civil engineering issue (2020).pdf · civil engineering journal (c.e.j) is a multidisciplinary, an...
TRANSCRIPT


Civil Engineering
Journal (ISSN: 2476-3055)
Editor in Chief:
Prof. M. R. Kavianpour
K.N.Toosi University of Technology (Iran)
Executive Manager:
Dr. O. Aminoroayaie Yamini
K.N.Toosi University of Technology (Iran)
Dr. S. Hooman Mousavi
K.N.Toosi University of Technology (Iran)
Editorial Board Members:
Prof. Dintie S. Mahamah
St. Martin's University (USA)
Dr. Kartik Venkataraman
Tarleton State University (USA)
Dr. Tanya Igneva
University of ACEG (Bulgaria)
Dr. Daniele Bocchiol
Polytechnic University of Milan (Italy)
Dr. Michele Iervolino
Second University of Naples (Italy)
Dr. Rouzbeh Nazari
Rowan University (USA)
Prof. Marta Bottero
Polytechnic University of Turin (Italy)
Chris A. O’Riordan-Adjah (PhD Candidate)
University of Central Florida (USA)
Dr. Yasser Khodair
Bradley University (USA)
Dr. Weidong Wu
University of Tennessee - Chattanooga (USA)
Dr. Kaveh Saleh
University of Sherbrooke (Canada)
To view all editorial board members Click Hear.
Mailing Address: Dr. Kavianpour office, 3rd Floor of Civil Engineering Faculty, K.N.Toosi University of Technology, No. 1346, ValiAsr St, Mirdamad Intersection, Tehran, Iran
Phone: +98-21-88779475-ext. 258 Fax: . +98-21-88779674 E-mail: [email protected] Website: www.CivileJournal.org
Dr. Jiliang Li
Purdue University North Central (USA)
Dr. Yaqi Wanyan
Texas Southern University (USA)
Prof. M.M. Rashidi
Tongji University (China)
Dr. Sanjay Tewari
Louisiana Tech University (USA)
Prof. Nikolaos Eliou
University of Thessaly (Greece)
Dr. Mohammad Reza Najafi
University of Victoria (Canada)
Dr. Saeed Khorram
Eastern Mediterranean University (Cyprus)
Dr. Xinqun Zhu
University of Western Sydney (Australia)
Dr. Jalil Kianfar
St. Louis University (USA)
Dr. Luca Comegna
Second University of Naples (Italy)
Dr. Davide Dalmazzo
Polytechnic University of Turin (Italy)
Dr. Viviana Letelier González
University of the Frontera (Chile)
Dr. Paola Antonaci
Polytechnic University of Turin (Italy)
Dr. Davorin Penava
University of Osijek (Croatia)
Dr. Ali Behnood
Purdue University (USA)
Dr. Uğur Albayrak
Eskisehir Osmangazi University (Turkey)
5th Issue
www.CivileJournal.org
2020

Civil Engineering
Journal (ISSN: 2476-3055)
Contents Page 848-859
On the Characteristics of Ground Motion and the Improvement of the Input Mode of Complex Layered Sites
Hongke Pan, Xinxin Jiang
Page 860-876
Investigating the Flow Hydrodynamics in a Compound Channel with Layered Vegetated Floodplains
Muhammad Ahmad, Usman Ghani, Naveed Anjum, Ghufran Ahmed Pasha, Muhammad Kaleem Ullah, Afzal Ahmed
Page 877-888
The Effects of Nano Bentonite and Fatty Arbocel on Improving the Behavior of Warm Mixture Asphalt against Mois-
ture Damage and Rutting
Sepehr Saedi, Seref Oruc
Page 889-906
Post-Fire Behavior of Post-Tensioned Segmental Concrete Beams under Monotonic Static Loading
Nazar Oukaili, Amer F. Izzet, Haider M. Hekmet
Page 907-918
Optimalization of the Ferronickel Production Process through Improving Desulfurization Effectiveness
Izet Ibrahimi, Nurten Deva, Sabri Mehmeti
Page 919-927
Development of Filters with Minimal Hydraulic Resistance for Underground Water Intakes
A. A. Akulshin, N. V. Bredikhina, An. A. Akulshin, I. Y. Aksenteva, N. P. Ermakova
Page 928-944
Ranking and Determining the Factors Affecting the Road Freight Accidents Model
Masoud Bagheri Ramiani, Gholamreza Shirazian
Page 945-953
Free Vibration of Tall Buildings using Energy Method and Hamilton’s Principle
Peyman Rahgozar
Page 954-960
Smart City and Modelling of Its Unorganized Flows Using Cell Machines
Truong Thanh Trung
Page 961-973
The Effects of Different Shaped Baffle Blocks on the Energy Dissipation
Nassrin Jassim Hussien Al-Mansori, Thair Jabbar Mizhir Alfatlawi, Khalid S. Hashim, Laith S. Al-Zubaidi
Vol. 6, No. 5, May, 2020
www.CivileJournal.org
5th Issue 2020

Civil Engineering
Journal (ISSN: 2476-3055)
Contents Page 974-996
Numerical Investigation of Stress Block for High Strength Concrete Columns
Nizar Assi, Husain Al-Gahtani, Mohammed A. Al-Osta
Page 997-1006
Rational Organizational and Technological Solutions for Plastering
Boris Vasilyevich Zhadanovsky, Vladimir Evgenievich Bazanov
Page 1007-1016
Microstructural and Compressive Strength Analysis for Cement Mortar with Industrial Waste Materials
Zahraa Fakhri Jawad, Rusul Jaber Ghayyib, Awham Jumah Salman
Page 1017-1030
Improving the Aging Resistance of Asphalt by Addition of Polyethylene and Sulphur
Maria Iqbal, Arshad Hussain, Afaq Khattak, Kamran Ahmad
Page 1031-1038
Mechanical Properties of Cement Mortar after Dry–Wet Cycles and High Temperature
Xiong Liang-Xiao, Song Xiao-Gang
www.CivileJournal.org
5th Issue 2020
Vol. 6, No. 5, May, 2020

Focus and Scope
Civil Engineering Journal (C.E.J) is a multidisciplinary, an open-access, internationally double-blind peer-reviewed journal concerned with all aspects of civil engineering, which include but are not necessarily restricted to:
Special Issues
Special Issues deal with more focused topics with high current interest falling within the scope of the journal in which they are published. Special Issue proposals are welcome at any time during the year.
