final draft spec_wd_13_abr_2019.pdf - rdso
TRANSCRIPT
AWil' 2019
WD·13·ABR·2019
I,,'~ ,.• J
'I..
SPECIFICATION FOR NON-ASBESTOS
'L' TYPE COMPOSITION BRAKE BLOCKSFOR
FREIGHT STOCK WITH 1000 mm & 840 mm WHEEL DIA
ISSUED BY
RESEARCH DESIGNS AND STANDARDS ORGANISATION
MINISTRY OF RAILWAYS
LUCKNOW
PRICE:
Page 1 of 17
, I
1. SCOPE
This specification covers the technical requirements of non-asbestos .L' type composition brakeblocks for application on 1000 mm & 840 mm wheel dia freight stock of Indian Railways.
2. GENERAL
2.1 FUNCTIONAL REQUIREMNTS
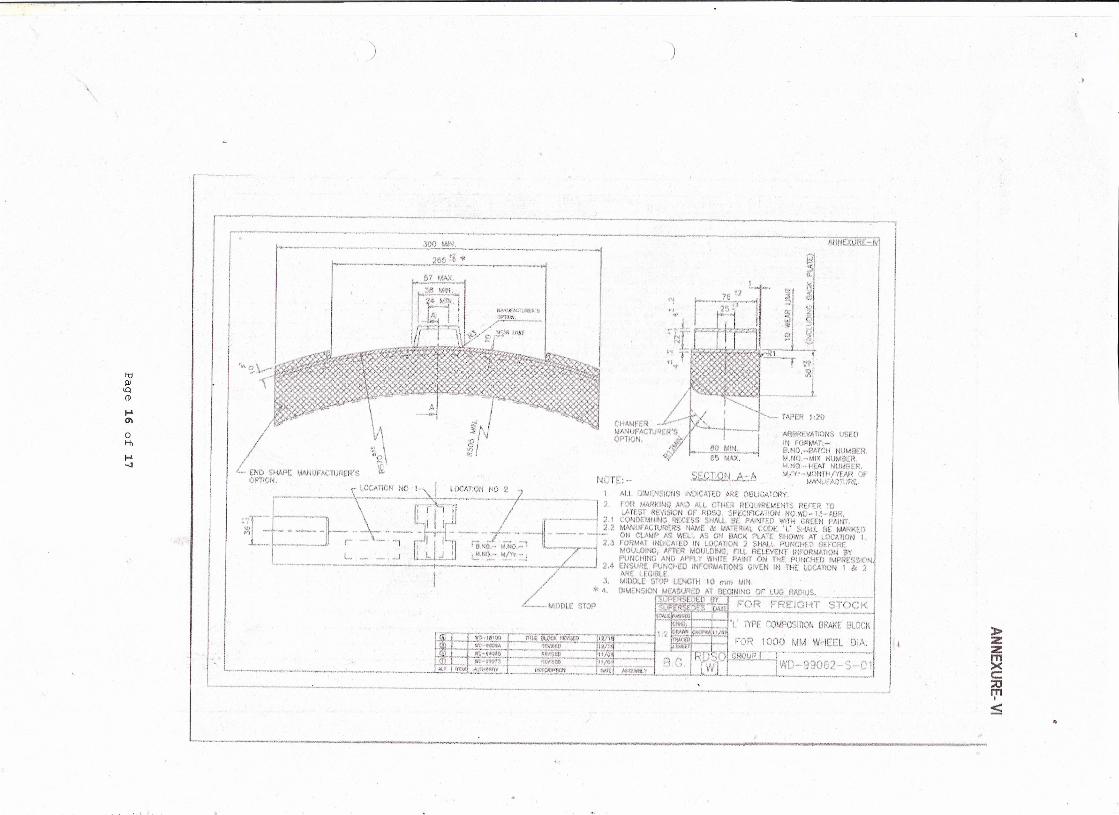
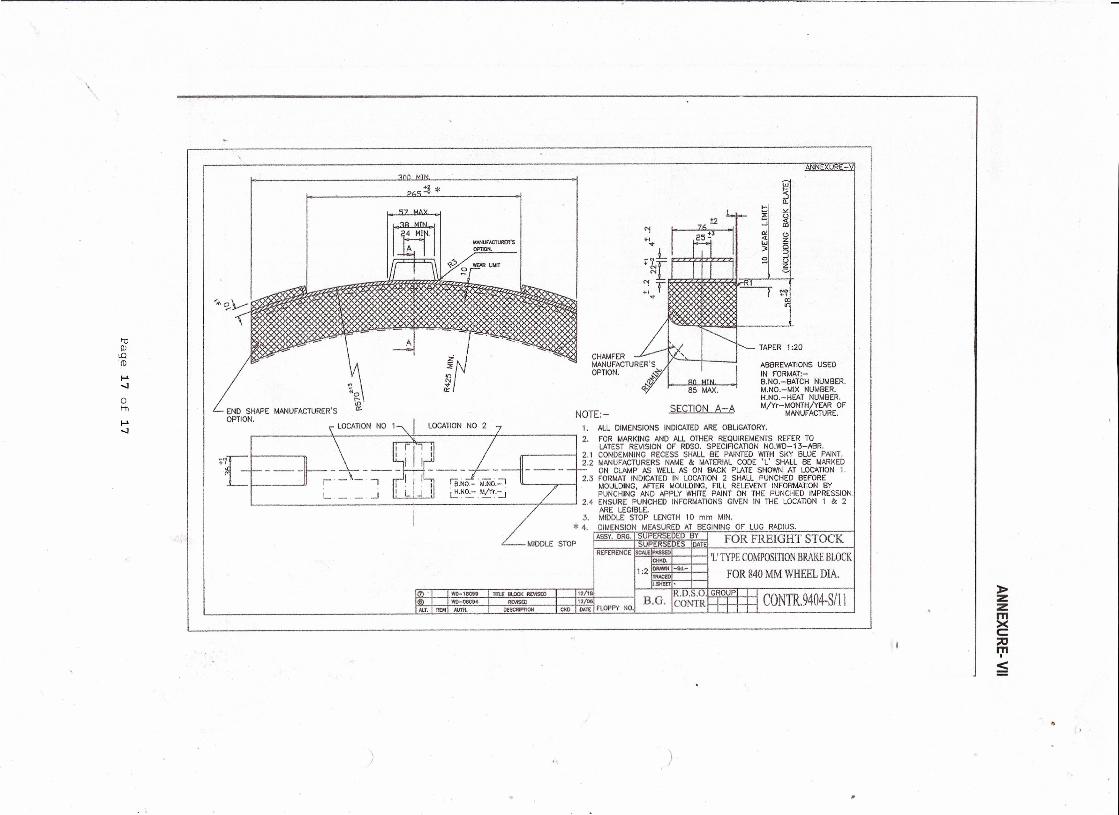
2.1 The controlling dimensions of brake blocks shall conform to the requirements given in the ROSa Org.No. WO--99062-S--01 Latest Alt. for freight stock for 1000 mm wheel dia (Annexure VI) and to Org.No. CaNTR 9404-S-11 latest alt. for 840 mm wheel dia (Annexure VII).
