avance del proyecto
TRANSCRIPT

Universidad Tecnológica De Campeche
Materia:
Integradora 1
Profesor:Ing. Jesús Alfredo López Al
Integrantes:Ángel Leonardo García Soto
Berlicn Roland Dzib YehJosé Luis Chable MonteroLeonardo delgado Chable
José Antonio Puc PechEdgar del Jesús Ortegón GrandaOscar Alejandro Cauich Duarte
Grado y Grupo:8° grupo “D”
Carrera: Ing. En Mantenimiento Área Industrial
Misión Desarrollar el mantenimiento preventivo a los compresores industriales con los más altos estándares de calidad, logrando así la satisfacción total del personal y de la empresa. Visión Es ser una empresa líder en el ámbito mundial logrando el reconocimiento de grandes empresas y con fines de alcanzar la soberanía productiva en mantenimientos.
Política En la empresa CUPER estamos comprometidos con la satisfacción de las necesidades del usuario y del personal que accede a nuestros servicios, que se destaca por su ética y trato amable, promoviendo la implementación y mejoramiento continuo del sistema de gestión de calidad, que nos permite brindar un óptimo servicio de mantenimiento.

ABSTRACT
The project carried out in the company CUPER consisted on developing a maintenance
plan to compressors of air stationary revolving type to increase the readiness and the
quality of the team. Since these compressors are very big and noisy, the problem that
presents the team is the waste in the symmetrical screws for the lack of lubrication. Such
a maintenance consists on implanting the methodology of the RCM to lengthen the
useful life of the asset, deepening the investigation on programs of preventive
maintenance. For a better organization of the project it will be evaluating by means of a
survey and a record of revision of the flaws that will be presenting once enough a month
so that the team works under the best conditions minimizing the costs and maximizing
the production.

Resumen
El proyecto realizado en la empresa CUPER consistió en desarrollar un plan de
mantenimiento a compresores de aire estacionario tipo rotativo para incrementar la
disponibilidad y la calidad del equipo. Ya que estos compresores son muy grandes y
ruidosos, la problemática que presenta el equipo es el desgaste en los tornillos
simétricos por la falta de lubricación. Tal mantenimiento consiste en implantar la
metodología del RCM para alargar la vida útil del activo, profundizando la investigación
sobre programas de mantenimiento preventivo. Para una mejor organización del
proyecto se estará evaluando por medio de una encuesta y una ficha de revisión de las
fallas que se estarán presentando una vez al mes lo suficiente para que el equipo
trabaje en las mejores condiciones minimizando los costos y maximizando la
producción.

Antecedentes generales
Los herreros antiguos solían gritar y rugir para intensificar su fuego y de esta forma
facilitaban forjar el hierro, y aunque no se consideren el primer antecedente a los
compresores de aire actuales, sí lo fueron. Los gritos y rugidos inhalaban aire en su
expansión, luego se exhala mediante una pequeña apertura al final, logrando controlar
la cantidad de aire a una locación específica.

Descripción del problema
La empresa CUPER cuenta con compresores de aire estacionario tipo rotativo y los
inconvenientes más frecuentes que presentan estos tipos de compresores es que
además de ser muy grandes y pesados son muy ruidosos, se identificó que los
compresores empezaron a tener fallas de desgaste en los tornillos simétricos , la cual
está originando tiempos muertos y costos elevados en la producción, debido a estas
condiciones en que se encuentran se propone a implementar un mantenimiento
preventivo para evitar más percances dentro del equipo y así aumentar la vida útil.


Planteamiento del problema
Se ha detectado que en los compresores de aire estacionario, la principal falla que se
está presentando por el mal mantenimiento que se le brinda y el poco conocimiento por
parte de los operarios es el desgaste en los tornillos simétricos por la falta de lubricación
la cual está originando que los empaquetes se rompan por que el nivel de aceite es
demasiado baja y hace que la confiabilidad de la máquina sea muy baja.

