texture evolution of high purity tantalum under different rolling paths
TRANSCRIPT
Td
CC
a
ARR2AA
KTRT
1
htfiiabcpggfitgewTsbtmb
0h
Journal of Materials Processing Technology 214 (2014) 462– 469
Contents lists available at ScienceDirect
Journal of Materials Processing Technology
jou rn al h om epage : www.elsev ier .com/ locate / jmatprotec
exture evolution of high purity tantalum underifferent rolling paths
. Deng, S.F. Liu ∗, J.L. Ji, X.B. Hao, Z.Q. Zhang, Q. Liuollege of Materials Science and Engineering, Chongqing University, Chongqing 400044, People’s Republic of China
r t i c l e i n f o
rticle history:eceived 11 July 2013eceived in revised form5 September 2013ccepted 28 September 2013vailable online xxx
a b s t r a c t
Deformation behavior and texture evolution of the material can be significantly affected by strainpath change. For this reason, two rolling methods, unidirectional rolling (UR) and clock rolling (CR),were employed to manufacture tantalum plates. Texture evolution during unidirectional rolling andclock rolling was studied respectively by orientation distribution function (ODF). Related annealedmicrostructures were investigated by orientation image map (OIM). Usually, unidirectional rolling led to
eywords:antalumolling pathexture
a strengthening of the main texture component with increasing strain, but for tantalum dominant texturecomponent {0 0 1} �-fiber was stable after 70% deformation, while minor texture component {1 1 1} �-fiber was enhanced with increasing strain. In clock rolling, both of the two fibers were not stable any morefor their intensity varied with rolling pass. After the final deformation, a similar texture was producedby the two rolling methods. However, recrystallization texture revealed a big difference. Such differenttexture development was contributed to microstructural change resulted from rolling path change.
. Introduction
Tantalum (Ta) is a body-centered-cubic (BCC) metal with veryigh melting point (2996 ◦C) and high density (16.7 g/cm3). Dueo unique properties, Ta and its alloys have been applied in manyelds, such as electronics industry, cutting-tool industry, chemical
ndustry, aerospace and military fields. In order to meet variouspplications, different microstructures and textures are desired toe obtained, which largely depend on the manufacture and fabri-ation processing. For example, in deep drawing, Clark et al. (1992)ointed out a structure with �-fiber (〈1 1 1〉//ND) texture and finerain size was favorable, while in sputtering, Michaluk (2002) sug-ested a random texture or texture distributed uniformly withne grain structure was superior. Unfortunately, the microstruc-ure of high purity Ta ingots consists of a few coarse columnarrains with the grain size in the cm-range. As revealed by Sandimt al. (2005), refining the grain size from a cast microstructure in Taas notoriously problematic. According to the patent invented by
urner (2006), typical process techniques for forming the desiredtructure in Ta usually refer to forging, rolling, extrusion and com-inations thereof. Producing a uniform fine grain structure and
exture largely relies upon multiple annealing steps between theechanical deformation steps. The heat treatment of Ta needs toe carried out at high temperature in vacuum environment, which
∗ Corresponding author. Tel.: +86 023 65106407; fax: +86 023 65106407.E-mail address: [email protected] (S.F. Liu).
924-0136/$ – see front matter © 2013 Elsevier B.V. All rights reserved.ttp://dx.doi.org/10.1016/j.jmatprotec.2013.09.026
© 2013 Elsevier B.V. All rights reserved.
is highly energy-consuming. Multiple annealing steps are consid-ered to be costly and inefficient and it is necessary to shorten suchprocess flow.
The strain path is different when materials deformed under dif-ferent deformation modes, such as compression, extrusion, torsion,forging, and rolling. According to the review by Davenport andHigginson (2000), changing the strain path has significant influenceon grain size, texture, dislocation arrangement, recrystallizationkinetics, and thus the mechanical properties. In the manufactureof plates or sheet products, where rolling technique is often used,the conventional unidirectional rolling usually leads to anisotropyor through thickness gradient in texture and microstructure. Hence,many variant rolling techniques have been developed to enhancetexture and microstructure uniformity. Among them, the mostwidely studied techniques are cross rolling, asymmetry rolling, andcross-roll rolling. Recently, the cross rolling was applied by Oertelet al. (2010) to manufacture molybdenum sheets with improvedforming properties by increasing �-fiber texture. The asymmetryrolling was used to obtain grain refinement and homogeneous �-fiber texture in IF steels by Tóth et al. (2012), and the cross-rollrolling introduced by Chino et al. (2006) has been conducted onmagnesium alloy sheet to enhance its formability. The above rollingtechniques have also been applied on Ta. In the early years, the crossrolling was used to manufacture Ta plates with improved drawa-
