an investigation of thermal characteristic of mechanical crimp textured polyester yarn by...
TRANSCRIPT
An Investigation of Thermal Characteristic of Mechanical Crimp Textured Polyester Yarn by Differential Scanning
Calorimeter (DSC)
Someshwar S. Bhattacharyaa, Tasnim N. Shaikha and Arun Pratapb* a Textile Engineering Department, bApplied Physics Department
Faculty of Technology & Engineering, The Maharaja Sayajirao University of Baroda,
Kalabhuvan, Vadodara-390 001, Gujarat. INDIA. e-mail: [email protected]
Abstract. Deficiencies related to the lack of bulk in flat continuous filament yarns make them unsuitable for apparel, home textiles as well as other applications such as car seat covering. Hence, texturising is employed to impart lofty and bulky characteristics to them. The two major texturising techniques employed for polyester yarn are false-twist and air-jet texturising. Out of these earlier technique depends on the thermoplasticity of the yarn being textured whereas the later one demands subsequent amount of compressed air to carry out cold fluid texturising. A new concept of mechanical crimp texturising has been designed to overcome these limitations of commercially successful techniques. In this new technique, pre-twisted FDY (Fully Drawn Yarn) flat multifilament yarn has been subjected to the higher false-twisting (depending on yarn fineness) action under the condition of underfeed (depending on ductility of parent yarn). The torque caused due to high level of false-twisting, forces the filaments to follow helical path at a certain angle (depends on magnitude of twist and denier per filament) to the filament yarn longitudinal axis. Internal stresses arising in single filaments tend to bend the filament and take the shape of spatial helical spring. After the yarn has passed through the false twisting unit, the initial twist would reassert itself and lock the already formed crimpy convolutions in position. Mechanical crimp textured polyester yarns with different pre-twist and false-twist levels have been subjected to thermal stress analysis using differential Scanning Calorimeter (DSC) in heat-cool-heat mode. The samples were heated at a rate of 10oC/minute.Almost all samples appear to be crystalline in nature. However, the melting endotherm does not show sharp peak. Instead, the diffuse nature of the peak is a signature of a partial crystalline nature (48%) of the samples. After melting the specimens, cooling of the same leads to crystallization of the material. This is exhibited by the exotherm. Heating the so-cooled samples, in general, increases their melting point in almost all samples. Thus melting event is shifted towards higher temperature, except for one sample in which pre-twist level is appreciably high. Thus, DSC is a very useful technique to select and optimize the pre-twist level and may provide quite a significant insight into the thermal stability of the mechanical crimp textured yarn. Keywords: Bulk, Mechanical Crimp Texturising, Percent Instability, Pre-twist, False-twist, Crystallinity, Heat set temperature. PACS: + 80
INTRODUCTION Polymers including polyester are semi-crystalline thermoplastics. Semi-crystalline polymers contain two
primary components: a crystalline phase and an amorphous phase. The overall crystalline content of polymers depends on several factors including average molecular weight, molecular weight distribution, cross-linking, presence of co polymers, concentration of additives, and the thermal history of polymer formulation. The end-use properties like impact resistance, stiffness, dyeability, optical clarity of products comprises of semi-crystalline thermoplastics are very much dependent upon the overall level of crystallinity achieved by the material during processing. Since the characteristics of products made from semi-crystalline polymers are so dependent upon the level of crystallinity, it is important to have an easy means of measuring this quantity [1]. Even Heat-setting is a thermo mechanical process of fundamental importance to the subsequent processing of polymers and their ultimate applications [2]. Greer [3] demonstrated that heat-setting a material would stabilize it in a particular form by the application of heat. The imposed thermal energy would allow the material to relax into a more stable configuration. Thus it becomes prime important to identify heat set temperature of polymer.
Normal polyester fibers enjoy a wide spectrum of end uses, both as staple or continuous filament yarn in apparel, home textiles as well as other applications [4].Deficiencies related to the lack of bulk in flat continuous filament yarns make them unsuitable for apparel or some home textiles. Hence texturising has been frequently employed to achieve desired properties like bulk and texture in the textile industry [4, 5]. The two major texturising
67
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions
techniques employed for polyester yarns are false-twist and air-jet. The false-twist technique sets helical coils in the filaments of the yarn with help of a false-twist device, positioned after a heating and cooling zone in the texturising machine. This technique depends on the thermoplasticity of the yarn being textured. Air jet texturising also called cold-fluid texturising, does not depend on the thermoplasticity of the yarn and imparts bulk to flat continuous filament yarns by forcing loops out of it. This happens when the yarn, in an overfeed state, meets the turbulent flow of the air in the air-jet [6, 7]. However higher product cost and maintenance have been observed due to the use of heat or compressed air during texturising [6]. Problems, such as dye streakiness can occur in the finished textured yarn, if the processing conditions are not within certain tolerance level. Dye streakiness problem found to be more critical for false-twist texture yarn rather than air jet textured yarn due to morphological or structural differences. These differences are often due to variations in the maximum effective temperature that the yarn is exposed to, or experience, during false-twist texturising [8].
