effect of initial grain size on the evolution of {001}〈100〉 texture in severely deformed and...
TRANSCRIPT

Effect of Initial Grain Size on the Evolution of {001}h100iTexture in Severely Deformed and Annealed High-Purity Nickel
P.P. BHATTACHARJEE, N. TSUJI, and R.K. RAY
Development of cube texture ({100}h001i) was studied in high-purity Ni (99.97 pct) with widelydifferent starting grain sizes (~28 and 650 lm) following ultrahigh straining (eeq = 6.4) byaccumulative roll bonding (ARB) and annealing. The fine-grained starting material (FGSM)develops a much stronger cube texture after different annealing treatments as compared to thecoarse-grained starting material (CGSM), despite their very similar bulk deformation texture.A lamellar type deformation structure is observed in both these materials, but the CGSM shows amore fragmented structure and frequent presence of shear bands. The recrystallization texture ofthe two materials differs right from the onset of recrystallization: cube-oriented grains nucleateand grow in the FGSM in sharp contrast to the nucleation and growth of randomly orientedgrains in lamellar as well as shear-banded regions of the CGSM. The observed differences in theevolution of recrystallization texture in the two materials are discussed with regard to themicrostructural differences and pertinent theories on the formation of cube texture.
DOI: 10.1007/s11661-011-0674-3� The Minerals, Metals & Materials Society and ASM International 2011
I. INTRODUCTION
THE process of recrystallization in metallic materialsfollowing heavy deformation is often accompanied bythe development of prominent crystallographic textures.A very well-known example of such recrystallizationtexture is the sharp cube texture ({001}h100i), whichdevelops in medium to high stacking fault energy fccmaterials (e.g., Al, Ni, and Cu) and alloys followingheavy cold rolling and annealing.[1,2] The origin of cubetexture has generated considerable research interest dueto the fact that it can exert significant influence ondetermining the end properties of materials. Notableexamples are the deep drawing properties of aluminumalloys[2] and the critical current density values ofepitaxial high-temperature superconductor layers grownon cube-textured metallic substrates.[3]
The origin of sharp cube texture is particularlyinteresting due to the fact that the texture analyses(both pole figure and orientation distribution function(ODF) plots) of heavily deformed materials do notreveal any significant presence of the cube component.Depending upon the relative contribution of the nucle-ation or the growth stage of recrystallization, twodifferent models, namely, the oriented growth (OG)and oriented nucleation (ON), have been advanced and
debated for a long time to resolve this apparentanomaly.[1]
The basic foundation of the OG model is the factthat boundaries with a certain misorientation relation-ship such as R7 or 40 deg h111i can have significantlyhigher mobility than other boundaries.[2] These highmobility boundaries could be very conducive in thepreferential growth of grains of certain orientations outof a spectrum of available nuclei in the deformedmaterial. The cube orientation is found to maintainthis high mobility orientation relationship with the Sorientation ({123}h634i), which is a major componentof the rolling texture in medium to high stacking faultenergy fcc materials. When stated mathematically, theoriented growth factor (b), which is the ratio betweenthe average grain diameter of the cube (dcube) and off-cube (doff-cube) grains, must be larger than unity (i.e.,b ¼ dcube
�doff�cube � 1).
In contrast, the oriented nucleation theory maintainsthat cube grains will nucleate more frequently thanother orientations (in other words, the cube grains willnucleate preferentially) in the process of recrystallizationfrom already existing cube-oriented regions in thedeformed matrix. The origin of the pre-existing cube-oriented regions and the reasons behind their preferen-tial nucleation remain unclear. It has further beenargued that the pre-existing cube-oriented regions in thedeformed material can develop by rotational mecha-nisms[4] or they could be the fragments of the originallycube-oriented grains present in the starting material.[5]
When stated mathematically, the oriented nucleationfactor (a), which is the ratio between fraction (bynumber) of grains of a specified orientation (ac) andfraction expected in a random grain structure (ar), mustbe larger than unity (i.e., a ¼ ac=ar � 1).The majority of the studies concerning the origin of
cube texture have traditionally been carried out in
P.P. BHATTACHARJEE, Assistant Professor, is with the Depart-ment of Materials Science and Engineering, Indian Institute ofTechnology Hyderabad, Yeddumailaram 502205, A.P., India. Contacte-mail: [email protected] N. TSUJI, Professor, is with the Depart-ment of Materials Science and Engineering, Graduate School ofEngineering, Kyoto University, Kyoto 606-8501, Japan. R.K. RAY,Visiting Scientist, is with the R&D Division, Tata Steel, Jamshedpur831001, India.
Manuscript submitted December 16, 2010.Article published online April 2, 2011
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 2011—2769

materials cold rolled from moderate to high (~90 to98 pct reduction in thickness) strain levels. Studiesconcerning the development of cube texture in materialsdeformed to ultrahigh strain level (‡99 pct reduction inthickness) are relatively few, although such studies arenecessary to identify the mechanism of formation ofrecrystallization texture in the ultrahigh strain regime.Further, the effects of materials and processing param-eters such as initial grain size, strain rate, etc., which areknown to affect the quality of cube texture, should alsobe clarified at ultrahigh strain regime. These studiesshould also be quite relevant for other bulk ultrafine tonanostructured materials (UFG and NC, respectively)processed by severe plastic deformation (SPD) tech-niques, in which annealing could play a pivotal role foroptimizing the structure-texture-property combinationand which is at present a topic of much interest.[6,7] Therecrystallization behavior of SPD-processed UFG andNC materials with very high accumulated strain couldbe substantially different from the conventional defor-mation-processed materials. In such materials, processessuch as continuous recrystallization may occur,[2] whichcould have a bearing on the formation of final recrys-tallization texture. Practical problems associated withthe rolling of very thin strips limits the magnitude ofstrain achievable in conventional rolling geometry. Anovel way to overcome the difficulties in achievingultrahigh strain level in rolling geometry is by the meansof accumulative roll bonding (ARB), which is at presenta very promising SPD technique for producing bulkultrafine to nanostructured materials in sheet form.[8] Amajor advantage of ARB processing is that very largeplastic strain can be imparted to a sheet materialwithout changing the initial thickness of the sheets.
