study the causes of yarn breakage and possible
TRANSCRIPT
DSpace Institution
DSpace Repository http://dspace.org
Leather Engineering Thesis and Dissertations
2017-12
STUDY THE CAUSES OF YARN
BREAKAGE AND POSSIBLE
METHODS FOR ITS REDUCTION IN
WEAVING AT BDTSC
BITEW, NIGUSSIE
http://hdl.handle.net/123456789/8234
Downloaded from DSpace Repository, DSpace Institution's institutional repository
STUDY THE CAUSES OF YARN BREAKAGE AND
POSSIBLE METHODS FOR ITS REDUCTION IN WEAVING
AT BDTSC
NIGUSSIE BITEW
ETHIOPIAN INSTITUTE OF TEXTILE AND FASHION
TECHNOLOGY
BAHIR DAR UNIVERSITY
BAHIR DAR
2017
STUDY THE CAUSES OF YARN BREAKAGE AND
POSSIBLE METHODS FOR ITS REDUCTION IN
WEAVING AT BDTSC
BY
NIGUSSIE BITEW
A Thesis Submitted to the
Ethiopian Institute of Textile and Fashion Technology
In Partial Fulfillment of the Requirements for the Degree of
Master of Science
In
Textile Manufacturing
Under the Supervision of
Asst. Prof. Addisu Ferede
Ethiopian Institute of Textile and Fashion Technology
Bahir Dar University
Bahir Dar
JUNE, 2017
ii
Abstract
Yarn breakages have a great effect on weaving productivity and also on fabric
quality. The most important factors affecting the air jet weaving machine‟s
efficiency are warp and weft breaks which are strongly connected to the yarn
parameters. It was determined that the yarn properties, which mostly affect the
rates of both warp and weft breaks are yarn strength, yarn imperfections (thin
places, thick places, neps), yarn twist, yarn hairiness and unevenness.
The main causes of both weft and warp yarn breakages in weaving are poor yarn
quality, excessive loom speed, uncontrolled room temperature and relative
humidity, uncontrolled warp tension, mechanical problems of the machine, and
Other causes can be due to bad knots on warp yarn, poor size pick-up, loose
ends, fly stuck onto threads, snarls after weft pre feeder, snarls on cone,
improper cone forming, slough off at cone, wrong drawing–in, damaged back rest
roller, healed frames, drop wires and improper warp beam forming. The
breakage study was conducted using air jet looms at BDTSC. When weaving for
a period of one hour at a loom speed of 600 rpm, using a reed width of 1.6 m,
and producing a plain fabric with 24 ends/cm and 18 picks per centimeter
number of warp and weft breaks for 100% cotton yarn. Minitab 15 software was
used for analyzing the experimental data. Analysis of Variance (ANOVA) was
used to detect the significant effects of these variables. The breakage rate of
unconditioned yarn is greater than conditioned yarn. Since conditioning improves
yarn qualities (like; strength, elongation, etc.).
iii
Approval page
I certify that I have supervised /read this study and that in my opinion it conforms
to acceptable standards of scholarly presentation and is fully adequate, in quality
and scope, as a thesis for the fulfillment of the requirements for the degree of
Master of Science in Textile Manufacturing.
_________________ Signature _________________
Supervisor co -supervisor
___________________ _________________
External Examiner 1 External Examiner 2
___________________ _________________
Internal Examiner Chairman Examination committee member
This thesis was submitted to the Ethiopian Institute of Textile and Fashion
Technology, Bahir Dar University and is accepted as fulfillment of the
requirements for the Degree of Master of Science in Textile Manufacturing.
_________________ ___________________
Scientific Director/ Director/
Head of the program Dean of postgraduate students
iv
Declaration
I hereby declare that the thesis is submitted in fulfillment of the Master degree is
in my own work and that all contributions from any other persons or sources are
properly and duly cited. I further declare that the material has not been submitted
either in whole or in part, for a degree that at this or any other university. In
making this declaration, I understand and acknowledge any breaches in this
declaration constitute academic misconduct, which may result in my expulsion
from the program and/or exclusion from the award of the degree.
Nigussie Bitew _______________
Name of Candidate Signature of candidate Date

v
Copy right by
© Nigussie Bitew and EiTEX, 2017
vi
Acknowledgments
I would like to thank the almighty God for giving me the strength to end this thesis
work. Next to God I thank my advisor asst. professor Addisu Ferede (Scientific
director of EiTEX) for his cooperation and reliable guidance from start to the final.
Also; I would like to thank all the people who helped me during this thesis work. I
found very joyful experiences which are very helpful for my dreams I am intended
to be. Unfortunately, there were many challenges to be tacked as well, and many
people were there with me. It is my pleasure to express my appreciation to all of
them for standing in my side. My appreciation also goes to Bahir Dar Textile
Share Company for allowing me to do my thesis in the factory and to use testing
laboratory.
vii
Advisors’ Approval Sheet
ETHIOPIAN INSTITUTE OF TEXTILE AND FASHION TECHNOLOGY (EiTEX)
POSTGRADUATE OFFICE
This is to certify that the thesis entitled “study the causes of yarn breakage and
possible methods for its reduction in weaving at BDTSC” submitted in partial
fulfillment of the requirements for the degree of master‟s with specialization in
Textile Manufacturing, the Graduate program of the Ethiopian Institute of Textile
and Fashion Technology, and has been carried out by Nigussie Bitew, ID No.
MTM/R/006/08 under my supervision. Therefore, I recommend that the student
has fulfilled the requirements and hence hereby can submit the thesis to the
institute.
Asst. prof. Addisu Ferede ____________ ___________
Name of advisor Signature Date
viii
Board Examiner’s Approval
ETHIOPIAN INSTITUTE OF TEXTILE AND FASHION TECHNOLOGY (EiTEX)
POSTGRADUATE OFFICE
We, the undersigned, members of the Board of the final open defense by have
read and evaluated his/her thesis entitled “study the causes of yarn breakage
and possible methods for its reduction in weaving at BDTSC”, and examined the
candidate. This is, therefore, to certify that the thesis has been accepted in partial
fulfillment of the requirements for the degree of Master of Science in Textile
Manufacturing.
________________ ____________ _______________
Name of the Chairperson Signature Date
________________ ____________ _______________
Name of Internal Examiner Signature Date
________________ ____________ _______________
Name of External Examiner Signature Date
________________ ____________ _______________
PG/Graduated committee Signature Date
Final approval and acceptance of the thesis is contingent upon submission of the
final copy of the thesis to the post graduate studies office through the institute
Graduate committee of the candidate‟s program.
Stamp of postgraduate office
Date: _________________
ix
Table of Contents
Abstract ............................................................................................. ii
Acknowledgments ............................................................................. vi
List of Tables ................................................................................... xii
List of Figures .................................................................................. xiii
List of Symbols and Abbreviations .................................................. xiv
CHAPTER ONE ................................................................................. 1
INTRODUCTION ............................................................................... 1
1.1 Prefaces on fabric production ...................................................................... 1
1.2 Background ................................................................................................. 2
1.3 Problem statement ...................................................................................... 4