Differential scanning calorimeter (DSC) provides a sensitive and easy to use technique for the detection of small transitions, including the heat set temperature endotherm and crystallinity. It measures the heat flow to or from a sample as it is either heated, cooled or held under isothermal conditions [1, 8]. The ability to easily estimate this heat set temperature after texturising and prior to further processing and dyeing with Differential Scanning Calorimeter (DSC) can aid in:
Better control of the texturising process. Quantitative assessment of the texturising conditions on subsequent yarn Dyeability. Assistance in the determination of the cause of defects in fabrics. Quality assurance in textile plants.
OBJECTIVE
A new concept of mechanical crimp texturising has been designed. In which purely mechanical mode of texturising (twisting) has been employed. This has obviated use of complicating and cost additive factors, viz; heat and compressed air from the texturising process. The effect on level of crystallinity as well as heat set endotherm of polyester (commonly used semi-crystalline polymer) after mechanical crimp texturising has been assessed in this study by using Differential Scanning Calorimeter (DSC).
MECHANICAL CRIMP TEXTURISING
Design Concept
Pre twisted FDY (Fully Drawn Yarn) flat multifilament yarn has been subjected to the higher false twisting (depending on yarn fineness) action under the condition of underfeed (depending on ductility of parent yarn). The torque caused due to high level of false twisting, forces the filaments to follow helical path at a certain angle (depends on magnitude of twist and denier per filament) to the filament yarn longitudinal axis. Internal stresses arising in single filaments tend to bend the filament and take the shape of spatial helical spring. After the yarn has passed through the false twisting unit, the initial twist would reassert itself and lock the already formed crimpy convolutions in position.
Apparatus
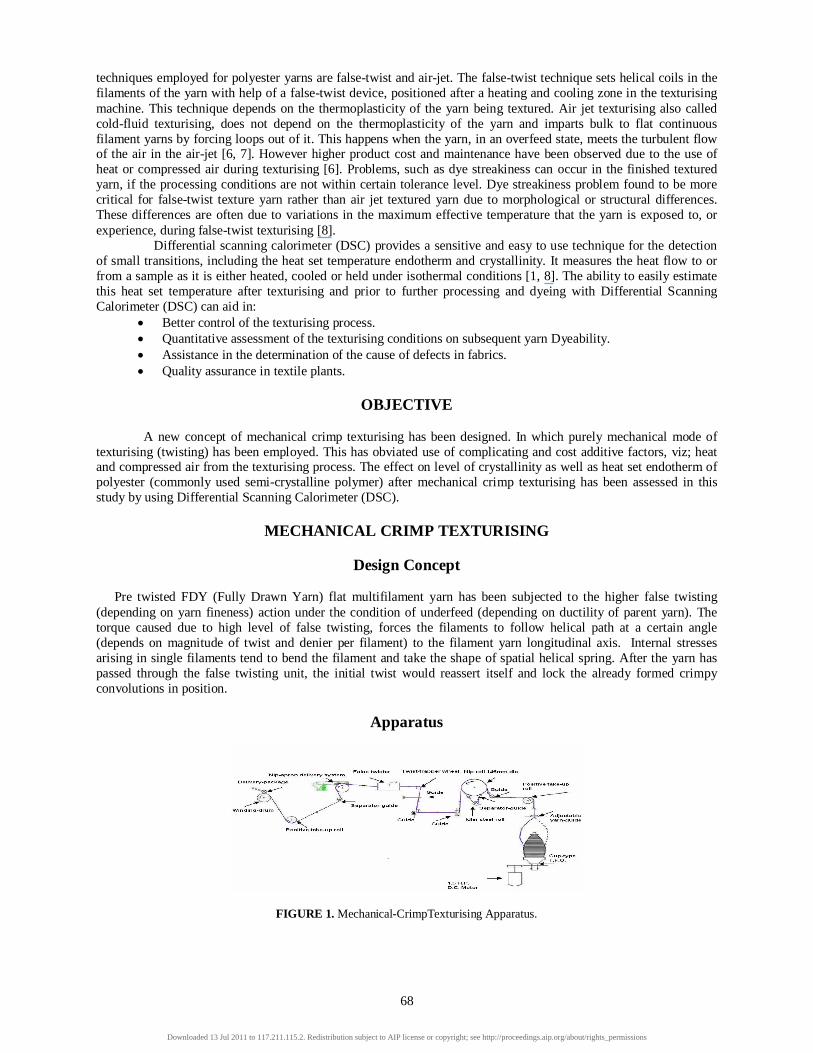
FIGURE 1. Mechanical-CrimpTexturising Apparatus.