bility by strengthening �-fiber texture by Clark et al. (1992). Theasymmetric rolling was employed by Field et al. (2005) to refinethe grain structure and randomize the crystallographic texture inTa. Nowadays, uniform fine grained bulk Ta has been successfully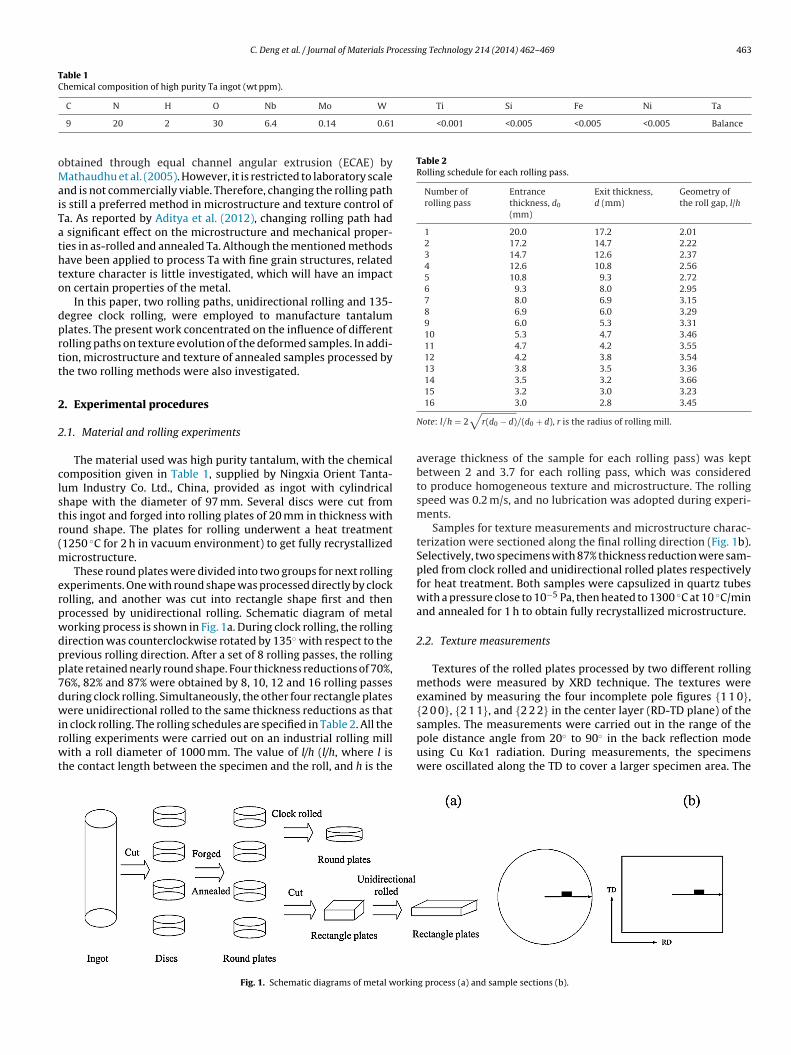
C. Deng et al. / Journal of Materials Processing Technology 214 (2014) 462– 469 463
Table 1Chemical composition of high purity Ta ingot (wt ppm).
Ti Si Fe Ni Ta
<0.001 <0.005 <0.005 <0.005 Balance
oMaiTathto
dprtt
2
2
clstr(m
erpwdpp7dwirwt
Table 2Rolling schedule for each rolling pass.
Number ofrolling pass
Entrancethickness, d0
(mm)
Exit thickness,d (mm)
Geometry ofthe roll gap, l/h
1 20.0 17.2 2.012 17.2 14.7 2.223 14.7 12.6 2.374 12.6 10.8 2.565 10.8 9.3 2.726 9.3 8.0 2.957 8.0 6.9 3.158 6.9 6.0 3.299 6.0 5.3 3.3110 5.3 4.7 3.4611 4.7 4.2 3.5512 4.2 3.8 3.5413 3.8 3.5 3.3614 3.5 3.2 3.6615 3.2 3.0 3.23
C N H O Nb Mo W
9 20 2 30 6.4 0.14 0.61
btained through equal channel angular extrusion (ECAE) byathaudhu et al. (2005). However, it is restricted to laboratory scale
nd is not commercially viable. Therefore, changing the rolling paths still a preferred method in microstructure and texture control ofa. As reported by Aditya et al. (2012), changing rolling path had
significant effect on the microstructure and mechanical proper-ies in as-rolled and annealed Ta. Although the mentioned methodsave been applied to process Ta with fine grain structures, relatedexture character is little investigated, which will have an impactn certain properties of the metal.
In this paper, two rolling paths, unidirectional rolling and 135-egree clock rolling, were employed to manufacture tantalumlates. The present work concentrated on the influence of differentolling paths on texture evolution of the deformed samples. In addi-ion, microstructure and texture of annealed samples processed byhe two rolling methods were also investigated.
. Experimental procedures
.1. Material and rolling experiments
The material used was high purity tantalum, with the chemicalomposition given in Table 1, supplied by Ningxia Orient Tanta-um Industry Co. Ltd., China, provided as ingot with cylindricalhape with the diameter of 97 mm. Several discs were cut fromhis ingot and forged into rolling plates of 20 mm in thickness withound shape. The plates for rolling underwent a heat treatment1250 ◦C for 2 h in vacuum environment) to get fully recrystallized
icrostructure.These round plates were divided into two groups for next rolling
xperiments. One with round shape was processed directly by clockolling, and another was cut into rectangle shape first and thenrocessed by unidirectional rolling. Schematic diagram of metalorking process is shown in Fig. 1a. During clock rolling, the rollingirection was counterclockwise rotated by 135◦ with respect to therevious rolling direction. After a set of 8 rolling passes, the rollinglate retained nearly round shape. Four thickness reductions of 70%,6%, 82% and 87% were obtained by 8, 10, 12 and 16 rolling passesuring clock rolling. Simultaneously, the other four rectangle platesere unidirectional rolled to the same thickness reductions as that
n clock rolling. The rolling schedules are specified in Table 2. All theolling experiments were carried out on an industrial rolling millith a roll diameter of 1000 mm. The value of l/h (l/h, where l is
he contact length between the specimen and the roll, and h is the
Fig. 1. Schematic diagrams of metal workin
16 3.0 2.8 3.45
Note: l/h = 2√
r(d0 − d)/(d0 + d), r is the radius of rolling mill.
average thickness of the sample for each rolling pass) was keptbetween 2 and 3.7 for each rolling pass, which was consideredto produce homogeneous texture and microstructure. The rollingspeed was 0.2 m/s, and no lubrication was adopted during experi-ments.
Samples for texture measurements and microstructure charac-terization were sectioned along the final rolling direction (Fig. 1b).Selectively, two specimens with 87% thickness reduction were sam-pled from clock rolled and unidirectional rolled plates respectivelyfor heat treatment. Both samples were capsulized in quartz tubeswith a pressure close to 10−5 Pa, then heated to 1300 ◦C at 10 ◦C/minand annealed for 1 h to obtain fully recrystallized microstructure.