1.4 Objective ..................................................................................................... 4
1.4.1 General objective ........................................................................................................ 4
1.4.2 Specific objectives ....................................................................................................... 4
1.5 Scope .......................................................................................................... 5
CHAPTER TWO ................................................................................ 6
LITERATURE REVIEW ..................................................................... 6
2.1 Yarn breaks in air jet weaving machine ....................................................... 6
x
2.2 Relationship between yarn strength, elongation and breakage ................... 8
2.3 Yarn breaks due to yarn imperfections ........................................................ 9
2.4 Effect of yarn twist on yarn breakage ........................................................ 11
2.5 Effect of yarn hairiness on yarn breakage ................................................. 11
2.6 Effect of sizing on yarn breakage .............................................................. 12
2.7 Effects of weaving conditions on yarn breakage ....................................... 15
CHAPTER THREE .......................................................................... 17
METHODOLOGY ............................................................................ 17
3.1 Materials .................................................................................................... 17
3.2 Methods .................................................................................................... 17
3.2.1 Evaluation of yarn quality (using ATSM standards) ............................................. 18
3.2.2 Study of both warp and weft yarn breakage ......................................................... 20
3.2.3 Observations .............................................................................................................. 21
3.2.4 Data analysis.............................................................................................................. 21
RESULT AND DISCUSSION ........................................................... 22
4.1 Effect of yarn conditioning on breakage .................................................... 22
4.2 Effect of hairiness and imperfection on yarn breakage .............................. 27
4.3 Effect of twist on yarn breakage ................................................................ 30
xi
4.4 Effect of sized yarn tenacity and elongation on yarn breakage ................ 32
4.5 Determination of yarn breakages .............................................................. 35
4.6 Causes of yarn breakages and solutions .................................................. 39
CHAPTER FIVE............................................................................... 42
CONCLUSION AND RECOMMENDATION ..................................... 42
5.1 Conclusion ................................................................................................ 42
5.2 Recommendation ...................................................................................... 43
5. APPENDICES.............................................................................. 49
Appendices 1 .................................................................................................. 49
Appendices 2 .................................................................................................. 50
Appendices 3 .................................................................................................. 51
xii
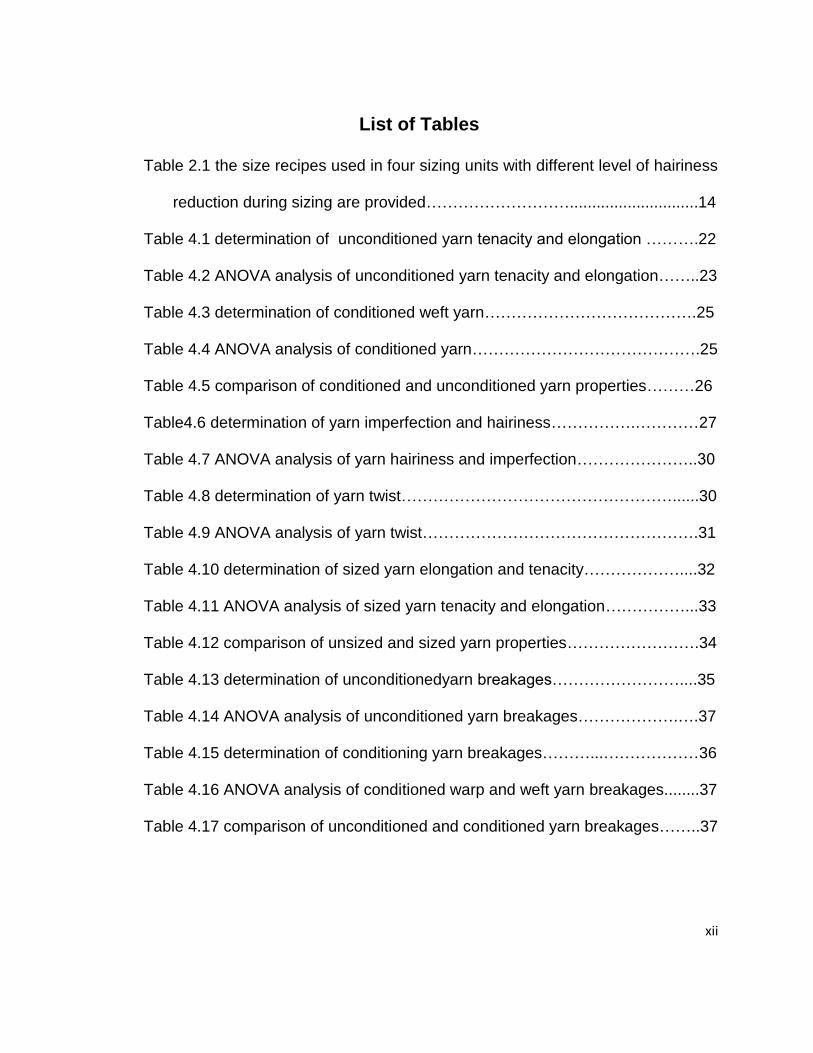
List of Tables
Table 2.1 the size recipes used in four sizing units with different level of hairiness
reduction during sizing are provided……………………….............................14
Table 4.1 determination of unconditioned yarn tenacity and elongation ……….22
Table 4.2 ANOVA analysis of unconditioned yarn tenacity and elongation……..23
Table 4.3 determination of conditioned weft yarn………………………………….25
Table 4.4 ANOVA analysis of conditioned yarn…………………………………….25
Table 4.5 comparison of conditioned and unconditioned yarn properties………26
Table4.6 determination of yarn imperfection and hairiness…………….…………27
Table 4.7 ANOVA analysis of yarn hairiness and imperfection…………………..30
Table 4.8 determination of yarn twist……………………………………………......30
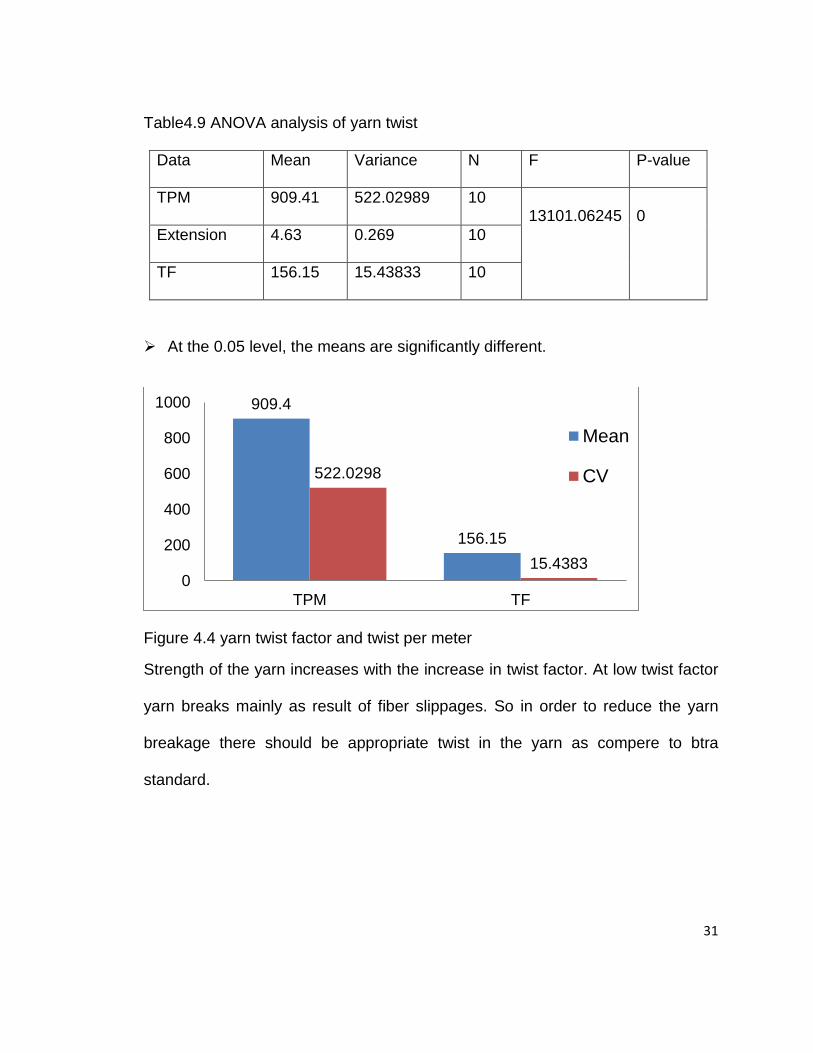
Table 4.9 ANOVA analysis of yarn twist…………………………………………….31
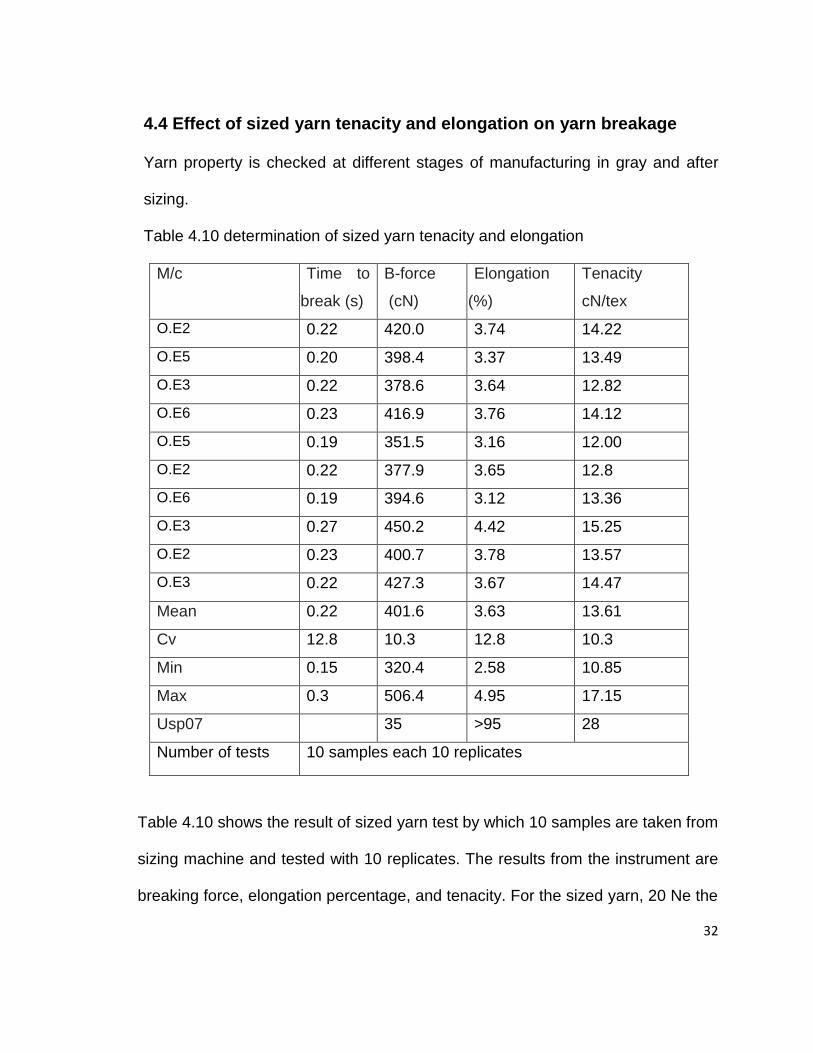
Table 4.10 determination of sized yarn elongation and tenacity………………....32
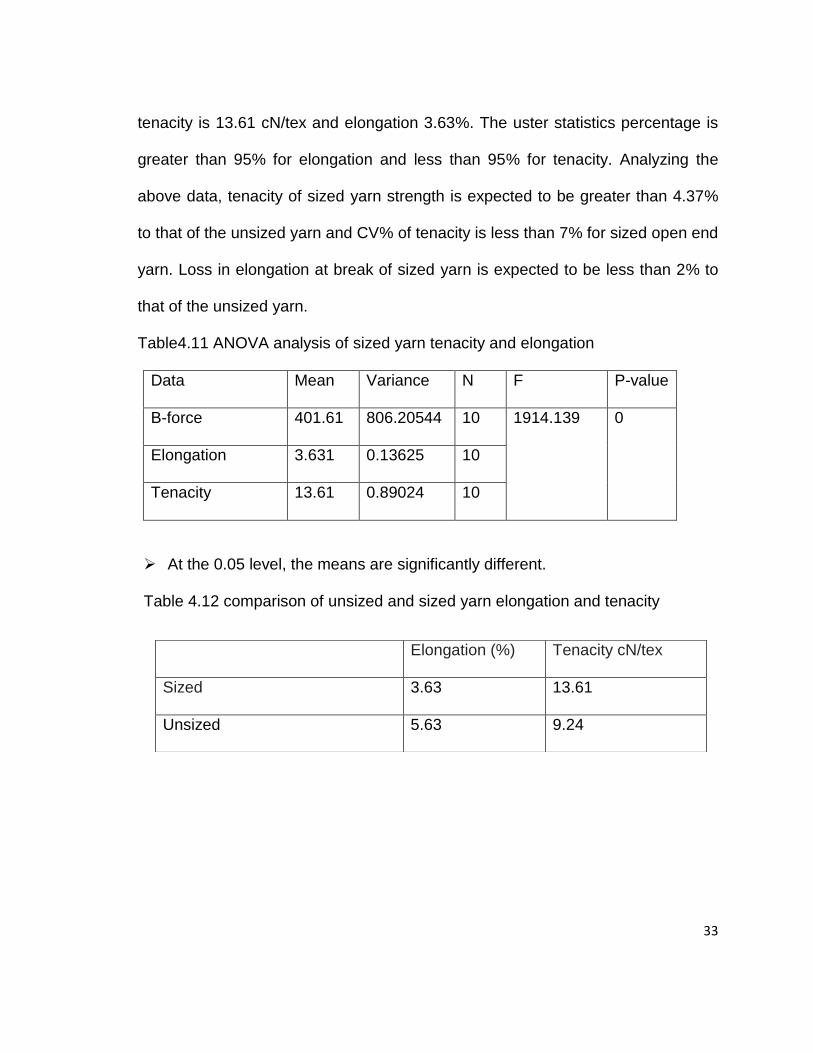
Table 4.11 ANOVA analysis of sized yarn tenacity and elongation……………...33
Table 4.12 comparison of unsized and sized yarn properties…………………….34
Table 4.13 determination of unconditionedyarn breakages……………………....35
Table 4.14 ANOVA analysis of unconditioned yarn breakages……………….….37
Table 4.15 determination of conditioning yarn breakages………...………………36
Table 4.16 ANOVA analysis of conditioned warp and weft yarn breakages........37
Table 4.17 comparison of unconditioned and conditioned yarn breakages……..37
xiii
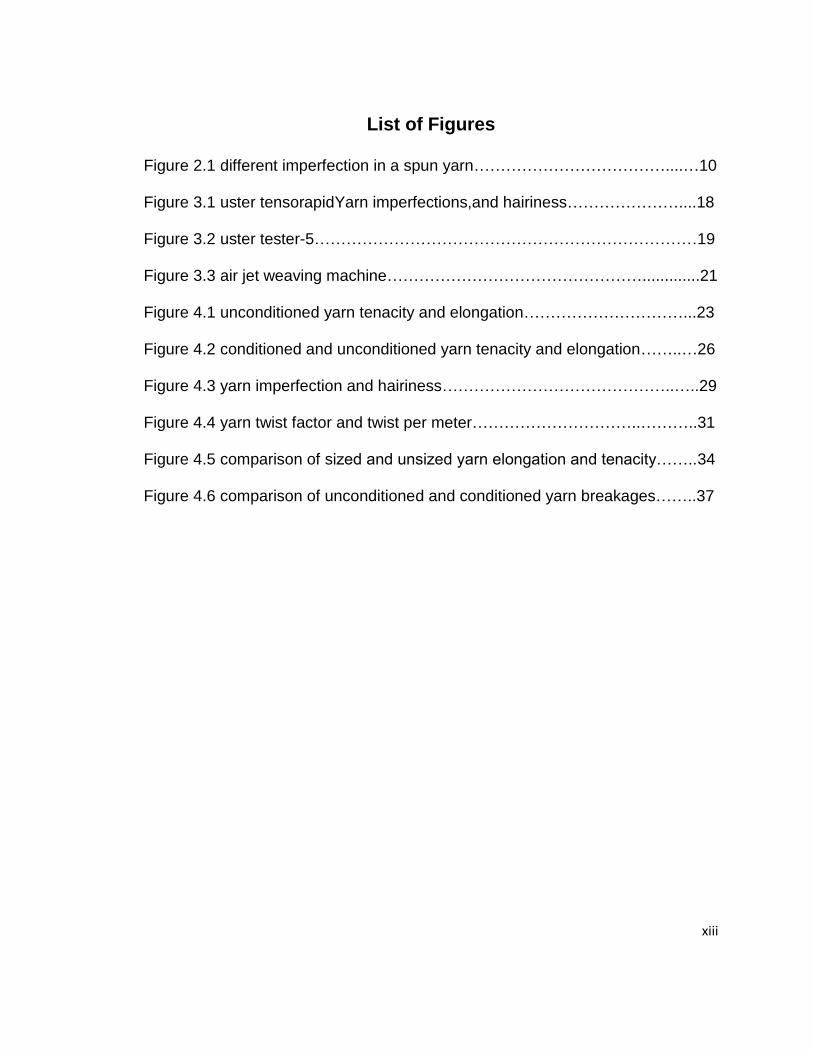
List of Figures
Figure 2.1 different imperfection in a spun yarn………………………………....…10
Figure 3.1 uster tensorapidYarn imperfections,and hairiness…………………....18
Figure 3.2 uster tester-5………………………………………………………………19
Figure 3.3 air jet weaving machine………………………………………….............21
Figure 4.1 unconditioned yarn tenacity and elongation…………………………...23
Figure 4.2 conditioned and unconditioned yarn tenacity and elongation……..…26
Figure 4.3 yarn imperfection and hairiness……………………………………..…..29
Figure 4.4 yarn twist factor and twist per meter…………………………..………..31
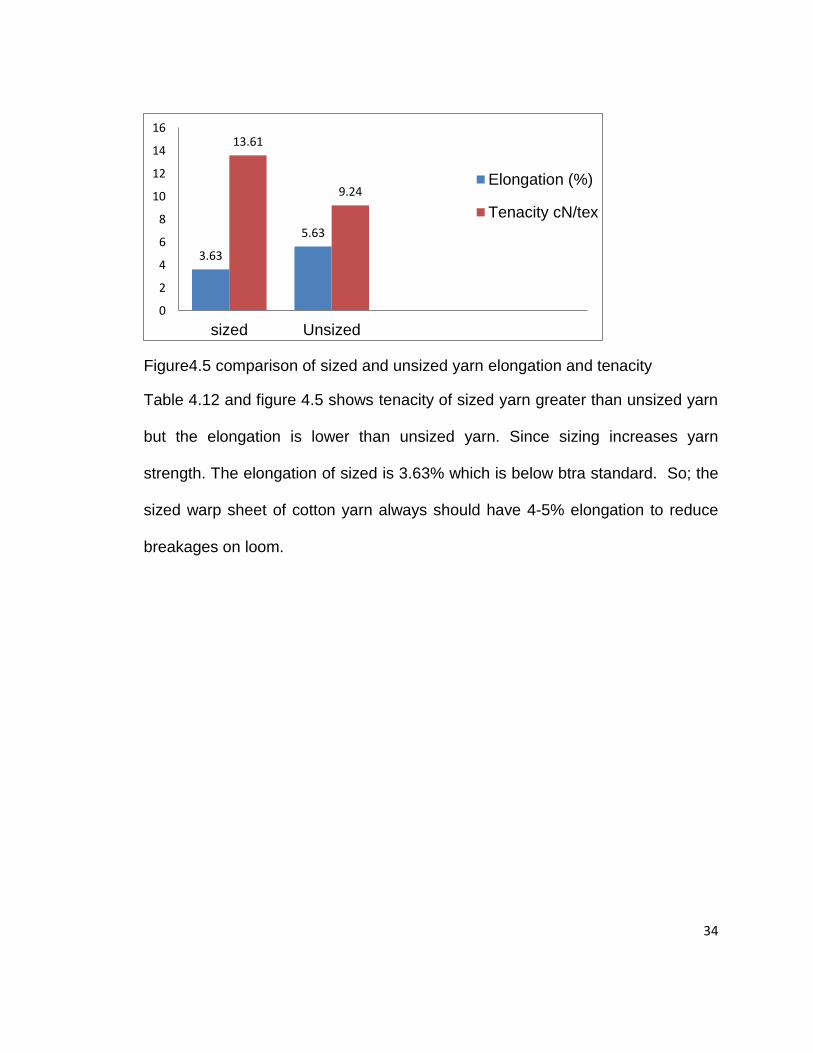
Figure 4.5 comparison of sized and unsized yarn elongation and tenacity……..34
Figure 4.6 comparison of unconditioned and conditioned yarn breakages……..37
xiv
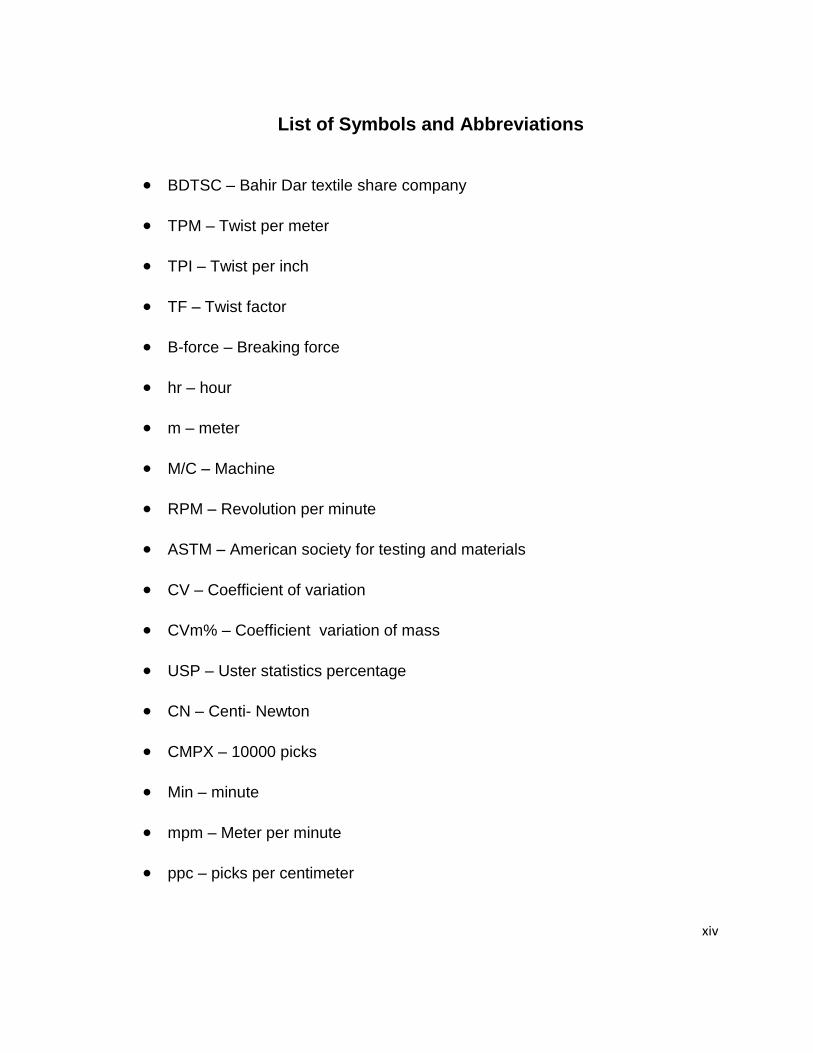
List of Symbols and Abbreviations
BDTSC – Bahir Dar textile share company
TPM – Twist per meter
TPI – Twist per inch
TF – Twist factor
B-force – Breaking force
hr – hour
m – meter
M/C – Machine
RPM – Revolution per minute
ASTM – American society for testing and materials
CV – Coefficient of variation
CVm% – Coefficient variation of mass
USP – Uster statistics percentage
CN – Centi- Newton
CMPX – 10000 picks
Min – minute
mpm – Meter per minute
ppc – picks per centimeter
xv
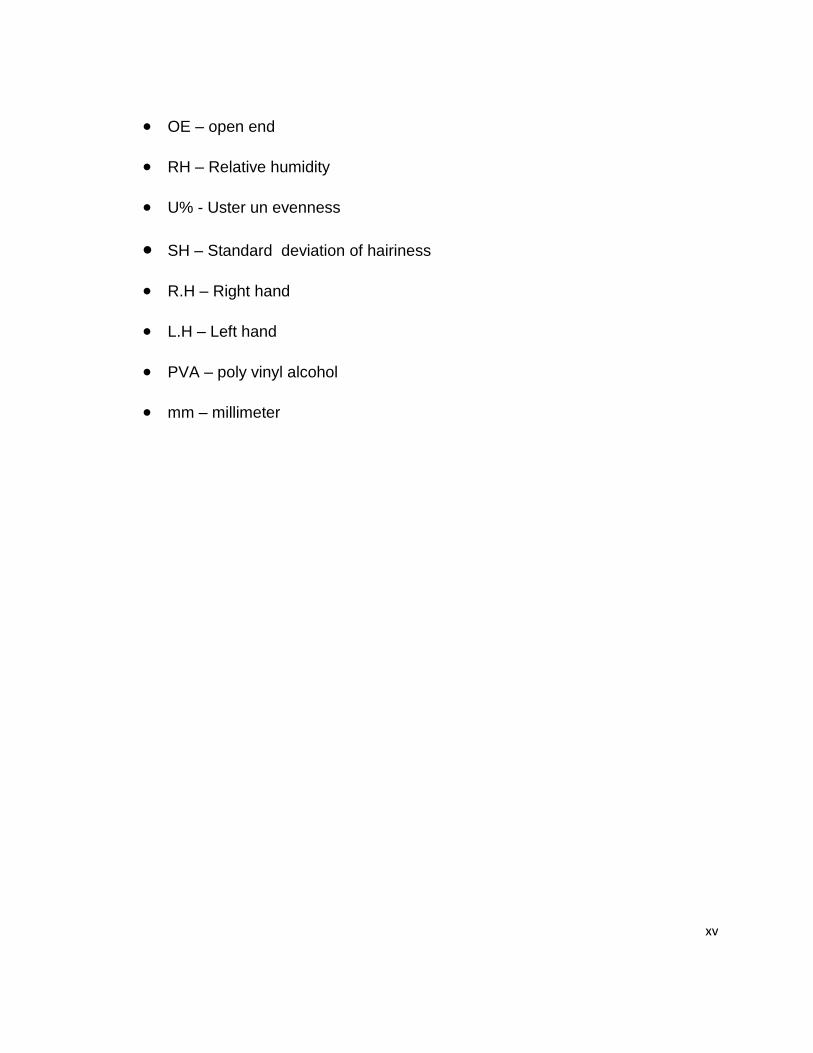
OE – open end
RH – Relative humidity
U% - Uster un evenness
SH – Standard deviation of hairiness
R.H – Right hand
L.H – Left hand
PVA – poly vinyl alcohol
mm – millimeter
1
CHAPTER ONE
INTRODUCTION
1.1 Prefaces on fabric production
Modern weaving machines stand out as an expensive class compared to
conventional machines in terms of capital investment. This basic difference
requires certain prerequisites to be considered while planning to venture into
modern weaving machines. The quality of yarn used on shuttleless looms is the
prime criteria considered for quality weaving. The machine parameters to be
controlled for an optimized preparatory operation have been dealt with respect to
winding, warping and sizing operations. Guidelines for machine stoppages
corresponding to warp and weft breakages in weaving are considered as
important in deciding the efficiency of a shuttleless weaving shed. For the
successful installation of shuttleless looms, it becomes inevitable to go for quality
yarn and optimization of the preparatory operations prior to weaving. A better
quality yarn leads to a quality warp and sized beam which consequentially gives
and efficient weaving operation both qualitatively and quantitatively.