For most of the civil engineering conferences it is possible to submit papers presented at the conference for subsequent publication in special issues of the C.E.J.
Civil Engineering Journal (C.E.J) is published monthly.
Civil Engineering Journal (C.E.J) has fast peer review process (3-4 weeks).
Civil Engineering Journal (C.E.J) Indexing & Abstracting
This is an open access journal under the CC-
BY license (https:// crea-tivecommons.org/licenses/ by/4.0/).
Civ
il E
ngi
nee
rin
g Jo
urn
al
I
• Building Materials and Structures • Coastal and Harbor Engineering
• Constructions Technology • Constructions Economy and Management
• Earthquake Engineering • Environmental Engineering
• Renovation of Buildings • Geotechnical Engineering
• Highway Engineering • Hydraulic and Hydraulic Structures
• Road and Bridge Engineering • Structural Engineering
• Surveying and Geo-Spatial Engineering • Transportation Engineering
• Tunnel Engineering • Urban Engineering and Economy
• Water Resources Engineering • Urban Drainage

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
848
On the Characteristics of Ground Motion and the Improvement
of the Input Mode of Complex Layered Sites
Hongke Pan a, Xinxin Jiang
a, b*
a School of Building Engineering, Xinyu University, Xinyu City 338004, China.
b Earthquake Engineering Research Center, China Institute of Water Resources and Hydropower Research, Beijing 100038, China.
Received 28 January 2020; Accepted 05 April 2020
Abstract
It is a hot research topic to perform the dynamic interaction analysis between the engineering structure and the soil by
using the time-domain method. This paper studies the seismic behaviour of the layered sites and the seismic response of
the structures using the viscous-spring artificial boundary theory. The artificial boundary model of viscous-spring is
initially based on homogeneous foundation. For the layered site (Foundation), the traditional homogeneous model or
equivalent load input mode is not suitable, which may bring great error. By introducing the changes of coefficients and
phases of reflection and transmission of seismic waves at the interface between layers, an improved method of equivalent
load input mode of traditional viscous-spring artificial boundary model is proposed. This new wave model can simulate
the propagation law of seismic wave in layered site more accurately, which is available for the seismic performance of
engineering structure under the condition of large and complex layered site. At last, the simplified homogeneous model,
the equivalent load input method and the improved layered model input method are used to study the seismic response of
the engineering example. It is shown that the results calculated by the three methods are different, which shows that the
homogeneous foundation model and the conventional equivalent load input method of seismic wave cannot simulate the
seismic force accurately, whereas the improved wave input model can better reflect the characteristic of traveling wave
in layered sites.
Keywords: Earthquake Resistance of Engineering Structures; Layered Foundation; Time Domain Analysis Method; Seismic Wave
Propagation; Improvement of Input Mode.
1. Introduction
Complex layered sites are often encountered in the construction process of various large-scale civil, water
conservancy and transportation projects. Although the effects of layered sites on the structural dynamic response have
been acknowledged, there is no comprehensive understanding and design experience of it due to the complexities.
Consequently, how to evaluate the dynamic response characteristics, seismic stability and seismic measures of the
interaction between superstructure and soil has become a difficult problem for the builders, and sometimes even
directly affects the construction of the project. This paper is devoted to the analysis of structural dynamic response in
layered sites.
It has been acknowledged that the dynamic soil-structure interaction in the analysis of seismic response should be
considered. Various numerical methods are developed to simulate the seismic response, and they can be inducted as
global artificial boundary and local artificial boundary theory [1]. The global artificial boundary theory, typically
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091512
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
849
represented by boundary element method [2] and scaled boundary finite element method [3], can satisfy all field
formulas and boundary conditions in infinite domain. The local artificial boundary theory is developed on the concept
of unilateral wave, which is typical represented by viscous boundary method [4], viscous-spring artificial boundary
method [5] and transmission boundary method [6]. These initial patterns of the dynamic soil-structure interaction are
established with homogenous soil. Afterwards, in order to deal with more complex engineering conditions, the
researches carry out experiments on complex sites and propose various methods to broaden its application. For
example, Moghadam and Baziar investigated the effect of a circular subway tunnel on the ground motion
amplification pattern by Shaking table testing and numerical simulation [7]. Sun et al. used the analytical study and
numerical analysis to characterize the underlying soft soil layer-tunnel interaction problem [8]. Karabalis and
Mohammadi used a 3-D frequency domain BEM equations in conjunction with infinite space fundamental solutions to
simulate the layered soil medium [9]. Birk and Behnke derived a modified SBFEM for the analysis of 3D-layered
continua based on the use of a scaling line instead of a scaling centre, and the dynamic stiffness coefficients were
calculated to demonstrate the accuracy of the method [10]. Li et al. developed a time-domain method to calculate the
free field motion of a layered half-space subjected to oblique incident body waves [11]. Liu and Wang developed a 1D
finite element method in time domain to calculate the in-plane wave motion of free field in elastic layered space by
oblique seismic incidence [12].
