dissertation an der friedrich-alexander universität ... · modularekeramik-komposite...
TRANSCRIPT

Modulare Keramik-Kompositemit periodischer Mikrostruktur
Der Technischen Fakultät derFriedrich-Alexander-Universität Erlangen-Nürnberg
zur Erlangung des Doktorgrades
Doktor-Ingenieur
vorgelegt vonDipl.-Ing. Univ. Michael Edmund Götz
aus Würzburg

Elektronische Version – erstellt am 29. Juni 2014This is MiKTeX-pdfTeX 2.9.4902 (1.40.14)186 Seiten mit 96 Abbildungen und 18 Tabellen
Als Dissertation genehmigtvon der Technischen Fakultätder Friedrich-Alexander-Universität Erlangen-Nürnberg
Tag der mündlichen Prüfung: 27. 6. 2014
Vorsitzende des Promotionsorgans: Prof. Dr.-Ing. habil. Marion Merklein
Gutachter: Prof. Dr. rer. nat. Peter Greil
Prof. Dr. rer. nat. Mathias Göken

Inhaltsverzeichnis
Abbildungsverzeichnis vi
Tabellenverzeichnis xi
Symbolverzeichnis xii
1. Einleitung 1
2. Grundlagen 32.1. Keramik-Verbundwerkstoffe . . . . . . . . . . . . . . . . . . . . . . . 3
2.1.1. Verbundstrukturen . . . . . . . . . . . . . . . . . . . . . . . . 42.1.2. Verstärkungsmechanismen . . . . . . . . . . . . . . . . . . . . 7
2.2. Komposite mit modularem Strukturaufbau . . . . . . . . . . . . . . . 132.3. Symmetrie periodischer Mikrostrukturen . . . . . . . . . . . . . . . . 17
3. Versuchsdurchführung 213.1. Herstellung modularer Materialien . . . . . . . . . . . . . . . . . . . . 21
3.1.1. 0D-Strukturbildung – Building-Block . . . . . . . . . . . . . . 213.1.2. 2D-Strukturbildung – Periodischer Schichtaufbau . . . . . . . 283.1.3. 3D-Strukturbildung – Quasi-kristallines Gitter . . . . . . . . . 31
3.2. Charakterisierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 333.2.1. Geometrieanalyse . . . . . . . . . . . . . . . . . . . . . . . . . 343.2.2. Mechanische Eigenschaften . . . . . . . . . . . . . . . . . . . . 463.2.3. Spannungsoptik . . . . . . . . . . . . . . . . . . . . . . . . . . 58
4. Ergebnisse 634.1. Building-Block Design . . . . . . . . . . . . . . . . . . . . . . . . . . 63
4.1.1. Geometrie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 634.1.2. Mikrostruktur . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
iii

iv Inhaltsverzeichnis
4.1.3. Mechanische Eigenschaften . . . . . . . . . . . . . . . . . . . . 734.2. Modularer Komposit . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
4.2.1. 2D Strukturbildung . . . . . . . . . . . . . . . . . . . . . . . . 784.2.2. 3D Strukturbildung . . . . . . . . . . . . . . . . . . . . . . . . 914.2.3. Grenzflächeneigenschaften . . . . . . . . . . . . . . . . . . . . 914.2.4. Bruchmechanik . . . . . . . . . . . . . . . . . . . . . . . . . . 97
5. Diskussion 1095.1. Einheitszellengeometrie und Eigenschaften . . . . . . . . . . . . . . . 109
5.1.1. Gittersymmetrie . . . . . . . . . . . . . . . . . . . . . . . . . 1095.1.2. Einheitszellengröße . . . . . . . . . . . . . . . . . . . . . . . . 115
5.2. Grenzflächenbindung und Eigenschaften . . . . . . . . . . . . . . . . 1205.2.1. Kohäsionsfestigkeit . . . . . . . . . . . . . . . . . . . . . . . . 1205.2.2. Spannungsverteilung . . . . . . . . . . . . . . . . . . . . . . . 129
5.3. Potentiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1345.3.1. Building-Block Geometrien und Gitterstrukturen . . . . . . . 1345.3.2. Prozesstechnik . . . . . . . . . . . . . . . . . . . . . . . . . . 143
6. Zusammenfassung / Summary 149
Literaturverzeichnis 153
Danksagung 169
Anhang 171A. Versuchsaufbau zur Selbstanordnung . . . . . . . . . . . . . . . . . . 171B. Bestimmung der spannungsoptischen Konstante . . . . . . . . . . . . 173C. Eigenschaften des Epoxidharzes . . . . . . . . . . . . . . . . . . . . . 175
C.1. Zugfestigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175C.2. Bruchzähigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . 176C.3. Bruchmorphologie . . . . . . . . . . . . . . . . . . . . . . . . . 177C.4. Aushärteschwindung und Dichte . . . . . . . . . . . . . . . . . 179C.5. Thermomechanisches Verhalten bei Nachhärtung . . . . . . . 180C.6. E-Modul und Wärmeausdehnungskoeffizient . . . . . . . . . . 181
D. J-Integral bei Verstärkungsprozessen . . . . . . . . . . . . . . . . . . 183D.1. Brückenmechanismus . . . . . . . . . . . . . . . . . . . . . . . 183

Inhaltsverzeichnis v
D.2. Building-Block-Pull-Out . . . . . . . . . . . . . . . . . . . . . 185E. Beschichtung mit Kupfer . . . . . . . . . . . . . . . . . . . . . . . . . 186

Abbildungsverzeichnis
2.1. Beispiele verschiedener Phasenanordnungen in Verbundwerkstoffen . . 52.2. Zweidimensionales Deformationsfeld zur Berechnung des J-Integrals . 92.3. Rissablenkung an einem Partikel und Korrekturfaktoren der lokalen
Spannungsintensitäten . . . . . . . . . . . . . . . . . . . . . . . . . . 102.4. Brückenzone hinter der Rissfront mit Dehnung und Pull-Out der Ver-
stärkungspartikel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122.5. Aufbauprinzip modularer Materialien mit periodischer Building-Block-
Struktur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142.6. Beispiele verschiedener flächen- und raumfüllender Polyeder . . . . . 152.7. Abstände und Längen innerhalb einer zweidimensionalen Building-
Block-Anordnung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 162.8. Relativer Festigkeitszuwachs bei abnehmendem Building-Block-Grö-
ßenverhältnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 172.9. Elementarzelle des modularen Werkstoffs . . . . . . . . . . . . . . . . 182.10. Verwendete 2D Gittertypen in der Ebene . . . . . . . . . . . . . . . . 20
3.1. Schematische Darstellung der Herstellungsschritte modularer Kerami-ken aus einzelnen Building-Blocks . . . . . . . . . . . . . . . . . . . 22
3.2. Prozessschema zur Herstellung der Al2O3-Building-Blocks . . . . . . 233.3. Rheologie der Al2O3-Abformmasse . . . . . . . . . . . . . . . . . . . 253.4. Abformvorgang der Al2O3-Building-Blocks . . . . . . . . . . . . . . . 263.5. Entbinderungsprogramm der Al2O3-Building-Blocks . . . . . . . . . . 273.6. Oberflächenfunktionalisierung des Al2O3 . . . . . . . . . . . . . . . . 283.7. Aufbau vibrationsgestütze Selbstanordnung . . . . . . . . . . . . . . . 293.8. Zweidimensional angeordnete Building-Blocks . . . . . . . . . . . . . 303.9. Infiltrationsaufbau . . . . . . . . . . . . . . . . . . . . . . . . . . . . 323.10. Fluidtechnischer Schaltplan des He-Pyknometers . . . . . . . . . . . . 35
vi

Abbildungsverzeichnis vii
3.11. Ermittlung der Building-Block-Koordinaten am Beispiel einer gescann-ten CT-Probe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
3.12. Skizze zur Berechnung der relativen Abweichungen der Building-Block-Schwerpunkte vom idealen Gitter . . . . . . . . . . . . . . . . . . . . 39
3.13. Anisotrope Gitterabweichung und vereinfachte Darstellung durch eineEllipse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
3.14. Rauheitsprofil und maximale Rautiefe . . . . . . . . . . . . . . . . . . 423.15. Versuchsanordnung des Druckversuchs . . . . . . . . . . . . . . . . . 473.16. Probenanordnung in der 4-Punkt-Biegevorrichtung mit Bemaßung . . 483.17. Prüfanordnung mit miniaturisierter Probenaufnahme zur Bestimmung
der Haftzugfestigkeit zwischen Building-Block und Matrix . . . . . . 493.18. Versuchsaufbau des Push-Out-Verfahrens . . . . . . . . . . . . . . . . 513.19. Typisches Kraft-Weg-Diagramm beim Push-Out-Versuch . . . . . . . 523.20. Probengeometrie und verwendete Probenabmessungen für den Com-
pact-Tension-Test . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 533.21. Beispiel einer aufgezeichneten Kraft-Weg-Kurve aus dem CT-Test . . 553.22. Prüfaufbau zur Schwingungs-Impulsanregung . . . . . . . . . . . . . . 573.23. Versuchsaufbau Spannungsoptik . . . . . . . . . . . . . . . . . . . . . 60
4.1. Kantenlängen der würfelförmigen Building-Blocks in Abhängigkeit vonder Messmethode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
4.2. Packungsdichte von 2D Building-Block-Anordnungen bei unterschiedli-chen Vibrationsamplituden und Neigungswinkeln . . . . . . . . . . . 67
4.3. REM-Aufnahme eines thermisch geätzten Schliffs des reinen Building-Block-Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
4.4. LSM-Aufnahmen von Building-Block-Oberflächen in der 3D-Ansicht . 704.5. REM-Aufnahmen eines würfelförmigen Building-Blocks . . . . . . . . 714.6. Mikrostruktur der Building-Block-Oberfläche . . . . . . . . . . . . . . 724.7. µCT-Schnittbilder der Building-Blocks . . . . . . . . . . . . . . . . . 734.8. Weibull-Auftragung der Druckfestigkeiten würfel- und quaderförmiger
Building-Blocks in unterschiedlichen Herstellungszuständen . . . . . . 744.9. Die vier grundlegenden Konfigurationen der CT-Proben aus würfelför-
migen Building-Blocks . . . . . . . . . . . . . . . . . . . . . . . . . . 794.10. Abweichungen der Building-Block-Schwerpunkte vom idealen Gitter
bei würfelförmigen Building-Blocks in 2C und 2M Konfiguration . . . 82

viii Abbildungsverzeichnis
4.11. Dichten ρges der monolagigen modularen Komposite . . . . . . . . . . 834.12. Mikroskopaufnahme der Restporosität durch Blasen im Epoxidharz . 854.13. Oberflächentopografien der Building-Blocks nach Versagen . . . . . . 864.14. Versagensformen der polymeren Zwischenphase . . . . . . . . . . . . 874.15. Transmissionsaufnahmen intrinsisch verspannter, photoelastischer Epo-
xidharz-Zwischenschichten . . . . . . . . . . . . . . . . . . . . . . . . 884.16. Mapping der Tresca-Vergleichsspannungen σPE . . . . . . . . . . . . . 904.17. µCT-Aufnahme periodischer Keramik-Komposite mit 3M- und 3R-
Geometrie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 914.18. Festigkeiten der Building-Block/Epoxidharz Grenzfläche unter Zugbe-
lastung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 924.19. Charakteristische Bruchflächen unter Zug belasteter Keramik/Polymer
Materialübergänge . . . . . . . . . . . . . . . . . . . . . . . . . . . . 934.20. Haftscherfestigkeit und Reibspannung der Building-Block/Epoxidharz
Grenzfläche unter Scherung . . . . . . . . . . . . . . . . . . . . . . . 944.21. Energiefreisetzungsraten G bei Bruch durch Scherung . . . . . . . . . 954.22. Mittlere Spannung während des Push-Out-Prozesses als Maß für den
Gesamtenergieeintrag . . . . . . . . . . . . . . . . . . . . . . . . . . . 964.23. Im CT-Test untersuchte Building-Block-Anordnungen . . . . . . . . . 974.24. Versagensverläufe der CT-Proben aus kubischen Building-Blocks . . . 984.25. Compact-Tension-Probe aus quaderförmigen Building-Blocks . . . . . 994.26. Versagensverläufe der CT-Proben aus quaderförmigen Building-Blocks 1014.27. Rissöffnungsenergien der CT-Proben kubischer Building-Blocks . . . . 1034.28. Rissöffnungsenergien der CT-Proben quaderförmiger Building-Blocks 1044.29. Längenänderung bei 25% Reststeifigkeit der modularen Materials aus
kubischen Building-Blocks . . . . . . . . . . . . . . . . . . . . . . . . 1064.30. Längenänderung bei 25% Reststeifigkeit der modularen Keramiken aus
quaderförmigen Building-Blocks . . . . . . . . . . . . . . . . . . . . . 107
5.1. Rissablenkung im modularen Komposit mit gedrehter 2C-Gittersym-metrie und resultierende Änderung der Energiefreisetzungsrate . . . . 112
5.2. Rissöffnungsenergien des modularen Komposits in Abhängigkeit vomVersatz δ� . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 114
5.3. Rissablenkung im modularen Material mit verschobener 2M-Gittersym-metrie und resultierende Änderung der Energiefreisetzungsrate . . . . 115

Abbildungsverzeichnis ix
5.4. Mittlere hydrostatische Drücke innerhalb der Phasen des modularenKomposits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
5.5. Oberfläche der vollständig delaminierten Grenzflächenphase bei unbe-schichteten Building-Blocks . . . . . . . . . . . . . . . . . . . . . . . 121
5.6. Rissverlauf modularer Komposite mit 2C-Symmetrie bei großem Buil-ding-Block-Abstand t+ . . . . . . . . . . . . . . . . . . . . . . . . . . 122
5.7. Rissverlauf in CT-Proben aus unbeschichteten und beschichteten qua-derförmigen Building-Blocks . . . . . . . . . . . . . . . . . . . . . . . 123
5.8. Einfluss der Belastungsrichtung auf die Spannungsverteilungen in derCT-Probe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
5.9. Änderungen der Energiefreisetzungsrate durch die verschiedenen Ver-stärkungsmechanismen . . . . . . . . . . . . . . . . . . . . . . . . . . 126
5.10. Einfluss des Anteils n an überbrückenden Building-Blocks auf die Ener-giefreisetzungsrate . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
5.11. Änderung der Energiefreisetzungsrate durch Pull-Out bei Volumenän-derung und unterschiedlichen Weibull-Moduln . . . . . . . . . . . . . 129
5.12. Quadratische (2C) und zentriert rechtwinklige (2M) Einheitszellenan-ordnung in der FEM-Simulation . . . . . . . . . . . . . . . . . . . . . 130
5.13. Verteilung der Tresca Spannungen mit korrespondierenden, photoelas-tischen Intensitätsverteilungen aus der FEM-Simulation . . . . . . . . 132
5.14. Hydrostatische Spannungsverteilung im modularen Verbund aus derFEM-Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 133
5.15. Kleine Building-Blocks mit 420 µm Kantenlänge . . . . . . . . . . . . 1355.16. Building-Block-Formen unterschiedlicher Komplexität mit entsprechen-
den flächen- und raumfüllenden Anordnungen . . . . . . . . . . . . . 1365.17. Flächenfüllende Building-Blocks mit Hundeknochen-Geometrie . . . . 1375.18. µCT-Aufnahmen zweier Building-Blocks mit sphärischer Pore . . . . 1385.19. Vergrößerung der Rissfläche bei abnehmender Gittersymmetrie . . . . 1395.20. Periodische, syntaktische Schaumstrukturen mit offener und geschlos-
sener Porosität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1415.21. Periodische Anordnung von Al2O3-Kugeln in Epoxidharz in 3R-Geometrie1425.22. Mit Kupfer beschichtete, leitfähige Al2O3-Building-Blocks . . . . . . . 1425.23. Neue Matrix- und Building-Block-Materialien . . . . . . . . . . . . . 1445.24. SMD-Bestückungsautomat zum Platzieren der Building-Blocks . . . . 146

x Abbildungsverzeichnis
A.1. Schaltplan des Vibrationsaufbaus . . . . . . . . . . . . . . . . . . . . 171A.2. Amplitudenkennlinie des Vibrationsaufbaus . . . . . . . . . . . . . . 172
B.1. Probenhalter zum Aufbringen einer definierten, unidirektionalen Kraftauf eine photoelastische Probe im Mikroskop als Polariskop . . . . . . 173
C.1. Schulterstabgeometrie der Epoxidharz-Probekörper . . . . . . . . . . 175C.2. Bruchzähigkeit des Epoxidharzes bei unterschiedlichen Prüfgeschwin-
digkeiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 177C.3. Bruchbilder der CT-Proben aus reinem Epoxidharz . . . . . . . . . . 178C.4. Änderung des Volumens und der Dichte während der Aushärtung des
Epoxidharzes bei Raumtemperatur . . . . . . . . . . . . . . . . . . . 180C.5. Dynamisch-mechanisches Verhalten des vorvernetzten Epoxidharzes bei
Aufheizen auf Nachhärtetemperatur . . . . . . . . . . . . . . . . . . . 181
D.1. Versatz u eines auf der Länge ldb delaminierten Building-Blocks durchDehnung in der Brückenzone . . . . . . . . . . . . . . . . . . . . . . . 183

Tabellenverzeichnis
2.1. Vor- und Nachteile monolithischer Keramiken . . . . . . . . . . . . . 42.2. Gittersymmetrien im modularen Komposit in 2D und 3D . . . . . . . 19
3.1. Zusammensetzung der Al2O3-Abformmasse . . . . . . . . . . . . . . . 243.2. Messeinstellungen und -unsicherheit des He-Pyknometers . . . . . . . 36
4.1. Mittlere ermittelte Building-Block-Kantenlängen der unterschiedlichenMessmethoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
4.2. Kennwerte der Oberflächenrauheiten für unbehandelte und geschliffeneBuilding-Block-Seiten . . . . . . . . . . . . . . . . . . . . . . . . . . . 71
4.3. Weibull-Druckfestigkeiten und -Moduln der beiden gesinterten Buil-ding-Block-Geometrien . . . . . . . . . . . . . . . . . . . . . . . . . . 75
4.4. E-Moduln des für die Building-Blocks verwendeten Al2O3 . . . . . . . 764.5. Risszähigkeit KIc des Building-Block-Al2O3 . . . . . . . . . . . . . . . 764.6. Biegefestigkeit des Al2O3-Reinmaterials . . . . . . . . . . . . . . . . . 774.7. Gitterabstände kubischer Building-Blocks im Quadratgitter (2C) und
zentrierten Rechteckgitter (2M) . . . . . . . . . . . . . . . . . . . . . 784.8. Versatz δ� kubischer Building-Blocks im zentrierten Rechteckgitter . 804.9. Schwankungsbereiche der Gitterverzerrungen γ′ . . . . . . . . . . . . 814.10. Mittlere Abweichungen q von der idealen Gitterposition kubischer Buil-
ding-Blocks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 824.11. Mittlere Dichten der modularen Komposite sowie daraus abgeleitete
Phasenanteile, Building-Block-Abstände und Gitterabstände . . . . . 844.12. Versatzlängen δ� der quaderförmigen Building-Blocks . . . . . . . . . 100
5.1. Verwendete Material- und Geometriedaten für die FEM-Berechnungen 131
C.1. Abmessungen der Epoxidharz-Zugproben . . . . . . . . . . . . . . . . 176
xi

SymbolverzeichnisAbkürzungen
2C Quadratgitter in der Ebene
2D zweidimensional, eine Monolage Building-Blocks betreffend
2M zentriertes Rechteckgitter in der Ebene
3C kubische Gittersymmetrie
3D dreidimensional, Multilagen von Building-Blocks betreffend
3M monokline Gittersymmetrie
3R rhombische Gittersymmetrie
APTMS (3-Aminopropyl)trimethoxysilan: H2N(CH2)3Si(OCH3)3
BSE Bildgebungsmodus mit Materialkontrast in der Rasterelektronenmikroskopiedurch zurückgestreute Elektronen „backscattered electrons“
CAD rechnerunterstützte Konstruktion „computer-aided design“
CAM rechnerunterstützte Fertigung „computer-aided manufacturing“
CCD lichtempfindlicher Sensor „charge-coupled device“
CMC Verbundwerkstoffe mit keramischer Matrix „ceramic matrix composites“
CNC computerisierte numerische Steuerung „computerized numerical control“
CT kompakte Zugbelastung „compact tension“
CTE Wärmeausdehnungskoeffizient „coefficient of thermal expansion“
EDX Energiedispersive Röntgenspektroskopie
FEM Finite-Elemente-Methode
LSM Laser-Scanning-Mikroskop(ie)
MMC Metallmatrix-Verbundwerkstoffe „metal matrix composites“
xii

Symbolverzeichnis xiii
µCT Mikro-Computertomograph(ie)
PDMS Polydimethylsiloxan
ppi Punktdichte pro Zoll (2,54mm) „pixel per inch“
px Pixel, Bildpunkte
REM Rasterelektronenmikroskop(ie)
RT Raumtemperatur, 25℃
SE Bildgebungsmodus in der Rasterelektronenmikroskopie durch Sekundärelek-tronen
SEVNB Methode/Probengeometrie zur Bestimmung der Risszähigkeit an V-förmigangekerbten 4-Punkt-Biegeproben
SMD oberflächenmontiertes Bauelement „surface-mount device“
TGA thermogravimetrisch Analyse
Indizes
BB Building-Block
M Matrix, Grenzflächenphase
min minimaler Building-Block-Abstand durch Selbstanordnung
+ definierter, vergrößerter Building-Block-Abstand
Variablen und Konstanten
αT thermischer Längenausdehnungskoeffizient 10−6/K
δ Ordnung, relative Phasenverschiebung durch Doppelbrechung 1
δ� Versatz jeder 2. Reihe im nicht kubischen Gitter mm, 1
η dynamische Viskosität Pas
γ Winkel zwischen erstem und zweitem Gittervektor in der xy-Ebene ◦
γ0 intrinsischen Oberflächenenergie J/m2
γ′ Verzerrung der Building-Block-Anordnung in der Ebene ◦

xiv Symbolverzeichnis
λ Beobachtungswellenlänge in der spannungsoptischen Untersuchung nm
ν Poissonzahl, Querkontraktionszahl 1
ω Anriss- und Belastungswinkel im CT-Test ◦
Φ Gesamtporosität %
φ Neigungswinkel der Rüttelplatte ◦
Φo offene Porosität %
Φzu geschlossene Porosität %
ρroh Rohdichte, geometrische Dichte (inkl. aller Porosität) g/cm3
ρsch Scheinbare Dichte (inkl. geschlossener Porosität) g/cm3
ρth Reinstoffdichte g/cm3
〈σ〉 isotrope, hydrostatische Hintergrundspannung MPa
σ0 charakteristische Weibull-Festigkeit MPa
σ1, 2 Hauptspannungen im ebenen Spannungszustand MPa
σD Druckfestigkeit MPa
σH Haftzugfestigkeit der Grenzfläche zwischen Keramik und Polymer MPa
σPE photoelasisch effektive Spannungsdifferenz MPa
σxx, yy kartesische Spannungen in der Ebene MPa
σZ Zugfestigkeit MPa
τH Haftscherfestigkeit eines Building-Blocks im modularen Material MPa
τ Mittlere Schubspannung während des gesamten Push-Out-Vorgangs MPa
τR Reibspannung zwischen delaminiertem Building-Block und Matrix MPa
τxy Schubspannung in der Ebene MPa
θ Rotationswinkel der Rüttelplatte ◦
ϑm Schmelztemperatur ℃
υ1, 2 Ausrichtungswinkel des Berek-Kompensators ◦

Symbolverzeichnis xv
aCT effektive Risslänge der Compact-Tension-Probe mm
~a erster Gittervektor im modularen Material mm,µm
Avib Vibrationsamplitude des Rüttlers µm
BCT Dicke der Compact-Tension-Probe mm
bCT Stegbreite der Compact-Tension-Probe mm
~b zweiter Gittervektor im modularen Material mm,µm
C Spannungsoptische Konstante 10−12/MPa
c Phasenanteil im modularen Komposit %
CCT elastische Nachgiebigkeit der Compact-Tension-Probe mm/N
~c dritter Gittervektor im modularen Material mm,µm
d Kantenlänge eines Building-Blocks mm, µm
DCT elastische Steifigkeit der Compact-Tension-Probe N/mm
dPE Dicke der photoelastischen Probe mm
d+t mittlerer Gitterabstand, Kantenlänge der Einheitszelle mm
E Elastizitätsmodul GPa
f1 Grundresonanzfrequenz des Probestabes bei Impulsanregung Hz
FCT Zugkraft im Compact-Tension-Test N
fCT Formfaktor für die Compact-Tension-Geometrie 1
FPO Kraft auf den Building-Block beim Push-Out-Versuch N
G Energiefreisetzungsrate bei linearem Bruchverhalten J/m2
HCT Höhe der Compact-Tension-Probe mm
hCT Bohrungsabstand der Compact-Tension-Probe mm
hG Höhe der Grate an den Building-Block-Kanten µm
I beobachtete Intensität im spannugnsoptischen Experiment willk. Einh.
J Integral der Energieänderung des Systems bei elastisch-plastischemBruchverhalten J/m2

xvi Symbolverzeichnis
KIc kritischer Spannungsintensitätsfaktor; Risszähigkeit MPa√m
LCT Gesamtbreite der Compact-Tension-Probe mm
ldb delaminierte Länge eines rissüberbrückenden Partikels µm
m Weibull-Modul 1
Mmno Schwerpunkt des Building-Blocks in der periodischen Anordnung
n Anteil der überbrückenden Einheitszellen in der Bruchfläche 1
p Druck Pa
q Abweichung der Building-Block-Schwerpunkte vom idealen Gitter mm
Ra geschätzter Mittenrauwert eines Oberflächenprofils µm
Rmax maximale Rautiefe innerhalb eines Oberflächenprofils µm
s Gangunterschied durch Doppelbrechung nm
t Abstand zwischen zwei Building-Blocks mm, µm
v Längenänderung der Compact-Tension-Probe entlang der Kraftachse mm
V ∗P scheinbares Probenvolumen cm3
WCT Gesamte beim kompakten Zugversuch verrichtete Arbeit J
wCT Nettobreite der Compact-Tension-Probe mm
∅CT Bohrungsdurchmesser der Compact-Tension-Probe mm

1. Einleitung
„Das Ganze ist mehr als die Summe seiner Teile.“ a
Vor etwa 2400 Jahren hielt Aristoteles bei dem Bestreben alles Seiende zu untersuchenbereits diese Erkenntnis fest. Um greifbare Dinge beschreiben zu können, stützteer seine Aussage vor allem auf Beobachtungen in der Botanik und Medizin. KeinWunder, ist das Prinzip des zellularen Aufbaus in der Natur doch allgegenwärtigund zeigt sich in nahezu allen Lebewesen und durch biologische Wachstumsprozesseerzeugte Materialien. Diese biologischen Materialsysteme verfügen immer über – häufigherausragende – Eigenschaften, die nicht aus ihren Einzelbausteinen ersichtlich sindoder aus simplem Hochskalieren der Kennwerte ihrer Komponenten abzuschätzenwären. Hoch spezialisierte Fähigkeiten solcher Materialien lassen sich erst erklären,wenn das gesamte System betrachtet wird.
Keramische Strukturen mit zellularem Aufbau rücken mehr und mehr in den Blick-punkt der aktuellen Forschung [2]. Sie finden bereits Anwendungen in den unterschied-lichsten Bereichen als katalytische Trägermaterialien, Gerüste beim Tissue Engineering,Sensoren, Wärmetauscher oder Filter [3–7]. Die homogene Materialverteilung der zel-lular strukturierten Keramiken zeigt darüber hinaus besonders in der Kombinationmit weiteren Materialien zu Verbundwerkstoffen deutliche Eigenschaftsverbesserungen.Diese spiegeln sich in einer gesteigerten Härte und Abrasionsbeständigkeit, höhererDruckfestigkeit, verbesserten chemischen Beständigkeit sowie verstärkten thermischenStabilität bei gleichzeitig geringer Dichte wider.
Eine noch höhere Stufe der strukturellen Ordnung – über dem zellularen Aufbau –stellt die periodische Anordnung der einzelnen Zellen dar. Durch die Periodizitätergeben sich neue Effekte, die zu weiteren besonderen Materialeigenschaften führen,
a Verkürztes Zitat nach [1]: „Das was aus Bestandteilen so zusammengesetzt ist, daß es ein einheitlichesGanzes bildet, nicht nach Art eines Haufens, sondern wie eine Silbe, das ist offenbar mehr als bloßdie Summe seiner Bestandteile.“
1

2 1. Einleitung
wie z. B. photonische Materialien mit Bandlücken in unterschiedlichsten Wellenlängen-bereichen [8, 9] oder auxetischen Materialien mit ungewöhnlichem Gitterdehnungsver-halten [10]. Solche hoch geordneten Werkstoffe können als optisch, elektrisch, akustischoder mechanisch aktive Materialien angesehen werden, deren Eigenschaften in großemMaße von den Gitterparametern und der Struktur der Elementarzelle abhängen.
Entwicklung und Herstellung periodischer Werkstoffe sind wissenschaftliche undingenieurtechnische Herausforderungen. Ziel dieser Arbeit war es, einen periodischaufgebauten Keramik-Polymer-Verbundwerkstoff (Modulares Material) auf Basis kera-mischer Bausteine (Building-Blocks) herzustellen, seine mechanischen Eigenschaftensowie strukturellen Kennwerten zu untersuchen und in Konsequenz Wechselwirkungenzwischen diesen zu identifizieren. Das untersuchte Materialsystem bestand aus kera-mischen, würfel- und quaderförmigen Bausteinen aus Aluminiumoxid, die geordnetin eine polymere Matrix aus Epoxidharz eingebettet wurden. Die prozesstechnischenHerausforderungen lagen in der Herstellung gleichförmiger Building-Blocks in hoherStückzahl, der anschließenden periodischen Anordnung im Raum und schließlich demVerbinden durch eine Zwischenphase zum Werkstoff. Dazu waren in den jeweiligenProzessschritten die Entwicklung geeigneter Abformverfahren sowie die Adaptionbestehender Methoden des Strukturaufbaus ingenieurtechnisch erforderlich.Die Charakterisierung des modularen Strukturaufbaus erforderte die Entwicklung
optischer Analysemethoden, mit denen die Gitterstruktur der Proben im Größen-bereich 10−1–10−2 m vermessen werden konnte. In Kombination mit Messtechniken,die die Geometrie der Building-Blocks bei 10−3–10−4 m und deren Mikrostruktur imBereich von 10−5–10−6 m quantifizierten, war es möglich, eine Übersicht der gesamtenhierarchischen Struktur zu erstellen.
Darüber hinaus wurden mechanische Kennwerte der Building-Blocks, der polymerenZwischenphase sowie der Modularen Keramik erhoben, um die Abhängigkeit dermakroskopischen Bruchmechanik von mikroskopischen Materialeigenschaften unddem periodischem Gitteraufbau zu erfassen. Abschließend wird ein Ausblick aufinteressante Building-Block-Geometrien, Materialkombinationen und weiterführendeEntwicklungen gegeben.

2. Grundlagen
Da die untersuchten modularen Komposite einen neuen Sonderfall der Keramik-basier-ten Verbundwerkstoffe darstellen, werden im Folgenden zunächst einige grundlegendeEigenschaften dieser Verbundwerkstoffe (Abschnitt 2.1) beschrieben, bevor ausgehendvon dem Aufbauprinzip modularer Komposite (Abschnitt 2.2) ihre quasi-kristallineStruktur (Abschnitt 2.3) vorgestellt wird.
2.1. Keramik-VerbundwerkstoffeEs gibt eine große Vielfalt an Verbundwerkstoffen, die auf unterschiedlichsten kerami-schen Materialien basieren oder in denen die Keramik dem Verbund entscheidendeEigenschaften verleiht. Durch die Wahl der kombinierten Materialien ist es möglich, dieherausragenden Vorteile der Keramiken zu nutzen und gleichzeitig Schwächen durchdie weitere Phase zu kompensieren. Tabelle 2.1 gibt eine kurze Übersicht der generellenCharakteristika keramischer Materialien, jedoch sei angemerkt, dass es prinzipiell nichtmöglich und sinnvoll ist, Keramiken – wie auch andere Materialklassen – pauschalaufgrund ihrer spezifischen Eigenschaften zu klassifizieren.Aufbauend auf diesen besonderen funktionellen und strukturellen Merkmalen gibt
es verschiedenste Strukturen Keramik-basierter Verbundwerkstoffe, die im Folgendenkurz aufgezeigt werden. Anschließend werden die Verstärkungsmechanismen dieserKomposite in Abschnitt 2.1.2 bruchmechanisch erläutert.
3

4 2. Grundlagen
Tabelle 2.1.: Vor- und Nachteile monolithischer Keramiken
Vorteile Nachteile
hohe Druckfestigkeit relativ geringe Zugfestigkeit
Formbeständigkeit niedrige Bruchzähigkeit
chemische Beständigkeit breite Streuung der Festigkeit
Härte und Abrasionsbeständigkeit schwierige Bearbeitbarkeit
thermische Stabilität kostenintensive Herstellung
guter elektrischer und thermischer Isolator
niedrige Wärmedehnung
2.1.1. Verbundstrukturen
Maßgeblich für die Wahl der kombinierten Werkstoffe und ihrer räumlichen Anordnungsind die Einsatzbedingungen des späteren Verbundes. Abbildung 2.1 zeigt eine Auswahlan unterschiedlichen, gängigen Phasenanordnungen im Verbundwerkstoff.Werkstoffe aus zufällig verteilten Partikeln oder Fasern, die in einer Matrix di-
spergiert wurden, sind prozesstechnisch relativ einfach herzustellen und verhaltensich u. a. aufgrund der 3-0 Konnektivität isotrop. Die eingebrachten Partikel könnendirekt, indem sie Spannungen aufnehmen, oder indirekt, durch das gezielte Erzeugenintrinsischer Spannungen, Zug-, Kriech- oder Ermüdungsverhalten des Matrixmaterialspositiv beeinflussen [11].
Komplexere Verbundwerkstoffe aus eingebetteten Fasergelegen, -gestricken, -gewir-ken oder -geweben zeigen ebenso wie infiltrierte Wabenstrukturen Anisotropien imHinblick auf thermische, mechanische und elektrische Eigenschaften. Sie müssen daheram Einsatzort unter Berücksichtigung ihrer Vorzugsrichtung eingesetzt werden, weisenallerdings bei optimaler Ausrichtung enorm verbesserte strukturelle Kennwerte wieFestigkeit, Formbeständigkeit und Risszähigkeit auf.
In Form von Oberflächenbeschichtung, Multilagen oder gradierte Schichten könnendie Abrasionsbeständigkeit und chemische Stabilität maximiert werden. Zudem kanndurch gezieltes Einstellen von Eigenspannungen im Verbund die mechanische Belast-barkeit signifikant erhöht werden [12,13]. Allerdings müssen die Materialparameter wieElastizitätsmodul und thermischer Ausdehnungskoeffizient (CTE) sorgfältig aufeinan-

2.1. Keramik-Verbundwerkstoffe 5
0-3
1-3
2-2
3-3
1-2
Partikel/Whisker
Fasern/Wabenkörper
Beschichtung/Stapel
Schaum/Netzwerk
Konnektivität
Abbildung 2.1.: Beispiele verschiedener Phasenanordnungen in Verbundwerkstoffen mitentsprechenden Konnektivitäten
der abgestimmt sein, da es sonst bereits bei der Herstellung schnell zu Delaminationenoder Rissen kommt.
Dreidimensionale Durchdringungsgefüge mit 3-3 Konnektivität, wie sie in der Naturhäufig z. B. als Holz oder Knochen vorkommen [14], sind ingenieurstechnisch anspruchs-voll in der Herstellung und gehören, wie z. B. infiltrierte Schäume, zu den jüngstenEntwicklungen [15, 16]. Zudem zeigen sie in den seltensten Fällen eine 3D-periodischeStruktur, die nur mittels Rapid-Prototyping-Verfahren wie Schmelzschichtung [17, 18],3D-Druck [19] oder Stereolithographie [20] angefertigt werden kann.
Vor dem Hintergrund der 0-3 Konnektivität der modularen Materialien (s. Abschnitt2.2) werden im Folgenden die Auswirkungen dispergierter Partikel und Fasern sowiedurch sie hervorgerufene Verstärkungsmechanismen in einer spröden Matrix vorgestellt.

6 2. Grundlagen
Partikel
Partikelverstärkte Verbundwerkstoffe stellen in der Regel eine homogene Dispersionvon Partikeln mit Durchmessern im Bereich von mehreren Mikro- bis wenigen Na-nometern dar. Dabei können die eingebrachten Partikel unterschiedliche Geometrienaufweisen, sie sind aber im Allgemeinen von sphärischer, ellipsoidaler bzw. unre-gelmäßiger Form. Typischerweise liegt ihr Volumenanteil bei < 50% [21], er kannaber, wie z. B. im Fall von Metallmatrix-Verbundwerkstoffen (MMC: „metal matrixcomposites“), durch definierte zweidimensionale Einbringung durch Kaltumformenauch bei Volumenanteilen von weit unter 1% Einflüsse zeigen [22].Aufgrund ihres geringen Aspektverhältnisses können Partikel nicht wie Whisker
oder Fasern belastete Bereiche überbrücken. Durch das Einbringen werden jedochDiskontinuitäten im Material und damit in der Spannungsverteilung geschaffen. DieSpannungen treten bei der Herstellung durch Diskrepanzen in den CTE αT derverwendeten Materialien auf. Sie können mit Hilfe der analytischen Methode von Moriund Tanaka [23] für sphärische Partikel (Index P) in einer Matrix (Index M) [24, S. 39 f.]abgeschätzt werden. Die mittlere hydrostatische Spannung in der Matrix 〈σM〉 bzw. inden Partikeln 〈σP〉 ergibt sich zu:
〈σP〉 = 3KPκMcP
nK + κM[1 + cP(nK − 1)]∆λ , (2.1a)
〈σM〉 = −3KPκM(1− cP)
nK + κM[1 + cP(nK − 1)]∆λ (2.1b)
mit
KP = EP/(3− 6νP) Kompressionsmodul, (2.2a)
κM = 2(1− 2νM)/(1 + νM) Poissonfaktor, (2.2b)
nK = KP/KM Verhältnis der Kompressionsmoduln (2.2c)
sowie dem Phasenanteil cP der Partikel am Gesamtvolumen. Bei Materialkombinationenmit unterschiedlichen CTE berechnet sich der Unterschied ∆λ in den Eigendehnungenzwischen Partikel- und Matrixmaterial zu:
∆λ = ∆αT ∆T (2.3)

2.1. Keramik-Verbundwerkstoffe 7
aus der Differenz ∆αT in den CTE und der Temperaturdifferenz ∆T zwischen Her-stellungs- und Einsatztemperatur.Diese Spannungen können bei Versagen zu Rissablenkung (vgl. Abschnitt 2.1.2 –
Rissablenkung), Rissverzweigung und Mikrorissen in der Umgebung der Bruchflächeführen [25], wodurch die Energiefreisetzungsrate und damit die Bruchzähigkeit erhöhtwerden.
Fasern/Whisker
Fasern und Whisker dienen vorrangig dazu, die Bruchzähigkeit des Matrixmaterials zuverbessern [26]. Aufgrund ihres geringen Durchmessers besitzen sie nur sehr niedrigebis verschwindende Defektdichten [27] und daraus resultierend erhöhte Zugfestigkeiten.Sie können durch ihr großes Aspektverhältnis Risse im Material überbrücken unddie Rissfront durch verschiedene Verstärkungsmechanismen entlasten (s. Abschnitt2.1.2). Je nach Einsatzort führen sie zu unterschiedlichen Eigenschaftsänderungen. InKompositen mit keramischer Matrix (CMC: „ceramic matrix composites“) bewirkendie Fasern beispielsweise eine Steigerung des Risswiderstandes des sonst sprödenMaterials, wohingegen bei ihrer Verwendung in MMCs ein Festigkeitszuwachs, erhöhteAbrasionsbeständigkeit und verbesserte Kriechfestigkeit zu beobachten sind [28, S. 7].
2.1.2. Verstärkungsmechanismen
Die linear-elastische Bruchmechanik spröder Keramik-Werkstoffe basiert nach Grif-fith [29] auf dem „Theorem der minimalen Energie“, welches besagt, dass im Gleichge-wichtszustand eines elastischen Festkörpers, der durch eine angreifende Kraft deformiertwird, die potentielle Energie des Gesamtsystems minimal ist. Das heißt, dass im Ide-alfall die minimal aufzuwendende Energie für den Bruch eines Körpers der Energieder neu geschaffenen freien Oberflächen entspricht. Liegt keine Verstärkung durchRissablenkung oder brückenbildende Phasen vor, wie es im einkristallinen Materialoder der Glasphase der Fall ist, dann entspricht die Energiefreisetzungsrate G derdoppelten intrinsischen Oberflächenenergie γ0.
G = 2γ0 (2.4)
Kommt es im Material zu Effekten, die die Energiefreisetzungsrate bei Rissaus-breitung erhöhen, kann G experimentell ermittelt werden. In der linear elastischen

8 2. Grundlagen
Bruchmechanik wird dafür der Zustand der Beanspruchung an der Rissspitze zunächstdurch die K-Faktoren beschrieben. Da das Spannungsfeld eines belasteten Risses andessen Spitze eine Singularität darstellt, wurden zur Analyse des Rissspitzenspan-nungsfeldes die Spannungsintensitätsfaktoren der unterschiedlichen Belastungsmodieingeführt: KI für Modus-I bei symmetrischer Rissöffnung unter Zug (σy), KII unterModus-II mit Schub parallel zur Rissausbreitungsrichtung (τxy) und KIII im Modus-IIIbei Scherung parallel zur Rissfront (τyz) [30, S. 19 f.]. Dabei hängt KI von der Spannungσ, der Risslänge a und einer Funktion Y(a/W ) der belasteten Geometrie ab.
KI = σ√a Y
(a
W
)(2.5)
Wenn der Spannungsintensitätsfaktor eine kritische Größe KIc erreicht, tritt Rissaus-breitung ein, wobei der kritische Spannungsintensitätsfaktor bzw. die RisszähigkeitKIc als ein materialspezifischer Kennwert angenommen wird, der sich analog für diebeiden anderen Belastungsmodi aufstellen lässt:
KI = KIc KII = KIIc KIII = KIIIc (2.6)
Da sowohl die Energiefreisetzungsrate G als auch die K-Faktoren den Rissfortschrittim linear elastischen Fall beschreiben, können beide Modelle miteinander verknüpftwerden:
G = −dΠdA = 1− ν2
E
(K2
I +K2II
)+ 1− ν
EK2
III (2.7)
mit der freigesetzten Energie −dΠ , bezogen auf die durch Rissfortschritt geschaffeneFläche dA, sowie dem Elastizitätsmodul E und der Poissonzahl ν des Materials [31,S. 93 f.].K-Faktoren bzw. die Energiefreisetzungsrate G beschreiben jedoch nur das elasti-
sche Bruchverhalten in der linearen Bruchmechanik. Kommen Nichtlinearitäten etwadurch plastisches Verhalten oder innere Reibung ins Spiel, wird das Bruchverhaltenvorzugsweise durch das J-Integral charakterisiert [32]:
J =∫
Γ
(Wdy − ~T
∂~u
∂xds)
(2.8)
W stellt die Formänderungenergiedichte, ~T den Randlastvektor (Ti = σijnj) und ~u denVersatzvektor entlang des Linienstücks ds auf der Kurve Γ dar (vgl. Abbildung 2.2). J

2.1. Keramik-Verbundwerkstoffe 9
y
x
ds
n
G
Abbildung 2.2.: Zweidimensionales Deformationsfeld (d. h. alle Spannungen sind ortsabhän-gig) mit einer die Rissspitze umgebenden Kurve Γ zur Berechnung desJ-Integrals [32]
entspricht der Energieänderung des Systems mit Riss, das von der Kurve Γ vollständigumschlossen wird und ist äquivalent zur Energiefreisetzungsrate G .
J = G = − 1B
dΠda (2.9)
dΠ ist die Änderung der potentiellen Energie bei Rissausbreitung um die Länge dabei konstanter Rissbreite B. Ist das von J beschriebene Volumen, d. h. das von Γumschlossene Material frei von Singularitäten oder Diskontinuitäten (wie etwa einemRiss), dann ist J = 0 [31, S. 102 ff.].Im Folgenden wird G für die Energiefreisetzungsrate bei linear elastischem Bruch-
verhalten mit geradem und abgelenktem Rissverlauf verwendet, wohingegen J beinicht linearen Brückenmechanismen und Pull-Out mit Reibung zur energetischen Be-schreibung herangezogen wird. Da durch Verstärkungsmechanismen zusätzlich Energie∆G bzw. ∆J bei Rissausbreitung dissipiert werden muss, ist die Risszähigkeit desverstärkten Materials Kc gegenüber der des unverstärkten Materials bzw. des vonaußen wirkende Spannungsfeld Kc0 erhöht.
Kc = Kc0 + ∆K (2.10)
Ebenso vergrößert sich die kritische Energiefreisetzungsrate oder Zähigkeit Gc bzw. Jc

10 2. Grundlagen
gegenüber der ursprünglichen materialspezifischen Zähigkeit Gc0.
Gc = Gc0 + ∆G (2.11a)
Jc = Gc0 + ∆J (2.11b)
Die für modulare Komposite relevanten Verstärkungsmechanismen werden im Fol-genden kurz vorgestellt.
Rissablenkung
Sind in einer Matrixphase verstärkende Partikel dispergiert, so wird die kollineareRissausbreitung gestört. Die widerstandsfähigen Partikel lenken den Riss ab (vgl.Abbildung 2.3 links) und vergrößern dadurch die Bruchfläche. Auf mikromechanischerEbene führt die Ablenkung zu einem verminderten Spannungsintensitätsfaktor Kentlang des abgelenkten Teilstück des Risses, wohingegen K im Partikel entsprechendvergrößert ist [33].
Rela
tive S
pannungsi
nte
nsi
tät
q
0
0,5
1
0 30 60 90
11
21
s
s
k
k
q [°]Ablenkungswinkel
Abbildung 2.3.: Rissablenkung an einem Partikel (links) und den winkelabhängigen Faktorenκ11 und κ21 zur Korrektur der lokalen Spannungsintensitäten (rechts)nach [33]
Auf dem um den Winkel θ verkippten Rissabschnitt ergeben sich die lokalen Span-

2.1. Keramik-Verbundwerkstoffe 11
nungsintensitätsfaktoren kI und kII zu:
kI = κ11(θ)KI , (2.12a)
kII = κ21(θ)KI (2.12b)
mit den Winkelfunktionen κ nach [33]:
κ11(θ) = cos3(θ
2
), (2.13a)
κ21(θ) = cos2(θ
2
)sin(θ
2
). (2.13b)
Die eigentliche Erhöhung ∆G der Zähigkeit bzw. Energiefreisetzungsrate ist abhängigvon der letzendlichen Vergrößerung der Rissfläche und den Winkeln, um die derRiss abgelenkt wurde. Daher haben sowohl die Form als auch der Volumenanteil derdispergierten Partikel-Phase, aber auch die Grenzflächenfestigkeit zwischen Partikelund Matrix Einfluss auf den Zähigkeitszuwachs [21].
Rissflankenüberbrückung
Besitzen die verstärkenden Partikel in der Matrix ein ausreichend großes Aspektver-hältnis, können sie einen sich ausbreitenden Riss über die Rissflanken überbrücken.Zu diesem Zweck werden vor allem Whisker und Fasern eingesetzt. Indem sie denRiss überspannen, werden Zugspannungen über die Rissflanken auch noch hinter derRissfront übertragen. Dadurch wird der Widerstand gegenüber einer weiteren Riss-ausbreitung erhöht, wobei der Gewinn an Zähigkeit ∆J von der in der Brückenzoneübertragenen Spannung T und der maximalen Rissöffnung umax abhängt [34]:
∆J =∫ umax
0T (u) du . (2.14)
Die beiden dominierenden Einflüsse sind zum einen die Dehnung der noch veranker-ten Brückenelemente und zum anderen das Herausziehen (Pull-Out) der delaminierten,gebrochenen Stücke (vgl. Abbildung 2.4).
Werden die überbrückenden Partikel gedehnt, kommt es aufgrund des Abschereffek-tes zur teilweisen Delamination an der Grenzfläche. Während des Dehnungsprozesseswächst die delaminierte Länge immer weiter an und zwischen Faser und Matrix wird

12 2. Grundlagen
Rissfront
Brückenzone
Pull-Out Dehnung
Abbildung 2.4.: Brückenzone hinter der Rissfront mit Dehnung und Pull-Out der Verstär-kungspartikel
aufgrund der Relativbewegung Energie durch Reibung dissipiert. Dies geschieht bis zueiner maximalen delaminierten Länge ldb (s. a. Abbildung D.1). Die Brückenelementesteigern die Energiefreisetzungsrate durch Dehnung mit Reibung an den Partikelflankenum ∆JB nach [35]:
∆JB = aFσ2
Z F
3EFldb (2.15)
wobei aF der Flächenanteil der Fasern mit der Zugfestigkeit σZ F und dem E-Modul EF
ist. Die maximal delaminierende Länge, nach der die Faser reißt, berechnet sich ausdem Kräftegleichgewicht zwischen Zugspannung und Reibung τR zwischen Faser undMatrix zu:
ldbβ
= σZ F
τR(2.16)
mit β als Verhältnis von Faser-Querschnittsfläche zu -Umfang.Reißen die verstärkenden Fasern nicht zwischen den beiden Rissflanken, muss
zusätzlich Arbeit verrichtet werden, um die Bruchstücke aus der umgebenden Matrixherauszuziehen. Während die Reibspannung τR auf das Faserende mit der Länge lPO
wirkt, wird die Energiefreisetzungsrate durch den Pull-Out-Prozess um ∆JPO erhöht.
∆JPO = aPOτR
2β l2PO , (2.17)

2.2. Komposite mit modularem Strukturaufbau 13
wobei aF der Flächenanteil an Fasern ist, die aus der Matrix herausgezogen werden.Die Länge der Faserenden, die zum Pull-Out beitragen ist bestenfalls gleich derdelaminierten Länge; lPO ≤ ldb [35].
Durch diese beiden Effekte der Faserdehnung und des Faser-Pull-Out wird der ent-standene Riss hinter der Rissfront überbrückt. Beide Prozesse erfordern eine zusätzlicheEnergiedissipation, wodurch das verstärkte Material eine gesteigerte Bruchzähigkeiterhält. Zudem können die Faser/Whisker-verstärkten Verbundwerkstoffe eine erhöhteBruchfestigkeit mit gleichzeitig geringerer Festigkeitsstreuung zeigen [34].
2.2. Komposite mit modularem StrukturaufbauModulare Materialien zeichnen sich durch ihren besonderen Aufbau aus. Sie bestehenaus einer Vielzahl gleichartiger, sich wiederholender Bausteine, die in unterschiedlichausgeprägter Nah- und Fernordnung das Material bilden. Dieser in der Natur weitverbreitete zellulare und hierarchische Aufbau rückt immer mehr in den Fokus deraktuellen Forschung. Vor allem im molekularen und supramolekularen Nanometer-Bereich, aber auch bis in den Mikrometer-Bereich werden Strukturen erzeugt, indenen die Einzelbausteine durch chemische Bindung, Wasserstoffbrücken, Van-der-Waals-Wechselwirkung oder Kapillarkräfte weitgehend selbstangeordnet gebundensind [36–39].
Mit zunehmender Größe der Einzelbausteine (Building-Blocks) treten jedoch die o. g.Wechselwirkungen in den Hintergrund und die angeordneten, periodischen Building-Block-Strukturen müssen durch eine Zwischenphase (Matrix) verbunden werden [40].Dieses Prinzip des modularen Strukturaufbaus mit einer kontinuierlichen Matrix istin Abbildung 2.5 schematisch dargestellt.
Die Building-Block-Geometrie und -Größe entscheiden über die späteren Eigenschaf-ten des modularen Materials und erfordern unterschiedliche Herstellungsmethoden. Sobegünstigt eine einfache Building-Block-Form mit gleichen Seitenflächen die Selbstan-ordnung im Raum, während kompliziertere Geometrien eine positionsgenaue Methodezum Anordnen der Building-Blocks erfordern. Die Selbstanordnung durch „Bottomup“-Herstellungsmethoden ist vor allem bei modularen Materialien aus kleinen Buil-ding-Blocks den „Top down“-Methoden überlegen, da Systeme im mesoskaligen Bereichaus 10–104 Bausteinen von mm-Größe bestehen, während sie molekular aufgebaut biszu 1020 benötigen [41].

