high room-temperature plastic and work-hardening effect of the nial-matrix composites reinforced by...
TRANSCRIPT
lable at ScienceDirect
Intermetallics 19 (2011) 376e381
Contents lists avai
Intermetallics
journal homepage: www.elsevier .com/locate/ intermet
High room-temperature plastic and work-hardening effect of the NiAl-matrixcomposites reinforced by particulates
Hailong Zhao, Feng Qiu, Shenbao Jin, Qichuan Jiang*
Key Laboratory of Automobile Materials, Ministry of Education and Department of Materials Science and Engineering, Jilin University, No. 5988 Renmin Street, Changchun,Jilin Province 130025, PR China
a r t i c l e i n f o
Article history:Received 24 July 2010Received in revised form9 October 2010Accepted 26 October 2010Available online 19 November 2010
Keywords:A. Nickel aluminides, based on NiAlB. Plastic deformation mechanismsB. Work-hardeningD. MicrostructureF. Mechanical testing
* Corresponding author. Tel./fax: þ86 431 8509469E-mail address: [email protected] (Q. Jiang).
0966-9795/$ e see front matter � 2010 Elsevier Ltd.doi:10.1016/j.intermet.2010.10.023
a b s t r a c t
The microstructures, interfaces, compression properties and work-hardening effect of the NiAl-matrixcomposites reinforced by 5e20 wt.% ceramic particulates (Nb2C, NbC and NbB2) fabricated by combus-tion synthesis and hot pressing (CSHP) have been investigated. The ultimate compression strength andyield strength increase with the increasing content of the ceramic particulates, while the fracture strainand work-hardening capacity (Hc) decrease. The NiAl-matrix composite with 5 wt.% ceramic particulateshas a high true ultimate strength of 1497 MPa, a fracture strain of 18.3%, and work-hardening capacityHc ¼ 1.29. The good interface bonding between ceramic particulate and matrix, the high density dislo-cation in the NiAl matrix, the seriously distorted lattices and the intense interactions between disloca-tions and other crystal defects contribute to its prominent mechanical properties.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
Due to the desirable combination of the high melting tempera-ture, high-temperature oxidation resistance and low density, theNiAl intermetallic compound is one of the most promising candi-dates for high temperature applications [1e4]. Many fabricationmethodshavebeendeveloped for this compound, includingpowderprocessing, casting, and self-propagating high temperaturesynthesis [5e9]. However, the actual use of the NiAl alloy hasbeen limited by the low ductility at room temperature and theinadequate creep resistance at high temperatures [3] and [10].An effective approach aimed at overcoming this limitation is theaddition of the ceramic particulates into the NiAl alloy, as theceramic particulates are isotropic and stable at high temperatures.At the present time, most of the attentions have been paid on themicrostructures and toughness of the NiAl-matrix compositesreinforced by high content ceramic particulates (Al2O3, TiC, TiB2,ZrB2, SiC, ZrO2) [11e19]. For example, Xing et al. have reported theroom-temperature compression properties of the NiAle20 vol.%TiC composite fabricated by hot-pressing aided exothermicsynthesis (HPES). The ultimate compression strength and the frac-ture strain of the composite are 1479 MPa and 14.5%, respectively
9.
All rights reserved.
[16]. Guo et al. have fabricated the NiAle20vol.% TiB2 composite byHPES. The compression strength and the fracture strain of thecomposite are 1365 MPa and 9%, respectively [18].
In this paper, the combustion synthesis and hot pressing (CSHP)technique have been applied to fabricate the NiAl-matrixcomposites multi-reinforced by Nb2C, NbC and NbB2 which arerarely reported as the reinforced phases in NiAl. The microstruc-ture, interface, and mechanical property of the composites areinvestigated. As one of the most important factors on the evalua-tion of the plastic deformation [20], the work-hardening capacity(Hc) is also considered.