2.2 The constructional features of the brake block must enable them to wear down to a thickness of10mm, including the back plate, without the latter or the securing components with the brake head,coming into contact with the running surface of the wheel.
2.3 Weight of Brake Bk£k shall be shown in the drawing.
2.4 The composition of the material and the manufacturing process for series production of .'L' typecomposition brake blocks must always conform with that of the composition brake blocks for whichapproval has been given by ROSa and no change shall be made in the composition and dra~ingagainst which approval has been granted.
2.5 The various elements making up the brake blocks must be spread uniformly in the body of the block.There must be no pitting, flakes or other defects. The material must not attack the opposing frictionsurface or give rise to the formation of metallic inclusions.
2.6 The blocks must not cause more serious heat damage to the wheels (hot spots, cracks, flaking) thanwould be caused by cast iron blocks used in the similar way on the similar wheels.
2..7 The composition of the material constituting the brake block must be chosen so as to give the bestbalance between:-- the braking characteristics- the wear and service life of blocks- wear on the running suface of the wheels- the effect on adhesion between the rail and wheel
2.8 The characteristics laid down in this specification must be maintained for the complete usablethickness of the braking material.
2.9 The supplier will advise the detailed procedure for disposal of used I condemned composition brakeblocks and will also associate with railways to set up facilities for disposal of used I condemnedcomposition brake blocks.
3. PARTICULAR REQUIREMNT
3.1 TECHNICAL REQUIREMNT
3.1.1 The use of asbestos is prohibited.J
3.1.2 The use of Lead and Zinc in the metal state or in the form of compounds is not a\owed. The sameapplies to all other components, if in the form of powder, particles or gas produced during the use ofthe brake blocks, which may constitute a danger to health.
Page 2 of 17
•.3.1.3 The values of density, hardness, compression modulus, cross breaking strength, acetone extract,
ash content (loss on ignition) & back plate pull off strength must be given for acceptancepurposes.
3.1.4 The brake block and its back plate must be designed to withstand the forces likely to occur duringservice.
3.1.5 The wear should be uniformly distributed over the entire depth of the block, it should be as low aspossible and be largely independent of the type of brake load application. The specific wear 'taIue ofeach brake block found by weighing should not exceed 3 ccl't<m hr.
3.1.6 As far as possible the co-efficient of friction must be independent of the initial braking speed, thestate of bedding-in of the brake block, the specific pressure as well as the temperature andatmospheric conditions.
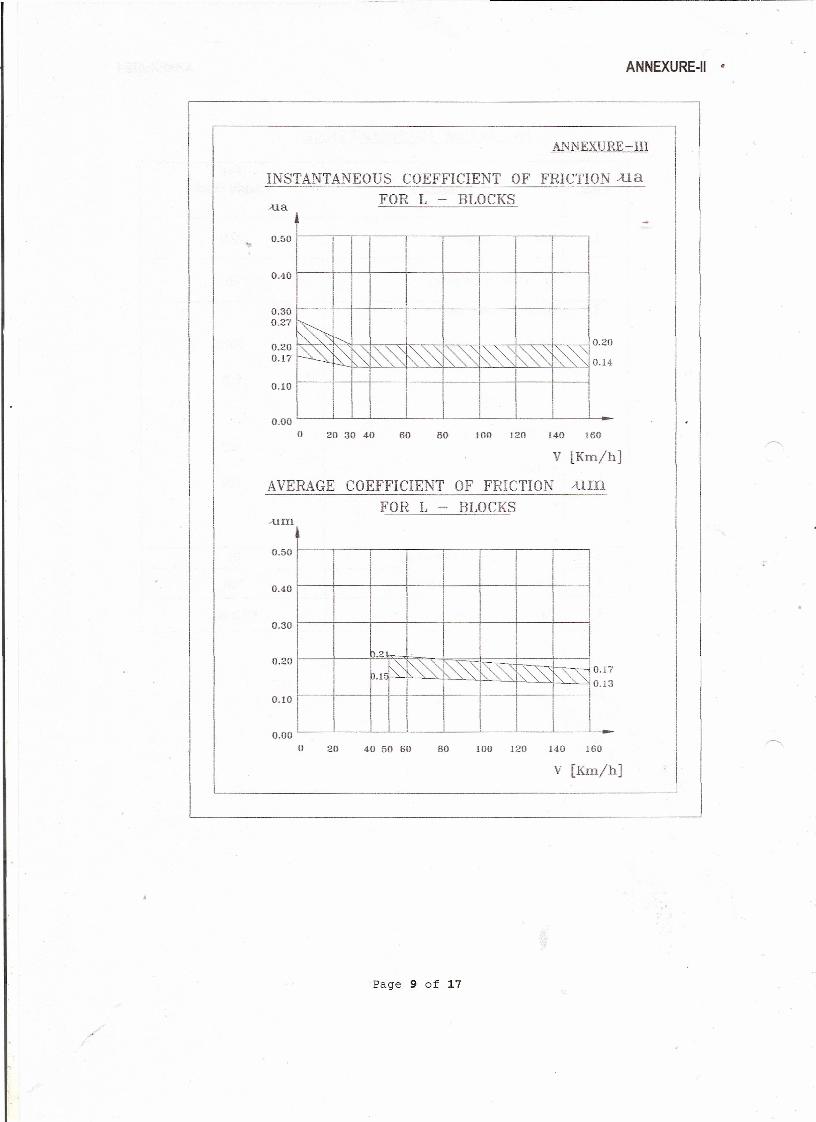
3.1.7 The tolerance bands of the instantaneous and average coefficient of friction shall be as perAnnexure-II of this specification. The definition of the friction co-efficient is given in Annexure- IV.
3.1.8 During bedding-in, the coefficient of friction must not vary by more than :: 15% from the valueobtained when bedding-in is complete. .:
3.1.9 Under the influence of dampness i.s under wet conditions, the average coefficient of friction must notvary by more than:: 15% in relation to the value obtained during braking when dry with otherconditions remaining the same.
3.1.10 After prolonged braking followed by braking to a stop, particularly high temperature occurs (max. 400deg. C on the opposing friction surfaces). The average coefficient of friction must not vary, with theother conditions remaining the same, by more than:: 15% in relation to the value obtained duringbraking in the cold & dry state.
3.2 ELIGIBILITYCRITERIA
3.2.1 The tenderer seeking to supply brake blocks to Indian Railways must have a technical collaborationwith a foreign manufacturer who has experience in manufacturing rail road brake blocks. The foreigncollaborator must have existing manufacturing and test facilities induding full scale Dynamometer for .manufacturing and testing of brake blocks. The collaborator will have to give detailed informationincluding type acceptance test data run as per para 3.1.6-3.1.0 and other details in accordance withpara 3.1.3. The test on Dynamometer will be carried out by the collaborator as per test scheme givenin annexure lIIN1i1B.