Objetivo general
Implementar un plan de mantenimiento a los compresores de aire estacionario que
coadyuve a incrementar la disponibilidad y la calidad del equipo.
Objetivo específicos
Capacitar al 100% al personal para así poder ejecutar los mantenimientos preventivos.
Aplicar la metodología del RCM para optimizar las actividades de mantenimiento

Justificación
Con la aplicación de este plan maestro de mantenimiento se espera que en la empresa
CUPER se minimicen los costos, maximicen la producción y la confiabilidad que
responda a las operaciones y prolongue la vida útil. De esta manera se pretende que
éste estudio sirva como marco de referencia para activar y profundizar investigaciones
sobre programas de mantenimiento preventivo ya que el desarrollo de esta investigación
quiere dar respuestas a la problemática planteada la cual se estará evaluando por medio
de una encuesta y una ficha de revisión de las fallas que se estarán presentando
durante un cierto periodo.
¿Que es un compresor?
Un compresor es una máquina de fluido que está construida para aumentar la presión y
desplazar cierto tipo de fluidos llamados compresibles, tal como lo son los gases y los
vapores. Esto se realiza a través de un intercambio de energía entre la máquina y el
fluido en el cual el trabajo ejercido por el compresor es transferido a la sustancia que
pasa por él convirtiéndose en energía de flujo, aumentando su presión y energía cinética
impulsándola a fluir.
Características • pre-filtro de aire de enfriamiento
• intercambiadores de calor abatibles para facilitar él mantenimiento
• bajas temperaturas de descargas y de operación a separación eficiente del
aceite
• aislamiento de vibración a tubería rígida con conexiones flexibles a dispositivos
de monitores (indicadores de protección. Indicadores preventivos).
• acoplamiento por bandas ( con sistema auto tensionador) a boquillas externas
de lubricación del motor
• motor tipo tccv de alta eficiencia.

PERFORMANCE DEL COMPRESORCAUDAL FAD CAGL/PNEUROP 28
PRESION DE TRABAJO (PSIG/KG/CM2) 100/7
PRESION MAXIMA DE TRABAJO (PSIG/KG/CM2)
107/7.5
PRESION MINIMA DE TRABAJO (PSIG/KG/CM2)
60/4.2
POTENCIA ABSORBIDA A PLENA CARGA 213
RESTO DE POTENCIA DE PLENA CARGA 17
PERFORMANCE DEL COMPRESORCAUDAL FAD CAGL/PNEUROP 28
PRESION DE TRABAJO (PSIG/KG/CM2) 100/7
PRESION MAXIMA DE TRABAJO (PSIG/KG/CM2)
107/7.5
PRESION MINIMA DE TRABAJO (PSIG/KG/CM2)
60/4.2
POTENCIA ABSORBIDA A PLENA CARGA 213
RESTO DE POTENCIA DE PLENA CARGA 17

MOTOR ELECTRICO
POTENCIA (HP) 200FACTOR DE SERVICIO 1.15
TENSION DE TRABAJO (v) 380FRECUENCIA (HZ) 50AISLACION CLASE F
CANTIDAD DE POLOS 4VELOCIDAD (RPM) 1480
PROTECCION IP 55

Medición del flujo de aire 2 15.7%
Bajo voltaje 3 25%
Empaques dañados 1 10.7%
sobrecalentamiento 2 15.7%
Falta de ventilación 3 25%TOTAL 11 100%
Revision de fallas

• Por calor excesivo: el calor excesivo provoca degradación en el aceite, así como
daños en empaques y componentes internos del compresor.
• Sobrecalentamiento: se produce cuando la temperatura del gas de succión al
compresor es muy elevada.
• Bajo voltaje: al trabajar el compresor con bajo voltaje se traduce en un aumento de
corriente eléctrica (amperaje) provocando calentamiento en los devanados y daño
del aislamiento.
• Obstrucciones en el evaporador y falta de ventilación: bajo estas condiciones el
sistema tendrá muy alta presión en la cabeza del compresor y/o baja presión de
succión, haciéndose excesiva la temperatura de descarga del compresor.