At present, the analysis of structure-foundation interaction using time-domain method is a hot topic, in which the
viscous-spring artificial boundary performs well in the application of computational precision, stability and large-scale
finite element software, and its ground motion input mode is easy to simulate the propagation process of seismic wave
and the non-uniform change of field motion caused by the oblique incidence of seismic wave, so it has been widely
used [12]. The viscous-spring artificial boundary theory is originally based on the homogenous soil. When it comes to
complex layered sites, the major challenge is to simulate the seismic wave in the truncation boundary. It is well known
that the seismic wave will be reflected and transmitted at the soil interface due to the different mechanical parameters
of the soil. However, most of the existing research and engineering applications do not examine that characteristic of
layered sites. One method is to take the soil parameters adjacent to the foundation as homogeneous soil model instead
of the layered sites. Another method is based on layered foundation model but adopt conventional equivalent load
mode of ground motion input mode, which only converts incident wave and reflected wave at the free top surface into
equivalent load form and then inputs them into the system to solve the dynamic response of the whole system. For
homogeneous sites, seismic waves are reflected at the free surface, and the equivalent load reflects the superposition
effect of incident waves and reflected waves. For layered foundations, seismic waves will reflect and transmit at the
interface of the interlayer materials, and the amplitude and phase of the reflected and transmitted waves will change
[13-15]. If the conventional equivalent load input mode is still used in layered sites, it is difficult to consider the
variation of the amplitude and phase of the fluctuation, which makes the fluctuation input of the artificial boundary
node different from the actual fluctuation amplitude and phase of the internal node of the layered foundation model,
resulting in the inconsistency of the vibration of the boundary node and the internal node of the model, thus causing
relatively large calculation errors [16-18].
In order to simulate the propagation of seismic waves in a layered foundation, the input model of seismic wave
under equivalent load is improved based on the viscous-spring artificial boundary model, and the reflection and
transmission coefficient and phase change values of seismic waves at the material interface are introduced, so as to
improve the equivalent load input mode for wave input method under layered foundation. The method inherits the
advantages of viscous-spring artificial boundary.
This paper commences with the wave propagation process in a two layered site. The phenomenon of seismic
reflection and transmission at the interface of the soil is illustrated, followed by derivation of formulas for reflection
and transmission of seismic waves at the interface between layers. And an improved input mode of seismic waves in
layered sites is proposed based on these formulas. Engineering example demonstrates the accuracy of the new seismic
input mode and its implementation.
2. Wave Characteristics of Seismic Waves in Layered Sites
2.1. Multiple Reflection and Transmission of Seismic Waves at Horizontal Interfaces
The change of amplitude and phase of seismic wave propagating in layered site (foundation), showing different
propagating characteristics compared with that in homogeneous foundation, is mainly caused by the different material
parameters of each layer. The change of mechanical parameters at the interlayer interface makes part of the wave
propagation energy reflect back to the lower soil layer, while the other part of the wave energy continues to propagate
upward. Figure 1 shows the propagation process of the seismic wave vertically incident to the two-layer half-space
free field. The interfaces are numbered 0, 1, and 2 from bottom to top, the interface 1 is interlayer material interface,
and the interface 2 is free surface, the shear wave velocities of the first and second layers of soil are Cs1 and Cs2
respectively, the initial input time of seismic wave is 0. The wave pattern of typical time is selected, and the arrow is
the wave front of seismic wave.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
850
1) When Δ𝑡 =ℎ1
𝐶𝑠1: the seismic wave is reflected and transmitted at interface 1, and the amplitudes of incident wave,
reflected wave and transmitted wave are recorded as 𝐴𝑖1, 𝐴𝑟1 and 𝐴𝑡1 respectively;
2) When Δ𝑡 =ℎ1
𝐶𝑠1+
ℎ2
𝐶𝑠2: the seismic wave is reflected at interface 2, and 𝐴𝑖1 , 𝐴𝑟2 represent the amplitude of the
incident wave and the reflected wave;
3) When Δ𝑡 =ℎ1
𝐶𝑠1+
2ℎ2
𝐶𝑠2, two seismic waves are reflected and transmitted simultaneously at the interface 1. Firstly, the
downward seismic waves are reflected by the top surface, 𝐴𝑖3, 𝐴𝑟3 and 𝐴𝑡3 are the amplitudes of incident wave,
reflected wave and transmitted wave respectively, and 𝐴𝑖3 = 𝐴𝑟2 . Secondly, the upward seismic waves are
reflected by the ground, similarly, 𝐴′𝑖3 , 𝐴′𝑟3and 𝐴′𝑡3 are the amplitudes of incident wave, reflected wave and
transmitted wave respectively;
4) Δ𝑡 =ℎ1
𝐶𝑠1+
3ℎ2
𝐶𝑠2: two waves propagating upward on the top surface with the amplitude 𝐴𝑟3 and 𝐴′𝑡3 are reflected
simultaneously. The phases change after reflection;
5) As shown in the previous four steps, the seismic waves will be reflected and transmitted continuously at interface 1
and 2 during the propagation process. The seismic waves in the foundation are superimposed on each other, and
some wave forms will persist in the soil layer.
2.2. Equations for Reflection and Transmission of Seismic Waves at the Interface between Layers
As shown in Figure 2, the seismic wave is obliquely incident at the horizontal interface, and reflection and
transmission occur. Snell's theorem states that the various waves in the wave system on the interface have the same
apparent propagation velocity along the interface, and the corresponding mathematical expression is expressed as:
1 1 2
sin sin sinish rsh tsh
s s sC C C
(1)
With
ish rsh (2)
The incident wave, reflected wave and transmitted wave in Figure 2 are respectively represented by subscripts i, r
and t; A represents the amplitude of the wave; θ is the angle between the direction of wave propagation and the
interface normal.