2
1.2 Background
The efficiency of weaving is the most critical factor that has to be considered in
terms of productivity. The productivity of the loom is mainly decided by the speed
of the machine as well as the down time of the machine. In weaving, unwanted
loom stoppages always occur which leading to low production rates. Loom
stoppages during the weaving process usually occurs due to warp breaks, weft
breaks, mechanical breakdown, electrical faults, beam gaiting, shortage of spare
parts, power interruption, beam changing, cleaning, oiling and lubricating. Among
these warp and weft breaks, and beam gaiting occur more frequently than the
rest.
In rapier and air jet looms, warp and weft breaks causing loom stoppages during
weaving, are more frequent when using 100% cotton yarn. Improper adjusted
machine parameters and weaving conditions lead to yarn breaks during weaving.
For instance, both warp and weft breaks can be a result of uncontrolled room
temperature and relative humidity, poor quality of yarn, excessive loom speed,
and uncontrolled warp tension. Other causes can be due to knots on warp yarn,
poor size pick-up, loose ends, fly stuck onto threads and abrasive effect of the
drop wires and the heddles. Warp breaks cause longer stoppages as compared
to weft breaks since they require more time for repair particularly when using
100% cotton yarn.
3
In weaving industry reduction of yarn breakage is always emphasized to increase
productivity and maintain quality of woven fabric. In order to reduce the
production costs per meter of woven fabric, the yarn breakage are essential to be
reduced at every stage of manufacturing the woven fabric. In weaving industry
one of the most critical problems are breakage of both warp and weft yarns which
not only reduce the production rate and also deteriorate the quality of produced
fabric. These breakages produce lots of problems on the preparatory processes
and on loom. So by reducing these breakages of both warp and weft yarns not
only increase productivity of the processes involved to the production of fabrics
including warping, sizing, etc. and maintain quality of the woven fabric can be
increased and also reduces wastages of yarn.
In order to reduce yarn breakage, increase productivity of both machines and
labor also the quality of the produced fabric it is essential to select the
appropriate yarn for the production of fabric. The selected yarn should meet the
predefined standards of yarn strength, yarn hairiness, yarn imperfections (thin,
thick places and neps), twist per inch (TPI), yarn elongation and the most
important factors. The yarn should be composed of good raw material like cotton
of good staple length, maturity, fineness etc. There are different standards for
different counts of ring spun yarns (carded/combed) which are given below. For
each yarn count there are different standard values of factors. For example yarn
strength, twist per meter, elongation, hairiness, thin places, thick places and
neps. During selection of yarn the following properties are needed to consider in
4
order reducing breakages of yarns. These are single yarn strength, lea strength,
elongation, hairiness and yarn imperfection (thin, thick places and neps).
1.3 problem statement
The production efficiency is basically depending on the weft and warp breakage
rates and the time taken to restore and restart the loom. Currently the most
critical problem at Bahir Dar Textile Share Company in weaving section is
breakage of both warp and weft yarns which reduce the production rate and
quality of produced fabric; especially weft yarn breakages. These breakages on
the preparatory processes and on the loom produce lots of problems. For
example; snarls, double picks and miss picks, etc.
1.4 Objective
1.4.1 General objective
The general objective of this thesis is to design the possible methods to reduce
the yarn breakage rates after investigating the causes and effects of warp and
weft yarn breakages during weaving process.
1.4.2 Specific objectives
Evaluate the quality of warp and weft yarns
Study the warp and weft breakage rate
Investigate the reasons for warp and weft yarns breakages
Study the effect of warp and weft yarn breakages on loom efficiency and
quality of woven fabrics
Design a feasible solutions to minimize the warp and weft yarns breakage

5
1.5 Scope
Ensure that the yarn coming from spinning must have the suitable characteristics
of strength, hairiness, thick places, thin places, neps, and elongation according to
the standard. Identify factors which causes and influence the yarn breakages
also the practical step and other possible methods needed to reduce the
breakage of both warp and weft yarns on the loom.
6
CHAPTER TWO
LITERATURE REVIEW
2.1 Yarn breaks in air jet weaving machine
In the case of using 100% cotton yarn in air jet machines, warp and weft breaks
causes machine stoppages during weaving. In addition, wrongly adjusted
machine parameters and weaving conditions lead to yarn breaks during weaving.
The tension of warp and weft yarns leads to high warp and weft breaks rate too.
In many research works, low warp tension of 50cN had a significant effect on
weft breaks due to the disturbance of the smooth passage of weft yarn across
the shed. Increasing warp tension to 70 cN weft breaks were stabilized. Higher
tensions (80 cN, 85 cN and 90 cN) in the warp did not have an effect on the weft
break. This is in contrast with the warp breaks that occur more when the tension
was over 70cN so at this tension the warp suffers longitudinal stresses while the
weft, not as strained as the warp (Nkiwane L, Marashe S., 2012).
Low yarn tension creates a clinging effect, resulting in yarn breaks for both warp
and weft. The values of peak tension may reach about 30% of the tensile
strength of yarn. Selection of high quality yarn to weave on high speed air jet
machines needs to choose high quality yarn to weave on high speed air jet
machines, it is to increase the efficiency and reduced yarn breaks (El-Messiry M,
Mito A., October, 1994).
7
Yarns spun from staple fibers are irregular. As very thin place occurs, it may fail
under the balloon tension in spinning and a spinning break occurs. When such a
very thin place survives spinning in a weavable singles yarn, it causes yarn
breaks in weaving. The magnitude and frequency of very thin places depend on
the number of fibers in the yarn crosses section, and the variability of fiber
diameter (James L., June 2005).
It was observed during weaving with maximum weft densities that the machine
stopped mainly due to weft stops. In the majority of machine stoppages, weft
yarn got entangled with warp yarns especially at the selvage regions. The cloth-
fell moved backwards with increasing weft density and decreased the front shed
size. However, the cloth-fell position moved backwards more at the selvages due
to the lower warp tension. This decreased shed openness at the selvages even
more and warp yarns got into the profile of the reed before the completion of weft
insertion, this was observed as the main reason causing weft stops very often
and limited the maximum weavable weft density (Yildiray T, Recep E., Nov.
2011).
The predictability of the warp breakage rate from a sizing yarn quality index using
a feed forward back propagation network in an artificial neural network system
was investigated. A good correlation between predicted and actual warp
breakage rates indicated that the warp breakage rates can be predicted by
neural networks (Shaimaa Youssef El-Tarfawy, 2016).
8
The yarn breakages on the air jet machine are due to:
1. Machine parameters: machine speed, machine width, main nozzle
pressure, sub nozzle pressure, reed design, and weft insertion time.
2. Yarn physical properties: yarn structure, yarn morphology, yarn air drag
coefficient, yarn diameter, yarn cross section shape, and diameter variability
along the weft length in the shed (thin places, thick places and neps).
3. Yarn mechanical properties: yarn strength, yarn elongation, yarn modulus
of elasticity.
The above analysis shows the complexity of the relation between wefts breaks
rate and yarn properties, in spite of the low value of the tension on the weft yarn
during insertion but yarn breaks occurs. This may be due to the effect of air
streams interaction with the yarn during insertion along the machine width. The
interpretation of the weft breaking rate for each yarn before weaving will help the
weaver to choose the machine settings. In this work the prediction of the weft
breaking rate has been made using Artificial Neural Network system (Shaimaa
Youssef El-Tarfawy, 2016).
2.2 Relationship between yarn strength, elongation and breakage
Strength of yarn is one of the most important factor which influence yarn
breakages (Jeon B.S. 2000). The yarn should have good strength otherwise it
will affect the efficiency of machine and quality of the fabrics. CV% of yarn
strength influences warp stoppages more than any other factor. Higher the single
yarn strength lesser will be the yarn breakages. Single yarn strength variability
9
should not exceed 8% and variability of single yarn twist should not exceed 6% if
optimum performance is required (Basu, A. 2006 and Booth, 2012).
The elongation depends upon the length of the fiber and also on T.P.I. different
yarns have individual values of elongation. For instance cotton has elongation of
6-7% which gives good power to the yarn against breakages. The elongation of
yarn play part in each of the preparatory process e.g. cone winding, warping,
sizing and weaving on loom (Booth, 2012, & Basu, A., 2006).
2.3 Yarn breaks due to yarn imperfections
A yarn with more imperfections will exhibit poor appearance grade, lower
strength and poor performance in weaving is likely to produce fabric with low
quality. More yarn imperfection causes higher yarn breakages during weaving.
Studies indicated that the size of thick places and neps were poorly correlated to
their mass. The thin places were reported to be positively correlated with their
size.
An analysis of thick places in carded yarns revealed that more than 75% of the
imperfections were due to the presence of fiber clusters and fiber clusters with
foreign matter (J. Ochola, J. Kisato, L. Kinuthia, J. Mwasiagi and A. Waithaka,
2012).
10
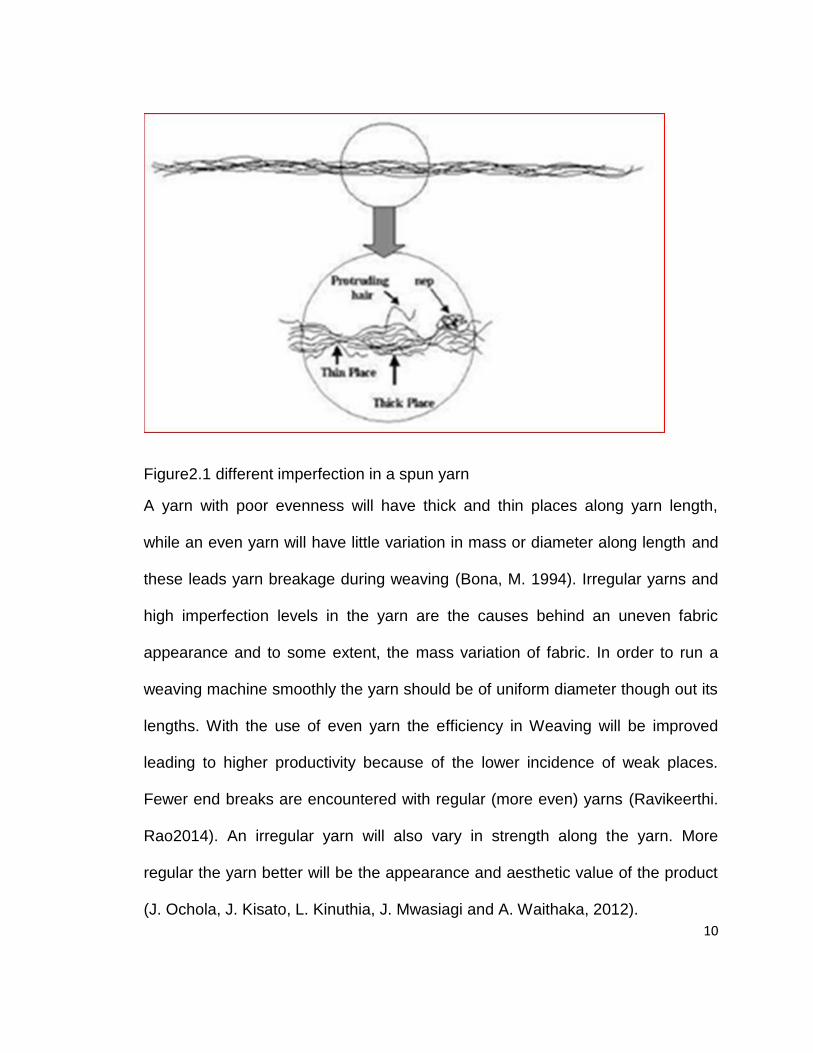
Figure2.1 different imperfection in a spun yarn
A yarn with poor evenness will have thick and thin places along yarn length,
while an even yarn will have little variation in mass or diameter along length and
these leads yarn breakage during weaving (Bona, M. 1994). Irregular yarns and
high imperfection levels in the yarn are the causes behind an uneven fabric
appearance and to some extent, the mass variation of fabric. In order to run a
weaving machine smoothly the yarn should be of uniform diameter though out its
lengths. With the use of even yarn the efficiency in Weaving will be improved
leading to higher productivity because of the lower incidence of weak places.
Fewer end breaks are encountered with regular (more even) yarns (Ravikeerthi.
Rao2014). An irregular yarn will also vary in strength along the yarn. More
regular the yarn better will be the appearance and aesthetic value of the product
(J. Ochola, J. Kisato, L. Kinuthia, J. Mwasiagi and A. Waithaka, 2012).
11
2.4 Effect of yarn twist on yarn breakage
Morton investigated that the spun yarns with higher twist multiplier exhibit greater
yarn irregularity (40-70%) which causes breakage in weaving (Morton, W.E.J.,
2003).
Gulati, ET.al (Gulati, A.N., and Turner, A.J., 2003) also worked out on the
relationship between diameter, twist, and count. They found that turns per inch in
any cross section are approximately inversely proportional to the number of
fibers in that part. A close relationship is also exhibited between fiber fracture and
yarn strength, about 60% of the fibers break when the yarn strength is at its
highest.
Barella discusses the influence of twist on yarn diameter, density, and
contracture, and has verified experimentally the theoretical relationship between
these parameters. The deformation and residual strain of individual fibers in
terms of yarn count and twist factor, fiber tension, lateral compression is
dependent upon the nature of fibers in the staple yarn. For getting better yarn
strength and torque understanding of twist distribution is very important factor
(Barella, A., 2003).
2.5 Effect of yarn hairiness on yarn breakage
The yarns with minimum hairiness have low yarn breakage and quality of the
fabric is also good. So during selection of yarn this factor should be considered
and hairiness of the yarn should be tested on the hairiness determining
12
apparatus, so breakages may control and quality of the end product may
consistent. Yarn unevenness affects fabric appearance and should preferably be
around 12% - 15%, U% depending on whether we are using combed yarn or
carded yarn. Doubled yarns should have significantly lesser U% and lesser
number of yarn defects (Basu, A., 2006. & Basal, G. & Oxenham, W. (2006).
2.6 Effect of sizing on yarn breakage
The loom shed efficiency entirely responsible for determination of performance of
any textile mill and that is depends on the practices required for preparation of
sizing beams. During sizing the stretch in the wet & drying zone are totally
responsible for loss in elongation which causes more breaks in weaving. If it is
not properly controlled in sizing this parameter will considerably result in to
reduction in yarn strength. It can be overcome by maintaining no stretch or
negative stretch in wet zone, this stretching zone is lies between saw box zone &
first drying cylinder. If the stretch in the zone does not control properly it will
considerably increase the warp breaks at loom, it will ultimately result to reduce
loom performance (B. C. Goswami, R. Anandjiwala and D. M. Hall, Marcel
Dekker, 2004).
Sizing not only provides strength to the yarn but also increase abrasion
resistance and increases the weaveability of the yarn. Proper sizing practices
reduce end breakages at loom which ultimately increases loom performance.
There are various sizing parameters which are responsible for maintaining quality
13
of size beam. The machine speed, squeezing roller pressure, viscosity of size
paste, temperature of saw box and stretch control are the essential parameters
which need to be control during sizing. A size yarn must have good abrasion
resistance which clearly reflects by its increase tensile strength with minimum
loss of elasticity and required amount of moisture for looming. Weavers beam
should not have more number of missing ends, cross ends, lappers and taped
ends so that it could unwind smoothly in weaving machine. To increase the
strength in abrasion resistance of yarn after sizing depend on a number of factor,
namely the recipe of the size mixing (Dr. Arindam Basu, June 2002).
Optimum yarn tension during sizing
Lappers during sizing vary between 0.2 per 1000 ends per 1000m and 1 per
1000 ends per 1000m in the sizing units studied, under good working conditions,
incidence of lappers during sizing needs to be maintained below 0.2per
1000ends per 1000 m. In general, when the sizing lappers are more, the
corresponding yarn has higher loss in elongation (B. C. Goswami, R.
