critical materials & processes bonded joint issues · kay and pete faa wksp rev a.ppt...
TRANSCRIPT

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 1
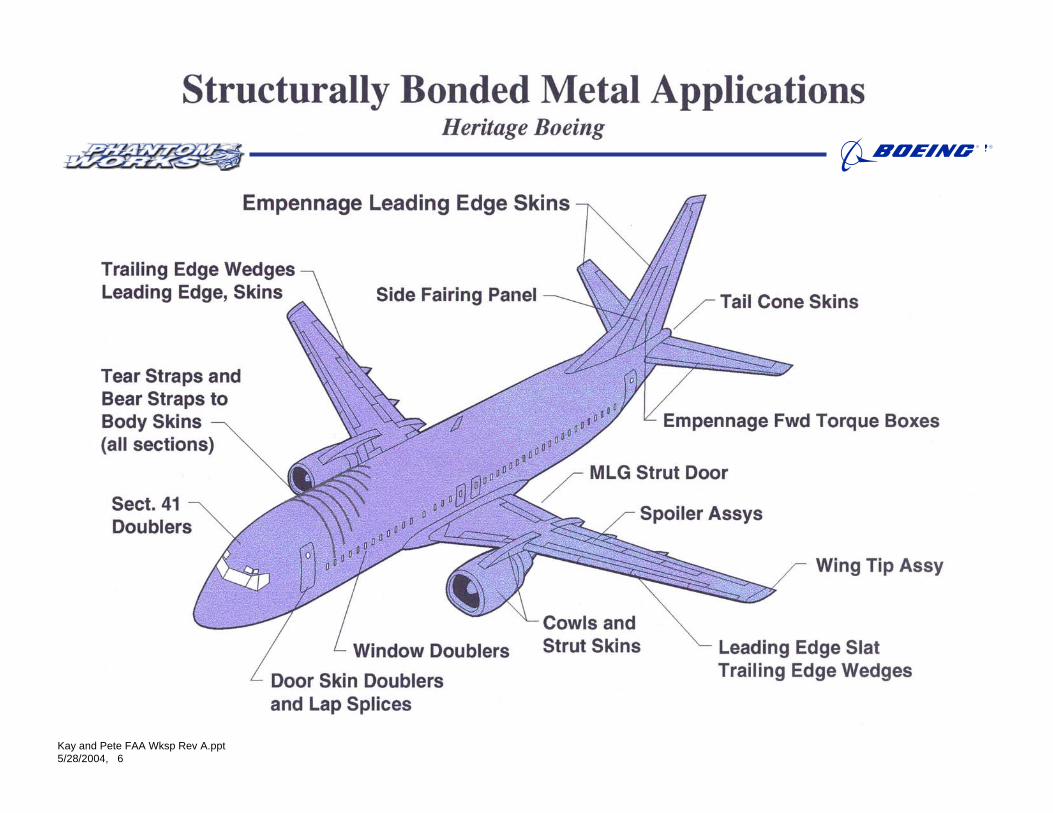
Critical Materials & Processes Bonded Joint Issues
Pete Van Voast425-237-3178
[email protected] Blohowiak
425-237-4657 [email protected]
FAA Bonded Structures WorkshopJune 16-18, 2004

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 2
Topics
• Overall philosophy• Metal Bonding
Composite Bonding– Surface preparation– Primers– Adhesives– Repair– Inspection

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 3
Philosophy
• The substrate (e.g. specific alloy or composite), surface preparation, and adhesive are a unique system
• Boeing takes a system approach to the qualification and verifies all new products/processes by extensive compatibility tests

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 4
Metal BondingAluminumTitaniumStainless
Other

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 5
Boeing’s Historical Bonding Methods
PAA core to carbon skins
PAA corepour coatCR core
Acid etched foil
next gen. adhesives EA9696,
FM94AF555
BMS 5-137 better
toughness
toughened epoxy nitrileBMS5-101BMS 5-104
250 F cure epoxies
BMS 5-70 to BMS5-51
and 5-80
BMS5-10 cold bond;350 F cure
nitrilephenolicsBMS 5-42
non-chromeLow VOC 0 VOC CIAP
CIAP BMS 5-89 (‘69)
dissolvedadhesive
resin
CWR;Non-Cr, 0V deox; sol gel repair
PADPAA; PANTA;Wedge/
DCB
FPL
2000+1990’sD681704
1980’s1970’s1960’sD16925
1950’s
surf
ace
prim
erad
hesi
veco
re
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 6