METODOLOGIA (RCM
El Mantenimiento Centrado en Confiabilidad fue desarrollado en un principio por la
industria de la aviación comercial de los Estados Unidos, en cooperación con entidades
gubernamentales como la NASA y privadas como la Boeing (constructor de aviones).
Un aspecto favorable de la filosofía del RCM, es que la misma promueve el uso de las
nuevas tecnologías desarrolladas para el campo del mantenimiento. La apli cación
adecuada de las nuevas técnicas de mantenimiento bajo el enfoque del RCM, permiten
de forma eficiente, optimizar los procesos de producción y disminuir al máximo los
posibles riesgos sobre la seguridad personal y el ambiente, que traen consi go los fallos
de los activos en un contexto operacional específico.
Las siete preguntas básicas del RCM
Luego realizaremos una serie de preguntas acerca de cada uno de los elementos
seleccionados, como sigue:
¿Cuáles son las funciones? (funciones y criterios de funcionamiento).
¿De qué forma falló? (fallos funcionales).
¿Qué causa el fallo? (modos de fallos).
¿Qué sucede cuando hay fallo? (efectos de los fallos).
¿Qué ocurre si falla? (consecuencia de los fallos).
¿Qué se puede hacer para prevenir los fallos? (tareas preventivas).
¿Qué sucede si no puede prevenirse los fallos? (tareas a “falta de”).

TPM
Mantenimiento productivo total (del inglés de total productive maintenance, TPM) es una
filosofía originaria de Japón, el cual se enfoca en la eliminación de pérdidas asociadas
con paros, calidad y costes en los procesos de producción industrial.
El mantenimiento productivo total (TPM) es el mantenimiento productivo realizado por
todos los empleados a través de actividades de pequeños grupos. Como el TQC, que es
un control de calidad total de toda la compañía, el TPM es mantenimiento del equipo
realizado sobre una base de toda la compañía.
El TPM (Mantenimiento Productivo Total) no solo reduce los costos de reparación y los
costos de producción debido a los tiempos de paro, también aumenta la calidad, el
cumplimiento de plazos, incremento de ventas, control de recursos, la vida útil de los
equipos y la eliminación de averías, además de eliminación de inventarios de productos
en proceso y terminados.
5`S
El método de las 5S, así denominado por la primera letra del nombre que en japonés
designa cada una de sus cinco etapas, es una técnica de gestión japonesa basada en
cinco principios simples.
Se inició en Toyota en los años 1960 con el objetivo de lograr lugares de trabajo mejor
organizados, más ordenados y más limpios de forma permanente para lograr una mayor
productividad y un mejor entorno laboral.
Las 5S han tenido una amplia difusión y son numerosas las organizaciones de diversa
índole que lo utilizan, tales como: empresas industriales, empresas de servicios,
hospitales, centros educativos o asociaciones.
Por otra parte, la metodología pretende:
• Mejorar las condiciones de trabajo y la moral del personal. Es más agradable y
seguro trabajar en un sitio limpio y ordenado.
• Reducir gastos de tiempo y energía.
• Reducir riesgos de accidentes o sanitarios.
• Mejorar la calidad de la producción.
• Mejorar la seguridad en el trabajo.