14 2. Grundlagen
Building-Block Anordnung Modulares Material
Abbildung 2.5.: Aufbauprinzip modularer Materialien mit periodischer Building-Block-Struktur
Die Building-Block-Geometrie selbst kann so gewählt werden, dass durch periodischeAnordnung eine vollständige Raumfüllung erreicht wird. Zu diesem Zweck bieten sichu. a. flächen- und raumfüllende Polyeder an. Die in Abbildung 2.6 a dargestelltenBeispielgeometien weisen im zweidimensionalen (2D) platonische Parkettierung auf,d. h. sie sind im Querschnitt vollständig homogen in Bezug auf Ecken, Kanten undFlächen [42]. Ebenso können raumfüllende Polyeder (Abbildung 2.6 b unten) als Buil-ding-Blocks verwendet werden, die eine höhere, dreidimensionale (3D) Symmetrie imWerkstoff zulassen.
Im einfachsten Fall stellen die Building-Blocks reguläre Hexaeder also Würfel dar.Diese sind besonders gut für eine Selbstanordnung geeignet, da sich in ihrem Fall keineungleichen Flächen berühren können. Neben den gezeigten Geometrien können jedochnoch weitere Formen wie Quader, Parallelepipede, Prismen oder andere Polyeder denRaum vollständig füllen [43]. Darüber hinaus sind auch Geometrien mit gekrümmtenFlächen möglich (vgl. Abbildung 5.16).
Für die in der vorliegenden Arbeit verwendeten Building-Blocks mit quaderförmigerGeometrie kann das modulare Material über die Kantenlängen in x-, y- und z-Richtungdx, y, z und den jeweiligen Abstand tx, y, z zum nächsten Nachbar-Building-Block be-schrieben werden. Dies ist in Abbildung 2.7 für den zweidimensionalen Fall dargestellt.
Durch die die Zwischenräume zwischen den Building-Block-Oberflächen ausfüllendeBindephase (Grenzflächenphase) werden die einzelnen Building-Blocks zusammenge-halten. Gleichzeitig sind sie durch diese zweite Phase räumlich voneinander separiert,sodass, wie bei Kurzfaser- oder Partikel-verstärkten Verbundwerkstoffen, eine 0-3 Kon-

2.2. Komposite mit modularem Strukturaufbau 15
2D ebenenfüllende Polyeder
Quader Hexagonales Prisma trigonales Prisma
Tetrakaidekaeder RhombendodekaederReguläres Hexaeder(Würfel)
Oktaederstumpf
3D raumfüllende Polyeder
a)
b)
Abbildung 2.6.: Beispiele verschiedener flächen- und raumfüllender Polyeder
nektivität vorherrscht. Der Abstand t kann daher nicht verschwindend klein gewähltwerden, da sonst die Integrität der Building-Block-Anordnung nicht gewährleistetist. Aus prozesstechnischer Sicht ist dies jedoch kein Ausschlusskriterium für einedichte Packung mittels Selbstanordnung, da t nicht nur aus der Methode zur Buil-ding-Block-Anordnung resultiert, sondern auch von der Oberflächenbeschaffenheit derBuilding-Blocks bestimmt wird.Der Phasenanteil cBB der Building-Blocks bzw. cM der Grenzflächenphase am Ge-
samtvolumen sind gegeben durch:
cBB =∏
i∈{x, y, z}
didi + ti
, (2.18a)
cM = 1− cBB . (2.18b)
Da die in dieser Arbeit verwendeten Building-Blocks aus Al2O3-Keramik gefertigtwurden, kann die Streuung ihrer Festigkeit mit Hilfe der Weibull-Verteilung beschriebenwerden. Zahl und Größe der möglichen Fehlstellen eines einzelnen Building-Blocks

16 2. Grundlagen
dx tx
dy
ty
Building Block
Matrix
Abbildung 2.7.: Zweidimensionale Anordnung von Building-Blocks der Länge dx und Breitedy innerhalb der Matrix mit den Abständen tx und ty zu den nächstenNachbarn
sind von seiner Größe abhängig, da zwei Körper A und B des selben Materials mitden effektiven Volumina Veff. A, B bzw. den effektiven Oberflächen Oeff. A, B die Weibull-Festigkeiten σ0A, B entsprechend Gleichung (2.19) besitzen [30 S. 145 ff., 44].
σ0Aσ0B
=(Veff. BVeff. A
) 1m
(2.19a)
bzw.
σ0Aσ0B
=(Oeff. B
Oeff. A
) 1m
(2.19b)
Wird das Versagen von Volumendefekten dominiert, beschreibt Gleichung (2.19a) dieFestigkeitsverteilung – bei Oberflächendefekten Gleichung (2.19b). Dabei ist m derWeibull-Modul, der ein Maß für die Homogenität bzw. die Festigkeitsstreuung desMaterials ist. Je größer m ist, um so homogener ist die Keramik und umso wenigerstreut die Festigkeit, wobei er üblicherweise im Bereich 2 ≤ m ≤ 20 liegt.
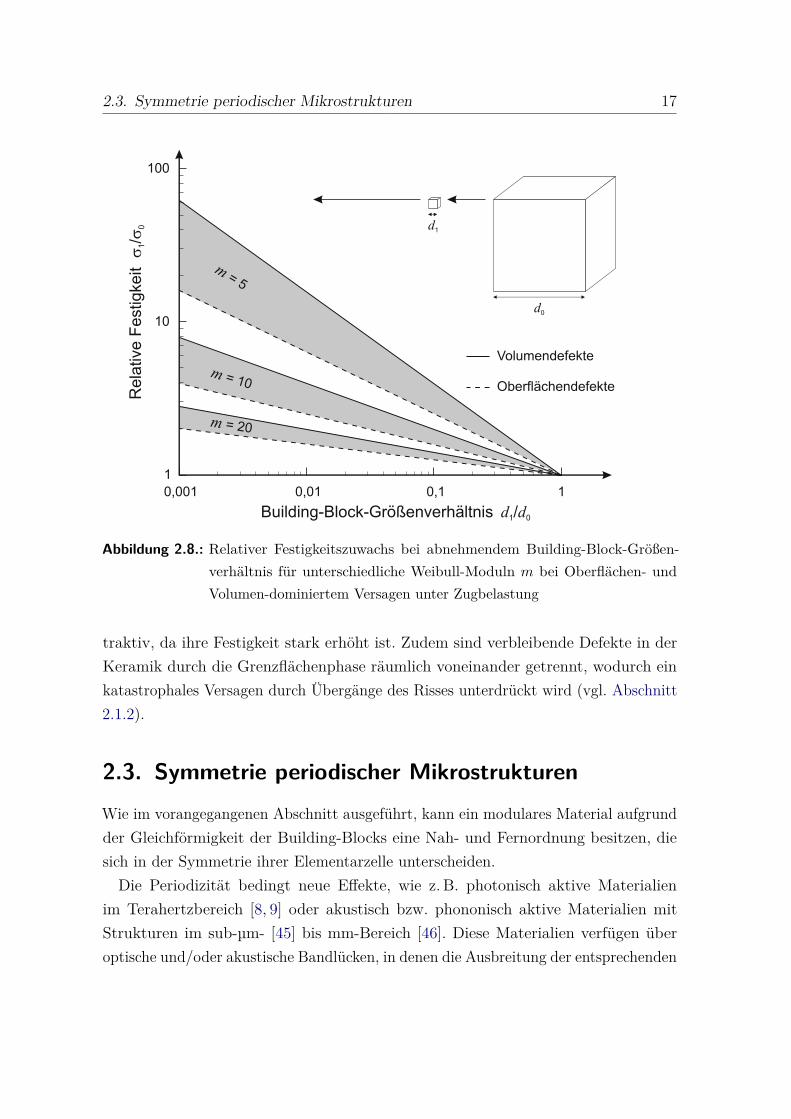
Ausgehend von Gleichung (2.19) nimmt daher die relative Weibull-Festigkeit σ1/σ0
zu, wenn das betrachtete Volumen V1 kleiner als das ursprüngliche Volumen V0 wird,bei dem die Probenfestigkeit σ0 gemessen wurde. Dieser Festigkeitszuwachs ist inAbbildung 2.8 dargestellt und beruht auf der verringerten Wahrscheinlichkeit, imkleineren Volumen V1 einen Defekt vorzufinden.Vor diesem Hintergrund wird der Einsatz möglichst kleiner Building-Blocks at-
2.3. Symmetrie periodischer Mikrostrukturen 17
1
10
100
10,10,010,001
d0
d1
Volumendefekte
Oberflächendefekte
d /d1 0Building-Block-Größenverhältnis
s/s
10
Rela
tive F
est
igke
it m = 5
m = 10
m = 20
Abbildung 2.8.: Relativer Festigkeitszuwachs bei abnehmendem Building-Block-Größen-verhältnis für unterschiedliche Weibull-Moduln m bei Oberflächen- undVolumen-dominiertem Versagen unter Zugbelastung
traktiv, da ihre Festigkeit stark erhöht ist. Zudem sind verbleibende Defekte in derKeramik durch die Grenzflächenphase räumlich voneinander getrennt, wodurch einkatastrophales Versagen durch Übergänge des Risses unterdrückt wird (vgl. Abschnitt2.1.2).
2.3. Symmetrie periodischer MikrostrukturenWie im vorangegangenen Abschnitt ausgeführt, kann ein modulares Material aufgrundder Gleichförmigkeit der Building-Blocks eine Nah- und Fernordnung besitzen, diesich in der Symmetrie ihrer Elementarzelle unterscheiden.Die Periodizität bedingt neue Effekte, wie z. B. photonisch aktive Materialien
im Terahertzbereich [8, 9] oder akustisch bzw. phononisch aktive Materialien mitStrukturen im sub-µm- [45] bis mm-Bereich [46]. Diese Materialien verfügen überoptische und/oder akustische Bandlücken, in denen die Ausbreitung der entsprechenden
18 2. Grundlagen
a
b
c
g
b
a
Mm n o Mm+1 n o
Mm n+1 o
Mm n o+1
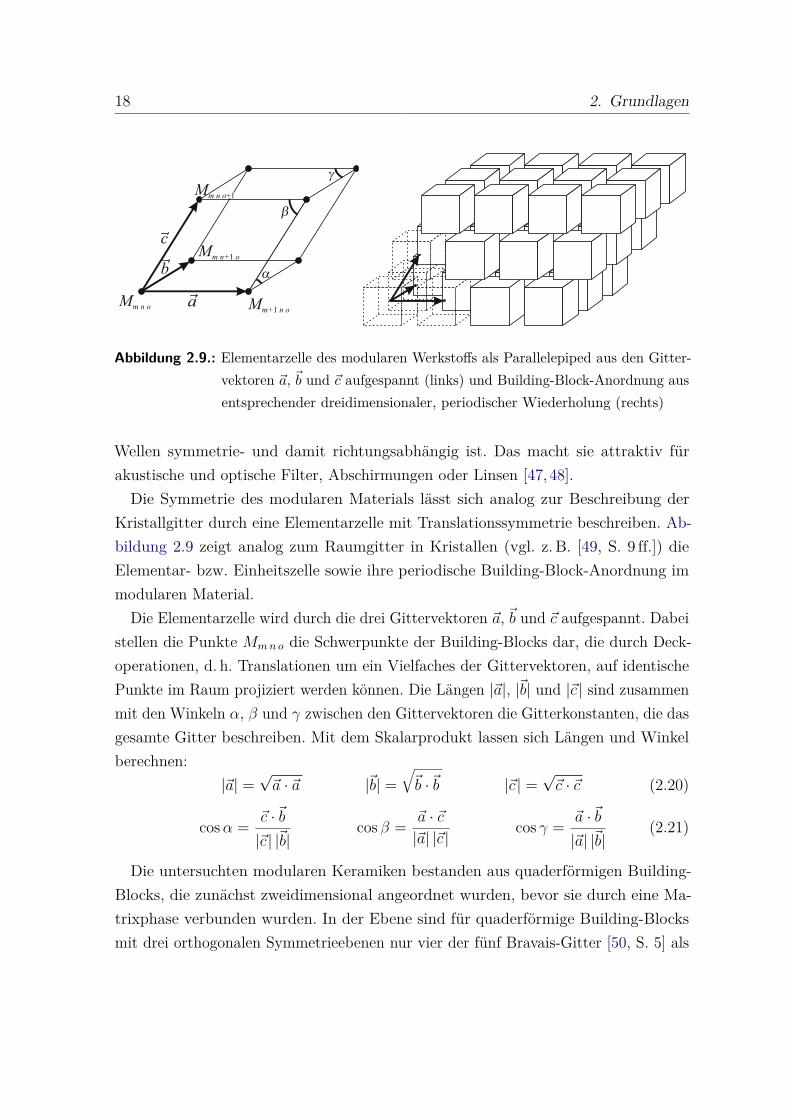
Abbildung 2.9.: Elementarzelle des modularen Werkstoffs als Parallelepiped aus den Gitter-vektoren ~a, ~b und ~c aufgespannt (links) und Building-Block-Anordnung ausentsprechender dreidimensionaler, periodischer Wiederholung (rechts)
Wellen symmetrie- und damit richtungsabhängig ist. Das macht sie attraktiv fürakustische und optische Filter, Abschirmungen oder Linsen [47,48].Die Symmetrie des modularen Materials lässt sich analog zur Beschreibung der
Kristallgitter durch eine Elementarzelle mit Translationssymmetrie beschreiben. Ab-bildung 2.9 zeigt analog zum Raumgitter in Kristallen (vgl. z. B. [49, S. 9 ff.]) dieElementar- bzw. Einheitszelle sowie ihre periodische Building-Block-Anordnung immodularen Material.
Die Elementarzelle wird durch die drei Gittervektoren ~a, ~b und ~c aufgespannt. Dabeistellen die Punkte Mmno die Schwerpunkte der Building-Blocks dar, die durch Deck-operationen, d. h. Translationen um ein Vielfaches der Gittervektoren, auf identischePunkte im Raum projiziert werden können. Die Längen |~a|, |~b| und |~c | sind zusammenmit den Winkeln α, β und γ zwischen den Gittervektoren die Gitterkonstanten, die dasgesamte Gitter beschreiben. Mit dem Skalarprodukt lassen sich Längen und Winkelberechnen:
|~a| =√~a · ~a |~b| =
√~b ·~b |~c | =
√~c · ~c (2.20)
cosα = ~c ·~b|~c | |~b|
cos β = ~a · ~c|~a| |~c |
cos γ = ~a ·~b|~a| |~b|
(2.21)
Die untersuchten modularen Keramiken bestanden aus quaderförmigen Building-Blocks, die zunächst zweidimensional angeordnet wurden, bevor sie durch eine Ma-trixphase verbunden wurden. In der Ebene sind für quaderförmige Building-Blocksmit drei orthogonalen Symmetrieebenen nur vier der fünf Bravais-Gitter [50, S. 5] als

2.3. Symmetrie periodischer Mikrostrukturen 19
Anordnung in der Fläche möglich, da die hexagonale Symmetrie ausgeschlossen ist.Abbildung 2.10 zeigt die verwendeten Gittertypen (ohne das schiefwinklige Gitter).
Im Fall von kubischen Building-Blocks sind zudem die charakteristischen Längen, dieBuilding-Block-Kantenlänge d und der Abstand t (vgl. Abbildung 2.7), über einfacheBeziehungen mit den Gittervektoren verknüpft. Für 2C-Anordnung mit |~a| = |~b| folgt,aus der Anordnung kubischer Building-Blocks mit dx = dy = dz = d, dass t ebenfallskonstant ist und der mittlere Gitterabstand d+t zum nächsten Nachbarn |~a| entspricht,daher Gleichung (2.22a). Bei primitivem wie zentriertem Rechteckgitter (2M) ergibtsich d+t wegen |~a| = 2|~b| entsprechend Gleichung (2.22b).
2C d+t = |~a|+ |~b|
2 = |~a| (2.22a)
2M d+t = |~a|/2 + |~b|2 = |~a|2 (2.22b)
Räumliche Anordnungen der Building-Blocks im 3D-modularen Material sind ausmehreren gestapelten Monolagen aufgebaut und weisen monokline, rhombische undkubische Symmetrie auf (3M, 3R und 3C; vgl. Tabelle 2.2).
Tabelle 2.2.: Gittersymmetrien im modularen Komposit in 2D und 3D
Bezeichnung Symmetrie Gitterlängen Gitterwinkel
2M zentriert rechwinklig |~a| 6= |~b| γ = 90◦
2C quadratisch |~a| = |~b| γ = 90◦
3M monoklin |~a| 6= |~b| 6= |~c | α = γ = 90◦ 6= β
3R rhombisch |~a| 6= |~b| 6= |~c | α = β = γ = 90◦
3C kubisch |~a| = |~b| = |~c | α = β = γ = 90◦

20 2. Grundlagen
b
a
b
a
b
a
a)
b)
c)
Abbildung 2.10.: Verwendete 2D Gittertypen in der Ebene: a) Quadratgitter (2C), b) Recht-eckgitter und c) zentriertes Rechteckgitter (2M)

3. Versuchsdurchführung
Im folgenden Abschnitt wird die Herstellung der modularen Keramik-Verbundwerk-stoffe in drei Prozessschritten vom Building-Block (0D) über Monolagen (2D) bis zumVolumenkörper (3D) ausgeführt. Darauf werden die unterschiedlichen Charakterisie-rungsmethoden vorgestellt, die zur Untersuchung und Beschreibung der Ausgangsmate-rialien, der einzelnen Building-Blocks und schließlich des gesamten Verbundwerkstoffeseingesetzt wurden.
3.1. Herstellung modularer MaterialienDie Herstellung modularer Keramik-Komposite erfolgte in drei grundlegenden Pro-zessschritten (s. Abbildung 3.1):
1. Herstellung der keramischen Building-Blocks aus Al2O3-Abformmasse mit an-schließender Funktionalisierung der Oberfläche (Abschnitt 3.1.1)
2. Zweidimensionale geometrische Anordnung zur Erzeugung von Monolagen (Ab-schnitt 3.1.2)
3. Kompositherstellung durch Einbetten in die interkonnektierende Grenzflächen-phase mit Stapelung mehrerer Schichten (Abschnitt 3.1.3)
3.1.1. 0D-Strukturbildung – Building-Block
Zur Herstellung der Würfel diente Al2O3-Pulvera mit einer mittleren Partikelgrößevon d50 = 0,60µm (d10 = 0,17µm, d90 = 2,8µm)b, einer spezifischen Oberflächec von7,5m2/g und einer Reinheit > 99,7%. Die Verfahrensschritte der Formgebung vomPulver bis zu den gesinterten Building-Blocks sind in Abbildung 3.2 nachzuverfolgen.a Aluminiumoxidpulver: CT 3000 SG, Almatis GmbH, Ludwigshafenb Partikelgrößenmessgerät: Mastersizer 2000, Malvern Instruments GmbH, Herrenbergc BET-Gerät: ASAP 2000, Micromeritics GmbH, Aachen
21

22 3. Versuchsdurchführung
Building Block Periodischer
Schichtaufbau
Quasi-kristallines
Gitter
0D 2D 3D
Abbildung 3.1.: Schematische Darstellung der Herstellungsschritte modularer Keramikenaus einzelnen Building-Blocks
Als Grundlage für die Al2O3-Würfel diente eine Abformmasse auf Paraffinbasis,die in eine Maske aus Polydimethylsiloxan (PDMS) abgeformt wurde. GegenüberSchlickern besaß die Abformmasse mit ähnlicher Zusammensetzung wie Niederdruck-Spritzguss-Massen [51] einen Erstarrungspunkt, der die notwendige Homogenität beider Verarbeitung sowie eine ausreichende Grünfestigkeit nach dem Erstarren gewähr-leistete. Dies war bei Grünlingen aus lösemittelbasierten Schlickern mit aufgrund desgeringeren Feststoffanteils resultierenden Dichtegradienten nicht gewährleistet. Umeine möglichst hoch gefüllte und homogene Abformmasse herstellen zu können, musstedas Al2O3-Pulver zunächst hydrophobisiert werden. Dazu wurde es bei 350–400℃für mindestens 24 h ausgeheizt, wobei es ca. 0,6% seiner Ausgangsmasse an Wasserbzw. oberflächengebundenen Hydroxygruppen verlor [52,53]. Das getrocknete Pulverwurde in das doppelte Volumen an wasserfreiem n-Hexana gegeben, in dem zuvor0,65mg Stearinsäureb pro m2 Pulveroberfläche [54] (entsprechen 0,49% der Pulver-masse) gelöst worden waren. Um Agglomerate aufzubrechen und eine gleichmäßigeBeschichtung mit Stearinsäure zu gewährleisten, wurde dieses Gemisch über Nachtin der Trommelmühle mit Al2O3-Mahlkörpern homogenisiert. Darauf wurde das n-Hexan im Rotationsverdampferc mit geregeltem Labor-Vakuum-Systemd bei 40℃
a n-Hexan, p. a.: 104374, EMSURE dR ISO, Merck KGaA, Darmstadtb Stearinsäure, rein: 27403, Riedel-de Haën AG, Seelzec Rotationsverdampfer: VV 2000, Heidolph Instruments GmbH & Co. KG, Schwabachd Labor-Vakuum-System: LVS 0510 p, Ilmvac GmbH, Ilmenau

3.1. Herstellung modularer Materialien 23
CAM/CNC-Fräsen der Al-Vorform
Maskenherstellung aus PDMS
Befüllen der Maske mit Al O -Masse2 3
Beseitigung von Formabweichungen
Entformen
Entbindern und Sintern
Beschichten
Reinigung der Building-Blocks
Masseansatz
Pulveraufbereitung
Abkühlen
Mask
e
CAD der Building-Blocks
Abbildung 3.2.: Prozessschema zur Herstellung der Al2O3-Building-Blocks

24 3. Versuchsdurchführung
Tabelle 3.1.: Zusammensetzung der Al2O3-Abformmasse
Komponente Al2O3 Paraffin Carnaubawachs Stearinsäure
Massenanteil [%] 86,0 12,1 1,5 0,42
Volumenanteil [%] 58,8 35,9 4,1 1,2
und 320 hPa über 2 h abrotiert, sodass die Stearinsäure adhäsiv gebunden auf demtrockenen Pulver zurück blieb. Abschließend wurde die Stearinsäure bei 150℃ für 6 hdurch Kondensationsreaktion chemisch an das Pulver gebunden [55].Das hydrophobisierte Pulver wurde unter Rühren in eine Mischung aus geschmol-
zenem Paraffina mit ϑm(Paraffin) = 52–54℃ und Carnaubawachsb mit ϑm(Carnau-bawachs) = 78–84℃ gegeben (vgl. Tabelle 3.1) und für mindestens 16 h bei 110℃homogenisiert und anschließend für weitere 20 h im Vakuum (p < 10Pa) entgastc [51].Die fertige Abformmasse hatte einen Volumenanteil von > 58% Pulver und zeigteim Rotationsrheometerd stark strukturviskoses Verhalten bei gleichzeitger geringerTemperaturabhängigkeit der Viskosität η (vgl. Abbildung 3.3). Der Erstarrungspunktder Masse lag bei etwa 65℃.Um aus der Abformmasse Würfel formen zu können, wurde zunächst eine Mas-
ke aus Silikonkautschuk auf Basis eines mit Platin katalytisch vernetzten PDMSe
hergestellt. Dazu wurde die mittels CAD-Software („computer-aided design“) SolidEdgef modellierte Negativform mit einer CAM/CNC-Fräseg („computer-aided manu-facturing“/„computerized numerical control“) aus einem Duraluminium-Block gefräst.Diese Vorform trug 41× 41 Würfel mit einer Kantenlänge von 1,50mm. Sie wurde mitder homogen gerührten Mischung des Silikonkautschuks abgegossen und anschließendbei 70℃ für mindestens 2 Stunden vernetzt. Dabei polymerisierte das oligomereDimethylsiloxan durch Platin-katalysierte Hydrosilylierung (vgl. Additionsreaktion(3.1)).
R−Si−H + CH2=CH−Si−R Pt−→ R−Si−CH2−CH2−Si−R (3.1)
a Paraffin: GRANOPENT dR “P”, Carl Roth GmbH, Karlsruheb Carnaubawachs: CARNAUBAWACHS dR naturfarben, Carl Roth GmbH, Karlsruhec Niederdruck-Spritzgussanlage: KSE 2, SomTec GmbH, Hermsdorfd Rotationsrheometer: PHYSICA dR UDS 200, Anton Paar GmbH, Graz, Österreiche Polydimethylsiloxan: ELASTOSIL dR M 4643 A/B, Wacker Chemie AG, Münchenf Solid Edge ST 2–4, Siemens PLM Software, Kölng CNC-Fräse: i-mes Premium 4820, I-Mes GmbH, Eiterfeld

3.1. Herstellung modularer Materialien 25
0,1 1 10 100
1
10
100
1000
T = 120 °C
60 70 80 90 100 110 120 130
Temperatur T [°C]
g −1= 1 s
Scherrate [s ]−1g
Vis
kosi
tät [P
a s
]h
Abbildung 3.3.: Rheologie der Al2O3-Abformmasse: Deutlich strukturviskoses Verhalten beigleichzeitig geringer Temperaturabhängigkeit der Viskosität
Zum Abformen der Würfel wurde die heiße Abformmasse gleichmäßig auf eine mitSilikon beschichtete Trägerfoliea auf einer Heizplatte bei etwa 150℃ aufgetragen,sodass eine etwa 1mm dicke Schicht mit der Fläche der Maske vorlag. Auf diese dünneSchicht aus Abformmasse wurde die vorgeheizte PDMS-Maske gelegt und mit einerzweiten Folie abgedeckt (vgl. Abbildung 3.4 a). Nachdem die Maske eine Temperaturvon etwa 120℃ erreicht hatte, wurde sie mit einem Glasstab in die Abformmassegedrückt (s. Abbildung 3.4 b). Durch diese walzende Bewegung konnten ein gleichmäßi-ges Befüllen und zugleich der Abtransport überschüssiger Masse gewährleistet werden.Nach dem Befüllen wurde die Maske innerhalb weniger Minuten auf Raumtemperaturabgekühlt, worauf Boden- und Deckfolie abgezogen werden konnten. Die Ober- undUnterseite der erkalteten, gefüllten Maske wurden anschließend mit Schleifpapierb tro-cken abgeschliffen, um eine einheitliche Höhe der Building-Blocks durch das Entfernenüberstehender Abformmasse zu erhalten.
Die geformten Building-Blocks wurden manuell aus der leicht verformbaren (Shore-
a Silikonisierte Polyesterfolie: Hostaphan dR , Mitsubishi Plastics Inc., Tokio, Japanb Schleifpapier: SiC-Nassschleifpapier Körnung 320 und Körnung 500, Struers GmbH, Willich

26 3. Versuchsdurchführung
Maske
Heizplatte
Deckfolie
Masse
Trägerfolie
Glaszylinder
a)
b)
c)
d)
Abbildung 3.4.: Prozessschema zum Abformen der Al2O3-Building-Blocks: a) Anordnungb) Abformvorgang c) befüllte Würfelmaske d) entformte Building-Blocks
A-Härte ≈ 48 = E-Modul < 5MPa [56]) und hoch elastischen Silikonform herausgelöstund in Ethanola mehrere Male für wenige Sekunden im Ultraschallbadb gereinigtund anschließend gespült. Dadurch wurde der Großteil des beim Nachschleifen ent-standenen Abriebs entfernt, um eine raue Building-Block-Oberfläche durch späteresZusammensintern anhaftender Partikel zu vermeiden.
Vor dem Sintern wurden die grünen Building-Blocks auf einer porösen, saugfähigenMullit-Plattec als Brennhilfsmittel mit Abstand verteilt, um den Binderabtransportdurch Kapillarkräfte der Platte zu fördern [57, 58] und ein späteres Zusammensinternder Building-Blocks zu vermeiden. Anschließend wurden die Proben in Luft nach dem
a Ethanol vergällt: ≥ 96% mit ca. 1% MEK, Carl Roth GmbH, Karlsruheb Ultraschallreiniger: SONOREX SUPER RK 106, BANDELIN electronic GmbH, Berlinc Mullit-Platte: AnnaMullit dR 88: Saint-Gobain IndustrieKeramik GmbH, Rödental

3.1. Herstellung modularer Materialien 27
0 200 400 600 8000
100
200
300
400
500
Tem
pera
tur
[°C
]
Zeit [min]
-14
-12
-10
-8
-6
-4
-2
0
Mass
eve
rlust
[%
]
Abbildung 3.5.: Entbinderungsprogramm der grünen Building-Blocks an Luft (bis 500℃)durch ein Temperaturprofil mit annähernd konstantem Masseverlust
in Abbildung 3.5 gezeigten, durch thermogravimetrische Analyse (TGA)a optimiertenTemperaturprofil zunächst im Muffelofenb entbindert und anschließend bei bis zu1700℃ für 1,5 h gesintertc.
Um die Haftung zwischen den Building-Blocks und der Epoxidharzmatrix zu ver-bessern, wurden die Building-Blocks mit (3-Aminopropyl)trimethoxysilan (APTMS)beschichtet [59, 60]. Dazu wurden jeweils 4 g Building-Blocks zunächst für 15minin 10ml Piranha-Lösung (H2O2
d : H2SO4e = 1 : 1) ausgelagert, um ausreichend Hy-
droxygruppen auf der Al2O3-Oberfläche zu bilden [61], und anschließend in doppeltdestilliertem Wasser bis zur Neutralisation gespült. So hydroxyliert wurden sie anschlie-ßend bei 110℃ für 2 h im Vakuum getrocknet, um adsorbiertes Wasser zu beseitigen.Chargen von jeweils 8 g (≈ 1000 Stück) wurden in APTMS-Lösung (15ml trockenes
a Simultane Thermogravimetrie (TG-DSC): STA 429, NETZSCH-Gerätebau GmbH, Selbb Muffelofen: K 1252, Heraeus Holding GmbH, Hanauc Sinterofen: MLR-GVT, THERMAL TECHNOLOGY GmbH, Bayreuthd H2O2, p. a.: Wasserstoffperoxid 30%, CP26.1, Carl Roth GmbH, Karlsruhee H2SO4 p. a.: Schwefelsäure 95–97%, 100731, EMSURE dR ISO, Merck KGaA, Darmstadt

28 3. Versuchsdurchführung
Toluola mit 10 µl APTMSb) bei 85℃ für 2 h ausgelagert, um die Kondensations-reaktion ablaufen zu lassen und das APTMS kovalent an die Al2O3-Oberfläche zubinden [62,63] (siehe Abbildung 3.6). Überschüssige APTMS-Lösung wurde mit Toluolvon den Building-Blocks gespült.
NH2OH OAl O2 3
+ APTMSSi
O
O
Al O2 3
Abbildung 3.6.: Funktionalisierung der Al2O3-Oberfläche der Building-Blocks durch kova-lentes Anbinden von (3-Aminopropyl)trimethoxysilan (APTMS), das alsHaftvermittler zum Epoxidharz fungiert
3.1.2. 2D-Strukturbildung – Periodischer Schichtaufbau
Die geometrischen Anordnungen der dicht gepackten Building-Blocks (Abstand t =tmin) wurde durch gravitative Selbstanordnung von 2D-Schichten unter Einfluss vonVibration erzeugt [64]. Dazu wurden die Würfel mit einer Geschwindigkeit von ≈ 20/sauf eine mit 50Hz vibrierende Platte gegeben (s. Abbildung 3.7 links), die in einembestimmten Neigungswinkel φ und Rotationswinkel θ ausgerichtet war und über einenAnschlag am unteren Ende verfügte, der den Versatz δ� (s. a. Abschnitt 3.2.1) zwischenzwei benachbarten Würfelreihen vorgab. Die Vibrationsamplitude war normal zurPlattenoberfläche und wurde durch einen Lautsprecherc mit 25 cm Durchmesser undeiner maximalen Eingangsleistung von 110W erzeugt. Der Versuchsaufbau ist mitSchaltbild und Amplitudenkalibration in Anhang A beschrieben.
Die Vibrationsamplitude Avib und der Neigungswinkel φ wurden von 0–450 µm bzw.in den Schritten 10◦, 20◦ und 30◦ variiert. Der Rotationswinkel θ, durch den der Einflussder seitlichen Rahmenwände geregelt werden konnte, wurde nach Vorversuchen bei 20◦
konstant gehalten. Die Amplitude Avib wurde mit Hilfe von Lasertriangulationd miteinem mittleren Fehler von ± 13% im Abstand von etwa 80mm gemessen. Für eine
a Toluol p. a.: ROTIPURAN dR ≥ 99,5%, 7115.2, Carl Roth GmbH, Karlsruheb APTMS: (3-Aminopropyl)trimethoxysilan 97%, 281778, Sigma-Aldrich, St. Louis, USAc Lautsprecher: WS 25 E8 OHM 37Hz – 6 kHz (−10dB), Visaton GmbH, Haand Laser-Abstandssensor: LDS 80/20, FLW of PA, Inc., Frazer, PA, USA

3.1. Herstellung modularer Materialien 29
einfach kubische Building-Block-Anordnung war der untere Anschlag des Rahmensgerade, um eine monokline Anordnung zu erreichen, wurde ein Anschlag verwendet,der mit Absätzen von der Größe einer halben Building-Block-Kantenlänge δ� = d/2versehen war (vgl. Abbildung 3.7 rechts). Auf diese Weise konnten zweidimensionaleAnordnungen mit einer Größe von bis zu 30× 40mm2 hergestellt werden.
Platte
Rahmen
j
qx
y
z
Vibrationsrichtung
2C
2M
q
Neigungsebene
d
Abbildung 3.7.: Aufbau der Rüttelplatte mit Rahmen zur vibrationsgestützen Selbstan-ordnung der Building-Blocks (links). Unterschiedliche Rahmengeometrienfür einfach kubische (2C) und monokline (2M) Building-Block-Anordnung(rechts – Blick senkrecht auf die Neigungsebene)
Einfach kubische (2C-)Anordnungen mit größeren Würfelabständen t = t+ wurdenerzeugt, indem die Building-Blocks manuell in ein eingespanntes Edelstahlnetza miteiner Maschenweite von 1,4mm und einer Stegbreite von 0,25mm gesetzt wurden.
Für zentriert rechwinklige (2M-)Anordnungen wurde ein Laser-geschnittenes Rasterverwendet, das aus einem 0,5mm starken Edelstahl-Blech hergestellt worden war.Maschenweite und Stegbreite entsprachen denen des Edelstahlnetzes (vgl. Abbil-dung 3.8 b, d).
a Edelstahlgewebe: SA-GE12025UL, SANIMEX dR GmbH, Arnsberg

30 3. Versuchsdurchführung
a) b)
c) d)
Abbildung 3.8.: Zweidimensionale Gittersymmetrien der Building-Blocks während des An-ordnungsprozesses: a), c) durch vibrationsgestütze gravitative Selbstan-ordnung; b), d) durch manuelle Anordnung in ein Edelstahlnetz bzw.Lochblech; jeweils in a), b) kubischer Geometrie (2C), sowie in c), d)monokliner Geometrie (2M)

3.1. Herstellung modularer Materialien 31
3.1.3. 3D-Strukturbildung – Quasi-kristallines Gitter
Die 2D-Building-Block-Anordnungen mit den jeweiligen Gittersymmetrien wurdendurch ein Epoxidharz in Monolagen zum modularem Material verbunden. So fixierte2D-Komposite konnten anschließend zu 3D-Multilagenstrukturen gestapelt werden.
Epoxidharzinfiltration
Die monolagigen 2D-Anordnungen wurden durch eine Trägerfoliea fixiert, was ein einfa-ches Übertragen der geometrischen Struktur zum nächsten Prozessschritt ermöglichte.Zur Herstellung der Keramik-Polymer-Verbundwerkstoffe wurde neben den Al2O3-Würfeln ein niedrigviskoses η ≈ 700mPas lösungsmittel- und füllstofffreies Epoxid-Laminierharz-System aus Epoxidharzb auf Basis von vorvernetzten Oligomeren ausBisphenol-A und Epichlorhydrin (siehe Gleichung (3.2)) und einem Isophorondiamin-basierten Härterc verwendet. Dieses System wird unter anderem für die Herstellung
– HCl
O
OH
O
n
OO OO
Oligomer (Harz)
OHHO
OCl+n + 1 n + 2
(3.2)
von statisch und dynamisch hochbelastbaren Faserverbundwerkstoffen aus Glas-, Koh-lenstoff- und Aramidfasern eingesetzt und erwies sich daher ebenfalls für den Einsatzin Kombination mit Al2O3 als gut geeignet.Das Harz-Härter-System wurde stets im Massenverhältnis 100 : 35 (Harz : Härter)
in Chargen < 100 g und bei 20–25℃ verarbeitet, um den Temperatureinfluss auf dieVernetzungsreaktion [65, 66] zu minimieren. Bei entsprechenden Aushärtebedingungen
a Trägerfolie: tesapack dR crystal clear 57807-00, Tesa SE, Hamburgb Epoxidharz: EPIKOTETM Resin MGS dR LR385, Momentive Specialty Chemicals GmbH, Stuttgartc Härter: EPIKURETM Curing Agent MGS dR LH385, Momentive Specialty Chemicals GmbH, Stuttgart

32 3. Versuchsdurchführung
wurden eine Tropfzeit von ca. 20min und eine Gelierzeit von 6 h sichergestellt. Diebeiden Komponenten wurden 2min im Becherglas mittels Magnetrührer bei 300U/minhomogenisiert und in einen Tropftrichter mit Druckausgleich über einem Exsikka-tor gegeben, in dem sich die zu infiltrierenden Building-Block-Anordnungen in einerdünnwandigen Aluminiumschale befanden (vgl. Abbildung 3.9). Darauf wurden dasEpoxidharzsystem und die Building-Block-Anordnung mit Hilfe einer Wasserstrahl-pumpe auf p < 25 hPa für 10min evakuiert, um das Epoxidharz und die Building-Block-Anordnung simultan zu entgasen und einen möglichst blasenfreien Verbundwerkstoffzu gewährleisten. Im direkten Anschluss wurde das Harz-Härter-System über die zuinfiltrierende Geometrie gegeben, während der Unterdruck noch für 5min aufrechterhalten wurde.
Epoxidharz
Manometer
Wasserstrahlpumpe
Aluminiumschale
Building-Block-Anordnung
Abbildung 3.9.: Versuchsaufbau zum simultanen Entgasen von Building-Block-Anordnungund Epoxidharz mit anschließender Infiltration im Exsikkator
Nach dem Belüften der Infiltrationsanordnung wurden die infiltrierten Proben beiRaumtemperatur zunächst für 24 h vorvernetzt. Komposite aus Monolagen von Buil-ding-Blocks wurden anschließend bei 55℃ im Heizschranka für 16 h ausgehärtet (mit1℃/min Heiz- und Kühlrate), um den gewünschten Vernetzungsgrad durch exothermePolyaddition (vgl. Gleichung (3.3)) zu erreichen.a Heizschrank: VT 5050 EK, Heraeus Holding GmbH, Hanau

3.2. Charakterisierung 33
N
N Epoxidharz
OH
EpoxidharzOH
OH
OH
Epoxidharz
Epoxidharz
EpoxidharzO
NH2
NH2
+Harz Härter
(3.3)
Schichtstapelung
Mehrlagige modulare Komposite wurden aus vorvernetzten, frei präparierten Monola-gen aufgebaut, die sowohl mit als auch ohne Abstandshalter übereinander gestapeltwurden. Dadurch ergaben sich analog zu den 2D-Anordnungen dicht gestapelte Schich-ten (tz = tzmin) sowie Schichten mit definiertem Abstand (tz = tz+). Die so gestapeltenMonolagen wurden mit Sekundenklebera punktuell fixiert. Die 3D-Anordnungen derfixierten Stapel wurden wiederum nach der selben Vorgehensweise wie die Building-Blocks infiltriert und vorvernetzt bzw. wie die Monolagen-Komposite nachvernetzt (s.vorheriger Abschnitt). Alle so hergestellten Al2O3-Epoxidharz-Proben wurden nachdem Vereinzelnb auf die genauen Probengeometrien zugeschnittenc und überschüssigesEpoxidharz wurde nass abgeschliffen (Körnungen 80, 320 und 500 ergaben minimaleOberflächendefekte < 30 µm).
3.2. CharakterisierungDie Building-Blocks sowie daraus erzeugte modulare Komposite wurden hinsichtlichihrer Geometrie, ihres mechanischen Verhaltens und der intrinsischen Spannungs-verteilung in der Grenzflächenphase untersucht. Die eingesetzten Methoden werdennachfolgend aufgezeigt, während die Analysemethoden zur Charakterisierung des
a Sekundenkleber auf Cyanacrylat-Basis: Pattex Classic flüssig, Henkel AG & Co. KGaA, Düsseldorfb Trennschleifmaschine: WOCO 50P, UNIPREC GmbH, Clausthal-Zellerfeldc Präzisionstrennschneider mit 0,25mm Diamant-Sägeblatt: IsoMet 1000, Buehler GmbH, Düsseldorf

34 3. Versuchsdurchführung
reinen Epoxidharzes zusammen mit dessen ermittelten Kennwerten in Anhang Cbeschrieben sind.
3.2.1. Geometrieanalyse
Dichtebestimmung
Die Reinstoff- und Verbunddichten der Ausgangsmaterialien, Building-Blocks undmodularen Komposite wurden auf zwei Arten ermittelt: Zum einen durch Helium-Pyknometriea, die vorrangig für Pulver und Flüssigkeiten eingesetzt wurde, und zumanderen nach dem Immersions-(„Archimedes“)-Verfahren gemäß DIN EN 623-2 [67]für zwei- und dreidimensional periodische Komposite.Für das Immersionsverfahren wurde zunächst die Masse der trockenen Probe mtr
bestimmtb. Darauf wurde die Probe bei einem Druck p < 25hPa für 30min entgastund anschließend mit destilliertem Wasser als Immersionsflüssigkeit infiltriert. Ausden Massen der infiltrierten Probe über Wasser mnass und unter Wasser mimm konntenschließlich mit der Dichte von Wasser ρH2O die Rohdichte ρroh, die scheinbare Dichteρsch und die offene Porosität Φo bestimmt werden:
ρroh = mtr
mnass −mimm· ρH2O , (3.4)
ρsch = mtr
mtr −mimm· ρH2O , (3.5)
Φo = mnass −mtr
mnass −mimm. (3.6)
Mit Hilfe der bekannten oder zuvor bestimmten Reinstoffdichte ρth konnten darüberhinaus die Gesamtporosität Φ und die geschlossene Porosität Φzu berechnet werden:
Φ = Φo − Φzu = 1− ρrohρth
. (3.7)
Die Volumenbestimmung mittels Heliumpyknometrie wurde zur Ermittlung derRohdichten des keramischen Pulvers, der Building-Blocks und des flüssigen Harz-Härter-Gemisches eingesetzt. Wobei auf eine ausreichend hohe Füllung des Kammer-
a He-Pyknometer: AccuPyc 1330, Micromeritics GmbH, Aachenb Analysenwaage mit Dichte-Kit: AG 204, Mettler-Toledo GmbH, Gießen
3.2. Charakterisierung 35
volumens mit zu untersuchendem Material zu achten war, um den relativen Messfehlergering zu halten.
Einlassventil AuslassventilAusgleichsventil
Probenkammer
Referenzkammer
Manometer
Probe
VPK
*VP
VRK
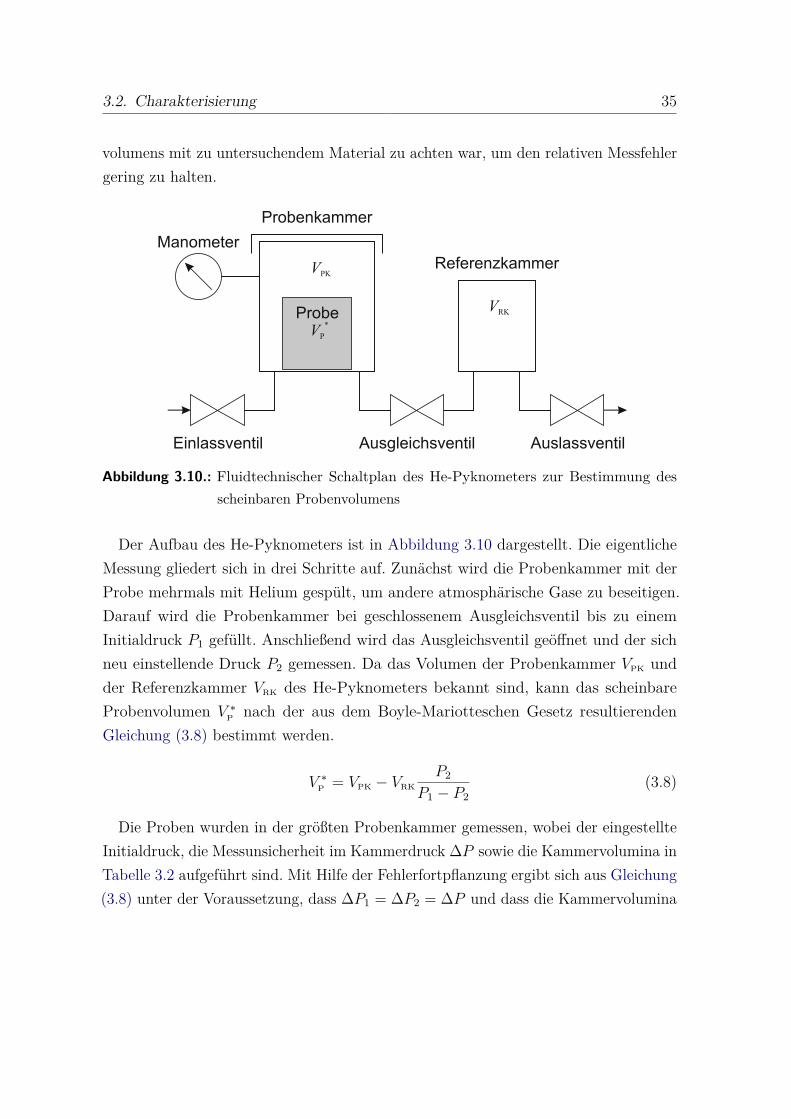
Abbildung 3.10.: Fluidtechnischer Schaltplan des He-Pyknometers zur Bestimmung desscheinbaren Probenvolumens
Der Aufbau des He-Pyknometers ist in Abbildung 3.10 dargestellt. Die eigentlicheMessung gliedert sich in drei Schritte auf. Zunächst wird die Probenkammer mit derProbe mehrmals mit Helium gespült, um andere atmosphärische Gase zu beseitigen.Darauf wird die Probenkammer bei geschlossenem Ausgleichsventil bis zu einemInitialdruck P1 gefüllt. Anschließend wird das Ausgleichsventil geöffnet und der sichneu einstellende Druck P2 gemessen. Da das Volumen der Probenkammer VPK undder Referenzkammer VRK des He-Pyknometers bekannt sind, kann das scheinbareProbenvolumen V ∗P nach der aus dem Boyle-Mariotteschen Gesetz resultierendenGleichung (3.8) bestimmt werden.
V ∗P = VPK − VRKP2
P1 − P2(3.8)
Die Proben wurden in der größten Probenkammer gemessen, wobei der eingestellteInitialdruck, die Messunsicherheit im Kammerdruck ∆P sowie die Kammervolumina inTabelle 3.2 aufgeführt sind. Mit Hilfe der Fehlerfortpflanzung ergibt sich aus Gleichung(3.8) unter der Voraussetzung, dass ∆P1 = ∆P2 = ∆P und dass die Kammervolumina