2. Experimental procedures
NieAleNbeB4C system has been used for fabricating the NiAl-matrix composites in this study. The raw materials were commer-cial powders of Ni (45 mm, 99.5% purity), Al (29 mm, 98% purity),Nb (48 mm, 99.5% purity) and B4C (3.5 mm, 98.0% purity). Theproportions of Nb/B4C and Ni/Al were fixed to 1:1 in molar ratio,respectively, and the sum of Nb and B4C varied from 5 to 20 wt.%in the total weight of the mixtures. The powder blends weremixed sufficiently by ball-milling for 6 h and then pressed intocylindrical performs (Ø30 � 35 mm) using a stainless steel die toobtain 65 � 2% theoretical density. The fabrication of the NiAl-matrix composites was conducted in the high vacuum hot pressing
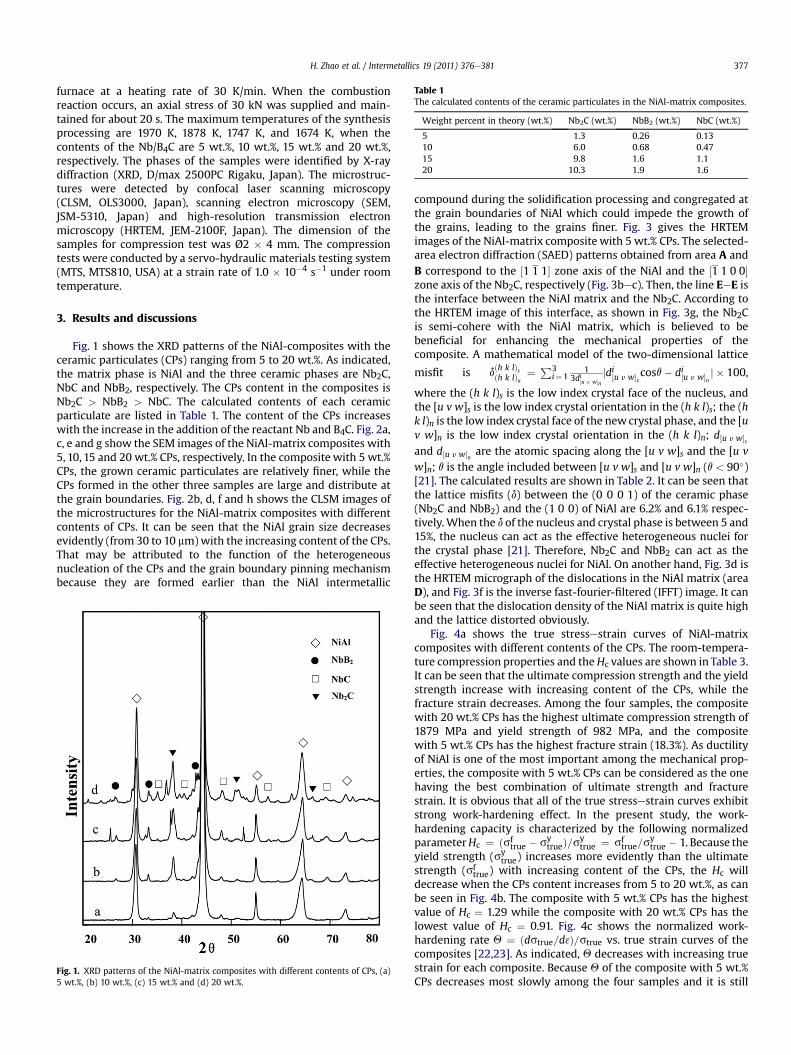
Table 1The calculated contents of the ceramic particulates in the NiAl-matrix composites.
Weight percent in theory (wt.%) Nb2C (wt.%) NbB2 (wt.%) NbC (wt.%)
5 1.3 0.26 0.1310 6.0 0.68 0.4715 9.8 1.6 1.120 10.3 1.9 1.6
H. Zhao et al. / Intermetallics 19 (2011) 376e381 377
furnace at a heating rate of 30 K/min. When the combustionreaction occurs, an axial stress of 30 kN was supplied and main-tained for about 20 s. The maximum temperatures of the synthesisprocessing are 1970 K, 1878 K, 1747 K, and 1674 K, when thecontents of the Nb/B4C are 5 wt.%, 10 wt.%, 15 wt.% and 20 wt.%,respectively. The phases of the samples were identified by X-raydiffraction (XRD, D/max 2500PC Rigaku, Japan). The microstruc-tures were detected by confocal laser scanning microscopy(CLSM, OLS3000, Japan), scanning electron microscopy (SEM,JSM-5310, Japan) and high-resolution transmission electronmicroscopy (HRTEM, JEM-2100F, Japan). The dimension of thesamples for compression test was Ø2 � 4 mm. The compressiontests were conducted by a servo-hydraulic materials testing system(MTS, MTS810, USA) at a strain rate of 1.0 � 10�4 s�1 under roomtemperature.
