diseÑo e implementaciÓn de prototipo …repository.ucatolica.edu.co/bitstream/10983/1651/1/diseÑo...
TRANSCRIPT

DISEÑO E IMPLEMENTACIÓN DE PROTOTIPO PARA SISTEMA AUTOMATIZADO DE RECOLECCIÓN Y EXTRACCIÓN DE CODORNAZA EN
MÓDULOS DE EXPLOTACIÓN DE CODORNIZ
ANDREZ JHAIR SEGOVIA CRUZ
UNIVERSIDAD CATÓLICA DE COLOMBIA
FACULTAD DE INGENIERÍA PROGRAMA DE INGENIERÍA ELECTRÓNICA Y TELECOMUNICACIONES
MODALIDAD: PROYECTO DE INVESTIGACIÓN TECNOLOGÍCA BOGOTÁ
2014

DISEÑO E IMPLEMENTACIÓN DE PROTOTIPO PARA SISTEMA AUTOMATIZADO DE RECOLECCIÓN Y EXTRACCIÓN DE CODORNAZA EN
MÓDULOS DE EXPLOTACIÓN DE CODORNIZ
ANDREZ JHAIR SEGOVIA CRUZ
Trabajo de grado para optar por el titulo de Ingeniero Electrónico y de Telecomunicaciones
Directora Msc. Ing. Beatriz Nathalia Serrado
Ingeniera de Control
UNIVERSIDAD CATÓLICA DE COLOMBIA FACULTAD DE INGENIERÍA
PROGRAMA DE INGENIERÍA ELECTRÓNICA Y TELECOMUNICACIONES MODALIDAD: PROYECTO DE INVESTIGACIÓN TECNOLOGÍCA
BOGOTÁ 2014

3

4
Nota de Aceptación ____________________________ ____________________________ ____________________________ ____________________________ ____________________________
______________________________________ Firma del presidente del jurado
______________________________________ Firma del jurado
______________________________________ Firma del jurado
Bogotá, 18, noviembre, 2014.

5
CONTENIDO
INTRODUCCIÓN ................................................................................................... 12
1. OBJETIVOS ....................................................................................................... 13
1.1 OBJETIVO GENERAL ..................................................................................... 13
1.2 OBJETIVOS ESPECÍFICOS ............................................................................ 13
2. ESTADO DEL ARTE .......................................................................................... 14
3. MARCO CONCEPTUAL .................................................................................... 17
3.1 GAS AMONIACO ............................................................................................. 17
3.2 SISTEMAS DE CONTROL ............................................................................... 18
3.2.1 Sistema de Control en Lazo Abierto .............................................................. 18
3.2.3 Tipos de Control ............................................................................................ 19
3.3 HUMAN MACHINE INTERFACE (HMI) ........................................................... 21
3.4 SENSORES ..................................................................................................... 22
3.4.1 Sensor de Temperatura.. .............................................................................. 23
3.4.2 Sensor de Gases Tóxicos ............................................................................. 24
3.5 ACTUADORES ................................................................................................ 25
3.5.1 Motor DC ....................................................................................................... 26
3.5.2 Banda Transportadora.. ................................................................................ 26
3.5.3 Sistemas de Ventilación ................................................................................ 28
4.DESARROLLO MECÁNICO ............................................................................... 29
4.1 DISEÑO DEL MARCO ..................................................................................... 29
4.2 DISEÑO DEL RODAMIENTO .......................................................................... 30
4.3 DISEÑO DEL RODILLO ................................................................................... 32
4.4 DISEÑO DEL RASPADOR .............................................................................. 33
4.5 DISEÑO DE LA BANDA ................................................................................... 33
4.6 ACOPLE DE EJES ........................................................................................... 34
4.7 ENSAMBLE ...................................................................................................... 34
5.DESARROLLO ELECTRÓNICO ......................................................................... 36
5.1 SENSOR DE TEMPERATURA ........................................................................ 36
5.2 SENSOR DE GAS AMONIACO ....................................................................... 38
5.3 RELOJ DE TIEMPO REAL .............................................................................. 40

6
5.4 INTERFAZ HMI (del inglés Human Machine Interface) .................................... 42
5.5 HARDWARE .................................................................................................... 43
5.5.1 LCD (Liquid Crystal Display). ........................................................................ 43
5.5.2 Teclado matricial. ........................................................................................ 45
5.5.3 Microcontrolador PIC16F876A. ..................................................................... 46
5.5.4 Microcontrolador PIC18F4550. ..................................................................... 46
5.5.5 Diseño. .......................................................................................................... 47
5.6 FIRMWARE ...................................................................................................... 51
5.6.1 Elección del tipo de control. .......................................................................... 51
5.6.2 Funciones del Firmware. ............................................................................. 52
6. ANALISIS DE RESULTADOS ............................................................................ 53
6.1 MARCO DE SOPORTE DE LAS JAULAS Y EL SITEMA MECANICO ............ 53
6.2 RODAMIENTOS .............................................................................................. 53
6.3 RODILLOS ....................................................................................................... 54
6.4 BANDA ............................................................................................................. 55
6.5 RASPADOR ..................................................................................................... 56
6.6 MOTOR Y ACOPLE AL RODILLO ................................................................... 57
6.7 RESULTADO ELABORACIÓN DE LA PARTE MECÁNICA PARA EL SISTEAMA AUTOMATIZADO .................................................................................................. 57
6.8 CIRCUITOS DE CONTROL E INTERFAZ ....................................................... 58
6.8.1 Sistema de control. ....................................................................................... 58
6.8.2 Interfaz HMI. ................................................................................................. 60
6.8.3 Sistema Electrónico Completo. ..................................................................... 61
7. CONCLUSIONES .............................................................................................. 63
BIBLIOGRAFÍA ...................................................................................................... 64
ANEXOS ................................................................................................................ 67

7
LISTA DE FIGURAS
Figura 1. Elementos de un sistema de control en lazo abierto. ............................. 18 Figura 2. Elementos de un sistema de control en lazo cerrado. ............................ 19 Figura 3. Evolución de una variable mediante un control On-Off con histéresis. ... 19
Figura 4. Diagrama de bloques de un controlador PID .......................................... 21 Figura 5. Panel de interfaz HMI. ............................................................................ 21 Figura 6. Interfaz HMI definida por Software. ........................................................ 22 Figura 7. Temocupla. ............................................................................................. 23 Figura 8. Sensor RDT. ........................................................................................... 24
Figura 9. Termistor. ................................................................................................ 24 Figura 10. Sensor electroquímico de gases tóxicos. .............................................. 25
Figura 11. Sensor de estado sólido para gases tóxicos. ........................................ 25
Figura 12. Motor DC. ............................................................................................. 26 Figura 13. Banda Transportadora. ......................................................................... 27 Figura 14. Ventilación Mecánica. ........................................................................... 28
Figura 15. Módulo vertical de 5 jaulas para 250 codornices. ................................. 29 Figura 16. Vista isométrica del nuevo diseño para el marco. ................................. 30 Figura 17. Rodamiento. ......................................................................................... 30
Figura 18. Vista isométrica del rodamiento. ........................................................... 31 Figura 19. Vista explosionada del rodamiento. ...................................................... 31
Figura 20. Ubicación del rodamiento en el marco. ................................................. 32 Figura 21. Vista isométrica del rodillo para banda transportadora. ........................ 32 Figura 22. Ubicación del raspador. ........................................................................ 33
Figura 23. Plastilona. ............................................................................................. 33
Figura 24. Piñones cónicos para el acople de ejes. ............................................... 34 Figura 25. Sistema completo para recolección y extracción de codornaza. .......... 34 Figura 26. Conexión básica la el sensor LM35. ..................................................... 37
Figura 27. Conexión del sensor LM35 al PIC18F4550. ......................................... 37 Figura 28. Conexión básica para el sensor MQ-135. ............................................. 39
Figura 29. Características de sensibilidad del sensor MQ 135. ............................. 40 Figura 30. Registros del integrado DS1307. .......................................................... 41 Figura 31. Escritura de datos en el integrado DS1307. ......................................... 41 Figura 32. Lectura de datos en el integrado DS1307. ............................................ 42 Figura 33. Diseño del panel para interfaz HMI. ...................................................... 42
Figura 34. LCD de 4x20. ........................................................................................ 44
Figura 35. Diagrama de conexión de la LCD y el PIC18F4550. ............................ 44
Figura 36. Teclado matricial de 4x3. ...................................................................... 45 Figura 37. Conexión de teclado al PIC18F4550. ................................................... 45 Figura 38. Diagrama de pines del PIC16F876A. .................................................... 46 Figura 39. Diagrama de pines del PIC18F4550. .................................................... 47 Figura 40. Diagrama de pines del TIP41 ............................................................... 48
Figura 41. Conexión del TIP41 a las parte de baja y alta potencia. ....................... 48 Figura 42. Diseño del PCB para el sistema de control (capa inferior). ................... 49 Figura 43. Diseño del PCB para el sistema de control (capa Superior). ................ 50

8
Figura 44. Diseño del PCB para la interfaz (capa inferior). .................................... 50 Figura 45. Diseño del PCB para la interfaz (capa superior). .................................. 51 Figura 46. Marco elaborado en tubos rectangulares de acero. .............................. 53 Figura 47. Rodamientos en la platina y tensores. .................................................. 54
Figura 48. Rodillos elaborados. ............................................................................. 55 Figura 49. Banda elaborada en plastilona. ............................................................ 55 Figura 50. Motor y acople al rodillo. ....................................................................... 57 Figura 51. Resultado final de la elaboración del sistema mecánico. ...................... 58 Figura 52. Fase de prototipo de sistema de control y parte de la interfaz. ............. 59
Figura 53. Baquela del sistema de control. ............................................................ 60 Figura 54. Baquela de la interfaz HMI. ................................................................... 61
Figura 55. Sistema electrónico completo. .............................................................. 62

9
LISTA DE CUADROS
Cuadro 1. Efectos del nivel de amoniaco en las codornices y codornipollos. ........ 17

10
LISTA DE ANEXOS
Anexo A. Plano del Marco (Unidad de Medida mm) .............................................. 67 Anexo B. Plano del rodamiento (Unidad de Medida mm) ...................................... 68
Anexo C. Plano del Rodillo (Unidad de Medida mm) ............................................. 69 Anexo D. Esquemático del circuito para el sistema de control .............................. 70 Anexo E. Esquemático del circuito para la interfaz HMI ........................................ 71 Anexo F. Diseño del circuito impreso para el sistema de control. .......................... 72 Anexo G. Diseño del circuito impreso para la interfaz HMI .................................... 73

11
GLOSARIO
AUTOMATIZACIÓN: Uso de mecanismo combinados con la tecnología para la
realización de procesos con la mínima o sin intervención humana.
CODORNIZ: Especia de ave galliforme, de contextura pequeña, con alas largas,
plumaje de color pardo, mide entre 18 y 22 cm a edad adulta, con un peso entre 91
y 131 gramos.
CONTROL: Manipulación de una objeto o mecanismo de forma manual o
automática.
GAS: Fluido que por su casi nula atracción entre sus moléculas tiende a expandiré
indefinidamente.
INTERFAZ: Medio por el cual un se transforma la información proveniente de un
dispositivo para que otro dispositivo o persona la pueda entender.
MICROCONTROLADOR: Dispositivo programable capaz de ejecutar un cantidad
de instrucciones que se encuentran alojadas en su memoria, se compone de una
unidad central de procesos, memoria y periféricos de entrado y/o salida.
SISTEMA: Conjunto de elementos que contribuyen para realizar un determinado
objetivo.

