos de potencia, sistemas de potencia, productos de automatización,
automatización de procesos y robótica.
ABB es un líder mundial en el campo de la energía, y ayuda a sus clientes a aumentar
su capacidad y poder de transmisión de una forma más confiable para los usuarios.
La empresa está a la vanguardia en la tendencia mundial hacia la productividad industrial,
ayudando a los clientes a alcanzar mayor competitividad y eficiencia energética. En San Luis
Potosí, el actual enfoque está en la manufactura de productos de automatización de bajo
voltaje, así como el diseño, configuración y ensamblaje de robots, y el servicio que estos
requieren.
3
Figura 1.- Logotipo y Slogan de la empresa de nivel global ABB.
Empresa: Grupo: División: Ciudad: Departamento: Área: Año de Fundación:
ABB México S.A de C.V. Grupo ABB. Manufactura de Ingeniería. San Luis Potosí. DMRO (Discrete Automation and Motion Robotics). Diseño de Ingeniería Eléctrica y Automatización. 2008

4
2.2. Justificación.
Hoy en día el tema de la automatización está tomando una gran importancia, no solo a
nivel industrial, sino también a nivel educativo o incluso a nivel médico, la automatización
reduce los costos de producción y mano de obra, maximizando los estándares de
productividad al mismo tiempo que hace posible el poder obtener un avance económico,
tecnológico y productivo en cualquier empresa, negocio o servicio en los que se implemente.
La automatización al mismo tiempo reduce riesgos y las probabilidades de fallas, ya que
se tienen mayores medidas de seguridad para mantener la integridad de las personas y equipo
que estén involucrados en dicho proceso.
Los sistemas de control van ligados íntimamente al tema de la automatización, ya que
cualquier equipo automático requiere de uno o varios dispositivos que controlen el proceso de
principio a fin, tomando en cuenta todas las variables posibles que pudieran ocurrir, para evitar
cualquier tipo de falla o error, y al mismo tiempo reducir los tiempos de producción.
La empresa cliente para la cual se realiza este proyecto, trabaja en el ramo farmacéutico,
por lo cual se requiere de gran precisión e higiene en todos sus procesos para mantener la
integridad de sus productos intacta.
El proceso de transporte interno de botellas de suero médico de dicha empresa se debe
de automatizar, debido a la gran demanda que tiene este producto en el mercado y a las
necesidades del cliente, por lo cual, se busca que dicho proceso sea más rápido, efectivo y al
mismo tiempo menos riesgoso para los trabajadores de la empresa.

5
2.3. Objetivos.
En la celda de paletizado se pretende reducir los riesgos a la que los trabajadores están
expuestos, así como también se busca reducir los tiempos muertos de la celda y agilizar el
proceso.
En caso de que ocurra algún fallo o que alguna persona ocasione un error en el proceso
de la celda, ésta se debe de detener completamente para no herir a dicha persona o causar
daños al equipo y notificar mediante elementos de señalización el lugar o dispositivos en los
que ocurrió dicho error.
Otro objetivo primordial de la automatización y el control de la celda es el de aumentar el
margen de ganancias monetarias de la empresa, ya que aunque por la introducción de nuevo
equipo eléctrico se verá aumentado el consumo energético (Que se mantendrá al mínimo), se
deben de compensar a mayor escala las ganancias obtenidas por el aumento de producción,
así como por el ahorro causado por la supresión del factor humano dentro del proceso.

6
2.4. Delimitaciones del proyecto.
Las delimitaciones del proyecto se tratarán en 5 categorías diferentes para poder explicar
adecuadamente la situación de cada una de las áreas involucradas en su elaboración.
Datos económicos de ABB o de la empresa cliente:
En cuanto a los datos económicos de ABB, así como los datos de las empresas
que contratan sus servicios para el desarrollo de proyectos, no se pueden distribuir
externamente, ya que son de suma importancia para la confidencialidad de ambas
empresas; por lo cual en este informe no se tratarán datos financieros de ninguna de las
partes involucradas.
Diagramas de conexión eléctrica del proyecto:
En el aspecto del desarrollo de la Ingeniería Eléctrica de los proyectos realizados
por ABB, el nivel de confidencialidad es muy alto, debido a que esta área de desarrollo
es una de las más importantes; ya que los derechos de los diagramas eléctricos son
propiedad completamente del cliente que los solicita.
Aunque cabe mencionar que en este informe técnico no es muy relevante la inclusión de
diagramas eléctricos debido a que el proyecto presentado al ITSLP se centra en la
automatización de la celda de paletizado.
Diagramas mecánicos (Planos de la celda y de los tableros de control):
El diseño mecánico del proyecto no ocasiona interferencia alguna con las normas
de confidencialidad, siempre y cuando, no se muestren áreas restringidas marcadas por
el cliente, ya que al igual que el diseño eléctrico todos los planos y diagramas elaborados
son propiedad del cliente. Por lo cual en este informe técnico se mostrarán los planos de
los tableros elaborados para la celda de paletizado, así como un plano de la distribución
de los elementos de campo dentro de la misma en un nivel de detalle bajo.

7
Diagramas de Programación para el control de la celda:
Al igual que el desarrollo de la Ingeniería Eléctrica y Mecánica, los derechos de
los diagramas de programación del controlador utilizado en el proyecto son propiedad
del cliente.
Debido a esto, los diagramas finales utilizados para el funcionamiento de la celda
elaborada no pueden ser distribuidos, por lo cual en este informe se mostrarán diagramas
de programación elaborados siguiendo exactamente la misma lógica y funcionamiento
que los finales, con la diferencia de que se cambiaron algunas cuestiones en cuanto a la
estructura de la seguridad utilizada y la complejidad en algunas partes del proceso.
Muestreo de los resultados obtenidos con la elaboración del proyecto:
Los resultados que se mostrarán en este informe técnico serán de la etapa de
simulación y pruebas que se realizaron en ABB, ya que el proyecto total que la empresa
llevó a cabo (4 Celdas de manufactura automatizadas) es muy grande, y la fase de
fabricación se llevará algunas semanas en realizarse (En otro estado de la República
Mexicana), para poder proceder con la instalación final, por lo tanto dicha fecha de
instalación está programada para tiempo después de la entrega de este informe.

8
CAPITULO 3.- PROBLEMAS A RESOLVER.
Los problemas que se planean resolver o minimizar con la realización de este proyecto,
se enlistarán a continuación en orden descendente según su importancia, o gravedad según
sea el caso.
3.1. Seguridad de los trabajadores.
El principal problema a tratar con la elaboración de este proyecto es el de la
seguridad de los empleados que estarán en contacto o cerca de la celda, ya que debido
al peso del producto con el que se estará trabajando así como el equipo empleado para
llevar a cabo el trabajo, es muy probable que se puedan presentar accidentes o lesiones
en los empleados. Con la automatización y control de la celda se pretende aumentar las
medidas de seguridad dentro y en la periferia de la misma, así como eliminar los riesgos
que se puedan presentar en diferentes tipos de situaciones.
3.2. Mantener al mínimo el consumo energético.
Debido a los tiempos muertos de la celda, el consumo de energía eléctrica puede
llegar a ser muy elevado, lo cual afectaría de manera muy grave a la economía de la
empresa cliente, por lo cual se pretende que mediante la utilización de sensores y
controladores dicho gasto excesivo se vea reducido al mínimo, para así al mismo tiempo
minimizar los gastos de la empresa en ese ámbito, manteniendo al mínimo el consumo
eléctrico de la celda se podrá aumentar la relación de activos/pasivos de la empresa
aumentando así sus ingresos.
3.3. Mantener la integridad del producto intacta.
Una parte muy importante del proceso es la calidad del producto, debido a ello se
debe de mantener en perfectas condiciones tanto al producto de la empresa, que son las
botellas de suero, así como también la caja que las contiene, por lo cual el control de la
celda deberá de ser muy preciso para evitar fallas o errores que ocasionen que la
integridad del producto se vea afectada.
9
3.4. Incrementar la producción.
Este problema es muy importante, ya que según la cantidad de producto que sale
de la empresa se determinan las ganancias de la misma, por lo cual se pretende
aumentar la producción acelerando todos los procesos de la línea de botellas de suero,
enfocándose en la celda de paletizado para este proyecto, para lograr esto se deben de
eliminar los tiempos muertos de la celda y agilizar el proceso de la celda, excepto en los
casos de que la producción lo requiera.
3.5. Reducir al mínimo las posibilidades de ocurrencia de fallas en la celda.
Las fallas y errores que pueden llegar a ocurrir en la celda son muy importantes,
ya que por mínima que sea la falla se debe de disponer de un mantenimiento, y por lo
tanto de tiempos de paro y/o bien de costos no previstos para llevar a cabo las
reparaciones o correcciones correspondientes, debido a estos riesgos que afectarían
fuertemente a la economía a largo plazo de la empresa se deben de tomar todas las
medidas necesarias, colocando los puntos de seguridad adecuados dentro del control de
la celda.
3.6. Minimizar el trabajo manual en la celda.
La automatización de la celda reducirá el número de personas necesarias para
realizar el trabajo, debido a que cuando se tiene al factor humano trabajando en procesos
que requieren de tanta precisión y trabajo físico pueden ocurrir accidentes, los
trabajadores pueden sufrir lesiones o bien, el producto puede resultar afectado
reduciendo de esa manera su calidad.
Cabe mencionar que al reducir el número de trabajadores que se involucren en el
proceso, las ganancias de la empresa se verán aumentadas enormemente debido al
ahorro que implica no pagar sueldos, seguros y prestaciones, sin mencionar las
indemnizaciones en caso de que ocurra algún accidente.

10
3.7. Mejorar las condiciones de trabajo para los empleados involucrados directa o
indirectamente con la celda.
Una celda de paletizado como con la que se está trabajando esta categorizada en
el área de trabajo pesado, por lo cual se deben de tener medidas de seguridad mayores
a las que pueden tener otro tipo de celdas, con ello se acarrea un mejor ambiente para
los trabajadores que interactúen o que trabajen cerca de la celda ya que pueden realizar
sus actividades sin riesgo alguno, al mismo tiempo que se reduce el área de trabajo que
requiere la celda debido a los pocos elementos que trabajan dentro en ella y aumentando
también la efectividad de la misma, con lo cual también se le da un mejor aspecto al área
de trabajo.
Cabe mencionar que el control de la celda ayudará a otros departamentos de la
empresa ya que se podrá tener un registro más preciso de la cantidad de producto que
sale de la línea de producción.

11
CAPITULO 4.- MARCO TEÓRICO.
4.1. ¿Qué es la automatización industrial?
Es el uso de sistemas o elementos computarizados y electromecánicos para
controlar maquinarias o procesos industriales. Como una disciplina de la ingeniería más
amplia que un sistema de control, abarca la instrumentación industrial, que incluye los
sensores, los transmisores de campo, los sistemas de control y supervisión, los sistemas
de transmisión y recolección de datos y las aplicaciones de software en tiempo real para
supervisar y controlar las operaciones de plantas o procesos industriales. [1]
4.2. Antecedentes de la automatización industrial.
1959: Primera herramienta de maquinado controlada por computador. El primer
controlador Simatic fue presentado en la sexta versión de la feria EMO de París. La lógica
todavía era por cableado.
1968: PLC: La exitosa historia del PLC empezó con el Control Industrial Modular de Dick
Morley.
1978: A nivel de máquinas: dispositivos de programación de la era pre-PC eran muy
grandes y pesados. La programación CNC a nivel de máquinas.
1987: Coincidencia: un cliente solicitó que un sistema de control Beckhoff fuera equipado
con un disco duro. La solución más simple fue la de integrar un PC. Pronto se evidenció
que el PC podría hacer más que actuar como un recolector de datos para el sistema de
control, y la era de los PC en la industria de la automatización arrancó.
1997: Empuje de integración: la tecnología de automatización consiste cada vez más en
un control descentralizado e inteligente y con componentes de control que se puedan
comunicar con otros mediante Ethernet industrial
2004: La funcionalidad del PLC fue descubierta en un chip. [2]

12
4.3. Pirámide de la automatización.
La integración de tecnologías está representada en la llamada "pirámide de
automatización", que recoge los cinco niveles tecnológicos que se pueden encontrar en
un entorno industrial. Las tecnologías se relacionan entre sí, tanto dentro de cada nivel
como entre los distintos niveles a través de los diferentes estándares de comunicaciones
industriales.
El primer nivel o "nivel de campo" incluye los dispositivos físicos presentes en la industria,
como los actuadores y sensores.
El segundo nivel o "nivel de control" incluye los dispositivos controladores como
ordenadores o PLCs.
El "nivel de supervisión" (tercer nivel) corresponde a los sistemas de supervisión, control
y adquisición de datos (SCADA).
En un nivel superior o "nivel de planificación" se encuentran los sistemas de ejecución
de la producción (MES).
La cúspide de la pirámide ("nivel de gestión") la componen los sistemas de gestión
integral de la empresa (Ver Figura 2). [3]
Figura 2.- Pirámide de la automatización.
13
4.4. ¿Qué son los sensores?
Los sensores son dispositivos capaces de detectar magnitudes físicas o químicas,
llamadas variables de instrumentación, y transformarlas en variables eléctricas.
Las variables de instrumentación pueden ser por ejemplo: temperatura, intensidad
lumínica, distancia, aceleración, inclinación, desplazamiento, presión, fuerza, torsión,
humedad, movimiento, pH, etc. [4]
4.5. ¿Cómo funcionan los sensores fotoeléctricos?
Un sensor fotoeléctrico o fotocélula es un dispositivo electrónico que responde al
cambio en la intensidad de la luz. Estos sensores requieren de un componente emisor
que genera la luz, y un componente receptor que percibe la luz generada por el emisor
(Ver Figura 3).
Los sensores de luz se usan para detectar el nivel de luz y producir una señal de
salida representativa respecto a la cantidad de luz detectada. [5]
Figura 3.- Tipos de sensores fotoeléctricos.
14
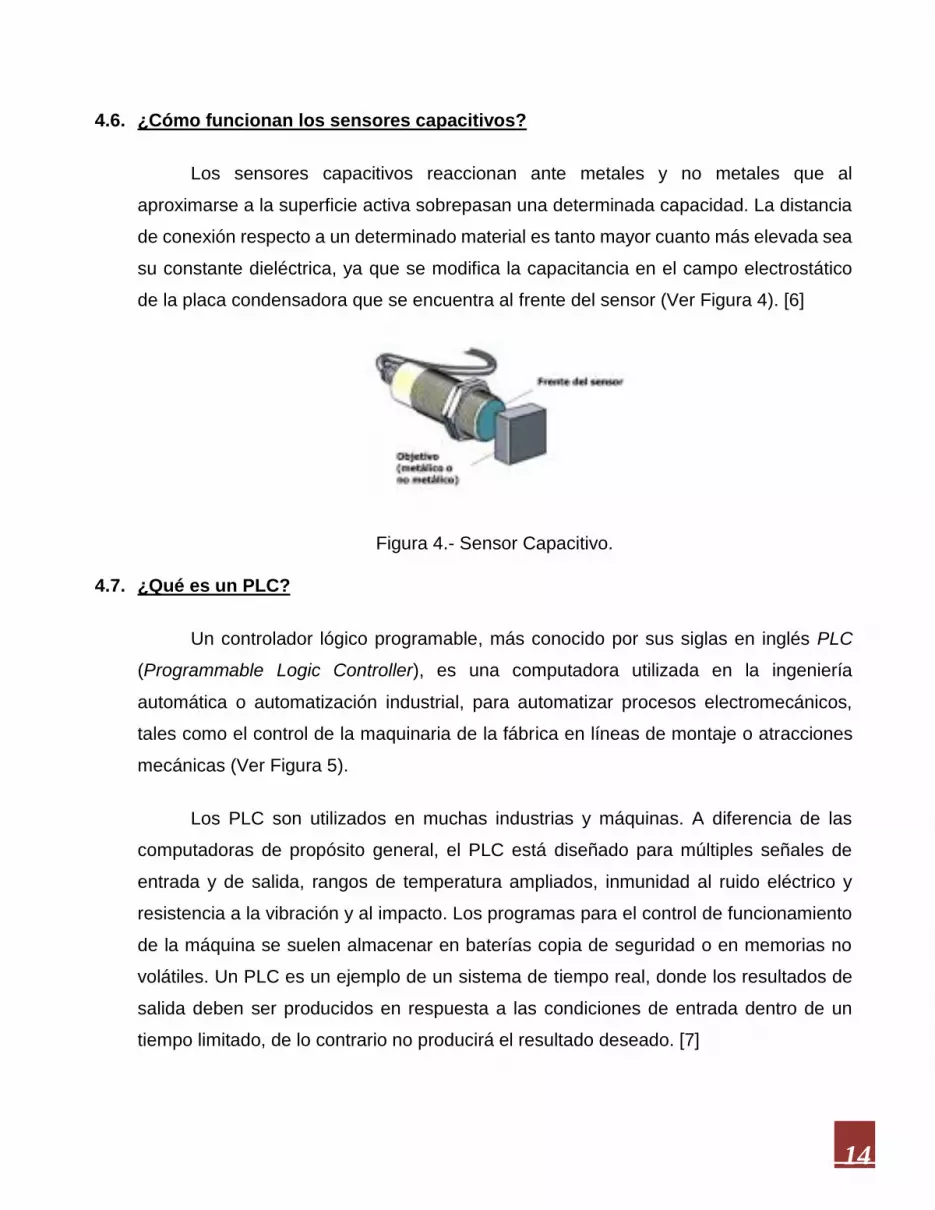
4.6. ¿Cómo funcionan los sensores capacitivos?
Los sensores capacitivos reaccionan ante metales y no metales que al
aproximarse a la superficie activa sobrepasan una determinada capacidad. La distancia
de conexión respecto a un determinado material es tanto mayor cuanto más elevada sea
su constante dieléctrica, ya que se modifica la capacitancia en el campo electrostático
de la placa condensadora que se encuentra al frente del sensor (Ver Figura 4). [6]
Figura 4.- Sensor Capacitivo.
4.7. ¿Qué es un PLC?
Un controlador lógico programable, más conocido por sus siglas en inglés PLC
(Programmable Logic Controller), es una computadora utilizada en la ingeniería
automática o automatización industrial, para automatizar procesos electromecánicos,
tales como el control de la maquinaria de la fábrica en líneas de montaje o atracciones
mecánicas (Ver Figura 5).
Los PLC son utilizados en muchas industrias y máquinas. A diferencia de las
computadoras de propósito general, el PLC está diseñado para múltiples señales de
entrada y de salida, rangos de temperatura ampliados, inmunidad al ruido eléctrico y
resistencia a la vibración y al impacto. Los programas para el control de funcionamiento
de la máquina se suelen almacenar en baterías copia de seguridad o en memorias no
volátiles. Un PLC es un ejemplo de un sistema de tiempo real, donde los resultados de
salida deben ser producidos en respuesta a las condiciones de entrada dentro de un
tiempo limitado, de lo contrario no producirá el resultado deseado. [7]
15
Figura 5.- Ejemplo de PLC (Marca ABB).
4.8. Lenguaje de programación en Ladder (Escalera).
Existen distintos tipos de lenguaje de programación de un PLC, quizás el más
común sea la programación tipo escalera o ladder. Los diagramas de escalera son
esquemas de uso común para representar la lógica de control de sistemas industriales.
Se le llama diagrama "escalera" porque se asemejan a una escalera, con dos rieles
verticales (de alimentación) y "escalones" (líneas horizontales), en las que hay circuitos
de control que definen la lógica a través de funciones. De esta manera Las principales
características del lenguaje ladder son:
Instrucciones de entrada se introducen a la izquierda.
Instrucciones de salida se situarán en el lado derecho.
Los carriles de alimentación (rieles verticales) son las líneas de suministro de
energía para los circuitos de corriente alterna, 24 V y tierra para los circuitos de
CC.
La mayoría de los PLC permiten más de una salida por cada renglón (Rung). [8]

16
4.9. Comunicación AS-i (AS-Interface).
AS-Interface o AS-i es un Bus de Sensores y Actuadores, estándar internacional
IEC62026-2 y europeo EN 50295 para el nivel de campo más bajo desde 1999.
Fue diseñado en 1990 e introducido al mercado en 1994 como una alternativa
económica al cableado tradicional. La idea original fue crear una red simple para
sensores y actuadores binarios, capaz de transmitir datos y alimentación a través del
mismo bus, manteniendo una gran variedad de topologías que faciliten la instalación de
los sensores y actuadores en cualquier punto del proceso con el menor esfuerzo posible.
Las Características Principales de AS-Interface son:
Ideal para la interconexión de sensores y actuadores binarios.
A través del cable AS-i se transmiten datos y alimentación.
Cableado sencillo y económico.
Gran flexibilidad de topologías, que facilita el cableado de la instalación.
Ciclo del bus rápido. Máximo tiempo de ciclo 5 mSeg con direccionamiento
estándar y 10 mSeg con direccionamiento extendido.
Longitud máxima de cable de 100 m uniendo todos los tramos, o hasta 300 m con
repetidores.
Grado de Protección IP-65/67 para ambientes exigentes.
Temperaturas de funcionamiento entre –25°C y +85°C.
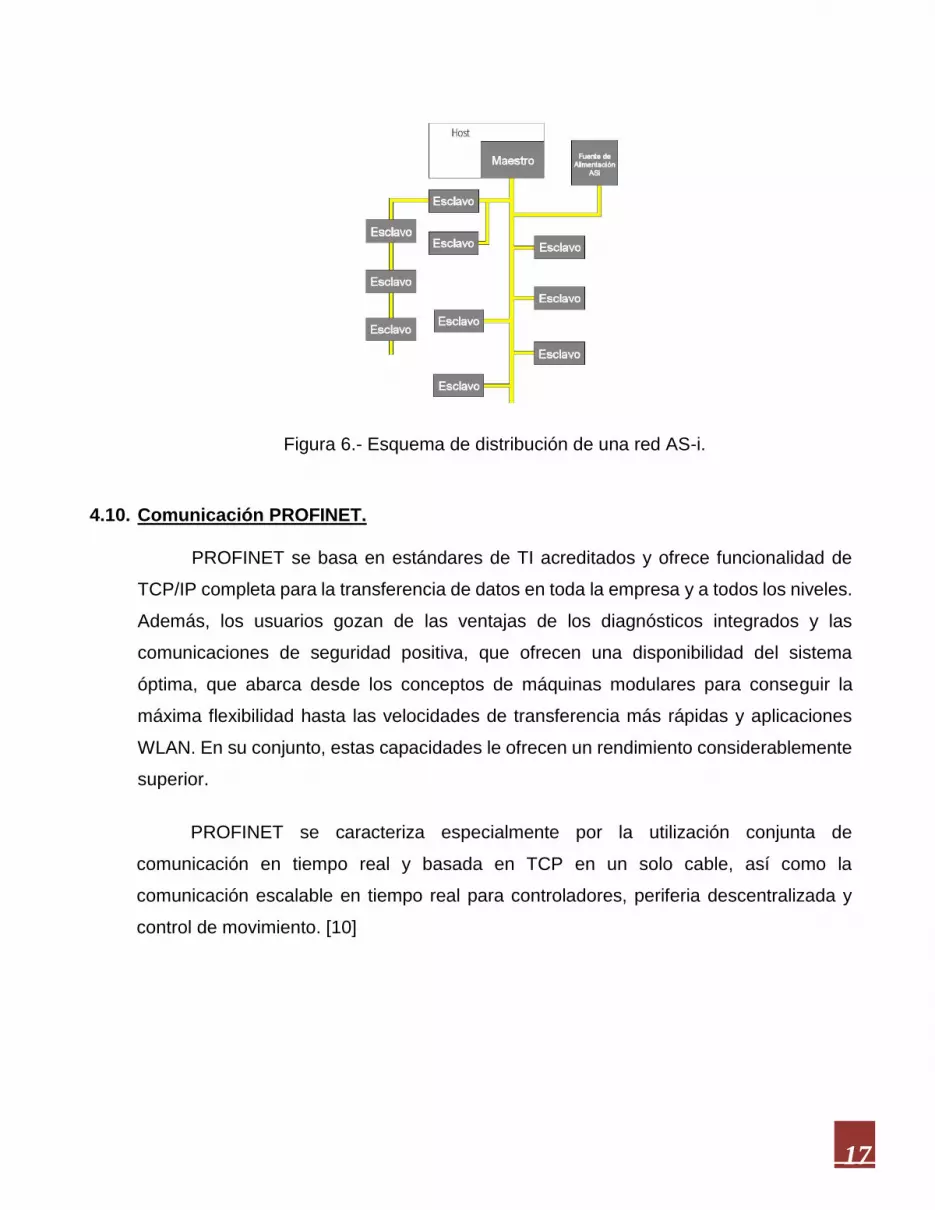
Principio de funcionamiento basado en la técnica de sondeo con un maestro y
varios esclavos.
Un maestro puede controlar hasta 31 esclavos, aunque ese número llega a 62
para la versión 2.1 del protocolo, y también es ampliable mediante repetidores
(Ver Figura 6). [9]
17
Figura 6.- Esquema de distribución de una red AS-i.
4.10. Comunicación PROFINET.
PROFINET se basa en estándares de TI acreditados y ofrece funcionalidad de
TCP/IP completa para la transferencia de datos en toda la empresa y a todos los niveles.
Además, los usuarios gozan de las ventajas de los diagnósticos integrados y las
comunicaciones de seguridad positiva, que ofrecen una disponibilidad del sistema
óptima, que abarca desde los conceptos de máquinas modulares para conseguir la
máxima flexibilidad hasta las velocidades de transferencia más rápidas y aplicaciones
WLAN. En su conjunto, estas capacidades le ofrecen un rendimiento considerablemente
superior.
PROFINET se caracteriza especialmente por la utilización conjunta de
comunicación en tiempo real y basada en TCP en un solo cable, así como la
comunicación escalable en tiempo real para controladores, periferia descentralizada y
control de movimiento. [10]
18
4.11. ¿Qué es un HMI? (Human-Machine Interface).
Una interfaz de usuario asistida por ordenador, también conocida como interfaz
hombre-máquina (IHM), forma parte del programa informático que se comunica con el
usuario. En ISO 9241-110, el término interfaz de usuario se define como "todas las partes
de un sistema interactivo (software o hardware) que proporcionan la información y el
control necesarios para que el usuario lleve a cabo una tarea con el sistema interactivo".
La interfaz de usuario / interfaz hombre-máquina (HMI) es el punto de acción en
que un hombre entra en contacto con una máquina (Ver Figura 7). Para que una interfaz
hombre-máquina (HMI) sea útil y significativa para las personas, debe estar adaptada a
sus requisitos y capacidades. [11]
Sus principales funciones son las siguientes:
Puesta en marcha y apagado.
Control de las funciones manipulables del equipo.
Comunicación con otros sistemas.
Información de estado.
Configuración de la propia interfaz y entorno.
Intercambio de datos entre aplicaciones.
Control de acceso.
Sistema de ayuda interactivo. [12]
Figura 7.- Trabajador interactuando con un HMI.

