control de calidad en la ejecución de tuberías de prfv...
TRANSCRIPT

Control de calidad en la ejecución de tuberías de prfv para riego: experiencia práctica
Mónica Gutiérrez del Blanco
Ingeniera Agrónoma
TRAGSA. Delegación de León
Introducción La amplia experiencia que tiene la empresa TRAGSA y, en concreto la Delegación de León en la instalación de tuberías de PRFV, permite fijar los controles de calidad mínimos que deben realizarse antes y durante la ejecución de este tipo de tuberías en las obras de riego.
El PRFV es un material con una gran cantidad de ventajas con respecto a otros materiales, pero también requiere un manejo e instalación muy cuidadoso, por lo que los controles tanto en fábrica como “in situ” son de gran importancia para asegurar que el material no presenta fallos estructurales relevantes y que tanto su funcionamiento como su durabilidad serán los esperados.
A continuación se describen dichos controles de calidad, destacando los posibles defectos, fallos y/o problemas que se pueden encontrar al realizar los ensayos o durante la ejecución de las obras.
Principales ventajas de las tuberías de PRFV
Características Ventajas
Larga vida útil de servicio
No precisa revestimientos, recubrimientos, protección catódica, envolturas u otros medios de protección contra la corrosión
No requiere estudios o mediciones de corrosión
Costes de mantenimiento bajos
Material resistente a la corrosión
Propiedades hidráulicas constantes en el tiempo
1/4 del peso del acero o el hierro en fundición
1/10 del peso del hormigón
Posibilidad de anidar tubos, ahorros sustanciales en el coste del transporte Peso ligero
Piezas fáciles y económicas de instalar, no necesita equipos pesados de manipulación
Superficie interior lisa
Bajas pérdidas de carga por fricción, requieren menor energía de bombeo y reducen los costes de funcionamiento
En comparación con los tubos de hormigón o metal, se puede alcanzar la misma velocidad de flujo con tubos de PRFV de menor diámetro
Bajos índices de acumulación de lodos, ayudan a reducir los costes de limpieza
Buenas propiedades hidráulicas
Baja celeridad de onda, reducción de costes en diseños especiales para presiones altas y sobrecargas de presión por golpe de ariete

Características Ventajas
Sistema de juntas Uniones de precisión estancas, eliminan infiltraciones y exfiltraciones
Facilidad de acoplamiento, acorta el tiempo de instalación Manguitos, bridas, juntas laminadas El diseño permite pequeños cambios de dirección en la línea sin necesidad de
accesorios o ajustes diferenciales
Se puede usar en profundidades elevadas de enterrado con distintos tipos de suelo
Admite un aumento de presión por golpe de ariete de hasta el 40% de la presión de diseño sin necesidad de aumentar la clase de presión del tubo
Resistente a las cargas sísmicas
Permite realizar ajustes en campo, el tubo se puede cortar fácilmente "in situ"
Condiciones flexibles
Capacidad de absorción de asentamientos estructurales
Tuberías de PRFV El control de calidad de los tubos y accesorios de PRFV, tanto los realizados en fábrica como los realizados “in situ”, serán conforme la norma UNE-EN 1796:2006 “Sistemas de canalización de materiales plásticos para suministro de agua con o sin presión. Plásticos termoestables reforzados con fibra de vidrio (PRFV) basados en resina de poliéster insaturada (UP)”.
Lo primero a tener en cuenta para la realización del control de calidad de los tubos y accesorios de PRFV y en general de cualquier otro elemento, es decidir el número de lotes a ensayar y el tamaño de los mismos. En general y en el caso particular de la norma UNE-EN 1796 no se indica el número de ensayos a realizar, el número mínimo de lotes a ensayar ni el tamaño de los lotes, es una decisión empresarial, depende de lo que sea más rentable para la empresa. Para una empresa puede ser más rentable ensayar el 1% de los tubos, pero en ese caso tendría que tener en cuenta que si el ensayo realizado para ese lote no es satisfactorio tendría que rechazar los 100 tubos que componen ese lote, o por el contrario puede ser más rentable para una empresa ensayar el 50% de los tubos, en ese caso si el ensayo no es satisfactorio sólo tendría que rechazar los 2 tubos que componen dicho lote.
Una vez se han decido los lotes a ensayar y el tamaño de los mismos hay que decidir dónde y cuándo se realizarán dichos ensayos. Los criterios que se han tenido en cuenta para la realización de los cuadros adjuntos han sido los siguientes:
• Ensayos a realizar “in situ”: se realizarán “in situ” todos los ensayos no destructivos posibles. Son los resultados más fiables ya que siempre se realizarán sobre los elementos que van a formar parte de la obra y además se podrá garantizar fácilmente su trazabilidad
• Ensayos a realizar en laboratorio: se realizarán en laboratorio externo todos los ensayos destructivos que sean posibles. Hay que tener en cuenta que sobre todo para grandes diámetros es difícil encontrar laboratorios que tengan las prensas y la aparamenta necesaria para la realización de los mismos
• Ensayos a realizar en fábrica: se realizarán en fábrica los mínimos ensayos posibles para garantizar la objetividad de los mismos. Como regla general sólo se ensayarán en fábrica aquellos ensayos destructivos que no se puedan realizar en laboratorios externos
• Resultados del fabricante: en ocasiones nos tenemos que fiar de los resultados aportados por el fabricante ya que no existe tiempo material ni es rentable la realización de los mismos. Por ejemplo los ensayos a largo plazo, ya que se necesitan años para su realización
Ensayos de laboratorio o de fábrica
Los ensayos de la norma UNE-EN 1796 a realizar en laboratorio o en fábrica son los indicados a continuación.
APARTADOS 4 y 5 de la UNE-EN 1796
ESPECIFICACIÓN TOLERANCIA CONTROL DE CALIDAD
Materiales Apartado 4.2. Refuerzo, resinas, áridos, forros termoplásticos, juntas y metales.
Laboratorio
Rigidez circunferencial específica inicial
Apartado 5.2.1 Laboratorio o fábrica
Rigidez circunferencial específica a largo plazo en condiciones de humedad
Apartado 5.2.2 Resultados del fabricante
Resistencia inicial al fallo en flexión Apartado 5.2.3 Laboratorio o fábrica
Resistencia al fallo, a largo plazo, en la carga última en condiciones de flexión
Apartado 5.2.4 Resultados del fabricante
Resistencia específica inicial en tracción longitudinal
Apartado 5.2.5 Laboratorio o fábrica
Presión de diseño inicial y de fallo para tubos de presión
Apartado 5.2.6 Laboratorio o fábrica
Presión de fallo a largo plazo Apartado 5.2.7 Resultados del fabricante
Ensayos de recepción en obra a realizar “in situ”
Los ensayos de la norma UNE-EN 1796 a realizar “in situ” son los indicados a continuación.
APARTADOS 4 y 5 de la UNE-EN 1796
ESPECIFICACIÓN TOLERANCIA CONTROL DE CALIDAD
Aspecto
Apartado 4.4. Tanto la superficie interior como exterior libre de irregularidades que puedan afectar negativamente a los tubos.
"in situ" Recepción en obra
Diámetro exterior e interior(mm)
Apartado 5.1.1. - Serie A (tabla 4) - Serie B1 (tabla 5) - Serie B2, B3 y B4 (tabla 6)
"in situ" Recepción en obra
Espesor de la pared Apartado 5.1.2. Declarado por el fabricante y > 3 mm
"in situ" Recepción en obra
Longitud
Apartado 5.1.3. 3, 5, 6, 10, 12 ó 18. Cualquiera por acuerdo entre el fabricante y comprador
"in situ" Recepción en obra
Marcado Apartado 5.3 "in situ" Recepción en obra

Norma UNE- EN 1796:2006
A continuación se detallan los apartados de la norma, transcritos literalmente de la misma, a los que se ha hecho referencia en los apartados anteriores 2.1 y 2.2, así como métodos de ensayo de las normas a las que hace referencia la norma UNE-EN 1796. También se detallan algunas especificaciones que proceden de la experiencia en el control de calidad de tuberías de PRFV de la Delegación de León de TRAGSA, para diferenciar éstas de lo transcrito literalmente de la norma, se marcará en cursiva las especificaciones aportadas por la Delegación de León de TRAGSA.
Las fotos aportadas en este apartado no forman parte de la norma sino que son cortesía de la Delegación de León de TRAGSA.
4.2 Materiales
4.2.1 Generalidades
El tubo o el accesorio se debe construir empleando filamentos de vidrio cortados y/o continuos, hebras o bobinados, fieltros o velos de tejidos sintéticos, y resina de poliéster con o sin cargas y, si procede, los aditivos para dar a la resina propiedades específicas. El tubo o el accesorio pueden también incorporar áridos, y si se quiere, un forro termoplástico.
4.2.2 Refuerzo
El vidrio utilizado para la fabricación del refuerzo debe ser uno de los siguientes tipos:
a) vidrio tipo “ E ”, que comprende principalmente óxidos de sílice, aluminio y calcio (vidrio alumino-calcosilicato) o sílice, aluminio y boro (vidrio alumino- borosilicato);
b) vidrio tipo “C”, que comprende principalmente óxidos de sílice, sodio, potasio, calcio y boro (vidrio de calcio álcali con un contenido aumentado en trióxido de boro) que está destinado a aplicaciones que requieren una mayor resistencia química.
Además de estos tipos de vidrio, estarán presentes pequeñas cantidades de óxidos de otros metales.
NOTA Estas descripciones de vidrio “C” y vidrio “E” se corresponderán con las dadas en la Norma EN ISO 2078:1994, pero son más específicas.
El refuerzo debe estar fabricado con filamentos de vidrio conformes al tipo E o al C, dirigidos de forma continua, y deben tener un tratamiento superficial compatible con la resina que se va a utilizar. Pueden utilizarse en cualquier forma, por ejemplo, como filamentos continuos o cortados, hebras o bobinados, fieltros o tejidos.
4.2.3 Resina
La resina utilizada en la capa estructural debe tener una temperatura de flexión de al menos 70º C cuando se somete a ensayo conforme al método A de la Norma EN ISO 75-2: 2004.
4.2.4 Áridos y cargas
El tamaño de las partículas de los áridos y de las cargas no debe ser superior a 1/5 de espesor de la pared del tubo o del accesorio, o 2,5 mm, el valor que sea menor.
4.2.5 Forros termoplásticos
El forro termoplástico puede requerir de un material de encolado compatible con el resto de los materiales empleados en la construcción del tubo.
4.2.6 Elastómeros
El (los) materiales elastomérico (s) de las juntas de estanqueidad debe (n) ser conforme (s) con los requisitos aplicables de la Norma EN 681-1.