The present work investigates the origin of the cuberecrystallization in high-purity Ni deformed to ultrahighstrain level (e = 6.4, corresponding to ~99.7 pct reduc-tion in thickness in terms of conventional rolling) byARB and the effect of starting grain size on theformation of cube texture. On the application front,since high-purity Ni and Ni alloys are candidatematerials for use as highly cube-textured substrates forcoated superconductor applications,[3] any improvementin the quality of cube texture in these materialsprocessed by ARB route could be of major interest.
II. EXPERIMENTAL
A. Processing
As-received Ni plates (160-mm length 9 62-mmwidth 9 10-mm thickness) of purity 99.97 pct wereinitially cold rolled to ~80 pct reduction in thicknessusing a laboratory scale two-high rolling mill having aroll diameter of 310 mm. Samples of ~150 mm in lengthwere then cut from the cold-rolled sheets, and this wasfollowed by annealing at 873 K and 1473 K (600 �C and1200 �C) for 1hour in a vacuum furnace. These fullyannealed sheets were used as the starting materials forthe subsequent ARB processing. The ARB process wascarried out at room temperature using oil-lubricated
rolls. The first cycle of the ARB process consisted of justcold rolling the annealed sheets to ~50 pct reduction inthickness (eeq = 0.8). At the start of the second cycle, thecold-rolled sheets were cut into two, degreased withacetone, and wire brushed. The degreased surfaces of thetwo sheets were stacked together by spot welding at theends and again cold rolled to 50 pct reduction inthickness. This process was repeated for each subsequentcycle up to 8 cycles (eeq = 6.4). A constant roll periph-eral speed of 17 m/min was used in all cases. The roll-bonded sheets coming out from the exit side wereimmediately quenched in cold water to arrest any risein temperature of the sheets. The ARB process describedpreviously is typically adopted for a range of materials.[8]
The ARB-processed materials were subsequentlyannealed at temperatures ranging between 573 K and1073 K (300 �C and 800 �C) for 1 hour. In addition, fewdeformed samples were annealed at 473 K and 573 K(200 �C and 300 �C) for different lengths of time toobserve the evolution of texture components withprogressing recrystallization.
B. Characterization
In all cases, microtexture was carefully characterizedby using an automated electron backscatter diffraction(EBSD) unit attached to an FEI-SIRON scanningelectron microscope equipped with a field emission gun(FEI Company, Hillsboro, OR). The EBSD measure-ments were taken mostly from the longitudinal planes(plane containing the normal direction (ND)–rollingdirection (RD) or the ND-RD plane). In order toevaluate the through-thickness texture homogeneity ofthe deformed sheets, EBSD scans were taken fromdifferent depths defined by the normalized thicknesslocations (defined by t/t0, where t and t0 are thethickness location of EBSD measurement and totalthickness of the sheets, respectively) 0.125 (close tosurface) and 0.375 (close to center), respectively.TSL-OIM* software was used for the analysis of the
microtexture data. Samples for the microtexture mea-surements were prepared by mechanical polishing withcolloidal silica followed by electropolishing at roomtemperature using a mixture of acetic and perchloricacids (1:19 by volume) as the electropolishing reagent. Acut-off angle of 15 deg around the ideal locations in theorientation space was used to determine the volumefraction of individual texture components.
III. RESULTS
A. Microstructure and Texture of the Starting Materials
Figure 1 shows the microstructure and texture of thematerial annealed at 873 K (600 �C) prior to ARBprocessing. Figures 1(a) and (b) show the grain bound-ary (GB) map and (111) pole figure, respectively.
*TSL-OIM is a trademark of EDAX Inc., Mahwah, NJ.
2770—VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

High-angle grain boundaries (HAGBs) and low-anglegrain boundaries (LAGBs) are shown by black and graylines, respectively, in the GB map (the same conventionwill be consistently followed for all other maps shown inthis work). The microstructure is typical of fullyrecrystallized material with an average recrystallizedgrain size of ~28 lm (Figure 1(a)). From now on, thisstarting material will be referred to as ‘‘fine-grainedstarting material’’ (FGSM). The appearance of the (111)pole figure reveals the presence of a weak and diffusecube texture in the FGSM.
The microstructure and texture of the materialannealed at 1473 K (1200 �C) prior to ARB processingare shown in Figure 2. Extensive grain growth isobserved in this annealed condition. The average grainsize in this condition is ~650 lm (Figure 2(a)). From nowon, this starting material will be referred to as ‘‘coarse-grained starting material’’ (CGSM). The appearance ofthe (111) pole figure in this case also suggests the presenceof a weak and diffuse cube texture (Figure 2(b)).