19
4.12. Elementos de protección eléctrica.
Proteger a los usuarios y los circuitos en corriente alterna es un factor muy
importante e imprescindible, no sólo para dar cumplimiento a la normativa vigente, sino
también para evitar accidentes en las instalaciones y a los usuarios de las mismas.
Los elementos de protección de los circuitos eléctricos de corriente alterna
utilizados en este proyecto son los que se detallan a continuación.
Fusible: Es un cilindro en cuyo interior existe un conductor calibrado para soportar el
paso de una intensidad determinada. Si dicho consumo aumenta el conductor se
calentará hasta fundirse para abrir así el circuito (Ver Figura 8).
Figura 8.- Ejemplo de Fusible Genérico.
Interruptor termo-magnético: La función de dicho dispositivo es igual a la de un fusible
pero con la ventaja de que cada vez que salta no hay que sustituirlo por uno nuevo, basta
con rearmarlo subiendo una palanca de plástico que tiene para ser accionado. Por el
contrario es más caro que un fusible (Ver Figura 9). [13]
Figura 9.- Interruptor termo-magnético.

20
CAPITULO 5.- PROCEDIMIENTO Y DESCRIPCIÓN DE LAS ACTIVIDADES REALIZADAS
Las actividades que se realizaron a lo largo de la elaboración del proyecto se enlistarán
a continuación en el orden en el que se presentaron, cabe mencionar que existen algunas
diferencias con las actividades que se presentaron en el anteproyecto al inicio del ciclo, debido
a los cambios que se presentaron a petición del cliente para el cual se realizó dicho proyecto.
5.1. Análisis de los dispositivos necesarios para la automatización de la celda.
La primera actividad realizada en este proyecto fue la enumeración de los
elementos necesarios para la automatización de la celda, esto se hizo parte por parte
tomando en cuenta desde los elementos de seguridad hasta los elementos que hacen
posible la comunicación entre dispositivos.
Lo primero que se tomó en cuenta es el dispositivo más grande de la celda, que
es el que realiza todo el trabajo mecánico en la misma, es decir el robot; dicho dispositivo
obviamente es un robot de la marca proveedora (ABB), el cual debe de ser el adecuado
para la tarea que desempeña, ya que el catálogo de estos dispositivos es muy extenso,
así mismo el robot requiere de un controlador, que sirva de medio de comunicación con
el controlador principal de la celda para que así se ejecuten las secuencias de trabajo
adecuadas según la situación en la que se encuentre la celda y el producto a trabajar.
También se enlistaron un par de gabinetes, en los cuales se colocarían todos los
elementos de control, comunicación y las clemas para el conexionado de todos los
demás elementos presentes en la celda.

21
Prosiguiendo con el enlistado de elementos necesarios lo que tiene mayor
presencia en la celda son los dispositivos de detección, es decir los sensores, escáneres
y cortinas de seguridad, los cuales tienen como principal tarea la seguridad y el cuidado
de los empleados y del equipo de trabajo; los sensores que se gestionaron según la
aplicación que se les daría, fueron del tipo fotoeléctrico y capacitivos, el sensor de tipo
fotoeléctrico se pensó para la detección de las cajas que avanzarían por la banda
transportadora (Conveyor) para así comunicar y activar la secuencia de trabajo del robot,
al mismo tiempo los sensores capacitivos son los que se posicionarían a un costado de
las bases para las tarimas (Pallets), para la detección de cajas en cada nivel para indicar
si dicha tarima está llena y lista para su retiro o si bien aún está en proceso su llenado.
Los elementos de seguridad de la celda son de los elementos más relevantes, ya
que son los que evitarán la ocurrencia de accidentes, dichos elementos enlistados fueron
las cortinas de seguridad (Emisor y receptor) que se colocaron en los accesos de la
celda, así como también los escáneres de presencia que evitarían que la celda se
encendiera si una persona se encontraba dentro de la misma (Ver Figura 10).
Figura 10.- Funcionamiento básico de las cortinas de seguridad.
22
Ya que se enlistaron los tipos de sensores necesarios y los elementos de
seguridad se procedió a gestionar el tipo de comunicación que se tendría en la celda, las
opciones posibles fueron el cableado directo de dispositivos de campo a tarjetas de
entradas/salidas digitales en un controlador y la comunicación AS-i, de las cuales se
analizaron las ventajas y desventajas teniendo en cuenta el tamaño y complejidad
deseada en la celda.
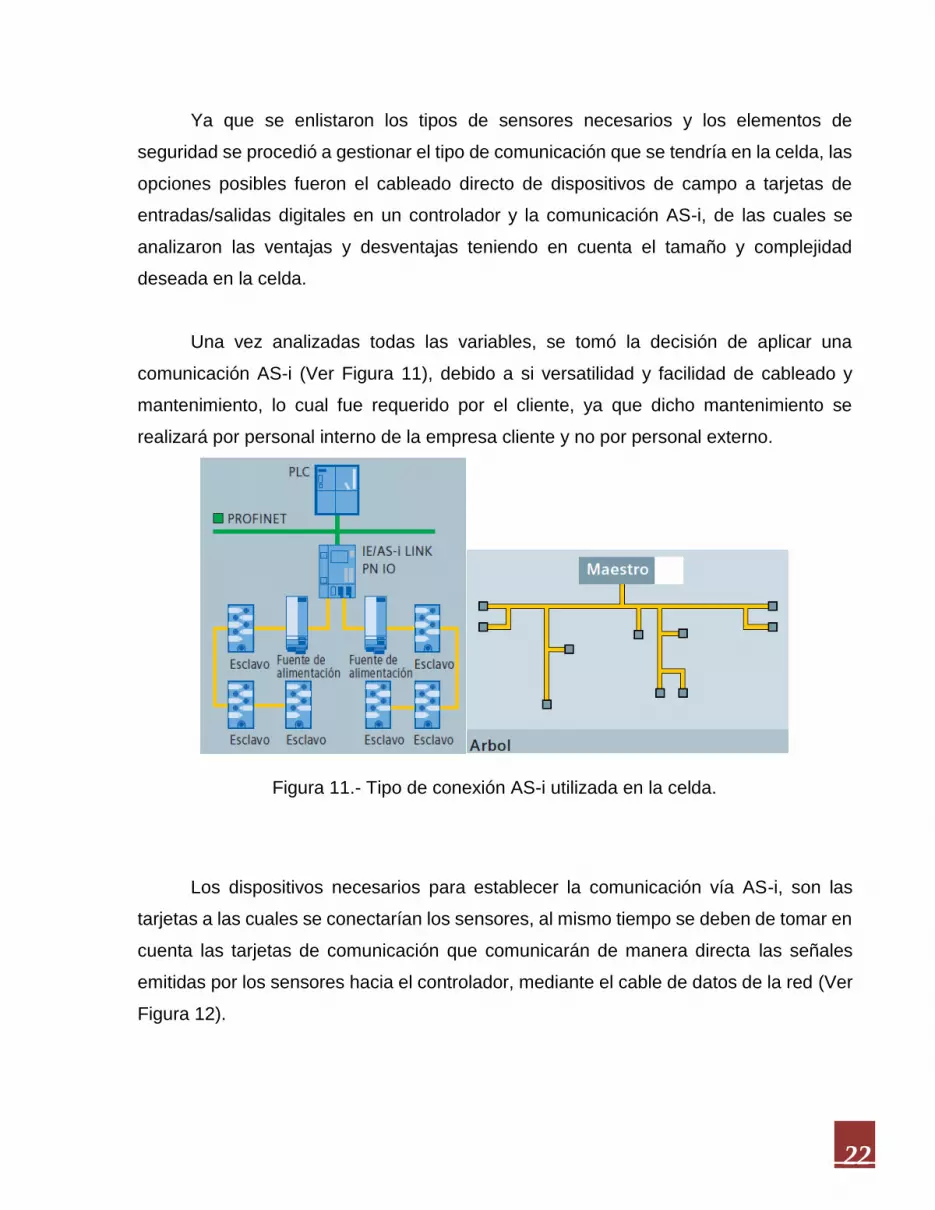
Una vez analizadas todas las variables, se tomó la decisión de aplicar una
comunicación AS-i (Ver Figura 11), debido a si versatilidad y facilidad de cableado y
mantenimiento, lo cual fue requerido por el cliente, ya que dicho mantenimiento se
realizará por personal interno de la empresa cliente y no por personal externo.
Figura 11.- Tipo de conexión AS-i utilizada en la celda.
Los dispositivos necesarios para establecer la comunicación vía AS-i, son las
tarjetas a las cuales se conectarían los sensores, al mismo tiempo se deben de tomar en
cuenta las tarjetas de comunicación que comunicarán de manera directa las señales
emitidas por los sensores hacia el controlador, mediante el cable de datos de la red (Ver
Figura 12).

23
Figura 12.- Manera de conectar las tarjetas AS-i a cables de comunicación y de alimentación.
Debido a que todos los elementos que se conectan a la red AS-i llegan a un solo
procesador de comunicaciones se deben de asignar las variables a cada elemento; esto
puede hacerse de dos maneras, la primera es mediante software a la hora de realizar la
programación del controlador, o bien vía hardware lo cual requiere de un direccionador
(Ver Figura 13), el cual se conecta con cada tarjeta de comunicación (esclavo) mediante
un cable con conectores del tipo M12, una vez conectado el direccionador a la tarjeta se
procede a encenderlo y a navegar entre los valores numéricos que se muestran en el
display, y al momento de posicionarse en el número de variable deseado (Debe de estar
dentro del rango que se programó en el procesador de comunicaciones) se pulsa el botón
de escribir, lo que hará que esa tarjeta adquiera la dirección seleccionada, (también se
puede simplemente ver qué dirección tiene cada esclavo pulsando el botón de leer).
Figura 13.- Direccionador para red AS-i marca IFM.
24
Procediendo con el análisis de elementos necesarios se enlistó el controlador de
la celda (PLC), el cual tendría el control completo de las acciones que realizara el robot,
el control, los elementos de seguridad y los dispositivos de señalización, condicionados
a los datos emitidos por los sensores; al mismo tiempo se pensó en utilizar una interfaz
visual de usuario (HMI), que facilitara el uso y monitoreo de la celda para así reducir los
tiempos de mantenimiento y agilizar las tareas manuales que se requerían.
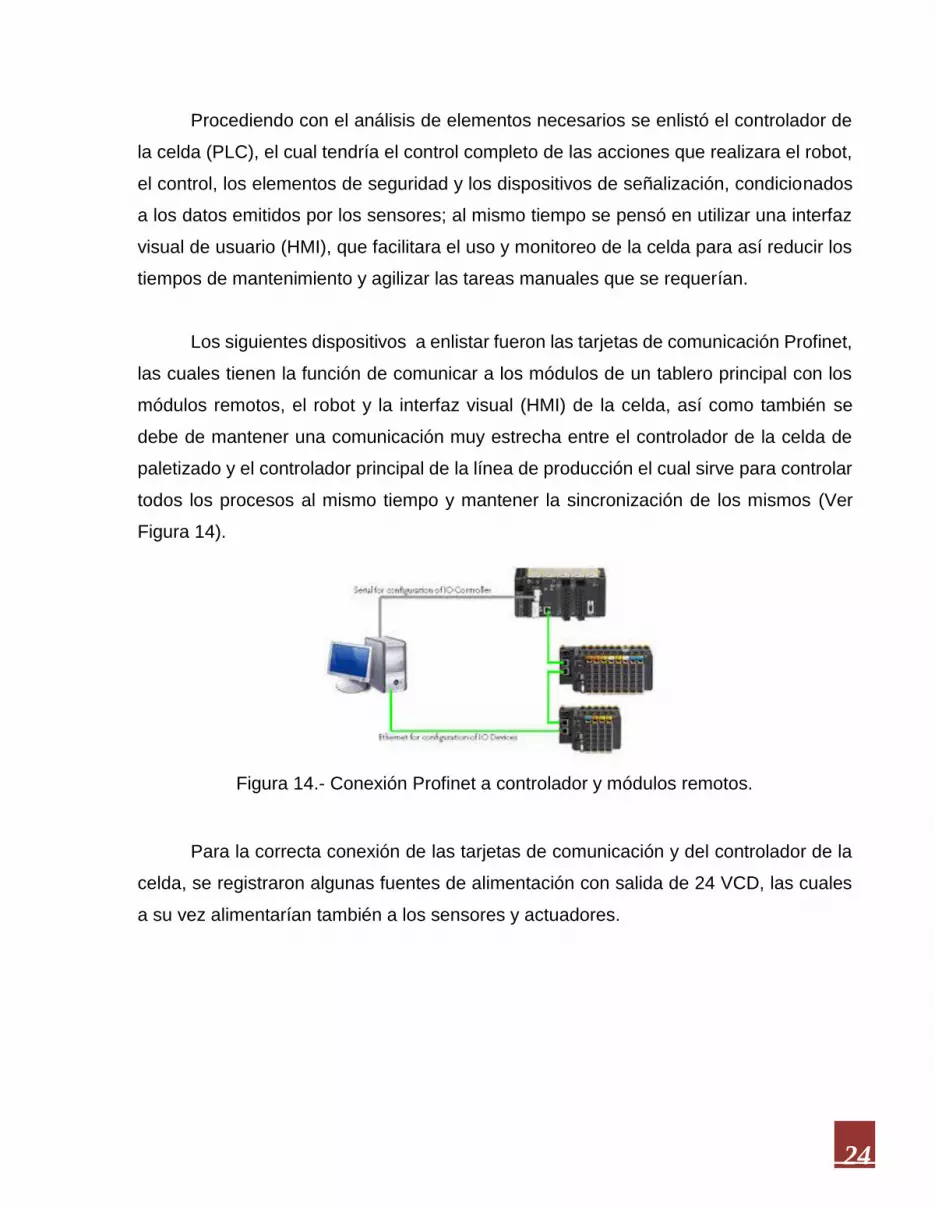
Los siguientes dispositivos a enlistar fueron las tarjetas de comunicación Profinet,
las cuales tienen la función de comunicar a los módulos de un tablero principal con los
módulos remotos, el robot y la interfaz visual (HMI) de la celda, así como también se
debe de mantener una comunicación muy estrecha entre el controlador de la celda de
paletizado y el controlador principal de la línea de producción el cual sirve para controlar
todos los procesos al mismo tiempo y mantener la sincronización de los mismos (Ver
Figura 14).
Figura 14.- Conexión Profinet a controlador y módulos remotos.
Para la correcta conexión de las tarjetas de comunicación y del controlador de la
celda, se registraron algunas fuentes de alimentación con salida de 24 VCD, las cuales
a su vez alimentarían también a los sensores y actuadores.

25
Como se mencionó anteriormente, para aumentar la seguridad y la velocidad de
reacción en los procesos de la celda se tomaron en cuenta los elementos de señalización
necesarios, tales como torretas indicadoras y alarmas sonoras, para lo cual se
registraron luces LED de color verde, rojo y zumbadores, los cuales indican si existe
alguna falla dentro de la celda, o bien si algún proceso está en ejecución o ha finalizado.
Algunos de los elementos más importantes que se registraron son los botones de paro
de emergencia, y las botoneras de tres comandos que tienen la función de poder ejecutar
un arranque de la celda, llevar al robot a una posición de servicio desde la cual se le
facilite al operador dar el mantenimiento y limpieza adecuados para el dispositivo y por
último, llevar al robot a su posición inicial (Home) desde la cual podrá comenzar su
funcionamiento normal de nuevo.
Otro elemento de seguridad es el bloqueo de la puerta de la celda, ya que se
requiere que cuando esté en funcionamiento se debe evitar que los trabajadores accedan
a la misma, por lo cual dicho bloqueo debe de ser accionado al mismo tiempo que se
arranque la celda, y se desactive al apagar todo el equipo de trabajo, o en caso de que
ocurra alguna desconexión en el suministro de energía lo que significaría que ha ocurrido
una falla.
La banda transportadora que lleva las cajas del producto tiene su propio motor, ya
que en caso de que se detecte falta de producto en cierto lapso de tiempo, la banda debe
de reducir su velocidad o detenerse por completo según se requiera.

26
5.2. Analizar tipo de cables y conectores necesarios, así como la cantidad de cada uno
para el conexionado de la celda.
Para poder crear la correcta comunicación entre todos los dispositivos presentes
en la celda se debieron de seleccionar los cables correctos para cada caso, ya que se
debe de tomar en cuenta las condiciones del entorno en el que estarán dichos cables,
así como también se deben de seleccionar los cables con los conectores necesarios ya
integrados para evitar el trabajo extra a la hora de realizar la conexión de los sensores
con las tarjetas de comunicación AS-i, ya que los sensores tienen distintos tipos de
conectores entre un modelo y otro, así también se debió de registrar los cables de
conexión AS-i que por estándar son de color amarillo (Cable de datos) y negro (Cable de
Alimentación de 30 VCD), así mismo se debe de tomar en cuenta el cable que se utilizará
en la red Profinet de la celda, ya que utiliza un conductor de tipo Ethernet y conectores
de tipo RJ45 (Ver Figura 15).
Figura 15.- Representación de cables para comunicación AS-i y cable Ethernet con conector RJ45 para comunicación PROFINET.
El cable Ethernet mencionado anteriormente se utilizó para realizar la
comunicación Profinet entre el controlador principal de la celda, con los módulos remotos
de entradas/salidas de los tableros principal y secundario de la celda, así como con el
robot de la misma; ya que las señales emitidas y recibidas por dicho equipo deben de
tener una paridad y recepción completamente exactos para evitar que haya fallas en el
envío de señales de un lado a otro.
27
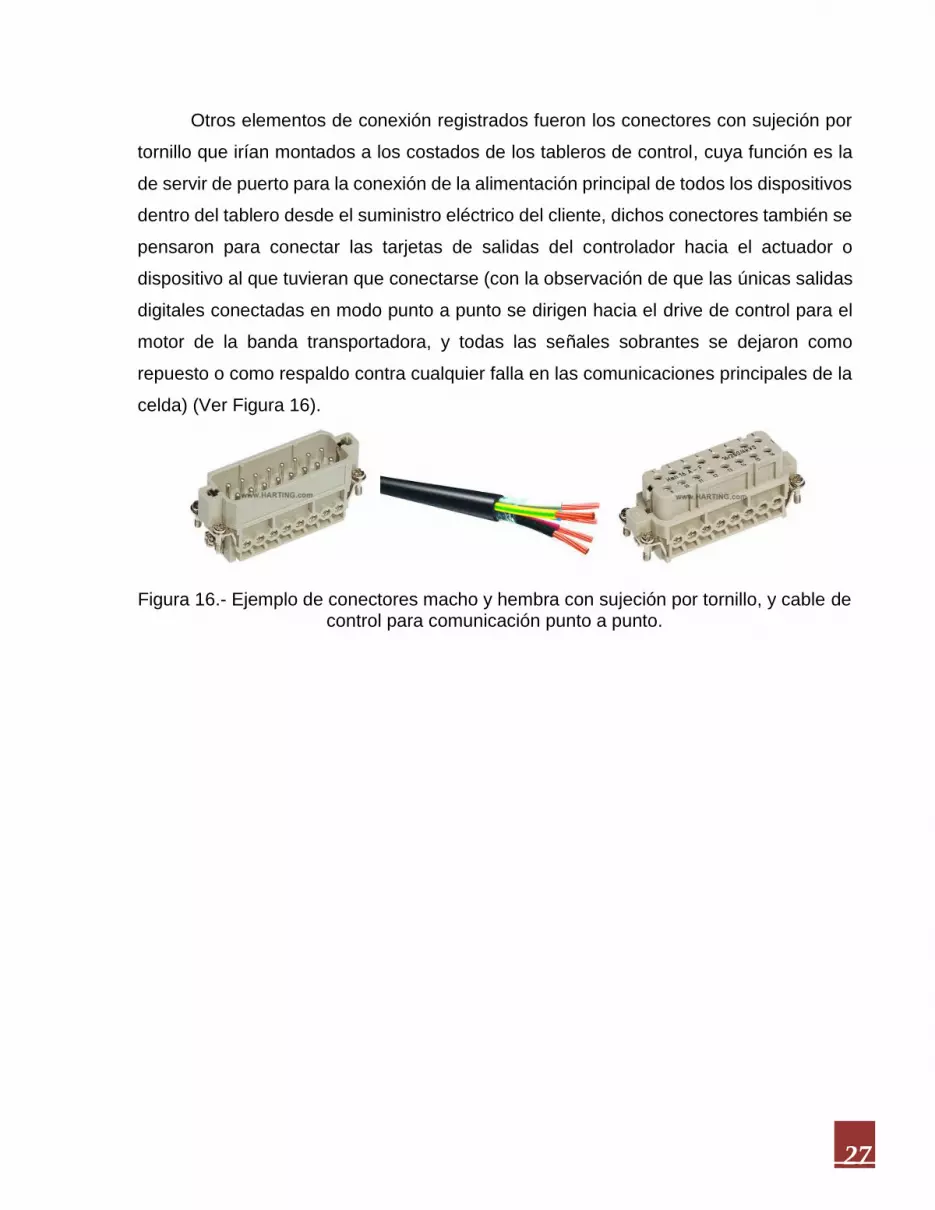
Otros elementos de conexión registrados fueron los conectores con sujeción por
tornillo que irían montados a los costados de los tableros de control, cuya función es la
de servir de puerto para la conexión de la alimentación principal de todos los dispositivos
dentro del tablero desde el suministro eléctrico del cliente, dichos conectores también se
pensaron para conectar las tarjetas de salidas del controlador hacia el actuador o
dispositivo al que tuvieran que conectarse (con la observación de que las únicas salidas
digitales conectadas en modo punto a punto se dirigen hacia el drive de control para el
motor de la banda transportadora, y todas las señales sobrantes se dejaron como
repuesto o como respaldo contra cualquier falla en las comunicaciones principales de la
celda) (Ver Figura 16).
Figura 16.- Ejemplo de conectores macho y hembra con sujeción por tornillo, y cable de control para comunicación punto a punto.