4.2.7 Metales
Cuando se utilicen componentes expuestos, no deben presentar evidencias de corrosión una vez que el accesorio se haya sido sumergido en una solución acuosa de coluro de sodio, 30 g/l, durante 7 días a (23 ±2) ºC.
4.4 Aspecto
Tanto la superficie interior como la exterior deben estar libres de irregularidades que afectarían negativamente a la capacidad del componente para cumplir los requisitos de esta norma.
A modo de resumen, se exponen a continuación las principales comprobaciones del aspecto de las tuberías y piezas especiales de PRFV que se pueden realizar:
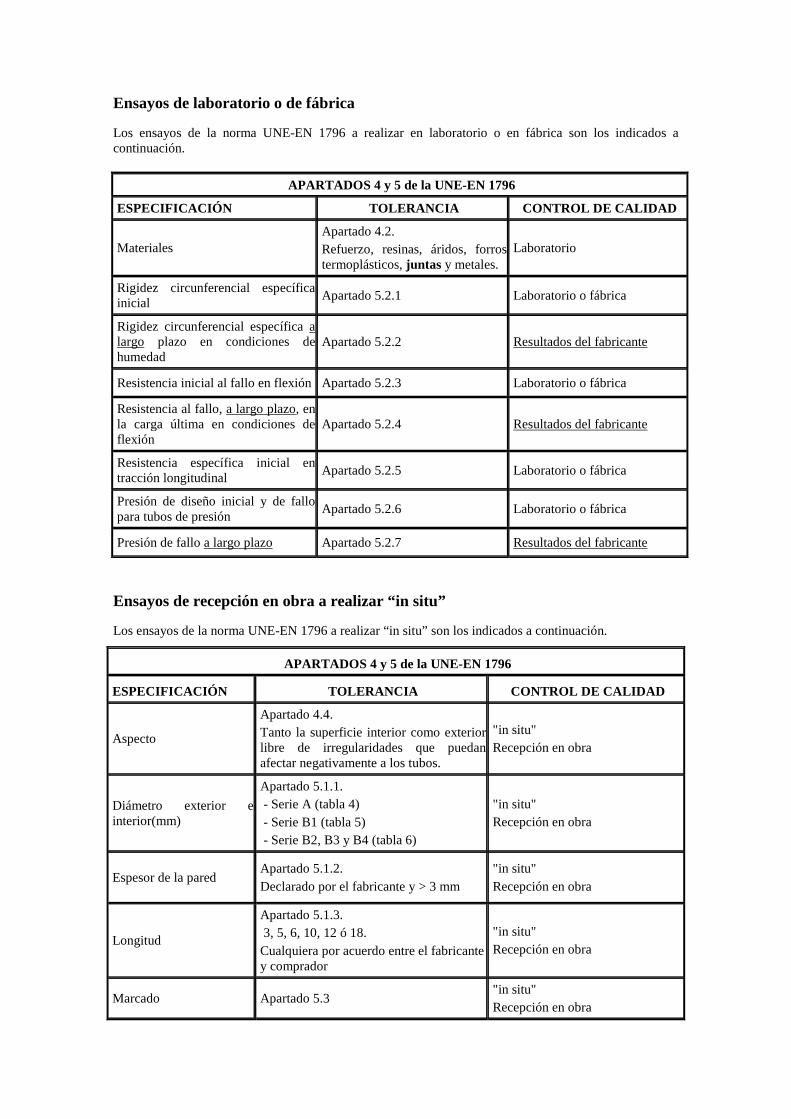
ASPECTO EXTERIOR:
− Zonas resecas, resina insuficiente, resina no distribuida homogéneamente
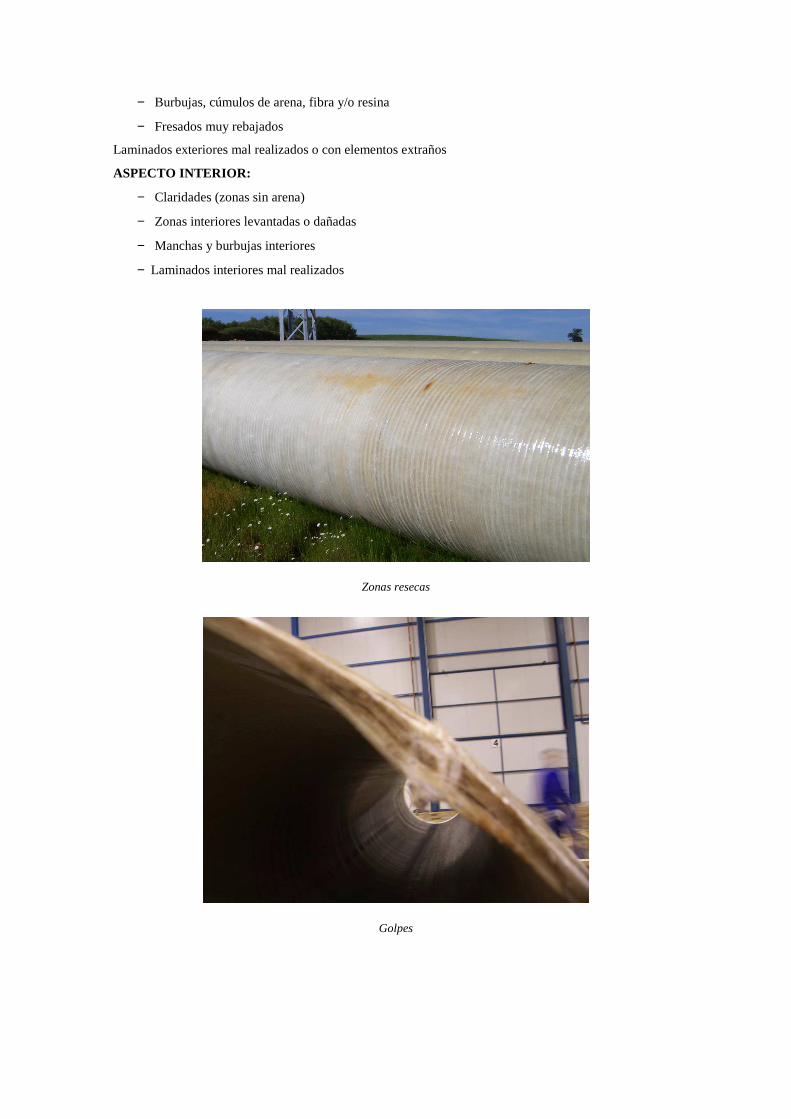
− Golpes
− Deslaminados
− Coqueras
− Burbujas, cúmulos de arena, fibra y/o resina
− Fresados muy rebajados
Laminados exteriores mal realizados o con elementos extraños
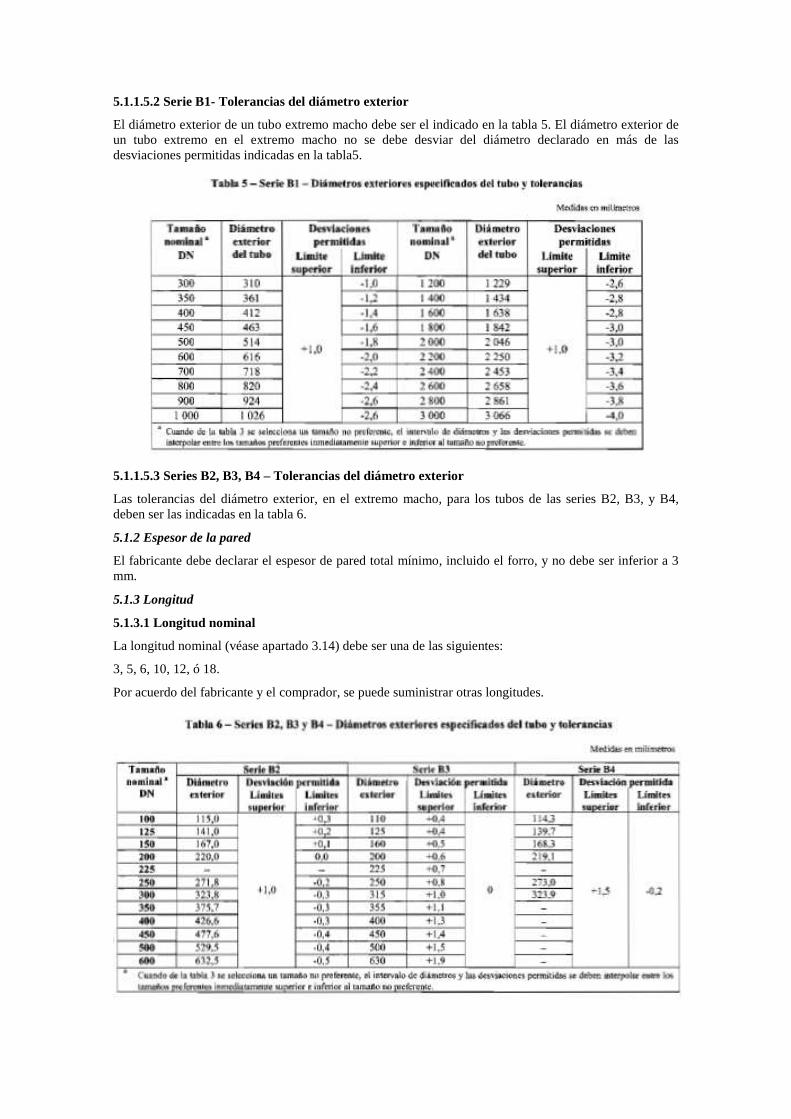
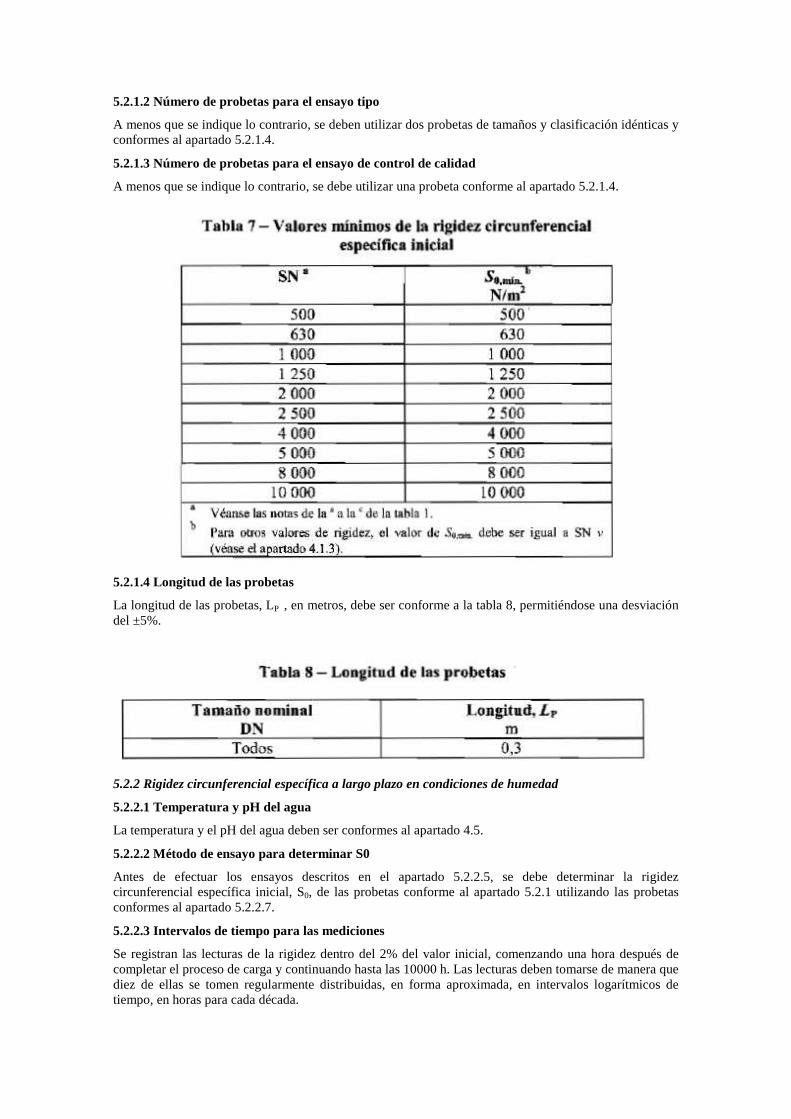
ASPECTO INTERIOR:
− Claridades (zonas sin arena)
− Zonas interiores levantadas o dañadas
− Manchas y burbujas interiores
− Laminados interiores mal realizados
Zonas resecas
Golpes
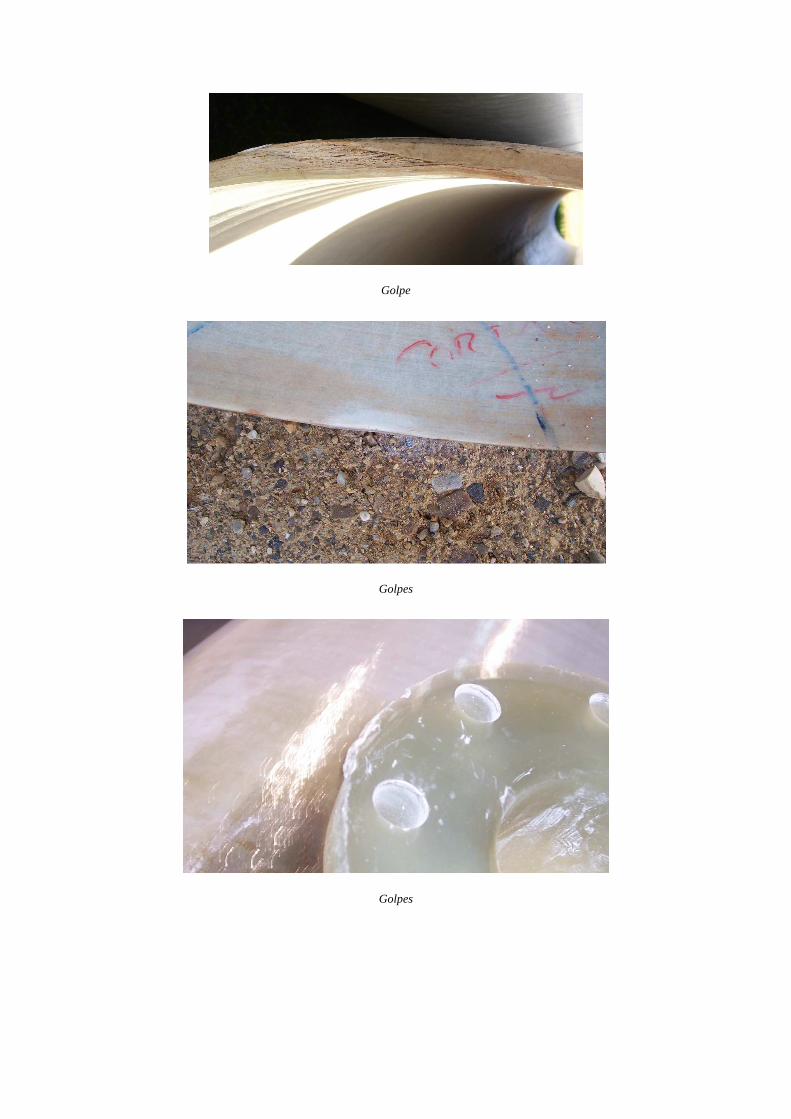
Golpe
Golpes
Golpes
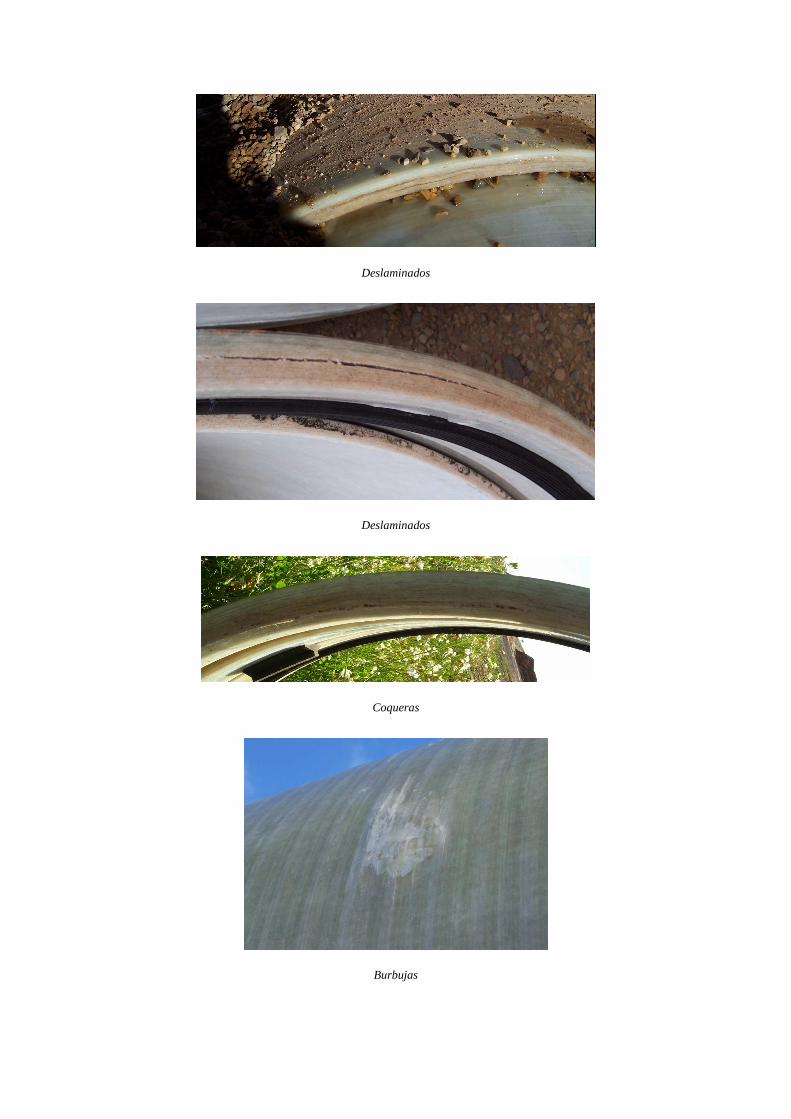
Deslaminados
Deslaminados
Coqueras
Burbujas