12
INTRODUCCIÓN Tanto la ciencia como la tecnología, realizan un papel importante en el desarrollo del mundo; según Calderón1 las investigaciones científicas en conjunto con la tecnología moderna han logrado soluciones de muchos de los problemas que surgen cada día. Esto le ha permitido al hombre obtener el control sobre las máquinas creadas por él mismo para que sus labores sean más sencillas. La tecnología puede brindar grandes ventajas, así como grandes retos. El uso de máquinas que cumplan con las labores del hombre con la menor intervención de este, es denominado "Automatización". La coturnicultura es una rama del sector avícola, que tiene como objetivo la producción de codornices para la obtención de huevo, carne y otros derivados. Para Vásquez y Ballesteros2 en la explotación de la codorniz están implícitos varios procesos como la recolección del huevo, el riego del alimento y el aseo del galpón. La principal causa de desaseo es la codornaza (estiércol producido por la codorniz), esta produce gases como el amoniaco y aumenta humedad elevando la temperatura dentro del galpón afectando la producción, siendo la codorniz es un ave muy sensible al ambiente puede enfermar a causa de las malas condiciones de este.
Para realizar el aseo en el galpón de debe extraer la codornaza de las láminas de depósito, este proceso requiere entre dos y tres horas por hombre para cada mil codornices, por ser una labor que requiere de contacto físico y de exposición a gases tóxicos por lo cual el coturnicultor es susceptible a enfermedades e infecciones. Se aborda en este proyecto el problema de la extracción de la codornaza elaborando un prototipo tamaño escala totalmente automatizado, el cual cumplirá el proceso a una frecuencia que determinará el coturnicultor mediante una interface HMI (Human Machine Interface) o cuando el nivel de gas amoniaco sobrepase el valor máximo admitido. Con el objetivo de garantizar que ambiente sea adecuado para la explotación de la codorniz se miden y controla la variable de temperatura.
1 CALDERÓN, Jorge. Control y Monitoreo SCADA de un Proceso Experimental, Utilizando PLC SIMENS S7-300 y Software LABVIEW. México D.F.. Universidad Nacional Autónoma de México. Ingeniería Eléctrica y Electrónica. Tesis, 2009, p. I. 2 VÁSQUEZ, Rodrigo y BALLESTEROS, Hugo. Ambiente, Construcciones, Instalaciones y Equipos. En: La Cría de Codornices. Bogotá, DC.: Produmedios, 2007. p 19 - 27.

13
1. OBJETIVOS
1.1 OBJETIVO GENERAL Diseñar y elaborar prototipo de un sistema para recolección y extracción de codornaza en los módulos de explotación de codorniz.
1.2 OBJETIVOS ESPECÍFICOS
Desarrollar el estado del arte de sistemas automatizados en procesos de producción avícola.
Diseñar e implementar un sistema electromecánico y un prototipo tamaño escala de módulos para demostrar los procesos recolección y extracción de la codornaza.
Diseñar e implementar el circuito de control para automatizar el sistema electromecánico este realizara el proceso a una determinada hora del día o cuando el nivel de gas amoniaco supere el valor máximo permitido y diseñar e implementar el circuito de la HMI (Human Machine Interface) para el monitoreo y control manual del sistema.

14
2. ESTADO DEL ARTE En Colombia no se tiene la cultura de consumir los productos derivados de la codorniz, según Ramírez3 en Colombia se calcula que hay cerca 5 millones de codornices y más de 1000 productores entre grandes y pequeños, la producción es pequeña a comparación del huevo y carne de gallina, no obstante los procesos que están implícitos la explotación de codorniz pueden ser automatizados para aumentar la calidad y cantidad del producto final. La automatización en este campo es poca debido a que según Aristrizabal4 una gran parte de los productores colombianos son microempresarios realizando los procesos forma manual, el aumento en los últimos años de la demanda han obligado al microempresario a tratar de mantener la oferta requiriendo de una mayor mano de obra, por esta razón los productores empiezan a ver la automatización como una necesidad. Se han realizado varios trabajos en diferentes países aplicados no solo al campo de la explotación de codorniz, también para la explotación de gallinas y pollos para producción de huevo y carne, como por ejemplo la tesis realizada por San Lucas & Garzón5, ellos implementan un sistema automático con sensores para medir algunas variables dentro del galpón, los datos tomados son enviados a un sitio web para ser observados vía internet. Centrándose en un criadero de pollos para la producción de carne, donde variables como la humedad y la temperatura se controlaran por medio calefactores de combustión y cortinas que se elevan o descienden automáticamente dejando fluir el aire dentro del galpón dependiendo de la alteración en las variables antes mencionadas, además, según la edad de los pollos varia su consumo de alimento y agua, para ello realizan un sistema automático que suministra una cantidad precisa. La calidad del aire es una variable importante en las explotaciones avícolas para la producción de huevo o carne de consumo humano, por ello parte de las tesis que se centran en realizar automatización en galpones avícolas, toman como objetivo el control de la calidad del aire, centrándose especialmente en el control de gas amoniaco, este el mayor contamínate que se encuentra en estas explotaciones, por ello en la tesis realizada por Álvarez & Herrera6 controlan los nieves de gas
3LA REPUBLICA. Huevos de Codorniz Seducen como Alternativa de Negocio [En línea]. El Globo [citado 17 agosto, 2014]. Disponible en: <http://goo.gl/o44ojt> 4 PREZI. Automatización y el Empleo [En línea]. [citado 17 agosto, 2014]. Disponible en:<http://goo.gl/H2jtpm> 5 SAN LUCAS, I. y GARZÓN, D. Control Y Monitoria De Un Criadero Avícola Controlado Por Microcontrolador Desde Un Sitio Web Dinámico. Guayaquil: Universidad Politécnica Salesiana. Facultad de Ingenierías. Tesis de Grado, 2009, p. 6-7. 6 ÁLVAREZ, S y HERRERA, P. Diseño E Implementación Del Sistema Automático De Control De Temperatura Y Concentración De Amoníaco Para Los Galpones De Crianza De Aves De La Fundación Avícola Agrobema. Sangolqui-Ecuador: Escuela Politécnica Del Ejército. Facultad de Eléctrica y Electrónica. Tesis de Grado, 2009, p. 1-4.

15
amoniaco por medio extractores y ventiladores de esta forma se remplaza el aire contaminado por aire limpio dentro del galpón. Otro factor importante es la temperatura que controlada por los ventiladores y extractores que controlan la calidad del aire, la temperatura medida con un sensor electrónico para poder ser procesada por el sistema de control. La humedad es una variable que también altera la calidad del aire, esta varía dependiendo de factores como la temperatura, el estiércol y la falta de ventilación. Cuando la hay una mala ventilación la temperatura aumenta haciendo que el agua que se encuentran en el estiércol se empiecen a evaporar, elevando la concentración de calor en el galpón. Allauca & Carrillo7 en su tesis, proponen un control de los cambios de temperatura y humedad relativa dentro de un galpón dedicado a la explotación de pollos, centrándose en medir la temperatura y tener ciclos de ventilación y extracción para controlar la humedad, además cuando la temperatura supere el valor máximo permitido los ventiladores y extractores se activan para hacer que descienda hasta un valor adecuado. Las tesis antes mencionadas realizan sistemas de control para la calidad del ambiente dentro de galpones controlando variables como la humedad, la temperatura y calidad de aire. Estos sistemas de control mantienen los valores de las variables por debajo del nivel máximo permitido de cada una de ellas mediante de sistemas de ventilación y calefactores de combustión. Los autores no proponen un sistema para realizar la limpieza del estiércol producido por las aves, siendo este según Ruales8, el mayor causante de contaminación del ambiente dentro del galpón debido a que al descomponerse libera gases como el amoniaco (NH3) y el sulfuro de hidrógeno (H2N), además los niveles superiores a 20 partes por millón (ppm) producen enfermedades y daños en las vías respiratorias y pulmones a los animales y personas que se exponen tiempos prolongados a estos gases. Por las causas mencionadas en el párrafo anterior Cevallos9 en su tesis propone un sistema de limpieza para gallinaza en los módulos verticales para explotación de pollos, estas solo tienen tres jaulas por modulo. El sistema realiza la limpieza dos veces cada día a una hora programada por medio de un interfaz HMI implementada en el software LabView de National Instruments. La limpieza es realizada remplazando las láminas donde se deposita la gallinaza (estiércol producido por
7 ALLAUCA, J. y CARRILLO, M. Automatización De Un Galpón De Pollos De La Avícola “Reina Del Cisne” Para Evitar Los Cambios Bruscos De Temperatura y Humedad Relativa En El Ambiente. Riobamba – Ecuador: Escuela Superior Politécnica de Chimborazo. Faculta de Informática y Electrónica. Tesis de Grado, 2012, p. 15-18. 8 RUALES, Diego. Efecto de la Adición de Saponinas Esteroidales en la Alimentación de la Codorniz. Ibarra. Universidad Técnica del Norte. Ingeniería en Ciencias Agropecuarias y Ambientales. Tesis. 2007, p. 21. 9 CEVALLOS, Christian. Sistema Automático para Granja Avícola de Producción de Huevos. Cuenca. Universidad del Azuay. Ingeniería Electrónica. Tesis, 2013, p. V.

16
gallinas y pollos) por bandas transportadoras, estas bandas llevan la gallinaza hasta el extremo del módulo donde es retirada por una lámina que raspa la banda. Ortega10 en su tesis, propone un sistema para extraer la codornaza de las láminas para deposición en módulos verticales de explotación de codorniz, este sistema detecta la acumulación mediante un sensor infrarrojo que cambia su estado al ser obstruido por la codornaza, procediendo a activar un cilindro neumático que tiene un lamina angosta y delegada unida en una posición ortogonal al vástago, esta retira la codornaza empujándola hacia el extremo del módulo donde cae a una carro para después ser retirada del galpón.
10 ORTEGA N. Sistema De Control Inalámbrico De Tecnología Bluetooth Para La Asepsia De Una Granja De Aves Para Consumo Humano. México D.F.: Instituto Politécnico Nacional. Escuela Superior de Ingeniería Mecánica y Electrónica. Tesis de Grado, 2012, p. 1-5.

17
3. MARCO CONCEPTUAL
3.1 GAS AMONIACO Es un gas incoloro, con un olor agudo, penetrante he intensamente irritante, no se considera como un gas inflamable pero en altas concentraciones puede llegar a explotar, es un gas corrosivo que puede ser fatal si se inhala, debido a que puede provocar lesiones y edemas pulmonares. En concentraciones de 24ppm causa irritaciones en la nariz, garganta y ojos al está expuesto por más de 2 horas11. En la explotación de codorniz la acumulación de desechos como la codornaza produce gas amoniaco al descomponerse, está transformación se acelera con temperaturas y humedades altas. En el cuadro 1 se observa los efectos que tiene el amoniaco en la codorniz y en el codornipollo (codorniz en sus primeras dos semanas). Cuadro 1. Efectos del nivel de amoniaco en las codornices y codornipollos.
Fuente. ORTEGA N. Sistema De Control Inalámbrico De Tecnología Bluetooth Para La Asepsia De Una Granja De Aves Para Consumo Humano. México D.F.: Instituto Politécnico Nacional. Escuela Superior de Ingeniería Mecánica y Electrónica. Tesis de Grado, 2012, p. 1-5.
11 CCSSO. Gas Amoniaco Efectos en la Salud [En línea]. Centro Canadiense de Seguridad y Salud Ocupacional [citado 18 agosto, 2014]. Disponible en:< http://goo.gl/eWRqs3>

18
3.2 SISTEMAS DE CONTROL En la vida diaria existen varios objetivos que deben ser cumplidos algunos con más exactitud y precisión que otros, como por ejemplo, en la industria los procesos de manufactura tienen una gran cantidad de objetivos para que el producto final cumpla con algunos requerimientos como calidad, precio entre otros. Para controlar ciertos objetivos existen dos tipos de sistemas de control, estos son: 3.2.1 Sistema de Control en Lazo Abierto. Este sistema se caracteriza y deriva su nombre debido a que la salida de este no tiene efecto en la acción del control, es decir que salida no es comparada o retroalimentada con la entrada de referencia para tomar una acción en el control12. Este sistema es usado donde no se requiere de alta precisión como en una lavadora, ya que ha esta se le programa un ciclo de tiempo que es determinado a juicio del operario pero no mide si la ropa ha quedado limpia o no. En la figura 1 se observa un diagrama de bloques de un sistema de control en lazo abierto.
Figura 1. Elementos de un sistema de control en lazo abierto.
Fuente. KUO, Benjamin. Sistemas de Control Automático. 7 ed. México. Prentice-Hall, 1996. p.9.
Como se observa en la Figura 1 un sistema de control en lazo abierto está compuesto por dos partes: el controlador y proceso controlado. El controlador toma una señal de entrada, la procesa obtenido una señal actuante, la señal va al proceso controlado para controlar la variable deseada13. 3.2.2 Sistema de Control en Lazo Cerrado. Este sistema también es llamado comúnmente como sistema de control retroalimentado, estos se derivan en dos sistemas, el control con retroalimentación positiva y el control con retroalimentación negativa. El control con retroalimentación es aquel en el que la señal de retroalimentación se suma a una señal de entrada, este no es usado en sistemas de control de procesos. El sistema de control con retroalimentación negativa se caracteriza por medir la señal en la salida y compararla con una entrada de referencia, de la diferencia de estas se obtiene una señal de error14. El objetivo de la señal de error es llevar la salida del sistema a un valor deseado y de esta forma
12 CEVALLOS. Op. Cit., p. 31. 13 KUO, Benjamin. Sistemas de Control Automático. 7 ed. México D.F. Prentice-Hall, 1996. p.7 14 MENDIBURU, Henry. Automatización Medioambiental. Lima, Perú. 2003. P. 10.