28
5.3. Selección final de dispositivos especificando proveedor y datos técnicos.
Una vez que se registraron los dispositivos y elementos de conexión necesarios
se procedió a realizar una gestión en cuanto a costos y especificaciones técnicas de
distintos proveedores existentes en el mercado, dicho procedimiento fue complicado ya
que para obtener datos verídicos de costos, tiempos de entrega y especificaciones
técnicas de cada dispositivo no solo se debe de analizar las páginas de internet de cada
proveedor, sino que requiere de ponerse en contacto directo con el mismo, ya sea
mediante llamada telefónica o bien por correo electrónico.
Existieron casos que las cifras en las hojas de datos no eran lo suficientemente
concretos por lo cual se requería de ponerse en contacto con el proveedor.
Los proveedores que se gestionaron se muestran en la siguiente lista:
ABB
SIEMENS
RITTAL
BANNER
INFAIMON
ROCKWELL AUTOMATION
BECKHOFF
SICK
IFM
EATON
LAPP GROUP
TELEMECANIQUE
HOFFMAN
BUSSMANN
SMC
TURCK
BASLER SCOUT
FORTRESS INTERLOCKS
HARTING
PHOENIX CONTACT
WEIDMULLER.
Los primeros elementos registrados en la lista final de materiales especificando
sus datos técnicos fueron el robot y el controlador que se seleccionaron para la celda,
dichos dispositivos debieron de ser analizados a fondo debido a que el trabajo que
desempeñará es de suma importancia, a lo cual se le agrega que las cajas que contienen
las botellas del suero son relativamente pesadas y el tiempo de trabajo estimado del
robot es de entre 16 y 20 horas diarias.

29
Tomando lo anterior en cuenta el robot seleccionado como se había mencionado
anteriormente es de la marca ABB, y el modelo del robot es el IRB 660 (Ver Figura 17),
el cual es exclusivo para procesos de paletizado, debido a su alto nivel de precisión
(± 0.2 mm), y su capacidad de carga máxima que puede llegar hasta los 180 kg
trabajándola a máxima velocidad, sin mencionar su versatilidad para adaptarse a
cualquier aplicación de paletización debido a la herramienta con la que cuenta el software
de programación para robots ABB (RobotStudio), llamada FlexPallet, con la cual se
puede hacer que el robot ejecute una o varias secuencias realizando acciones
previamente programadas con el simple hecho de recibir un bit de activación en el
controlador del mismo.
Figura 17.- Robot ABB Modelo IRB 660.
Para efectuar el transporte de las cajas del producto desde la banda
transportadora, hasta las tarimas en donde se colocarán se utilizó un Gripper diseñado
por ABB (Ver Figura 18), el cual cuenta con ventosas neumáticas, las cuales sujetan a
las cajas sin provocarles deformaciones o daño alguno, ya que es muy importante en
cualquier proceso mantener la calidad del producto intacta.
Este Gripper tiene un grupo de sensores de fin e inicio de carrera en cada
actuador, para así tener una retroalimentación con el controlador del robot y saber si su
funcionamiento es el correcto; estos sensores se conectan a un dispositivo que va
montado en el cabezal del robot llamado Manifold.

30
Figura 18.- Gripper utilizado en la celda de paletizado.
El dispositivo que controlará al robot será un controlador IRC5 de ABB, el cual
tiene la función de recibir las señales del controlador principal de la celda, interpretarlas,
y para así finalmente indicarle al robot que rutina o que acción ejecutar.
El gabinete contiene el controlador en sí el cual es una PC diseñada para el control
e interpretación de señales, dicha PC viene con una tarjeta de comunicación Profinet la
cual se conecta con algún PLC externo si se desea controlar las rutinas del robot
siguiendo señales externas (Como el caso de este proyecto), para comunicar al
controlador con el robot, se requiere conectar las salidas del controlador hacia la base
del robot (Conocida como DressPack), lo cual se ejecuta mediante conexión punto a
punto, aunque dicha tarea se facilita debido a que se cuentan con conectores
preinstalados tanto en el cable, el robot y el gabinete del controlador.
En el caso de este proyecto, el controlador IRC5 recibe las señales digitales (A
manera de bits de activación/desactivación) del programa externo enviado desde el
controlador de la celda por medio de comunicación Profinet, para que posteriormente se
ejecute la interpretación de las mismas, para que el robot ejecute las acciones correctas
acorde a cada situación que se detecte dentro de la celda (Ver Figura 19).

31
El robot se programa mediante el lenguaje RAPID utilizado en todos los robots
ABB, mediante dicha programación se le indica al robot que hacer o que secuencia de
movimientos seguir según la señal que se reciba desde el controlador IRC5, esa
programación se puede hacer desde un ordenador o bien desde el Flex Pendant del
robot.
Figura 19.- Controlador de robot ABB IRC5 con Flex Pendant.
Para poder controlar la velocidad, arranque y paro de la banda transportadora de
la celda (Conveyor), se utilizó un Drive de la marca ABB, el cual entra en la categoría de
MicroDrives por su tamaño relativamente pequeño, aunque esto no afecta su
funcionamiento, el cual se destaca por su durabilidad y versatilidad, ya que permite variar
la velocidad o incluso arrancar y detener un motor sin ocasionar el consumo excesivo
por arranque una vez que se vuelve a encender.
Ya que el motor que moverá a la banda transportadora es de 2 HP debido al gran
peso que debe de mover de un punto a otro, el Drive debe de seleccionarse para
adaptarse a dicha especificación de caballaje (Ver Figura 20).

32
Figura 20.- MicroDrive ABB de 2 HP (ACS355-03x-04A1-4).
Los dispositivos necesarios para efectuar la correcta interacción entre los
elementos de campo en la interfaz AS-i y el controlador, son módulos de procesamiento
de comunicaciones, los cuales interpretan las señales enviadas o recibidas desde los
dispositivos colgados a lo largo de la red, para que posteriormente se envíen esas
señales al PLC, a manera de bits de estado indicando las activaciones o desactivaciones
de algún sensor, o bien para activar o desactivar algún actuador.
En el caso de este proyecto se utilizaron dos procesadores de comunicaciones,
de la marca SIEMENS, el primero de ellos se pensó para la comunicación con las tarjetas
de red AS-i a las que se conectarían los sensores de los niveles de las tarimas y el sensor
principal de la banda transportadora, así como a las torretas indicadoras y las botoneras
de control que estarían repartidas en la periferia de la celda, su número de parte es
6GK7343-2AH11-0XA0 (Ver Figura 21).
El segundo módulo de comunicación fue una pasarela de red AS-i, el cual tiene
como principal aspecto a destacar el protocolo de seguridad AS-i Safe, (3RK3141-
1CD10) el cual es utilizado en elementos de seguridad, para su correcto funcionamiento
y así mismo para evitar fallas en la red por condiciones físicas fuera de rango, este
dispositivo se utilizó para conectar las cortinas de seguridad y los botones de paro de
emergencia de la celda, así como también el dispositivo de bloqueo de la puerta de la
celda (Ver Figura 22).

33
Ambos procesadores tienen la capacidad de trabajar con un máximo de 31
esclavos colgados a la red (Tarjetas de comunicación), las asignaciones de las variables
para dicho rango de esclavos se realiza vía software, a lo cual simplemente se coloca el
inicio numérico de las localidades que se quieren utilizar (bytes), y el mismo programa
coloca el valor máximo siguiendo la regla del máximo número de esclavos permitidos por
dispositivo.
Figura 21.- Procesador de comunicaciones AS-i SIEMENS.
Figura 22.- Pasarela de comunicación AS-i Safe
SIEMENS.
Los siguientes elementos en gestionarse y cotizarse fueron las tarjetas de
comunicación AS-i, a las cuales se conectarían los sensores, se optó por tomar en
cuenta solamente dos marcas para estos elementos, las cuales fueron SIEMENS e
IFM, aunque el cliente poco tiempo antes de hacer la selección final, comunico que
ya se tenía un estándar en su empresa, la cual era utilizar solo red AS-i con tarjetas
de IFM que contaran con conectores del tipo M12 o M12 x1, para así facilitar su
mantenimiento y cambio de partes en caso de daños o renovación.

34
Las tarjetas seleccionadas para realizar la conexión de los sensores de la
celda fueron las tarjetas IFM AC5215, las cuales cuentan con 4 conectores que sirven
para la transmisión de datos del sensor a la tarjeta y de alimentación hacia el sensor
(Ver Figura 23).
Figura 23.- Tarjeta de comunicación AS-i marca IFM.
La segunda tarjeta de comunicación AS-i seleccionada fue la AC007S de IFM
también, a la cual se conectarían las cortinas de seguridad que se colocarían en los
accesos de la celda para evitar que las personas entren a la misma cuando esté en
funcionamiento, y los escáneres colocados a los lados del robot, esta tarjeta se
seleccionó debido a que es de uso especial para dispositivos de protección
electrosensible (Ver Figura 24).
Figura 24.- Tarjeta de comunicación AS-i Safe marca IFM.

35
Los siguientes elementos gestionados fueron los sensores, ya que son los
elementos que se conectan a las tarjetas anteriormente mencionadas, y teniendo en
cuenta el estándar de comunicación con el que cuenta la empresa cliente, también se
optó por seleccionar los sensores de la marca IFM con conectores del tipo M12 para su
fácil reemplazo.
El sensor que detectaría el paso de las cajas de producto a lo largo de la banda
transportadora, y que a su vez sería el activador de la celda es un sensor fotoeléctrico,
con un haz de luz infrarroja, dicho sensor tiene el emisor y el receptor en una sola
carcasa, por lo cual es mucho más práctico su uso (Ver Figura 25).
Figura 25.- Sensor fotoeléctrico IFM (O5H200).
Los sensores que se colocaron a los costados de las tarimas para detectar la
presencia de las mismas así como los niveles de las cajas paletizadas son sensores del
tipo capacitivo, los cuales se activan/desactivan al detectar un objeto metálico o no
metálico cerca de su área de tolerancia, estos sensores fueron seleccionados según el
alcance de detección con el que cuentan, ya que no se podían colocar muy cerca de
donde se colocarían las cajas porque se podrían dañar si ocurriese algún fallo y son
golpeados, así que el sensor seleccionado fue el KD5039 de IFM, que tiene un alcance
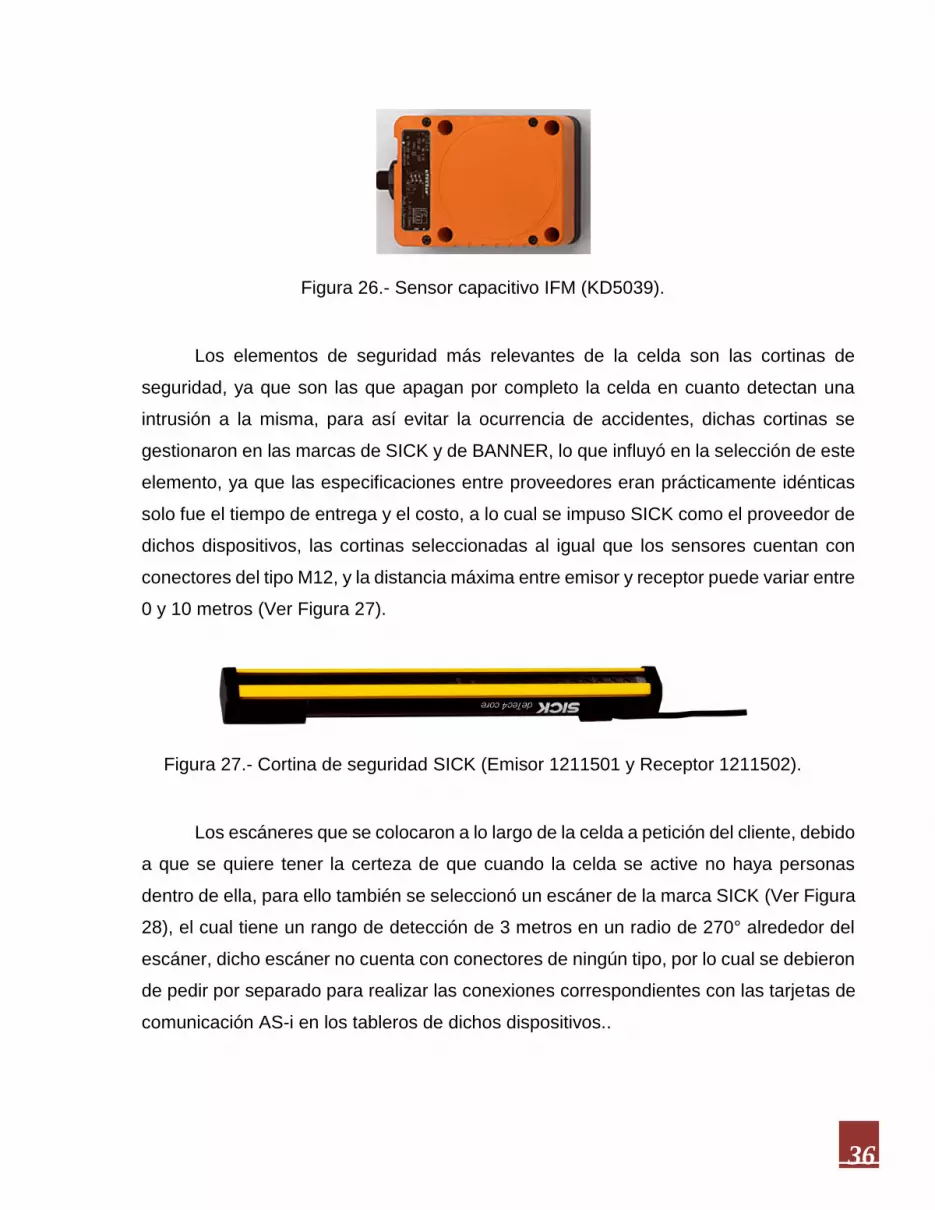
máximo de detección de 60 cm (Ver Figura 26).
36
Figura 26.- Sensor capacitivo IFM (KD5039).
Los elementos de seguridad más relevantes de la celda son las cortinas de
seguridad, ya que son las que apagan por completo la celda en cuanto detectan una
intrusión a la misma, para así evitar la ocurrencia de accidentes, dichas cortinas se
gestionaron en las marcas de SICK y de BANNER, lo que influyó en la selección de este
elemento, ya que las especificaciones entre proveedores eran prácticamente idénticas
solo fue el tiempo de entrega y el costo, a lo cual se impuso SICK como el proveedor de
dichos dispositivos, las cortinas seleccionadas al igual que los sensores cuentan con
conectores del tipo M12, y la distancia máxima entre emisor y receptor puede variar entre
0 y 10 metros (Ver Figura 27).
Figura 27.- Cortina de seguridad SICK (Emisor 1211501 y Receptor 1211502).
Los escáneres que se colocaron a lo largo de la celda a petición del cliente, debido
a que se quiere tener la certeza de que cuando la celda se active no haya personas
dentro de ella, para ello también se seleccionó un escáner de la marca SICK (Ver Figura
28), el cual tiene un rango de detección de 3 metros en un radio de 270° alrededor del
escáner, dicho escáner no cuenta con conectores de ningún tipo, por lo cual se debieron
de pedir por separado para realizar las conexiones correspondientes con las tarjetas de
comunicación AS-i en los tableros de dichos dispositivos..

37
Figura 28.- Escáner de seguridad SICK (1056428) y su rango de detección.
Continuando con la selección de dispositivos, se gestionaron los elementos de
señalización periférica de la celda, las cuales son torretas indicadoras, que se componen
de 4 elementos principales, los cuales son los siguientes: Luz LED color verde
(8WD4420-5AC), luz LED color Rojo (8WD4420-5AB), zumbador con sonido
continuo/discontinuo (8WD4420-0FA), y módulo de interfaz para comunicación AS-i
(8WD4428-0BE), dichos dispositivos se obtuvieron con SIEMENS (Ver Figura 29), ya
que ABB ya ha trabajado con estos productos y los resultados siempre han sido
positivos, cada una de las partes antes mencionadas para las torretas indicadoras tienen
números de parte diferentes, ya que se pueden ensamblar de la manera deseada,
pudiendo variar los colores de las luces, el modelo de zumbador y el tipo de
comunicación a utilizar.
NOTA: Estos dispositivos se conectan a una pasarela de comunicación y no a una tarjeta
de comunicación, ya que la variable que se utiliza en el software se asigna directamente
en el módulo de interfaz para comunicación AS-i con el que cuenta este dispositivo.
Figura 29.- Torretas indicadoras SIEMENS conectadas a red AS-i.

38
Las botoneras de comando y los botones de paro también se seleccionaron con
el tipo de comunicación AS-i para así estandarizar la comunicación en la celda; Dichos
dispositivos se analizaron con ROCKWELL AUTOMATION y con SIEMENS, resultando
con costos más bajos los productos de SIEMENS, por lo cual se optó por esa opción, se
seleccionaron botoneras de tres comandos (3 Pulsadores) y botones de paro de
emergencia en forma de hongo (Ver Figuras 30 y 31).
NOTA: Estos dispositivos se conectan a una pasarela de comunicación y no a una tarjeta
de comunicación, ya que la variable que se utiliza en el software se asigna directamente
en el módulo de interfaz para comunicación AS-i con el que cuenta este dispositivo.
Figura 30.- Botonera de 3 comandos AS-i SIEMENS
(3SF5813-2DB00).
Figura 31.- Botón de paro de emergencia AS-i SIEMENS
(3SF5811-0AA08).
Otro dispositivo de seguridad seleccionado fue el bloqueo de la puerta principal
de la celda, el cual es un actuador cuyo vástago sirve para evitar el acceso a la celda
una vez que ésta entra en modo de operación y al ejecutarse un paro de emergencia o
programado, dicho elemento se abre permitiendo el paso al área de trabajo.
Este dispositivo se gestionó con la marca FORTRESS INTERLOCKS, que se
especializa en productos de bloqueo y seguridad, programables o sencillos, el nombre
del elemento seleccionado es ATLOKASI, que como su nombre lo indica funciona a
través de AS-interface (Ver Figura 32).
39
Figura 32.- Dispositivo de bloqueo para la puerta FORTRESS INTERLOCKS (ATLOKASI).
Habiendo mencionado los elementos de SIEMENS y de FORTRESS
INTERLOCKS que se comunicarán mediante la red AS-i (Botoneras, botones de paro de
emergencia y torretas indicadoras), se procedió a seleccionar las tarjetas de distribución
para poder suministrar la alimentación y la comunicación necesaria con los dispositivos
anteriormente mencionados.
Las tarjetas seleccionadas tienen cuatro terminales para conexionado (Ver Figura
33), al igual que las anteriores manejadas de la marca IFM, cuentan con conectores del
tipo M12 para seguir con el estándar previsto, aunque tienen una gran diferencia con las
tarjetas de dicha marca, ya que estas simplemente funcionan como distribuidoras de
señal y de alimentación, ya que las variables no se asignan en los nodos de esta tarjeta
sino en los propios dispositivos que se conectan a ella, con lo cual se puede decir que
simplemente tiene la misma función que una pasarela de comunicación.
Figura 33.- Pasarela para comunicación AS-i SIEMENS (3RK1901-1NR04).

40
Los cables de conexión AS-i se seleccionaron de la marca IFM, debido al estándar
que tiene el cliente, dichos cables se seleccionaron en base al tipo de conectores con los
que cuentan, así como la longitud requerida, la cual es muy poca debido a la versatilidad
de conexión de la red.
El cable seleccionado fue un IFM EVT056, ya que cuenta con conectores M12
macho y Hembra respectivamente en sus dos extremos, dicho cable tiene una longitud
de 5 metros, que es más que suficiente por el tamaño y distancias entre dispositivos en
la celda (Ver Figura 34).
Figura 34.- Conectores M12 macho y hembra del cable IFM (EVT056).
La fuente de alimentación para la red AS-i se gestionó solamente con un solo
proveedor debido a su gran calidad en cuanto a ese tipo de productos, dicho proveedor
fue SIEMENS, y las fuentes de alimentación seleccionadas fueron las que tienen a su
salida 30 VCD y un máximo de 8 A, estas fuentes simplemente servirían para alimentar
a los dispositivos de distribución de datos AS-i (Ver Figura 35).
Figura 35.- Fuente de alimentación para red AS-i SIEMENS (3RX9503-0BA00).
41
Para poder alimentar al controlador, las tarjetas de entradas/salidas, tarjetas
Profinet y los dispositivos que se cuelgan de la red AS-i (Sensores, cortinas de seguridad,
escáneres y botoneras), se requirió de la selección de una fuente de alimentación de 24
VCD a 10 A máximos a su salida (Ver Figura 36).
Figura 36.- Fuente de alimentación de 24 VCD SIEMENS (6EP1-334-3BA10).
Cabe mencionar que las fuentes de alimentación de SIEMENS anteriormente
mencionadas requieren de una alimentación de 440 VAC y consumen 1.1 A de corriente
para poder efectuar su correcto funcionamiento.
El controlador principal de la celda se cotizó y gestionó en tres diferentes marcas
de proveedores, las cuales fueron ROCKWELL AUTOMATION (Allen-Bradley),
SIEMENS y BECKHOFF, para lo cual se fijaron distintas características con las que
debía de contar dicho dispositivo, como la compatibilidad con las comunicaciones
requeridas (Profinet), protocolo de seguridad de redes (Safety), rapidez de operación,
proceso de respaldo en caso de falla, etc.
Por ello se optó por seleccionar un controlador (PLC) de la marca SIEMENS (Ver
Figura 37), dicho dispositivo cumplió con todas las características estipuladas, así como
el corto tiempo de entrega y el relativo bajo costo, sin mencionar el amplio catálogo de
controladores con los que cuenta dicha marca.
42
Figura 37.- Controlador Lógico Programable SIEMENS (6ES7315F-2FJ14-0AB0).
Una vez seleccionado el controlador principal de la celda, por comodidad del
cliente y viendo la facilidad que ofrecía el proveedor en cuanto a sus costos se
seleccionaron las tarjetas de entradas y salidas digitales de SIEMENS que serían
utilizadas en la celda, a lo cual cabe mencionar que las únicas tarjetas que se utilizarían
serían las de salidas digitales (que servirían de comunicación con el robot), ya que debido
a la red AS-i no se requería de entradas digitales físicas como tal, aunque por la petición
del cliente se solicitaron esos dispositivos por si en algún momento se requería una
ampliación o cambio en la celda se tuviera un plan de contingencia. Las tarjetas de
entradas y salidas digitales (6ES7131-4BF00-0AA0 y 6ES7132-4BF00-0AA0) requieren
también de un accesorio que sirva como medio de conexión con los cables que llegarán
a cada terminal de las mismas (6ES7193-4CB30-0AA0) (Ver Figura 38).
Figura 38.- Tarjetas de Entradas y Salidas digitales SIEMENS, con su accesorio de
clemas para conexionado.