Burbujas (acúmulo de arena)
Burbujas
Fresados muy rebajados
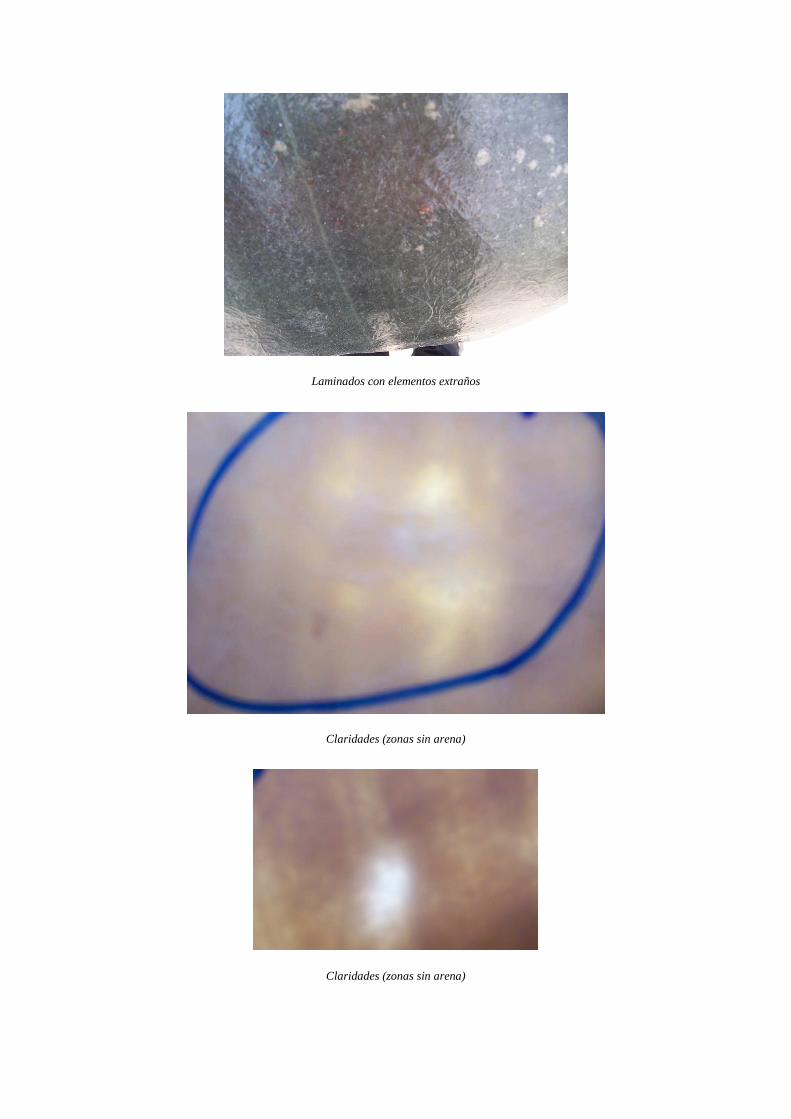
Laminados con elementos extraños
Claridades (zonas sin arena)
Claridades (zonas sin arena)

Zonas interiores levantadas
Zonas interiores dañadas
Manchas interiores y burbujas

Manchas interiores
Laminados interiores mal realizados
Laminados interiores mal realizados

5.1 Características geométricas
5.1.1 Diámetro
5.1.1.1 Series de diámetro
Los tubos de PRFV-UP se deben designar por el tamaño del diámetro nominal conforme a una de las dos series siguientes:
SERIE A – que especifica los diámetros interiores en milímetros (mm);
SERIE B – que especifica los diámetros exteriores en milímetros (mm).
NOTA La normalización de los diámetros de los tubos (PRFV-UP), encuentra dificultades debido a la diversidad de métodos de fabricación (por ejemplo, enrollamiento de hilos, moldeo por centrifugación o moldeo por contacto). Los tubos de PRFV-UP se fabrican normalmente controlando el diámetro interior, o el exterior, a un valor fijo.
5.1.1.2 Tamaño nominal
El tamaño nominal, DN, se debe seleccionar de los tamaños indicados en la tabla 3.
5.1.1.3 Diámetros especificados
5.1.1.3.1 Generalidades
Los tubos se deben suministrar de acuerdo con el apartado 5.1.1.3.2 (Serie A) o al apartado 5.1.1.3.3 (Serie B).
Por acuerdo entre el fabricante y el comprador, se permite suministrar tubos con otros diámetros.
5.1.1.3.2 Serie A (diámetro interior especificado)
El diámetro interior, en milímetros, debe ser conforme a los valores relativos al tamaño nominal indicados en la tabla 4.
5.1.1.3.3 Serie B (diámetro exterior especificado)
El diámetro exterior, en milímetros, debe ser conforme a los valores aplicables relativos al tamaño nominal indicados en la tabla 5 o en la tabla 6.
Los tubos con tamaños nominales comprendidos entre DN 100 y DN 600destinadosa utilizarse con:
a) accesorios de PRFV-UP conformes al capítulo 6, o
b) accesorios de PVC conformes a la Norma EN 1452-3 y a las tolerancias de la Norma ISO 11922-1, deben ser conformes a las dimensiones de la serie B3.
Los tubos con dimensiones nominales comprendidas entre DN 100 y DN 300 destinados a utilizarse con

c) accesorios de PRFV-UP conformes al capítulo 6, o
d) tubos de acero conforme a la Norma ISO 4200, deben ser conformes a las dimensiones de la serie B4.
5.1.1.4 Diámetros interiores mínimos para tubos con un forro termoplástico
El diámetro interior del forro termoplástico no debe ser inferior al 96,5% del tamaño no nominal del tubo de PRFV-UP.
5.1.1.5 Tolerancias
Cuando se requiera intercambiabilidad, véase capítulo 7 para más información.
5.1.1.5.1 Seria A – Tolerancias del diámetro interior
El diámetro interior declarado de un tubo debe estar comprendido entre los valores máximos y mínimos indicados en las columnas 2 y 3 de la tabla 4. El diámetro interior medio en cualquier punto de su longitud no se debe desviar del diámetro interior declarado en más de las desviaciones permitidas mostradas en la columna 4 de la tabla 4.
Para los tubos de PRFV-UP que tengan un forro hecho a partir de tubos termo plásticos, las tolerancias en el diámetro interior deben ser las especificadas en la norma correspondiente de los tubos termoplásticos. Para los tubos de PRFV-UP que tengan un forro fabricado con láminas termoplásticos, el diámetro interior y sus tolerancias deben ser conformes a la tabla 4.
5.1.1.5.2 Serie B1- Tolerancias del diámetro exterior
El diámetro exterior de un tubo extremo macho debe ser el indicado en la tabla 5. El diámetro exterior de un tubo extremo en el extremo macho no se debe desviar del diámetro declarado en más de las desviaciones permitidas indicadas en la tabla5.
5.1.1.5.3 Series B2, B3, B4 – Tolerancias del diámetro exterior
Las tolerancias del diámetro exterior, en el extremo macho, para los tubos de las series B2, B3, y B4, deben ser las indicadas en la tabla 6.
5.1.2 Espesor de la pared
El fabricante debe declarar el espesor de pared total mínimo, incluido el forro, y no debe ser inferior a 3 mm.
5.1.3 Longitud
5.1.3.1 Longitud nominal
La longitud nominal (véase apartado 3.14) debe ser una de las siguientes:
3, 5, 6, 10, 12, ó 18.
Por acuerdo del fabricante y el comprador, se puede suministrar otras longitudes.