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 7
Adhesive Bond Failures
737 body skin waffle doublerwith unanodized area
Corroded core
Really corroded coreCorrosion products on repair doubler

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 8
Types of Prebond Surface Preparations
• Mechanical Deoxidation– Grit Blasting, Sanding
• Anodizing– PAA, CAA
• Chemical Etching– FPL, CAE, HF/Alodine, Pasa Jell 105/107
FCHAE, Phosphate fluoride• Functional Coatings
– GBS, Sol-Gel

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 9
Manual Abrade / Solvent Wipe
• Initial adhesion often very good• Abrasion or roughening can give some mechanical
interlock• Deoxidation exposes fresh metal for bonding• Fails at interface under hot/wet conditioning
– Hydration of aluminum oxides– Corrosion– Secondary bonding interactions
- Grit Blasting- Sanding- ScotchBrite Abrasion
Abraded repair area
Die grinder/sanded surface

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 10
Anodizing
• Phosphoric Acid Anodize• Chromic Acid Anodize• Boric Sulfuric Anodize• Thin Film Sulfuric Anodize
• Microstructure promotes wetting of adhesive resins• Mechanical interlock by flow of primer/adhesive into
pores resulting in composite interphase• Good under hot/wet conditioning
– Phosphoric acid anodizing stabilizes the hydration of aluminum oxides
– Corrosion control at interface

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 11
Phosphoric Acid Anodize
• BAC 5555 issued in 1974– US Patents 4,085012 & 4,793,903
• Early issues– Disbonded PAA waffle doublers
(tear straps) on 737– “sporadic escapements” of panels
with insufficient PAA– 747 Section 41 internal doubler
disbonding
POLYMER
OXIDE
METAL

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 12
Chemical Etching
• Deoxidizes the metal surface• May leave chromates that
retard corrosion at the interface
• May provide some surface roughening
• Forest Products Laboratory Etch• Chromic Acid Etch• Pasa-Jell 105• HF/Alodine
• Health/environment• Corrosion due to
entrapped acid• Embrittlement of high
strength steel• Performance• Temp
Issues:
Chromic acid etching process on underwing repair
Pasa-Jell treated surface
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 13
Boeing Service HistoryOriginal Bonding Process– FPL Etch
• FPL etch - industry standard until mid 1970s• Numerous service bulletins and Airworthiness
Directives (ADs) due to bond durability problems– 747 Section 41 flat-sided skin panel (SB 747-
53A2321), L/N 1-430– 747 tear straps in section 46 (SB 747-53A2279),
L/N 1-230– 747 Section 41/42 disbond inspection of large
radius areas (SB 747-54-2406), L/N 1-430