43
Al mismo tiempo el cliente solicitó que existieran dispositivos de comunicación
Profinet extras dentro de la celda, para poder tener una mayor seguridad de que en
cuanto ocurra una falla se pueda solucionar rápidamente simplemente cambiando
conexiones dentro de la misma y modificando levemente el programa del controlador. La
comunicación seleccionada específicamente fue la denominada Profisafe, que tiene un
protocolo de seguridad sobre la correcta transmisión en tiempo, forma y cantidad de
datos entre el controlador y los dispositivos en campo. Dichas tarjetas de comunicación
Profisafe (Entradas: 6ES7138-4FA05-0AB0 y Salidas: 6ES7138-4FB04-0AB0) también
deben de contar con su accesorio de clemas para conexión (6ES7193-4CG30-0AA0), tal
como se muestra en la siguiente figura (Ver Figura 39).
Figura 39.- Tarjetas de Entradas y Salidas digitales Profisafe SIEMENS, con su accesorio de clemas para conexionado.
Para poder utilizar las tarjetas de entradas/salidas digitales estándar y Profisafe
anteriormente descritas se debe de contar con un medio de distribución de alimentación
el cual, como su nombre lo indica sirve para que ahí se conecte el suministro principal
de 24 VCD, para que a su vez esta alimentación sea repartida homogéneamente entre
todas las tarjetas que se utilizan en el módulo de control. Ya que cada tarjeta requiere de
dicha energía para poder funcionar y lograr la correcta comunicación con el controlador.
Este dispositivo de distribución se denomina “Modulo de Potencia”, ya que por decirlo de
alguna manera el voltaje que entra en el mismo sale por cada terminal de suministro para
llegar a las tarjetas de comunicación.

44
El módulo de potencia solamente se gestionó con SIEMENS (6ES7138-4CA01-
0AA0), ya que al adquirir los demás dispositivos de esta marca se obtiene un estándar
en cuanto a la comunicación dentro del tablero de control, y también debe de contar con
su accesorio de clemas para conexionado (6ES7193-4CD30-0AA0) (Ver Figura 40).
Figura 40.- Módulo de potencia SIEMENS y su accesorio de clemas para conexionado.
La interfaz visual (HMI) pensada, fue de la marca SIEMENS, ya que el controlador
principal de la celda es del mismo proveedor, por lo cual si se utiliza otra marca de HMI,
no habría compatibilidad entre dispositivos.
La interfaz es un Panel Táctil de 15”, modelo TP1500 Comfort (Ver figura 41), el
cual pertenece a la gama alta del proveedor, esta interfaz se comunica con el controlador
mediante un cable Ethernet, utilizando los protocolos Profinet o Profibus, o bien mediante
cable serial según se desee.
Figura 41.- HMI SIEMENS TP1500 Comfort (6AV2 124-0QC02-0AX0).

45
Para conectar al controlador de la celda con los módulos remotos de tarjetas de
entradas/salidas y Profisafe en los dos tableros de control, se utilizaron módulos de
interfaz de la marca SIEMENS con conectores RJ45 (Ver Figura 42), para cable Ethernet,
el cual sigue el protocolo Profinet, el número de parte del módulo es 6ES7151-3BA23-
0AB0.
Figura 42.- Módulo de interfaz Profinet para ET200S SIEMENS.
Debido a que el controlador de la celda solo cuenta con un puerto de conexión
para cable Ethernet, se dispuso a solicitar también módulos de escalamiento controlados
del mismo proveedor (Ver Figura 43), los cuales tienen la tarea de distribuir las señales
enviadas o recibidas de los dispositivos que se conecten en él, tal como su nombre lo
dice se puede controlar que dispositivos se comunican con cuales y la manera en la que
lo hacen; en este caso las señales irán desde el PLC al robot de la celda, los módulos
remotos y al HMI, en una comunicación bilateral, ya que el PLC compartirá recepciones
y envíos de datos con dichos dispositivos, su número de parte es 6GK5208-0BA10-2AA3.
Figura 43.- Módulo de escalamiento X208 controlado SIEMENS.
46
Todos los dispositivos enlistados anteriormente son los más importantes hablando
en cuanto al área de control ya que son los que están en completa interacción con el
controlador de la celda, el programa elaborado y la comunicación de todos los
dispositivos en la misma.
Los elementos restantes por mencionar son simplemente accesorios o elementos
que tienen menor complejidad, debido a que sus especificaciones técnicas solo constan
de un par o de un simple dato.
A continuación se enlistarán algunos de esos elementos, simplemente
mencionando su función dentro de la celda.
Los dispositivos de protección principales en la celda son los fusibles termo-
magnéticos, los cuales evitan que el equipo se dañe por una sobre corriente en la línea
principal o por un corto circuito en la misma, estos elementos se seleccionaron de la
marca EATON y según el elemento que se quiso proteger se seleccionaron de uno, dos
o hasta tres polos, ya que se colocaron en la alimentación principal de la celda, en las
fuentes de alimentación y el aire acondicionado (Ver Figura 44).
Figura 44.- Fusibles Tremo-magnéticos EATON modelo FAZ.

47
Los elementos de protección secundarios son fusibles de la marca BUSSMANN,
los cuales son de distinto amperaje según el dispositivo que se quiera proteger, a su vez
los fusibles deben de contar con su accesorio de montaje, según sea el caso de uno, dos
o hasta tres polos para su fácil conexión; dichos accesorios son de la marca MERSEN
(Para los fusibles que protegen al MicroDrive ABB) (Ver Figura 45) y WEIDMULLER
(Para la protección de los dispositivos de control) (Ver Figura 46). Este cambio de
proveedor en los porta-fusibles se hizo debido a que los fusibles de protección de los
elementos de CD son de un tamaño más pequeño que los que están en las conexiones
de los elementos de CA.
Figura 45.- Fusible modelo LP-CC de BUSSMANN 600V, y porta-fusibles MERSEN de 3 polos
(USCC3).
Figura 46.- Fusible modelo GMA de BUSSMANN 125V, y porta-fusibles
WEIDMULLER (1011300000).
Para la ventilación de los dos tableros de la celda se requirió también de un
sistema de ventilación para así evitar el sobrecalentamiento y la humedad por
condiciones ambientales dentro de los mismos, para evitar a su vez que el equipo se
dañe por esas condiciones, estos sistemas de ventilación se cotizaron y seleccionaron
con la marca RITTAL (Ver Figura 47), debido a la calidad de sus productos y a que
también se compraron los gabinetes para los tableros de toda la línea de producción con
este proveedor.
48
Figura 47.- Sistema de ventilador y filtros RITTAL (SK 3237.100).
Los cables y conectores para comunicaciones especiales también se cotizaron
con distintas marcas, resultando SIEMENS como el proveedor de los cables para la red
AS-i y la marca SAB para el cable de comunicación PROFINET, aunque de este tipo de
comunicación se adquirieron los conectores RJ45 con SIEMENS.
Finalmente se seleccionaron los elementos que servirían para conectar los cables
de control y de potencia, ya fuera entre tableros o bien desde el suministro principal del
cliente, para lo cual se seleccionaron los conectores y carcasas de la marca HARTING,
para las conexiones de potencia se utilizaron conectores de 6 pines y para el control de
24 pines, todos con sujeción por tornillo para facilitar su conexionado.
A su vez se seleccionaron los cables que comunicarían a los conectores, los
cuales fueron cotizados con la marca LAPP GROUP, los cables seleccionados fueron
del modelo OLFLEX CLASSIC 110 SY, los cuales tienen la característica de tener una
malla de acero flexible recubriendo a los conductores para mayor resistencia y también
cada uno de sus conductores esta numerado para facilitar la elaboración de conexiones
grandes (Ver Figura 48).

49
Figura 48.- Cable de Control OLFLEX CLASSIC 110 SY, y conectores HARTING con sus carcasas de montaje.
50
5.4. Clasificación de todos los elementos seleccionados.
Una vez que se seleccionaron todos los dispositivos que se utilizarían en la celda,
se procedió a clasificarlos según su tipo de alimentación, utilización y funcionalidad, ya
que de esta manera se facilita la realización de la lista de pedido (Order Knowledge), que
se envía al departamento de compras de la empresa para hacer la solicitud de material
con cada proveedor seleccionado.
Al mismo tiempo, el clasificar todos los elementos que se utilizaron en la celda
ahorra una gran cantidad de tiempo de trabajo en cuanto a la validación de cada
dispositivo, ya que en caso de que alguno se encuentre en fase de descontinuación o
bien obsoleto, se debe de cambiar por un sucesor que tenga las mismas características
eléctricas y si es posible físicas, para evitar realizar cambios en los planos de montaje
de cada tablero de control.
Los campos de clasificación que se obtuvieron fueron 5, los cuales fueron tomados
de una manera muy general para su facilidad de manejo y fácil entendimiento, dichos
campos son los siguientes:
Elementos de CD (Corriente Directa): Los cuales como su nombre lo indica,
requieren de una alimentación de 24 o 30 VCD, que en otras palabras son todos
los elementos de control y de monitoreo de la celda, es decir, todo lo relacionado
a la red AS-i y a la comunicación con el PLC (Ver Tabla 1).

51
Elementos de CD
N° de Parte Proveedor Descripción
3HAC025917-001 ABB Entradas/Salidas Digitales 24VCD - DSQC 652
ATLOKASI FORTRESS INTERLOCKS Solenoide Controlado para puerta AS-i
AC007S IFM Módulo Universal AS-i - 2SI 2xOSSD
AC5215 IFM Interfase AS-i - ClassicLine 4DI-Y IP67
O5H200 IFM Sensor Fotoeléctrico
KD5039 IFM Sensor Capacitivo
1056428 SICK Escáner de luz de seguridad
1211501 SICK Cortina de luz de seguridad deTec4 Core (Emisor)
1211502 SICK Cortina de luz de seguridad deTec4 Core (Receptor)
3RK1901-1NR04 SIEMENS Interface AS-i, 4 Terminales
6AV2 124-0QC02-0AX0 SIEMENS Simatic HMI TP1500 Comfort
6ES7131-4BF00-0AA0 SIEMENS ET200S, Módulo Electrónico, 8 Entradas Digitales DC 24V
6ES7132-4BF00-0AA0 SIEMENS ET200S, Módulo Electrónico, 8 Salidas Digitales DC 24V/0.5A
6ES7138-4CA01-0AA0 SIEMENS ET200S, Módulo de Potencia PM-E, 24V DC
6ES7138-4FA05-0AB0 SIEMENS ET200S, Módulo Electrónico Profisafe, 4/8 F-Entradas Digitales, 24VCD
6ES7138-4FB04-0AB0 SIEMENS ET200S, Módulo Electrónico Profisafe, 4/8 F-Salidas Digitales, 24VCD/2A
6ES7138-4FR00-0AA0 SIEMENS ET200S, Módulo Profisafe de salidas a Relevador DC24V/5A AC24..230V/5A
6ES7151-3BA23-0AB0 SIEMENS ET200S, IM151-3 PN HF Módulo de Interfaz
6ES7315-2FJ14-0AB0 SIEMENS PLC - CPU 315F-2 PN/DP, 512 KB
6GK5208-0BA10-2AA3 SIEMENS Scalance X208 Interruptor Administrado, 8 Puertos RJ45
6GK7343-2AH11-0XA0 SIEMENS Procesador de Comunicaciones para S7-300 y ET200M
6GK7343-1EX30-0XE0 SIEMENS Procesador de Comunicaciones CP343-1
8WD4420-0FA SIEMENS Columna de señalización, Zumbador continuo o discontinuo 24V AC/DC
8WD4420-5AB SIEMENS Columna de señalización, Luz LED Roja 24V AC/DC
8WD4420-5AC SIEMENS Columna de señalización, Luz LED Verde 24V AC/DC
3SF5811-0AA08 SIEMENS Botón de Paro de Emergencia NC.
3SF5813-2DB00 SIEMENS Botonera con 3 comandos (3 NA)
8WD4428-0BE SIEMENS Columna de Señalización, Comunicador AS-i
3RK3141-1CD10 SIEMENS Pasarela Profibus de Seguridad AS-i
Tabla 1.- Tabla de elementos de CD utilizados en la celda.
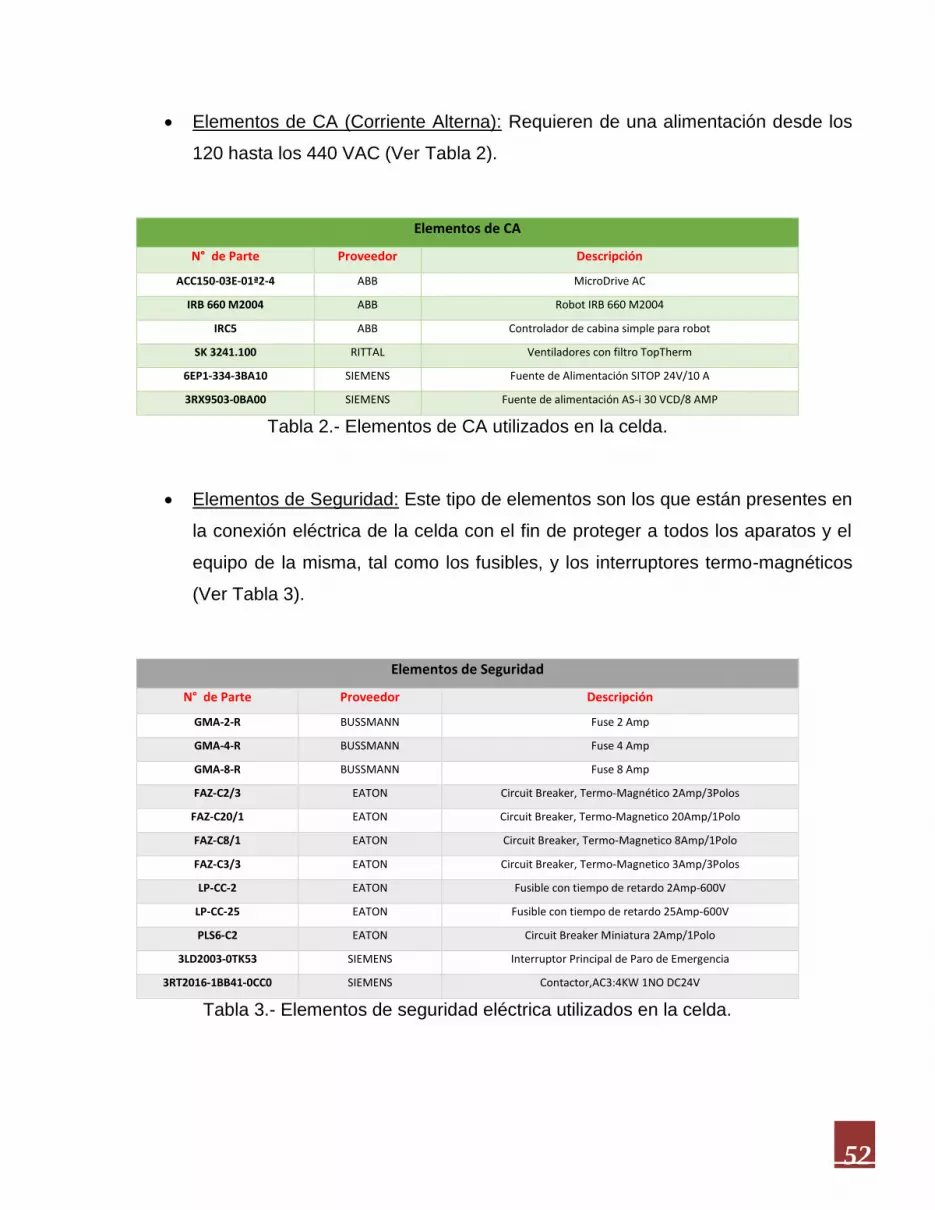
52
Elementos de CA (Corriente Alterna): Requieren de una alimentación desde los
120 hasta los 440 VAC (Ver Tabla 2).
Elementos de CA
N° de Parte Proveedor Descripción
ACC150-03E-01ª2-4 ABB MicroDrive AC
IRB 660 M2004 ABB Robot IRB 660 M2004
IRC5 ABB Controlador de cabina simple para robot
SK 3241.100 RITTAL Ventiladores con filtro TopTherm
6EP1-334-3BA10 SIEMENS Fuente de Alimentación SITOP 24V/10 A
3RX9503-0BA00 SIEMENS Fuente de alimentación AS-i 30 VCD/8 AMP
Tabla 2.- Elementos de CA utilizados en la celda.
Elementos de Seguridad: Este tipo de elementos son los que están presentes en
la conexión eléctrica de la celda con el fin de proteger a todos los aparatos y el
equipo de la misma, tal como los fusibles, y los interruptores termo-magnéticos
(Ver Tabla 3).
Elementos de Seguridad
N° de Parte Proveedor Descripción
GMA-2-R BUSSMANN Fuse 2 Amp
GMA-4-R BUSSMANN Fuse 4 Amp
GMA-8-R BUSSMANN Fuse 8 Amp
FAZ-C2/3 EATON Circuit Breaker, Termo-Magnético 2Amp/3Polos
FAZ-C20/1 EATON Circuit Breaker, Termo-Magnetico 20Amp/1Polo
FAZ-C8/1 EATON Circuit Breaker, Termo-Magnetico 8Amp/1Polo
FAZ-C3/3 EATON Circuit Breaker, Termo-Magnetico 3Amp/3Polos
LP-CC-2 EATON Fusible con tiempo de retardo 2Amp-600V
LP-CC-25 EATON Fusible con tiempo de retardo 25Amp-600V
PLS6-C2 EATON Circuit Breaker Miniatura 2Amp/1Polo
3LD2003-0TK53 SIEMENS Interruptor Principal de Paro de Emergencia
3RT2016-1BB41-0CC0 SIEMENS Contactor,AC3:4KW 1NO DC24V
Tabla 3.- Elementos de seguridad eléctrica utilizados en la celda.
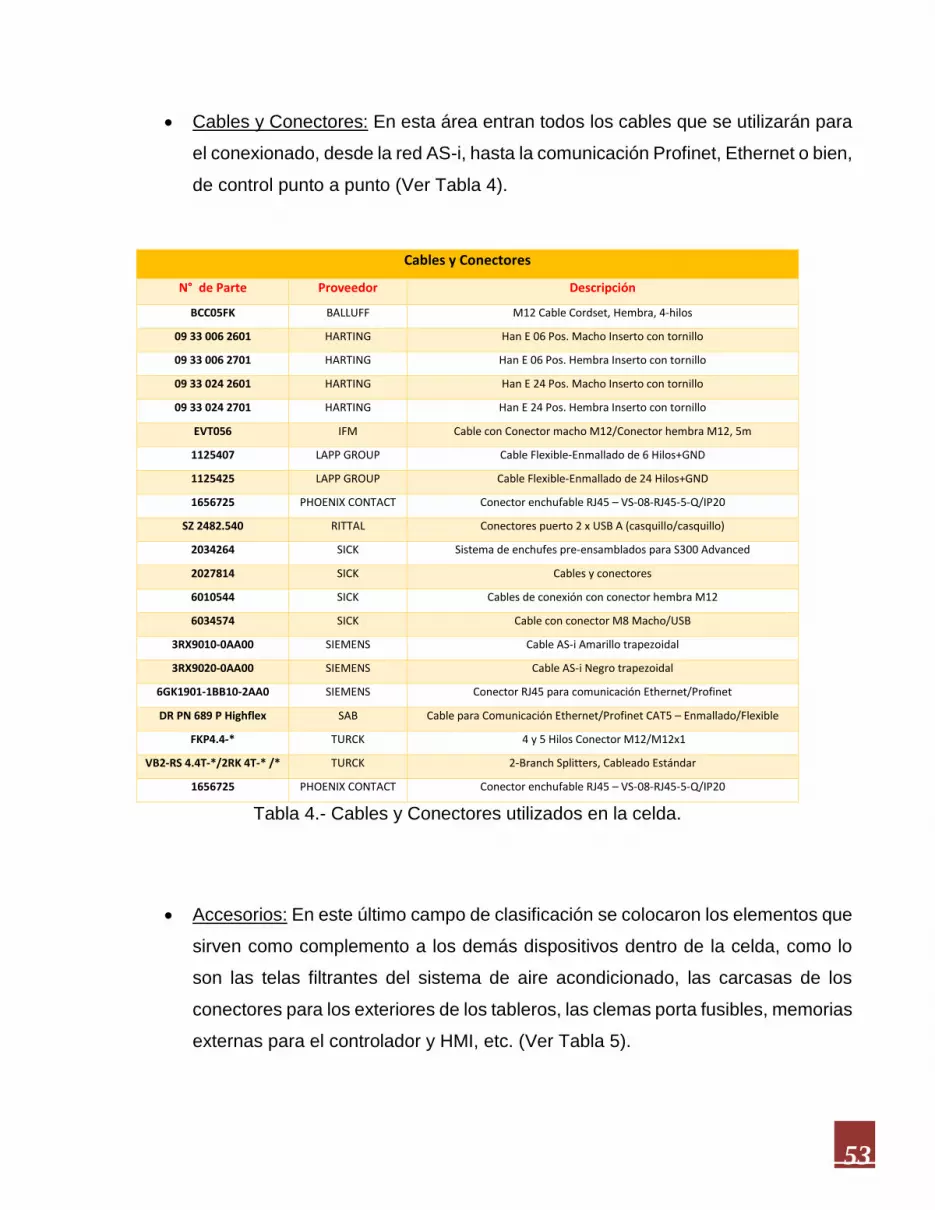
53
Cables y Conectores: En esta área entran todos los cables que se utilizarán para
el conexionado, desde la red AS-i, hasta la comunicación Profinet, Ethernet o bien,
de control punto a punto (Ver Tabla 4).
Cables y Conectores
N° de Parte Proveedor Descripción
BCC05FK BALLUFF M12 Cable Cordset, Hembra, 4-hilos
09 33 006 2601 HARTING Han E 06 Pos. Macho Inserto con tornillo
09 33 006 2701 HARTING Han E 06 Pos. Hembra Inserto con tornillo
09 33 024 2601 HARTING Han E 24 Pos. Macho Inserto con tornillo
09 33 024 2701 HARTING Han E 24 Pos. Hembra Inserto con tornillo
EVT056 IFM Cable con Conector macho M12/Conector hembra M12, 5m
1125407 LAPP GROUP Cable Flexible-Enmallado de 6 Hilos+GND
1125425 LAPP GROUP Cable Flexible-Enmallado de 24 Hilos+GND
1656725 PHOENIX CONTACT Conector enchufable RJ45 – VS-08-RJ45-5-Q/IP20
SZ 2482.540 RITTAL Conectores puerto 2 x USB A (casquillo/casquillo)
2034264 SICK Sistema de enchufes pre-ensamblados para S300 Advanced
2027814 SICK Cables y conectores
6010544 SICK Cables de conexión con conector hembra M12
6034574 SICK Cable con conector M8 Macho/USB
3RX9010-0AA00 SIEMENS Cable AS-i Amarillo trapezoidal
3RX9020-0AA00 SIEMENS Cable AS-i Negro trapezoidal
6GK1901-1BB10-2AA0 SIEMENS Conector RJ45 para comunicación Ethernet/Profinet
DR PN 689 P Highflex SAB Cable para Comunicación Ethernet/Profinet CAT5 – Enmallado/Flexible
FKP4.4-* TURCK 4 y 5 Hilos Conector M12/M12x1
VB2-RS 4.4T-*/2RK 4T-* /* TURCK 2-Branch Splitters, Cableado Estándar
1656725 PHOENIX CONTACT Conector enchufable RJ45 – VS-08-RJ45-5-Q/IP20
Tabla 4.- Cables y Conectores utilizados en la celda.
Accesorios: En este último campo de clasificación se colocaron los elementos que
sirven como complemento a los demás dispositivos dentro de la celda, como lo
son las telas filtrantes del sistema de aire acondicionado, las carcasas de los
conectores para los exteriores de los tableros, las clemas porta fusibles, memorias
externas para el controlador y HMI, etc. (Ver Tabla 5).