68
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions

A schematic diagram of the apparatus is shown in figure 1.The pre-twisted fully drawn multifilament yarn passes over a positive take up roll and guide before passing several times around a nip roller and steel roller, so as to regulate feeding and tensioning of the yarn. The wraps of yarn are separated by means of separator located between them. From here the yarn is drawn by means of guide rolls and twist trapper wheel into the texturising zone. Where it passes through a false- twist spindle, which revolves in a direction such as would temporarily remove the yarn twist. It is then taken up by a nip apron delivery system. Speed of this roll has been set faster than nip roll as per amount of underfeed required with the help of speed regulator. Finally yarn passes through a separator guide to the positive take up roller before being wound onto a bulked yarn package.
EXPERIMENTAL
Materials
Experiments were done on mechanical crimp texturising apparatus (Figure 1). The parent yarn used was white fully drawn polyester- multifilament yarn of 100-denier (111.11dtex) /48-filaments with 0.9 % spin-finish. Five samples were produced at constant underfeed of 25% and delivery rate of 200m/min. Pre-twist value was increased from 81 tpm (twist per meter) for sample A1 to 316 tpm (twist per meter) for sample A3 for identical false-twist level of 2856 tpm (twist per meter). Whereas for samples A4 and A5 pre-twist value was kept identical, 154 tpm (twist per meter) and false-twist value was increased. Thus for samples A2, sample A4 and sample A5 false-twist was increased at constant interval of 540 tpm (twist per meter). Table-I represents the experimental set up chosen for the study.
TABLE 1. Process Parameters Used for Experiment
Sample code Pre-twist (tpm)
False-twist (tpm)
Group I : Constant False-twist A1 81 2856 A2 154 2856 A3 316 2856 Group II : Constant Pre-twist A2 154 2856 A4 154 3254 A5 154 3937
tpm =twist per meter
Methods
Textured yarns were checked for thermal, physical and mechanical parameters after conditioning for 24 hours at standard atmosphere for tropical region, viz; 65% 2% relative humidity and 27oC 2oC temperature and results are given in Table-2. Mechanical properties were checked on Instron tensile tester 1121 model, using gauge length of 500mm and cross-head speed of 300mm/min.
Zwellger Uster Evenness Tester for filament was used for measuring uniformity of parent as well as textured yarn. Testing was carried out at 100m/min speed and at 4-bar pressure. Average of five readings per package was taken in consideration.
Lea of 90 meter was prepared by using pretension of 0.5gms.± 0.005gm/tex for parent yarn and 2.0 gms ± 0.25gm/ tex (as per BISFA) for textured yarn and weighted on the balance. Yarn denier was calculated by using equation 1. Average of ten readings was reported.
(1)
Thermal characteristics of the samples were analysed on Lisoncer Differential Scanning Calorimeter 7-Series
(DSC 7) in heat- cool- heat mode. Approximately 5-9 mg sample was taken and tested as per temperature following program.
69
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions

Temperature Program used for DSC 7
Ist Heating
Start temperature (oC): 30 End temperature (oC): 300 Heating Rate ((oC/min): 10
Cooling rate (oC/min): 10, [From 300oC to 30oC]
IInd Heating
Start temperature (oC): 30 End temperature (oC): 300
Rate (oC/min): 10
The experimental Heat of melting (∆Hm) and melting point were measured by using software. Heat of melting was measured by integrating the area under the melting peak of first heating. It is then compared to a reference value (∆Hmo), which represents the heat of melting of the theoretical 100% crystalline polymer. Value of ∆Hmo in the present study is 120 J/g, so %Crystallinity can be obtained with the expression 2.
(2)
Parent yarns as well as textured yarns were tested for boiling water shrinkage. Skein of 2250 denier was prepared
on 1meter wrap reel. Number of wrap reel turns was calculated for different denier yarns by using the equation 3.