36 3. Versuchsdurchführung
Tabelle 3.2.: Messeinstellungen und -unsicherheit des He-Pyknometers
Probenkammer Referenzkammer Initialdruck Unsicherheit Druck
VPK VRK P1 ∆P
11,34 cm3 9,05 cm3 134 kPa ± 0,01%
konstant sind (∆VPK, ∆VRK = 0), für die Messunsicherheit des Probenvolumens ∆V ∗P :
∆V ∗P = VRK ∆P
√P 2
1 + P 22
(P1 − P2)2 . (3.9)
Die Messunsicherheit des ermittelten Probenvolumens lag zwischen ± 5 · 10−3 cm3 und± 1 · 10−3 cm3 für einen niedrigen bzw. hohen Füllgrad der Probenkammer.
Für den Fall der untersuchten Building-Blocks ergab sich so ein relativer Fehler von<5‰. Gegenüber der optischen und mechanischen Messung (vgl. Abschnitt 3.2.1)stellte die Kantenlängenbestimmung aus dem Volumen der Pyknometermessung damitdas genaueste Verfahren dar.
Packungsstruktur in der Schicht
Die geometrische Regelmäßigkeit des periodischen Verbundes wurde durch digitaleBildverarbeitung und -analysea quantifiziert. Dazu wurden Bilder von Querschnittensenkrecht zur Building-Block-Ebene (xy-Ebene) angeschliffener Proben mittels eineshandelsüblichen Flachbettscannersb mit einer Auflösung von 1200 ppi gescannt (vgl.Abbildung 3.11 a). Die optische Auflösung wurde mit einem Test-Target nach [68]verifiziert und entsprach einer Genauigkeit von ± 22 µm. Durch geeignete Schwellwert-bestimmung wurde das so erhaltene Graustufenbild binearisiert (Abbildung 3.11 b), umim Anschluss den Würfelquerschnitten einen Schwerpunkt und eine Fläche zuzuordnen.Manuelles Filtern der Datenpunkte über die Fläche führte zu einer ausreichenden
Erkennungsrate an Building-Block-Koordinaten von über 92% aller in einem Bildenthaltenen Building-Blocks bei sich direkt berührenden Bausteinkanten (t = tmin),und einer 100%igen Erkennungsrate bei Building-Block-Anordnungen mit größeren
a Bildbearbeitungsprogramm: ImageJ 1.41j–1.45s 32-bit, Wayne Rasband, National Institutes ofHealth, USA
b Flachbettscanner: Epson Perfection V500, Seiko Epson Corporation, Nagano, Japan

3.2. Charakterisierung 37
5 10 15 20 250x [mm]
5 10 15 20 2500
5
10
15
20
25
x [mm]
y [m
m]
a) b)
c) d)
Abbildung 3.11.: Ermittlung der Building-Block-Koordinaten durch Bildverarbeitung amBeispiel einer CT-Probe: a) Scan des modularen Materials, b) bineari-siertes Scannerbild, c) berechnete Schwerpunkte (Kreuze) über den Buil-ding-Block-Querschnitten, d) aus den Schwerpunkten (Kreuze) ermittelteGitterpunkte (Punkte)

38 3. Versuchsdurchführung
Abständen (t = t+). Die mittleren und daher repräsentativen Gitterparameter eineszweidimensionalen Verbundes aus m Spalten und n Zeilen von Building-Blocks wurdenwie folgt berechnet.
Zunächst wurden für jeden aus der Bildanalyse erhaltenen WürfelschwerpunktMgem
mn (xgemmn , ygemmn ) die relativen bzw. euklidischen Abstände qmn zur jeweiligen idealen
Gitterposition M idealmn (xidealmn , y
idealmn ) bestimmt (siehe Abbildung 3.12). Diese berechnen
sich allgemein für Anordnungen, bei denen jede zweite Spalte um δ� verschoben ist,nach Gleichung (3.10)–(3.12) (vgl. auch Abschnitt 3.1.2).
qmn =√
∆x2mn + ∆y2
mn , (3.10)
mit
∆xmn = xgemmn − xidealmn
= xgemmn − x0 − (m− 1)∆x
+ tan θy {(n− 1)∆y + [(m+ 1) mod 2] δ�}
(3.11)
und
∆ymn = ygemmn − yidealmn
= ygemmn − y0 − (n− 1)∆y
− tan θx(m− 1)∆x− [(m+ 1) mod 2] δ� .
(3.12)
Die Summe aller Abweichungen in Gleichung (3.13) wurde durch softwaregestützteOptimierunga nach dem Gradientenverfahren [69] durch Anpassung aller geometrie-beschreibenden Variablen minimiert.
min∑m, n
qmn = minx0, y0,∆x,∆y,θx, θy, δ�
∑m, n
√∆x2
mn + ∆y2mn (3.13)
Für das berechnete, ideale Gitter in Abbildung 3.12 sind x0 und y0 die Koordinatendes ersten Aufspannpunktes, ∆x und ∆y die auf die x- bzw. y-Achse projeziertenGitterabstände zwischen zwei Spalten und Zeilen, θx und θy die Winkel zwischen denbeiden Hauptrichtungen im Gitter zur jeweils nächsten Koordinatenachse und δ� der
a Tabellenkalkulationsprogramm: Microsoft Excel 2010 mit Solver-Tool, Microsoft Corporation,Redmond, USA

3.2. Charakterisierung 39
qmn
Mmn
Mmn
ideal
Dx
y0
Dy
x0
m m + 1
n
n + 1
y
x
gem
xq
yq
dg
Abbildung 3.12.: Skizze zur Berechnung der relativen Abweichungen qmn der Building-Block-Schwerpunkte vom idealen Gitter – für Geometrien mit Versatz δ� injeder zweiten Reihe rot gekennzeichnet
Versatz jeder zweiten Spalte im Gitter.Die Verzerrung des Gitters in der xy-Ebene wird durch den Winkel γ′ quantifiziert,
der für orthogonale Basisvektoren verschwindet. Für die Verzerrung γ′ und den Winkelγ zwischen den beiden Basisvektoren ∠(~a,~b) in der Ebene gilt:
γ′ = θx − θy = γ − 90◦ . (3.14)
Im Fall der untersuchten Building-Block-Anordnungen zeigen die erzeugten Geome-trien folgende Vereinfachungen:
Für quadratische (2C) Gittersymmetrie sollte die Verzerrung γ′ → 0 ebenso wie derVersatz δ� → 0 verschwinden. Darüber hinaus folgt nach Tabelle 2.2 mit |~a| = |~b| undder Beziehung in Gleichung (3.15a) und (3.15b), dass die projezierten Gitterabständegleich sind ∆x2C −∆y2C → 0.
|~a2C| =∆x2Ccos θx
(3.15a)

40 3. Versuchsdurchführung
|~b2C| =∆y2Ccos θy
(3.15b)
Für zentriert rechtwinklige Gittersymmetrie (2M) gilt in gleichem Maße, dassdie Verzerrung γ′ → 0 verschwinden sollte, allerdings sollte der Versatz genau diehalbe Länge des projezierten y-Versatzes haben (δ� → ∆y/2). Mit der angestrebtenorthogonalen Ausrichtung sollte ebenfalls wieder ∆x2M −∆y2M → 0 erreicht werden.Die Längen der Basisvektoren ergeben sich entsprechend:
|~a2M| = 2∆x2Mcos θx
, (3.16a)
|~b2M| =∆y2Mcos θy
. (3.16b)
Neben den Gitterkonstanten konnten auch Anisotropien in den Abweichungen qmnquantifiziert werden. Dazu wurden die mittleren Abweichungen in x- und y-Richtungqx, qy wie folgt bestimmt:
qx = 1mn
∑m, n
|∆xmn| (3.17a)
und
qy = 1mn
∑m, n
|∆ymn| . (3.17b)
Mit diesen mittleren Werten war es möglich, alle Abstände zwischen den Messpunktenund idealen Gitterpunkten (entsprechend den Strecken zwischen Punkten und Kreuzenin Abbildung 3.11 d) durch eine Ellipse mit den Halbachsen qx und qy zu beschreiben(s. Abbildung 3.13).
Als Maß für die Genauigkeit der gesamten Anordnung wurde die mittlere richtungs-unabhängige Abweichung q,
q = 1mn
∑m, n
qmn , (3.18)
berechnet, die wegen quadratischer Gewichtung stets größer√qx
2 + qy2 war.

3.2. Charakterisierung 41
–0,4 –0,2 0 0,2 0,4–0,4
–0,2
0
0,2
0,4
Abweichung Dx [mm]
Abw
eic
hung D
y [m
m]
qx
qy
q
Abbildung 3.13.: Anisotrope Gitterabweichung und vereinfachte Darstellung durch eineEllipse mit kleiner qx und großer qy Halbachse und mittlere richtungsun-abhängige Abweichung q
Oberflächenrauheit
Die Topografie der Building-Block-Oberflächen wurde mittels Laser-Scanning-Mikro-skopiea (LSM) quantitativ analysiert. Der fokussierte Laser mit einer Wellenlänge von780 nm besaß eine Brennfleckgröße von 1 µm und eine Höhenauflösung in z-Richtungvon 6 nm. Diese resultierte aus der beweglich aufgehängten Objektivlinse des Messkop-fes, die und durch einen Schrittmotor in 0,006 µm-Schritten über die Probe gefahrenwurde, sodass der Brennpunkt des Lasers stets auf der Oberfläche lag. Die untersuch-ten Oberflächen wurden mit einer lateralen Auflösung von 100–1000 Punkten/mmund einer Geschwindigkeit von maximal 200 Punkten/s abgerastert. Der geschätzteMittenrauwert Ra, der dem mittleren Abstand aller Ordinatenwerte zur Mittellinieentspricht, und die maximale Rautiefe Rmax wurden nach DIN EN 623-4 bzw. DIN
a LSM: UBM Microfocus Measurement System, UBM Messtechnik GmbH, Ettlingen

42 3. Versuchsdurchführung
EN ISO 4287 [70,71] bestimmt. Sie berechnen sich nach:
Ra = 1l
∫ l
0|Z(x)| dx , (3.19)
Rmax = max(Zt1, Zt2, · · ·Zti) (3.20)
mit der gesamten Messstrecke l und der Höhe Z(x) des Profils relativ zur Mittellinie(x-Achse in Abbildung 3.14). Die Einzelrautiefen Zti stellen die Spannweite für jedesProfilelement dar. Es sei allerdings darauf hingewiesen, dass die optisch ermittelten
Zt1
Zt2Zt3
Zt4
Zt5
l
Z
x0
Messstrecke
Pro
filhöhe
Abbildung 3.14.: Bestimmung der Rautiefen Zti der einzelnen Profilelemente zur Berechnungder maximallen Rautiefe Rmax aus dem Rauheitsprofil eines Oberflächens-cans
Kenngrößen nur bedingt mit anderen Messmethoden zur Oberflächenbeschaffenheitvergleichbar sind [72].
Mikrostruktur der Oberfläche und des Gefüges
Die topografische Mikrostruktur im Bereich von 0,2 µm bis 2mm wurde mittels Raste-relektronenmikroskopiea (REM) untersucht. Die große Tiefenschäfe sowie die hoheAuflösung führen zu einer hohen qualitativen Informationsdichte in den aufgenom-menen Bildern [73]. Durch das Signal der Sekundärelektronen (SE) war es möglich,a REM: Quanta 200, FEI Deutschland GmbH, Frankfurt am Main

3.2. Charakterisierung 43
hochaufgelöste und vor allem kontrastreiche Aufnahmen zu machen, die mit optischenMikroskopen bei den sehr hellen Building-Block-Oberflächen nicht möglich waren.Zwar bietet das REM durch die hohe Tiefenschärfe keine quantitative Höhenanalysewie die LSM, allerdings ist es möglich, unterschiedliche Phasen durch zurückgestreuteElektronen („backscattered electrons“, BSE) zu unterscheiden [74]. Darüber hinausermöglicht der erhöhte Materialkontrast bei der BSE-Bildgebung die bessere Detektionvon Korngrenzen [75]. Bei Bedarf einer genaueren lokalen Phasenbestimmung konntezudem die Elementanalyse mittels Energiedispersiver Röntgenspektroskopiea (EDX)angewendet werden. Die Beschleunigungsspannung bei den Untersuchungen betrugmaximal 20 kV.Im Allgemeinen wurden die Proben auf Aluminium-Probenteller mittels leifähi-
ger Polycarbonat-Klebepads oder Graphitpaste (Leit-C nach Göcke) aufgeklebt. FürBruchbilder wurden zudem Aluminium-Winkel verwendet, die die senkrechte Betrach-tung der Bruchflächen ermöglichten. Die abgewandten Probenoberflächen wurden mitLeitsilber-Suspension beschichtet. Alle Proben wurden vor der Untersuchung mit einerdünnen (< 10nm) Goldschicht im Argon-Niederdruckplasma besputtertb.
Die dreidimensionale Mikrostruktur wurde zerstörungsfrei mittels Mikro-Compu-tertomographiec (µCT) untersucht. Dabei lag die maximale räumliche Auflösungbzw. die minimale Voxelgröße bei 0,7µm. Dies wurde durch eine monochromatischeRöntgenquelle aus Wolfram, einen verzerrungskorrigierten Röntgendetektor (11MpxCCD-Kamera) sowie eine mikrofokussierte Röntgenröhre erreicht. Zwar entstehendurch die konische Form des Strahlenkegels Verzerrungen außerhalb der optischenAchse, diese konnten jedoch in den Aufnahmen durch Rekonstruktion mittels FeldkampStrahlenkegel Algorithmus korrigiert werden [76]. Die Proben wurden zur Messung aufeinem Mikropositionierer mit Hilfe von Knetmasse befestigt und im Bereich 0–180◦ indefinierten Winkelabschnitten im Röntgenstrahl gedreht. Alle Proben wurden bei einerBeschleunigungsspannung von 80 kV und einem Röhrenstrom von 100 µA durchstrahlt.Die so erzeugten Schnittbilder hatten nach der Rekonstruktiond eine maximale Größevon 8000× 8000 px und wurden softwaregestützte optimiert und visualisiert.
a Röntgenspektrometer: INCA sight Detector, Oxford Instruments, High Wycombe, GBb Sputteranlage: SCD40, Balzers Union, Wiesbadenc µCT: High Resolution Micro-Computertomograph SkyScan 1172, SKYSCAN, Kontich, Belgiend Rekonstruktionssoftware: NRecon, Skyscan, Kontich, Belgiene Visualisierungsprogramm: amira dR 5.4.1, Visage Imaging GmbH, Berlin

44 3. Versuchsdurchführung
Lichtoptische Analyse
Strukturmerkmale der Proben wie Rissverlauf und Anrissqualität sowie Übersichts-aufnahmen im mm-Bereich wurden lichtoptisch aufgenommen. Dazu wurden einMikroskopa zur Beurteilung des transparenten Matrixmaterials und ein Makroskopb
mit besserer Farbtreue und höherem Kontrast eingesetzt. Mit dem Makroskop warzudem eine schnelle Qualitätsprüfung der Building-Block-Chargen möglich, da beiden weißen Building-Block-Flächen und der transparenten Matrix eine großer Kon-trastumfang wichtig war. Zudem konnten der Zustand der PDMS-Masken hinsichtlichFormabweichungen und Verschmutzungen vor der Neubefüllung geprüft werden.
Dimensionen
Die Dimensionen der einzelnen Building-Blocks sowie der modularen Komposite wur-den im Vorfeld bestimmt und bildeten die Grundlage zur Berechnung der resultierendenMaterialeigenschaften. Die Längen der untersuchten Komposit-Proben wurden immerdirekt mechanisch gemessen, während die Abmessungen der Building-Blocks sowohldirekt als auch indirekt bestimmt wurden.
Die Building-Block-Abmessungen wurden im grünen, entbinderten und gesintertenZustand bestimmt, um die Längenänderungen während der Herstellung zu überwachenund gleichbleibende Endmaße gewährleisten zu können. Sie wurden entweder direktmittels Bügelmessschraube mechanisch ausgemessen oder indirekt aus den gescanntenSeitenflächen bzw. den über He-Pyknometrie bestimmten Volumina berechnet (vgl.Abschnitt 3.2.1). Die Messung mittels Messschrauben hatte den Vorteil, dass die zuanalysierenden Building-Blocks einzeln jeweils in allen drei Raumrichtungen vermessenwerden konnten und der Messwert d1D nicht wie bei den anderen Methoden in eineLänge umgerechnet werden musste. Es ergaben sich unterschiedliche Längen für einund die selbe Dimension, je nachdem ob eine spitzec oder flached Messspitze verwendetwurde, da die Building-Blocks Oberflächenunebenheiten in der Größenordnung von biszu mehreren zehn Mikrometern besaßen (siehe auch Abschnitt 4.1.2). Die spitze Mess-schraube konnte nur bei bereits gesinterten Building-Blocks eingesetzt werden, da diegrünen und entbinderten Building-Blocks über zu geringe Druckfestigkeiten verfügten
a Lichtmikroskop: Olympus BX51, Olympus, Japanb Makroskop: Leica M420 mit Software IM1000, Leica Microsystems AG, Wetzlarc Bügelmessschraube spitz: Radius: 0,3mm, Spitzenwinkel 15◦, 342-541-30, Mitutoyo DeutschlandGmbH, Neuss
d Bügelmessschraube flach: 293-240, Mitutoyo Deutschland GmbH, Neuss

3.2. Charakterisierung 45
und daher der Messkraft im Bereich 5–10N nicht standhalten konnten. Demzufolgewurden alle Längenmessungen an Building-Blocks mit der flachen Messschraubendurchgeführt, wobei jeweils alle drei Dimensionen von mindestens 30 Building-Blockszur Längenbestimmung bei einem Ziffernschrittwert von 0,001mm nach DIN 863-1 [77]gemessen wurden.Die spitze Messschraube wurde dagegen zur Ermittlung der Grathöhe hG und bei
Dickenmessungen an Flachen Proben verwendet, z. B. zur Bestimmung der ProbendickebCT der CT-Proben oder der spannungsoptisch relevanten Dicke dPE.
Größere Probenabmessungen über 10mm wurden mittels Messschiebera nach DINEN ISO 13385-1 [78] bestimmt.Die indirekte, optische Analyse der Building-Block-Dimensionen wurde durch die
Messung der Auflagefläche auf dem Flachbettscannerb erreicht. Sie ermöglichte diegleichzeitige Auswertung von über 200 Building-Blocks, die auf der Glasplatte desScanners mit Abstand verteilt und mit einer Auflösung von 1200 ppi gescannt wurden.Die einzelnen Seitenflächen A2Di der Building-Blocks wurden durch digitale Bildanaly-sec bestimmt und aus ihnen die mittlere Seitenfläche A2D mit der Standabweichung∆A2D berechnet. Daraus ergaben sich für die würfelförmigen Building-Blocks diemittlere Kantenlänge d2D mit der Unsicherheit ∆d2D:
d2D =√A2D , (3.21a)
∆d2D = 12
∆A2D
A2D
. (3.21b)
Die indirekte Längenmessung aus den Volumina der Pyknometermessung (Abschnitt3.2.1) wurde anhand von Building-Block-Schüttungen (N = 400 Stück) durchgeführt.Mit dieser Methode konnten nur grüne und gesinterte, würfelförmige Building-Blocksvermessen werden, da die entbinderten Würfel offen-poröse Körper darstellten und beiquaderförmigen Building-Blocks nicht eindeutig auf die Kantenlängen zurückgerechnetwerden konnte. Für die kubischen Building-Blocks ergab sich die mittlere Kantenlänge
a Messschieber: 500-233-21, Mitutoyo Deutschland GmbH, Neussb Flachbettscanner: Epson Perfection V500, Seiko Epson Corporation, Nagano, Japanc Bildbearbeitungsprogramm: ImageJ 1.41j–1.45s 32-bit, Wayne Rasband, National Institutes ofHealth, USA

46 3. Versuchsdurchführung
d3D aus dem scheinbaren Volumen der Building-Block-Schüttung V ∗P zu:
d3D = 3
√V ∗PN
. (3.22)
3.2.2. Mechanische Eigenschaften
Die kubischen und quaderförmigen Building-Blocks wurden auf ihre Druckfestigkeitgeprüft, wohingegen die 4-Punkt-Biegefestigkeit am Al2O3-Referenzmaterial gemes-sen wurde. Grenzflächenspezifische Kennwerte wurden durch Haftzugfestigkeitstestsowie mittels Push-Out-Verfahren erfasst. Der gesamte modulare Komposit wurdehinsichtlich seines Versagensverhaltens im Compact-Tension-Test untersucht. Materia-lunabhängig wurde der E-Modul durch Schwingungs-Impulsanregung bestimmt.
Druckfestigkeit
Die Druckfestigkeiten der grünen, entbinderten und gesinterten Building-Blocks wurdein Anlehnung an DIN EN 658-2 [79] erhoben. Die Oberflächen der Building-Blockswurden nicht nachbearbeitet. Um Kanteneffekte beim Test der gesinterten Building-Blocks zu verringern, wurde weiches, 0,1mm dickes Stahlblech zum Druckausgleichjeweils zwischen Ober- und Unterseite der Building-Blocks und Druckstempel derPrüfmaschine gelegt (vgl. Abbildung 3.15 a). Wegen der kleinen Querschnittsflächen(< 2mm2) war es erforderlich, einen Oberstempel zu entwerfen, der sich bei mini-malsten Kräften an der Oberseite des Prüfkörpers ausrichtet und zugleich höchstenBelastungen (> 2 kN) standhält. Abbildung 3.15 b zeigt den selbstausrichtenden, Hart-metallkugel-gelagerten Oberstempel, der direkt an der Kraftmessdose befestigt wurde.Die Building-Blocks wurden je nach Kraftbereich in einer von zwei elektromechani-schen Material-Prüfmaschinena, b mit einer Vorschubgeschwindigkeit von 0,5mm/mingetestet. Zur Ermittlung der Querschnittsfläche wurden die Ober- und Unterseitenaller zu prüfenden Building-Blocks gescannt, binearisiert und vermessen (vgl. Ab-schnitt 3.2.1). Die jeweiligen Druckfestigkeiten σDi
wurden aus der kleinsten der beidenQuerschnittsflächen Amin und der maximalen Druckkraft Fmax berechnet.
σDi= Fmax
Amin(3.23)
a Prüfmaschine <1 kN: Instron 5585, Instron Deutschland GmbH, Pfungstadtb Prüfmaschine >1 kN: Instron 4204, Instron Deutschland GmbH, Pfungstadt

3.2. Charakterisierung 47
Oberstempel
Unterstempel
Building-Block
Zwischenblech
Zwischenblech
WC-Kugel
Federn
Bolzen
Druckplatte
Körper
10 mm
a) b)
Abbildung 3.15.: a) Versuchsanordnung des Druckversuchs am einzelnen Building-Blockund b) selbstausrichtender Oberstempel in der Detailansicht
Zur Auswertung der Festigkeiten wurde die zweiparametrige, kumulative Weibull-Verteilung der Versagenswahrscheinlichkeit Pf herangezogen:
Pf = 1− exp[−(σfσ0
)m](3.24)
Die charakteristische Weibull-Festigkeit σ0 und der Weibull-Modul m aus Gleichung(3.24) wurden mit der Maximum-Likelihood-Methode nach DIN EN 843-5 für NProben berechnet, indem die Gleichung
N∑j=1σmfj ln σfjN∑j=1
σmfj
− 1N
N∑j=1
ln σfj −1m
= 0 (3.25)
numerisch gelöst wurde. Da der so erhaltene Schätzwert m eine systematische Ab-weichung besitzt, wurde er mit dem Korrekturfaktor b = 1− 1,593145N−1,046958 nachGleichung (3.26) zu mkorr berichtigt.
mkorr = m · b (3.26)
Nach allgemeiner Konvention und der Einfachheit halber wird im Folgenden derkorrigierte Schätzwert des Weibull-Moduls mkorr mit dem Weibull-Modul der Grund-gesamtheit m gleich gesetzt; m = mkorr.

48 3. Versuchsdurchführung
4-Punkt-Biegung
Die Biegefestigkeit wurde durch Biegebeanspruchung balkenförmiger Proben zwischenPaaren zylinderförmigen Auflager- und Belastungsrollen (4-Punkt-Biegung) nach[80] bestimmt. Die Probenanordnung in der Prüfmaschinea ist in Abbildung 3.16neben den ermittelten Maßen für Probenbreite b und -höhe h sowie den Abstandder Auflagerrollen L dargestellt. Alle Proben wurden mit 5N vorgespannt und miteiner Belastungsgeschwindigkeit von 25 µm/s innerhalb von 15 s gebrochen, wobei derMaximalwert der Prüfkraft FB aufgezeichnet wurde.
h
b
FB
L
L4
L4
L = 20mm
b = 2,44± 0,04mm
h = 2,06± 0,09mm
Abbildung 3.16.: Probenanordnung in der 4-Punkt-Biegevorrichtung mit Bemaßung
Die Biegefestigkeit σB jeder einzelnen Probe berechnete sich zu:
σB = 3FB max L
4 b h2 (3.27)
Zur statistischen Auswertung der Biegefestigkeiten konnte bei mehr als ausreichendgroßer Probenzahl analog zur Auswertung der Druckfestigkeit die kumulative Weibull-Verteilung herangezogen werden.
Haftzugfestigkeit
Die Qualität der Building-Block-Polymer-Grenzfläche wurde durch Messung der Haft-zugfestigkeit zwischen Al2O3 und Epoxidharz bestimmt. Aufgrund der fertigungsbe-dingten Oberflächeneigenschaften der Building-Blocks (vgl. Abschnitt 4.1.2) wurde dieFestigkeit direkt an einzelnen Würfeln gemessen. Dies erforderte eine präzise Proben-präparation und sorgfältige Dimensionierung der Prüfanordnung. Der Versuchsaufbaua Prüfmaschine: Exakt 6000EA, EXAKT Apparatebau GmbH, Norderstedt

3.2. Charakterisierung 49
ist in Abbildung 3.17 dargestellt.
Polyamidfaden
Kunststoffklemme
Epoxidharz
Building-Block
Klebeverbindung
Einschnitt
5 mm
Abbildung 3.17.: Prüfanordnung mit miniaturisierter Probenaufnahme zur Bestimmung derHaftzugfestigkeit zwischen Building-Block und Matrix
Die Probenstäbe wurden aus einzeln eingegossenen Building-Blocks herauspräpariert.Dazu wurden zunächst drei zur Belastungsrichtung parallele Würfelflächen freigeschlif-fen und poliert und anschließend ein stumpfer Einschnitt von der vierten Seite ausbis zum Building-Block gesägta. Dadurch war gewährleistet, dass kein überschüssigesPolymermaterial an den Building-Block-Seiten überstand und einzig die Grenzflächebelastet wurde. Zudem war die so erzeugte Fläche gegenüber der übrigen Proben-querschnittsfläche minimal und stellte sicher, dass die maximale Zugbelastung ander Grenzfläche anlag. Die Probenstäbe waren ca. 25mm lang und wurden an denEnden mit Kunststoffklemmenb beklebt. Durch die Aufhängung an 1mm dicken undca. 10 cm langen Polyamidfäden in der elektromechanischen Material-Prüfmaschinenc
wurden Biegespannungen und Torsionsmomente minimiert.
a Präzisionstrennschneider mit 0,25mm Diamant-Sägeblatt: IsoMet 1000, Buehler GmbH, Düsseldorfb MultiClips, 40300027, Struers GmbH, Willichc Prüfmaschine: Instron 5585, Instron Deutschland GmbH, Pfungstadt

50 3. Versuchsdurchführung
Die Probestäbe wurden mit einer Vorkraft von 1N vorgespannt und mit einerPrüfgeschwindigkeit von 2,5mm/min getestet, bis sie bei der maximalen Zugkraft Fmax
versagten. Im Anschluss an die Zugprüfung wurde die Bruchfläche A im Makroskopa
vermessen. Die Haftzugfestigkeit σH der getesteten Grenzfläche berechnete sich zu:
σH = Fmax
A. (3.28)
Push-Out-Verfahren
Das Push-Out-Verfahren an einzelnen Building-Blocks diente dazu, die Hafteigenschaf-ten zwischen Matrix und Building-Blocks zu untersuchen sowie die Reibungskräftenach der Delamination zu quantifizieren. Es ist dem bei faserverstärkten Verbund-werkstoffen oft verwendeten Pull-Out-Verfahren [81–84] sehr ähnlich, kann jedochwegen des geringen Aspektverhältnisses der Building-Blocks im Vergleich zu Faserneiner vereinfachten theoretischen Betrachtung unterzogen werden. Der Push-Out-Versuch wurde in einer elektromechanischen Material-Prüfmaschineb durchgeführt.Dazu wurden Monolagen des modularen Materials auf einen gelochten Unterstem-pel platziert und die Mittelachse des herauszudrückenden Building-Blocks auf eineLinie mit dem Oberstempel und der Aussparung im Unterstempel gebracht (sieheAbbildung 3.18 a). Der Oberstempel bestand aus gehärtetem Stahl und hatte eineQuerschnittsfläche von 1,0×1,0mm2, während der Unterstempel aus einer geschliffenenDuraluminium-Platte gefertigt war, die ein Loch mit 2mm Durchmesser besaß. Nachdem Positionieren wurde der Building-Block mit einer Vorkraft von 3–6N angefahrenund der Traversenweg abgeglichen. Die Prüfung wurde mit einer Vorschubgeschwin-digkeit von 0,6mm/min durchgeführt, sodass die gesamte Versuchsdauer bei etwazwei Minuten lag. Die auf den Building-Block wirkende Kraft FPO und der Verfahr-weg des Oberstempels z wurden aufgezeichnet. Im Anschluss an die Prüfung wurdeder Building-Block auf Ausbrüche oder Abplatzungen untersucht, da nur die Datenunversehrter Building-Blocks ausgewertet wurden. War die Integrität sichergestellt,wurden die Abmessungen des herausgedrückten Building-Blocks mit einer spitzenMikrometerschraube entsprechend Abschnitt 3.2.1 vermessen. Dabei waren dx und dydie Kantenlängen der Querschnittsfläche und dz die Höhe des Building-Blocks (vgl.Abbildung 3.18 b).
a Makroskop: Leica M420, Leica Microsystems, Wetzlarb Prüfmaschine bis 5 kN: Instron 5585, Instron Deutschland GmbH, Pfungstadt

3.2. Charakterisierung 51
gelochter Unterstempel
Oberstempel
modularesMaterial
dx
z
FPO
dz
a) b)
Abbildung 3.18.: Versuchsaufbau in der Prüfmaschine zum Herausdrücken einzelner Buil-ding-Blocks aus Monolagen des modularen Materials: a) Prüfanordnung,b) Dimensionen
Aus den aufgezeichneten Daten ließen sich die Haftfestigkeit der Building-Blockszum Epoxidharz und die durch Reibung erzeugten Schubspannungen an den Buil-ding-Block-Flanken berechnen. Abbildung 3.19 zeigt beispielhaft das Kraft-Weg-Diagramm eines Push-Out-Versuchs, dessen Verlauf mit dem eines Faser-Pull-Out-Versuchs vergleichbar ist (s. z. B. [82]). Der Building-Block haftete an der Matrix,bis er bei FPO = Fmax aus dem Verbund brach und mit stetig kleiner werdenderReibungskraft herausgedrückt wurde. Die Haftscherfestigkeit τH des Building-Blocksmit der Seitenfläche ABB = 2(dx + dy)dz in der Matrix entspricht dann
τH = Fmax
ABB= Fmax
2(dx + dy)dz. (3.29)
Die Scherspannung durch Reibung τR nach Delamination kann aus der Steigung∆FPO/∆z des linearen Bereichs mit Hilfe von Gleichung (3.30) berechnet werden [85].
τR = dFdA = dF
dz1
2(dx + dy)= ∆FPO
∆z1
2(dx + dy)(3.30)
∆FPO/∆z wurde durch lineare Regression bestimmt.Schließlich konnte aus dem Kraftabfall ∆Fmax bei Delamination die Energiefrei-
setzungsrate G des Bruchvorgangs bestimmt werden. Sie entsprach der doppeltenspezifischen Bruchenergie – der bei Bruch verrichteten Arbeit (graue Fläche in Abbil-

52 3. Versuchsdurchführung
Kra
ft F
PO
Fmax
Haftung Reibung
Weg z
DFPO
Dz
DFmax
zmax
Abbildung 3.19.: Typisches, experimentelles Kraft-Weg-Diagramm des Push-Out-Versuchsmit noch haftendem Building-Block (links), Bruch (Fmax, zmax) und Rei-bungsregime nach Delamination (rechts). Die graue Fläche entspricht derbei Bruch verrichteten Arbeit
dung 3.19) pro geschaffener Oberfläche – und berechnete sich wie folgt:
G = ∆Fmaxzmax
2ABB. (3.31)
Die verrichtete ArbeitWPO, die benötigt wurde, um einen Building-Block vollständigaus dem Verbund zu lösen, entsprach der gesamten Fläche unter der Kraft-Weg-Kurvein Abbildung 3.19 und berechnete sich entsprechend zu:
WPO =∫ dz
0FPO(z) dz . (3.32)
Da diese stark von den Würfelabmessungen abhängig war, wurde die dimensionsun-abhängige mittlere Spannung τ bestimmt. Sie wurde über den gesamten Push-Out-Vorgang als konstant angesehen, was zu einer nur von z abhängigen ReibungskraftFPO(z) = τ 2(dx + dy) z führte. Aus Gleichung (3.32) ergibt sich daher die mittlerePush-Out-Spannung
τ = WPO
(dx + dy) d2z. (3.33)
Mit τ war es möglich, die Bruchvorgänge der unterschiedlichen modularen Kompo-

3.2. Charakterisierung 53
site gesamtenergetisch und unabhängig von den jeweiligen, genauen Building-Block-Dimensionen zu beurteilen und zu vergleichen.
Compact-Tension-Test
Kompakte Zugproben (CT-Proben) wurden auf das Bruchverhalten und ihre Riss-öffnungsenergie in einer elektromechanischen Material-Prüfmaschinea unter Biegungin der Rissebene getestet. Der Vorteil der CT-Geometrie gegenüber standardmäßi-gen 3- oder 4-Punkt-Biegeproben [80] liegt darin, dass die Prozesszone während derRissausbreitung einen breiteren Bereich durchwandern kann. Somit war es möglich,den Versagensverlauf über eine größere Zeitspanne zu kontrollieren als beim reinenBiegeversuch. Zwischen Sprödbruch mit instabilem Risswachstum und Zähbruch mitkontinuierlicher Rissausbreitung konnte über den Verlauf der Spannungs-Dehnungs-Kurve unterscheiden werden. Die modularen Komposite wurden mit Probengeometriennach DIN EN ISO 7539-6 [86] (vgl. auch ASTM E1820-09 [87] und ASTM E399-09 [88])getestet. Die entsprechende Probenform und die verwendeten Abmessungen sind inAbbildung 3.20 dargestellt.
BCT
HCT
aCT
wCT
bCT
LCT
hCT
CT
x
yz
wCT Nettobreite 20mm
LCT Gesamtbreite 25mm
BCT Dicke d
HCT Höhe 24mm
aCT effektive Risslänge 0,4–0,5 wCT
hCT Bohrungsabstand 11mm
∅CT Bohrungsdurchmesser 3,5mm
bCT Stegbreite 10mm
Abbildung 3.20.: Probengeometrie und untersuchte Probenabmessungen für den Compact-Tension-Test in Anlehnung an [86–88]
Mit diesen Dimensionen war es möglich, selbst bei den größten Building-Blocksden Rissverlauf über mindestens sechs Einheitszellen zu beobachten (bCT > 6|~a|)
a Prüfmaschine < 1 kN: Instron 5585, Instron Deutschland GmbH, Pfungstadt

54 3. Versuchsdurchführung
und gleichzeitig den sofortigen katastrophalen Versagensverlauf zu vermeiden. DerCT-Aufbau erlaubte außerdem die kontinuierliche Erfassung zum Zeitpunkt i vonZugkraft FCT(i) und Längenänderung v(i) entlang der Kraftachse (zwischen den beidenBohrungen).
Für den CT-Test wurden alle untersuchten Proben auf Hartmetallstifte mit 3,0mmDurchmesser aufgehängt und mit einer Kraft von ≈ 0,2N vorgespannt. Soweit nichtanders angegeben wurde mit einer Vorschubgeschwindigkeit von 0,6mm/min geprüft,bis die Kraft wieder auf < 0,2N abfiel. Um die sich ändernden elastischen Eigenschaftender modularen Komposite über den gesamten Rissfortschritt verfolgen zu können,wurden die Proben schrittweise teilentlastet. Die Teilentlastung erfolgte weggesteuert,sodass die Traverse bei Proben aus kubischen Building-Blocks alle 0,04mm um0,02mm zurück fuhr – bei Proben aus Quadern nach jeweils 0,16mm um 0,04mm.Alle Wegpunkte der aufgenommenen Messdaten wurden mit den Daten einer massiven,reinen Al2O3-Platte nach DIN EN 843-2 [89, Verfahren A.1] korrigiert, um Fehlerdurch Verformung der Probenaufnahme bei der Berechnung der Nachgiebigkeit zuvermeiden. Abbildung 3.21 zeigt einen typischen Kurvenverlauf des CT-Tests.
Für die CT-Geometrie lässt sich der Spannungsintensitätsfaktor K(i) bei einerbestimmten Kraft F(i) und sich ändernder Risslänge a(i) nach Gleichung (3.34) berech-nen [87,88] (sieht auch [90,91]).
K(i) =FCT(i)√
BCTBCTNwCT
fCT
(a(i)
wCT
)(3.34)
mit der Netto-Probendicke BCTN (BCTN = BCT, falls keine seitlichen Kerben eingebrachtwurden) und dem Formfaktor fCT:
fCT
(a(i)
wCT
)=
2 + a(i)wCT√(
1− a(i)wCT
)3
·[0,886 + 4,64 a(i)
wCT− 13,32
(a(i)
wCT
)2+ 14,72
(a(i)
wCT
)3− 5,6
(a(i)
wCT
)4] (3.35)
Darüber hinaus lässt sich das J-Integral aus elastischem und plastischem Anteil
J(i) = Jel(i) + Jpl(i) = K(i)2(1− ν2)E
+ Jpl(i) (3.36)

3.2. Charakterisierung 55
Kra
ft
FC
T
Weg v
Dv
DFCT
Apl
Abbildung 3.21.: Beispiel einer aufgezeichneten Kraft-Weg-Kurve aus dem CT-Test mit teil-weise entlasteten Bereichen zur Bestimmung der aktuellen Nachgiebigkeitund dem plastischen Flächenanteil Apl
nach [92] mit
Jpl(i) =[Jpl(i−1) +
(η(i−1)
b(i−1)
)Apl(i) − Apl(i−1)
BCTN
] [1− γ(i−1)
a(i) − a(i−1)
b(i−1)
](3.37)
ableiten, wobei gilt: η(i−1) = 2,0+0,522b(i−1)/wCT [93] und γ(i−1) = 1,0+0,76b(i−1)/wCT.Der Term Apl(i) − Apl(i−1) in Gleichung (3.37) entspricht dem Zuwachs an plastischerFläche im Kraft-Weg-Diagramm und kann wie folgt berechnet werden:
Apl(i) = Apl(i−1) + (FCT(i) + FCT(i−1))(vpl(i) − vpl(i−1))2 (3.38)
mit dem plastischen Anteil der Längenänderung vpl(i) entlang der Kraftachse, dersich aus der aktuellen Längenänderung v(i) um ihren elastischen Anteil F(i) · CCT(i)
korrigiert ergibt:vpl(i) = v(i) − F(i) · CCT(i) . (3.39)
CCT(i) ist die elastische Nachgiebigkeit, die aus der Steigung der teilentlasteten Ab-

56 3. Versuchsdurchführung
schnitte (vgl. Abbildung 3.21) experimentell ermittelt werden konnte und ergab sichzum Zeitpunkt i zu:
CCT(i) = ∆v(i)
∆FCT(i)= DCT(i)
−1 , (3.40)
mit der Steifigkeit DCT.Aus Gleichung (3.34)–(3.37) ist jedoch ersichtlich, dass der Spannungsintensitäts-
faktor und das J-Integral nur bestimmt werden können, wenn aCT(i) bekannt ist. Derverwendete CT-Prüfaufbau ließ jedoch aufgrund der anfänglich kleinen Rissbreiten,der daraus nicht ermittelbaren Breite der Prozess- bzw. Brückenzone und des sprung-haften Risswachstums eine genaue Beobachtung der effektiven Risslänge nicht zu. Umden Widerstand der modularen Keramik dennoch bei abnehmender Probenintegritätverfolgen zu können, wurde der Verlauf der Steifigkeit DCT bis zum katastrophalenVersagen aufgenommen.
Ultraschalllaufzeit
Mit dem Ultraschall-Impulslaufzeitverfahren konnte der dynamische E-Modul in denreinen Ausgangsmaterialien sowie den Kompositen bestimmt werden. Das Verfah-ren in Anlehnung an DIN EN 843-2 [89, S. 19 ff.] basiert auf der Laufzeitmessungeines Ultraschallimpulses durch den Probekörper. Dazu wurde der Probekörper zwi-schen zwei piezoelektrische Wandlera (Sender und Empfänger) positioniert, wobeizur besseren Ankopplung unter Wasser gearbeitet wurde. Der Erregerimpuls hatteein Frequenzband von 0,5 bis 15MHz bei einer Impulsfolgefrequenz von ≈ 100Hzund die Laufzeit der longitudinalen Welle tL konnte am Ultraschallprüfgerätb beider Position des ersten Signalpeaks abgelesen werden. Mit der nach Abschnitt 3.2.1ermittelten Probekörperlänge lL konnte die Geschwindigkeit der elastischen Longitudi-nalwellen – die Schallgeschwindigkeit – cL = lL/tL berechnet werden. Bei bekannterQuerkontraktionszahl ν und Dichte ρ ergibt sich der E-Modul nach [94, S. 457] zu:
E = c2L ρ
(1 + ν)(1− 2ν)1− ν . (3.41)
Werden die Laufzeiten allerdings entlang sehr dünner Proben bestimmt, sind dietransversalen Wellen unterdrückt, da die Dicke kleiner ist als die Wellenlänge der
a Ultraschallwandler: H2K Ø13mm, Krautkrämer Branson (jetzt General Electric), Hürthb Ultraschallprüfgerät: USD 10, Krautkrämer Branson (jetzt General Electric), Hürth

3.2. Charakterisierung 57
Schallwelle. Im Fall von Al2O3 mit einer Schallgeschwindigkeit cL ≈ 10 000m/s [95]liegt die Wellenlänge für o. g. Frequenzbereich bei 1–20mm und Gleichung (3.41)vereinfacht sich für Proben mit Dicken <1mm zu:
E = c2L ρ . (3.42)
Schwingungs-Impulsanregung
Der dynamische E-modul des reinen Al2O3 wurde zerstörungsfrei durch Schwingungs-Impulsanregung nach DIN EN ISO 12680-1 [96] bzw. [89, D] bestimmt. Die geprüftenProbengeometrien waren schlanke Stäbe mit rechteckigem Querschnitt, d. h. ihreLänge entsprach mindestens dem Fünffachen der Diagonalen des Querschnitts. Vorder Anregung wurden die Probestäbe auf keilförmige Schaumstoffauflager positioniert,sodass die Auflagepunkte mit den Knotenpunkten der Schwingung zusammenfallen(siehe Abbildung 3.22). Dies ist bei einem Abstand vom 0,224-fachen der Gesamtlängevon außen gegeben. Nachdem das Mikrofona am seitlichen Ende der Probe platziertworden war, wurde sie mit einem Schlaghammer, der aus einem flexiblen Polymerstabmit daran befestigter Edelstahlkugel bestand, am Auftreffpunkt angeregt. Die durchden mechanischen Impuls angeregte Schwingung konnte mit dem Mikrofon aufge-nommen werden und Grundresonanzfrequenz f1 wurde als Fourier-Transformiertesoftwaregestütztb ausgewertet.
flexibler Polymerstab
Edelstahlkugel
Probe
Schaumstoffauflager
Auftreffpunkt
Linien derBiegeknoten
Mikrofon
Abbildung 3.22.: Rechteckiger Probestab zur Schwingungs-Impulsanregung auf Schaumstof-fauflagern mit Auftreffpunkt für Biegung in der Ebene nach [89, 96]
Der E-Modul E konnte anschließend nach [89,96] mit folgender Gleichung in Pascala Mikrofon: labtec dR desk mic 534, Logitech Europe S.A., Morges, Schweizb Frequenzanalysesoftware: Buzz-o-sonic 4.0.5, BuzzMac dR International LLC, Glendale, USA

58 3. Versuchsdurchführung
berechnet werden:E = 0,9465
mImp f21 L
3Imp
bImp t3ImpT1 (3.43)
Dabei sind mImp, LImp, bImp und tImp die Masse, Länge, Breite und Dicke des Probe-stabes in Gramm bzw. Millimeter. T1 ist ein Korrekturfaktor für den Biegemodus, derdie endliche Dicke und Länge sowie die Poissonzahl ν berücksichtigt und sich nachGleichung (3.44) berechnet (vgl. auch [97, S. 40 ff.]).
T1 = 1 + 6,585(1 + 0,0752ν + 0,8109ν2
)( tImp
LImp
)2
− 0,868(tImp
LImp
)4
−8,340 (1 + 0,202ν + 2,173ν2)
(tImpLImp
)4
1 + 6,338 (1 + 0,1408ν + 1,536ν2)(tImpLImp
)2
(3.44)
3.2.3. Spannungsoptik
In den hergestellten modularen Kompositen treten immer Eigenspannungen auf, diesich zum einen aus der Aushärteschwindung des Harzes ergeben (vgl. AbschnittC.4), die durch die Building-Blocks behindert wird, und zum anderen aus den unter-schiedlichen thermischen Dehnungen während des Abkühlens nach der Nachhärtungresultieren (s. Abschnitt 3.1.3). Um diese intrinsischen Spannungsverteilungen darstel-len zu können, wurde die Methode der Spannungsoptik angewandt.
Die Spannungsoptik ist eine der vorrangigen Techniken, um Spannungsverteilungenin vorgespannten wie belasteten Teilen zu visualisieren [98]. Als berührungslose undzerstörungsfreie Methode kommt sie hauptsächlich bei der Untersuchung von Gläsern,transparenten Polymeren sowie Kompositen zum Einsatz [99]. Allerdings kann sie aufnahezu beliebige Materialien und Teilgeometrien durch den Einsatz doppelbrechenderBeschichtungen adaptiert werden [100,101]. Ein besonderer Vorteil ist die instantaneBildgebung, weswegen sie seit über einem Jahrhundert eine der am meisten verbreitetenMethoden zur schnellen, kontinuierlichen Qualitätskontrolle in der Glasindustrie ist, woSpannungen in komplex geformten Produkten, wie Flaschen, Trinkgläsern, Glasrohrenoder -fasern nur schwer eingeschätzt werden können [102]. Darüber hinaus dient sieals unterstützendes Verfahren zur Visualisierung komplexer Spannungsverteilungen inder Prothetik [103,104] oder Bruchmechanik [105], wo belastete Bauteile in Form vonNachbauten aus transparenten Polymeren untersucht werden.Gerade beim verwendeten transparenten, homogenen Epoxidharz, das ein ideales

3.2. Charakterisierung 59
Dielektrikum darstellt [106], ist die photoelastische Analyse der zweidimensionalen,ebenen Spannungszustände das Mittel der Wahl. Die Spannungsoptik kann hiersowohl einen komplettes Bild der Spannungsverteilung generieren, als auch lokalaufgelöste Differenzen in den Hauptspannungen durch die Kompensator-Methodegenau bestimmen [107, S. 691 ff.]. Beide Methoden wurden zur Charakterisierung derSpannungsverteilungen in dieser Arbeit eingesetzt, wobei für beide ein Lichtmikroskopa
als Polariskop verwendet wurde. Der Aufbau ist in Abbildung 3.23 schematischdargestellt.
Durchlaufen zwei Lichtwellen einen spannungsdoppelbrechenden Körper der DickedPE, ergibt sich beim Verlassen der Gangunterschied s aus den unterschiedlichenBrechungsindizes n1, 2 für den ordentlichen und außerordentlichen Strahl [108, S. 15 f.].
s = dPE (n1 − n2) vLc
(3.45)
Da sich die Geschwindigkeit des Lichts in Luft vL kaum von der Lichtgeschwindigkeitim Vakuum c unterscheidet und die unterschiedlichen Brechungsindizes direkt aus denHauptspannungen σ1, 2 des ebenen Spannungszustandes resultieren,
n1 − n2 = C (σ1 − σ2) , (3.46)
ergibt sich nach Maxwells Modell für die Doppelbrechung im ebenen Spannungszustanddie Hauptgleichung der Spannungsoptik:
δ = C
λ(σ1 − σ2) dPE = C
λσPEdPE . (3.47)
Demnach ist die relative Phasenverschiebung oder auch Ordnung δ = s/λ bei derBeobachtungswellenlänge λ abhängig von der materialspezifischen spannungsoptischenKonstante C, der Probendicke dPE und der Differenz der Hauptspannungen σPE. ImExperiment wurde bei der flächigen Beobachtung und Aufnahme von Spannungs-verteilungen ein Tageslichtfilter verwendet, während bei punktuellen Messungen desGangunterschiedes ein monochromatischer Interferenzfilter eingesetzte wurde, der λ auf546 nm (e-Linie) festlegte. Tageslichtspektrum und monochromatisches Licht führtenjedoch zur selben Form in den Beugungsmustern, da die Quecksilber e-Linie sehr naheam Wahrnehmungsmaximum (555 nm) des photopischen Sehens liegt [109, S. 346].
a Lichtmikroskop: Olympus BX51, Olympus, Japan

60 3. Versuchsdurchführung
90°
90°
45°
oao
F
F
P
P
Probe
Probe
A
A
135°
o
ao
0°
0°
l4 l
4
Kompensatoru1, 2
a)
b)
Abbildung 3.23.: Versuchsaufbau zur spannungsoptischen Untersuchung im Lichtmikroskopmit Filter (F), Polarisator (P) und Analysator (A) ohne Blenden undLinsensystem: a) Dunkelfeld-Linear-Polariskop mit Berek-Kompensatorzur genauen Bestimmung des Gangunterschiedes; b) Dunkelfeld-Zirkular-Polariskop zur Visualisierung der Spannungsverteilung ohne Isoklinen

3.2. Charakterisierung 61
Die beobachtbare, transmittierte Intensität I ergibt sich für ein Dunkelfeld-Linear-Polariskop wie in Abbildung 3.23 a nach [94, S. 274 ff.] zu
I = I0 sin2(2ωPE) sin2(πδ) , (3.48)
wobei die ausrichtungsbedingten Intensitätsminima des Winkels ωPE zwischen Haupt-spannungsrichtung und Polarisatorrichtung die Isoklinen darstellen. Sie entsprechenallen Punkten der beobachteten Spannungsverteilung, in denen die Hauptspannungenin die gleiche Richtung wie die Polarisationsrichtung zeigen (sin2 2ωPE = 0). Somitwandern die Isoklinen durch Drehen der Probe im Polariskop, während die Isochroma-ten, die die Punkte mit gleicher Hauptspannungsdifferenzen darstellen, unabhängigvon der Probenausrichtung im Polariskop sind.
Durch die Verwendung von λ/4-Plättchen im Dunkelfeld-Zirkular-Polariskop Ab-bildung 3.23 b werden die Isoklinen ausgelöscht und die beobachteten Intensitätenvereinfachen sich zu:
I = I0 sin2(πδ) . (3.49)
Die indirekt beobachtbaren Hauptspannungen lassen sich mit Hilfe des MohrschenSpannungskreises,
σ1, 2 = σxx + σyy2 ±
√(σxx − σyy
2
)2+ τ 2
xy , (3.50)
aus den kartesischen Spannungen σxx, yy sowie der Schubspannung τxy im ebenenSpannungszustand berechnen. Daraus folgt für die Hauptspannungsdifferenz σPE mitGleichung (3.47), dass
σPE =√
(σxx − σyy)2 + 4τ 2xy , (3.51)
was der Vergleichsspannung nach Tresca bzw. dem zweifachen der maximalen Scher-spannung entspricht [110]. Sie gilt allgemein als schadensrelevanteste Spannung invielen Ermüdungsmodellen [111].
Zur punktuell genauen Bestimmung des Gangunterschiedes wurde das Dunkelfeld-Linear-Polariskop mit Berek-Kompensatora nach Abbildung 3.23 a verwendet, mitdessen Hilfe ein maximaler Gangunterschied von ≈ 5λ kompensiert werden konnte. Derverwendete Berek-Kompensator besteht i. Allg. aus einer Platte eines doppelbrechenden
a Berek-Kompensator: U-CBE, Olympus, Japan

62 3. Versuchsdurchführung
Kristalls (z. B. Kalkspat oder MgF2), dessen außerordentliche Achse parallel zuroptischen Achse des Mikroskops ausgerichtet ist. Dieser erlaubt es, die Phase einer Welleregulierbar zu verschieben und dadurch den durch die Probe erzeugten Gangunterschiedzu kompensieren [112, S. 520 f.]. Dazu wurde der auszumessende Punkt zunächst ohneKompensator auf den Kreuzungspunkt des Okular-Fadenkreuzes – auf die Drehachsedes Mikroskoptisches – positioniert. So ausgerichtet, wurde der Tisch mit der Probegedreht, bis die beobachtete Stelle minimale Transmission zeigte, um von da aus durchDrehung um genau 45◦ maximale Transmission zu erreichen. Nun wurde der Berek-Kompensator in den Strahlengang eingebracht. Durch einstellen des Kompensators aufdie Winkel υ1, 2, konnte der durch die Probe erzeugte Gangunterschied kompensiertund minimale Transmission beobachtet werden. Dieser Vorgang wurde für jeden Punktdreimal wiederholt, um anschließend aus den Mittelwerten von υ1, 2 den mittlerenKompensatorwinkel υ nach Gleichung (3.52) zu bestimmen [113].
υ = |υ1 − υ2|2 (3.52)
Mit dem mittleren Kompensatorwinkel konnte der Gangunterschied [107, S. 694 ff.]
s = κ ·2∣∣∣∣√1− sin2
(υn2
ao
)−√
1− sin2(υn2
o
)∣∣∣∣∣∣∣ 1n2
o− 1
n2ao
∣∣∣ (3.53)
berechnet werden, wobei κ = 7295,1 nm eine Konstante ist, in die u. a. die Prismendickedes Kompensators eingeht, und no = 1,37859 und nao = 1,39043 die Brechungsindizesdes Magnesiumflurid-Prismas [114] des Kompensators für den ordentlichen sowieaußerordentlichen Strahl sind.Allen Messungen am modularen Material ging die Kalibrationsmessung der span-
nungsoptischen Konstante C des Epoxidharzes voraus. Da das Polymer optisch isotropwar und im spannungsfreien Zustand keine Doppelbrechung zeigte, konnte die Kali-brierung durch photoelastische Analyse am uniaxial eingespannten Harz (σ1 = σxx,σ2 = σ3 = 0) vorgenommen werden [115, S. 8]. Dieser Vorgang ist in Anhang Bausgeführt und lieferte eine spannungsoptische Konstante des Epoxidharzes CEpoxi von26,8± 0,9 · 10−12/MPa.