54
Accesorios
N° de Parte Proveedor Descripción
SBS FORTRESS INTERLOCKS Barra Deslizable con Retroceso por Muelle
09 30 006 0301 HARTING Han B Carcasa Base con 1 Brida
09 30 006 1541 HARTING Han B Carcasa montable LC 2 Pegs PG 16
09 30 224 0307 HARTING Han 24B-HMC-agg-LB- Carcasa Base
19 30 024 0468 HARTING Han 24B-HTE-2Xm40 (special) – Carcasa montable
USCC3 MERSEN Fuse Holder USCC 3 Pole 30A
1644025 PHOENIX CONTACT Pasa cables – HC-KD/SG 24/ 4
1644093 PHOENIX CONTACT Boquilla pasa cables – HC-KDT 9-10
1771927 PHOENIX CONTACT Carcasa – HC-B 24-AMQ
SZ 2482.300 RITTAL Marco de montaje simple, con cubierta de plástico
AE 1039.500 RITTAL Gabinete AE 600mm x 380mm x 210 mm
CM 5118.500 RITTAL Gabinete CM 1000mm x 1000mm x 300 mm
SK 3182.100 RITTAL Telas filtrantes finas para ventiladores con filtro
SK 3240.200 RITTAL Filtro de salida Estándar
SK 3241.100 RITTAL Ventiladores con filtro TopTherm
2066614 SICK Soportes de lineación, 4 piezas
6ES7193-4CB30-0AA0 SIEMENS Terminales TM-E15C24-01
6ES7193-4CD30-0AA0 SIEMENS Terminales TM-P15C23-A0
6ES7193-4CG30-0AA0 SIEMENS Terminales TM-E30C44-01
6ES7390-1BC00-0AA0 SIEMENS Riel para montaje Simatic S7-300
6ES7953-8LF20-0AA0 SIEMENS S7 Micro Memory Card, 64Kb
6ES7953-8LL31-0AA0 SIEMENS S7 Micro Memory Card, 2Mb
8WD4308-0DA SIEMENS Base con tubo
8WD4408-0AA SIEMENS Elemento de conexión para tubos
1011300000 WEIDMULLER Borne porta fusibles, Sección nominal: 6 mm²
Tabla 5.- Accesorios para los demás dispositivos utilizados en la celda.
55
5.5. Verificación de la viabilidad de cada elemento seleccionado.
Una vez finalizada la selección de materiales se debió de analizar cada uno de los
dispositivos y accesorios para así analizar su viabilidad en cuanto a fecha de inicio de
producción ya que este dato es sumamente importante debido a que dependiendo de su
fecha de lanzamiento se definirá el costo, la durabilidad de la garantía y la disponibilidad
de dicho producto o bien de piezas de reemplazo en caso de que se presente alguna
falla o desperfecto.
Para realizar el análisis de la viabilidad de cada dispositivo y accesorio
previamente seleccionado, en algunos casos como el de la marca SIEMENS, que
contienen ese dato en su página de internet a la cual se puede acceder sin necesidad de
algún registro previo, simplemente requería revisar la fecha de lanzamiento y el estado
de la producción de cada producto teniendo 5 niveles o grados visibles, los cuales van
desde nuevo en producción, fase de descontinuación, etc. hasta llegar al nivel más bajo
que significa que el equipo es obsoleto para su venta en el mercado. En los casos de los
dispositivos de otras marcas se requirió ponerse en contacto con cada uno de los
proveedores, ya fuese vía e-mail o bien telefónicamente para así adquirir el dato
necesario.
Hubo varios equipos que se seleccionaron al inicio de la realización de la
Ingeniería que requirieron ser reemplazados, para realizar dicho cambio de equipo
simplemente se debe de tomar en cuenta las especificaciones técnicas del dispositivo
obsoleto y el que será su reemplazo para así no tener que hacer cambios en las
conexiones o en los demás dispositivos que se conecten a él.
NOTA: Los dispositivos mencionados en la actividad 4, son los seleccionados
definitivamente en el proceso de realización del proyecto, ya que las listas de equipo
obsoleto se eliminaron para evitar confusiones posteriores.

56
5.6. Conteo y registro total de dispositivos requeridos para el correcto control de la
celda.
Para poder contabilizar el equipo total necesario se requirió de la realización
completa de la Ingeniería Eléctrica y los planos tentativos de la celda ya que eso es lo
que define por ejemplo, el número de sensores, botones y señalizaciones necesarias.
Una vez finalizada la Ingeniería eléctrica se pudo contabilizar todo el equipo necesario,
sumando todos los dispositivos “extras” que el cliente solicito, esto es para tener equipo
de respaldo por si se desea expandir la celda o hacer cambios posteriores a su
instalación.
La lista de material total de la celda (Ver Anexo 1), se anexó a la lista que se tenía
ya hecha de las demás celdas realizadas dentro del proyecto de la empresa para así
poder hacer el pedido de material.
Después de haber contado todo el equipo que se utilizó en la celda también se
tuvo que hacer la selección de los gabinetes en los cuales estarían los módulos de
potencia y de control (Tableros de control), así como el acomodo dentro de ellos para
poder analizar si las dimensiones de cada gabinete satisfacían el tamaño suficiente para
que el equipo tuviera los niveles de ventilación y humedad adecuados.
Los primeros gabinetes en gestionar fueron los que contendrían las tarjetas de
comunicación AS-i para lo cual se hicieron arreglos para un par de tableros, que se
colocarían en la periferia de la celda, cerca de donde estarían la mayor parte de los
elementos de campo (Cortinas, sensores, botoneras, botones de paro y escáneres) que
se conectarían a las tarjetas en cada tablero.
Estos dos tableros se identificaron dentro de la Ingeniería con la etiqueta de AS101
y AS102, respectivamente (Ver Figura 49).
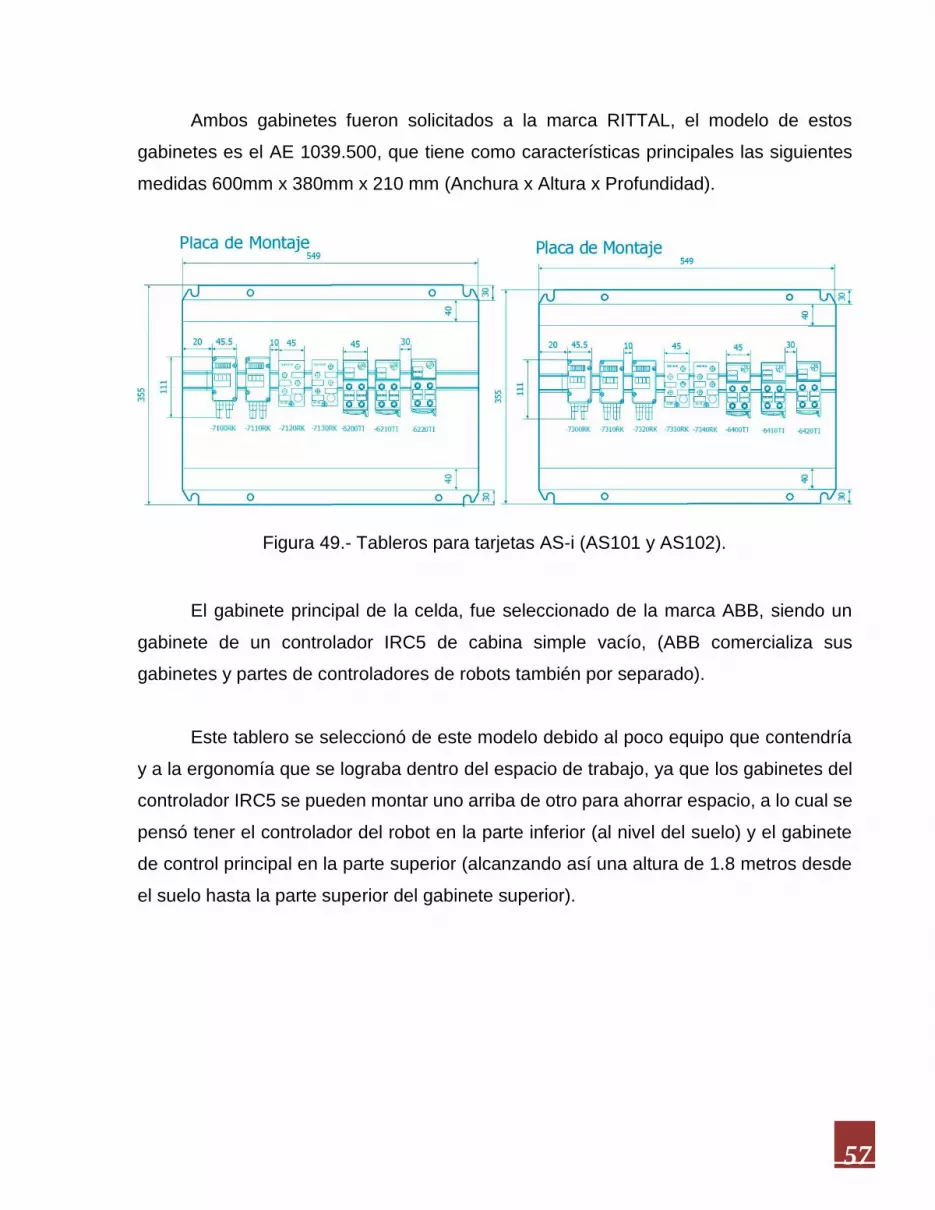
57
Ambos gabinetes fueron solicitados a la marca RITTAL, el modelo de estos
gabinetes es el AE 1039.500, que tiene como características principales las siguientes
medidas 600mm x 380mm x 210 mm (Anchura x Altura x Profundidad).
Figura 49.- Tableros para tarjetas AS-i (AS101 y AS102).
El gabinete principal de la celda, fue seleccionado de la marca ABB, siendo un
gabinete de un controlador IRC5 de cabina simple vacío, (ABB comercializa sus
gabinetes y partes de controladores de robots también por separado).
Este tablero se seleccionó de este modelo debido al poco equipo que contendría
y a la ergonomía que se lograba dentro del espacio de trabajo, ya que los gabinetes del
controlador IRC5 se pueden montar uno arriba de otro para ahorrar espacio, a lo cual se
pensó tener el controlador del robot en la parte inferior (al nivel del suelo) y el gabinete
de control principal en la parte superior (alcanzando así una altura de 1.8 metros desde
el suelo hasta la parte superior del gabinete superior).

58
Los dispositivos que se colocaron dentro de este gabinete fueron el controlador
principal de la celda, las fuentes de alimentación para dicho dispositivo y para los
módulos de control, así como las protecciones de las fuentes (Porta fusibles MERSEN
USCC3, con fusibles BUSSMAN serie LP-CC), los procesadores de comunicaciones
para la red AS-i, el módulo de escalamiento con puertos Ethernet, el módulo ET200S
principal (El cual se conforma por un módulo de comunicación Profinet, tarjetas de
entradas/salidas digitales y tarjetas de entradas/salidas Profisafe) y finalmente se
pusieron grupos de clemas de potencia y de tierras en un costado del gabinete, porta
fusibles WEIDMULLER (Con fusibles BUSSMANN serie GMA) para protección de los
elementos de CD y clemas de control y alimentación de 24 VCD en la platina del gabinete
y la base del mismo (Ver Figura 50).
Figura 50.- Plano (Layout) de la platina del tablero principal de la celda.
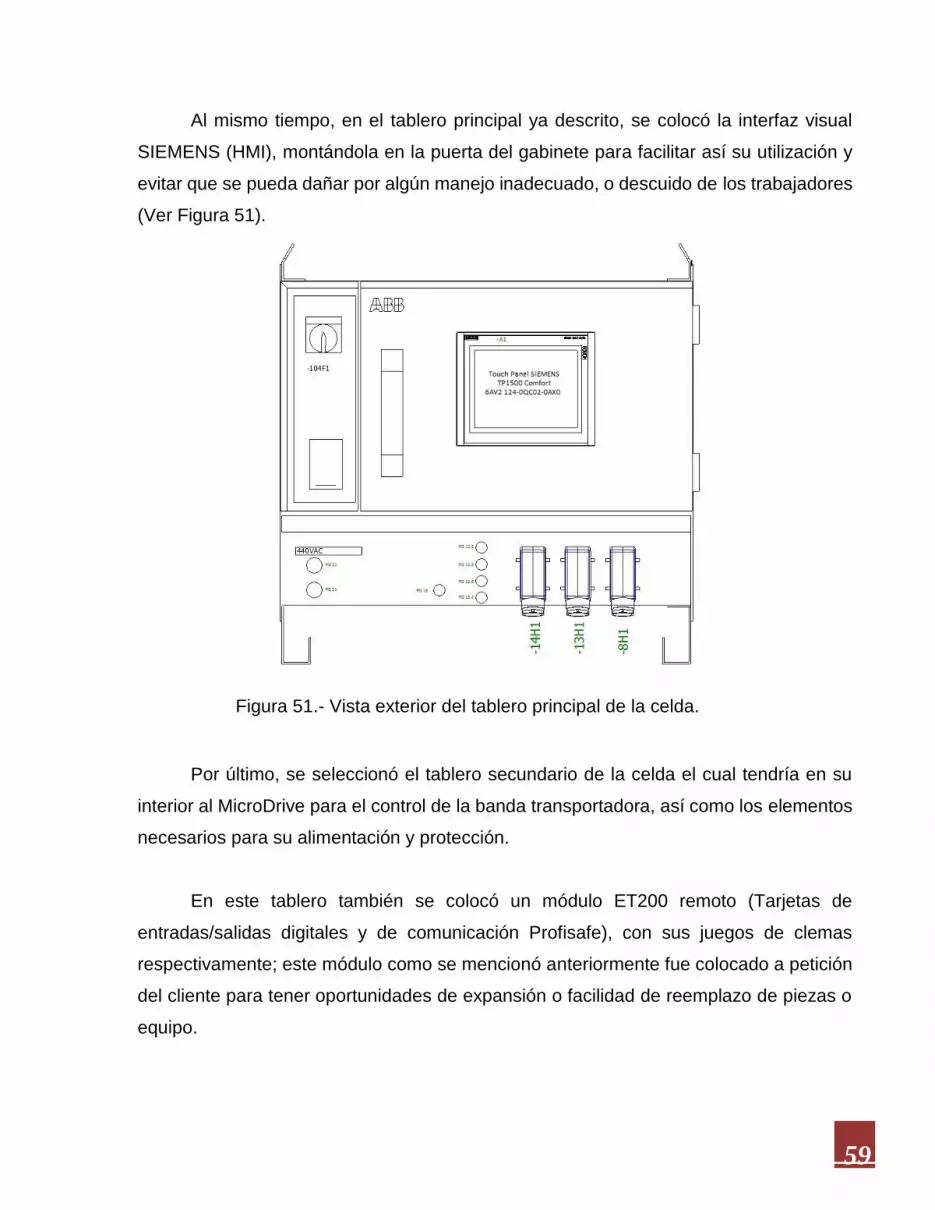
59
Al mismo tiempo, en el tablero principal ya descrito, se colocó la interfaz visual
SIEMENS (HMI), montándola en la puerta del gabinete para facilitar así su utilización y
evitar que se pueda dañar por algún manejo inadecuado, o descuido de los trabajadores
(Ver Figura 51).
Figura 51.- Vista exterior del tablero principal de la celda.
Por último, se seleccionó el tablero secundario de la celda el cual tendría en su
interior al MicroDrive para el control de la banda transportadora, así como los elementos
necesarios para su alimentación y protección.
En este tablero también se colocó un módulo ET200 remoto (Tarjetas de
entradas/salidas digitales y de comunicación Profisafe), con sus juegos de clemas
respectivamente; este módulo como se mencionó anteriormente fue colocado a petición
del cliente para tener oportunidades de expansión o facilidad de reemplazo de piezas o
equipo.

60
El gabinete para este tablero se solicitó a la marca RITTAL, el modelo del tablero
es el CM 5118.500 (Ver Figura 52), que tiene como características las siguientes
medidas 1000mm x 1000mm x 300 mm (Anchura x Altura x Profundidad).
Figura 52.- Plano (Layout) de la platina del tablero secundario de la celda.
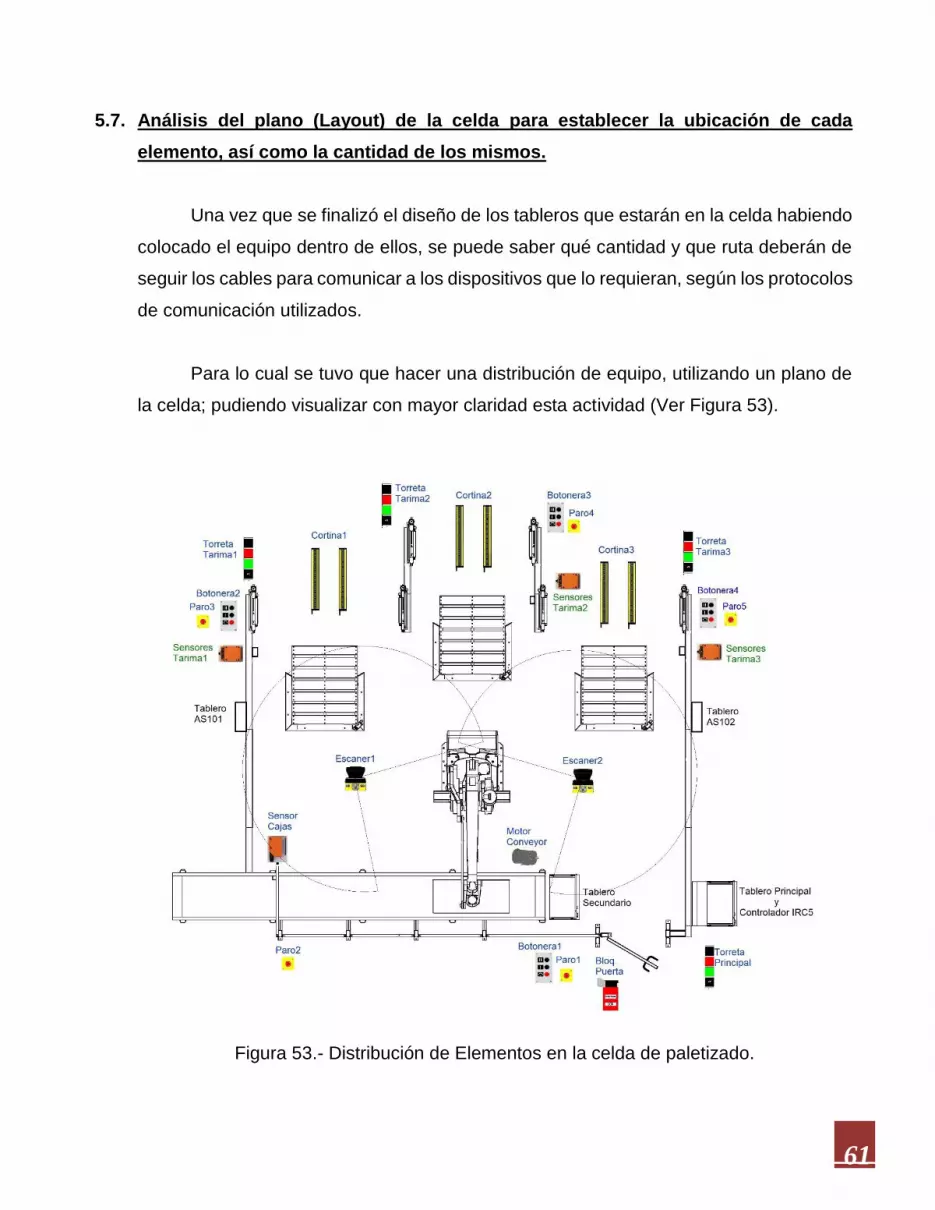
61
5.7. Análisis del plano (Layout) de la celda para establecer la ubicación de cada
elemento, así como la cantidad de los mismos.
Una vez que se finalizó el diseño de los tableros que estarán en la celda habiendo
colocado el equipo dentro de ellos, se puede saber qué cantidad y que ruta deberán de
seguir los cables para comunicar a los dispositivos que lo requieran, según los protocolos
de comunicación utilizados.
Para lo cual se tuvo que hacer una distribución de equipo, utilizando un plano de
la celda; pudiendo visualizar con mayor claridad esta actividad (Ver Figura 53).
Figura 53.- Distribución de Elementos en la celda de paletizado.
62
Como puede observarse en la figura anterior, los tableros principal y el controlador
del robot se colocaron en la parte externa de la celda para poder tener un acceso fácil y
rápido a ellos en caso de que se requiera; en cambio el tablero secundario se colocó en
el extremo de la banda transportadora, ya que en este tablero se encuentra el drive para
controlar el arranque, paro y velocidad del motor del transportador.
Así mismo los tableros que contienen las tarjetas de comunicación AS-i se
montaron sobre la estructura de la celda, por la parte externa, ya que se pensó colocarlos
cerca de donde se ubicarían los elementos que irían conectados a dichas tarjetas.
Dentro del plano se puede apreciar también la ubicación de cada botonera y
botones de paro de emergencia, ya que se colocaron en cada extremo de la celda y en
las entradas de cada tarima, para que se tenga fácil acceso a la hora de colocar las
tarimas vacías o bien, retirarlas una vez que se encuentren completamente llenas con
las cajas del producto, ya que se requiere de un permiso para desactivar las fallas de la
cortina de seguridad del área a la que se desea acceder por un tiempo determinado para
llevar a cabo la tarea necesaria.
El sensor que hace posible el inicio de ejecución de secuencias del robot, así como
el conteo total de cajas que pasan por la celda, se colocó sobre la banda transportadora
justo después de donde está la protección de la misma, para que se tuviera el tiempo
suficiente para recibir la retroalimentación de que el robot está funcionando
correctamente en cada secuencia de trabajo.
Los escáneres se posicionaron a los costados del robot, ya que desde dichas
ubicaciones se facilitaba la detección de interferencias dentro de la celda, sin afectar el
funcionamiento básico incluyendo la colocación y retiro de las tarimas.
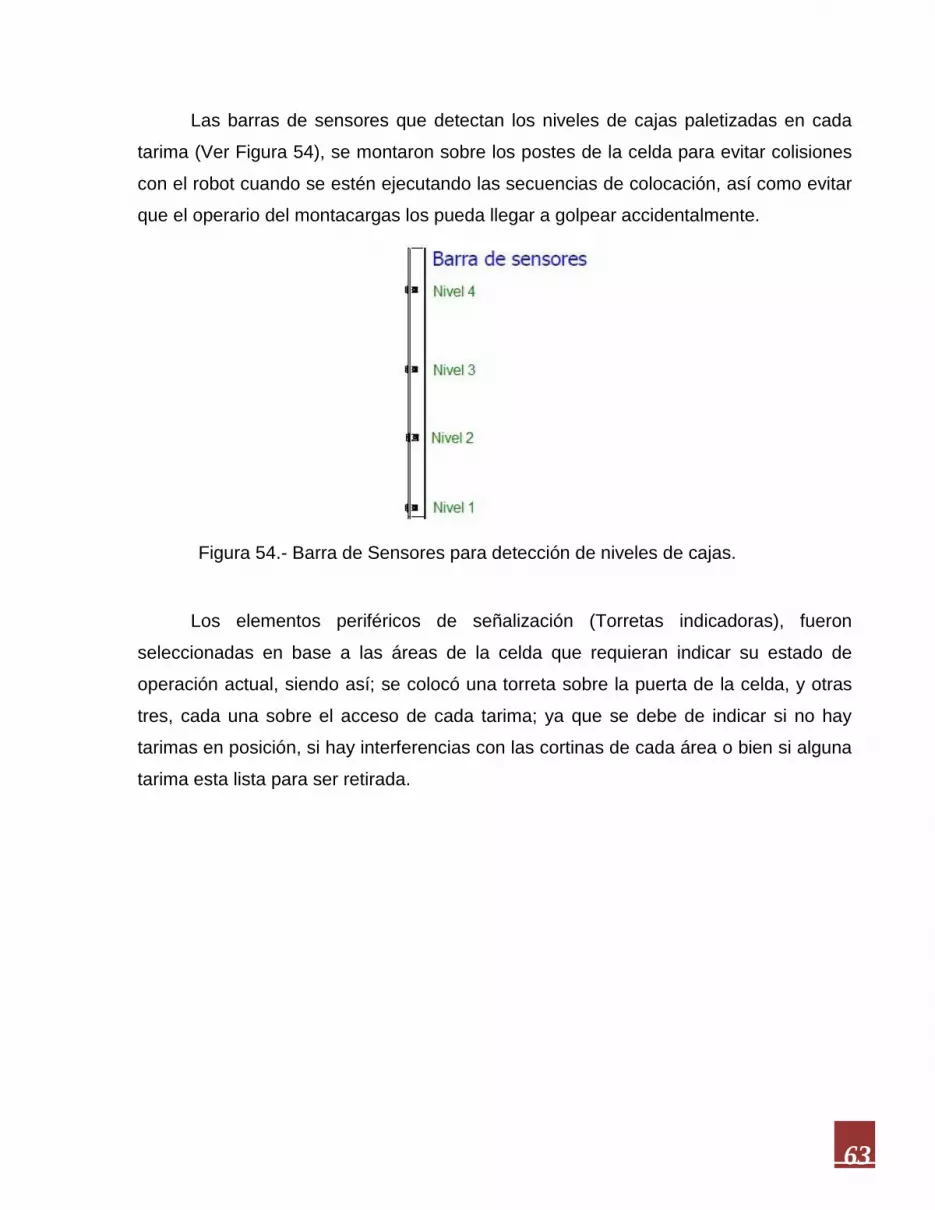
63
Las barras de sensores que detectan los niveles de cajas paletizadas en cada
tarima (Ver Figura 54), se montaron sobre los postes de la celda para evitar colisiones
con el robot cuando se estén ejecutando las secuencias de colocación, así como evitar
que el operario del montacargas los pueda llegar a golpear accidentalmente.
Figura 54.- Barra de Sensores para detección de niveles de cajas.
Los elementos periféricos de señalización (Torretas indicadoras), fueron
seleccionadas en base a las áreas de la celda que requieran indicar su estado de
operación actual, siendo así; se colocó una torreta sobre la puerta de la celda, y otras
tres, cada una sobre el acceso de cada tarima; ya que se debe de indicar si no hay
tarimas en posición, si hay interferencias con las cortinas de cada área o bien si alguna
tarima esta lista para ser retirada.

