de la trazabilidad e incertidumbre en las mediciones de flujo de hidrocarburos
DESCRIPTION
Trazabilidad e Incertidumbre Mediciones de Flujo Hidrocarburos.TRANSCRIPT

Primer Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
1
DE LA TRAZABILIDAD E INCERTIDUMBRE EN LAS MEDICIONES DE FLUJO DE HIDROCARBUROS
Roberto Arias Romero
Centro Nacional de Metrología, División Flujo y Volumen Tel. 01-442-2110500, Fax 01-442-2153904
Resumen: Se introducen los conceptos de traz abilidad e incertidumbre de las mediciones. Su interpretación se logra a plicando ejempl os específicos, relaci onados con la medi ción de flujo de hidrocarb uros. Se pre sentan diferentes ej emplos de cartas de tra zabilidad, a sí co mo dife rentes presupuestos de i ncertidumbre para diferentes aplicaciones en Medición de Flujo de Hidrocarburos.
INTRODUCCIÓN Hoy en día, la comercialización de productos a nivel internacional re quiere de si stemas de me dición coherentes, mismo s que de ben mantene r y demostrar su con sistencia. Lo s fa bricantes de instrumentos de me dición se intere san por lo s beneficios i nherentes a la t razabilidad pa ra promover ent re sus clientes la confian za sob re el nivel de de sempeño de su s inst rumentos. En aplicaciones gub ernamentales, lo s org anismos reguladores pued en e xigir tra zabilidad e n la s mediciones para a segurar la segu ridad de la población. Otras aplicacio nes qu e exigen trazabilidad en las mediciones: a) intercambiabilidad de piezas en la industria metal-mecánica, b) calidad homogénea en la p roducción de fá rmacos, ent re otras. Afortunadamente, cada vez mas frecuentemente los conceptos de trazabilidad e incertidumbre son incorporados en las especificaciones técnicas que a diario se elaboran para propósitos de adquisición de bienes y se rvicios. Sin e mbargo, ci erto es tam bién que amb os términos so n mal interp retados con frecuencia con el in sano afán de sugerir cierta “calidad” en los servicios de medición o calibración. Aún cuando el térmi no de trazabilidad ha sufrido diferentes modificaciones desde su incorporación al Vocabulario Internacional en Metrología (VIM) [1], la filosofía del concepto ha tenido, desde sus inicios, la intención de probar q ue l os servi cios de medi ción y/o calibración satisfacen los requisitos de exactitud de la aplicación correspondiente. TRAZABILIDAD EN LAS MEDICIONES El concepto de trazabilid ad es quizá uno de l os conceptos m ás pol émicos, y quizá mal emplead os en el ám bito de la met rología. En la información publicitaria de servicios de medición o de calibración
es co mún encontrarse con expre siones com o: “...nuestros sistemas de medición son trazables al INM...” o peor aún: “...nuestra empresa es trazable al INM...”. En reali dad, el con cepto de trazabilida d va mucho más allá de lo que las expresi ones anteriores intentan comunicar. De a cuerdo el Voca bulario Inte rnacional de Metrología (V IM) [1], la tra zabilidad se define de la siguiente forma, De la definición anterior se observa que la trazabilidad es una propiedad o atributo del resultado que entrega un instrumento o un si stema de medición. Esto significa que la trazabilidad es un atributo no del instrumento sino de la respuesta que se obtiene al emplearse aquél. La seg unda idea de interé s en la definici ón de l concepto se relaciona con el hecho de que cualquier eslabón de calibración (en la cadena que conecta a los patrone s nacio nales con el in strumento e n cuestión) d ebe in cluir la de claración de l a incertidumbre del proceso de calibración. El tercer concepto de importancia en la definición de trazabilidad se refiere al h echo de que un resultado de medición, o el valor de un material de referencia, con trazabilidad es comparable al que se obten dría si hip otéticamente el Patrón Nacional fue ra empleado p ara realizar la mism a m edición; po r supuesto, tomando en con sideración la s declaraciones de incertidumbre respectivas.
Trazabilidad: propiedad del resultado de una medición o del valor de un patrón por la cual pueda ser relacionado a referencias determinadas, generalmente patrones nacionales o internacionales, por medio de una cadena ininterrumpida de comparaciones teniendo todas, incertidumbres determinadas.

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
2
En suma, se puede afirmar que para garantizar que una medición cumple con los requisitos de exactitud preestablecidos, no ba sta co n di sponer de un certificado o informe de calibración, sino también: • Interpretar y usar ad ecuadamente lo s datos
suministrados en el certificado de ca libración (CC).
• Usar el eq uipo de medi ción de acue rdo a las recomendaciones establecidas en el CC
• Mantener el instrumento o sistema de medición bajo condi ciones de op eración co mparables a las que prevalecieron durante su calibración.
Trazabilidad a nivel internacional La trazabilidad a nivel internacional, y por lo tanto la exactitud de los Pat rones Nacionales se a segura a través d el trabajo conjunto entre el Bure au International des P oids e t Mesu res ( BIPM) y los Institutos Na cionales de Metrol ogía (INM ´s), e n términos de los lineami entos e stablecidos e n la Convención del Metro [4]. Esto se il ustra en la fig. 1 donde se m uestran la s conexion es e ntre el BIPM, los INM ´s, los laboratori os de calibración y las aplicaciones industriales. En esta figura se a precia la conexió n que deb e existir entre los INM´s p ara establecer e l grad o de equivalen cia entre lo s mismos. Actualmente el Comité International de s Poids et Mesures (CIPM) prom ueve el Acue rdo de Reconocimiento Mutuo entre los INM´s. Como obtener trazabilidad ? De la d efinición del con cepto de tra zabilidad se aprecia q ue es indi spensable “en ganchar” el instrumento o patró n de medici ón e n cu estión a algún patrón naci onal o i nternacional adecuado, a través de una cadena ini nterrumpida d e comparaciones. Es de notarse que no es i ndispensable realizar un a comparación dire cta e ntre el in strumento en cuestión y l os pat rones nacionales, b asta q ue en cada e slabón de comparación que l os conecte exista un a d eclaración de incertidu mbre respecto del proceso de comparación.
En la a ctualidad l os I nstitutos Nacionales de Metrología di seminan la s cualid ades metrológicas de los Patrone s Na cionales a tra vés de los siguientes mecanismos: • Calibración directa del instrumento o pa trón del
cliente contra lo s Patro nes de Re ferencia designados.
El cliente envía el artefacto por calibrar a las instalaciones del Laboratorio de calibración, donde se realiza la comparación entre patrón e instrumento. Aunque esta alternativa es la más socorrida en la actualidad, tiene la desventaja de que requiere de tiempos largos para su realización y el riesgo de daños durante el transporte del instrumento. En esta modalidad, no es indispensable que la calibración se efectúe en un INM; un laboratorio secundario puede realizar el servicio de calibración. Por supuesto, las mediciones del patrón(es) de referencia deben mantener trazabilidad a los patrones nacionales o internacionales.
• Materiales de Referencia Certificados (MRC).
Los MRC son producidos por los INM´s como un patrón de referencia para la calibración de instrumentos de medición, por parte del usuario.
Fig. 1 Trazabilidad de las mediciones en el ámbito internacional
INM´s
BIPM
Laboratorios primarios
Laboratorios secundarios
Lab. de Calibración Unidades de verificación
Usuarios: industria, ciencia, COMERCIO