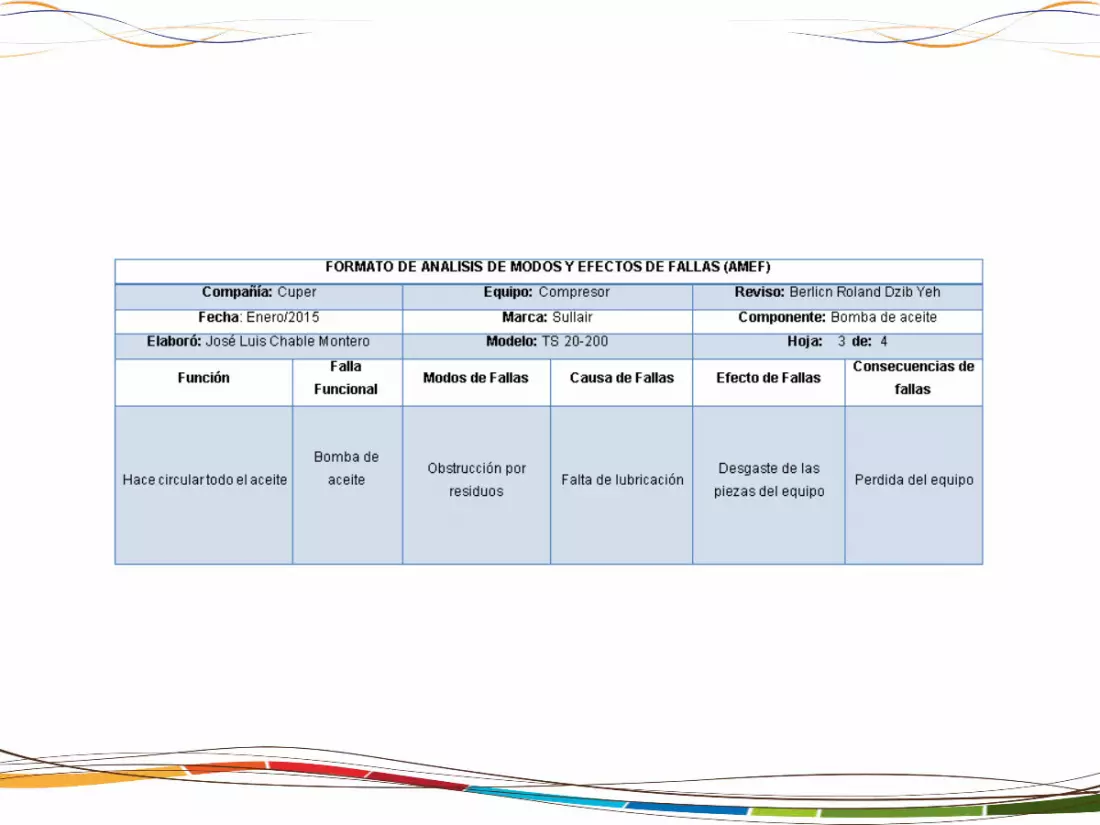
Herramientas de mantenimiento (AMEF)
Tomado de las sectores que apuestan alto como la industria aeroespacial y defensa, el
Análisis de Modo y Efecto de Fallos (AMEF) es un conjunto de directrices, un método y
una forma de identificar problemas potenciales (errores) y sus posibles efectos en un
SISTEMA para priorizarlos y poder concentrar los recursos en planes de prevención,
supervisión y respuesta.
Hoja de verificacion.
Se utiliza para reunir datos basados en la observación del comportamiento de un
proceso con el fin de detectar tendencias, por medio de la captura, análisis y control de
información relativa al proceso. Básicamente es un formato que facilita que una persona
pueda tomar datos en una forma ordenada y de acuerdo al estándar requerido en el
análisis que se esté realizando. Las hojas de verificación también conocidas como de
comprobación o de chequeo organizan los datos de manera que puedan usarse con
facilidad más adelante.