3. Results and discussions
Fig. 1 shows the XRD patterns of the NiAl-composites with theceramic particulates (CPs) ranging from 5 to 20 wt.%. As indicated,the matrix phase is NiAl and the three ceramic phases are Nb2C,NbC and NbB2, respectively. The CPs content in the composites isNb2C > NbB2 > NbC. The calculated contents of each ceramicparticulate are listed in Table 1. The content of the CPs increaseswith the increase in the addition of the reactant Nb and B4C. Fig. 2a,c, e and g show the SEM images of the NiAl-matrix composites with5, 10, 15 and 20 wt.% CPs, respectively. In the composite with 5 wt.%CPs, the grown ceramic particulates are relatively finer, while theCPs formed in the other three samples are large and distribute atthe grain boundaries. Fig. 2b, d, f and h shows the CLSM images ofthe microstructures for the NiAl-matrix composites with differentcontents of CPs. It can be seen that the NiAl grain size decreasesevidently (from 30 to 10 mm)with the increasing content of the CPs.That may be attributed to the function of the heterogeneousnucleation of the CPs and the grain boundary pinning mechanismbecause they are formed earlier than the NiAl intermetallic
Fig. 1. XRD patterns of the NiAl-matrix composites with different contents of CPs, (a)5 wt.%, (b) 10 wt.%, (c) 15 wt.% and (d) 20 wt.%.
compound during the solidification processing and congregated atthe grain boundaries of NiAl which could impede the growth ofthe grains, leading to the grains finer. Fig. 3 gives the HRTEMimages of the NiAl-matrix composite with 5 wt.% CPs. The selected-area electron diffraction (SAED) patterns obtained from area A andB correspond to the ½1 1 1� zone axis of the NiAl and the ½1 1 0 0�zone axis of the Nb2C, respectively (Fig. 3bec). Then, the line EeE isthe interface between the NiAl matrix and the Nb2C. According tothe HRTEM image of this interface, as shown in Fig. 3g, the Nb2Cis semi-cohere with the NiAl matrix, which is believed to bebeneficial for enhancing the mechanical properties of thecomposite. A mathematical model of the two-dimensional lattice
misfit is dðh k lÞsðh k lÞn ¼ P3
i¼11
3di½u v w�n
jdi½u v w�scosq� di½u v w�n j � 100,
where the (h k l)s is the low index crystal face of the nucleus, andthe [u v w]s is the low index crystal orientation in the (h k l)s; the (hk l)n is the low index crystal face of the new crystal phase, and the [uv w]n is the low index crystal orientation in the (h k l)n; d½u v w�sand d½u v w�n are the atomic spacing along the [u v w]s and the [u vw]n; q is the angle included between [u v w]s and [u v w]n (q < 90�)[21]. The calculated results are shown in Table 2. It can be seen thatthe lattice misfits (d) between the (0 0 0 1) of the ceramic phase(Nb2C and NbB2) and the (1 0 0) of NiAl are 6.2% and 6.1% respec-tively.When the d of the nucleus and crystal phase is between 5 and15%, the nucleus can act as the effective heterogeneous nuclei forthe crystal phase [21]. Therefore, Nb2C and NbB2 can act as theeffective heterogeneous nuclei for NiAl. On another hand, Fig. 3d isthe HRTEM micrograph of the dislocations in the NiAl matrix (areaD), and Fig. 3f is the inverse fast-fourier-filtered (IFFT) image. It canbe seen that the dislocation density of the NiAl matrix is quite highand the lattice distorted obviously.