Anandjiwala and D. M. Hall, Marcel Dekker, 2004).
14
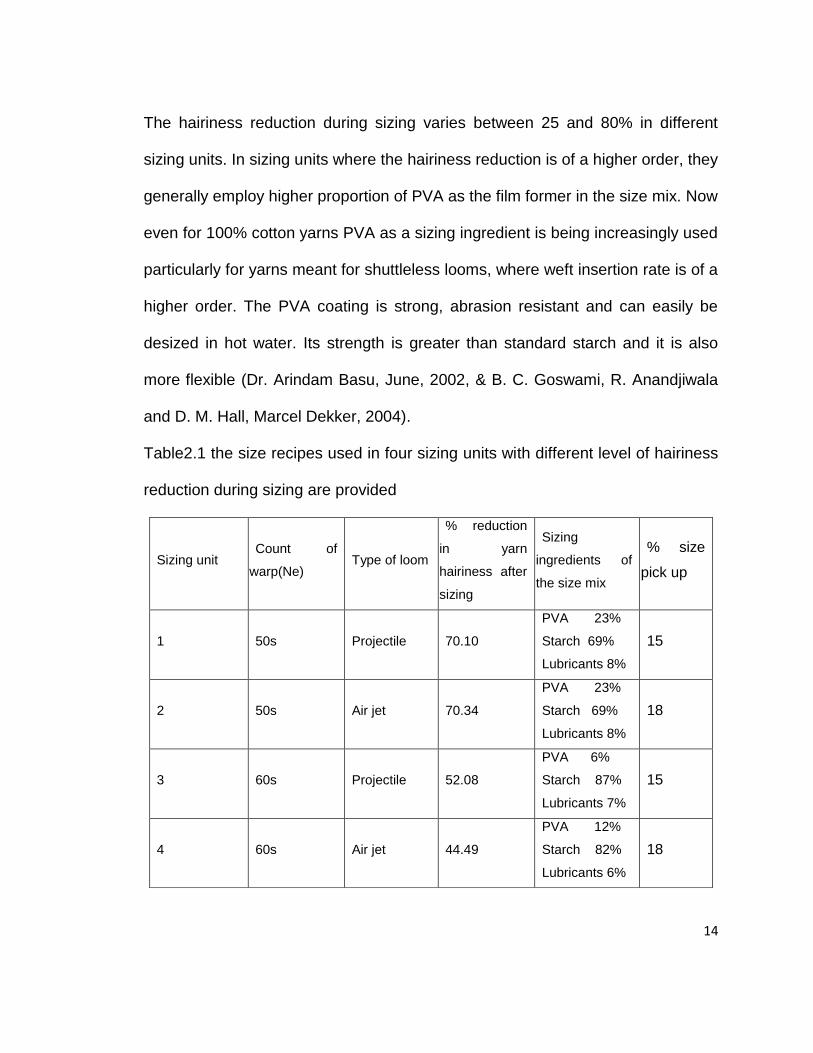
The hairiness reduction during sizing varies between 25 and 80% in different
sizing units. In sizing units where the hairiness reduction is of a higher order, they
generally employ higher proportion of PVA as the film former in the size mix. Now
even for 100% cotton yarns PVA as a sizing ingredient is being increasingly used
particularly for yarns meant for shuttleless looms, where weft insertion rate is of a
higher order. The PVA coating is strong, abrasion resistant and can easily be
desized in hot water. Its strength is greater than standard starch and it is also
more flexible (Dr. Arindam Basu, June, 2002, & B. C. Goswami, R. Anandjiwala
and D. M. Hall, Marcel Dekker, 2004).
Table2.1 the size recipes used in four sizing units with different level of hairiness
reduction during sizing are provided
Sizing unit Count of
warp(Ne) Type of loom
% reduction
in yarn
hairiness after
sizing
Sizing
ingredients of
the size mix
% size
pick up
1 50s Projectile 70.10
PVA 23%
Starch 69%
Lubricants 8%
15
2 50s Air jet 70.34
PVA 23%
Starch 69%
Lubricants 8%
18
3 60s Projectile 52.08
PVA 6%
Starch 87%
Lubricants 7%
15
4 60s Air jet 44.49
PVA 12%
Starch 82%
Lubricants 6%
18
15
In units 1 and 2 where hairiness reduction is of the order of 70% the size recipe
has PVA at 23%. On the other hand in units 3 and 4 where hairiness reduction is
around 50% the size recipe has relatively lower concentration of PVA at 6 to
12%. Among the weaving units surveyed, some have achieved breakage rate
close to the guideline values recommended in this.
2.7 Effects of weaving conditions on yarn breakage
In textile production processes, there are more stringent requirements of
temperature, and humidity levels required for cotton weaving. For any process,
temperature cannot be less than 20℃ and not more than 31℃, and relative
humidity should not vary excessively, thus the only acceptable variation can only
be ± 5%, based on the Zig Bee 802.15.4 protocol technology (ShiFen J. and
GuiXiong L.). Weaving conditions for100% cotton fabric are designed to maintain
high relative humidity (RH) of 80% to 85% at the warp sheet level i.e. at 'loom
sphere' as high humidity helps to increase the abrasion resistance of the warp.
Whereas it would be suffice to maintain general humidity condition in the room at
around 65%of R.H (Roy M. M, Jan-Mar, 2005).
Relative humidity may be reduced to 65% or even lower if desired to provide
more comfortable working conditions and reduce maintenance costs on loom
parts that are sensitive to humidity (Wilmington, Delaware, 1998). Warner states
that the strength of cotton yarn increases as it is exposed to moisture e.g. 75%
relative humidity. A further increase in relative humidity will not increase the
strength of the fibers.
16
Masudur measured and analyzed how temperature and relative humidity affect
the efficiency of looms for cotton weaving. He concluded that, the highest
efficiency was obtained at 65% relative humidity and 27℃ temperature, which are
in agreement with the international standards for cotton weaving in European
countries (Masudur R. and Md RuhulA, June, 2011).
17
CHAPTER THREE
METHODOLOGY
3.1 Materials
There are different materials and equipment will be used for this study. Some of
are:
20Ne 100% cotton grey weft and warp yarn
20Ne 100% cotton sized warp yarn
20Ne 100% cotton condition weft yarn
Uster Tensorapid 4
Electrical twist tester
Evenness tester and uster tester-5
3.2 Methods
This thesis is done in weaving section of Bahir Dar textile Share Company. The
raw material come from spinning section in the form of cone which; is delivered
to preparation section of weaving for warping production. Then the warp beams
will be loaded to sizing machine to produce weavers‟ beam which will be loaded
on loom by knotting or gaiting if it is new article. Finally looms run to produce
fabric from the beam and cone used as weft which comes from spinning section.

18
3.2.1 Evaluation of yarn quality (using ATSM standards)
Yarn strength and elongation
Uster Tensorapid 4 is used for testing tenacity of the yarn. As the extension
continues, the tension in the sample reaches to its maximum value and it breaks
at weakest point. A care is taken during yarn withdrawal that yarn path should not
be obstructed. Testing speed used is 5000 mm per minute. Testing yarn length is
500 mm. Mean values and C.V.% of tensile strength and elongation are
calculated.
Figure3.1 uster tensorapid
Yarn evenness, imperfections, hairiness, and twist
Measurements of yarn unevenness and imperfections were determined using
evenness tester. The yarn irregularity in terms of U% and the imperfections in
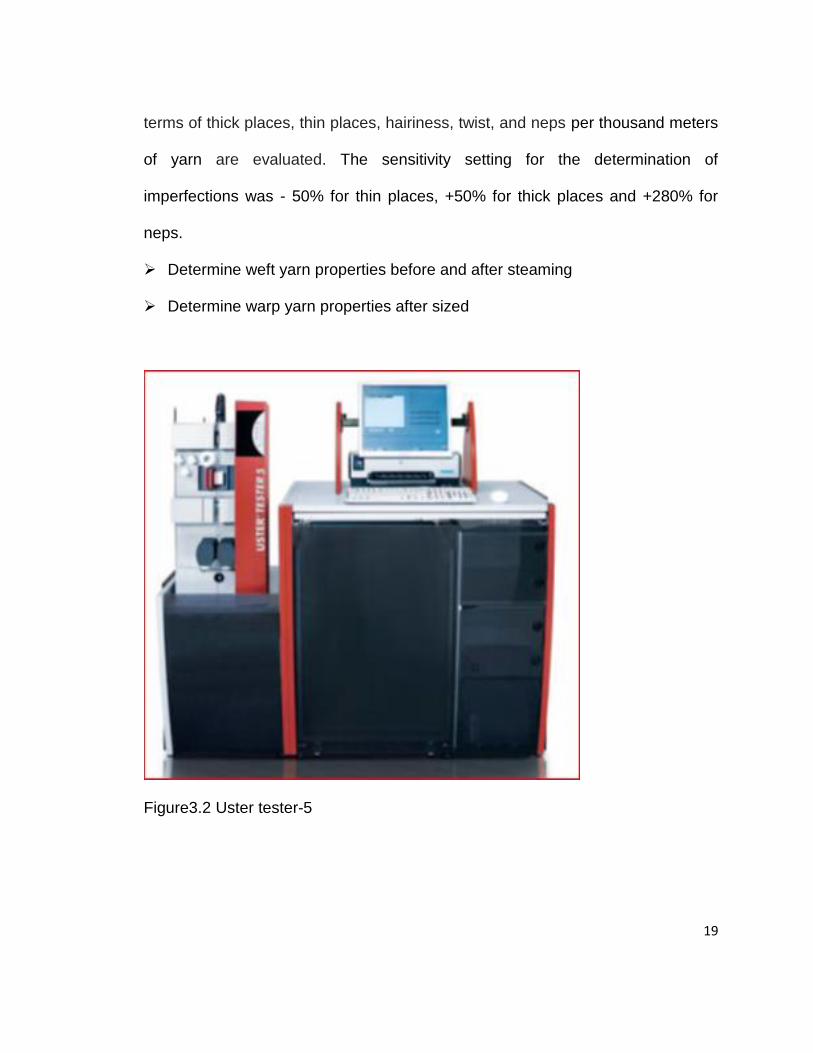
19
terms of thick places, thin places, hairiness, twist, and neps per thousand meters
of yarn are evaluated. The sensitivity setting for the determination of
imperfections was - 50% for thin places, +50% for thick places and +280% for
neps.
Determine weft yarn properties before and after steaming
Determine warp yarn properties after sized
Figure3.2 Uster tester-5
20
3.2.2 Study of both warp and weft yarn breakage
Study yarn breakage rate on air jet looms
Study yarn breakage rate before and after steaming on air jet loom
These studies are carried out to determine the number of warp and weft breaks
which occurred when the loom run. The total number of picks inserted, number of
warp breaks, number of weft breaks and loom efficiency that occur will be
recorded and calculated yarn breakage determination was conducted, using air
jet looms at BDTSC. When weaving for a period of one hour at a loom speed of
600 revolutions per minute (600 rpm),using a reed width of 1.6 m, and producing
a plain fabric with 24 ends per centimeter (24 ends/cm) and 18 picks per
centimeter the acceptable number of warp and weft breaks for 100% cotton yarn.
Breakage study article specifications
Article: Bed sheet 160cm
Design: plain structure
Warp density = 24 ends /cm
Weft density = 18 picks/cm
Warp / weft = 20/20 Ne
Number of end = 4080
Reed width = 160cm
RPM = 600
21
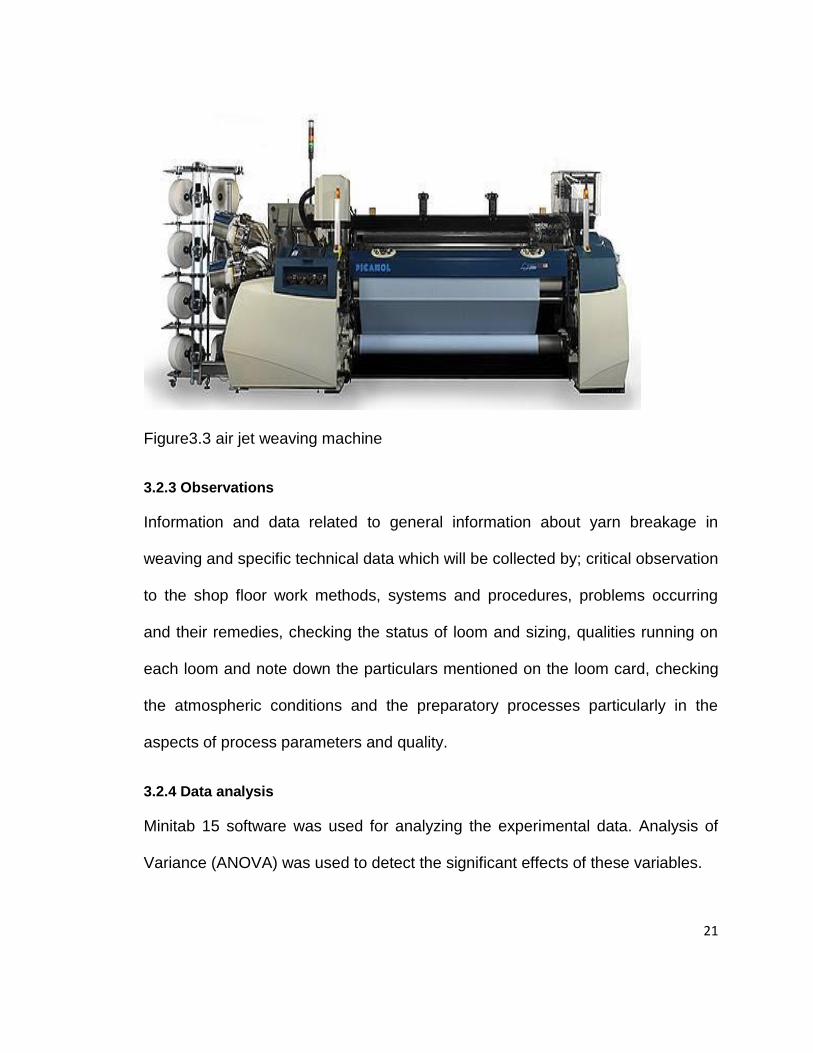
Figure3.3 air jet weaving machine
3.2.3 Observations
Information and data related to general information about yarn breakage in
weaving and specific technical data which will be collected by; critical observation
to the shop floor work methods, systems and procedures, problems occurring
and their remedies, checking the status of loom and sizing, qualities running on
each loom and note down the particulars mentioned on the loom card, checking
the atmospheric conditions and the preparatory processes particularly in the
aspects of process parameters and quality.
3.2.4 Data analysis
Minitab 15 software was used for analyzing the experimental data. Analysis of
Variance (ANOVA) was used to detect the significant effects of these variables.