B. Microstructure and Texture of the Deformed Material
1. Global texture analysisThe purpose of the global texture measurements was
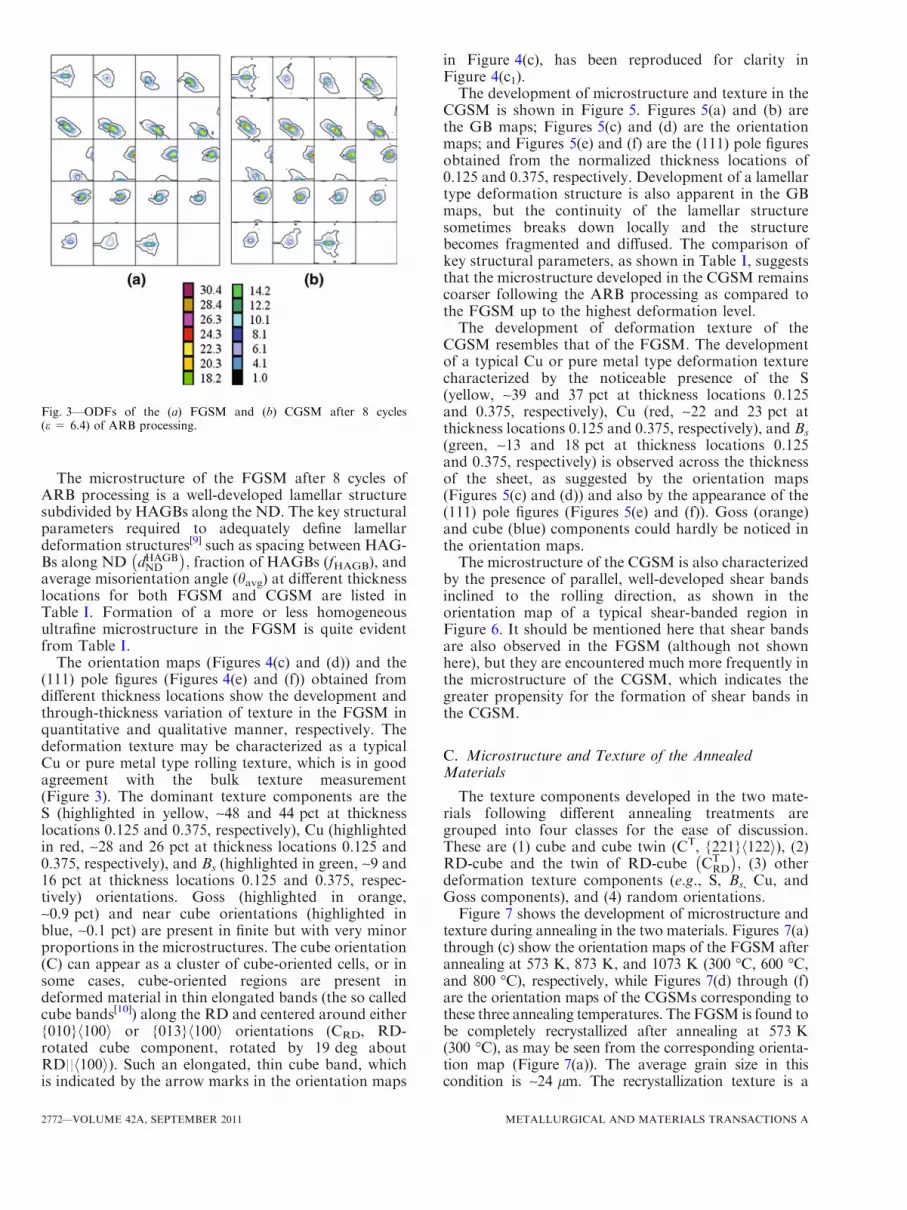
to have an overall idea about the deformation texture ofthe ARB-processed sheets from reasonably large areas,which should be statistically representative. The ODFsof the FGSM and CGSM are shown in Figures 3(a) and3(b), respectively, for this purpose. The two ODFsappear very similar. Strong intensities could easily beobserved around the ideal locations for the Bs, Cu, and Sand around their symmetric orientations. The absence ofany detectable intensity around the cube locationindicates no significant presence of this component inthe deformed materials. The texture of the two ARB-processed materials could thus be characterized as pure
metal or copper type deformation texture typicallyobserved in heavily deformed medium to high stackingfault energy fcc materials.
2. Microtexture analysisThe deformed materials were subjected to microtexture
analysis by EBSD to understand the variation of micro-structure and texture on a local scale. Figure 4 shows thedevelopment of microstructure and texture in the FGSMafter 8 cycles of ARB processing (corresponding to anequivalent strain of eeq = 6.4) at different thicknesslocations. Figures 4(a) and (b) are the GB maps,Figures 4(c) and (d) are the orientation maps, andFigures 4(e) and (f) are the (111)polefigures correspondingto the normalized thickness locations of 0.125 and 0.375.
Fig. 1—(a) GB map and (b) (111) pole figure of the FGSM.
Fig. 2—(a) GB map and (b) (111) pole figure of the CGSM.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 2011—2771
The microstructure of the FGSM after 8 cycles ofARB processing is a well-developed lamellar structuresubdivided by HAGBs along the ND. The key structuralparameters required to adequately define lamellardeformation structures[9] such as spacing between HAG-Bs along ND dHAGB
ND
� �; fraction of HAGBs (fHAGB), and
average misorientation angle (havg) at different thicknesslocations for both FGSM and CGSM are listed inTable I. Formation of a more or less homogeneousultrafine microstructure in the FGSM is quite evidentfrom Table I.