2.2. Texture measurements
Textures of the rolled plates processed by two different rollingmethods were measured by XRD technique. The textures wereexamined by measuring the four incomplete pole figures {1 1 0},{2 0 0}, {2 1 1}, and {2 2 2} in the center layer (RD-TD plane) of the
samples. The measurements were carried out in the range of thepole distance angle from 20◦ to 90◦ in the back reflection modeusing Cu K�1 radiation. During measurements, the specimenswere oscillated along the TD to cover a larger specimen area. Theg process (a) and sample sections (b).
464 C. Deng et al. / Journal of Materials Processing Technology 214 (2014) 462– 469
d corr
Oai
2
Edmp5ta
3
3
e1gdmsibbossAa
Fig. 2. Microstructure, grain size distribution, an
DFs (Orientation Distribution Functions) were computed from thebove four pole figures using ADC (Arbitrarily Defined Cell) methodnvented by Pawlik (1986) with ghost correction.
.3. Microstructure characterization
Microstructures of the annealed plates were characterized byBSD technique. The microstructures of annealed samples wereetected in longitudinal sections (RD-ND plane) on a FEI Nova 400icroscope equipped with a fully automated electron back-scatter
attern (EBSP) analysis system (Oxford Instruments-HKL Channel). The samples for EBSD analysis were mechanically ground, andhen chemically polished in a solution of 50 ml H2SO4, 20 ml HNO3nd 20 ml HF for 20 s at ambient temperature.
. Experimental results
.1. Microstructure before rolling
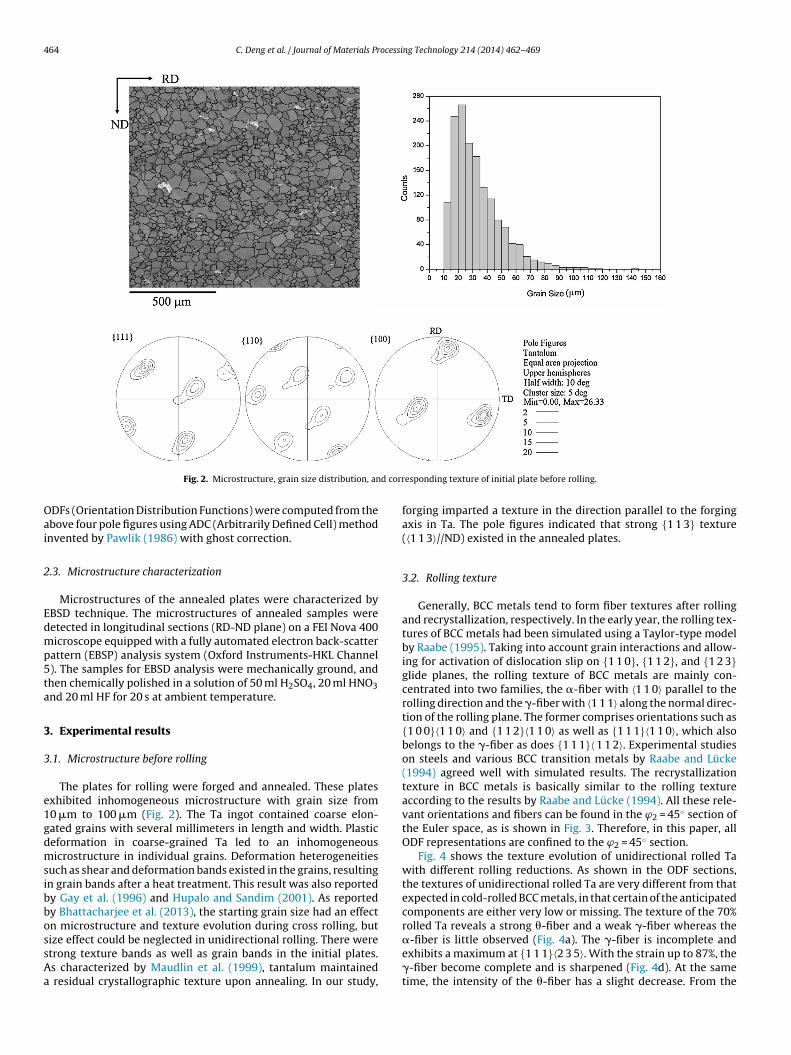
The plates for rolling were forged and annealed. These platesxhibited inhomogeneous microstructure with grain size from0 �m to 100 �m (Fig. 2). The Ta ingot contained coarse elon-ated grains with several millimeters in length and width. Plasticeformation in coarse-grained Ta led to an inhomogeneousicrostructure in individual grains. Deformation heterogeneities
uch as shear and deformation bands existed in the grains, resultingn grain bands after a heat treatment. This result was also reportedy Gay et al. (1996) and Hupalo and Sandim (2001). As reportedy Bhattacharjee et al. (2013), the starting grain size had an effectn microstructure and texture evolution during cross rolling, but
ize effect could be neglected in unidirectional rolling. There weretrong texture bands as well as grain bands in the initial plates.s characterized by Maudlin et al. (1999), tantalum maintainedresidual crystallographic texture upon annealing. In our study,
esponding texture of initial plate before rolling.
forging imparted a texture in the direction parallel to the forgingaxis in Ta. The pole figures indicated that strong {1 1 3} texture(〈1 1 3〉//ND) existed in the annealed plates.