4. Ergebnisse
Die Ergebnisse dieser Arbeit untergliedern sich in zwei Abschnitte:
• Die Untersuchung individueller Building-Blocks hinsichtlich ihrer Geometrien,der Mikrostruktur und ihrer mechanischen Eigenschaften
• sowie die Charekterisierung der daraus hergestellten modularen Komposite inBezug auf ihre zweidimensionale bzw. dreidimensionale Strukturbildung, dieGrenzflächeneigenschaften im Verbund und schließlich das Versagensverhalten.
Ein Teil der im Folgenden dargestellten Ergebnisse wurde bereits an anderer Stelle[64,116] publiziert.
4.1. Building-Block DesignDie prozesstechnische Herausforderung lag in der Reproduzierbarkeit der Building-Block-Eigenschaften bei der Herstellung. Da die Merkmale der modularen Komposite,die aus jeweils 500 bis 5000 Einzelbausteinen zusammengesetzt waren, maßgeblich ausden Building-Block-Eigenschaften resultierten, sind im Folgenden diese Grundeigen-schaften und ihre Grenzen beschrieben.
4.1.1. Geometrie
In diesem Abschnitt werden die makroskopischen Geometriecharakteristika der Buil-ding-Blocks quantifiziert, die die Kantenlänge, die Dichte und das Packungsverhaltenbei vibrationsgestützter Selbstanordnung umfassten.
Kantenlängen
Die Bestimmung der Kantenlängen d wurde wegen der geringen Größe der Buil-ding-Block-Abmessungen mit Hilfe unterschiedlicher Methoden durchgeführt (vgl.
63

64 4. Ergebnisse
Abschnitt 3.2.1 – Dimensionen). Dadurch war zum einen die Vergleichbarkeit derMessmittel quantifiziert und zum anderen konnten etwaige Fehler – bedingt durchdie Dimensionserfassung der jeweiligen Methode – bei späterer Verwendung derKantenlänge, der Querschnittsfläche und des Volumens vermieden werden. Zunächstwurden die Kantenlängen der würfel- und quaderförmigen Building-Blocks im grünenund gesinterten Zustand durch direkte mechanische Messung linear (1D) bestimmt.Aufgrund der Oberflächenrauheit ergaben sich größere Kantenlängen bei Verwendungeiner Messschraube mit Messflächen als bei der Verwendung von Messspitzen (s.Abbildung 4.1).
Messmethode
grün gesintert
optisch1,0
1,1
1,2
1,3
1,4
1,5
1,6
1,7
Kante
nlä
nge d
[m
m]
optischflach spitz flach
Abbildung 4.1.: Boxplot der Kantenlängen d würfelförmiger Building-Blocks bestimmt durchdirekte mechanische Messung mittels spitzer und flacher Bügelmessschraubesowie durch optische Messung
Der durch die Messmethode verursachte, scheinbare Unterschied in den Kantenlängenzeigte sich ebenso beim Vergleich zwischen optischer und mechanischer Bestimmung.Bei der optischen Messung der Querschnittsfläche (2D) lag die nach Gleichung (3.21a)abgeleitete mittlere Kantenlänge unter der Länge aus der Messung mit flacher Mess-schraube. Dies war dadurch begründet, dass die optische Messung sowie die Messungmittels spitzter Messschraube unanfällig gegenüber konvexen Unebenheiten auf der

4.1. Building-Block Design 65
Building-Block-Oberfläche waren, die zu effektiv größeren Kantenlängen führten. Diegrößere Abweichung der Ausreißer hin zu kleinen Kantenlängen bei der optischenMessung beruhte darauf, dass in einigen Fällen Building-Blocks mit ausgebrochenenEcken vermessen wurden.Schließlich wurden die Kantenlängen noch aus den Volumenbestimmungen (3D)
durch He-Pyknometrie nach Gleichung (3.22) berechnet. Die Messunsicherheit nachUnterabschnitt Dichtebestimmung in 3.2.1 war dabei im Rahmen der Genauigkeitvernachlässigbar.
Tabelle 4.1.: Mittlere ermittelte Building-Block-Kantenlängen d der unterschiedlichen Mess-methoden in mm
Methode Modus grün gesintert
Messschraube spitz 1D n / a 1,271± 0,024
Messschraube flach 1D 1,510± 0,039 1,344± 0,044
Scanner 2D 1,450± 0,041 1,277± 0,046
He-Pyknometer 3D 1,489 1,269
Alle ermittelten Kantenlängen sind mit Verweis auf die jeweilige Messmethode inTabelle 4.1 aufgelistet. So waren die optisch erfassten Kantenlängen im Mittel 4–5%kürzer als die mechanisch mit flacher Messspitze bestimmten. Grüne wie gesinterteBuilding-Blocks zeigten nur geringe statistische Schwankungen in den Kantenlängenmit relativen Unsicherheiten von jeweils 3%.
Dichte, He-Pyknometer
Die Dichten der grünen sowie gesinterten Building-Blocks wurden durch He-Pyknome-trie nach Abschnitt 3.2.1 bestimmt. Zur Bestimmung der maximalen Reinstoffdichteρth wurde die Dichte des bei 1100℃ ausgeheizten Ausgangspulvers gemessen. Sie ergabsich zu ρth = 3,94 g/cm3 und lag somit zwischen der vom Hersteller angegebenen Dichtevon 3,90 g/cm3 a und der theoretischen Dichte des reinen Al2O3 von 3,98 g/cm3 [118].Für die grünen würfelförmigen Building-Blocks ergab sich eine Dichte von 2,73 g/cm3,
a Al2O3-Pulver >99,7% gesintert bei 1540℃ für eine Stunde: CT 3000 SG, Almatis GmbH, Lud-wigshafen nach [117]

66 4. Ergebnisse
was einem leicht erhöhten Volumenanteil von ≈ 59,6% des Aluminiumoids in der Spritz-gussmasse entsprach (gegenüber 58% aus der Zusammensetzung, vgl. Abschnitt 3.1.1).Dieser Anstieg lässt sich durch das Abdampfen niedermolekularer Binder-Anteile beimHomogenisieren unter Vakuum erklären. Die entbinderten Building-Blocks besaßensomit eine offene Porosität Φo von 40,4%. Die Dichte der gesinterten Building-Blocksbetrug 3,89 g/cm3 und entprach somit einer relativen Dichte von 99%.Aus den Dichten der Building-Blocks konnte anhand von Gleichung (4.1) aus der
Volumenschwindung ∆V/V0 die Längenschwindung ∆l/l0 berechnet werden. Sie warmit ∆l/l0 = −15,6 % mit der aus der Dilatometermessung (Abschnitt 4.1.1) erhaltenenvergleichbar.
∆l/l0 = 3√
∆V/V0 + 1 − 1 (4.1)
Packungsverhalten
Im Folgenden werden die durch vibrationsgestützte Selbstanordnung nach Abschnitt3.1.2 hergestellten Building-Block-Packungen charakterisiert, die möglichst dicht ge-packte, periodische Keramik-Komposite aus würfelförmigen Building-Blocks erzeugten.Das u. a. in [64] beschriebene Verfahren erzeugte unterschiedlich dichte Monolagen vonBuilding-Blocks, je nachdem welche Vibrationsamplitude Avib bzw. welcher Neigungs-winkel φ vorgegeben wurden. Über die Vibrationsamplitude konnte bei konstanterFrequenz f = 50Hz die maximale Beschleunigung avib = Avib(2πf)2 senkrecht zurRüttelplatte eingestellt werden. Der Neigungswinkel φ bestimmte die Beschleunigungentlang der Rüttelplatte aH = g sinφ und die negative Beschleunigung durch ReibungaR = gµ cosφ (mit µ als Reibungskoeffizient zwischen Al2O3 und Rüttlerplatte).
Die Packungsdichten wurden direkt im Anschluss an den Rüttelvorgang bestimmt,indem sofort nach Abschalten der Vibration ein Bild von der Building-Block-Anordnunggemacht wurde. Dieses wurde mittels digitaler Bildanalysea ausgewertet und dierelative Packungsdichte ergab sich aus dem Flächenanteil der Building-Blocks an derRüttelfläche.
Abbildung 4.2 zeigt die Packungsdichten der ebenen Building-Block-Anordnungen.Maximale Packungsdichten über 0,98 konnten ab einer Vibrationsamplitude von ca.200 µm erreicht werden. Der zunehmende Neigungswinkel φ begünstigte zwar hö-here Packungsdichten bei Vibrationsamplituden unterhalb 200 µm, zeigte allerdings
a Bildbearbeitungsprogramm: ImageJ 1.41j–1.45s 32-bit, Wayne Rasband, National Institutes ofHealth, USA
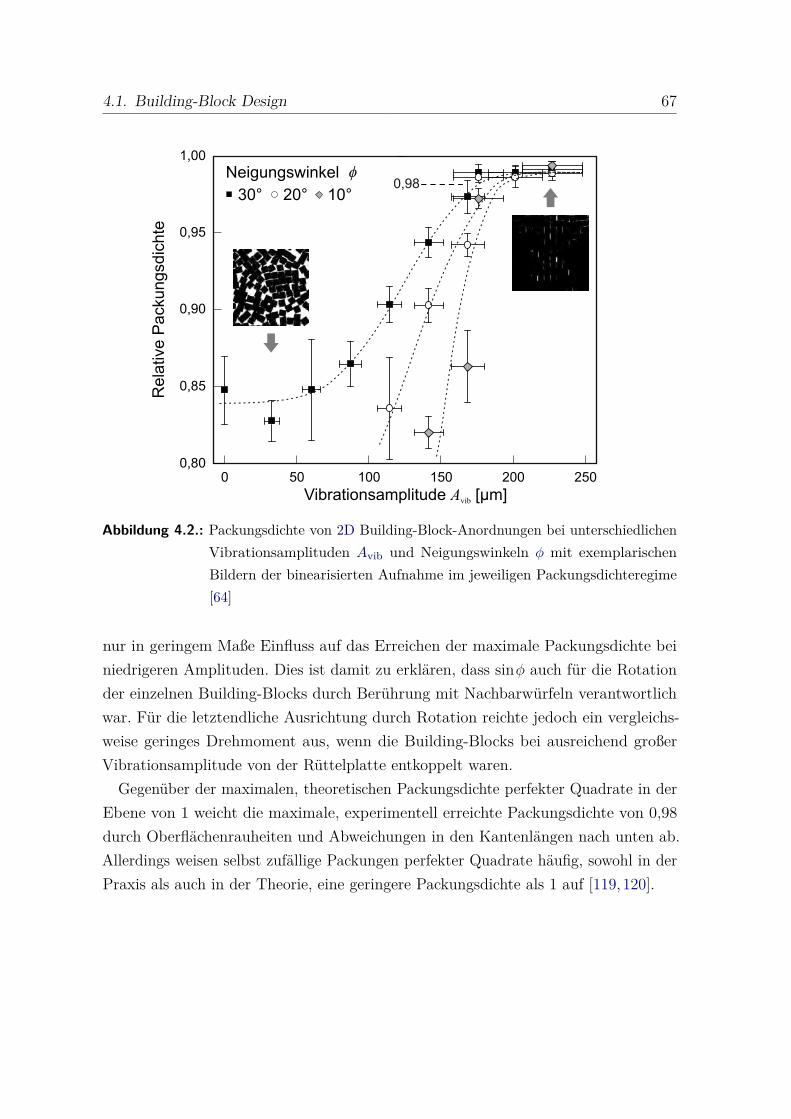
4.1. Building-Block Design 67
0 50 100 150 200 2500,80
0,85
0,90
0,95
1,00R
ela
tive P
ack
ungsd
ichte
Vibrationsamplitude A [µm]vib
30° 20°
Neigungswinkel
10°
f0,98
Abbildung 4.2.: Packungsdichte von 2D Building-Block-Anordnungen bei unterschiedlichenVibrationsamplituden Avib und Neigungswinkeln φ mit exemplarischenBildern der binearisierten Aufnahme im jeweiligen Packungsdichteregime[64]
nur in geringem Maße Einfluss auf das Erreichen der maximale Packungsdichte beiniedrigeren Amplituden. Dies ist damit zu erklären, dass sinφ auch für die Rotationder einzelnen Building-Blocks durch Berührung mit Nachbarwürfeln verantwortlichwar. Für die letztendliche Ausrichtung durch Rotation reichte jedoch ein vergleichs-weise geringes Drehmoment aus, wenn die Building-Blocks bei ausreichend großerVibrationsamplitude von der Rüttelplatte entkoppelt waren.
Gegenüber der maximalen, theoretischen Packungsdichte perfekter Quadrate in derEbene von 1 weicht die maximale, experimentell erreichte Packungsdichte von 0,98durch Oberflächenrauheiten und Abweichungen in den Kantenlängen nach unten ab.Allerdings weisen selbst zufällige Packungen perfekter Quadrate häufig, sowohl in derPraxis als auch in der Theorie, eine geringere Packungsdichte als 1 auf [119,120].

68 4. Ergebnisse
4.1.2. Mikrostruktur
Im Folgenden wird die Mikrostuktur des Gefüges und der Oberfläche der eingesetztenBuilding-Blocks beschrieben und darüber hinaus ihre dreidimensionale Struktur dar-gestellt. Die Mikrostruktur bestimmte die mechanischen Eigenschaften des einzelnenBuilding-Blocks und beeinflusste darüber hinaus sowohl die Bindung zwischen Buil-ding-Block und Polymerphase, als auch die Wechselwirkungen zwischen benachbartenBuilding-Blocks beim Anordnen und im periodischen Verbund.
Gefügeanalyse des Al2O3
Die Al2O3-Keramik der hergestellten Building-Blocks wurde hinsichtlich ihrer Korngrö-ße und Restporosität untersucht. Dazu wurden REM-Aufnahmen nach Abschnitt 3.2.1von Building-Block-Schliffen gemacht, die bei 1500℃ für 2 h thermisch geätzt wurden,um die Korngrenzen sichtbar zu machen (s. Abbildung 4.3). Aus diesen Aufnahmenwurde der mittlere Korndurchmesser mit Hilfe des Linienschnittverfahrens nach DINEN 623-3 [121, Verfahren A] bestimmt. Die mittlere Schnittlinienlänge betrug 3,0 µm,was nach [122] einem Nenndurchmesser von 3,3 µm entspricht, der im Folgenden mitder Korngröße gleich gesetzt wird.
@@I
-
Abbildung 4.3.: REM-Aufnahme (SE) eines thermisch geätzten Schliffs des reinen Al2O3-Building-Block-Materials mit intragranularer Restporosität (Pfeile)
Aufgrund von Kornausbrüchen durch das Schleifen und Polieren wurde nur die in-tragranulare Porosität aus den REM-Aufnahmen bestimmt. Sie betrug 0,2% und ergab

4.1. Building-Block Design 69
eine Porengröße von 0,43± 0,13 µm für äquivalente kreisförmige Porenquerschnitte.
Topographie der Building-Block-Oberflächen
Die angefertigten Building-Blocks zeigten mikrogeometrische Unregelmäßigkeiten.Diese haben ebenso wie die makroskopischen Geometrieabweichungen Einfluss aufdie geometrischen und mechanischen Eigenschaften der hergestellten periodischenKomposite. Die Formen und Höhen der Oberflächentopographie werden im Folgendencharakterisiert.Zunächst wurden LSM-Aufnahmen ausgewertet, wobei sich zwei unterschiedliche
Oberflächenstrukturen zeigten. Zum einen die durch Riefen gekennzeichneten Oberflä-chen in Abbildung 4.4 a, zum anderen die durch erhöhte Mikrorauheit dominiertenOberflächen in Abbildung 4.4 b. Die Riefen zeigen sich bei den Building-Block-Seiten,die bei der Formgebung schleifend nachbearbeitet wurden. Sie waren zwischen 10und 30µm breit und etwa 5–10µm tief, wobei diese Abmessungen aus der Korngrößeder Schleifpartikel von ca. 30µm resultierten. Die erhöhte Mikrorauheit der Buil-ding-Block-Seiten, die beim Abformen in Kontakt mit der PDMS-Maske waren (vgl.Abbildung 3.4), lag in der Größenordnung weniger Mikrometer. Beide Oberflächenty-pen zeigten darüber hinaus lokale Erhebungen mit Durchmessern im Bereich 20–60 µm(weiße Pfeile in Abbildung 4.4), die durch abgeriebene Spritzgussmassepartikel beimSchleifen und anschließenden Reinigen im Ultraschallbad auf alle Building-Block-Seitenin gleichem Maße verteilt wurden.
Trotz unterschiedlicher Topographie wiesen beide Oberflächen keinen signifikantenUnterschied im Mittenrauwert Ra bzw. in in der maximalen Rautiefen Rmax auf,einzig die Schwankungen in den Rauheitsparametern waren für die geschliffenenOberflächen größer (vgl. Tabelle 4.2). Da Ra nicht zwischen Oberflächenspitzen undRiefen unterscheidet trug die Mikrorauheit in gleicher Weise zur Rauheit bei wiedie ausgedehnteren und höheren Riefen. Die Spannweite des Höhenprofils war fürunbehandelte wie für geschliffene Oberflächen gleich, was darauf hindeutete, dassdie lokalen Erhebungen durch angesinterten Spritzgussmasseabrieb die maximalenRautiefen bedingten.Zur Visualisierung der Oberflächentopografien wurden zusätzlich zu den LSM-
Aufnahmen REM-Bilder aufgenommen. Mit diesen war es möglich, die Gestaltabwei-chungen der Building-Blocks in Kantennähe darzustellen, die mit dem LSM nichtmehr erfasst werden konnten. Abbildung 4.5 zeigt exemplarisch einen würfelförmigen

70 4. Ergebnisse
500 µm500 µm
28 µm
500 µm500 µm
32 µm
a)
b)
�
�
Abbildung 4.4.: LSM-Aufnahmen von Building-Block-Oberflächen: a) geschliffene Seite undb) der Maske zugewandte Seite (vgl. auch Abbildung 3.4) jeweils mit lokalenErhebungen durch Abrieb (Pfeile)

4.1. Building-Block Design 71
Tabelle 4.2.: Kennwerte der Oberflächenrauheiten für unbehandelte und geschliffene Buil-ding-Block-Seiten in µm
Seite Ra Rmax
unbehandelt 1,3± 0,4 9,1± 1,0
geschliffen 1,5± 4,7 10,0± 5,8
Building-Block. Wie in der LSM-Untersuchung, wiesen auch in den REM-Aufnahmenzwei sich gegenüberliegende Seiten Riefen auf (Ober- und Unterseite), währen die vierübrigen Seitenflächen eine feinere Mikrorauheit besaßen.
1 mm
Oberseite
Unterseite
Seitenflächen
Abbildung 4.5.: REM-Aufnahme (SE) eines würfelförmigen Building-Blocks mit typischer,leichter Gratbildung an Ober- und Unterseite und Riefen durch die Nach-bearbeitung
Die acht Kanten der nachbearbeiteten Seiten wiesen Grate auf, die senkrecht zuden Seitenflächen der Building-Blocks gerichtet waren. Diese Kanten entsprachen denBoden- und Oberkanten der Building-Blocks auf der Aluminium-Vorform, die bereitsbeim CNC-Fräsen entstanden und in den Folgeprozessen übertragen wurden. Um dieseFormabweichung zu quantifizieren, wurden die unterschiedlichen Kantenlängen aus denMessungen mit spitzer und flacher Messschraube herangezogen (vgl. Abbildung 4.1).

72 4. Ergebnisse
Mit der spitzen Messspitze wurde eine niedrige Profilhöhe bzw. Kantenlänge dsp inder Mitte jeder Building-Block-Seite gemessen, während die flache Messspitze einegrößere Kantenlänge dfl ermittelte, die bei zwei von drei Messungen die Grathöhe hG
enthielt. Für die mittleren Kantenlängen ergab sich:
dfl = dsp + 2(dsp + 2hG)3 . (4.2)
Aus den in Abbildung 4.1 dargestellten Kantenlängen ergab sich eine mittlere Grathöhevon 55± 37 µm.
Abbildung 4.6.: Mikrostruktur der Building-Block-Oberfläche im REM (SE)
Die Struktur der Oberfläche im Mikrometer-Bereich (Abbildung 4.6) glich in Korn-größen und -verteilung der inneren Struktur (vgl. Abbildung 4.3), zeigte jedochzusätzlich eine feine Terrassierung der Körner im Submikrometer-Bereich.
3D-Geometrie
Das Volumen der Building-Blocks wurde mittels µCT analysiert, um herstellungs-bedingte Porositäten zu visualisieren. Der Vorteil der µCT-Aufnahmen gegenüberProbenschliffen lag dabei in der großen Anzahl an Einzelschnittbildern, die überdas gesamte Building-Block-Volumen aufgenommen werden konnten und somit eineganzheitlichere Betrachtung zuließen. Diese diente zum einen zur Beurteilung der

4.1. Building-Block Design 73
verwendeten Building-Blocks, zum anderen zur Optimierung der Prozessparameter beider Masseaufbereitung und der anschließenden Temperaturbehandlung (vgl. Abschnitt3.1.1).
a) b)
�
���
Abbildung 4.7.: µCT-Schnittbilder der Building-Blocks: a) nicht entgaste Abformmasseschnell entbindert und gesintert mit Rissen (Pfeile), b) entgaste Abform-masse langsam entbindert und gesintert
Abbildung 4.7 zeigt beispielhaft zwei Schnittbilder mehrerer Building-Blocks. Beinicht entgaster Abformmasse (Abbildung 4.7 a) konnte folglich ein stark erhöhterPorenanteil beobachtet werden, der durch Homogenisieren unter Vakuum minimiertwerden konnte (Abbildung 4.7 b). Ebenso kam es bei ungenügend angepassten Ent-binderungsprogammen zu Rissen im Al2O3 (Pfeile in Abbildung 4.7 a), die durcheine zusätzliche Haltezeit bei 170℃ und langsamere Entbinderung mit konstantemMasseverlust von 3,6 · 10−6/s verschwanden.
4.1.3. Mechanische Eigenschaften
Die mechanischen Eigenschaften der Building-Blocks wurden im Falle der Druckfestig-keit direkt an den Einzelbausteinen gemessen, während weitere Kennwerte des Al2O3
an methodensprezifischen Probengeometrien bestimmt wurden.
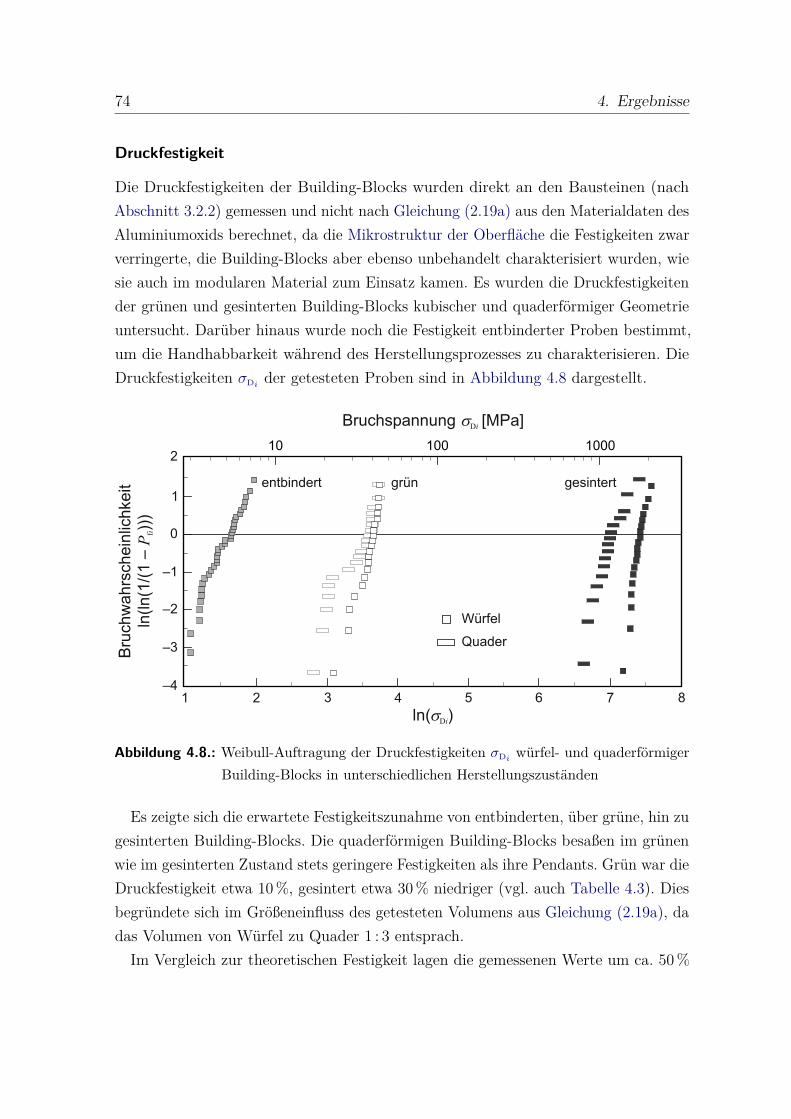
74 4. Ergebnisse
Druckfestigkeit
Die Druckfestigkeiten der Building-Blocks wurden direkt an den Bausteinen (nachAbschnitt 3.2.2) gemessen und nicht nach Gleichung (2.19a) aus den Materialdaten desAluminiumoxids berechnet, da die Mikrostruktur der Oberfläche die Festigkeiten zwarverringerte, die Building-Blocks aber ebenso unbehandelt charakterisiert wurden, wiesie auch im modularen Material zum Einsatz kamen. Es wurden die Druckfestigkeitender grünen und gesinterten Building-Blocks kubischer und quaderförmiger Geometrieuntersucht. Darüber hinaus wurde noch die Festigkeit entbinderter Proben bestimmt,um die Handhabbarkeit während des Herstellungsprozesses zu charakterisieren. DieDruckfestigkeiten σDi
der getesteten Proben sind in Abbildung 4.8 dargestellt.
10 100 1000
1 2 3 4 5 6 7 8
ln( )Dis
Würfel
Quader
grünentbindert gesintert
–4
–3
–2
–1
0
1
2
ln(ln(1
/(1
P))
)fi
–
Bru
chw
ahrs
chein
lichke
it
Dis [MPa]Bruchspannung
Abbildung 4.8.: Weibull-Auftragung der Druckfestigkeiten σDi würfel- und quaderförmigerBuilding-Blocks in unterschiedlichen Herstellungszuständen
Es zeigte sich die erwartete Festigkeitszunahme von entbinderten, über grüne, hin zugesinterten Building-Blocks. Die quaderförmigen Building-Blocks besaßen im grünenwie im gesinterten Zustand stets geringere Festigkeiten als ihre Pendants. Grün war dieDruckfestigkeit etwa 10%, gesintert etwa 30% niedriger (vgl. auch Tabelle 4.3). Diesbegründete sich im Größeneinfluss des getesteten Volumens aus Gleichung (2.19a), dadas Volumen von Würfel zu Quader 1 : 3 entsprach.
Im Vergleich zur theoretischen Festigkeit lagen die gemessenen Werte um ca. 50%

4.1. Building-Block Design 75
niedriger, was zum einen an den ungeläppten Oberflächen der Building-Blocks, undzum anderen an der Fehlpassung von Proben- und Stempelquerschnitt lag. Beidesführte zu Spannungssingularitäten an den mikroskopischen Erhebungen auf der Buil-ding-Block-Oberfläche bzw. an den äußeren Kanten (s. z. B. [127, S. 76 ff.]).
Die charakteristischen Weibull-Moduln (in etwa die Steigungen der linearen Regres-sionsgeraden der einzelnen Messreihen in Abbildung 4.8) änderten sich nur geringfügigwährend des Herstellungsprozesses. Sie zeigten jeweils einen leichten Anstieg von 9auf 10 bei den kubischen und von 4,3 auf 4,5 bei den quaderförmigen Building-Blocks.Allerdings war auffällig, dass der Modul der Quader viel niedriger lag, was auf größereFehler im Al2O3 hindeutete.
Kennwerte des Al2O3-Reinmaterials
Zunächst wurde der E-Modul des Al2O3-Reinmaterials ermittelt. Er war u. a. zurBerechnung der Risszähigkeit KIc und des E-Moduls des modularen Materials erforder-lich. Gemessen wurde der dynamische E-Modul indirekt über die Ultraschalllaufzeitbzw. über Schwingungs-Impulsanregung nach Abschnitt 3.2.2. Da die Building-Blocksselbst für diese Messmethoden zu klein waren, wurden stattdessen Al2O3-Stäbchenmit den Abmessungen 0,8× 4,8× 30mm3 verwendet. Die Querkontraktionszahl ν liegtfür Al2O3 im Bereich 0,21–0,27 und ist abhängig von den Sinterbedingungen und derRestporosität [125,128–130]. Sie wurde für alle weiteren Betrachtungen auf νBB = 0,22festgelegt. Der E-Modul aus der Ultraschalllaufzeit wurde wegen der geringen Dickeder Proben nach Gleichung (3.42) berechnet und stimmte mit dem Modul aus derImpulsanregung überein (s. Tabelle 4.4). Demzufolge wurden die beiden Methodenbei den anschließenden Untersuchungen als äquivalent betrachtet (vgl. [131]). DerE-Modul stimmte innerhalb der Messgenauigkeit gut mit den theoretischen Wertenvon etwa 400GPa [132, 133] überein. Für folgende Berechnungen wurde daher einE-Modul der Building-Blocks von EBB = 385GPa verwendet.
Tabelle 4.3.: Weibull-Druckfestigkeiten σ0 und -Moduln m der gesinterten Building-Blocks
kubisch quaderförmig Al2O3 theoretisch
σ0 [GPa] 1,7 1,2 2,5–4,5 [123–125]
m 10 4,5 6–15 [118,126]

76 4. Ergebnisse
Tabelle 4.4.: E-Moduln des für die Building-Blocks verwendeten Al2O3 in GPa
Ultraschalllaufzeit Schwingungs-Impulsanregung
385± 42 387± 23
Der Risswiderstand bzw. kritische Spannungsintensitätsfaktor für Modus I KIc desBuilding-Block-Materials wurde anhand von CT-Proben aus reinem Al2O3 bestimmt.Die Proben mit der Geometrie nach Abbildung 3.20 wurden entsprechend Abschnitt3.2.2 getestet und ausgewertet, um sie mit den Ergebnissen des modularen Materialsunter den selben Messbedingungen vergleichen zu können. Da die Probendicke BCT
mit ≈ 2mm kleiner war als durch die Norm vorgegeben, wurden zusätzlich angeritzteBiegestäbchen aus dem selben Material nach der SEVNB-Methode (Single Edge V-Notched Beam) im 4-Punkt-Biegeversuch nach DIN CEN/TS 14425-1&5 [134,135] alsReferenz untersucht. Die ermittelten Risszähigkeiten sind in Tabelle 4.5 gegeben.
Tabelle 4.5.: Risszähigkeit KIc des Building-Block-Al2O3 in MPa√m
CT-Test SEVNB SEVNB Referenz [136]
4,38± 0,16 3,87± 0,32 3,57± 0,22
Es zeigte sich, dass die Risszähigkeiten der Proben mit CT-Geometrie um etwa 10%höher waren als die der SEVNB. Dies lag vermutlich an einem größeren Anrissradius beiden CT-Proben, da diese aufgrund des tiefen Kerbs nicht mehr maschinell angekerbtwerden konnten. Die Werte der maschinell angekerbten SEVNB stimmten innerhalbder Messunsicherheit mit den Referenzwerten überein.
Schließlich wurde die Biegefestigkeit des Building-Block-Materials im 4-Punkt-Bie-geversuch nach Abschnitt 3.2.2 bestimmt. Die Biegestäbchen wurden aus der Al2O3-Abformmasse geformt. Dazu wurde diese flüssig in PDMS-Formen mit den Abmessun-gen 2,5× 3,15× 30mm3 gegossen, abgekühlt und die uneben erstarrte Oberseite mitSchleifpapiera planparallel zur Unterseite geschliffen. Nach dem Entformen wurdendie Proben nach Abschnitt 3.1.1 entbindert und gesintert und ohne weitere Nachbe-arbeitung „as-fired“ getestet. Wie in Tabelle 4.6 ersichtlich, lag die Festigkeit im für
a Schleifpapier: SiC-Nassschleifpapier Körnung 500, Struers GmbH, Willich
4.1. Building-Block Design 77
Al2O3 üblichen Bereich [137, S. 210], [138]. Der relativ niedrige Weibull-Modul kannmit den nicht nachbehandelten Probenoberflächen erklärt werden, auf denen Defektesehr ungleichmäßig verteilt sein konnten.
Tabelle 4.6.: Weibull-Festigkeit σ0 und Weibull-Modul m des Al2O3-Referenzmaterials ausder 4-Punkt-Biegung (ohne Oberflächenpräparation)
σ0 [MPa] m
314 7,7
Die Sinterschwindung des Al2O3 wurde nicht aus den Building-Block-Kantenlängen,sondern direkt – anhand einer 20mm langen Probe – im Dilatometera bestimmt, dadie relativ geringe Unsicherheit in der Kantenlänge durch die kleine Längenänderungder Sinterschwindung infolge der Fehlerfortpflanzung zu großen Unsicherheiten inder Schwindung geführt hätte. Für die genannte Probe ergab sich bei einer Aufheiz-und Abkühlrate von 5K/min eine Sinterschwindung von ∆l/l0 = −16,7 %, was nachGleichung (4.3) einer Volumenschwindung ∆V/V0 von −42% entsprach.
∆VV0
=(
∆ll0
+ 1)3
− 1 (4.3)
Das Restvolumen von 58% stimmte daher gut mit dem Al2O3-Anteil in der grünenAbformmasse überein (vgl. Tabelle 3.1).
Darüber hinaus konnte durch die Dilatometrie der CTE
αTBB = 6,8 · 10−6/K
des Aluminiumoxids im Bereich von 1000℃ bis RT bestimmt werden.
a Dilatometer: DIL 402 C, NETZSCH-Gerätebau GmbH, Selb

78 4. Ergebnisse
4.2. Modularer KompositNachdem im vorangegangenen Abschnitt die einzelnen Building-Blocks charakterisiertwurden, werden im Folgenden die Eigenschaften der daraus aufgebauten modularenKeramik betrachtet. Zunächst werden die Geometriecharakteristika der zwei- unddreidimensionalen Strukturen dargestellt, bevor die Grenzflächeneigenschaften unddas Bruchverhalten beschrieben werden.
4.2.1. 2D Strukturbildung
Dimensionen
Die Gitterparameter der CT-Proben wurden entsprechend Abschnitt 3.2.1 aus Scansermittelt, um die Symmetrie der hergestellten periodischen Komposite beschreiben zukönnen. Beispiele der untersuchten Probengeometrien sind in Abbildung 4.9 dargestelltund umfassten die Konfigurationen 2C (a, c) und 2M (b, d) jeweils in weit gesetzter (a,b) und dichter, vibrationsgestützt gepackter Anordnung (c, d). Darüber hinaus wurdenCT-Proben untersucht, deren Gitter um 30◦ bzw. 45◦ in der Ebene gedreht waren,die charakteristischen Gitterparameter wurden durch die Rotation des ausgehärtetenperiodischen Materials bei der Probenpräparation jedoch nicht mehr verändert.
Die nach Gleichung (3.15a)–(3.16b) bestimmten Längen der Gittervektoren ~a und ~b,sind in Tabelle 4.7 aufgeführt. Zur besseren Vergleichbarkeit sind bei der monoklinenAnordnung nur die halben Längen von ~a angegeben.
Tabelle 4.7.: Gitterabstände kubischer Building-Blocks im Quadratgitter (2C) und zentrier-ten Rechteckgitter (2M) in µm
2C 2M
|~a| |~b| |~a|/2 |~b|
ohne Abstand (tmin) 1345± 10 1329± 8 1346± 3 1323± 5
mit Abstand (t+) 1634± 15 1639± 21 1643± 4 1642± 2
Es zeigte sich, dass die jeweiligen Gitterabstände im Rahmen der Wiederholgenauig-keit gut übereinstimmten. Bei den vibrationsgestützt dicht gepackten Building-Block-Anordnungen (ohne Abstand) war der zweite Gittervektor |~b| in y-Richtung etwa
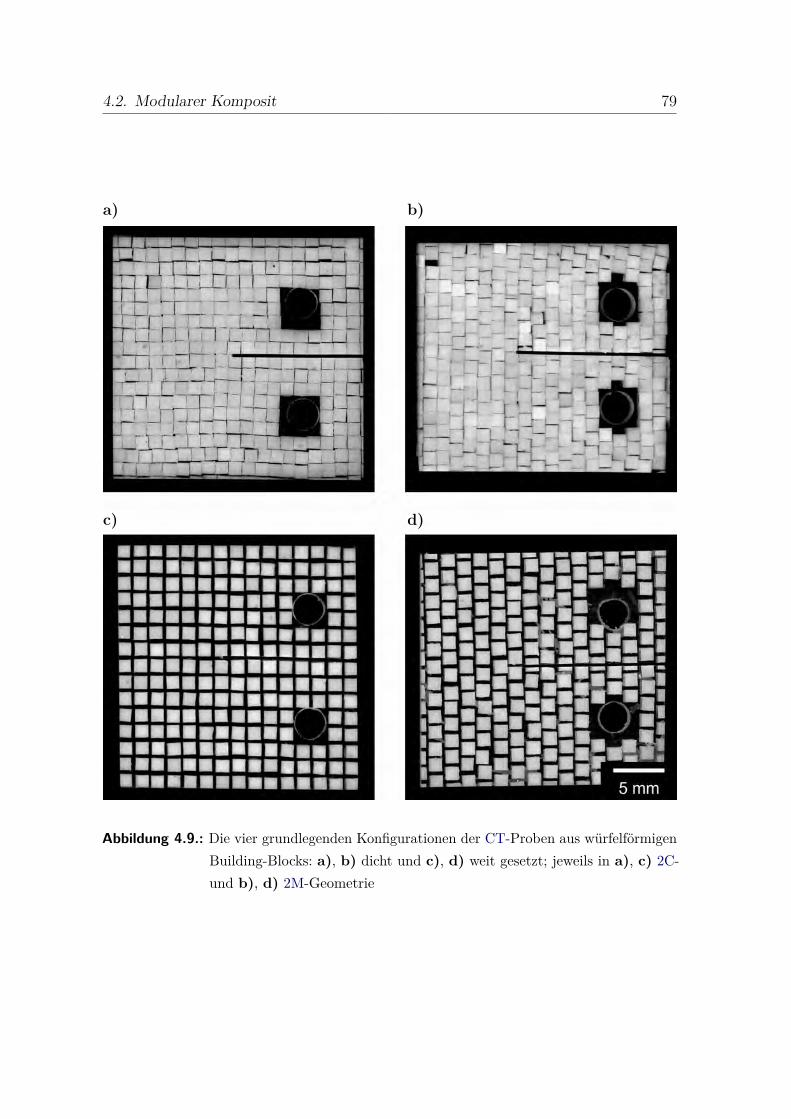
4.2. Modularer Komposit 79
a) b)
c) d)
Abbildung 4.9.: Die vier grundlegenden Konfigurationen der CT-Proben aus würfelförmigenBuilding-Blocks: a), b) dicht und c), d) weit gesetzt; jeweils in a), c) 2C-und b), d) 2M-Geometrie

80 4. Ergebnisse
1,5% kürzer als |~a| in x-Richtung. Dies lässt sich mit dem Einfluss der Gravitationund Reibung auf die Building-Blocks beim Abschalten der Vibration nach der An-ordnung erklären. Durch den größeren Neigungswinkel φ = 30◦ im Vergleich zumRotationswinkel θ = 20◦ war die Hangabtriebskraft in Richtung des Vektors ~b größer,und ermöglichte eine dichtere Packung der Building-Blocks (vgl. Abbildung 3.7).Darüber hinaus wurde die verdichtende Bewegung der Building-Blocks aufeinander zuin Richtung des Vektors ~a stärker gebremst, da die Building-Blocks in diese Richtungnicht nur an der Rüttelplatte, sondern auch aneinander rieben. Aufgrund der geringenAbweichungen und Richtungsabhängigkeiten der Gitterabstände unterschiedlicherGeometrien wird im Folgenden nur der mittlere Gitterabstand d+t verwendet (vgl.Gleichung (2.22a) und (2.22a)). Er ergibt sich für das modulare Material aus dichtgepackten Building-Blocks zu d+tmin = 1336 ± 12 µm und für das mit definiertemAbstand zu d+t+ = 1640± 10 µm.
Tabelle 4.8.: Versatz δ� kubischer Building-Blocks im zentrierten Rechteckgitter (2M);Absolut in µm und relativ in Bezug auf den Gitterabstand d+t
absolut [µm] relativ [%]
ohne Abstand (tmin) 529± 60 39,6± 4,5
mit Abstand (t+) 820± 7 49,9± 0,4
Für die Anordnungen im zentrierten Rechteckgitter wurde neben den Gitterab-ständen noch der Versatz δ� jeder zweiten Spalte Building-Blocks im Gitter aus derOptimierung nach Gleichung (3.13) berechnet. Tabelle 4.8 zeigt die absolute Versatz-distanz und die relative Länge bezogen auf die Gitterabstände. In dicht gepackterAnordnung (tmin) streut δ� stärker als im Komposit mit definiertem Abstand (t+).Zudem ist die relative Versatzlänge bei dichter Packung gegenüber der theoretischenLänge von 50% des Gitterabstandes verkürzt.Die Abweichung von der Orthogonalität war gekennzeichnet durch den Verzer-
rungswinkel γ′, dessen obere γ′+ und untere Grenze γ′− für jede Gittersymmetrie(2C/2M) bei dicht gepackten und auf Abstand gesetzten Building-Blocks in Tabelle 4.9ersichtlich sind. Im Falle der 2C-Anordnungen war der Schwankungsbereich von γ′
mit <2◦ etwa viermal größer als für die 2M-Anordnungen mit < 0,5◦.Nachdem die Gitterparameter bestimmt worden waren, konnten die Abweichungen

4.2. Modularer Komposit 81
Tabelle 4.9.: Schwankungsbereiche der Gitterverzerrungen γ′ kubischer Building-Blocks alsAbweichung von der Orthogonalität zwischen oberer γ′+ und unterer Grenzeγ′− in ◦
2C 2M
γ′− γ′+ γ′− γ′+
ohne Abstand (tmin) 0,5 1,6 −0,4 −0,1
mit Abstand (t+) −1,5 1,2 −0,1 0,2
der einzelnen Building-Block-Schwerpunkte von den idealen Gitterpositionen darge-stellt und charakterisiert werden. Abbildung 4.10 zeigt die mittleren Abweichungen qx,qy mit ihren Standardabweichungen, die mittels Gleichung (3.17) bestimmt wurden.
Die Building-Block-Anordnungen ohne Abstand wiesen stets größere Abweichungenauf als die weit gesetzten Geometrien. Dies begründete sich in der Herstellungsmethode,da bei den gesetzten Anordnungen mit Abstand die maximale Gitterabweichung durchdie verwendeten Edelstahlgitter begrenzt wurde, wohingegen die vibrationsgestütztenSelbstanordnungen ohne Abstand theoretisch beliebig weit abweichen konnten. Beiden dicht angeordneten Konfigurationen zeigte sich eine ausgeprägte Anisotropie derAbweichungen in der 2M-Geometrie (qy ≈ 2qx), während die Abweichungen der 2C-Geometrie isotrope (qx ≈ qy) waren. Die Anordnung im zentrierten Rechteckgitter(2M) ließ somit größere Abweichungen einzelner Building-Blocks in Richtung desVersatzes δ� zu und verringerte gleichzeitig die Streuung in x-Richtung gegenüber der2C Anordnung.
Als Maß für die richtungsunabhängige Genauigkeit in den erzeugten periodischenKompositen wurde die mittlere Abweichung q nach Gleichung (3.18) berechnet. Sie istfür die entsprechenden Geometrien in Tabelle 4.10 aufgelistet. Sie ist entsprechendder o. g. herstellungsbedingten Fehler bei dicht gepackte Anordnungen etwa um denFaktor drei größer als bei den Anordnungen mit Abstand.