64
5.8. Realización de la programación del controlador (PLC) y de la interfaz visual (HMI)
de la celda.
Para la elaboración del programa que controla el comportamiento de la celda de
manufactura se utilizó el software propio de la marca SIEMENS (TIA Portal V13), al iniciar
esta herramienta, se debe de seleccionar el nombre del proyecto, así como los
dispositivos principales que se utilizarán en la aplicación del proyecto (Controlador,
Interfaces y maestros de Red).
Una vez que se seleccionan los elementos principales se debe de realizar el
diagrama de conexión entre ellos según el protocolo de comunicación que se utilizará,
que en el caso de este proyecto fue vía Profinet.
En el diagrama se conexionó al controlador, al módulo ET200S remoto, los
maestros de la red AS-i y al controlador del robot (Este último mediante un bloque GSD
el cual se utiliza para asignar las variables dentro del software de SIEMENS para
elementos de otras marcas). Todos los dispositivos se conectaron al módulo controlado
de escalamiento, al que se le asignó cada uno de sus puertos a modo de que la
comunicación se transmitiera de manera bilateral entre dichos elementos y el
controlador.
Una vez que se hizo el diagrama de comunicación Profinet se procedió a asignar
los rangos de variables a los maestros de la red AS-i, a las tarjetas de entradas y salidas
digitales, así como al bloque de comunicación del robot (Las variables asignadas al robot
deben de coincidir con las variables programadas en el controlador del mismo).
NOTA: Para la descripción de la lógica seguida para la elaboración del programa de
control se explicarán los segmentos más relevantes de cada etapa del mismo, y los
segmentos restantes se podrán observar en el apartado de anexos según lo indique el
texto.

65
El programa de control se dividió en 7 etapas, las cuales son las siguientes:
Arranque Inicial.
Módulo de Botones de Paro de Emergencia.
Módulos de Seguridad y Fallas.
Funcionalidad de Botoneras.
Módulo de Señalización.
Control del Robot.
Interfaz visual (HMI).
5.8.1.- Etapa 1: Arranque Inicial.
Para esta etapa se debe de tomar en cuenta que el robot requiere de dos
señales de accionamiento principal, los cuales se definen como “Superior Stop” y
“Auto Stop”, dichas señales funcionan en combinación binaria para el funcionamiento
que se requiera del robot (Ver Tabla 6), ya sea para trabajar en modo manual, o
automático, así como para generar un paro de inmediato según se requiera (Estos
paros generados no afectan al Gripper, para evitar que suelte los objetos en caso de
tener sujeto el producto).
Superior
Stop
Auto
Stop
Estado del
Robot
0 0 OFF
0 1 OFF
1 0 Manual
1 1 Automático
Tabla 6.- Combinación de Bits para accionamiento de Robot.
Para la activación manual del robot, la llave del controlador debe de estar en la
posición correcta, al igual que para poder iniciar un arranque automático,
respectivamente.
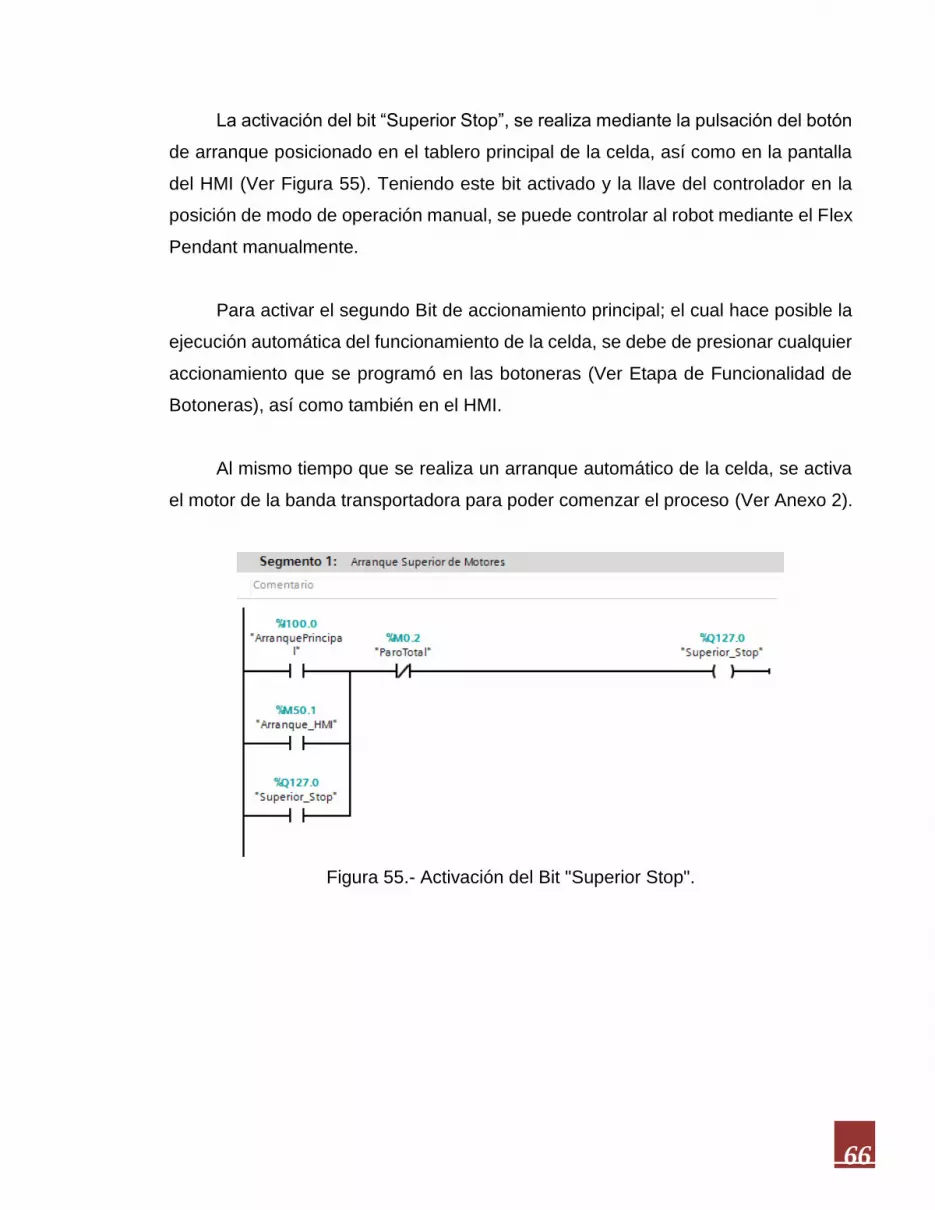
66
La activación del bit “Superior Stop”, se realiza mediante la pulsación del botón
de arranque posicionado en el tablero principal de la celda, así como en la pantalla
del HMI (Ver Figura 55). Teniendo este bit activado y la llave del controlador en la
posición de modo de operación manual, se puede controlar al robot mediante el Flex
Pendant manualmente.
Para activar el segundo Bit de accionamiento principal; el cual hace posible la
ejecución automática del funcionamiento de la celda, se debe de presionar cualquier
accionamiento que se programó en las botoneras (Ver Etapa de Funcionalidad de
Botoneras), así como también en el HMI.
Al mismo tiempo que se realiza un arranque automático de la celda, se activa
el motor de la banda transportadora para poder comenzar el proceso (Ver Anexo 2).
Figura 55.- Activación del Bit "Superior Stop".

67
5.8.2.- Etapa 2: Módulo de Botones de Paro de Emergencia.
En esta segunda etapa de programación se colocó la funcionalidad de los
botones de paro de emergencia que se distribuyeron en la periferia de la celda.
Al momento de que se presiona alguno de dichos botones, se activa una salida
a la cual se le asignó el nombre de “Falla Manual” (Ver Figura 56), ya que se toma
en cuenta que se pulsan estos dispositivos cuando existe una posibilidad de falla que
el encargado del monitoreo de la celda, o bien algún empleado pudo observar; debido
a que los botones de paro de seguridad una vez que se presionan mantienen el
circuito abierto, se deben de girar para poder regresarlos a su estado inicial y así
permitir al sistema resetear los avisos y bloqueos por fallas.
Figura 56.-Módulo de Botones de Paro de Emergencia.
NOTA: Hay que mencionar que estos dispositivos al igual que los escáneres y el
bloqueo de la puerta cuentan con dos canales de comunicación hacia el controlador
(Pudiendo utilizar una sola variable), debido a que los elementos de seguridad los
utilizan a modo de una compuerta AND, ya que si un canal falla se envía una señal
de error inmediatamente para así evitar la posibilidad de la ocurrencia de fallas.

68
5.8.3.- Etapa 3: Módulos de Seguridad y de Fallas.
En este módulo de programación se asignó el comportamiento de cada
elemento de seguridad presente dentro de la celda de paletizado (Cortinas de
Seguridad, escáneres y bloqueo de puerta).
Primeramente el bloqueo de la puerta se programó de tal manera que al iniciar
el arranque superior del robot se cerrara automáticamente para evitar así el acceso a
la celda (Ver Figura 57); dicho dispositivo cuenta con una señal de retroalimentación
de doble canal hacia el controlador; este bloqueo se puede desactivar manualmente
mediante la pulsación de un botón (Ver Etapa de Funcionalidad de Botoneras - Figura
63), aunque desactivarlo genera una señal de falla en caso de que la celda esté en
modo de operación automática, ya que solo se permite el acceso cuando el robot está
siendo controlado manualmente (Ver Anexo 3).
Figura 57.- Activación del Bloqueo de la Puerta de la Celda.
Para la funcionalidad de los escáneres simplemente se colocó un segmento,
ya que solo se requiere el monitoreo de sus señales mientras que la celda esté
operando automáticamente, para evitar que alguna persona u objeto entren en el
área de trabajo, sobre todo porque al generar un acceso desde el área de las tarimas
existe la posibilidad de que alguna persona intente entrar al área restringida
pudiendo ocasionar un accidente.

69
Una vez que se llega a interrumpir la señal de algún escáner se activa una
señal a la cual se le asignó el nombre de “Falla Escáneres” (Ver Figura 58).
Figura 58.- Señal de Error de los Escáneres.
Para la seguridad de las cortinas que monitorean el área de las tarimas se debe
de tener en cuenta que si no se produce un acceso permitido desde las botoneras y
se interfiere con la señal de las mismas se producirá una señal de error, ya que
incluso cuando el robot está siendo operado manualmente dicha falla es generada
(Ver Figura 59), lo anterior es debido a que cuando el robot está en ese modo de
operación el acceso desde la puerta de la celda es totalmente valido sin ocasionar
ningún problema.
Figura 59.-Señal de Error de la Cortina de la Tarima 1.

70
Todas las señales de falla anteriormente descritas (Fallas Manuales, de
escáneres y de las cortinas) activan un bit que lleva el nombre de “Paro Total” (Ver
Figura 60), el cual a su vez desactiva los bits principales del robot (Sin afectar al
Gripper), y el motor de la banda transportadora, deteniendo completamente el
proceso de manera inmediata para así evitar colisiones o bien accidentes (Ver Anexo
3).
Cabe mencionar que el robot envía una señal de retroalimentación hacia el
controlador que indica que se ha detectado una colisión con algún objeto inesperado
dentro del espacio de trabajo, lo cual también activa la señal de paro total.
Figura 60.- Señal de Paro Total por Fallas.

71
5.8.4.- Etapa 4: Funcionalidad de las Botoneras.
Cada botonera de control cuenta con 3 comandos normalmente abiertos, los
cuales se dividieron según su funcionalidad (Figura 61).
Figura 61.- Comandos de las Botoneras de Control.
Tal como se puede observar en la figura anterior, en las botoneras se asignó
un comando para poder generar acceso a las distintas áreas de la celda, por ejemplo,
para acceder a la celda por la puerta principal solo se desactivó dicho dispositivo
mediante la pulsación de la botonera designada a esa área (Ver Anexo 4), en cambio
para acceder al área de las tarimas se tuvo que colocar un temporizador (Timer), ya
que al momento de pulsar el botón de acceso, el sistema solo otorga 50 segundos
de acceso permitido (Ver Figura 62); el cual es el tiempo suficiente para entre el
montacargas a retirar o a colocar las tarimas en su lugar destinado, habiendo pasado
dicho tiempo el funcionamiento de la cortina vuelve a la normalidad.
Figura 62.- Comando 1: Acceso al Área: Tarima 1.
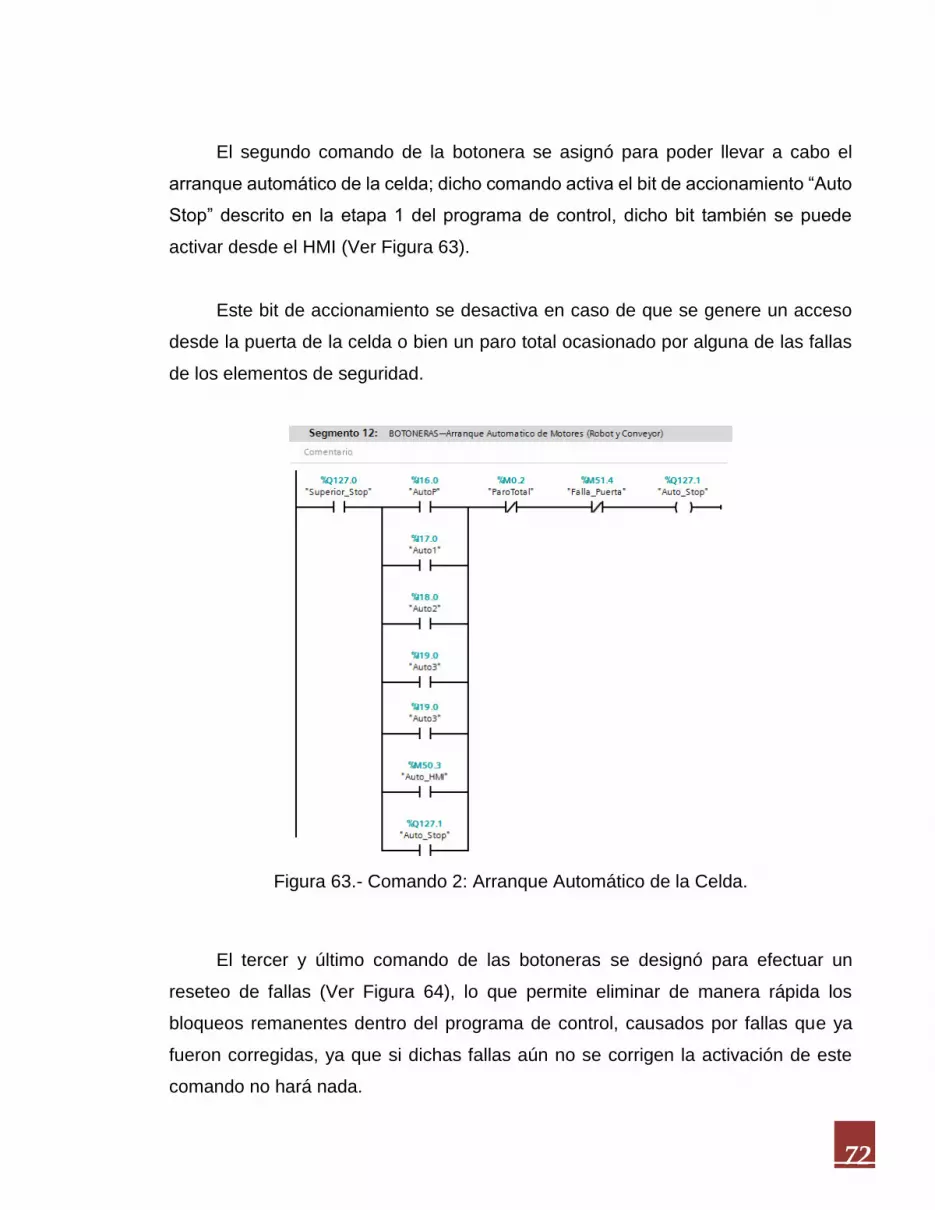
72
El segundo comando de la botonera se asignó para poder llevar a cabo el
arranque automático de la celda; dicho comando activa el bit de accionamiento “Auto
Stop” descrito en la etapa 1 del programa de control, dicho bit también se puede
activar desde el HMI (Ver Figura 63).
Este bit de accionamiento se desactiva en caso de que se genere un acceso
desde la puerta de la celda o bien un paro total ocasionado por alguna de las fallas
de los elementos de seguridad.
Figura 63.- Comando 2: Arranque Automático de la Celda.
El tercer y último comando de las botoneras se designó para efectuar un
reseteo de fallas (Ver Figura 64), lo que permite eliminar de manera rápida los
bloqueos remanentes dentro del programa de control, causados por fallas que ya
fueron corregidas, ya que si dichas fallas aún no se corrigen la activación de este
comando no hará nada.