The orientation maps (Figures 4(c) and (d)) and the(111) pole figures (Figures 4(e) and (f)) obtained fromdifferent thickness locations show the development andthrough-thickness variation of texture in the FGSM inquantitative and qualitative manner, respectively. Thedeformation texture may be characterized as a typicalCu or pure metal type rolling texture, which is in goodagreement with the bulk texture measurement(Figure 3). The dominant texture components are theS (highlighted in yellow, ~48 and 44 pct at thicknesslocations 0.125 and 0.375, respectively), Cu (highlightedin red, ~28 and 26 pct at thickness locations 0.125 and0.375, respectively), and Bs (highlighted in green, ~9 and16 pct at thickness locations 0.125 and 0.375, respec-tively) orientations. Goss (highlighted in orange,~0.9 pct) and near cube orientations (highlighted inblue, ~0.1 pct) are present in finite but with very minorproportions in the microstructures. The cube orientation(C) can appear as a cluster of cube-oriented cells, or insome cases, cube-oriented regions are present indeformed material in thin elongated bands (the so calledcube bands[10]) along the RD and centered around either{010}h100i or {013}h100i orientations (CRD, RD-rotated cube component, rotated by 19 deg aboutRD||h100i). Such an elongated, thin cube band, whichis indicated by the arrow marks in the orientation maps
in Figure 4(c), has been reproduced for clarity inFigure 4(c1).The development of microstructure and texture in the
CGSM is shown in Figure 5. Figures 5(a) and (b) arethe GB maps; Figures 5(c) and (d) are the orientationmaps; and Figures 5(e) and (f) are the (111) pole figuresobtained from the normalized thickness locations of0.125 and 0.375, respectively. Development of a lamellartype deformation structure is also apparent in the GBmaps, but the continuity of the lamellar structuresometimes breaks down locally and the structurebecomes fragmented and diffused. The comparison ofkey structural parameters, as shown in Table I, suggeststhat the microstructure developed in the CGSM remainscoarser following the ARB processing as compared tothe FGSM up to the highest deformation level.The development of deformation texture of the
CGSM resembles that of the FGSM. The developmentof a typical Cu or pure metal type deformation texturecharacterized by the noticeable presence of the S(yellow, ~39 and 37 pct at thickness locations 0.125and 0.375, respectively), Cu (red, ~22 and 23 pct atthickness locations 0.125 and 0.375, respectively), and Bs
(green, ~13 and 18 pct at thickness locations 0.125and 0.375, respectively) is observed across the thicknessof the sheet, as suggested by the orientation maps(Figures 5(c) and (d)) and also by the appearance of the(111) pole figures (Figures 5(e) and (f)). Goss (orange)and cube (blue) components could hardly be noticed inthe orientation maps.The microstructure of the CGSM is also characterized
by the presence of parallel, well-developed shear bandsinclined to the rolling direction, as shown in theorientation map of a typical shear-banded region inFigure 6. It should be mentioned here that shear bandsare also observed in the FGSM (although not shownhere), but they are encountered much more frequently inthe microstructure of the CGSM, which indicates thegreater propensity for the formation of shear bands inthe CGSM.
C. Microstructure and Texture of the AnnealedMaterials
The texture components developed in the two mate-rials following different annealing treatments aregrouped into four classes for the ease of discussion.These are (1) cube and cube twin (CT, {221}h122i), (2)RD-cube and the twin of RD-cube CT
RD
� �; (3) other
deformation texture components (e.g., S, Bs, Cu, andGoss components), and (4) random orientations.Figure 7 shows the development of microstructure and
texture during annealing in the two materials. Figures 7(a)through (c) show the orientation maps of the FGSM afterannealing at 573 K, 873 K, and 1073 K (300 �C, 600 �C,and 800 �C), respectively, while Figures 7(d) through (f)are the orientation maps of the CGSMs corresponding tothese three annealing temperatures. The FGSM is found tobe completely recrystallized after annealing at 573 K(300 �C), as may be seen from the corresponding orienta-tion map (Figure 7(a)). The average grain size in thiscondition is ~24 lm. The recrystallization texture is a
Fig. 3—ODFs of the (a) FGSM and (b) CGSM after 8 cycles(e = 6.4) of ARB processing.
2772—VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

predominantly cube texture, which is evidenced by avery high fraction of the near cube component (~70 pct).The other major component is the {013}h100i or theRD-rotated cube component, which has a volume fractionof ~11.6 pct. Other rolling texture orientations are presentonly in minor proportion.
The cube texture gradually strengthens with increas-ing annealing temperatures at the expense of rotatedcube and other orientations. Following annealing at873 K (600 �C), the average grain size increases to
~35 lm and the cube fraction increases to ~76 pct(Figure 7(b)). After annealing at 1073 K (800 �C), anear 100 pct cube texture is obtained in the FGSM(Figure 7(c)). The average grain size in this annealedcondition is ~40 lm. The sharpening of the cube textureis also accompanied by the development of a predom-inantly LAGB network in this material.The CGSM consistently shows lower cube volume
fraction as compared to the FGSM after annealing atdifferent temperatures. This is quite evident from the
Fig. 4—(a) and (b) GB maps; (c) and (d) orientation maps; (c1) elongated cube band marked by the arrowhead in (c); and (e) and (f) (111) polefigures of the FGSM. (a), (c), and (e) correspond to the thickness location t/t0 = 0.125, and (b), (d), (f) correspond to the thickness location t/t0 = 0.375.
Table I. Key Structural Parameters of the FGSM and CGSM after 8 Cycles of ARB Processing
Material HAGB FractionHAGB
Spacing (nm)Average Misorientation
Angle (havg)
Fine grained 0.60 (t/t0 = 0.125) 210 27.320.64 (t/t0 = 0.375) 150 28.87
Coarse grained 0.365 (t/t0 = 0.125) 400 18.730.467 (t/t0 = 0.375) 620 22.55
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 2011—2773

orientation maps shown in Figures 7(e) and (f), corre-sponding to the annealing temperatures of 573 K,873 K, and 1073 K (300 �C, 600 �C, and 800 �C). Thematerial is fully recrystallized after annealing at 573 K(300 �C), but the average grain size is much finer than inthe FGSM after annealing at the same temperatures.The cube volume fraction after annealing at 573 K(300 �C) is only ~12 pct. The rotated cube fraction inthis condition is similar to that of the cube component~11 pct. Following annealing at 873 K (600 �C), theaverage grain size increases to ~24 lm, while the cubefraction reaches ~51 pct. The rotated cube fractionremains more or less similar as compared to the 573 K(300 �C) annealed condition (~10 pct). After annealingat 1073 K (800 �C), the cube volume fraction (~51 pct)is found to remain quite similar to that in the 873 K
(600 �C) annealed material, but the volume fraction ofthe rotated cube component increases to ~21 pct. Theaverage grain size in this condition is found to be~30 lm. The variations in volume fraction of differenttexture components with annealing temperature for thetwo materials are summarized in Figure 8.