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 14
Functional Coatings
• Chemically bond adhesive to surface• Crosslinking of resin to functionalized silane• May be enhanced by surface roughening• Performance highly dependent on
pretreatment
• Silane• Australian silane process• Grit-blast/silane (GBS)
• Sol-Gel• Boegel-EPII / AC-130
Sol-gel coated metal surface
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 15
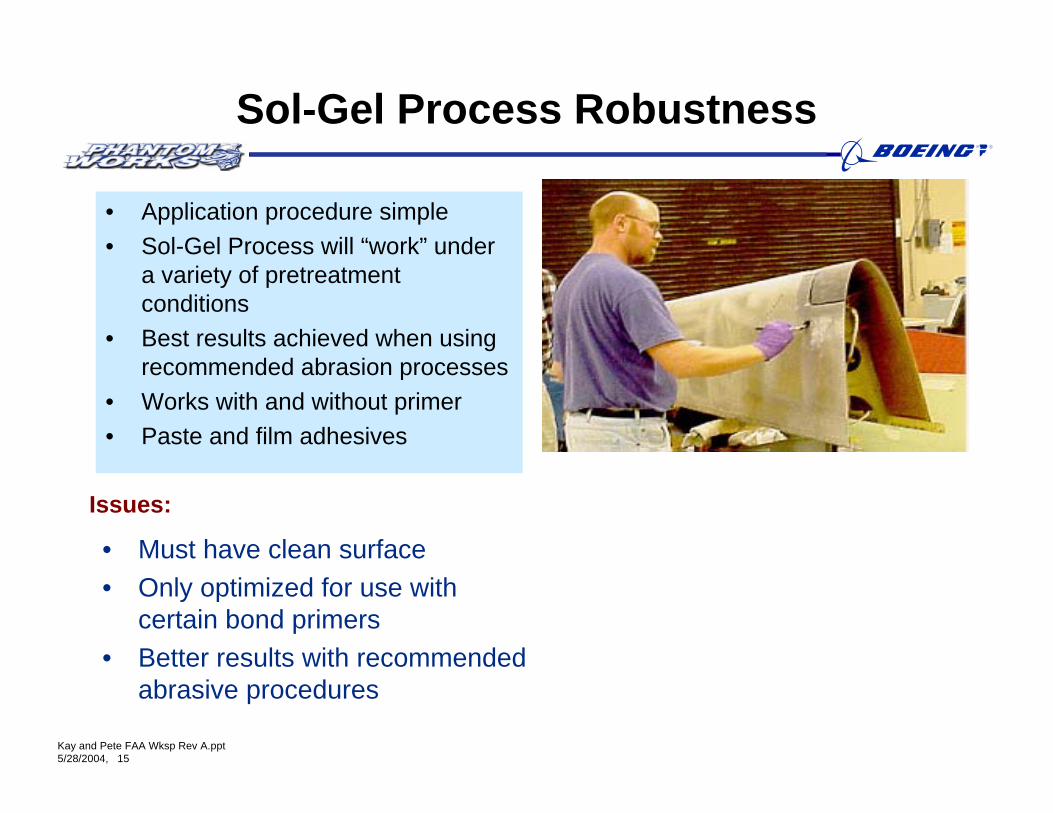
Sol-Gel Process Robustness
• Application procedure simple• Sol-Gel Process will “work” under
a variety of pretreatment conditions
• Best results achieved when using recommended abrasion processes
• Works with and without primer• Paste and film adhesives
• Must have clean surface• Only optimized for use with
certain bond primers• Better results with recommended
abrasive procedures
Issues:

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 16
Issues in Qualifying New Surface Preps
• Scope of qualification– Cost– Meet all design scenarios
• Consistent process among OEM and suppliers• What kind of specification to write
Qualification Issues
• What criteria do new surface preps have to meet?• How do you demonstrate 30 year durability in the lab?

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 17
Adhesive Bond Primer• Compatibility with
surface preparations• Bake vs. No-bake• Primer thickness
window• Low VOC bond primer
development• Non-Chrome bond
primer development
• How good is good enough?• What are the real criteria for implementation?• Extent of implementation
Qualification Issues
•Nitrile rubber based primers (e.g. BMS 5-42) do not contain any chrome•Epoxy based primers (e.g. BR127, BR6747-1) do contain chrome•Long term exposure of DCB specimens in various environments resulted in equivalent behavior of chrome and non-chrome.•Chrome bond primer has a benefit in paint applications without additional primer.
Cr vs. Non-Cr Primers

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 18
Adhesive Issues- Engineering
• Thermal Capability• Toughness• Shear• Filleting• Moisture effects (hot/wet)• Bondline Thickness
Qualification Issues
• Cost of allowables• Long-term durability

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 19
Metal Bond Process Inspection
• Surface Prep Verification• First Part Qualification
correlations– Prefit– Verifilm– TTU– Destructive Test
• TTU• Tap Testing
C o lo r p a r a m e t e r s b * v s . a *7 0 7 6 - T 6 , G BS /BR- 1 2 7
- 2 5
- 2 0
- 15
- 10
- 5
0
5
10
15
2 0
2 5
-6 -4 -2 0 2 4 6
a *
0 .3 9 m i l0 .3 1 m i l
0 .2 5 m i l0 .13 m i l
0 .12 5 m i l
0 .0 6 3 m i l0 .0 6 0 m i l
Wet vs. Dry Scotch-Brite Scuff(Sol-Gel, BR-6747)
0.0
0.5
1.0
1.5
2.0
2.5
MEK,WS,W
B,SG
MEK,DS,W
B,SG
MEK,DS,D
ryWipe
,SG
MEK,Rolo
c,MEK,S
G
Tota
l Cra
ck E
xten
sion
[inc
h]
1
10
100
1000
OSE
E, %
Coh
esiv
e Fa
ilure
ExtensionOSEE (pre SG)% Cohesive Failure
Colorimeter to measure primer thickness
OSEE to measure surface preparationQuestions
• How do you measure success of the process steps
• Kissing bonds