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
3
Cada material de referencia es acompañado de un certificado de calibración donde se informa sobre el valor de la propiedad física en cuestión (densidad, viscosidad cinemática, composición química, etc.), su incertidumbre, el nivel de confianza, entre otros datos. Un aspecto de importancia en esta modalidad es la estabilidad del MRC. En este sentido, es de gran importancia observar las recomendaciones del productor respecto de las condiciones de uso y almacenamiento del material como una medida para garantizar la trazabilidad.
• Servicios de Calibración en sitio.
El Laboratorio de calibración lleva sus patrones de referencia a las instalaciones del cliente para realizar la calibración del instrumento o sistema de medición. En esta modalidad el cliente asegura que su instrumento es calibrado bajo las condiciones de operación. El Patrón Viajero debe cumplir con ciertos requisitos de: robustez, reproducibilidad, funcionalidad, entre otros, para asegurar la trazabilidad hacia las referencias superiores.
Además de los me canismos ante riores, en la actualidad t ambién se recurre a la s sig uientes alternativas, • Datos de referencia • Diseminación del Tiempo Universal Coordinado • Calibración a través de Internet Como mantener trazabilidad ? En la definici ón de tra zabilidad no exi ste men ción sobre el efe cto que pue de jugar el tiem po sobre el las condiciones d e funcionamiento de lo s instrumentos o patrones de medición. En el National Institute of Standards a nd Technol ogy (NIST) d e Estados Uni dos de Nort eamérica existe la opinión de que la definición de trazabilidad debe incorporar el co ncepto del a seguramiento de l as medi ciones como una condición para garantizar la trazabilidad de las mediciones en todo momento. Existe una diferencia co nceptual e ntre demostrar trazabilidad y mantener trazabilidad, siendo e sto último qui zá el fin fundamental en cual quier aplicación metrol ógica, e specialmente en
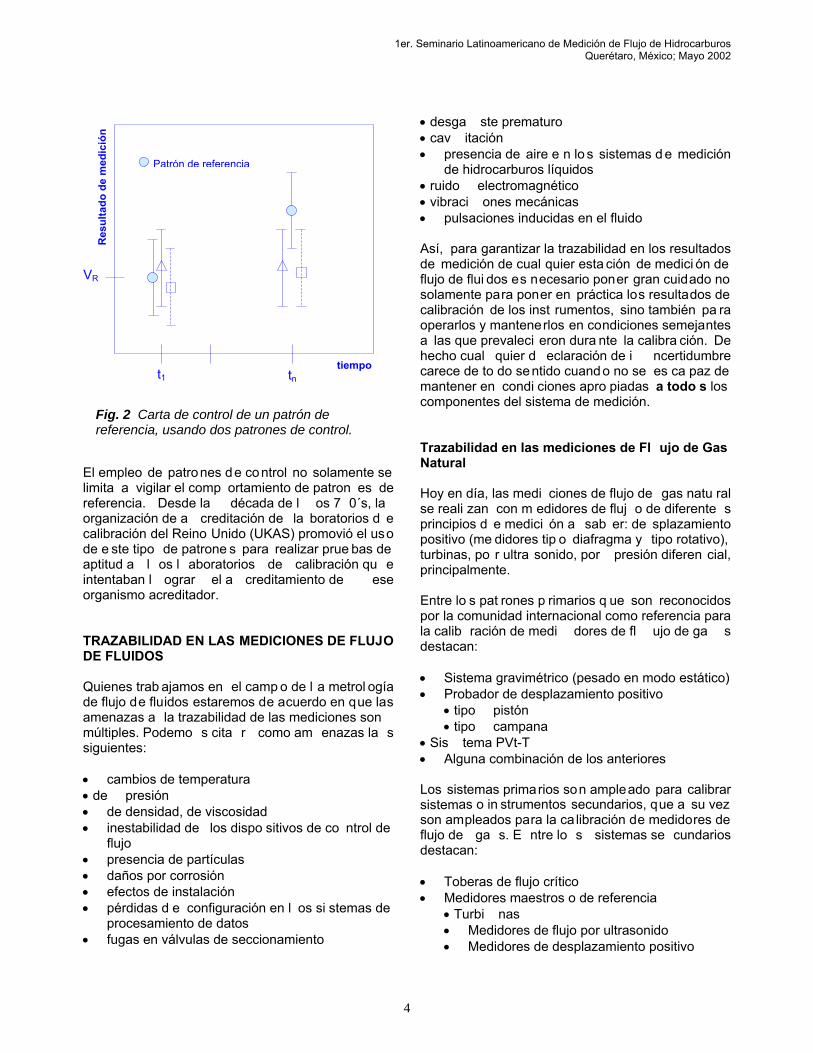
aplicaciones donde existe tran sferencia en l a custodia de bienes. En término s de a seguramiento de calidad, qui zás los cu estionamientos más re currentes de los auditores d e calidad se refieran a “... ¿cómo aseguras que los resultados de medición que produces son correctos?, ¿Cómo demuestras que tu sistema de medición cumple con la incertidumbre requerida ? ...La resp uesta a pre guntas d e esta naturaleza ti enen qu e ve r con la fo rma en qu e se mantiene la trazabili dad en los si stemas d e medición; y mantenerla no sol o si gnifica e nviar el instrumento o el patrón a un La boratorio de Calibración, sino d emostrar qu e en e l tiempo el funcionamiento del in strumento e s comparable al que exhibió durante la calibración. Es lógico pensar que los instrumentos o patrones de medición son su sceptibles a cambiar su funcionamiento debido a: a) la frecuencia de uso, b) la exposición a ambientes peligrosos, c) variabilidad de las condiciones de operación, d ) mal uso, ent re otros motivo s. Por esta razó n, es importante disponer d e las he rramientas qu e pe rmitan diagnosticar el e stado d e fun cionamiento d e lo s patrones (esto apli ca ta nto pa ra l os Patrone s Primarios en un INM, co mo pa ra l os Patron es de Referencia en cualquier otra institución). Una forma de mantener el control metrológico sobre los patrones (como un mecanismo de sustento de la trazabilidad en las mediciones) es emplear patrones de control; estos dispositivos se defin en como lo s instrumentos o si stemas de me dición cuya fun ción principal es la de vigilar el estado de funcionamiento de lo s pat rones de referencia. Su se lección tie ne que co nsiderar aspectos com o: estabilidad, repetibilidad, reprodu cibilidad, re solución, entre otros aspectos, tenie ndo en mente que serán empleados para dete ctar los eventua les cam bios que se p uedan present ar en los patrones d e referencia. El uso de los patro nes d e co ntrol impli ca necesariamente la apli cación de cart as de co ntrol para el seguimiento de lo s patro nes d e referen cia. En la fig. 2 se mue stra una carta de control donde se a precia el halla zgo de u n ca mbio e n el comportamiento metrol ógico d el patrón de referencia. Nóte se qu e en el tiempo n, es recomendable usar el pa trón de co ntrol ante s de emplear el p atrón de referencia, como una medid a para evitar l a entre ga d e re sultados i ncorrectos al cliente en cuestión.
1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
4
El empleo de patrones de control no solamente se limita a vigilar el comp ortamiento de patron es de referencia. Desde la década de l os 7 0´s, la organización de a creditación de la boratorios d e calibración del Reino Unido (UKAS) promovió el uso de e ste tipo de patrone s para realizar prue bas de aptitud a l os l aboratorios de calibración qu e intentaban l ograr el a creditamiento de ese organismo acreditador. TRAZABILIDAD EN LAS MEDICIONES DE FLUJO DE FLUIDOS Quienes trab ajamos en el camp o de l a metrol ogía de flujo de fluidos estaremos de acuerdo en que las amenazas a la trazabilidad de las mediciones son múltiples. Podemo s cita r como am enazas la s siguientes: • cambios de temperatura • de presión • de densidad, de viscosidad • inestabilidad de los dispo sitivos de co ntrol de
flujo • presencia de partículas • daños por corrosión • efectos de instalación • pérdidas d e configuración en l os si stemas de
procesamiento de datos • fugas en válvulas de seccionamiento
• desga ste prematuro • cav itación • presencia de aire e n lo s sistemas d e medición
de hidrocarburos líquidos • ruido electromagnético • vibraci ones mecánicas • pulsaciones inducidas en el fluido
Así, para garantizar la trazabilidad en los resultados de medición de cual quier esta ción de medici ón de flujo de flui dos es necesario poner gran cuidado no solamente para poner en práctica los resultados de calibración de los inst rumentos, sino también pa ra operarlos y mantenerlos en condiciones semejantes a las que prevaleci eron dura nte la calibra ción. De hecho cual quier d eclaración de i ncertidumbre carece de to do sentido cuando no se es ca paz de mantener en condi ciones apro piadas a todo s los componentes del sistema de medición. Trazabilidad en las mediciones de Fl ujo de Gas Natural Hoy en día, las medi ciones de flujo de gas natu ral se reali zan con m edidores de fluj o de diferente s principios d e medici ón a sab er: de splazamiento positivo (me didores tip o diafragma y tipo rotativo), turbinas, po r ultra sonido, por presión diferen cial, principalmente. Entre lo s pat rones p rimarios q ue son reconocidos por la comunidad internacional como referencia para la calib ración de medi dores de fl ujo de ga s destacan: • Sistema gravimétrico (pesado en modo estático) • Probador de desplazamiento positivo
• tipo pistón • tipo campana
• Sis tema PVt-T • Alguna combinación de los anteriores Los sistemas primarios son ampleado para calibrar sistemas o in strumentos secundarios, que a su vez son ampleados para la ca libración de medidores de flujo de ga s. E ntre lo s sistemas se cundarios destacan: • Toberas de flujo crítico • Medidores maestros o de referencia
• Turbi nas • Medidores de flujo por ultrasonido • Medidores de desplazamiento positivo
t1 tn
VR
tiempo
Res
ulta
do d
e m
edic
ión
Patrón de referencia
Fig. 2 Carta de control de un patrón de referencia, usando dos patrones de control.