D. Nucleation of Recrystallization and Evolutionof Cube Recrystallization Texture
One of the interesting issues at this stage would be toinvestigate the orientations of the new strain-free grainsemanating from the deformed material and to correlatethem with the observed difference in the intensity of thecube texture in the two materials following completionof recrystallization. For this purpose, small samples cutfrom the ARB-processed sheets were annealed at 573 K(300 �C) for different lengths of time and were subjectedto EBSD investigation. The EBSD measurements weretaken from both rolling (RD-TD) and longitudinalplanes. In order to isolate the recrystallized regions fromdeformed regions, a set of criterion based on (1) theinternal misorientation angle (or the Kernel averagemisorientation (KAM), as defined in the TSL-OIMsoftware), (2) grain size, and (3) HAGB formation wereused. Recrystallized grains are defined as those having
Fig. 5—(a) and (b) GB maps; (c) and (d) orientation maps; and (e) and (f) (111) pole figures for the CGSM. (a), (c), and (e) correspond to thethickness location t/t0 = 0.125, and (b), (d), and (f) correspond to the thickness location t/t0 = 0.375.
Fig. 6—Shear banding in the CGSM.
2774—VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

KAM £ 1.2 deg and grain size (by area) ‡ 4 lm2 and arebounded by HAGBs from adjacent regions. A similarset of criteria were also used by Li et al.[11] Therecrystallized volume fraction varied greatly betweendifferent EBSD scans due to the heterogeneous nature ofnucleation of recrystallization. For this reason, severalEBSD maps were acquired from different locations foreach sample, and the average recrystallized volumefraction was determined by merging the data acquiredfrom different scans, in order to increase the statisticalaccuracy of the quantitative analysis.Figure 9 shows the nucleation of new strain-free
grains in the FGSM at an early stage of recrystallization(after annealing at 573 K (300 �C) for 15 seconds). Thisannealed condition corresponds to an average recrys-tallized volume fraction of ~15 pct in the material.Figures 9(a) and (b) are the GB maps, while Figures 9(c)and (d) show the orientation maps of only the recrys-tallized fraction corresponding to the maps shown inFigures 9(a) and (b). The maps in Figure 9 show thenucleation of mostly cube and rotated cube along with afew off-cube-oriented grains. The newly recrystallizedgrains including the large cube grains appear to possessa pancake type morphology elongated along the RD.Many of the recrystallized cube grains viewed in the
Fig. 7—Orientation maps after annealing at 573 K, 873 K, and 1073 K (300 �C, 600 �C, and 800 �C); (a) through (c) are the maps for FGSM,and (d) through (f) are the maps for CGSM.
Fig. 8—Volume fraction of recrystallization texture components inthe FGSM and CGSM after annealing at different temperatures.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 2011—2775
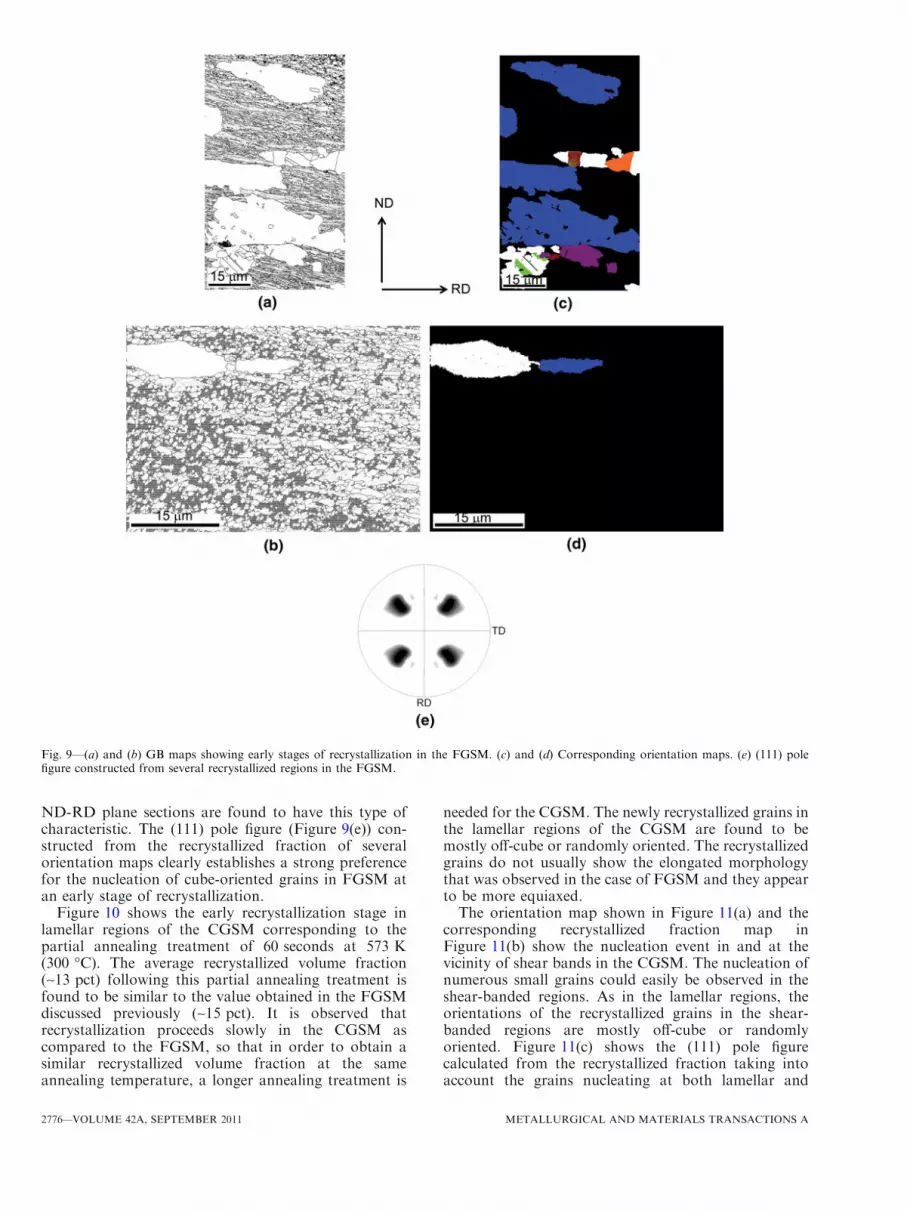
ND-RD plane sections are found to have this type ofcharacteristic. The (111) pole figure (Figure 9(e)) con-structed from the recrystallized fraction of severalorientation maps clearly establishes a strong preferencefor the nucleation of cube-oriented grains in FGSM atan early stage of recrystallization.