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 20
Repair vs. OEM
• Typically better controls at manufacturing level– Environmental controls– QC/inspection methods
• Fewer tools/materials available in field
• Training/certification• New clean parts vs.
dirty old parts• Access to repair area• Potential damage to
areas adjacent to repair
Why we repair…

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 21
Composite Bonding
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 22
Philosophy
• The substrate (e.g. specific alloy or composite), surface preparation, and adhesive are a unique system
• Boeing takes a system approach to the qualification and verifies all new products/processes by extensive compatibility tests

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 23
Composite vs. Metal bond durability1500 psi Cyclic Fatigue in 140F/100% RH
0
500
1000
1500
2000
2500
3000
PAA/Aluminum
Peel ply/composite
Cycles to failure
Test stopped
1500 psi lap shear cycles 140F/100% RH

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 24
Composite Surface Preparation Methods
• Peel Ply (baseline)• Grit Blast• Peel Ply + additional
surface preparation

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 25
Peel Ply Surface Preparation
• Widely used at Boeing Commercial• No “universally” functional peel ply• Sensitivity to using the wrong peel ply • Cleanliness and max delay requirements• Excellent durability• Specification and PCD control for critical
applications

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 26
Mechanical Properties of Composite Bonds (Optimal vs. not optimal peel ply)
Optimal Peel Ply Not Optimal Peel Ply
RT Lap Shear (ksi)DCB (in-lb/in2)

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 27
Peel Ply Affects Failure Mode
OptimalPeel PlyCohesive FailureMode
Not OptimalPeel PlyAdhesive FailureMode

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 28
Using the Wrong Peel Ply Results in Adhesive Failure Mode
Peel Ply PatternReplicated in Adhesive

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 29
Grit Blast Surface Preparation
• Provides an excellent surface for bonding• Process control issues (pressure, distance,
grit control etc.)• Economics (process time, grit
management)
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 30
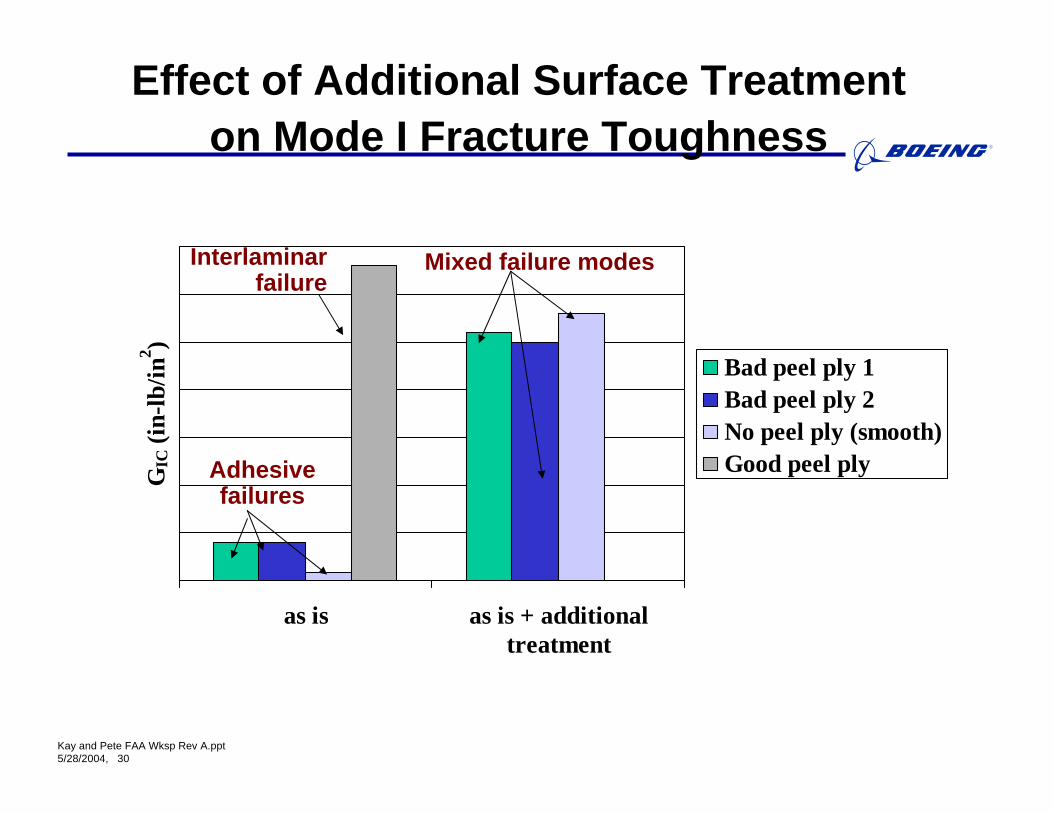
Effect of Additional Surface Treatmenton Mode I Fracture Toughness
as is as is + additionaltreatment
GIC
(in-
lb/in
2 )
Bad peel ply 1Bad peel ply 2No peel ply (smooth)Good peel plyAdhesive
failures
Interlaminarfailure
Mixed failure modes