3.2.2 The condition of foreign collaboration is strictly applicable for those companies which are not in thebusiness of manufacturing friction composition materials for industrial use. However, the companies,which are in the business of friction compositon material for industrial use and have established allthe requisite manufacturing and testing facilities induding full scale rail dynamometer for indigenousmanufacture of the Railway brake block and are following a quality assurance plan to the satisfactionof ROSa may be exempted by ROSa from the requirement of foreign collaboration. Such firmsshould submit dynamometer test results after testing of samples in their own dynamometer.
Page 3 of 17
3.3 APPROVALREQUIREMENT
3.3.1 For New supplier
3.3.1.1 The tenderer will have to produce adequate evidence from their collaborator in support of goodperformance of the collaborator and adequate experience in manufacture and supply of compositionbrake blocks for Rail Road application.
3.3.1.2 The tenderer shall also submit following documents
(i) Copy of approval certificate issued to their collaborator by any of rail roads for composition brakeblocks.
(ii) Copy of memorandum of understanding (MOU) joinUy signed by the tenderer and collaborator.
(Iii) List of past supplies made by its collaborator to different rail roads along with specifications followedfor manufacture and supply of brake blocks.
(iv) Ust of plant and equipment available along with capacity, no. of such equipments, manufacturername etc. available with collaborator.
(v) Detailed drawing of the brake block in line with para 2.1 for approval of ROSO.
3.3.1.3 The tenderer will have to submit from the collaborator, the results of dynamometer test of samplescarried aut by the collaborator according to test scheme indicated in Annexure IIIAlIIIB. The detallsof friction properties as per para 3.16-3.10 and other details of test results in accordance with para3.1.3 shall also be furnished.
3.3.1.4 The information in para 3.3.1.1, &3.3.1.2 should be presented together with a request for typeacceptance test by ROSa.
3.3.1.5 The supplier will submit six number of indigenously manufactured brake blocks for type acceptancetest on ROSa's brake dynamometer and samples will be tested as per Test Scheme given inAnnexure 1l1A/IIIB.The testing charges will be paid by the supplier.
3.3.1.6 Ouring the tests, the blocks must not reveal any sign of combustion, formation of fI aking, sweati ng ofthe binding material, permanent grating or other defects.
3.3.1.7 The blocks tested an the dynamometer must meet the requirements given in para 3.1.6-3.1.10 of thisspecification.
3.3.1.8 an successful completion of the dynamometer testing at RDSO, 1000 indigenously manufacturedbrake blocks shall undergo the field trials for a period of six months. The supplier has to submit thedrawing as per para 2.1 and QAP as per clause 3.3.2.2 for approval before undertaking indigenousmanufacture of these brake blocks.
3.3.1.9 Manufactured brake block will be supplied for field trial only after inspection by ROSa.
3.3.1'.10 Based on the technical evaluation after field trials of indigenous lot of 1000 No., further actior: willbe taken for series production of indigenous composition brake blocks.
Page 4 of 17
3.3.2 For supplier already cleared for indigenous supply
3.3.2.1 The supplier shall submit detailed drawing of the brake block in line with clause 2.1 for approval ofROSO.
3.3.2.2 The supplier shall get his Quality Assurance Plan approved by ROSO before undertaking manufactureof the brake block. The Quality Assurance plan must contain the details of process of manufacture,process controls and quality records maintained. The OAP must also contain the aeceptablereadings of the following parameters along with the method of testing.
a) Compression modulus.b) Cross braking strength.c) Acetone extract.d) AshcontentI loss on ignition.e) Hardness.Q Density.g) Back plate pull off strength.h) Any other tests.
3.3.2.3 The supplier will submit six number of indigenously manufactured brake blocks for type acceptancetest on ROSO's brake dynamometer and samples will be tested as per Test Scheme given inAnnexure 1I1A1111B.The testing charges will be paid by the supplier.
3.3.2.4 On successful completion of the dynamometer testing at ROSO, 1000 indigenously manufacturedbrake blocks shall undergo the field trials for a period of six months.
3.3.2.5 Manufactured brake block will be supplied for field trial only after inspection by ROSO.
3.3.2.6 Based on the technical evaluation after field trials of indigenous lot of 1000 No., further action will betaken for series indigenous production of composition brake blocks.
3.4 APPROVAL FOR COMPOSITIONBRAKE BLOCK FOR 840 MM WHEEL OIA
3.4.1 The firm approved for regular supply of 'L' type composition brake blocks for freight stock with 1000mm wheel dia may also manufacture the composition brake block for 840 mm wheel dia freight stock
3.4.2 The first lot shall be manufactured in presence of ROSO representative. Sample of brake block willbe drawn by the ROSO representative for dynamometer testing at firm's premises. The test will becarried out as per test scheme given in Annexure-III B duly witnessed by ROSO representative.
3.4.3 On successful completion of dynamometer testing, brake blocks shall undergo field trial in two rakesof BLC wagons for six months duration. For this field trial, 1000 nos, of brake blocks will be suppliedby the firm.
3.4.4 Manufactured brake block will be supplied for field trial only after inspection by ROSO.
3.4.5 Based on technical evaluation after field trial, further action will be taken for series production ofcomposition brake block for 840 mm wheel dia freight stock
Page 5 of 17
3.5 ROSODRAWINGS
(i) WD-99062-S-01 Latest Alt.(ii) CONTR 9404-S-11 latest Alt.
3.6 VENDOR·CHANGEINAPPROVEDSTATUS
All the provisions contained in RDSO's ISO procedures laid down in document No. QO-D-S.1-11(version 1.0, dated 12109/2018 (Titled "Vendor - Changes in approved status") and subsequentversion! amendments thereof, shall be binding and applicable on the successful vendor! vendors inthe contracts floated by Railways to maintain quality of products supplied to Railways
3.7 PACKAGING
The brake blocks shall be securely packed in cardboard boxes so that there is no damage to brakeblocks during transit. Packing should be in accordance with the recommendations of thecoHaborator. This shaH be got approved from ROSO along with drawing.
3.8 MARKING
3.8.1 The marking on back plate and clamp of each brake block shall be as per Drawing No. WD- 99062-S-01 Latest alt. (annexure VI) and Drawing No. CONTR 9404-S-11 Latest alt. (Annexure-VII).
3.8.2 These marks shall be punched in such a manner so that the block can be identified even after beingfully worn in service.
3.S.3 The condemning limit shall be marked with Green colour on the side of brake block manufactured todrawing WD - 99062 - S - 01 and with sky blue colour for brake block manufactured to drawingCONTR - 9404 - S - 11.
4 TESTINGFACILITIES
4.1 Suppliers shall have complete facilities/gauges for checking of brake blocks according todimensional tolerances shown on the drawing.