82 4. Ergebnisse
0,1–0,1–0,2 0,20
0,1
–0,1
–0,2
0,2
0
0,1–0,1–0,2 0,20
ohne Abstand (t = t )min
mit Abstand (t = t )+
2C 2M
q [mm]xAbweichung
q [m
m]
yA
bw
eic
hung
Abbildung 4.10.: Mittlere Abweichungen qx, qy der Building-Block-Schwerpunkte vom idea-len Gitter mit Schwankungsbereich bei dicht gepackten und weit gesetzten,würfelförmigen Building-Blocks in 2C und 2M Konfiguration (vgl. auchAbbildung 3.13)
Tabelle 4.10.: Mittlere Abweichungen q von der idealen Gitterposition kubischer Building-Blocks für 2C und 2M Konfiguration in µm
2C 2M
ohne Abstand (tmin) 139± 30 187± 83
mit Abstand (t+) 54± 3 63± 8

4.2. Modularer Komposit 83
Dichte, Phasenanteil
Die Dichten ρges von Monolagen-Kompositen wurden mittels Immersionsverfahrennach Abschnitt 3.2.1 bestimmt, um die genauen Phasenanteile der Building-Blocks cBB
und des Matrixmaterials cM berechnen zu können. Die Dichten wurden jeweils von 2C-und 2M-Geometrie der dicht gepackten und mit Abstand gesetzten Proben gemessen.Abbildung 4.11 zeigt die Zunahme der Gesamtdichte bei abnehmendem Building-Block-Abstand. Der Unterschied zwischen verschiedenen Geometrien bei gleichem Abstandwar nicht signifikant. So führten die unterschiedlichen Anordnungsmethoden zurHerstellung der modularen Materialien (vgl. Abschnitt 3.1.2) stets zu reproduzierbarenDichten, die nur vom Building-Block-Abstand bzw. der Matrixbreite abhingen.
2,0
2,5
3,0
3,5
4,0
2M
2C
reines Al O2 3
mit Abstand (t )+ ohne Abstand (t )min
3D
ichte
[g
/cm
]ge
sr
Abbildung 4.11.: Dichten ρges der monolagigen modularen Komposite
Aus den gemessenen Dichten konnten nach Gleichung (4.4) die Phasenanteile c derBuilding-Blocks (Index BB) und der Epoxidharz-Matrix (Index M) mit Kenntnis derReindichten der beiden Phasen berechnet werden.
cBB, M = ρges − ρM, BB
ρBB, M − ρM, BB, (4.4)

84 4. Ergebnisse
mit der Building-Block-Dichte ρBB nach Abschnitt 4.1.1 und der Dichte der Epoxidharz-Matrix ρM = 1,18 g/cm3 aus Anhang C.4. Die Werte sind in Tabelle 4.11 aufgelis-tet. Zudem konnten aus dem Phasenanteil der monolagigen cBB(N = 2) modularenKomposite mit Gleichung (4.5), der theoretische Volumenanteil cBB(N = 3) sowie derBuilding-Block-Abstand t bestimmt werden, die die vereinfachte Form von Gleichung(2.18a) für würfelförmige Building-Blocks mit äquidistantem Abstand darstellt.
cBB =(
d
d+t
)N(4.5)
Für d wurde die nach Abschnitt 4.1.1 volumetrisch mittels He-Pyknometrie bestimmteBuilding-Block-Kantenlänge von d3D = 1,269mm eingesetzt.Vor allem der Building-Block-Abstand in den Kompositen aus dicht gepackten
tmin Building-Blocks ließ sich über die Dichte einfacher bestimmen, als durch dieoptische Analyse – er ergab sich zu 0,10mm. Die resultierenden Gitterparameter d+t inTabelle 4.11 lagen um jeweils 2,5% über den Werten, die optisch nach Abschnitt 4.2.1bestimmt wurden. Im Rahmen der Messunsicherheit stimmten die Werte zwar überein,die geringe Erhöhung war durch das Restvolumen an Epoxidharz auf den 2D-Schichtenbedingt, das nicht in die laterale Berechnung einging, aber das Gesamtvolumen bzw.den Building-Block-Abstand erhöhte.
Tabelle 4.11.: Mittlere Dichten der modularen Komposite sowie daraus abgeleitete Phasen-anteile cBB, Building-Block-Abstände t und mittlere Gitterabstände d+t
ohne Abstand mit Abstand
Dichte [g/cm3] 3,50± 0,08 2,73± 0,03
cBB 2D [%] 85,5± 3,0 57,1± 1,2
cBB 3D [%] 79,0± 4,2 43,2± 1,4
t [mm] 0,10± 0,02 0,41± 0,02
d+t [mm] 1,37± 0,03 1,68± 0,02

4.2. Modularer Komposit 85
Mikrostruktur
Neben den makroskopischen Geometrieeigenschaften, der periodischen Materialien,war vor allem die Mikrostruktur der Zwischenphase sowie der Grenzflächen, die beider mechanischen Prüfung geschaffen wurden, für die Versagensanalyse von Interesse.Im Folgenden wurde zunächst das Epoxidharz auf Mikroporosität geprüft. Dafürwurden Schliffe des Epoxidharzes innerhalb des periodischen Komposits untersucht.Abbildung 4.12 zeigt eine Mikroskopaufnahmea mit typischen Mikroporen, die in dasHarz-Härter-Gemisch beim Anrühren eingebracht wurden und nicht vollständig durchEntgasen entfernt werden konnten. Der Porendurchmesser lag im Bereich von 0,5–8 µm.
Abbildung 4.12.: Mikroskopaufnahme der Restporosität durch Blasen im Epoxidharz
Ein Einfluss dieser Poren auf den Rissfortschritt konnte aufgrund ihrer geringenGröße gegenüber den Building-Blocks mit Kantenlängen im mm-Bereich und ihrendominierenden Formabweichungen im Bereich >30µm nicht festgestellt werden.
Nach dem CT-Test wurde die Struktur der erzeugten Bruchflächen fraktographischuntersucht und Veränderungen bei unterschiedlichen Gittersymmetrien und Belas-tungsrichtungen beobachtet.
Abbildung 4.13 zeigt die beiden aufgetretenen Al2O3-Oberflächen nach der mecha-nischen Prüfung. Entweder wurde die reine Building-Block-Oberfläche durch Dela-mination der Zwischenphase wieder freigelegt (Abbildung 4.13 links), wobei sie eineunveränderte ursprüngliche Struktur zeigte (vgl. Abbildung 4.6), oder es wurden neue
a Lichtmikroskop: Olympus BX51, Olympus, Japan

86 4. Ergebnisse
Al2O3-Bruchflächen geschaffen, wenn der Building-Block versagte (Abbildung 4.13rechts). Die Delamination trat vor allem bei Proben aus unbeschichteten Building-Blocks auf (s. Abschnitt 4.2.3) und das Al2O3 versagte bevorzugt bei dicht gesetztenAnordnungen, bei denen benachbarte Building-Blocks große Scher- und Biegespannun-gen aufeinander ausüben konnten. Die neu geschaffenen Al2O3-Bruchflächen wiesendurchweg die gleichen scharfkantigen Oberflächen auf, die sowohl aus trans- als auchaus interkristallinem Bruchverlauf resultierten (vgl. z. B. [139, S. 37]). Ihre unverän-derte Oberflächenrauheit war auf die geringe, beschränkte Bruchlänge innerhalb einesBuilding-Blocks zurückzuführen, was zugleich bedeutete, dass die Bruchenergie inner-halb eines Building-Blocks durch dessen limitierte Abmessungen konstant gehaltenwurde.
Abbildung 4.13.: Oberflächentopografien der Building-Blocks nach Versagen: links – dela-minierte, reine Al2O3-Oberfläche; rechts – inter- sowie transgranularerBruch durch die Building-Block-Keramik (REM: SE)
Die selben grundlegenden Versagensarten – Delamination und Bruch – tratenauch in der Epoxidharz-Matrixphase auf und sind in Abbildung 4.14 dargestellt. DerBruch im Polymer konnte wegen dessen Konnektivität bei allen Proben beobachtetwerden. Es zeigte wegen seiner Sprödigkeit bevorzugt glatte Flächen [140, 141] mitfehlenden bis wenigen Rastlinien senkrecht zur Rissausbreitungsrichtung, was typischfür amingehärtete Epoxidharze ist [142]. Die Rauheit der Bruchfläche erhöhte sichallerdings mit steigender Bruchgeschwindigkeit (s. Anhang C.3). Entsprechend zeigten

4.2. Modularer Komposit 87
sich umso größere Unebenheiten im Epoxidharz je stärker der Riss von einer geradenAusbreitung abgelenkt war, sodass sich beispielsweise in CT-Proben mit um ω = 30◦
gedrehter 2C-Geometrie glatte Bruchflächen mit rauen abwechselten.
Abbildung 4.14.: Versagensformen der polymeren Zwischenphase: links – gebrochenesEpoxidharz mit relativ glatter, von wenigen Rastlinien durchzogene Bruch-fläche; rechts – delaminierte und zerkratzte Oberfläche (REM: SE)
Die delaminierten Epoxidharzflächen zeigten die Topografie der negativ abgeformtenAl2O3-Oberfläche, die bei kleinerem Building-Block-Abstand t mehr Kratzer aufwiesen.Bei senkrecht belasteten, delaminierten Epoxidharzflächen, an denen kein Building-Block-Pull-Out durch Reibung behindert wurde, stellte die Bruchfläche ein negativesAbbild der Al2O3-Oberfläche dar (vgl. a. Abbildung 4.6 mit Abbildung 5.5).
Prinzipiell waren jedoch bei allen Probensymmetrien und BelastungsrichtungenDelamination und Bruch der Matrix zu beobachten, während zerkratzte Epoxidharz-Oberflächen und Building-Block-Brüche nur bei Versagen mit Pull-Out auftauchten.
Spannungsoptik
Durch die Aushärteschwindung des Epoxidharzes (vgl. Anhang C) und die unter-schiedlichen Wärmeausdehnungskoeffizienten CTE von Al2O3-Building-Blocks undPolymermatrix wurden Druckspannungen in den Building-Blocks und gegenwirkendeZugspannungen in der Matrixphase erzeugt (vgl. Abschnitt 2.1.1, S. 6). Zwar do-minierte nach der Nachvernetzung bei 55℃ und dem anschließenden Abkühlen auf

88 4. Ergebnisse
RT die thermische Schwindung gegenüber der chemischen (s. Anhang C.5), jedochkonnte selbst dieser Anteil noch mit Hilfe der Spannungsoptik nach Abschnitt 3.2.3visualisiert werden. Mit dieser Methode konnten transparente Bereiche mit einerminimalen lateralen Ausdehnung von etwa 50 µm analysiert werden, weswegen nur diemodularen Komposite mit definiertem Abstand (t = t+) spannungsoptisch untersuchtwurden.
Abbildung 4.15 zeigt die Transmissionsaufnahmen der intrinsisch verspannten Zwi-schenschicht, wie sie mit dem Dunkelfeld-Zirkular-Polariskop nach Abbildung 3.23 baufgenommen wurden. Da außerdem bei allen untersuchten Proben mit dem Kompen-satoraufbau nach Abbildung 3.23 a nur Gangunterschiede kleiner der Beobachtungs-wellenlänge gemessen wurden (⇒ δ < 1), waren alle beobachteteten Isochromatennullter Ordnung. Dies bedeutet, dass in den dunklen Bereichen in der Zwischenphasein Abbildung 4.15 ein isotroper bzw. hydrostatischer Spannungszustand vorlag, wo-hingegen alle helleren Bereiche – besonders an den Building-Block-Ecken – anisotropverspannt waren.
a) b)
Abbildung 4.15.: Transmissionsaufnahmen der intrinsisch verspannten, photoelastischenEpoxidharz-Zwischenschicht: a) Kreuzung bei 2C-Anordnung mit doppel-tem Intensitätsminimum; b) T-Form bei 2M-Anordnung nach [116]
Der hydrostatische, dunkle Bereich lag an einer Stelle im Polymer, die von dennächsten drei benachbarten Building-Blocks gleich weit entfernt war. So ergab sich fürdie 2M-Anordnung (Abbildung 4.15 b) ein einziger Punkt auf dem beobachteten, T-förmigen Ausschnitt, wohingegen bei 2C-Anordnung (Abbildung 4.15 a) üblicherweise

4.2. Modularer Komposit 89
zwei Intensitätsminima zu beobachten waren, die nur im Fall einer hoch symmetrischenKreuzung zusammenfielen.Zur quantitativen Analyse wurde der relative Gangunterschied δ mit dem Linear-
Polariskop mit Kompensator (s. Abbildung 3.23 a) in der Ebene vermessen. Es waraufgrund der Positioniergenauigkeit im Mikroskop ein Mapping mit maximal fünfPunkten über den Building-Block-Abstand möglich. Die lokalen Gangunterschiedewurden anschließend mit Hilfe der Hauptgleichung der Spannungsoptik (3.47) in dieVergleichspannung nach Tresca σPE umgerechnet, die in Abbildung 4.16 dargestellt ist.
Es zeigte sich eine zu den Transmissionsaufnahmen analoge Spannungsverteilung,wobei die maximalen Hauptspannungsdifferenzen an den Building-Block-Ecken auf-traten und bei über 10MPa für die 2C-Anordnung und etwa 9MPa für die 2M-Anordnung lagen. Dies entsprach ca. 12–15% der Zugfestigkeit σZ des Polymers (vgl.Abschnitt C.1). Der geringe Unterschied zwischen 2C und 2M Konfiguration waraufgrund der lateralen Messgenauigkeit und in Anbetracht der Mikrorauheit entlangder Building-Block-Kanten nicht signifikant. Die Differenz in den Hauptspannungenfiel zu den Kreuzungsschwerpunkten hin, wie erwartet, auf < 1MPa ab. In den übrigenBereichen lagen die Spannungsdifferenzen bei ca. 3–7MPa, während sie allgemein mitzunehmendem Abstand von den Building-Blocks kleiner wurden.

90 4. Ergebnisse
0–t/2 d/4 d/2
–t/2
0
t/2
–tx
y
0–t/2–t d/4 d/2
(d–t)/4
–t/2
0
t/2
(t–d)/4
x
y
[MPa]PEs
[MPa]PEs
0
2
4
6
8
10
0
2
4
6
8
10
a)
b)
Abbildung 4.16.: Mapping der Tresca-Vergleichsspannungen σPE über den Building-Block-Abstand t und die Building-Block-Kantenlänge d für: a) 2C-Anordnungund b) 2M-Anordnung

4.2. Modularer Komposit 91
4.2.2. 3D Strukturbildung
Zum Aufbau der 3D-Gitter wurden die bereits untersuchten monolagigen 2D-An-ordnung entsprechend Abschnitt 3.1.3 gestapelt und verbunden. Die periodischeAnordnung der Building-Blocks im Raum wurde mit Hilfe der µCT gescannt undvisualisiert (vgl. Abschnitt 3.2.1).
Neben der kubischen 3C-Gittersymmetrie wurden die Building-Blocks auch inmonokliner 3M- und rhombischer 3R-Symmetrie angeordnet (vgl. Tabelle 2.2). Die inAbbildung 4.17 dargestellten Anordnungen sind jeweils durch das versetzte Stapelnvon Platten mit 2C-Monolagen (→ 3M) und 2M-Monolagen (→ 3R) entstanden.
a) b)
Abbildung 4.17.: µCT-Aufnahme periodischer Keramik-Komposite mit: a) 3M- und b)3R-Geometrie (Building-Block-Kantenlänge = 1,3mm)
Alle Gittersymmetrien zeigten eine ausgeprägte Nahordnung der Building-Blocks.Hin zu größernen Stapeln nahm jedoch die Fernordnung ab, da durch den zusätzlichenFreiheitsgrad der Rotation bei Stapelung die Ausrichtung der Monolagen erschwertwurde.
4.2.3. Grenzflächeneigenschaften
Zunächst wurden die Grenzflächeneigenschaften der unbeschichteten und beschichtetenBuilding-Blocks sowie unterschiedliche Anordnungen untersucht, wobei das Versagen

92 4. Ergebnisse
einzelner Grenzflächen gezielt herbeigeführt wurde. Dazu wurde die Festigkeit der Buil-ding-Block-Matrix-Grenzfläche unter Zug und Scherung beobachtet und darüber hinausder weitere Versagensverlauf mit Rissbildung und Reibung energetisch betrachtet.
Haftzugfestigkeiten
Die Haftfestigkeit zwischen Polymerphase und Al2O3 wurde im Zugversuch an einzelneingegossenen, würfelförmigen Building-Blocks untersucht. Es wurden nach Abschnitt3.2.2 jeweils 15 Probestäbe aus unbehandelten und mit APTMS beschichteten Buil-ding-Blocks präpariert und getestet. Die mittleren Haftzugfestigkeiten σH mit denjeweiligen Standardabweichungen sind in Abbildung 4.18 zu sehen.
unbeschichtet beschichtet0
5
10
15
20
25
Fest
igke
it [M
Pa]
sH
Abbildung 4.18.: Festigkeiten der Building-Block/Epoxidharz Grenzfläche, getestet ameinzelnen Building-Block unter Zugbelastung
Proben mit beschichteter Al2O3-Oberfläche besaßen eine etwa viermal größere Fes-tigkeit gegenüber Proben mit unbehandelter Building-Block-Oberfläche. Bei genauererBetrachtung der Bruchflächen zeigte sich jedoch, dass nur das unbeschichtete, reineAl2O3 an der Grenzfläche delaminierte (s. Abbildung 4.19 a). Die Proben mit APTMSals Haftvermittler zeigten Rissverläufe innerhalb des Epoxidharzes (Abbildung 4.19 b)mit typisch glatter Morphologie, wie sie bei monolithischen Polymerproben in derunmittelbaren Nähe zum Anriss beobachtet werden konnte (vgl. Anhang C.3).
Im Gegensatz zur Zugfestigkeit des Epoxidharzes von σZ = 75MPa (s. Anhang C.1)betrug die ermittelte Festigkeit bei beschichteter Grenzfläche – trotz vollständigen

4.2. Modularer Komposit 93
a) b)
Abbildung 4.19.: Charakteristische Bruchflächen unter Zug belasteter Keramik/PolymerMaterialübergänge bei: a) unbeschichtetem Al2O3 mit sichtbarer Delami-nation an der Grenzfläche und b) beschichteter Building-Block-Oberflächemit Bruch im Polymer (Lichtmikroskopie)
Verlaufs im Polymer – nur 18MPa. Dies war durch die bei Aushärtung entstehendenEigenspannungen sowie die relativ großen, herstellungsbedingten Defekte, bezogenauf die kleine geprüfte Querschnittsfläche von ca. 1mm2, begründet. Zudem konntetrotz sorgfältiger Probenpräparation und -aufhängung die Zugbelastung in der Quer-schnittsfläch von der Orthogonalen abweichen. Um die Verzerrung der Messwertedurch Spannungsüberhöhungen zu korrigieren, wurde die Haftzugfestigkeit σH, bes. derGrenzfläche für beschichtete Proben entsprechend
σH, bes. > σZ = 75,0± 7,4MPa (4.6)
größer als die Zugfestigkeit des Epoxidharzes angenommen. Für die unbeschichteteGrenzfläche ergab sich die Haftzugfestigkeit σH, unbesch. analog zu:
σH, unbesch. = 19,8± 6,9MPa . (4.7)
Haftscherfestigkeiten
Die Grenzflächeneigenschaften der modularen Keramik wurden unter Scherung aneinzelnen Building-Blocks in Monolagen durch den Push-Out-Test nach Abschnitt 3.2.2charakterisiert. Es wurden jeweils 10 Building-Blocks pro Probengeometrie getestet,d. h. im Quadratgitter (2C) und im zentrierten Rechteckgitter (2M) jeweils mit (t+)und ohne (tmin) Abstand. Dies wurde für beschichtete Building-Blocks und für die

94 4. Ergebnisse
unbehandelten Al2O3-Oberflächen wiederholt.Es zeigten sich keine signifikanten Unterschiede zwischen 2C- und 2M-Geometrien
mit sonst gleichen Probenkonfigurationen. Die Haftscherfestigkeiten τH und Reibspan-nungen τR sind in Abbildung 4.20 dargestellt.
50
40
30
20
10
0
Gleiten
Haftung
Spannung [M
Pa]
unbeschichtet beschichtet
tmin t+ tmin t+
Building-Block-Abstand
τH
τR
Abbildung 4.20.: Haftscherfestigkeit τH und Reibspannung τR der Building-Block/Epoxid-harz Grenzfläche unter Scherung: jeweils für unbeschichtete und APTMS-beschichtete Building-Blocks mit (t+) und ohne (tmin) Abstand
Grenzflächen APTMS-beschichteter Building-Blocks zeigten – analog zu ihrenHaftzugfestigkeiten – auch erhöhte Haftscherfestigkeiten τH. Durch die Beschichtungwar τH um etwa 50% größer als bei bei Building-Blocks mit reiner Al2O3-Oberfläche.Der Abstand zwischen den Building-Blocks zeigte nur wenig signifikanten Einfluss aufdie Haftscherfestigkeit, die bei Anordnungen mit größerer Building-Block-Distanz (t+)leicht erhöht war.
Die im Verlauf des Push-Out-Tests nach der Delamination bestimmte ReibspannungτR war von der Vorbehandlung der Al2O3-Oberfläche unabhängig. Ein größerer Buil-ding-Block-Abstand führte jedoch zu einer ca. 70% höheren Reibspannung.

4.2. Modularer Komposit 95
Energetische Betrachtung
Aus dem Push-Out-Test an einzelnen Building-Blocks konnte die Energiedissipationdurch Bruch und anschließenden Reibungsvorgang an einer definierten Grenzflächeabgeleitet werden. Die Energiefreisetzungsrate G wurde nach Gleichung (3.31) fürjeweils ca. 20 Proben eines Typs bestimmt. Abbildung 4.21 zeigt G für APTMS-beschichtete und unbeschichtete Building-Blocks, mit (t+) und ohne (tmin) Abstandfür 2C- und 2M-Geometrie.
5
4
3
2
1
0
Energ
iefr
eis
etz
ungsr
ate
G [k
J/m
²]
6
2C
2M
unbeschichtet beschichtet
tmin t+ tmin t+
Building-Block-Abstand
Abbildung 4.21.: Energiefreisetzungsraten G einzelner Building-Blocks bei Bruch durchScherung im Push-Out-Test
Den größten Einfluss auf die bei Bruch freiwerdende Energie hatte die Beschichtung.So entsprach die Energiefreisetzungsrate beschichteter Building-Blocks im Mittel ca.250% der Rate unbeschichteter. Die geometrische Anordnung und der Building-Block-Abstand waren keine signifikanten Faktoren. Einzig in Kombination von zentriertemRechteckgitter (2M) bei minimalem Building-Block-Abstand (tmin) war die spezifischeBruchenergie gegenüber anderen Proben mit gleichem Beschichtungszustand leichterhöht.Bei energetischer Betrachtung des gesamten Push-Out-Vorgangs eines Building-

96 4. Ergebnisse
25
20
15
10
5
0
unbeschichtet beschichtet
t+
tmin
30M
ittle
re S
pannung [M
Pa]
t
Abbildung 4.22.: Mittlere Spannung τ während des Push-Out-Prozesses als Maß für denGesamtenergieeintrag
Blocks mit Hilfe der mittleren Spannung τ nach Gleichung (3.33) ergab sich derin Abbildung 4.22 ersichtliche Zusammenhang. τ und damit die zu verrichtendeArbeit, einen Building-Block vollständig aus der Monolage der modularen Keramikherauszudrücken, war abhängig vom Building-Block-Abstand t. Ein Einfluss derBeschichtung auf den gesamten Push-Out deutete sich zwar durch eine leicht erhöhtemittlere Spannung bei APTMS-beschichteten Building-Blocks an, war jedoch imHinblick auf die Messunsicherheit nicht signifikant.

4.2. Modularer Komposit 97
4.2.4. Bruchmechanik
Die zweidimensionalen modularen Keramiken wurden im Compact-Tension-Test nachAbschnitt 3.2.2 untersucht. Im Folgenden ist zunächst eine Übersicht der Versagens-verläufe der unterschiedlichen Geometrien dargestellt, bevor die Rissöffnungsenergienund das Bruchverhalten dargestellt werden.
2C 2M
0° 30° 45°
Abbildung 4.23.: Building-Block-Anordnungen der im CT-Test untersuchten monolagigenmodularen Keramik (Maßstab 1:1). Quadratgitter (2C) mit unterschiedli-chen Belastungswinkeln ω und zentriertes Rechteckgitter (2M)
Es wurden Building-Block-Anordnungen in unterschiedlich rotierten 2C-Geometriensowie in 2M-Geometrie untersucht. Diese sind maßstabsgetreu für Anordnungenmit definiertem Building-Block-Abstand (t+) in Abbildung 4.23 dargestellt. Darüberhinaus wurden eng gesetzte Anordnungen mit einem Abstand von tmin in den selbenKonfigurationen getestet.
Versagensverlauf im CT-Test
Wie in Abschnitt 3.2.2 beschrieben, wurden Zugkraft FCT und Längenänderung ventlang der Kraftachse für jede Probe kontinuierlich aufgezeichnet. Da die einzelnenKraft-Weg-Kurven einer Probenreihe oft starken Schwankungen unterlagen, wurde ausallen Einzelkurven einer Reihe der durchschnittliche Verlauf berechnet. Hierzu wurdenzunächst die sich überschneidenden Be- und Entlastungsbereiche der Einzelkurvenherausgerechnet und die Kurven in x-Richtung gruppiert, sodass alle Schnittpunkteder Anfangssteigungen mit der Weg-Achse auf v = 0 zusammenfielen. Aus der soerhaltenen Kurvenschar wurde die mittlere, repäsentative Kraft-Weg-Kurve berech-net. Die gemittelten Versagensverläufe sind für die unterschiedlichen Building-Block-Anordnungen und Oberflächenbehandlungen in Abbildung 4.24 dargestellt.

98 4. Ergebnisse
0
20
40
60
0 0,2 0,4 0,6 0,8 1
0
20
40
60
0 0,2 0,4 0,6 0,8 1
Kra
ft F
[N
]C
T
unbeschic
hte
t
2C
2C
2C
2M
0°
30°
45°
tmin t+
besc
hic
hte
t
Längenänderung v [mm]
Abbildung 4.24.: Gemittelte Versagensverläufe mehrerer CT-Proben aus unbeschichtetenund beschichteten, kubischen Building-Blocks in enger (tmin) bzw. weiter(t+) Anordnung
Zunächst zeigen die Proben mit t+ niedrigere Anfangssteigungen, die durch dengeringeren effektiven E-Modul bei größerem Polymeranteil gegenüber tmin bedingt sind.Im weiteren Verlauf streuen die Maximalkräfte bei Versagen relativ stark, da der Kraft-wert bei Bruch in erster Linie von der Risspitzengeometrie und der Phasenverteilungauf mikroskopischer Ebene bestimmt wird. Initalbruch tritt bei tmin Konfigurationetwa bei 0,1–0,2mm Öffnung auf der Belastungslinie ein. Die weit gesetzten modularenKeramiken t+ zeigen erst bei größeren Öffnungslängen von 0,15–0,3mm beginnendesRisswachstum. Dies ist ebenso mit dem niedrigeren E-Modul zu begründen.
Bei Betrachtung der im Quadratgitter gesetzten modularen Keramiken (2C) zeigeneng gesetzte Anordnungen (tmin) durchweg unterkritisches Risswachstum und besitzenauch bei höchsten Zuglängen von v>0,5mm noch einen gewissen Restwiderstand im

4.2. Modularer Komposit 99
Bereich von etwa 5% der Maximalkraft. Demgegenüber stehen die Proben mit aufAbstand (t+) gesetzten Building-Blocks, die nur kurz nach Versagenseintritt den Rissaufhalten und bei größeren Zuglängen katastrophales Risswachstum aufweisen. EinEinfluss des Anriss- bzw. Belastungswinkels ω ist bei den eng gesetzten Proben nichtvorhanden. Bei weiter 2C-Anordnung führt ein größerer Winkel der Belastungsrichtungω zu einem späteren Abfall des verbleibenden Widerstandes.Die Proben mit Building-Blocks im zentrierten Rechteckgitter (2M) weisen alle
unterkritisches Risswachstum auf und besitzen durchweg höhere Rückstellkräfte alsbei 2C-Geometrie. Selbst bei Zuglängen von v>1mm machte sich noch ein Restzu-sammenhalt durch Brückenmechanismen bemerkbar.Da der maximale Versatz zwischen zwei Building-Block-Reihen δ� mit der 2M-
Anordnung bereits erreicht (vgl. Tabelle 4.8) und eine weitere Erhöhung der Zähigkeitbei stärkerer Verzahnung der Building-Blocks zu erwarten war, wurden Proben ausBuilding-Blocks mit quaderförmiger Geometrie hergestellt. Sie besaßen ein Kantenlän-genverhältnis von
dx : dy : dz = 1 : 3 : 1 (4.8)
bezogen auf die Kantenlänge dx = d der kubischen Building-Blocks und sind inAbbildung 4.25 innerhalb einer CT-Probe zu sehen.
Abbildung 4.25.: Compact-Tension-Probe aus quaderförmigen Al2O3-Building-Blocks –noch ohne Anriss
Die quaderförmigen Building-Blocks wurden ebenfalls APTMS-beschichtet undunbeschichtet eingesetzt, wobei der Versatz δ� in der aus ihnen aufgebauten modularenKeramik auf 1/6, 1/3 sowie 1/2 der langen Building-Block-Kante dy eingestellt wurde. Der

100 4. Ergebnisse
genaue Versatz wurde optisch nach Abschnitt 3.2.1 ermittelt und ist in Tabelle 4.12aufgeführt.
Tabelle 4.12.: Genaue Längen des absoluten und relativen Versatzes der quaderförmigenBuilding-Blocks
Versatz 1/6 1/3 1/2
[µm] 769± 38 1297± 89 1867± 53
[%] 19,6± 1,0 32,5± 2,2 47,4± 1,4
Der Versagensverlauf der CT-Proben aus quaderförmigen Al2O3-Building-Blocksist in Abbildung 4.26 dargestellt, dabei ist jede Kurve der mittlere Verlauf einerKurvenschar gleicher Proben. Im Vergleich zu den modularen Keramiken aus Wür-feln zeigten alle getesteten Proben aus Quadern noch signifikante Rückstellkräftebei größeren Längenänderungen entlang der Lastlinie v>2mm. Dies ist dadurch zubegründen, dass selbst der minimale Versatz von 1/6 noch um etwa 45% größer warals der Versatz δ� der Würfel in 2M-Anordnung (vgl. Tabelle 4.12 mit Tabelle 4.8),was einen ausgeprägteren Brückenmechanismus nach sich zog. Bei Proben aus be-schichteten Quader-Building-Blocks verläuft der Kraftabfall nach Rissausbreitungerheblich schneller als im Fall von unbeschichteten Building-Blocks. Während durchdie APTMS-Beschichtung die Quader brechen und die Rückstellkraft der CT-Probenschnell abfällt, führt die Delamination bei unbeschichteten Quadern zu Rissablenkungund Brückeneffekte beim Building-Block-Pull-Out. Das Brechen der beschichtetenBuilding-Blocks resultierte auch in einem Versagensverlauf, der unabhängig von derVersatzlänge war. Die Proben aus unbeschichteten Quadern zeigten bei Vergrößerungdes Versatzes von 1/6 auf 1/3 zunächst einen signifikanten Zuwachs an Zähigkeit, einweiterer Anstieg konnte jedoch bei Proben mit maximalem Versatz von 1/2 nicht mehrbeobachtet werden. Dies war dadurch begründet, dass es bei den größeren Versätzenvermehrt zu Building-Block-Brüchen kam, bzw. das Verhältnis von Brückenlänge zuProzesszonengröße durch die Abmessungen eingegrenzt wurde.
Rissöffnungsenergien
Neben der qualitativen Auswertung des Versagensverlaufs wurden die Rissöffnungs-energien des gesamten Bruchvorgangs quantitativ ermittelt. Dazu wurden die Rissöff-

4.2. Modularer Komposit 101
50
40
30
20
10
0
Kra
ft F
[N
]C
T
0
0
1
1
2
2
3
3
4
4
5
5
6
6
7
7
50
40
30
20
10
0
beschichtet
unbeschichtet
Versatz
16
13
12
Längenänderung v [mm]
Abbildung 4.26.: Gemittelte Versagensverläufe mehrerer CT-Proben aus unbeschichtetenund beschichteten, quaderförmigen Building-Blocks bei verschiedenenrelativen Versätzen

102 4. Ergebnisse
nungsenergien durch die J-Integrale ermittelt, die aus der verrichteten GesamtarbeitWCT der Probendicke BCT und der Stegbreite der CT-Probe BCT berechnet wurden:
J = WCT
bCTBCT. (4.9)
Dabei leitete sich die Gesamtarbeit WCT aus dem Integral der Zugkraft FCT über diegesamte Längenänderung v entlang der Kraftachse ab:
WCT =∫ ∞
0FCT(v) dv . (4.10)
Die berechneten Rissöffnungsenergien für die verschiedenen Probenkonfigurationender würfelförmigen Building-Blocks sind in Abbildung 4.27 dargestellt. Sie wurdenaus mindestens fünf CT-Tests einer Konfiguration bestimmt, deren Kraft-Weg-Kurvenvon den sich überschneidenden Be- und Entlastungsbereichen bereinigt waren.
Bei den dicht gepackten Building-Blocks war die Energiefreisetzungsrate der be-schichteten Würfel gegenüber der der unbeschichteten Würfel deutlich erhöht. Zudemwar die bis zum totalen Versagen benötigte Gesamtenergie bei Anordnung im zentrier-ten Rechteckgitter (2M) deutlich höher als im Quadratgitter (2C). Eine Änderung desAnriss- bzw. Belastungswinkels ω bei 2C-Anordnung zeigte jedoch keinen Einfluss aufdie Energiefreisetzungsrate. Bei den Proben mit auf Abstand gesetzten Building-Blockswurden unterschiedliche Trends bei 2C-Anordnung beobachtet. So nahm die Energie-freisetzungsrate bei unbeschichteten Building-Blocks mit größerem Belastungswinkelab, während der Verbund mit beschichteten Würfeln umso mehr Energie dissipierte,je größer der Risseinleitungswinkel ω und damit die effektive Risslänge war. Die großeMessunsicherheit bei den 2M-Anordnungen resultierte in beiden Fällen aus vereinzeltenCT-Verläufen mit stark erhöhter Brucharbeit.Analog zum vorangegangenen Unterabschnitt des Versagensverlaufs wurde der
Einfluss des Versatzes δ� auf die Rissöffnungsenergien anhand von quaderförmigenBuilding-Blocks untersucht. Der Effekt eines sich ausbildenden Brückenmechanis-mus, welcher sich beim Übergang zwischen 2C- zu 2M-Anordnung bereits andeutete,konnte so mit modularen Keramiken aus Al2O3-Quadern weiter verfolgt werden. DieEnergiefreisetzungsraten unbeschichteter und APTMS-beschichteter quaderförmigerBuilding-Blocks sind in Abbildung 4.28 für drei verschiedene relative Versätze (vgl.Tabelle 4.12) angeführt.
Bei Proben aus unbeschichteten, quaderförmigen Building-Blocks war zunächst

4.2. Modularer Komposit 103
0
0,5
1,0
1,5
unbesc
hic
hte
t
besc
hic
hte
t
2Rissöffnungsenergie J [kJ/m]
0°
30°
45
°
2M
2C
0°
30°
45°
2M
2Cohne A
bst
and,
t min
00,5
1,0
1,5
mit
Abst
and,
t +
Abb
ildun
g4.27.:Riss
öffnu
ngsene
rgiende
rCT-P
robe
nku
bische
rBuilding-Blocksau
sAno
rdnu
ngen
imQua
dratgitter
(2C)be
iverschiede
nenBelastung
swinkelnωsowie
imzentrie
rten
Rechteckg
itter
(2M)–jeweils
fürdichtgepa
ckte
(link
s)un
dau
fAbstand
gesetzte
(rechts)
Würfel

104 4. Ergebnisse2
Ris
söffnungse
nerg
ie J
[kJ
/m]
10
8
6
4
2
0
12
unbeschichtet
beschichtet
16
13
12
Relativer Versatz d
Abbildung 4.28.: Rissöffnungsenergien der CT-Proben quaderförmiger Building-Blocks mitunterschiedlichen relativen Versätzen δ�
ein Anstieg der Energiedissipation mit Vergrößerung des Versatzes von 1/6 auf 1/3
zu beobachten. Der Brückenmechanismus konnte jedoch bei maximal 1/2-versetztenQuadern nicht weiter verstärkt werden und die Energiefreisetzungsrate blieb gegenüber1/3-versetzten Building-Blocks unverändert.
CT-Proben aus beschichteten Quadern zeigten keine Abhängigkeit der Rissöffnungs-energien J vom Versatz δ�.

4.2. Modularer Komposit 105
Bruchverhalten
Neben dem Versagensverlauf und der energetischen Betrachtung wurde das Bruchver-halten charakterisiert, indem der quasi-duktile Rissfortschritt ausgewertet wurde. Dazuwurde der Abfall der Steifigkeit DCT während des Tests verfolgt, bis die Reststeifigkeitder CT-Probe auf < 25% ihrer maximalen Anfangssteifigkeit abgefallen war (vgl.Abschnitt 3.2.2). Je größer somit die Längenänderung v war, bei der die Reststeifigkeitunter 25% fiel, umso weiter konnte die CT-Probe gespreizt werden, bzw. umso größerwar der Rissöffnungswinkel, unter dem noch ein Restzusammenhalt beobachtet werdenkonnte.Betrachtet man zunächst die Längenänderungen der Proben aus kubischen Buil-
ding-Blocks in Abbildung 4.29, zeigen die modularen Keramiken mit unbeschichtetenBuilding-Blocks die selbe Reststeifigkeit von 25% bei größeren Rissöffnungswinkelnals APTMS-beschichtete – ungeachtet von der Gittergeometrie und dem Gitterab-stand. Die Proben mit minimalem Abstand tmin konnten bei 2C-Anordnung nicht soweit gespreizt werden wie Proben aus auf Abstand t+ gesetzten Building-Blocks, daBrückeneffekte in 2C-Geometrie durch den fehlenden Versatz δ� nicht so stark ausge-prägt waren und der Rissöffnungswinkel durch den niedrigeren E-Modul bei höheremPolymerphasenanteil dominiert wurde. Dagegen war bei modularen Keramiken in 2M-Anordnung die Spreizbarkeit bzw. der Restezusammenhalt des Komposits mit tmin
größer als bei Proben mit weit gesetzten Building-Blocks, da Brückenmechanismengegenüber Rissablenkung dominierten und diese bei t+ geringer ausgeprägt waren alsbei dicht gepackten Anordnungen.Die CT-Proben aus quaderförmigen Building-Blocks zeigten auf den ersten Blick,
wie in Abbildung 4.30 dargestellt, eine verbleibende relative Reststeifigkeit von 25%bei umso größeren Längenänderungen bzw. Rissöffnungswinkeln, je größer der Versatzδ� zwischen zwei Building-Block-Reihen in der modularen Keramik war. Bei genauererBetrachtung unter Beachtung der Signifikanz der Messdaten stellt Abbildung 4.30jedoch den selben Verlauf dar wie Abbildung 4.28 für die Rissöffnungsenergien, d. h.eine erhöhte Spreizbarkeit bei 1/3- und 1/2-versetzten unbeschichteten Building-Blockssowie eine versatzunabhängige Spreizbarkeit bei beschichteten Quadern.

106 4. Ergebnisse
0
0,5
1,0
1,5
unbesch
ichte
t
besch
ichte
t
0°
30°
45°
2M
2C
0°
30
°45
°
2M
2C ohne A
bsta
nd, t
min
0 0,5
1,0
1,5
mit A
bsta
nd, t
+Längenänderung v bei 25 % Reststeifigkeit [mm]
Abbildung
4.29.:Längenänderungvbei25%
Reststeifigkeit
imCT-Test
beimodularem
Materialaus
kubischenBuilding-B
locks

4.2. Modularer Komposit 107
5
4
3
2
1
0
beschichtet
unbeschichtet
Längenänderu
ng v
bei
25 %
Rest
steifi
gke
it [m
m]
16
13
12
Relativer Versatz d
Abbildung 4.30.: Längenänderung v bei 25% Reststeifigkeit der CT-Proben aus quaderför-migen Building-Blocks bei unterschiedlichen relativen Versätzen


5. Diskussion
Nachdem die prozesstechnischen Herausforderungen der Building-Block-Herstellungumgesetzt worden waren und modulare Komposite hatten erzeugt werden können, zeig-ten sich bei der Charakterisierung besondere Eigenschaften, die im Folgenden diskutiertwerden. Der geometriebedingte Einfluss von Symmetrie und Größe der Einheitszellen,aus denen der Verbund periodisch aufgebaut war, wird in Abschnitt 5.1 behandelt.Daneben bedingten die chemische Anbindung und Mikromechanik die Haftfestigkeitund Spannungsverteilung in der Zwischenphase, was in Abschnitt 5.2 demonstriertwird. Schließlich werden die Potenziale der modularen, periodischen Materialien imHinblick auf komplexere Building-Block-Geometrien und neue Prozesstechniken zurHerstellung umrissen (Abschnitt 5.3).
5.1. Einheitszellengeometrie und Eigenschaften
5.1.1. Gittersymmetrie
Im Verlauf der Analyse der modularen Komposite zeigten sich Abhängigkeiten ihrerCharakteristika von der Gittersymmetrie mit der die Building-Blocks im Werkstoffangeordnet waren. Diese Eigenschaften waren zum einen durch die Raumordnunggegeben (s. Abschnitt 2.3), zum anderen wurden sie durch die Herstellungsmethodebedingt.
Methodenbedingte Symmetrieeinflüsse
Im Hinblick auf die geometrische Ordnung des modularen Materials waren Buil-ding-Block-Anordnungen mit Abstand t+ von höherer Symmetrie als Anordnungenmit minimalem Building-Block-Abstand tmin. Dies zeigte sich deutlich durch diemittlere Abweichungen q der Building-Blocks von der idealen Gitterposition. q warmethodenbedingt umso geringer, je weiter die Building-Blocks von einander entfernt
109

110 5. Diskussion
waren, und zwar sowohl absolut (s. Tabelle 4.10) als auch relativ bezogen auf denGitterabstand d+t, 12± 3% bei tmin und 3,6± 0,4% bei t+.
Die geringe Abweichung bei weit gesetzten Anordnungen war durch die Genauigkeitder Positioniergitter und den Spielraum innerhalb deren einzelner Zellen bedingt, dadie Building-Blocks nicht direkt miteinander wechselwirken konnten. Dagegen lag diegroße Abweichung q bei vibrationsgestützt, dicht gepackten Building-Block-Anordnungmit 163µm deutlich über der Grathöhe hG mit 55± 37 µm, der Schwankung in derBuilding-Block-Kantenlänge ∆d mit 24 µm (vgl. Tabelle 4.1, Messschraube spitz)sowie der maximalen Rautiefen Rmax mit 10,0± 5,8µm (vgl. Tabelle 4.2). Dies deutetezum einen darauf hin, dass sich die genannten Unsicherheiten in der Building-Block-Geometrie durch die dichte Packung addierten, und zum anderen darauf, dass dieAnordnung durch Vibration nicht notwendigerweise zur dichtestmöglichen Packungin der Schicht führte. So hatten die Building-Blocks bei tmin noch einen gewissenRestspielraum, der sich in einer erhöhten mittleren Abweichung q äußerte:
q > ∆d+ hG +Rmax . (5.1)
Jedoch besteht in der quadratischen und rechtwinkligen Symmetrie die Möglichkeit,dass aufgrund der oben genannten Abweichungen lokal einzelne Building-Blocks vonder idealen Gitterposition verschoben sind, aber dennoch dicht gepackte Anordnun-gen erreicht werden können. Dieser Sachverhalt wird in Abschnitt 5.1.2 vor demtatsächlichen, minimalten Building-Block-Abstand tmin geprüft.
Der indirekte Einfluss der Herstellungsmethode zeigte sich ferner bei den Verzer-rungen in der Building-Block-Monolage. So war der Schwankungsbereich der Verzer-rungswinkel γ′ nach Tabelle 4.9 bei Anordnung im Quadratgitter (2C) stets größerals im zentrierten Rechteckgitter (2M). Ursache waren bei der 2M-Konfigurationohne Abstand die um δ� versetzten Nachbar-Building-Blocks, die die Orthogonali-tät begünstigten. Die Verzerrung der 2C-Anordnung mit Abstand war gegenüberder entsprechenden 2M-Anordnung erhöht, da das verwendete Edelstahlnetz leichterverformbar war als das starre, lasergeschnittene Stahlblech.
Ebenfalls aus der Herstellungsmethode resultierte die stärkere Schwankung der Buil-ding-Block-Schwerpunkte um die ideale Gitterposition bei 2M-Anordnung gegenüberder 2C-Anordnung (s. Abbildung 4.10). Die ausgeprägte Anisotropie der Abweichung qyin y-Richtung trat nur bei vibrationsgestützt gepackten Building-Block-Anordnungenauf – die im Edelstahlnetz bzw. Lochblech angeordneten Building-Blocks zeigten eine

5.1. Einheitszellengeometrie und Eigenschaften 111
sehr geringe, isotrope Schwerpunktsstreuung. Dies begründete sich im selben Effektwie o. g. bei der verminderten Verzerrung bei 2M-Geometrie. Die um δ� versetztenNachbar-Building-Blocks schränkten die Beweglichkeit in x-Richtung ein, ließen abergleichzeitig noch Abweichungen in y-Richtung zu. Dadurch waren die Building-Block-Schwerpunkte regelmäßig in Spalten angeordnet. Ihre y-Koordinaten aber schwanktenaufgrund der Unregelmäßigkeiten in den Kantenlängen d, der Grathöhe hG und derOberflächenrauheit Rmax verstärkt, da diese sich innerhalb einer Spalte ungehindertaufaddieren konnten und zudem Ausreißer in der Kantenlänge (vgl. Abbildung 4.1)den Versatz stark beeinflussen konnten.
Zusammenfassend waren die Herstellungsmethoden jedoch sehr gut geeignet, um dieerwünschten Strukturen zu erzeugen. Sie ermöglichten geänderte Gittersymmetrienbei gleichzeitig konstanter Dichte des modularen Materials (vgl. Abbildung 4.11).Die Abweichung vom idealen Gitter war bei gesetzten Building-Blocks <4% undbei vibrationsgestützt gepackten Anordnungen <14% bezogen auf den mittlerenGitterabstand (vgl. Abschnitt 4.2.1). Wobei die vibrationsgestützten Packungen – imGegensatz zu beispielsweise kolloidal kristallisierten Packungen [143,144] – vollständigdefektfrei hergestellt werden konnten, d. h. sie hatten bei exakter Einstellung derVibrationsparameter weder Leerstellen noch Korngrenzen und zeigten keine Cluster-bildung.
Gittersymmetrieeffekte
Betrachtet man zunächst die Rissöffnungsenergien in Abbildung 4.27 der Building-Blocks im Quadratgitter (2C) hinsichtlich ihrer Abhängigkeit vom Rissausbreitungswin-kel ω, zeigt sich vor allem bei den modularen Kompositen mit dichter Building-Block-Packung keine signifikante Änderung. Die minimalen Rissöffnungsenergien bei ω = 0◦
lagen mit 0,3 kJ/m2 in der Größenordnung der Energiefreisetzungsrate der reinenEpoxidharzmatrix GM = 0,23± 0,05 kJ/m2 nach Anhang C.2. Aufgrund der Rissablen-kung und damit einhergehenden Rissverlängerung für Proben mit ω > 0◦ war zwareine erhöhte Rissöffnungsenergie zu erwarten, jedoch zeigte die im Folgenden durchge-führte quantitative Modellanalyse nur eine relativ geringe Zunahme der dissipiertenEnergiemenge.Im Fall der Rotation lässt sich die relative Erhöhung ∆Grel(ω) der Energiefreiset-

