advancing sustainability - elba spa
TRANSCRIPT

Advancingsustainability
Lead the way in packaging designed for recyclability
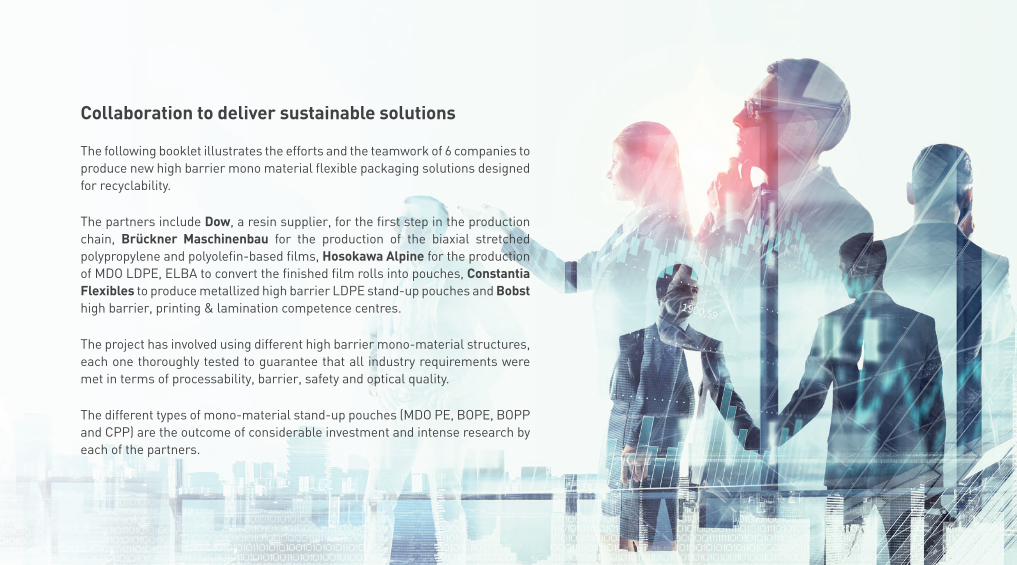
Collaboration to deliver sustainable solutions
The following booklet illustrates the efforts and the teamwork of 6 companies to produce new high barrier mono material flexible packaging solutions designed for recyclability.
The partners include Dow, a resin supplier, for the first step in the production chain, Brückner Maschinenbau for the production of the biaxial stretched polypropylene and polyolefin-based films, Hosokawa Alpine for the production of MDO LDPE, ELBA to convert the finished film rolls into pouches, Constantia Flexibles to produce metallized high barrier LDPE stand-up pouches and Bobst high barrier, printing & lamination competence centres.
The project has involved using different high barrier mono-material structures, each one thoroughly tested to guarantee that all industry requirements were met in terms of processability, barrier, safety and optical quality.
The different types of mono-material stand-up pouches (MDO PE, BOPE, BOPP and CPP) are the outcome of considerable investment and intense research by each of the partners.
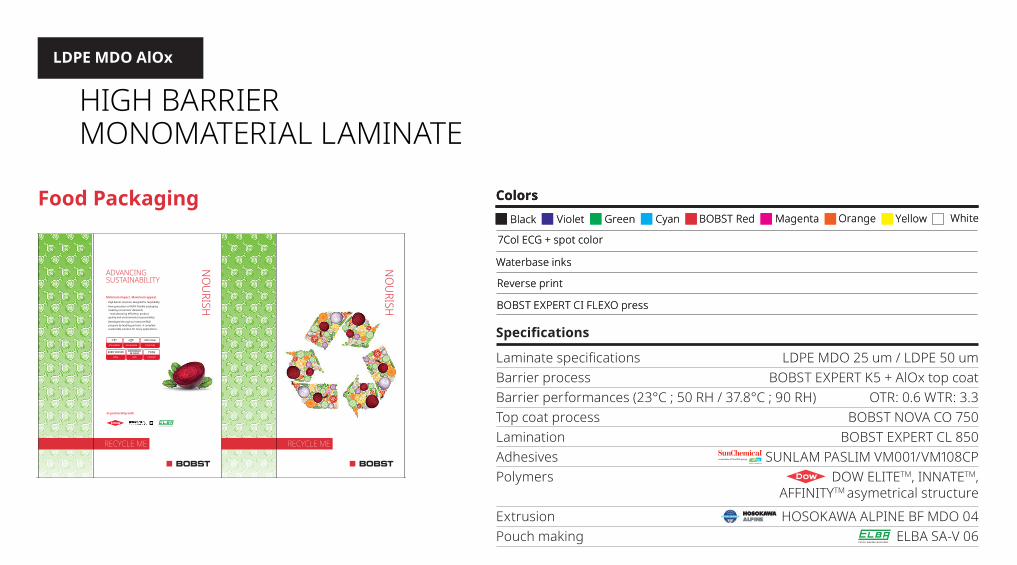
HIGH BARRIER MONOMATERIAL LAMINATE
LDPE MDO AlOx
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.6 WTR: 3.3Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
WhiteYellowOrangeMagentaBOBST RedCyanGreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Food Packaging
WhiteYellowOrangeMagentaBOBST RedCyanGreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
HIGH BARRIER MONOMATERIAL LAMINATE
LDPE MDO AlOx
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.6 WTR: 3.3Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
WhiteYellowOrangeMagentaBOBST RedCyanGreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Food Packaging
WhiteYellowOrangeMagentaBOBST RedCyanGreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
HIGH BARRIER MONOMATERIAL LAMINATE
LDPE MDO AlOx
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.6 WTR: 3.3Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
WhiteYellowOrangeMagentaBOBST RedCyanGreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Food Packaging
WhiteYellowOrangeMagentaBOBST RedCyanGreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press

Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
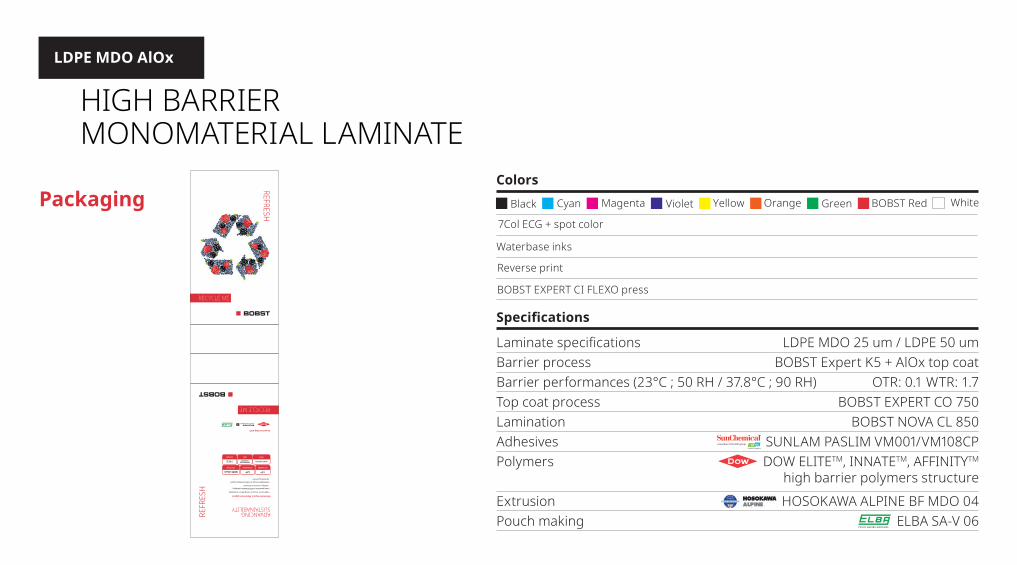
Packaging
HIGH BARRIER MONOMATERIAL LAMINATE
LDPE MDO AlOx
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST Expert K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.1 WTR: 1.7Top coat process BOBST EXPERT CO 750Lamination BOBST NOVA CL 850Adhesives Polymers DOW ELITETM, INNATETM, AFFINITYTM
high barrier polymers structureExtrusion Pouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Packaging
HIGH BARRIER MONOMATERIAL LAMINATE
LDPE MDO AlOx
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST Expert K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.1 WTR: 1.7Top coat process BOBST EXPERT CO 750Lamination BOBST NOVA CL 850Adhesives Polymers DOW ELITETM, INNATETM, AFFINITYTM
high barrier polymers structureExtrusion Pouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Packaging
HIGH BARRIER MONOMATERIAL LAMINATE
LDPE MDO AlOx
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST Expert K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.1 WTR: 1.7Top coat process BOBST EXPERT CO 750Lamination BOBST NOVA CL 850Adhesives Polymers DOW ELITETM, INNATETM, AFFINITYTM
high barrier polymers structureExtrusion Pouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Packaging
HIGH
BARRIER M
ON
OM
ATERIAL LAMIN
ATE
LDPE M
DO
AlOx
RECYCLE ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFR
ESH
<1 cc<2 gr
WATERBASEDEB FLEXO
INKSCOLOURS
7 ECG
OTR BARRIERWTR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minimum impact. Maximum appeal.High barrier structure, designed for recyclability.
meeting consumers’ demands.
BOPE 20um
LDPE M
DO
25 um / LD
PE 50 umBarrier process
BOBST Expert K5 + AlO
x top coatBarrier perform
ances (23°C ; 50 RH / 37.8°C ; 90 RH
) O
TR: 0.1 WTR: 1.7
Top coat process BO
BST EXPERT CO 750
Lamination
BOBST N
OVA CL 850
Adhesives Polym
ers DO
W ELITE
TM, INN
ATETM, AFFIN
ITYTM
high barrier polymers structure
Extrusion Pouch m
aking
White
YellowO
rangeM
agentaBO
BST RedCyan
Green
VioletBlack
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO
press
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
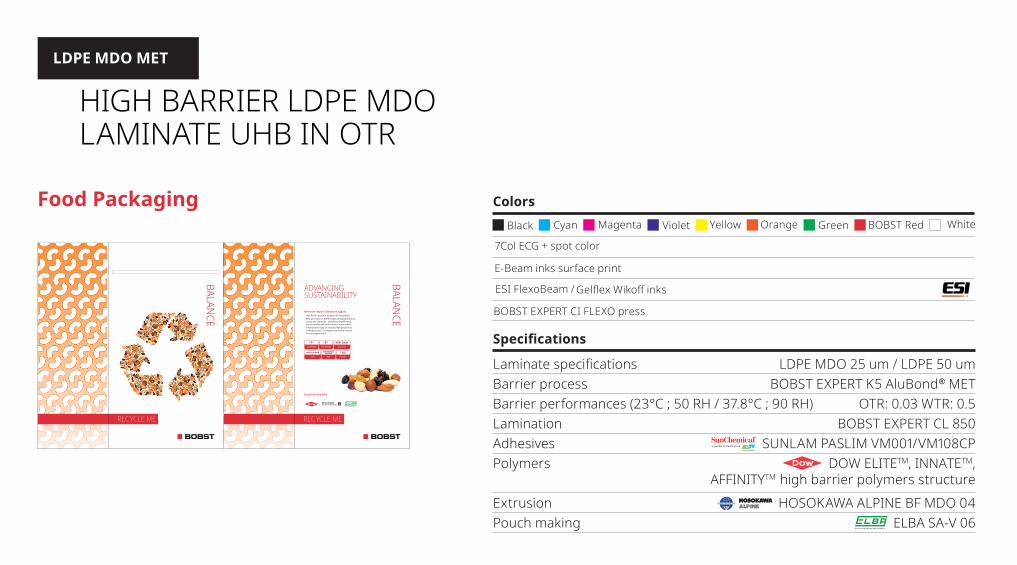
Food Packaging
HIGH BARRIER LDPE MDO LAMINATE UHB IN OTR
LDPE MDO MET
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.03 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM high barrier polymers structureExtrusion Pouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
HIGH BARRIER LDPE MDO LAMINATE UHB IN OTR
LDPE MDO MET
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.03 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM high barrier polymers structureExtrusion Pouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
HIGH BARRIER LDPE MDO LAMINATE UHB IN OTR
LDPE MDO MET
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 0.03 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM high barrier polymers structureExtrusion Pouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Packaging
UHB LDPE MDO LAMINATELDPE MDO MET TRIPLEX FROM CONSTANTIA
Barrier process BOBST EXPERT K5 IOD METBarrier performances (23°C ; 75 RH / 38°C ; 90 RH) OTR: <0.1 WTR: <0.1Adhesives SOLVENT FREEPouch making
White GreyMagentaRed Cyan GreenBlack
Reverse print
Gravure
Packaging
UHB LDPE MDO LAMINATELDPE MDO MET TRIPLEX FROM CONSTANTIA
Barrier process BOBST EXPERT K5 IOD METBarrier performances (23°C ; 75 RH / 38°C ; 90 RH) OTR: <0.1 WTR: <0.1Adhesives SOLVENT FREEPouch making
White GreyMagentaRed Cyan GreenBlack
Reverse print
Gravure
Packaging
UHB LDPE MDO
LAMIN
ATELD
PE MD
O M
ET TRIPLEX FROM
CON
STANTIA
Barrier process BO
BST EXPERT K5 IOD M
ETBarrier perform
ances (23°C ; 75 RH / 38°C ; 90 RH
) O
TR: <0.1 WTR: <0.1
Adhesives SO
LVENT FREE
Pouch making
White
Grey
Magenta
RedCyan
Green
Black
Reverse print
Gravure

Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
HIGH BARRIER WTR MONOMATERIAL LAMINATE
BOPE MET
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 3.5 WTR: 0.5Lamination BOBST EXPERT CL 850Adhesives Polymers DOW INNATETM, AFFINITYTM
special BOPE polymersExtrusion BRUECKNER BOPE/BOPP CoEx LinePouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
HIGH BARRIER WTR MONOMATERIAL LAMINATE
BOPE MET
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 3.5 WTR: 0.5Lamination BOBST EXPERT CL 850Adhesives Polymers DOW INNATETM, AFFINITYTM
special BOPE polymersExtrusion BRUECKNER BOPE/BOPP CoEx LinePouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
HIGH BARRIER WTR MONOMATERIAL LAMINATE
BOPE MET
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 3.5 WTR: 0.5Lamination BOBST EXPERT CL 850Adhesives Polymers DOW INNATETM, AFFINITYTM
special BOPE polymersExtrusion BRUECKNER BOPE/BOPP CoEx LinePouch making
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Packaging
HIGH BARRIER CPP WTR MONOMATERIAL LAMINATE
CPP MET FROM DANAFLEX
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 7 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives Pouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Packaging
HIGH BARRIER CPP WTR MONOMATERIAL LAMINATE
CPP MET FROM DANAFLEX
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 7 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives Pouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Packaging
HIGH
BARRIER CPP WTR
MO
NO
MATERIAL LAM
INATE
CPP MET FRO
M D
ANAFLEX
RECYCLE ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFR
ESH
<1 cc<2 gr
WATERBASEDEB FLEXO
INKSCOLOURS
7 ECG
OTR BARRIERWTR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minimum impact. Maximum appeal.High barrier structure, designed for recyclability.
meeting consumers’ demands.
BOPE 20um
Barrier process BO
BST EXPERT K5 AluBond® M
ETBarrier perform
ances (23°C ; 50 RH / 37.8°C ; 90 RH
) O
TR: 7 WTR: 0.5
Lamination
BOBST EXPERT CL 850
Adhesives Pouch m
aking
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO
press
White
YellowO
rangeM
agentaBO
BST RedCyan
Green
VioletBlack

Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Packaging
UHB WTR BARRIER BOPP MONOMATERIAL LAMINATE
BOPP MET
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 1 WTR: 0.1Lamination BOBST CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Packaging
UHB WTR BARRIER BOPP MONOMATERIAL LAMINATE
BOPP MET
RECY
CLE
ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFRESH
<1 cc
<2 gr
WATERBASEDEB FLEXO
INKS
COLO
URS
7 ECG
OTR BARRIERW
TR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minim
um im
pact. Maxim
um appeal.
High barrier structure, designed for recyclability.
meeting consum
ers’ demands.
BOPE 20um
Barrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 1 WTR: 0.1Lamination BOBST CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Packaging
UHB WTR BARRIER BO
PP M
ON
OM
ATERIAL LAMIN
ATE
BOPP M
ET
RECYCLE ME
ADVANCINGSUSTAINABILITY
In partnership with
REFRESH
RECYCLE ME
REFR
ESH
<1 cc<2 gr
WATERBASEDEB FLEXO
INKSCOLOURS
7 ECG
OTR BARRIERWTR BARRIER
PRESS
BOBST 20SEVEN
STRUCTURE
Minimum impact. Maximum appeal.High barrier structure, designed for recyclability.
meeting consumers’ demands.
BOPE 20um
Barrier process BO
BST EXPERT K5 AluBond® M
ETBarrier perform
ances (23°C ; 50 RH / 37.8°C ; 90 RH
) O
TR: 1 WTR: 0.1
Lamination
BOBST CL 850
Adhesives Extrusion
BRUECKN
ER BOPP-U
HB CoEx Line
Pouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO
press
White
YellowO
rangeM
agentaBO
BST RedCyan
Green
VioletBlack
Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM ARGA KARYA
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.2Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM ARGA KARYA
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.2Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM ARGA KARYA
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.2Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /

Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM INDOPOLY
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM INDOPOLY
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM INDOPOLY
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Barrier process BOBST MASTER K6Barrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3
MEDIUM BARRIER PET SIOX FLEXIBLE PROCESS BARRIER, RETORTABLE. HIGH BARRIER PET SIOX TOP COAT BOBST
PET BARRIER
Barrier process BOBST MASTER K6Barrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3
MEDIUM BARRIER PET SIOX FLEXIBLE PROCESS BARRIER, RETORTABLE. HIGH BARRIER PET SIOX TOP COAT BOBST
PET BARRIER

Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology
Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology

Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology
Food Packaging
UHB OTR BOPP AlOx MONOMATERIAL LAMINATE
UHB BOPP FROM ARGA KARYA
Barrier process BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.2Top coat process BOBST NOVA CO 750Lamination BOBST EXPERT CL 850Adhesives Extrusion BRUECKNER BOPP-UHB CoEx LinePouch making
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
Food Packaging
LDPE MDO 25 um / LDPE 50 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 80 WTR: 1.6 Lamination BOBST EXPERT CL 850Adhesives Polymers DOW ELITETM, INNATETM,
AFFINITYTM asymetrical structureExtrusion Pouch making
MEDIUM BARRIER LOW COST MONOMATERIAL LAMINATE
LDPE MDO MET
WhiteYellow OrangeMagenta BOBST RedCyan GreenVioletBlack
7Col ECG + spot color
BOBST EXPERT CI FLEXO press
E-Beam inks surface print
ESI FlexoBeam /
Packaging
HIGH BARRIER CPP WTR MONOMATERIAL LAMINATE
CPP MET FROM DANAFLEX
BOPP 25 um / CPP MET 25 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 7 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives SUNLAM PASLIM VM001/VM108CP Pouch making ELBA SA-V 06
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Colors
Black
Cyan
Magenta
Violet
Yellow
Orange
Green
BOBST Red
White
Packaging
HIGH BARRIER CPP WTR MONOMATERIAL LAMINATE
CPP MET FROM DANAFLEX
BOPP 25 um / CPP MET 25 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 7 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives SUNLAM PASLIM VM001/VM108CP Pouch making ELBA SA-V 06
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Colors
Black
Cyan
Magenta
Violet
Yellow
Orange
Green
BOBST Red
White
Packaging
HIGH BARRIER CPP WTR MONOMATERIAL LAMINATE
CPP MET FROM DANAFLEX
BOPP 25 um / CPP MET 25 umBarrier process BOBST EXPERT K5 AluBond® METBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: 7 WTR: 0.5 Lamination BOBST EXPERT CL 850Adhesives SUNLAM PASLIM VM001/VM108CP Pouch making ELBA SA-V 06
7Col ECG + spot color
Waterbase inks
Reverse print
BOBST EXPERT CI FLEXO press
Colors
Black
Cyan
Magenta
Violet
Yellow
Orange
Green
BOBST Red
White

Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology
Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technologyBarrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology
Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology
Barrier process
Resin for film production
Converting of raw material into film
Converting of film via vacuum coating,wet coating, printing & lamination
Production of stand-up pouches
BOBST EXPERT K5 + AlOx top coatBarrier performances (23°C ; 50 RH / 37.8°C ; 90 RH) OTR: <0.1 WTR: <0.3Top coat process BOBST NOVA CO 750
Extrusion BRUECKNER BOPP-ILC Line:
HIGH BARRIER
THE PROJECT TEAM INDUSTRY LEADERS
AlOx “COST OPTIMIZED” BOPP LAMINATE
BOPP AlOx
Special skin and inline-coating technology
Blown film experts Oriented film expert


SA- VAAuuttoommaattiicc ppoouucchh mmaakkiinngg mmaacchhiinnee

SA- VAAuuttoommaattiicc ppoouucchh mmaakkiinngg mmaacchhiinnee
www.elba-spa.it
The SA-V high speed pre-made pouch making machine has been designed and engineered to be flexible, technologically advanced, easy to use and capable of producing a wide range of high-quality products. The SA-V machine is fully equipped with Siemens components and it is entirely controlled by a state-of-the-art HMI based on Bus Profinet®, that offers decisive advantages in terms of:
• flexibility: it allows manufacturing fully customized machines • efficiency: thanks to the total integration of all components and accessories • performance: it leads to increased productivity with ease • safety: it ensures the highest visibility of the remotely connected components during the assistance phase

www.elba-spa.it
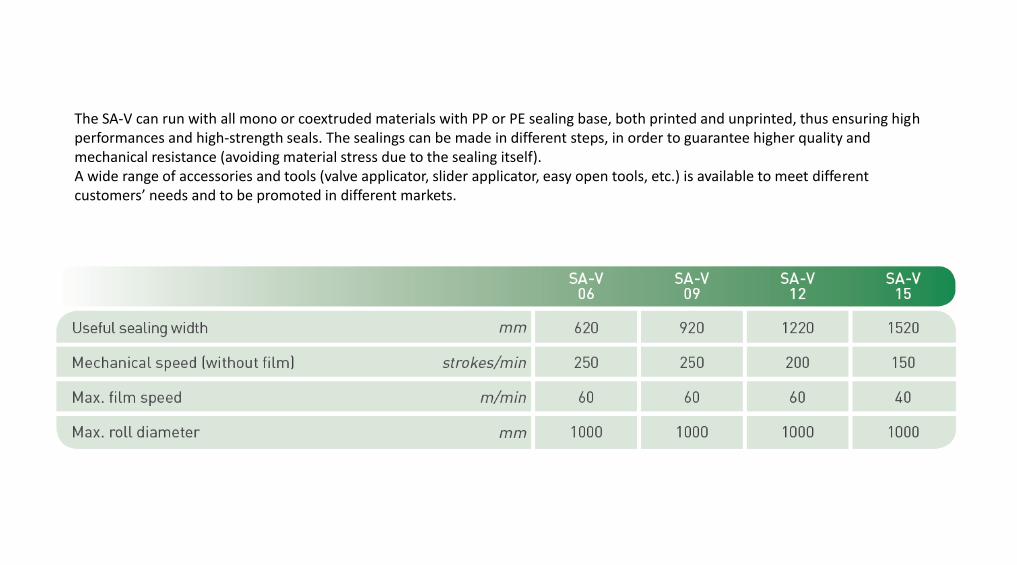
As each station is independent, servo driven and installed on a modular base, the SA-V design allows the machine to be customized, according to different production requirements; the machine configuration can be upgraded at any time, to face new unpredictable market demands. The SA-V is offered in four different sealing widths: 650 mm (25.6”), 950 mm (37.4”), 1250 mm (49.2”) and 1550 mm (61”). The following products can be manufactured (according to the chosen configuration): • 2 side seal pouches on one or two independent lanes, with and without zipper • 3 side seal pouches starting from one folded roll on one or more lanes, with and without zipper • 3 side seal pouches starting from two independent rolls on one or more lanes, with and without zipper (max. 2 lanes with zipper) • Stand-up/Doypack® pouches with folded bottom from one single roll, on one or two lanes, with and without zipper • Stand-up/Doypack® with folded bottom from two independent rolls, two independent lanes, with and without zipper • Doypack® with inserted bottom, on one or more lanes, with and without zipper • Side gusset bags• Side gusset bags with inserted gussets on one lane • Center seal bags
www.elba-spa.it
The SA-V can run with all mono or coextruded materials with PP or PE sealing base, both printed and unprinted, thus ensuring high performances and high-strength seals. The sealings can be made in different steps, in order to guarantee higher quality and mechanical resistance (avoiding material stress due to the sealing itself). A wide range of accessories and tools (valve applicator, slider applicator, easy open tools, etc.) is available to meet different customers’ needs and to be promoted in different markets.
The PE-based project
• The machine’s software has undergone a substantive update over the years that allows the machine to guarantee a very high level of control of every single phase. It is important to remember that the material must be treated with particular care, in order to maintain its characteristics unaltered, and each component must work in complete harmony during the production cycle, to prevent the stress that compromises the barrier levels.
• The ELBA development team and engineers have reviewed allthe accessories, thereby redefining every standard in terms ofloads, inertia, COF and heat diffusion, in order to ensure thehighest production qualities.
• The synergy among the partners also allowed to furtherimprove the product through deep and continuous tests on thematerial, by stressing it to the limit and thereby revisiting andfurther improving its characteristics with each release.
www.elba-spa.it
The machine’s software is constantly updated in order to guarantee the management of the new potentialities of the SA-V model. It is important to remember that the material must be run with particular care, in order to maintain its characteristics unaltered, and each component must work in complete harmony during the production cycle, to prevent the stress that compromises the barrier levels.The ELBA development team and engineers have reviewed all the accessories, thereby redefining every standard in terms of loads, inertia, COF and heat diffusion, in order to ensure the highest production qualities.The synergy among the partners (Dow, Hosokawa Alpine, Bobst, Brückner Maschinenbau, Costantia Flexibles) also allowed to further improve the pouch quality through deep and continuous tests on the material, by stressing it to the limit, thanks to the main features of our SA-V model.