Fig. 4a shows the true stressestrain curves of NiAl-matrixcomposites with different contents of the CPs. The room-tempera-ture compression properties and theHc values are shown in Table 3.It can be seen that the ultimate compression strength and the yieldstrength increase with increasing content of the CPs, while thefracture strain decreases. Among the four samples, the compositewith 20 wt.% CPs has the highest ultimate compression strength of1879 MPa and yield strength of 982 MPa, and the compositewith 5 wt.% CPs has the highest fracture strain (18.3%). As ductilityof NiAl is one of the most important among the mechanical prop-erties, the composite with 5 wt.% CPs can be considered as the onehaving the best combination of ultimate strength and fracturestrain. It is obvious that all of the true stressestrain curves exhibitstrong work-hardening effect. In the present study, the work-hardening capacity is characterized by the following normalizedparameterHc ¼ ðsf
true � sytrueÞ=sy
true ¼ sftrue=s
ytrue � 1. Because the
yield strength (sytrue) increases more evidently than the ultimate
strength (sftrue) with increasing content of the CPs, the Hc will
decrease when the CPs content increases from 5 to 20 wt.%, as canbe seen in Fig. 4b. The composite with 5 wt.% CPs has the highestvalue of Hc ¼ 1.29 while the composite with 20 wt.% CPs has thelowest value of Hc ¼ 0.91. Fig. 4c shows the normalized work-hardening rate Q ¼ ðdstrue=d3Þ=strue vs. true strain curves of thecomposites [22,23]. As indicated, Q decreases with increasing truestrain for each composite. Because Q of the composite with 5 wt.%CPs decreases most slowly among the four samples and it is still

Fig. 2. SEM images of the microstructures for the NiAl-matrix composites with different contents of CPs, (a) 5 wt.%, (c) 10 wt.%, (e) 15 wt.%, and (g) 20 wt.%; CLSM images of themicrostructures for the NiAl-matrix composites with different contents of the CPs, (b) 5 wt.%, (d) 10 wt.%, (f) 15 wt.% and (h) 20 wt.%.
H. Zhao et al. / Intermetallics 19 (2011) 376e381378