Figure 1. The sketch of seismic wave reflection and transmission on the interface
A ' i3
Seismic wave continues
to propagate
A i4
The first layer:
shear wave velocity C s1
A ' i4
1.Time t=h 1 /C s1 ,the wave front
is at interface 1
3.Time t=h 1 /C s1 +2h 2 /C s2 , the wave front
is at interface 1
A t1
A i2
A ' r3
A r4
4.Time t=h 1 /C s1 +3h 2 /C s2 , the wave
front is at interface 2
The second layer:
shear wave velocity C s2
A r1
......
A i
A r2
A i3
h 2
Interface 1 A ' t3
A ' r4
A t3
h 1
Interface 0
A r3
Interface 2
0.Time t=0.The wave shoot in from the bottom
2.Time t=h 1 /C s1 +h 2 /C s2 , the wave front
is at interface 2
A i1

Civil Engineering Journal Vol. 6, No. 5, May, 2020
851
Figure 2. The sketch map of reflection and transmission of the SH wave on the interface
The relationship between the amplitude of incident SH wave, reflected SH wave and transmitted SH wave is
derived below. Assuming that the material is in close contact at the interface, the equations for the boundary
conditions at the interface 1 are obtained by the compatibility and equilibrium at the interface.
(1) (2)U U (3)
(1) (2)
xy xy (4)
Where U is the horizontal displacement; 𝜏 is the shear stress; the superscript 1 and 2 denote the lower soil layer 1 and
the upper soil layer 2, respectively.
𝑈𝑖𝑠ℎ , 𝑈𝑟𝑠ℎ and 𝑈𝑡𝑠ℎ are assumed respectively (only Y-direction deformation occurs).
1
cosexp[ ( )]ish
ish ish
s
U A i t yC
(5)
1
cosexp[ ( )]rsh
rsh rsh
s
U A i t yC
(6)
2
cosexp[ ( )]tsh
tsh tsh
s
U A i t yC
(7)
The displacements of soil layer 1 and 2 in Figure 2 are respectively:
(1) (1) (1)
ish rshU U U (8)
(2)
tshU U (9)
In the above formulas, 𝜏𝑦𝑥(1)
, 𝜏𝑦𝑥(2)
can be derived from the linear elastic stress-strain relation 𝜏 = 𝐺𝜕𝑢
𝜕𝑦. Substituting
Equations 8 and 9 and the derived 𝜏𝑦𝑥(1)
, 𝜏𝑦𝑥(2)
into the boundary conditions of Equations 3 and 4, yields:
1 rsh tsh
ish ish
A A
A A (10)
1 1 1 1 2 2cos cos cos cosrsh tshs isH s rsh s tsh tsH
ish ish
A AC C C
A A
(11)
Substituting Equation 10 into 11, and noting that 𝜃𝑖𝑠ℎ = 𝜃𝑟𝑠ℎ, the seismic reflection coefficient and transmission
coefficient formulas are expressed as:
1 1 2 2
1 1 2 2
cos cos
cos cos
rsh s ish s tsh
ish s ish s tsh
A C C
A C C
(12)
1 1
1 1 2 2
2 cos
cos cos
tsh s ish
ish s ish s tsh
A C
A C C
(13)
X
physical and mechanicalparametersρ2,Cs2,μ2
θrsh
Y
physical and mechanicalparametersρ1,Cs1,μ1
incident SH wave
upper layer 2
θish
θtsh
Aish Arsh
Atshtransmitted SH wave
lower layer 1
reflected SH wave

Civil Engineering Journal Vol. 6, No. 5, May, 2020
852
Typically, when the incident wave is perpendicular to the interface, 𝜃𝑖𝑠ℎ = 90𝑜 . Substituting 𝛼 =𝜌2𝐶𝑠2
𝜌1𝐶𝑠1 into
Equations 12 and 13, they are simplified as:
1
1rsh
ish
A
A
(14)
2
1tsh
ish
A
A
(15)
If the interface is a free surface, then: 𝛼 = 0,𝐴𝑟𝑠ℎ
𝐴𝑖𝑠ℎ= 1.
P wave and SV wave can be derived similarly when they are incident, but it should be noted that there will be
waveform conversion at the interface of P wave and SV wave oblique incidence, that is, SV wave and P wave exist in
both reflected wave and transmitted wave.
3. Input Mode of Seismic Waves in Layered Sites
3.1. Improved Wave Input Mode of Equivalent Load Form
The conventional expression of the equivalent load of the traditional viscous-spring artificial boundary is express
as [18]:
𝐹𝐵(𝑡) = 𝜏0(𝑥𝐵 , 𝑦𝐵 , 𝑡) + 𝐶𝐵𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡) + 𝐾𝐵𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡) (16)
Where, 𝑥𝐵 , 𝑦𝐵 and t are the coordinates and time of point B of the artificial boundary successively;
𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡) stands for the displacement and velocity of the incident wave field at the node; 𝐶𝐵 and 𝐾𝐵 are the damper
coefficient and the spring elasticity coefficient, respectively.
The seismic wave of layered foundation is reflected and transmitted at the interface between layers, and the
displacement amplitude and phase change. Displacement 𝜔𝑟(𝑥𝐵 , 𝑦𝐵 , 𝑡) of the reflected wave and displacement
𝜔𝑡(𝑥𝐵 , 𝑦𝐵 , 𝑡) of the transmitted wave are expressed as:
0( , , ) ( , , )rr B B B B
i
Ax y t x y t
A (17)
0( , , ) ( , , )tt B B B B
i
Ax y t x y t
A
(18)
After derivation of Equations 17 and 18, the corresponding expression of node velocity can be obtained, and then
substituting it into Equation 16, the expression 𝐹′𝐵(𝑡) of the improved equivalent load of reflection and transmission
of seismic wave at the interface is obtained:
𝐹′𝐵(𝑡) = 𝜏0(𝑥𝐵 , 𝑦𝐵 , 𝑡) + 𝐶𝐵 [𝐴𝑡
𝐴𝑖
𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡) −𝐴𝑟
𝐴𝑖
𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡)] + 𝐾𝐵 [𝐴𝑡
𝐴𝑖
𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡) +𝐴𝑟
𝐴𝑖
𝜔0(𝑥𝐵 , 𝑦𝐵 , 𝑡)] (19)
If the physical and mechanical parameters of the upper and lower layers of the interface are the same, the layered
foundation will be degraded into a homogeneous site. 𝐴𝑡
𝐴𝑖= 1,
𝐴𝑟
𝐴𝑖= 0. It means that seismic waves at interlayer
interface do not reflect, and the improved expression (19) of equivalent load can be changed to (16), which indirectly
verifies the correctness of the derivation process.