73
A su vez este comando activa la variable “Reset Total” la cual es utilizada en
los elementos de señalización para apagar las luces y sonidos que indican una falla
presente.
Figura 64.- Comando 3: Reseteo de Fallas.
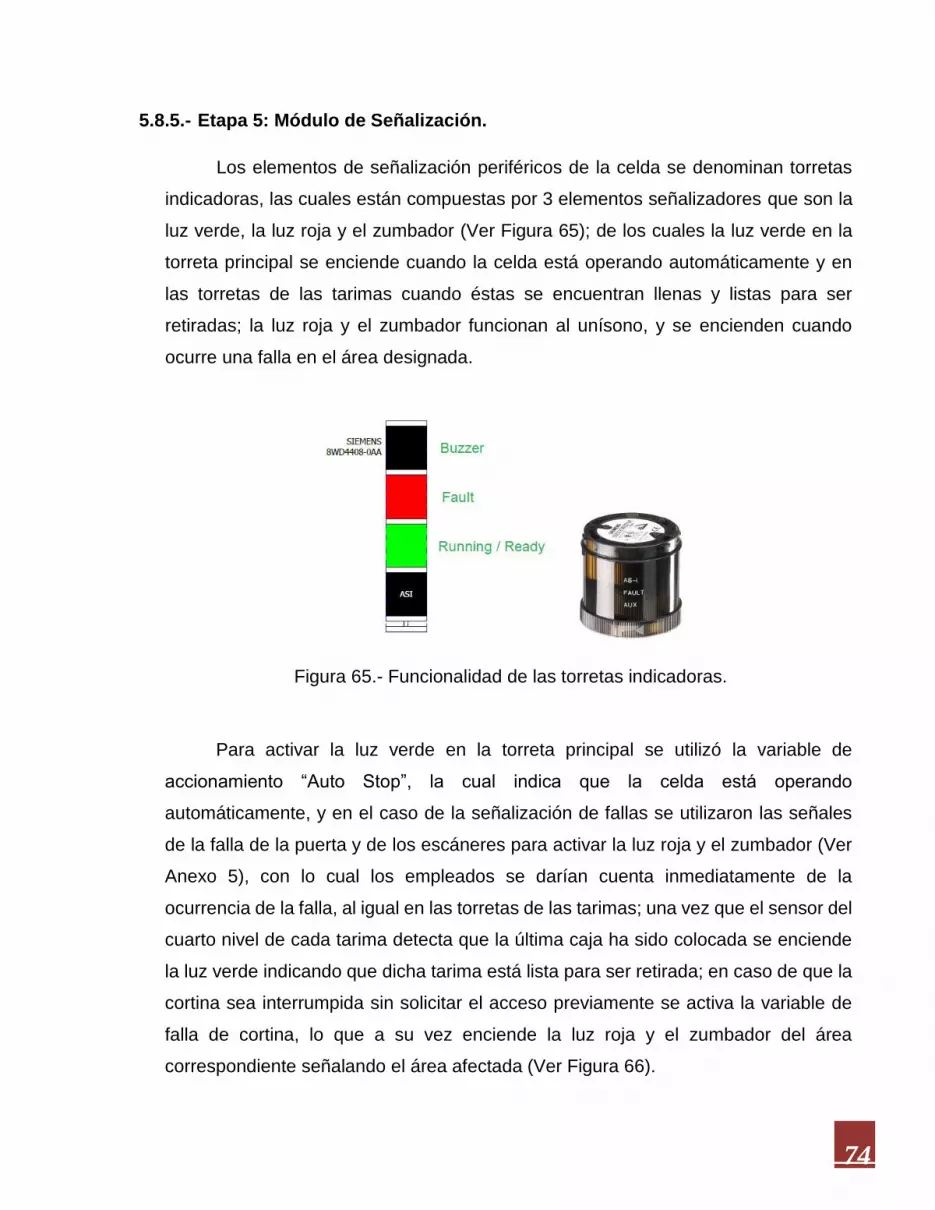
74
5.8.5.- Etapa 5: Módulo de Señalización.
Los elementos de señalización periféricos de la celda se denominan torretas
indicadoras, las cuales están compuestas por 3 elementos señalizadores que son la
luz verde, la luz roja y el zumbador (Ver Figura 65); de los cuales la luz verde en la
torreta principal se enciende cuando la celda está operando automáticamente y en
las torretas de las tarimas cuando éstas se encuentran llenas y listas para ser
retiradas; la luz roja y el zumbador funcionan al unísono, y se encienden cuando
ocurre una falla en el área designada.
Figura 65.- Funcionalidad de las torretas indicadoras.
Para activar la luz verde en la torreta principal se utilizó la variable de
accionamiento “Auto Stop”, la cual indica que la celda está operando
automáticamente, y en el caso de la señalización de fallas se utilizaron las señales
de la falla de la puerta y de los escáneres para activar la luz roja y el zumbador (Ver
Anexo 5), con lo cual los empleados se darían cuenta inmediatamente de la
ocurrencia de la falla, al igual en las torretas de las tarimas; una vez que el sensor del
cuarto nivel de cada tarima detecta que la última caja ha sido colocada se enciende
la luz verde indicando que dicha tarima está lista para ser retirada; en caso de que la
cortina sea interrumpida sin solicitar el acceso previamente se activa la variable de
falla de cortina, lo que a su vez enciende la luz roja y el zumbador del área
correspondiente señalando el área afectada (Ver Figura 66).

75
Figura 66.- Activación de la Torreta Indicadora: Tarima 1.
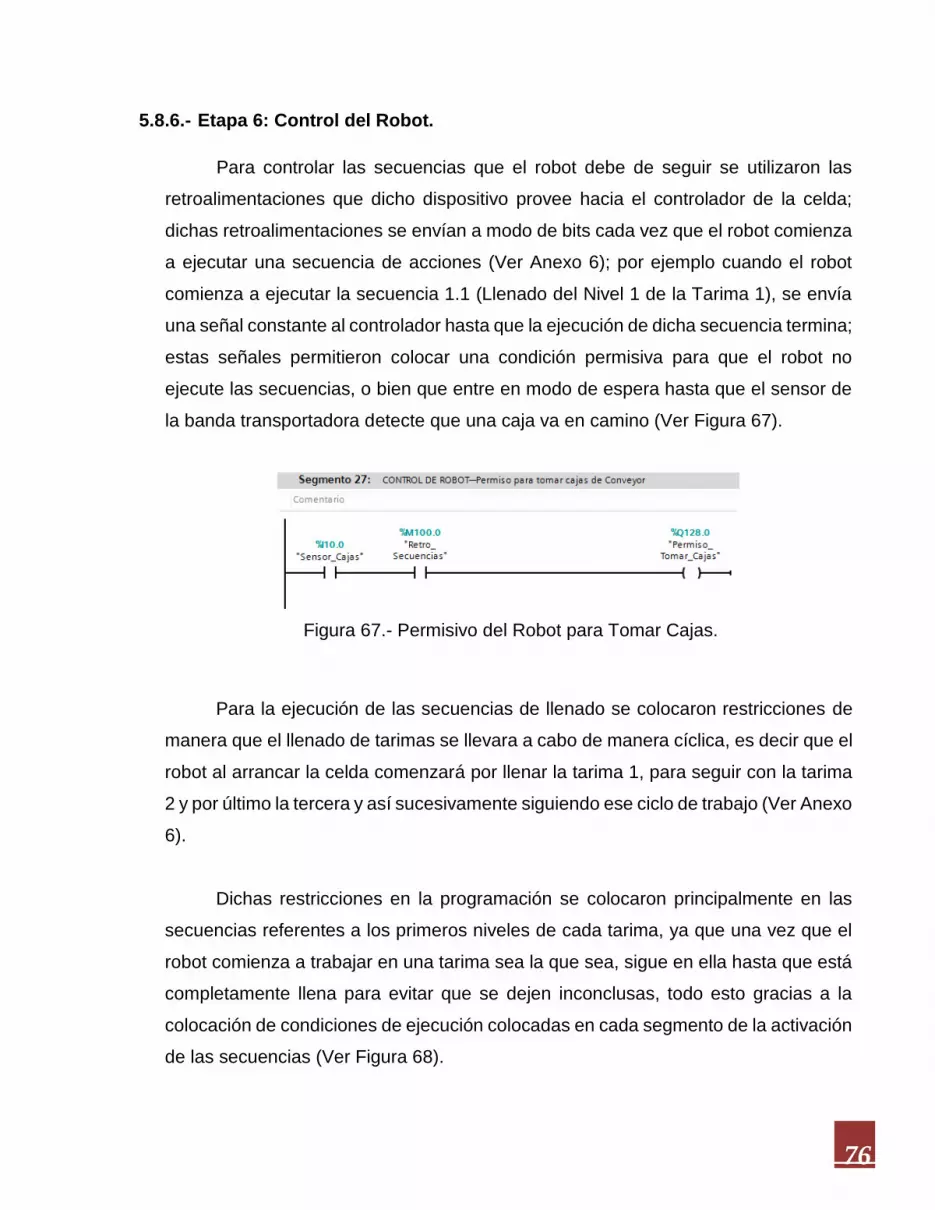
76
5.8.6.- Etapa 6: Control del Robot.
Para controlar las secuencias que el robot debe de seguir se utilizaron las
retroalimentaciones que dicho dispositivo provee hacia el controlador de la celda;
dichas retroalimentaciones se envían a modo de bits cada vez que el robot comienza
a ejecutar una secuencia de acciones (Ver Anexo 6); por ejemplo cuando el robot
comienza a ejecutar la secuencia 1.1 (Llenado del Nivel 1 de la Tarima 1), se envía
una señal constante al controlador hasta que la ejecución de dicha secuencia termina;
estas señales permitieron colocar una condición permisiva para que el robot no
ejecute las secuencias, o bien que entre en modo de espera hasta que el sensor de
la banda transportadora detecte que una caja va en camino (Ver Figura 67).
Figura 67.- Permisivo del Robot para Tomar Cajas.
Para la ejecución de las secuencias de llenado se colocaron restricciones de
manera que el llenado de tarimas se llevara a cabo de manera cíclica, es decir que el
robot al arrancar la celda comenzará por llenar la tarima 1, para seguir con la tarima
2 y por último la tercera y así sucesivamente siguiendo ese ciclo de trabajo (Ver Anexo
6).
Dichas restricciones en la programación se colocaron principalmente en las
secuencias referentes a los primeros niveles de cada tarima, ya que una vez que el
robot comienza a trabajar en una tarima sea la que sea, sigue en ella hasta que está
completamente llena para evitar que se dejen inconclusas, todo esto gracias a la
colocación de condiciones de ejecución colocadas en cada segmento de la activación
de las secuencias (Ver Figura 68).

77
Figura 68.- Ejecución de Secuencias del Robot: Tarima 1.
NOTA: En caso de que se detecte que la tarima siguiente en la secuencia no se
encuentra en posición o bien que está llena, el robot seguirá con el llenado de la
consecutiva a esa, de modo que por así decirlo se salta esa tarima para seguir
trabajando con las demás, evitando así tiempos muertos en el proceso.
Si las tres tarimas se llenan y el operador no las retira, el robot entra en modo
de espera y se genera un paro total de la celda (Enviando una señal de error al HMI
así como también reflejándolo en las torretas indicadoras) para así evitar el
acumulamiento de cajas en la banda transportadora y posibles colisiones con el robot.

78
5.8.7.- Etapa 7: Interfaz Visual (HMI).
Para la programación de las imágenes que llevó la interfaz visual se vincularon
las variables de las salidas de cada dispositivo de la celda a modo de elementos de
señalización en la pantalla, al igual que como se pudo observar en las etapas
anteriores, muchos comandos de accionamiento cuentan con su variable exclusiva
para la interfaz.
En total se realizaron solo 5 imágenes dentro de la interfaz, ya que en ellas se
engloba el funcionamiento completo de la celda; dichas imágenes se describirán a
continuación.
La primera imagen asignada fue una de acceso principal, desde la cual se
puede acceder a las demás imágenes de manera rápida y directa (Ver Figura 69).
Figura 69.- Imagen Principal del HMI.

79
Para la segunda imagen, se colocaron una serie de botones que podría decirse
que tienen el mismo fin que las botoneras, y los pulsadores posicionados en la puerta
del tablero principal, ya que son pulsadores de arranque principal, arranque
automático, paro de emergencia, reseteo total de fallas, y dos botones que tienen
interacción directa con el robot, ya que esos bits llegan hasta el controlador de modo
que se puede enviar al robot a su posición inicial (Home), o bien a una posición de
servicio desde la cual será posible lubricar, limpiar y dar mantenimiento al Gripper y
a los motores de cada junta del robot (Ver Figura 70).
Figura 70.- Imagen del HMI para el Control de la Celda.
Para la tercera imagen se colocó un plano de la celda completa en el cual se
puede apreciar cada elemento presente en ella; por lo que se decidió se colocar
indicadores en cada lugar correspondiente, los cuales cambian de color según su
estado actual; al mismo tiempo se colocó un cuadro numérico que indica el número
total de cajas paletizadas en el tiempo estipulado por el jefe de área ya que se puede
reiniciar dicho conteo con la pulsación de un simple botón en la misma imagen de la
interfaz (Ver Figura 71).

80
Figura 71.- Imagen de la Interfaz para el Monitoreo de la Celda.
Las últimas dos imágenes programadas son módulos predefinidos por la
marca SIEMENS, ya que el primero es un módulo para el monitoreo de la red AS-i
en el cual se muestra en una lista los esclavos presentes en la red, así como su
estado actual (Activados o Desactivados), y el segundo módulo es una lista de
errores, a la cual se le asignaron una serie de textos a cada variable de falla para así
poder tener un registro de todo lo ocurrido en la celda, y así poder tener un mayor
control de la misma (Ver Anexo 7).
81
5.9. Prueba y simulación de la programación realizada para verificar su correcto
funcionamiento.
Una vez que se finalizó la elaboración del programa de control se procedió a
simular cada módulo para poder observar si existía algún error en la lógica del programa,
o bien en la asignación de variables, con lo cual surgieron distintos errores, un ejemplo
de ello es que cuando se asignaron las variables de falla a la desactivación de los
segmentos de los motores del robot y los elementos de señalización no se realizaba
correctamente la secuencia ya que el robot no se detenía por completo o bien la interfaz
no guardaba el registro de la falla.
A lo largo de la elaboración del programa surgieron distintos cambios debido al
cambio de ingeniería en el proceso del proyecto, para lo cual se tuvieron que realizar
diferentes pruebas para analizar que el funcionamiento siguiera estando en óptimas
condiciones.
Cuando se tuvo la certeza de que todo era correcto se procedió a probar el
programa cargándolo al controlador de la celda para así analizar su comportamiento en
un entorno real; así mismo se conectaron las tarjetas de la red AS-i y los sensores para
poder ver si todo se comunicaba correctamente en diferentes situaciones, a lo cual
finalmente se pudo observar que la programación tenía la lógica correcta para su
utilización en el proyecto final.
NOTA: Las pruebas realizadas físicamente con los dispositivos de la celda se realizó
dentro del almacén de la empresa ABB de una manera preliminar (activando y
desactivando los sensores manualmente colocados en una pared para observar el
comportamiento de las salidas del controlador en el ordenador en el que se realizó el
programa), ya que la fabricación de la estructura de la celda aún no estaba finalizada y
aún no se había recibido en la empresa, ya que se trata de un proyecto de gran magnitud,
por lo cual cabe decir que su instalación está prevista para realizarse en el último
cuatrimestre del año en curso.

82
CAPITULO 6.- RESULTADOS OBTENIDOS.
Los resultados finales fueron obtenidos de las estimaciones que se tenían para la
instalación final del proyecto en la empresa cliente, ya que este tipo de datos son los que se
tienen que tomar en cuenta al momento de la presentación de las propuestas al cliente al inicio
del proceso.
Como se mencionó al inicio de este informe, el proceso anterior para la producción de
este producto (Botellas de Suero médico de 500 ml.) era en su mayor parte manual, ya que solo
se contaba con las bandas transportadoras y dos pares de robots que realizaban la tarea de
tomar las charolas de botellas de un lugar y colocarlas en otro.
Para lo cual en este proyecto se implementó la utilización de un total de 14 robots y un
aumento en el número de bandas transportadoras y elementos de inspección a lo largo de toda
la línea de producción.
Habiendo mencionado lo anterior se puede deducir que el consumo energético generado
por la línea de producción se vio aumentado, solo que hay que mencionar que no fue a gran
escala sino todo lo contrario, ya que los controladores de los robots y los MicroDrives de control
para los motores de las bandas transportadoras evitan el consumo excesivo de corriente
eléctrica generada al encender los equipos, y lo mantienen de una manera constante durante
su tiempo de operación.
Así mismo la reducción del factor humano a lo largo del proceso fue considerable;
centrándose en la celda de paletizado, dicha reducción fue del 40% ya que anteriormente se
debía de contar con 4 personas operando en el área para tomar y colocar las cajas de producto
en las tarimas y una persona más operando el montacargas para transportar las tarimas llenas
a la zona de carga para su distribución.

83
Ahora con la implementación de este proyecto ese número de empleados en la celda de
paletizado se redujo a solo 2, ya que solo se requiere de un operador de la celda, el cual debe
de estar al pendiente de la misma para analizar su correcto funcionamiento, y una persona
operando el montacargas para colocar las tarimas vacías en su lugar y llevarse las que estén
listas para su distribución.
En cuanto al aspecto de la seguridad, tal como se explicó en el apartado de la
programación, se tomaron todas las medidas posibles para evitar la ocurrencia de accidentes o
fallas dentro del área de la celda, colocando los elementos de detección apropiados para cada
cuestión.
Otra de las mejoras obtenidas fue el aumento de producción, que a decir verdad fue a
gran escala, ya que anteriormente simplemente salían de la línea de producción 6,000 botellas
por hora (Cada caja contiene 20 botellas), y ahora con la aplicación del proyecto se estima que
la producción será de al menos 12,000 botellas por hora, teniendo así un aumento en la
producción del 200%.
Tomando en cuenta todo lo anterior, en los puntos siguientes se enlistarán a grandes
rasgos las mejoras obtenidas en la empresa cliente con la implementación de este proyecto:
Aumento de producción de al menos 200%.
Reducción del factor humano en la celda del 40% evitando gastos de salarios,
prestaciones y mayormente incapacidades o indemnizaciones en caso de accidentes.
Aumento considerable en la seguridad dentro y en la periferia de la celda de paletizado.
Ganancias monetarias de la empresa aumentadas a gran escala debido al aumento de
producción, incluso tomando en cuenta el poco aumento de consumo energético.
Mayor competitividad y eficiencia para la empresa cliente al implementar equipo de última
generación para procesos industriales totalmente limpios y seguros.

84
CAPITULO 7.- CONCLUSIONES Y RECOMENDACIONES.
Para concluir este informe técnico, este capítulo se dedicará a mostrar las conclusiones
y recomendaciones obtenidas a lo largo de la elaboración del proyecto.
7.1. Conclusiones.
La automatización de procesos industriales es mucho más compleja de lo que se
puede pensar, ya que engloba muchas áreas de trabajo, desde la investigación, la gestión
y selección de equipo y sus correspondientes cotizaciones, hasta la elaboración de los
diferentes tipos de Ingeniería de diseño que se requieren para su elaboración, siempre
teniendo en cuenta las necesidades y exigencias del cliente, ya que el éxito de un proyecto
depende de cubrir todas las expectativas previamente estipuladas.
A lo largo de la elaboración de este proyecto surgieron una serie de contratiempos
debido a los cambios en la Ingeniería Eléctrica y Mecánica, ya que al cambiar la posición o
modelo de algún dispositivo, esto afectaba a la fase de programación del proceso, teniendo
que cambiar elementos dentro del programa elaborado tales como la modificación de
variables asignadas o bien, el modelo de los maestros de la red de comunicación y módulos
remotos de control.
Tal como se observó en el apartado de resultados, aunque en la empresa cliente el
consumo energético se verá aumentado debido a la introducción de nuevos equipos
eléctricos (Robots, controladores, elementos de campo, etc), el incremento de ganancias a
causa del aumento de producción y el ahorro generado al no pagar salarios, ni prestaciones
será mucho mayor, lo cual puede tomarse como una gran mejora obtenida con la
implementación de este proyecto en su totalidad.
85
7.2. Recomendaciones.
Quedan como recomendaciones de este proyecto las siguientes:
Se sugiere capacitar a los empleados de la empresa para que así tengan los
conocimientos y capacidades necesarias para manejar las celdas de manufactura
y los dispositivos que trabajan en ella, para así evitar fallas y/o accidentes.
Se recomienda a la empresa cliente que programe tiempos de mantenimiento
periódico para las celdas de manufactura (mensuales o semanales según el
criterio de las personas a cargo), para así asegurar su buen funcionamiento y
mayor tiempo de vida útil.
Llevar a cabo la elaboración de proyectos de automatización utilizando
tecnologías vanguardistas, tal como es el caso de este proyecto, ya que como se
pudo observar las mejoras y avances obtenidos son muy favorables para cualquier
empresa que desee renovar sus procesos.
A los desarrolladores de proyectos se sugiere que se siga prestando total atención
a los aspectos de seguridad, ya que son el factor principal para que un proyecto
resulte ser exitoso.
Para los estudiantes de la carrera de Ingeniería en Mecatrónica del ITSLP, se les
recomienda prestar especial atención a todas las asignaturas cursadas, ya que
todas sin excepción son de vital importancia para el desarrollo de proyectos, así
como para poder llevar a cabo cualquier otro tipo de trabajo que se enfoque a las
áreas de estudio de la carrera.