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
5
En la fig. 3 se m uestra una carta de trazabilida d típica para la medición e flujo de gas, para alcances de medi ción hasta de al gunos mile s de litros p or minuto. Nótese que en esta carta de trazabilidad, el origen d e la mism a son las realizaci ones d e la s unidades bá sicas del S istema Inte rnacional de Unidades. Por otra parte, en l a figura 4 se muestra la carta de trazabilidad que co rresponde a lo s servici os d e calibración q ue se ejecutan e n la s i nstalaciones conocidas c omo pigsar, en Dorsten, Alemania.
Estas in stalaciones pert enecen a l a com pañía transportadora de ga s RHURGAS AG; y el Physikalish Tech nische Bunde santalt (PTB) ha delegado e n dicha in stitución la in stalación y manutención del Pat rón Nacional de Flujo de Gas Natural a alta Presión. Este Patrón Nacional Alemán para la medición de flujo de gas natural es operado por RHURGAS AG, sin embargo, el PTB a travé s del Grupo de Flujo de Flujo de Fluidos atestigua los servicios de calibración mediante la aplicación de la técnica conocida como tele-calibración. Existen p aíses en l os cu ales la t razabilidad en la s mediciones de flujo de gas no tiene su origen en sus patrones nacionales. Tal es el caso de Brasil, donde algunos de los si stemas de refe rencia para la calibración de medid ores de flujo de gas tien en trazabilidad hacia el Nederlands Meetinstituut (NMi) de los Paí ses Bajo s. En Can adá, lo s sistem as de referencia de T ransCanada Ca librations ha n sido también calibrados por el NMi. El que un pa ís mantenga sistemas de medición de referencia con tra zabilidad ha cia patrone s nacionales de otro país n o re presenta necesariamente un a d esventaja p ara los u suarios de servicios de calibración; en realidad lo importante radica en qu e los nivele s de incertid umbre sean adecuados p ara satisfacer la s ne cesidades de l os procesos de producción. Trazabilidad en las Medi ciones de Flujo de Gas Natural mediante Placas de Orificio. Aún hoy en día, la mayoría de lo s sistemas de medición de gas n atural i nstalados en gaso ductos incorporan placa s de o rificio com o e lemento de medición de volumen y/o masa. El uso de la s placas d e orificio como elemento de medición en aplica ciones de tra nsferencia d e custodia de ga s natu ral ha requerido de un a justificación amplia resp ecto de su dese mpeño metrológico [6]. Una gran cantidad de publicaciones técnicas se han generado sobre el uso de las placas de orifi cio, si endo q uizás el sistem a de medi ción más estudiado en el camp o de la medi ción de flujo de fluidos. Institutos Nacionales de Metrología como el National E ngineering Laboratory (NEL) del Rei no Unido, el PTB de Alemania, o el National Institute of Standards and Te chnology (NIST) de EU h an ejecutado in numerables p royectos de i nvestigación sobre las placas de orificio.
Fig. 3 Carta de trazabilidad para las mediciones de flujo de gas hasta 2 000 L/min. Situación en México.
Medidor tipo turbina 50 – 2 000 L/min
± 0,50 % L
Medidor tipo diafragma 50 – 1 500 L/min
± 0,60 % L
Sensor tipo Pt-100
± 0,02 ºC
Sensor de presión Oscilador de quarzo
± 10 Pa
toberas de flujo crítico 1 – 2 000 L/min
± 0,30 % L
Probador tipo campana
50 – 2 000 L/min ± 0,20 % L
Punto triple del agua ± 0,16 mK
Patrón Nacional de Baja Presión
± 3,3·10-5 L
Patrón Nacional de Longitud Patrón Nacional
de tiempo Patrón Nacional de Masa

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
6
Buena parte de los resultados de las investigaciones realizadas en institutos gubernamentales y privados (como el CE ESI o el SwRI), se ha n vaciado sobre las no rmas q ue hoy so n vigentes. La International Organization for Standardizatio n (ISO) pu blica l a norma ISO 5167 [ 7], mientra s q ue el Ameri can Petroleum In stitute (API) publica e n e l Manu al of Petroleum M easurement Standards la s secciones 14.3 [8], en relación con el u so d e la s pl acas de orificio de borde re cto para l a me dición de gas natural. Particularmente en la medición d e flujo de flui dos mediante placas de o rificio, y desde el punto d e trazabilidad de las mediciones, es muy importante observar fielmente las recomend aciones escritas en la norma de referencia, de otro m odo, es imp osible clamar trazabilidad. Efectivamente, particul armente en la industri a de l Gas Natural, es un a prá ctica inte rnacional la de referir el fu ncionamiento de lo s sistemas d e medición po r placa d e orificio a la s norm as d e
referencia. Esto signifi ca que los u suarios p ueden recurrir a la s normas de referencia para predecir el coeficiente de descarga (cd) de la placa, así como el valor d e in certidumbre del mism o. En t érminos de incertidumbre, esta práctica es en general suficiente para la mayoría de las aplicaciones; sin embargo, es importante saber que los sistemas de medici ón por placa de orificio tienen una gran cantidad de fuentes susceptibles de error. De hecho, en aplicaciones de transferencia de custodia, es frecuente el caso en el que el “tubo de medición” (co nstituido por la pla ca de o rificio y las secciones de tube ría adya cente) tenga qu e se r enviado a algún lab oratorio pa ra su calibración contra un p atrón de refe rencia, !! y no contra una norma de referencia ¡¡ . Para la i ndustria del petróleo en México, donde se emplean como referen cia la s n ormas norteamericanas, es d estacable que e l do cumento API 14.3.2 ha sido re-editado en Abril del 2000 y se observan cambios impo rtantes, d esde el punto de vista de la traza bilidad en las medi ciones d e ga s natural me diante pl acas de orificio de borde recto. Los cambios más destacables son los siguientes: • Mayor longitud de tubería recta (en general) • Acondicionador de flujo tipo bundle de 19 tubos,
solamente en la versión 1998. • Mayor presión diferencial • Rugosidad superficial en funció n d el diámetro
de la tubería y de beta. Los usuarios de siste mas de medición por placa de orificio deben considerar la posi bilidad de actualizar las in stalaciones de acuerdo co n las n uevas especificaciones establecidas en el d ocumento API 14.3.2, de l o co ntrario, existirá serio rie sgo de incurrir en errores en la medición. De acuerdo con Husain [9], en el mejor d e los ca sos (siguiendo las recomendaciones de l a norma), la in certidumbre en la medición de flujo que puede lograrse es del orden ±1%. En la figura 5 se mue stra la do ble alternativa e n relación con la trazabilid ad en las m ediciones de flujo de fluidos po r medio de placa s d e orificio. La diferencia esencial entre ambas alte rnativas pu ede ser l a incerti dumbre de medición. Un a calib ración del tubo de medició n contra un p atrón p rimario
Nota del autor: en la medición de flujo de fluidos por placas de orificio, puede presentarse el ca so de una trazabilidad virtual, en el sentido de que el instrumento de medición no es calibrado directamente co ntra un pat rón de refe rencia, s ino contra u na norma de referencia.
Patrón Nacional
de Longitud (PTB) m
Probador tipo pistón (patrón de referencia, pigsar)
G 250
Q < 480 m3/h Q > 480 m3/h
G 250 G 250 G 250 G 250 G 100 G 1000 G 1000 G 1000 G 1000 G 1000
Medidor externo por ser calibrado
Medidor externo por ser calibrado
Etapa 0
Etapa 1
Etapa 2 Etapa 3 Etapa 4
patrones de trabajo pigsar
Patrones de trabajo pigsar
patrón de transferencia
Etapa 2a Etap a 4
Fig. 4 Carta de trazabilidad interna en pigsar.
(Instalación designada para funcionar como el patrón nacional de Alemania para la medición de Flujo de Gas )