(3)
Prepared hanks were hung freely under corresponding weight (500 gm) and the initial length “Lo” was noted. Then the load was removed and immersed hank completely in boiling water bath. Bath was heated electrically from the false-bottom and provided with thermostat to maintain desired constant temperature, “109oC ± 2oC”. After 10 minutes the hank was taken out of the bath and allowed to dry and condition for 24 hrs in free-state at room temperature, viz; 27oC ± 2oC. Final length (Lf) was then measured by applying the same constant load of 500 gm. Percent boiling water shrinkage was calculated using following relationship.
(4)
RESULTS AND DISCUSSION
Differential Scanning Calorimeter (DSC) curves for parent fully drawn flat polyester yarn and all the five samples under consideration have been given in figure 2 and figures 4 (a-e). Three thermal characteristics related parameters, namely, percent crystallinity (K), melting point temperature of first heating Tm
1( oC) and melting point
temperature of second heating Tm2 (oC) can be measured from these Differential Scanning Calorimeter (DSC) curves. Table 2 show the results of these measurements.
PARENT YARN
Tenacity of 4.01gpd (4.54 cN/tex), breaking elongation of 42%, percentage boiling water shrinkage of 2.6% and unevenness (U) % 0.89 were measured for the parent yarn under consideration.
70
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions
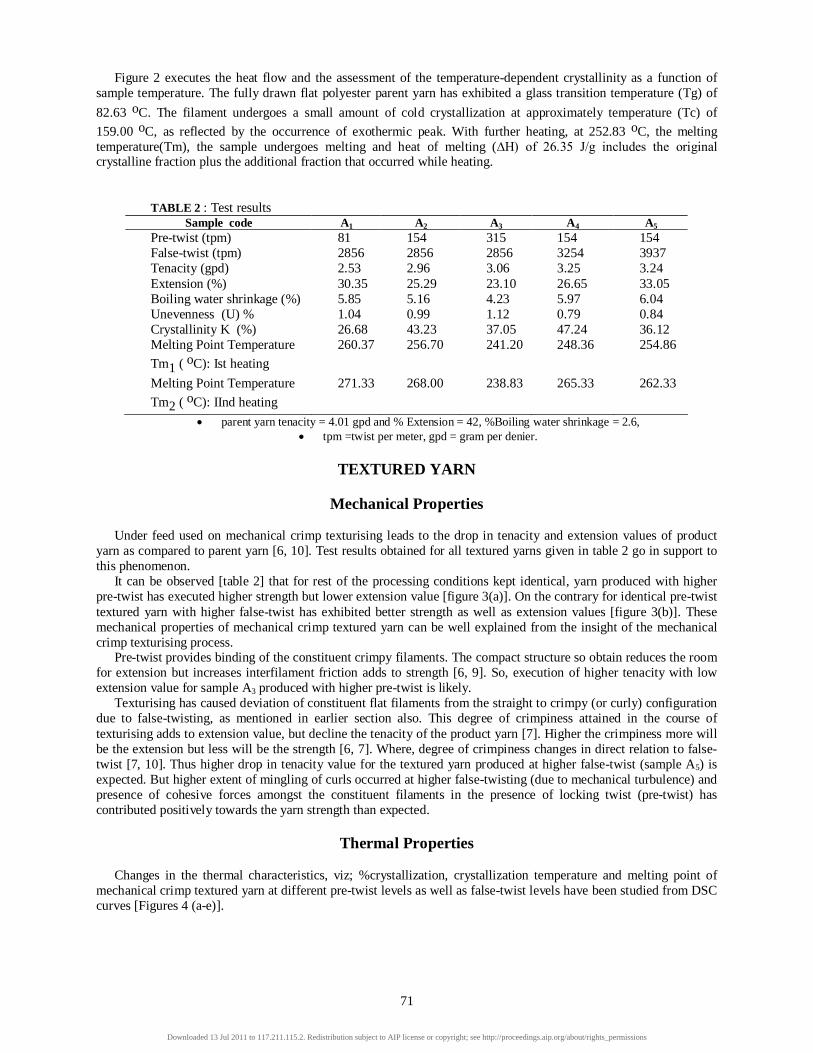
Figure 2 executes the heat flow and the assessment of the temperature-dependent crystallinity as a function of sample temperature. The fully drawn flat polyester parent yarn has exhibited a glass transition temperature (Tg) of 82.63 oC. The filament undergoes a small amount of cold crystallization at approximately temperature (Tc) of 159.00 oC, as reflected by the occurrence of exothermic peak. With further heating, at 252.83 oC, the melting temperature(Tm), the sample undergoes melting and heat of melting (∆H) of 26.35 J/g includes the original crystalline fraction plus the additional fraction that occurred while heating.