Figure 10 shows the early recrystallization stage inlamellar regions of the CGSM corresponding to thepartial annealing treatment of 60 seconds at 573 K(300 �C). The average recrystallized volume fraction(~13 pct) following this partial annealing treatment isfound to be similar to the value obtained in the FGSMdiscussed previously (~15 pct). It is observed thatrecrystallization proceeds slowly in the CGSM ascompared to the FGSM, so that in order to obtain asimilar recrystallized volume fraction at the sameannealing temperature, a longer annealing treatment is
needed for the CGSM. The newly recrystallized grains inthe lamellar regions of the CGSM are found to bemostly off-cube or randomly oriented. The recrystallizedgrains do not usually show the elongated morphologythat was observed in the case of FGSM and they appearto be more equiaxed.The orientation map shown in Figure 11(a) and the
corresponding recrystallized fraction map inFigure 11(b) show the nucleation event in and at thevicinity of shear bands in the CGSM. The nucleation ofnumerous small grains could easily be observed in theshear-banded regions. As in the lamellar regions, theorientations of the recrystallized grains in the shear-banded regions are mostly off-cube or randomlyoriented. Figure 11(c) shows the (111) pole figurecalculated from the recrystallized fraction taking intoaccount the grains nucleating at both lamellar and
Fig. 9—(a) and (b) GB maps showing early stages of recrystallization in the FGSM. (c) and (d) Corresponding orientation maps. (e) (111) polefigure constructed from several recrystallized regions in the FGSM.
2776—VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

shear-banded regions. The (111) pole figure reveals avery weak texture at the beginning of recrystallization inthe CGSM.Figure 12 shows the ratio between the average size of
cube and off-cube grains in different annealed condi-tions. Figure 12 also includes the results of the earlyrecrystallized and completely recrystallized conditions(where the deformed materials have fully recrystallizedbut appreciable grain growth has not taken place). Thecompletion of recrystallization occurs after 60 secondsannealing treatment at 573 K (300 �C) for the FGSM,while for the CGSM, it takes 300 seconds at the samerecrystallization temperature. For both FGSM andCGSM, the cube grains show larger average grain sizeas compared to the off-cube grains. However, the ratiobetween cube and off-cube grains (dcube/doff-cube) isfound to be consistently greater in the FGSM. Theratio is slightly greater in the early recrystallizedcondition in the FGSM (~1.33) as compared to theCGSM (~1.09), but this increase with progressingrecrystallization in both the materials. Upon completionof recrystallization and following grain growth afterhigh-temperature annealing at 873 K and 1073 K(600 �C and 800 �C), the ratio is found to be close to~2 for the FGSM, while for the CGSM, it is about 1.5.
IV. DISCUSSION
A. Deformed and Annealed Condition
The bulk texture measurements by XRD indicate thatthe cold rolling textures of the two materials are similarand may be classified as predominantly pure metal orCu type deformation texture. The recrystallizationtextures, however, are markedly different. The FGSMdevelops a sharper cube texture after different annealingtreatments as compared to the CGSM. The difference inthe strength of cube texture is much more pronounced atlower annealing temperature, e.g., 573 K (300 �C),where the cube volume fraction in the FGSM is foundto be almost 6 times that in the CGSM, which indicatesa strong influence of the starting grain size on the
Fig. 10—(a) and (b) GB maps showing early stages of recrystalliza-tion in the lamellar regions of the CGSM. (c) and (d) Correspondingorientation maps. (e) (111) pole figure constructed from several re-crystallized regions in the CGSM.
Fig. 11—(a) GB and (b) corresponding orientation map of a typicalshear-banded region in the CGSM. (c) (111) pole figure constructedfrom several recrystallized regions of the CGSM, which include bothlamellar and shear-banded regions.
Fig. 12—Ratio between cube and off-cube grain sizes in the FGSMand CGSM after different annealing treatments.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 2011—2777

formation of cube texture in ARB-processed high-purityNi. The cube texture is strengthened in both of thesematerials after annealing at 873 K and 1073 K (600 �Cand 800 �C) due to grain growth, but the FGSMconsistently shows higher cube volume fraction (~1.5times at 873 K (600 �C) and ~1.9 times at 1073 K(800 �C)). The present observations may be contrastedwith those of Makita et al.,[12] who studied the evolutionof cube texture in electrolytic high-purity Ni withdifferent initial grain sizes (0.2 and 0.02 mm, respec-tively). They observed only limited grain size effect oncube texture formation at lower annealing temperatures.At higher annealing temperatures, they found that theeffect of starting grain size is even less. In the present case,the effect of starting grain size is quite pronounced at lowannealing temperatures, and although this diminishes athigher annealing temperatures, the effect is still quiteevident. These results amply corroborate and extend thegenerally accepted observation of the detrimental effectof coarse starting grain size on the development of cubetexture[10,13] to ultrahigh deformation regime.
The difference in the evolution of final recrystalliza-tion texture in the two materials must have its origin ineither the deformation textures or the microstructures ofthe two materials. However, the bulk texture measuredby X-ray diffraction (the ODFs shown in Figure 3) andmicrotexture by EBSD (the orientation maps and polefigures in Figure 4) at different thickness locationsindicate that there is no remarkable difference in thedeformation texture of the two materials. The volumefraction of the cube-oriented material is similar andquite small in both cases. It thus appears that thedifferences in the microstructure of the two materials aremore likely to be the dominant factor determining thefinal recrystallization textures of the two materials andthus should be examined critically.