112 5. Diskussion
zungsrate zu∆Grel(ω) = G(ω)− G(0◦)
G(0◦) (5.2)
berechnen. Dabei ist G(0◦) die Energiefreisetzungsrate unter symmetrischer Rissöffnungdurch reine Zugbelastung (Modus-I) nach Gleichung (2.7) für einen geraden Rissentlang der Stegbreite bCT der CT-Probe. Die durch Rissablenkung veränderte RateG(ω) lässt sich aus den Einzelstrecken des Risses bestimmen, der im modularenMaterial um ω bzw. 90◦−ω abgelenkt wird (s. Abbildung 5.1 links).
bCTbCT
b cos
CT
w
b sin
CT
wb cos
CT
w
b sin
CT
w
w
0 15 30 450
1
2
3
4
Re
lativ
e E
rhö
hu
ng
de
rE
ne
rgie
fre
ise
tzu
ng
sra
te DG
[%
]re
l
w [°]Risseinleitungswinkel
Abbildung 5.1.: Rissablenkung im modularen Komposit mit um ω gedrehter 2C-Gittersym-metrie (links) und resultierende relative Änderung der Energiefreisetzungs-rate (rechts)
Sie berechnet sich aus den lokalen Energiefreisetzungsraten g (ω) analog zu Gleichung(2.7) mit den lokalen Spannungsintensitätsfaktoren aus Gleichung (2.12a) und (2.12b),die auf den Teilstücken des Risses dominieren. Im modularem Material, in dem der Risssich nur in einer schmalen Grenzflächenbindephase t� d ausbreiten kann, ergebensich i Teilstücke mit Building-Block-Länge in Richtung ω und j Rissabschnitte, die inRichtung 90◦ − ω abgelenkt werden.
G(ω) = 1i+ j
∑i
g(ω) +∑j
g(90◦ − ω)
= cosω g(ω) + sinω g(90◦ − ω)
(5.3)

5.1. Einheitszellengeometrie und Eigenschaften 113
Der Graph in Abbildung 5.1 zeigt die relative Änderung der Energiefreisetzungsratenach Gleichung (5.3). Bei Rissablenkung in den spröde brechenden 2C-Anordnungenlässt sich durch bloße Rotation G daher um maximal etwa 4% erhöhen. Dies erklärtdie innerhalb der Messgenauigkeit scheinbar konstante Energiedissipation bei den dichtgepackten 2C-Symmetrien mit unterschiedlichen Winkeln ω (vgl. Abbildung 4.27).
Weitaus größer waren die Auswirkungen bei Einbringen eines Versatzes δ�. Durchdiesen wurde die Gittersymmetrie bei würfelförmigen Building-Blocks von 2C zu 2Mgeändert und bei modularem Material aus Quadern im primitiven Rechteckgitterweiter vergrößert (vgl. Abbildung 2.10). Abbildung 5.2 zeigt die Rissöffnungsenergienin Abhängigkeit des zunehmenden Versatzes δ� durch die Kombination der Einzelriss-energien in Abbildung 4.27 und 4.28 mit den berechneten Versatzlängen aus Tabelle 4.8und 4.12.Um den Anteil an zusätzlich dissipierter Energie durch reine Rissverlängerung
abschätzen zu können, wird zunächst die Energiefreisetzungsrate G(δ�) für reinelastisches Verhalten ohne Reibung bestimmt. Analog zur relativen Erhöhung derEnergiefreisetzungsrate durch Rotation bei 2C-Symmetrie errechnet sich ∆Grel(δ�)bei Einbringen eines Versatzes zu:
∆Grel(δ�) = G(δ�)− G(0◦)G(0◦) (5.4)
mit
G(δ�) =i |~a|2 g(0◦) + (i− 1) δ� g(90◦)
i |~a|2, (5.5)
da der Riss beim Durchlaufen einer Länge von i Breiten der halben Einheitszelle|~a|/2 genau i− 1 Mal um 90◦ abgelenkt wird (vgl. Skizze in Abbildung 5.3). Mit denbekannten lokalen Energiefreisetzungsraten g(ω) erhält man für:
g(90◦)g(0◦) = 1
8 , (5.6)
woraus sich die relative Erhöhung in Gleichung (5.7) ergibt. Sie ist in Abbildung 5.7für i = 8 als Mindestanzahl in der Stegbreite der untersuchten CT-Proben und füri→∞ in ausgedehnten Proben bzw. modularen, periodischen Kompositen aus sehr

114 5. Diskussion
10
8
6
4
2
0
2R
issö
ffnungse
nerg
ie J
[kJ
/m]
12
0 0,5 1 1,5 2
Würfel Quader
beschichtet
unbeschichtet
Versatz [mm]d
2C
2M
Abbildung 5.2.: Rissöffnungsenergien des modularen Komposits aus Quadern und Würfelnin Abhängigkeit vom Versatz δ�
kleinen Building-Blocks aufgetragen.
∆Grel(δ�) = 14
(i− 1)i
δ�|~a|
(5.7)
Sie skaliert linear mit dem Versatz, der nur über 0,5 · 2δ�/|~a| hinaus vergrößert werdenkann, wenn das Aspektverhältnis der Building-Blocks (dy : dx) > 1 ist.Durch reine Rissablenkung und Risslängenvergrößerung konnte somit bei den un-
tersuchten Probenreihen eine Erhöhung um 4,3% bei würfelförmigen und bei qua-derförmigen Building-Blocks mit maximalem Versatz um 15% erreicht werden. Diedissipierte Energie durch vergrößertes δ� erhöhte sich allerdings mit unbeschichteten

5.1. Einheitszellengeometrie und Eigenschaften 115
d
a
0 2 40
25
50
0 575
dVersatz [mm]
i = 8
i ∞
6
1 2 3 4
Würfel
Quader
Re
lative
Erh
öh
un
g d
er
En
erg
iefr
eis
etz
un
gsra
te DG
[%
]re
l
|a|d2
Normierter Versatz
Abbildung 5.3.: Skizze zur Rissablenkung im modularen Material mit um δ� verschobener2M-Gittersymmetrie und Graph der resultierenden relativen Änderung derEnergiefreisetzungsrate bei i Building-Block-Breiten
Building-Blocks etwa um das 25-fache und bei APTMS-beschichteten um den Faktor5. Das bedeutet, dass die für die Rissöffnung zusätzlich benötigte Gesamtarbeit ge-genüber einem geraden Riss durch den Komposit zu 97% bzw. 99% in nichtlinearen,inelastischen Prozessen dissipiert wurde. Bei genauerer Betrachtung von Abbildung 5.2zeigte sich jedoch eine maximal erreichbare Rissöffnungsenergie, die für unbeschichte-ten Building-Blocks bei ca. 8 kJ/m2 und für beschichtete bei etwa 4 kJ/m2 lag (sieheAbschnitt 5.2.1).
5.1.2. Einheitszellengröße
Nach der Gittersymmetrie zeigte die Einheitszellengröße einen signifikanten Einflussauf die Eigenschaften des modularen Materials. Sie war durch die Herstellungsmethodebedingt, wobei die kleinstmögliche Einheitszellengröße (tmin) durch vibrationsgestützteSelbstanordnung erreicht wurde und modulare Komposite mit vergrößertem Building-

116 5. Diskussion
Block-Abstand t+ mit Hilfe von Abstandsgittern hergestellt wurden (vgl. Abschnitt3.1.2).
Kleinstmögliche Einheitszelle
In der kleinstmöglichen Einheitszelle mit Abstand tmin traten die Building-Blocksin direkten mechanischen Kontakt, da sich die Al2O3-Seitenflächen berührten undaneinander ausrichteten. Der mittlere Gitterabstand d+tmin von 1,336± 0,012mmstimmte sehr gut mit der mittleren, mechanisch, durch flache Mikrometerschrauben,gemessenen Building-Block-Kantenlänge von 1,344± 0,044mm überein (vgl. Tabel-le 4.1). Packungsverhalten und Messmethode entsprachen in diesem Fall einander, dadie Building-Blocks in beiden Fällen flächig eingespannt wurden.Aufgrund der Schwankungen in der Kantenlänge sowie Oberflächenrauheit und
Gestaltabweichungen kam es bei dichter Packung zu Lücken zwischen den Buil-ding-Blocks. Diese Lücken führten zu einem minimalen mittleren Abstand tmin >0, der notwendig war, um den Zusammenhalt des modularen Materials durch dieEpoxidharzmatrix überhaupt erst zu ermöglichen. Da eine direkte Messung des lokalenBuilding-Block-Abstandes wegen seiner Schwankung auf mikroskopischer Ebene nichtsinnvoll war, wurde tmin indirekt bestimmt. Zum einen wurde er aus dem Phasenanteilnach Abschnitt 4.2.1 bestimmt, zum anderen aus der Differenz zwischen Kantenlänged und dem mittleren Gitterabstand d+tmin nach Abschnitt 4.2.1 berechnet. Aus demPhasenanteil und d3D (nach Gleichung (3.22)) ergab er sich mit Gleichung (4.5) zu0,10± 0,02mm und zu 0,059± 0,048mm aus dem optisch bestimmtem Abstand d+tmin
und der Building-Block-Kantenlängen d2D. Die Abstandswerte der beiden Messungenstellten methodenbedingt Ober- und Untergrenze für den Mindestabstand tmin dar,da bei der Bestimmung aus dem Phasenanteil durch eine dünne Restschicht vonanhaftendem Epoxidharz auf der Oberseite der vermessenen Building-Block-Monolagenein effektiv zu großer Abstand gemessen wurde und die Kantenlängenbestimmung ausder optischen Methode wegen des Grauwertübergangs an den Building-Block-Kantenbei der Flächendetektion zu kleine Abstände erzeugte. Im Folgenden wird daher derAbstand von
tmin = 67± 12 µm (5.8)
verwendet, der aus der Kombination der genauesten Methoden, d. h. d+tmin optischaus der Fläche und d3D volumetrisch aus der Dichte bestimmt, berechnet wurde undim o. g. Bereich lag.

5.1. Einheitszellengeometrie und Eigenschaften 117
Diese Länge entsprach der herstellungsbedingten, nach Gleichung (4.2) ermitteltenGrathöhe hG = 55 ± 37 µm und der Größe der Partikelanhaftungen von ca. 30 µm.Zudem lag sie im Bereich der 3%igen Schwankung der Building-Block-Kantenlängenach Abschnitt 4.1.1, wohingegen die Oberflächenrauheit Rmax = 10,0± 5,8µm nachTabelle 4.2 eine untergeordnete Rolle spielte.
Zudem war tmin kleiner als die mittlere Abweichung q von der idealen Gitterposition(vgl. Abschnitt 5.1.1). Daraus ließ sich folgern, dass sich q vor allem aus lokalenAbweichungen der Building-Block-Schwerpunkte von der Gitterposition erhöhte, diesich aber im Bezug auf die Packungsdichte gegenseitig kompensierten.Die relative Packungsdichte, beschrieben nach Gleichung (4.5) durch den Phasen-
anteil cBB, erreichte in der Fläche (2D: N = 2) 90% und im Volumen (3D: N = 3)86%. Sie lag damit weit über dem Phasenanteil dichtester Kugelpackungen vonπ/3√
2 ≈ 74,0% und war vergleichbar mit dem theoretischen Füllgrad perfekt aus-gerichteter, hexagonal angeordneter Fasern mit 0,5πr2/
√3r2 ≈ 90,8%, der praktisch
allerdings bei maximal ≈ 70% liegt [145, S. 135]. Der Gewichtsanteil von >95% derBuilding-Blocks ist vergleichbar mit dem biologischen Verbundmaterial Perlmutt, dasmit 95% anorganischem Aragonit (CaCO3) und 5% organischem Polymer (Polysac-charide und Proteine) eine 100–1000-fach höhere Bruchzähigkeit aufweist als das reineMineral [146,147].
Definierter Building-Block-Abstand
Der vergrößerte Gitterabstand t+ war durch die Herstellung über Abstandshalter beider Building-Block-Anordnung fest definiert (vgl. Abschnitt 3.1.2). Aus den beidenMessmethoden ergab sich der mittlere Gitterabstand d+t+ zu 1,68± 0,02mm (3D) ausdem Phasenanteil nach Tabelle 4.11 bzw. zu 1640± 10mm (2D) durch die optischeAnalyse nach Abschnitt 4.2.1. Analog zu obigem Abschnitt wurde der Abstand zwischenzwei Building-Blocks bzw. die Breite der Epoxidharzmatrix aus den beiden genauestenMethoden zu
t+ = 371± 10 µm (5.9)
berechnet. Der entsprechende Volumenanteil der Building-Blocks ergab sich zu 46%(3D; 2D zu 60%).

118 5. Diskussion
Auswirkungen auf das Rissausbreitungsverhalten
Neben der methodenbedingten, indirekten Auswirkung der Einheitszellengröße aufdie Gittersymmetrie (s. Abschnitt 5.1.1 – Methodenbedingte Symmetrieeinflüsse)wurde das Versagensverhalten der modularen Komposits maßgeblich durch den Gitter-bzw. Building-Block-Abstand bestimmt. So führte ein vergrößerter Building-Block-Abstand (t+) grundsätzlich zu einem spröderen Bruchverhalten (vgl. Abbildung 4.24)im CT-Test, was im Allgemeinen mit einem Abfall der Reststeifigkeit bei kleinerenDehnungen (s. Abbildung 4.29) verbunden war.
Dieses Verhalten widersprach auf den ersten Blick dem besseren Zusammenhalt beit+ im Push-Out-Test. Dort führte ein größerer Building-Block-Abstand, neben einerleicht erhöhten Haftscherfestigkeit τH, zu einer ca. 70% höheren Reibspannung τR beimHerausdrücken nach Delamination gegenüber Proben mit tmin (vgl. Abschnitt 4.2.3 –Haftscherfestigkeiten). Dadurch war die Gesamtenergie bei Push-Out, repräsentiertdurch die mittlere Spannung τ , im modularen Material mit t+ signifikant vergrößert(vgl. Abbildung 4.22).
Beim Push-Out-Test jedoch war der belastete Building-Block in der Ebene senkrechtzur Lastrichtung stets allseitig von Material umschlossen, während er beim CT-Test indieser Ebene nur an zwei Seiten den Einfluss der Nachbar-Building-Blocks sah. Zwarwurde die chemische Schwindung des Epoxidharzes bei Nachhärtung weitestgehendrelaxiert (s. Anhang C.5), durch die Differenz in den thermischen Ausdehnungs-koeffizienten bei Abkühlung auf RT herrschte jedoch eine Druckspannung auf dieBuilding-Blocks, die nach Delamination für eine Normalkraft und daraus resultieren-de Reibungskraft beim Push-Out sorgte. Zur Abschätzung der Spannungen wurdendas Modell von Mori und Tanaka nach Abschnitt 2.1.1 herangezogen. Damit erge-ben sich die mittleren hydrostatischen Spannungen in der Matrix 〈σM〉 bzw. in denBuilding-Blocks 〈σBB〉 zu:
〈σBB〉 = 3KBBκMcBB
nK + κM[1 + cBB(nK − 1)]∆λ , (5.10a)
〈σM〉 = −3KBBκM(1− cBB)
nK + κM[1 + cBB(nK − 1)]∆λ (5.10b)
mit den entsprechend angepassten Materialkonstanten nach Gleichung (2.2 a–c).Bei rein thermisch bedingtem Unterschied ∆λ der Eigendehnungen zwischen Buil-

5.1. Einheitszellengeometrie und Eigenschaften 119
ding-Block- und Matrixmaterial berechnet er sich nach Gleichung (2.3) zu:
∆λ = (αTBB − αT
M) ∆T (5.11)
aus der Differenz in den thermischen Ausdehnungskoeffizienten αT. Mit einer Tempera-turdifferenz von ∆T = −30 ℃ zwischen Aushärtetemperatur und RT sowie νM = 0,35ergab sich, abhängig vom Volumenanteil der Building-Blocks, der in Abbildung 5.4dargestellte Druck in den Phasen. Bei weit gesetzten Building-Blocks (t+) mit einemPhasenanteil von cBB = 0,6 wirkte eine Druckspannung von etwa 〈σBB〉 −4MPa aufdie Oberfläche der Building-Blocks, während in der Epoxidharzmatrix ein Unterdruckvon ca. 〈σM〉 = 6MPa herrschte. Dagegen war bei dichter Packung (tmin) mit einemPhasenanteil von cBB = 0,86 die Spannung auf die Building-Blocks mit nur etwa 1MPastark verringert.
10
5
0
-5
-10
-150 0,2 0,4 0,6 0,8 1
Volumenanteil der Building-Blocks cBB
sBB
sM
t+
tmin
Mitt
lere
hyd
rost
atis
che
Spannung [M
Pa]
s
Abbildung 5.4.: Mittlere hydrostatische Drücke in den Phasen des modularen Kompositsin Abhängigkeit vom Volumenanteil cBB der Building-Block-Phase: 〈σBB〉innerhalb der Building-Blocks und 〈σM〉 in der Grenzflächenphase
Präsenz und Verlauf des hydrostatischen Drucks auf die Building-Blocks nach Abbil-dung 5.4 erklären daher den Einfluss des Abstandes t auf das Verhalten bei Push-Out-wie CT-Test. Im Push-Out-Test führte ein verkleinerter Building-Block-Abstand mit

120 5. Diskussion
einem niedrigerem Umgebungsdruck auf die Würfel zu einer verringerten Reibspannungmit insgesamt geringerer Energiedissipation, wohingegen die auf Abstand gesetztenBuilding-Blocks auch noch nach der Delamination durch den höheren Druck der Matrixeingespannt wurden. Beim CT-Test wurde durch den Riss die Druckverteilung aufden Building-Block anisotrop, sodass er aus dem Verbund des modularen Materialsin Richtung Riss herausgedrückt und der Spannungsgradient in der Matrix abgebautwurde. Dieser Effekt war bei modularen Kompositen mit niedrigerem Building-Block-Anteil cBB (bei t = t+) dominanter. Zum einen war der Spannungsgradient zwischen〈σM〉 und 〈σBB〉, der durch Versagen ausgeglichen werden konnte, größer (vgl. Abbil-dung 5.4), zum anderen war das Volumen V , das in Rissnähe entspannt wurde, größer.Entsprechend konnte nach Gleichung (5.12) mehr gespeicherte elastische Energie ΠV
freigesetzt werden.ΠV =
∫ 〈σM〉
〈σBB〉V dp (5.12)
5.2. Grenzflächenbindung und EigenschaftenDie Verbindung der Building-Blocks zum modularen Komposit durch die Epoxidharz-Grenzflächenphase wurde durch zwei wesentliche Eigenschaften beeinflusst: Zumeinen durch die Kohäsionsfestigkeit an der Grenzfläche von Keramik zu Epoxidharz,zum anderen durch die Spannungsverteilung innerhalb des Matrixmaterials aufgrundder chemischen Schwindung bei der Harzaushärtung und der Diskrepanz in denWärmeausdehnungskoeffizienten.
5.2.1. Kohäsionsfestigkeit
Im Folgenden wird der Einfluss der Oberflächenbehandlung der Building-Blocks auf dasVersagensverhalten des modularen Komposits zunächst qualitativ diskutiert, bevor ausder energetischen Versagensanalyse die dominierenden Bruchmechanismen abgeleitetwerden und daraus die Auswirkungen kleiner werdender Building-Blocks abgeschätztwerden.
Versagensverlauf
Wie es sich in Abschnitt 4.2.3 bei den untersuchten einzelnen Building-Block/Epoxid-Grenzflächen bereits abzeichnete, führte die Verwendung unbeschichteter Building-

5.2. Grenzflächenbindung und Eigenschaften 121
Blocks auch beim CT-Test der modularen Komposite zur Delamination an der Phasen-grenze. Diese fand vollständig, ohne Ausbrüche in den Phasen, statt und führte den sichausbreitenden Riss stets an der Building-Block-Oberfläche entlang, was beispielhaftfür die Geometrien mit Abstand t+ in Abbildung 5.6 dargestellt ist.
Abbildung 5.5.: REM-Aufnahme (SE) der Oberfläche einer vollständig delaminierten Grenz-flächenphase bei unbeschichteten Building-Blocks
Bei der mikroskopischen Untersuchung zeigten sich bei unbeschichteten Probenkorrespondierende, raue Bruchflächen des Epoxidharzes, wie in Abbildung 5.5 darge-stellt, die ein negatives Relief der Al2O3-Kornstruktur abbildeten (vgl. Abbildung 4.6).Entsprechend wurde bei APTMS-beschichteten Building-Blocks der Riss von derenOberfläche weggelenkt, sodass er sich hauptsächlich innerhalb der Matrixphase ausbrei-tete. Die erhöhte Grenzflächenfestigkeit mit Versagensverlauf innerhalb der sprödenEpoxidharzmatrix zeigte glatte Bruchflächen (vgl. Abbildung 4.19 b) und minimalenAnteil delaminierter Grenzflächen (rot markiert in Abbildung 5.6 a und b).
Mit zunehmenden Versätzen δ� bei quaderförmigen Building-Blocks kam es vermehrtzum Versagen von Building-Blocks. Der Riss trat dabei von der Grenzfläche in dieAl2O3-Keramik der Building-Blocks über, wie in Abbildung 4.13 für einen gebrochenenQuader dargestellt. Der Bruch einzelner Building-Blocks trat dabei mit Beschichtungfrüher auf (bei δ� = 1/3), während bei unbeschichteten Building-Blocks der Pull-Out zubeobachten war (s. Abbildung 5.7). Durch die APTMS-Beschichtung kam es aufgrundder besseren Kraftübertragung zu punktuell höheren Spannungen.

122 5. Diskussion
1 mm 1 mm
a) b)
Abbildung 5.6.: Rissverlauf modularer Komposite mit 2C-Symmetrie bei großem Building-Block-Abstand t+ mit Markierung der delaminierten Al2O3-Epoxidharz-Grenzflächen (rot): a) unbeschichtete und b) APTMS-beschichtete Buil-ding-Block-Oberflächen; Rissausbreitung jeweils von links nach rechts
Die vorzeitige Delamination der unbeschichteten Building-Blocks verhinderte grö-ßere Biegemomente. Diese kamen durch die großen Building-Block-Abmessungen inRelation zur CT-Probenbreite zustande, sodass die einzelnen Building-Blocks keinerreinen Zugspannung mehr ausgesetzt waren (s. Abbildung 5.8). Das bei größerenVersätzen δ� allgemein verstärkt auftretende Building-Block-Versagen kann ebenfallsdurch die auf die Building-Blocks wirkenden Biegemomente erklärt werden. Durchdie schmale Matrixbreite tmin konnte die in Abbildung 5.8 dargestellte rotierendeBewegung der Building-Block-Ecken anfangs noch ausgeglichen werden. Dies äußertesich in einer charakteristischen Bruchfläche der Epoxidharz-Zwischenphase, die eine de-laminierte, stark zerkratzte Oberfläche durch den Pull-Out zeigte (vgl. Abbildung 4.14,unbeschichteter, 1/6-versetzter Building-Block).Bei großen Versätzen (δ� > 1/3) konnte die weiche Epoxid-Grenzflächenphase die
Biegemomente nicht mehr abpuffern und es kam unabhängig von der Oberflächenbe-handlung zu großen Biegemomenten durch die Nachbar-Building-Blocks.
Verstärkungsmechanismen
Bei der gesamtenergetischen Betrachtung nach Abschnitt 4.2.4 zeigte sich, dass diegesteigerte Haftfestigkeit durch die Beschichtung vor allem in den modularen Komposi-ten aus würfelförmigen Building-Blocks zu größeren dissipierten Energien bei Versagen

5.2. Grenzflächenbindung und Eigenschaften 123
a) b)
���
���
Abbildung 5.7.: Rissverlauf in CT-Proben aus um 1/3 versetzten, quaderförmigen Building-Blocks: a) unbeschichtet, b) APTMS-beschichtet mit zwei gebrochenenBuilding-Blocks (Pfeile)
beitrug. Allerdings war dieser Effekt weniger ausgeprägt als die vergrößerte Energieauf-nahme bei Einbringen eines Versatzes δ�. Während bei modularen Verbunden mit dichtgepackten Anordnungen (tmin) das J-Integral mit Beschichtung etwa um 0,25 kJ/m2
erhöht war, zeigte sich bei weit gesetzten Building-Blocks zudem ein Einfluss desBelastungswinkels ω, der jedoch wenig signifikant war (vgl. Abbildung 4.27).
Einen weit größeren Einfluss zeigte die APTMS-Beschichtung bei großen Versätzenin den modularen Kompositen aus quaderförmigen Building-Blocks. Mit zunehmendemVersatz δ� wirkte sich die gesteigerte Haftfestigkeit der Phasengrenze negativ aufdie maximal dissipierbare Energie, und damit die Risszähigkeit, aus. Gegenüberden kleineren Versätzen bei würfelförmigen Building-Blocks war bei den relativenVersätzen der Quader ab 1/6 kein positiver Effekt der Beschichtung mehr sichtbar(vgl. Abbildung 5.2). Vielmehr wirkte sich bei weiterem Anstieg des Versatzes auf 1/3
die verbesserte Anbindung der Building-Blocks an die Matrix auch negativ auf einehohe Energiedissipation aus. Dies lag, wie bereits in Abbildung 5.7 b zu sehen, an derdurch die APTMS-Beschichtung unterdrückten Delamination und dem gleichzeitigbegünstigten Building-Block-Versagen.
Der Einfluss der neu geschaffenen Al2O3-Bruchflächen konnte abgeschätzt werden. Sobeträgt G = 2γ0 für reines Al2O3 nur etwa 5–25 J/m2 [148,149] – je nach Kristallfläche,

124 5. Diskussion
a) b)
Abbildung 5.8.: Einfluss der Belastungsrichtung auf die Spannungsverteilungen in der CT-Probe: a) reine Zugbelastung mit resultierenden Schubspannungen an denBuilding-Block-Flanken; b) Punktbelastung mit Spannungsspitzen durchBiegung
in der der Bruch verläuft – ist allerdings für gesintertes Material erhöht. Im vorliegendenFall konnte die Energiefreisetzungsrate des Building-Block-Materials nach Gleichung(2.7) mithilfe der Materialkennwerte aus Abschnitt 4.1.3 bestimmt werden. Der soermittelte, für gesintertes Al2O3 übliche Wert von 40 J/m2 [150, S. 283], konnte ebenfallsnur in sehr geringem Maße zur Änderung ∆G der dissipierten Energie beitragen. ImVergleich zu anderen Effekten, die zu einer Erhöhung ∆J der Energiefreisetzungsratebeitrugen, war die Building-Block-Bruchenergie jedoch zu vernachlässigen.
Die Erhöhung ∆J im Bereich von einigen kJ/m2 konnte vor dem Hintergrund derVerstärkungsmechanismen nach Abschnitt 2.1.2 analysiert und diskutiert werden.Das vergrößerte J-Integral wurde in Anlehnung an die Zähigkeitssteigerung durchRissüberbrückung und Pull-Out aus der Betrachtung Whisker-verstärkter Keramiken[34] berechnet.
Der Zuwachs an dissipierter Energie ist für die im CT-Test untersuchten, monolagi-gen, modularen Keramiken aus Building-Blocks mit quadratischen Rissebenenquer-

5.2. Grenzflächenbindung und Eigenschaften 125
schnitten (dx = dz = d) nach Anhang D.1 gegeben zu:
∆JB = a4 τ 2
R
3EBBl3db (5.13)
für elastische Spaltüberbrückung mit Reibung und entsprechend Anhang D.2 für daserhöhte J-Integral bei Pull-Out:
∆JPO = aτRd l2db . (5.14)
Bei einer Flächendichte a der verstärkenden Building-Blocks nach Gleichung (D.11)und unter der Annahme, dass die maximal delaminierte Länge ldb dem Versatz δ�im modularen Komposit entspricht, sind die Änderungen der in beiden Prozessendissipierten Energien daher:
∆JB = 23d(d+ tmin)
τ 2R
EBBδ3� (5.15)
und∆JPO = τR
2 (d+ tmin) δ2� . (5.16)
Dadurch konnte der Anstieg der dissipierten Energie mit den Abmessungen d und tbei einer mittleren Reibspannung von 13,5MPa aus dem Push-Out-Test (vgl. Abschnitt4.2.3 – Haftscherfestigkeiten) berechnet werden.
Abbildung 5.9 zeigt die Änderungen in den Energiefreisetzungsraten für Building-Block-Pull-Out (∆JPO), Rissüberbrückung (∆JB) sowie reine Rissablenkung (∆G)nach Abschnitt 5.1.1 für die Kennwerte der untersuchten modularen Komposite. Wieerwartet, zeigte sich bei Vergleich mit den gemessenen Werten, dass die dissipierteEnergie durch den Pull-Out-Vorgang dominiert wurde. Die in Abschnitt 5.1.1 be-handelte Erhöhung der Energiefreisetzungsrate ∆G durch Rissablenkung und derEinfluss der elastischen Überbrückung mit Reibung ∆JB lagen deutlich unter ∆JPO
des Building-Block-Pull-Out-Prozesses.Zudem ließ sich die Anzahl der versagenden Building-Blocks in Korrelation mit der
Energiefreisetzungsrate bringen. So brachen bei beschichteten Building-Blocks mit 1/3Versatz und unbeschichteten Building-Blocks mit 1/2 etwa zwei Building-Blocks, imFall von beschichteten Building-Blocks mit δ� = 1/2 sogar drei. Dadurch fiel der Anteiln an brückenbildenden Einheitszellen von ursprünglich 0,5 auf 0,25 bzw. 0,125. Dieser

126 5. Diskussion
Änderu
ng d
er
Energ
iefr
eis
etz
ungsr
ate
DJ,
DG
2 [J/
m]
10
210
1
310
410
510
610
0,1 1 10
Rissablenku
ng
Pull-Out
Überbrückung
dd max
d / dNormierter Versatz
Abbildung 5.9.: Änderungen der Energiefreisetzungsrate durch die verschiedenen Verstär-kungsmechanismen im modularen Komposit mit den ermittelten Wertenunbeschichteter (◦) und beschichteter (�) Building-Blocks im Pull-Out-dominierten Bereich
Zusammenhang bestätigte sich bei genauerer Betrachtung von Abbildung 5.10, in derdie theoretischen Kurven für die Anteile n an Brücken-Building-Blocks neben denbekannten Messwerten aufgetragen sind. Das Auftreten von Building-Block-Brüchenbei kleineren relativen Versätzen δ�/d als dem durch die Building-Block-Festigkeitgegebenen (s. Abbildung 5.9) ist durch die Abweichung von einer reinen Zugbelastung(vgl. Abbildung 5.8) mit entsprechenden Spannungsüberhöhungen bedingt.
Folglich führte eine signifikante Steigerung der Haftzugfestigkeit der Al2O3/Epoxid-harz-Grenzfläche um den Faktor 4 (Abbildung 4.18) zu vorzeitigem Versagen ohnePull-Out-Verstärkung.
Building-Block-Größe
Vor dem Hintergrund eines Festigkeitszuwachses durch Weibullverstärkung (vgl. Ab-schnitt 2.2) konnte der Einfluss eines abnehmenden Building-Block-Volumens diskutiertwerden, wobei keine Monolage sondern ein dreidimensionaler modularer Verbund aus

5.2. Grenzflächenbindung und Eigenschaften 127
12
8
6
4
2
0
2E
nerg
iefr
eis
etz
ungsr
ate
DG
[kJ
/m]
10
0 0,5 1 1,5 2
n = 0,5
n = 0,25
n = 0,125
d [mm]Versatz
Abbildung 5.10.: Einfluss des Anteils n an überbrückenden Building-Blocks auf die Ener-giefreisetzungsrate zusammen mit den Messwerten bei unbeschichteten(◦) und beschichteten (�) Building-Blocks
Building-Blocks mit quadratischem Querschnitt d2 angenommen wurde. Dadurchvereinfachte sich Gleichung (D.14) zu:
∆JPO = τR d
(ldbd
)2
. (5.17)
Des Weiteren wurde angenommen, dass die Building-Blocks immer das ideale Aspekt-verhältnis hatten, d. h. dass die Länge in y-Richtung der doppelten maximal delami-nierten Länge entsprach (dy = 2 ldb, max), wobei der Versatz δ� und die Pull-Out-Längeldb, max gleich waren. So konnte über das Kräftegleichgewicht im Building-Block nachGleichung (D.1) das maximale Längenverhältnis aus der Zugfestigkeit σZ1 des Buil-ding-Block-Materials bestimmt werden.(
ldbd
)max
= σZ14 τR
(5.18)

128 5. Diskussion
Gegenüber der Biegefestigkeit des Al2O3 in Tabelle 4.6 wurde eine verminderte Aus-gangs-Zugfestigkeit σZ0 = 250MPa [118] der Building-Blocks mit Volumen V0 ange-nommen. Die Kantenlänge d in der Rissebene ergab sich aus V0, das um V1/V0 skaliertwurde, und dem Versatzverhältnis der delaminierten Länge zur Building-Block-Längewie folgt:
d = 3
√√√√√ V0V1V0
2(ldbd
) . (5.19)
Bei Annahme Weibull-verteilter Defekte im Volumen skaliert die Festigkeit σZ1 mitdem Volumenverhältnis V1/V0 und dem Weibull-Modul m in bekannter Weise nachAbschnitt 2.2. Durch sukzessives Einsetzen von Gleichung (5.18), (5.19) und (2.19a)in Gleichung (5.17) ergibt sich die Abhängigkeit:
∆JPO = 12,7V13
0
(σZ0
5
τR2
) 13 ( V1
V0
) 13 (1−5/m)
. (5.20)
Die Energiefreisetzungsrate ändert sich daher bei Volumenverkleinerung der Buil-ding-Blocks in Abhängigkeit von m. Am Exponenten des Volumenverhältnisses istersichtlich, dass die dissipierte Energie bei kleiner werdenden Building-Blocks nurim Fall von kleinen Weibull-Moduln m < 5 zunimmt. Dieses Verhalten der relativenÄnderung der Energiefreisetzungsrate ∆JPO ist in Abbildung 5.11 dargestellt.
Hin zu kleineren Building-Block-Volumina kann die Energiefreisetzungsrate durchPull-Out und damit die Bruchzähigkeit nur ansteigen, wenn m < 5 und als konstantangenommen wird. Zwar sollte der Weibull-Modul nicht als prinzipiell größenunab-hängige Materialkonstante angesehen werden [151–154], er würde jedoch im üblichenBereich von 5 < m < 15 wie auch im betrachteten System mit einem Wert von 7,7nicht zu einer erhöhten Risszähigkeit bei kleineren Building-Blocks beitragen. EineVerkleinerung der Building-Blocks ist daher vor dem Hintergrund möglichst hoherBruchzähigkeiten nicht notwendigerweise zuträglich.Es ist jedoch davon auszugehen, dass der Festigkeitsanstieg durch die Weibull-
Verstärkung zu einem selteneren vorzeitigen Versagen der Building-Blocks und derdadurch bedingten Abnahme des Anteils an überbrückenden Einheitszellen n kommt.Daher ist es auch bei Weibull-Moduln m > 5 sinnvoll, die Building-Blocks so weit zuverkleinern, bis kein Building-Block-Versagen mehr auftritt.

5.2. Grenzflächenbindung und Eigenschaften 129
Rela
tive E
nerg
iefr
eis
etz
ungsr
ate
0,01
0,1
1
10
1-110-210-310-410-510-610
m = 4
m = 5
m = 10
m = 20
Skalierungsfaktor V /V1 0
m = ∞
Abbildung 5.11.: Änderung der Energiefreisetzungsrate durch Pull-Out in Abhängigkeit vomrelativen Building-Block-Volumen bei unterschiedlichen Weibull-Modulnm (- - - m = 7,7 für das eingesetzt Al2O3)
5.2.2. Spannungsverteilung
Die intrinsischen Spannungen spielen eine wichtige Rolle beim Verhalten eines Kom-posits unter thermischer und mechanischer Belastung, da sie das Bruchverhaltender beteiligten Phasen lenken und als Normalkräfte auf überbrückende Partikel beiPull-Out wirken. Die Spannungsverteilung innerhalb der transparenten Matrix wur-den an Monolagen mit 2C- und 2M-Geometrie mittels Spannungsoptik visualisiertund lokal quantifiziert (vgl. Abschnitt 4.2.1). Durch diese Methode konnte mit demDunkelfeld-Zirkular-Polariskop jedoch nur die Differenz der Hauptspannungen quanti-fiziert werden. Diese (Tresca-)Spannung σPE gibt jedoch keinen Aufschluss über dieisotrope Hintergrundspannung, den hydrostatische Druck 〈σ〉, der dem Mittelpunktdes Mohrschen Spannungskreises nach Gleichung (3.50) entspricht. Er berechnet sichzu:
〈σ〉 = σxx + σyy2 (5.21)
aus den kartesische Spannungen σxx, yy in der Ebene.

130 5. Diskussion
〈σ〉 wirkt auch noch auf die Building-Blocks, wenn diese von der umgebenden Matrixdelaminierten, und stellt einen Teil der Normalkraft dar, der für die Reibung bei Pull-Out verantwortlich ist. Um 〈σ〉 abschätzen zu können, wurde die spannungsoptischgemessene Verteilung der Tresca-Spannung σPE mit den berechneten Werten für σPE
aus der Finite-Elemente-Methode (FEM) verglichen. Im Umkehrschluss konnte dannaus der verifizierten FEM-Simulation die hydrostatische Hintergrundspannung 〈σ〉berechnet werden.
Dazu wurde jeweils eine Anordnung von neun Einheitszellen für beide Einheitszell-symmetrien mit einem Verhältnis von Building-Block- zu Matrix-Breite (d : t) von3,42 simulierta, wobei zwei Seiten in einer Translationsrichtung festgehalten wurden(s. Abbildung 5.12). Die FEM-Gitter wurden durch optimierte Kurvenunterteilungder zweidimensionalen Anordnungen durch Elementtyp 27 (quadratische Elementemit 8 Knoten [155]) erzeugt [116].
Al O2 3
2C
Al O2 3
2M
y
x
Epoxid-harz
fixierte Knoten
Abbildung 5.12.: Quadratische (2C) und zentriert rechtwinklige (2M) Einheitszellenanord-nung in der FEM-Simulation für den ausgewerteten gestrichelten Bereichmit in x- ( ) bzw. in y-Richtung ( ) fixierten Knoten [116]
Eine Übersicht der in dieser Arbeit ermittelten und in der Simulation verwendetenMaterial- und Geometrieparameter ist in Tabelle 5.1 aufgelistet.
Die photoelasisch effektive Spannungsdifferenz σPE entsprach der Tresca-Vergleich-spannung und konnte nach Gleichung (3.51) aus den in der FEM-Simulation be-rechneten kartesischen Spannungen und der Schubspannung ermittelt werden. Durchsukzessives Einsetzen in Gleichung (3.47) und Gleichung (3.49) konnte so mit dera Marc/Mentat 2011r2, MSC Software, München

5.2. Grenzflächenbindung und Eigenschaften 131
Tabelle 5.1.: Verwendete Material- und Geometriedaten für die FEM-Berechnungen
E-Modul [GPa] Poissonzahl CTE [10−6/K] Dicke [mm]
Al2O3 395 0,22 6,8 1,269
Epoxidharz 3,9 0,35 76 0,371
Beobachtungswellenlänge λ = 555nm, einer Probendicke dPE = 1,3mm und derspannungsoptischen Konstante C aus Anhang B die relative transmittierte IntensitätI/I0 an den Simulationsknotenpunkten berechnet werden. Sie ist in Abbildung 5.13c, d grafisch dargestellt und deckt sich sehr gut mit den Transmissionsaufnahme desDunkelfeld-Zirkular-Polariskop aus Abbildung 4.15. Die Intensitätsminima direkt anden Building-Block-Ecken aus den berechneten Spannungen sind in den Aufnahmender Realstruktur nicht zu beobachten, da die scharfen Ecken in der Simulation zuSpannungssingularitäten führen, die im modularen Komposit aus Building-Blocks mitendlichem Kantenradius nicht vorkommen.
Vergleicht man die Hauptspannungsdifferenz σPE aus der FEM-Simulation in Abbil-dung 5.13 a, b mit den lokal gemessenen Werten aus Abbildung 4.16, zeigt sich einesehr gute Übereinstimmung. So liegt σPE um den Kreuzungsschwerpunkt jeweils bei< 5MPa, im Bereich zwischen den Building-Blocks bei 5 ≤ σPE ≤ 10MPa und an denBuilding-Block-Ecken >10MPa.Aus den verifizierten Simulationsdaten konnte im weiteren Verlauf die hydrosta-
tische Hintergrundspannung 〈σ〉 nach Gleichung (5.21) berechnet werden, die inAbbildung 5.14 dargestellt ist. 2C- als auch 2M-Anordnung zeigten nahezu gleicheSpannungsmaxima in der Matrixphase bzw. Spannungsminima in den Building-Blocks.So betrug die Zugspannung 〈σM〉 in der Matrix abseits der Kreuzungen, etwa 4MPaund die Druckspannung 〈σBB〉 in den Building-Blocks ca. −2 bis −3MPa. Diese Wertelagen jeweils unter den hydrostatischen Spannungen aus dem mikromechanischen Mo-dell nach Mori und Tanaka (〈σM〉 = 6MPa und 〈σBB〉 = −4MPa, vgl. Abschnitt 5.1.2– Auswirkungen auf das Rissausbreitungsverhalten), das jedoch sphärische Partikelvon niedrigem Phasenanteil beschreibt.
Prinzipiell wären im beobachteten System, gegenüber dem mikromechanischenModell, größere Werte zu erwarten, da aufgrund der nicht sphärischen Building-Blocks,ihres hohen Phasenanteils sowie des zusätzlichen chemischen Schrumpfs von 0,1% der

132 5. Diskussion
1
0
20
15
10
5
0
I / I0
s [MPa]PE
a) b)
c) d)
Abbildung 5.13.: a), b) Verteilung der Tresca Spannungen σPE und c), d) korrespondieren-der, photoelastischer Intensitätsverteilung I/I0 aus der FEM-Simulation;a), c) in tetragonaler und b), d) monokliner Gittersymmetrie (d/t =3,42)

5.2. Grenzflächenbindung und Eigenschaften 133
0−5 5
[MPa]s
5
−5
0
−10
5
−5
0
−10
a) b)
Abbildung 5.14.: Hydrostatische Spannungsverteilung 〈σ〉 im modularen Verbund aus derFEM-Simulation (Druck blau – Zug rot): a) 2C-Anordnung, b) 2M-Anordnung (d/t = 3,42)
Länge beim Nachhärten (vgl. Anhang C.4) höhere Spannungen im Material erzeugtwerden. Es kann in Epoxidharzen jedoch auch noch nach dem Aushärten durchKriechen bzw. Relaxation zum Abbau intrinsischer Spannungen kommen [156,157].Zudem ist es wahrscheinlich, dass das Harz bei der Präparation der Monolagen durchSchleifen bis zu 5% [158] Wasser aufnahm, welches im Polymer als Weichmacher wirkteund zur Plastifikation mit verminderter Härte und niedrigerem Elastizitätsmodulbeitrug [159,160].Zusammenfassend lässt sich sagen, dass es durch die photo-elastische Untersu-
chung der Epoxidharzmatrix möglich war, die lokalen Spannungsverteilungen in dertransparenten Matrix zu visualisieren. Darüber hinaus konnten sowohl die Bereicheisotroper Spannungen an den Kreuzungsschwerpunkten, als auch die in Richtungder Building-Block-Kanten und -Ecken ansteigenden Hauptspannungsdifferenzen inden FEM-generierten Spannungsverteilungen reproduziert werden. Da sich experi-mentelle und numerische Herangehensweise sehr gut deckten, ist die FEM-Analyseein probates Werkzeug, um auch in zukünftigen nicht-transparenten Matrixphasendie intrinsischen Spannungen abschätzen zu können. Dadurch können in Voruntersu-chungen die Building-Block-Geometrien und -Anordnungen so optimiert werden, dassdie Spannungsverteilung, die die Rissausbreitung entlang der Phasengrenze negativbeeinträchtigen kann [161,162], auf die strukturellen Einsatzbedingungen angepasstist.