positive at the relatively high strain, its work-hardening effect is thestrongest. As to quantify the ability of work-hardening, Hollomonequation, strue ¼ K3ntrue, where K is strength coefficient, n is work-hardening coefficient, and 3true is the true strain, was calculated[20,23]. It is worth mentioning that the parameter n providesa more direct and conclusive characterization for the work-
hardening effect inmetals. As shown in Fig. 4d, the values of n of thefour composites decrease with increasing true strain, which isconsistent with Q (Fig. 4c).
The strength of a solid is determined by the solid’s resistanceto plastic deformation, and it is sensitive to the solid’s chemicalcomposition and microstructure. It is well known that the plastic
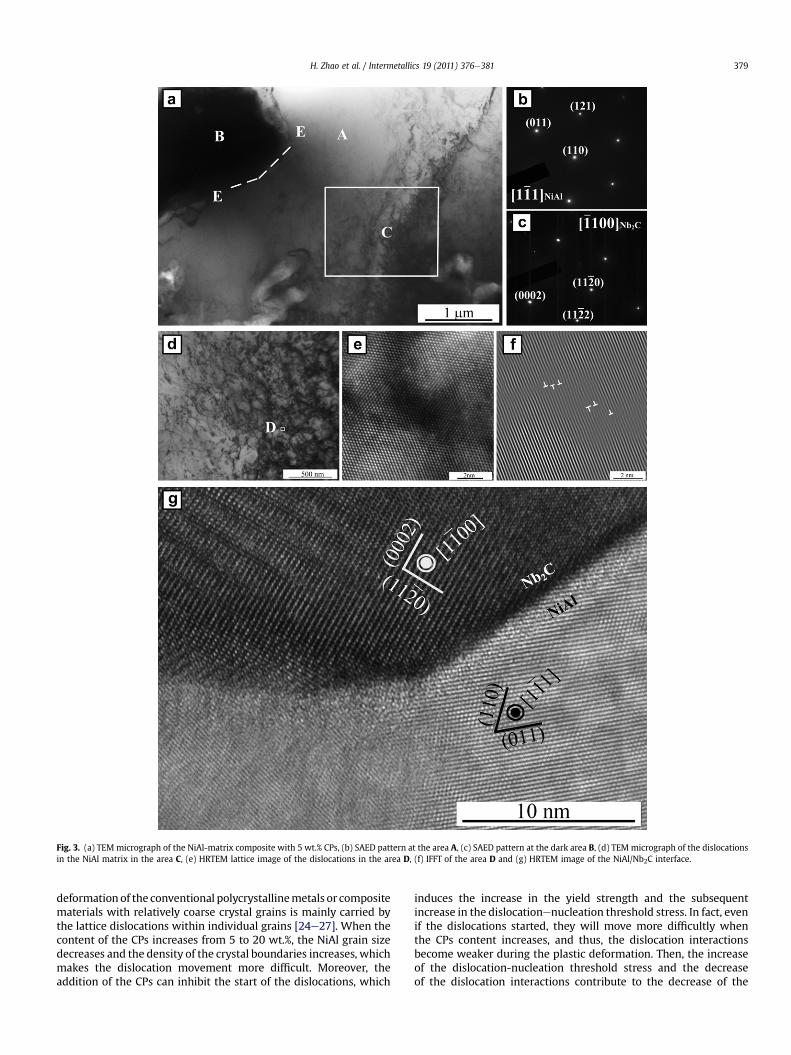
Fig. 3. (a) TEM micrograph of the NiAl-matrix composite with 5 wt.% CPs, (b) SAED pattern at the area A, (c) SAED pattern at the dark area B, (d) TEM micrograph of the dislocationsin the NiAl matrix in the area C, (e) HRTEM lattice image of the dislocations in the area D, (f) IFFT of the area D and (g) HRTEM image of the NiAl/Nb2C interface.
H. Zhao et al. / Intermetallics 19 (2011) 376e381 379
deformation of the conventional polycrystallinemetals or compositematerials with relatively coarse crystal grains is mainly carried bythe lattice dislocations within individual grains [24e27]. When thecontent of the CPs increases from 5 to 20 wt.%, the NiAl grain sizedecreases and the density of the crystal boundaries increases, whichmakes the dislocation movement more difficult. Moreover, theaddition of the CPs can inhibit the start of the dislocations, which
induces the increase in the yield strength and the subsequentincrease in the dislocationenucleation threshold stress. In fact, evenif the dislocations started, they will move more difficultly whenthe CPs content increases, and thus, the dislocation interactionsbecome weaker during the plastic deformation. Then, the increaseof the dislocation-nucleation threshold stress and the decreaseof the dislocation interactions contribute to the decrease of the
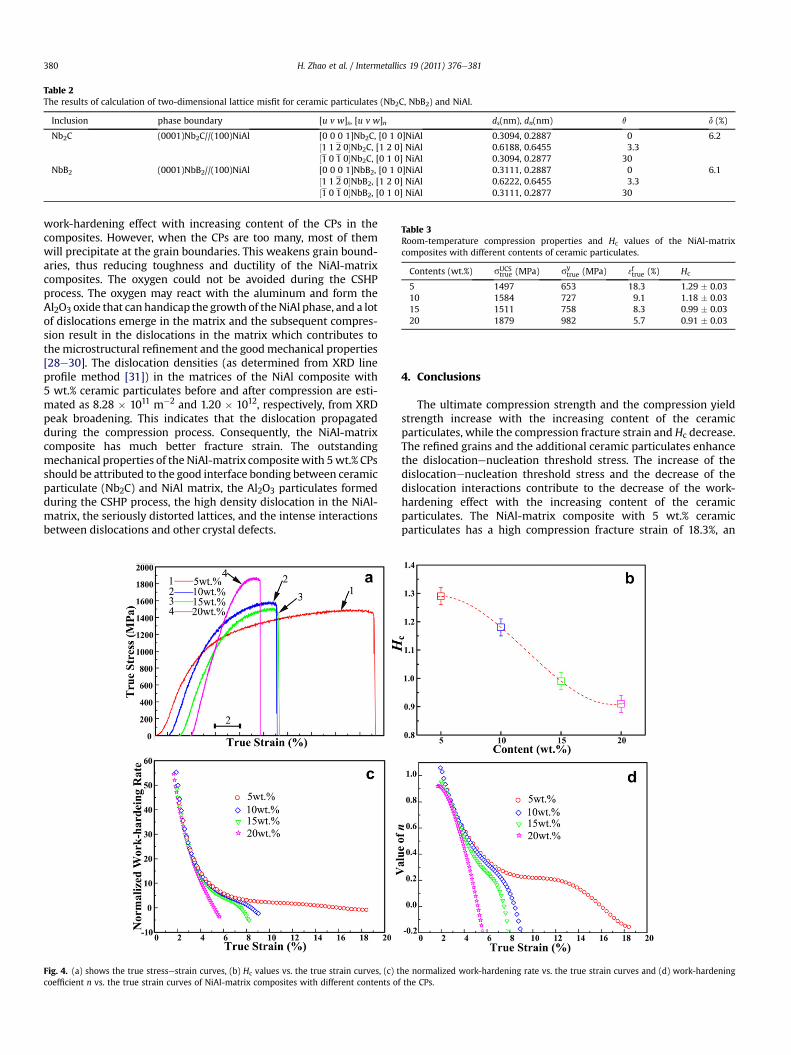
Table 2The results of calculation of two-dimensional lattice misfit for ceramic particulates (Nb2C, NbB2) and NiAl.