22
CHAPTER FOUR
RESULT AND DISCUSSION
4.1 Effect of yarn conditioning on breakage
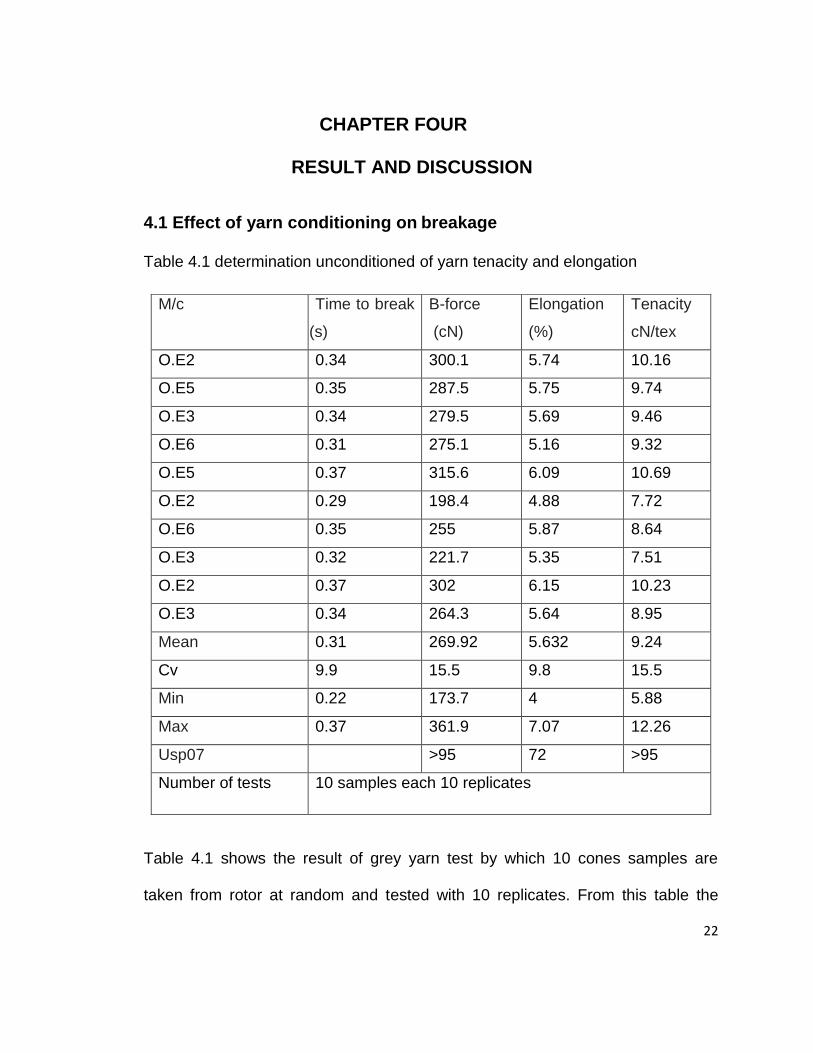
Table 4.1 determination unconditioned of yarn tenacity and elongation
Table 4.1 shows the result of grey yarn test by which 10 cones samples are
taken from rotor at random and tested with 10 replicates. From this table the
M/c Time to break
(s)
B-force
(cN)
Elongation
(%)
Tenacity
cN/tex
O.E2 0.34 300.1 5.74 10.16
O.E5 0.35 287.5 5.75 9.74
O.E3 0.34 279.5 5.69 9.46
O.E6 0.31 275.1 5.16 9.32
O.E5 0.37 315.6 6.09 10.69
O.E2 0.29 198.4 4.88 7.72
O.E6 0.35 255 5.87 8.64
O.E3 0.32 221.7 5.35 7.51
O.E2 0.37 302 6.15 10.23
O.E3 0.34 264.3 5.64 8.95
Mean 0.31 269.92 5.632 9.24
Cv 9.9 15.5 9.8 15.5
Min 0.22 173.7 4 5.88
Max 0.37 361.9 7.07 12.26
Usp07 >95 72 >95
Number of tests 10 samples each 10 replicates
23
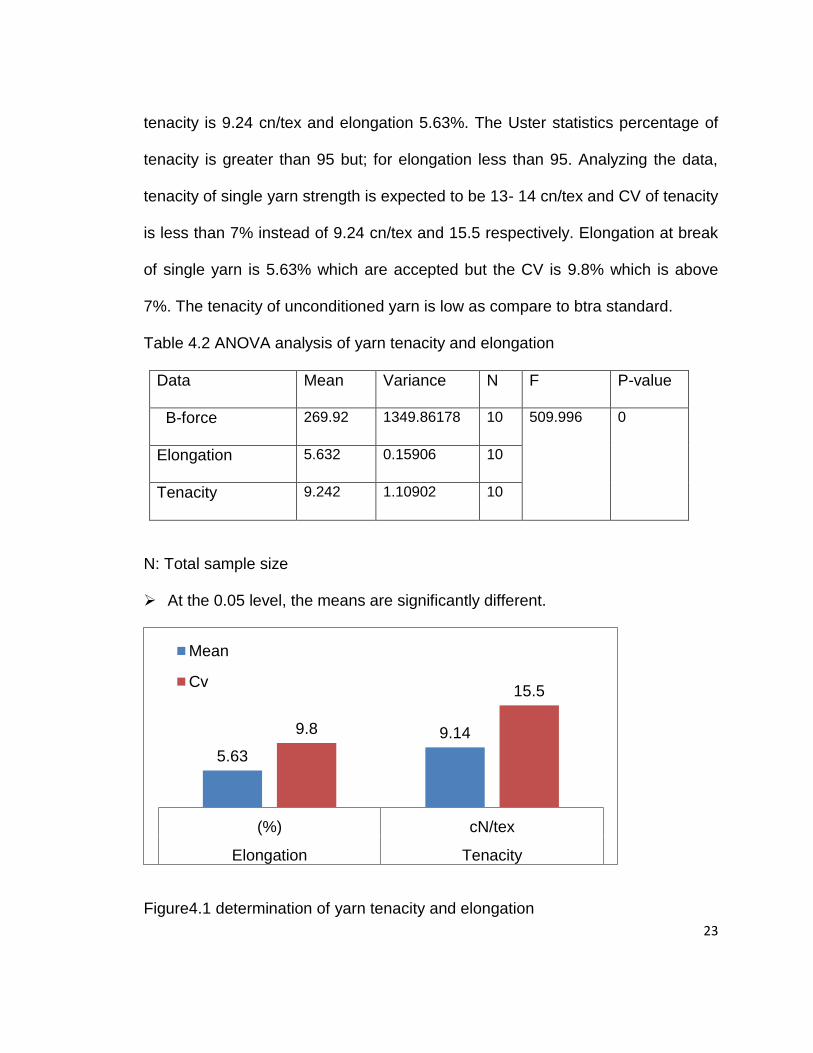
tenacity is 9.24 cn/tex and elongation 5.63%. The Uster statistics percentage of
tenacity is greater than 95 but; for elongation less than 95. Analyzing the data,
tenacity of single yarn strength is expected to be 13- 14 cn/tex and CV of tenacity
is less than 7% instead of 9.24 cn/tex and 15.5 respectively. Elongation at break
of single yarn is 5.63% which are accepted but the CV is 9.8% which is above
7%. The tenacity of unconditioned yarn is low as compare to btra standard.
Table 4.2 ANOVA analysis of yarn tenacity and elongation
Data Mean Variance N F P-value
B-force 269.92 1349.86178 10 509.996 0
Elongation 5.632 0.15906 10
Tenacity 9.242 1.10902 10
N: Total sample size
At the 0.05 level, the means are significantly different.
Figure4.1 determination of yarn tenacity and elongation
5.63
9.14 9.8
15.5
(%) cN/tex
Elongation Tenacity
Mean
Cv
24
Yarn strength, which is considered to be the most important property of spun
yarns, is largely influenced by the tenacity, length, length uniformity, short fiber
content and fineness (micronaire) of the constituent cotton fibers. If the
micronaire is coarse, the number of fibers in the yarn cross section will be less.
This always results in lower strength and lower elongation. Elongation and
tenacity plays a very critical role in reduction of yarn breakages. The elongation
depends upon the length of the fiber and also on twist per inch. So; from this can
conclude lower the yarn strength and elongation will lead to more yarn breakages
during weaving.
25
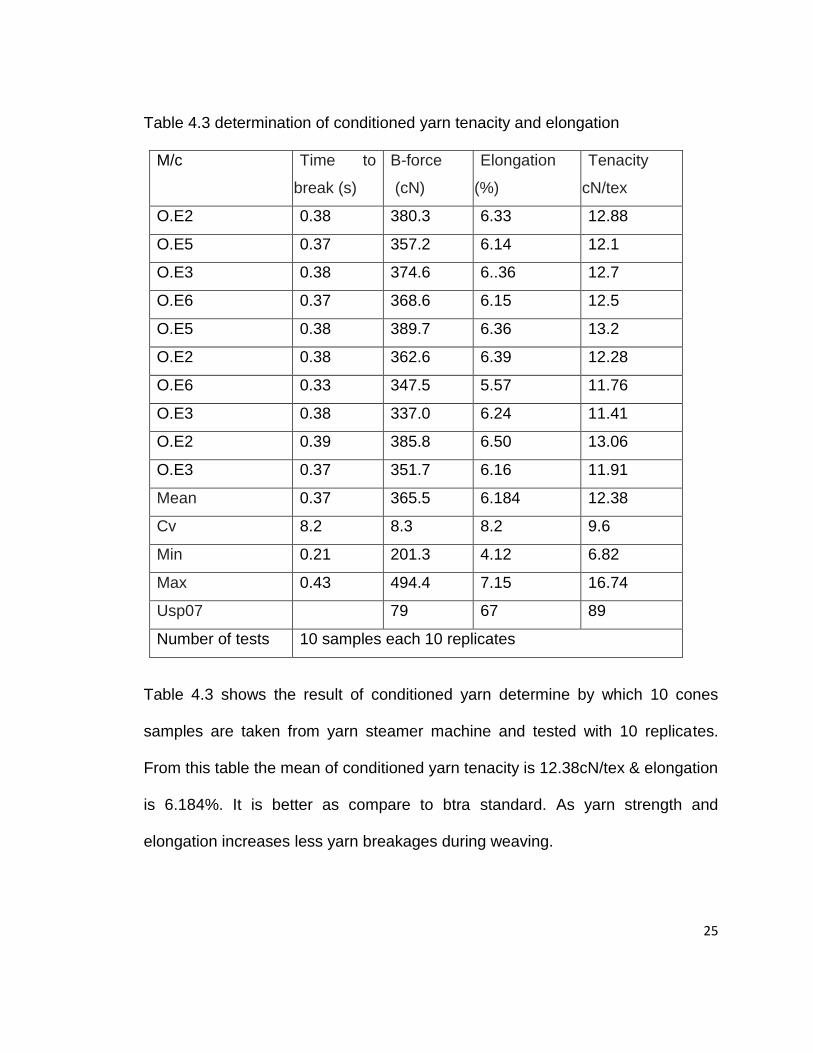
Table 4.3 determination of conditioned yarn tenacity and elongation
M/c Time to
break (s)
B-force
(cN)
Elongation
(%)
Tenacity
cN/tex
O.E2 0.38 380.3 6.33 12.88
O.E5 0.37 357.2 6.14 12.1
O.E3 0.38 374.6 6..36 12.7
O.E6 0.37 368.6 6.15 12.5
O.E5 0.38 389.7 6.36 13.2
O.E2 0.38 362.6 6.39 12.28
O.E6 0.33 347.5 5.57 11.76
O.E3 0.38 337.0 6.24 11.41
O.E2 0.39 385.8 6.50 13.06
O.E3 0.37 351.7 6.16 11.91
Mean 0.37 365.5 6.184 12.38
Cv 8.2 8.3 8.2 9.6
Min 0.21 201.3 4.12 6.82
Max 0.43 494.4 7.15 16.74
Usp07 79 67 89
Number of tests 10 samples each 10 replicates
Table 4.3 shows the result of conditioned yarn determine by which 10 cones
samples are taken from yarn steamer machine and tested with 10 replicates.
From this table the mean of conditioned yarn tenacity is 12.38cN/tex & elongation
is 6.184%. It is better as compare to btra standard. As yarn strength and
elongation increases less yarn breakages during weaving.
26
Table 4.4 ANOVA analysis of conditioned yarn
Data Mean Variance N F P-value
B-force 365.5 301.46444 10 4204.3084
0
Elongation 6.184 0.06803 10
Tenacity 12.38 0.34847 10
At the 0.05 level, the means are significantly different.
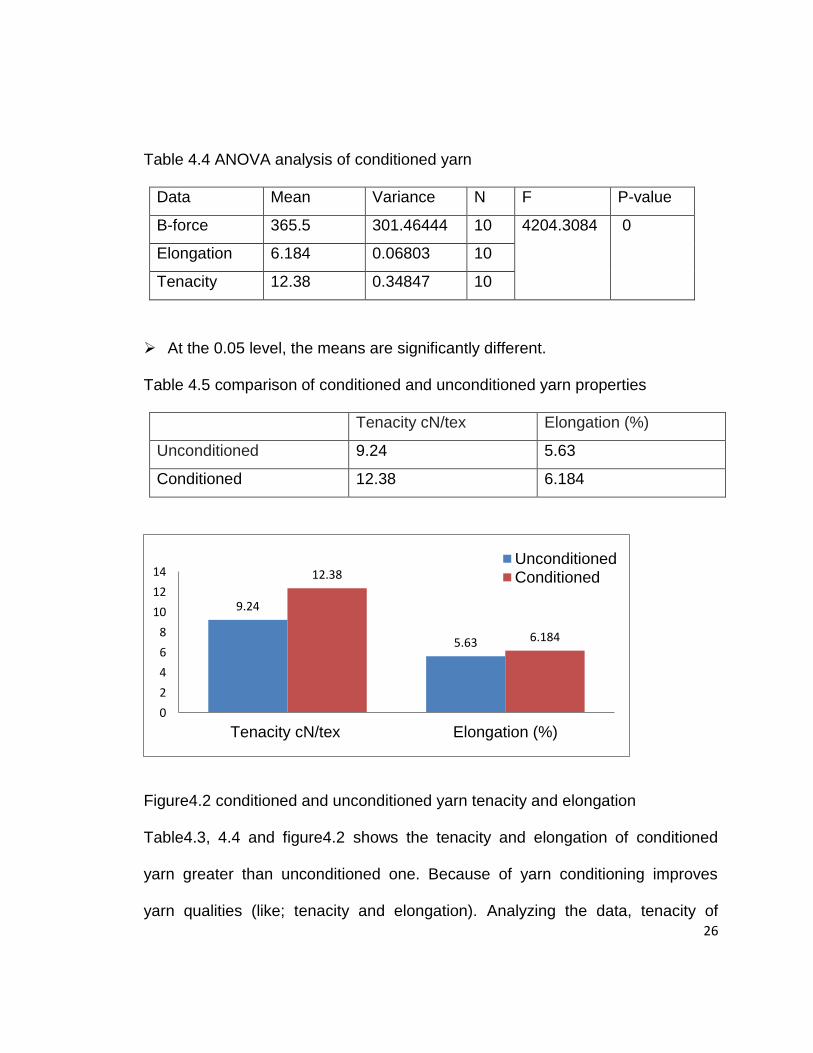
Table 4.5 comparison of conditioned and unconditioned yarn properties
Tenacity cN/tex Elongation (%)
Unconditioned 9.24 5.63
Conditioned 12.38 6.184
Figure4.2 conditioned and unconditioned yarn tenacity and elongation
Table4.3, 4.4 and figure4.2 shows the tenacity and elongation of conditioned
yarn greater than unconditioned one. Because of yarn conditioning improves
yarn qualities (like; tenacity and elongation). Analyzing the data, tenacity of
9.24
5.63
12.38
6.184
0
2
4
6
8
10
12
14
Tenacity cN/tex Elongation (%)
UnconditionedConditioned
27
conditioned yarn strength is greater than 4.14% to that of unconditioned yarn &
loss in elongation at break of single yarn is 0.55% to that of unconditioned yarn.
So; we can see from tables 4.1 and 4.3 using unconditioned yarn is affected the
yarn quality & using conditioned yarn will improve the quality & production.
Sufficient amount of conditioned yarn should be supplied to the loom shed to
reduce yarn breakage. So; can conclude the tenacity and elongation of
conditioned yarn is better as compare to unconditioned one based on btra
standard.
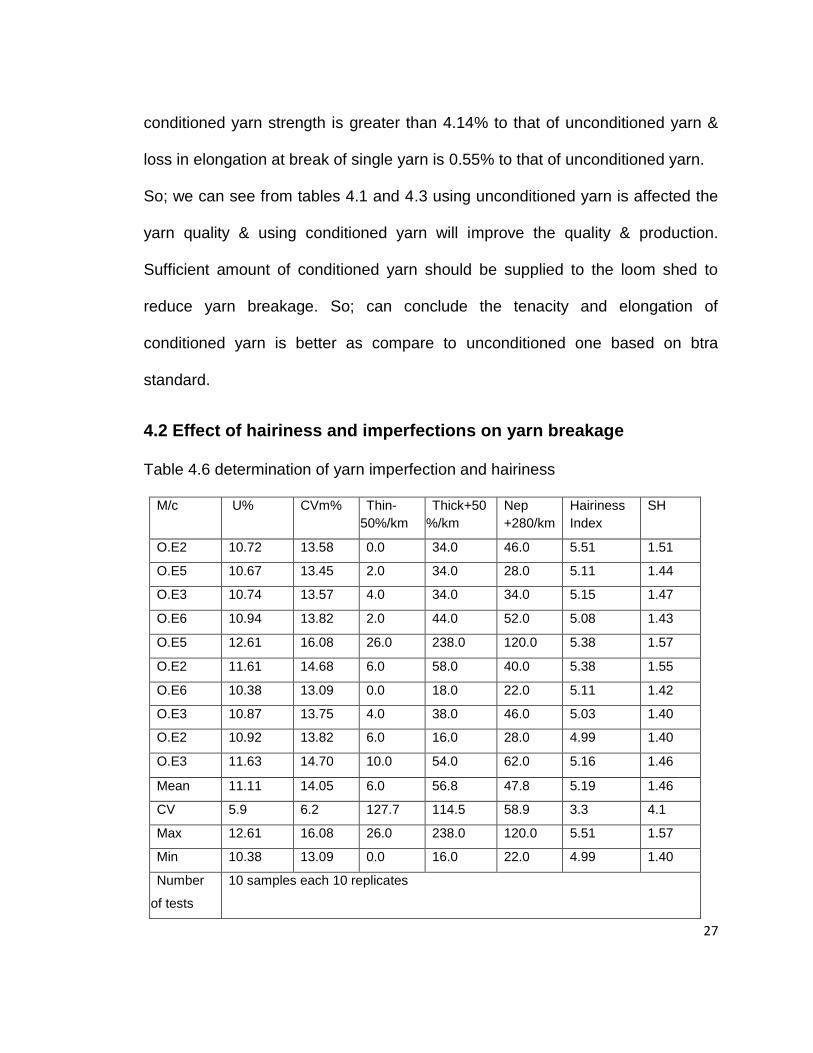
4.2 Effect of hairiness and imperfections on yarn breakage
Table 4.6 determination of yarn imperfection and hairiness
M/c U% CVm% Thin-
50%/km
Thick+50
%/km
Nep
+280/km
Hairiness
Index
SH
O.E2 10.72 13.58 0.0 34.0 46.0 5.51 1.51
O.E5 10.67 13.45 2.0 34.0 28.0 5.11 1.44
O.E3 10.74 13.57 4.0 34.0 34.0 5.15 1.47
O.E6 10.94 13.82 2.0 44.0 52.0 5.08 1.43
O.E5 12.61 16.08 26.0 238.0 120.0 5.38 1.57
O.E2 11.61 14.68 6.0 58.0 40.0 5.38 1.55
O.E6 10.38 13.09 0.0 18.0 22.0 5.11 1.42
O.E3 10.87 13.75 4.0 38.0 46.0 5.03 1.40
O.E2 10.92 13.82 6.0 16.0 28.0 4.99 1.40
O.E3 11.63 14.70 10.0 54.0 62.0 5.16 1.46
Mean 11.11 14.05 6.0 56.8 47.8 5.19 1.46
CV 5.9 6.2 127.7 114.5 58.9 3.3 4.1
Max 12.61 16.08 26.0 238.0 120.0 5.51 1.57
Min 10.38 13.09 0.0 16.0 22.0 4.99 1.40
Number
of tests
10 samples each 10 replicates
28
Table 4.6 shows the result of yarn test by which 10 cones samples are taken
from rotor at random and tested with 10 replicates. The results from the
instrument are; U%, CVm%, thick places, thin places, neps and hairiness. From
table 4.6 the means of U% is 11.109, CVm% is 14.05, thin places is 6.0, thick
places is 56.8, neps is 47.8 and hairiness is 5.19%. And also the coefficient of
variations of U% is 5.9, CVm% is 6.2, thin places is 127.7, thick places is 114.5,
neps is 58.9 and hairiness is 3.3%. The btra standard thin places -50%, thick
places 50%, and neps 280% are 15, 10, and 30 respectively.