3.2. Rolling texture
Generally, BCC metals tend to form fiber textures after rollingand recrystallization, respectively. In the early year, the rolling tex-tures of BCC metals had been simulated using a Taylor-type modelby Raabe (1995). Taking into account grain interactions and allow-ing for activation of dislocation slip on {1 1 0}, {1 1 2}, and {1 2 3}glide planes, the rolling texture of BCC metals are mainly con-centrated into two families, the �-fiber with 〈1 1 0〉 parallel to therolling direction and the �-fiber with 〈1 1 1〉 along the normal direc-tion of the rolling plane. The former comprises orientations such as{1 0 0}〈1 1 0〉 and {1 1 2}〈1 1 0〉 as well as {1 1 1}〈1 1 0〉, which alsobelongs to the �-fiber as does {1 1 1}〈 1 1 2〉. Experimental studieson steels and various BCC transition metals by Raabe and Lücke(1994) agreed well with simulated results. The recrystallizationtexture in BCC metals is basically similar to the rolling textureaccording to the results by Raabe and Lücke (1994). All these rele-vant orientations and fibers can be found in the ϕ2 = 45◦ section ofthe Euler space, as is shown in Fig. 3. Therefore, in this paper, allODF representations are confined to the ϕ2 = 45◦ section.
Fig. 4 shows the texture evolution of unidirectional rolled Tawith different rolling reductions. As shown in the ODF sections,the textures of unidirectional rolled Ta are very different from thatexpected in cold-rolled BCC metals, in that certain of the anticipatedcomponents are either very low or missing. The texture of the 70%rolled Ta reveals a strong �-fiber and a weak �-fiber whereas the
�-fiber is little observed (Fig. 4a). The �-fiber is incomplete andexhibits a maximum at {1 1 1}〈2 3 5〉. With the strain up to 87%, the�-fiber become complete and is sharpened (Fig. 4d). At the sametime, the intensity of the �-fiber has a slight decrease. From the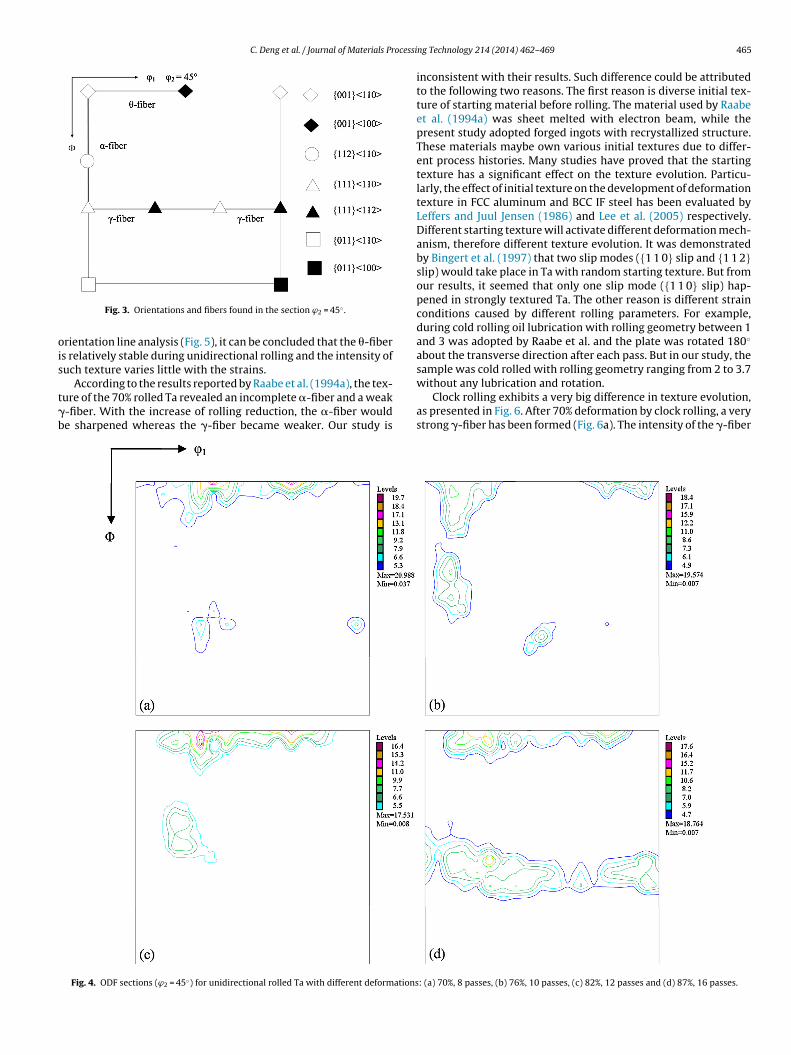
C. Deng et al. / Journal of Materials Processi
ois
t�b
Fig. 3. Orientations and fibers found in the section ϕ2 = 45◦ .
rientation line analysis (Fig. 5), it can be concluded that the �-fibers relatively stable during unidirectional rolling and the intensity ofuch texture varies little with the strains.