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
7
significaría una menor incertidumbre en el valo r del coeficiente de de scarga, en rela ción con la propuesta de incertidumbre de la norma.
Finalmente, desta co que así como e s necesaria l a trazabilidad hacia algún patrón nacional de medición de flujo de fluido s, también es ne cesario qu e los sensores de p resión d iferencial, pr esión es tática, temperatura y de comp osición q uímica, entregu en resultados d e medi ción con trazab ilidad a lo s patrones nacionales correspondientes. Trazabilidad en las Mediciones de Volumen de Líquidos La me dición de volum en de hid rocarburos líqui dos en m odo e stático se real iza usando sistemas d e medición como: • Tanques de almacenamiento • Patrone s volumétricos La medición de volumen en tanques verticale s se realiza combinando la me dición d e niv el del fluido con los resultados de calibración del tanque vertical, expresados mediante lo que se co noce como tabla de calibración. La medi ción de nivel se pu ede realizar po r cualquiera de los siguientes métodos: • Medición manual, con cinta • Medici ón por ultrasonido
• Medici ón por radar • Medición por diferencia de presión • Medici ón por flotadores Cualquiera que sea el método de medición de nivel, su calibraci ón debe rá co nsiderar com o patrón de referencia un patrón para medición de longitud, bien puede ser una cinta flexible [10]. La calibración de lo s ta nques ve rticales pu ede realizarse m ediante cualquiera d e lo s siguientes métodos: • Medición d e diámetro por cintas flexibles
(strapping method) • Determinación de diámetro por método óptico
• Método de la línea de referencia • Método de triangulación
• Método s electro-ópticos • Determinación de volumen por medidor maestro Los prim eros tres méto dos requieren trazabilidad hacia el patrón na cional de longitu d; es de cir, en cualquier m omento ta nto las cintas fle xibles como los sistemas ópticos tien en q ue ser comparados contra algún sistema de referen cia ligado al Patrón Nacional de Longitud; mientras que el último de los métodos im plica trazabilidad al Patrón Nacional de Volumen a t ravés de la calib ración del me didor (posiblemente un m edidor d el tipo de desplazamiento po sitivo) contra un Patrón Volumétrico de Referencia De acuerdo con las características de los sistemas de medición de nivel disp onibles en la actuali dad, y considerando valore s típico s de resultados de calibración de tanqu es v erticales, la i ncertidumbre de m edición de volu men en t anques de almacenamiento pu ede o scilar entre ± 0,3% y ± 0,5% , dep endiendo de la ca ntidad de fluid o transferida. Por ot ro l ado, lo s patrones volum étricos son empleados normalmente como refe rencia para la calibración d e medi dores de volu men o bie n d e recipientes vo lumétricos de ma yor capacidad. A su vez, son calibrados po r patrones vol umétricos de mejores características metrológicas. En la Fig. 6 se muestra una carta de traza bilidad referente a la
Este valor de incertidumbre se informa con un nivel de
confianza del orden de 95%.
ΔP
ISO 5167,AGA R3
Patrones nacionales de flujo de fluidos
T
Por calibración
Por certificaciónde conformidad
placa de orificioacondicionador de flujo
Fig. 5 Rutas de trazabilidad para sistemas de medición por placa de orificio.

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
8
medición de volumen d e hid rocarburos líquid os mediante el uso de patrones volumétricos. En la figura 6 se aprecia que la s m ediciones de temperatura son imp ortantes e n el pro ceso d e diseminación de la exa ctitud del Patrón Nacional de Volumen hacia los patrones d e tra bajo que se rán empleados p ara l a calibración en siti o de otro s dispositivos de medición de volumen. Trazabilidad en las Mediciones di námicas d e volumen de hidrocarburos líquidos El calificativo de mediciones dinámicas se establece debido a que el el emento que se usa para medir el volumen se instala en un a tubería a través de la cual el fluid o circula. La medición de volumen se realiza al tie mpo qu e el fluido pa sa a través del medidor. Hoy en día, los pri ncipales tipos de m edidores que son empleados p or la i ndustria petrolera pa ra este propósito son:
• Tipo turbina • De desplazamiento positivo • Cori olis • Ult rasónicos • Placas de orificio
• Tubo s venturi Los do s primeros son am pliamente reconocidos (y recomendados) por el A PI para la medición de volumen de hidro carburos líquidos. Los capítulo s 5.2 y 5.3 del Manual de Estándares para Mediciones de Petról eo (MPMS), edit ado p or API, abo rdan el uso de e stos medido res para cuantificar en fo rma dinámica el volumen de hidrocarburos líquidos. Los me didores por p rincipio de coriolis son empleados f undamentalmente p ara la medición de fluidos “difícile s” como el combustóleo. Sin embargo, a ctualmente ya existe un docum ento provisional (draft) editado por el API pa ra el u so de los medidores coriolis p ara m edir el volumen de hidrocarburos líquidos, por lo que se su pone que el uso de e ste tipo de medidores se i ncrementará considerablemente en los próximos 5 años. Los me didores tip o coriolis p ueden ser calibrados tanto en el m odo de medición de volumen como e n masa; en el primer caso, las mediciones de volumen realizadas con el medidor coriolis serán trazables al Patrón Nacional de Vol umen; en el segundo, la carta de tra zabilidad apuntará ha cia el Patrón Nacional de Masa. El princi pio de medi ción de flujo de fluidos po r ultrasonido ha encontra do una gra n acepta ción tanto en el campo de la medición de gases como en la de lo s hidrocarburos líquido s. L as ve ntajas operativas comparativas, y sus cualid ades metrológicas los han col ocado rá pidamente en un lugar p reponderante en el me rcado d e lo s medidores de flujo. En términos de trazabilidad y de aseguramiento metrológi co, esto s equipos de berán demostrar que la reproducibilidad de sus resultados es comp arable o mejo r que la qu e se obtie ne empleando o tros principios d e me dición. Siendo la reducción d e costo s el reto principal de lo s fabricantes de este tipo de instrumentos. En aplicaciones de flujo de gas natural, un me didor ultrasónico p uede calibrarse co ntra u n banco de toberas de flujo crítico, o de medido res de desplazamiento po sitivo de referencia (lo s medidores d e flujo de d esplazamiento po sitivo de doble rotor han d emostrado ex celentes cualidades como medi dor d e referenci a). Po r su puesto, también p uede ser calibrado u sando patrone s primarios de desplazamiento positivo, gravimétricos o sistemas PVT-t.
Patrón Nacional de Masa
± 2,3 μ g Densidad del agua
bidestilada
Patrón nacional de volumen ± 0,005 %
Patrón Nacionalde Temperatura
0,16 mK
Patrón de Referencia ± 0,012 %
Patrón de trabajo ± 0,018 %
Termómetro digitalcon Pt-100
± 0,02 ºC
Fig. 6 Carta de trazabilidad para las mediciones de volumen usando patrones volumétricos

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
9
Los me didores del tipo ultrasó nico pa ra hidrocarburos líquidos pued en se r calibrados preferentemente por probadores del tipo convencional (pipe provers). En la figura 7 se muestra la carta de trazabilidad para las mediciones de vo lumen d e h idrocarburos líqu idos e n fo rma dinámica. El último esl abón de la carta de trazabilidad puede ser ocupado por un medidor tipo turbina (co mo se i ndica en la figura), de desplazamiento po sitivo, tipo corioli s, o in cluso p or un me didor por principio ultra sónico. Aún cuando dicha carta de trazabil idad n o in cluye en l os eslabones i nferiores la contribución de magnitu des físicas como la pre sión, temperatura y la densi dad, es ne cesario desta car que todo s l os sen sores implicados en cada u no de lo s procesos de calibración deben tener traza bilidad hacia lo s patrones n acionales correspondientes. En l a sección corresp ondiente a la incertidumbre en las mediciones de volume n de hid rocarburos, se enfatizará el peso que cada una de las magnitudes de influen cia tiene so bre el me nsurando en cuestión.
La calib ración de los medidores d e flujo por ultrasonido pued e encontra r dificulta des, especialmente para tama ños superiores a 7 50 mm de di ámetro; en aplicaciones d e e sta natu raleza Zanker and Freund [11] recomi endan la calibración en seco .
La calibración en seco se aplicó por primera vez como una
técnica de calibración en sitio de medidores del tipo electromagnético; sin embargo, e sta alternativa no ha sido mu y satisfactoria, a menos que se desarrolle bajo condiciones cuidadosamente controladas [6]. Fig. 7 Carta de trazabilidad para las mediciones
de volumen en forma dinámica
Patrón Nacional de Masa
± 2,3 μ g Densidad del agua
bidestilada
Patrón nacional de volumen ± 0,005 %
Patrón Nacionalde Temperatura
± 0,16 mK
Patrón de Referencia± 0,012 %
Patrón de trabajo ± 0,018 %
Termómetro digitalcon Pt-100
± 0,02 ºC
Probador bidireccional ± 0,03%
Calibración por método water draw
Calibración por transferencia
Medidor tipo turbina (en línea) ± 0,1 %
Calibración por comparación