4.2 Suppliers shall have adequate facilities for determining the characteristics as laid down in para 5.1
4.3 The supplier shall have in house full scale dynamometer facilities to test the brake block as pertest scheme laid down in Annexure-IIINlIlB. The frequency of testing samples onDynamometer should be as laid down in the OAP approved by RDSO. The supplier shall submit testresults to RDSO.
5 INSPECTION
5.1 The inspection will be carried out as per the following procedure.
i) Supplier to submit pre-inspection report for the lots offered for inspection as per the approved QAP ofthe firm.
ii) Supplier to ensure traceability of each block to its parent mix batch number & heat No.
iii) The inspector shall inspect the quality records maintained by the supplier for the entire lot.
Page 6 of 17
•.iv) Each lot offered for inspection shall consist of 2000 brake blocks or part thereof. The lot No. shall .
represent the mix batch numbers & heat No. out of which these brake blocks have beenmanufactured .
v) 1% of lot of 2000 nos. brake blocks offered by the supplier will be selected at random and checkedfor dimensional accuracy. Dimensions are to be checked as per approved drawing of manufacturer.However, it is to be ensured that blocks from different mix batches will be taken up for inspection.
vi) Two brake blocks selected at random from the same lot and each brake block shall be-tested for thefollowing:
a) Compression modulus.b) Cross braking strengthc) Acetone extract.d) Ash contents 1 loss on ignition.e) Hardness.n Density.
The block shall be accepted based on acceptable values given in the ROSa approved QAP of thesupplier. The method of testing shall be as given in UIC -541--4 aR or as per the method of testingfollowed by manufacturer indicated in their approved QAP.
, vii) Two brake block selected at random from the same lot to be tested for back plate pull off strengthand accepted based on acceptance values specified in approved QAP of the firm.
viii) Two brake block selected at random win be subjected to any other test to be included in the QAP ofthe firm, as decided by the manufacturer and ROSa.
5.2 The brake blocks shall conform to the requirements mentioned in the OAP of the firm and approvedby ROSa. If any of the samples selected as per para 5.1 fail to meet the requirements of any of therequirements, double the quantity of samples stipulated in the para shall be selected for tests. Ifduring retesting any ofthe brake blocks fail to meet the requirements of any of the tests the entire lotof brake bocks offered for inspection shall be rejected and brake blocks shan be renderedunserviceable.
5.3 The rejected lot shall be destroyed.
5.4 The supplier shall undertake full scale dynamometer test (as per Annexure III A 1111 B) on the brakeblocks under supply to Indian Railways at intervals as per OAP approved by ROSa. For this purposerequisite samples shall be picked up by Rosa and the supplier shall arrange testing of the blocks.Alternativay, the supplier may send the block for testing at ROSa at his own cost. To maintainquality, ROSa at their discretion may pick up samples at any time for testing at ROSadynamometer.
6 GUARANTEEANARRANTYThe warranty on account of manufacturing defect shall be 18 months from the month of supply orduty life cycle Le. time taken in reaching the wear limit of the brake block, whichever is earlier.
Page 7 of 17
ANNEXURE·I ~
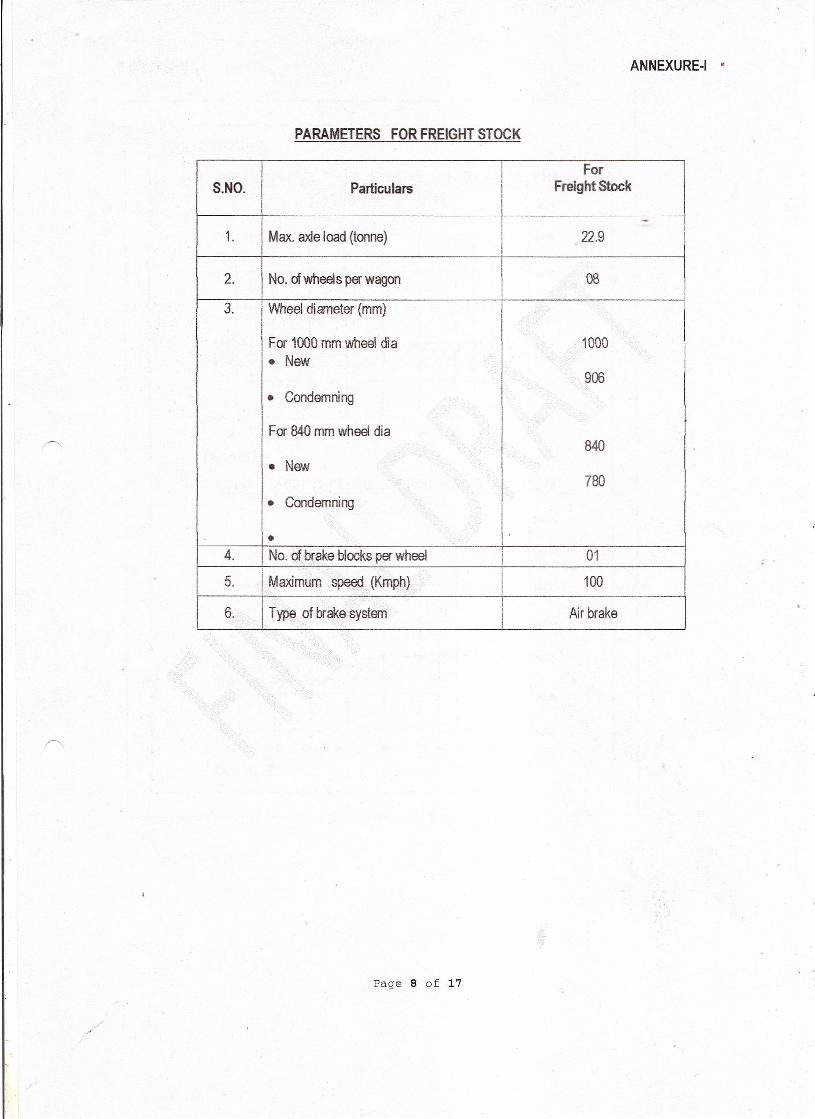
PARAMETERS FOR FREIGHT STOCK
I IFor
S.NO. I Particulars Freight StockII I!