According to the results reported by Raabe et al. (1994a), the tex-ure of the 70% rolled Ta revealed an incomplete �-fiber and a weak-fiber. With the increase of rolling reduction, the �-fiber woulde sharpened whereas the �-fiber became weaker. Our study is
Fig. 4. ODF sections (ϕ2 = 45◦) for unidirectional rolled Ta with different deformations
ng Technology 214 (2014) 462– 469 465
inconsistent with their results. Such difference could be attributedto the following two reasons. The first reason is diverse initial tex-ture of starting material before rolling. The material used by Raabeet al. (1994a) was sheet melted with electron beam, while thepresent study adopted forged ingots with recrystallized structure.These materials maybe own various initial textures due to differ-ent process histories. Many studies have proved that the startingtexture has a significant effect on the texture evolution. Particu-larly, the effect of initial texture on the development of deformationtexture in FCC aluminum and BCC IF steel has been evaluated byLeffers and Juul Jensen (1986) and Lee et al. (2005) respectively.Different starting texture will activate different deformation mech-anism, therefore different texture evolution. It was demonstratedby Bingert et al. (1997) that two slip modes ({1 1 0} slip and {1 1 2}slip) would take place in Ta with random starting texture. But fromour results, it seemed that only one slip mode ({1 1 0} slip) hap-pened in strongly textured Ta. The other reason is different strainconditions caused by different rolling parameters. For example,during cold rolling oil lubrication with rolling geometry between 1and 3 was adopted by Raabe et al. and the plate was rotated 180◦
about the transverse direction after each pass. But in our study, thesample was cold rolled with rolling geometry ranging from 2 to 3.7
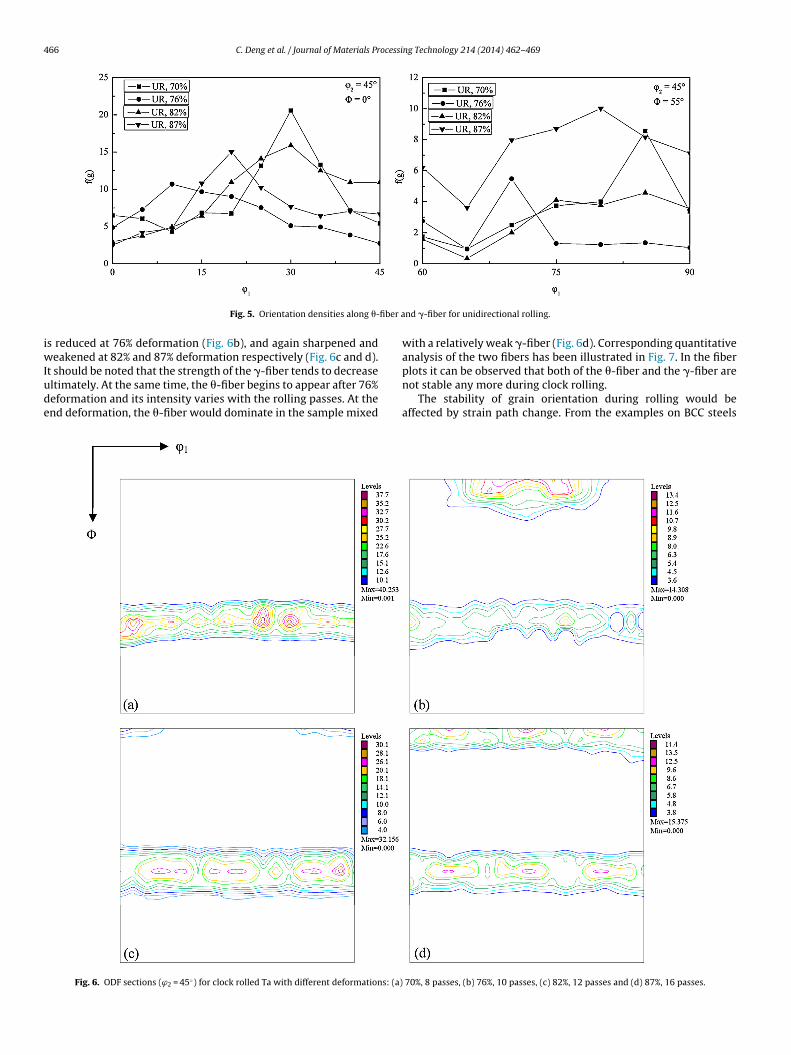
without any lubrication and rotation.Clock rolling exhibits a very big difference in texture evolution,as presented in Fig. 6. After 70% deformation by clock rolling, a verystrong �-fiber has been formed (Fig. 6a). The intensity of the �-fiber
: (a) 70%, 8 passes, (b) 76%, 10 passes, (c) 82%, 12 passes and (d) 87%, 16 passes.
466 C. Deng et al. / Journal of Materials Processing Technology 214 (2014) 462– 469
fiber a
iwIude
Fig. 5. Orientation densities along �-
s reduced at 76% deformation (Fig. 6b), and again sharpened andeakened at 82% and 87% deformation respectively (Fig. 6c and d).
t should be noted that the strength of the �-fiber tends to decreaseltimately. At the same time, the �-fiber begins to appear after 76%eformation and its intensity varies with the rolling passes. At thend deformation, the �-fiber would dominate in the sample mixed
Fig. 6. ODF sections (ϕ2 = 45◦) for clock rolled Ta with different deformations: (a)
nd �-fiber for unidirectional rolling.
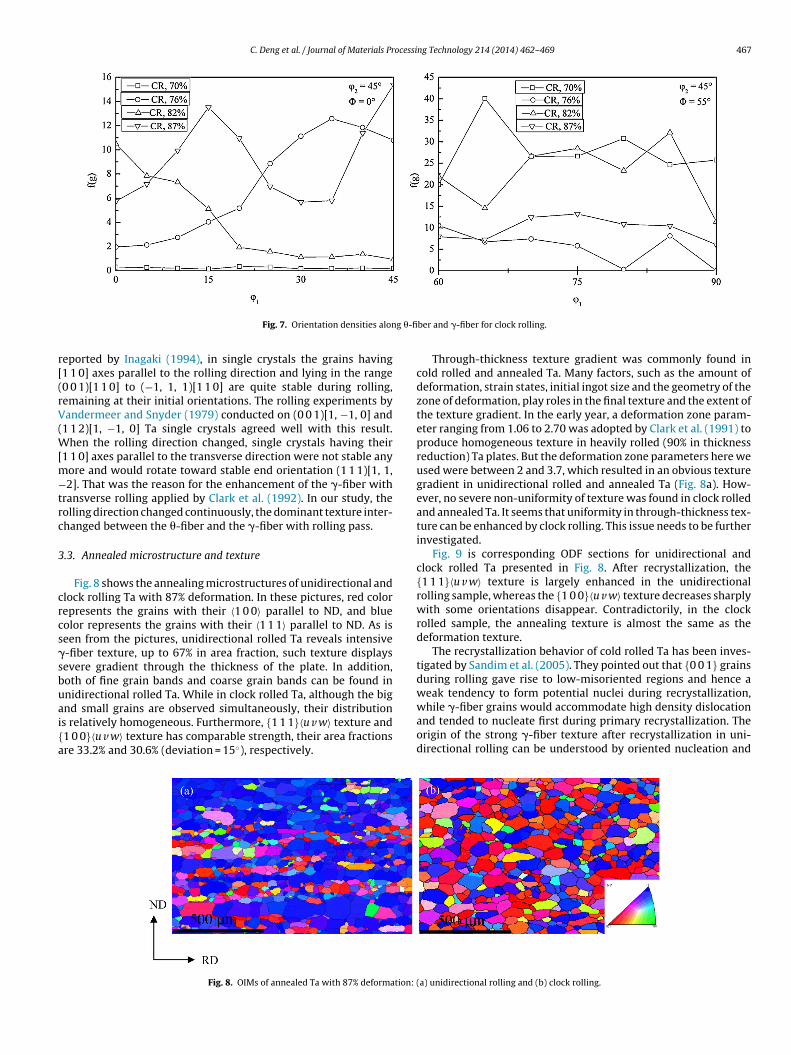
with a relatively weak �-fiber (Fig. 6d). Corresponding quantitativeanalysis of the two fibers has been illustrated in Fig. 7. In the fiber
plots it can be observed that both of the �-fiber and the �-fiber arenot stable any more during clock rolling.The stability of grain orientation during rolling would beaffected by strain path change. From the examples on BCC steels
70%, 8 passes, (b) 76%, 10 passes, (c) 82%, 12 passes and (d) 87%, 16 passes.