134 5. Diskussion
5.3. PotentialeAufbauend auf den vorgestellten und diskutierten Ergebnissen wurde bereits dieMachbarkeit künftiger Building-Block-Geometrien und Herstellungsmethoden unter-sucht. Diese wissenschaftlich interessanten und ingenieurtechnisch anspruchsvollenEntwicklungen werden im Folgenden präsentiert und weitergedacht. Abschnitt 5.3.1zeigt neue Bausteinformen und Gittersturkturen, deren Anordnung zu periodischenVerbundwerkstoffen durch verschiedene neue Formgebungsverfahren in Abschnitt 5.3.2angeschnitten wird.
5.3.1. Building-Block Geometrien und Gitterstrukturen
Nachdem die Herstellung der würfel- und quaderförmigen Building-Blocks in großerStückzahl mit hinreichender Genauigkeit hatte umgesetzt werden können, wurdenBuilding-Blocks mit komplexeren Geometrien hergestellt. Die Umsetzung und dieprozesstechnischen Grenzen werden im Folgenden behandelt. Anschließend werden diePotentiale verschiedener Gitterstrukturen abgeschätzt.
Komplexere Building-Block-Geometrien
Um die Skalierbarkeit zu untersuchen, sowie vor dem Hintergrund der Weibull-Ver-stärkung (vgl. Abbildung 2.8) wurden Building-Blocks mit Abmessungen <1mmhergestellt. Dazu wurde die Grünkantenlänge um den Faktor 3 von 1,5mm auf 0,5mmverkleinert, während die übrigen Herstellungsbedingungen entsprechend Abschnitt3.1.1 unverändert blieben.
Wie in Abbildung 5.15 zu sehen, gelang es, die kleinen Building-Blocks mit einerKantenlänge von 420µm ebenfalls in großer Stückzahl herzustellen. Allerdings gelangteman mit der Vorformherstellung durch CAM/CNC-Fräsen an die Grenzen dieserMethode, da die Grate der Aluminium-Vorform auf die Building-Blocks übertragenwurden. Im Gegensatz zu den großen Building-Blocks, bei denen die Grathöhe etwa4% der Kantenlänge betrug (vgl. Abschnitt 4.1.2), machte sie bei den kleinen Building-Blocks bis zu 10% aus. Hin zu noch kleineren Strukturen sollte daher die Vorform derPDMS-Maske über hochauflösendere Verfahren wie z. B. lithographisch-galvanischeAbformtechnik (LIGA) angefertigt werden [163].
Neben der Größe war es möglich, auch die Building-Block-Geometrie selbst durchAnpassung der Herstellungsmethode zu verändern. Abbildung 5.16 stellt die bekannten

5.3. Potentiale 135
Abbildung 5.15.: Schüttung und µCT-Aufnahme der kleinen Building-Blocks mit 420µmKantenlänge
Building-Block-Geometrien sowie komplexere, flächen- und raumfüllende Formkörperdar. Darunter sind neben den gleichseitigen Formen neue Geometrien mit gewölbtenSeitenflächen.
Durch die Symmetrieverringerung bei gewölbten Seitenflächen werden Rissverlänge-rung und Rissverzweigung begünstigt und Pull-Out-Vorgänge bei kleinen Building-Block-Abständen unterdrückt. Im Hinblick auf die Machbarkeit wurden die prozess-technisch anspruchsvollste Geometrie der Knochen gewählt. Diese CAD-generierteGrundform wurde so klein wie möglich gewählt, wobei die Größe aufgrund der konvexenSeitenflächen durch den im CAM/CNC-Prozess verwendeten Fräserkopfdurchmesserbeschränkt war. Die so hergestellten Al2O3-Knochen sind in Abbildung 5.17 dargestelltund hatten eine Länge von 2,0mm bei einer Schaftbreite von 0,45mm.
Bei der Parkettierung der Fläche mit den knochenförmigen Building-Blocks konntejedoch nicht mehr auf die Selbstanordnung, wie bei den kubischen Building-Blocks,zurückgegriffen werden, da die konvexen Wölbungen zwar genau in die konkavenFlanken passten, durch die Bogenform jedoch einen zusätzlichen Freiheitsgrad derRotation zuließen. So wurden unregelmäßige, nicht mehr flächenfüllende Building-Block-Anhäufungen durch diese Geometrie begünstigt.
Im Hinblick auf weitere Building-Block-Geometrien könnten auch hexagonale Platten(vgl. Abbildung 5.16) zu interessanten Materialeigenschaften führen. Hexagonale Buil-ding-Blocks zeigen bekanntlich ähnlich gutes Verhalten bei der Selbstanordnung wiekubische Building-Blocks [39]. Bei einem großen Aspektverhältnis von Durchmesser zu

136 5. Diskussion
Abbildung 5.16.: Building-Block-Formen unterschiedlicher Komplexität mit entsprechendenflächen- und raumfüllenden Anordnungen

5.3. Potentiale 137
Abbildung 5.17.: Flächenfüllende Building-Blocks mit Hundeknochen-Geometrie (REM:SE)
Dicke könnten mit dem Aufbau von versetzten Multilagen in einer polymeren Matrixperlmuttähnliche Verbundwerkstoffe (Durchmesser : Dicke : Matrixbreite = 25 : 1 :1/25) aufgebaut werden [164]. So ließen sich anisotrope, periodische Strukturen ausplättchenförmigen Building-Blocks herstellen, die senkrecht zur Parkettierung extremhohe Risszähigkeiten zeigen sollten.
Die vorgestellten Beispielgeometrien waren alle aus Al2O3-Vollmaterial. Es konntenjedoch auch Building-Blocks mit definierter innerer Geometrie hergestellt werden.Abbildung 5.18 zeigt hohle Building-Blocks mit einer einzigen sphärischen Pore. DieseGeometrie konnte abgeformt werden, indem die PDMS-Maske der kubischen Building-Blocks mit je einer Phenolharzkugela pro Aussparung bestückt und mit Abformmasseanalog zu Abschnitt 3.1.1 befüllt wurde. Das Phenolharz hatte den Vorteil, dass es sicherst thermisch zersetzte, nachdem der Paraffin-Binder der Al2O3-Abformmasse bereitsausgebrannt war. So konnten die grünen Building-Blocks mit einem angepasstenTemperaturprogramm entbindert und gesintert werden.
Die Integrität der Pore und der Building-Block-Wand wurde mittels µCT überprüft.In Abbildung 5.18 ist die sphärische Pore innerhalb des Building-Blocks im grünen wiegesinterten Zustand deutlich zu erkennen. Dabei zeigten die Building-Block-Wändenur geringe bis keine Perforation, was darauf hindeutet, dass die bei der Pyrolyse
a Phenolharzkugeln: Durchmesser 1,4–1,7mm, BRACE GmbH, Karlstein am Main

138 5. Diskussion
Abbildung 5.18.: µCT-Aufnahmen zweier Building-Blocks mit sphärischer Pore: links –Schnittbild, grün (1,5mm Kantenlänge); rechts – semi-transparente Dar-stellung, gesintert (1,3mm Kantenlänge)
entstehenden Gase sehr leicht durch die dünnen Wände aus Al2O3-Pulver diffundierenkonnten und nach dem Ausbrand die Form bis zum einsetzen des Sinterprozesses stabilwar.
Mit diesen interessanten, hohlen Building-Blocks ist es z. B. möglich, modulare,periodische Schäume aufzubauen, was u. a. im nächsten Unterabschnitt diskutiertwird.
Gitterstrukturen
Neben der Building-Block-Geometrie entscheidet die Anordnung, d. h. die Gitterstruk-tur, über die Eigenschaften des späteren modularen Materials. Je nach Einsatzgebietkann so die räumliche Anordnung der Building-Blocks zu einem Strukturwerkstoff,einem Funktionswerkstoff oder einem Werkstoff mit angepassten mechanischen sowienichtmechanischen Charakteristika führen.Für Strukturwerkstoffe ist die Risszähigkeit ein entscheidender Kennwert. Die aus
den Building-Block-Monolagen in Abschnitt 5.1 und 5.2 gewonnenen Erkenntnisse zurErhöhung der Zähigkeit lassen sich auf 3D-Anordnungen übertragen. Der Zuwachsan Rissfläche für die entwickelten modularen Komposite aus Abschnitt 4.2.2 mit 3M-und 3R-Gittersymmetrie ist schematisch in Abbildung 5.19 dargestellt.So führt eine Verringerung in der Gittersymmetrie von 3C → 3M → 3R nicht nur
zu einer größeren Rissfläche, sondern auch zu einer Verringerung der leicht spaltbaren,

5.3. Potentiale 139
Rissebene
3C 3M 3R
Elementarzelle
Modulare Keramik
Abbildung 5.19.: Vergrößerung der Rissfläche bei abnehmender Gittersymmetrie von 3Cüber 3M nach 3R
parallelen Bruchflächen im Material. Die 3C-Symmetrie besitzt in allen drei Raum-richtungen planare Bruchebenen, während 3M- und 3R-Anordnung nur noch in zweibzw. eine Raumrichtung planar spaltbar sind.
Allgemein kann die neu geschaffene Oberfläche bei Versagen durch Rissverkippungund Rissverdrehung erhöht werden [33]. Für die relative Oberflächenvergrößerung∆Arel der Rissflächen ergibt sich in 2D wie 3D (Gleichung (5.22) und (5.23)) einmaximaler Faktor von 1,5 für die Symmetrieänderung C → M, bei der der Rissverlaufnur verkippt wird.
∆A2C→2Mrel = A2M − A2C
A2C= 1− A2M
A2C= tan (90◦ − γ) , (5.22)

140 5. Diskussion
mit 63,4◦ (M) ≤ γ ≤ 90◦ (C).
∆A3C→3Mrel = 1− A3M
A3C= ∆A2C→2M
rel (5.23)
Der relative Flächenzuwachs für periodische Würfelgitter bei weiterer Verringerungder Symmetrie hin zum rhombischen Gittersystem (M → R) entspricht:
∆A3M→3Rrel = 1− A3R
A3M= tan (90◦ − γ) + f(α, β) (5.24a)
mit dem zusätzlichen Flächenanteil f(α, β) durch Verdrehen
f(α, β) = cosαcos (180◦ − α− β)
1−
√√√√ sin2 α
cos2(180◦ − α− β) − 1 . (5.24b)
Noch größere Zähigkeiten ließen sich mit kubischen Building-Blocks durch dieAnordnung in verzahnten Schichten erreichen, die besondere mechanische Stabilitätbei Belastung senkrecht zur Anordnungsebene aufweisen [165–167].
Aufbauend auf der Building-Block-Geometrie mit Pore aus Abbildung 5.18 solltesich eine weitere interessante, modulare Materialklasse herstellen lassen: periodische,syntaktische Schäume, die modular aufgebaut werden können (vgl. Abbildung 5.20 a).Diese besäßen gegenüber üblichen syntaktischen Schäumen [168–171] eine sehr engePorengrößenverteilung und wiesen aufgrund der modularen Struktur eine hohe Peri-odizität der Poren auf. Die dreidimensionale Porenverteilung ließe sich dabei sowohlüber den Building-Block-Abstand bzw. die Matrixbreite als auch durch die Kombina-tion poröser Building-Blocks mit dichten Building-Blocks einstellen. Darüber hinauswar es möglich, offenporige Building-Blocks herzustellen, indem Phenolharzkugelnverwendet wurden, die einen Durchmesser besaßen, der größer als die Kantenlänge derBuilding-Block-Aussparungen in der flexiblen PDMS-Maske war. Mit ihnen ließen sichoffenporige, syntaktische, modulare Schäume nach dem Beispiel in Abbildung 5.20 bherstellen, die eine eng verteilte Porengröße und Stegbreite besitzen. Dadurch könntenbei Belastung lokale Spannungsüberhöhungen schwacher Stege, wie sie in gewöhnlichenSchäumen mit statistisch verteilten Zellen vorkommen, weitgehend vermieden werden.Eine weitere Art periodischer 3D-Strukturen ist in Abbildung 5.21 dargestellt.
Für diese 3R-Gittersymmetrie wurden Al2O3-Mahlkugelna mit einem Durchmesser
a Aluminiumoxid Mahlgranulat Al2O3 90%, MÜHLMEIER GmbH & Co. KG, Bärnau

5.3. Potentiale 141
a)
b)
Abbildung 5.20.: Periodische, syntaktische Schaumstrukturen mit: a) geschlossener und b)offener Porosität
von 1,18 ± 0,01mm nach dem selben Verfahren wie die Building-Blocks mit Hilfevon Abstandsgittern 2D angeordnet und anschließend gestapelt. Dabei konnten dieAbstandsgitter durch einfaches Schütten befüllt werden, da in eine Gitteraussparungnur eine Kugel passte und überschüssige Kugeln über die Anordnung hinwegrollten.Zudem konnten die Kugeln wie die Al2O3-Building-Blocks mit APTMS funktionalisiertwerden und zeigten ebenfalls verändertes Rissablenkungsverhalten bei Beschichtunggegenüber bevorzugter Delamination im unbehandelten Zustand.Diese dreidimensionalen Gitterstrukturen können als Funktionswerkstoffe mit Mi-
krowellen und Terahertzstrahlung wechselwirken, da sie – je nach Größe der Gitterkon-stanten – z. B. photonisch im Terahertzbereich λ < 1000 µm [8,9] oder akustisch bzw.phononisch aktive Materialien mit Strukturen mit einer Wellenlänge λ < 1 µm [45] bismm-Bereich λ > 1mm [46] darstellen. Dadurch verfügen sie u. a. über Bandlückenin den jeweiligen Wellenlängenbereichen und lassen sich als akustische und optischeFilter, Abschirmungen oder Linsen [47,48] einsetzen.Vor allem mit leitfähigen Building-Blocks ist eine periodische 3D-Struktur inter-
essant, da sie – im Gegensatz zu Al2O3 – keine Dielektrika mehr darstellen. So könnendie Building-Blocks in Kombination mit Polymerphasen, die eine niedrige Permitti-

142 5. Diskussion
Abbildung 5.21.: µCT-Aufnahmen periodischer Anordnungen von Al2O3-Kugeln in Epoxid-harz in 3R-Gittersymmetrie (1,2mm Kugeldurchmesser)
vitätszahl besitzen, dreidimensionale Beugungsgitter bilden. Leitfähige, beschichteteBuilding-Blocks konnten durch Flüssigphasenabscheidung von Kupfer nach AnhangE aus den üblichen Al2O3-Building-Blocks hergestellt werden. Diese Building-Blockssind in Abbildung 5.22 abgebildet und mit einer 200 nm dicken Schicht aus Kupferumhüllt.Modulare Materialien aus solchen oberflächlich leitfähigen, keramischen Building-
Blocks könnten z. B. in dichter Packung eine Detektion von Rissen über einen verän-derten Kompositwiderstand ermöglichen, während gleichzeitig die hohe Steifigkeit undAbrasionsbeständigkeit erhalten bleiben. In periodischen Materialien mit definiertem
Abbildung 5.22.: Mit Kupfer beschichtete, leitfähige Al2O3-Building-Blocks mit 1,3mmKantenlänge

5.3. Potentiale 143
Abstand t wie nach Abschnitt 4.2.2 könnten die Building-Blocks zum einen verstär-kende Effekte der Keramik einbringen, zum anderen würde sich die Gittersymmetrieunter Belastung oder bei auftretenden Defekten ändern. So strukturierte Materialienkönnten durch äußere Einwirkungen induzierte Gitteränderungen selbst mitteilen(„self-reporting“ materials [172]), wie bereits bei Materialien mit Strukturen im µm-und nm-Bereich beobachtet werden konnte [173].
5.3.2. Prozesstechnik
Ein großer Vorteil Keramik-basierter modularer Materialien gegenüber üblichen Kera-miken ist die Möglichkeit, Werkstoffgeometrien endkonturnah herstellen zu können.Da die mit dem Sinterprozess verbundene hohe Schwindung bereits bei der Buil-ding-Block-Herstellung anfällt, wirken die Building-Blocks wie Füllerpartikel. IhreFormtreue in Kombination mit einem möglichen Füllgrad von über 90% des Volumensverhindert das Auftreten von Geometrieabweichungen bei allen Prozessschritten nachder Building-Block-Anordnung (∆l/l0 � 1%). Die Prozesstechnik muss jedoch beiunterschiedlichen Materialkombinationen und für komplexere Building-Block-Anord-nungen entsprechend angepasst werden. Diesbezüglich werden im Folgenden einigeneue Materialpaarungen sowie neue Formgebungsverfahren zur Herstellung modularerWerkstoffe vorgestellt, die sich in der Vorentwicklung befinden oder bereits umgesetztwurden.
Neue Materialien
Neben der vorgestellten Materialkombination Al2O3/Epoxidharz ist eine Vielzahlweiterer Materialien denkbar und von praktischem Interesse. Das Erreichen einesmodularen Werkstoffs aus den einzelnen Ausgangsmaterialien hängt dabei zum einenvon Materialkennwerten wie CTE oder Benetzbarkeit und zum anderen von derKomplexität der Herstellungsprozesse ab, bei denen die periodische Struktur erhaltenbleiben muss. So führt z. B. die Infiltration einer Anordnung aus Al2O3-Building-Blocksmit einer Pulvermischung aus Kupfera und Kupfer(I)-oxidb (Cu :Cu2O = 72 : 28) bei1300℃ [174] zu einer sehr guten Anbindung, jedoch muss die geometrische Anordnungfixiert werden, da die leichten Al2O3-Building-Blocks sonst in der schweren Cu/CuO-Legierung aufschwimmen (vgl. Abbildung 5.23 a). Dieser Verbund sollte durch dasa Kupferpulver 99,5%: 10160, Alfa Aesar GmbH, Karlsruheb CuO-Pulver 99%: 40188, Alfa Aesar GmbH, Karlsruhe

144 5. Diskussion
a) b) c)
Abbildung 5.23.: Neue Matrix- und Building-Block-Materialien: a) Al2O3-Building-Blocksin Cu/CuO-Legierung und b) in 2M-Anordnung in AlSi8Cu3-Legierung[64] sowie c) Building-Blocks aus Polysiloxan
harte Al2O3 in Kombination mit dem duktilen Kupfer eine hohe Abrasionsbeständigkeitzeigen, eine gute thermische und elektrische Leitfähigkeit besitzen und zudem durchdie Metallphase lötbar sein [175]. Darüber hinaus läge bei einem Volumenanteil derBuilding-Blocks von über 90% die Dichte dieses Materials mit ca. 4,3 g/cm3 nochunter der von Titan.
Modulare Materialien mit noch niedrigere Dichte konnten durch die Infiltration vonKupfer-beschichteten Building-Blocks (vgl. Abbildung 5.22 [64]) mit einer Aluminium-legierunga hergestellt werden (s. Abbildung 5.23 b). Die einzelnen Monolagen wurdenaus 2D-Anordnungen von Building-Blocks durch Vakuuminfiltrationb (< 10−5 hPa)zwischen Al-Legierungs- und Al2O3-Platten bei 800℃ hergestellt. Mit einer Dichte von<3,5 g/cm3 bei einem Building-Block-Anteil von >60% könnte dieses modulare Mate-rial als abrastionsbeständige, harte Kachelverkleidungen auf Aluminiumgusslegierungdienen.
Prinzipiell lassen sich durch die Verarbeitung von hydrophobisiertem Pulver in derParaffin-basierten Al2O3-Abformmasse beliebige keramische Ausgangsmaterialien zurHerstellung der Building-Blocks verwenden. Ein weiteres Verfahren zur Fertigungkeramischer Building-Blocks ist die Formgebung präkeramischer Polymere, die nachder Vernetzung pyrolysiert und gesintert werden können [176]. Abbildung 5.23 c zeigtBuilding-Blocks aus Polysiloxanc, die über Vakuumverguss in einseitig geschlossene
a AlSi8Cu3-Masseln: Aleris Recycling GmbH, Tögingb Hochvakuumofen: ASTRO-Ofen 1100-4080-M1, THERMAL TECHNOLOGY GmbH, Bayreuthc Methylphenylvinylhydrogen-Polysiloxan: SILRES dR H62 C, Wacker Chemie AG, München

5.3. Potentiale 145
PDMS-Masken (vgl. Abschnitt 3.1.1) und anschließende Polymerisation bei 200℃hergestellt wurden. Polymer-abgeleitete modulare Keramiken ermöglichen es, dieBuilding-Blocks aus gefüllten präkeramischen Polymeren herzustellen und durch eineMatrix aus ungefülltem präkeramischem Polymer zu verbinden, wodurch ein annäherndmonolithischer Werkstoff modular aufgebaut werden könnte.
Innovative Verfahren
Wie bei den vorgestellten Building-Block-Geometrien in Abschnitt 5.3.1 bereits ange-deutet, erfordern komplex geformte Building-Blocks neue Methoden der Anordnung,da sie sich nicht mehr durch Selbstanordnung raumfüllend ausrichten lassen. Zudemsteigen mit der Komplexität der Building-Block-Geometrie auch die Anforderungen andie Abstandsgitter, wenn das modulare Material mit einem definierten Building-Block-Abstand hergestellt werden soll. Allgemein muss in diesem Fall von der „Bottom-Up“-Herstellungsmethode durch Selbstorganisation zu einer „Top-Down“-Methodegewechselt werden.
Als „Top-Down“-Methode zur Fertigung der modularen Materialien bietet sich dieautomatische Bestückung („pick-and-place“) an. Diese gängige Methode zur genauenPositionierung ist aus der Elektronikfertigung bekannt [177], wo sie in erster Linie die2D-Anordnung großer Stückzahlen an oberflächenmontierten Bauelementen (SMD)durch Bestückungsautomaten ermöglicht. Ein Bestückungsautomat besteht aus einemBestückungskopf, der die Bauteile mittels Unterdruck aufnehmen kann, Kameras undTastern zur Positionskontrolle sowie einem Dispenser zum Aufbringen von flüssigenoder pastösen Medien, durch die die Bauteile fixiert werden.
Zur Fertigung modularer Materialien aus Building-Blocks wurde ein kommerziellerpräzisions-SMD-Bestückungsautomata (s. Abbildung 5.24) weiterentwickelt, da die 3D-Anordnung der keramischen Building-Blocks eine Anpassung der Software erforderte,die üblicherweise nur Bauteile zur 2D-Anordnung auf einer Platine handhaben kann.
Der angepasste Bestückungsautomat ist in der Lage die Building-Blocks aufzuneh-men und die Position und Formtreue des aktuellen Building-Blocks am Bestückungs-kopf über eine Kamera mit nachgeschalteter Bildanalyse zu erfassen. Nachdem dieBuilding-Block-Höhe an einem Anschlag bestimmt worden ist, kann der Bestückungs-kopf in allen drei Raumrichtungen linear verfahren werden und zudem den Building-Block durch Rotation ausrichten. Zwischen zwei Setzvorgängen oder auch ebenenweise
a SMD-Bestückungsautomat mit optischer Zentrierung: P10, Mechatronic Engineering, Tegernheim

146 5. Diskussion
2 312 3
44
56
Abbildung 5.24.: SMD-Bestückungsautomat zum Platzieren der Building-Blocks: 1 ver-fahrbarer Arm mit 2 Vakuum Greifer und 3 Dispenser, 4 Absetzbereich,5 Kamera, 6 Höhenanschlag
kann eine Flüssigkeit (η < 1Pas) kontaktlos mittels Jet-Ventil oder eine Paste(1 < η < 104 Pas) in geringem Abstand zur Oberfläche mittels Schneckendosierventilaufgetragen werden. Die erreichbare Setzrate liegt bei > 100 Building-Blocks proStunde.Durch das Pick-and-place-Verfahren können nicht nur nahezu beliebige Building-
Block-Geometrien verarbeitet werden, es ist zudem möglich, Building-Blocks unter-schiedlicher Form und verschiedener Materialien miteinander zu kombinieren. Aufdiese Weise könnten in Zukunft neuartige Funktionswerkstoffe wie piezoelektrischkomplex verformbare oder auxetische Materialien erzeugt werden.
Ein genereller Nachteil der „Top-Down“-Methoden ist jedoch die mangelnde Ska-lierbarkeit. Hin zu kleineren Building-Blocks steigt der zeitliche Aufwand durch diebeschränkte Setzrate kontinuierlich an, sodass beispielsweise eine Verringerung derBuilding-Block-Kantenlänge auf 10% der Ausgangslänge bei gleichbleibender Setzratezu einer 1000-fach erhöhten Bauzeit der Anordnung führen würde. Zudem wirkt sichdie limitierte Platziergenauigkeit im µm-Bereich bei kleiner werdenden Building-Blocksnegativ auf die Periodizität des modularen Materials aus.Zur Herstellung modularer Materialien aus Building-Blocks mit Abmessungen im

5.3. Potentiale 147
sub-mm-Bereich ist es daher dringend notwendig, die vibrationsgestützte Selbstan-ordnung von 2D-Anordnungen nach Abschnitt 2.2 zur Erzeugung dreidimensionalerAnordnungen weiterzuentwickeln.


6. Zusammenfassung / Summary
ZusammenfassungIn dieser Arbeit wurden Herstellung, Aufbau und mikromechanisches Verhalten neu-artiger, modularer, periodischer Materialien untersucht, die auf keramischen Buil-ding-Blocks basierten. Die Herstellung der modularen Materialien erfolgte in dreiSchritten:
1. Fertigung gleichförmiger, keramischer Building-Blocks in großer Stückzahl mitHilfe eines neu entwickelten Formgebungsverfahrens
2. periodische Anordnung der Building-Blocks in unterschiedlichen 2D und 3D Git-tersymmetrien durch vibrationsgestützte Selbstanordnung und Abstandsgitter
3. Bildung des Verbundwerkstoffes durch Einbringen einer konnektierenden Poly-merphase
Mittels Maskenverfahren konnten die Building-Blocks in verschiedenen Formen ausParaffin-basierter Al2O3-Abformmasse in großer Stückzahl hergestellt werden (> 103
pro Charge). Eine schnelle 2D-Ausrichtung der Building-Blocks zu dichtestmöglichenPackungen in der Ebene wurde durch vibrationsgestützte, gravitative Selbstanordnungerreicht. Sie führte zu defektfreien, hohen Packungsdichten über 90%. Zusätzlichwurden Anordnungen mit definierten Abständen über das Setzen der Building-Blocksin Abstandsgitter erzeugt.
Diese 2D-Anordnungen wurden durch Epoxidharzinfiltration zum modularen Kom-posit verbunden, dessen Gitterparameter mit Hilfe einer neu entwickelten Methodezur Analyse der digitalen Schnittbildinformationen bestimmt wurden und eine hoheSymmetrie in der Ebene zeigten. Die periodischen Monolagen konnten wiederumzu 3D-Gittern gestapelt werden, die ebenfalls eine hohe Periodizität der Building-Blocks im Raum zeigten. Das modulare Material war daher von quasi-kristallinerGitterstruktur.
149

150 Zusammenfassung
Neben der Geometrie wurde die lokale Spannungsverteilung des zweiphasigen Mate-rials mit Hilfe der Spannungsoptik visualisiert und quantifiziert. Das Zusammenspielvon intrinsischen Spannungen und innerer Geometrie zeigte einen signifikanten Ein-fluss auf das mechanische Verhalten der einzelnen Building-Blocks im Verbund sowiedes gesamten modularen Materials bei Versagen. Um diese Zusammenhänge klärenzu können, wurden u. a. die bekannten Prüfverfahren des Push-Out-Tests und desCT-Tests an die Building-Block-Geometrie und Werkstoffabmessungen angepasstund durchgeführt. Aus den mechanischen und geometrischen Kennwerten konntendie Verstärkungsmechanismen wie Rissablenkung und Rissüberbrückung mit denGitterparametern korreliert werden.
Es zeigte sich, dass das Versagen des modularen Komposits Pull-Out-dominiert warund die Zähigkeit von den Gitterkonstanten und der Building-Block-Form bestimmtwurde. Zudem stimmten die optisch aufgenommenen Spannungsverteilungen sehrgut mit den FEM-Simulationen überein, die mit den ermittelten Materialkennwertenerrechnet wurden.Im Hinblick auf die Weiterentwicklung der modularen Materialien wurden die
Machbarkeit komplexerer Building-Block-Geometrien nachgewiesen und neue Prozess-techniken zur Herstellung modularer Komposite aus anderen Materialkombinationenund mit weiteren Gitterstrukturen exemplarisch demonstriert.
Summary 151
SummaryThis work describes the development and characterization of novel modular, periodicmaterials based on ceramic building-blocks. The composite formation included threesteps:
1. production of uniform ceramic building-blocks in large quantities by means of anew forming technology
2. periodic assembly of the building-blocks in different 2D and 3D lattice symmetriesby vibration assisted self-assembling and spacing meshes
3. composite formation by infiltration of a connecting polymer interphase
Building-blocks of different shapes were formed by molding mask technique of aparaffin-based alumina feedstock (> 103 per batch). They were assembled to closestpackings in 2D-layers by means of vibration assisted self-assembling, which led topacking densities over 90%. Furthermore, assemblies with controlled inter-building-block distances were produced by placing into spacing meshes.These 2D-assemblies were connected via infiltration with an epoxy resin to form
the modular material. Fitting of data from digital image analysis of cross sectionsby a developed algorithm revealed the high symmetry within the 2D monolayers.Subsequently those periodic monolayers were stacked to 3D arrangements with anequal lattice symmetry of quasi-crystalline structure.
Local stress distribution of the two-phase material could be visualized and measuredby means of stress-optical analysis. Interaction of intrinsic stresses and building-blockarrangement showed significant effects on single building-block behavior within thematerial as well as mechanical performance of the whole composite during fracture.Pull-out and compact tension tests were applied to analyze toughening mechanismslike crack deflection and crack bridging dominated by the lattice periodicity.It could be shown that failure was pull-out dominated and material toughness
was governed by lattice constants and building-block shape. In addition, opticallydetermined stress distributions were consistent with finite element analysis.
Feasibility of more complex building-block shapes was demonstrated and new processtechnologies were described that enable production of modular composites consistingof other material combinations.


Literaturverzeichnis[1] Aristoteles: Metaphysik. (Ins Deutsche übertragen von Adolf Lasson, Jena:
Eugen Diederichs, 1907, Textteil 128), 4. Jh. v. Ch. – VII 10, 1041 b
[2] Scheffler, M. ; Colombo, P.: Cellular Ceramics: Structure, Manufacturing,Properties And Applications. Wiley, 2005. – ISBN 3–527–31320–6
[3] Valdás-Solís, T. ; Marbán, G. ; Fuertes, A. B.: Low-temperature SCR ofNOx with NH3 over carbon-ceramic supported catalysts. In: Applied CatalysisB: Environmental 46 (2003), November, Nr. 2, S. 261–271
[4] Yoshikawa, H. ; Myoui, A.: Bone tissue engineering with porous hydroxyapa-tite ceramics. In: Journal of Artificial Organs 8 (2005), Nr. 3, S. 131–136
[5] Allahverdi, M. ; Danforth, S. ; Jafari, M. ; Safari, A.: Processing ofadvanced electroceramic components by fused deposition technique. In: Journalof the European Ceramic Society 21 (2001), Nr. 10–11, S. 1485–1490
[6] Koll, G. ; Schwarzbözl, P. ; Hennecke, K. ; Hartz, T. ; Schmitz, M. ;Hoffschmidt, B.: The Solar Tower Jülich – A Research and DemonstrationPlant for Central Receiver Systems. In: SolarPACES 2009, 2009, S. 1–8
[7] Barg, S. ; Koch, D. ; Grathwohl, G.: Processing and properties of gradedceramic filters. In: Journal of the American Ceramic Society 92 (2009), Nr. 12,S. 2854–2860
[8] Vlasov, Y. A. ; Bo, X.-Z. ; Sturm, J. C. ; Norris, D. J.: On-chip naturalassembly of silicon photonic bandgap crystals. In: Nature 414 (2001), November,Nr. 6861, S. 289–293
[9] Wu, Z. ; Kinast, J. ; Gehm, M. ; Xin, H.: Rapid and inexpensive fabricationof terahertz electromagnetic bandgap structures. In: Optics Express 16 (2008),Nr. 21, S. 16442–16451
[10] Yang, W. ; Li, Z.-M. ; Shi, W. ; Xie, B.-H. ; Yang, M.-B.: On auxeticmaterials. In: Journal of Materials Science 39 (2004), Nr. 10, S. 3269–3279
[11] Chawla, N. ; Shen, Y.-L.: Mechanical behavior of particle reinforced metalmatrix composites. In: Advanced Engineering Materials 3 (2001), Nr. 6, S.357–370
153

154 Literaturverzeichnis
[12] Virkar, A. V. ; Huang, J. L. ; Cutler, R. A.: Strengthening of Oxide Ceramicsby Transformation-Induced Stress. In: Journal of the American Ceramic Society70 (1987), März, Nr. 3, S. 164–170
[13] Lakshminarayanan, R. ; Shetty, D. K. ; Cutler, R. A.: Toughening ofLayered Ceramic Composites with Residual Surface Compression. In: Journalof the American Ceramic Society 79 (1996), Nr. 1, S. 79–87
[14] Fratzl, P. ; Weinkamer, R.: Nature’s hierarchical materials. In: Progress inMaterials Science 52 (2007), November, Nr. 8, S. 1263–1334
[15] Vaucher, S. ; Kuebler, J. ; Beffort, O. ; Biasetto, L. ; Zordan, F.; Colombo, P.: Ceramic foam-reinforced Al-based micro-composites. In:Composites Science and Technology 68 (2008), Dezember, Nr. 15–16, S. 3202–3207
[16] Binner, J. ; Chang, H. ; Higginson, R.: Processing of ceramic-metal interpe-netrating composites. In: Journal of the European Ceramic Society 29 (2009),März, Nr. 5, S. 837–842
[17] Soundararajan, R. ; Kuhn, G. ; Atisivan, R. ; Bose, S. ; Bandyopadhyay,A.: Processing of Mullite-Aluminum Composites. In: Journal of the AmericanCeramic Society 84 (2001), Nr. 3, S. 509–513
[18] San Marchi, C. ; Kouzeli, M. ; Rao, R. ; Lewis, J. A. ; Dunand, D. C.:Alumina-aluminum interpenetrating-phase composites with three-dimensionalperiodic architecture. In: Scripta Materialia 49 (2003), November, Nr. 9, S.861–866
[19] Wang, L. ; Lau, J. ; Thomas, E. L. ; Boyce, M. C.: Co-Continuous CompositeMaterials for Stiffness, Strength, and Energy Dissipation. In: Advanced Materials23 (2011), Nr. 13, S. 1524–1529
[20] Griffith, M. ; Halloran, J.: Freeform fabrication of ceramics via stereoli-thography. In: Journal of the American Ceramic Society 79 (1996), Nr. 10, S.2601–2608
[21] Fu, S.-Y. ; Feng, X.-Q. ; Lauke, B. ; Mai, Y.-W.: Effects of particle size,particle/matrix interface adhesion and particle loading on mechanical propertiesof particulate-polymer composites. In: Composites Part B: Engineering 39(2008), September, Nr. 6, S. 933–961
[22] Schmidt, C. W. ; Knieke, C. ; Maier, V. ; Höppel, H. W. ; Peukert, W. ;Göken, M.: Accelerated grain refinement during accumulative roll bonding bynanoparticle reinforcement. In: Scripta Materialia 64 (2011), Februar, Nr. 3, S.245–248

Literaturverzeichnis 155
[23] Mori, T. ; Tanaka, K.: Average stress in matrix and average elastic energy ofmaterials with misfitting inclusions. In: Acta Metallurgica 21 (1973), Nr. 5, S.571–574
[24] Nielsen, L. F.: Composite Materials - Properties as Influenced by PhaseGeometry. Springer-Verlag Berlin Heidelberg, 2005. – 1–263 S. – ISBN 978–3–540–24385–4
[25] Kishi, T. ; Enoki, M.: Development of ceramic matrix composites and themeaning of microcracks. In: Key Engineering Materials 127–131 (1997), S. 63–72
[26] Evans, A. G. ; Zok, F. W.: The physics and mechanics of fibre-reinforced brittlematrix composites. In: Journal of Materials Science 29 (1994), S. 3857–3896
[27] Berger, M.-H. ; Jeulin, D.: Statistical analysis of the failure stresses of ceramicfibres: Dependence of the Weibull parameters on the gauge length, diametervariation and fluctuation of defect density. In: Journal of Materials Science 38(2003), Nr. 13, S. 2913–2923
[28] Carter, C. ; Norton, G.: Ceramic Materials: Science and Engineering.Springer Science+Business Media, LLC, 2007. – ISBN 978–0–38–746271–4
[29] Griffith, A. A.: The Phenomena of Rupture and Flow in Solids. In: Phi-losophical Transactions of the Royal Society of London. Series A, ContainingPapers of a Mathematical or Physical Character 221 (1921), S. 163–198
[30] Munz, D. ; Fett, T. ; Hull, R. (Hrsg.) ; Osgood, R. M. (Hrsg.) ; Sasaki,H. (Hrsg.) ; Zunger, A. (Hrsg.): Ceramics Mechanical Properties, FailureBehaviour, Materials Selection. Springer-Verlag, 2001. – ISBN 3–540–65376–7
[31] Gross, D. ; Seelig, T.: Bruchmechanik : Mit einer Einführung in die Mikro-mechanik. 4. Berlin Heidelberg : Springer-Verlag, 2007. – ISBN 3–540–42203–X
[32] Rice, J. R.: A Path Independent Integral and the Approximate Analysis ofStrain Concentration by Notches and Cracks. In: Journal of Applied Mechanics35 (1968), S. 379–386
[33] Faber, K. ; Evans, A.: Crack deflection processes-I. Theory. In: Acta Metall-urgica 31 (1983), Nr. 4, S. 565–576
[34] Becher, P. F.: Microstructural design of toughened ceramics. In: Journal ofthe American Ceramic Society 74 (1991), Nr. 2, S. 255–269
[35] Becher, P. F. ; Fuller, E. R. ; Angelini, P.: Journal. Matrix-Grain-BridgingContributions to the Toughness of Whisker-Reinforced Ceramics. In: Journal ofthe American Ceramic Society 74 (1991), Nr. 9, S. 2131–2135

156 Literaturverzeichnis
[36] Whitesides, G. ; Grzybowski, B.: Self-assembly at all scales. In: Science295 (2002), Nr. 5564, S. 2418–2421
[37] Morris, R.: Modular materials from zeolite-like building blocks. In: Journal ofMaterials Chemistry 15 (2005), Nr. 9, S. 931–938
[38] Liu, S. ; Volkmer, D. ; Kurth, D.: From molecular modules to modularmaterials. In: Pure and Applied Chemistry 76 (2004), Nr. 10, S. 1847–1867
[39] Clark, T. D. ; Tien, J. ; Duffy, D. C. ; Paul, K. E. ; Whitesides, G. M.:Self-Assembly of 10-µm-Sized Objects into Ordered Three-Dimensional Arrays.In: Journal of the American Chemical Society 123 (2001), Nr. 31, S. 7677–7682.– PMID: 11480990
[40] Gracias, D. H. ; Tien, J. ; Breen, T. L. ; Hsu, C. ; Whitesides, G. M.:Forming Electrical Networks in Three Dimensions by Self-Assembly. In: Science289 (2000), Nr. 5482, S. 1170–1172
[41] Boncheva, M. ; Bruzewicz, D. ; Whitesides, G.: Millimeter-scale self-assembly and its applications. In: Pure and Applied Chemistry 75 (2003), Nr. 5,S. 621–630
[42] Chavey, D.: Tilings by regular polygons-II. A catalog of tilings. In: Computers& Mathematics with Applications 17 (1989), Nr. 1-3, S. 147–165
[43] Goldberg, M.: Convex polyhedral space-fillers of more than twelve faces. In:Geometriae Dedicata 8 (1979), Nr. 4, S. 491–500
[44] Quinn, G. D.: Weibull Strength Scaling for Standardized Rectangular FlexureSpecimens. In: Journal of the American Ceramic Society 86 (2003), Nr. 3, S.508–510
[45] Cheng, W. ; Wang, J. ; Jonas, U. ; Fytas, G. ; Stefanou, N.: Observationand tuning of hypersonic bandgaps in colloidal crystals. In: Nat Mater 5 (2006),Oktober, Nr. 10, S. 830–836
[46] Sigmund, O. ; Jensen, J.: Systematic design of phononic band-gap materialsand structures by topology optimization. In: Philosophical Transactions of theRoyal Society A: Mathematical, Physical and Engineering Sciences 361 (2003),Nr. 1806, S. 1001–1019
[47] Liu, B. ; Gong, X. ; Chappell, W.: Applications of layer-by-layer polymer ste-reolithography for three-dimensional high-frequency components. In: MicrowaveTheory and Techniques, IEEE Transactions on 52 (2004), Nr. 11, S. 2567–2575
Literaturverzeichnis 157
[48] Delhote, N. ; Baillargeat, D. ; Verdeyme, S. ; Thévenot, M. ; Delage,C. ; Chaput, C.: Large experimental bandpass waveguide in 3D EBG woodpilemanufactured by layer-by-layer ceramic stereolithography. In: IEEE MTT-SInternational Microwave Symposium Digest, 2007, S. 1431–1435
[49] Borchardt-Ott, W.: Kristallographie: eine Einführung für Naturwissen-schaftler. Springer, 2009 (Springer-Lehrbuch). – ISBN 978–3–54–078271–1
[50] Kittel, C.: Introduction to Solid State Physics. 8. New York : John Wiley &Sons, 2005. – 680 S. – ISBN 0–471–41526–X
[51] Lenk, R. ; Kriegesmann, J. (Hrsg.): Technische Keramische Werkstoffe -Heißgießen von Keramik. Deutsche Keramische Gesellschaft, 1995. – ISBN978–3–938595–00–8. – Kap. 3.4.8.1
[52] Haldeman, R. G. ; Emmett, P. H.: A Study of the Water Content of aSilica-Alumina Catalyst and its Component Oxides. In: Journal of the AmericanChemical Society 78 (1956), Juli, Nr. 13, S. 2917–2922
[53] Peri, J.: Infrared and gravimetric study of the surface hydration of gamma-alumina. In: Journal of Physical Chemistry 69 (1965), Nr. 1, S. 211–219
[54] Novak, S. ; Vidovic, K. ; Sajko, M. ; Kosmac, T.: Surface modificationof alumina powder for LPIM. In: Journal of the European Ceramic Society 17(1997), Nr. 2-3, S. 217–223
[55] Novak, S. ; Dakskobler, A. ; Ribitsch, V.: The effect of water on thebehaviour of alumina-paraffin suspensions for low-pressure injection moulding(LPIM). In: Journal of the European Ceramic Society 20 (2000), November, Nr.12, S. 2175–2181
[56] Kunz, J. ; Studer, M.: Determining the modulus of elasticity in compressionvia shore-a hardness. In: Kunststoffe International 96 (2006), Nr. 6, S. 92–94
[57] Zorzi, J. ; Perottoni, C. ; Da Jornada, J.: Hard-skin development duringbinder removal from Al2O3-based green ceramic bodies. In: Journal of MaterialsScience 37 (2002), Nr. 9, S. 1801–1807
[58] Zorzi, J. ; Perottoni, C. ; Da Jornada, J.: Wax-based binder for low-pressure injection molding and the robust production of ceramic parts. In:Industrial Ceramics 23 (2003), Nr. 1, S. 47–49
[59] Abboud, M. ; Turner, M. ; Duguet, E. ; Fontanille, M.: PMMA-basedcomposite materials with reactive ceramic fillers Part 1. - Chemical modificationand characterisation of ceramic particles. In: Journal of Materials Chemistry 7(1997), Nr. 8, S. 1527–1532

158 Literaturverzeichnis
[60] Launey, M. ; Munch, E. ; Alsem, D. ; Barth, H. ; Saiz, E. ; Tomsia, A. ;Ritchie, R.: Designing highly toughened hybrid composites through nature-inspired hierarchical complexity. In: Acta Materialia 57 (2009), Juni, Nr. 10, S.2919–2932
[61] Fakunle, E. S. ; Aguilar, Z. P. ; Shultz, J. L. ; Toland, A. D. ; Fritsch,I.: Evaluation of Screen-Printed Gold on Low-Temperature Co-Fired Ceramicas a Substrate for the Immobilization of Electrochemical Immunoassays. In:Langmuir 22 (2006), Dezember, Nr. 25, S. 10844–10853
[62] Vassileva, E. ; Friedrich, K.: Epoxy/alumina nanoparticle composites. I.Dynamic mechanical behavior. In: Journal of Applied Polymer Science 89 (2003),Nr. 14, S. 3774–3785
[63] Vassileva, E. ; Friedrich, K.: Epoxy/alumina nanoparticle composites. II.Influence of silane coupling agent treatment on mechanical performance andwear resistance. In: Journal of Applied Polymer Science 101 (2006), Nr. 6, S.4410–4417
[64] Götz, M. ; Fey, T. ; Greil, P.: Vibration Assisted Self-Assembly Processingof Ceramic-Based Composites with Modular Meta-Structure. In: Journal of theAmerican Ceramic Society 95 (2012), Nr. 1, S. 95–101
[65] González-Romero, V. M. ; Casillas, N.: Isothermal and temperatureprogrammed kinetic studies of thermosets. In: Polymer Engineering and Science29 (1989), Nr. 5, S. 295–301
[66] Vyazovkin, S. ; Sbirrazzuoli, N.: Kinetic methods to study isothermal andnonisothermal epoxy-anhydride cure. In: Macromolecular Chemistry and Physics200 (1999), Nr. 10, S. 2294–2303
[67] Norm DIN EN 623-2 1993. Hochleistungskeramik – Monolithische Keramik –Allgemeine und strukturelle Eigenschaften – Teil 2: Bestimmung von Dichte undPorosität
[68] Norm MIL-STD-150A Mai 1959. Photographic Lenses
[69] Lasdon, L. S. ; Fox, R. L. ; Ratner, M. W.: Nonlinear Optimization Usingthe Generalized Reduced Gradient Method. In: Rev Fr Autom Inf Rech Oper 8(1974), S. 73–103
[70] Norm DIN EN 623-4 Januar 2005. Hochleistungskeramik – Monolithische Ke-ramik – Allgemeine und strukturelle Eigenschaften Teil 4: Bestimmung derOberflächenrauheit

Literaturverzeichnis 159
[71] Norm DIN EN ISO 4287 Juli 2010. Geometrische Produktspezifikation (GPS) –Oberflächenbeschaffenheit: Tastschnittverfahren – Benennungen, Definitionenund Kenngrößen der Oberflächenbeschaffenheit
[72] Whitehead, A. S.A. snd S. S.A. snd Shearer ; Watts, D. ; Wilson, N.:Comparison of methods for measuring surface roughness of ceramic. In: Journalof Oral Rehabilitation 22 (1995), Nr. 6, S. 421–427
[73] Lyman, C. E. (Hrsg.): Scanning electron microscopy, X-ray microanalysis, andanalytical electron microscopy. 10. New York : Plenum Press, 1990. – 409 S. –ISBN 0–306–43591–8
[74] Seiler, H.: Secondary electron emission in the scanning electron microscope.In: Journal of Applied Physics 54 (1983), Nr. 11, S. R1–R18
[75] Humphreys, F. J. ; Huang, Y. ; Brough, I. ; Harris, C.: Electron backscatterdiffraction of grain and subgrain structures - resolution considerations. In:Journal of Microscopy 195 (1999), Nr. 3, S. 212–216
[76] Feldkamp, L. A. ; Davis, L. C. ; Kress, J. W.: Practical cone-beam algorithm.In: Journal of the Optical Society of America A, Optics and Image Science 1(1984), Juni, Nr. 6, S. 612–619
[77] Norm DIN 863-1 November 2009. Geometrische Produktspezifikation (GPS) –Messschrauben – Teil 1: Bügelmessschrauben; Grenzwerte für Messabweichungen
[78] Norm DIN EN ISO 13385-1 Dezember 2011. Geometrische Produktspezifikation(GPS) – Längenmessgeräte – Teil 1: Messschieber; Konstruktionsmerkmale undmesstechnische
[79] Norm DIN EN 658-2 März 2003. Hochleistungskeramik – Mechanische Eigen-schaften von keramischen Verbundwerkstoffen bei Raumtemperatur – Teil 2:Bestimmung der Eigenschaften unter Druck
[80] Norm DIN EN 843-1 April 1995. Hochleistungskeramik – Monolithische Kera-mik – Mechanische Eigenschaften bei Rautemperatur – Teil 1: Bestimmung derBiegefestigkeit
[81] Gray, R. J.: Analysis of the effect of embedded fibre length on fibre debondingand pull-out from an elastic matrix. In: Journal of Materials Science 19 (1984),März, Nr. 3, S. 861–870
[82] Chua, P. ; Piggott, M.: The glass fibrer-polymer interface: I – Theoretical con-sideration for single fibre pull-out tests. In: Composites Science and Technology22 (1985), Nr. 1, S. 33–42

160 Literaturverzeichnis
[83] Tsai, K.-H. ; Kim, K.-S.: The micromechanics of fiber pull-out. In: Journal ofthe Mechanics and Physics of Solids 44 (1996), Juli, Nr. 7, S. 1147–1177
[84] DiFrancia, C. ; Ward, T. C. ; Claus, R. O.: The single-fibre pull-out test.1: Review and interpretation. In: Composites Part A: Applied Science andManufacturing 27 (1996), Nr. 8, S. 597–612
[85] Chua, P. ; Piggott, M.: The glass fibre-polymer interface: II – Work offracture and shear stresses. In: Composites Science and Technology 22 (1985),Nr. 2, S. 107–119
[86] Norm DIN EN ISO 7539-6 Januar 2012. Korrosion der Metalle und Legierungen– Prüfung der Spannungsrisskorrosion – Teil 6: Vorbereitung und Anwendungvon angerissenen Proben für die Prüfung unter konstanter Kraft oder konstanterVerformung
[87] Norm ASTM E1820-09 Juli 2010. Standard Test Method for Measurement ofFracture Toughness
[88] Norm ASTM E399-09 Mai 2010. Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness KIc of Metallic Materials
[89] Norm DIN EN 843-2 März 2007. Hochleistungskeramik – Mechanische Eigen-schaften monolithischer Keramik bei Raumtemperatur – Teil 2: Bestimmung desElastizitätsmoduls, Schubmoduls und der Poissonzahl
[90] Wallin, K. ; Laukkanen, A.: Improved crack growth corrections for J-R-curvetesting. In: Engineering Fracture Mechanics 71 (2004), Juli, Nr. 11, S. 1601–1614
[91] Zhu, X.-K.: J-integral resistance curve testing and evaluation. In: Journal ofZhejiang University: Science A 10 (2009), Nr. 11, S. 1541–1560
[92] Kanninen, F. ; Popelar, C.: Advanced fracture mechanics. Oxford UniversityPress on Demand, 1985 (The Oxford engineering science series). – ISBN 978–0–19–503532–2
[93] Clarke, G. ; Landes, J.: Evaluation of the J Integral for the CompactSpecimen. In: Journal of Testing and Evaluation 7 (1979), Nr. 5, S. 264–269
[94] Macherauch, E. ; Zoch, H.: Praktikum in Werkstoffkunde: 91 ausführlicheVersuche aus wichtigen Gebieten der Werkstofftechnik. 11. Vieweg+TeubnerVerlag, 2011. – ISBN 978–3–8348–0343–6
[95] Schreiber, E. ; Anderson, O. L.: Pressure Derivatives of the Sound Velocitiesof Polycrystalline Alumina. In: Journal of the American Ceramic Society 49(1966), Nr. 4, S. 184–190

Literaturverzeichnis 161
[96] Norm DIN EN ISO 12680-1 Mai 2007. Verfahren zur Prüfung von feuerfesten Er-zeugnissen – Teil 1: Bestimmung des Dynamischen E-Moduls durch Schwingungs-Impulsanregung
[97] Autor unbekannt: Buzz-o-sonic 5.1.1 Manual. 1. 6720 North Sidney Place104, Glendale, WI 53209, USA: BuzzMac International, LLC, o. J.
[98] Khan, A. ; Wang, X.: Strain measurements and stress analysis. Prentice Hall,2001. – ISBN 978–0–13–080076–3
[99] Cernosek, J.: On photoelastic response of composites. In: ExperimentalMechanics 15 (1975), September, Nr. 9, S. 354–357
[100] Hubner, J. ; Ifju, P. ; Schanze, K. ; Liu, Y. ; Chen, L. ; El-Ratal, W.:Luminescent photoelastic coatings. In: Experimental Mechanics 44 (2004), Nr.4, S. 416–424
[101] Jia, J. ; Boothby, T. ; Bakis, C. ; Brown, T.: Durability evaluation of glassfiber reinforced-polymer-concrete bonded interfaces. In: Journal of Compositesfor Construction 9 (2005), Nr. 4, S. 348–359
[102] Aben, H. ; Ainola, L. ; Anton, J.: Integrated photoelasticity for nondestructiveresidual stress measurement in glass. In: Optics and Lasers in Engineering 33(2000), Januar, Nr. 1, S. 49–64
[103] Hua, J. ; Walker, P. S.: A comparison of cortical strain after cemented andpress-fit proximal and distal femoral replacement. In: Journal of OrthopaedicResearch 10 (1992), Nr. 5, S. 739–744
[104] Asvanund, P. ; Morgano, S. M.: Photoelastic stress analysis of externalversus internal implant-abutment connections. In: The Journal of ProstheticDentistry 106 (2011), Oktober, Nr. 4, S. 266–271
[105] Smith, C.: Photoelasticity in fracture mechanics. In: Experimental Mechanics20 (1980), November, Nr. 11, S. 390–396
[106] Sandler, J. ; Shaffer, M. ; Prasse, T. ; Bauhofer, W. ; Schulte, K. ;Windle, A.: Development of a dispersion process for carbon nanotubes in anepoxy matrix and the resulting electrical properties. In: Polymer 40 (1999), Nr.21, S. 5967–5971
[107] Born, M. ; Wolf, E.: Principles of Optics. 6. London : Pergamon Press, 1980.– ISBN 0–08–026482–4
[108] Föppl, L. ; Mönch, E.: Praktische Spannungsoptik. 3. Heidelberg, Berlin, NewYork : Springer Verlag, 1972. – ISBN 3–540–05534–7