19
tener una acción de control con mayor precisión a comparación de un sistema de control en lazo abierto.
En la figura 2 se puede observar que en la salida del proceso hay una retroalimentación realizada generalmente por sensores que envían una señal a la entrada para realizar el proceso descrito en el párrafo anterior. La realimentación tiene efectos no solo en la reducción del error, aunque este es uno de los más importantes, también afecta características del desempeño del sistema como la estabilidad y la sensibilidad15.
Figura 2. Elementos de un sistema de control en lazo cerrado.
Fuente. EDUCACION. Sistemas de Control [En línea]. [Citado 18 agosto, 2014]. Disponible en Internet: <http://goo.gl/Vg9urS>
3.2.3 Tipos de Control. Existen diferentes tipos de control, algunos se relacionaran a continuación: Figura 3. Evolución de una variable mediante un control On-Off con histéresis.
Fuente. SCRIBD. Informe de Control ON-OFF con Histéresis [En Línea]. [Citado 18 de agosto, 2014]. Disponible en Internet: <http://goo.gl/5gfx5j>
15 KUO. Op. Cit., p. 11.

20
3.2.4 Control ON-OFF. Este tipo de control es sencillo debido a que solo envía una señal de encendido (On) o apagado (Off) cundo el valor de la señal retroalimentada es mayor o menor que el valor de la entrada de referencia. Este tipo de control es altamente usado en sistemas donde no se requiere de alta precisión, tiene varias características como su bajo costo de desarrollo y fácil mantenimiento pero también tiene desventajas como el desgaste en los contactares en el caso de que el circuito cuente con componentes mecánicos (relevadores), esto se debe a que la variable a controlar puede oscilar continuamente en el límite, para disminuir la oscilación se agrega una histéresis permitiendo que la variable puede estar dentro de un rango sin que los circuitos conmuten16.
El la figura 3 se puede observar el funcionamiento de un control On-Off con histéresis, cundo hay un señal de encendido (On) la variable aumenta hasta llegar al valor máximo de la histéresis donde la señal conmuta a un estado apagado (Off), permaneciendo así hasta que la variable llegue al valor mínimo de la histéresis.
3.2.5 Control Proporcional Integral Derivativo PID. El control On-Off mencionado en el inciso anterior no es el único tipo de control, existe también el control proporcional (P), proporcional derivativo (PD), el control proporcional Integral (PI) y el control proporcional integral derivativo (PID) que es básicamente la suma de las ventajas que proporcionan los tres controles antes mencionados. El control PD añade al sistema amortiguamiento, pero no afecta la respuesta en estado estable, el control PI mejora la estabilidad relativa y el error en el estado estable del sistema pero el tiempo de levantamiento se incrementa, las desventajas de cada uno se pueden solucionar con un control PID17.
Estos controladores son usados cuando el sistema requiere de estabilidad y precisión, dentro de las condiciones de estabilidad existen tres tipos de comportamiento, sub amortiguado, críticamente amortiguado y sobre amortiguado. Los sistemas sobre amortiguados ofrecen velocidades de respuesta lenta cuando el sistema es perturbado pero brinda una buena estabilidad. Un sistema sub amortiguado aumenta velocidad de respuesta pero produce oscilaciones antes de que el sistema se estabilice. Un sistema críticamente amortiguado puede brindar una buena estabilidad y una velocidad de respuesta aceptable18.
El control PID esta compuestos por tres parámetros que son: constante proporcional (P), tiempo integral (I) y tiempo derivativo (D). En la figura 4 se observa el diagrama de bloques de este control.
16 OOCITIES. Tipos de Control [En Línea]. [Citado 18 agosto, 2014]. Disponible en Internet: <http://goo.gl/MGOKXy> 17 KOU. Op. Cit., p.708. 18 CEVALLOS. Op. Cit., p. 36-37.

21
Figura 4. Diagrama de bloques de un controlador PID
Fuente. WIKIPEDIA. Proporcional Integral Derivativo [En línea]. [Citado 20 agosto, 2014]. Disponible en Internet:< http://goo.gl/jPJBkw>
3.3 HUMAN MACHINE INTERFACE (HMI) El termino Human Machine Interface o Interfaz hombre maquina se define como todas la partes de un sistema interactivo (software o hardware), que le dan al usuario la información necesaria y el control para realizar tareas he interactuar con un mecanismo. En procesos de control industrial la interfaz HMI debe permitirle al operador observar el estado de los procesos y las variables que están implícitas en cada uno de ellos, además, debe proporcionarle la posibilidad de intervenir en el proceso19.
Figura 5. Panel de interfaz HMI.
Fuente. A2ESYSTES. PLC Control Panel Manufacturing [En línea]. [Citado 20 de agosto, 2014]. Disponible en Internet:<http://goo.gl/FpRL9x> Una interfaz HMI puede ser clasificada dependiendo de su construcción, como interfaz por hardware o software. La interfaz de hardware (Figura 5) es construida para aquellas instalaciones en donde hay ambientes agresivos. La interfaz por
19 COPADATA, Interfaz Hombre – Máquina (HMI) [en línea]. [Citado 20 de agosto, 2014]. Disponible en Internet: <http://goo.gl/ybsyWf>

22
software (Figura 6) se diseña como una aplicación que correrá sobre un ordenador, es usada en instalación donde los procesos son complejos, siempre y cuando el ambiente no sea perjudicial para el equipo. Figura 6. Interfaz HMI definida por Software.
Fuente. SIMAGETECHNOLOGIES. SCADA/HMI [en línea]. [Citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/KyhtFj> Una interfaz HMI definida por hardware deben debe cumplir con unas características básicas, la primera es indicar el estado del proceso usando elementos sencillos como diodos emisores de luz (LED), pantallas de cristal líquido (LCD) o elementos más complejos como pantallas táctiles. Otra características es la visualización de alarmas para informar al operador de una situación anormal, estas pueden ser presentadas en un pantalla con mensajes, señales luminosas o sonidos. La última característica es la ejecución de acciones de mando que se realiza comúnmente con botones, interruptores, teclados, pantallas táctiles, entre otros. El objetivo de una interfaz es brindarle al operador la posibilidad de interactuar con el sistema, de forma sencilla e intuitiva20.
3.4 SENSORES Un sensor está compuesto por un transductor que toma la variable física a medir y la transforma en otra variables. El sensor mide una variable física y la transforma en una eléctrica como voltaje o corriente, estos sensores se clasifican dependiendo de la forma de la señal que se encuentra en su salida, existen dos tipos: sensores análogos y digitales. Un sensor análogo tiene en su salida un voltaje que varía continuamente dependiendo de la variable física a medir. El sensor digital arroja una señal en forma de pulsos de voltaje, los pulsos contienen la información de la variable física a medir, por lo general estos pulsos son contados para ser interpretados.
20 SCRIBD. Interfaz Hombre Maquia [En línea]. [citado 20 de agosto, 2014]. Disponible en Internet:<http://goo.gl/1HLHdl>

23
3.4.1 Sensor de Temperatura. Estos sensores están disponibles una variedad pequeña en la cual se encuentra el termopar, el detector de temperatura por resistencia o RDT (por Resistence Temeprature Detector) y el termistor, cada uno de ellos es clasificado como sensor análogo.
3.4.2 El termopar (Figura 5). Está compuesto por dos alambres unidos en un extremo, al variar la temperatura de donde este se encuentre, ocurre una variación de voltaje muy pequeña en el orden de los milivoltios en sus extremos libres. Hay varios tipos de termopares diferenciados por una letra mayúscula que indican su composición de acuerdo al ANSI (por American National Satandards Institute), los tipos son: B,E,J, K, N, S y T21.
Figura 7.Temocupla.
Funete.MERCADOLIBRE. Temocupla, Sensor de Temperatura Tipo K, Satandard [En línea]. [Citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/eFal3h>
3.4.3 Sensor RDT (Figura 6). Está hecho de bobinas o películas de metal, estos se basan en el principio de resistencia de los metales que varía dependiendo del aumento o disminución la temperatura. Al aumentar la temperatura los iones vibran con más intensidad imposibilitando el paso de electrones atreves del conductor. Existen tres tipos de sensores que se diferencian por el metal empleado en su fabricación los cuales son: platino, níquel y cobre22.
21 NI. Sensores de Temperatura [En línea]. National Instruments [citado 20 de agosto, 2014]. Disponible en Internet :<http://goo.gl/bfraC0> 22 Ibid.

24
Figura 8. Sensor RDT.
Fuente. DIRECTINDUSTRY. Resistive Temperature Sensor/RTD [en línea]. Direct Industry [citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/EKT6SM>
3.4.4 Termistor (Figura 7). Está compuesto por óxidos de metal comprimidos en pizas, con diferentes formas, además, están cubiertos con epoxi o vidrio. Al pasar una corriente atreves del termistor se puede medir el voltaje para determinar la temperatura. Se encuentran en dos tipos asociados a su funcionamiento los NTC (por Positive Temperature Coefficient o coeficiente de temperatura positivo) y los PTC (por Negative Temperature Coefficient o coeficiente de temperatura negativo)23.
Figura 9. Termistor.
Fuente. WORDPRESS. El Termistor [en línea]. [citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/RexWUG>
3.4.2 Sensor de Gases Tóxicos. Existen dos formas de medir los gases tóxicos, mediante procesos electroquímicos y por estado sólido. Un sensor electroquímico (Figura 10) está compuesto por un electrodo sensor y un electrodo contador, estos se encuentran separado por una película delgada de electrolito, al existir una concentración del gas se genera una corriente eléctrica entre los electrodos.
23 Ibid.

25
Figura 10. Sensor electroquímico de gases tóxicos.
Fuente. . DIRECTINDUSTRY. Sensor Electróquimico de Gas Tóxico [en línea]. Direct Industry [citado 25 agosto, 2014]. Disponible en Internet:<http://goo.gl/jwe2qF> El sensor de estado sólido (Figura 11) se compone de dos electrodos con oxido de metal y un calentador que mantiene al sensor a una temperatura óptima para una correcta operación. El óxido de metal hace que el gas se disocie en iones cargados haciendo que se produzca una transferencia de electrones que genera una conductividad entre los electrodos dependiendo de la concentración del gas24. Este sensor se encuentra en el grupo de sensores análogos. Figura 11. Sensor de estado sólido para gases tóxicos.
Fuente. TEM. Sensores de Gas [en línea]. Electronic Components [citado 25 agosto, 2014]. Disponible en Internet:<http://goo.gl/DT45Wn>
3.5 ACTUADORES Son dispositivos generalmente de acción mecánica que realizan movimientos ordenados por un sistema de control. Los actuadores se clasifican según el tipo de energía (hidráulica, neumática y eléctrica) que emplean. El actuador eléctrico (motor DC, paso a paso, motor AC) requiere de una excitación en sus terminales para
24 MENDIBURU, Op. Cit., p.225.