3.2. Realization of Wave Input of Layered Site in ANSYS
In Software ANSYS, the wave input of viscous-spring artificial boundary of layered foundation is redeveloped,
and then the macro file is made to generate ANSYS tool button, which can automatically load the input file of seismic
wave and the viscous-spring artificial boundary for seismic response analysis. It includes spring damper application
module, equivalent load generation and loading module, solver solution and post-processing module.
1) Automatic application of spring damper: The boundary of the foundation is a box-shaped artificial boundary, which
can automatically search for the boundary nodes and store them. The spring damper of the boundary nodes can be
applied automatically by “Ndnext” command.
2) Generation and application of equivalent load: In the process of simulating multiple reflection and transmission of
seismic waves, two parameters of two-dimensional array can be used to track the position of seismic wave front
and the number of times of transmission and reflection respectively, so as to express the delay phase of seismic

Civil Engineering Journal Vol. 6, No. 5, May, 2020
853
waves and the amplitude after multiple reflection and transmission. For each solution time, the equivalent load on
the node after each wave superposition is calculated and applied to the boundary node for solution, which ensures
the accurate simulation of wave input at each time.
3) Solver solution and post-processing: The Newmark integral is used to solve the dynamic response in ANSYS
transient analysis, and linear elastic solution is used in this paper. Post-processing mainly uses Post1 and Post26 to
extract stress, displacement, acceleration and draw contours.
4. Engineering Example
A roller compacted concrete gravity dam located on two layers of foundation is chosen to illustrate actual
engineering situation that can be modelled accurately by applying the improved seismic input mode. The analysis of
the free field of layered site showed that the seismic behaviour of the layered foundation was significantly different
from the homogenous foundation [12]. Next, the engineering adaptability of the gravity dam model is verified by the
seismic response analysis of the model applied to the two-story site.
4.1. Basic Information
The dam is a roller compacted concrete gravity dam located on two layers of foundation. The height of the dam
body is 73 m, the top thickness of the dam is 6 m, and the slope of the downstream dam is 1:0.7. There are two types
of materials for dam concrete: the dynamic elastic modulus of concrete outside the dam is 36.4 GPa, the density is
2400 kg/m3, and the Poisson ratio is 0.167; while the dynamic elastic modulus of concrete inside the dam is 28.6 GPa,
the density is 2400 kg/m3, and the Poisson ratio is 0.167. There are two types of materials for foundation from bottom
to top: the dynamic elastic modulus at the bottom is 52 GPa, density is 2700 kg/m3, Poisson ratio is 0.25; while the
dynamic elastic modulus at the top is 26 GPa, density is 2700 kg/m3, Poisson ratio is 0.25. The designed peak ground
motion acceleration at the dam site is 0.374 g.
4.2. Finite Element Model of Gravity Dam-Layered Site
In the finite element model of gravity dam-layered site shown in Figure 3, the dam body is divided into grids by
Plane42 unit, which is set to the plane strain problem. A total of 3164 units and 7778 nodes are divided. The viscous-
spring artificial boundary is simulated by spring damper, which is applied automatically by node number. The
scattering source is located at the centroid of the gravity dam, and the spring coefficient R of each boundary spring
damper is taken as the average value of the distance from the scattering source to each boundary surface and to the
corner of the boundary. The spring damper coefficient at the material interface is taken as the average value of the
upper and lower layers.
Figure 3. The finite element model of gravity dam and foundation
4.3. Seismic Wave Processing
The designed peak ground motion acceleration of the site where the dam is located is 0.374 g. The target response
spectrum is determined by referring to the Specifications for Seismic Design of Hydraulic Structures DL5073-2000
[19], and then the artificial seismic wave is synthesized. Wherein, the representative value 𝛽𝑚𝑎𝑥 of the maximum
design response spectrum is 2.0 for gravity dams and 20% for the lower limit of design response spectrum, i.e. 0.4 for
maximum representative value 𝛽𝑚𝑖𝑛 , the site should be determined as category 1 according to the foundation

Civil Engineering Journal Vol. 6, No. 5, May, 2020
854
parameters, and the characteristic period 𝑇𝑔 is 0.20 s, thus the design response spectrum is determined, and the
artificial seismic wave is synthesized according to the response spectrum, and the duration of the artificial seismic
wave is 28 s, as shown in Figure 4.
A. Comparison between calculation response spectrum and design response spectrum
B. Acceleration time history of artificial seismic waves
C. Velocity time history of artificial seismic waves
0 1 2 3
0.5
1.0
1.5
2.0
Response spectrum value
T/s
The response spectrum calculated by artificial wave
Design response spectrum
0 4 8 12 16 20 24 28
-1.0
-0.5
0.0
0.5
1.0
Artificial seismic wave
Acc
eler
atio
n(m
/s2)
Time(s)
0 4 8 12 16 20 24 28
-0.3
-0.2
-0.1
0.0
0.1
0.2
Vel
oci
ty(m
/s)
Time(s)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
855
D. Displacement time history of artificial seismic waves
Figure 4. The Artificial Seismic Wave
4.4. Calculation Conditions
The seismic response calculation method considering layered foundation structure at traditional viscous-spring
artificial boundary is compared with the viscous-spring artificial boundary model and wave input method considering
seismic wave reflection and transmission at material interface in this paper, and three calculation conditions are
designed respectively, as shown in Table 1. Only the horizontal shear wave of seismic wave is input to calculate the
response of empty reservoir without water under the horizontal earthquake.