Inclusion phase boundary [u v w]s, [u v w]n ds(nm), dn(nm) q d (%)
Nb2C (0001)Nb2C//(100)NiAl [0 0 0 1]Nb2C, [0 1 0]NiAl 0.3094, 0.2887 0 6.2½1 1 2 0�Nb2C, [1 2 0] NiAl 0.6188, 0.6455 3.3½1 0 1 0�Nb2C, [0 1 0] NiAl 0.3094, 0.2877 30
NbB2 (0001)NbB2//(100)NiAl [0 0 0 1]NbB2, [0 1 0]NiAl 0.3111, 0.2887 0 6.1½1 1 2 0�NbB2, [1 2 0] NiAl 0.6222, 0.6455 3.3½1 0 1 0�NbB2, [0 1 0] NiAl 0.3111, 0.2877 30
Table 3Room-temperature compression properties and Hc values of the NiAl-matrixcomposites with different contents of ceramic particulates.
Contents (wt.%) sUCStrue (MPa) sy
true (MPa) 3ftrue (%) Hc
5 1497 653 18.3 1.29 � 0.0310 1584 727 9.1 1.18 � 0.0315 1511 758 8.3 0.99 � 0.0320 1879 982 5.7 0.91 � 0.03
H. Zhao et al. / Intermetallics 19 (2011) 376e381380
work-hardening effect with increasing content of the CPs in thecomposites. However, when the CPs are too many, most of themwill precipitate at the grain boundaries. This weakens grain bound-aries, thus reducing toughness and ductility of the NiAl-matrixcomposites. The oxygen could not be avoided during the CSHPprocess. The oxygen may react with the aluminum and form theAl2O3 oxide that can handicap the growth of theNiAl phase, and a lotof dislocations emerge in the matrix and the subsequent compres-sion result in the dislocations in the matrix which contributes tothemicrostructural refinement and the goodmechanical properties[28e30]. The dislocation densities (as determined from XRD lineprofile method [31]) in the matrices of the NiAl composite with5 wt.% ceramic particulates before and after compression are esti-mated as 8.28 � 1011 m�2 and 1.20 � 1012, respectively, from XRDpeak broadening. This indicates that the dislocation propagatedduring the compression process. Consequently, the NiAl-matrixcomposite has much better fracture strain. The outstandingmechanical properties of the NiAl-matrix compositewith 5wt.% CPsshould be attributed to the good interface bonding between ceramicparticulate (Nb2C) and NiAl matrix, the Al2O3 particulates formedduring the CSHP process, the high density dislocation in the NiAl-matrix, the seriously distorted lattices, and the intense interactionsbetween dislocations and other crystal defects.
Fig. 4. (a) shows the true stressestrain curves, (b) Hc values vs. the true strain curves, (c) tcoefficient n vs. the true strain curves of NiAl-matrix composites with different contents o
4. Conclusions
The ultimate compression strength and the compression yieldstrength increase with the increasing content of the ceramicparticulates, while the compression fracture strain and Hc decrease.The refined grains and the additional ceramic particulates enhancethe dislocationenucleation threshold stress. The increase of thedislocationenucleation threshold stress and the decrease of thedislocation interactions contribute to the decrease of the work-hardening effect with the increasing content of the ceramicparticulates. The NiAl-matrix composite with 5 wt.% ceramicparticulates has a high compression fracture strain of 18.3%, an
he normalized work-hardening rate vs. the true strain curves and (d) work-hardeningf the CPs.