26
realizar un movimiento circular, el control de estos actuadores es muy sencillo por ello tienen la característica de ser precisos25. Los actuadores requeridos para esta investigación son: banda transportadora y ventilador. Para que estos dos actuadores cumplan la su función requieren de un elemento que es común para los dos, este es un motor de corriente directa (DC).
3.5.1 Motor DC. Dispositivo mecánico que convierte la energía eléctrica en un movimiento de rotación, su funcionamiento esta dado gracias a la ley de Lorentz, esta dice que la corriente que fluye a través de un conductor genera una campo magnético a su alrededor, este campo se encuentra con otro campo producido por los imanes, haciendo que sea expulsado en forma de movimiento26. Figura 12. Motor DC.
Fuente. SLIDESHARE. Motores Eléctricos de Corriente Continua [en línea]. [Citado 4 octubre, 2014]. Disponible en Internet:<http://goo.gl/mWFRs6>
3.5.2 Banda Transportadora. Es un sistema de transporte continuo formado por una banda que se mueve entre dos rodillos llamados tambores. Su principio de funcionamiento se basa en la ficción: la banda es alada por uno de los tambores, que a su vez es movido por un motor. Entre la banda y el tambor se produce una fricción, que se deriva de la tensión aplicada a la banda, por medio de un mecanismo tensor por husillo o tornillo. El otro tambor gira libre, funcionando como retorno de la banda. Cuando la longitud de la banda es grande o cuando el material transportado es pesado, se emplean rodillos entre los tambores para soportar la banda27.
25 AIE. Actuadores [en línea]. [Citado 4 octubre, 2014]. Disponible en Internet:<http://goo.gl/MCUaq8> 26 SLIDESHARE. Motores Eléctricos de Corriente Continua [en línea]. [Citado 4 octubre, 2014]. Disponible en Internet:<http://goo.gl/mWFRs6> 27 WIKIPEDIA. Cinta Transportadora [en línea]. [Citado 11 octubre, 2014]. Disponible en Internet:<http://es.wikipedia.org/wiki/Cinta_transportadora>

27
Figura 13. Banda Transportadora.
Fuente. DIRIND. Bandas Transportadoras [en línea]. Fastener Fair México [citado 11 octubre, 2014]. Disponible en Internet:<http://www.dirind.com/dim/monografia.php?cla_id=14> Los componentes básicos de una banda transportadora son descritos a continuación.
La Banda. Es el componente pro el cual se deriva del nombre de banda transportadora, su función es soportar el material que se transportara y desplazándolo hasta el lugar donde será descargado28.
Rodillos De Soporte. De su calidad depende la vida útil y el buen funcionamiento de la banda. Si los rodillos no giran bien, aumenta la fricción produciendo un mayor consumo de energía y desgaste de la banda. La separación entre los rodillos depende del ancho de la banda y la densidad del material a transportar29.
Tambores. Generalmente se construyen con un eje de acero y el material envolvente de acero suave, adicionalmente y dependiendo de la tensión de la banda se le agrega una cubierta con un material sintético que ayude a aumentar la ficción. Su diámetro depende de la tensión de la banda30.
Tensores de Banda. Estos dispositivos tiene las siguientes funciones: mejorar el contacto entre la banda y el tambor, evitar que se derramen el material por la falta de tensión de la banda, compensar las variaciones de longitud de la banda producidas por cambios de tensión y desplazar la banda31.
28 SLIDESHARE. Criterios Para El Diseño De Una Cinta Transportadora [en línea]. [Citado 11 octubre, 2014]. Disponible en Internet:<http://es.slideshare.net/willipipe/diseno-bandastransportadoras> 29 Ibid. 30Ibid. 31Ibid.

28
3.5.3 Sistemas de Ventilación. La función de la ventilación es sustituir el aire contaminado o impuro por uno más limpio o puro y regular la temperatura, en lugares cerrados. Los sistemas de ventilación pueden ser clasificados en:
Ventilación General. Consiste en el ingreso de un caudal de aire al interior de la instalación, calculado para diluir los contaminantes y reducir las concentraciones a valores por debajo del valor máximo permitido, también sirve para disipar el calor32.
Ventilación por Sobrepresión. Se permite el ingreso de aire al interior por una cavidad haciendo que se produzca una sobrepresión en el interior respecto a la presión atmosférica. Esto hace que aire fluya hacia el exterior limpiando todos los contaminantes33.
Figura 14. Ventilación Mecánica.
Fuente. ABACO. Sistemas de Ventilación Mecánica [en línea]. NAFA [citado 11 octubre, 2014]. Disponible en Internet:<http://abaco.com.co/ventilacion_mecanica.html>
El ingreso y extracción del aire se puede realizar de dos maneras, con ventilación natural o mecánica. En la renovación natural del aire depende de las condiciones climáticas y de las aberturas en la instalación, el aire que ingresa produce una diferencia de temperatura y de presión haciendo que circule. La renovación mecánica es realizada por ventiladores, forzando el ingreso de aire nuevo produciendo una sobrepresión, permitiendo a los extractores sacar el aire viejo34.
32 ABACO. Sistemas de Ventilación Mecánica [en línea]. NAFA [citado 11 octubre, 2014]. Disponible en Internet:<http://abaco.com.co/ventilacion_mecanica.html> 33 Ibid. 34 Ibid.

29
4. DESARROLLO MECÁNICO Teniendo en cuenta la forma del módulo vertical que de 5 jaulas para 250 codornices (figura 15), se diseña una réplica a escala con el fin que se permita la observación del proceso automatizado de recolección y extracción de codornaza. El modelo diseñado no tiene en cuenta la ubicación de los comederos y bebederos ya que no afectan directamente el proceso que a automatizar. Para poder recoger y extraer la codornaza del módulo, se emplea un sistema de 5 bandas transportadoras, cada una se ubica por debajo de la jaula con una separación para evitar que la codorniz tenga contacto con sus desechos. En este capítulo se describirá el proceso de diseño de la réplica, mediante imágenes de los diseños elaborados para esta. Figura 15. Módulo vertical de 5 jaulas para 250 codornices.
Fuente.MERCADOLIBRE. Módulos para Codorniz [en línea]. [Citado 8 octubre, 2014]. Disponible en Internet:<http://articulo.mercadolibre.com.co/MCO-412541271-jaula-en-torre-para-250-codornices-_JM>
4.1 DISEÑO DEL MARCO Como se observa en la figura 15 las jaulas están colocadas una arriba de la otra con un espacio de por medio, gracias al marco de color naranja. Para poder implementar el sistema automatizado se debe diseñar un nuevo modelo del marco, que cumpla con la misma función y que además, permita instalar los componentes necesarios para poder automatizar el proceso de recolección y extracción de la codornaza. El nuevo diseño se observa en la figura 16.

30
Figura 16. Vista isométrica del nuevo diseño para el marco.
Fuente. Autor. El nuevo marco cuenta con unos soportes laterales colocados horizontalmente y distanciados uno del otro una cantidad exacta para que la banda quede separada de la jaula. En los soportes se colocaran los rodamientos permitiendo que los rodillos giren alrededor de su eje.
4.2 DISEÑO DEL RODAMIENTO Figura 17. Rodamiento.
Fuente. GIMBELMEXICANA. Tienda Virtual – Rodamiento [en linea]. Gimex S.A. [citado 8 octubre, 2014]. Disponible en Internet:<http://goo.gl/F6w5Su>

31
En el mercado se consiguen diferentes tipos de rodamiento como el de la figura 17, pero se opta por realizar un diseño debido a que no hay uno que tenga el diámetro del anillo central acorde con el eje del rodillo. Los rodamientos son necesarios para sostener el rodillo y permitirle girar libremente alrededor de su eje. La figura 18 muestra el diseño del rodamiento.
Figura 18. Vista isométrica del rodamiento.
Fuente. Autor. En la figura 19 se observa una vista explosionada del rodamiento, se describe cada pieza desde la primera ubicada en la parte inferior hasta la última que está en la parte superior de la imagen. Las dos primeras piezas son una lámina que permiten fijar el rodamiento al marco, la segunda pieza es un tubo de metal que se soldara a las láminas, con un ancho igual al del rodamiento interno y por ultimo un anillo de metal será soldado al tubo. Las dos últimas piezas forman la cubierta del rodamiento interno, evitando que el rodamiento deba ser soldado directamente a las láminas. Figura 19. Vista explosionada del rodamiento.
Fuente. Autor. Para el diseño del rodamiento se tubo encuentra el tamaño del anillo central, este debe ser 1mm mayor que el diámetro al eje del rodillo, también se considera, el

32
lugar donde tiene que ser instalado (figura 20) permitiendo determinar la longitud de las láminas que sostienen el rodamiento. Figura 20. Ubicación del rodamiento en el marco.
Fuente. Autor.
4.3 DISEÑO DEL RODILLO Para que las bandas transportadoras funciones correctamente se deben colar dos rodillos, cada uno en un extremo de la banda. Los rodillos deben tener un eje central, un tambor y una cubierta de un material sintético para que genere una alta fricción con la banda. El diseño del rodillo se observa en la figura 21. Para la elaboración del rodillo se utiliza una barrilla liza la cual será cubierta parcialmente con caucho, este cumplirá con la función de tambor y cubierta sintética. La varilla estará descubierta en sus extremos formando el eje del rodillo, que se introducirá en el anillo central del rodamiento.
Figura 21. Vista isométrica del rodillo para banda transportadora.
Fuente. Autor.

33
4.4 DISEÑO DEL RASPADOR La codornaza que cae sobre la banda tiene un alto contenido de agua esto hace que adhiriera al evaporarse y no caiga por efecto de la gravedad al llegar al extremo, por ello se emplea una lámina de aluminio a la que llamaremos “raspador”, que está ubicada de una manera que roce a la banda y desprenderá la codornaza haciendo que caiga. La ubicación del raspador se observa en la figura 22. Figura 22. Ubicación del raspador.
Fuente. Autor.
4.5 DISEÑO DE LA BANDA Las bandas son elaboradas en un material llamado plastilona (Figura 23) que se consigue fácil en el mercado, además es muy resistente a la humead y al calor. Para la elaboración primero se debe medir la distancia hay de ida y vuelta entre rodillos, después se procede a cortar las tiras con un ancho menor al del tambor del rodillo. Al longitud de la tira de le deben añadir unos centímetros antes de cortarla para unir los extremos. Figura 23. Plastilona.
Fuente. Autor.

34
4.6 ACOPLE DE EJES Para que el sistema de control pueda mover las bandas se deben acoplar los ejes del motor y del rodillo, por medio de este acople se transferirá el movimiento a la banda. Para acoplar los ejes se usan piñones cónicos debido a que los ejes estarán perpendiculares entre sí, en la figura 24 se puede observar el acople. Figura 24. Piñones cónicos para el acople de ejes.
Fuente. Autor. El eje del motor se acoplara al piñón superior y el eje del rodillo se acoplara al inferior, logrando así la transferencia de movimiento del motor al rodillo.
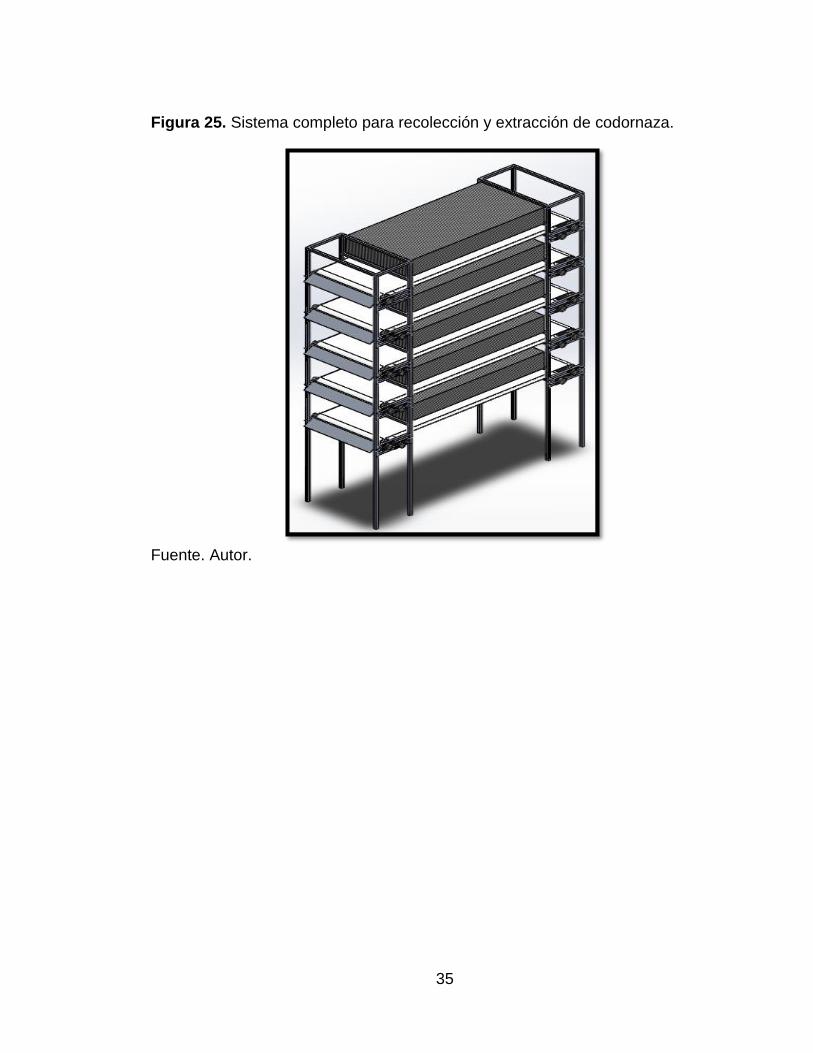
4.7 ENSAMBLE El sistema para la recolección y extracción de la codornaza se puede ver en la figura 25. Como se mencionó en la introducción a este capítulo, la banda transportadora estará por debajo de la jaula pero sin tocarla, evitando que la codorniz tenga contacto con sus desechos. Al final de cada banda transportadora está el raspador retirando la codornaza. Como se puede apreciar en la imagen hay dos marcos, estos son elaborados partiendo del mismo diseño del apartado 4.1.
35
Figura 25. Sistema completo para recolección y extracción de codornaza.
Fuente. Autor.