C. Deng et al. / Journal of Materials Processing Technology 214 (2014) 462– 469 467
g �-fi
r[(rV(W[m−trc
3
crcs�sbuai{a
Fig. 7. Orientation densities alon
eported by Inagaki (1994), in single crystals the grains having1 1 0] axes parallel to the rolling direction and lying in the range0 0 1)[1 1 0] to (−1, 1, 1)[1 1 0] are quite stable during rolling,emaining at their initial orientations. The rolling experiments byandermeer and Snyder (1979) conducted on (0 0 1)[1, −1, 0] and
1 1 2)[1, −1, 0] Ta single crystals agreed well with this result.hen the rolling direction changed, single crystals having their
1 1 0] axes parallel to the transverse direction were not stable anyore and would rotate toward stable end orientation (1 1 1)[1, 1,2]. That was the reason for the enhancement of the �-fiber with
ransverse rolling applied by Clark et al. (1992). In our study, theolling direction changed continuously, the dominant texture inter-hanged between the �-fiber and the �-fiber with rolling pass.
.3. Annealed microstructure and texture
Fig. 8 shows the annealing microstructures of unidirectional andlock rolling Ta with 87% deformation. In these pictures, red colorepresents the grains with their 〈1 0 0〉 parallel to ND, and blueolor represents the grains with their 〈1 1 1〉 parallel to ND. As iseen from the pictures, unidirectional rolled Ta reveals intensive-fiber texture, up to 67% in area fraction, such texture displaysevere gradient through the thickness of the plate. In addition,oth of fine grain bands and coarse grain bands can be found innidirectional rolled Ta. While in clock rolled Ta, although the big
nd small grains are observed simultaneously, their distributions relatively homogeneous. Furthermore, {1 1 1}〈u v w〉 texture and1 0 0}〈u v w〉 texture has comparable strength, their area fractionsre 33.2% and 30.6% (deviation = 15◦), respectively.Fig. 8. OIMs of annealed Ta with 87% deformation:
ber and �-fiber for clock rolling.
Through-thickness texture gradient was commonly found incold rolled and annealed Ta. Many factors, such as the amount ofdeformation, strain states, initial ingot size and the geometry of thezone of deformation, play roles in the final texture and the extent ofthe texture gradient. In the early year, a deformation zone param-eter ranging from 1.06 to 2.70 was adopted by Clark et al. (1991) toproduce homogeneous texture in heavily rolled (90% in thicknessreduction) Ta plates. But the deformation zone parameters here weused were between 2 and 3.7, which resulted in an obvious texturegradient in unidirectional rolled and annealed Ta (Fig. 8a). How-ever, no severe non-uniformity of texture was found in clock rolledand annealed Ta. It seems that uniformity in through-thickness tex-ture can be enhanced by clock rolling. This issue needs to be furtherinvestigated.