I i -1. I Max. axle load (tonne) I 22.9
I !2. l No. of wheels per wagon
!08
13. I Wheel diameter (mm)
II For 1000 mm wheel dia 1000,- New
906I· Condemning
I For 840 mm wheel diaI
840i\- NewI 780i,. CondemningI,
- I.4. I No. of brake blocks per wheel 01
5. I Maximum speed (Kmph) 100!
6. I Type of brake system Nr brakeI .
Page 8 of 17
ANNEXURE-II •
iI
INSTANTANEOUS COEFFICIENT OF FRICTION ;ua IFOR L - BLOCKS i
i ~at ill'
I 0.50 I
I .<0 I--+-+-+---+---+--+--+--+-~ I
I I ::::1 ~~::::::~:~:~:::~:::~~::::::::: III
! I 0.17
I I 0.10 \1 'I'
i I !I I 0.00 •...., --'----'---'----'------'-----'------'-----'------'.---- II I I ., I 0 20 30 40 60 80 100 120 140 160I I i
illil
, III V [Km/h] I","I!IAVERAGE COEFFICIENT OF FRICTION .urnFOR L - BLOCKS
! I -urn i
\ \ · ]'"I i I
I I ::: !-----1----1j
r---r---t-I---+----+----+----I !! I' I I Ii /' I I i ! I iI 0.30! !! I , , ii'I I I 6.2 I. I I I !! II I 0.20 1----+----+~=--'f.lt:~~~~~*s<t;20.17 ,I
'I,' I' I I I I I i ~ i ~0.13. I I , ' I I I
ANNEXURE-Ill
I I 0.10 I , I i 'I I i I I iI \ iL-_L-_~I-L!-L!_ _L_~I_--'-i_ ____'_I _ ___.!.I____ \
.1 I 0.00 0 20 40 50 60 80 100 120 140 160 II I V [Krn/h] Ii ~I -------------------------~
I
Page 9 of 17
--- -------------------------------------;
ANNEXURE-III A
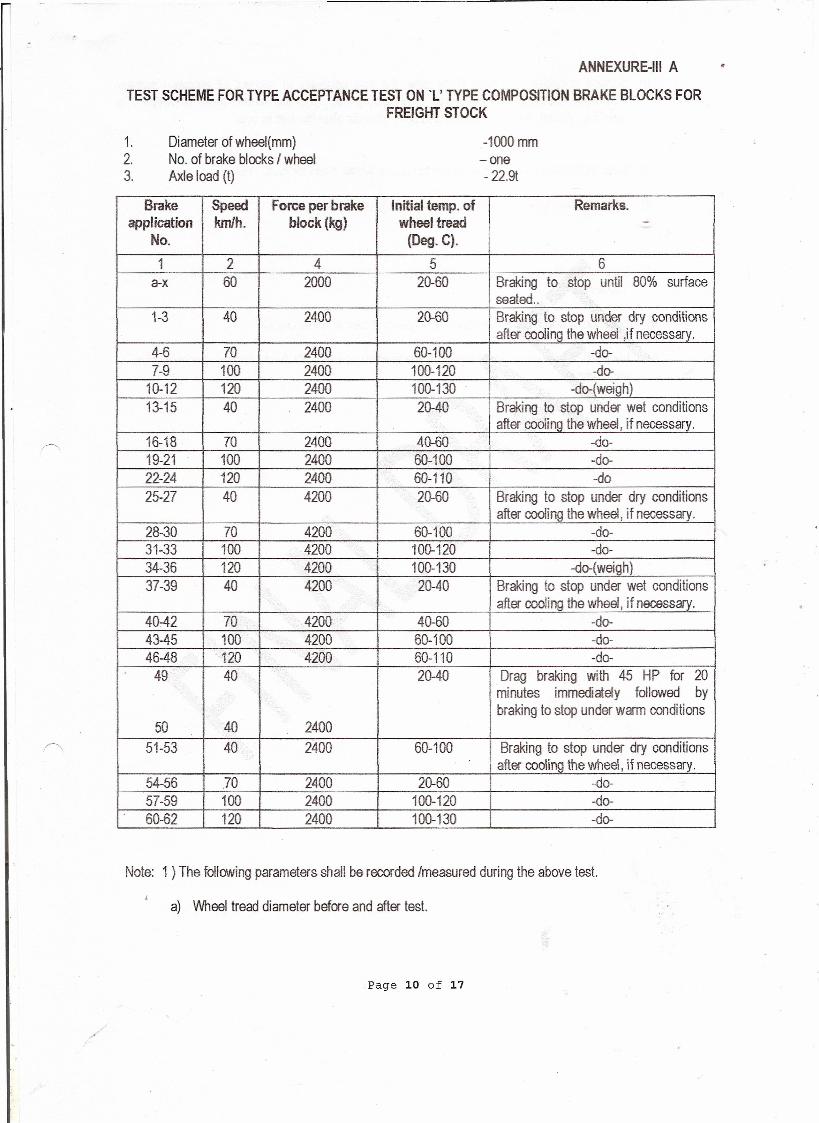
TEST SCHEME FOR TYPE ACCEPTANCE TEST ON "L' TYPE COMPOSITION BRAKE BLOCKS FORFREIGHT STOCK
1.2.3.
Diameter of wheel(mm)No. of brake blocks I wheelAxle load (t)
-1000mm-one- 22.9t
Brake Speed Force per brake Initial temp. of Remarks.application kmlh. block (kg) wheel tread -
No. (Oeg. C).
1 2 4 5 6a-x 60 2000 20-60 Braking to stop until 80% surface
seated ..1-3 40 2400 20-60 Braking to stop under dry conditions
after cooling the wheel ,if necessary.4-6 70 2400 60-100 -do-7-9 100 2400 100-120 -do-
10-12 120 2400 100-130 -do-(weigh)13-15 40 2400 20-40 Braking to stop under wet conditions
after cooling the wheel, if necessary.16-18 70 2400 40-60 -do-19-21 100 2400 60-100 -do-22-24 120 2400 60-110 -do25-27 40 4200 20-60 Braking to stop under dry conditions
after cooling the wheel, if necessary.28-30 70 4200 60-100 -do-31-33 100 4200 100-120 -do-34-36 120 4200 100-130 -do-(weigh}37-39 40 4200 20-40 Braking to stop under wet conditions
after cooling the wheel, if necessary.40-42 70 4200 40-60 -do-43-45 100 4200 60-100 -do-46-48 120 4200 60-110 -do-
49 40 20-40 Drag braking with 45 HP for 20minutes immediately followed bybraking to stop under warm conditions
50 40 240051-53 40 2400 60-100 Braking to stop under dry conditions
after cooling the wheel, if necessary.54-56 70 2400 20-60 -do-57-59 100 2400 100-120 -do-60-62 120 2400 100-130 -do-
Note: 1) The following parameters shall be recorded Imeasured during the above test.
a) Wheel tread diameter before and after test.
Page 10 of 17
b) Surface condition of brake block after the test specially in respect of grooving metallicinclusions, burning, uniform wear, over-heating etc. and the wheel tread in respect ofpolishing, pitting, flaking, cracking and other defects after the test is over.
c) Max. temperature reached on brake block and wheel tread for each test.
d) General observations regarding smoke. smell, sparks and noise.
2)
a) Braking in wet condition with a water volume of 14 lit I h for V < 120 kmph & 22 lit I h for V ~120 kmph.
b) Location of brake block & rotation of wheel is shown in annexure viii.
a) Location of thermocouple to measure the temperature of eBB during testing is shown in theannexure viii.