36
5. DESARROLLO ELECTRÓNICO Con el objetivo de que las codornices gocen de un ambiente adecuado dentro del galpón, se diseña un sistema de control para la regular los niveles temperatura y gas amoniaco, estas dos variables son controladas por medio de ventiladores que permite el ingreso de aire frio y puro. El sistema de control también debe ser capaz de activar el movimiento de las banas transportadoras para retirar la codornaza depositada en ellas, esto se debe realizar cada vez que el nivel de gas amoniaco supere el punto máximo permitido o al cumplirse el intervalo de tempo para la limpieza. Para ajustar los valores máximos de las variables controladas y el tiempo de limpieza, se diseña una interfaz definida por hardware tratando de cumplir las características básicas descritas en el apartado 3.3.
5.1 SENSOR DE TEMPERATURA El rango de temperatura al que puede estar el interior de un galpón varía de acuerdo la temperatura del ambiente del exterior, Colombia por ser un país tropical cuenta un rango de temperaturas que pueden estar entre 6 ° C y 33 ° C dependiendo de la región. En la crianza de codornices la temperatura debe estar en un promedio de 18°C a 24°C. Para la explotación de la codorniz, se deben prevenir el ingreso de corrientes de aire directo a los módulos, por ellos los sistemas de ventilación deben ser pequeños y ubicados en la parte superior del galpón. El problema se presenta en los días donde la temperatura asciende por arriba de los 24°C y a una hora del día en que las corrientes de aire son muy leves, haciendo que la temperatura dentro del galpón se eleve afectando a las aves, disminuyendo la producción y amentando la tasa de mortalidad debido al estrés calórico. Por esta razón el control de la temperatura juega un papel importante en esta tipo de explotación. Existen características básicas que nos permiten elegir un sensor de temperatura, entre las cuales están: el campo de medida, resolución, precisión, linealidad y sensibilidad. La temperatura en la explotación de la codorniz no tiene valores extremos y tampoco requiere una alta precisión, por estas razones se puede elegir un sensor económico y común en el mercado. El sensor LM35 producido por las empresas National Semiconductor e Texas Instruments, proporciona una precisión de 0.5°C a +25°C, un rango de medida de -55 a +150 °C, una resolución de 10mV/°C, de puede alimentar desde 5 a 30 voltios y además la relación de la entrada con la salida es lineal. El uso e implementación de dicho sensor es muy sencillo, la conexión básica se observa en figura 26. Este sensor está clasificado como analógico ya que su salida es una variación de voltaje proporcional a la temperatura a que se somete. Para
37
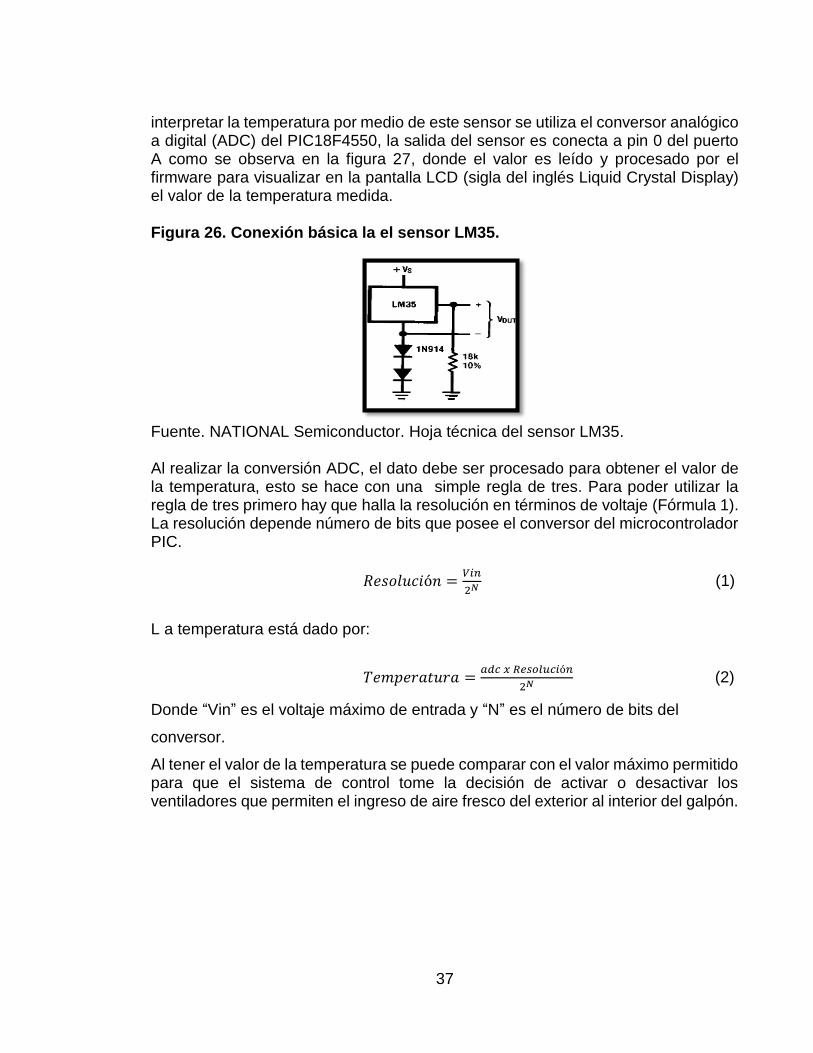
interpretar la temperatura por medio de este sensor se utiliza el conversor analógico a digital (ADC) del PIC18F4550, la salida del sensor es conecta a pin 0 del puerto A como se observa en la figura 27, donde el valor es leído y procesado por el firmware para visualizar en la pantalla LCD (sigla del inglés Liquid Crystal Display) el valor de la temperatura medida. Figura 26. Conexión básica la el sensor LM35.
Fuente. NATIONAL Semiconductor. Hoja técnica del sensor LM35. Al realizar la conversión ADC, el dato debe ser procesado para obtener el valor de la temperatura, esto se hace con una simple regla de tres. Para poder utilizar la regla de tres primero hay que halla la resolución en términos de voltaje (Fórmula 1). La resolución depende número de bits que posee el conversor del microcontrolador PIC.
𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛 =𝑉𝑖𝑛
2𝑁 (1)
L a temperatura está dado por:
𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 =𝑎𝑑𝑐 𝑥 𝑅𝑒𝑠𝑜𝑙𝑢𝑐𝑖ó𝑛
2𝑁 (2)
Donde “Vin” es el voltaje máximo de entrada y “N” es el número de bits del
conversor.
Al tener el valor de la temperatura se puede comparar con el valor máximo permitido para que el sistema de control tome la decisión de activar o desactivar los ventiladores que permiten el ingreso de aire fresco del exterior al interior del galpón.

38
Figura 27. Conexión del sensor LM35 al PIC18F4550.
Fuente. Autor.
5.2 SENSOR DE GAS AMONIACO La acumulación de codornaza afecta en gran parte la explotación de la codorniz, debido a que al descomponerse libera un gas toxico llamado amoniaco; los efectos de las concentraciones de amoniaco en las aves y personas, son expuestos en el apartado 3.1, por la razones allí expuestas, se requiere de un sistema que controle los niveles de gas ayudando a mejorar la producción y prevenir posibles enfermedad a las personas que se exponen a este gas. Debido a lo mencionado anteriormente, los galpones no cuentan con eficientes sistemas de ventilación haciendo que el gas se acumulé dentro de estos, además, las altas temperaturas aumentan los niveles ya que aceleran la descomposición de la codornaza. Otro efecto de la acumulación de la codornaza es la proliferación de moscas debido a que este es el ambiente ideal para estos insectos. Las moscas son portadoras enfermedades parasitarias que afecta a los animales y personas que tienen contactos con estas. La gama de sensores que pueden medir las concentraciones de amoniaco es muy poca y de costos elevados, por esto se opta por adquirir el sensor MQ-135 siendo el más común y económico en su tipo. El sensor no solo varía con un gas específico sino con una variedad de gases como el benceno, el alcohol, el humo, el CO2, entre otros. El sensor MQ-135 permite medir concentraciones do 10 a 300 ppm de amoniaco, requiere de una alimentación de 5v, este es un sensor de estado sólido explicado en el apartado 2.2.5, la conexión básica para este sensor de observa en la figura 28, en la configuración hay una resistencia de carga RL (de su siglas en inglés Resistor Load) que es usada para ajustar la sensibilidad del sensor para diferentes tipos de gases.

39
Figura 28. Conexión básica para el sensor MQ-135.
Fuente. OlIMEX. Hoja de técnica del sensor MQ-135. El sensor se debe ajustarse para medir las concentraciones de amoniaco dentro del galpón, el fabricante proporciona una gráfica (figura 29) de la sensibilidad del sensor con respecto a distintos gases, para poder hallar la concentración de un gas específico se debe escoger en la gráfica la línea de sensibilidad del gas y hacer una regresión potencial, donde se obtienen los valores de la función de potencia de la respectiva línea. Como se observa en la figura 29 la sensibilidad del sensor a un gas específico depende de la relación de resistencias Ro y Rs, siendo Rs la resistencia del sensor a diferentes concentraciones de gases y Ro la resistencia del sensor a 100 ppm de amoniaco. Para calcular la concentración de amoniaco se utilizan la formulas descritas continuación. Como se menciona en el párrafo anterior, es necesario hallar los valores de exponente “b” y el factor de escala “a” de una función de potencia (Función 3) que depende de la concentración del tipo de gas.
𝑦 = 𝑎 ∗ 𝑥𝑏 (3) Siendo.
𝑥 =𝑅𝑠
𝑅𝑜 (4)
Por medio del conversor ADC del PIC18F4550 se halla el valor de la resistencia Rs (Función 5), con esta se calcula la resistencia Ro (Función 6), y encuentra relación de estas dos.
𝑅𝑜 = 𝑅𝑠 ∗ √𝑎
𝑝𝑝𝑚
𝑏 (5)
Donde
𝑅𝑠 =2𝑁∗𝑅𝐿
𝑎𝑑𝑐− 𝑅𝐿 (6)
Y “ppm” es la concentración de amoniaco que da el fabricante para la calibración del sensor, “N” es el número de bits del conversor, “ADC” valor procedente de la

40
lectura del conversor y “RL” resistencia de carga del sensor. Entonces el valor de la concentración de un gas específico está dada por la Función 7.
𝑝𝑝𝑚 = 𝑎 ∗ (𝑅𝑠
𝑅𝑜)
𝑏
(7)
Al tener el valor de la concentración del gas amoniaco, el firmware del microcontrolador lo compara con el valor máximo permitido tomando la decisión de activar el sistema de ventilación y banas para retirar disminuir la concentración del gas. Figura 29. Características de sensibilidad del sensor MQ 135.
4 Fuente. OLIMEX. Hoja de técnica del sensor MQ-135
5.3 RELOJ DE TIEMPO REAL La activación del sistema de bandas transportadoras para la limpieza, debe hacerse siempre que la concentración de amoniaco dentro del galpón supere el punto máximo, cuando no ocurre este evento debido a que la temperatura ambiente está en valores óptimos haciendo que dentro de la instalación se cuente también con un valor optimo, disminuyendo el ritmo de descomposición de la codornaza. Además, si se cuenta con una buena ventilación se evita que se eleve la concentración del gas, por estas razones el sistema no se activaría para realizar la limpieza, ocasionando que la codornaza se acumule en las bandas elevando el peso que soportan, esto hace que los motores tengan que esforzarse más para moverla en el momento de la activación, el esfuerzo hace que requieran de una mayor potencia y aumentan su ritmo de desgaste. Como se menciona en el apartado 3.1 la comulación favorece la proliferación de insectos, como las moscas.