Arbol logico
Herramienta que permite seleccionar de forma óptima las actividades de mantenimiento
según la filosofía del RCM.
Diagrama de pareto
Herramienta utilizada para el mejoramiento de la calidad para identificar y separar en
forma crítica los pocos proyectos que provocan la mayor parte de los problemas de
calidad.
El principio enuncia que aproximadamente el 80% de los efectos de un problema se
debe a solamente 20% de las causas involucradas.
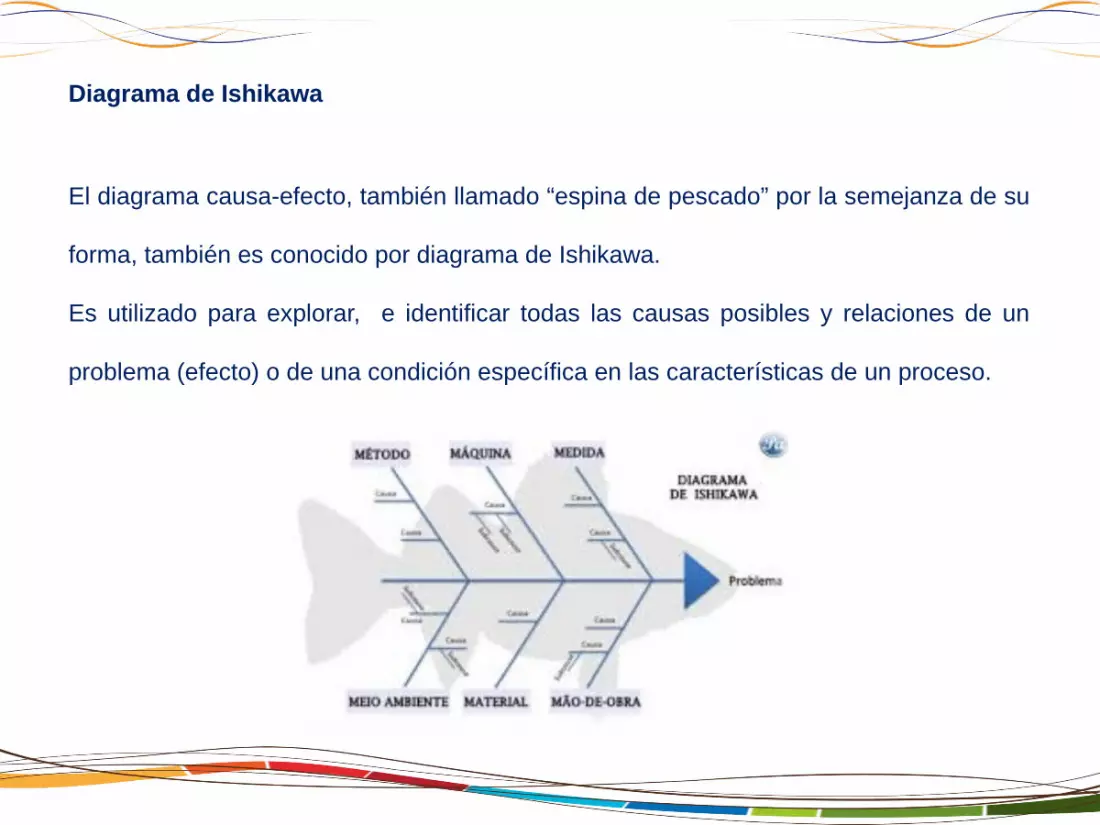
Diagrama de Ishikawa
El diagrama causa-efecto, también llamado “espina de pescado” por la semejanza de su
forma, también es conocido por diagrama de Ishikawa.
Es utilizado para explorar, e identificar todas las causas posibles y relaciones de un
problema (efecto) o de una condición específica en las características de un proceso.

3.1 justificación de la metodología
Con la aplicación de este plan maestro de mantenimiento se espera que en la empresa
CUPER se minimicen los costos, maximicen la producción y la confiabilidad que
responda a las operaciones y prolongue la vida útil. De esta manera procrear una
rentabilidad confiable de los servicios brindados, con una alta eficiencia en el trabajo ya
que al tener los equipos en buen estado y manipularlos de buena manera alarga la vida
de este. El mantenimiento dado a este nos conlleva a costos de los cuales destacan la
mano de obra en un 70%, material en un 15%, herramientas en un 5%, Otros (Rentas de
sustitución, accesorios, etc) en un 10%, arrojando como resultado la cantidad de $8,500.
Aplicando el mantenimiento sostenido de la metodología la cual nos ayuda para la
aplicación del mantenimiento, esta metodología ayuda en su totalidad en la inspección
de fallas para llegar a la causa que las ocasiona.