Table 1. The model and mechanical parameters of three methods
Scheme 1 (Case 1) Scheme 2 Scheme 3
Model description Simplified homogeneous model Layered site model (Equivalent load inp
ut mode of seismic wave)
Layered site model (Improved input mode
of seismic wave)
Stratum parameter Foundation density is 2700 kg/m3, elastic modulus is 26 GPa, Poisson
ratio is 0.167.
The density of upper foundation is 2700
kg/m3, the elastic modulus is 26 GPa, and Poisson ratio is 0.167; the density of th
e lower foundation is 2700kg/m3, the elastic modulus is 52 GPa, and the Poisson
ratio is 0.167.
The density of upper foundation is 2700 k
g/m3, the elastic modulus is 26 GPa, and Poisson ratio is 0.167; the density of the lo
wer foundation is 2700 kg/m3, the elastic modulus is 52 GPa, and the Poisson ratio i
s 0.167.
Model characteristics The homogeneous foundation has no reflection and transmission of s
eismic waves at the interface.
The wave input does not take into account the reflection and transmission of seis
mic waves at the interface.
The wave input takes into account the reflection and transmission of seismic waves
at the interface.
4.5. Arrangement of Calculation Results
4.5.1. Calculation results of displacement and acceleration
The results of displacement and acceleration calculation are shown in Figure 5.
0 4 8 12 16 20 24 28
-0.3
-0.2
-0.1
0.0
0.1
0.2
0.3
Dis
pla
ce
me
nt(
m)
Time(s)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
856
A. Contrast diagram of dam top displacement under three working conditions
B. Contrast diagram of acceleration of dam top under three working conditions
Figure 5. The top results of displacement and acceleration
4.5.2. Calculation Results of Stress Diagram
The stress diagrams are shown in Figures 6 to 8.
0 4 8 12 16 20 24 28
-2.0
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
2.0
Dis
pla
ce
me
nt(
m)
Time(s)
Case 1
Case 2
Case 3
0 4 8 12 16 20 24 28
-20
0
20
Acce
lera
tio
n(m
/s2)
Time(s)
case1
case2
case3
A. Isogram of local vertical stress in dam heel B. Isogram of local first principal stress at dam heel
Figure 6. The results of the scheme 1
ANSYS 13.0
B
A
B
A
A
B
A
B
A
B
C
D
B
C
B
E H
IFG
D C
B
A
C
BA
DE
C
B
A
A =104211
B =312634
C =521056
D =729479
E =937901
F =.115E+07
G =.135E+07
H =.156E+07
I =.177E+07
ANSYS 13.0
F
E
D
C
CD
G
H
F
C
C
G
H
E
F
GH
D
C
C
E F D
C
A
B
C
A
E
B
D
A
A =336118
B =983299
C =.163E+07
D =.228E+07
E =.292E+07
F =.357E+07
G =.422E+07
H =.487E+07
I =.551E+07

Civil Engineering Journal Vol. 6, No. 5, May, 2020
857
4.6. Results and Discussion
Figure 5 plots the displacement and acceleration time history of the extracted dam crest joints. The displacement
amplitude in scheme one is 1.37 m, and that of scheme two is approximately the same as that of scheme three, which
is 1.74m, indicating that the calculation result of layered foundation is smaller when it is simplified into homogeneous
foundation. The results of acceleration calculation also illustrate this problem.
The exact stress distribution of the local stress in the heel of the dam under the three schemes is also plotted in
Figures 6 to 8. The local vertical stress distribution is basically the same as the isogram of the first principal stress, but
the values are obviously different, which are successively scheme 3, scheme 2 and scheme 1 from the largest to the
smallest. The stresses in the heel of the dam of scheme 2 differ greatly from that of scheme 3, in which the relative
error of vertical stress is 37.2%, and the relative error of principal stress is 10.5%. Combined with Figures 6 to 8, it
can be seen that although the displacement and acceleration of the dam crest calculated in Scheme 2 are similar to
those in Scheme 3, the significant difference in the results of heel stress calculation illustrates the necessity of
considering the wave input method of reflection and transmission of seismic wave in Scheme 3, because the wave
input of boundary node is inconsistent with the vibration of internal node in Scheme 2, which restricts the propagation
of real seismic wave. At the same time, the calculation results show that, for such gravity concrete dam, the stress at
the heel of gravity dam is the key part of earthquake resistance, which needs to be paid attention to in the seismic
design and construction of gravity dam.