TABLE 2 : Test results Sample code A1 A2 A3 A4 A5
Pre-twist (tpm) 81 154 315 154 154 False-twist (tpm) 2856 2856 2856 3254 3937 Tenacity (gpd) 2.53 2.96 3.06 3.25 3.24 Extension (%) 30.35 25.29 23.10 26.65 33.05 Boiling water shrinkage (%) 5.85 5.16 4.23 5.97 6.04 Unevenness (U) % 1.04 0.99 1.12 0.79 0.84 Crystallinity K (%) 26.68 43.23 37.05 47.24 36.12 Melting Point Temperature Tm1 ( oC): Ist heating
260.37 256.70 241.20 248.36 254.86
Melting Point Temperature Tm2 ( oC): IInd heating
271.33 268.00 238.83 265.33 262.33
parent yarn tenacity = 4.01 gpd and % Extension = 42, %Boiling water shrinkage = 2.6, tpm =twist per meter, gpd = gram per denier.
TEXTURED YARN
Mechanical Properties
Under feed used on mechanical crimp texturising leads to the drop in tenacity and extension values of product yarn as compared to parent yarn [6, 10]. Test results obtained for all textured yarns given in table 2 go in support to this phenomenon.
It can be observed [table 2] that for rest of the processing conditions kept identical, yarn produced with higher pre-twist has executed higher strength but lower extension value [figure 3(a)]. On the contrary for identical pre-twist textured yarn with higher false-twist has exhibited better strength as well as extension values [figure 3(b)]. These mechanical properties of mechanical crimp textured yarn can be well explained from the insight of the mechanical crimp texturising process.
Pre-twist provides binding of the constituent crimpy filaments. The compact structure so obtain reduces the room for extension but increases interfilament friction adds to strength [6, 9]. So, execution of higher tenacity with low extension value for sample A3 produced with higher pre-twist is likely.
Texturising has caused deviation of constituent flat filaments from the straight to crimpy (or curly) configuration due to false-twisting, as mentioned in earlier section also. This degree of crimpiness attained in the course of texturising adds to extension value, but decline the tenacity of the product yarn [7]. Higher the crimpiness more will be the extension but less will be the strength [6, 7]. Where, degree of crimpiness changes in direct relation to false-twist [7, 10]. Thus higher drop in tenacity value for the textured yarn produced at higher false-twist (sample A5) is expected. But higher extent of mingling of curls occurred at higher false-twisting (due to mechanical turbulence) and presence of cohesive forces amongst the constituent filaments in the presence of locking twist (pre-twist) has contributed positively towards the yarn strength than expected.
Thermal Properties
Changes in the thermal characteristics, viz; %crystallization, crystallization temperature and melting point of mechanical crimp textured yarn at different pre-twist levels as well as false-twist levels have been studied from DSC curves [Figures 4 (a-e)].
71
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions
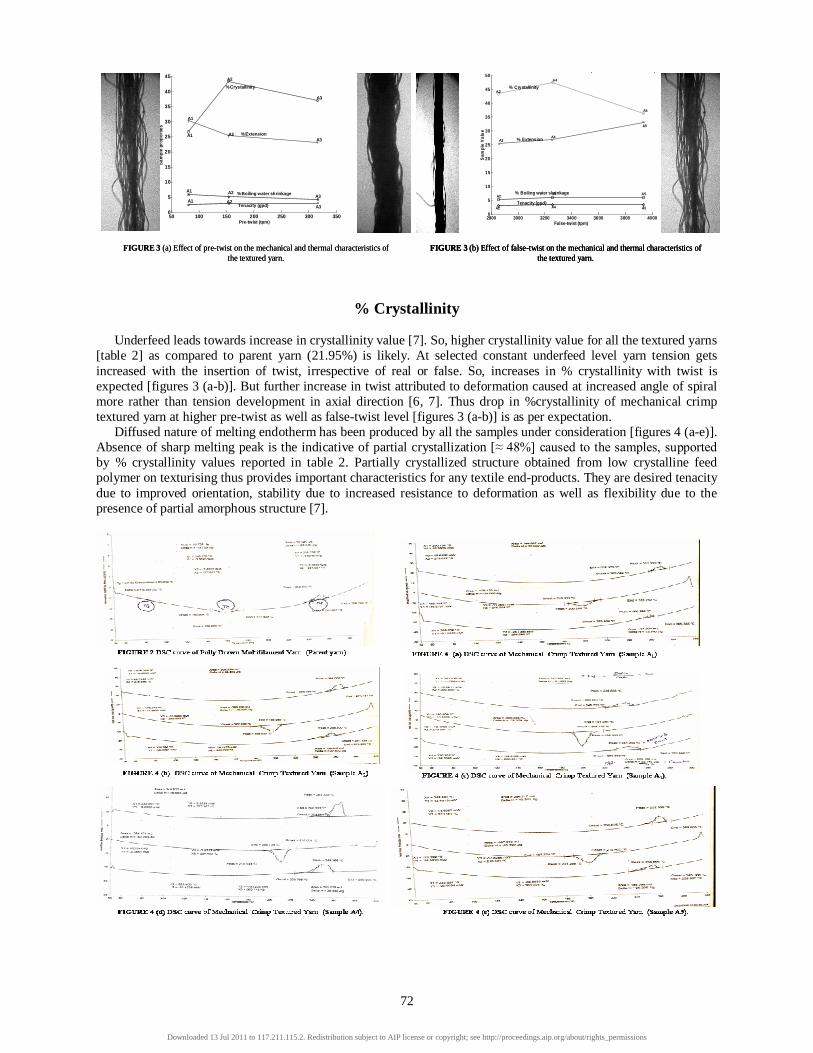
FIGURE 3 (a) Effect of pre-twist on the mechanical and thermal characteristics of the textured yarn.