H. Zhao et al. / Intermetallics 19 (2011) 376e381 381
ultimate compression strength of 1479 MPa, and a value ofHc ¼ 1.29, which can be regarded as the best combination ofmechanical properties among the four NiAl-matrix composites.The prominent mechanical of the composite attributes to the goodcompatibility between ceramic particulates and NiAl matrix, thehigh density dislocation of the NiAl matrix, the seriously distortedlattices, the intense interactions between dislocations and othercrystal defects.
Acknowledgements
This work is supported by The National Natural Science Foun-dation of China (No. 50971065) and (No. 50531030), the fund forBasic Scientific Research of Jilin University (No. 200903013) as wellas by The 985 Project-Automotive Engineering of Jilin University.
References
[1] Gennari S, Maglia F, Anselmi-Tamburini U, Spinolo G. Intermetallics2003;11:1355e95.
[2] Fan Q, Chai H, Jin Z. Intermetallics 2001;9:609e19.[3] Hu W, Weirich T, Hallstedt B, Chen H, Zhong Y, Gottstein G. Acta Mater
2006;54:2473e88.[4] Hu W, Wunderlich W, Gottstein G. Acta Mater 1995;44:2383e96.[5] Miracle DB. Acta Metall Mater 1993;41:649e84.
[6] German RM, Dunlop JW. Metall Trans 1986;17:205e13.[7] Baluk N, Bonneville J, Hewker KJ, Martin JL, Schaublin R, Spatig P. Mater Sci
Eng A 1993;64:379e83.[8] Guo JT, Huai KW, Liu HT. Metall Mater Trans A 2007;38:35e43.[9] Gialanella S, Lutterotti L, Molinari A, Kazior J, Pieczonka T. Intermetallics
2000;8:279e86.[10] Kumar KS, Whittenberger JD. Mater Sci Technol 1992;8:317e30.[11] Whittenberger JD, Viswanadham RK, Mannan SK, Sprrissler B. J Mater Sci
1990;25:35e44.[12] Wang L, Arsenault RJ. Mater Sci Eng A 1991;127:91e8.[13] Alman DE, Stoloff NS. Int J Powder Metall 1991;27:29e41.[14] Xing ZP, Dai JY, Guo JT, An GY, Hu ZQ. Scripta Metall Mater 1994;31:1141e4.[15] Xing ZP, Yu LG, Guo JT, Dai JY. J Mater Sci Lett 1995;14:443e5.[16] Dunmead SD, Munir ZA, Holt JB, Kingman DD. J Mater Sci 1991;26:2410e6.[17] Wang L, Arsenault RJ. Metall Trans A 1991;22:3013e8.[18] Guo JT, Xing ZP. J Mater Res 1997;12:1083e90.[19] Plazanet L, Tetard D, Naedou F. Compos Sci Technol 1999;59:537e42.[20] Chen XH, Lu L. Scripta Mater 2007;57:133e6.[21] Bramfitt BL. Metall Trans 1970;1:1987e95.[22] Qiu F, Shen P, Jiang ZH, Liu T, Jiang QC. Appl Phys Lett 2008;92:191512.[23] Afrin N, Chen DL, Cao X, Jahazi M. Scripta Mater 2007;57:1004e7.[24] Lu L, Shen YF, Chen XH, Qian LH, Lu K. Science 2004;304:422e6.[25] Swygenhoven Van H, Spaczer M, Caro A, Farkas D. Phys Rev B 1999;60:22e5.[26] Wang YM, Ma E, Chen MW. Appl Phys Lett 2002;80:2395e7.[27] Pauly S, Das J, Duhamel C, Eckert J. Metall Mater Trans A 2008;39:1868e973.[28] Sheng LY, Zhang W, Guo JT, Wang ZS, Ovcharenko VE, Zhou LZ, et al. Inter-
metallics 2009;17:572e7.[29] Sheng LY, Zhang W, Guo JT, Zhou LZ, Ye HQ. Intermetallics 2009;17:1115e9.[30] Sheng LY, Zhang W, Guo JT, Wang ZS, Ye HQ. Mater Des 2009;30:2752e5.[31] Shan FL, Gao ZM, Wang YM. Thin Solid Films 1998;324:162e4.