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
10
ESTIMACIÓN DE IN CERTIDUMBRE EN L AS MEDICIONES Conceptos introductorios La incertidumbre en las mediciones es un concepto cuya apli cación es rel ativamente reci ente. De hecho, la fo rmación p rofesional de lo s estudi antes no incorpora todavía el concepto de la incertidumbre en la s me diciones; n uestros estudiantes siguen formándose profesionalmente pen sando que un resultado de medición se compone sólo de un elemento. La omisi ón de la ince rtidumbre com o parte del resultado de medición limita nuestra capacidad para tomar decisiones en cualquier ambiente de nue stra vida diaria. Como u n ejemplo, baste mencionar que recientemente en la pren sa internacional se expu so el ca so del j ugador profesional de fútbol eu ropeo Frank de Boer, quien al ser sometido a un segundo examen a ntidoping obtu vo resultado s qu e n o pudieron ser co nciliados con el primer exam en; el NMi (L aboratorio Na cional de Metrol ogía de los Países Baj os) o pinó a este re specto que era indispensable asignar valores de incertidumbre a las dos mediciones para compararlas entre sí. En alguna medida, el valo r de incertidumbre nos da idea de la “cali dad” del trabajo de medición o calibración realizado; a menor incertidumbre mayor conocimiento del proceso de medición y viceversa. Sin embargo, logra r incertidumbres “infinitesimales” no debe ser la obse sión de todo metrólog o, en realidad, pa ra cad a proceso d e medi ción se de be establecer d e manera realista el valor de la incertidumbre de medición requerida en términos del riesgo. Mig uel de Mo ntaigne, filó sofo fran cés escribió alguna vez “...no hay nada mas cierto que la incertidumbre ni ser mas orgulloso que el hombre..”; esta frase, e scrita ha ce algunos cientos de añ os no ha pe rdido vigenci a; e n metrol ogía sabemos, y aceptamos, que l a va riabilidad de lo s procesos, de la s condiciones amb ientales, la s limitaciones de tiempo y espacio no permitirán lograr mediciones “perfectas” (con incertidumbre cero). En dé cadas pasadas era una p ráctica co mún qu e las normas técnicas relacionadas con l a estimación de inc ertidumbre se ge nerasen a l in terior de cada uno d e los Comités Té cnicos d e ISO o de otras
organizaciones. A este respecto, la norma ISO 5168 [12], rela cionada con la e stimación d e incertidumbres en la medición de flujo de fluidos, fue editada p or vez prim era en 197 8; est e documento fue uno de l os pri meros en abo rdar e l tema de la estimación de la in certidumbre en la s mediciones, sobre todo pensando en una forma de soportar las operaciones de transferencia de custodia de flui dos valiosos. No fu e sino ha sta 1 993 cu ando u n g rupo d e organismos i nternacionales culmina lo s e sfuerzos por edita r u na G uía para l a E stimación d e l a incertidumbre en las medi ciones (GUM) [13]. Desde entonces, este do cumento es emp leado com o referencia para la estimación de i ncertidumbres. En 1994 Van der Grinten [14] publica un documento en el cual co mpara lo s resultados d e e stimación de incertidumbre al em plear l a G UM y la norma ISO 5168, encontrando diferencias muy pequeñas entre ambos métodos. Conocer la incertid umbre de un resultado de medición es útil en lo siguientes casos:
• Lograr la optimización de recursos • Resolver disputas comerciales • Dictaminar sob re cumplimiento con
especificaciones • Asegurar la intercambiabilidad de piezas • Comparaciones entre laboratorios • Otro s
Específicamente, en la in dustria del petróleo, y en muchas más aplicaciones, los sistemas de medición de flujo son las cajas registradoras de las empresas, por lo qu e es muy importa nte cont rolar metrológicamente el fu ncionamiento d el medi dor, para a segurar qu e lo s requerimientos establecidos en los protocolos de compra-venta se satisfacen en todo momento.
Ejemplo: Con el ánimo de evidenciar la importancia de conocer la inc ertidumbre de l as me diciones, co nsidere qu e usted vende combustóleo a razón de 100 000 L/día. El sistema de medición que emplea para transferir la custodia de este flu ido n o p osee certi ficado d e calibración, por lo que los resultados de medición no tienen trazabilidad a algún patrón naci onal, y por consecuencia tampoco se conoce la incertidumbre de medición actual. Cierto día, el med idor de volum en sufre un d año “súbito y sev ero”, lo cu al motiva qu e

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
11
usted lo envíe al taller de rep aración. Como substituto, su gerente de mantenimiento consigue en préstamo un medi dor que ha sido recientemente calibrado por un laboratorio secundario. Después de 10 días de operar con el nuevo medidor, usted perc ibe que su b alance diari o es en promedio 100 L ma yor ( a su favor !!) que el b alance promedio en los pasados 10 mes es. Pregunta obligada: ¿Eran correctos los resultados de medición obtenidos con el medidor anterior ?, ¿Será este nuevo medidor el adecuado para garantizar que la pérdida o ganancia de mi empresa sea lo suficientemente pequeña para no amenazar mi estabilidad ?. La respu esta a estos cuestionamientos tiene q ue ver con traza bilidad e incertidumbre.
Algunas definiciones Previo a l a p resentación de la m etodología pa ra la estimación de la in certidumbre en la s mediciones, es ne cesario incorpo rar algunas d efiniciones de interés, toma das d el Vocabula rio Internaci onal de Metrología, o de la propia GUM Incertidumbre de medición: p arámetro, asociado con el resultado de la m edición, que caracteriza la dispersión d e los valo res qu e ra zonablemente pueden ser atribuidos al mensurando.
Un resultado de medición se integra al menos por dos elementos: a) la mejor estimación del mensuran do, y b ) la incertidumbre de dicha est imación. Así, supongamos que al solicitar informes sobre la ac eleración local de la gravedad obtenemos la siguiente información:
g = (9,781 ± 0,002) m/s2 del resultado anterior sabemos que el mejor valor para l a aceleración local es 9,781; sin e mbargo, y en r azón de la incertidumbre de l proceso de m edición para determinar g, cualquier valor d entro del intervalo [9,779, 7,783] puede ser atribuido a g.
Incertidumbre estándar: ince rtidumbre del resultado d e una medici ón expre sado como un a desviación estándar
En casos donde sea necesario co mbinar diversas fuentes de incertidumbr e, el procedimiento sugerido e n la GUM requiere de la determinación de la incertidumbr e estánda r de cada fuente, como un requi sito para aplicar la ley de propagación de incertidumbre. La obtención de la incertidumbre estándar depe nderá de la forma de variación de la fue nte de incertidumbre en cuestión. Las formas de varia ción pueden se r: norm al, uniforme, triangular, bi-modal, entre otras.
Incertidumbre estándar combinada (uc): se defin e como la incertidumbre estándar del resultado de una
medición cu ando el re sultado es obt enido de los valores de un número dado de otras magnitudes.
Según la GUM, la incertidumbr e estándar combinada se obtiene aplicando la ley de propagación de incertidumbres, conocida convencionalmente co mo Raíz d e la Suma d e Cuadrados (RSS, del inglés ro ot-sum-of squares) y su valo r refleja cómo la variación ( y covariación) de las est imaciones de cada variable de entrada, promueve la variación del resultado de medición.
Incertidumbre expandida (U): cantidad que define un intervalo alrededor del resultado de la medición y del cual se esp era que comp renda un porcentaje alto de los valores que razonablemente pudieran ser atribuidos al mensurando.
Es una práctica común que los r esultados de medición se expresen con niveles de confianza superiores a 90%, esto requiere que la incertidumbre estándar combinada sea multiplicada por una factor de cobertura apro piado para definir un intervalo cuy o nivel de confianza sea el deseado. En muchos ca sos, un factor de cobertura k=2 es suficiente para obten er la incertidumbre expandida ( Uxi = k·uc) a un nivel de confian za del orden de 95%. El valor de k=2 se emplea cuando existe sufici ente evidencia (ca ntidad de información disponible) para suponer razonablemente que la distribución de probabilidad del resultado de m edición es normal.
La difere ncia entre los t érminos incertidumbre y error debe siempre pe rmanecer e n mente. Po r ejemplo, el resultado d e una me dición despué s d e aplicar l os factores de corrección pu ede u bicarse muy cerca del valor del mensurando, esto es, puede tener un error de spreciable, y sin embargo pu ede tener un valor de incertidumbre grande. Procedimiento para es timar la incertidumbre en las mediciones -presentación de un ejemplo- La metodol ogía para e stimación de i ncertidumbre propuesta en la GUM, p uede ser resumida en l os siguientes pasos:
1. Definición del mensurando 2. Organización de las fuentes de incertidumbre. 3. Cuantificación de las fuentes de incertidumbre 4. Reducción a incertidumbre estándar 5. Combinación de las incertidumbres 6. Informe de resultados
1 Definición del mensurando El primer paso en cualquier proceso de medición es definir el mensurando – la magnitud a ser medida –.