5.1.3.2 Longitud efectiva
El tubo se debe suministrar en longitudes efectivas del tubo montado (véase el apartado 3.16) con los requisitos indicados en el siguiente párrafo. La tolerancia de la longitud efectiva es de ± 60 mm.
Del número total de tubos suministrados en cada diámetro, el fabricante puede proporcionar hasta el 10 % en longitudes más cortas que la longitud efectiva a menos que, por acuerdo entre el fabricante y el cliente, se suministre un porcentaje mayor de tubos. En todos los casos donde la longitud efectiva del tubo no se la longitud nominal del tubo ±60 mm, la longitud efectiva real del tubo debe marcarse sobre éste.
5.2 Características mecánicas
5.2.1 Rigidez circunferencial específica inicial
5.2.1.1 Generalidades
La rigidez circunferencial específica inicial, S0 (véase el apartado 3.6) se debe determinar utilizando cualquiera de los métodos indicados en la Norma EN 1228.
Las probetas deben ser conformes a los apartados 5.2.1.2 y 5.2.1.3. Los ensayos indicados se deben efectuar con una deflexión circunferencial relativa (véase el apartado 3.30) comprendida entre el 2,5% y el 3,5%. Cuando la rigidez nominal sea superior a SN 10 000 el ensayo se debe realizar utilizando una deflexión circunferencial relativa en porcentaje determinada mediante la siguiente ecuación (11):
Donde:
SN es la rigidez nominal;
es la deflexión circunferencial relativa, en porcentaje, para el ensayo de rigidez inicial (%).
El valor determinado de la rigidez circunferencial específica inicial, S0, no debe ser inferior que el valor aplicable S0, min indicado en la tabla 7. Para valores de rigidez nominal superiores a SN 10 000, la rigidez inicial en N/m2 no debe ser inferior al valor numérico de la rigidez nominal.
5.2.1.2 Número de probetas para el ensayo tipo
A menos que se indique lo contrario, se deben utilizar dos probetas de tamaños y clasificación idénticas y conformes al apartado 5.2.1.4.
5.2.1.3 Número de probetas para el ensayo de control de calidad
A menos que se indique lo contrario, se debe utilizar una probeta conforme al apartado 5.2.1.4.
5.2.1.4 Longitud de las probetas
La longitud de las probetas, LP , en metros, debe ser conforme a la tabla 8, permitiéndose una desviación
del ±5%.
5.2.2 Rigidez circunferencial específica a largo plazo en condiciones de humedad
5.2.2.1 Temperatura y pH del agua
La temperatura y el pH del agua deben ser conformes al apartado 4.5.
5.2.2.2 Método de ensayo para determinar S0
Antes de efectuar los ensayos descritos en el apartado 5.2.2.5, se debe determinar la rigidez circunferencial específica inicial, S0, de las probetas conforme al apartado 5.2.1 utilizando las probetas conformes al apartado 5.2.2.7.
5.2.2.3 Intervalos de tiempo para las mediciones
Se registran las lecturas de la rigidez dentro del 2% del valor inicial, comenzando una hora después de completar el proceso de carga y continuando hasta las 10000 h. Las lecturas deben tomarse de manera que diez de ellas se tomen regularmente distribuidas, en forma aproximada, en intervalos logarítmicos de tiempo, en horas para cada década.

5.2.2.4 Tiempo transcurrido durante el que se determina la propiedad
El tiempo durante esta propiedad es de 50 años, conforme al apartado 4.6.
5.2.2.5 Método de ensayo
5.2.2.5.1 Generalidades
El ensayo debe llevarse a cabo utilizando uno de los métodos descritos en el apartado 5.2.2.5.2 o en el apartado 5.2.2.5.3.
NOTA La Norma ISO 10928:1997, a la que se hace referencia en las Normas ISO 10468 e ISO 14828, es idéntica a la Norma EN 705.
5.2.2.5.2 Método utilizando relajación
La rigidez circunferencial específica a largo plazo en relajación, S x húmedo, relajación, y el factor de relajación α x relajación, húmedo , se deben determinar a partir de los datos derivados de los ensayos llevados a cabo conforme a la Norma ISO 14828, utilizando una deflexión inicial comprendida entre el 0,35% y el 0,4%.
5.2.2.5.3 Método utilizando fluencia
La rigidez circunferencial específica a largo plazo en fluencia, S x húmedo, fluencia, y el factor de fluencia α x
fluencia, húmedo, se deben determinar a partir de los datos derivados de los ensayos realizados conforme la Norma ISO 10468, utilizando una deflexión inicial comprendida entre el 0,13% y el 0,17%.
5.2.2.6 Requisito
Cuando el ensayo se efectúa de acuerdo a uno de los métodos indicados en el apartado 5.2.2.5, utilizando probetas conformes al apartado 5.2.2.7, se determina el factor de relajación, α x relajación, húmedo, o el factor de fluencia, α x fluencia, húmedo. Se debe declarar el valor determinado del factor.
5.2.2.7 Número de probetas para el ensayo tipo
A menos que se indique lo contrario, se deben utilizar dos probetas de tamaños y clasificación idénticas y conformes al apartado 5.2.1.4.
Ensayo de rigidez circunferencial específica a largo plazo en condiciones de humedad
5.2.3 Resistencia inicial al fallo en flexión
5.2.3.1 Generalidades
La resistencia inicial al fallo en flexión se debe determinar utilizando el método indicado en la norma EN 1226.

Las probetas deben ser conformes al apartado 5.2.3.4. El ensayo se debe efectuar utilizando deformaciones diametrales medias adecuadas a la rigidez nominal (SN) del tubo, como se especifica en el apartado 5.2.3.3.1 para el punto a) del apartado 5.2.3.2 y como se determina conforme al apartado 5.2.3.3.2 para el punto b) del apartado 5.2.3.2.
5.2.3.2 Requisito
Cuando se realiza el ensayo conforme al método indicado en la norma EN 1226, cada probeta debe ser conforme a los siguientes requisitos:
a) cuando se inspeccionan a simple vista, las probetas no deben presentar fisuras internas (véase el apartado 5.2.3.3.1);
b) la probeta no debe presentar fallo estructural aparente en ninguna de las siguientes formas (véase el apartado 5.2.3.3.2);
1) separación interlaminar;
2) rotura en tracción del refuerzo de fibra de vidrio;
3) deflexión de la pared del tubo;
4) separación del forro termoplástico de la pared estructural, si procede.
5.2.3.3 Deflexión circunferencial inicial mínima
5.2.3.3.1 Para las fisuras internas
La deflexión circunferencial específica relativa, inicial, mínima sin fisuras internas (véase el apartado 3.32) se indica en la tabla o para la rigidez nominal correspondiente de la probeta. Para la rigidez nominal superior a SN 10000, la deflexión circunferencial específica relativa, inicial, mínima antes de la fisuración interna, y2 interna/ d m en porcentaje, se debe calcular por medio de la ecuación (12):
Donde:
es la deflexión circunferencial inicial específica relativa mínima requerida a los 2 minutos, calculada para la rigidez nominal de la probeta, en porcentaje (%);
SN: es la rigidez nominal de la probeta.
Para probetas individuales que tienen una rigidez nominal superior a SN 10000, la deflexión circunferencial específica, inicial, mínima antes de la fisuración interna, y2 interna/ d m , en porcentaje, se debe calcular utilizando la ecuación (12) salvo que se deba utilizar la rigidez circunferencial específica inicial medida de la probeta en lugar de la rigidez nominal:
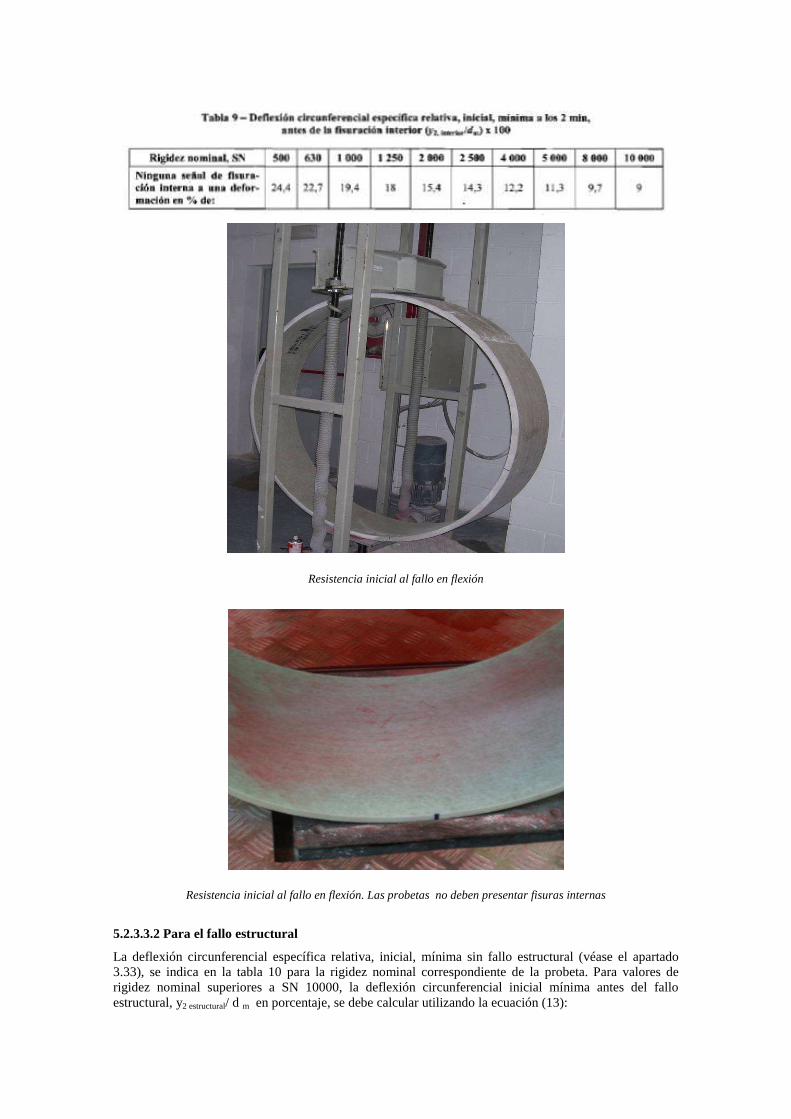
Resistencia inicial al fallo en flexión
Resistencia inicial al fallo en flexión. Las probetas no deben presentar fisuras internas
5.2.3.3.2 Para el fallo estructural
La deflexión circunferencial específica relativa, inicial, mínima sin fallo estructural (véase el apartado 3.33), se indica en la tabla 10 para la rigidez nominal correspondiente de la probeta. Para valores de rigidez nominal superiores a SN 10000, la deflexión circunferencial inicial mínima antes del fallo estructural, y2 estructural/ d m en porcentaje, se debe calcular utilizando la ecuación (13):