41
Figura 30. Registros del integrado DS1307.
Fuente. DALLAS Semiconductor. Hoja de daros del integrado DS1307. El sistema de bandas no solo debe accionarse con las lecturas de los sensores, ya que si no se cumplen esas condiciones aun así se debe hacer limpieza preventiva del galpón, con lo cual las bandas también deberán activarse al cumplirse un intervalo de tiempo, por ello se realiza una circuito de tiempo real con el integrado DS1307 fabricado por la empresa Dallas Semiconductor. Este integrado cuenta las horas, los minutos, segundo, los días, los meses y los años hasta el año 2099, además puede seguir funcionando en caso de que sea suspendido el suministro de energía, gracias a que dispone de un pin al que se puede conectar una batería de 3.3v, evitando que se tenga que volver a configurar la hora y la fecha. Los valores máximo permitidos de cada variable y el intervalo de tiempo de limpieza, son almacenados en memoria RAM del dispositivo, evitando también el reingresos al suspenderse la energía. Para la lectura y escritura de sus registros se usa el protocolo de comunicación serial I2C (por sus siglas en ingles Inter-Integrated Circuit) con las siguientes secuencias de bita. Figura 31. Escritura de datos en el integrado DS1307.
Fuente. DALLAS Semiconductor. Hoja de daros del integrado DS1307.

42
Las tramas de datos para la escritura y lectura que se envían por el bus I2C, se observan en la figura 31 y 32, iniciando siempre la transmisión con un START seguido de la dirección del esclavo, un bit de lectura o escritura y un byte indicando la posición de la registro o memoria, básicamente esta secuencia bits realiza la búsqueda del esclavo conectado al bus y le indica que se leerá o escribirá en una ubicación especifica. Figura 32. Lectura de datos en el integrado DS1307.
Fuente. DALLAS Semiconductor. Hoja de técnica del integrado DS1307. Gracias a este integrado el sistema de control puede determinar si el tiempo de espera para la limpieza se cumple, procediendo a la activación de las bandas que extraen la codornaza del módulo, evitando que el ambiente y la higiene en el galpón sean de mala calidad.
5.4 INTERFAZ HMI (del inglés Human Machine Interface) Toda instalación que cuente con un nivel de automatización debe disponer de una interfaz que permita la interacción del operador con los sistemas de control y variables implícitas en los procesos. La interacción comprende las siguientes funciones básicas: ajuste del sistema, control manual, estado del proceso, visualización de variables y encendido o apagado del sistema. Los dispositivos de hardware que permitan la interacción deben encontrarse en un panel al que comúnmente se le llama interfaz HMI, de una forma ordenada, con etiquetas para identificarlos y su manipulación debe ser sencilla. Para el desarrollo de la interfaz, se emplea una pantalla LCD de 4x20 donde se visualizara los la información de las variables y se le indica al operador los pasos para la configuración del sistema, también se emplea un teclado matricial de 4x3 que permite el ingreso de los datos para la configuración, en el siguiente apartado se encuentran más detalles de estos dos dispositivos. Contará también con LEDs que indicaran el funcionamiento del sistema, indicaran el estado de los actuadores, además, se emplearan interruptores que permiten activar o desactivar los actuadores y darán la posibilidad de cambiar el modo de operación, de automático a manual o viceversa. Todos los dispositivos estarán colocados estratégicamente

43
en un panel al que llamaremos “interfaz del sistema”, en la figura 33 se observa el diseño de esta interfaz.
Figura 33. Diseño del panel para interfaz HMI.
Fuente. Autor. Para el desarrollo de la interfaz, se emplea una pantalla LCD de 4x20 donde se visualizara los la información de las variables y se le indica al operador los pasos para la configuración del sistema, también se emplea un teclado matricial de 4x3 que permite el ingreso de los datos para la configuración, en el siguiente apartado se encuentran más detalles de estos dos dispositivos. Contará también con LEDs que indicaran el funcionamiento del sistema, indicaran el estado de los actuadores, además, se emplearan interruptores que permiten activar o desactivar los actuadores y darán la posibilidad de cambiar el modo de operación, de automático a manual o viceversa. Todos los dispositivos estarán colocados estratégicamente en un panel al que llamaremos “interfaz del sistema”, en la figura 33 se observa el diseño de esta interfaz.
5.5 HARDWARE La implementación del sistema de control requiere de dispositivos que permitan la visualización y el ingresos de valores como la hora, la fecha, el intervalo de tiempo para la realización de la limpieza y lo valores máximos de las variables de temperatura y gas amoniaco, también debe contar con indicadores de anomalías en el sistema y alarmas. Todos estos dispositivos y periféricos hacen parte de la interfaz del sistema descrita en el apartado anterior. Los dispositivos de hardware empleados para la automatización se describen continuación.
5.5.1 LCD (Liquid Crystal Display). Se escoge un LCD de 4 líneas por 20 columnas (Figura 34) ya que permite la visualizar varios datos al mismo tiempo.

44
Figura 34. LCD de 4x20.
Fuente. Autor. Esta LCD cuenta con 16 pines de los cuales 8 son de datos, tres de control y el resto son para la alimentación, la luz y el contraste. El diagrama de conexión de esta y el PIC18F4550 se observa en la figura 35, el valor de la alimentación no debe superar los 5v para un funcionamiento óptimo. Para uso de la LCD solo se requiere conectar al microcontrolador los cuatro datos más significativos y los tres de control, debido a que solo se necesita visualizar letras y el número en ella. Figura 35. Diagrama de conexión de la LCD y el PIC18F4550.
Fuente. Autor.

45
5.5.2 Teclado matricial. El teclado matricial está compuesto por 4 filas y 3 columnas de botones (Figura 36), por lo tanto solo tiene 7 pines de conexión. Este teclado permite digitar los números del 0 al 9 dándole al usuario una manera más sencilla de operar el sistema de control. Al momento de la configuración, el firmware solicita los valores del tiempo, la fecha y los niveles de temperatura y amoniaco para ajustar el sistema, estos valores se deben ser ingresados por una persona que gracias al teclado se puede hacer de una manera más simple he intuitiva, además, con las teclas de asterisco y numerar se puede desplazar dentro de las opciones del sistema. Figura 36. Teclado Matricial de 4x3.
Fuente. Autor. Para poder conectar el teclado al puerto D del microcontrolador se deben colocar resistencias de pull-up en las 3 columnas, la figura 37 describe esta conexión. Figura 37. Conexión de teclado al PIC18F4550.
Fuente. Autor.

46
5.5.3 Microcontrolador PIC16F876A. Este microcontrolador tiene una memora para almacenamiento del firmware de 14.3Kbyte, dispone de un total de 28 pines de los cuales 22 son de entrada o salida, también cuenta con 5 conversores de análogo ha digital de 10 bits y también dispone de un módulo de puerto serial síncrono que permite el uso del bus I2C para la comunicación con el microcontrolador maestro el PIC18F4550. En la figura 38 se observa el diagrama de pines para este integrado. Figura 38. Diagrama de Pines del PIC16F876A.
Fuente. MICROCHIP. Hoja de técnica del PIC16F876A. La función de este microcontrolador es la de activar o desactivar los actuadores, que para esta investigación son las bandas transportadoras y los ventiladores. Como se menciona en el párrafo anterior este estará conectado al bus I2C, por medio del cual el maestro enviara datos que le indican si debe o no activar los actuadores. Para activar los actuadores los pines del microcontroalor deben estar conectados a transistores que separan las partes de alta potencia y baja potencia. Los pines destinados para la activación de las bandas van desde 21 al 25 pertenecientes a los bits menos significativos del puerto B, los pines para activar el sistema de ventilación son el 12 y 13 del puerto C.
5.5.4 Microcontrolador PIC18F4550. Este microcontrolador tiene una memoria para el almacenamiento de firmware de 32Kbyte, cuenta con 40 pidenes de los cuales 35 pueden ser configurados como entrada o salida, un conversor análogo digital de 10bits y un módulo de puerto serial síncrono que permitie la implementación del protocolo de comunicación I2C para controlar el integrado DS1307 y comunicarse con PIC16F876A que estará como esclavo, el diagrama de pines de este integrado se observa el figura 39.

47
Figura 39. Diagrama de pines del PIC18F4550.
Fuente. MICROCHIP. Hoja de datos del PIC18F4550. El fabricante recomienda que la alimentación de que no supere los 5.5v, este microcontrolador permite el uso de una frecuencia de reloj interna configurada en el firmware o externa por medio de un cristal conectado a los pines 13 y 14. En el sistema de control este dispositivo cumple con la función de maestro, tendrá el trabajo de leer los valores del sensor de temperatura y gas amoniaco, conectados a los pines 2 y 3 correspondientes al puerto A y configurados como entradas analógicas. En el puerto B se conecta una pantalla LCD de 4x20 y en el puerto D un teclado matricial de 4x3, por medio de estos dos dispositivos el operador puede interactuar con el sistema de control. En los pines 8 y 9 que corresponden al puerto E, se conectan un buzzer que indica que se ha cumplido el intervalo de tiempo para la realización de la limpieza y un LED que parpadea constante indicando el correcto funcionamiento del sistema, además, en los pines 25 y 26 correspondiente al puerto C, estará conectado el bus I2C.
5.5.5 Diseño. Para diseñar el hardware del sistema de control se debe de tener en cuenta la integración de los dispositivos antes mencionados que componen la interface HMI. Como parte esencial de un diseño electrónico se realizar un esquema de conexiones en una placa de prototipos, el cual nos permite considerar la cantidad de elementos que se necesitan y verificar funcionamiento del firmware, evitando así complicaciones al momento de implementar el sistema. Se aconseja que siempre que se tenga un firmware corriendo sobre algún dispositivo controlador, se agreguen algunos periféricos en la interfaz HMI indicando que el programa se ejecuta correctamente. El hardware del sistema de control está compuesto por dos partes, la primera es donde estarán los dispositivos lógicos y de configuración, ala que llamaremos “parte

48
de baja potencia”, la segunda es la interfaz entre la parte de baja potencia y los actuadores, a la cual llamáremos “parte de alta potencia”. Para separar las dos partes se hace uso de transistores de la referencia TIP41 (Figura 40) elaborados por la empresa On Semiconductor, estos soportan corrientes hasta de 6 A (Amperios). La razón de que las dos partes estén separadas se debe a que los microcontroladores no pueden suministrar las potencias que necesitan los actuadores. Figura 40. Diagrama de pines del TIP41
Fuente. MARGTECNOLOGIA. Diodos LED que se Encienden Al Ritmo de La Música [en línea]. Blogspot [citado 8 octubre, 2014]. Disponible en Internet:<http://goo.gl/yrVd3n> Para separar las partes de baja y alta potencia, se hace la conexión de la figura 41, en donde la base del transistor está contada al pin 21 perteneciente al puerto B, por medio de una resistencia. El colector está conectado a una bornera del motor y la otra bornera debe estar conectada a un voltaje, en este caso será de 5v que es la cantidad requerida por el motor. Esta conexión se realiza para todos los actuadores y en sus respectivos pines de control.
Figura 41. Conexión del TIP41 a las parte de baja y alta potencia.
Funete. Autor.

49
Siempre que se realice un circuito para cualquier aplicación, bebe ser antes ensamblado y probado en una placa de prototipos, donde se verifica el funcionamiento y de ser necesario realizar modificaciones. Al comprobarse y garantizarse el funcionamiento del hardware se proceda con el diseño el PCB (del inglés printed circuit board) con software CAD (del inglés computer-aided design). En la figura 42 y 43 se observa el resultado del diseño el PCB para el sistema de control. El sistema de control también cuanta una interfaz para HMI, mencionada en el apartado 5.4. En la interfaz se encontrara algunos de los dispositivos de hardware mencionados anteriormente como el teclado y la LCD. Figura 42. Diseño del PCB para el sistema de control (capa inferior).
Fuente. Autor.

50
Figura 43. Diseño del PCB para el sistema de control (capa Superior).
Fuente. Autor.
Para el diseño de la interfaz también requirió de pruebas en la placa de prototipos y al comprobar su funcionamiento se procede a realizar el PCB (Figura 44). Para poder hacer el diseño se requirieron de dos caras de la baquela como para el circuito de control. Figura 44. Diseño del PCB para la interfaz (capa inferior).
Fuente. Autor.