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
12
Una in completa definici ón del men surando pue de ser cau sa d e pob re repetibilidad en el pro ceso de medición.
Ejemplo: Determinar el volume n de agua que contie ne u n patrón v olumétrico (ver f igura a djunta) a la temperatura a ctual d el l aboratorio, p ermitiendo u n tiempo de escurrimiento de 30 s.
2 Organización de fuentes de incertidumbre Encontrar la relación funcional entre el mensurand o y las m agnitudes de e ntrada. Normalmente u n modelo matemático para estima r el mensurando en función de las variables de entrada
Y = f(X1, X2, X3....Xn) (1) Ejemplo VT = (V20ºC+L) (1 + αc·(T-20)) (e.1)
donde
V20ºC: volumen del patrón vo lumétrico a 2 0 ºC, d e
acuerdo co n el certific ado de ca libración, [mL]
αc: coeficiente d e e xpansión térmica d el material de fabricación del patrón, [ºC-1]
T: temperatura del ag ua y de l p atrón volumétrico, [ºC-1]
L: lectura e n el cuell o de l patr ón vol umétrico, [mL]
3 Cuantificación de la incertidumbre Cada una de las ma gnitudes de e ntrada, po r se r variables aleatorias, pueden tomar diversos valores. En esta etapa del procedimiento se requiere “medir” la varia ción de cada una d e la s fuentes de incertidumbre durante el proceso de medición. En este trabaj o de m edir la vari abilidad de la s magnitudes es necesario aprovechar la experiencia del m etrólogo, de lo s té cnicos, son ellos qui enes mejor se nsibilidad tienen re specto del comportamiento de ca da uno de lo s compon entes del sistema de medición.
Ejemplo: Se escriben a continuación los valores de variabilidad de cada una de las fuentes de incertidumbre: V20 ºC = 20 002,6 mL 19 999,1 mL< V20 ºC < 20 006,1
variación normal, k=1
L = 25 mL +20 mL < +25 < +30 mL variaci ón uniforme αc = 0,000 047 7 ºC-1 46,7 ⋅10-6 ºC-1 < αc < 48,7⋅10-6 ºC-1 variaci ón uniforme T = 25,02 ºC
a) Por calibración
24,82 ºC < T < 25,22 ºC variación normal, k=2
b) Por repetibilidad
donde
Datos:
V20 ºC= (20 002,6 ± 3,5) mL (k=1)
αc = (47,7 ± 1)⋅10-6 ºC-1
(distribución uniforme)
T1 = (25,1 ± 0,2) ºCT2 = (25,0) ± 0,2)T3 = (25,1) ± 0,2)T4 = (25,0) ± 0,2)T5 = (24.9) ± 0,2)
(k=2)
División mínima: 10 mL
L= + 25 mL
Fig. 1 , e j. 1 Re lación e ntre me nsurando y magnitudes de entrada.
VT
V20 calibración
αc Información del fabricante
T calibración
repetibilidad
resolución L
ns02,25 T
ns02,25 +<<−

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
13
n = 5; s = 0,084 ºC
4 Reducción a incertidumbre estándar La ley de propagación d e incertidu mbres requi ere que sin importar cómo se realice la cuantificación de la ince rtidumbre d e una variable d e entrada, ésta debe ser evaluad a como un a ince rtidumbre estándar, e sto es, com o una de sviación están dar. De a cuerdo a la forma en que se realiza dicha cuantificación, la GUM propon e una d iferenciación de los métodos de evaluación: a) evaluación tipo A; evaluación por a nálisis estadístico d e la serie de mediciones realizada, y b) evaluación tipo B, basada en el juicio ci entífico del metrólogo, usando toda l a información relevante disp onible (medi ciones previas, certificados de calibración, especificaciones del fabricante, entre otras). La in certidumbre e stándar tip o A se dete rmina a partir de resulta dos d e medi ción que fuero n obtenidos d e una se rie de n medici ones independientes, re petidas en un interv alo co rto de tiempo. La G UM recomienda la siguiente forma de cálculo,
n/)q(s)X(s)x(u kii == (2) donde qk representa al conjunto de los n resultados de medición obtenidos. Las evalua ciones basadas en o bservaciones repetidas no son n ecesariamente “superiores” a las obtenidas por otro s m edios. De he cho, cua ndo no pueda evalu arse la in certidumbre e stándar de un a variable de entrada me diante el a nálisis de lo s resultados de un nú mero de observa ciones repetidas, debe a doptarse u na di stribución de probabilidad basada en el conoci miento; dicha distribución será mu cho menos exten sa de l o q ue pudiera con siderarse de seable. Esto sin emb argo, no invali da a la distribución o la ha ce irreal: como todas las distribuciones de probabilidad, esta es una expresión del conocimiento que se tiene. En apé ndice F de l a G UM ( Guía práctica para la evaluación de las componentes de incertidumbre), se de scriben recomen daciones so bre la forma d e calcular la i ncertidumbre estándar pa ra fuente s d e incertidumbre.
Ejemplo: A partir l a v ariabilidad, y de l a forma d e variac ión, d e cada un a de las fue ntes de inc ertidumbre, se re quiere expresar cada una de el las en forma de desviaci ones estándar,
V20 ºC = 20 002,6 mL (ver sección 4.3 GUM) u(V20ºC) = U(V20ºC)/k = 3,5 mL/1 = 3,5 mL
L = 25 mL αc = 0,000 047 7 ºC-1 T = 25,02 ºC
c) Por calibración
u(T) = U(T)/k = 0,2 ºC/2 = 0,1ºC
d) Por repetibilidad (ver sección 4.2 GUM)
La contribución por repetibilidad se estima a partir de la desviación estándar de la media (ver cláusula 4.2.3 GUM)
5 Combinación de fuentes de incertidumbre La incertidu mbre e stándar del m ensurando se obtiene combinando apropia damente l as incertidumbres estándar de las estimaciones de l as magnitudes de e ntrada. La in certidumbre e stándar combinada del men surando se calcul a de la siguiente fo rma (pa ra magnitudes de entrada no correlacionadas),
)x(ux i
f )y(u i
n
1i2
2
2c ∑
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
∂
∂=
= (3)
donde f es la función que define al me nsurando en términos de las magnitudes de entrada. La ecuación anterior se b asa en una a proximación en se ries de Taylor de p rimer orden d e la función que define al mensurando, y es con ocida com o la Ley de propagación de incertidumbre.
mL 89,212/)3020(12/)aa()L(u =−=−= −+
Cº 1077,5
12/10)7,487,46(12/)aa()(u1-7
6c
−
−−+
⋅=
=⋅−=−=α
Cº 038,05
084,0n
s)T(u ===