Donde
es la deflexión circunferencial inicial específica relativa mínima requerida a los 2 minutos, calculada para la rigidez nominal de la probeta.;
SN: es la rigidez nominal de la probeta.
Para probetas individuales que tienen una rigidez nominal superior a SN 10000 la deflexión circunferencial específica relativa, inicial, mínima sin fallo estructural, y2 estructural/ d m , en porcentaje, se debe calcular utilizando la ecuación (13), excepto que deba utilizarse la rigidez circunferencial específica inicial medida de la probeta en lugar de la rigidez nominal:
5.2.3.4 Número de probetas para el ensayo tipo
A menos que se indique lo contrario, se deben utilizar tres probetas para los ensayos descritos en el apartado 5.2.3. Cada probeta debe tener tamaños y clasificaciones idénticas, y longitud, LP, conforme al apartado 5.2.1.4.
5.2.3.5 Número de probetas para el ensayo de control de calidad
A menos que se indique lo contrario, se debe utilizar una probeta de longitud, LP , conforme a lo indicado
al apartado 5.2.1.4.
Se permite utilizar la (s) misma(s) probetas(s) para los ensayos descritos en los apartados 5.2.1 y 5.2.3.
5.2.4 Resistencia al fallo, a largo plazo, en la carga última en condiciones de flexión
5.2.4.1 Generalidades
La resistencia a la rotura, a largo plazo, en la carga última en condiciones de flexión se debe determinar utilizando el método indicado en la Norma ISO 10471 sobre la base de una deflexión empleando al menos 18 probetas conformes al apartado 5.2.4.5.
5.2.4.2 Requisito
Se calcula, conforme al método A de la Norma 705:1994, la deflexión circunferencial relativa a la carga última, inicial, proyectada, en porcentaje (%), a la que se produce el fallo estructural a los 2 minutos, y2
estructural/ d m , el valor extrapolado a x años (véase el apartado 4.6) para la deflexión circunferencial relativa a la carga última a largo plazo en condiciones de humedad, yu,húmedo,x/ d m , y el coeficiente de regresión de la deflexión, R R,dv.
Cuando se realiza el ensayo conforme al método indicado en la Norma ISO 10471 sobre la base de una deflexión y sin preacondicionamiento, utilizando un mínimo de 18 probetas conformes al apartado 5.2.4.5, el valor extrapolado a x años (véase el apartado 4.6) de la deflexión a la rotura, calculado conforme al método A de la Norma EN 705:1994, y convertido en deflexión para los valores de rigidez nominal correspondientes, no debe ser inferior al valor aplicable indicado en la tabla 11.

5.2.4.3 Criterios de fallo
Los criterios de fallo deben ser los indicados en la Norma ISO 10471.
5.2.4.4 Distribución de los tiempos de fallo
Los tiempos de rotura, tu de las 18 o más probetas se deben distribuir entre 0,1 h y por encima de 104 y la distribución de 10 de estos resultados debe cumplir los límites indicados en la tabla12.
5.2.4.5 Probetas para el ensayo tipo
Las probetas para el ensayo descrito en el apartado 5.2.4 se deben cortar de tubos que sean del mismo tamaño nominal, de la misma rigidez y presión nominal y que tengan una longitud, LP,
conforme la tabla 8.
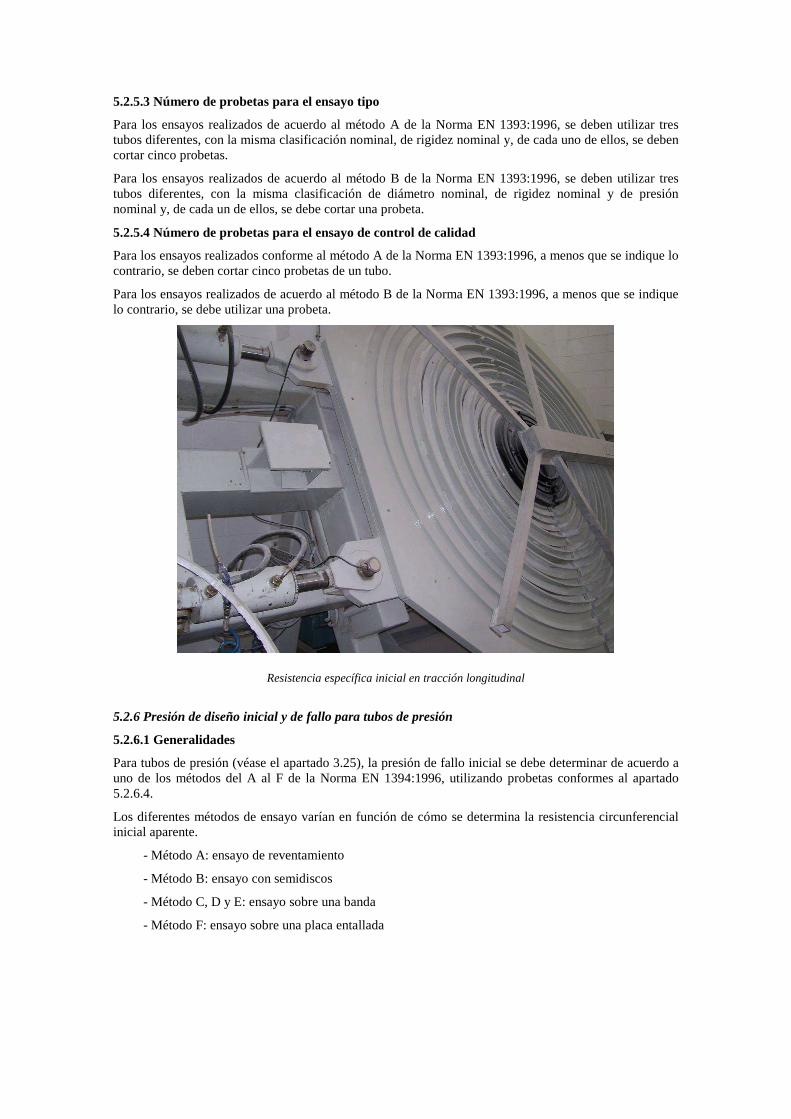
5.2.5 Resistencia específica inicial en tracción longitudinal
5.2.5.1 Generalidades
La resistencia específica inicial en tracción longitudinal se debe determinar conforme el método A o el método B de la Norma EN 1393:1996 utilizando probetas conformes al apartado 5.2.5.3.
Cuando se someten a ensayo tubos de presiones nominales o diámetros nominales distintos a los indicados en la tabla 13, la resistencia específica inicial mínima en tracción longitudinal se debe interpolar linealmente o extrapolar a partir de los valores indicados para el diámetro considerado.

5.2.5.2 Requisito
5.2.5.2.1 Para los tubos que no requieran resistir las cargas longitudinales producidas por la presión interna que actúa en las condiciones pertinentes de cargas axiales, cuando se someten a ensayo conforme al método A o al método B de la Norma EN 1393:1996, utilizando probetas conformes al apartado 5.2.5.3 para cada tubo de ensayo, el valor medio obtenido de la resistencia específica inicial en tracción longitudinal, σ 1 , de la probeta tomada conforme al apartado 5.2.5.3, no debe ser inferior al valor indicado en la tabla 13, para el tamaño nominal , DN, del tubo sometido a ensayo. Para cada tubo, el valor medio del alargamiento a la rotura (véase el apartado 3.23) de las probetas tomadas conforme al apartado 5.2.5.3, no debe ser inferior al 0,25%. Se debe declarar el alargamiento medio a la rotura y la media de la resistencia inicial en tracción longitudinal.
5.2.5.2.2 Para los tubos que requieran resistir las cargas longitudinales producidas por la presión interna que actúa en las condiciones de extremo pertinentes, la resistencia específica en tracción longitudinal, σ 1,
expresada en newtons por milímetro de circunferencia, no debe ser inferior al valor determinado por la ecuación (14):
Donde:
es la presión de diseño inicial, en bares, determinada conforme al apartado 5.2.6.1;
es el diámetro medio del tubo sometido a ensayo, expresado en metros (m).
5.2.5.3 Número de probetas para el ensayo tipo
Para los ensayos realizados de acuerdo al método A de la Norma EN 1393:1996, se deben utilizar tres tubos diferentes, con la misma clasificación nominal, de rigidez nominal y, de cada uno de ellos, se deben cortar cinco probetas.
Para los ensayos realizados de acuerdo al método B de la Norma EN 1393:1996, se deben utilizar tres tubos diferentes, con la misma clasificación de diámetro nominal, de rigidez nominal y de presión nominal y, de cada un de ellos, se debe cortar una probeta.
5.2.5.4 Número de probetas para el ensayo de control de calidad
Para los ensayos realizados conforme al método A de la Norma EN 1393:1996, a menos que se indique lo contrario, se deben cortar cinco probetas de un tubo.
Para los ensayos realizados de acuerdo al método B de la Norma EN 1393:1996, a menos que se indique lo contrario, se debe utilizar una probeta.
Resistencia específica inicial en tracción longitudinal
5.2.6 Presión de diseño inicial y de fallo para tubos de presión
5.2.6.1 Generalidades
Para tubos de presión (véase el apartado 3.25), la presión de fallo inicial se debe determinar de acuerdo a uno de los métodos del A al F de la Norma EN 1394:1996, utilizando probetas conformes al apartado 5.2.6.4.
Los diferentes métodos de ensayo varían en función de cómo se determina la resistencia circunferencial inicial aparente.
- Método A: ensayo de reventamiento
- Método B: ensayo con semidiscos
- Método C, D y E: ensayo sobre una banda
- Método F: ensayo sobre una placa entallada

El método A se considera el método de referencia. Sin embargo, todos los métodos de la Norma EN 1394 tienen igual validez y, siempre que se establezca una correlación entre cualquiera de los métodos del B al F con el método A mediante un programa de ensayo comparativo, entonces ese método se debe aceptar como método de referencia.
5.2.6.2 Requisitos
5.2.6.1 Cuando se realiza el ensayo de acuerdo a la Norma EN 1394 por uno de los métodos del A al F, utilizando probetas conformes al apartado 5.2.6.4, el valor de la presión de fallo inicial calculada conforme al apartado 5.2.6.2.2 debe ser conforme al valor derivado utilizando el procedimiento indicado en la Norma EN 705 para una verificación utilizando datos de ensayos destructivos.
5.2.6.2.2 La presión de fallo inicial mínima, P0, mín (véase el apartado 3.19), y la presión de diseño mínima, P0, d (véase el apartado 3.18), expresadas en bares, se deben determinar utilizando el coeficiente de regresión de la presión, RRP (véase el apartado 3.22), obtenido a partir de los ensayos de presión a largo plazo realizados conforme a la Norma EN 1447 y evaluados mediante los procedimientos descritos en la Norma EN 705.
Todos los métodos descritos en la Norma EN 1394 permiten obtener la resistencia en tracción circunferencial de la pared. Para comparar estos resultados con los requisitos dados en el apartado 5.2.6.2.1, la resistencia en tracción circunferencial específica de la pared se debe convertir en valores de presión mediante una de las siguientes ecuaciones:

Donde:
son las medidas de los valores, de resistencia en tracción circunferencial de la pared, determinadas conforme a la Norma EN1394, expresadas en newtons por milímetro de longitud (N/mm);
es el diámetro interior del tubo sometido a ensayo, expresado en metros (m);
es la presión de fallo inicial, expresada en bares.
5.2.6.3 Número de probetas para el ensayo tipo
Cuando se lleva a cabo el ensayo tipo conforme al método A de la Norma EN 1394:1996, las probetas se deben tomar de tres tubos de igual tamaño nominal, rigidez nominal y presión nominal.
Cuando el ensayo se realiza de acuerdo a uno de los métodos del B al F de la Norma
EN 1394:1996, se toman tres muestras diferentes, del mismo tamaño nominal, de la misma rigidez nominal y clase de presión nominal y de ellas se debe extraer el número apropiado de probetas. De cada muestra, se debe utilizar una probeta por metro de circunferencia o cinco probetas, lo que proporcione mayor número de resultados. Como resultado del ensayo se debe tomar la media de los cinco resultados.
5.2.6.4 Número de probetas para el ensayo de control de calidad
Para los ensayos realizados conforme al método A de la Norma EN 1394:1996, a menos que se indique lo contrario, se debe utilizar una probeta.
Para los ensayos realizados conforme a los métodos B al F de la Norma EN 1394:1996, a menos que se indique lo contrario, se deben tomar del tubo cinco probetas. Como resultado del ensayo se debe tomar la media de los cinco resultados.
5.2.6.5 Dimensiones de las probetas
5.2.6.5.1 Para el método A
La longitud de las probetas entre los dispositivos de cierre de los extremos, debe ser la indicada en la tabla 14.