Introducing Bobst AluBond® Technology Improved functional performance on Polyolefin PP based substrates
Bobst Manchester Open House, 15th October 2019
Barrier Open House 15.10.2019
www.bobst.com
Introducing Bobst AluBond® Technology Improved functional performance on Polyolefin PP based substrates
Bobst Manchester Open House, 15th October 2019
Barrier Open House 15.10.2019
www.bobst.com
| © BOBST | 02.10.2019 | Page 2
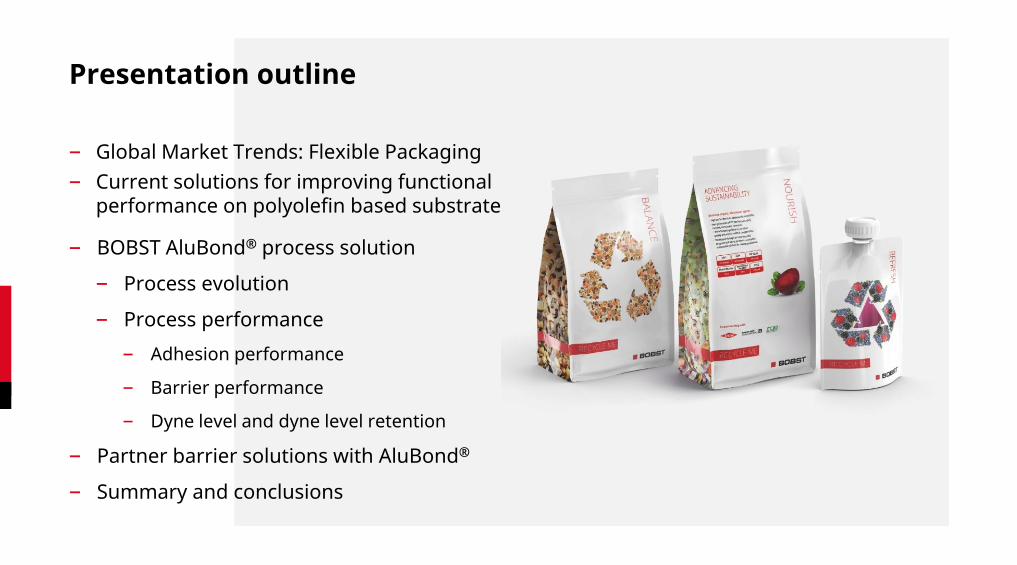
Presentation outline
– Global Market Trends: Flexible Packaging– Current solutions for improving functional
performance on polyolefin based substrates
– BOBST AluBond® process solution – Process evolution – Process performance
– Adhesion performance
– Barrier performance
– Dyne level and dyne level retention
– Partner barrier solutions with AluBond®
– Summary and conclusions

INTERNAL | © BOBST | 02.10.2019 | Page 3
Introduction & background: Global market trends flexible packaging
| © BOBST | 02.10.2019 | Page 4
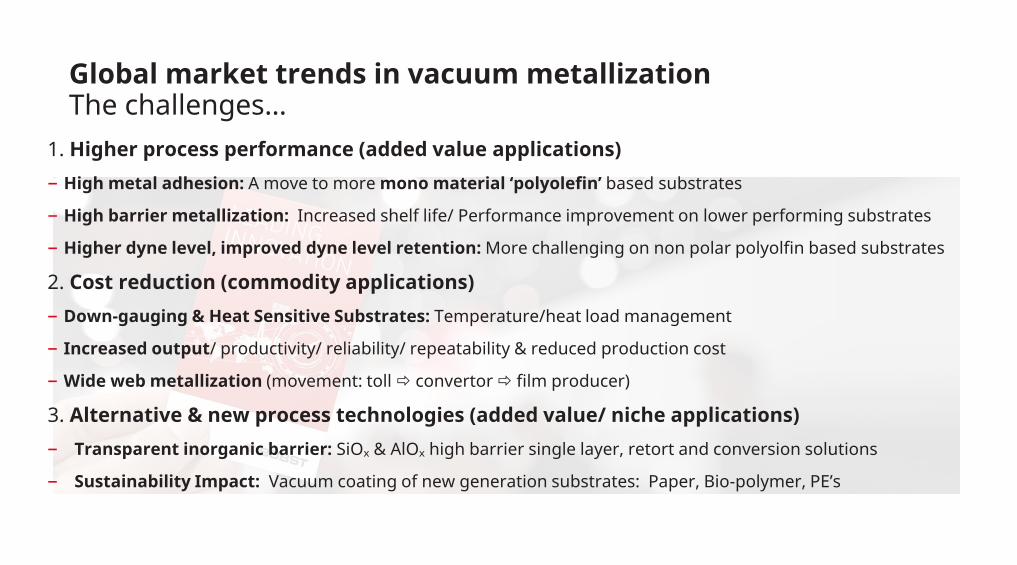
Global market trends in vacuum metallizationThe challenges…
1. Higher process performance (added value applications)– High metal adhesion: A move to more mono material ‘polyolefin’ based substrates
– High barrier metallization: Increased shelf life/ Performance improvement on lower performing substrates
– Higher dyne level, improved dyne level retention: More challenging on non polar polyolfin based substrates
2. Cost reduction (commodity applications)– Down-gauging & Heat Sensitive Substrates: Temperature/heat load management
– Increased output/ productivity/ reliability/ repeatability & reduced production cost
– Wide web metallization (movement: toll convertor film producer)
3. Alternative & new process technologies (added value/ niche applications)– Transparent inorganic barrier: SiOₓ & AlOₓ high barrier single layer, retort and conversion solutions
– Sustainability Impact: Vacuum coating of new generation substrates: Paper, Bio-polymer, PE’s

| © BOBST | 02.10.2019 | Page 5
Global market trends in vacuum metallization
Higher process performance− High barrier – DarkNight® & AluBond® process− High adhesion – AluBond® process − Defect reduction – Hawkeye pinhole detector (in-line defect detection & opacity control)− Higher dyne and dyne level retention – AluBond® process or plasma post treatment Cost reduction − Metallization of down gauged & more heat sensitive & substrates – VISION K5 & EXPERT K5 − Increased output/ productivity/ reliability – VISION K5 & EXPERT K5 Alternative & new process technologies (added value/ niche applications)− Transparent inorganic barrier – SiOₓ (PECVD), AlOₓ (reactive PVD) & AlOₓ conversion solutions− Sustainability Impact: K5 VISION & K5 EXPERT
BOBST Solutions & Innovations…
| © BOBST | 02.10.2019 | Page 6
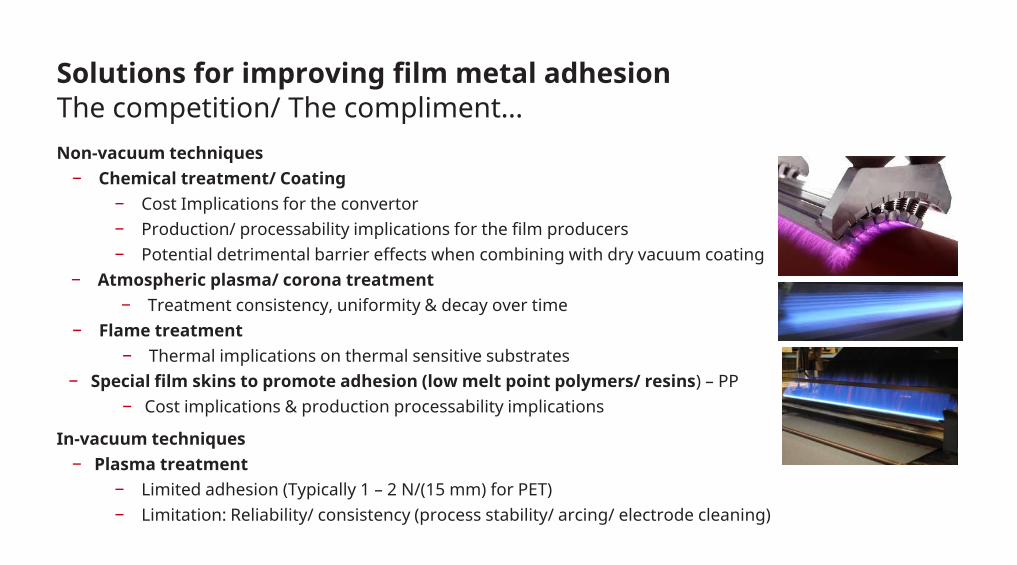
Non-vacuum techniques − Chemical treatment/ Coating
− Cost Implications for the convertor − Production/ processability implications for the film producers − Potential detrimental barrier effects when combining with dry vacuum coating
− Atmospheric plasma/ corona treatment− Treatment consistency, uniformity & decay over time
− Flame treatment − Thermal implications on thermal sensitive substrates
− Special film skins to promote adhesion (low melt point polymers/ resins) – PP− Cost implications & production processability implications
In-vacuum techniques − Plasma treatment
− Limited adhesion (Typically 1 – 2 N/(15 mm) for PET)− Limitation: Reliability/ consistency (process stability/ arcing/ electrode cleaning)
Solutions for improving film metal adhesionThe competition/ The compliment…

| © BOBST | 02.10.2019 | Page 7
Solutions for improving PP film barrier performance
Solution 3: Off line coatingSpecial High Surface Polarity coated surface/ Barrier coating
Solution 2: In line coating (ILC) Special High Surface Polarity/ coated Skin
In-Line Film Extrusion/Coating Solutions Off-Line Film Coating Solutions
Solution 1: UHB 5 layer films Special High Surface Polarity/ High Barrier Skin
The competition/ The compliment…
| © BOBST | 02.10.2019 | Page 1
Solutions for improving PP film barrier performance
Solution 3: Off line coating Special High Surface Polarity coated surface/ Barrier coating
Solution 2: In line coating (ILC) Special High Surface Polarity/ coated Skin
In-Line Film Extrusion/Coating Solutions Off-Line Film Coating Solutions
Solution 1: UHB 5 layer films Special High Surface Polarity/ High Barrier Skin
The competition/ The compliment…
| © BOBST | 02.10.2019 | Page 1
Solutions for improving PP film barrier performance
Solution 3: Off line coating Special High Surface Polarity coated surface/ Barrier coating
Solution 2: In line coating (ILC) Special High Surface Polarity/ coated Skin
In-Line Film Extrusion/Coating Solutions Off-Line Film Coating Solutions
Solution 1: UHB 5 layer films Special High Surface Polarity/ High Barrier Skin
The competition/ The compliment…
| © BOBST | 02.10.2019 | Page 1
Solutions for improving PP film barrier performance
Solution 3: Off line coating Special High Surface Polarity coated surface/ Barrier coating
Solution 2: In line coating (ILC) Special High Surface Polarity/ coated Skin
In-Line Film Extrusion/Coating Solutions Off-Line Film Coating Solutions
Solution 1: UHB 5 layer films Special High Surface Polarity/ High Barrier Skin
The competition/ The compliment…

INTERNAL | © BOBST | 02.10.2019 | Page 8
AluBond® process, Evolution & performance
| © BOBST | 02.10.2019 | Page 9
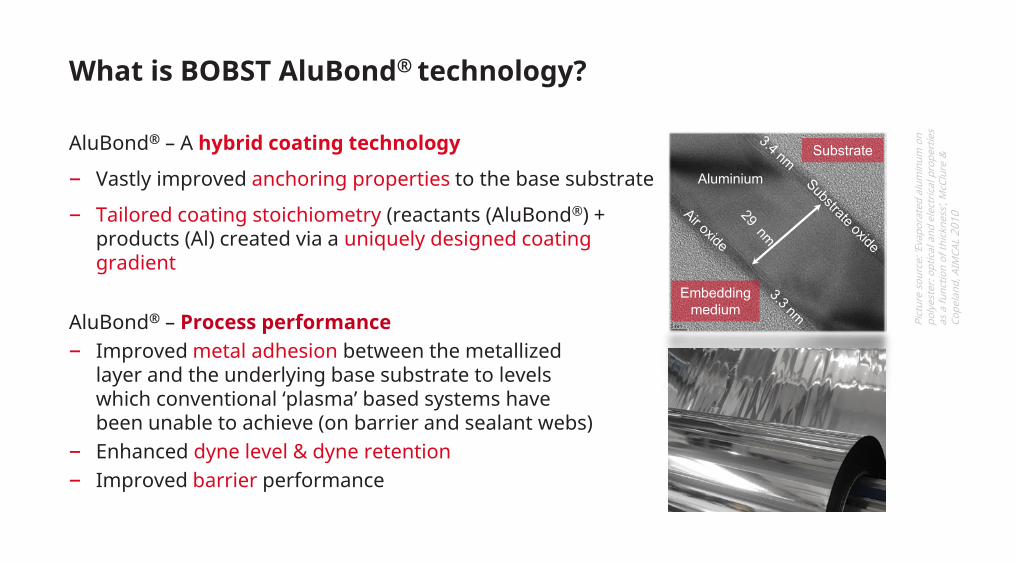
What is BOBST AluBond® technology?
AluBond® – A hybrid coating technology– Vastly improved anchoring properties to the base substrate– Tailored coating stoichiometry (reactants (AluBond®) +
products (Al) created via a uniquely designed coating gradient
Aluminium
Substrate
Embedding medium
AluBond® – Process performance– Improved metal adhesion between the metallized
layer and the underlying base substrate to levels which conventional ‘plasma’ based systems have been unable to achieve (on barrier and sealant webs)
– Enhanced dyne level & dyne retention– Improved barrier performance
Pict
ure
sour
ce: ‘E
vapo
rate
d al
umin
umon
po
lyest
er: o
ptica
l and
ele
ctric
al p
rope
rtie
s as
a fu
nctio
n of
thick
ness
’, McC
lure
&
Cope
land
, AIM
CAL
2010
| © BOBST | 02.10.2019 | Page 10
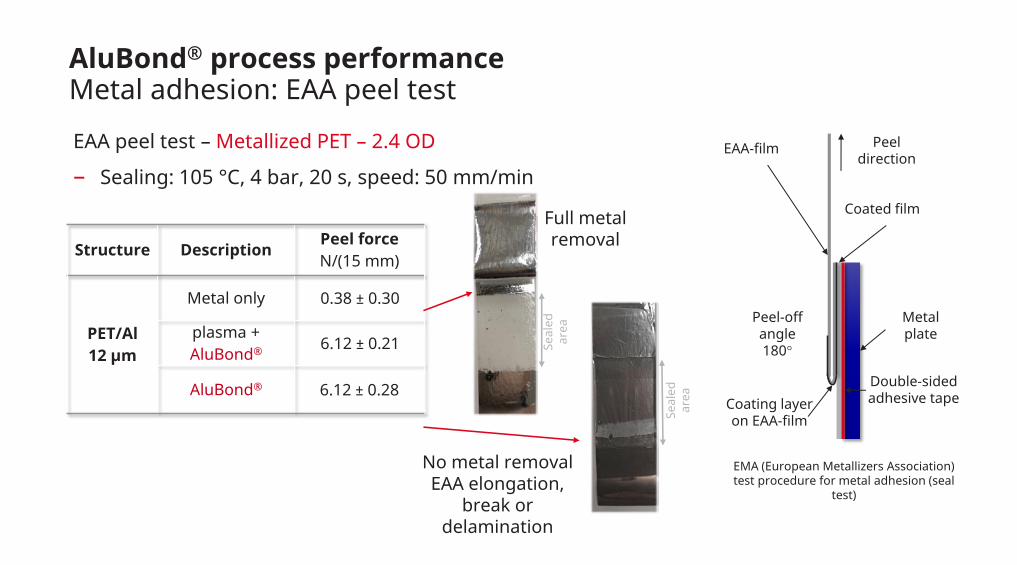
AluBond® process performanceMetal adhesion: EAA peel testEAA peel test – Metallized PET – 2.4 OD– Sealing: 105 °C, 4 bar, 20 s, speed: 50 mm/min
Peel-off angle180°
Metal plate
Peeldirection
Coating layeron EAA-film
EAA-film
Double-sided adhesive tape
Coated film
EMA (European Metallizers Association) test procedure for metal adhesion (seal
test)
Structure Description Peel forceN/(15 mm)
PET/Al 12 µm
Metal only 0.38 ± 0.30
plasma + AluBond® 6.12 ± 0.21
AluBond® 6.12 ± 0.28
Full metal removal
No metal removal EAA elongation,
break or delamination
Seal
ed
area
Seal
ed
area
| © BOBST | 02.10.2019 | Page 11
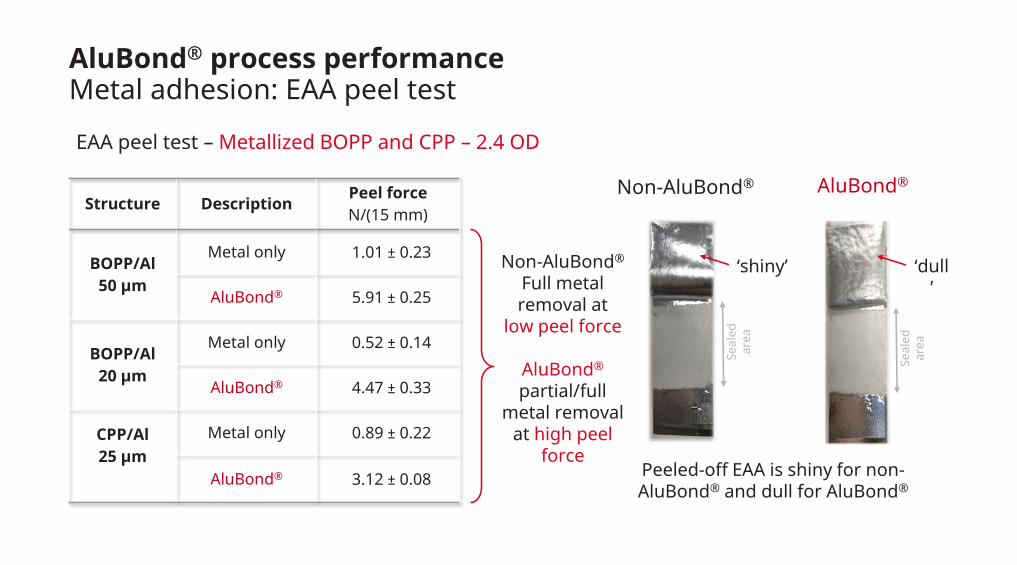
AluBond® process performanceMetal adhesion: EAA peel testEAA peel test – Metallized BOPP and CPP – 2.4 OD
Structure Description Peel forceN/(15 mm)
BOPP/Al 50 µm
Metal only 1.01 ± 0.23
AluBond® 5.91 ± 0.25
BOPP/Al 20 µm
Metal only 0.52 ± 0.14
AluBond® 4.47 ± 0.33
CPP/Al 25 µm
Metal only 0.89 ± 0.22
AluBond® 3.12 ± 0.08
Seal
ed
area
Seal
ed
area
AluBond®Non-AluBond®
Non-AluBond®
Full metal removal at
low peel force
AluBond®
partial/full metal removal
at high peel force
Peeled-off EAA is shiny for non-AluBond® and dull for AluBond®
‘dull’
‘shiny’
| © BOBST | 02.10.2019 | Page 12
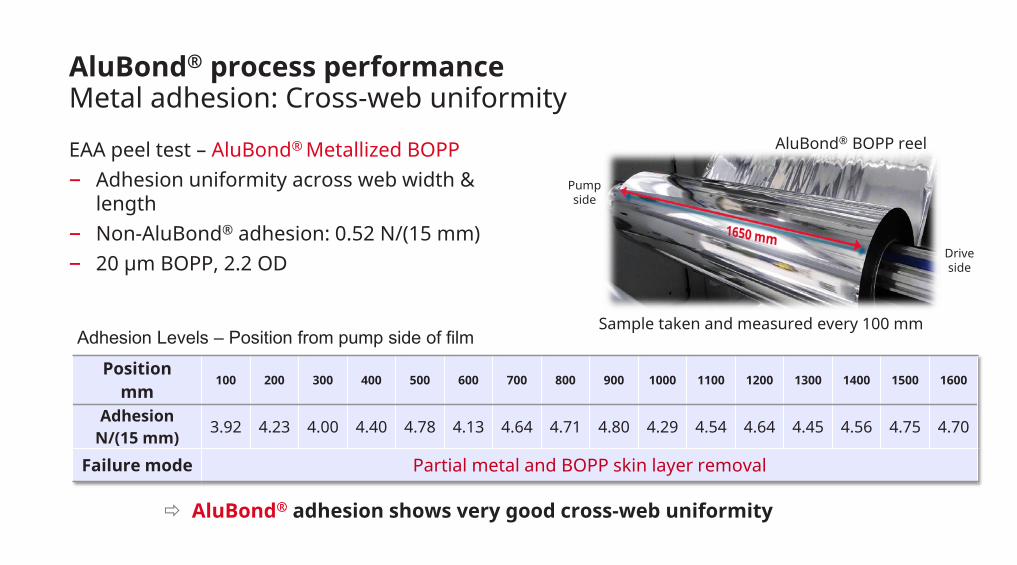
AluBond® process performanceMetal adhesion: Cross-web uniformity
Adhesion Levels – Position from pump side of film
Drive side
AluBond® BOPP reel
Pump side
EAA peel test – AluBond® Metallized BOPP – Adhesion uniformity across web width &
length– Non-AluBond® adhesion: 0.52 N/(15 mm)– 20 µm BOPP, 2.2 OD
Sample taken and measured every 100 mm
Position mm
100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600
Adhesion N/(15 mm) 3.92 4.23 4.00 4.40 4.78 4.13 4.64 4.71 4.80 4.29 4.54 4.64 4.45 4.56 4.75 4.70
Failure mode Partial metal and BOPP skin layer removal
AluBond® adhesion shows very good cross-web uniformity
| © BOBST | 02.10.2019 | Page 13
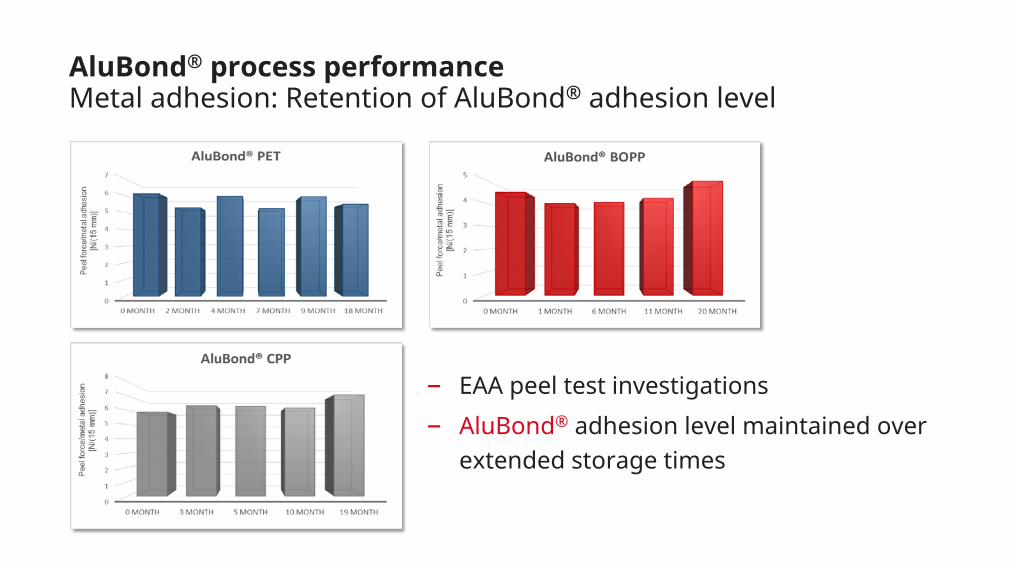
AluBond® process performanceMetal adhesion: Retention of AluBond® adhesion level
– EAA peel test investigations– AluBond® adhesion level maintained over
extended storage times
| © BOBST | 02.10.2019 | Page 14
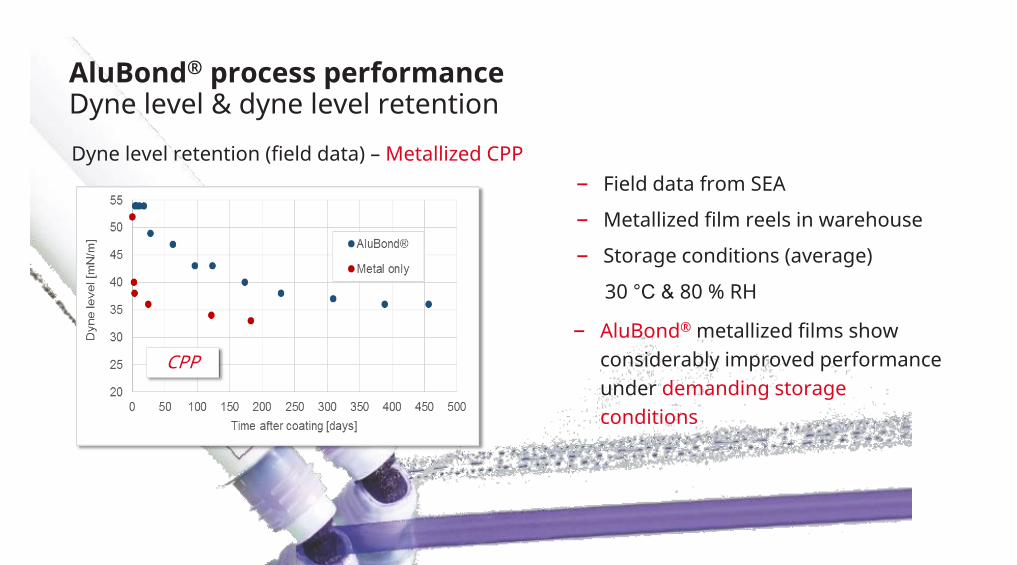
AluBond® process performanceDyne level & dyne level retention
– Field data from SEA– Metallized film reels in warehouse– Storage conditions (average)
30 °C & 80 % RH
– AluBond® metallized films show considerably improved performance under demanding storage conditions
CPP
Dyne level retention (field data) – Metallized CPP

| © BOBST | 02.10.2019 | Page 15
AluBond® process performanceBarrier propertiesBarrier properties – Metallized BOPP – Standard grade BOPP film– 20 µm thickness, 3 layer coex-structure– Corona treated
Description OD OTR WVTR Adhesion (EAA peel test)
cm³/(m² d) g/(m² d) N/(15 mm)
Standard metal 2.5* 50* 0.4* 1.1
AluBond® 2.5 8.45 ± 0.08 0.06 ± 0.01 4.3 ± 0.2
AluBond® 2.8 5.12 ± 0.34 0.03 ± 0.00 4.1 ± 0.2
AluBond® 3.3 4.82 ± 0.57 0.03 ± 0.00 3.4 ± 0.5
*OTR 23 °C, 50% RH**WVTR 37.8 °C, 90% RH
– Significantly enhanced barrier performance for AluBond® metallized BOPP
* Barrier data taken from film data sheet

| © BOBST | 02.10.2019 | Page 16
AluBond® process performanceBarrier propertiesBarrier properties – Metallized CPP – Standard grade CPP film– 25 µm thickness, 3 layer coex-structure– Corona treated
Description ODOTR WVTR
cm³/(m² d) g/(m² d)
Standard metal 2.5* 50* 0.15*
AluBond® 2.3 3.17 ± 0.42 0.05 ± 0.00
AluBond® 2.7 2.60 ± 0.09 0.04 ± 0.00
AluBond® 3.3 2.48 ± 0.21 0.03 ± 0.00
*OTR 23 °C, 50% RH**WVTR 37.8 °C, 90% RH
– Significantly enhanced barrier performance for AluBond® metallized CPP
* Barrier data taken from film data sheet

INTERNAL | © BOBST | 02.10.2019 | Page 17
AluBond® Partnership Solutions -sustainability high barrier solutions for flexible packaging

| © BOBST | 02.10.2019 | Page 18
Partners Sustainability Packaging Solutions with AluBond®
– Solution 3 – In Development Phase– High barrier mono-web Paper
structure – High Barrier AluBond® metallized – Target Application: Recyclable MPET
Replacement mono web
IN DEVELOPMENT PHASE
| © BOBST | 02.10.2019 | Page 19
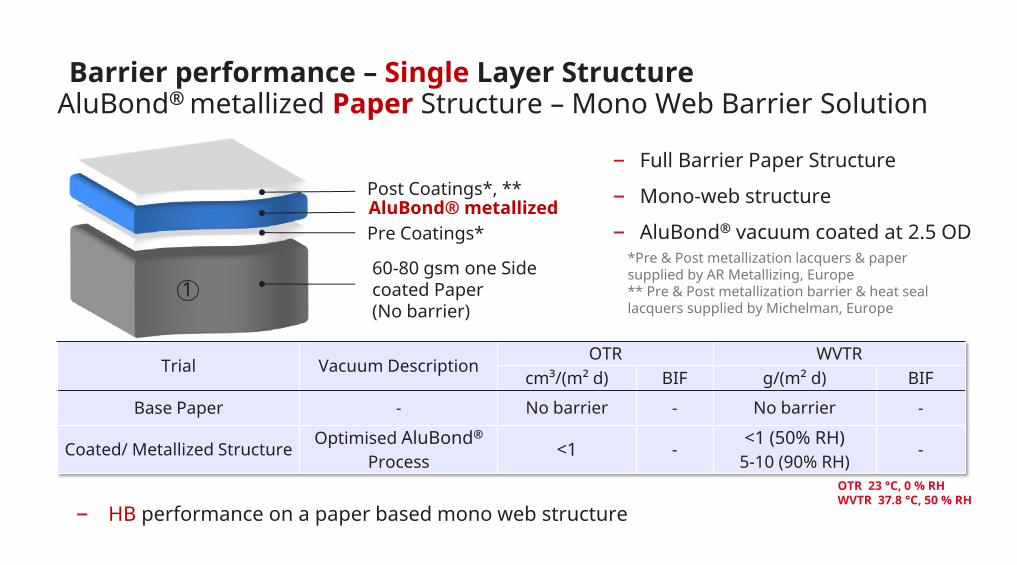
Barrier performance – Single Layer Structure AluBond® metallized Paper Structure – Mono Web Barrier Solution
– Full Barrier Paper Structure – Mono-web structure – AluBond® vacuum coated at 2.5 OD
– HB performance on a paper based mono web structure
*Pre & Post metallization lacquers & paper supplied by AR Metallizing, Europe ** Pre & Post metallization barrier & heat seal lacquers supplied by Michelman, Europe
Trial Vacuum Description OTR WVTRcm³/(m² d) BIF g/(m² d) BIF
Base Paper - No barrier - No barrier -
Coated/ Metallized Structure Optimised AluBond®
Process <1 - <1 (50% RH)5-10 (90% RH)
-
60-80 gsm one Side coated Paper(No barrier)
AluBond® metallizedPre Coatings*
Post Coatings*, **
OTR 23 °C, 0 % RHWVTR 37.8 °C, 50 % RH
1

| © BOBST | 02.10.2019 | Page 20
AluBond® delivers:
– Considerably higher metal adhesion compared to standard metallised film
– Enhanced barrier performance for polyolefin substrates
– Higher dyne level and better dyne level retention
AluBond® addresses & satisfies current market trends for higher performance sustainable packaging materials
Summary/TakeawaysOur messages to take home …

| © BOBST | 02.10.2019 | Page 21
AcknowledgementsPartners/ Collaborators


Sustainability is what we do!
Dow Packaging & Specialty Plastics
Making plastics part of the circular economy
3
What do we do in packaging?
Packaging is the science, the art and technology of enclosing or
protecting products for distribution, storage, sell and
use.