162 Literaturverzeichnis
[109] Schmidt, R. F. (Hrsg.) ; Lang, F. (Hrsg.) ; Heckmann, M. (Hrsg.): Physiologiedes Menschen mit Pathophysiologie. 31. Springer Berlin Heidelberg, 2011. – 891S. – ISBN 978–3–642–01651–6
[110] Asp, L. ; Berglund, L. ; Talreja, R.: A criterion for crack initiation in glassypolymers subjected to a composite-like stress state. In: Composites Science andTechnology 56 (1996), Nr. 11, S. 1291–1301
[111] Buckberry, C. ; Towers, D.: Automatic analysis of isochromatic and isoclinicfringes in photoelasticity using phase measuring techniques. In: MeasurementScience and Technology 6 (1995), Nr. 9, S. 1227–1235
[112] Hecht, E.: Optik. 3. Addison Wesley Longman, 2001. – ISBN 3–486–24917–7
[113] Autor unbekannt: Basics of Polarizing Microscopy. 1. 3500 CorporateParkway, Center Valley, Pennsilvania, USA: Olympus America Inc., 2012
[114] Dodge, M. J.: Refractive properties of magnesium fluoride. In: Applied Optics23 (1984), Juni, Nr. 12, S. 1980–1985
[115] Norm ASTM D4093 – 95 2010. Standard Test Method for Photoelastic Measu-rements of Birefringence and Residual Strains in Transparent or TranslucentPlastic Materials
[116] Fey, T. ; Götz, M. ; Greil, P.: Photoelastic imaging of residual stressdistribution in epoxy interface layers of ceramics with periodic building-blockstructure. In: Advanced Engineering Materials 15 (2013), Nr. 11, S. 1099–1104
[117] Almatis GmbH, Giulinistrasse 2, Ludwigshafen, Deutschland: Reactive andCalcined Aluminas for the Ceramic Industry. Dezember 2007
[118] Munro, R. G.: Evaluated Material Properties for a Sintered alpha-Alumina.In: Journal of the American Ceramic Society 80 (1997), Nr. 8, S. 1919–1928
[119] Friedman, E.: Packing Unit Squares in Squares: A Survey and New Results.In: The Electronic Journal of Combinatorics #DS7 (2009), S. 1
[120] Nagamochi, H.: Packing Unit Squares in a Rectangle. In: The ElectronicJournal of Combinatorics 12 (2005), S. #R37 1–13
[121] Norm DIN EN 623-3 Januar 2003. Hochleistungskeramik – Monolithische Keramik– Allgemeine und strukturelle Eigenschaften Teil 3: Bestimmung der Korngrößeund Korngrößenverteilung (Linienschnittverfahren)
[122] Norm ASTM E112 – 10 Dezember 2010. Standard Test Methods for DeterminingAverage Grain Size
Literaturverzeichnis 163
[123] Lankford, J.: Compressive strength and microplasticity in polycrystallinealumina. In: Journal of Materials Science 12 (1977), April, Nr. 4, S. 791–796
[124] Heard, H. C. ; Cline, C. F.: Mechanical behaviour of polycrystalline BeO,Al2O3 and AlN at high pressure. In: Journal of Materials Science 15 (1980),August, Nr. 8, S. 1889–1897
[125] De Faoite, D. ; Browne, D. ; Chang-Díaz, F. ; Stanton, K.: A reviewof the processing, composition, and temperature-dependent mechanical andthermal properties of dielectric technical ceramics. In: Journal of MaterialsScience 47 (2012), Nr. 10, S. 4211–4235
[126] Seidel, J. ; Claussen, N. ; Rödel, J.: Reliability of alumina ceramics: Effectof grain size. In: Journal of the European Ceramic Society 15 (1995), Nr. 5, S.395–404
[127] Munz, D. ; Fett, T. ; Ilschner, B. (Hrsg.): Mechanisches Verhalten ke-ramischer Werkstoffe: Versagensablauf, Werkstoffauswahl, Dimensionierung.Heidelberg, Berlin, New York : Springer-Verlag, 1989. – ISBN 3–540–51508–9
[128] Ostrowski, T. ; Rödel, J.: Evolution of mechanical properties of porousalumina during free sintering and hot pressing. In: Journal of the AmericanCeramic Society 82 (1999), Nr. 11, S. 3080–3086
[129] Roberts, A. ; Garboczi, E.: Elastic properties of model porous ceramics. In:Journal of the American Ceramic Society 83 (2000), Nr. 12, S. 3041–3048
[130] Asmani, M. ; Kermel, C. ; Leriche, A. ; Ourak, M.: Influence of porosityon Youngs modulus and poisson’s ratio in alumina ceramics. In: Journal of theEuropean Ceramic Society 21 (2001), Nr. 8, S. 1081–1086
[131] Radovic, M. ; Lara-Curzio, E. ; Riester, L.: Comparison of differentexperimental techniques for determination of elastic properties of solids. In:Materials Science and Engineering A 368 (2004), Nr. 1–2, S. 56–70
[132] Knudsen, F. P.: Effect of Porosity on Young’s Modulus of Alumina. In: Journalof the American Ceramic Society 45 (1962), Nr. 2, S. 94–95
[133] Fukuhara, M. ; Yamauchi, I.: Temperature dependence of the elastic moduli,dilational and shear internal frictions and acoustic wave velocity for alumina,(Y)TZP and β’-sialon ceramics. In: Journal of Materials Science 28 (1993), Nr.17, S. 4681–4688
[134] Vornorm DIN CEN/TS 14425-1 November 2003. Hochleistungskeramik – Prüf-verfahren zur Bestimmung der Bruchzähigkeit von monolithischer Keramik –Teil 1: Leitlinie zur Auswahl des Prüfverfahrens

164 Literaturverzeichnis
[135] Vornorm DIN CEN/TS 14425-5 Oktober 2004. Hochleistungskeramik – Prüfver-fahren zur Bestimmung der Bruchzähigkeit von monolithischer Keramik - Teil 5:Verfahren für Biegeproben mit V-Kerb (SEVNB-Verfahren)
[136] Kübler, J.: Fracture Toughness of Ceramics using the SEVNB Method:Round Robin / Swiss Federal Laboratories for Materials Testing and Research.Dübendorf, Switzerland : EMPA, September 1999 (VAMAS Report No. 37 /ESIS Document D2-99). – Forschungsbericht. – ISSN 1016-2186
[137] Kollenberg, W. (Hrsg.): Technische Keramik. Grundlagen, Werkstoffe undVerfahrenstechnik. 1. Essen : Vulkan-Verlag, 2004. – ISBN 3–8027–2927–7
[138] Nikolay, D. ; Kollenberg, W. ; Deller, K. ; Oswald, M. ; Tontrup,C.: Manufacturing and Properties of ZTA-Ceramics with Nanoscaled ZrO2. In:CFI, Ceramic Forum International/Berichte der DKG (Deutsche KeramischeGesellschaft 83 (2006), S. E 35–E 37
[139] Woodtli, J.: Praktische Fraktographie: Brüche an metallischen und kerami-schen Bauteilen sowie an Objekten aus Glas: Wissen und Erfahrungen aus dreiJahrzehnten Tätigkeit. Eidgenössische Materialprüfungs- und ForschungsanstaltEMPA, 2003. – ISBN 978–3–90–559437–9
[140] Yamini, S. ; Young, R. J.: Crack propagation in and fractography of epoxyresins. In: Journal of Materials Science 14 (1979), Juli, Nr. 7, S. 1609–1618
[141] Wetzel, B. ; Haupert, F. ; Qiu Zhang, M.: Epoxy nanocomposites withhigh mechanical and tribological performance. In: Composites Science andTechnology 63 (2003), November, Nr. 14, S. 2055–2067
[142] Plangsangmas, L. ; Mecholsky, J. J. ; Brennan, A. B.: Determination offracture toughness of epoxy using fractography. In: Journal of Applied PolymerScience 72 (1999), Nr. 2, S. 257–268
[143] Jiang, P. ; Bertone, J. F. ; Hwang, K. S. ; Colvin, V. L.: Single-CrystalColloidal Multilayers of Controlled Thickness. In: Chemistry of Materials 11(1999), Juli, Nr. 8, S. 2132–2140
[144] Puntes, V. F. ; Krishnan, K. M. ; Alivisatos, A. P.: Colloidal NanocrystalShape and Size Control: The Case of Cobalt. In: Science 291 (2001), März, Nr.5511, S. 2115–2117
[145] Bansal, N. P. (Hrsg.): Handbook of Ceramic Composites. Springer US, 2005. –ISBN 978–1–4020–8133–0
[146] Barthelat, F.: Nacre from mollusk shells: A model for high-performancestructural materials. In: Bioinspiration and Biomimetics 5 (2010), Nr. 3, S. 1–8

Literaturverzeichnis 165
[147] Wegst, U. ; Ashby, M.: The mechanical efficiency of natural materials. In:Philosophical Magazine 84 (2004), Nr. 21, S. 2167–2181
[148] Wiederhorn, S. M.: Fracture of Sapphire. In: Journal of the American CeramicSociety 52 (1969), Nr. 9, S. 485–491
[149] Streitz, F. H. ; Mintmire, J. W.: Electrostatic potentials for metal-oxidesurfaces and interfaces. In: Physical Review B: Condensed Matter and MaterialsPhysics 50 (1994), Oct, S. 11996–12003
[150] Congleton, J. ; Hardie, D. ; Parkins, R. N. ; Petch, N. J. ; Weil, N. A.(Hrsg.): Studies of the Brittle Behavior of Ceramic Materials / Armour ResearchFoundation, Chicago IL. 1963 (ASD-TR-61-628). – Forschungsbericht. – Part II
[151] Bažant, Z. P.: Size effect on structural strength: a review. In: Archive OfApplied Mechanics 69 (1999), November, Nr. 9-10, S. 703–725
[152] Afferrante, L. ; Ciavarella, M. ; Valenza, E.: Is Weibull’s modulusreally a material constant? Example case with interacting collinear cracks. In:International Journal of Solids and Structures 43 (2006), August, Nr. 17, S.5147–5157
[153] Danzer, R. ; Supancic, P. ; Pascual, J. ; Lube, T.: Fracture statisticsof ceramics - Weibull statistics and deviations from Weibull statistics. In:Engineering Fracture Mechanics 74 (2007), Nr. 18, S. 2919–2932
[154] Graham-Brady, L.: Statistical characterization of meso-scale uniaxial compres-sive strength in brittle materials with randomly occurring flaws. In: InternationalJournal of Solids and Structures 47 (2010), September, Nr. 18–19, S. 2398–2413
[155] Autor unbekannt: Marc Volume B: Element Library. 1. München:MSC.Software GmbH, 2005
[156] Lee, A. ; Lichtenhan, J. D.: Viscoelastic Responses of Polyhedral Oligosilses-quioxane Reinforced Epoxy Systems. In: Macromolecules 31 (1998), Nr. 15, S.4970–4974
[157] VanLandingham, M. R. ; Chang, N.-K. ; Drzal, P. L. ; White, C. C. ;Chang, S.-H.: Viscoelastic characterization of polymers using instrumentedindentation. I. Quasi-static testing*. In: Journal of Polymer Science Part B:Polymer Physics 43 (2005), Nr. 14, S. 1794–1811
[158] Abdelkader, A. F. ; White, J. R.: Water absorption in epoxy resins: Theeffects of the crosslinking agent and curing temperature. In: Journal of AppliedPolymer Science 98 (2005), Nr. 6, S. 2544–2549

166 Literaturverzeichnis
[159] Jelinski, L. ; Dumais, J. ; Cholli, A. ; Ellis, T. ; Karasz, F.: Nature ofthe water-epoxy interaction. In: Macromolecules eR 18 (1985), Nr. 6, S. 1091–1095
[160] Nogueira, P. ; Ramírez, C. ; Torres, A. ; Abad, M. J. ; Cano, J. ; López,J. ; López-Bueno, I. ; Barral, L.: Effect of water sorption on the structureand mechanical properties of an epoxy resin system. In: Journal of AppliedPolymer Science 80 (2001), Nr. 1, S. 71–80
[161] Thouless, M.: Modeling the development and relaxation of stresses in films.In: Annual Review of Materials Science 25 (1995), Nr. 1, S. 69–96
[162] Hutchinson, J. ; Suo, Z.: Mixed mode cracking in layered materials. In:Advances in applied mechanics 29 (1992), Nr. 63, S. 63–191
[163] Heule, M. ; Vuillemin, S. ; Gauckler, L.: Powder-based ceramic meso- andmicroscale fabrication processes. In: Advanced Materials 15 (2003), Nr. 15, S.1237–1245
[164] Mayer, G.: Rigid biological systems as models for synthetic composites. In:Science 310 (2005), Nr. 5751, S. 1144–1147
[165] Dyskin, A. ; Estrin, Y. ; Kanel-Belov, A. ; Pasternak, E.: Topologicalinterlocking of platonic solids: A way to new materials and structures. In:Philosophical Magazine Letters 83 (2003), Nr. 3, S. 197–203
[166] Dyskin, A. ; Estrin, Y. ; Kanel-Belov, A. ; Pasternak, E.: A new principlein design of composite materials: reinforcement by interlocked elements. In:Composites Science and Technology 63 (2003), Februar, Nr. 3-4, S. 483–491
[167] Estrin, Y. ; Dyskin, A. V. ; Pasternak, E. ; Schaare, S. ; Stanchits, S. ;Kanel-Belov, A. J.: Negative stiffness of a layer with topologically interlockedelements. In: Scripta Materialia 50 (2004), Januar, Nr. 2, S. 291–294
[168] Islam, M. ; Kim, H.: Novel syntactic foams made of ceramic hollow micro-spheres and starch: Theory, structure and properties. In: Journal of MaterialsScience 42 (2007), Nr. 15, S. 6123–6132
[169] Brothers, A. ; Dunand, D.: Syntactic bulk metallic glass foam. In: AppliedPhysics Letters 84 (2004), Nr. 7, S. 1108–1110
[170] Cochran, J.: Ceramic hollow spheres and their applications. In: CurrentOpinion in Solid State and Materials Science 3 (1998), Nr. 5, S. 474–479
[171] Ozcivici, E. ; Singh, R. P.: Fabrication and Characterization of CeramicFoams Based on Silicon Carbide Matrix and Hollow Alumino-Silicate Spheres.In: Journal of the American Ceramic Society 88 (2005), Dezember, Nr. 12, S.3338–3345
Literaturverzeichnis 167
[172] Jin, X. ; Götz, M. ; Wille, S. ; Mishra, Y. K. ; Adelung, R. ; Zollfrank,C.: A Novel Concept for Self-Reporting Materials: Stress Sensitive Photolumi-nescence in ZnO Tetrapod Filled Elastomers. In: Advanced Materials 25 (2013),Nr. 9, S. 1342–1347
[173] Bruns, N. ; Pustelny, K. ; Bergeron, L. ; Whitehead, T. ; Clark,D.: Mechanical Nanosensor Based on FRET within a Thermosome: Damage-Reporting Polymeric Materials. In: Angewandte Chemie 121 (2009), Nr. 31, S.5776–5779
[174] Travitzky, N. ; Shlayen, A.: Microstructure and mechanical properties ofAl2O3/Cu-O composites fabricated by pressureless infiltration technique. In:Materials Science and Engineering A 244 (1998), Nr. 2, S. 154–160
[175] Melcher, R. ; Zhang, W. ; Travitzky, N. ; Greil, P.: 3D-Printing ofAl2O3/Cu-O Composites. In: Ceramic Forum International 13 (2006), S. 18–22
[176] Colombo, P. ; Mera, G. ; Riedel, R. ; Sorarù, G. D.: Polymer-DerivedCeramics: 40 Years of Research and Innovation in Advanced Ceramics. In:Journal of the American Ceramic Society 93 (2010), Nr. 7, S. 1805–1837
[177] Mastrangeli, M. ; Abbasi, S. ; Varel, C. ; Van Hoof, C. ; Celis, J.-P. ; Böhringer, K.: Self-assembly from milli- to nanoscales: Methods andapplications. In: Journal of Micromechanics and Microengineering 19 (2009),Nr. 8, S. 1–72. – Article number 083001
[178] Herberger, M.: Die Frau im Vorwort. In: Rechtshistorisches Journal 6 (1987),S. 233–239
[179] Norm DIN 52314 November 1977. Prüfung von Glas – Bestimmung des span-nungsoptischen Koeffizienten im Zugversuch
[180] Norm DIN EN ISO 527-2 Mai 2010. Kunststoffe – Bestimmung der Zugeigen-schaften – Teil 2: Prüfbedingungen für Form- und Extrusionsmassen
[181] Norm DIN EN ISO 527-1 Mai 2010. Kunststoffe – Bestimmung der Zugeigen-schaften – Teil 1: Allgemeine Grundsätze
[182] Selby, K. ; Miller, L.: Fracture toughness and mechanical behaviour of anepoxy resin. In: Journal of Materials Science 10 (1975), Nr. 1, S. 12–24
[183] Lee, J. ; Yee, A.: Fracture of glass bead/epoxy composites: on micro-mechanicaldeformations. In: Polymer 41 (2000), November, Nr. 23, S. 8363–8373
[184] Cantwell, W. J. ; Roulin-Moloney, A. C. ; Kaiser, T.: Fractography ofunfilled and particulate-filled epoxy resins. In: Journal of Materials Science 23(1988), Mai, Nr. 5, S. 1615–1631

168 Literaturverzeichnis
[185] Cherry, B. ; Thomson, K.: The fracture of highly crosslinked polymers - Part2 Fractography. In: Journal of Materials Science 16 (1981), Nr. 7, S. 1925–1934
[186] Retting, W.: Bruchverhalten von Hochpolymeren. In: Kolloid-Zeitschrift undZeitschrift für Polymere 210 (1966), Nr. 1, S. 54–63
[187] Zhao, F. M. ; Okabe, T. ; Jones, F. R. ; Takeda, N.: Effects of MatrixPlastic Properties on Stress Transfer and Tensile Strength of Glass Fibre/EpoxyResin Unidirectional Composite. In: 13th International Conference on CompositeMaterials (ICCM13), 2001, S. 1–8
[188] Guild, F. J. ; Young, R. J.: A predictive model for particulate-filled compositematerials. In: Journal of Materials Science 24 (1989), Januar, Nr. 1, S. 298–306
[189] Becher, P. F. ; Hsueh, C.-H. ; Angelini, P. ; Tiegs, T. N.: TougheningBehavior in Whisker-Reinforced Ceramic Matrix Composites. In: Journal of theAmerican Ceramic Society 71 (1988), Nr. 12, S. 1050–1061
[190] Evans, A. G.: Perspective on the Development of High-Toughness Ceramics.In: Journal of the American Ceramic Society 73 (1990), Nr. 2, S. 187–206
[191] Roesky, H. W. ; Möckel, K.: Chemische Kabinettstücke. 1. VCH Verlagsge-sellschaft mbH, 1994. – 342 S. – ISBN 3–527–29426–0

Danksagung
Diese Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter amLehrstuhl für Glas und Keramik der Universität Erlangen-Nürnberg (WW3). Allen,die mich im Laufe der Zeit, in der diese Arbeit entstanden ist, begleitet haben, möchteich an dieser Stelle Danke sagen.An oberster Stelle gebührt mein aufrichtiger Dank meinem Doktorvater Prof. Dr.
Peter Greil, der die vorliegende Arbeit nicht nur grundsätzlich ermöglicht und dieinteressante, neue Thematik vorgeschlagen hat, sondern auch große Freiheit bei derBearbeitung gewährte. Dadurch hat er mir einen unglaublichen Lernprozess ermöglicht.Meinem ehemaligen Arbeitsgruppenleiter Dr. Tobias Fey danke ich für seine fort-
währende Unterstützung durch ergänzende Ideen, die FEM-Simulationen und dieMöglichkeit weitere innovative Fragestellungen auch neben dem Thema bearbeiten zudürfen.
Für inspirierende wissenschaftliche und strategische Diskussionen danke ich meinengeschätzten Kollegen Lorenz Schlier, Christian Heiß, Sebastian Krolikowski, JoanaPedimonte und Bruno Ceron-Nicolat.Herzlichen Dank an Helmut Hädrich, Herrn Stiegelschmitt, Peter Reinhardt und
Andreas Thomsen für die kompetente technische Unterstützung und die Bereitschaftihr Wissen zu teilen. Heike Reinfelder, Eva Springer und Alena Rybar danke ich fürihr Engagement im Labor und bei den Messungen und ihr liebenswürdiges Wesen.Nicht zuletzt danke ich meinen motivierten und ausdauernden Hiwis Felix Wel߆,
Nils Hock, David Himmler und Kilian Kiesel für ihren aufreibenden Einsatz währendder Probenherstellung und allen nicht namentlich genannten Mitgliedern von WW3für die gute Zusammenarbeit, ihr Entgegenkommen und ihre unkomplizierte Art.
Vielen Dank an Herrn Prof. Dr. Göken für die Bereitschaft, diese Arbeit als Zweit-gutachter zu beurteilen, Herrn Prof. Dr. Schubert für die Übernahme des Prüfungsvor-sitzes und Herrn Prof. Dr. Steinmann für den Prüfungsbeisitz als Department-fremdesMitglied.
169

170 Literaturverzeichnis
Schließlich möchte ich meinen Eltern Maria und Norbert Götz für ihre stete Un-terstützung danken. Sie haben mir meine Laufbahn ermöglicht und standen jederzeithelfend hinter mir.
Meiner Lebensgefährtin Lucia danke ich von Herzen. Sie entsprach dem Idealbildder Wissenschaftlerfrau in vollem Umfang des Tugendkatalogs nach [178].

Anhang A.
Versuchsaufbau zur Selbstanordnung
Der Aufbau des Rüttlers für die vibrationsgestützte Selbstanordnung ist in Abbil-dung A.1 dargestellt und dient zur Ergänzung des Abschnitts 3.1.2. Ein analogerSignalgeneratora i1 wurde zur Erzeugung der sinusförmigen Wechselspannung ver-wendet. Um Amplitude und Frequenz kontrolliert einstellen zu können, wurde dieWechselspannung durch ein Voltmeterb i2 und einen Frequenzzählerc i3 überwacht.Das Signal wurde anschließend auf den Eingang des Verstärkersd i4 gegeben, da die
V f+
Vers
tärk
er
PSD
Abbildung A.1.: Schaltplan des Vibrationsaufbaus und die Amplitudenkontrolle über Laser-triangulation mit positionsempfindlichem Sensor (PSD)
Ausgangsleistung des Frequenzgenerators nicht groß genug war. Schließlich wurdemit dem verstärkten Signal der Lautsprechere i5 zu einer sinusförmigen Schwingungangeregt, die mit Hilfe von Lasertriangulationf i6 und einem Oszilloskopg i7 überwachta NF-Signalgenerator: SG 1000, ELV Elektronik AG, Leerb Digital-Multimeter: DMM3800-18, Fluke Deutschland GmbH, Glottertalc Frequenzzähler: 400B, KONTRON AG, Echingd Verstärker 350W: HPB-602, MONACOR INTERNATIONAL GmbH, Bremene Lautsprecher: WS 25 E8 OHM 37Hz – 6 kHz (−10dB), Visaton GmbH, Haanf Laser-Abstandssensor: LDS 80/20, FLW of PA, Inc., Frazer, PA, USAg Oszilloskop: MH408, HAMEG Instruments GmbH, Mainhausen
171
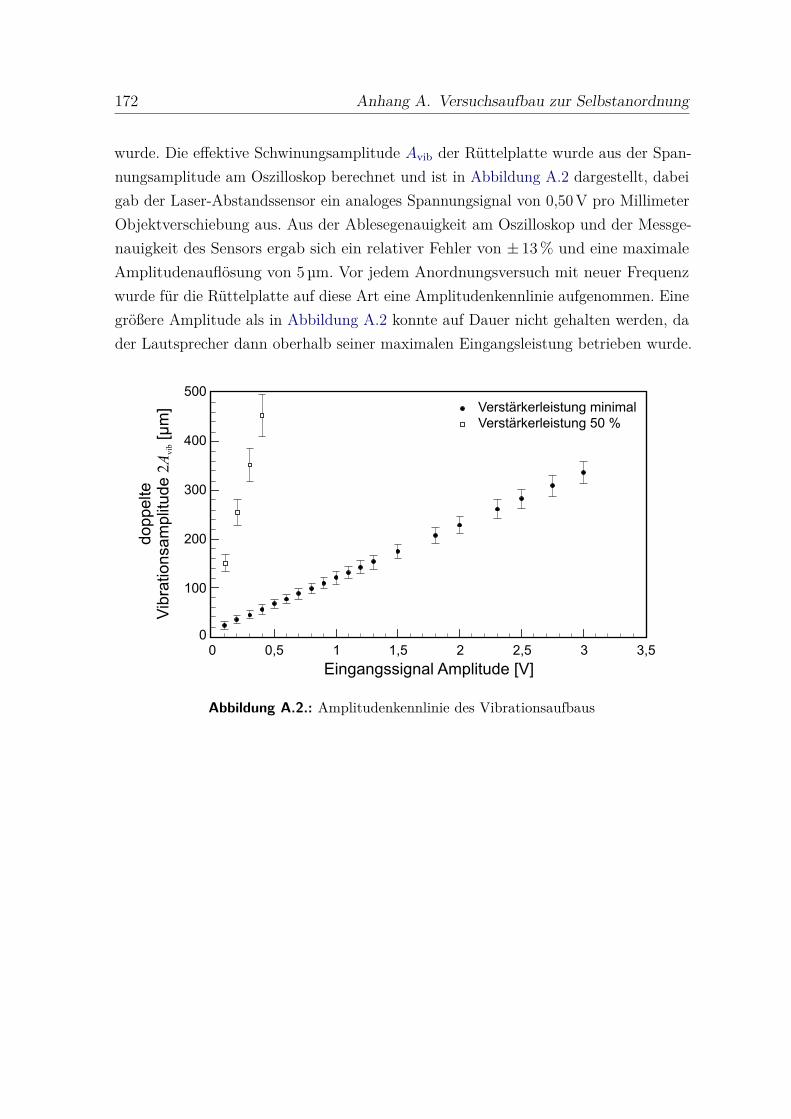
172 Anhang A. Versuchsaufbau zur Selbstanordnung
wurde. Die effektive Schwinungsamplitude Avib der Rüttelplatte wurde aus der Span-nungsamplitude am Oszilloskop berechnet und ist in Abbildung A.2 dargestellt, dabeigab der Laser-Abstandssensor ein analoges Spannungsignal von 0,50V pro MillimeterObjektverschiebung aus. Aus der Ablesegenauigkeit am Oszilloskop und der Messge-nauigkeit des Sensors ergab sich ein relativer Fehler von ± 13% und eine maximaleAmplitudenauflösung von 5µm. Vor jedem Anordnungsversuch mit neuer Frequenzwurde für die Rüttelplatte auf diese Art eine Amplitudenkennlinie aufgenommen. Einegrößere Amplitude als in Abbildung A.2 konnte auf Dauer nicht gehalten werden, dader Lautsprecher dann oberhalb seiner maximalen Eingangsleistung betrieben wurde.
Verstärkerleistung minimalVerstärkerleistung 50 %
Eingangssignal Amplitude [V]
doppelte
Vib
ratio
nsa
mplit
ude 2
A [µ
m]
vib
0 0,5 1 1,5 2 2,5 3 3,50
100
200
300
400
500
Abbildung A.2.: Amplitudenkennlinie des Vibrationsaufbaus

Anhang B.
Bestimmung der spannungsoptischenKonstante
Zur Bestimmung der spannungsoptischen Konstante des Epoxidharzes wurde derAufbau in Abbildung B.1 konstruiert, gebaut und verwendet. Es galt, eine möglichstflache Probenhalterung zu entwerfen, mit der sich eine definierte, unidirektionaleKraft auf die Probe aufbringen ließ – die gesamte Bauhöhe betrug 10mm. Umdie zu untersuchende Probe unter reinem Druck belasten zu können, wurde dieKompressionsrichtung durch einen kugelgelagerten Schlitten vorgegeben. Die Kraftauf den Schlitten und die Probe wurde mit Hilfe eines Kraftsensorsa bestimmt, dessenWiderstand über einen Universalmessverstärkerb rechnergestützt verarbeitet wurde.
Abbildung B.1.: Probenhalter zum Aufbringen einer definierten, unidirektionalen Kraft aufeine photoelastische Probe im Mikroskop als Polariskop
Der gesamte Aufbau wurde zu Anfang in einer elektromechanischen Material-Prüf-maschinenc kalibriert wodurch ein relativer Fehler in der Kraft von < 5% gewährleisteta Kraftsensor: KM10 100N, ME-Messsysteme GmbH, Hennigsdorfb Universalmessverstärker: QuantumX MX840A, Hottinger Baldwin Messtechnik GmbH, Darmstadtc Prüfmaschine < 1 kN: Instron 5585, Instron Deutschland GmbH, Pfungstadt
173

174 Anhang B. Bestimmung der spannungsoptischen Konstante
werden konnte. Im kalibrierten Belastungsstand konnte die Probe durch eine Federmit ± 0,1N Genauigkeit belastest werden. Dazu wurde die Feder manuell über eineFeingewindeschraube vorgespannt. Die Epoxidharzproben zur Bestimmung der span-nungsoptischen Konstante C hatten Dicken dPE im Bereich 0,6–4,3mm, Breiten bPE
von etwa 5mm und wurden in mindestens fünf Schritten bis maximal 70N belastet.Für diesen uniaxialen Belastungszustand verschwindet nach Gleichung (3.50) die ersteHauptspannung (σ1 = 0) und die zweite Hauptspannung stellt die gesamte angelegteDruckspannung dar (σ2 < 0). Mit der aufgebrachten Kraft FPE und der Probenquer-schnittsfläche APE = dPE · bPE vereinfacht sich die Haupgleichung der Spannungsoptik(Gleichung (3.47)) zu
δ = CFPE
bPE. (B.1)
Um herstellungsbedingte intrinsische Spannungen in den Proben vernachlässigen zukönnen, wurde die spannungsoptische Konstante, entsprechend DIN 52 314 [179], ausder relativen Zunahme des Gangunterschiedes ∆s über die Kraft ∆FPE aufgetragenund die spannungsoptische Konstante mit
C = bPE∆s
∆FPE(B.2)
aus der Steigung der linearen Regressionsgeraden bestimmt. Der relative Fehler in C lagfür die einzelnen Proben bei < 4%, wobei die spannungsoptischen Konstanten zwischenden Proben nur um ca. 2% schwankten. Mit Hilfe der Fehlerfortpflanzung ergab sichdie spannungsoptische Konstante des Epoxidharz CEpoxi = 26,8± 0,9 · 10−12/MPa.

Anhang C.
Eigenschaften des Epoxidharzes
Im Folgenden werden die wichtigsten Analysemethoden und daraus ermittelte Ei-genschaften des Epoxidharzes aufgeführt, welches als Matrixmaterial im modularenKomposit eingesetzt wurde (vgl. Abschnitt 3.1.3).
C.1. ZugfestigkeitDie Zugfestigkeit des reinen Epoxidharzes wurde anhand von Schulterstäben der inAbbildung C.1 gezeigten Geometrie mit Abmessungen nach Tabelle C.1 bestimmt(s. DIN EN ISO 527-2 [180]). Zur Formgebung wurde das nach Abschnitt 3.1.3gemischte und entgaste Epoxidharz in PDMSa-Formen gegossen und zunächst 24 h beiRaumtemperatur vorvernetzt und anschließend bei 55℃ für 16 h ausgehärtet – analogzur Herstellung der modularen Komposite. Anschließend wurden alle Schwimmhäutemit feinem SiC-Schleifpapierb entfernt und Proben mit Blasen aussortiert.
b2
l1
l2
l3
b1
h r
Abbildung C.1.: Schulterstabgeometrie der Epoxidharz-Probekörper nach [180]
Die Zugprüfung wurde nach DIN EN ISO 527-1 [181] mit einer Prüfgeschwindigkeitvon 10mm/min in einer elektromechanischen Material-Prüfmaschinenc durchgeführt.a Polydimethylsiloxan: ELASTOSIL dR M 4643 A/B, Wacker Chemie AG, Münchenb Schleifpapier: SiC-Nassschleifpapier Körnung 2400, Struers GmbH, Willichc Instron 4204, Instron Deutschland GmbH, Pfungstadt
175

176 Anhang C. Eigenschaften des Epoxidharzes
Tabelle C.1.: Abmessungen der Epoxidharz-Zugproben
Abmessung Größe
l1 Länge des engen Teils 60mm
l2 Entfernung zwischen den breiten parallelen Seiten 108mm
l3 Gesamtlänge 200mm
b1 Breite des schmalen Teils 10mm
b2 Breite an den Enden 20mm
h Dicke 3,4mm
r Radius 60mm
Nach der Prüfung wurde jede Bruchfläche auf makroskopische Fehlstellen hin überprüftund nur Proben mit fehlerfreien Bruchflächen wurden zur Auswertung herangezogen.Die Zugfestigkeit σZ wurde aus der maximalen Zugkraft FZ und den Probenabmessun-gen nach Gleichung (C.1) berechnet.
σZ = FZ
b1 · h(C.1)
Es ergab sich eine mittlere Zugfestigkeit von σZ M = 75,0± 7,4MPa.
C.2. BruchzähigkeitDie Bruchzähigkeit des reinen Polymers wurde an CT-Proben nach Abschnitt 3.2.2bestimmt. Sie wurden mit den selben Abmessungen (vgl. Abbildung 3.20) und Aushär-tebedingungen (vgl. Abschnitt C.2) wie die Proben aus modularem Material hergestellt,allerdings bei verschiedenen Geschwindigkeiten in einer elektromechanischen Material-Prüfmaschinena getestet. Vor der Prüfung wurde mit einer Rasierklinge ein scharferAnriss mit einem Kerbradius <1 µm in den eingesägten Epoxidharzproben erzeugt.Der kritische Spannungsintensitätsfaktor wurde nach Gleichung (3.34) berechnet undist in Abbildung C.2 bei veränderten Prüfgeschwindigkeiten aufgetragen.Das Harz zeigte niedrigere kritische Spannungsintensitätsfaktoren bei höheren
a Instron 4204, Instron Deutschland GmbH, Pfungstadt

C.3. Bruchmorphologie 177
2,0
1,5
1,0
0,5
Kritis
cher
Spannungsi
nte
nsi
täts
fakt
or
½K
[M
pa m
]ic
0,02 0,2 2,0 20
Prüfgeschwindigkeit [mm/min]
Abbildung C.2.: Bruchzähigkeit KIc des reinen Epoxidharzes bei unterschiedlichen Prüfge-schwindigkeiten im CT-Test
Prüfgeschwindigkeiten. Diese Tendenz sowie der Betrag der mittleren Bruchzähigkeitvon 1,0± 0,4MPa
√m lagen im erwarteten Bereich [140,182,183]. Dies entspricht nach
Gleichung (2.7) einer Energiefreisetzungsrate G bzw. Zähigkeit von GM = 2γ0M =0,23± 0,05 kJ/m2 mit EM und νM nach Anhang C.6.
C.3. BruchmorphologieDer Einfluss der Prüfgeschwindigkeit auf das Bruchbild des Epoxidharzes wurde anBruchstücken der CT-Proben beobachtet, die aus dem Bruchzähigkeitstest nach An-hang C.2 resultierten. Abbildung C.3 zeigt exemplarisch die Bruchbilder bei zweiunterschiedlichen Prüfgeschwindigkeiten unter reiner Zugbelastung über den gesamtenBruchquerschnitt. In beiden Fällen bildete sich in unmittelbarem Anschluss an denAnriss (links) eine glatte Zone, der Bruchspiegel, die umso kleiner war, je größerdie Prüfgeschwindigkeit gewählt wurde. Der weitere Bruchverlauf führte bei langsamgetesteten Proben (Abbildung C.3 a) zu einer Fläche mit strahlförmigen, wenig ver-

178 Anhang C. Eigenschaften des Epoxidharzesa)b)Abbildung
C.3.: B
ruchbilderder
CT-Proben
ausreinem
Epoxidharzbeiunterschiedlichen
Bruchgeschw
indigkeiten:Versagenbei
a)langsam
erRate
(2mm/m
in)und
b)hoher
Prüfgeschwindigkeit
(20mm/m
in)

C.4. Aushärteschwindung und Dichte 179
zweigten Erhebungen, die zum Ende hin vollständig verschwanden. Dies deutete aufein langsamer werdendes und schließlich unterkritisches Risswachstum gegen Endedes Tests hin [184].
Bei den schnell getesteten Proben (Abbildung C.3 b) bildeten sich nach dem Bruch-spiegel Flächen mit grober Rauheit aus, die sich mit fortschreitender Rissausbreitung instrahlförmige Erhebungen umwandelten. Gegenüber langsam getesteten Proben zeigtendie strahlförmigen Erhebungen jedoch faserförmige Ausbrüche, die für überkritischesRisswachstum in Epoxidharz-Systeme charakteristisch sind [185].
Eine schnellere Bruchausbreitungsgeschwindigkeit zeigte, wie erwartet [186], eine hö-here Energiedissipation, die sich in einer größeren Bruchflächenrauheit sowie stärkererRissgabelung und -verzweigung manifestierte.
C.4. Aushärteschwindung und DichteDa das verwendete Harza-Härterb-System bei der polyadditiven Vernetzung (vgl.Gleichung (3.3)) einer chemischen Schwindung unterlag, war es wichtig, die Volumen-änderung im Hinblick auf dadurch induzierte Spannungen zu quantifizieren. Hierfürwurden Harz und Härter analog zur Herstellung der modularen Komposite nachAbschnitt 3.1.3 vorbereitet. Chargen von jeweils etwa 3,5 g des flüssigen Harz-Härter-Gemisches wurden blasenfrei in Quarzglaszylinder mit bekanntem Volumen undGewicht gefüllt und die Volumenänderung im He-Pyknometer entsprechend Abschnitt3.2.1 verfolgt. Die Probenmasse wurde zwischen den einzelnen Messungen mit einerAnalysenwaagec kontrolliert. Die Volumenänderung und der Dichteverlauf während derVernetzung sind in Abbildung C.4 für die ersten 24 h nach dem Anrühren aufgetragen.Das verwendete Epoxidharz-System zeigte exponentielle Annäherung an eine maximaleVolumenschwindung bzw. Dichte. Die relative Volumenänderung ∆V/V0 betrug nachder Vorvernetzung bei Raumtemperatur somit ca. −5% und entsprechende die relativeLängenänderung ∆l/l0 nach Gleichung (C.2) ca. −1,6%.
∆ll0
=(
∆VV0
+ 1) 1
3
− 1 (C.2)
a Epoxidharz: EPIKOTETM Resin MGS dR LR385, Momentive Specialty Chemicals GmbH, Stuttgartb Härter: EPIKURETM Curing Agent MGS dR LH385, Momentive Specialty Chemicals GmbH, Stuttgartc Analysenwaage mit Dichte-Kit: AG 204, Mettler-Toledo GmbH, Gießen

180 Anhang C. Eigenschaften des Epoxidharzes
0
−1
−2
−3
−4
−5
−6
1,20
1,18
1,16
1,14
1,12
1,10
0 4 8 12 16 20 24
Rela
tive V
olu
menänderu
ng
DV
/V [%
]0
Dic
hte
[g/c
m³]
r
Enddichte
Zeit [h]
Abbildung C.4.: Änderung des Volumens und der Dichte während der Aushärtung desEpoxidharzes bei RT mit exponentiellen Annäherungskurven. Die gestri-chelte Linie zeigt die maximale Enddichte durch zusätzliches Nachvernetzenbei 55℃ an.
Durch die Nachvernetzung bei 55℃ wurde die Polyaddition nochmals thermischaktiviert und das Epoxidharz schwand um weitere 0,3% im Volumen. Es erreichteeine endgültige Dichte von
ρM = 1,18 g/cm3. (C.3)
C.5. Thermomechanisches Verhalten bei NachhärtungUm die Anteile der chemischen und thermischen Schwindung an der gesamten Eigen-dehnung der Polymermatrix abschätzen zu können, wurde das Epoxidharz währendder Nachhärtung untersucht. Dafür wurden bei RT vorvernetzte Proben mit den Ab-messungen 40× 10× 1mm3 präpariert. Die dynamisch-mechanische Thermo-Analysea
wurde in 3-Punkt-Biegung bei einer Frequenz von 1Hz mit einer Heizrate von 1K/mina Dynamisch-mechanischer Analysator: DMTA IV, Rheometric Scientific GmbH, München

C.6. E-Modul und Wärmeausdehnungskoeffizient 181
belastet. Das Materialverhalten ist in Abbildung C.5 dargestellt.
E'
E''
Durc
hbie
gung D
l [m
m]
20 30 40 50 60
0
1
0,1
1
10
Modul [
GP
a]
Temperatur [°C]
Abbildung C.5.: Dynamisch-mechanisches Verhalten des vorvernetzten Epoxidharzes beiAufheizen auf Nachhärtetemperatur: E′ Speicher- und E′′ Verlustmodulsowie Durchbiegung ∆l
Es war ein Erweichen des Harzes ab 50℃ mit abfallendem Speichermodul E ′ undstarkem Anstieg in der Durchbiegung ∆l zu beobachten. Das Harz erweichte imVerlauf der Messung bis an die Grenze des Erstarrungspunktes E ′ = E ′′, wo etwaigeSpannungen aus der Vorvernetzung abgebaut wurden. Daher wurde für das vollständignachvernetzte Epoxidharz einzig die thermisch bedingte Eigendehnung berücksichtigt,die im Folgenden quantifiziert wird.
C.6. E-Modul und WärmeausdehnungskoeffizientDer E-Modul des vollständig aus- und nachgehärteten Epoxidharzes wurde quasista-tisch und dynamisch bestimmt. Im statischen Biegeverfahren in Anlehnung an [89, A.1]wurde der Elastizitätsmodul E durch 4-Punkt-Biegunga an planparallel geschliffenenProbestäben mit 3,9mm × 2,9mm (b×h) Querschnittsfläche gemessen. Hierfür wurden
a Prüfmaschine < 1 kN: Instron 5585, Instron Deutschland GmbH, Pfungstadt

182 Anhang C. Eigenschaften des Epoxidharzes
Kraft-Weg-Kurven bei einem Auflagerabstand L = 40mm und einem Belastungsrol-lenabstand von 20mm aufgezeichnet (vgl. Abbildung 3.16), die mit der Referenzkurveeiner massiven Al2O3-Platte korrigiert wurden, um Verformungen des Messsystems zueliminieren. Mit der Anfangssteigung ∆F/∆v errechnete sich der E-Modul zu:
E = ∆F∆v ·
L3
8 b h3 . (C.4)
Mit dieser Methode ergab sich ein statischer E-Modul von 3,82 ± 0,17GPa.Der dynamische E-Modul wurde durch Schwingungs-Impulsanregung nach Abschnitt
3.2.2 an den selben Probestäben gemessen, die auch für die Vier-Punkt-Biegungverwendet wurden. Die bei der Berechnung benötigte Poissonzahl νM wurde nichtgemessen sondern, wie für Epoxidharze üblich [187,188], als 0,35 angenommen, womitsich ein dynamischer E-Modul von 4,0 ± 0,2GPa ergab. Für weitere Berechnungenwurde daher ein Epoxidharz- bzw. Matrix-E-Modul von EM = 3,9GPa verwendet.
Der Wärmeausdehnungskoeffizient des Epoxidharzes wurde durch thermische Dila-tometrie bestimmt. Zu diesem Zweck wurde eine 20mm lange, quaderförmige Probeim Dilatometera auf 55℃ aufgeheizt. Nach ausreichender Haltezeit wurde sie mit1K/min auf 30℃ abgekühlt und ihre Längenänderung aufgezeichnet. Es ergab sichein linearer Wärmeausdehnungskoeffizient von: αT
M = 76 · 10−6/K.
a Dilatometer: DIL 402 C, NETZSCH-Gerätebau GmbH, Selb

Anhang D.
J-Integral bei Verstärkungsprozessen
Die verwendeten Beziehungen wurden aus den Modellen nach [34,189,190] für faser-verstärkte Keramiken abgeleitet und auf die Geometrie der Building-Blocks angepasst(s. Abbildung D.1).
ldb
u
y
Abbildung D.1.: Versatz u eines auf der Länge ldb delaminierten Building-Blocks durchDehnung in der Brückenzone
D.1. BrückenmechanismusIn einem noch nicht vollständig delaminierten Building-Block in der Brückenzoneherrscht ein Kräftegleichgewicht
τR 2(d∗x + dz)(ldb − y) = σ(y)A (D.1)
zwischen Scherspannung τ durch Reibung an der Oberfläche, die den Building-Blockin der Matrix hält, und der Zugspannung σ innerhalb des Building-Blocks mit Quer-schnittsfläche A = dxdz. Mit den Building-Block-Kantenlängen dx, dy und dz nachAbschnitt 2.2 und der delaminierten Länge ddb (vgl. Abbildung D.1), wobei bei der
183

184 Anhang D. J-Integral bei Verstärkungsprozessen
2D-Betrachtung einer Monolage aus Building-Blocks die mit ∗ markierten Längenverschwinden. Die von y abhängige Spannung im Building-Block ergibt sich daher zu:
σ(y) = 2(d∗x + dz)(ldb − y) τR
dxdz. (D.2)
Die elastische Energie dUel, die innerhalb der Länge dy im Building-Block gespeichertist ergibt sich aus:
dUel = dxdz σ(y)2
2EBBdy . (D.3)
Einsetzen von Gleichung (D.2) führt mit einem Building-Block-E-Modul EBB zu:
dUel = 2(d∗x + dz)2
dxdz
τ 2R(ldb − y)EBB
dy . (D.4)
Zusätzlich wird Energie dissipiert, da der Building-Block relativ zur Matrix durchDehnung verschoben wird und dabei Reibarbeit leistet. Diese infinitesimale Reibarbeitist gegeben durch:
dUr = 2(d∗x + dz) τR u dy (D.5)
mit dem Building-Block-Versatz u relativ zur Matrix:
u =∫ ldb
yε(y) dy . (D.6)
Die Building-Block-Dehnung ε ist über das Hookesche Gesetz durch die Spannung ausGleichung (D.2) gegeben.
ε(y) = σ(y)EyBB
(D.7)
Durch Einsetzen der Gleichung (D.2) und (D.7) in Gleichung (D.6) und Integrationergibt sich der Versatz
u = (d∗x + dz)dxdz
τR
EyBB(ldb − y)2 . (D.8)
Einsetzen von Gleichung (D.8) in Gleichung (D.5) zeigt, dass:
dUr = dUe . (D.9)
Die Änderung in der Energiefreisetzungsrate ergibt sich aus den beiden o. g. Effekten

D.2. Building-Block-Pull-Out 185
der Dehnung mit Reibung für rissüberbrückende Building-Blocks zu:
∆JB = a∫ ldb
0(dUe + dUr) dy
= a4 τ 2
R
3EBB
(d∗x + dz)2
dxdzl3db
(D.10)
mit der Flächendichte a der verstärkenden Building-Blocks in der Rissebene:
a = n
Axy= n
(dx + tx)(dz + t∗z). (D.11)
Dabei ist für monokline 2M-Anordnung n = 0,5 der Anteil der brückenbildendenEinheitszellen und Axy die Einheitszellenfläche in der Rissebene. Allgemein kann beiden modularen, periodischen Kompositen die maximale Delaminationslänge mit demVersatz δ� gleich gesetzt werden, der längstenfalls der halben Building-Block-Länge iny-Richtung entspricht.
ldb = δ� ≤dy2 (D.12)
D.2. Building-Block-Pull-OutIst der belastete Building-Block vollständig von der umgebenden Matrix delaminiert,wird während des Pull-Out-Prozesses weiter Energie durch Reibung dissipiert. Dabeiist die Reibungskraft proportional zur umschlossenen Building-Block-Mantelfläche2(d∗x + dz)(ldb − y), die während des Vorgangs mit y skaliert, bis sie bei einem Versatzvon der gesamten delaminierten Länge ldb 0 wird. Die infinitesimale Reibarbeit istdaher:
dUPO = τR 2(d∗x + dz)(ldb − y) dy (D.13)
Damit erhöht sich die Energiefreisetzungsrate bei Pull-Out um:
∆JPO = a∫ ldb
0dUpo
= a τR(d∗x + dz) l2db
(D.14)
mit der Building-Block-Flächendichte a nach Gleichung (D.11).

Anhang E.
Beschichtung mit Kupfer
Die Al2O3-Building-Blocks konnten durch Flüssigphasenabscheidung mit Kupfer be-schichtet werden, um leitfähig gemacht zu werden oder um ihre Benetzbarkeit beieiner anschließenden Metallinfiltration zu verbessern.
Zur Beschichtung mit Kupfer wurden für 1 g würfelförmiger Building-Blocks (≈ 125Stück) 10ml 0,05 molarer Kupfer(II)-Acetat-Lösunga und 110µl Hydraziniumhydroxidb
verwendet. Zunächst wurde ein Becherglas mit Magnetrührer mit dem Cu-Acetatbefüllt und auf 80–90℃ im Wasserbad temperiert. Darauf wurde das Hydraziniumhy-droxid zugegeben und sofort im Anschluss die Al2O3-Building-Blocks in das Becherglasgegeben. Dieser Ansatz wurde für wenige Sekunden kräftig gerührt, bevor er auf derHeizplatte weiter verweilte. Hydraziniumhydroxid wirkt in wässriger Lösung starkreduzierend, weshalb es sich in Anwesenheit von Oxidationsmitteln entsprechendGleichung (E.1a)–(E.1c) zu Stickstoff, Ammoniumazid oder Ammoniak umsetzt. ZurReduktion der Kupfer-Ionen zu Kupfer (vgl. Gleichung (E.2)) findet hauptsächlichGleichung (E.1c) statt [191, S. 16 f.].
N2H4 −→ N2 + 4 H+ + 4 e− (E.1a)
2 N2H4 −→ NH4N3 + 4 H+ + 4 e− (E.1b)
2 N2H4 −→ N2 + 2 NH3 + 2 H+ + 2 e− (E.1c)
Cu2+ + 2 e− −→ Cu↓ (E.2)
Der gesamte Beschichtungsvorgang dauerte 20min, wobei alle 5min für einigeSekunden gerührt wurde. Am Ende der Beschichtungsdauer wurden die Building-Blocks abgesiebt und mit zweifach destilliertem Wasser gespült. Letztlich wurden diegewaschenen Building-Blocks bei ca. 70℃ für 10–15min im Umluftschrank getrocknet.
a Kupfer(II)-Acetat: Cu(OOCCH3)2, 19417, Alfa Aesar GmbH & Co KG, Karlsruheb Hydraziniumhydroxid: N2H4 ·H2O, 100%ig, 804608, Merck KGaA, Darmstadt
186