Page 11 of 17
ANNEXURE-III B
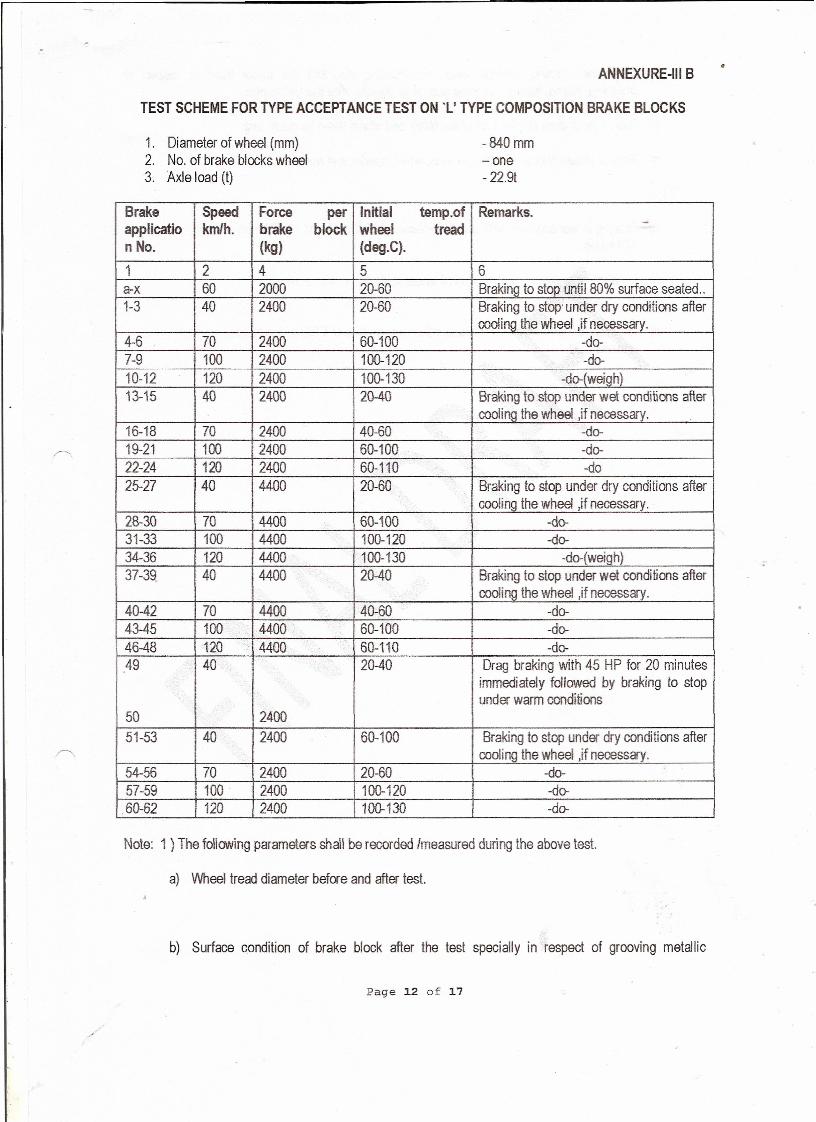
TEST SCHEME FOR TYPE ACCEPTANCE TEST ON 'L' TYPE COMPOSITION BRAKE BLOCKS
1. Diameter of wheel (mm)2. No. of brake blocks wheel3. Axle load (t)
-840 mm-one- 22.9t
Brake Speed Force per Initial temp.of Remarks.applicatio kmlh. brake block wheel tread -n No. (kg) (deg.C).
1 2 4 5 6a-x 60 2000 20-60 Braking to stop until 80% surface seated ..1-3 40 2400 20-60 Braking to stop' under dry conditions after
cooling the whee! .if necessary.4-6 70 2400 60-100 -do-7-9 100 2400 100-120 -do-10-12 120 2400 100-130 -do-(weigh)13-15 40 2400 20-40 Braking to stop under wet conditions after
cooling the wheel,if necessary.16-18 70 2400 40-60 -do-19-21 100 2400 60-100 -do-22-24 120 2400 60-110 -do25-27 40 4400 20-60 Braking to stop under dry conditions after
cooling the whee/,if necessary.28-30 70 4400 60-100 -do-31-33 100 4400 100-120 -do-34-36 120 4400 100-130 -do-(weigh)37-39 40 4400 20-40 Braking to stop under wet conditions after
cooling the whee/,if necessary.40-42 70 4400 40-60 -do-43-45 100 4400 60-100 -do-46-48 120 4400 60-110 -do-49 40 20-40 Drag braking with 45 HP for 20 minutes
immediately followed by braking to stopunder warm conditions
50 240051-53 40 2400 60-100 Braking to stop under dry conditions after
cooling the whee/,if necessary.54-56 70 2400 20-60 -do-57-59 100 2400 100-120 -do-
,60-62 120 2400 100-130 -do-
Note: 1) The following parameters shall be recorded Imeasured during the above test.
a) Wheel tread diameter before and after test.
b) Surface condition of brake block after the test specially in respect of grooving metallic
Page 12 of 17
inclusions, burning, uniform wear, over-heating etc. and the wheel tread in respect of ~polishing, pitting, flaking, cracking and other defects after the test is over.
c) Max. temperature reached on brake block and wheel tread for each test.
d) General observations regarding smoke, smell, sparks and noise.
2)
a) Braking in wet condition with a water volume of 14 lit I h for V < 120 kmph & 22 lit / h-for V.::120 kmph.
b) Location of brake block & rotation of wheel is shown in annexure viii.
c) Location of thermocouple to measure the temperature of eBB during testing is shown in theannexure viii.