51
Figura 45. Diseño del PCB para la interfaz (capa superior).
Fuente. Autor.
5.6 FIRMWARE
La base de esta investigación está en la realización de un firmware que básicamente realizara lecturas de los sensores y conmutara el estado de los actuadores dependiendo del valor de las variables. Además, debe darle la posibilidad al operador de interactuar con el sistema por medio de la interfaz HMI (del inglés Human Machine Interface).
5.6.1 Elección del tipo de control. Para el sistema se elige el control On – Off con histéresis sobre el control PID, debido a que los actuadores y las variables que se controlaran no requieren de precisión. Otra razón por la que se opta por eleaborar un control On – Off y no un control PID, es porque se requiere de más hardware y por consiguiente el costo aumenta. En conclusión implementar un control On – Off es: más económico, fácil de implementar y sus características son suficientes para lo que se requiere. El uso de histéresis en el sistema control le da la posibilidad a las variables de oscilar dentro de un rango cerca al valor máximo, sin cambiar el estado en los actuadores. El valor de histéresis será constante y dependerá de la variable. Para la variable de temperatura la histéresis será de 6°C de los cuales 3°C estarán por arriba del valor máximo y el resto por debajo de este. La histéresis para la variable de gas amoniaco será de 6 ppm que se distribuye igual a la histéresis de la temperatura.

52
5.6.2 Funciones del Firmware. Al momento de desarrollar el firmware se le debe proporcionar las siguientes funciones:
Menú de Configuración. Al momento de inicial el sistema se debe poner en la pantalla de la LCD un pequeño menú con dos opciones las cuales deben ser seleccionas desde el teclado, presionando la tecla correspondiente a la opción. La primera opción debe darle la posibilidad al operador de configurar el sistema y la segunda dejar la configuración que se halla hecho en anteriormente. Se podrá regresar a este menú en cualquier momento de ejecución del programa.
Configuración. A esta se debe ingresar seleccionando la primera opción del menú de configuración, el programa debe solicitarle al operador el ingresos de los datos requeridos por el sistema como la hora, fecha, valor máximo permitido para las variables a controlar y frecuencia de limpieza.
Configuración por defecto. Esta función se debe ingresar seleccionado la segunda opción del menú de configuración, al ser seleccionada el firmware procede a leer los datos almacenados en la memoria RAM del DS1307 que fueron ingresados en un configuración anterior. Los datos leídos se visualizan en la pantalla de la LCD.
Estado de funcionamiento. Mediante LEDs debe indicarse el estado del firmware, estos estarán conmutando constante entre encendido y apagado, en caso del que el sistema falle se verá reflejado en los LEDs.
Control Manual. En caso de ser requerido el operador puede pasar a modo de control manual, permitiéndole activar o desactivar los actuadores a su juicio.
Control Automático. El sistema activa o desactiva los actuadores dependiendo de la información tomada por los sensores y de los valores de la configuración.
Estado de periféricos. El firmware debe estar atento a los cambios de estado en los periféricos de la interfaz HIM ya que las acciones de control dependerán de estos.

53
6. ANÁLISIS DE RESULTADOS En este capítulo se abarca todo los resultados obtenidos a lo largo del desarrollo de esta investigación, comenzando con el diseño mecánico y concluyendo en el diseño electrónico.
6.1 MARCO DE SOPORTE DE LAS JAULAS Y EL SITEMA MECÁNICO Una parte del desarrollo del prototipo para automatizar la recolección y extracción de la codornaza en los módulos, es la realización de un modelo a escala de este. En el capítulo apartado 4.1 se plantea un diseño para el marco que sostendrá las jaulas y el sistema mecánico, el material que se utilizó son tubos rectangulares de acero, en la figura 46 se observa el resultado del al elaboración del marco. Figura 46. Marco elaborado en tubos rectangulares de acero.
Fuente. Autor. En medio de los dos parcos que son exactamente iguales, se colocan 4 tubos adiciones que tendrán la función de mantenerlos separados a una distancia fija, además, le dan estabilidad a la estructura. En el momento de la realización se optó por suspender los soportes laterales que sostendrían los rodamientos por las razones expuestas en el apartado siguiente.
6.2 RODAMIENTOS Los rodamientos permiten que el rodillo este fijo y gire alrededor de su eje, permitiendo que las bandas cumplan su función de transportar la codornaza hasta

54
el extremo de esta y devolverse a su punto inicial. En el apartado 4.2 se plantea un diseño para los rodamientos, estos irían colocados en los soportes laterales del marco. Al momento de estar elaborando el marco se descubre un problema con el diseño, las bandas deben ser tensionas para darle firmeza y aumentar la fricción que esta produce contra el rodillo, logrando así una mejor transferencia de movimiento. El problema era que al tener todos los rodamientos por separado se debe realizar un sistemas de tensión para cada uno, para darle solución al problema, se opta por fijar los rodamientos en una platina de hierro, de esta forma se lograría tensar todas la bandas con tan solo 4 mecanismo de tensión. Figura 47. Rodamientos en la platina y tensores.
Fuente. Autor. En la imagen de la izquierda, parte superior se ve el tensor sujeto al marco, este se coloca en los extremos de la platina. La imagen de la derecha se observa los rodamientos fijos a la platina. Para fijar los rodamientos a la platina se requiere realizar perforaciones del diámetro del rodamiento y soldarlos. El tensor está construido por medio de un tornillo si fin y 4 tuercas que impiden que el tornillo se salga y hacen que pueda tirar o empujar la platina.
6.3 RODILLOS Los rodillos hacen parte fundamental del sistema de bandas transportadoras, siendo estos los que le permiten desplazarse, los rodillos son colocados en cada extremo de la banda, son sostenidos por los rodamientos que además permiten que pueda rotar alrededor de su eje. En el apartado 4.3 se plante el diseño apara los rodillos, en la figura 48 se observa el resultado de la elaboración.

55
Figura 48. Rodillos elaborados.
Fuente Autor. Los rodillos están compuestos por una varilla de hierro que será el eje, una parte se recubre de caucho para aumentar la fricción con la banda y poder moverla. Los rodillos no se cubre en su totalidad, se dejar los extremos descubierto ya que estos deben entrar en los rodamiento y deben permitir acoplar el motor DC al eje.
6.4 BANDA La banda de cumple una de las funciones más importantes en el sistema de automatización ya que recogeré la codornaza y la retira de los módulos. La banda estará ubicada por debajo de cada jaula, para que la codornaza caiga sobre ella. Por medio del motor y los rodillos se transfiere el movimiento a la banda que transportara la codornaza hasta el final donde una lámina rasante la retira haciendo que caiga. En la figura 49 se puede observar el resultado final de la elaboración de la banda. Figura 49. Banda elaborada en plastilona.
Fuente. Autor.

56
Como se aprecia el figura anterior las bandas están ya instaladas en el marco y soportadas por los rodillos. Para automatizar el proceso se requiere elaborar en total de cinco bandas debido a que el modulo tomado para el desarrollo cuenta con la misma cantidad de jaulas. En la elaboración de las bandas se encontraron tres inconvenientes, el primero ocurrió al momento de cortar las tiras de la plastilona ya que estas quedaban irregulares, haciendo que las bandas se salieran completamente de los rodillos. El segundo fue la elección del espesor dela plastilona, este era demasiado delgado y al mentó empezar la banda a moverse se recogía en el centro del rodillo. Tercer problema era la longitud de las bandas ya que no quedaron iguales, haciendo que las más largas no se tensionen porque las más cortas no lo permiten.
6.5 RASPADOR La codornaza está compuesta por una porción líquido haciendo que se pueda pegar a la banda y no caer por gravedad al llegar al extremo de esta, por ello es necesario implementar un elemento que retire todos los desechos que se adhieran a la banda. En la figura 50 se observa una lámina de aluminio colocada en el final de la banda transportadora. La raspador debe ser colocado los más cerca posible de la banda pero si tocarla ya que puede raspar la banda disminuyendo se vida útil, pero puede que no remueva completamente los desechos, por esta razón sería conveniente colocar un recubrimiento de goma en el extremo de la lámina que hace contacto con la banda. Figura 50. Raspador instalado en el final de cada banda.
Fuente. Autor.

57
6.6 MOTOR Y ACOPLE AL RODILLO Para la elección del motor se debe tener en cuenta el torque que este debe tener para poder mover la banda transportadora, algunos de los motoreductores tienen buenas características pero su elevado precio no lo hace una buena opción, por ello se opta por adquirir servomotores que son económicos y tienen buenas características de desempeño pero tienen un problema, no pueden rotar 360° por ellos se deben modificar, retirando el control electrónico y un tope que tiene uno de sus piñones. Para acoplar los ejes del motor y el rodillo se emplea el sistema que se mencionó en el apartado 4.6, de esta forma el motor transfiere el movimiento al rodillo y este a la banda, en la figura 50 se puede observar el motor acoplado al rodillo. Figura 51. Motor y acople al rodillo.
Fuente Autor. Como se aprecia en la figura anterior se emplean dos piñones cónicos para acoplar los ejes, se tuvo que usar piñones de plástico debido a que comercialmente no se encuentran metálicos de tamaño pequeño.
6.7 RESULTADO ELABORACIÓN DE LA PARTE MECÁNICA PARA EL SISTEAMA AUTOMATIZADO El resultado obtenido de la elaboración del sistema mecánico se puede observar en la figura 51, como se apreciar en las dos imágenes las bandas superior e inferior están más tensionadas que las bandas del medio, la razón por lo que esto sucede se debe a que las bandas no son de la misma longitud. Las bandas más cortas no se pueden tensionar más de lo que permiten, haciendo que las largas queden sin tensión.

58
En el momento de probar todo el sistema se observa que las bandas se salen de los rodillos, debido a la mala ubicación de los rodamientos ya que no están centrados en la platina de acero, haciendo que el rodillo no esté totalmente recto y tensionen las bandas de un lado más que el otro. Figura 52. Resultado final de la elaboración del sistema mecánico.
Fuente. Autor. Para unir los extremos de las tiras de plastilona se usa un pegamento especial para este material, para poder unirlos en cada extremo de debe aplicar pegante y colocarlo unos en sima del otro, esto hace que a lo largo de la banda se tenga una irregularidad. En el momento que los motores hacen mover la banda, la irregularidad llega a cada extremo de la banda haciendo que la tención aumente, provocando que los motores aumenten su consumo de corriente y desgastando en ocasiones dañando los piñones que acoplan los ejes del motor y el rodillo. Lo anteriormente mencionado se puede corregir haciendo una fusión por calor de los extremos de la banda y usando piñones de metal.
6.8 CIRCUITOS DE CONTROL E INTERFAZ Al tener todo el sistema mecánico se procede con la parte final de esta investigación que es el desarrollo e implementación del sistema de control y la interfaz HMI.
6.8.1 Sistema de control. Como se menciona en el apartado 5.5.5 siempre que se requiera hacer un circuito electrónico para una aplicación, debe antes pasar por una fase de pruebas que se realizan en una placa de prototipos, el sistema de control para esta investigación no estuvo exento de pasar por esta fase y así poder estar seguros de realizar el circuito impreso o PCB. En la figura 52 se aprecia una placa de prototipos en la cual se desarrolló el circuito del sistema de control y la interfaz HMI.

59
El circuito de control activara o desactivara el sistema de bandas transportadoras para extraer la codornaza del módulo, dependiendo de la concentración de gas amoníaco o si el intervalo de tiempo para la limpieza se ha cumplido. Como la concentración de amoníaco no disminuye al realizar la limpieza, adicionalmente el sistema activara la ventilación para ingresar aire limpio dentro del galpón y esperara un determinado tiempo para volver a activar las bandas dado el caso en que la concentración de amoniaco no disminuya. Figura 53. Fase de prototipo de sistema de control y parte de la interfaz.
Fuente. Autor. Dado que la temperatura también juega un papel importante en la explotación de la codorniz, el sistema de control la regulara en caso de que esta sobrepasara el punto máximo permitido, por medio de la ventilación. El sistema solo podrá regular la temperatura cuando esta se eleve mas no elevarla cuando es baja. Al probar los circuitos en la placa de prototipos se procede a elaborar el circuito impreso y después soldar cada componente, en la figura 53 se aprecia el resultado de la elaboración. Al circuito impreso del sistema de control se le agrega un conector USB (Universal Serial Bus) para futuros desarrollos, en la que se requiera realizar una comunicación con algún dispositivo u ordenador. El sensor de gas MQ-135 como se explicó en el apartado 5.2 varia con la concentración no solo de gas amoniaco, también con otros gases como el alcohol, benceno, el humo y CO2 el cual se encuentra en el ambiente debido a la contaminación, por esto se tiene un error en la medición de la concentración exacta de amoniaco.