4
Where can we make a difference?
*Source: FAO**Source: Eurostat data
Up to 4% of goods are damaged
in transportation in Europe**
1.3 billion tonnes of
is lost or wasted every year around the globe*
5
Driving sustainability in packaging
Enable Recyclability
Reduce Packaging Material
Preserve food
Pursue Alternative feedstock
Enable Recyclability
Reduce Material Use
Preserve Food
Pursue Alternative Feedstock

Enabling recyclability of flexible packaging
Digital PerformanceModelling
PE-Rich StructuresMachinability Guide
8
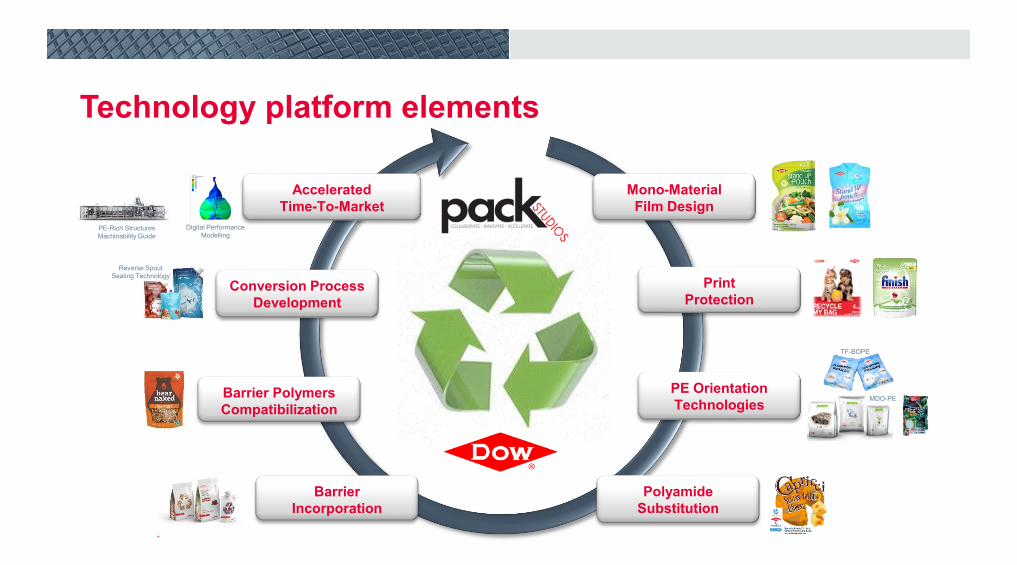
Technology platform elements
Print Protection
Mono-Material Film Design
Barrier Polymers Compatibilization
Polyamide Substitution
Accelerated Time-To-Market
Conversion ProcessDevelopment
PE OrientationTechnologies
Barrier Incorporation
MDO-PE
TF-BOPE
Reverse Spout Sealing Technology

10
PE-rich film construction
AFFINITYTM PF 1140G + LDPE
DOWLEX™2750 + DOW™ LDPE
OPULUX™ (gloss finish)
DOWLEX™2750 + DOW™ LDPE
Shelf Appeal
Light & Easy
Convenient Processing Design a co-ex All PE (100-120µ) film
for resource & costs savings

11
PE-rich film with protective lacquer
AFFINITYTM + LDPE
DOWLEX™ + DOW™ LDPE
DOWLEX™ + DOW™ LDPE
Design a co-ex All PE (100-120µ) film for resource & costs savings
OPULUX™ Protective Coating
Thermal Resistancebroader sealing window
High Gloss
Stable COFApprx. 0,3-0,7

12
Print protection with PE resins
On Supermarket Shelf!
Mono-Material Solution Replacing PET//PE
Zipper Closure and Easy-Open Notch
Produced on Existing Equipment
Improved StiffnessEnhanced Gloss
Convenient ProcessingMoisture Barrier
0102030405060708090
Gloss 20° Gloss 45° Gloss 60°
Proposed Solution PE//PE laminate

13
PE BIAXIAL ORIENTATION TECHNOLOGY FORCREATION OF NEW, FILM STRUCTURES
BOPP/BOPET/BOPA
PE Film
TF-BOPE 25μm
PE Film
StructureRedesign
High Gloss & Clarity
Improved Puncture and Impact
Good Printability
Utilizing Existing BOPP Extrusion Lines
Solutions for Superior Performance Expertise in Structure Redesign

14
PE orientation for outer substrate substitution
Outstanding Optics
Enhanced Stiffness
Superior Dimensional Stability &Machinability
Property MD CD
2% Sec. Modulus [MPa] 1000-1350 900-1200
Ultimate Elongation, [%] 20-35 600-700
Ultimate Strength, [MPa] 140-180 30-35
Tear Resistance, [cN] 20-45 200-300
Haze/Gloss20°, [%] 5-9/70-95
ELITE™ 5960G
AFFINITYTM EG8100
ELITETM 5940ST
ELITE™ 5960G
ELITETM 5940ST
AFFINITYTM EG8100
ELITE™ 5960G
AFFINITYTM EG8100
ELITETM 5940STINNATE™ ST70
ELITE™ 5960G
ELITETM 5940STINNATE™ ST70
ELITE™ 5400GS
Property MD CD
2% Sec. Modulus [MPa] 950-1150 850-1100
Ultimate Elongation, [%] 20-35 600-700
Ultimate Strength, [MPa] 160-190 30-35
Tear Resistance, [cN] 25-55 200-300
Haze/Gloss20°, [%] 5-9/70-95
Unblocked MDO-PE Film
Blocked MDO-PE Film
Machine Direction Orientation:Comprehensive Solution Offering for Superior Performance

15
Barrier incorporation into MDO-PE based packaging
Dow products featuredMDO web:
ELITE™ 5960G for outstanding stiffness, thermal resistance and broad stretching windowELITE™ 5940ST for excellent stiffness, optics property and broad stretching window
Sealant Web:INNATE™ ST70 for stiffness/toughnessbalance and dimensional stabilityAFFINITYTM sealant for low seal initiation temperature and good operating window on the packaging line
Collaborative development to combine:Barrier Properties with Enhanced Recyclability
High performance resins.
MDO extrusion technology
AlOx vacuum deposition and metallization
Pouch making machines
16
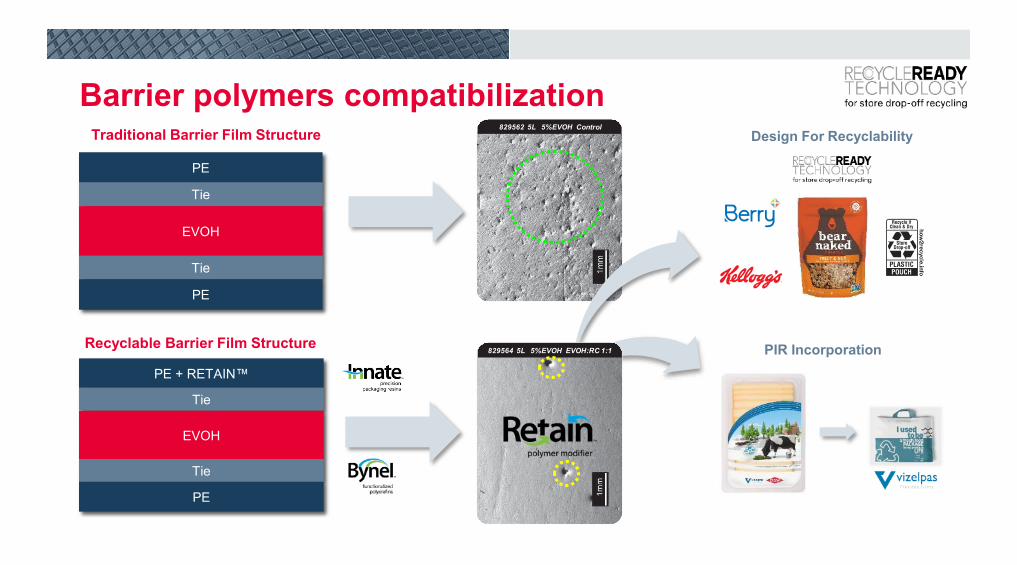
Barrier polymers compatibilization829562 5L 5%EVOH Control
PE + RETAIN™
Tie
EVOH
Tie
PE
PE
Tie
EVOH
Tie
PE
Traditional Barrier Film Structure
Recyclable Barrier Film Structure829564 5L 5%EVOH EVOH:RC 1:1
Design For Recyclability
PIR Incorporation

17
Surface-printed, 7-layer barrier solution
EVOH
Gloss and Temperature Resistance
Stiffness & Toughness
Optimal Adhesion
Barrier Properties
Stiffness & Toughness
Hermeticity & Operating Window
18
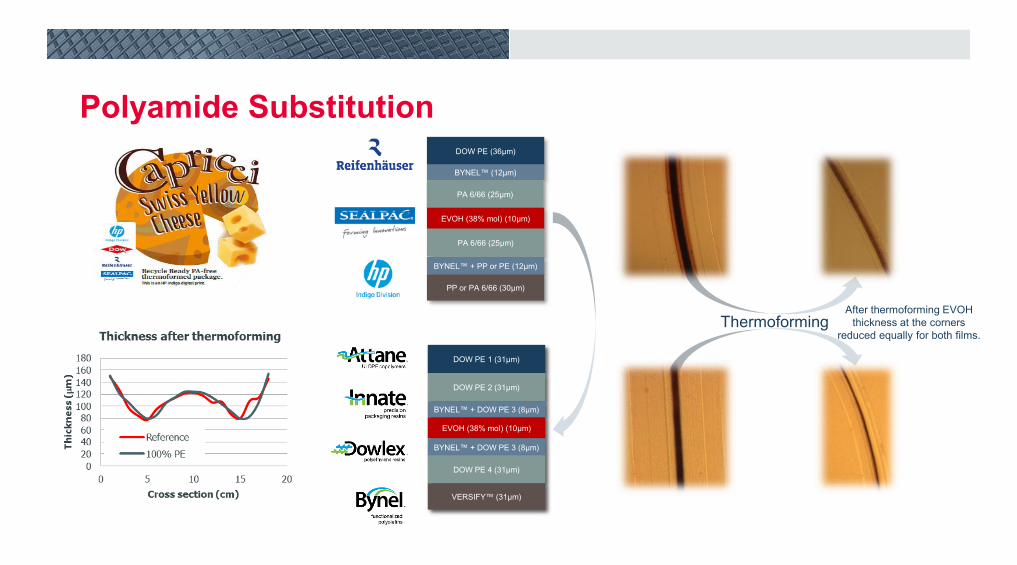
Polyamide Substitution
After thermoforming EVOH thickness at the corners
reduced equally for both films.Thermoforming
DOW PE (36μm)
BYNEL™ (12μm)
PA 6/66 (25μm)
EVOH (38% mol) (10μm)
PA 6/66 (25μm)
BYNEL™ + PP or PE (12μm)
PP or PA 6/66 (30μm)
DOW PE 1 (31μm)
DOW PE 2 (31μm)
BYNEL™ + DOW PE 3 (8μm)
EVOH (38% mol) (10μm)
BYNEL™ + DOW PE 3 (8μm)
DOW PE 4 (31μm)
VERSIFY™ (31μm)
19
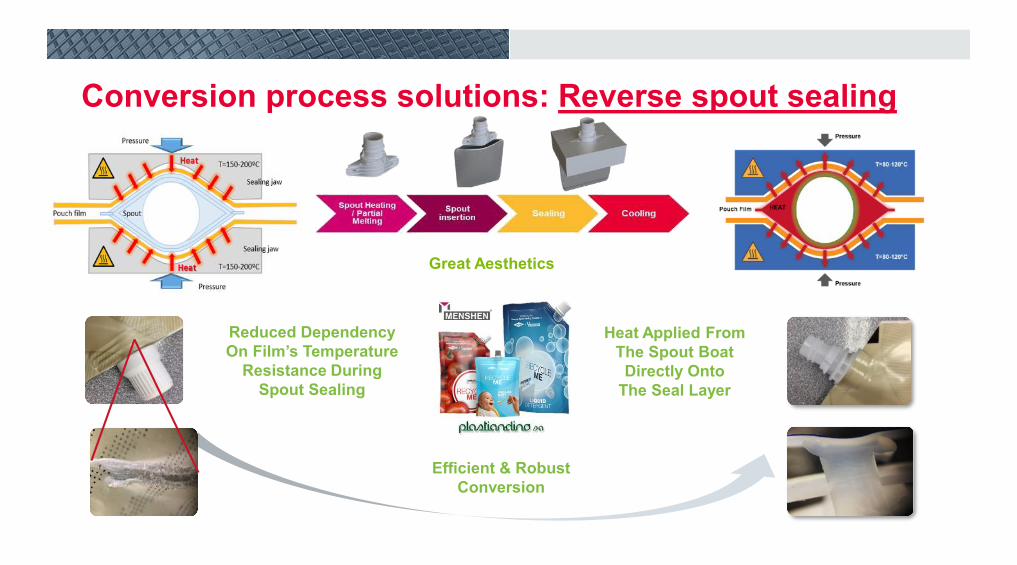
Conversion process solutions: Reverse spout sealing
Reduced DependencyOn Film’s Temperature
Resistance During Spout Sealing
Great Aesthetics
Heat Applied FromThe Spout Boat
Directly Onto The Seal Layer
Efficient & RobustConversion

20
Faster time to market through virtual modelling
0.0E+00
1.0E+07
2.0E+07
3.0E+07
4.0E+07
5.0E+07
6.0E+07
0 1 2 3 4 5 6 7
)aP( ssert
S .rgnE
Engr. Strain
Computer ModelExperiment
MaterialGeometry & Inflation Stability
Advanced Digital Predictive Modeling of
Shelf Appearance Drop Performance

Reduce packaging material:Same with less!
22
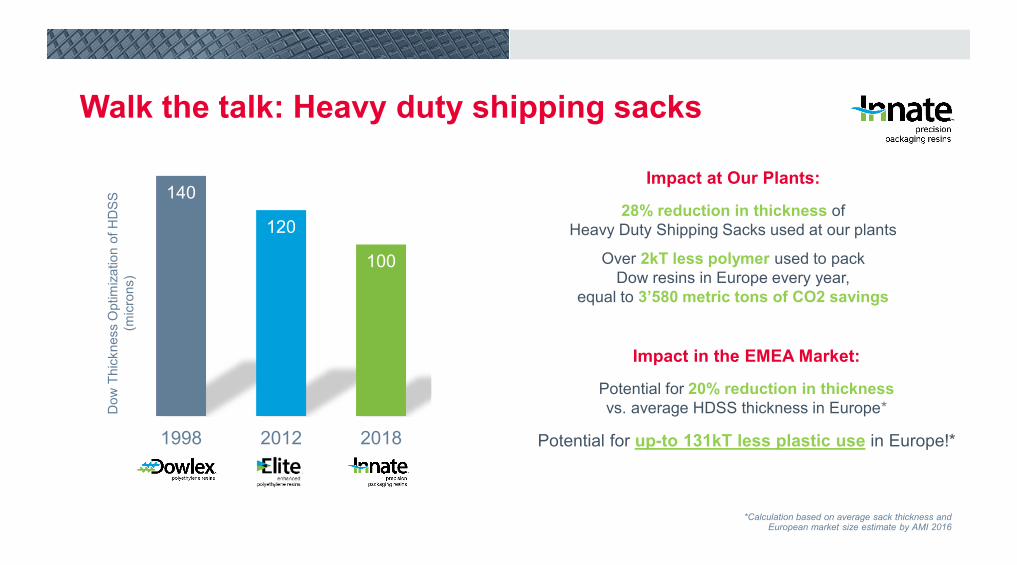
Walk the talk: Heavy duty shipping sacks
*Calculation based on average sack thickness andEuropean market size estimate by AMI 2016
140
120
100
1998 2012 2018
SS
DH fo noitazi
mitpO ssenkcihT
woD
(mic
rons
)
Impact at Our Plants:
28% reduction in thickness of Heavy Duty Shipping Sacks used at our plants
Over 2kT less polymer used to pack Dow resins in Europe every year,
equal to 3’580 metric tons of CO2 savings
Impact in the EMEA Market:
Potential for 20% reduction in thicknessvs. average HDSS thickness in Europe*
Potential for up-to 131kT less plastic use in Europe!*
23
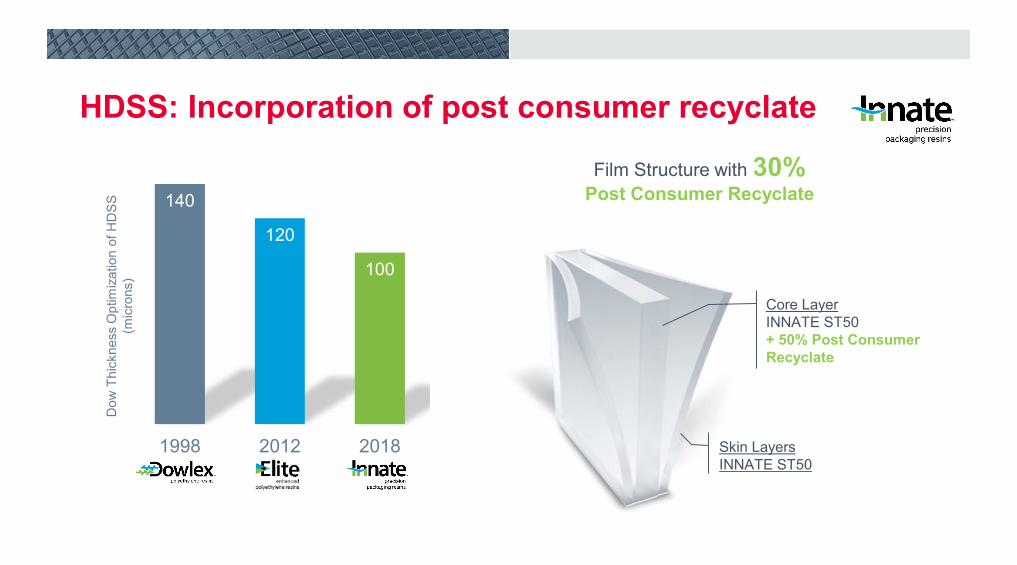
HDSS: Incorporation of post consumer recyclate
140
120
100
1998 2012 2018
SS
DH fo noitazi
mitpO ssenkcihT
woD
(mic
rons
)
Core LayerINNATE ST50 + 50% Post Consumer Recyclate
Skin Layers INNATE ST50
Film Structure with 30%Post Consumer Recyclate
24
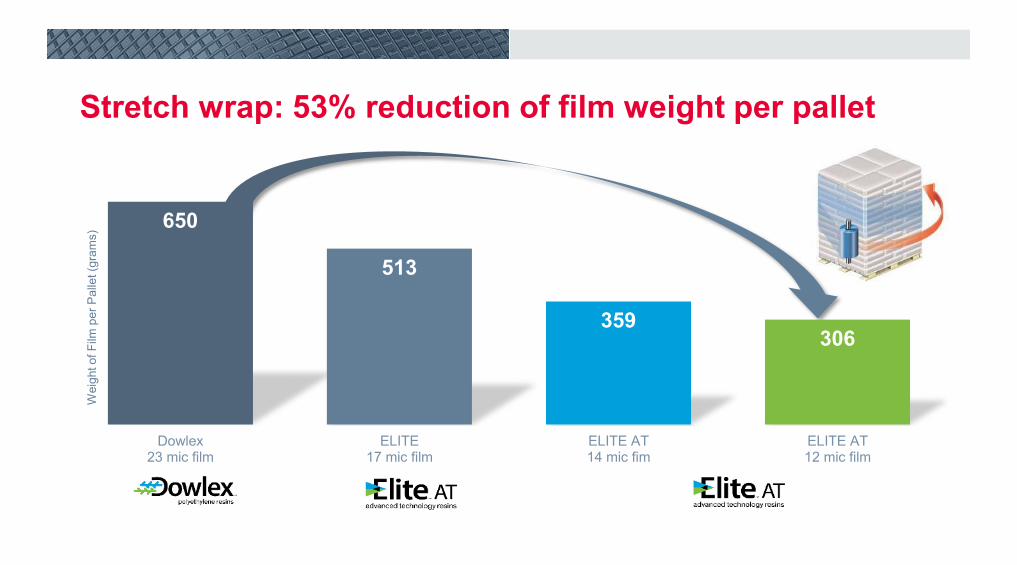
Stretch wrap: 53% reduction of film weight per pallet
650
513
359306
Dowlex23 mic film
ELITE17 mic film
ELITE AT14 mic fim
ELITE AT12 mic film
)smarg( tella
P rep mliF fo thgie
W
25
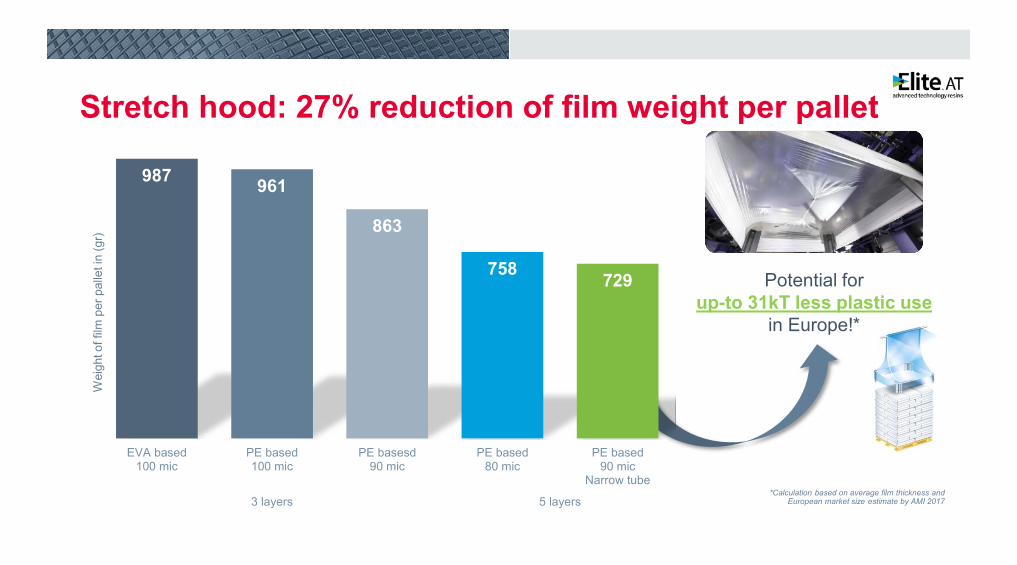
Stretch hood: 27% reduction of film weight per pallet
987 961
863
758 729
EVA based100 mic
PE based100 mic
PE basesd90 mic
PE based80 mic
PE based90 mic
Narrow tube
3 layers 5 layers
)rg( ni tellap rep mlif fo thgie
W
Potential for up-to 31kT less plastic use
in Europe!*
*Calculation based on average film thickness andEuropean market size estimate by AMI 2017
25
Stretch hood: 27% reduction of film weight per pallet
987 961
863
758 729
EVA based100 mic
PE based100 mic
PE basesd90 mic
PE based80 mic
PE based90 mic
Narrow tube
3 layers 5 layers
)rg( ni tellap rep mlif fo thgie
W
Potential for up-to 31kT less plastic use
in Europe!*
*Calculation based on average film thickness andEuropean market size estimate by AMI 2017
26
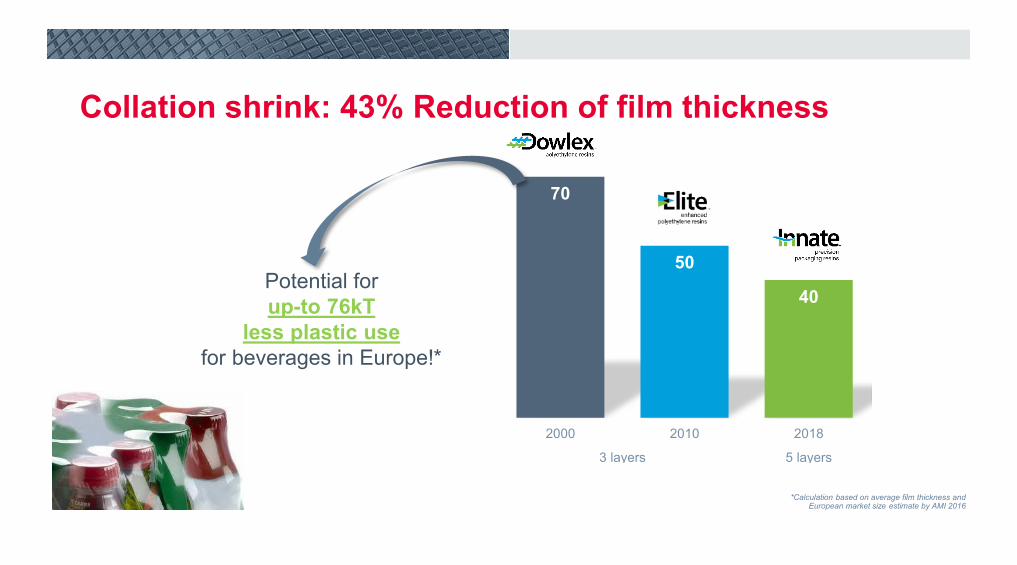
Collation shrink: 43% Reduction of film thickness
Potential for up-to 76kT
less plastic use for beverages in Europe!*
70
50
40
2000 2010 2018
3 layers 5 layers
*Calculation based on average film thickness andEuropean market size estimate by AMI 2016
27
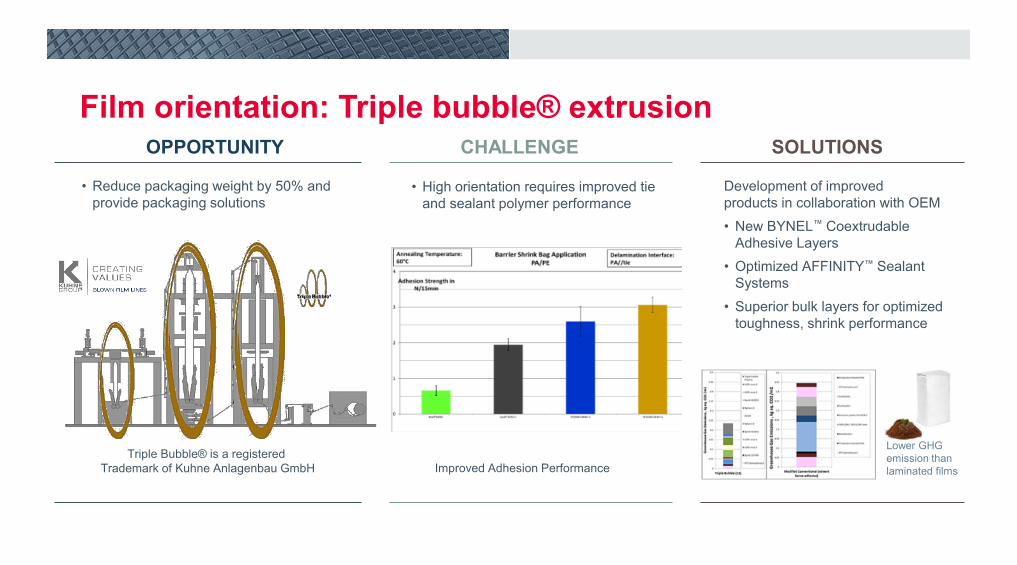
Film orientation: Triple bubble® extrusionOPPORTUNITY CHALLENGE SOLUTIONS
• Reduce packaging weight by 50% and provide packaging solutions
• High orientation requires improved tie and sealant polymer performance
Triple Bubble® is a registered Trademark of Kuhne Anlagenbau GmbH
Lower GHG emission than laminated filmsImproved Adhesion Performance
Development of improved products in collaboration with OEM
• New BYNEL™ CoextrudableAdhesive Layers
• Optimized AFFINITY™ Sealant Systems
• Superior bulk layers for optimized toughness, shrink performance
28
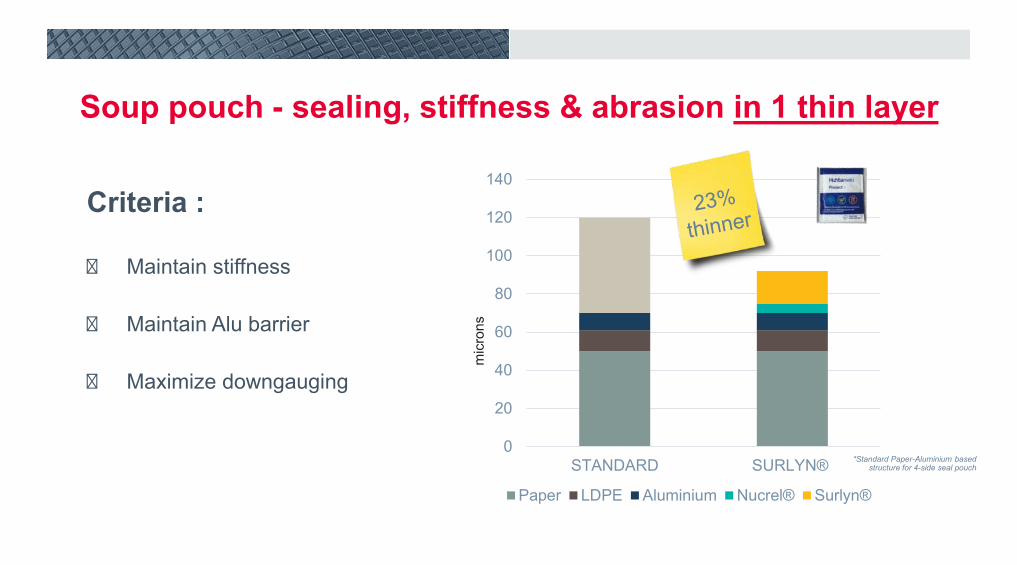
Soup pouch - sealing, stiffness & abrasion in 1 thin layer
Criteria :
� Maintain stiffness
� Maintain Alu barrier
� Maximize downgauging
0
20
40
60
80
100
120
140
STANDARD SURLYN®
Paper LDPE Aluminium Nucrel® Surlyn®m
icro
ns*Standard Paper-Aluminium based
structure for 4-side seal pouch