In this example, the presented results show that: for the layered site, when the physical and mechanical parameters
of the soil layers are quite different, the model of simplified homogeneous foundation may bring great errors;
similarly, when the layered foundation model is adopted, the conventional equivalent load input mode of seismic wave
also cause errors compared with the improved input mode of seismic wave. The traditional equivalent load input mode
A. Isogram of local vertical stress in dam heel B. Isogram of local first principal stress at dam heel
Figure 7. The results of the scheme 2
A. Isogram of local vertical stress in dam heel B. Isogram of local first principal stress at dam heel
Figure 8. The results of the scheme 3
ANSYS 12.1
B
A
A
BA
A
B
A
B
C
B
D
C
B
B
A
E
G
H
F
D
C
B
C
A
B
CDE
AB
A =142148
B =426443
C =710739
D =995035
E =.128E+07
F =.156E+07
G =.185E+07
H =.213E+07
I =.242E+07
ANSYS 12.1
F
ED
C
E D
CD
G
F
G
C
C
H
E
F
G
H
D
C
C
E F
D C
A
B
C
A
DE
B
A
A =490862
B =.143E+07
C =.237E+07
D =.332E+07
E =.426E+07
F =.520E+07
G =.614E+07
H =.708E+07
I =.803E+07
ANSYS 13.0
A
B
A
A
A
B
A
B
A
B
C
D
B
B
B
AC
EF
HI
G
D
CB
ABC
DE
A
F
B
C
A =195514
B =586543
C =977572
D =.137E+07
E =.176E+07
F =.215E+07
G =.254E+07
H =.293E+07
I =.332E+07
ANSYS 13.0
F
E
D
G
C
E
D
F
G
C
G
F
H
E
D
C
C
FG
E
D
C
BAB
C
D
A
A =541073
B =.158E+07
C =.262E+07
D =.366E+07
E =.471E+07
F =.575E+07
G =.679E+07
H =.783E+07
I =.887E+07

Civil Engineering Journal Vol. 6, No. 5, May, 2020
858
is mainly applicable to the case of homogeneous foundation at first, which only considers the superposition effect of
incident wave and reflected wave of seismic wave at top free surface. However, in the actual layered foundation,
seismic wave will be reflected and transmitted at the interface between layers (and may occur continuous reflection
and transmission phenomenon). Therefore, this paper proposes to consider the reflection and transmission coefficients
and phase changes of seismic wave at the interlayer interface, so as to reflect the actual propagation law and mode of
seismic wave.
5. Conclusion
This paper study the seismic behavior of layered sites and has developed an improved seismic input mode of the
viscous-spring artificial boundary theory based on the characteristic of traveling wave. For the seismic response
analysis of layered site, its dynamic characteristics have an important influence on the structural dynamic response.
When viscous-spring artificial boundary is used to simulate the dynamic interaction between the structure and the
foundation, the homogeneous foundation model is difficult to reflect the propagation characteristics of seismic waves
between the soil layers. At present, the most widely used method is the layered site model - the equivalent load input
mode of seismic waves. However, engineering experience and theoretical analysis show that the traditional wave input
mode used in layered site condition may lead to the inconsistency between the wave input of the boundary node and
the vibration of the internal node, thus causing the calculation error. Considering the reflection and transmission of
seismic wave on the layered interface, the improved method can better reflect the actual situation of the site and
improve the accuracy of the calculation results.
Compared with the conventional equivalent load input mode, the improved wave input mode continuously tracks
the propagation process of seismic wave, keeps the consistency between the boundary input and the internal node
vibration, thus expanding the application scope of the original viscous-spring artificial boundary model. In addition, in
the author's further study; it has been preliminarily found that whether it is necessary to adopt the improved seismic
wave input mode method for layered foundation is also closely related to the physical quantities such as the shear
modulus of the stratum and the density of soil. Only when these physical quantities between the soil layers reach a
certain difference, the improved seismic wave input mode should be considered. The specific difference of these
physical quantities needs further study.
6. Funding
The research described in this paper was financially supported by science and technology research project of
Jiangxi Provincial Education Department (Grant No. GJJ171061).
7. Conflicts of Interest
The authors declare no conflict of interest.
8. References
[1] Gazetas, George. “Analysis of Machine Foundation Vibrations: State of the Art.” International Journal of Soil Dynamics and
Earthquake Engineering 2, no. 1 (January 1983): 2–42. doi:10.1016/0261-7277(83)90025-6.
[2] Luamba, Endi Samba, and João Batista de Paiva. “A 3D BEM/FEM Formulation for the Static Analysis of Piled Rafts and
Capped Pile Groups Subjected to Vertical and Horizontal Loads.” Engineering Analysis with Boundary Elements 103 (June
2019): 66–79. doi:10.1016/j.enganabound.2019.02.009.
[3] Chen, Denghong, and Shangqiu Dai. “Dynamic Fracture Analysis of the Soil-Structure Interaction System Using the Scaled
Boundary Finite Element Method.” Engineering Analysis with Boundary Elements 77 (April 2017): 26–35.
doi:10.1016/j.enganabound.2017.01.002.
[4] Miura, Fusanori, and Hiroshi Okinaka. “Dynamic Analysis Method for 3-D Soil-Structure Interaction Systems with the Viscous
Boundary Based on the Principle of Virtual Work.” Doboku Gakkai Ronbunshu no. 404 (1989): 395–404.
doi:10.2208/jscej.1989.404_395.
[5] Wang, Duguo, Peixin Shi, and Chenggang Zhao. “Two-Dimensional in-Plane Seismic Response of Long-Span Bridges Under
Oblique P-Wave Incidence.” Bulletin of Earthquake Engineering 17, no. 9 (June 13, 2019): 5073–5099. doi:10.1007/s10518-
019-00664-7.
[6] Aydinoğlu, M.Nuray. “Consistent Formulation of Direct and Substructure Methods in Nonlinear Soil-Structure Interaction.”
Soil Dynamics and Earthquake Engineering 12, no. 7 (1993): 403–410. doi:10.1016/0267-7261(93)90003-a.
[7] Rabeti Moghadam, Masoud, and Mohammad Hassan Baziar. “Seismic Ground Motion Amplification Pattern Induced by a
Subway Tunnel: Shaking Table Testing and Numerical Simulation.” Soil Dynamics and Earthquake Engineering 83 (April
2016): 81–97. doi:10.1016/j.soildyn.2016.01.002.
Civil Engineering Journal Vol. 6, No. 5, May, 2020
859
[8] Sun, Qiangqiang, Daniel Dias, and Luis Ribeiro e Sousa. “Impact of an Underlying Soft Soil Layer on Tunnel Lining in Seismic
Conditions.” Tunnelling and Underground Space Technology 90 (August 2019): 293–308. doi:10.1016/j.tust.2019.05.011.