5.2.6.5.2 Para el método B
Las dimensiones de la probeta deben ser conformes a la Norma EN 1394.
5.2.6.5.3 Para el método C
La anchura de la probeta debe ser 50 mm para tubos fabricados por enrollamiento helicoidal y 25 mm para tubos fabricados por otro procedimiento.
5.2.6.5.4 Para el método D
La anchura de la probeta debe ser de 25 mm.
5.2.6.5.5 Para el método E
Las dimensiones de la probeta deben ser conformes a la Norma EN 1394.
5.2.6.5.6 Para el método F
Las dimensiones de la probeta deben ser conformes a la Norma EN 1394.
5.2.7 Presión de fallo a largo plazo
5.2.7.1 Generalidades
Para los tubos de presión (véase el apartado 3.24), la presión de fallo a largo plazo se debe determinar conforme a la Norma EN 1447, utilizando probetas conformes al apartado 5.2.7.4.
5.2.7.2 Requisito
Utilizando los datos obtenidos de los ensayos realizados conforme al apartado 5.2.7.1 y los procedimientos de extrapolación descritos en el método A de la Norma EN 705:1994, se determina el coeficiente de regresión RR,P. Los tubos se deben diseñar utilizando el procedimiento descrito en la Norma EN 705 y los factores de seguridad de la tabla 15 a fin de asegurar:
a. que la presión de fallo mínima a largo plazo P x,mín es al menos igual a FS mín veces PN, expresada en bares; y
b. que la presión de diseño mínima a largo plazo P x,d es al menos igual a FSd veces PN, expresada en bares
Cuando se realiza el ensayo conforme a la Norma EN 1447, utilizando aire como ambiente extremo, el valor de la presión de rotura extrapolada a x años , P x,,calculada conforme al método A de la Norma EN 705:1994, no debe ser inferior a la presión de diseño a largo plazo, P x,d.
5.2.7.3 Número de probetas para el ensayo tipo
Se debe tomar un número suficiente de probetas de forma que, al menos, se obtengan 18 puntos de fallo para llevar a cabo el análisis conforme a la Norma EN 705.
5.2.7.4 Longitud de las probetas
La longitud de las probetas entre los dispositivos de cierre de los extremos, debe ser la indicada en la tabla 14.
5.2.7.5 Distribución de los tiempos de fallo

Los tiempos de fallo de las 18 o más probetas, deben estar comprendidos directamente entre 0,1 h y por encima de 104 h y la distribución de 10 de estos resultados debe ser conforme a los límites indicados en la tabla 12.
5.3 Marcado
5.3.1 Los detalles del marcado deben imprimirse o realizarse directamente sobre el tubo de tal forma que el marcado ni inicie fisuras u otro tipo de fallo.
5.3.2 Si el marcado se imprime, el color de la información impresa debe diferir del color básico del producto, de tal forma que el marcado debe ser legible a simple vista.
5.3.3 El marcado siguiente debe figurar en el exterior de de cada tubo, y en el cado de tubos de DN 600 o mayores, en la superficie interior o exterior.
a) número de esta norma;
b) tamaño nominal DN y la serie del diámetro, es decir, A, B1, B2,etc.;
c) valor de la rigidez conforme al capítulo 4;
d) valor de la presión conforme al capítulo 4;
e) letra “P” para indicar si el tubo se puede utilizar en la canalización de agua potable;
f) nombre o marca del fabricante;
g) fecha y código de fabricación;
h) si procede,
1) una marca “R”, para indicar si el tubo es adecuado para utilizarse con cargas axiales.
2) una marca “RA” para indicar si el tubo es adecuado para utilizarse con cargas axiales y se ha sometido a ensayo conforme al anexo A;
i) letra “H” para indicar la aptitud para el uso aéreo, si procede;
j) marca de calidad normalizada, si procede.
Marcado de tubería
Marcado de tubería

Colocación de la tubería Una vez realizados los ensayos de laboratorio y/o fábrica así como los ensayos “in situ”, tanto de los tubos y piezas especiales como de los elementos que las componen, y siendo éstos conformes con la norma UNE-EN 1796, se procederá a la colocación de la tubería. Para ello se ha dividido el control de la calidad de la colocación de la tubería en distintas fases.
Ejecución de la zanja
Para ejecutar la zanja de la tubería, primero el topógrafo levantará la alineación correspondiente mediante un GPS o estación total, marcando estacas en los puntos singulares de la tubería.
Una vez levantada la alineación se realizará la excavación de la zanja mediante nivel láser y receptor en el brazo de la máquina.
La zanja ejecutada se dará por satisfactoria una vez se haya realizado la comprobación de la misma, consistente en levantar la alineación y la sección de la zanja ejecutada y asegurar que coincide con la alineación de la zanja a ejecutar.
La sección de la zanja cumplirá las especificaciones indicadas en la tabla y los croquis adjuntos.
Ejecución de la zanja
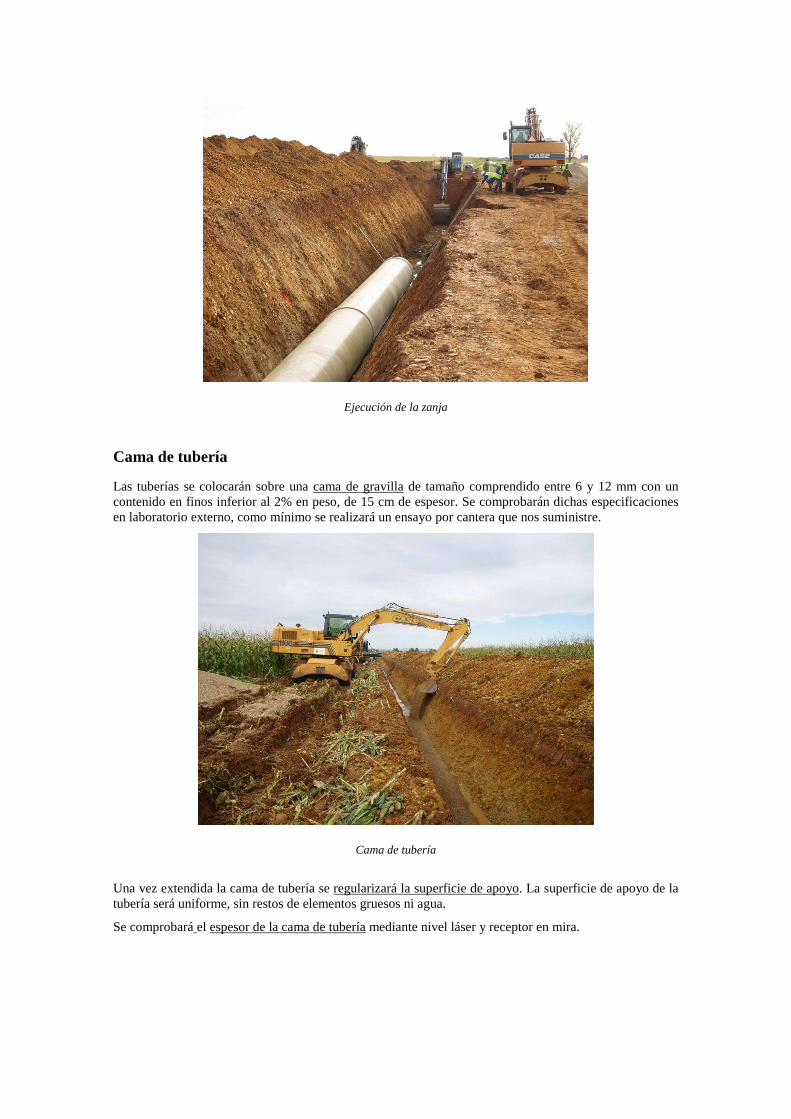
Cama de tubería
Las tuberías se colocarán sobre una cama de gravilla de tamaño comprendido entre 6 y 12 mm con un contenido en finos inferior al 2% en peso, de 15 cm de espesor. Se comprobarán dichas especificaciones en laboratorio externo, como mínimo se realizará un ensayo por cantera que nos suministre.
Cama de tubería
Una vez extendida la cama de tubería se regularizará la superficie de apoyo. La superficie de apoyo de la tubería será uniforme, sin restos de elementos gruesos ni agua.
Se comprobará el espesor de la cama de tubería mediante nivel láser y receptor en mira.

Regularización de la cama de tubería
Colocación de la tubería en la zanja
En el momento de la colocación de la tubería en la zanja se pondrá especial atención en utilizar eslingas no metálicas para no dañar el tubo.
Colocación de la tubería en la zanja

Colocación de la tubería en la zanja
Una vez introducida la tubería en la zanja se emboca el tubo y se empuja con el brazo de la máquina hasta que quede perfectamente alojado en el tubo o pieza anterior.
Emboque de la tubería
Emboque de la tubería