Preserving food & goods
30
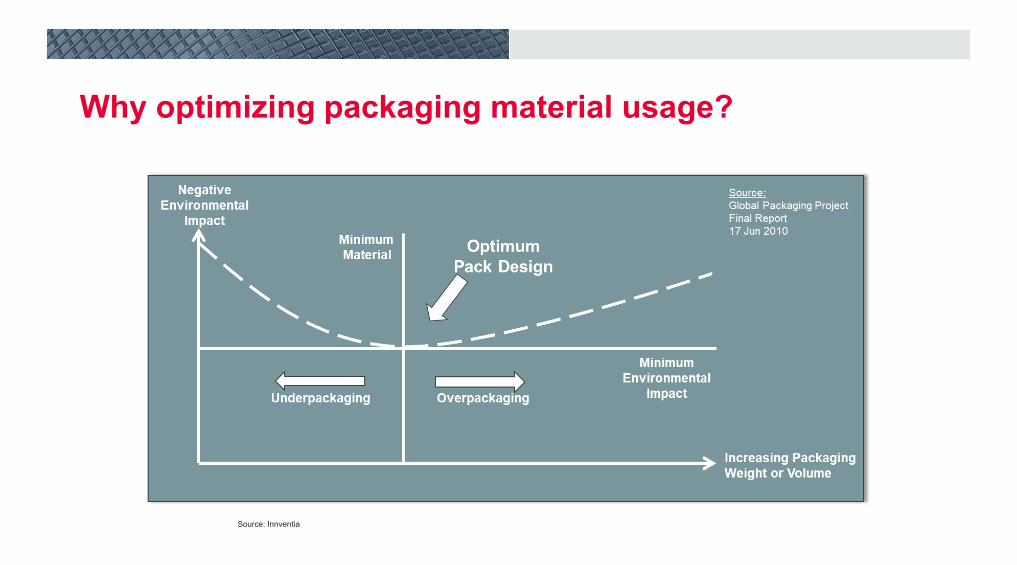
Why optimizing packaging material usage?
Source: Innventia

Chunk Cheese
31
Shelf life extension study:
� Based on retail environment data*� Quantitative assessment of case studies across various food types
Yeast Bun Garden Cress
5% waste 0,14% waste 11% waste 0,8% waste 42% waste 3,4% waste
Source: Denkstatt Study 2017*Household waste not included

32
Longer shelf life = waste reduction
Packaging improvement leading to +10 days of shelf life
VSP reduces food waste by 75% within the supermarket
Source: Denkstatt Study 2017
Alternative feedstock
34
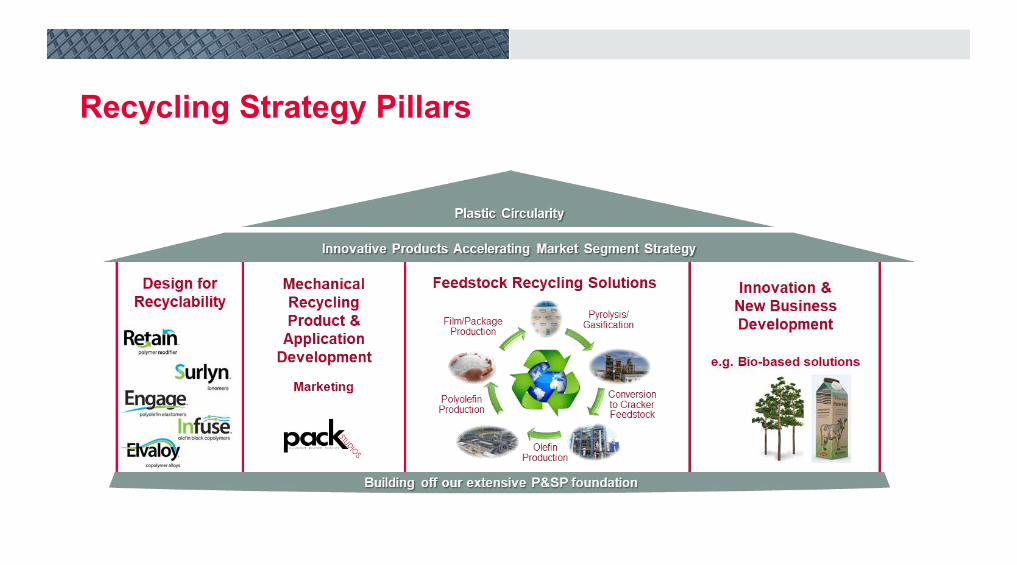
Recycling Strategy Pillars
36
Driving sustainability in packaging
Enable Recyclability
Reduce Packaging Material
Preserve food
Pursue Alternative feedstock
Enable Recyclability
Reduce Material Use
Preserve Food
Pursue Alternative Feedstock
37



BOPP – UHB FILMS(ULTRA HIGH BARRIER)
METALLIZED AND TRANSPARENT

Motivation for BOPP-UHB
Motivation for BOPP-UHB

BOPP-UHB FilmsTarget: Recyclable High Barrier Films
© Brückner Maschinenbau 3
Challenge Solution
Inline Coating Technology3+ - Layer BOPP Lines
Multi Layer Coextrusion5+ - Layer BOPP Lines
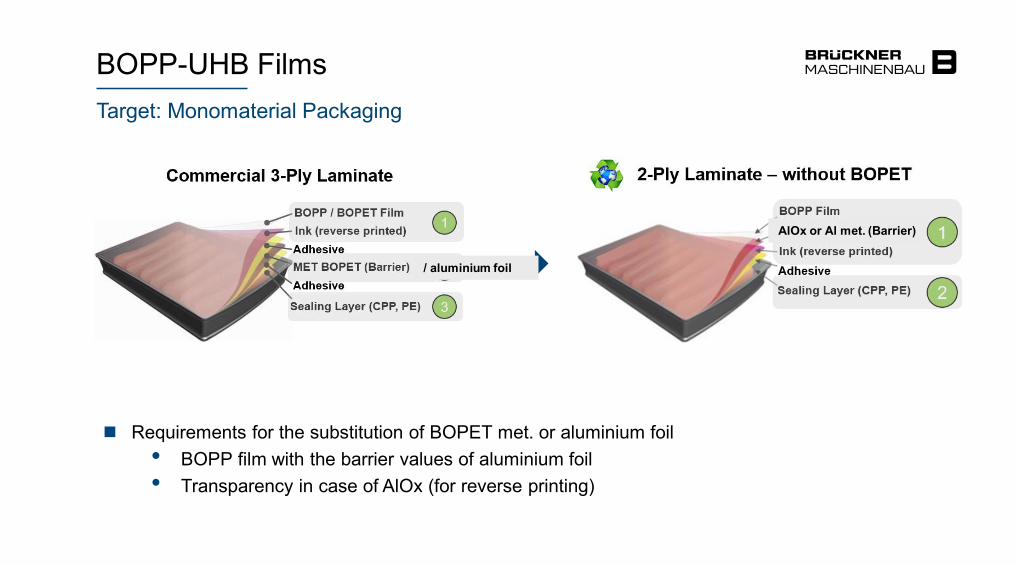
BOPP-UHB FilmsTarget: Monomaterial Packaging
© Brückner Maschinenbau 4
◼ Requirements for the substitution of BOPET met. or aluminium foil• BOPP film with the barrier values of aluminium foil• Transparency in case of AlOx (for reverse printing)
AlOx or Al met. (Barrier)
/ aluminium foil

Barrier Properties of BOPP FilmsBarrier requirements of different packaging goods
© Brückner Maschinenbau 5
Source:
A: Instant Coffee
B: Grinded Coffee
C: Portion packed biscuits
D: Snacks / Peanuts
F: Vaccum packed coffee
G: Processed meat
H: Dry baby food
Packaging goods:
Barrier
0,01
0,10
1,00
10,00
100,00
1.000,00
10.000,00
0,01 0,10 1,00 10,00 100,00
OTR
[cm
3 / m
2d
bar]
WVTR [g/ m2d]
BOPP met.
BOPP
High Barrier
Ultra High Barrier
Alu
H
AFB
D
GC
BOPET
BOPET met.

BOPP-UHB FilmsYour benefits
◼ Metallization of HSE-BOPP (HighSurface Energy) with pref. EVOH skinoffers barrier values comparable toaluminium foil
◼ Sealing layer for potential up to20 N/15 mm sealing strength withinone film grade
© Brückner Maschinenbau 6
Potential for simplifiedpackaging solutions, replacement of alu foil andBOPET met.
Solution for post consumerrecycling (minor amount ofEVOH recyclable withpolyolefins)
Positive image in publicdiscussions on flexible packaging materials

BOPP-UHB FilmsInfluence of metallization to barrier properties
Sample OTR[cm³/m²dbar]
WVTR[g/m²d]
BOPP film ~ 1250 ~ 5.0
HSE 5-Layer Basefilm (EVOH skin) ~ 250 ~ 5.0
BOPET ~ 110 ~ 16
BOPP metallized < 80 < 0.5
BOPET metallized ~ 1 ~ 1
BOPP-ILC metallized ~ 7 ~ 0.1
BOPP-UHB metallized < 0.2 < 0.1
© Brückner Maschinenbau 7
Average values of 20 µm BOPP films and 12 µm BOPET films
BOPP-UHB FilmsGeneral information to BOPP-UHB
◼ Ultra High Barrier (UHB) Film is a BOPP film characterized by:• OTR < 1.0 cm³/m²dbar• WVTR < 0.3 g/m²d
◼ The base film can be produced with dedicated (UHB-package) 5-layer BOPP lines and is actually a High Surface Energy (HSE) film
◼ The high barrier properties of the UHB Film can be reached only by a subsequent offline metallizing process of the EVOH skin layer
© Brückner Maschinenbau 8
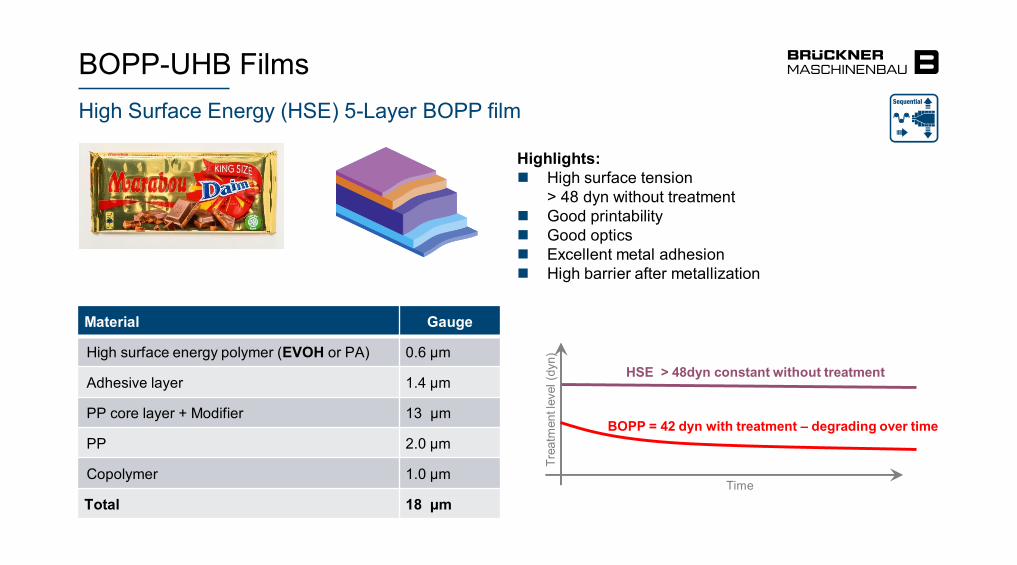
BOPP-UHB Films
Highlights:◼ High surface tension
> 48 dyn without treatment◼ Good printability◼ Good optics◼ Excellent metal adhesion◼ High barrier after metallization
High Surface Energy (HSE) 5-Layer BOPP film
© Brückner Maschinenbau 9
Material Gauge
High surface energy polymer (EVOH or PA) 0.6 µm
Adhesive layer 1.4 µm
PP core layer + Modifier 13 µm
PP 2.0 µm
Copolymer 1.0 µm
Total 18 µm
HSE > 48dyn constant without treatment
Trea
tmen
t lev
el(d
yn)
BOPP = 42 dyn with treatment – degrading over time
Time
0,01
0,10
1,00
10,00
100,00
0,01 0,10 1,00 10,00
OTR
[cm3 / m
2d b
ar]
WVTR [g/ m2d]
Barrier
High barrier
Ultra high barrier
UHB met.Alu Glas
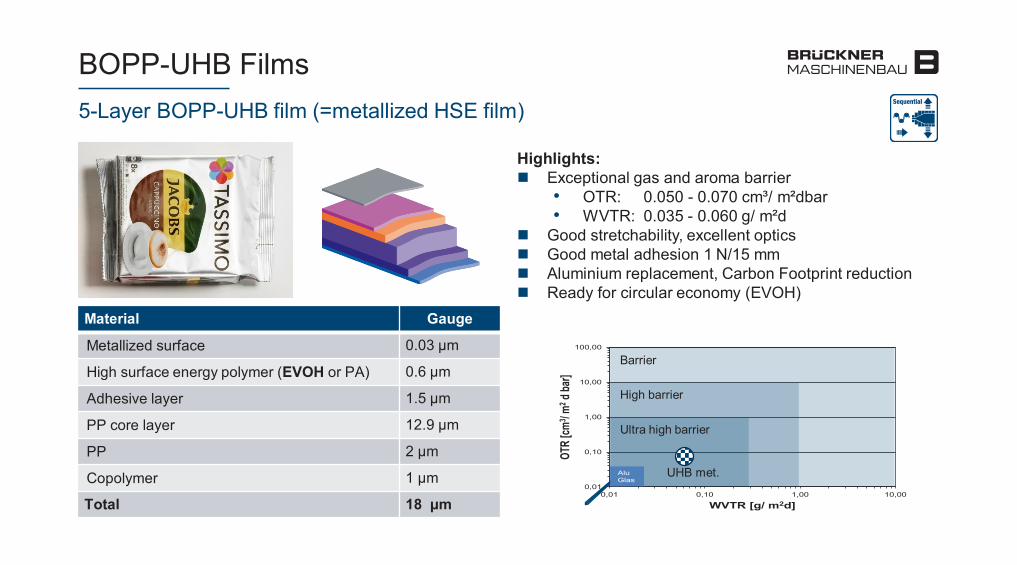
BOPP-UHB Films
Highlights:◼ Exceptional gas and aroma barrier
• OTR: 0.050 - 0.070 cm³/ m²dbar• WVTR: 0.035 - 0.060 g/ m²d
◼ Good stretchability, excellent optics◼ Good metal adhesion 1 N/15 mm◼ Aluminium replacement, Carbon Footprint reduction◼ Ready for circular economy (EVOH)
5-Layer BOPP-UHB film (=metallized HSE film)
© Brückner Maschinenbau 10
Material Gauge
Metallized surface 0.03 µm
High surface energy polymer (EVOH or PA) 0.6 µm
Adhesive layer 1.5 µm
PP core layer 12.9 µm
PP 2 µm
Copolymer 1 µm
Total 18 µm
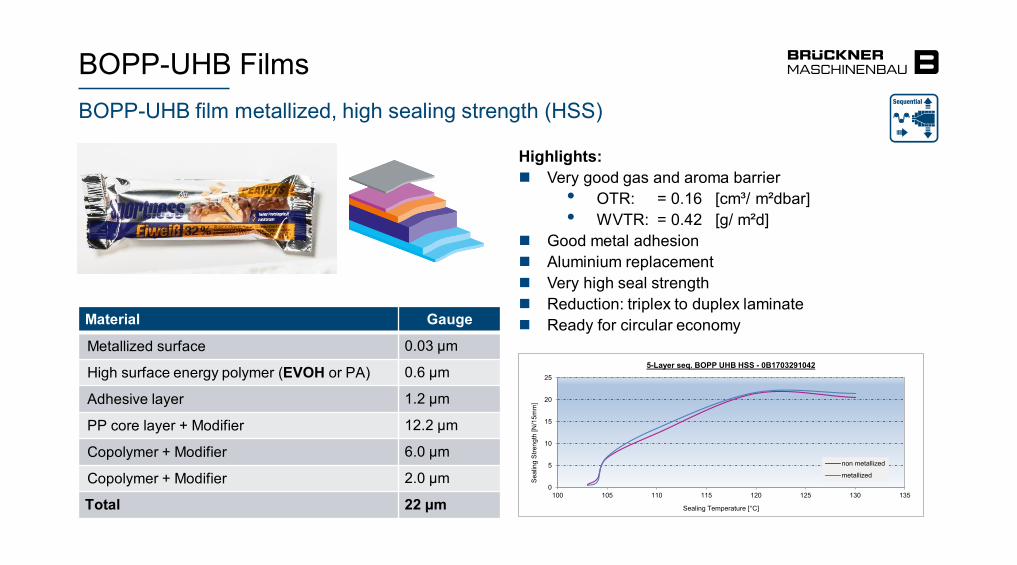
Highlights:◼ Very good gas and aroma barrier
• OTR: = 0.16 [cm³/ m²dbar]• WVTR: = 0.42 [g/ m²d]
◼ Good metal adhesion ◼ Aluminium replacement◼ Very high seal strength ◼ Reduction: triplex to duplex laminate◼ Ready for circular economy
BOPP-UHB FilmsBOPP-UHB film metallized, high sealing strength (HSS)
© Brückner Maschinenbau 11
Material Gauge
Metallized surface 0.03 µm
High surface energy polymer (EVOH or PA) 0.6 µm
Adhesive layer 1.2 µm
PP core layer + Modifier 12.2 µm
Copolymer + Modifier 6.0 µm
Copolymer + Modifier 2.0 µm
Total 22 µm0
5
10
15
20
25
100 105 110 115 120 125 130 135
Seal
ing
Stre
ngth
[N/1
5mm
]
Sealing Temperature [ C]
5-Layer seq. BOPP UHB HSS - 0B1703291042
non metallized
metallized
Note: reference values achieved on Brückner pilot line

BOPP-UHB FilmsImprovement of barrier properties with metallization
© Brückner Maschinenbau 12
BOPP-UHB films.Are world-wide availablefrom different BOPP film producer
0,01
0,10
1,00
10,00
100,00
1.000,00
10.000,00
0,01 0,10 1,00 10,00 100,00
OTR
[cm
3 / m
2d
bar]
WVTR [g/ m2d]
BOPP
Barrier
High Barrier
Ultra High Barrier
PP
BOPP met.
BOPP-ILC met.
AluBOPP-UHB (PA) met.
BOPP-UHB (EVOH) met.
BOPP-UHB-HSS met.
Note: reference values achieved on Brückner pilot line
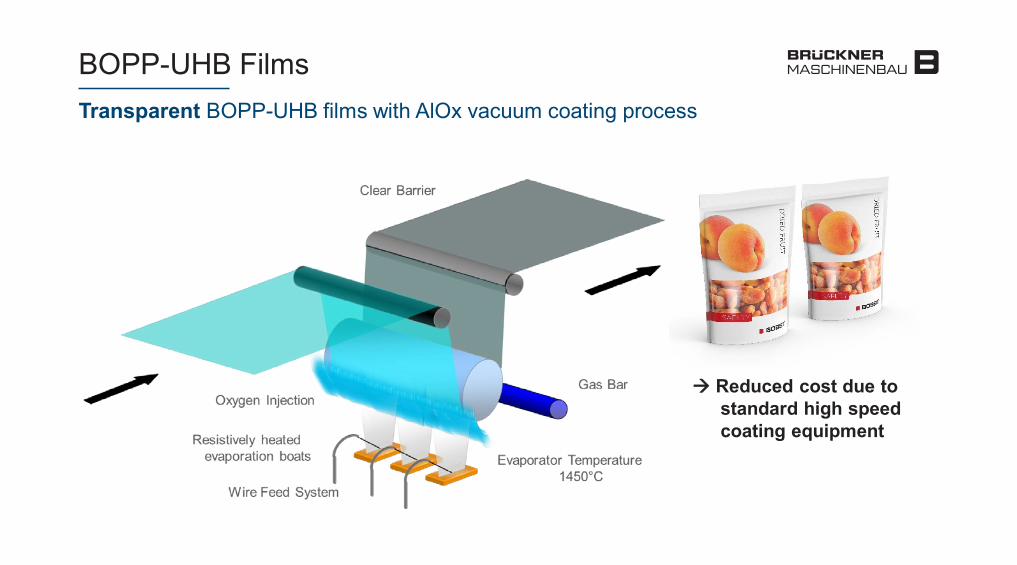
BOPP-UHB FilmsTransparent BOPP-UHB films with AlOx vacuum coating process
© Brückner Maschinenbau 13
→→ Reduced cost due to standard high speed coating equipment
Source: BOBST
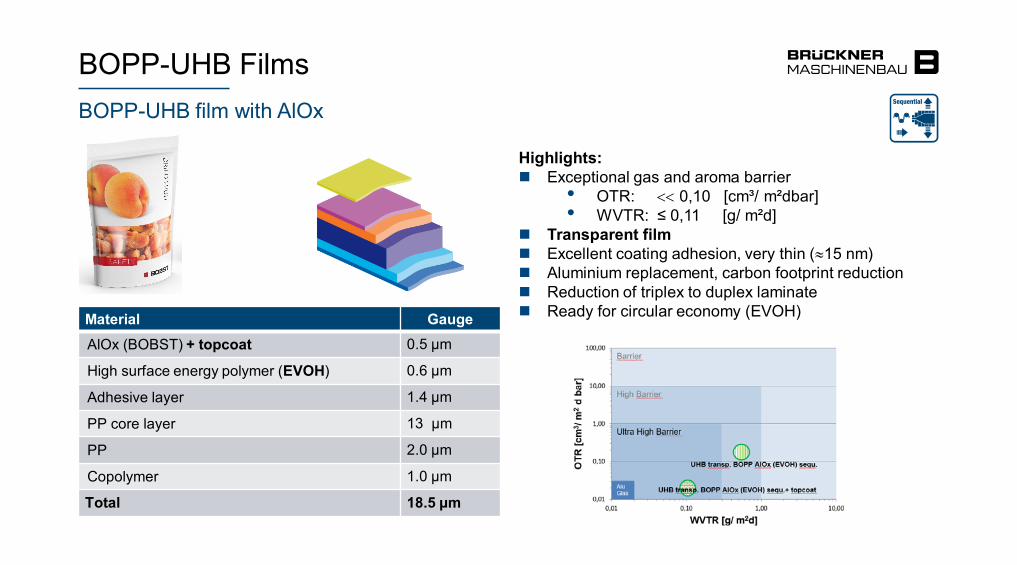
Highlights:◼ Exceptional gas and aroma barrier
• OTR: 0,10 [cm³/ m²dbar]• WVTR: ≤ 0,11 [g/ m²d]
◼ Transparent film◼ Excellent coating adhesion, very thin (15 nm)◼ Aluminium replacement, carbon footprint reduction◼ Reduction of triplex to duplex laminate◼ Ready for circular economy (EVOH)
BOPP-UHB FilmsBOPP-UHB film with AlOx
© Brückner Maschinenbau 14
Material GaugeAlOx (BOBST) + topcoat 0.5 µm
High surface energy polymer (EVOH) 0.6 µm
Adhesive layer 1.4 µm
PP core layer 13 µm
PP 2.0 µm
Copolymer 1.0 µm
Total 18.5 µm
Note: reference values achieved on production line
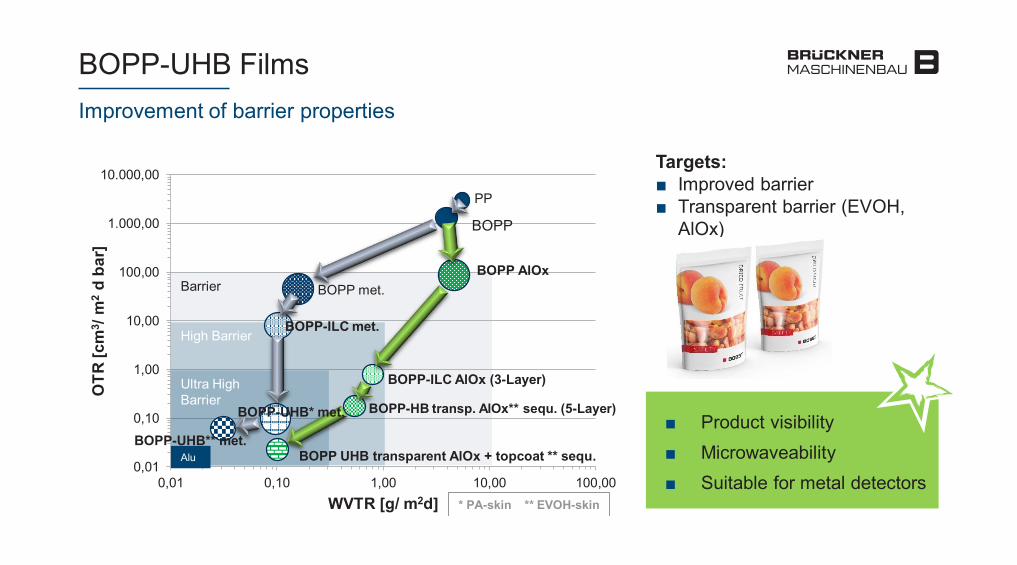
BOPP-UHB Films
0,01
0,10
1,00
10,00
100,00
1.000,00
10.000,00
0,01 0,10 1,00 10,00 100,00
OTR
[cm
3 / m
2d
bar]
WVTR [g/ m2d]
BOPP
Improvement of barrier properties
Barrier
High Barrier
Ultra High Barrier
PP
BOPP met.
BOPP-ILC met.
Alu
* PA-skin ** EVOH-skin
BOPP-UHB** met.
Targets:■ Improved barrier■ Transparent barrier (EVOH,
AlOx)
BOPP AlOx
BOPP-ILC AlOx (3-Layer)
BOPP-HB transp. AlOx** sequ. (5-Layer)
BOPP UHB transparent AlOx + topcoat ** sequ.
BOPP-UHB* met. ■ Product visibility■ Microwaveability■ Suitable for metal detectors
© Brückner Maschinenbau 15