50 100 150 200 250 300 3500
5
10
15
20
25
30
35
40
45Figure 3-a Effect of Pre-twist on the Mechanical and Thermal Characteristics of the Textured yarn.
Pre-twist (tpm)
Sam
ple
prop
ertie
s
A1
A2 A3
%Extension A1
A1
A1
A2
A2
A2
A3
A3
A3
%Crystallinity
%Boiling water shrinkage
Tenacity (gpd)
2800 3000 3200 3400 3600 3800 40000
5
10
15
20
25
30
35
40
45
50
False-twist (tpm)
Sam
ple
Val
ue
Figure 3 Effect of False-twist on the Thermo-mechanical Properties of Mechanical Crimp Textured Yarn.
% Crystallinity
% Extension
% Boiling water shrinkage
Tenacity (gpd)
A2
A2
A2
A2
A4
A4
A4
A4
A5
A5
A5
A5
FIGURE 3 (b) Effect of false-twist on the mechanical and thermal characteristics of the textured yarn.
FIGURE 3 (a) Effect of pre-twist on the mechanical and thermal characteristics of the textured yarn.
50 100 150 200 250 300 3500
5
10
15
20
25
30
35
40
45Figure 3-a Effect of Pre-twist on the Mechanical and Thermal Characteristics of the Textured yarn.
Pre-twist (tpm)
Sam
ple
prop
ertie
s
A1
A2 A3
%Extension A1
A1
A1
A2
A2
A2
A3
A3
A3
%Crystallinity
%Boiling water shrinkage
Tenacity (gpd)
2800 3000 3200 3400 3600 3800 40000
5
10
15
20
25
30
35
40
45
50
False-twist (tpm)
Sam
ple
Val
ue
Figure 3 Effect of False-twist on the Thermo-mechanical Properties of Mechanical Crimp Textured Yarn.
% Crystallinity
% Extension
% Boiling water shrinkage
Tenacity (gpd)
A2
A2
A2
A2
A4
A4
A4
A4
A5
A5
A5
A5
FIGURE 3 (b) Effect of false-twist on the mechanical and thermal characteristics of the textured yarn.
50 100 150 200 250 300 3500
5
10
15
20
25
30
35
40
45Figure 3-a Effect of Pre-twist on the Mechanical and Thermal Characteristics of the Textured yarn.
Pre-twist (tpm)
Sam
ple
prop
ertie
s
A1
A2 A3
%Extension A1
A1
A1
A2
A2
A2
A3
A3
A3
%Crystallinity
%Boiling water shrinkage
Tenacity (gpd)
2800 3000 3200 3400 3600 3800 40000
5
10
15
20
25
30
35
40
45
50
False-twist (tpm)
Sam
ple
Val
ue
Figure 3 Effect of False-twist on the Thermo-mechanical Properties of Mechanical Crimp Textured Yarn.
% Crystallinity
% Extension
% Boiling water shrinkage
Tenacity (gpd)
A2
A2
A2
A2
A4
A4
A4
A4
A5
A5
A5
A5
FIGURE 3 (b) Effect of false-twist on the mechanical and thermal characteristics of the textured yarn.