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
14
Para aplicar la ley de propagación de incertidumbres es n ecesario con ocer el efecto o i mpacto q ue la variación de cada una de las variabl es de entrada ejerce sobre el mensurando. Dicho efecto se estima por el fa ctor x
fi∂
∂ , cono cido como coefici ente de
sensibilidad. El producto ( )xuxf ii
⋅∂∂ representa la
variación en y, oca sionada por la i ncertidumbre estándar de la estimación xi.
Ejemplo: Para pro pósitos de apl icar l a le y de pro pagación de incertidumbre a nu estro ej emplo, es i ndispensable escribir n uevamente el m odelo matem ático que relaciona al mensurando con las variables de entrada (e.1),
VT = (V20ºC+L) (1 + αc·(T-20)) La ley de propagación de incertidumbres, aplicada a nuestro ejemplo:
donde:
Nótese q ue la incerti dumbre están dar para la temperatura u(T), se obtuvo combinando en suma de cuadrados las incertidumbres debido a la c alibración y a la repetibilidad de las mediciones de temperatura; esto es,
6 Informe de resultados El cálculo de la ince rtidumbre e stándar combin ada uc, pued e re sultar suficiente para ci ertas aplicaciones; sin em bargo, e s d e notar que e l intervalo q ue se p uede construir a partir de uc implicará (si la distribu ción de prob abilidad del resultado de medi ción es no rmal) u n nivel de confianza del orden de 68 %; este valor pued e ser pequeño para ci ertas a plicaciones co merciales, de salud o regu latorias, p or lo qu e e s re comendable entonces definir un intervalo tal que comprenda una fracción grande de l os valores que razonablemente puedan ser atribuidos al mensurando. Este intervalo se construye a partir de la incertidumbre expandida U, que se o btiene al mu ltiplicar l a in certidumbre estándar co mbinada po r un fa ctor de co bertura k determinado. Si la cantidad de información disponible y generada durante el evento de medi ción o calibració n es ta l que los grados efectivos de libertad tienden a infinito (lo cual impli ca una form a no rmal de variación del resultado de medici ón) entonces la i ncertidumbre expandida puede estimarse como
)y(u2)y(ukU cc ⋅=⋅= (4) el uso del factor k=2 produce u n intervalo d e confianza d e aproximad amente 9 5 % cu ando la distribución de probabilidad caracte rizada por y y uc(y) es aproximadamente normal. Si los g rados efe ctivos d e liberta d de libertad del mensurando so n finito s , entonces es ne cesario
Gen eralmente, si una evaluación de incertidumbre involucra
sólo un tipo de evaluación A, y si la incertidumb re estándar de este tipo es me nor que la mitad de la incertid umbre estánda r combinada, entonces puede emplearse el factor de cobertura k=2 para expresar los resultados con un nivel de conf ianza del orden de 95%.
( ) ( )
( ) ( )⎟⎟⎟⎟⎟⎟⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜⎜⎜⎜
⎝
⎛
⎥⎥⎦
⎤
⎢⎢⎣
⎡⋅
∂
∂+
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡⋅
∂
∂+
+⎥⎥⎦
⎤
⎢⎢⎣
⎡⋅
∂
∂+
⎥⎥
⎦
⎤
⎢⎢
⎣
⎡⋅
∂
∂
=
TuT
VTcu
c
VT
LuL
VTV 20uV 20
VT
)V(u22
22
Tc
αα
CºmL 3 955,0
107,47)256,002 20()LV(T
VCºmL 6,538 100
)2002,25)(256,002 20()20T()LV(V
239 000,1)20T(1L
V239 000,1
)2002,25(107,471)20T(1V
V
1-
6c20
T
20c
T
cT
6c
20
T
=
=⋅⋅+=⋅+=∂
∂=
=−+=−⋅+=∂
∂
=−⋅+=∂
∂=
=−⋅⋅+=−⋅+=∂
∂
−
−
α
α
α
α
[ ] [ ][ ] [ ]
[ ] [ ] [ ] [ ]( )
mL 5,4
11,006,089,25,3
11,03 955,07E77,56,538 100
89,2239 000,15,3239 000,1 )V(u
2 2 2 2
2 2
2 2
Tc
=
+++=
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
⋅+−⋅⋅+
+⋅+⋅=
Cº 11,0038,01,0)t(u 2 2 c =+=

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
15
estimar el valor del facto r de cobe rtura a partir del uso de la distribución t -student (ve r apéndice G de la GUM). Una forma q ue se h a encontrado conveniente para informar sobre lo s r esultados de es timación de incertidumbre se de nomina presupuesto de incertidumbre, siendo una tabla en la q ue se a nota toda la inf ormación re levante del cálculo d e incertidumbre. En él se in cluye: l as m ejores estimaciones de la s variabl es de entrad a, la cuantificación y r educción a incertidumbre es tándar de cada fuente, los coefi cientes de sensibilidad, los grados de lib ertad, y final mente el resultado d e la incertidumbre expandida. Ejemplo:
fuente xi u(xi) ci ν
V20 20 002,6 mL 3,5 1 3,5 mL 100
L 25 mL 2,89 1 2,89 mL ∞
αc 47,7 ⋅10-6 ºC-1 5,77 ⋅10-7 100 538 0,06 mL ∞
T 25,02 ºC 0,11 0,955 3 0,11 mL 96
Inc. estándar combinada 4,5 mL
Grados ef. de libertad 283
VT 20 032,4 mL Incertidumbre expandida 9,0 mL
Tabla 1 Presu puesto de incer tidumbre p ara la medición de volumen mediante patrón volumétrico de 20 L
De la tabla 1 se destaca lo siguiente: 1. Las c ontribuciones más s ignificativas pr ovienen
de la calibración del inst rumento y d e la resolución de la escala de lectura.
2. Las contribuciones ci por la ca libración de l recipiente y la resolución de la escala de lectura son de tama ño similar, lo c ual im plica qu e la distribución d e prob abilidad del mens urando puede r azonablemente c onsiderarse como normal.
Los grados efectivos referentes a la temperatur a se obtuvierom
aplicando la fórmula de Welch-Satte rthwaite a las contribuciones (calibración y repetibilidad). Este número d e grados de libertad es suficient emente grande
para p roponer 2 como factor de cobertur a en el cálculo de la incertidumbre expandida.
3. La i ncertidumbre e xpandida se calcu ló usando un factor de cobertura k=2.
Interpretación de los resultados Cuando se ejecuta una medición o la calibración de un instrumento de medi ción, tratamos d e incorporar en ello to dos lo s cuidados y cono cimientos disponibles, de tal forma que el resultado obtenido es considerado como la mejor e stimación de lo que deseamos medir (el mensurando). Sin embargo, de la experie ncia, y despué s de lo exp uesto e n las secciones anteriores, sabemos que la variaci ón (en ocasiones irredu ctible) de la s m agnitudes de entrada o casiona va riaciones en el resultado de medición; d e tal form a q ue al final d el eje rcicio e l resultado de la medición debe expresarse como un intervalo de valores, centrado alrededor de la mejor estimación del mensurando, que ofrezca una confianza del orden de 95 % de que cualquier valor dentro de dicho intervalo pueda razonablemente ser atribuido al mensurando.
Ejemplo: En nuestro ejercicio, el resultado de medición se puede expresar de las siguientes formas: VT = (20 032,4 ± 9,0) mL donde el valor seguido del símbolo ± representa la incertidumbre expandida U =k⋅uc, y se calculó a pa rtir de uc = 9.0 mL y k=2, p ara d efinir u n intervalo de valores cuyo nivel de co nfianza es del orden de 95 %.
xy
i∂∂