The deformation microstructures of the two materialsare generally of lamellar type (Figures 4 and 5), finelysubdivided by HAGBs, which are typical of heavilycold-rolled fcc materials.[9,14] The microstructure of theCGSM is coarser in the as-deformed condition and alsomore fragmented. In the present case, long thin cubebands (actually, RD-rotated cube bands centered on{013}h100i) elongated along the RD could still bedetected in the FGSM besides clusters of isolatedcube-oriented cells (Figure 4(c)). In the CGSM, longcube bands could not be detected at all and cube bandsappear to be fragmented into shorter lengths. Theseobservations correlate well with the frequent presence ofshear banding in the CGSM (Figure 6). Propagation ofthe shear band may break long cube bands into shorterlengths.[10] The more fragmented structure of the cubebands in the CGSM could thus be a consequence offrequent shear band formation and their propagation.
B. Nucleation of Recrystallization and RecrystallizationTexture
The orientations of the early recrystallized grainsshow distinct differences in the two cases and also bearclose resemblance with the respective final recrystalliza-tion texture. In the FGSM, which develops stronger
cube texture, the early recrystallized grains are alsomostly cube oriented (Figure 9), which indicates astrong preference for the early nucleation of cube-oriented grains. In sharp contrast, in the CGSM, wherethe cube texture is weaker, the early recrystallized grainsare mostly off-cube oriented. It may be noted that thisobservation holds true for both lamellar and shear-banded regions of the CGSM (Figures 10 and 11).It is thus quite clear that the weaker cube texture in
the CGSM is a consequence of nucleation and sub-sequent growth of off-cube grains throughout thevolume of the material including lamellar and shear-banded regions. Nucleation of off-cube and randomlyoriented grains in the shear-banded regions has alsobeen reported by other authors in different materi-als.[15,16] Although the high orientation gradient andfiner structure associated with shear bands offers afavorable environment for early nucleation, the propa-gation of shear bands is generally considered detrimen-tal for the development of cube texture. Ridha andHutchinson[10] argued that the propagation of shearbands may break the elongated cube bands into shorterlengths and destroy the native structure of the cubebands favorable for their early nucleation.However, a little surprising is the nucleation of off-
cube and randomly oriented grains in the lamellarregions of the CGSM. Since the volume fraction ofcube-oriented material is similar in the two materials indeformed condition, it is apparent that the nucleation ofcube grains is somehow hindered in the CGSM. Theremarkable differences in the orientations and morphol-ogy of early recrystallized grains in the two materialsseem to be quite consistent with the mechanism of cubetexture formation. In order to nucleate from the pre-existing elongated cube bands (as seen in the orientationmap in Figure 4(b)), the potential nuclei must satisfytwo requirements: (1) they must achieve a critical sizeand (2) they must be bounded by HAGBs over asubstantial part of their length to maintain high misori-entation with the neighboring deformed matrix. It hasbeen shown that, on an average, the cube bands possessa higher orientation gradient compared to bands ofother orientations.[17,18] Under this high orientationgradient, the critical size could be achieved by lateralsub-boundary migration, which may possibly be aidedby the already recovered structure of the cube regionsdue to the special arrangement of dislocation inside thecube cells.[10] Alternatively, the cube-oriented subgrainscould achieve the critical size by the formation of bulgeslocally by cube-oriented subgrains from the bandboundaries into the neighboring deformed matrix byprocesses such as strain-induced boundary migration.Zaefferer et al.[17] argued that the former process isenergetically more favorable than nucleation by bulgeformation, since in the latter case, due to the high radiusof curvature, the energy requirement will be more. Asupport for the argument by Zaefferer et al. is found inthe observation of the nucleation process in the FGSMat very early stages of recrystallization, as shown in theGB and orientation maps in Figures 9(b) and (d) for aregion of interest in the FGSM. Two recrystallizedgrains appear in the microstructure, one with sharp cube
2778—VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A

(blue) and another having a slightly off-cube orientation(20 deg h12 -11 -4imisorientation with exact cube). Boththese recrystallized grains have a pancake-shaped elon-gated morphology and appear to belong to the sameband in the deformed material. The elongated morphol-ogy of these grains and the early recrystallized grains ingeneral in the FGSM (Figures 9(a) and (c)) agree quitewell with the findings of Ridha and Hutchinson.[10] Theelongated morphology of the early recrystallized cubegrains suggests that lateral sub-boundary migrationmust have taken place to form extended recrystallizednuclei, and their subsequent growth occurred to assumethis elongated morphology. In contrast, the earlyrecrystallized cube grains in the CGSM appear to bemore equiaxed. It appears that nucleation by lateral sub-boundary migration under an orientation gradient, asseen in the case of the FGSM, might have been inhibitedin the case of CGSM. This agrees quite well with the factthat long thin cube bands could not be detected in theCGSM, and the cube-oriented regions and the micro-structure in general appear to be more fragmented. Thefragmentation of cube bands in the CGSM may result inthe loss of high orientation gradient, which is charac-teristic of the cube bands and quite favorable for earlynucleation, as discussed earlier. As a consequence, thevital nuclei most probably should form from individualcube-oriented subgrains, which would require moreenergy (due to the large radius of curvature needed)and are thus energetically unfavorable. The effect of thiscould be twofold; (1) the strength of the cube texturewould deteriorate and (2) the recrystallization kineticswould be slower. Both of these phenomena agree quitewell with the experimental findings. The deterioration ofcube texture in the CGSM thus appears to be due to thecombined effect of fragmented microstructure andrandom nucleation at shear-banded regions.