3.2 aplicación de la metodología
RCM
Se realiza una encuesta que determina datos importantes y facilitan la interpretación de
resultados a través de la medición minuciosa y concreta de la misma; ya que es una
muestra representativa y fácil de obtener y no requiera de mucho tiempo para su
aplicación. La encuesta se aplicó solo a las personas involucradas en el mantenimiento
del activo (7 personas en total: 4 Técnicos en mantenimiento, 1 operario, 1 ingeniero, 1
personal auxiliar). La pregunta y los resultados quedaron de la siguiente manera: De los
siguientes componentes del activo ¿Cuáles considera usted que ha presentado mayores
intervenciones de mantenimiento por alguna falla en los últimos seis meses?
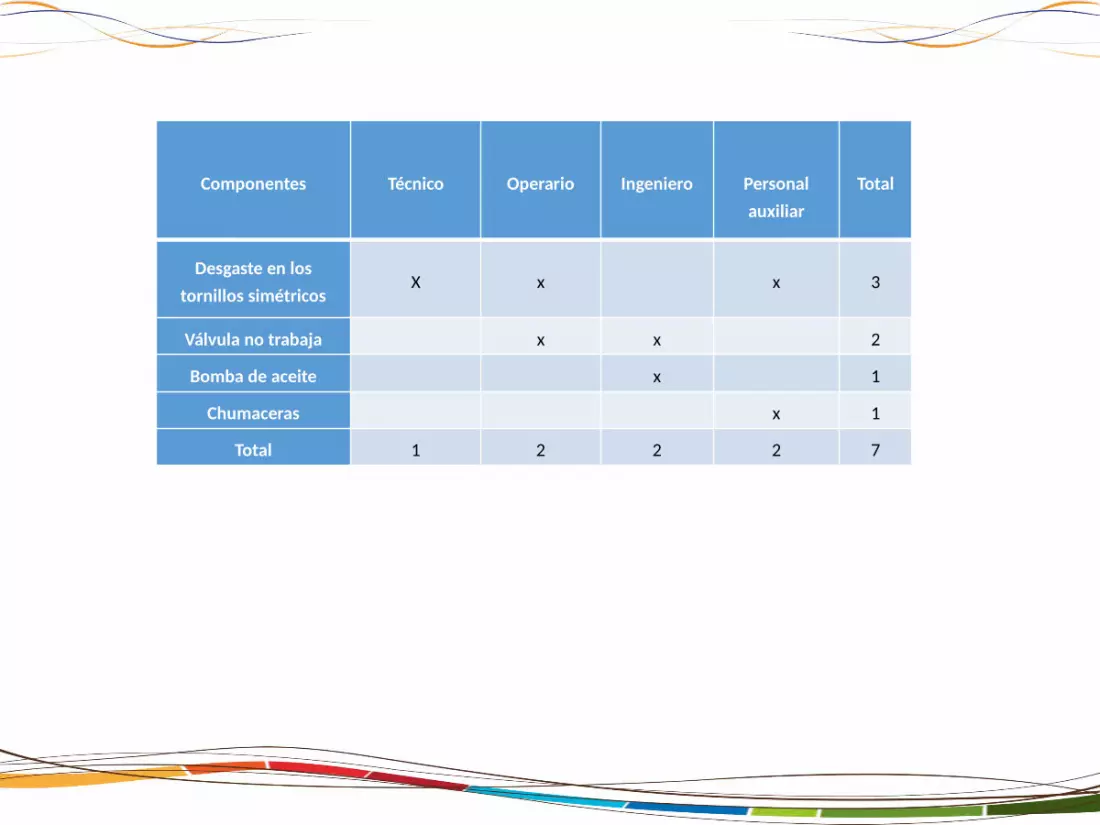
Componentes Técnico Operario Ingeniero
Personal auxiliar
Total
Desgaste en los tornillos simétricos
X x x 3
Válvula no trabaja x x 2
Bomba de aceite x 1
Chumaceras x 1
Total 1 2 2 2 7

En otra tabla se plasma los mismos resultados obtenidos pero determinando su
porcentaje de cada componente, la frecuencia, frecuencia acumulada y porcentajes
acumulados. Los resultados quedan de la siguiente manera:
Componente Frecuencia
Frecuencia Acumulada
PorcentajePorcentaje acumulado.
Desgaste en los tornillos
simétricos3 3 42.85% 42.85%
Válvula no trabaja
2 2 28.57% 71.42 %
Bomba de aceite 1 6 14.28 % 85.7 %
Chumaceras 1 4 14.28 % 100 %
Total 7 100 %