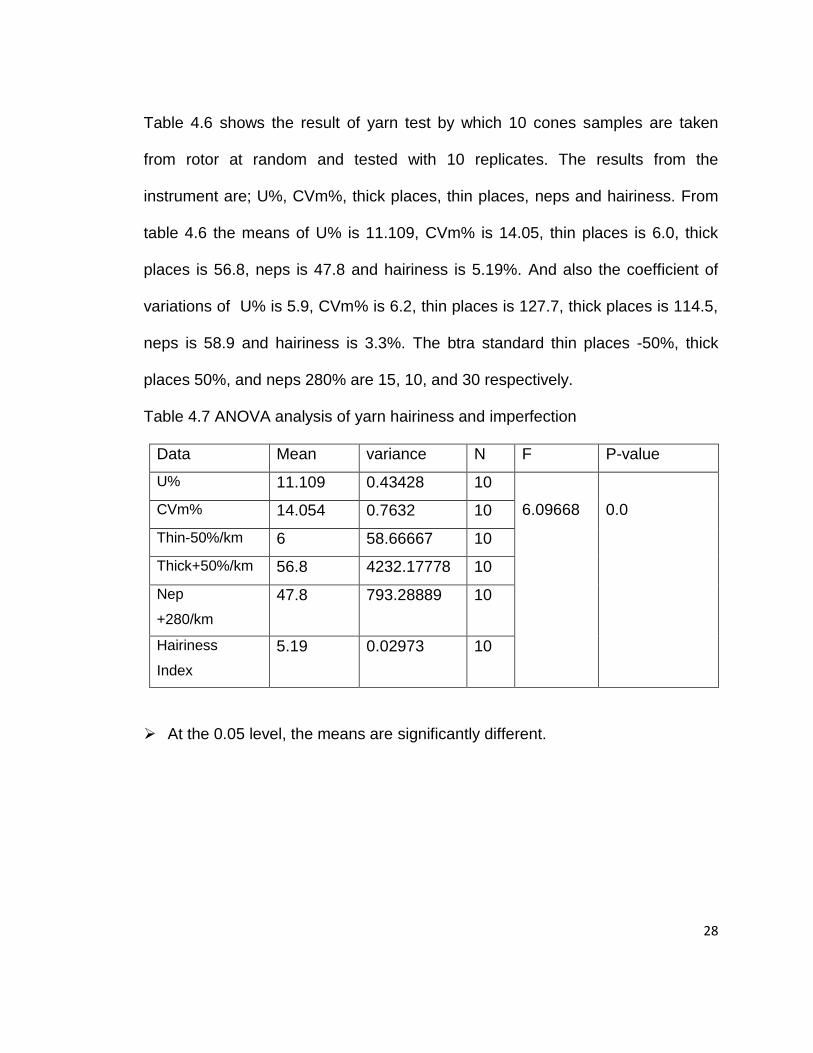
Table 4.7 ANOVA analysis of yarn hairiness and imperfection
Data Mean variance N F P-value
U% 11.109 0.43428 10
6.09668
0.0
CVm% 14.054 0.7632 10
Thin-50%/km 6 58.66667 10
Thick+50%/km 56.8 4232.17778 10
Nep
+280/km
47.8 793.28889 10
Hairiness
Index
5.19 0.02973 10
At the 0.05 level, the means are significantly different.
29
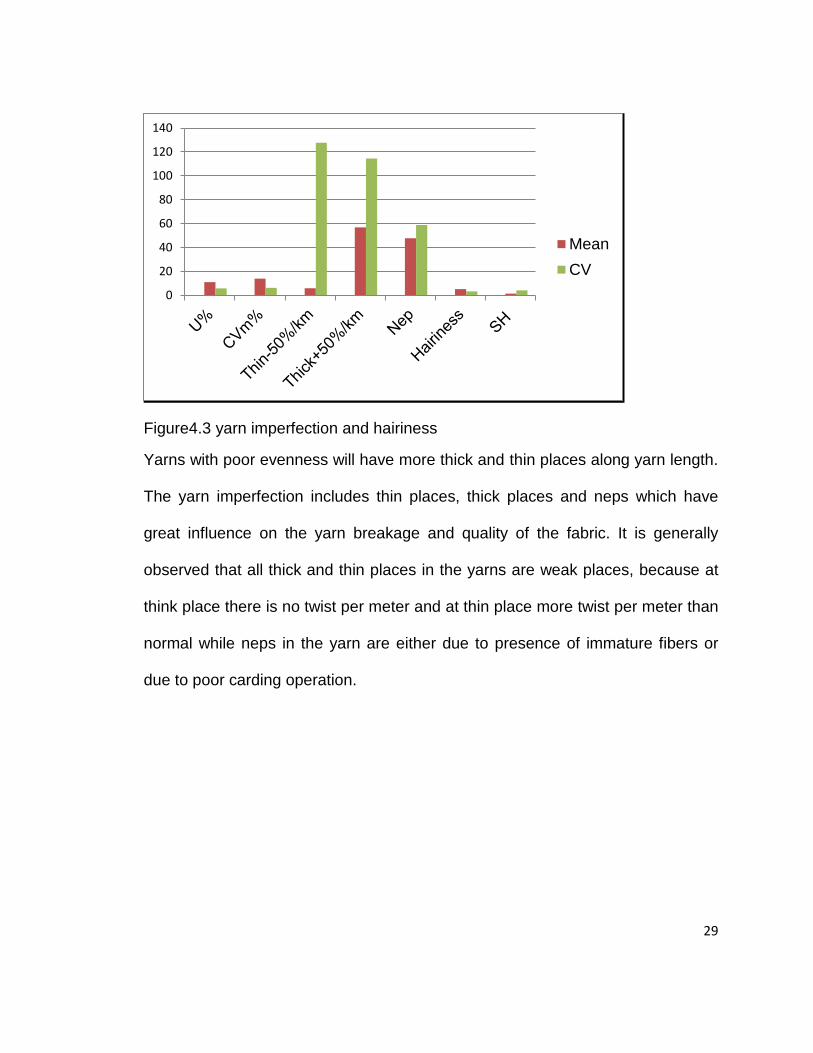
Figure4.3 yarn imperfection and hairiness
Yarns with poor evenness will have more thick and thin places along yarn length.
The yarn imperfection includes thin places, thick places and neps which have
great influence on the yarn breakage and quality of the fabric. It is generally
observed that all thick and thin places in the yarns are weak places, because at
think place there is no twist per meter and at thin place more twist per meter than
normal while neps in the yarn are either due to presence of immature fibers or
due to poor carding operation.
0
20
40
60
80
100
120
140
Mean
CV
30
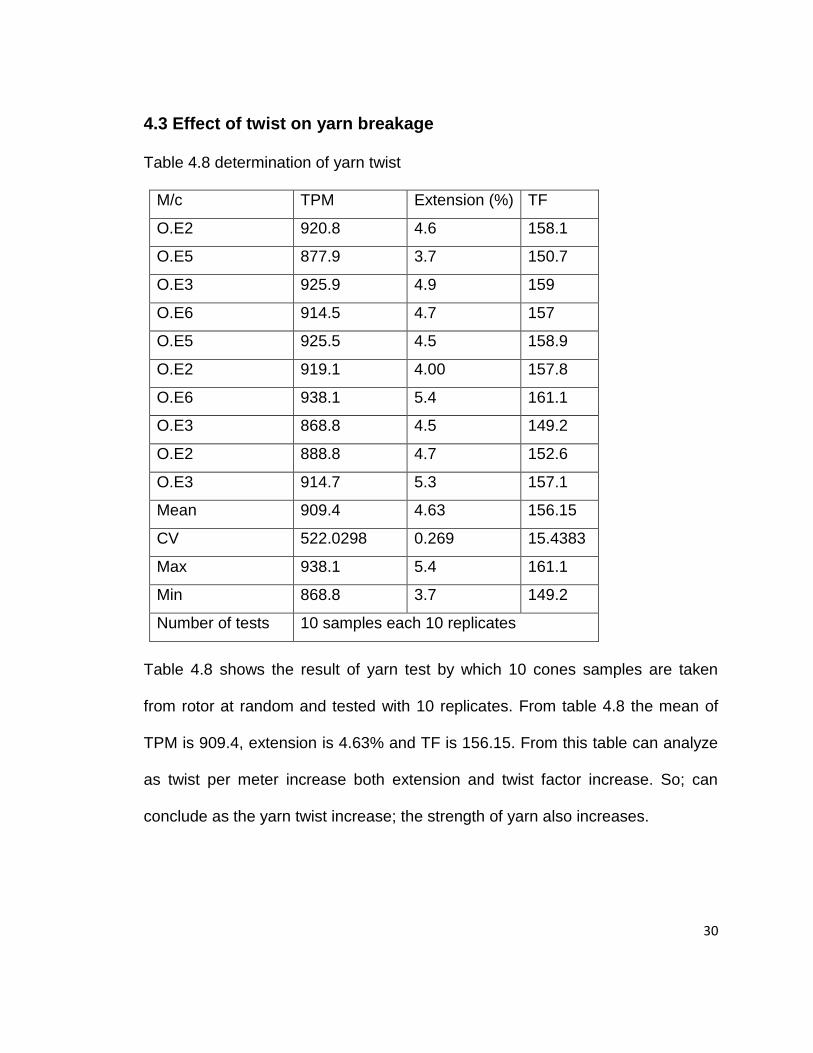
4.3 Effect of twist on yarn breakage
Table 4.8 determination of yarn twist
M/c TPM Extension (%) TF
O.E2 920.8 4.6 158.1
O.E5 877.9 3.7 150.7
O.E3 925.9 4.9 159
O.E6 914.5 4.7 157
O.E5 925.5 4.5 158.9
O.E2 919.1 4.00 157.8
O.E6 938.1 5.4 161.1
O.E3 868.8 4.5 149.2
O.E2 888.8 4.7 152.6
O.E3 914.7 5.3 157.1
Mean 909.4 4.63 156.15
CV 522.0298 0.269 15.4383
Max 938.1 5.4 161.1
Min 868.8 3.7 149.2
Number of tests 10 samples each 10 replicates
Table 4.8 shows the result of yarn test by which 10 cones samples are taken
from rotor at random and tested with 10 replicates. From table 4.8 the mean of
TPM is 909.4, extension is 4.63% and TF is 156.15. From this table can analyze
as twist per meter increase both extension and twist factor increase. So; can
conclude as the yarn twist increase; the strength of yarn also increases.
31
Table4.9 ANOVA analysis of yarn twist
Data Mean Variance N F P-value
TPM 909.41 522.02989 10 13101.06245
0
Extension 4.63 0.269 10
TF 156.15 15.43833 10
At the 0.05 level, the means are significantly different.
Figure 4.4 yarn twist factor and twist per meter
Strength of the yarn increases with the increase in twist factor. At low twist factor
yarn breaks mainly as result of fiber slippages. So in order to reduce the yarn
breakage there should be appropriate twist in the yarn as compere to btra
standard.
909.4
156.15
522.0298
15.4383 0
200
400
600
800
1000
TPM TF
Mean
CV
32
4.4 Effect of sized yarn tenacity and elongation on yarn breakage
Yarn property is checked at different stages of manufacturing in gray and after
sizing.
Table 4.10 determination of sized yarn tenacity and elongation
M/c Time to
break (s)
B-force
(cN)
Elongation
(%)
Tenacity
cN/tex
O.E2 0.22 420.0 3.74 14.22
O.E5 0.20 398.4 3.37 13.49
O.E3 0.22 378.6 3.64 12.82
O.E6 0.23 416.9 3.76 14.12
O.E5 0.19 351.5 3.16 12.00
O.E2 0.22 377.9 3.65 12.8
O.E6 0.19 394.6 3.12 13.36
O.E3 0.27 450.2 4.42 15.25
O.E2 0.23 400.7 3.78 13.57
O.E3 0.22 427.3 3.67 14.47
Mean 0.22 401.6 3.63 13.61
Cv 12.8 10.3 12.8 10.3
Min 0.15 320.4 2.58 10.85
Max 0.3 506.4 4.95 17.15
Usp07 35 >95 28
Number of tests 10 samples each 10 replicates
Table 4.10 shows the result of sized yarn test by which 10 samples are taken from
sizing machine and tested with 10 replicates. The results from the instrument are
breaking force, elongation percentage, and tenacity. For the sized yarn, 20 Ne the
33
tenacity is 13.61 cN/tex and elongation 3.63%. The uster statistics percentage is
greater than 95% for elongation and less than 95% for tenacity. Analyzing the
above data, tenacity of sized yarn strength is expected to be greater than 4.37%
to that of the unsized yarn and CV% of tenacity is less than 7% for sized open end
yarn. Loss in elongation at break of sized yarn is expected to be less than 2% to
that of the unsized yarn.
Table4.11 ANOVA analysis of sized yarn tenacity and elongation
Data Mean Variance N F P-value
B-force 401.61 806.20544 10 1914.139
0
Elongation 3.631 0.13625 10
Tenacity 13.61 0.89024 10
At the 0.05 level, the means are significantly different.
Table 4.12 comparison of unsized and sized yarn elongation and tenacity
Elongation (%) Tenacity cN/tex
Sized 3.63 13.61
Unsized 5.63 9.24
34
Figure4.5 comparison of sized and unsized yarn elongation and tenacity
Table 4.12 and figure 4.5 shows tenacity of sized yarn greater than unsized yarn
but the elongation is lower than unsized yarn. Since sizing increases yarn
strength. The elongation of sized is 3.63% which is below btra standard. So; the
sized warp sheet of cotton yarn always should have 4-5% elongation to reduce
breakages on loom.