Tapado de la tubería
Una vez colocada la tubería en la zanja se procederá al tapado de la misma. Dicho tapado se realizará en dos fases:
1. Tapado de la tubería con gravilla: se tapará la tubería hasta una altura de 10 cm por encima de la generatriz superior del tubo con gravilla similar a la empleada en la cama de tubería.
Durante esta operación se prestará especial atención al arriñonado del tubo, evitando la existencia de zonas sin gravilla en las inmediaciones del tubo, es decir, todo la superficies exterior del tubo tiene que estar en contacto con la gravilla.
2. El resto de la zanja se rellenará con material seleccionado procedente de la propia excavación, exento de raíces, tocones y piedras.
Tapado de la tubería
Al final de cada jornada de trabajo, los tubos serán tapados en todos sus extremos, de tal manera que quede impedida la penetración de animales o materiales producto de la erosión por viento o agua superficial a la misma.
Daños producidos durante la colocación de la tubería
A continuación se detallan algunos de los daños producidos durante la colocación de la tubería en cualquiera de las fases anteriormente mencionadas.
Daños por manipulación de la tubería
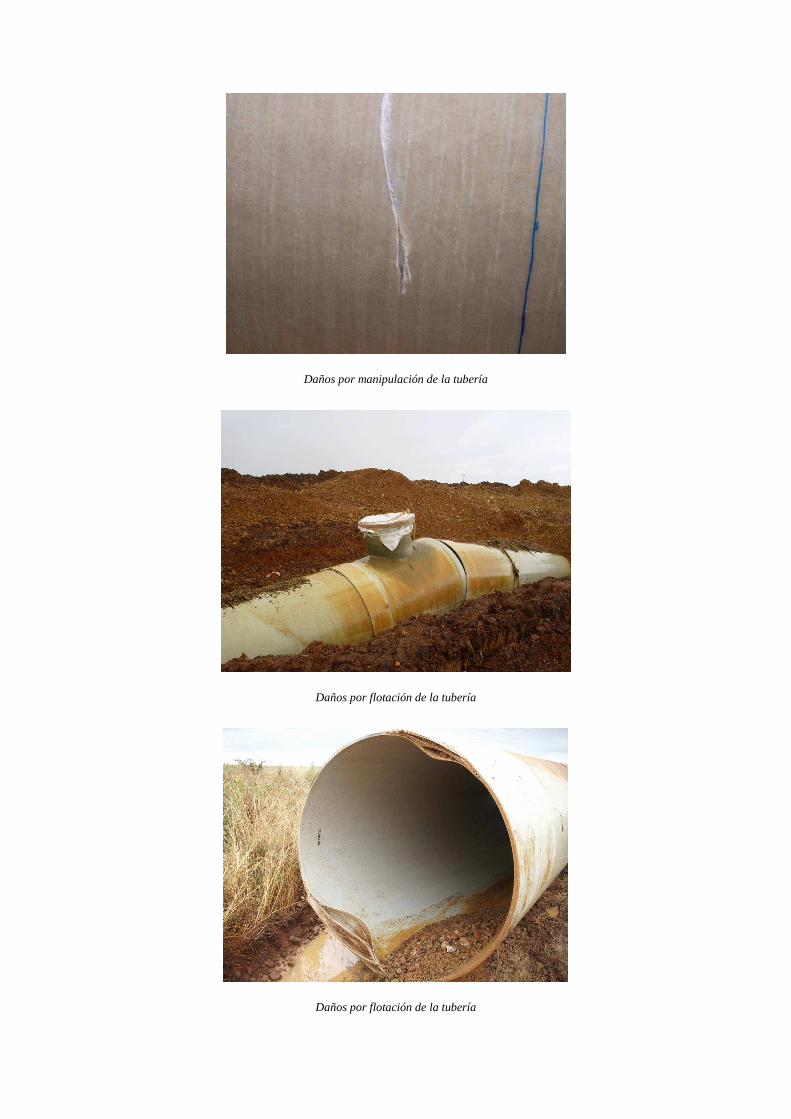
Daños por manipulación de la tubería
Daños por flotación de la tubería
Daños por flotación de la tubería

Anclaje de las piezas especiales de PRFV
Todas las piezas de PRFV tienen que estar ancladas con hormigón. Antes de anclarlas hay que comprobar sus dimensiones para garantizar que las piezas sean de una longitud mayor al hormigonado que necesitan para su anclaje. A continuación se detallan dichas longitudes mínimas.
Los anclajes de piezas especiales en tuberías se realizarán con hormigón armado tipo HA-25 N/mm2 y malla de Ø12mm.
Longitudes mínimas de las tés y cruces.
PT 6 atm PT 10 atm PT 16 atm PT 6 atm PT 10 atm PT 16 atm D1 D2
a a a D1 D2
a a a
2200 4,00 ------- ------- 1000 2,00 2,25 4,00
2000 3,75 ------- ------- 900 2,00 2,25 3,00
1800 3,50 ------- ------- 800 2,00 2,25 3,00
1600 2,50 ------- ------- 700 2,00 2,25 3,00
1400 2,00 ------- ------- 600 2,00 2,25 2,00
1200 2,00 ------- ------- 500 1,50 1,50 2,00
1000 3,75 ------- ------- 400 1,50 1,50 2,00
2200
900 3,75 ------- -------
1000
300 1,50 1,50 2,00
2000 4,00 ------- ------- 900 900 2,0 2,3 3,5
1800 3,75 ------- ------- 800 2,0 2,3 3,5
1600 3,50 ------- ------- 700 2,0 2,3 3,5
1400 2,50 ------- ------- 600 2,0 1,8 3,5
1200 2,00 ------- ------- 500 1,5 1,8 1,8
1000 2,00 ------- ------- 400 1,5 1,8 1,8
2000
900 3,75 ------- ------- 300 1,5 1,8 1,8
1800 3,75 ------- ------- 800 800 2,0 2,0 2,5
1600 3,50 ------- ------- 700 2,0 2,0 3,3
1400 3,50 ------- ------- 600 2,0 2,0 2,5
1200 2,25 ------- ------- 500 1,5 1,5 1,8
1000 2,00 ------- ------- 400 1,5 1,5 1,8
900 2,00 ------- ------- 300 1,5 1,5 1,8
800 2,00 ------- ------- 700 700 1,8 2,0 3,5
1800
700 1,75 ------- ------- 600 1,8 2,0 3,5
1600 3,50 6,00 10,00 500 1,5 1,5 1,8
1400 3,50 6,00 8,00 400 1,5 1,5 1,8
1200 2,00 6,00 5,50 300 1,5 1,5 1,8
1000 2,00 2,50 5,50 250 1,5 1,5 1,8
900 2,00 2,50 3,75 600 600 1,3 1,5 2,5
1600
800 2,00 2,50 3,75 500 1,3 1,5 2,5

700 1,75 1,75 2,00 400 1,0 1,0 1,5
600 1,75 1,75 2,00 300 1,0 1,0 1,5
500 1,75 1,75 2,00 250 1,0 1,0 1,5
400 1,75 1,75 2,00 500 500 1,0 1,0 2,0
1400 3,00 4,50 7,75 400 1,0 1,0 2,0
1200 3,00 4,50 5,00 300 1,0 1,0 1,0
1000 2,00 2,50 4,00 250 1,0 1,0 1,0
900 2,00 2,50 4,00 200 1,0 1,0 1,0
800 2,00 2,50 4,00 400 400 1,0 1,0 1,8
700 1,75 1,75 2,00 300 1,0 1,0 1,0
600 1,75 1,75 2,00 250 1,0 1,0 1,0
500 1,75 1,75 2,00 200 1,0 1,0 1,0
1400
400 1,75 1,75 2,00 300 300 1,0 1,0 1,0
1200 2,00 3,00 5,75 250 1,0 1,0 1,0
1000 2,00 3,00 4,00 200 1,0 1,0 1,0
900 2,00 3,00 3,50
800 2,00 1,75 3,50
700 2,00 1,75 3,50
600 1,50 1,75 1,75
500 1,50 1,75 1,75
1200
400 1,50 1,75 1,75
MANGUITO DE UNIÓN
TE DE PRFV
DADO DE HORMIGÓN
12 Ø 15 #
MANGUITO DE UNIÓN

DADO DE HORMIGÓN
CRUZ DE PRFV
MANGUITO DE UNIÓN12 Ø 15 #
Ø1
Ø2
Longitudes mínimas de los codos:

C OD O D E P R F V
α
D ADO DE HOR M IGÓN
M ANG UITO DE UNIÓN
Longitudes mínimas de las reducciones:

REDUCCIÓN DE PRFV
DADO DE HORMIGÓN
MANGUITO DE UNIÓN
TERRENO SIN EXCAVAR
MANGUITO DE UNIÓN12 Ø 15 #
Ø1 Ø2
Una vez comprobada la longitud mínima de las piezas de PRFV se realizarán las siguientes comprobaciones:
• Replanteo de la pieza
• Comprobación de la nivelación de la pieza
• Existencia de la sujeción adecuada de la pieza con eslingas no metálicas para evitar su flotación
• Existencia de una protección de neopreno en todos los extremos de las piezas, de 30 cm de longitud y 2 cm de espesor distribuidos en dos capas de 1 cm. El material a emplear será neopreno de 1cm de espesor y 1400 mm de ancho como mínimo
• Existencia de 2 tubos de PVC corrugado de Ø160 a ambos lados de la pieza a hormigonar a la cota de la generatriz inferior de la tubería, para garantizar el correcto drenaje de la pieza
• Existencia de un carrete de 1,5 m de PRFV en todos los extremos de las piezas para asegurar el asentamiento correcto de la pieza
Anclaje de piezas: replanteo de la pieza para su colocación

Anclaje de piezas: comprobación de la nivelación de la pieza
Anclaje de piezas: sujeción de las piezas con eslingas no metálicas para impedir su flotación
Anclaje de piezas

Pruebas de presión Todas las tuberías se tienen que probar mediante una prueba de presión. Actualmente la normativa en vigor para la realización de las pruebas de presión está recogida en el MOPU y en el CEDEX, a continuación se exponen literalmente ambas normas.
También se aporta un ejemplo de estadillo a emplear para la realización de pruebas de presión para cada una de las dos normas anteriormente mencionadas, cortesía de la Delegación de León de TRAGSA.
MOPU
11. PRUEBAS DE LA TUBERÍA INSTALADA
11.2. Prueba de presión interior.
11.2.1 A medida que avance el montaje de la tubería se procederá a pruebas parciales de presión por tramos de longitud fijada por la Administración. Se recomienda que estos tramos tengan longitud aproximada a los quinientos (500) metros, pero en el tramo elegido la diferencia de presión entre el punto de rasante más baja y el punto de rasante más alta no excederá de diez por ciento (10 por 100) de la presión de prueba establecida en 11.2.6.
11.2.2 Antes de comenzar la prueba se comprobará que todos los accesorios y manguitos de la tubería están descubiertos, como mínimo 50cm a cada lado del accesorio o manguito, y que están colocados en su posición definitiva. La zanja debe estar parcialmente tapada, dejando las juntas descubiertas.
11.2.3 Se empezará por llenar lentamente de agua el tramo objeto de la prueba, dejando abiertos todos los elementos que puedan dar salida al aire, los cuales se irán cerrando después y sucesivamente de abajo hacia arriba una vez se haya comprobado que no existe aire en la conducción. A ser posible se dará entrada por la parte baja, con lo cual se facilita la expulsión de aire por la parte alta. Si esto no fuera posible, el llenado se hará aún más lentamente para evitar que quede aire en la tubería. En el punto más alto se colocará un grifo de purga para expulsión de aire y para comprobar que todo el interior del tramo objeto de la prueba se encuentra comunicado en la forma debida.
11.2.4 La bomba para la presión hidráulica podrá ser manual o mecánica, pero en este último caso deberá estar provista de llaves de descarga o de elementos apropiados para poder regular el aumento de presión. Se colocará en el punto más bajo de la tubería que se va a ensayar y estará provista de dos manómetros, de los cuales uno de ellos será proporcionado por la Administración o previamente comprobado por la misma.
11.2.5 Los puntos extremos del tramo a probar se cerrarán convenientemente con piezas especiales que se apuntalarán para evitar deslizamientos de las mismas o fugas de agua, y que pueden ser fácilmente desmontables para poder continuar el montaje de la tubería. Se comprobará cuidadosamente que las llaves intermedias en el tramo en prueba, de existir, se encuentran bien abiertas. Los cambios de dirección, piezas especiales, etc. deberán estar anclados y sus fábricas con la resistencia debida.
11.2.6 La presión interior de prueba será tal que se alcance en el punto más bajo del tramo en prueba 1,4 veces la presión máxima de trabajo en el punto de más presión. Seguidamente se hará subir la presión en el tubo a velocidad inferior a un kilo por centímetro cuadrado y por minuto.
11.2.7. Alcanzada la presión de prueba se cortará la entrada de agua. Se mantendrá la tubería en esa situación durante 30 minutos. La prueba se considerará satisfactoria cuando el manómetro no acuse un descenso superior a la raíz cuadrada de “p” quintos, siendo “p” la presión de prueba en kilos por centímetro cuadrado.
Si el descenso es superior se corregirán los defectos observados repasando las juntas que pierdan agua, cambiando si es preciso algún tubo, de forma que al final se consiga que el descenso de presión no sobrepase la magnitud indicada.
11.3 Prueba de estanqueidad
11.3.1 Después de haberse completado satisfactoriamente la prueba de presión interior, deberá realizarse la de estanquidad.
11.3.2 La presión de prueba de estanqueidad será la máxima estática que exista en el tramo de la tubería objeto de la prueba.