BOPE PACKAGING FILM
NEW OPPORTUNITIES FOR FILM PRODUCER AND CONVERTER
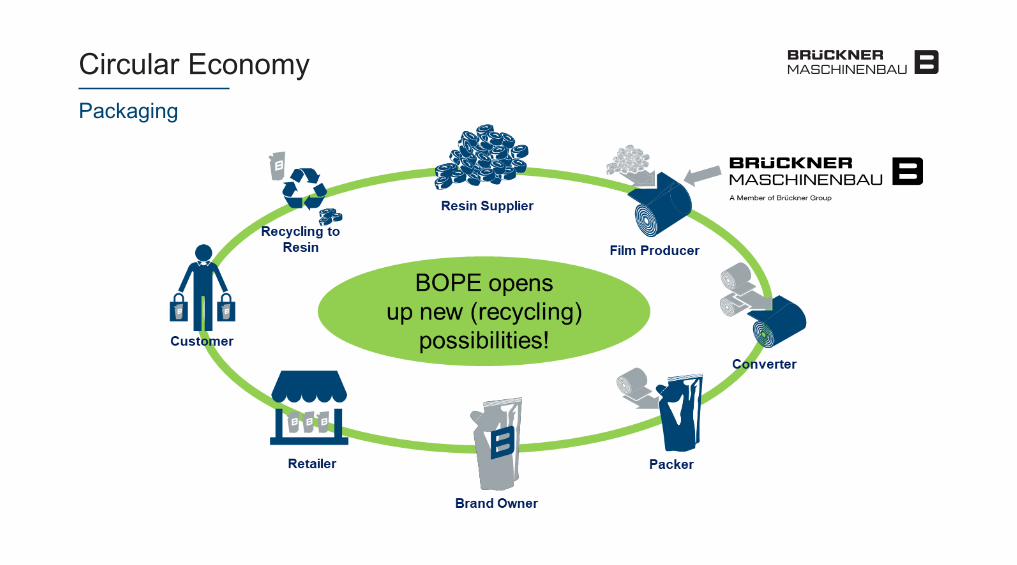
Circular EconomyPackaging
© Brückner Maschinenbau 17

Your Benefits with BOPE
◼ Monomaterial packaging is a precondition forrecycling
◼ Design guidelines for recyclability requestmonomaterial solutions, mostly based on Polyolefins (BOPP, BOPE)
◼ Polyethylene recycling streams are wellestablished in areas like the US or UK
◼ Plastic packaging recycling targets in Europe
• 2025: recycling rate of plastic packaging55% (today 13% w/o exports)
• 2030: further increase of recyclable orreusable plastic packaging up to 100% in Europe
Sustainability & Recyclability
© Brückner Maschinenbau 18

Your Benefits with BOPE
◼ Substituion of PE blownfilmImprovement of mechanical & optical properties→ downgauging of 30-50% is possible
◼ Substitution of BOPABOPE offers a comparable puncture resistanceto BOPA in laminates→ easier recycling, reduced raw material costs
◼ Substituion of cPPBOPE has a lower sealing temperature andhigher tear strength than cPP→ lower energy consumption, faster sealingprocess
Enter new markets by material substitution
© Brückner Maschinenbau 19
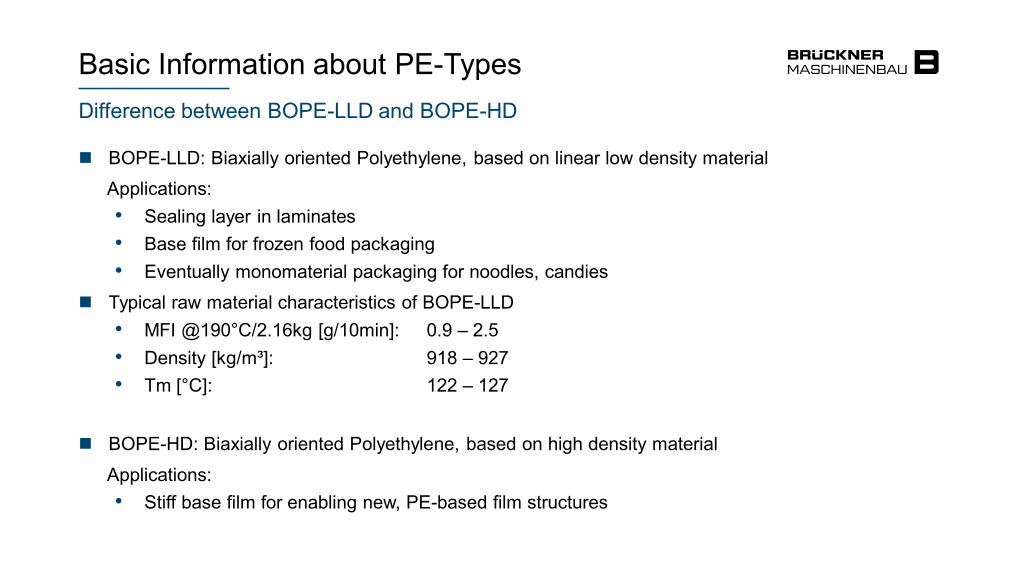
Basic Information about PE-TypesDifference between BOPE-LLD and BOPE-HD
◼ BOPE-LLD: Biaxially oriented Polyethylene, based on linear low density materialApplications:• Sealing layer in laminates• Base film for frozen food packaging• Eventually monomaterial packaging for noodles, candies
◼ Typical raw material characteristics of BOPE-LLD• MFI @190°C/2.16kg [g/10min]: 0.9 – 2.5• Density [kg/m³]: 918 – 927• Tm [°C]: 122 – 127
◼ BOPE-HD: Biaxially oriented Polyethylene, based on high density material
Applications:• Stiff base film for enabling new, PE-based film structures
© Brückner Maschinenbau 20

BOPE Benchmark
Property Unit Value
Thickness [µm] 18-50
Tensile strengthMD [MPa] 60-90
TD [MPa] 120-180
ElongationMD [%] 220-320
TD [%] 50-100
E-ModulMD [MPa] 350-400
TD [MPa] 650-800
COFT/T µk 0,3-0,4
U/U µk 0,2-0,4
Haze [%] 3-7
Gloss 45° 70-90
ShrinkageMD [%] 4-6
TD [%] 8-9
Range of film properties with BOPE-LLD grades
© Brückner Maschinenbau 21
BOPE Film Benchmark
◼ BOPE-LLD can be applied as sealing layer, printable base film as well as metallized film
◼ Compared to BOPP• BOPE-LLD offers a higher sealing integrity and a “linear tear”
behavior for easy opening◼ Compared to PE-BF
• BOPE-LLD offers a excellent planarity and higher tensile strength• BOPE-LLD has a 2-times higher puncture resistance• BOPE-LLD is a low-haze film (≈ 3-5%)• BOPE-LLD enables a downgauging of 30-50%
◼ Compared to cPP• BOPE-LLD has got the clear advantage of lower sealing temperature
and improved tear strength
Summary
© Brückner Maschinenbau 22

BOPE Benchmark
Property Unit Value
Thickness [µm] 18-50
Tensile strengthMD [MPa] 81-190
TD [MPa] 125-220
ElongationMD [%] 140-350
TD [%] 70-90
E-ModulMD [MPa] 620-1480
TD [MPa] 950-1750
COFT/T µk 0.2-0.4
U/U µk 0.2-0.4
Haze [%] 4-60
Shrinkage(100°C / 5 min)
MD [%] 1.5 - 3
TD [%] 0.5 - 4
Range of film properties with BOPE-HD (currently under development)
© Brückner Maschinenbau 23
Line Concepts
Line Concepts

BOPE Line Concepts
Working width m 6.6 8.7
Extrusion layout
5-layerABCDE
5-layerABCDE
Annual output
(8,000 h/a)tpa BOPE
BOPP25,88026,760
40,00050,800
Nominal output kg/h BOPE
BOPP3,2353,345
5,0006,350
Productionspeed m/min 450 525
Thicknessrange µm 12-60 12-60
BOPP / BOPE hybrid line
© Brückner Maschinenbau 25


Back to overview
EcoLam High Plus tested byRecyClass
2019-10-15
EcoLam High Plus first tested by RecyClass to be recyclable in Europe
First technology for PE Film ‘EcoLam High Plus’ by Constantia Flexibles tested by RecyClass
The findings of an independent laboratory testing of ‘EcoLam High Plus’ technology show it is consistent with recycling. It improves the recyclability of the current, widely available technologies for functional barriers used in PE films. This innovative structure is a mono polyethylene (PE) laminate that is
Page 1 of 2EcoLam High Plus tested by RecyClass - Constantia Flexibles
18/10/2019http://www.cflex.com/news/detail/view/ecolam-high-plus-tested-by-recyclass
Back to overview
EcoLam High Plus tested byRecyClass
2019-10-15
EcoLam High Plus first tested by RecyClass to be recyclable in Europe
First technology for PE Film ‘EcoLam High Plus’ by Constantia Flexibles tested by RecyClass
The findings of an independent laboratory testing of ‘EcoLam High Plus’ technology show it is consistent with recycling. It improves the recyclability of the current, widely available technologies for functional barriers used in PE films. This innovative structure is a mono polyethylene (PE) laminate that is
Page 1 of 2EcoLam High Plus tested by RecyClass - Constantia Flexibles
18/10/2019http://www.cflex.com/news/detail/view/ecolam-high-plus-tested-by-recyclass

Back to overview
EcoLam High Plus tested byRecyClass
2019-10-15
EcoLam High Plus first tested by RecyClass to be recyclable in Europe
First technology for PE Film ‘EcoLam High Plus’ by Constantia Flexibles tested by RecyClass
The findings of an independent laboratory testing of ‘EcoLam High Plus’ technology show it is consistent with recycling. It improves the recyclability of the current, widely available technologies for functional barriers used in PE films. This innovative structure is a mono polyethylene (PE) laminate that is
Page 1 of 2EcoLam High Plus tested by RecyClass - Constantia Flexibles
18/10/2019http://www.cflex.com/news/detail/view/ecolam-high-plus-tested-by-recyclass
applicable in a broad variety of packaging applications ranging from dried soups to coffee and its high barrier needs. ‘EcoLam High Plus’ contains a functional barrier that combines ethylene vinyl alcohol (EVOH) and aluminium metallization which at the same time is below 2% of the total film weight. This barrier is used for preserving goods from exposure to water vapour and oxygen, mineral oil migration and aroma losses.
According to the results of an independent laboratory, carried out as per the RecyClass Recyclability Evaluation Protocol for PE films, this new technology conforms to the current European PE film recycling stream provided it is used under specific conditions. These include:
a) the density of the printed film cannot exceed 1 g/cm3,
b) printing technology that is applied must be compatible with RecyClass design for recycling guidelines,
c) the ‘EcoLam HighPlus’ cannot exceed 10% of the whole European LDPE flexible film market share.
These results will be used also to update and enhance the RecyClass ‘Design for Recycling Guidelines’ which are one of the components serving as guidance for the recyclability evaluation. Currently, other technologies are being tested which will be accordingly, subject to the technology approval by RecyClass.
Most commonly used oxygen and water & vapour film barriers put on the European market nowadays have a detrimental impact on the recyclability of PE films which implies that a product has significant design issues affecting its recyclability. Whereas ‘EcoLam High Plus’ is graded as ‘Conditional’ as it proves to advance quality recycling. As a result, it is relevant for high-value applications.
As polyethylene film is commonly used in the packaging sector, these findings contribute to the constructive developments within the design for recycling discussion and, more broadly, working towards improving the circularity of plastics.
Page 2 of 2EcoLam High Plus tested by RecyClass - Constantia Flexibles
18/10/2019http://www.cflex.com/news/detail/view/ecolam-high-plus-tested-by-recyclass
applicable in a broad variety of packaging applications ranging from dried soups to coffee and its high barrier needs. ‘EcoLam High Plus’ contains a functional barrier that combines ethylene vinyl alcohol (EVOH) and aluminium metallization which at the same time is below 2% of the total film weight. This barrier is used for preserving goods from exposure to water vapour and oxygen, mineral oil migration and aroma losses.
According to the results of an independent laboratory, carried out as per the RecyClass Recyclability Evaluation Protocol for PE films, this new technology conforms to the current European PE film recycling stream provided it is used under specific conditions. These include:
a) the density of the printed film cannot exceed 1 g/cm3,
b) printing technology that is applied must be compatible with RecyClass design for recycling guidelines,
c) the ‘EcoLam HighPlus’ cannot exceed 10% of the whole European LDPE flexible film market share.
These results will be used also to update and enhance the RecyClass ‘Design for Recycling Guidelines’ which are one of the components serving as guidance for the recyclability evaluation. Currently, other technologies are being tested which will be accordingly, subject to the technology approval by RecyClass.
Most commonly used oxygen and water & vapour film barriers put on the European market nowadays have a detrimental impact on the recyclability of PE films which implies that a product has significant design issues affecting its recyclability. Whereas ‘EcoLam High Plus’ is graded as ‘Conditional’ as it proves to advance quality recycling. As a result, it is relevant for high-value applications.
As polyethylene film is commonly used in the packaging sector, these findings contribute to the constructive developments within the design for recycling discussion and, more broadly, working towards improving the circularity of plastics.
Page 2 of 2EcoLam High Plus tested by RecyClass - Constantia Flexibles
18/10/2019http://www.cflex.com/news/detail/view/ecolam-high-plus-tested-by-recyclass

MDO - Machine Direction OrientationTechnology, Benefits and Full PE Solutions

MDO - Machine Direction OrientationTechnology, Benefits and Full PE Solutions
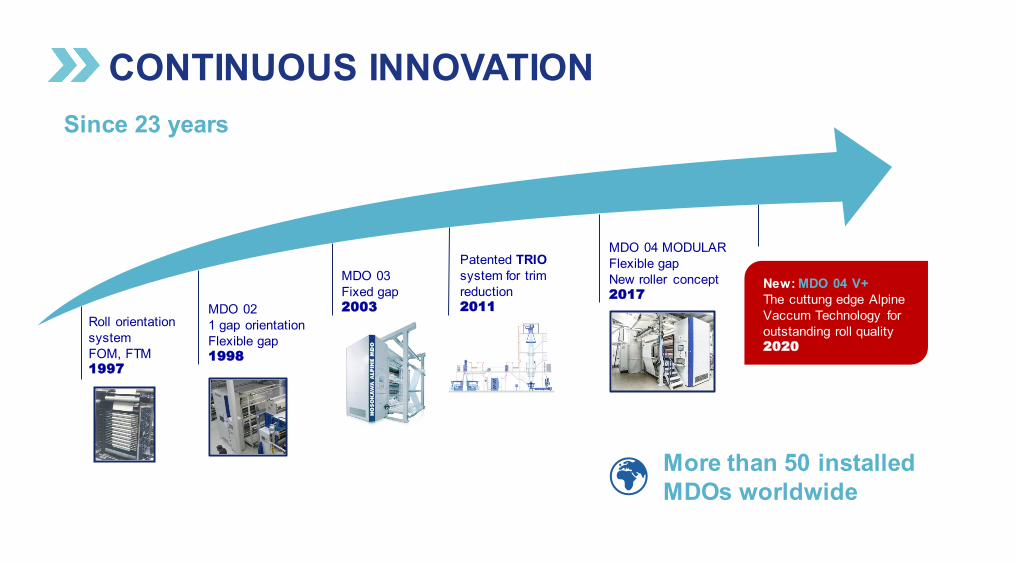
Roll orientationsystemFOM, FTM11999977
MDO 02 1 gap orientationFlexible gap11999988
MDO 03Fixed gap22000033
MDO 04 MODULARFlexible gapNew roller concept22001177
CONTINUOUS INNOVATION
New: MDO 04 V+The cuttung edge Alpine Vaccum Technology foroutstanding roll quality22002200
Patented TRIOsystem for trimreduction22001111
Since 23 years
More than 50 installedMDOs worldwide
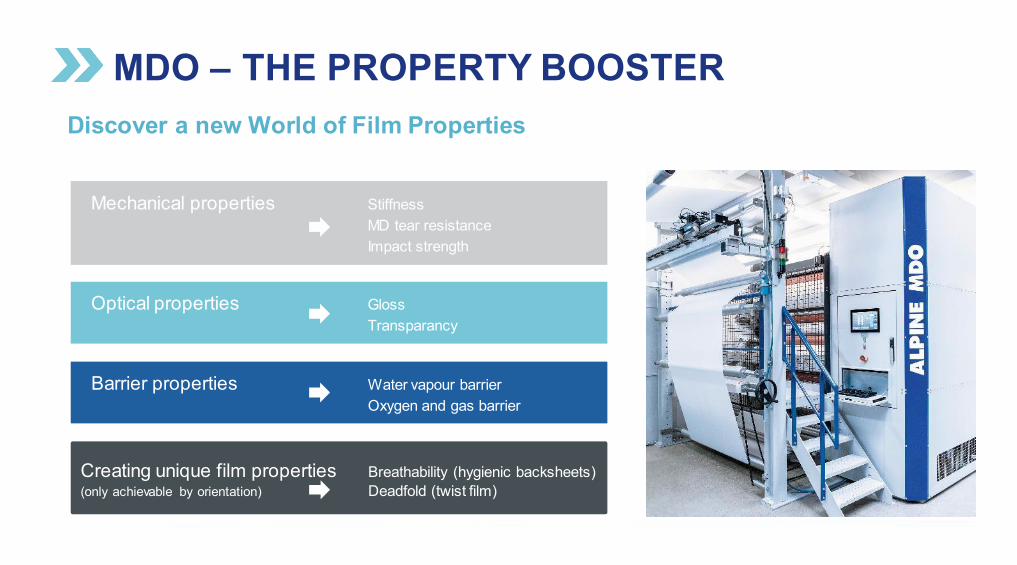
MDO – THE PROPERTY BOOSTERDiscover a new World of Film Properties
Mechanical properties StiffnessMD tear resistanceImpact strength
Optical properties GlossTransparancy
Barrier properties Water vapour barrierOxygen and gas barrier
Creating unique film properties Breathability (hygienic backsheets)(only achievable by orientation) Deadfold (twist film)
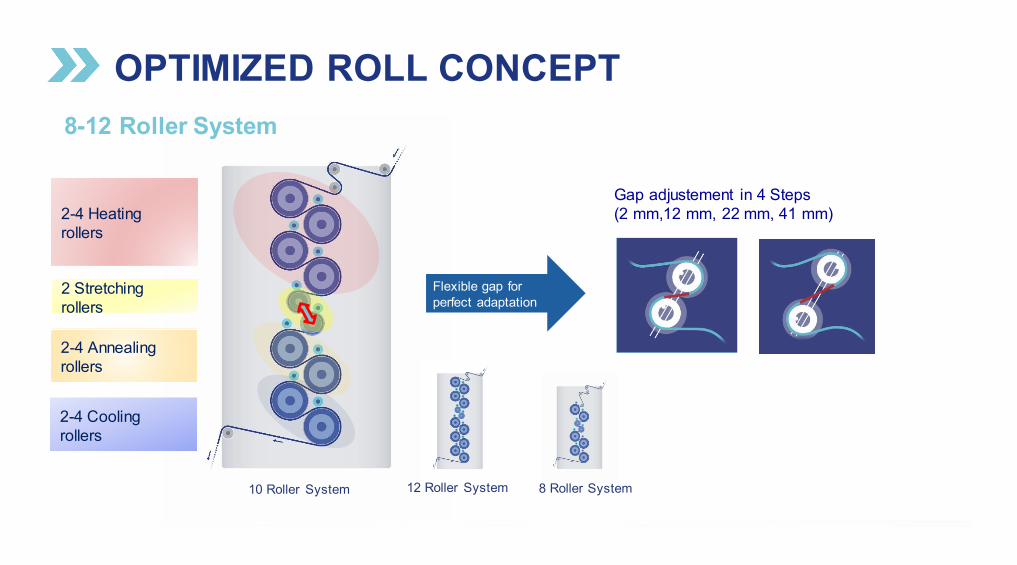
OPTIMIZED ROLL CONCEPT
2-4 Heatingrollers
2-4 Cooling rollers
2-4 Annealing rollers
2 Stretching rollers
8-12 Roller System
10 Roller System 12 Roller System 8 Roller System
Flexible gap forperfect adaptation
Gap adjustement in 4 Steps(2 mm,12 mm, 22 mm, 41 mm)
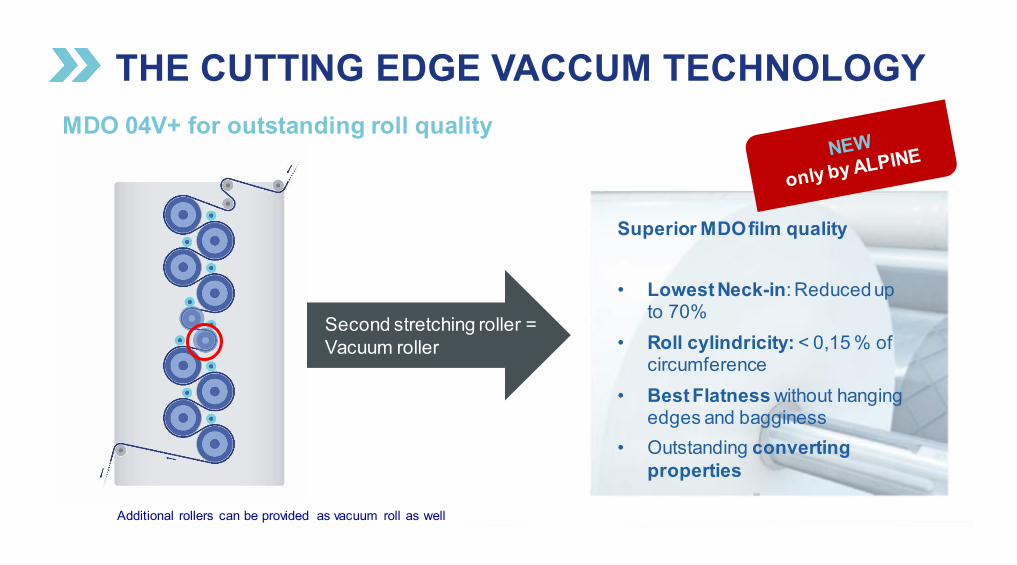
THE CUTTING EDGE VACCUM TECHNOLOGYMDO 04V+ for outstanding roll quality
Second stretching roller = Vacuum roller
Additional rollers can be provided as vacuum roll as well
Superior MDO film quality
• Lowest Neck-in: Reducedupto 70%
• Roll cylindricity: < 0,15 % of circumference
• Best Flatness without hangingedges and bagginess
• Outstanding convertingproperties
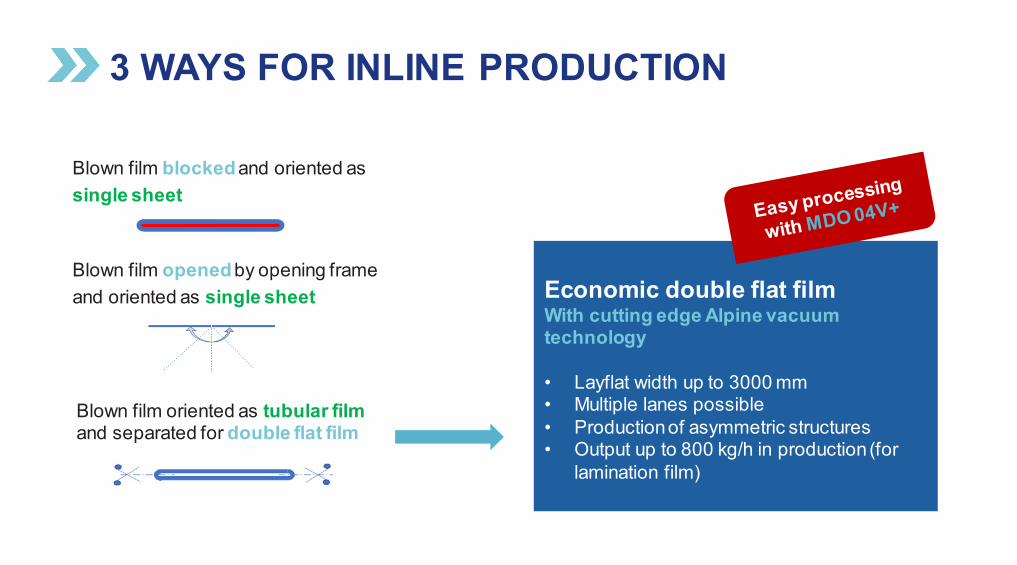
Blown film blockedand oriented as single sheet
Blown film openedby opening frame and oriented as single sheet
Blown film oriented as tubular film and separated for double flat film
3 WAYS FOR INLINE PRODUCTION
Economic double flat filmWith cutting edge Alpine vacuumtechnology
• Layflat width up to 3000 mm• Multiple lanes possible• Production of asymmetric structures• Output up to 800 kg/h in production (for
lamination film)