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
16
APLICACIONES EN MEDICIÓ N D E FLUJO DE HIDROCARBUROS
En esta sección se discuten lo s a spectos má s importantes a con siderar en la e stimación d e incertidumbre de las siguientes aplicaciones:
• Medición de Flujo de Gas Natural por P laca de Orificio.
• Calibración de probadores bidireccionales 1 Medición de Flujo de Fluidos por m edio de
Placas de Orificio, El flujo másico se determina por medio del siguiente modelo matemático,
14
2T1d
m P214
dC q ρΔ
β
πε
−= (5)
donde: Cd: coeficiente de descarga ε1: coeficiente de expansibilidad dT: diámetro de la placa ΔP: pre sión diferencial β: relación de diámetros ρ1: den sidad del fluido
Fuente u(xi) típica
Efecto
Cd 0,25 % significativo
ε1 0,02% significativo
ΔP 0,25% significat ivo D 0,2 % significativo ρ1 0,1 % – 0,5 % significativo DT 0,04 % significativo T 0,1 ºC moderado Z 0,05 % Moderado
Densidad Relativa 0,3 % significativo Viscosidad 2 % despreciable
ISO 5168 2000, para valores de beta entre 0,2 y 0,6
Su valor se estima como 0,01⋅ε1⋅4⋅ΔP/P1
Exp. Isentrópico 2 % despreciable Coef. exp. Placa 2 % despreciable Oef. exp. Tubería 2 % Despreciable
Tabla 2 Fu entes de incertidumbr e típicas (exp resadas en forma estándar) en m edición de flujo de gas natu ral mediante placas de orificio. La in certidumbre e stándar combinada del flujo másico puede obte nerse apli cado la ley d e propagación de incertidumbres .La norma ISO 5167 recomienda el siguiente modelo,
⎥⎥⎥⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢⎢⎢⎢
⎣
⎡
⎟⎠⎞⎜
⎝⎛
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
−+⎟
⎠⎞⎜
⎝⎛
⎟⎟⎟
⎠
⎞
⎜⎜⎜
⎝
⎛
−+⎟
⎠⎞
⎜⎝⎛+
+⎟⎠⎞⎜
⎝⎛+⎟
⎠⎞
⎜⎝⎛+⎟
⎠⎞
⎜⎝⎛
=
D)D(u 2
41
2 4 2
d)d(u 2
41
22
1)1(u 2
4
1
P)P(u 2
4
11
)1(u 2
Cd)Cd(u 2
q
)q(u
2/1
m
mc
β
β
βρ
ρ
ΔΔ
εε
(6) en la expresión ante rior, lo s val ores u(xi)/xi representan l a incertidu mbre relativa de cada una de las fuentes de incertidumbre. Cuando la d ensidad e s calculada a partir d e los valores de presión, tem peratura y comp osición química, entonces será ne cesario re solver e n primera in stancia el cál culo de la i ncertidumbre estándar combinada de l a den sidad a partir d e lo s valores d e in certidumbre estándar de las va riables de entrada. El efecto que tiene la temperatura La incertidumbre del coeficiente de descarga puede obtenerse d e las normas de referencia, o bien obtenerse del ce rtificado d e calib ración correspondiente. 2 Calibración de pro badores bidire ccionales
(método de desplazamiento de ag ua – water draw-)
El volumen base d e proba dores se obtien e aplicando el siguiente modelo matemático,
V20, 0 = Vt⋅CTSt⋅CTL⋅CPL⋅CTSp⋅CPSp (7)
( )20T1CTS ttt −⋅+= α
( )TT1CTL tp −⋅+= β

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
17
FP1CPL p ⋅−=
( )T201CTS ppp −⋅+= α
eE
DP1CPS
pp
⋅
⋅−=
donde: V20,0: Volumen base de l pr obador, a co ndiciones d e
referencia, 20 ºC y presi ón manom étrica de 0 Pa, [L]
Vt: Volumen me dido e n el p atrón vol umétrico a l a temperatura Tt, [L]
αt: Coeficiente de dilat ación d el patrón v olumétrico, [ºC-1]
Tt: Temperatura del ag ua en el patrón volumétrico, [ºC]
β: Coeficiente de expansión volumétrico del agua, [ºC-
1] Tp: Temperatura del agua en el probador, [ºC] P: Presión en el interior del probador, [MPa] F: Factor de co mpresibilidad isotérmico d el ag ua,
[MPa-1] αp: Coeficiente de dilatación del probador, [ºC-1] D: Diámetro interior del probador, [m] E: Módulo de elasticidad d el m aterial d e fabr icación
del probador, [MPa] e: Espesor de pared del probador, [m]
Fuente u(xi) típica
Efecto
VT 0,015 % significativo Tt 0,05 ºC significativo
Tp 0,15 ºC significativo
P 0,5 % moderado
D 0,2 % despreciable
E 5 % despreciable
αt 2 % despreciable
αp 2 % despreciable
E 3 % despreciable
Tabla 3 Fuente s de incertidum bre típicas en la calibración de probadores bidireccionales por e l método de desplazamiento de agua (water draw). De a cuerdo con la tabl a anterio r, la ince rtidumbre estándar combinada del volumen base del probador se calcula de la siguiente forma,
+⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
∂
∂
∂
∂+
∂
∂
∂
∂
∂
∂+
∂
∂
∂
∂+
+⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
∂
∂
∂
∂+
∂
∂
∂
∂
∂
∂+
∂
∂
∂
∂+
+⎥⎥
⎦
⎤
⎢⎢
⎣
⎡
∂
∂+
⎥⎥⎥
⎦
⎤
⎢⎢⎢
⎣
⎡
∂
∂
∂
∂+
∂
∂
∂
∂=
)T(u T t
TLC
CTL
V 20
T t
CTL
CTL
V 20
T t
CTSt
CTSt
V 20
)T p(u2 T p
CTL
CTL
V 20
T P
F
F
CPL
CPL
V 20
T P
CTSP
CTSp
V 20
)V(u V t
V 20 (P)u
P p
CPL
CPL
V 20
P
CPSp
CPS p
V 20 )V(u
t2
2
2
t2
2
2
2
202c
β
β
(8) En la e cuación ante rior no se in cluye la po sible correlación e ntre la temp eratura del p robador y la temperatura del patrón volu métrico. La incertidumbre estándar combinada del volumen del patrón de referen cia se cal cula a partir de la incertidumbre de calibración y de l a de sviación estándar de las mediciones. La in certidumbre a sociada con la te mperatura d el probador y de lo s pat rones volum étricos debe considerar: a) calibración del sistem a de medición, b) re solución de los di spositivos de lectura, c) gradientes d e tempe ratura en el int erior de lo s recipientes, entre otros aspectos. CONCLUSIONES • La tra zabilidad es u n atri buto del resultado de
medición ma s que de u n instrum ento o un sistema.
• El aseguramiento de las mediciones es factible
a travé s del uso d e p atrones de co ntrol, empleados sólo pa ra vigil ar el comportamiento de los sistemas de referencia.
• La GUM es el documento de refere ncia vigente
para la e stimación de l a ince rtidumbre en la s mediciones. En el futuro cerca no se e ditará la nueva ve rsión de la norma ISO 5 168 como la norma específica de cálculo de incertidumbre en la medición de flujo de fluidos.
• En la medici ón de flujo de hidrocarb uros, la
principal fuente de ince rtidumbre proviene de la calibración del sistema de medición de volumen.
• En la me dición de fluj o de hidrocarburos
líquidos, la medici ón de te mperatura ejerce una gran influencia en la ince rtidumbre de medición de volumen.

1er. Seminario Latinoamericano de Medición de Flujo de Hidrocarburos Querétaro, México; Mayo 2002
18
REFERENCIAS [1] International Organi zation for Stand ardization
(ISO), International Vocabulary of Basic and General Terms in Metrology, 2 nd Ed., Genev a (1993).
[2] Ras berry Stanley, Ehrlich Charles, Traceability –General Principles- 1999 NCSL Workshop and Symposium, Charlotte, NC.
[3] Belange r B.C., Traceability: an evolving concept, ASTM Standardization News 8 (1), 22 (1980).
[4] BIPM , The Convention of the Metre, Paris, 1875.
[5] Ehrlich Charles, Rasberry Stanley Metrological Timelines in Traceability, Journal of Research of the National In stitute of Stand ards and Technology, Volume 1 03, numbe r 1, January-February 1998.
[6] Bak er R. C., Flow Measurement Handbook, Cambridge University Press, 2000
[7] ISO 5167-1:1997, Specification for square edged orifice plate, nozzles and venturi tubes inserted in circular cross-section conduits running full.
[8] API MPMS 1 4.3.2 Orifice Metering of Natural Gas and Other Related Hydrocarbon Fluids. Specification and installation requirements, 4 th edition, April 2000.
[9] Hus ain Zaki, Theoretical Uncertainty of Orifice Flow Measurement, ISHM, 2000.
[10] API MPMS 3.1A, Standard Prectices for Manual Gaging of Petroleum and Petroleum Products
[11] Zanker K. J., Freun d W. R. Practical Experience with gas ultrasonic flowmeters. North Se a Flow Me asurement Worksh op, 1996, Peebles Scotland.
[12] ISO 5168:1978, Measurement of fluid flow, Estimation of Uncertainty in a Flow Rate Measurement; Genev a, Intern ational Organisation for Standardisation.
[13] BIPM/IEC/IF CC/ISO/IUPAC/OIML (1993): Guide to the expression of uncertainty in measurement, first edition, ISO 1993.
[14] van der Grinten J. G. M., A comparison of the methods for uncertainty analysis based on ISO 5168 and the Guide prepared by ISO/TAG4/WG3, FLO MEKO 94 Flow Measurement in the Mid 90´s, East K ilbride, Scotland.