60
Figura 54. Baquela del sistema de control.
Fuente. Autor.
6.8.2 Interfaz HMI. La elaboración de una interfaz HMI es necesaria para la automatización de la recolección y extracción de la codornaza, por medio de este circuito es posible monitorear las variables implícitas en el proceso y tener el control de todas las funciones y acciones del sistema. Todos los dispositivos que componen la interfaz son ensamblados en un circuito impreso como se observa en la figura 54. El circuito de la interfaz y del sistema de control, están conectados por medio de un bus (Figura 55), por el cual este último leerá el estado de los interruptores, de estos dependerá las acciones que tome el sistema, por ejemplo: si el interruptor de modo manual se encuentra activado, el sistema no ejecutara acciones autónomas sobre los actuadores y espera las instrucciones que el operario le indique, por medio de los otros interruptores. La interfaz cuenta un teclado y una LCD, por medio de los cuales el operario le ordenara al sistema realizar una configuración y este le indicara en la pantalla los paso para la configuración, además, enviara a la LCD la información de la concentración de gas amoníaco y temperatura.

61
Figura 55. Baquela de la interfaz HMI.
Fuente. Autor.
6.8.3 Sistema Electrónico Completo. Al momento de realizar pruebas del sistema de control con la interfaz HMI, se descubrieron fallas en la conexión del teclado matricial debido a que las líneas que van del PIC18F4550 al este quedaron invertidas, para corregir el error es necesario realizar puentes con alambre de cobre entre las líneas. Además, el teclado al estar compuesto por botones que generan ruido al momento de ser presionados, haciendo que el programa del microcontrolador falle alterando todo el sistema de control, para darle solución a este problema se coloca una demora de tiempo para presionar el botón, es decir: al requerir el uso de alguna tecla se debe oprimir por lapso de tiempo para que el programa la reconozca, la almacene y la muestre en la LCD. La etapa de potencia y los interruptores, también adicionan un ruido al sistema, afectando a los microcontroladores, para disminuirlo se coloca un condensador cerámico de 100nF lo más cerca posible a la alimentación de cada integrado. En la figura 55 se puede apreciar todo el sistema electrónico desarrollado en esta investigación.

62
Figura 56. Sistema Electrónico Completo.
Fuente. Autor.

63
7. CONCLUSIONES Para el desarrollo de esta investigación cuyo objetivo principal era realizar un prototipo para recoger y extraer la codornaza de los módulos de explotación para codornices, se decidió emplear cinco bandas transportadoras ubicadas por debajo de cada jaula. Para instalar el sistema de bandas hay que tener en cuenta que todos los componentes requeridos deben ser cuidadosamente diseñados y elaborados debido a que alguna irregularidad se ve reflejada en el movimiento de las bandas. Dos de los componentes en los que se debe tener una mayor rigurosidad en su elaboración y diseño son los rodamientos y el tensor de la bandas, debido que si el rodamiento está mal ubicado hace que el rodillo no pueda rotar bien, generando un aumento de tensión lo cual se verá manifestado en el aumento del consumo de corriente del motor y una disminución se su vida útil. El tensor de las bandas debe ser diseñado para que posibilite tensionar cada banda independientemente, de esta manera se pueden corregir errores en la longitud de la banda que son producidos generalmente por el uso, que hace que se alongué o por la elaboración. En explotaciones de codornices es de gran importancia la calidad del aire dentro del galpón, el cual puede ser afectado no solo por la acumulación de gas amoníaco, sino también por las partículas de polvo que se acumulan, posibles incendios por las instalaciones eléctricas, entre otros. En este desarrollo se emplea un sensor MQ-135 para medir la concentración de gas amoníaco, este dispositivo también puede sensar gases como el benceno, humo, alcohol y dióxido de carbono, esto puede ser un problema cuando se desea medir un gas especifico, estando en lugares donde están presentes más gases, como por ejemplo el dióxido de carbono que se encentra en todo el ambiente debido a la contaminación. El sensor utilizado en esta investigación no solo permite medir los niveles de amoniaco sino también otros gases, como el dióxido de carbono, lo cual hace que el sistema tenga la posibilidad de medir con más precisión la calidad del aire. Cuando se emplean dispositivos de acción mecánica y que requieran altos consumos de corriente, se debe aislar la parte de baja potencia (o parte lógica) de la de alta potencia, debido a que en algunos casos, particularmente los motores los motores producen una señal de ruido generada desde su bobinado interno, que afecta el correcto funcionamiento de los integrados. Por tanto, para asilar las dos etapas del desarrollo se emplearon transistores, no siendo esta la única y tampoco la mejor opción para aislar las dos estabas. Para desarrollos futuros se puede emplear optoacopladores en medio del transistor y el microcontrolador, garantizando que las dos etapas estén completamente aisladas de modo tal que no se corra riesgo por daños efectuados por picos de corriente.

64
BIBLIOGRAFÍA A2ESYSTES. PLC Control Panel Manufacturing [En línea]. [Citado 20 de agosto, 2014]. Disponible en Internet:<http://goo.gl/FpRL9x> ABACO. Sistemas de Ventilación Mecánica [en línea]. NAFA [citado 11 octubre, 2014]. Disponible en Internet:<http://abaco.com.co/ventilacion_mecanica.html> AIE. Actuadores [en línea]. [Citado 4 octubre, 2014]. Disponible en Internet:<http://goo.gl/MCUaq8> ALVAREZ, Shirley y HERRERA, Paul. Diseño E Implementación Del Sistema Automático De Control De Temperatura Y Concentración De Amoníaco Para Los Galpones De Crianza De Aves De La Fundación Avícola Agrobema. Sangolqui-Ecuador: Escuela Politécnica Del Ejército. Facultad de Eléctrica y Electrónica. Tesis de Grado, 2009, p. 160. ALLAUCA, Julio y CARRILLO, Marco. Automatización De Un Galpón De Pollos De La Avícola “Reina Del Cisne” Para Evitar Los Cambios Bruscos De Temperatura y Humedad Relativa En El Ambiente. Riobamba – Ecuador: Escuela Superior Politécnica de Chimborazo. Faculta de Informática y Electrónica. Tesis de Grado, 2012. p.140. CALDERÓN, Jorge. Control y Monitoreo SCADA de un Proceso Experimental, Utilizando PLC SIMENS S7-300 y Software LABVIEW. México D.F.. Universidad Nacional Autónoma de México. Ingeniería Eléctrica y Electrónica. Tesis de Grado, 2009. 111 p. CCSSO. Gas Amoniaco Efectos en la Salud [en línea]. Centro Canadiense de Seguridad y Salud Ocupacional [citado 18 agosto, 2014]. Disponible en:<http://goo.gl/eWRqs3> CEVALLOS, Christian. Sistema Automático para Granja Avícola de Producción de Huevos. Cuenca. Universidad del Azuay. Ingeniería Electrónica. Tesis de Grado, 2013. 161 p. COPADATA, Interfaz Hombre – Máquina (HMI) [en línea]. [Citado 20 de agosto, 2014]. Disponible en Internet: <http://goo.gl/ybsyWf> DALLAS SEMICONDUCTOR. Hoja de técnica del integrado DS1307. DIRECTINDUSTRY. Resistive Temperature Sensor/RTD [en línea]. Direct Industry [citado 20 agosto, 2014]. Disponible en Internet:http:<//goo.gl/EKT6SM>
65
DIRECTINDUSTRY. Sensor Electroquímico de Gas Tóxico [en línea]. Direct Industry [citado 25 agosto, 2014]. Disponible en Internet:<http://goo.gl/jwe2qF> DIRIND. Bandas Transportadoras [en línea]. Fastener Fair México [citado 11 octubre, 2014]. Disponible en Internet: <http://www.dirind.com/dim/monografia.php?cla_id=14> EDUCACION. Sistemas de Control [En línea]. [Citado 18 agosto, 2014]. Disponible en Internet: <http://goo.gl/Vg9urS> GIMBELMEXICANA. Tienda Virtual – Rodamiento [en linea]. Gimex S.A. [citado 8 octubre, 2014]. Disponible en Internet:<http://goo.gl/F6w5Su> KUO, Benjamín. Sistemas de Control Automático. 7 ed. México D.F. Prentice-Hall, 1996. p.897. LA REPUBLICA. Huevos de Codorniz Seducen como Alternativa de Negocio [En línea]. El Globo [citado 17 agosto, 2014]. Disponible en: <http://goo.gl/o44ojt> MARGTECNOLOGIA. Diodos LED que se Encienden Al Ritmo de La Música [en línea]. Blogspot [citado 8 octubre, 2014]. Disponible en Internet:<http://goo.gl/yrVd3n> MENDIBURU. Henry. Automatización Medioambiental. Lima, Perú. 2003. P. 319. MERCADOLIBRE. Módulos para Codorniz [en línea]. [Citado 8 octubre, 2014]. Disponible en Internet:<http://articulo.mercadolibre.com.co/MCO-412541271-jaula-en-torre-para-250-codornices-_JM> MERCADOLIBRE. Temocupla, Sensor de Temperatura Tipo K, Satandard [En línea]. [Citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/eFal3h> MICROCHIP. Hoja de técnica del PIC16F876A. MICROCHIP. Hoja de técnica del PIC18F4550. NATIONAL SEMICONDUCTOR. Hoja técnica del sensor LM35. NI. Sensores de Temperatura [en línea]. National Instruments [citado 20 de agosto, 2014]. Disponible en Internet :< http://goo.gl/bfraC0> OlIMEX. Hoja de técnica del sensor MQ-135. OOCITIES. Tipos de Control [en línea]. [Citado 18 agosto, 2014]. Disponible en Internet: <http://goo.gl/MGOKXy>
66
ORTEGA Netzahualcoyotl. Sistema De Control Inalámbrico De Tecnología Bluetooth Para La Asepsia De Una Granja De Aves Para Consumo Humano. México D.F.: Instituto Politécnico Nacional. Escuela Superior de Ingeniería Mecánica y Electrónica. Tesis de Grado, 2012. p. 140. RUALES, Diego. Efecto de la Adición de Saponinas Esteroidales en la Alimentación de la Codorniz. Ibarra. Universidad Técnica del Norte. Ingeniería en Ciencias Agropecuarias y Ambientales. Tesis de Grado. 2007. p.77. SCRIBD. Informe de Control ON-OFF con Histéresis [En Línea]. [Citado 18 de agosto, 2014]. Disponible en Internet: <http://goo.gl/5gfx5j> SCRIBD. Interfaz Hombre Maquia [en línea]. [Citado 20 de agosto, 2014]. Disponible en Internet:<http://goo.gl/1HLHdl> SIMAGETECHNOLOGIES. SCADA/HMI [en línea]. [Citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/KyhtFj> SLIDESHARE. Motores Eléctricos de Corriente Continua [en línea]. [Citado 4 octubre, 2014]. Disponible en Internet:<http://goo.gl/mWFRs6> SLIDESHARE. Criterios Para El Diseño De Una Cinta Transportadora [en línea]. [Citado 11 octubre, 2014]. Disponible en Internet: <http://es.slideshare.net/willipipe/diseno-bandastransportadoras> WIKIPEDIA. Cinta Transportadora [en línea]. [Citado 11 octubre, 2014]. Disponible en Internet:<http://es.wikipedia.org/wiki/Cinta_transportadora> WIKIPEDIA. Proporcional Integral Derivativo [En línea]. [Citado 20 agosto, 2014]. Disponible en Internet:< http://goo.gl/jPJBkw> WORDPRESS. El Termistor [en línea]. [Citado 20 agosto, 2014]. Disponible en Internet:<http://goo.gl/RexWUG>

67
ANEXOS
Anexo A. Plano del Marco (Unidad de Medida mm)

68
Anexo B. Plano del rodamiento (Unidad de Medida mm)

69
Anexo C. Plano del Rodillo (Unidad de Medida mm)

70
Anexo D. Esquemático del circuito para el sistema de control

71
Anexo E. Esquemático del circuito para la interfaz HMI

72
Anexo F. Diseño del circuito impreso para el sistema de control.
Cara inferior.
Cara superior.

73
Anexo G. Diseño del circuito impreso para la interfaz HMI
Cara Inferior.
Cara Superior.