While the effect of orientations of the early recrystal-lized grains vis-a-vis the role of oriented nucleation isquite clear in determining the final recrystallizationtexture in the two materials, there is also clear evidenceof the size advantage of cube grains at all stages ofrecrystallization. The cube grains in the FGSM appearto have a higher size advantage than their counterpartsin the CGSM, as shown by the ratio of dcube/doff-cube;however, the difference is not that remarkable. While thecontributions of both oriented nucleation and orientedgrowth mechanism are recognized in the development ofcube texture, it is quite evident that without orientednucleation a strong cube recrystallization texture justcannot evolve by oriented growth only. This is quiteclear in the case of CGSM in which oriented growth ofcube grains is observed, but the absence of orientednucleation of such grains leads to the formation of arather weak cube texture. Thus, oriented nucleationappears to be more important than oriented growth inthe evolution of the cube recrystallization texture inseverely deformed ARB-processed high-purity Ni.
It may further be noted that highly cube-textured Niand Ni alloy tapes are considered as candidate materialsfor coated superconductor substrate applications, as hasbeen mentioned already. The ARB processing describedappears to be quite suitable for enhancing the sharpness
and quality of the cube texture in Ni alloys to be used insuch applications.
V. CONCLUSIONS
The effect of starting grain size on the evolution ofcube texture was studied in high-purity nickel with twodifferent initial average grain sizes, ~28 and 650 lm,respectively, following SPD by ARB and annealing. Thebulk textures as measured by XRD in the two materialsare not greatly affected by starting grain size, but therecrystallization textures on annealing are vastly differ-ent with FGSM showing much sharper cube texturethan the CGSM. The observed difference in the strengthof the cube texture in the two materials could be relatedto the microstructural conditions, particularly frag-mented structure and higher concentration of micro-structural heterogeneities such as locally sheared regionsin the CGSM, leading to different nucleation behaviorsof cube grains at early stages of recrystallization. InFGSM, mostly cube-oriented grains nucleate at earlystages of recrystallization and grow at the expense of thedeformed matrix, leading to a sharp cube texture oncompletion of recrystallization. On the other hand,mostly off-cube and randomly oriented grains nucleateat early stages of recrystallization throughout thedeformed volume, not only at microstructural hetero-geneities, namely, locally sheared regions in the CGSM,but also in lamellar regions, which is a major finding ofthe present study. The long cube bands and associatedmisorientation buildup inside the cube bands in FGSMappear to be favorable for nucleation of cube grains. Onthe other hand, the fragmented structure and frequentpresence of sheared regions restrict the misorientationbuildup and hinders the nucleation of cube grains atearly stages of recrystallization in the CGSM. In bothcases, a comparable size advantage of cube grains overother orientations could be observed, but much weakercube texture in the CGSM as compared to the FGSMindicates that oriented nucleation of cube grains is moreimportant than oriented growth in the process offormation of cube texture severely deformed high-puritynickel.
ACKNOWLEDGMENTS
One of the authors (PPB) gratefully acknowledgesthe support of the Japan Society for the Promotion ofScience for awarding a postdoctoral fellowship underthe auspices of which part of this research work wasperformed.
REFERENCES1. R.D. Doherty, D.A. Hughes, F.J. Humphreys, J.J. Jonas,
D.J. Jensen, M.E. Kassner, W.E. King, T.R. McNelley, H.J.McQueen, and A.D. Rollett: Mater. Sci. Eng. A-Struct., 1997,vol. 238, pp. 219–74.
2. F.J. Humphreys and M. Hatherly: Recrystallization and RelatedAnnealing Phenomena, 2nd ed., Elsevier, Oxford, UK, 2004,pp. 379–413.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 42A, SEPTEMBER 2011—2779

3. A. Goyal, M.P. Paranthaman, and U. Schoop: MRS Bull., 2004,vol. 29, pp. 552–61.
4. I.L. Dillamore and H. Katoh: Met. Sci. Metal. Sci., 1974, vol. 8,pp. 73–83.
5. I. Samajdar and R.D. Doherty: Acta Mater., 1998, vol. 46,pp. 3145–58.
6. W.Q. Cao, A. Godfrey, N. Hansen, and Q. Liu: Metall. Mater.Trans. A, 2009, vol. 40A, pp. 204–14.
7. A. Vorhauer, S. Scheriau, and R. Pippan: Metall. Mater. Trans. A,2008, vol. 39A, pp. 908–18.
8. N. Tsuji, Y. Saito, S.-H. Lee, and Y. Minamino: Adv. Eng. Mater.,2003, vol. 5, pp. 338–44.
9. N. Hansen and D.J. Jensen: Phil. Trans. R. Soc. A, 1999, vol. 357,pp. 1447–69.
10. A.A. Ridha and W.B. Hutchinson: Acta Metall., 1982, vol. 30,pp. 1929–39.
11. X.L. Li, W. Liu, A. Godfrey, D. Juul Jensen, and Q. Liu: ActaMater., 2007, vol. 55, pp. 3531–40.
12. H. Makita, S. Hanada, and O. Izumi: Acta Metall., 1988, vol. 36,pp. 403–12.
13. M. Sindel, G.D. Kohlhoff, K. Lucke, and B.J. Duggan: Text.Microstruct., 1990, vol. 12, pp. 37–46.
14. D.A. Hughes and N. Hansen: Philos. Mag., 2003, vol. 83,pp. 3871–93.
15. J. Hjelen, R. Orsund, and E. Nes: Acta Metall. Mater., 1991,vol. 39, pp. 1377–1404.
16. T. Kamijo, H. Adachihara, and H. Fukutomi: Acta Metall.Mater., 1993, vol. 41, pp. 975–85.
17. S. Zaefferer, T. Baudin, and R. Penelle: Acta Mater., 2001, vol. 49,pp. 1105–22.
18. P.P. Bhattacharjee, R.K. Ray, and N. Tsuji: Acta Mater., 2009,vol. 57, pp. 2166–79.
2780—VOLUME 42A, SEPTEMBER 2011 METALLURGICAL AND MATERIALS TRANSACTIONS A