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 31
Adhesive Issues - Manufacturing
• Stability – Long Out-time and Storage• Appropriate Tack• Rheological compatibility and stability• Compatibility with autoclave and vacuum
curing

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 32
Process Control Document
• Controls formulation, manufacturing and testing of product
• Controls changes to product• Statistical process control
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 33
Adhesive Issues- Engineering
• Prebond humidity• Thermal Capability including hot/wet• Toughness• Shear• Filleting• Bondline Thickness

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 34
Effect of Prebond Humidity on Adhesive performance
• Different adhesives have different responses to prebond humidity–Morphology –GIC–Lap shear–Tg–Kinetics

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 35
Moisture Content vs. Environment10 ply carbon epoxy laminate
0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 10 20 30
Days
Perc
ent M
oist
ure
72F/0%72F/50%92F/50% 160F/100%RH
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 36
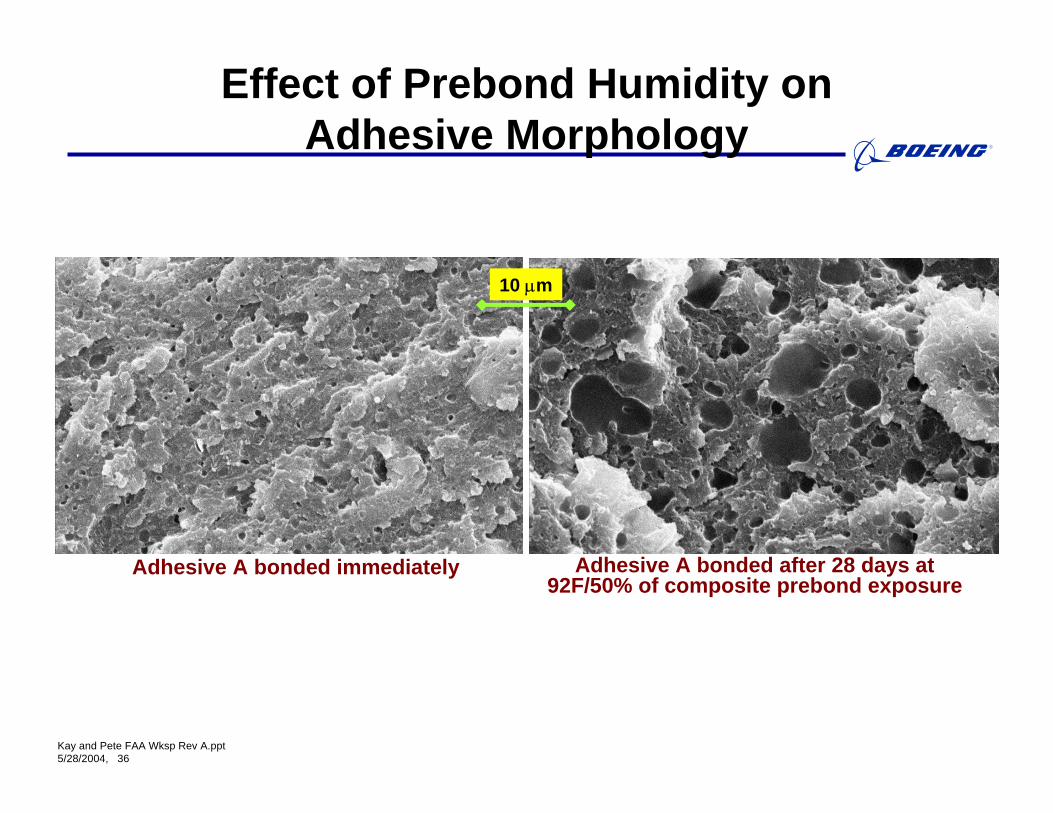
Effect of Prebond Humidity on Adhesive Morphology
Adhesive A bonded after 28 days at 92F/50% of composite prebond exposure
Adhesive A bonded immediately
10 µm