86
CAPITULO 9.- FUENTES Y REFERENCIAS VIRTUALES.
Fundación Wikimedia, Inc (2015). Automatización Industrial. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/Automatizaci%C3%B3n_industrial [1]
Revista A&D (2014). Evolución de la Automatización Industrial.
Recuperado de:
http://www.reporteroindustrial.com/temas/Evolucion-de-la-automatizacion-
industrial+98784 [2]
SMC International Training (s. f.). Automatización en los Procesos Productivos.
Recuperado de:
http://www.smctraining.com/webpage/indexpage/311/ [3]
Fundación Wikimedia, Inc (2015). Sensor. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/Sensor [4]
Fundación Wikimedia, Inc (2015). Sensor Fotoeléctrico. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/Sensor_fotoel%C3%A9ctrico [5]
Fundación Wikimedia, Inc (2015). Sensor Capacitivo. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/Sensor_capacitivo [6]
Fundación Wikimedia, Inc (2015). Controlador Lógico Programable. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/Controlador_l%C3%B3gico_programable [7]
87
EquipoSCADA (2015). Programación de PLCs: Lenguaje Escalera.
Recuperado de:
http://es.slideshare.net/EquipoSCADA/programacin-de-plcs-lenguaje-escalera [8]
Fundación Wikimedia, Inc (2015). AS-Interface. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/AS-interface [9]
Grupo SIEMENS (s. f.). Profinet, el estándar abierto de Industrial Ethernet.
Recuperado de:
http://www.proatec.com.mx/profinet.pdf [10]
CopaData (2015). Interfaz Hombre-Máquina (HMI): Definición.
Recuperado de:
http://www.copadata.com/es/productos/product-features/interfaz-hombre-maquina-
hmi.html [11]
Fundación Wikimedia, Inc (2015). Interfaz de Usuario. En Wikipedia.
Recuperado de:
http://es.wikipedia.org/wiki/Interfaz_de_usuario [12]
Godofredo: Instalaciones Eléctricas y de Telecomunicaciones (2012).
Elementos de Protección en Instalaciones Eléctricas.
Recuperado de:
http://www.instalacionesgodofredo.es/blog/electricidad/elementos-de-proteccion-en-
instalaciones-electricas.html [13]
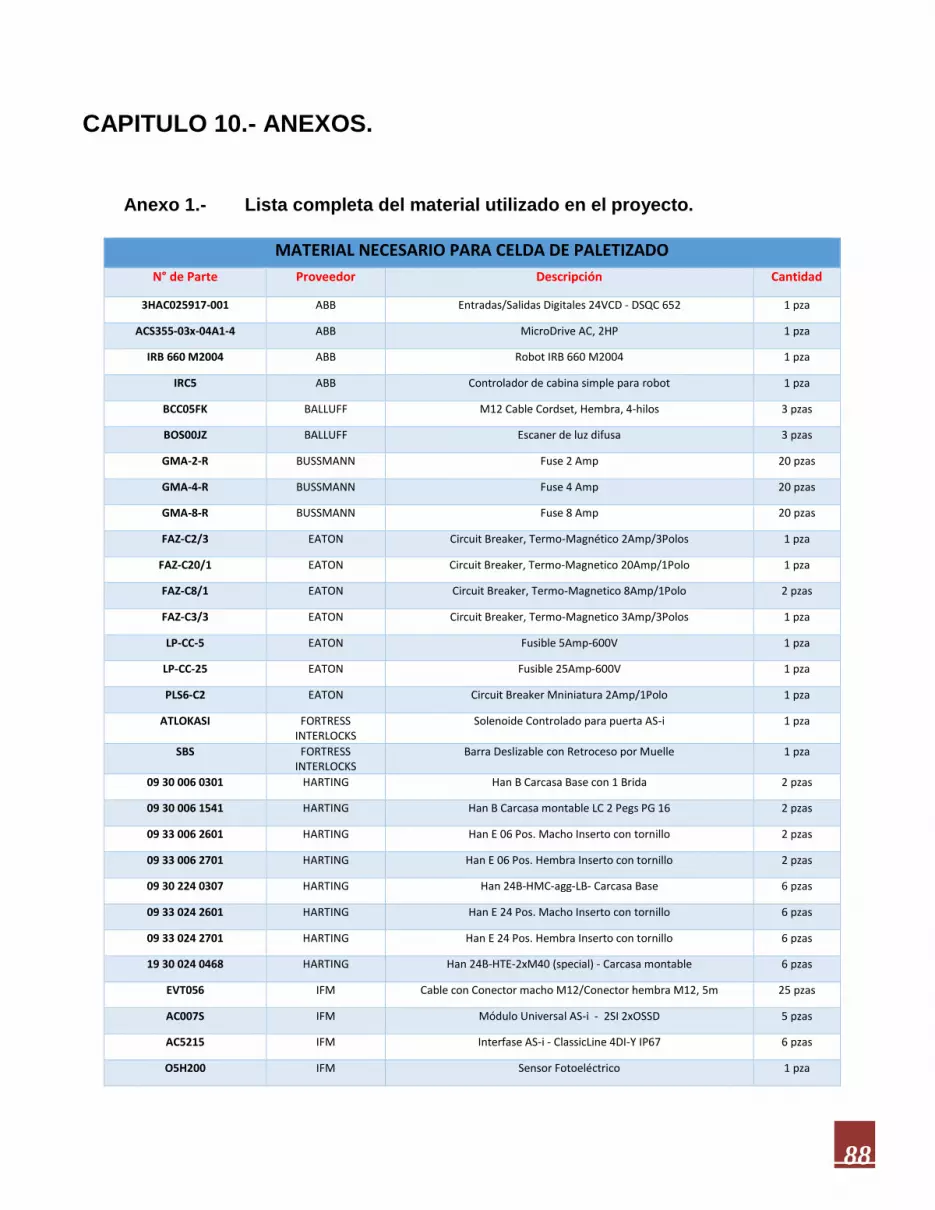
88
CAPITULO 10.- ANEXOS.
Anexo 1.- Lista completa del material utilizado en el proyecto.
MATERIAL NECESARIO PARA CELDA DE PALETIZADO
N° de Parte Proveedor Descripción Cantidad
3HAC025917-001 ABB Entradas/Salidas Digitales 24VCD - DSQC 652 1 pza
ACS355-03x-04A1-4 ABB MicroDrive AC, 2HP 1 pza
IRB 660 M2004 ABB Robot IRB 660 M2004 1 pza
IRC5 ABB Controlador de cabina simple para robot 1 pza
BCC05FK BALLUFF M12 Cable Cordset, Hembra, 4-hilos 3 pzas
BOS00JZ BALLUFF Escaner de luz difusa 3 pzas
GMA-2-R BUSSMANN Fuse 2 Amp 20 pzas
GMA-4-R BUSSMANN Fuse 4 Amp 20 pzas
GMA-8-R BUSSMANN Fuse 8 Amp 20 pzas
FAZ-C2/3 EATON Circuit Breaker, Termo-Magnético 2Amp/3Polos 1 pza
FAZ-C20/1 EATON Circuit Breaker, Termo-Magnetico 20Amp/1Polo 1 pza
FAZ-C8/1 EATON Circuit Breaker, Termo-Magnetico 8Amp/1Polo 2 pzas
FAZ-C3/3 EATON Circuit Breaker, Termo-Magnetico 3Amp/3Polos 1 pza
LP-CC-5 EATON Fusible 5Amp-600V 1 pza
LP-CC-25 EATON Fusible 25Amp-600V 1 pza
PLS6-C2 EATON Circuit Breaker Mniniatura 2Amp/1Polo 1 pza
ATLOKASI FORTRESS INTERLOCKS
Solenoide Controlado para puerta AS-i 1 pza
SBS FORTRESS INTERLOCKS
Barra Deslizable con Retroceso por Muelle 1 pza
09 30 006 0301 HARTING Han B Carcasa Base con 1 Brida 2 pzas
09 30 006 1541 HARTING Han B Carcasa montable LC 2 Pegs PG 16 2 pzas
09 33 006 2601 HARTING Han E 06 Pos. Macho Inserto con tornillo 2 pzas
09 33 006 2701 HARTING Han E 06 Pos. Hembra Inserto con tornillo 2 pzas
09 30 224 0307 HARTING Han 24B-HMC-agg-LB- Carcasa Base 6 pzas
09 33 024 2601 HARTING Han E 24 Pos. Macho Inserto con tornillo 6 pzas
09 33 024 2701 HARTING Han E 24 Pos. Hembra Inserto con tornillo 6 pzas
19 30 024 0468 HARTING Han 24B-HTE-2xM40 (special) - Carcasa montable 6 pzas
EVT056 IFM Cable con Conector macho M12/Conector hembra M12, 5m 25 pzas
AC007S IFM Módulo Universal AS-i - 2SI 2xOSSD 5 pzas
AC5215 IFM Interfase AS-i - ClassicLine 4DI-Y IP67 6 pzas
O5H200 IFM Sensor Fotoeléctrico 1 pza
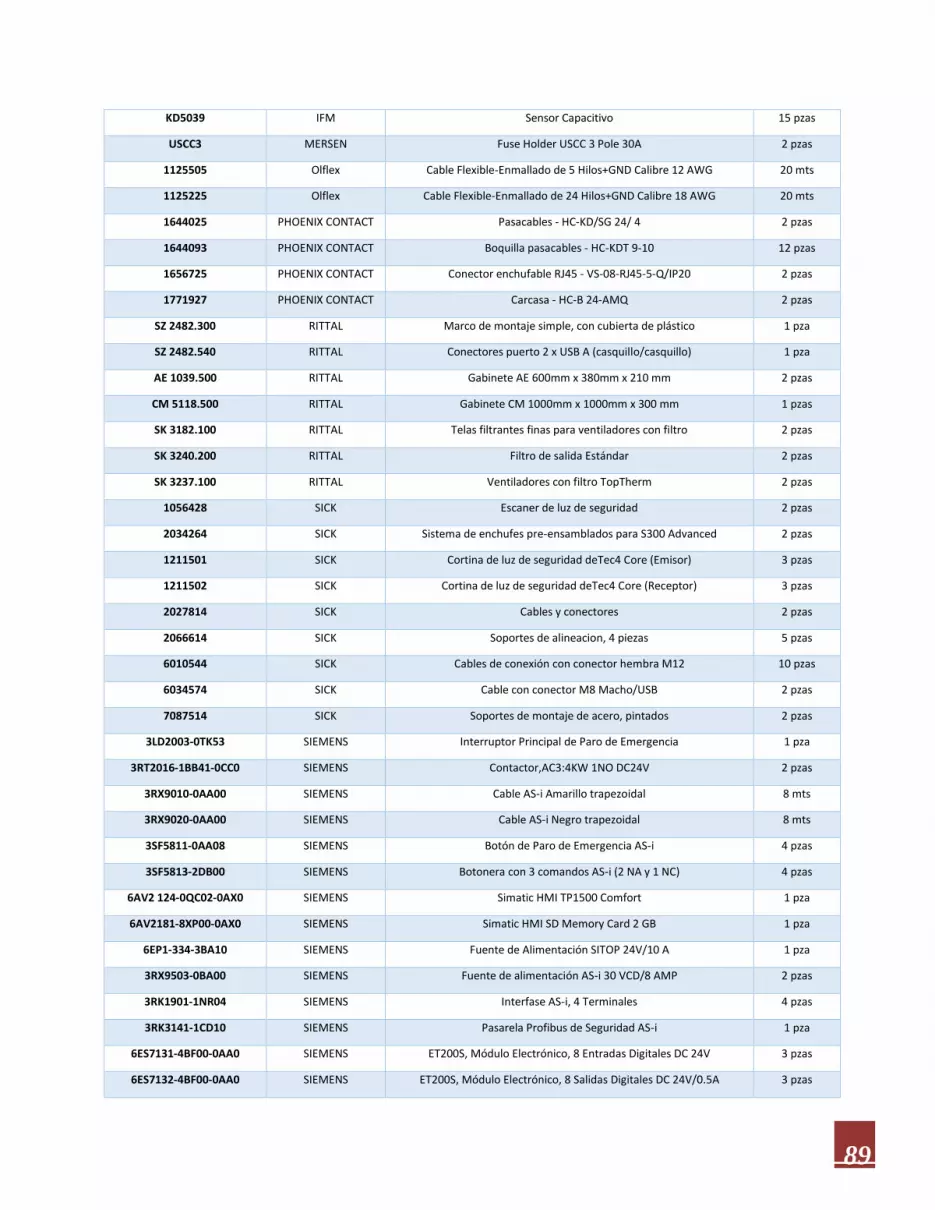
89
KD5039 IFM Sensor Capacitivo 15 pzas
USCC3 MERSEN Fuse Holder USCC 3 Pole 30A 2 pzas
1125505 Olflex Cable Flexible-Enmallado de 5 Hilos+GND Calibre 12 AWG 20 mts
1125225 Olflex Cable Flexible-Enmallado de 24 Hilos+GND Calibre 18 AWG 20 mts
1644025 PHOENIX CONTACT Pasacables - HC-KD/SG 24/ 4 2 pzas
1644093 PHOENIX CONTACT Boquilla pasacables - HC-KDT 9-10 12 pzas
1656725 PHOENIX CONTACT Conector enchufable RJ45 - VS-08-RJ45-5-Q/IP20 2 pzas
1771927 PHOENIX CONTACT Carcasa - HC-B 24-AMQ 2 pzas
SZ 2482.300 RITTAL Marco de montaje simple, con cubierta de plástico 1 pza
SZ 2482.540 RITTAL Conectores puerto 2 x USB A (casquillo/casquillo) 1 pza
AE 1039.500 RITTAL Gabinete AE 600mm x 380mm x 210 mm 2 pzas
CM 5118.500 RITTAL Gabinete CM 1000mm x 1000mm x 300 mm 1 pzas
SK 3182.100 RITTAL Telas filtrantes finas para ventiladores con filtro 2 pzas
SK 3240.200 RITTAL Filtro de salida Estándar 2 pzas
SK 3237.100 RITTAL Ventiladores con filtro TopTherm 2 pzas
1056428 SICK Escaner de luz de seguridad 2 pzas
2034264 SICK Sistema de enchufes pre-ensamblados para S300 Advanced 2 pzas
1211501 SICK Cortina de luz de seguridad deTec4 Core (Emisor) 3 pzas
1211502 SICK Cortina de luz de seguridad deTec4 Core (Receptor) 3 pzas
2027814 SICK Cables y conectores 2 pzas
2066614 SICK Soportes de alineacion, 4 piezas 5 pzas
6010544 SICK Cables de conexión con conector hembra M12 10 pzas
6034574 SICK Cable con conector M8 Macho/USB 2 pzas
7087514 SICK Soportes de montaje de acero, pintados 2 pzas
3LD2003-0TK53 SIEMENS Interruptor Principal de Paro de Emergencia 1 pza
3RT2016-1BB41-0CC0 SIEMENS Contactor,AC3:4KW 1NO DC24V 2 pzas
3RX9010-0AA00 SIEMENS Cable AS-i Amarillo trapezoidal 8 mts
3RX9020-0AA00 SIEMENS Cable AS-i Negro trapezoidal 8 mts
3SF5811-0AA08 SIEMENS Botón de Paro de Emergencia AS-i 4 pzas
3SF5813-2DB00 SIEMENS Botonera con 3 comandos AS-i (2 NA y 1 NC) 4 pzas
6AV2 124-0QC02-0AX0 SIEMENS Simatic HMI TP1500 Comfort 1 pza
6AV2181-8XP00-0AX0 SIEMENS Simatic HMI SD Memory Card 2 GB 1 pza
6EP1-334-3BA10 SIEMENS Fuente de Alimentación SITOP 24V/10 A 1 pza
3RX9503-0BA00 SIEMENS Fuente de alimentación AS-i 30 VCD/8 AMP 2 pzas
3RK1901-1NR04 SIEMENS Interfase AS-i, 4 Terminales 4 pzas
3RK3141-1CD10 SIEMENS Pasarela Profibus de Seguridad AS-i 1 pza
6ES7131-4BF00-0AA0 SIEMENS ET200S, Módulo Electrónico, 8 Entradas Digitales DC 24V 3 pzas
6ES7132-4BF00-0AA0 SIEMENS ET200S, Módulo Electrónico, 8 Salidas Digitales DC 24V/0.5A 3 pzas

90
6ES7138-4CA01-0AA0 SIEMENS ET200S, Módulo de Potencia PM-E, 24V DC 4 pzas
6ES7138-4FA05-0AB0 SIEMENS ET200S, Módulo Electrónico Profisafe, 4/8 F-Entradas Digitales, 24VCD 2 pzas
6ES7138-4FB04-0AB0 SIEMENS ET200S, Módulo Electrónico Profisafe, 4/8 F-Salidas Digitales, 24VCD/2A
2 pzas
6ES7138-4FR00-0AA0 SIEMENS ET200S, Módulo Profisafe de salidas a Relevador DC24V/5A AC24..230V/5A
2 pzas
6ES7151-3BA23-0AB0 SIEMENS ET200S, IM151-3 PN HF Módulo de Interfaz 2 pzas
6ES7193-4CB30-0AA0 SIEMENS Terminales TM-E15C24-01 6 pzas
6ES7193-4CD30-0AA0 SIEMENS Terminales TM-P15C23-A0 4 pzas
6ES7193-4CG30-0AA0 SIEMENS Terminales TM-E30C44-01 6 pzas
6ES7315-2FJ14-0AB0 SIEMENS PLC - CPU 315F-2 PN/DP, 512 KB 1 pza
6ES7390-1BC00-0AA0 SIEMENS Riel para montaje Simatic S7-300 1 mts
6ES7953-8LF20-0AA0 SIEMENS S7 Micro Memory Card, 64Kb 2 pzas
6ES7953-8LL31-0AA0 SIEMENS S7 Micro Memory Card, 2Mb 1 pza
6GK1901-1BB10-2AA0 SIEMENS Conector RJ45 para comunicación Ethernet/Profinet 10 pzas
6GK5108-0BA00-2AA3 SIEMENS Scalance X108 Interruptor No Administrado, 8 Puertos RJ45 1 pza
6GK5208-0BA10-2AA3 SIEMENS Scalance X208 Interruptor Administrado, 8 Puertos RJ45 1 pza
6GK7343-2AH11-0XA0 SIEMENS Procesador de Comunicaciones para S7-300 y ET200M 1 pza
6GK7343-1EX30-0XE0 SIEMENS Procesador de Comunicaciones CP343-1 1 pza
8WD4308-0DA SIEMENS Base con tubo 4 pzas
8WD4408-0AA SIEMENS Elemento de conexión para tubos 4 pzas
8WD4420-0FA SIEMENS Columna de señalización, Zumbador continuo o discontinuo 24V AC/DC
4 pzas
8WD4420-5AB SIEMENS Columna de señalización, Luz LED Roja 24V AC/DC 4 pzas
8WD4420-5AC SIEMENS Columna de señalización, Luz LED Verde 24V AC/DC 4 pzas
8WD4428-0BE SIEMENS Columna de Señalización, Comunicador AS-i 4 pzas
DR PN 689 P Highflex SAB Cable para Comunicación Ethernet/Profinet CAT5 - Enmallado/Flexible 10 mts
FKP4.4-* TURCK 4 y 5 Hilos Conector M12/M12x1 1 pza
VB2-RS 4.4T-*/2RK 4T-* /* TURCK 2-Branch Splitters, Cableado Estandar 1 pza
1011300000 WEIDMUELLER Borne portafusibles, Sección nominal: 6 mm² 30 pzas
1122850000 WEIDMUELLER Coplador por relé: 1, Contacto conmutado 24…230 V 6A 6 pzas

91
Anexo 2.- Programa de Control: Etapa de Arranque Inicial (Segmento Restante).
Anexo 3.- Programa de Control: Módulos de Seguridad y Fallas (Segmentos
Restantes).
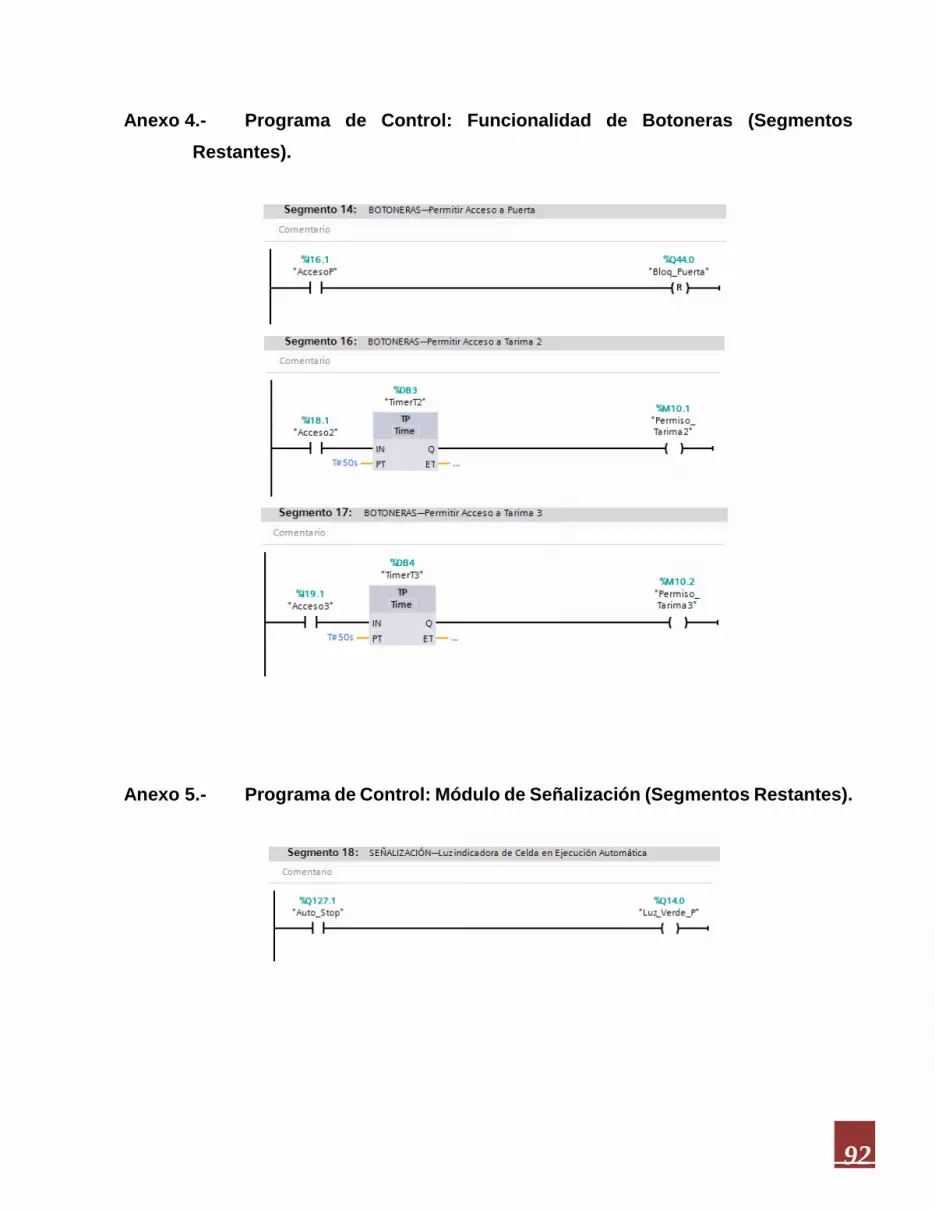
92
Anexo 4.- Programa de Control: Funcionalidad de Botoneras (Segmentos
Restantes).
Anexo 5.- Programa de Control: Módulo de Señalización (Segmentos Restantes).
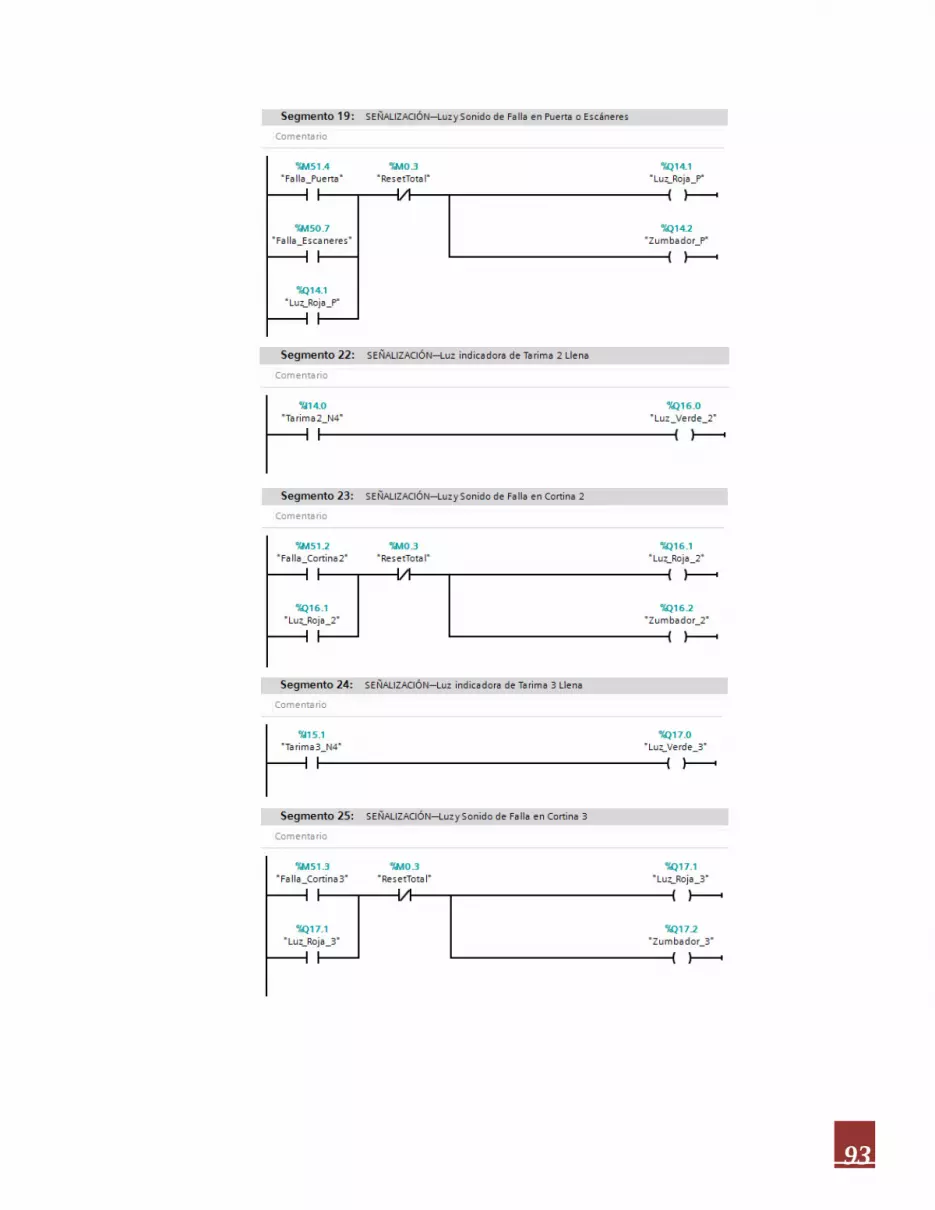
93

94
Anexo 6.- Programa de Control: Módulo de Control del Robot (Segmentos
Restantes).

95

96
Anexo 7.- Programa de Control: Imágenes de la interfaz visual restantes.