Page 13 of 17
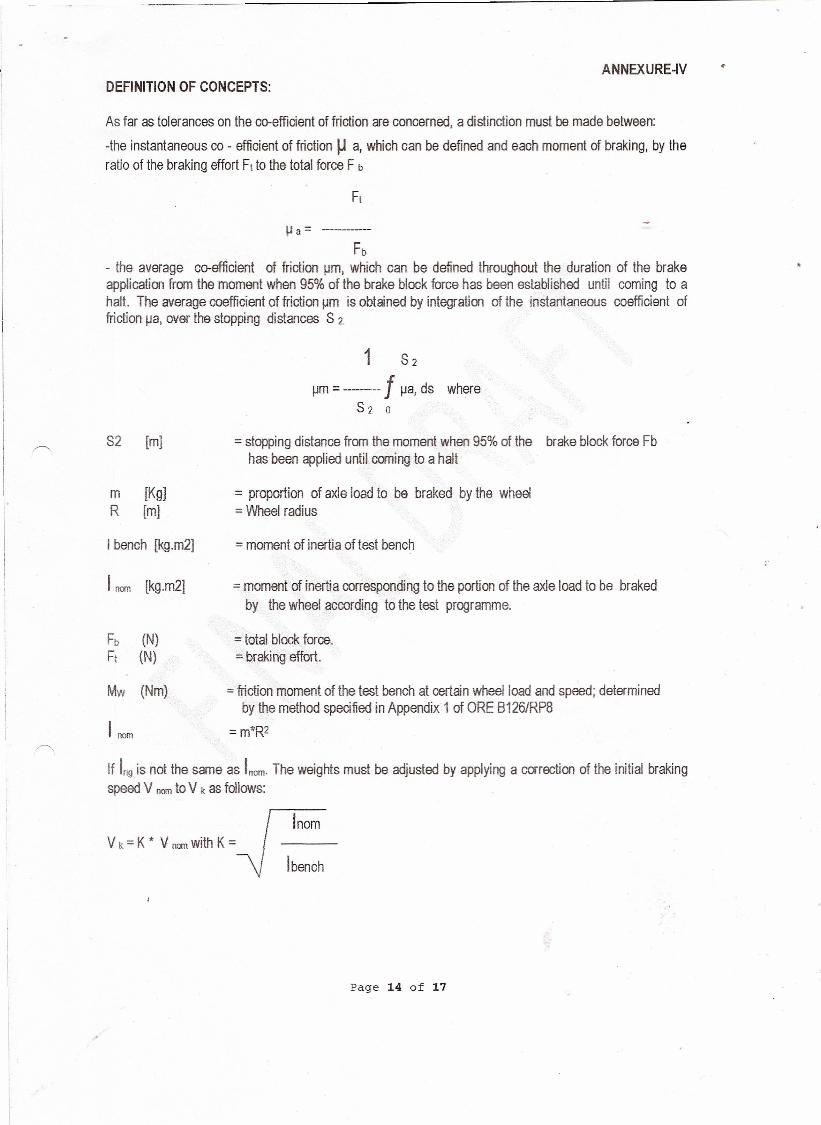
DEFINITION OF CONCEPTS:ANNEXURE-IV
As far as tolerances on the co-efficient of friction are concerned, a distinction must be made between:
-the instantaneous co - efficient of friction IJ a, which can be defined and each moment of braking, by theratio of the braking effort Ft to the total force F b
Ft
lJa=Fb
- the average co-efficient of friction IJm, which can be defined throughout the duration of the brakeapplication from the moment when 95% of the brake block force has been established until coming to ahalt. The average coefficient of friction IJm is obtained by integration of the instantaneous coefficient offriction IJa, over the stopping distances S L
S2 [mJ
m [Kg]R [m]
I bench [kg.m2]
I nom [kg.m21
Fb (N)Ft (N)
Mw (Nm)
I nomr>.
1 S2
IJm = -------- f ua ds whereS2 0
= stopping distance from the moment when 95% of the brake block force Fbhas been applied until coming to a hatt
= proportion of axle load to be braked by the wheel= Wheel radius
= moment of inertia of test bench
= moment of inertia corresponding to the portion of the axle load to be brakedby the wheel according to the test programme.
= total block force.= braking effort.
= friction moment of the test bench at certain wheel load and speed; determinedby the method specified in Appendix 1 of ORE B126/RP8
=m*R2
If Irig is not the same as Inom. The weights must be adjusted by applying a correction of the initial brakingspeed V nom to V k as follows:
Inom
Ibench
Page 14 of 17
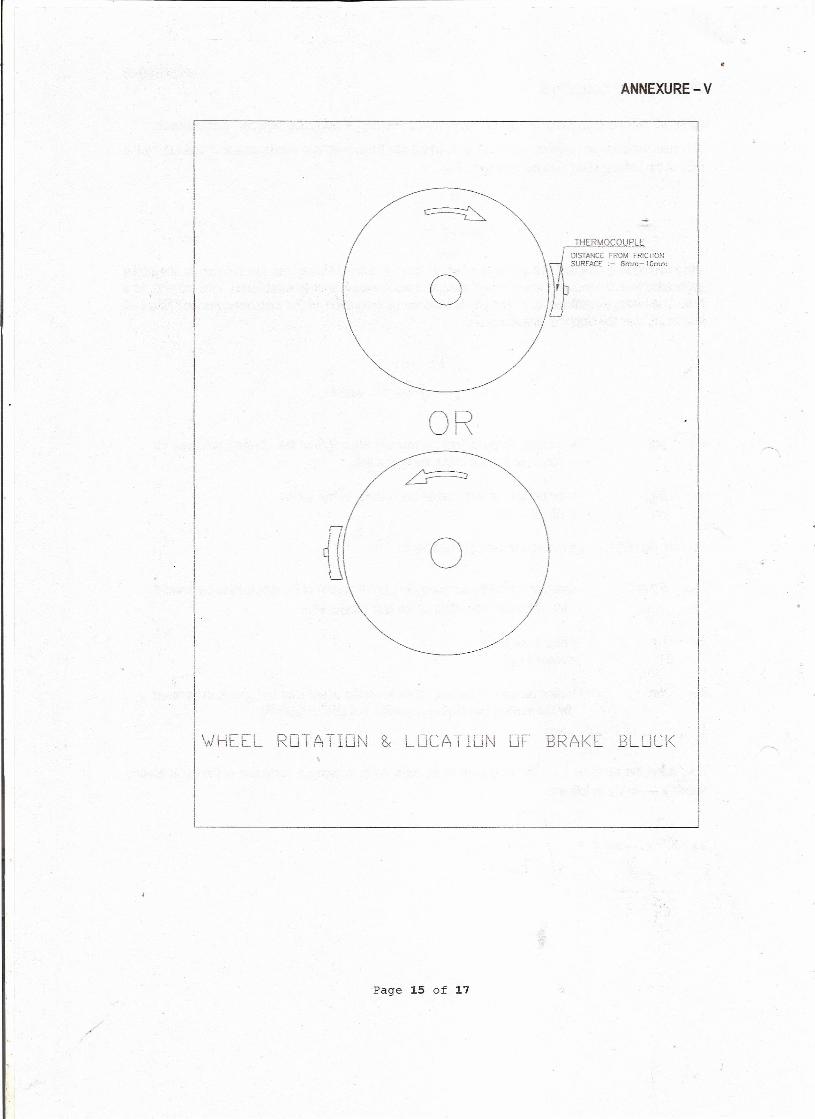
ANNEXURE-V
iI,I!
I
I
IIIII
I
II \ (I "C-'I Iv r1LLL
I
I
oTHERMOCOUPLE
\
,-/. DISTANCE FROM FR!CTION
\ 1\ SURFACE:- 8mm-10mm
iJ\)jJ
/
,'1/;/1i 'Iq !!\ \\. \'u\
\\
o \)
ROTATION ~ LOCATION OF BRAKE BLOCK
Page 15 of 17
II
I
I
I
II
I
II'i
t-cJPI\QCD
I-'0\
oHl
I-'-l
) )
_ ..__ ._--_._-_._ ..._--- .----.---~--..-----",··.".,·,,-=:v:tc-L\1-l.._._-_._ ..__._--I-~
j;f5i1
e ~,I?l fh[
I'!I'!. '"~'l t;;idr . ,. ..;::m--
~-!';"\.'•.... <. ...•.. 1R
.1.
~I
'", <;:; \.r-J"~<"A''\~?:~zx:. :-r ~~,1Q
. c<.• ';?','f.. ~})"P
/ ,: \;
/' ~~4.0r-I..• ~N() ~J-l>\N'. I~AI·H)FAC1IJrlnr~ 'ii. '101"' -.