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 37
Effect of Pre-bond Humidity on GIC
11.5
22.5
33.5
44.5
55.5
0 0.2 0.4 0.6 0.8 1 1.2
Prebond Moisture Content (%)
GIc
(In-
lb/in
ch2) A
BCPoly. (B)Poly. (A)
Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 38
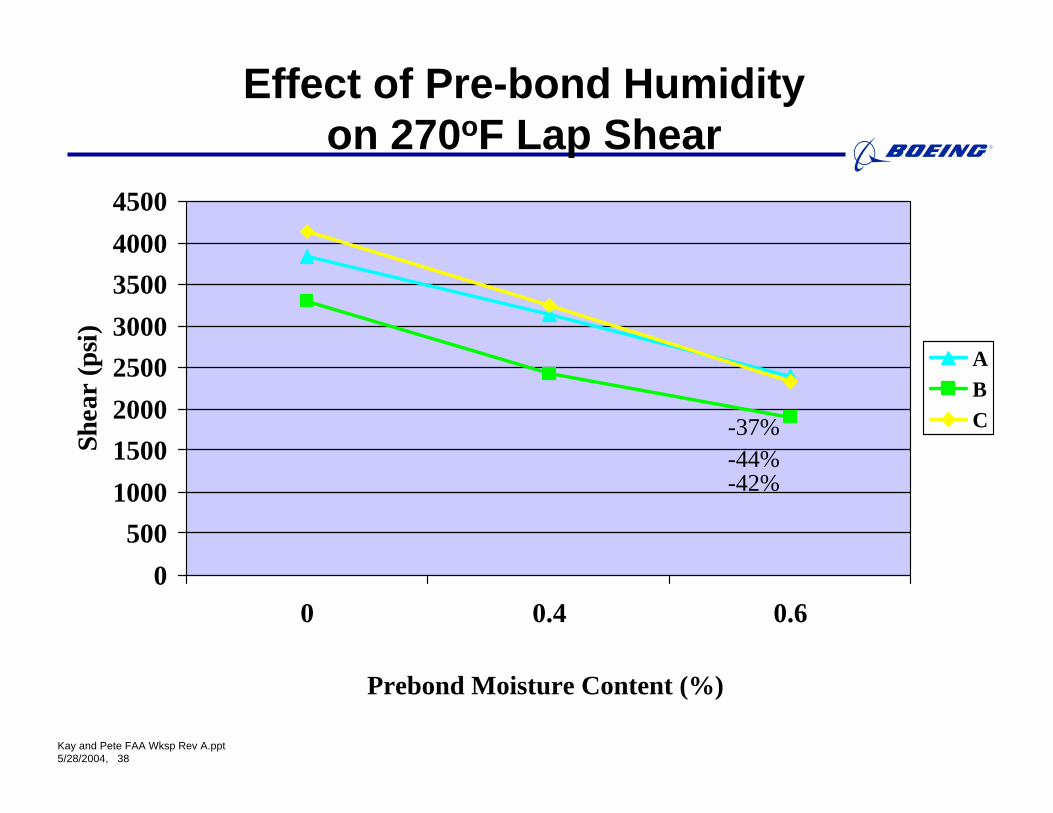
Effect of Pre-bond Humidity on 270oF Lap Shear
0500
10001500200025003000350040004500
0 0.4 0.6
Shea
r (p
si)
ABC
Prebond Moisture Content (%)
-42%-44%-37%

Kay and Pete FAA Wksp Rev A.ppt5/28/2004, 39
Summary => New Directions
• Surface Preparation– Boegel-EPII/AC-130 for metals– Grit Blast or enhancements to peel ply for
composites• Adhesives
– Stability in out-time and prebond humidity• Inspection
– Methods of detecting weak bonds