% Crystallinity
Underfeed leads towards increase in crystallinity value [7]. So, higher crystallinity value for all the textured yarns [table 2] as compared to parent yarn (21.95%) is likely. At selected constant underfeed level yarn tension gets increased with the insertion of twist, irrespective of real or false. So, increases in % crystallinity with twist is expected [figures 3 (a-b)]. But further increase in twist attributed to deformation caused at increased angle of spiral more rather than tension development in axial direction [6, 7]. Thus drop in %crystallinity of mechanical crimp textured yarn at higher pre-twist as well as false-twist level [figures 3 (a-b)] is as per expectation.
Diffused nature of melting endotherm has been produced by all the samples under consideration [figures 4 (a-e)]. Absence of sharp melting peak is the indicative of partial crystallization [≈ 48%] caused to the samples, supported by % crystallinity values reported in table 2. Partially crystallized structure obtained from low crystalline feed polymer on texturising thus provides important characteristics for any textile end-products. They are desired tenacity due to improved orientation, stability due to increased resistance to deformation as well as flexibility due to the presence of partial amorphous structure [7].
72
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions

Effect of Pre-twist
After melting the specimen in the first heating cycle, cooling of the same in the next step leads to crystallization of the material. This is exhibited by the exotherm by all the DSC-curves [figures 4 (a-e)].
Lower value of crystallinity has been observed for low pre-twist textured yarn (sample A1) produced at identical false-twist is the indicative of looser structure. Highest value of percent boiling water shrinkage [table 2] in a group supports the presence of soft voluminous structure on texturising at low pre-twist. Less torsional and bending deformation at low twist, thereby having low crystallinity [table 2], demands more crystallization temperature [figure 4 (a)]. This argument found the support from the highest rise reported in melting temperature Tm2 (271.33 .oC) in the second heating cycle [table 2] in the group: I (samples A1-A3).
Magnitude of crystallization temperature (Tc) is found to be same for sample A2 and sample A3, viz; 198.93 oC [figures 4 (b-c)], but sharpness of exotherm peak for sample A3 is more. This is mainly attributed to looser microstructure formed at higher bending and torsional deformation of constituent filaments at higher pre-twist. Thus looser microstructure of stiffer filaments (more crystalline) with close packing in yarn has allowed it to undergo slower cold-crystallization due to poor heat transaction. So, the reduction in melting temperature of sample A3 in the second heating cycle is likely [table 2]. These findings have also gone in agreement to Hossein Tavanai et al. [11]. According to their findings for false-twist textured yarn lower crystallization temperature (Tc) is the indicative of a rather longer time required for the melt, leaving the spinneret to crystallize and somehow a higher resistance against crystallization. Heating the so cooled samples in general reduces their melting points.
Thus DSC-test results highlight the effect of pre-twist on the thermal characteristics of newly designed mechanically textured yarn. Even low boiling water shrinkage value has been reported for the same. It strengthens the argument of closer packing of stiffer filaments in product yarn with reduced air gaps. Thus mechanical crimp textured yarn has a better thermal insulation (poor thermal transaction) and dimensional stability. Such yarns due to better insulation property can be preferred for the production of protective clothing. However presence of stiffer and closely packed constituent gives rise to harsher feel and low volume [6, 9]. Even dye uptake during finishing of such yarn will be less due to reduced gaps [12].
On the contrary sample A2 with higher % crystallinity has undergone faster crystallization on cooling and thereby ends up with increased melting temperature Tm2 ( oC) in the second heating cycle [table 2]. This is mainly due to less looser (deformed) microstructure composed of higher crystallinity filaments. Presence of more gaps in the structure has also allowed it to undergo comparatively higher boiling water shrinkage.
Effect of False-twist
Differential Scanning Calorimeter (DSC) curves [figure 4 (b-d-e)] are highlighting thermal behaviour for textured yarn samples produced at identical pre-twist but different false-twist (sample A2 and Samples A4-A5). Percent crystallinity has increased initially with increase in false-twist but get dropped with further rise in false-twist [figure 3 (b)]. This is mainly attributed to more bending and torsional forces encountered with increase in false-twist. These forces increase crystallinity initially but later on with the increased deformation leads to the formation of looser/softer micro structure of constituents. Thus proportionate to crystallinity of product yarn higher crystallization temperature (Tc) values are found for product yarns [table 2] in the referred group. They are the indicative of more resistance against crystallization (presence of higher amorphous region) and thereby increased melting point on second heating.