TECHNICAL DETAILSNew State of the Art
• Available lay flats: 1.600 / 2.000 / 2.600 / 3.000 mm
• Film speed at inlet up to 130 m/min, outlet 350 m/min for breathable film.
• Step-less orientation ratio of up to 1:10
• Speed control by asynchronous drives for highest speed accuracy.
• Chromed double-jacket rolls with spiral grooves for best temperature homogeneity.
• Individual heating of the rollers with oil or water

SUSTAINABLE FULL-PE SOLUTIONS
A sustainable solution for flexible packaging in cooperation with leading partners along the value chain:
Full PE in combination with MDO Technology
Packaging solutions of Full PE Laminate• Are as efficient in terms of performance as other flex pack structures
• Serve as 100% substitutes for multi-material film solutions in pouches and packs
• The recyclate gained from Full PE laminate packs can be used for valuable end products with no loss in efficiency
• The recyclate can even be used to produce PE film products again
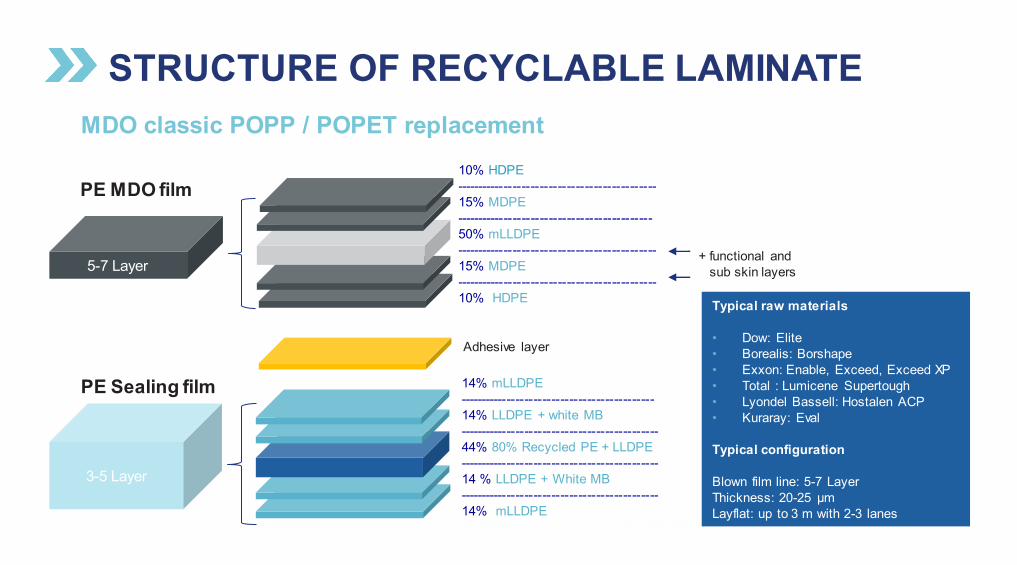
STRUCTURE OF RECYCLABLE LAMINATEMDO classic POPP / POPET replacement
3-5 Layer
PE Sealing film 14% mLLDPE--------------------------------------------14% LLDPE + white MB---------------------------------------------44% 80% Recycled PE + LLDPE---------------------------------------------14 % LLDPE + White MB---------------------------------------------14% mLLDPE
Adhesive layer
+ functional andsub skin layers5-7 Layer
PE MDO film10% HDPE---------------------------------------------15% MDPE--------------------------------------------50% mLLDPE---------------------------------------------15% MDPE---------------------------------------------10% HDPE Typical raw materials
• Dow: Elite• Borealis: Borshape• Exxon: Enable, Exceed, Exceed XP• Total : Lumicene Supertough• Lyondel Bassell: Hostalen ACP• Kuraray: Eval
Typical configuration
Blown film line: 5-7 Layer Thickness: 20-25 µmLayflat: up to 3 m with 2-3 lanes
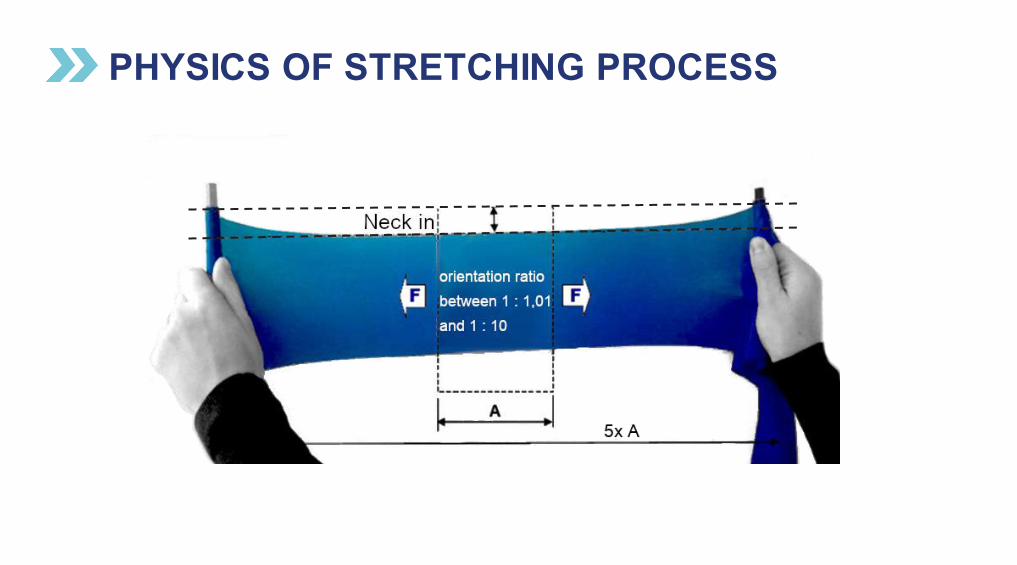
PHYSICS OF STRETCHING PROCESS
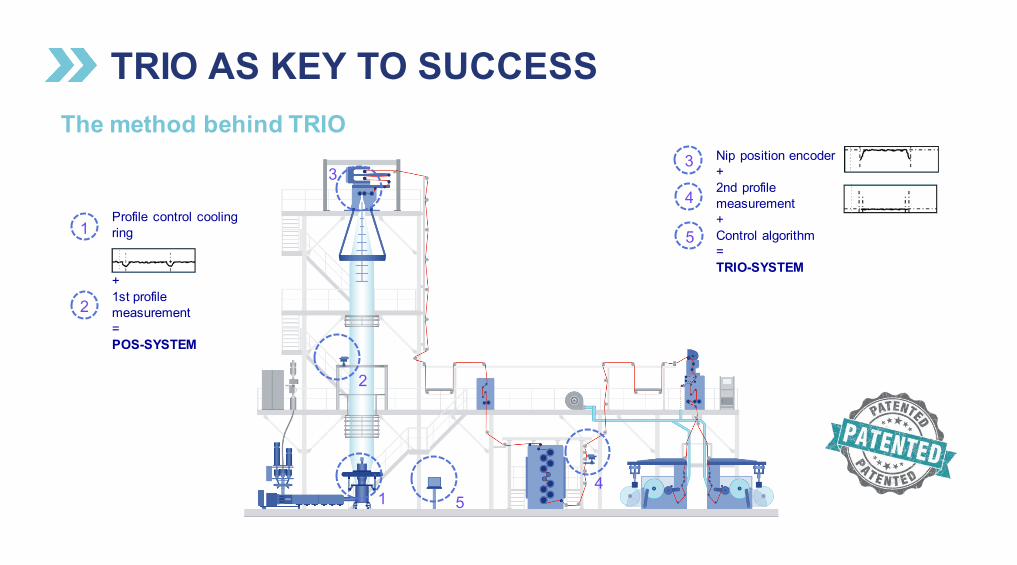
TRIO AS KEY TO SUCCESSThe method behind TRIO
2
4
3
1
3
Profile control coolingring
+1st profilemeasurement=POS-SYSTEM
Nip position encoder+2nd profilemeasurement+Control algorithm=TRIO-SYSTEM
5
1
2
45

• Thin sports are generated in thearea of later edges
• These thin spots follow theoscillation of the nip
• Neck-in and edge built-up arereduced
• The result is flat film with equalprofile
WHAT TRIO DOES IS…
edge folds ofcollapsed film
film
thic
knes
s
Tubular film (full bubble circumference)
Loss bytrim
Thickness profile after MDO without TRIO-system
Thickness profile after MDO with TRIO-system
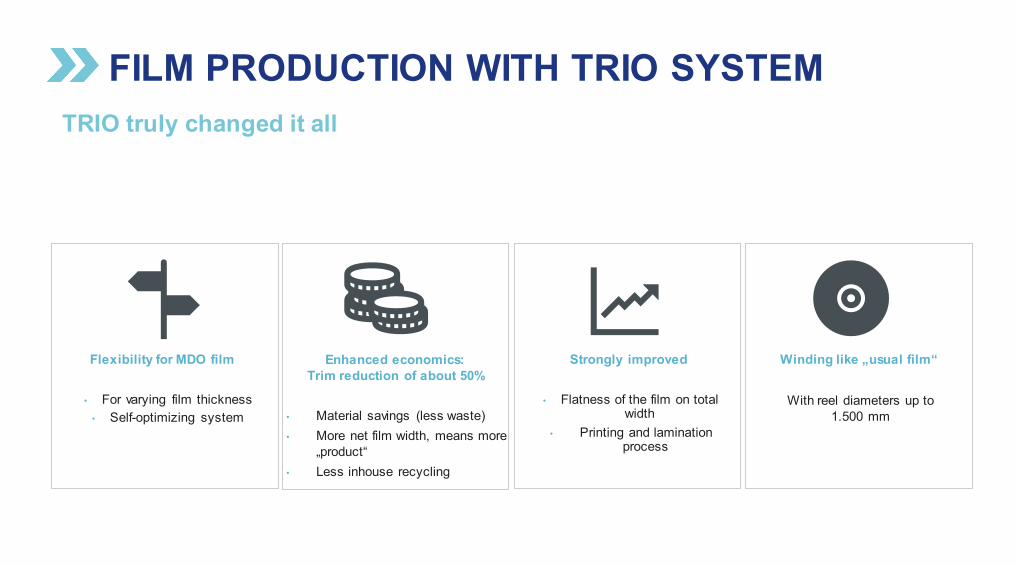
FILM PRODUCTION WITH TRIO SYSTEMTRIO truly changed it all
Flexibility for MDO film
• For varying film thickness• Self-optimizing system
Enhanced economics: Trim reduction of about 50%
• Material savings (less waste)• More net film width, means more
„product“• Less inhouse recycling
Strongly improved
• Flatness of the film on total width
• Printing and laminationprocess
Winding like „usual film“
With reel diameters up to1.500 mm
FILM PRODUCTION WITH TRIO SYSTEMTRIO truly changed it all
Flexibility for MDO film
• For varying film thickness• Self-optimizing system
Enhanced economics: Trim reduction of about 50%
• Material savings (less waste)• More net film width, means more
„product“• Less inhouse recycling
Strongly improved
• Flatness of the film on total width
• Printing and laminationprocess
Winding like „usual film“
With reel diameters up to1.500 mm
APPLICATION EXAMPLES FOR MDO
• PE and PP based lamination film, Full PE pouch film• Breathable film for hygenic film applications• Barrier lamination film• Heavy duty bags• PE based Twist Wrap for candy• Compression and collation packaging• Adhesive bands• Film for labels• Stripes
Sources: Dow Chemical, Borealis AG, ROCKWOOL®, tesa SE,
Experience in production and orientation of a wide thickness range
Alpine works with MDOTechnology for more than 20 years
Alpine is no. 1 developer of film optimization with MDO
WHY HOSOKAWA ALPINE?
• Large number of lines installed worldwide (> 50)• Highest level of knowledge in this technology • Strong ability to support customers with product
development and market implementation
• very thick film, strongly or slightly oriented
• thinner film, slightly or strongly oriented
• Patented TRIOsystem• Vacuum Technology for superior
MDO film quality

The REFLEX project was co-funded by Innovate UK hiips://www.gov.uk/government/organisations/innovate -uk
REFLEX PROJECT A summary report on the results and findings
from the REFLEX project
Written by: Richard McKinlay, Liz Morrish Axion Consulting, November 2016
The REFLEX project was co-funded by Innovate UK hiips://www.gov.uk/government/organisations/innovate -uk
REFLEX PROJECT A summary report on the results and findings
from the REFLEX project
Written by: Richard McKinlay, Liz Morrish Axion Consulting, November 2016
1 Executive SummaryFlexible packaging is a resource efficient packaging format which utilises a range of materials and is used across numerous markets and applications. In the UK a total of 414,000 tonnes of plastic-based1 flexible packaging is placed on the market each year2. Currently, after use most of this material is disposed of in landfills or incinerated to recover its energy content.
A consortium of companies from across the flexible packaging value chain was established to deliver a collaborative R&D project, the REFLEX project, which aims to understand and address the technical barriers to mechanically recycling flexible packaging in the post-consumer waste stream. The two-year project was co-funded by the UK’s innovation agency, Innovate UK.
The REFLEX project undertook compositional analysis of a representative sample of flexible packaging in the post-consumer waste stream. This showed that approximately 40% is polyethylene (PE), 35% is polypropylene (PP) and 20% are non-polyolefin laminates3. With nearly 80% of flexible packaging classified as polyolefin material this is a positive finding, as a larger proportion of the current post-consumer waste stream is potentially recyclable than previously believed.
Several practical trials have been conducted to demonstrate and evaluate the sorting and recycling of flexible packaging using existing and established technologies. The trials have generated positive results and confirmed it is technically possible to sort, wash and extrude post-consumer flexible packaging. Near Infrared (NIR) technology has a key role to play in sorting plastic-based flexible packaging for mechanical recycling, being able to identify PP, PE or mixed polyolefin streams as well as multi-material structures.
The REFLEX project has explored opportunities to adapt or redesign current flexible packaging to improve recyclability at end of life where appropriate from a Life Cycle Assessment (LCA) perspective. Samples of flexible packaging currently on the UK market were selected and tested to determine if the structures were suitable for mechanical recycling. The results of the testing were used to identify potential modifications to the packaging structures which would improve suitability for recycling. The modifications considered included moving to an all PE or all polyolefin structure for non or low barrier packaging and by replacing non-polyolefin polymers in the structure.

A key output of the REFLEX project is the development of a set of preliminary ‘Design for Recycling’ Guidelines. The aim of the guidelines is to provide information to packaging designers and technologists, filling machine manufacturers, brand owners, retailers and convertors to support them in designing and specifying plastic-based flexible packaging suitable for mechanical recycling at end of life. The guidelines provide information on key components of flexible packaging structures, such as polymer type and coatings, and how these influence the suitability of packaging structures for mechanical recycling or energy recovery at end of life. The guidelines are currently in a draft form and by their very nature a dynamic document, subject to changes following further research and testing. The guidelines are not intended to be made available to the public at this stage, and will instead be available for future development work.
A case study, based on an outline business model, has been developed to estimate what is needed to establish a collection, sorting and reprocessing infrastructure for post-consumer flexible packaging in the UK. The analysis has shown there is a viable business case for establishing this infrastructure in the UK, with an estimated investment of £100 million required to achieve full deployment, including costs to modify existing sorting facilities and to construct two purpose-built reprocessing plants.
The REFLEX project has provided a base of knowledge and collaboration on which future projects can be built. The understanding of flexible packaging recycling in the UK is significantly more in-depth because of the REFLEX project. There are plans to merge the REFLEX project with a second project carried out in Europe, FIACE, to continue addressing the barriers before implementing an optimised circular economy solution for packaging considering the entire lifecycle of flexibles.
1 “Plastic based” is defined as being made primarily from polymers with or without functional barriers (including aluminium foil) and excludes packaging with paper2 WRAP ‘Plastics Market Situation Report Spring 2016’ hiip://www.wrap.org.uk/sites/files/wrap/Plastics_Market_Situation_Report.pdf.3 All percentage figures of composition refer to percent by weight carried out in Europe, FIACE, to continue addressing the barriers before implementing an optimised circular economy solution for packaging considering the entire lifecycle of flexibles.
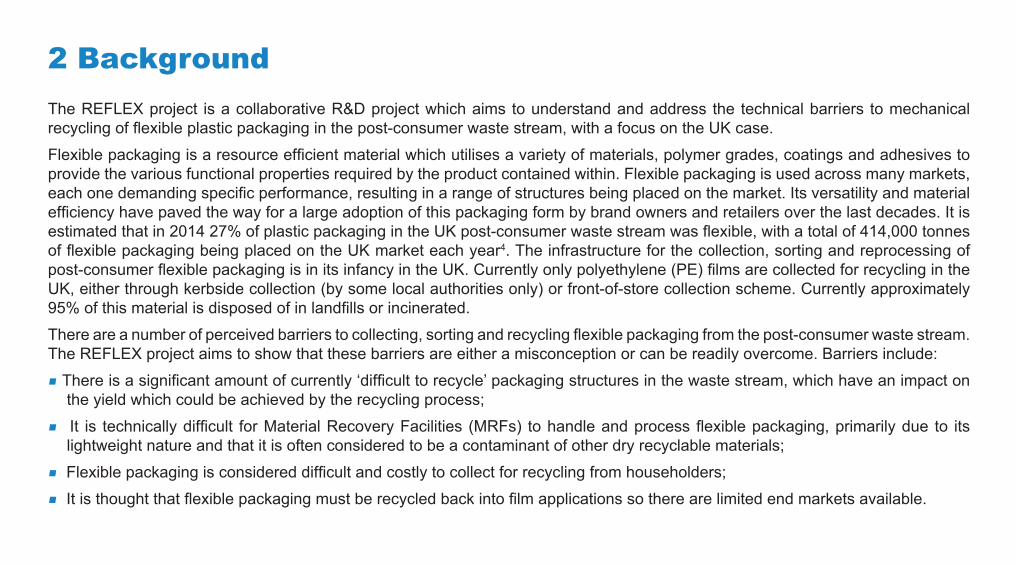
2 BackgroundThe REFLEX project is a collaborative R&D project which aims to understand and address the technical barriers to mechanical recycling of flexible plastic packaging in the post-consumer waste stream, with a focus on the UK case.
Flexible packaging is a resource efficient material which utilises a variety of materials, polymer grades, coatings and adhesives to provide the various functional properties required by the product contained within. Flexible packaging is used across many markets, each one demanding specific performance, resulting in a range of structures being placed on the market. Its versatility and material efficiency have paved the way for a large adoption of this packaging form by brand owners and retailers over the last decades. It is estimated that in 2014 27% of plastic packaging in the UK post-consumer waste stream was flexible, with a total of 414,000 tonnes of flexible packaging being placed on the UK market each year4. The infrastructure for the collection, sorting and reprocessing of post-consumer flexible packaging is in its infancy in the UK. Currently only polyethylene (PE) films are collected for recycling in the UK, either through kerbside collection (by some local authorities only) or front-of-store collection scheme. Currently approximately 95% of this material is disposed of in landfills or incinerated.
There are a number of perceived barriers to collecting, sorting and recycling flexible packaging from the post-consumer waste stream. The REFLEX project aims to show that these barriers are either a misconception or can be readily overcome. Barriers include:
■ There is a significant amount of currently ‘difficult to recycle’ packaging structures in the waste stream, which have an impact on the yield which could be achieved by the recycling process;
■ It is technically difficult for Material Recovery Facilities (MRFs) to handle and process flexible packaging, primarily due to its lightweight nature and that it is often considered to be a contaminant of other dry recyclable materials;
■ Flexible packaging is considered difficult and costly to collect for recycling from householders;
■ It is thought that flexible packaging must be recycled back into film applications so there are limited end markets available.
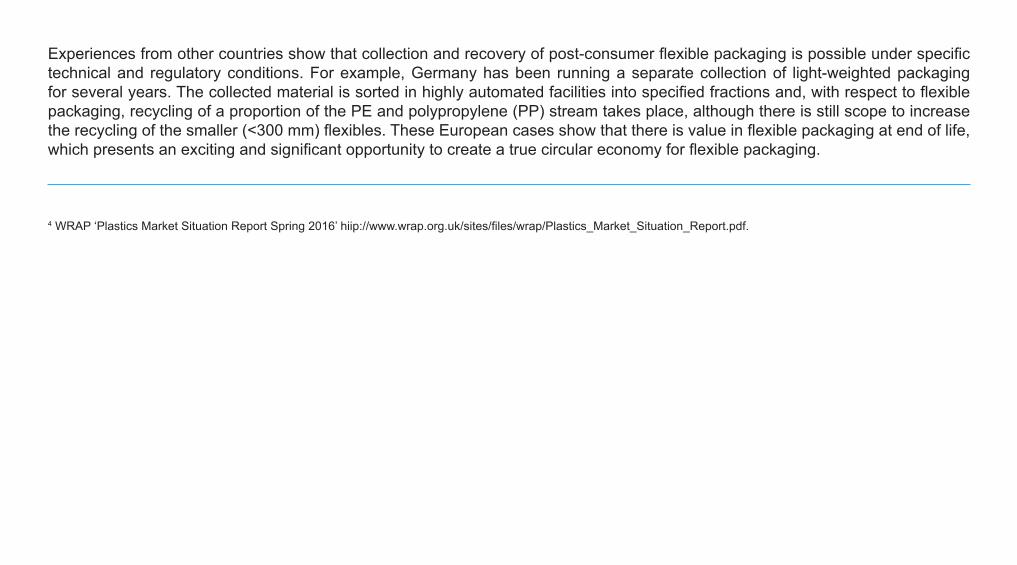
Experiences from other countries show that collection and recovery of post-consumer flexible packaging is possible under specific technical and regulatory conditions. For example, Germany has been running a separate collection of light-weighted packaging for several years. The collected material is sorted in highly automated facilities into specified fractions and, with respect to flexible packaging, recycling of a proportion of the PE and polypropylene (PP) stream takes place, although there is still scope to increase the recycling of the smaller (<300 mm) flexibles. These European cases show that there is value in flexible packaging at end of life, which presents an exciting and significant opportunity to create a true circular economy for flexible packaging.
4 WRAP ‘Plastics Market Situation Report Spring 2016’ hiip://www.wrap.org.uk/sites/files/wrap/Plastics_Market_Situation_Report.pdf.
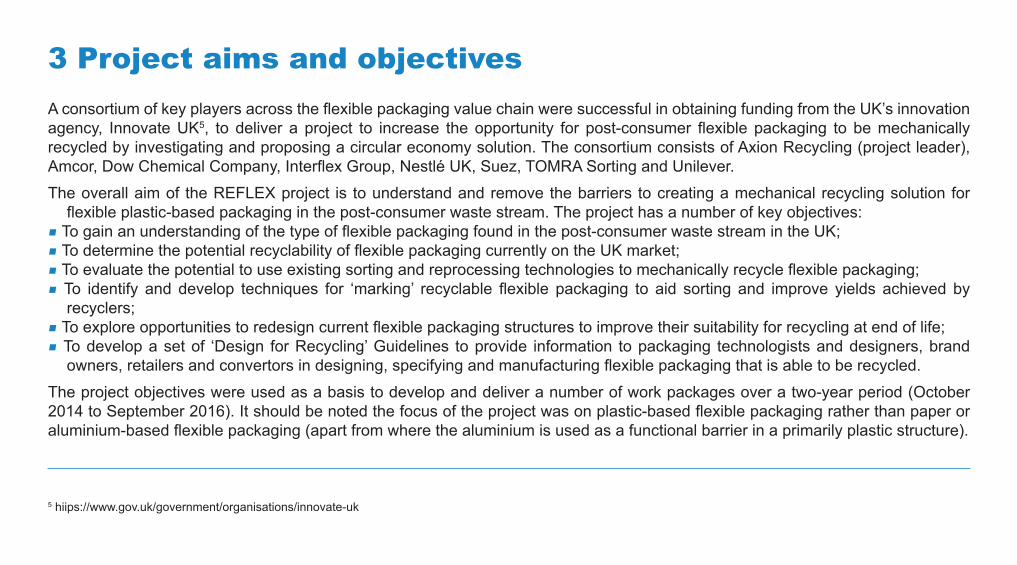
3 Project aims and objectivesA consortium of key players across the flexible packaging value chain were successful in obtaining funding from the UK’s innovation agency, Innovate UK5, to deliver a project to increase the opportunity for post-consumer flexible packaging to be mechanically recycled by investigating and proposing a circular economy solution. The consortium consists of Axion Recycling (project leader), Amcor, Dow Chemical Company, Interflex Group, Nestlé UK, Suez, TOMRA Sorting and Unilever.
The overall aim of the REFLEX project is to understand and remove the barriers to creating a mechanical recycling solution for flexible plastic-based packaging in the post-consumer waste stream. The project has a number of key objectives:
■ To gain an understanding of the type of flexible packaging found in the post-consumer waste stream in the UK;■ To determine the potential recyclability of flexible packaging currently on the UK market;■ To evaluate the potential to use existing sorting and reprocessing technologies to mechanically recycle flexible packaging;■ To identify and develop techniques for ‘marking’ recyclable flexible packaging to aid sorting and improve yields achieved by
recyclers;■ To explore opportunities to redesign current flexible packaging structures to improve their suitability for recycling at end of life; ■ To develop a set of ‘Design for Recycling’ Guidelines to provide information to packaging technologists and designers, brand
owners, retailers and convertors in designing, specifying and manufacturing flexible packaging that is able to be recycled.
The project objectives were used as a basis to develop and deliver a number of work packages over a two-year period (October 2014 to September 2016). It should be noted the focus of the project was on plastic-based flexible packaging rather than paper or aluminium-based flexible packaging (apart from where the aluminium is used as a functional barrier in a primarily plastic structure).
5 hiips://www.gov.uk/government/organisations/innovate-uk