Este análisis se realiza mediante una lista de verificación y aplicación del formato a las
personas involucradas en el funcionamiento de la motosierra.
ANALISIS DE CRITICIDAD PARA COMPRESOR DE AIRE TS 20-200
No. FACTORES DE CRITICIDAD PONDERACIÓNSi/ No
total
1. Flexibilidad Operacional
1.1 Sin modo alterno de operación 2 SI 2
1.2 Modos alternos de operación 1 NO
1.3 Dispone de equipo alterno de operación 1 NO
2. Efecto de Fallo
2.1 Parada de unidad y efecto en otras 6 SI 6
2.2 Calidad de los niveles 2 NO
2.3 Coste operacional 3 NO
2.4 Sin consecuencia en la producción 1 NO
3. Coste de Reparación
3.1 ≥ $1500 2 NO
3.2 ≥ $1200 < $1000 1 SI
3.3 < $700 4 SI 4

4. Seguridad/Higiene/Ambiente4.1 Accidente/ contaminación 4 NO 44.2 Incidentes humanos y ambientales 1 SI4.3 Sin riesgo 0 NO5. Frecuencia de Fallos
5.1 Muy deficiente ≥ 5 fallos/ mes 7 SI 75.2 Deficiente ≥ 4 fallos/ mes ≤ 5 mes 6 SI5.3 Promedio 2-3 fallos / mes 4 NO5.4 Buena 2-1 fallo/ mes 4 SI5.5 Excelente ≤ 0 falla/ mes 0 NO
TOTA= 25

0
1
2
3
4
5
6
7
8
Flexibilidad OperacionalEfecto de FalloCoste de ReparaciónSeguridad/Higiene/AmbienteFrecuencia de Fallos
Criticidad baja
Criticidad alta
Interpretación de resultados.
En la gráfica podemos observar que el efecto de falla y la frecuencia son los criterios
que se encuentran dentro del nivel de alta criticidad;
En este análisis de criticidad podemos confirmar que de acuerdo a la frecuencia de falla,
es un criterio que nos determina que las máquinas principales (Compresor de aire TS
20-200) son equipos muy importantes para las industrias ya que genera una gran
productividad para sus empresas.




Determinación de la Frecuencia de Mantenimiento
Para determinar la frecuencia óptima del mantenimiento se calcula el tiempo promedio
entre fallas (TPPF). Según Dounce, el TPPF= horas operadas/número de fallas. A
continuación se muestra las horas de trabajo del compresor de aire TS 20-200 del
periodo de 6 meses anteriores del 2014, con ello se calcula el TPPF.

Aplicación de las 7 preguntas del rcm
¿Cuáles son las funciones deseadas para el equipo que se está analizando?
R: 1.- Desgaste en los tornillos simétricos del compresor
¿Cuáles son los estados de falla (fallas funcionales) asociado con estas funciones?
R: ruido excesivo en el equipo
¿Cuáles son las posibles causas de cada uno de estos estados de fallos? R: 1.- Nivel de
aceite bajo, Lubricante inadecuado para el equipo, empaques rotos del motor.
¿Cuáles son los efectos de cada uno de estas fallas?
R: 1.- Que el motor se sobre caliente debido a la falta de lubricante, Provoca paros
imprevistos

¿Cuál es la consecuencia de cada falla?
R: 1.- Que el equipo no funciones.
2.- el motor se dañe permanentemente.
¿Qué puede hacerse para predecir o prevenir la falla?
R: Aplicar la metodología del RCM para incrementar la disponibilidad y
Calidad del equipo y capacitar al personal.
¿Qué hacer si no puede encontrarse una tarea predictiva o preventiva?
R: se puede realizar un reconocimiento, un diagnóstico de fallas para poder identificar
las fallas posibles en nuestro equipo.
Capacitación del personal
Las capacitaciones son métodos que proporcionan al personal de las empresas, los
conocimientos básicos de técnicas adecuadas, herramientas y los medios a utilizar, para
que logren un desempeño eficiente en sus labores y amplíen los conocimientos que
poseen.
Las capacitaciones que se le brindarían a la fuerza laboral dentro de la empresa, serian
parte de los métodos que se utilizan para el crecimiento y la motivación del personal.
Evaluaciones las capacitaciones
Para la evaluación de resultado de las capacitaciones ese hace una propuesta del
formato de evaluación del impacto de la capacitación recibida, para determinar si ha
sido la adecuada, según la opinión de los operarios y jefes de área.