Summarizing the discussion it is not exaggerating to mention that higher false-twist level adopted for mechanical crimp texturising leads to softer structure with better means of heat transaction thereby suitable for the comfort property of the apparel. At identical packing factor (pre-twist) boiling water shrinkage value get increased with false-twist, irrespective of its crystallinity [table 2 and figure 3 (b)]. This is mainly due to increased volume of product yarn in the presence of more crimpy constituents. Increased volume excels it in its dyeing behaviour. Thus fabric produced out of it will resume better bulk/ cover as well as ease of dyeing and finishing makes it suitable for apparel purpose.
Lower U% reported [≤ 1] for all the textured yarn is the indicative of uniformity of texturising effect. Such yarn on dyeing will not show any inherent behaviour, i.e. Dye streakiness.
73
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions
CONCLUSION
A new design concept of mechanical crimp texturising was adopted for the production of textured yarn on an economical way. Pre-twist used for binding and false-twist used for imparting crimpy configuration are the two major process variables. So their effects on the thermo mechanical properties of the textured yarn have been studied, as these properties have a direct influence on the further end use.
Based on the thermal analysis on differential scanning calorimeter of mechanical crimp textured polyester yarn following conclusions can be drawn.
1. Texturising has increased the crystallinity of all the product yarns as compared to parent yarn due to under feed mode used on newly designed apparatus.
2. Increase in the pre-twist as well as false-twist leads towards increase in crystallinity of the product yarn initially but get reduced with further rise in the value.
3. Mechanical crimp textured yarn produced with higher pre-twist has low crystallinity as well as low second heat melting point due to looser micro structure formation. This makes structure suitable for the use of thermal insulation but limits its dye up take, feel and comfort properties.
4. Mechanical crimp textured yarn produced with higher false-twist has low crystallinity as well as higher second heat melting point due to looser micro structure formation. This makes structure suitable for the use of thermal transaction along with better dye up take, feel and comfort properties.
5. Better uniformity values were reported for all the textured yarn.
ACKNOWLEDGMENTS
Authors are grateful to Reliance Industries Ltd.,Surat, for supplying the necessary raw materials and for the DSC testing facility.
REFERENCES
1. V. B. F. Mathot, Calorimetry and Thermal Analysis of Polymers, New York: Hanser Publications, 1994, pp 15-18. 2. A. M. Manich, J. Maillo, D. Cayuela, Carilla, M. Ussman and J. Gacen, Journal of Thermal Analysis and Calorimetry,
93, 921-926, (2008). 3. R. E. J. Greer, “ Bulked Yarn Production” Ph.D. Thesis, University of Manchester, 1969. 4. P. Ghose, Fiber Science and Technology, New Delhi: McGraw-Hill publications, 2004, pp. 148-151. 5. H. Ludewig, “Tensile Properties” in Polyethylene Terephthalate Fibers, edited by J.W..S. Hearle, America: Wiley-
Interscience, 1964, pp.265-275. 6. B.C.Goswami, J.G. Martindale, F. L. Scardino, “Twist in yarns” in Textile Yarns- Technology, Structure and
Applications, edited by Dr. Ludwig Rebenfeld , New York : A Wiley-Interscience Publication, 1976, pp. 96-120. 7. J.W.S. Hearle and D. K. Wilson, “False-twist Process” and “Air-jet Texturising and Yarns” in Yarn Texturising
Technology, edited by John Hearle, England: Wood head Publishing Limited, 2001, pp. 97-140 and 211- 233. 8. W. J. Sichina, Better Means of Determining Polymer Crystallinities by DSC: Temperature Dependent Crystallinity
Software, Thermal Analysis Application note, published by PerkinElmer instruments, 2000. 9. J. E. Booth, “Yarn dimensions” in Principles of Textile Testing, edited by Butterworth, Delhi: CBS Publishers &
Distributors, 1996, pp.229-237. 10. M. V. S. Rao and A. B. Talele,“False-twist Texturising” in A Guide to Crimping /Texturising Technology, edited by
Dr. R.S. Gandhi, Surat: MANTRA Publications, 1979, pp.57-58 . 11. Hossein Tavanai, Arash Ataeian, Laleh Ghasemi and Zahra Kargar, Fibers & Textiles in Eastern Europe, 15, 54 -58,
(2007). 12. L. Berkeley Hathorne, “Boil-Off and Dyeing of Stretch Filled Fabrics.”in Woven Stretch and Textured Fabrics, edited
by Berkeley L. Hathorne, America: Interscience Publishers, 1966, pp.178- 188 .
74
Downloaded 13 Jul 2011 to 117.211.115.2. Redistribution subject to AIP license or copyright; see http://proceedings.aip.org/about/rights_permissions