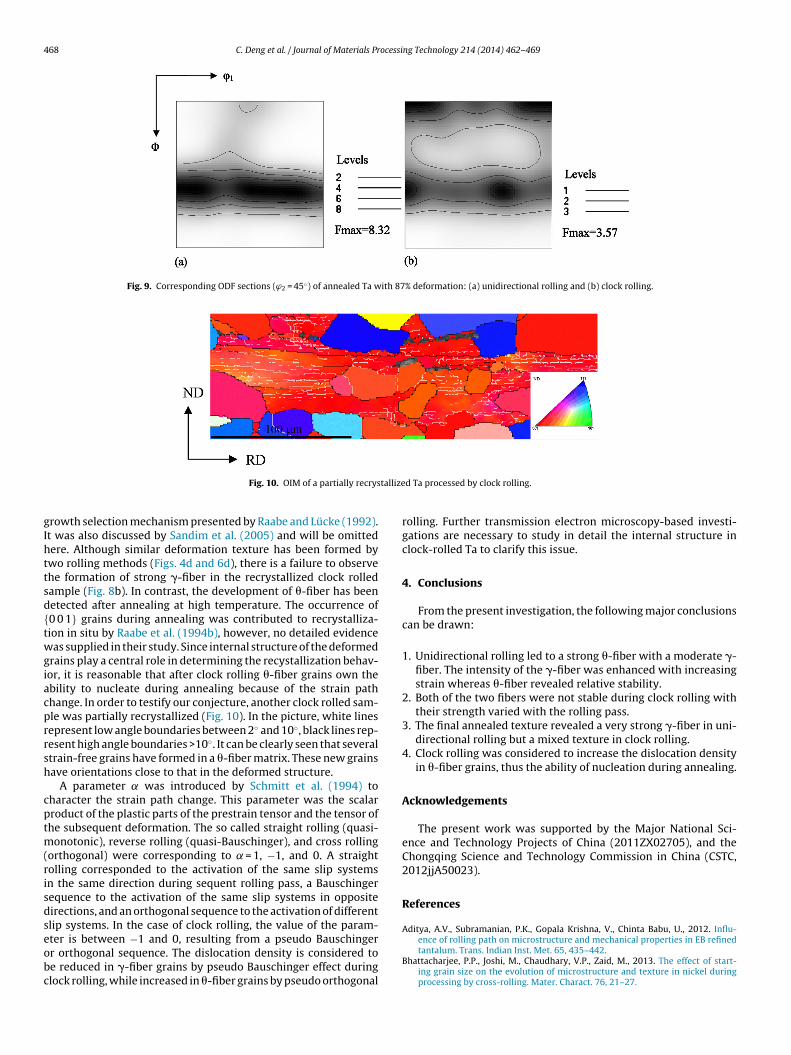
Fig. 9 is corresponding ODF sections for unidirectional andclock rolled Ta presented in Fig. 8. After recrystallization, the{1 1 1}〈u v w〉 texture is largely enhanced in the unidirectionalrolling sample, whereas the {1 0 0}〈u v w〉 texture decreases sharplywith some orientations disappear. Contradictorily, in the clockrolled sample, the annealing texture is almost the same as thedeformation texture.
The recrystallization behavior of cold rolled Ta has been inves-tigated by Sandim et al. (2005). They pointed out that {0 0 1} grainsduring rolling gave rise to low-misoriented regions and hence aweak tendency to form potential nuclei during recrystallization,
while �-fiber grains would accommodate high density dislocationand tended to nucleate first during primary recrystallization. Theorigin of the strong �-fiber texture after recrystallization in uni-directional rolling can be understood by oriented nucleation and(a) unidirectional rolling and (b) clock rolling.
468 C. Deng et al. / Journal of Materials Processing Technology 214 (2014) 462– 469
Fig. 9. Corresponding ODF sections (ϕ2 = 45◦) of annealed Ta with 87% deformation: (a) unidirectional rolling and (b) clock rolling.
tallize
gIhttsd{twgiacprrsh
cptm(risdseobc
Fig. 10. OIM of a partially recrys
rowth selection mechanism presented by Raabe and Lücke (1992).t was also discussed by Sandim et al. (2005) and will be omittedere. Although similar deformation texture has been formed bywo rolling methods (Figs. 4d and 6d), there is a failure to observehe formation of strong �-fiber in the recrystallized clock rolledample (Fig. 8b). In contrast, the development of �-fiber has beenetected after annealing at high temperature. The occurrence of0 0 1} grains during annealing was contributed to recrystalliza-ion in situ by Raabe et al. (1994b), however, no detailed evidenceas supplied in their study. Since internal structure of the deformed
rains play a central role in determining the recystallization behav-or, it is reasonable that after clock rolling �-fiber grains own thebility to nucleate during annealing because of the strain pathhange. In order to testify our conjecture, another clock rolled sam-le was partially recrystallized (Fig. 10). In the picture, white linesepresent low angle boundaries between 2◦ and 10◦, black lines rep-esent high angle boundaries >10◦. It can be clearly seen that severaltrain-free grains have formed in a �-fiber matrix. These new grainsave orientations close to that in the deformed structure.
A parameter ̨ was introduced by Schmitt et al. (1994) toharacter the strain path change. This parameter was the scalarroduct of the plastic parts of the prestrain tensor and the tensor ofhe subsequent deformation. The so called straight rolling (quasi-
onotonic), reverse rolling (quasi-Bauschinger), and cross rollingorthogonal) were corresponding to ̨ = 1, −1, and 0. A straightolling corresponded to the activation of the same slip systemsn the same direction during sequent rolling pass, a Bauschingerequence to the activation of the same slip systems in oppositeirections, and an orthogonal sequence to the activation of differentlip systems. In the case of clock rolling, the value of the param-
ter is between −1 and 0, resulting from a pseudo Bauschingerr orthogonal sequence. The dislocation density is considered toe reduced in �-fiber grains by pseudo Bauschinger effect duringlock rolling, while increased in �-fiber grains by pseudo orthogonald Ta processed by clock rolling.
rolling. Further transmission electron microscopy-based investi-gations are necessary to study in detail the internal structure inclock-rolled Ta to clarify this issue.
4. Conclusions
From the present investigation, the following major conclusionscan be drawn:
1. Unidirectional rolling led to a strong �-fiber with a moderate �-fiber. The intensity of the �-fiber was enhanced with increasingstrain whereas �-fiber revealed relative stability.
2. Both of the two fibers were not stable during clock rolling withtheir strength varied with the rolling pass.
3. The final annealed texture revealed a very strong �-fiber in uni-directional rolling but a mixed texture in clock rolling.
4. Clock rolling was considered to increase the dislocation densityin �-fiber grains, thus the ability of nucleation during annealing.
Acknowledgements
The present work was supported by the Major National Sci-ence and Technology Projects of China (2011ZX02705), and theChongqing Science and Technology Commission in China (CSTC,2012jjA50023).