CP'fION. I" ~:.,"-
\
.. lOCATION NO 1 '. II ..LOCI\TI(lI~ N(; 2 7 1. ALL. DIMfNSI()I~~ INPiC.AfW A"I: 08'IC,~I.()I<Y........._ -.__ - ----.--,::...~~-,-··------7----' ---.-.-./J. 1'1.)1'1 '-'N<KI~IO ;\Ni) AIL OIHr.!, 1'f.Q\Jlrl£MENTS ReFCR T,. I I I, l.>\iE'3ff~£YI~;10~1OF' R[)S<), ~;Fr.I~IFICMlOr~110.'N[I.. l.l'AB".,,,'-"'"._._- [I I , -. --. ;'.1 CONDClANIIJ(' '1tCf'% SIIAI.I ~L PAINIED "~lilj r.UI£f.N PAII'IT
- , I f' I ,:} MANt)r,\C rUIll~R5 N;IMf. ,j< M"'IU<lN. COOl: i.' S,·IA!.!..fiE I.IAliKW~[ }." -.-.~~.- •• - - - ... '-- .•...11--'-~ ~1__ ."'7- ..,·-·_....It-- -"1"'" ()~I Cl"IW' A'; well. AS C'I o~c. K p.!.Al'r S~IOWN. AT LOCMIOI~ r ,f· '-"1 r -.- "1 f-.fJ'E] r.: :.,t; -. -I 2.,) fORM._T IND'(;AlW IN L(Jcr,TiO/~ iI SHt'l..L PUNCl'lfll !lEFORr:••• -- ,••_ ••-._-- I I' 6,"'".- Im".- Z---' MOUlDING, Al'1:ell MOULOI/IC, m.L RCLCVE'NT !N~iJRMArION BY
L '"' - _I lL.L::L I I.~,,,~. ,,!::,.:,.1 pur/CHING ~Nli ~PPI Y WMITt PftIN'f ON IH/' PJ)WI-fEO IMPR["Slf'N.L "".."- -,, -------------t---- ..------.-.---,..... 2.4 ENSl!IK 1'L1/lel'EO ,NrOf:fMTlONS G.V(N IN nit l.GCAfiON I & 2I .I ARf Lral/)1 ['I /.:1. ',l,()OlCcrop U::NGrH 10 mm MI~L
• ,I, 4. OII~£HSION IJrA,')RED "1 DEDININO fI," LUG ;',IO'(IS.
l(lP[fl<;11mlIf! FOR <::"-R;;I~H'I'STo,"K
- .. -MIDDLe STOI" "QH-/f .5f~;;i' ' ,C:: I..> , .:'_.
!~~"lf--, -- 'L' lYPE CO';'POSlTlON DRI,Xf. llLOCK
fF-.1~.ff.:".".:~.(lO~._:"-!~?~~:=*.:§i~!...,,=_... ::1~~~ '-~r~~~1.ro~~~::;~!~~~WHE~!~ .~l""""'" WI"""", ''',;FU 11/0 DSO~'i>i".Jp1-~,.J...•._,_ •..------ --'- r."" I.=:.L-.'\"D 99062 S 01~' ,-1__ . ~. !ft~:-n:O?:l. Itt'YI·~Jt "~Cr __ '") ~, 1'1 __ •• _.l . ~~~__~"""_._",t""",- _ L~~LJ.. ..~ . _
<.;.~
.•.•.....
,:...I J
CHf,I,IFER •. .1---- r;6 iJ.IIINUf,ICTUQt:R',> ' .'-- •..•w·._.
OPTION. ivl Iit, 60 MIN. ,J«/ '--85 ;;"-;y:--,
'- T,\rf:.k i:ZO
ASBiiEVATICNS USEDIN fOP~J\T:--f3.~IO.-OArCH HUMtlEr<kNCl.-MIX NlIM6ll{.H.NI) ... I-'EAI NIJIMlH<.','IYr-M()NnI/YfN~ Of'
t<A>Jwr·ACTI.mC..;ii~Il.QJ:! .. £\;;,6
-- '---~ ..•._-------_ .._----
-_ ...._._-_._--------, .f' .,. -.- II"f _ oIS __
»zz~c:~<
•
'1:1OJ
cO(])
I-'...J
aHJ
I-'...J \ \ I / 1. ALL DIMENSIONS INDICATED ARE OBLIGATORY .I \ \i / I 2. FOR MARKING AND ALL OTHER REQUIREMENTS REFER TO
I , ~4~ " LATEST REVISION OF RDSO. SPECIFICATION NO.WD-13-ABR.2.1 CONDEMNING RECESS SHALL BE PAINTED WITH SKY BLUE PAINT.2.2 MANUFACTURERS NAME 8< MATERIAL CODE •L' SHALL BE MARKED- ON CLAMP AS WELL AS ON BACK PLATE SHOWN AT LOCATION 1.2.3 FORMAT INDICATED IN LOCATION 2 SHALL PUNCHEO BEFORE
MOULDING. AFTER MOULDING. FILL RELEVENT INFORMATION 8YPUNCHING AND APPLY WHITE PAINT ON THE PUNCHED IMPRESSION.
2.4 ENSURE PUNCHED INFORMATIONS GIVEN IN THE LOCATIOI'! 1 8< 2ARE LEGIBLE.
3. MIDDLE STOP LEI'!GTHI 0 mm MIN.* 4 DIMEI'!SION MEASURED AT BEGINING OF LUG RADIUS
ASSY. ORG. SUPERS~OES 6AT FOR FREIGHT STOCKREFERENCE SCALE~= 'L' TYPE COMPOSITION BRAKE BLOCK
11:2 ~ ~Sd- FOR 840 MM WHEEL DL<\. I1m - WtJ-'''''. mtE BLOCK """'" 17/'. R.D.S.O. G~OyPII~ WtJ-"""" RtV1SED 17/0. I B G CONTRI "-T. 1•.••• 1 AVlli. I DESCR!f'T1ON I """ I OA1t flOPPY NO·1 .,
!& *ANI'lEXOR>-
~o,
"~~is:3o"
MANUfACTURER'S0P110H.
WEM u",rr
t-
'i:Jc>:<[w:;.
~76 I~ I .2S!J
.~.L~:~I " ;~.l' ,.'".
s
i§
TAPER 1:20
A88REVATIONS USEDIN FORMAT:-B.NO.-BATCH NUMBER .M.NO.-MIX NUMBER.H.NO.-HEAT NUMBER.M/Vr-MONTH/VEAR OF
MAINUFACTURE.
"'"".,.~.~.~.-
.~ .~
END SHAPE MANUFACTURER'SOPTION.
'i?[JJ-1--
MIDDLIE STOP
85 MAX.
NOTE:- SECTION A-A
CONTR.9404·SIl1
'. )
~
»zz~c::::0m.<
4