3.63
5.63
13.61
9.24
0
2
4
6
8
10
12
14
16
sized Unsized
Elongation (%)
Tenacity cN/tex
35
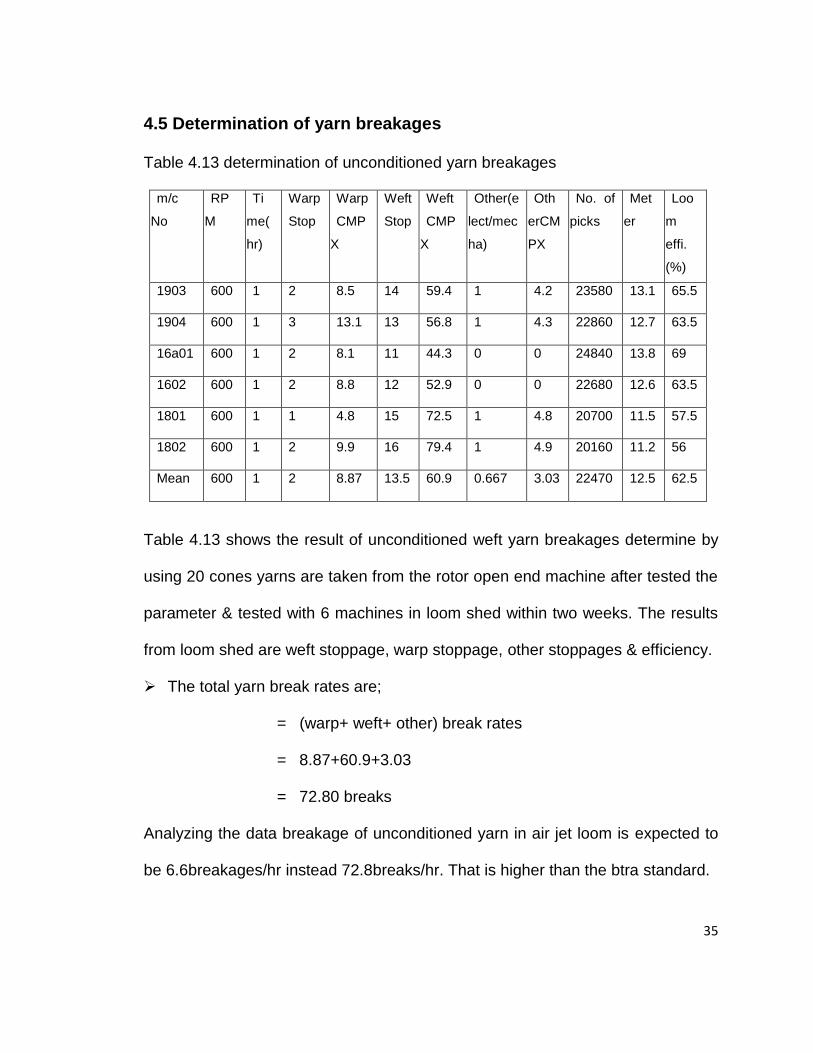
4.5 Determination of yarn breakages
Table 4.13 determination of unconditioned yarn breakages
m/c
No
RP
M
Ti
me(
hr)
Warp
Stop
Warp
CMP
X
Weft
Stop
Weft
CMP
X
Other(e
lect/mec
ha)
Oth
erCM
PX
No. of
picks
Met
er
Loo
m
effi.
(%)
1903 600 1 2 8.5 14 59.4 1 4.2 23580 13.1 65.5
1904 600 1 3 13.1 13 56.8 1 4.3 22860 12.7 63.5
16a01 600 1 2 8.1 11 44.3 0 0 24840 13.8 69
1602 600 1 2 8.8 12 52.9 0 0 22680 12.6 63.5
1801 600 1 1 4.8 15 72.5 1 4.8 20700 11.5 57.5
1802 600 1 2 9.9 16 79.4 1 4.9 20160 11.2 56
Mean 600 1 2 8.87 13.5 60.9 0.667 3.03 22470 12.5 62.5
Table 4.13 shows the result of unconditioned weft yarn breakages determine by
using 20 cones yarns are taken from the rotor open end machine after tested the
parameter & tested with 6 machines in loom shed within two weeks. The results
from loom shed are weft stoppage, warp stoppage, other stoppages & efficiency.
The total yarn break rates are;
= (warp+ weft+ other) break rates
= 8.87+60.9+3.03
= 72.80 breaks
Analyzing the data breakage of unconditioned yarn in air jet loom is expected to
be 6.6breakages/hr instead 72.8breaks/hr. That is higher than the btra standard.
36
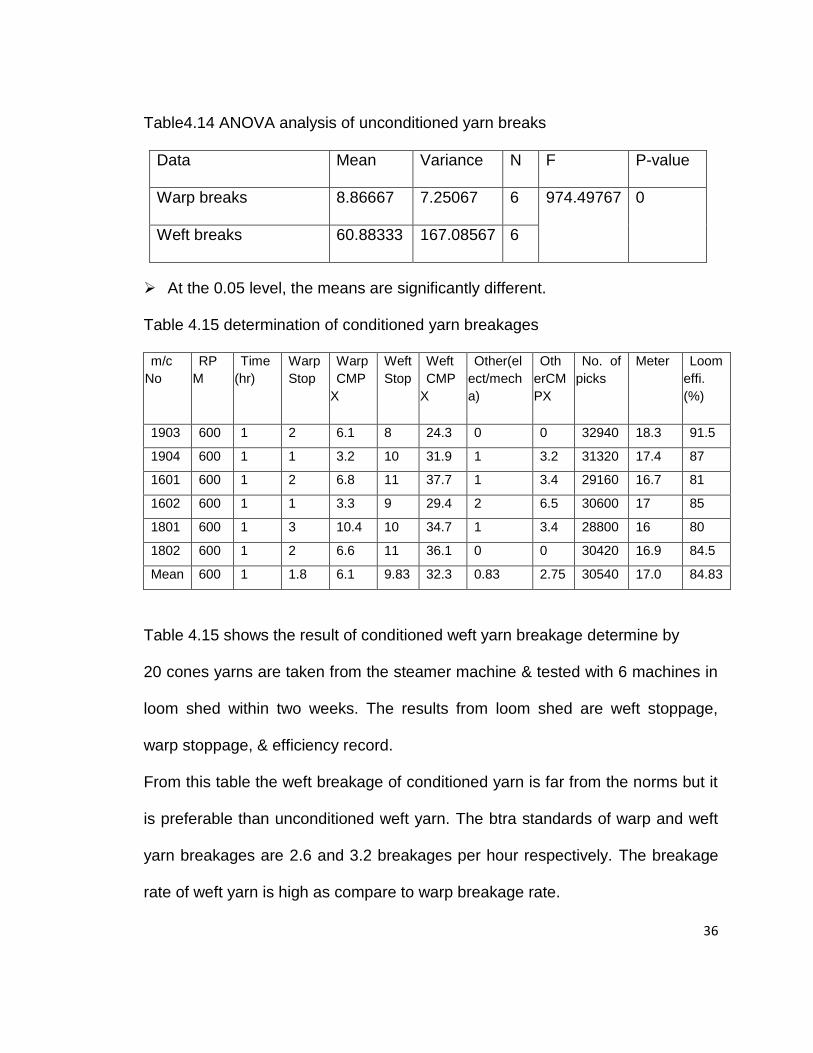
Table4.14 ANOVA analysis of unconditioned yarn breaks
Data Mean Variance N F P-value
Warp breaks 8.86667 7.25067 6 974.49767 0
Weft breaks 60.88333 167.08567 6
At the 0.05 level, the means are significantly different.
Table 4.15 determination of conditioned yarn breakages
m/c
No
RP
M
Time
(hr)
Warp
Stop
Warp
CMP
X
Weft
Stop
Weft
CMP
X
Other(el
ect/mech
a)
Oth
erCM
PX
No. of
picks
Meter Loom
effi.
(%)
1903 600 1 2 6.1 8 24.3 0 0 32940 18.3 91.5
1904 600 1 1 3.2 10 31.9 1 3.2 31320 17.4 87
1601 600 1 2 6.8 11 37.7 1 3.4 29160 16.7 81
1602 600 1 1 3.3 9 29.4 2 6.5 30600 17 85
1801 600 1 3 10.4 10 34.7 1 3.4 28800 16 80
1802 600 1 2 6.6 11 36.1 0 0 30420 16.9 84.5
Mean 600 1 1.8 6.1 9.83 32.3 0.83 2.75 30540 17.0 84.83
Table 4.15 shows the result of conditioned weft yarn breakage determine by
20 cones yarns are taken from the steamer machine & tested with 6 machines in
loom shed within two weeks. The results from loom shed are weft stoppage,
warp stoppage, & efficiency record.
From this table the weft breakage of conditioned yarn is far from the norms but it
is preferable than unconditioned weft yarn. The btra standards of warp and weft
yarn breakages are 2.6 and 3.2 breakages per hour respectively. The breakage
rate of weft yarn is high as compare to warp breakage rate.
37
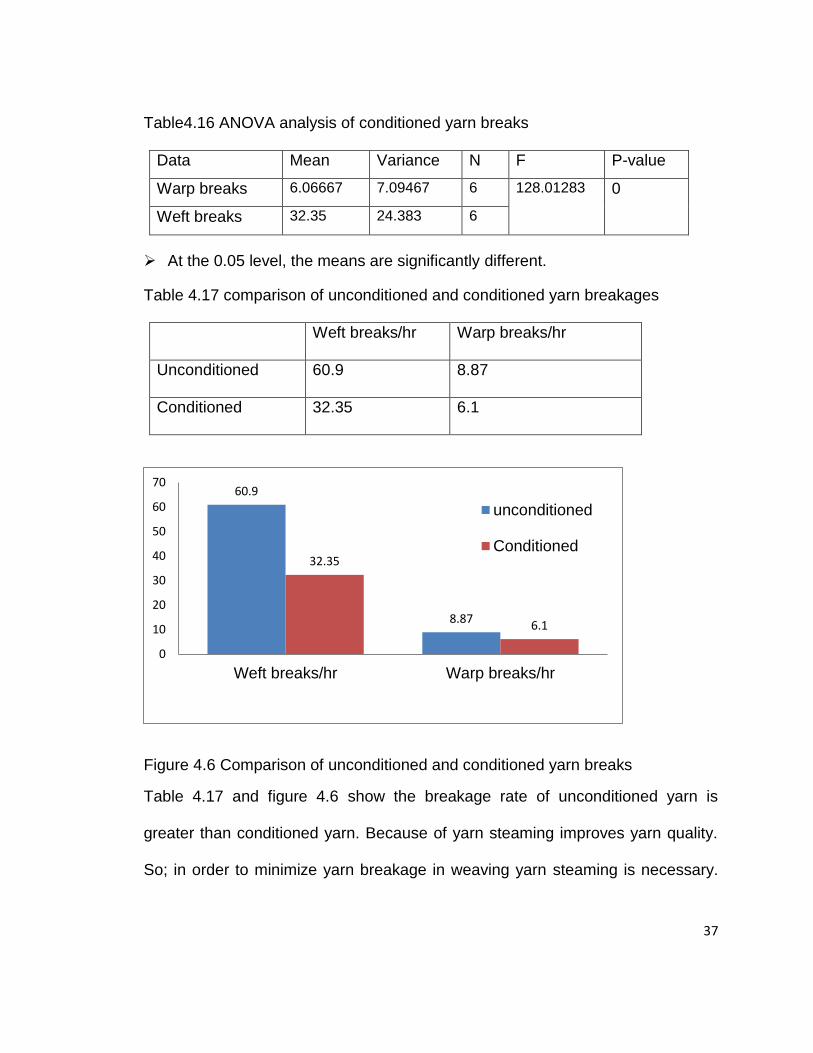
Table4.16 ANOVA analysis of conditioned yarn breaks
Data Mean Variance N F P-value
Warp breaks 6.06667 7.09467 6 128.01283
0
Weft breaks 32.35 24.383 6
At the 0.05 level, the means are significantly different.
Table 4.17 comparison of unconditioned and conditioned yarn breakages
Weft breaks/hr Warp breaks/hr
Unconditioned 60.9 8.87
Conditioned 32.35 6.1
Figure 4.6 Comparison of unconditioned and conditioned yarn breaks
Table 4.17 and figure 4.6 show the breakage rate of unconditioned yarn is
greater than conditioned yarn. Because of yarn steaming improves yarn quality.
So; in order to minimize yarn breakage in weaving yarn steaming is necessary.
60.9
8.87
32.35
6.1
0
10
20
30
40
50
60
70
Weft breaks/hr Warp breaks/hr
unconditioned
Conditioned
38
Therefore yarn steamer machine should be used in order to improve the yarn
quality unless a serious shortage of conditioned cone occurs in the loom shed.
Loom yarn breakages analysis
Total picks = Fabric width X total meter x100 = 1.6 x 18.3 x100 = 3 2940picks
Warp Break = warp breaks x 100, 000 picks
No. of picks
= 2 x 100,000 picks
32940 picks
= 6.1 breaks
Weft Breaks = 8 weft breaks x 100,000 picks
32940picks
=24.3 breaks
loom efficiency = Fabric width x 32940picks x100
Fabric width x rpm x time
= 1.6 x 32940pics x100
1.6 x 600 x 1hr x 60min
= 91.5%
39
4.6 Causes of yarn breakages and solutions
The yarns obtained from the spinning process has to undergo various processes
such as winding, warping, sizing and weaving before it is converted into fabric.
During its journey from winding to weaving, the yarn has to withstand various
kinds of stress offered by different mechanisms. Yarn breakages on air jet
weaving machine can be classified in to two categories. These are weft
breakages and warp breakages.
Causes of weft breakages
Weft breakages are measured at loom cycle degree of 360. During determination
of yarn breaks on air jet loom I observed that causes of weft yarn breaks on air
jet loom are poor yarn quality (more imperfection, low strength, high and low
twist, high hairiness etc.), snarls after weft pre feeder, snarls on cone, improper
cone forming, slough off at cone, wrong drawing-in and early cutter timing of weft
cutter.
Causes of warp breakages
Warp breakages are mainly divided into four zones. These are right hand side
warp breaks, left hand side warp breaks, right hand side leno breaks and left
hand side leno breaks. And also warp yarn breakages occurs at middle, back
side and healed frame.
40
A. Causes of r.h and l.h side leno breakage
During determination of yarn breaks on the loom, I observed that left and right
hand side leno yarn breaks due to damaged reed, improper leno bobbin thread
tension and alignment of leno device and leno bobbin stand is not proper.
B. Causes of warp breakages at r.h and l.h side, middle, back side and
healed frame
Generally, during determination of yarn breaks on the loom, I observed that warp
yarn breaks mainly due to miss ends, wrong drawing-in, floating ends, crossed
ends, poor yarn quality (more yarn thin places, thick places, neps, etc.), loose
knots, more tension on warp sheet, damaged back rest roller, healed frames,
drop wires, worn out back rest bearings, improper healed frame height, improper
warp and sizing beam forming and atmospheric conditions.
As I observed during yarn breakage determination majority of breakage are
mainly confined to the shedding zone (i.e., from fell to lease rods or drop wires).
If proper care and maintenance of machine is done the number of breakages can
be reduced for giving better productivity and good quality fabric. Use yarn
steaming machine and correct temperature and RH % according to the standard.
In weaving the optimum temperature and relative humidity are 20℃ - 31℃ and 6o
% – 75% respectively.
Since high moisture increases yarn strength, elasticity and smoothness while;
less moisture reduces strength, elasticity and smoothness. Process appropriate
41
raw materials in spinning in order to produce quality yarn since; both tensile
strength and elasticity depend on fiber and spinning characteristics. Prepare the
report of yarn breakages in each preparatory process and loom to give feedback;
so the feedback may provide to the beck process for instance to spinning
section. Study and prepare report of loom stoppages on the different loom having
same qualities. Study the yarn breakage due to poor yarn quality, different
mechanical, electronic, and electrical parts of the loom and rectify them.
42
CHAPTER FIVE
CONCLUSION AND RECOMMENDATION
5.1 Conclusion
In weaving industry one of the most frequent facing problems is breakages of
both warp and weft yarns which not only reduce the production rate and also
deteriorate the quality of the produced fabric. Loom stoppages during the
weaving process usually occurs due to warp breaks, weft breaks, mechanical
breakdown, electrical faults, beam gaiting, shortage of spare parts, power
interruption, beam changing, cleaning, oiling and lubricating. Among these warp
and weft breaks occur more frequently than the rest due to poor yarn quality
(high yarn imperfection, low and high twist, low yarn strength, high yarn
hairiness, etc.), uncontrolled room temperature and relative humidity, excessive
loom speed, and uncontrolled warp tension. Other causes can be due to bad
knots on warp yarn, poor size pick-up, loose ends, improper cone forming,
slough off at cone, snarls after weft pre feeder, snarls on cone, damaged back
rest roller, healed frames, drop wires and improper warp beam forming. Majority
of yarn breaks are mainly occurred in the shedding zone (from back rest to fell).
In order to reduce yarn breakage, increase productivity of both machines and
labor also the quality of the produced fabric it is essential to select the
appropriate yarn and steaming it to improve yarn quality. So; to reduce yarn
breakages during weaving, the yarn which comes from spinning should meet the
43
btra standards of yarn properties (strength, yarn hairiness, yarn imperfections
(thin, thick places and neps)), twist per inch, and yarn elongation). In the study I
conclude that breakage rate of conditioned yarn is lesser than unconditioned
yarn. The breakage rate of both warp and weft unconditioned yarn is 8.87 and
60.9 breaks per hour respectively and the breakage rate of both warp and weft
conditioned yarn is 6.1 and 32.35 breaks per hour respectively. The btra
standard warp and weft yarn breakages are 2.6 and 3.2 breakages per hour
respectively. From this the breakage rate of conditioned yarn is better as
compare to btra standard. Since yarn steaming improves yarn quality
(elongation, tenacity etc.). And also yarn should be steamed before it coming to
weaving room to minimize yarn breaks on loom during weaving.
5.2 Recommendation
The yarn received from spinning does not meet the latest standard yarn properties.