4 Key activities
4.1 Flexible packaging in the waste stream
There is a lack of detailed data on the type of flexible packaging placed on the market and therefore arising in the post-consumer waste stream at end of life. Typically, flexible packaging is primarily manufactured using materials such as PE, PP and polyethylene terephthalate (PET). In addition, polymers such as polyamide (PA), polyvinylidene chloride (PVdC) and ethylene vinyl alcohol (EVOH) are used in some structures and applications depending, for example, on the barrier requirements of the packaged product.
The REFLEX project recognised that it was important to understand the composition of the post-consumer flexible packaging waste stream. This would aid exploring opportunities to redesign flexible packaging structures, allowing them to be acceptable for recycling, whilst still retaining the required functional properties. It is also valuable information for evaluating sorting and processing technologies and considering end market applications for the recycled polymers.
The REFLEX project took a representative sample of household residual waste for compositional analysis6. This material was passed through a trommel with a 40mm screen and then the flexible packaging material present in the oversize fraction was manually removed, as can be seen in Figure 1. This fraction was sorted by hand into a number of key product types including crisp packets, pet food, carrier bags, bakery products and confectionary pouches. A total of 143kg of flexible packaging was sorted and analysed as shown in Figure 2.
P a g e | 6
4 Key activities
4.1 Flexible packaging in the waste stream There is a lack of detailed data on the type of flexible packaging placed on the market and therefore arising in the post-consumer waste stream at end of life. Typically, flexible packaging is primarily manufactured using materials such as PE, PP and polyethylene terephthalate (PET). In addition, polymers such as polyamide (PA), polyvinylidene chloride (PVdC) and ethylene vinyl alcohol (EVOH) are used in some structures and applications depending, for example, on the barrier requirements of the packaged product.
The REFLEX project recognised that it was important to understand the composition of the post-consumer flexible packaging waste stream. This would aid exploring opportunities to redesign flexible packaging structures, allowing them to be acceptable for recycling, whilst still retaining the required functional properties. It is also valuable information for evaluating sorting and processing technologies and considering end market applications for the recycled polymers.
The REFLEX project took a representative sample of household residual waste for compositional analysis6. This material was passed through a trommel with a 40mm screen and then the flexible packaging material present in the oversize fraction was manually removed, as can be seen in Figure 1. This fraction was sorted by hand into a number of key product types including crisp packets, pet food, carrier bags, bakery products and confectionary pouches. A total of 143kg of flexible packaging was sorted and analysed as shown in Figure 2.
Figure 1 Example of post-consumer flexibles
6 Residual or ‘black bag’ waste collected from households in the Northamptonshire area by Suez
Figure 1Example of post-consumer flexibles
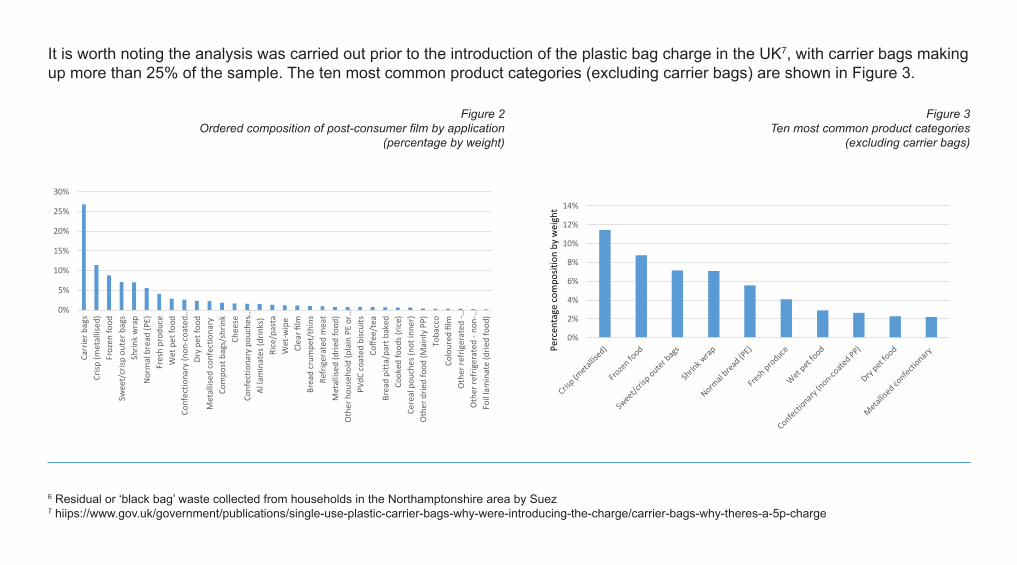
It is worth noting the analysis was carried out prior to the introduction of the plastic bag charge in the UK7, with carrier bags making up more than 25% of the sample. The ten most common product categories (excluding carrier bags) are shown in Figure 3.
P a g e | 7
Figure 2 Ordered composition of post-consumer film by application (percentage by weight)
It is worth noting the analysis was carried out prior to the introduction of the plastic bag charge in the UK7, with carrier bags making up more than 25% of the sample. The ten most common product categories (excluding carrier bags) are shown in Figure 3.
Figure 3 Ten most common product categories (excluding carrier bags)
7 hiips://www.gov.uk/government/publications/single -use-plastic -carrier -bags-why-were-introducing -the-charge/carrier -bags-why-theres -a-5p-charge
0%
5%
10%
15%
20%
25%
30%
Carr
ier b
ags
Cris
p (m
etal
lised
)Fr
ozen
food
Swee
t/cr
isp
oute
r ba
gsSh
rink
wra
pN
orm
al b
read
(PE)
Fres
h pr
oduc
eW
et p
et fo
odCo
nfec
tion
ary
(non
-coa
ted…
Dry
pet
food
Met
allis
ed c
onfe
ctio
nary
Com
post
bag
s/sh
rink
Chee
seCo
nfec
tion
ary
pouc
hes…
Al l
amin
ates
(dri
nks)
Rice
/pas
taW
et-w
ipe
Clea
r film
Brea
d cr
umpe
t/th
ins
Refr
iger
ated
mea
tM
etal
lised
(dri
ed fo
od)
Oth
er h
ouse
hold
(pla
in P
E or
…PV
dC c
oate
d bi
scui
tsCoff
ee/t
eaBr
ead
pitt
a/pa
rt b
aked
Cook
ed fo
ods
(ric
e)Ce
real
pou
ches
(not
inne
r)O
ther
dri
ed fo
od (M
ainl
y P P
)To
bacc
oCo
lour
ed fi
lmO
ther
ref
rige
rate
d -…
Oth
er r
efri
gera
ted
- non
-…Fo
il la
min
ate
(dri
ed fo
od)
0%
2%
4%
6%
8%
10%
12%
14%thgiew yb noitisop
moc egatnecreP
P a g e | 7
Figure 2 Ordered composition of post-consumer film by application (percentage by weight)
It is worth noting the analysis was carried out prior to the introduction of the plastic bag charge in the UK7, with carrier bags making up more than 25% of the sample. The ten most common product categories (excluding carrier bags) are shown in Figure 3.
Figure 3 Ten most common product categories (excluding carrier bags)
7 hiips://www.gov.uk/government/publications/single -use-plastic -carrier -bags-why-were-introducing -the-charge/carrier -bags-why-theres -a-5p-charge
0%
5%
10%
15%
20%
25%
30%
Carr
ier b
ags
Cris
p (m
etal
lised
)Fr
ozen
food
Swee
t/cr
isp
oute
r ba
gsSh
rink
wra
pN
orm
al b
read
(PE)
Fres
h pr
oduc
eW
et p
et fo
odCo
nfec
tion
ary
(non
-coa
ted…
Dry
pet
food
Met
allis
ed c
onfe
ctio
nary
Com
post
bag
s/sh
rink
Chee
seCo
nfec
tion
ary
pouc
hes…
Al l
amin
ates
(dri
nks)
Rice
/pas
taW
et-w
ipe
Clea
r film
Brea
d cr
umpe
t/th
ins
Refr
iger
ated
mea
tM
etal
lised
(dri
ed fo
od)
Oth
er h
ouse
hold
(pla
in P
E or
…PV
dC c
oate
d bi
scui
tsCoff
ee/t
eaBr
ead
pitt
a/pa
rt b
aked
Cook
ed fo
ods
(ric
e)Ce
real
pou
ches
(not
inne
r)O
ther
dri
ed fo
od (M
ainl
y P P
)To
bacc
oCo
lour
ed fi
lmO
ther
ref
rige
rate
d -…
Oth
er r
efri
gera
ted
- non
-…Fo
il la
min
ate
(dri
ed fo
od)
0%
2%
4%
6%
8%
10%
12%
14%thgiew yb noitisop
moc egatnecreP
Figure 2Ordered composition of post-consumer film by application
(percentage by weight)
Figure 3Ten most common product categories
(excluding carrier bags)
6 Residual or ‘black bag’ waste collected from households in the Northamptonshire area by Suez7 hiips://www.gov.uk/government/publications/single-use-plastic-carrier-bags-why-were-introducing-the-charge/carrier-bags-why-theres-a-5p-charge
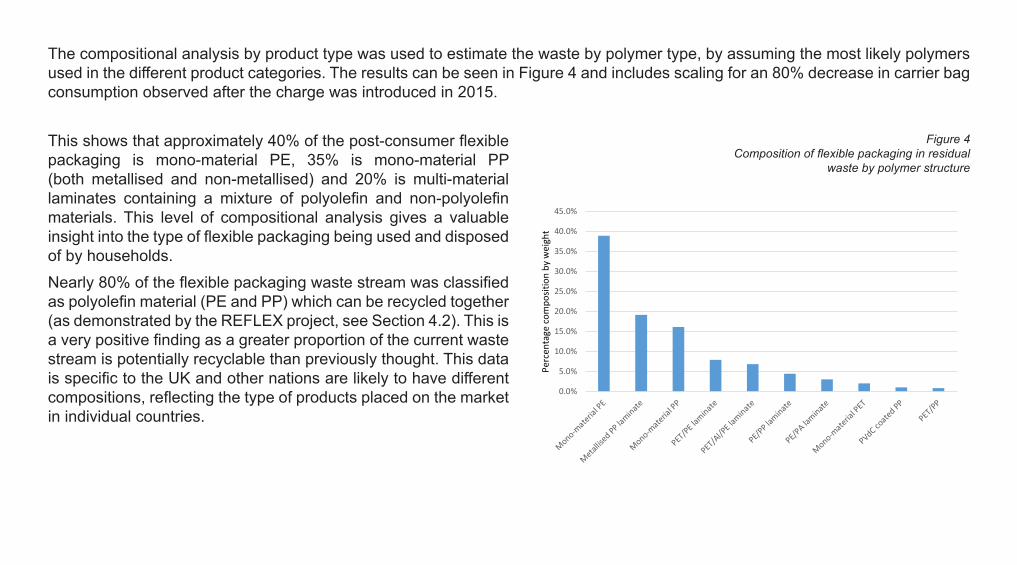
The compositional analysis by product type was used to estimate the waste by polymer type, by assuming the most likely polymers used in the different product categories. The results can be seen in Figure 4 and includes scaling for an 80% decrease in carrier bag consumption observed after the charge was introduced in 2015.
This shows that approximately 40% of the post-consumer flexible packaging is mono-material PE, 35% is mono-material PP (both metallised and non-metallised) and 20% is multi-material laminates containing a mixture of polyolefin and non-polyolefin materials. This level of compositional analysis gives a valuable insight into the type of flexible packaging being used and disposed of by households.
Nearly 80% of the flexible packaging waste stream was classified as polyolefin material (PE and PP) which can be recycled together (as demonstrated by the REFLEX project, see Section 4.2). This is a very positive finding as a greater proportion of the current waste stream is potentially recyclable than previously thought. This data is specific to the UK and other nations are likely to have different compositions, reflecting the type of products placed on the market in individual countries.
Figure 4Composition of flexible packaging in residual
waste by polymer structure
P a g e | 8
The compositional analysis by product type was used to estimate the waste by polymer type, by assuming the most likely polymers used in the different product categories. The results can be seen in Figure 4 and includes scaling for an 80% decrease in carrier bag consumption observed after the charge was introduced in 2015.
Figure 4 Composition of flexible packaging in residual waste by polymer structure
This shows that approximately 40% of the post-consumer flexible packaging is mono-material PE, 35% is mono-material PP (both metallised and non-metallised) and 20% is multi-material laminates containing a mixture of polyolefin and non-polyolefin materials. This level of compositional analysis gives a valuable insight into the type of flexible packaging being used and disposed of by households.
Nearly 80% of the flexible packaging waste stream was classified as polyolefin material (PE and PP) which can be recycled together (as demonstrated by the REFLEX project, see Section 4.2). This is a very positive finding as a greater proportion of the current waste stream is potentially recyclable than previously thought. This data is specific to the UK and other nations are likely to have different compositions, reflecting the type of products placed on the market in individual countries.
4.2 Recyclability of flexible packaging The REFLEX project has tested a wide range of structures and materials currently used in flexible packaging applications to determine if they are suitable to be mechanically recycled at end of life and to evaluate which materials are best used in flexible packaging from a recyclability viewpoint. A methodology to test the ‘recyclability’ of a packaging structure was developed, consisting of size reducing the material using a laboratory scale granulator and then extruding the shredded material to produce pellets. The pellets were moulded into test pieces and tested to determine the physical properties of the material including tensile strength, yield strength, impact strength, elongation at yield and elongation at break. The results of the testing were compared with virgin PE and PP properties. Other aspects were also noted during the testing such as inhomogeneous mixing of different polymers, degradation of coatings and presence of contamination. Overall more than 50 flexible packaging structures and blends were tested using post-industrial and virgin materials, including packaging examples manufactured by the convertors and brand owners in the consortium. Tests were carried out conforming to ISO test methods.
0.0%
5.0%
10.0%
15.0%
20.0%
25.0%
30.0%
35.0%
40.0%
45.0%
thgiew yb noitisop
moc egatnecreP
4.2 Recyclability of flexible packaging
The REFLEX project has tested a wide range of structures and materials currently used in flexible packaging applications to determine if they are suitable to be mechanically recycled at end of life and to evaluate which materials are best used in flexible packaging from a recyclability viewpoint.
A methodology to test the ‘recyclability’ of a packaging structure was developed, consisting of size reducing the material using a laboratory scale granulator and then extruding the shredded material to produce pellets. The pellets were moulded into test pieces and tested to determine the physical properties of the material including tensile strength, yield strength, impact strength, elongation at yield and elongation at break.
The results of the testing were compared with virgin PE and PP properties. Other aspects were also noted during the testing such as inhomogeneous mixing of different polymers, degradation of coatings and presence of contamination. Overall more than 50 flexible packaging structures and blends were tested using post-industrial and virgin materials, including packaging examples manufactured by the convertors and brand owners in the consortium.
Tests were carried out conforming to ISO test methods. As well as polymer blends, single polymers (i.e. PE or PP only structures, either as films or laminates) were also assessed. Figure 8 shows one of the test pieces made from metallised PP used to obtain qualitative data on the performance of the recycled polymer.
P a g e | 9
As well as polymer blends, single polymers (i.e. PE or PP only structures, either as films or laminates) were also assessed. Figure 8 shows one of the test pieces made from metallised PP used to obtain qualitative data on the performance of the recycled polymer.
Figure 5 Injection moulded test piece made from metallised PP film
A range of polyolefins (PE and PP) laminated with PA, PET, EVOH and aluminium foil were tested to give an indication of which materials have a negative effect on the ability of the sample to be mechanically recycled. The testing found PE/PP laminates could be reprocessed and produced well-mixed recyclates with physical properties that would allow it to be used for injection moulding applications that are a blend of the properties of PE and PP. This is a key finding of the REFLEX project and suggests that PE and PP can be reprocessed together. This development would simplify the recycling process for flexible packaging considerably, leading to greater yields and allowing brand owners and packaging designers to use PE/PP laminates that are suitable for mechanical recycling at end of life. During the pilot trial (see Section 4.3 for further details), a PE/PP blend of post-consumer film was made and analysed.
PET laminates of varying designs (for example, with 12 µm PET and 58 µm of PE) were also tested and PET/PE laminates were found to produce an inhomogeneous mix of the two polymers, as can be seen in Figure 6. This resulted in poor material properties of the recyclate, with a weaker tensile strength and more brittle structure than virgin PP and PE, with the conclusion being drawn that today PET/PE laminates should not enter the PE/PP mechanical recycling stream, but be repurposed through other routes. The discolouration of the sample comes from the adhesives and ink on the structures.
Figure 5Injection moulded test piece made
from metallised PP film

A range of polyolefins (PE and PP) laminated with PA, PET, EVOH and aluminium foil were tested to give an indication of which materials have a negative effect on the ability of the sample to be mechanically recycled.
The testing found PE/PP laminates could be reprocessed and produced well-mixed recyclates with physical properties that would allow it to be used for injection moulding applications that are a blend of the properties of PE and PP.
This is a key finding of the REFLEX project and suggests that PE and PP can be reprocessed together.
This development would simplify the recycling process for flexible packaging considerably, leading to greater yields and allowing brand owners and packaging designers to use PE/PP laminates that are suitable for mechanical recycling at end of life.
During the pilot trial (see Section 4.3 for further details), a PE/PP blend of post-consumer film was made and analysed.
PET laminates of varying designs (for example, with 12 μm PET and 58 μm of PE) were also tested and PET/PE laminates were found to produce an inhomogeneous mix of the two polymers, as can be seen in Figure 6.
This resulted in poor material properties of the recyclate,
with a weaker tensile strength and more brittle structure than virgin PP and PE, with the conclusion being drawn that today PET/PE laminates should not enter the PE/PP mechanical recycling stream, but be repurposed through other routes. The discolouration of the sample comes from the adhesives and ink on the structures.
Figure 6Inhomogeneous mixing in recyclate from
PET/PE laminates
P a g e | 10
Figure 6 Inhomogeneous mixing in recyclate from PET/PE laminates
PA laminates were tested and found to be problematic with the material becoming ‘fluffy’ when shredded due to the toughness of PA and therefore difficult to extrude at levels with >5% PA. As a result further testing is recommended on this packaging type since it is believed that more adequate sizing and extrusion equipment can cope with this material, including the use of an auger to feed materials into the extruder.
A sample of 40µm OPP / 8µm foil / 90µm PE was tested to show the effect of aluminium on a polyolefin recyclate. A twin-screw extruder was used which caused the foil to be ground and blended with the polymer. The presence of the metal in the recyclate did cause a degree of weakening and the material was significantly more brittle, suggesting it should not be considered suitable for mechanical recycling at this time. Recycling foil laminates using a process that converts the polymer to oil and recovers the aluminium content may be more suitable for this type of material, and is becoming more common across Europe.
Figure 7 shows the physical properties of some example structures compared to a PE and PP control sample. The data has been interpreted by the REFLEX consortium and used to draft the Design for Recycling Guidelines.

PA laminates were tested and found to be problematic with the material becoming ‘fluffy’ when shredded due to the toughness of PA and therefore difficult to extrude at levels with >5% PA. As a result further testing is recommended on this packaging type since it is believed that more adequate sizing and extrusion equipment can cope with this material, including the use of an auger to feed materials into the extruder.
A sample of 40μm OPP / 8μm foil / 90μm PE was tested to show the effect of aluminium on a polyolefin recyclate. A twin-screw extruder was used which caused the foil to be ground and blended with the polymer. The presence of the metal in the recyclate did cause a degree of weakening and the material was significantly more brittle, suggesting it should not be considered suitable for mechanical recycling at this time. Recycling foil laminates using a process that converts the polymer to oil and recovers the aluminium content may be more suitable for this type of material, and is becoming more common across Europe.
Figure 7 shows the physical properties of some example structures compared to a PE and PP control sample. The data has been interpreted by the REFLEX consortium and used to draft the Design for Recycling Guidelines.
P a g e | 11
Figure 7 Physical properties of selected structures
Several different coatings have been tested including polyvinyl alcohol (PVOH), EVOH, PVdC, silicon oxide, PETg and cold seal. In most cases, results have shown that coatings disperse into the recyclate or are removed during the extrusion process as gases. PVdC has been shown to have a detrimental effect on the recyclate quality due to its thermal degradation below the temperatures required to melt the mainstream polymer, as can be seen in Figure 8.
Figure 7 Physical properties of selected structures

Several different coatings have been tested including polyvinyl alcohol (PVOH), EVOH, PVdC, silicon oxide, PETg and cold seal. In most cases, results have shown that coatings disperse into the recyclate or are removed during the extrusion process as gases. PVdC has been shown to have a detrimental effect on the recyclate quality due to its thermal degradation below the temperatures required to melt the mainstream polymer, as can be seen in Figure 8.
Metallised flexible packaging resulted in a recyclate with slightly lower quality physical properties, such as the impact strength but it is thought to still be suitable for rigid plastic applications.
Figure 8PVdC degradation from extrusion process
P a g e | 12
Figure 8 PVdC degradation from extrusion process
Metallised flexible packaging resulted in a recyclate with slightly lower quality physical properties, such as the impact strength but it is thought to still be suitable for rigid plastic applications.
Figure 9 gives the measured properties for some of the coated structures tested. Once again, the results of the testing has been used by the REFLEX consortium to form the Design for Recycling Guidelines.

Figure 9 gives the measured properties for some of the coated structures tested. Once again, the results of the testing has been used by the REFLEX consortium to form the Design for Recycling Guidelines.
P a g e | 13
Figure 9 Example physical properties for coated films
Standard Nitrocellulose (NC) inks have been shown to not have a negative effect on the quality of the recyclate, but do impact the colour of the reprocessed material even when present in very low proportions. Other ink chemistries may be used in flexible packaging, however during the larger scale recycling trial with a mix of unknown packaging, no negative effects caused by the inks were observed.
It is also to be noted that during these experiments described above, no polymer compatibilisers were used to enhance further any properties. The effect of compatibilisers on recycled PE/PP laminate film structures was investigated in the REFLEX project. Compatibilisers are polymers designed to help the mixing of two different polymers when recycled. The compatibilisers used to aid the mixing of PE and PP are co-polymers made from PE and PP.
The effect of compatibilisers when recycling PE/PP laminates back into film was observed. A laminate containing ≈20% PP and ≈80% PE with and without a compatibiliser was recycled into film at the Dow site in Tarragona, and the physical properties measured, which are given in Table 1.
Standard Nitrocellulose (NC) inks have been shown to not have a negative effect on the quality of the recyclate, but do impact the colour of the reprocessed material even when present in very low proportions. Other ink chemistries may be used in flexible packaging, however during the larger scale recycling trial with a mix of unknown packaging, no negative effects caused by the inks were observed.
It is also to be noted that during these experiments described above, no polymer compatibilisers were used to enhance further any properties. The effect of compatibilisers on recycled PE/PP laminate film structures was investigated in the REFLEX project. Compatibilisers are polymers designed to help the mixing of two different polymers when recycled. The compatibilisers used to aid the mixing of PE and PP are co-polymers made from PE and PP.
Figure 9Example physical properties for coated films