11.3.3 La pérdida se define como la cantidad de agua que debe suministrarse al tramo de tubería en prueba mediante un bombín tarado, de forma que se mantenga la presión de prueba de estanquidad después de haber llenado la tubería de agua y haberse expulsado el aire.
11.3.4 La duración de la prueba de estanquidad será de 2 horas, y la pérdida en ese tiempo será inferior al dado por la fórmula:
V = K L D
En la cual:
V = Pérdida total en la prueba en litros.
L = Longitud del tramo de prueba en metros.
D = Diámetro interior del tramo correspondiente en metros.
K = Coeficiente dependiente del material, plástico y poliéster reforzado de fibra de vidrio = 0,35.
11.3.5 De todas formas, cualesquiera que sean las pérdidas fijadas, si éstas son sobrepasadas, el contratista, a sus expensas repasará todas las juntas y tubos defectuosos; asimismo viene obligado a reparar cualquier pérdida de agua apreciable, aún cuando el total sea inferior al admisible.
Ejemplo de estadillo a emplear:
CEDEX
Prueba de la tubería instalada
A medida que avance el montaje de la tubería, deben ejecutarse las oportunas pruebas de la tubería instalada, para las que se recomiendo la metodología que a continuación se expone, la cual coincide con lo previsto por la norma UNE-EN 805:2000 “Abastecimiento de agua. Especificaciones para redes exteriores a los edificios y sus componentes”.
La presión de prueba (STP) se calcula a partir de MDP, de forma que, dependiendo de que el golpe de ariete se haya calculado en detalle, o únicamente se haya estimado, el valor de STP será (todos los valores en N/mm2):
a) Golpe de ariete calculado en detalle:
STP = MDP + 0,1
b) Golpe de ariete estimado: El menos valor de:
STP = MDP + 0,5
STP = 1,5 MDP
En los casos de impulsiones y grandes conducciones, debe siempre haberse calculado en detalle el valor del golpe de ariete (hipótesis a). Sólo el caso de los ramales de las redes de distribución, en los que, debido a la abundancia de mecanismos de cierre, acometidas, etc., es difícil calcular con detalle el golpe de ariete en la hipótesis pésima de funcionamiento, es una de las situaciones en las que su valor puede ser “estimado ” (hipótesis b). No obstante, el golpe de ariete debe ser calculado en detalle.
6.4.1 Metodología general
Conforme se indicó en el apartado anterior, la prueba de la tubería instalada recomendada es la que figura en la norma UNE- EN 805:2000, la cual se describe a continuación.

A medida que avance el montaje de la tubería ésta debe estar probada por tramos, con la longitud fijada en el proyecto o por la D.O, los cuales deben ser de iguales características (materiales, diámetros, espesores, etc.). Los extremos del tramo en prueba deben cerrarse convenientemente con piezas adecuadas, las cuales han de apuntalarse para evitar deslizamientos o fugas de agua, y deben ser, cuando así se requiera, fácilmente desmontables para poder continuar la colocación de la tubería.
Antes de empezar la prueba deben estar colocados en su posición definitiva todos los tubos, las piezas especiales, las válvulas y demás elementos de la tubería, debiendo comprobarse que las válvulas existentes en el tramo a ensayar se encuentran abiertas y que las piezas especiales están ancladas y las obras de fábrica con la resistencia debida.
Cuando la tubería se disponga enterrada, la zanja debe estar parcialmente llena, dejando las uniones descubiertas. Asimismo debe comprobarse que el interior de la conducción está libre de escombros, raíces o de cualquier otra materia extraña.
La bomba para introducir la presión hidráulica puede ser manual o mecánica, pero en este último caso debe estar provista de llaves de descarga o elementos apropiados para poder regular el aumento de presión. Irá colocada en el punto más bajo de la tubería a ensayar y debe estar provista al menos de un manómetro de precisión no inferior a 0,02 N/mm2. La medición del volumen de agua debe realizarse con una precisión no menor de litro.
En cualquier caso, pero especialmente en los de altas presiones, durante la realización de la prueba de la tubería instalada, deben tomarse las medidas de seguridad necesarias para que en caso de fallo de la tubería no se produzcan daños a las personas y que los materiales sean los mínimos posibles. A estos efectos debe ponerse en conocimiento del personal que pudiera ser afectado que se está realizando una prueba, no debiendo permitirse el acceso al tramo que se esté ensayando, ni trabajar en tramos cercanos. En este sentido, los manómetros deben ser colocados de forma tal que sean legibles desde el exterior de la zanja.
De acuerdo con todo lo anterior, la prueba, que es única, consta, en general , de las dos etapas siguientes: etapa preliminar y etapa principal.
6.4.1.1 Etapa preliminar
Se comienza por llenar lentamente de agua el tramo objeto de la prueba, dejando abiertos todos los elementos que puedan dar salida al aire, los cuales se irán cerrando después y sucesivamente de abajo hacia arriba. Debe procurarse dar entrada al agua por la parte baja del tramo en prueba, para así facilitar la salida de aire por la parte alta. Si esto no fuera posible, el llenado se debería hacer aún más lentamente, para evitar que quede aire en la tubería. En el punto más alto es conveniente colocar un grifo de purga para expulsión del aire y para comprobar que todo el interior del tramo objeto de la prueba se encuentra comunicado de la forma debida. Una vez llena de agua la tubería se debe mantener en esta situación 24 horas.
A continuación, se aumenta la presión hidráulica de forma constante y gradual hasta alcanzar un valor comprendido entre la presión de prueba (STP = MDP + 0,1) y la presión máxima de diseño (MDP), de forma que el incremento de presión no supere 0,1 N/mm2 por minuto.
Esta presión debe mantenerse entre dichos límites durante un tiempo razonable (que lo debería fijar el proyecto correspondiente o la DO a la vista de las circunstancias particulares de cada caso) para lograr los objetivos de esta etapa preliminar, para lo cual, si es necesario, habrá que suministrar, bombeando, cantidades adicionales de agua. Durante este periodo de tiempo no debe haber pérdidas apreciables de agua, ni movimientos aparentes de la tubería. Caso contrario, debería procederse a la despresurización de la misma, a la reparación de los fallos que haya dado lugar y a la repetición del ensayo.
6.4.1.2 Etapa principal o de puesta en carga
Una vez superada la etapa preliminar, se aumenta de nuevo de forma constante la presión hidráulica interior hasta alcanzar el valor de STP, de forma tal que el incremento de presión no supere 0,1 N/mm2
por minuto. Una vez alcanzado dicho valor se desconecta el sistema de bombeo, no admitiéndose la entrada de agua, durante al menos 1 hora. Al final de este periodo el descenso de presión obtenido debe ser inferior a 0,02 N/mm2.
A continuación se aumenta la presión en el tramo a ensayar hasta alcanzar de nuevo el valor de STP, suministrando para ello cantidades adicionales de agua y midiendo el volumen final suministrado, debiendo ser este inferior al dado por la siguiente expresión:
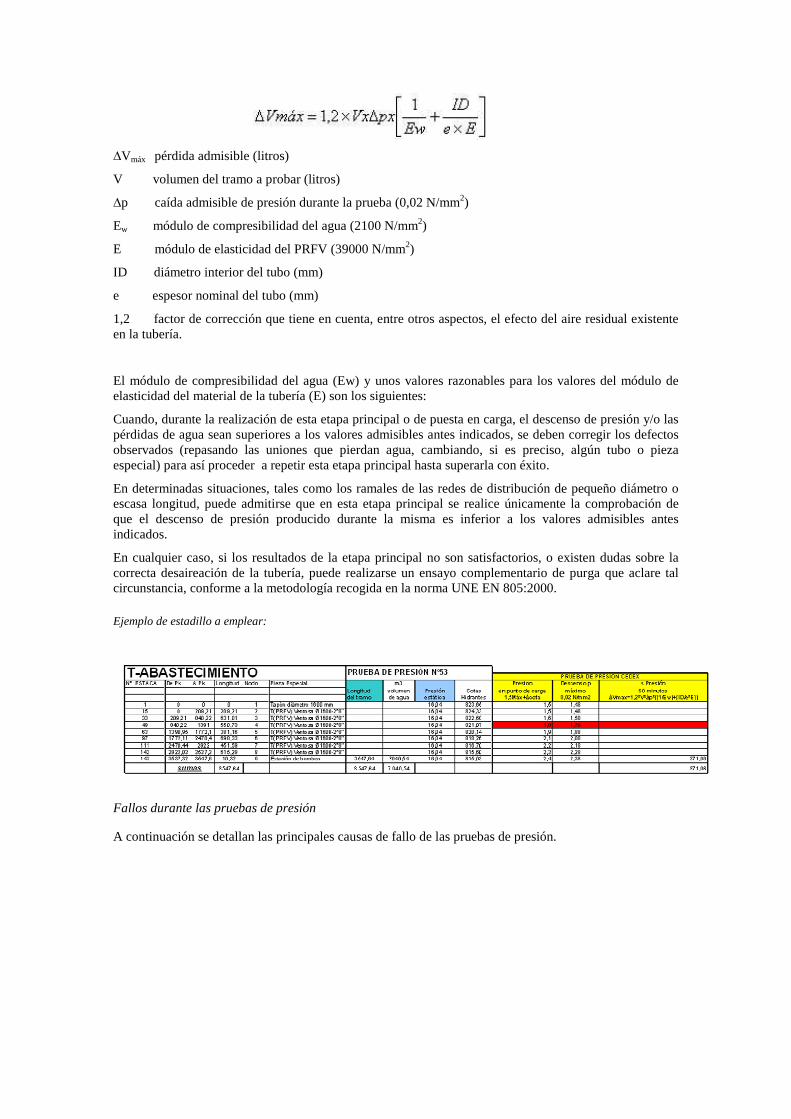
∆Vmáx pérdida admisible (litros)
V volumen del tramo a probar (litros)
∆p caída admisible de presión durante la prueba (0,02 N/mm2)
Ew módulo de compresibilidad del agua (2100 N/mm2)
E módulo de elasticidad del PRFV (39000 N/mm2)
ID diámetro interior del tubo (mm)
e espesor nominal del tubo (mm)
1,2 factor de corrección que tiene en cuenta, entre otros aspectos, el efecto del aire residual existente en la tubería.
El módulo de compresibilidad del agua (Ew) y unos valores razonables para los valores del módulo de elasticidad del material de la tubería (E) son los siguientes:
Cuando, durante la realización de esta etapa principal o de puesta en carga, el descenso de presión y/o las pérdidas de agua sean superiores a los valores admisibles antes indicados, se deben corregir los defectos observados (repasando las uniones que pierdan agua, cambiando, si es preciso, algún tubo o pieza especial) para así proceder a repetir esta etapa principal hasta superarla con éxito.
En determinadas situaciones, tales como los ramales de las redes de distribución de pequeño diámetro o escasa longitud, puede admitirse que en esta etapa principal se realice únicamente la comprobación de que el descenso de presión producido durante la misma es inferior a los valores admisibles antes indicados.
En cualquier caso, si los resultados de la etapa principal no son satisfactorios, o existen dudas sobre la correcta desaireación de la tubería, puede realizarse un ensayo complementario de purga que aclare tal circunstancia, conforme a la metodología recogida en la norma UNE EN 805:2000.
Ejemplo de estadillo a emplear:
Fallos durante las pruebas de presión
A continuación se detallan las principales causas de fallo de las pruebas de presión.

Laminados mal realizados
Anclajes mal realizados o calculados
Arpoles demasiado apretadas

Arpoles demasiado apretadas
Junta pillada
Junta pillada

Junta pillada