References
Aditya, A.V., Subramanian, P.K., Gopala Krishna, V., Chinta Babu, U., 2012. Influ-
ence of rolling path on microstructure and mechanical properties in EB refinedtantalum. Trans. Indian Inst. Met. 65, 435–442.Bhattacharjee, P.P., Joshi, M., Chaudhary, V.P., Zaid, M., 2013. The effect of start-ing grain size on the evolution of microstructure and texture in nickel duringprocessing by cross-rolling. Mater. Charact. 76, 21–27.
ocessi
B
C
C
C
D
F
G
H
I
L
L
M
C. Deng et al. / Journal of Materials Pr
ingert, J.F., Desch, P.B., Bingert, S.R., Maudlin, P.J., Tome, C.N., 1997. Textureevolution in upset-forged P/M and wrought tantalum: experimentation andmodeling. In: Bose, A., Dowding, R. (Eds.), Proceedings of the 4th InternationalConference on Tungsten Refractory Metals and Alloys: Processing, Proper-ties, and Applications. Metal Powder Industries Federation, Princeton, NJ,pp. 169–178.
hino, Y., Sassa, K., Kamiya, A., Mabuchi, M., 2006. Enhanced formability at elevatedtemperature of a cross-rolled magnesium alloy sheet. Mater. Sci. Eng. A 441,349–356.
lark, J.B., Garrett, R.K., Jungling, T.L., Asfahani, R.I., 1992. Influence of transverserolling on the microstructural and texture development in pure tantalum. Met-all. Trans. A 23, 2183–2191.
lark, J.B., Garrett, R.K., Jungling, T.L., Vandermeer, R.A., Vold, C.L., 1991. Effect ofprocessing variables on texture and texture gradients in tantalum. Metall. Trans.A 22, 2039–2048.
avenport, S.B., Higginson, R.L., 2000. Strain path effects under hot working: anintroduction. J. Mater. Process. Technol. 98, 267–291.
ield, D.P., Yanke, J.M., Mcgowan, E.V., Michaluk, C.A., 2005. Microstructural devel-opment in asymmetric processing of tantalum plate. J. Electron. Mater. 34 (12),1521–1525.
ay III, G.T., Wright, S.I., Bingert, S.R., Chen, S.R., Bingert, J.F., 1996. Influence of large-strain deformation on the microstructure, texture, and mechanical responseof tantalum bar. Technical Report (No. LA-UR-96-587; CONF-960202-10). LosAlamos National Lab, NM (United States).
upalo, M.F., Sandim, H.R.Z., 2001. The annealing behavior of oligocrystalline tan-talum deformed by cold swaging. Mater. Sci. Eng. A 318, 216–233.
nagaki, H., 1994. Fundamental aspect of texture formation in low carbon steels. ISIJInt. 34, 313–321.
ee, K., Kim, G., Kestens, L., 2005. Effect of initial texture on the evolution of textureand stored energy during recrystallization of interstitial free steel. Mater. Sci.Forum 495–497, 357–362.
effers, T., Juul Jensen, D., 1986. Evaluation of the effect of initial texture on thedevelopment of deformation texture. Textures Microstruct. 6, 231–254.
athaudhu, S.N., Barber, R.E., Hartwig, K.T., 2005. Microstructural refinement of tan-talum for Nb3Sn superconductor diffusion barriers. IEEE Trans. Appl. Supercond.15 (2), 3434–3437.
ng Technology 214 (2014) 462– 469 469
Maudlin, P.J., Bingert, J.F., House, J.W., Chen, S.R., 1999. On the modeling of the Tay-lor cylinder impact test for orthotropic textured materials: experiments andsimulations. Int. J. Plasticity 15, 139–166.
Michaluk, C.A., 2002. Correlating discrete orientation and grain size to the sputterdeposition properties of tantalum. J. Electron. Mater. 31 (1), 2–9.
Oertel, C.-G., Hunsche, I., Skrotzki, W., Lorich, A., Knabl, W., Resch, J., Trenkwalder,T., 2010. Influence of cross rolling and heat treatment on texture and form-ing properties of molybdenum sheets. Int. J. Refract. Met. Hard Mater. 28,722–727.
Pawlik, K., 1986. Determination of the orientation distribution function from polefigures in arbitrarily defined cells. Phys. Stat. Sol. (B) 134, 477–483.
Raabe, D., 1995. Simulation of rolling textures of bcc metals under consideration ofgrain interactions and {1 1 0}, {1 1 2} and {1 2 3} slip planes. Mater. Sci. Eng. A197, 31–37.
Raabe, D., Lücke, K., 1992. Annealing textures of bcc metals. Scr. Metall. 27,1533–1538.
Raabe, D., Lücke, K., 1994. Rolling and annealing textures of bcc metals. Mater. Sci.Forum 157–162, 597–610.
Raabe, D., Schlenkert, G., Weisshaupt, H., Lücke, K., 1994a. Texture andmicrostructure of rolled and annealed tantalum. Mater. Sci. Technol. 10,299–305.
Raabe, D., Mülders, D., Gottstein, G., Lücke, K., 1994b. Textures of cold rolled andannealed tantalum. Mater. Sci. Forum 157–162, 841–846.
Sandim, H.R.Z., Martins, J.P., Pinto, A.L., Padilha, A.F., 2005. Recrystallization ofoligocrystalline tantalum deformed by cold rolling. Mater. Sci. Eng. A 392,209–221.
Schmitt, J.H., Shen, E.L., Raphanel, J.L., 1994. A parameter for measuring the magni-tude of a change of strain path: validation and comparison with experiments onlow carbon steel. Int. J. Plasticity 10, 535–551.
Tóth, L.S., Besusir, B., Orlov, D., Lapovok, R., Haldar, A., 2012. Analysis of texture andR value varitions in asymmetric rolling of IF steel. J. Mater. Process. Technol. 212,
509–515.Turner, S.P., 2006. Tantalum sputtering target with refine grains and uniform textureand method for manufacture. United States Patent, US 7101447B2.
Vandermeer, R.A., Snyder Jr., W.B., 1979. Recovery and recrystallization in rolledtantalum single crystals. Metall. Trans. A 10, 1031–1044.