So; an improvement has to be made in spinning section to reach the grey yarn
strength to 13 to 14cN/tex and elongation 5.5% to 7% (process quality raw
materials by controlling all process quality parameters properly) and other yarn
parameters as indicated in the norm table (see appendices 2).
During mixing the following parameters should be done properly
Proper selection of raw material (high staple length, fineness, strength,
elongation, maturity, etc.).
Verifying the lot numbers and bale numbers before taking the mixing
44
Clearly defining/understanding the quantity of materials to be taken from each
mixing component
Taking materials from each bale uniformly while making a stack mixing
yarn should be conditioned before coming to weaving preparatory and
looming by using yarn steaming machine
The elongation of sized warp sheet of cotton yarn always should be 4-5% to
minimize warp breakages on loom.
The machines automation system, moisture control, automatic speed adjustment
control systems are not properly working. So, intervention is required in these
machines to get good quality yarn resulting enhancement of yarn breakage
reduction and productivity in weaving.
45
4. REFERENCE
1. Ahung Kyaw, (2004), Soe ET. al., Text. Res. J. 74 (9)
2. Altas, S., and Hüseyin Kadoğlu, H. (2012). Comparison of Conventional Ring,
Mechanical Compact and Pneumatic Compact Yarn Spinning Systems,
Journal of Engineered Fibers and Fabrics, Volume 7
3. Azzam, H.A. and Mohamed, S.T. (2005). Adapting and Tuning Quality
Management in Spinning Industry, AUTEX Research Journal, Vol. 5, No (4)
4. B. C. Goswami, R. Anandjiwala and D. M. Hall , Marcel Dekker (2004), Textile
Sizing
5. Bahir Dar Textile Share Company(2016) weaving section annual report
6. Barella, A., (2003) "Textiles" Journal of Textile Institute, Volume 21
7. Basal, G. & Oxenham, W. (2006), Comparison of properties and structures of
compact and conventional spun yarns. Textile Research Journal, 76.
8. Basu, A., (2006). Textile Testing: Fiber, Yarn and Fabrics. The south India
Textile Research Association, India, ISBN-13: 9788189139155.
9. Bingang, X., Xiaoming, T., and Chung-Sang, L., (May 31, 2010) "A
Comparative Study of Cotton Knitted Fabrics and Garments Produced by the
Modified Low Twist and Conventional Ring Yarns"
10. Bona, M. (1994), Textile Quality, Texilia, Italy
11. Booth,(2012), Principle of textile testing
12. Dr. Arindam Basu, (June 2002), Weaving - A Special Feature SITRA in
Indian Textile Journal ITJ.
46
13. El-Messiry M, Abd-Ellatif S, (June 2010); Artificial neural networks for solving
textile problems
14. El-Messiry M, Mito A. (October, 1994); Dynamical analysis of weft yarn
tension on air jet weaving machine.
15. Furter, R. (2009). Uster Think Quality, Standards from Fiber to Fabric,
Physical properties of spun yarns, Uster Technologies AG , 3rd Edition
16. Gulati, A.N., and Turner, A.J., (2003) "The Foundations of Yarn- Strength
and Yarn-Extension, Part-IV: The Influence of Yarn-Twist on the Diameters of
Cotton Yarns", Journal of Textile Institute, Volume 21
17. J. Ochola, J. Kisato, L. Kinuthia, J. Mwasiagi and A. Waithaka, (2012). Study
on the Influence of Fiber Properties on Yarn Imperfections in Ring Spun
Yarns. Asian Journal of Textile.
18. James L. (June 2005); End Breaks in the Spinning and Weaving of
Weavable Singles Yarns: Part 2: End Breaks in Weaving.
19. Jeon B.S. (2000), Textile Research Journal, Vol. 70 (11).
20. Karapinar, B. O. and Erdem, N. (2003). Comparison of Quality Characteristics
of Yarns Spun from Aegean Cotton Fibres and Their Mixtures with South-East
Anatolian Cotton Fibres, Fibers and Textiles in Eastern Europe, Vol. 11
21. K. L. Gandhi, (2012) Wood head Publishing, Woven Textiles
47
22. Masudur R. and MdRuhulA, (June 2011) “Efficiency Analysis in Rapier
Loom”, International Journal of Basic and Applied Sciences, Ahsanullah
University of Science and Technology. Bangladesh, Vol. 11.
23. Morton, W.E.J., (2003) "Twist and Tension as Factors in Yarn
Characteristics" Journal of Textile Institute, Volume 21
24. Nkiwane L, Marashe S., (2012); Loom Speed and Tension to Reduce Warp
and Weft Breaks in Air Jet Weaving. National University of Science and
Technology
25. Ravikeerthi. Rao (12.02.14) Guidelines for selection of yarn part 2
26. Roy M. M, (Jan-Mar, 2005), Humidification for Textile Mills” Air conditioning
and Refrigeration Journal, Indian Society of Heating, Refrigeration and Air
Conditioning.
27. S. Rajagopalan Advances in weaving technology and looms, S.S.M. College
of Engineering, Komarapalayam.
28. Shaimaa Youssef El-Tarfawy (2016), Prediction of Weft Breaks in Air Jet
Weaving Machine by Artificial Neural Network.
29. Shifen J. and GuiXiong L., “Temperature and Humidity Control System in
Weaving Workshop Based on Wireless Sensor Networks” Advanced
Materials Research, Editor Feng X, Computational Materials Science
Volumes 268 – 270.
48
30. Simpson, J., and Fiori, L.A., (1994),"An Analysis of Carding Efficiency and
Processing Performance of Cotton/ Polyester Blends", Textile Research
Journal, Volume 44
31. Souid, H., and Cheikhrouhou, M. (2011). Slup Yarn Quality Optimization by
Using Desirability Function and Neural Networks, Journal of Applied Science
11(17)
32. Wilmington, Delaware, (1998), DuPont „ELVANOL polyvinyl alcohol‟, Warp
Sizing with DuPont.
33. Yildiray T, Recep E. (Nov. 2011); The effect of loom settings on weavability
limits on air-jet weaving machines
49
5. APPENDICES
Appendices 1
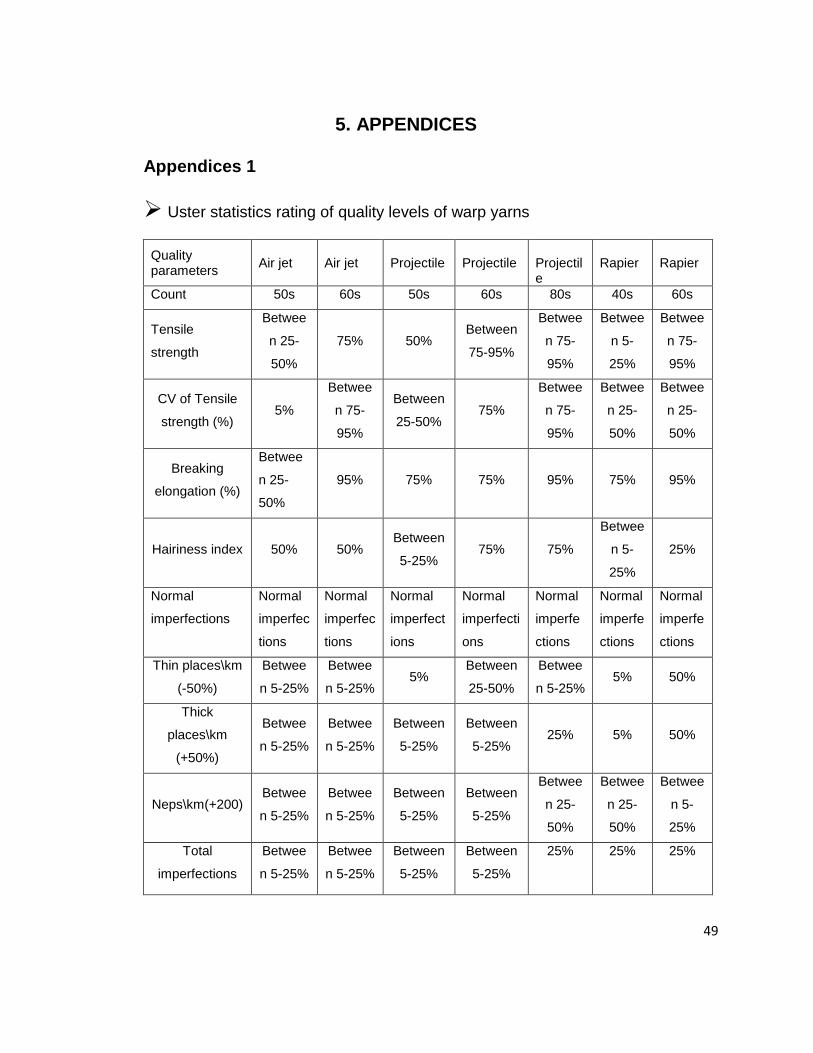
Uster statistics rating of quality levels of warp yarns
Quality parameters
Air jet Air jet Projectile Projectile
Projectile
Rapier
Rapier
Count 50s 60s 50s 60s 80s 40s 60s
Tensile
strength
Betwee
n 25-
50%
75% 50% Between
75-95%
Betwee
n 75-
95%
Betwee
n 5-
25%
Betwee
n 75-
95%
CV of Tensile
strength (%) 5%
Betwee
n 75-
95%
Between
25-50% 75%
Betwee
n 75-
95%
Betwee
n 25-
50%
Betwee
n 25-
50%
Breaking
elongation (%)
Betwee
n 25-
50%
95% 75% 75% 95% 75% 95%
Hairiness index 50% 50% Between
5-25% 75% 75%
Betwee
n 5-
25%
25%
Normal
imperfections
Normal
imperfec
tions
Normal
imperfec
tions
Normal
imperfect
ions
Normal
imperfecti
ons
Normal
imperfe
ctions
Normal
imperfe
ctions
Normal
imperfe
ctions
Thin places\km
(-50%)
Betwee
n 5-25%
Betwee
n 5-25% 5%
Between
25-50%
Betwee
n 5-25% 5% 50%
Thick
places\km
(+50%)
Betwee
n 5-25%
Betwee
n 5-25%
Between
5-25%
Between
5-25% 25% 5% 50%
Neps\km(+200) Betwee
n 5-25%
Betwee
n 5-25%
Between
5-25%
Between
5-25%
Betwee
n 25-
50%
Betwee
n 25-
50%
Betwee
n 5-
25%
Total
imperfections
Betwee
n 5-25%
Betwee
n 5-25%
Between
5-25%
Between
5-25%
25% 25% 25%
50
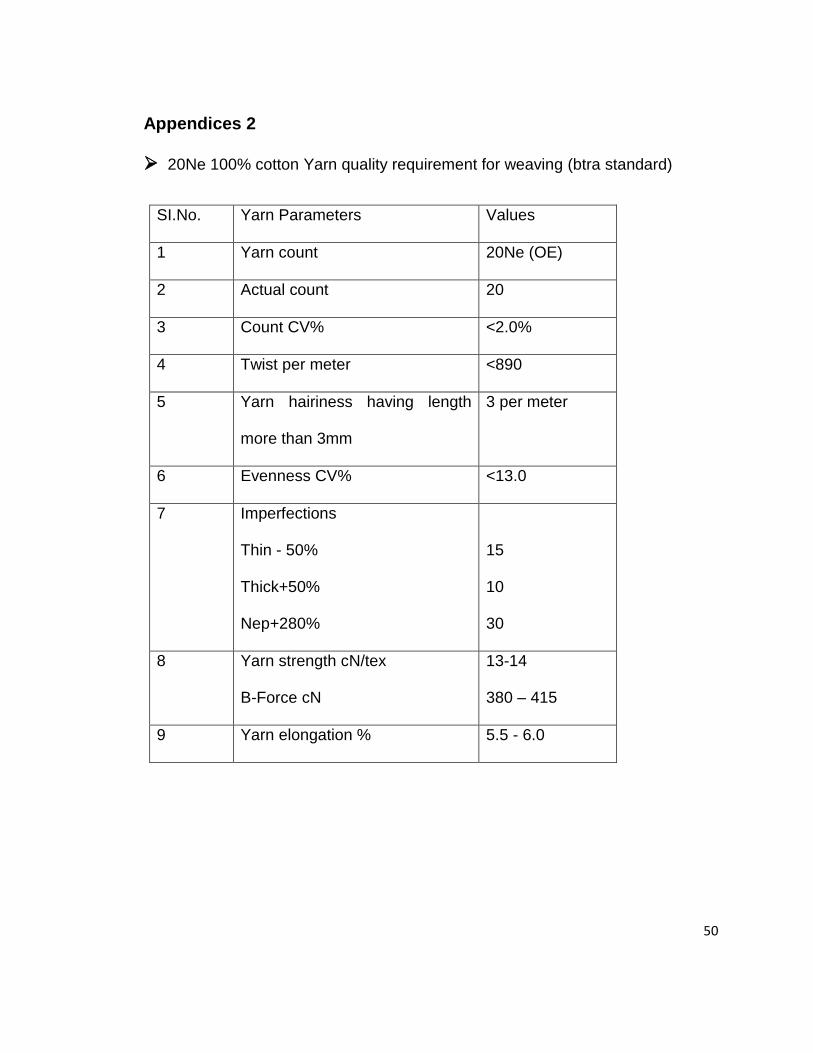
Appendices 2
20Ne 100% cotton Yarn quality requirement for weaving (btra standard)
SI.No. Yarn Parameters Values
1 Yarn count 20Ne (OE)
2 Actual count 20
3 Count CV% <2.0%
4 Twist per meter <890
5 Yarn hairiness having length
more than 3mm
3 per meter
6 Evenness CV% <13.0
7 Imperfections
Thin - 50%
Thick+50%
Nep+280%
15
10
30
8 Yarn strength cN/tex
B-Force cN
13-14
380 – 415
9 Yarn elongation % 5.5 - 6.0
51
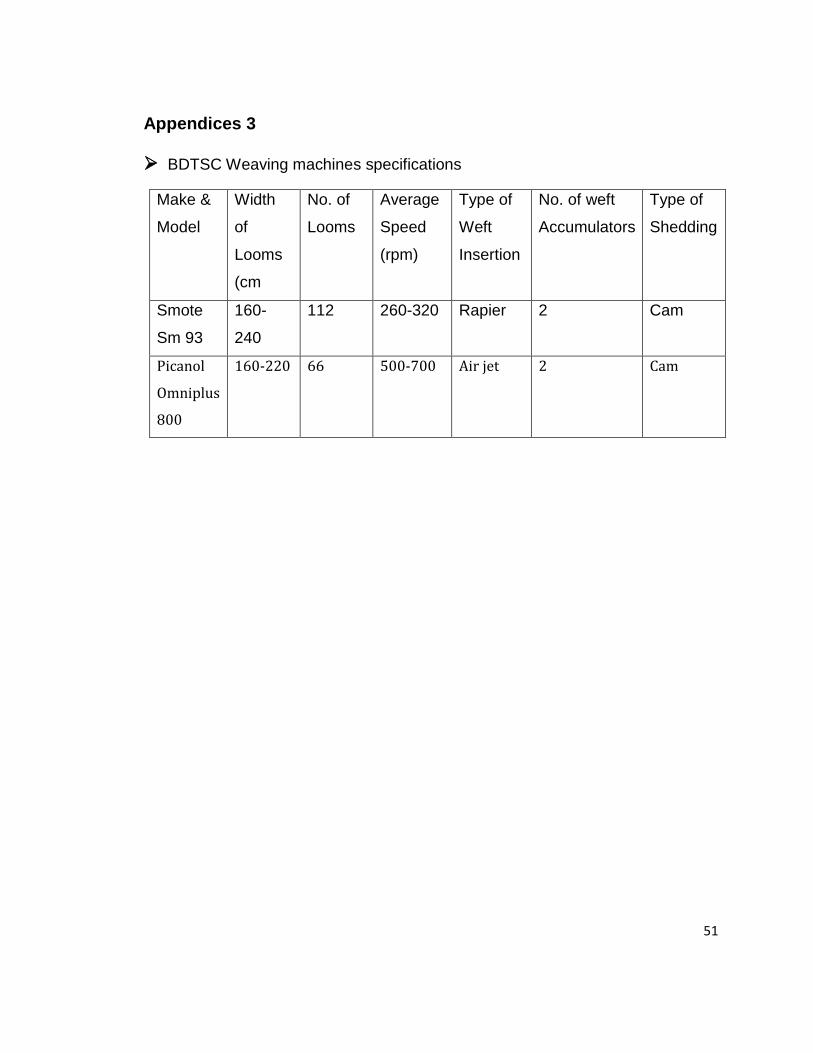
Appendices 3
BDTSC Weaving machines specifications
Make &
Model
Width
of
Looms
(cm
No. of
Looms
Average
Speed
(rpm)
Type of
Weft
Insertion
No. of weft
Accumulators
Type of
Shedding
Smote
Sm 93
160-
240
112 260-320 Rapier 2 Cam
Picanol
Omniplus
800
160-220 66 500-700 Air jet 2 Cam