The effect of compatibilisers when recycling PE/PP laminates back into film was observed. A laminate containing ≈20% PP and ≈80% PE with and without a compatibiliser was recycled into film at the Dow site in Tarragona, and the physical properties measured, which are given in Table 1.
Table 1Properties of recycled film with and without compatibiliser
P a g e | 14
Table 1 Properties of recycled film with and without compatibiliser
Film type Standard PE/OPP PE/PP with compatibiliser built in
Thickness, µ 50 50
Dart Drop Impact, g 83 (SD8 3) 142 (SD 14)
Elmendorf Tear, g TD (transverse
direction) 884 (SD 50) 570 (SD 63)
MD (machine direction) 150 (SD 21) 163 (SD 18)
Tensile Strength, MPa TD 11.1 21.5
MD 16.6 20.7
Elongation, % TD 386 564
MD 343 400
The testing undertaken shows that when recycling flexible packaging back into film, the compatibiliser improves the properties significantly.
4.3 Sorting and recycling technologies The REFLEX project has demonstrated and evaluated several technologies for the sorting and recycling of post-consumer flexible packaging. There are several technologies that are currently used to sort and reprocess rigid packaging and if these could be used to sort and process flexibles then this would help to encourage the recycling infrastructure to be developed and established.
Near Infrared (NIR) is a well-established technology in the waste and recycling sector and is already commonly used to identify and separate different types of rigid plastic packaging and in some instances used to sort flexible PE. Trials were carried out using TOMRA Sorting’s NIR equipment to optimise the detection stage of the NIR sorting process. Flexible packaging is inherently more difficult to sort due to its lightweight nature, causing the material to move around on the belt of the sorting equipment or to get caught up in the air currents and be miss-sorted. Figure 10 shows the NIR sorting belt.
8 Standard deviation
The testing undertaken shows that when recycling flexible packaging back into film, the compatibiliser improves the properties significantly.
8 Standard deviation
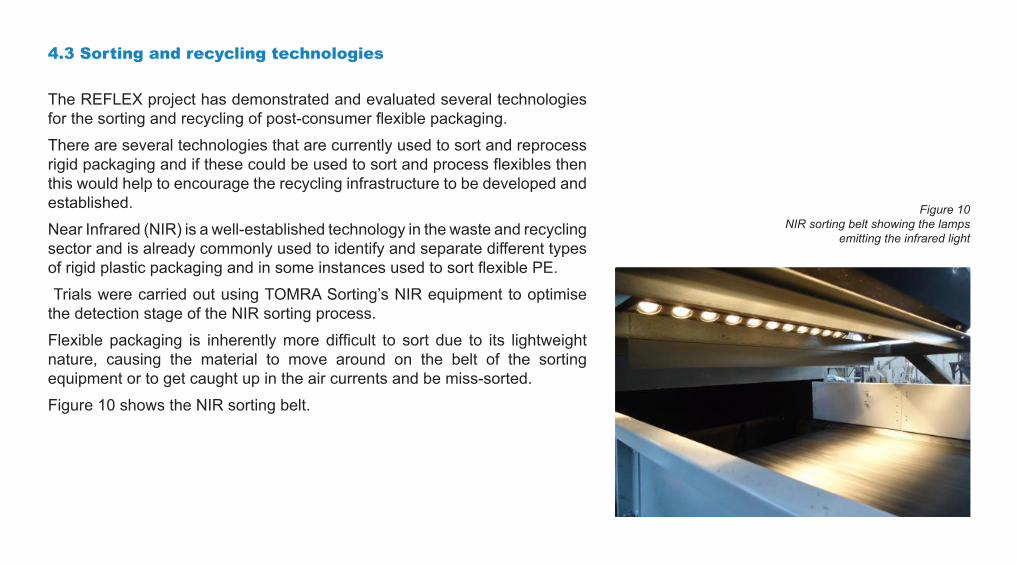
4.3 Sorting and recycling technologies
The REFLEX project has demonstrated and evaluated several technologies for the sorting and recycling of post-consumer flexible packaging.
There are several technologies that are currently used to sort and reprocess rigid packaging and if these could be used to sort and process flexibles then this would help to encourage the recycling infrastructure to be developed and established.
Near Infrared (NIR) is a well-established technology in the waste and recycling sector and is already commonly used to identify and separate different types of rigid plastic packaging and in some instances used to sort flexible PE.
Trials were carried out using TOMRA Sorting’s NIR equipment to optimise the detection stage of the NIR sorting process.
Flexible packaging is inherently more difficult to sort due to its lightweight nature, causing the material to move around on the belt of the sorting equipment or to get caught up in the air currents and be miss-sorted.
Figure 10 shows the NIR sorting belt.
P a g e | 15
Figure 10 NIR sorting belt showing the lamps emitting the infrared light
The results of the trials undertaken have shown that NIR can be used to identify a PP, PE or mixed polyolefin stream of material. It is also possible for NIR to detect different types of multi-material structures such as PET/PE and PP/PE at sorting speed. This is a key finding of the project as it shows that NIR can be utilised to sort a wide range of flexible packaging structures. The trials have also demonstrated that NIR technology can be optimised to identify and sort specific types of packaging by the equipment being ‘trained’. Training the NIR involves optimising the detection software to recognise different NIR spectrum as specific structures of packaging.
There are a few limitations to consider with NIR, firstly that the technology cannot be used to distinguish different types of printing (surface printing versus reverse printing for the use of de-inking further in the recycling process) and secondly that thin layers of coatings, such as PVdC, cannot be detected. The separation efficiencies achieved for flexible packaging are acceptable but are lower than would be expected when sorting rigid packaging due to the way in which lightweight material behaves on a sorting belt.
During trials carried out in the test centre, recovery rates were typically >90% for the target film and purity was >95%. When recovering PE and PP together high purity and yield can be achieved.
The REFLEX project has demonstrated that NIR can be used to successfully sort plastic-based post-consumer flexible packaging. This is an important finding as it means that an existing, well-established technology can be used with even more effect in the waste stream. This will help to overcome a number of the technical challenges, that are often perceived as barriers. However, there will need to be significant investment in technology and facilities to separate and reprocess flexible packaging from the post-consumer stream. Sorting facilities will need to make modifications and invest in additional equipment, such as conveyors and bunkers to enable them to process and separate flexible packaging from other dry recyclables.
The project has also trialled technologies for the sorting of foil laminated flexible packaging. Induction sorters (automated sorting technique using metal detection) and Eddy Current Separators (a method of ejecting non-ferrous metals using rotating magnets) (ECS) are used to separate materials containing non-ferrous metals. It may be desirable to separate foil laminates from other flexible packaging structures to allow the aluminium content to be recovered separately due to its high value.
Figure 10NIR sorting belt showing the lamps
emitting the infrared light
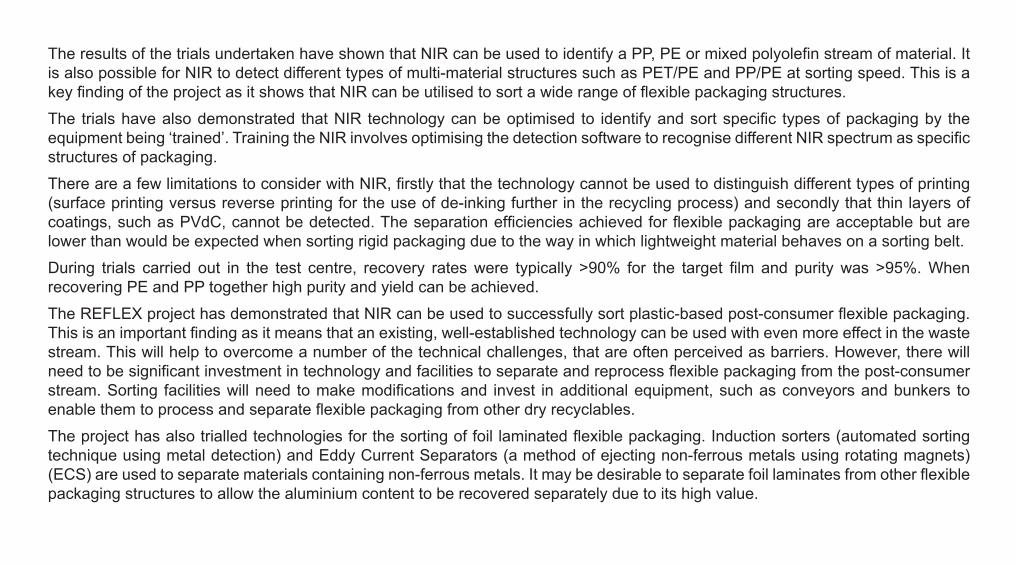
The results of the trials undertaken have shown that NIR can be used to identify a PP, PE or mixed polyolefin stream of material. It is also possible for NIR to detect different types of multi-material structures such as PET/PE and PP/PE at sorting speed. This is a key finding of the project as it shows that NIR can be utilised to sort a wide range of flexible packaging structures.
The trials have also demonstrated that NIR technology can be optimised to identify and sort specific types of packaging by the equipment being ‘trained’. Training the NIR involves optimising the detection software to recognise different NIR spectrum as specific structures of packaging.
There are a few limitations to consider with NIR, firstly that the technology cannot be used to distinguish different types of printing (surface printing versus reverse printing for the use of de-inking further in the recycling process) and secondly that thin layers of coatings, such as PVdC, cannot be detected. The separation efficiencies achieved for flexible packaging are acceptable but are lower than would be expected when sorting rigid packaging due to the way in which lightweight material behaves on a sorting belt.
During trials carried out in the test centre, recovery rates were typically >90% for the target film and purity was >95%. When recovering PE and PP together high purity and yield can be achieved.
The REFLEX project has demonstrated that NIR can be used to successfully sort plastic-based post-consumer flexible packaging. This is an important finding as it means that an existing, well-established technology can be used with even more effect in the waste stream. This will help to overcome a number of the technical challenges, that are often perceived as barriers. However, there will need to be significant investment in technology and facilities to separate and reprocess flexible packaging from the post-consumer stream. Sorting facilities will need to make modifications and invest in additional equipment, such as conveyors and bunkers to enable them to process and separate flexible packaging from other dry recyclables.
The project has also trialled technologies for the sorting of foil laminated flexible packaging. Induction sorters (automated sorting technique using metal detection) and Eddy Current Separators (a method of ejecting non-ferrous metals using rotating magnets) (ECS) are used to separate materials containing non-ferrous metals. It may be desirable to separate foil laminates from other flexible packaging structures to allow the aluminium content to be recovered separately due to its high value.

The trials undertaken suggest that an induction sorter is more likely to give a higher efficiency than an ECS when separating foil laminated packaging. When carrying out test centre trials on an induction sorter, recovery and purity levels of > 90% was observed for aluminium laminates. It was not possible to reach these levels when carrying out trials on an ECS, with typical yields of 50% recorded. Induction sorters do have a higher associated cost, and so the method used to recover flexibles would need to take this into account.
The REFLEX project also conducted a large-scale recycling trial of flexible packaging, taking post-consumer material from the UK residual waste stream all the way through the sorting and recycling process to demonstrate and evaluate the technical feasibility. NIR technology was successfully used to separate a mixed PE and PP fraction, which was then washed using hot washing technology from Sorema9. A hot wash process was used to remove contamination such as paper, food and glue.
The cleaned material was then extruded using EREMA10 extrusion equipment. Very positive results were obtained from the trial, with the sorting, washing and extrusion processing stages achieving an overall yield of 75% on a dry basis11 and the final PE/PP blend being shown to have good physical properties. It is important to recognise that this was achieved by using existing technologies which is a highly valuable outcome of the REFLEX project, which will enable progress to be made in moving towards establishing a sorting and recycling infrastructure for flexible packaging from the post-consumer waste stream. Figure 11 shows the flexible packaging at three different stages during the pilot trial.
P a g e | 16
The trials undertaken suggest that an induction sorter is more likely to give a higher efficiency than an ECS when separating foil laminated packaging. When carrying out test centre trials on an induction sorter, recovery and purity levels of > 90% was observed for aluminium laminates. It was not possible to reach these levels when carrying out trials on an ECS, with typical yields of 50% recorded. Induction sorters do have a higher associated cost, and so the method used to recover flexibles would need to take this into account.
The REFLEX project also conducted a large-scale recycling trial of flexible packaging, taking post-consumer material from the UK residual waste stream all the way through the sorting and recycling process to demonstrate and evaluate the technical feasibility. NIR technology was successfully used to separate a mixed PE and PP fraction, which was then washed using hot washing technology from Sorema9. A hot wash process was used to remove contamination such as paper, food and glue. The cleaned material was then extruded using EREMA10 extrusion equipment. Very positive results were obtained from the trial, with the sorting, washing and extrusion processing stages achieving an overall yield of 75% on a dry basis11 and the final PE/PP blend being shown to have good physical properties. It is important to recognise that this was achieved by using existing technologies which is a highly valuable outcome of the REFLEX project, which will enable progress to be made in moving towards establishing a sorting and recycling infrastructure for flexible packaging from the post-consumer waste stream. Figure 11 shows the flexible packaging at three different stages during the pilot trial.
Figure 11 Pilot trial for recycling of a PE/PP mix. Mixed film (left), washed and shredded film (middle) and extruded pellet (right)
The REFLEX project has also carried out research of a ‘marking’ technology. The idea is for packaging that can be classed as recyclable to be ‘marked’ and sorting equipment to recognise the mark and separate out this packaging from unmarked items. The aim is for the mark to ideally be invisible to the human eye so as not to disrupt branding and product information on the packaging, but to be detected by a sorting and recycling facility. There are several potential options for a marking technology. The REFLEX project has focused on digital watermarking as a technique which shows real promise. A digital watermark is a unique code that can be printed on packaging. The REFLEX project carried out initial trials on the technique which have shown the mark can be detected using a camera although further development work is needed to optimise this before it could be used by the waste and recycling sector.
9 hiip://sorema.it/en_US/ 10 hiip://www.erema.at/ 11 Dry basis means that moisture and contamination have been excluded from the equation as these are characteristic of the material collected from the residual waste stream. Overall yield on a wet basis was 41%, meaning for each tonne of dirty material fed into the process 410 kg of washed, dry flake was produced. These numbers would be improved significantly for an optimised system working on material collected separately from residual waste.
Figure 11Pilot trial for recycling
of a PE/PP mix.Mixed film (left), washed
and shredded film (middle) and extruded pellet (right)
The REFLEX project has also carried out research of a ‘marking’ technology.
The idea is for packaging that can be classed as recyclable to be ‘marked’ and sorting equipment to recognise the mark and separate out this packaging from unmarked items.
The aim is for the mark to ideally be invisible to the human eye so as not to disrupt branding and product information on the packaging, but to be detected by a sorting and recycling facility. There are several potential options for a marking technology.
The REFLEX project has focused on digital watermarking as a technique which shows real promise. A digital watermark is a unique code that can be printed on packaging.
The REFLEX project carried out initial trials on the technique which have shown the mark can be detected using a camera although further development work is needed to optimise this before it could be used by the waste and recycling sector.
9 hiip://sorema.it/en_US/10 hiip://www.erema.at/11 Dry basis means that moisture and contamination have been excluded from the equation as these are characteristic of the material collected from the residual waste stream. Overall yield on a wet basis was 41%, meaning for each tonne of dirty material fed into the process 410 kg of washed, dry flake was produced. These numbers would be improved significantly for an optimised system working on material collected separately from residual waste.
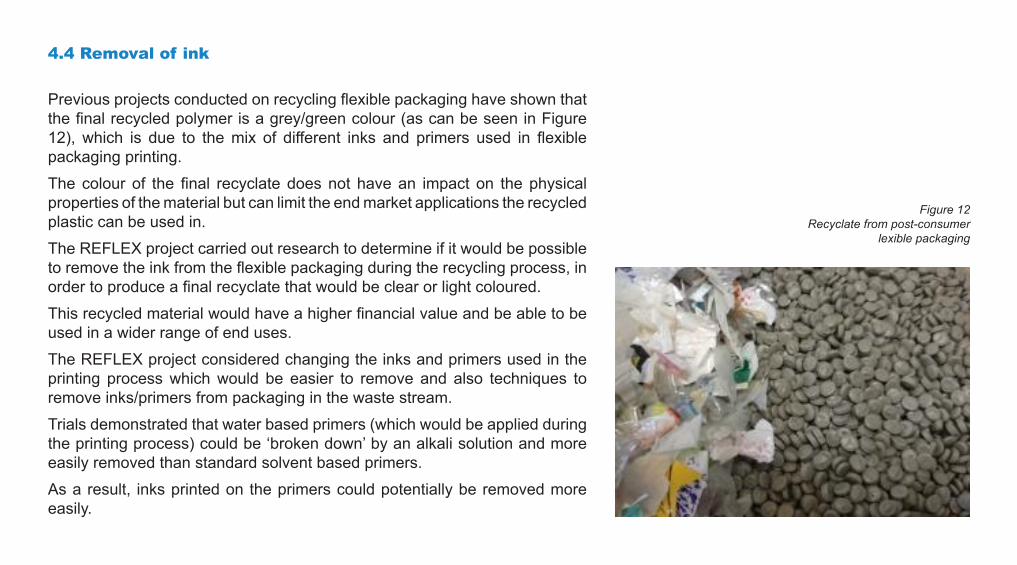
4.4 Removal of ink
Previous projects conducted on recycling flexible packaging have shown that the final recycled polymer is a grey/green colour (as can be seen in Figure 12), which is due to the mix of different inks and primers used in flexible packaging printing.
The colour of the final recyclate does not have an impact on the physical properties of the material but can limit the end market applications the recycled plastic can be used in.
The REFLEX project carried out research to determine if it would be possible to remove the ink from the flexible packaging during the recycling process, in order to produce a final recyclate that would be clear or light coloured.
This recycled material would have a higher financial value and be able to be used in a wider range of end uses.
The REFLEX project considered changing the inks and primers used in the printing process which would be easier to remove and also techniques to remove inks/primers from packaging in the waste stream.
Trials demonstrated that water based primers (which would be applied during the printing process) could be ‘broken down’ by an alkali solution and more easily removed than standard solvent based primers.
As a result, inks printed on the primers could potentially be removed more easily.
Figure 12Recyclate from post-consumer
lexible packaging
P a g e | 17
4.4 Removal of ink Previous projects conducted on recycling flexible packaging have shown that the final recycled polymer is a grey/green colour (as can be seen in Figure 12), which is due to the mix of different inks and primers used in flexible packaging printing. The colour of the final recyclate does not have an impact on the physical properties of the material but can limit the end market applications the recycled plastic can be used in. The REFLEX project carried out research to determine if it would be possible to remove the ink from the flexible packaging during the recycling process, in order to produce a final recyclate that would be clear or light coloured. This recycled material would have a higher financial value and be able to be used in a wider range of end uses.
Figure 12 Recyclate from post-consumer flexible packaging
The REFLEX project considered changing the inks and primers used in the printing process which would be easier to remove and also techniques to remove inks/primers from packaging in the waste stream. Trials demonstrated that water based primers (which would be applied during the printing process) could be ‘broken down’ by an alkali solution and more easily removed than standard solvent based primers. As a result, inks printed on the primers could potentially be removed more easily. The REFLEX project also identified a patented technology developed by Cadel Deinking12 in Spain which can deink surface printed packaging. This technology uses a surfactant in an alkali solution to remove the ink. Small-scale trials with Cadel Deinking demonstrated that it was technically feasible to remove NC inks from post-consumer PP and PE flexible packaging and to produce a clear/light coloured recyclate stream.
The recycling of post-consumer flexible packaging is still in the early stages of deployment. So although the REFLEX project has demonstrated that it is technically feasible to remove inks from some types of flexible packaging, at the present time it is not economically viable13 to remove ink during the recycling process (either through using water based primers during printing or by using an ink removal technology) for post-consumer household films. Unfortunately, the current financial benefit of producing a clear or light coloured recyclate does not compensate for the additional costs involved in removal of the inks. As the sorting and recycling infrastructure for post-consumer packaging becomes established over the next five to ten years it will be worth revisiting this work and to evaluate if ink removal can be commercially viable and consider the environmental impact of the process. As removal of ink is only possible from surface printed packaging there will also be a need to evaluate options to moving towards more surface printing and the associated challenges and benefits.
12 hiip://cadeldein king.com/en/ 13 In this instance, including de-inking lead to a reduced net income in the economic modelling carried out in the REFLEX project
The REFLEX project also identified a patented technology developed by Cadel Deinking12 in Spain which can deink surface printed packaging. This technology uses a surfactant in an alkali solution to remove the ink. Small-scale trials with Cadel Deinking demonstrated that it was technically feasible to remove NC inks from post-consumer PP and PE flexible packaging and to produce a clear/light coloured recyclate stream.
The recycling of post-consumer flexible packaging is still in the early stages of deployment.
So although the REFLEX project has demonstrated that it is technically feasible to remove inks from some types of flexible packaging, at the present time it is not economically viable13 to remove ink during the recycling process (either through using water based primers during printing or by using an ink removal technology) for post-consumer household films.
Unfortunately, the current financial benefit of producing a clear or light coloured recyclate does not compensate for the additional costs involved in removal of the inks.
As the sorting and recycling infrastructure for post-consumer packaging becomes established over the next five to ten years it will be worth revisiting this work and to evaluate if ink removal can be commercially viable and consider the environmental impact of the process.
As removal of ink is only possible from surface printed packaging there will also be a need to evaluate options to moving towards more surface printing and the associated challenges and benefits.
12 hiip://cadeldeinking.com/en/13 In this instance, including de-inking lead to a reduced net income in the economic modelling carried out in the REFLEX project
4.5 Redesign of flexible packaging to improve recyclability
A key area of activity for the REFLEX project has been to explore opportunities to redesign current packaging to improve recyclability at end of life without increasing the cost of the packaging.
Using the information gained from the compositional analysis exercise (see Section 4.1) and input from the partners in the consortium, a number of packaging examples were selected.
These examples were products found in significant quantities in the post-consumer waste stream and also for which there was an opportunity to improve the suitability of the packaging for mechanical recycling at end of life.
Samples of current packaging selected including confectionary pouches, pet food pouches and personal care product packaging were provided by the brand owners and convertors in the consortium.
These packaging structures were tested using the methodology described earlier (see Section 4.2) to determine if they could be mechanically recycled.
The results of the testing were used to identify potential
modifications to the packaging structures which would improve its suitability for mechanical recycling.
Trials were undertaken at both small-scale and production scale to manufacture new packaging structures in order to test material production and processability, production and filling of packaging, as well as consumer and marketing acceptance through internal assessment panels.
During this work consideration was given to the technical application performance requirements, visual impact of the packaging, the environmental impact of modifying a packaging structure and the financial implications.
The REFLEX consortium recognises that changes to packaging design and manufacture must be taken in the context of overall packaging performance and production and not in isolation.
Changes to the packaging design should not jeopardize the primary function of packaging, that is to protect the product it contains, avoid waste along the supply chain and perform consistently on packing lines.
A number of successful trials have been delivered to make packaging more suitable for mechanical recycling processes at end of life.
The modifications evaluated include moving to an all PE or
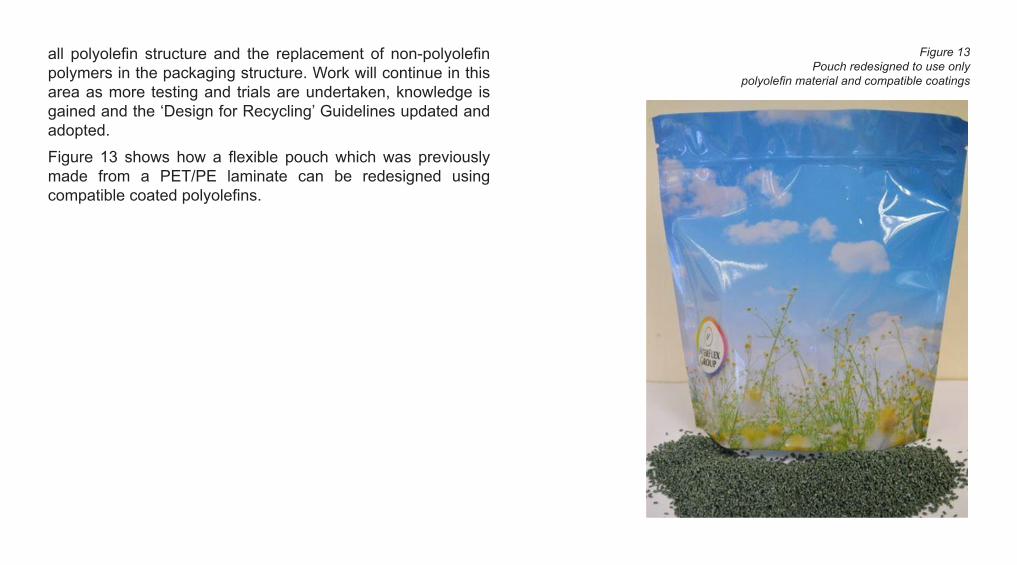
P a g e | 18
4.5 Redesign of flexible packaging to improve recyclability A key area of activity for the REFLEX project has been to explore opportunities to redesign current packaging to improve recyclability at end of life without increasing the cost of the packaging. Using the information gained from the compositional analysis exercise (see Section 4.1) and input from the partners in the consortium, a number of packaging examples were selected. These examples were products found in significant quantities in the post-consumer waste stream and also for which there was an opportunity to improve the suitability of the packaging for mechanical recycling at end of life.
Samples of current packaging selected including confectionary pouches, pet food pouches and personal care product packaging were provided by the brand owners and convertors in the consortium. These packaging structures were tested using the methodology described earlier (see Section 4.2) to determine if they could be mechanically recycled. The results of the testing were used to identify potential modifications to the packaging structures which would improve its suitability for mechanical recycling.
Trials were undertaken at both small-scale and production scale to manufacture new packaging structures in order to test material production and processability, production and filling of packaging, as well as consumer and marketing acceptance through internal assessment panels. During this work consideration was given to the technical application performance requirements, visual impact of the packaging, the environmental impact of modifying a packaging structure and the financial implications. The REFLEX consortium recognises that changes to packaging design and manufacture must be taken in the context of overall packaging performance and production and not in isolation. Changes to the packaging design should not jeopardize the primary function of packaging, that is to protect the product it contains, avoid waste along the supply chain and perform consistently on packing lines.
A number of successful trials have been delivered to make packaging more suitable for mechanical recycling processes at end of life. The modifications evaluated include moving to an all PE or all polyolefin structure and the replacement of non-polyolefin polymers in the packaging structure. Work will continue in this area as more testing and trials are undertaken, knowledge is gained and the ‘Design for Recycling’ Guidelines updated and adopted. Figure 13 shows how a flexible pouch which was previously made from a PET/PE laminate can be redesigned using compatible coated polyolefins.
Figure 13 Pouch redesigned to use only polyolefin material and compatible coatings
Figure 13Pouch redesigned to use only
polyolefin material and compatible coatings
all polyolefin structure and the replacement of non-polyolefin polymers in the packaging structure. Work will continue in this area as more testing and trials are undertaken, knowledge is gained and the ‘Design for Recycling’ Guidelines updated and adopted.
Figure 13 shows how a flexible pouch which was previously made from a PET/PE laminate can be redesigned using compatible coated polyolefins.
4.6 Design for Recycling Guidelines
Currently in order for consumer packaging to be classed as ‘recyclable’ (as an environmental claim) a significant proportion (>70%) of consumers must have access to a collection route for the packaging and there must be the infrastructure available for the packaging to be recycled. Currently in the UK, only 19% of local authorities accept clean PE films for recycling14, meaning that there are 81% of authorities which offer no film collection and no local authorities offer collection of PP films. Therefore, plastic-based flexible packaging cannot be considered recyclable. Results from the REFLEX project indicate that collection and recycling of post-consumer flexible packaging is technically possible. In order to stimulate the recycling sector to invest in collection and reprocessing infrastructure there needs to be a common understanding along the whole packaging value chain as to what makes flexible packaging suitable for mechanical recycling processes.
The REFLEX project has worked on a preliminary set of ‘Design for Recycling’ Guidelines to support this objective. The aim of the guidelines is to provide information to packaging designers and technologists, filling machine manufacturers, brand owners, retailers and convertors to support them in designing and specifying plastic-based flexible packaging suitable for mechanical recycling processes at end of life. The guidelines cover key components of flexible packaging structures including polymer type, coatings, adhesives, inks and lacquers. For each component, there are three categories:
■ Desirable for mechanical recycling: packaging that can be used to produce recycled polymers for a film grade PE or rigid grade PP. These are the highest value adding options for flexible packaging;
■ Acceptable for mechanical recycling: packaging that can be used to make a rigid grade PE or a rigid grade PE/PP blend; ■ Energy recovery: packaging that can be processed as a Solid Recovered Fuel (SRF) or Refuse Derived Fuel (RDF).
Information is provided for what each component of the packaging should and should not include to be classified as desirable or acceptable for mechanical recycling or for energy recovery. The guidelines are a dynamic document that will be subject to change following further research, testing and evidence. As further work is required on the guidelines they have not been released for public consumption at this time and will be used as a basis for ongoing work.14 hiip://www.recoup.org/p/229/2014-uk-household-plastics-collection-survey
4.7 Business case for the UK
The REFLEX project has set a vision that by 2025 there will be an established collection, sorting and reprocessing infrastructure/economy developed for post-consumer flexible packaging across Europe, based on end of life technologies and processes to achieve the best economic, technical and environmental outcome.
A case study has been developed to set out what is required to achieve this vision in the UK. An outline business model has been developed, encompassing waste flows, mass balances, commercial factors and sensitivity analysis for the UK market. This analysis has indicated that there is a viable business case for collecting, sorting and recycling post-consumer flexible packaging in the UK. This will require:
■ Local authorities adopting kerbside collection of flexible packaging (estimated to need a further 75 local authorities to start collections);■ Achieving at least 50% participation rate from the householder in each local authority with the required communication activities;■ Further augment the portion of flexible packaging suitable for mechanical recycling by integrating recyclability into the packaging
design process where it makes technical and economic sense, supported for example by Design for Recycling Guidelines;■ Sorting and processing facilities to make the necessary investments in new equipment required to extract flexible packaging from
feedstock streams;■ Provide certainty in feedback and off-take markets to enable recycling plants to be financed and constructed;■ Understanding the life cycle of the proposed value chain to determine the environmental impact and find optimised routes; and■ To lobby for an appropriate policy infrastructure to be in place.
It is estimated that nearly £100 million of capital investment will be needed to achieve full deployment in the UK. These costs will include modifications to existing sorting facilities such as additional conveyors, bunkers and sorting technology and the construction of two purpose-built reprocessing plants. Additional funding may also be required to support local authorities in transitioning into offering collections of flexible packaging.
5 Next steps
The REFLEX project completed in autumn 2016. There is a significant amount of interest from the flexible packaging value chain to continue the work started by the REFLEX project. Already a separate project ‘FIACE’ has been established to map flexible packaging in the circular economy. It is proposed that the REFLEX and FIACE projects work together to establish a new project to recognise the role of flexible packaging in a circular economy, including measuring and communicating resource efficiency and waste prevention benefits of flexible packaging and to establish collection, sorting and reprocessing infrastructure across Europe.

ELBA GROUP HeadquartersVia Canova, 22 - 20020 MAGNAGO (MI) - ItalyTel. +39 0331.305570 - Fax +39 [email protected] - www.elba-spa.it
Brückner Maschinenbau GmbH & Co. KGKönigsberger Str. 5-7, 83313 Siegsdorf - GermanyTel. T +49 8662 630 - Fax +49 8662 [email protected] - www.brueckner.com
Bobst Manchester LtdPilsworth Road, Heywood, Lancashire OL10 2TL - United KingdomTel. +44 1706 622 442 - Fax +44 1706 622 [email protected] - www.bobst.com
Constantia Flexible Sales GmbHRivergate, Handelskai 92, A-1200 Vienna - AustriaTel. +43 1 888 5640 - Fax +43 1 889 [email protected] - www.cflex.com
Dow Packaging & Specialty PlasticsDow Europe GmbH - Bachtobelstrasse 3 - 8810 Horgen - SwitzerlandTel. +41 4472 8367 1 [email protected] - www.dow.com
HOSOKAWA ALPINE AktiengesellschaftPeter-Doerfler-Str. 13-25, 86199 Augsburg - GermanyTel. +49 821 5906 0 [email protected] - www.hosokawa-alpine.com