[9] Karabalis, Dimitris L., and Mohsen Mohammadi. “3-D Dynamic Foundation-Soil-Foundation Interaction on Layered Soil.” Soil
Dynamics and Earthquake Engineering 17, no. 3 (January 1998): 139–152. doi:10.1016/s0267-7261(97)00047-x.
[10] Birk, C., and R. Behnke. “A Modified Scaled Boundary Finite Element Method for Three-Dimensional Dynamic Soil-
Structure Interaction in Layered Soil.” International Journal for Numerical Methods in Engineering 89, no. 3 (August 4, 2011):
371–402. doi:10.1002/nme.3251.
[11] Li, Shanyou, Haiyan Zhu, and Shufang Gao. “Time Domain Method for Calculating Free Field Motion of a Layered Half-
Space Subjected to Obliquely Incident Body Waves.” Earthquake Engineering and Engineering Vibration 6, no. 2 (June 2007):
191–196. doi:10.1007/s11803-007-0735-1.
[12] Liu, Jing-bo, and Yan Wang. "A 1D time-domain method for in-plane wave motion of free field in layered media."
Engineering Mechanics 24, no. 7 (2007): 16-22.
[13] Pasqua, Fernando Della, Rafael Benites, Chris Massey, and Mauri MacSaveney. “Numerical Evaluation of 2D Versus 3D
Simulations for Seismic Slope Stability.” Advancing Culture of Living with Landslides (2017): 557–564. doi:10.1007/978-3-
319-53498-5_64.
[14] Maercklin, Nils, and Aldo Zollo. “Estimation of Elastic Contrasts in a Layered Model from seismicPS-to-PPamplitude Ratios.”
Geophysical Journal International 179, no. 3 (December 2009): 1617–1626. doi:10.1111/j.1365-246x.2009.04350.x.
[15] Riga, Evi, Konstantia Makra, and Kyriazis Pitilakis. “Investigation of the Effects of Sediments Inhomogeneity and
Nonlinearity on Aggravation Factors for Sedimentary Basins.” Soil Dynamics and Earthquake Engineering 110 (July 2018):
284–299. doi:10.1016/j.soildyn.2018.01.016.
[16] Majhi, S., P.C. Pal, and S. Kumar. “Propagation of SH Waves in a Visco-Elastic Layer Overlying an Inhomogeneous Isotropic
Half-Space.” Ain Shams Engineering Journal 9, no. 4 (December 2018): 675–680. doi:10.1016/j.asej.2016.03.011.
[17] Ga, Lin, Han Zejun, and Li Weidong. "A precise integration approach for the dynamic-stiffness matrix of strip footings on a
layered medium." Chinese Journal of Theoretical and Applied Mechanics 44, no. 3 (2012): 557-567. doi:10.6052/0459-1879-
2012-3-20120312.
[18] Zhao, Mi, Houquan Yin, Xiuli Du, Jingbo Liu, and Lingyu Liang. “1D Finite Element Artificial Boundary Method for Layered
Half Space Site Response from Obliquely Incident Earthquake.” Earthquakes and Structures 9, no. 1 (July 25, 2015): 173–194.
doi:10.12989/eas.2015.9.1.173.
[19] The State Economic and Trade Commission of the People's Republic of China. “The Specifications for Seismic Design of
Hydraulic Structures (DL5073-2000)”, 2000.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
860
Investigating the Flow Hydrodynamics in a Compound Channel
with Layered Vegetated Floodplains
Muhammad Ahmad a*
, Usman Ghani a, Naveed Anjum
b, Ghufran Ahmed Pasha
a,
Muhammad Kaleem Ullah c, Afzal Ahmed
a
a Department of Civil Engineering, University of Engineering and Technology Taxila, Taxila, Pakistan.
b Department of Civil and Environmental Engineering, Graduate School of Science and Engineering, Saitama University, Saitama, Japan.
c Department of Civil Engineering, The University of Lahore, Lahore, Pakistan.
Received 22 December 2019; Accepted 11 April 2020
Abstract
In natural rivers, vegetation grows on floodplains, generating complex velocity field within the compound channel. The
efficient modelling of the flow hydraulics in a compound channel with vegetated floodplains is necessary to understand
and determine the natural processes in rivers and streams. As the three dimensional (3D) flow features are difficult to
capture through experimental investigation; therefore, the present numerical study was carried out to investigate the
complex 3D flow structures with the vertically layered vegetation placed over the floodplains in a symmetric trapezoidal
compound channel. The simulations were conducted using a Computational Fluid Dynamics (CFD) code FLUENT,
whereas a Reynolds Averaged Navier-Stokes (RANS) technique based on Reynolds stress model (RSM) was
implemented for turbulence closure. The numerical model successfully replicated the flow behavior and showed a good
agreement with the experimental data. The present study concluded the presence of quite-S shaped velocity profile in the
layered vegetated floodplains when the short vegetation was submerged during high flows or floods, whereas the
velocity profile was uniform or almost logarithmic during low floods or when both short and tall vegetation remained
emergent. The lateral exchange of mass and momentum was promoted due to the flow separation and instability along
the junction of the floodplains and main channel. The flow velocities were significantly reduced in the floodplains due to
resistance offered by the vegetation, which consequently resulted in an increased percentage i.e. 67-73%, of passing
discharge through the main channel. In general, the spatial distribution of mean flow and turbulence characteristics was
considerably affected near the floodplain and main channel interfaces. Moreover, this study indicated a positive flow
response for the sediment deposition as well as for the nourishment of the aquatic organisms in the riparian environment.
Keywords: Compound Channel; Vegetated Floodplains; Numerical Modelling; Flow Characteristics.
1. Introduction
Vegetation on flood plains is a world-wide engineering problem in most of the natural rivers, which does not only
affect the flow conveyance capacity but also influences the ecological system of rivers [1]. Natural rivers are generally
functioned by the main channel for conveyance of the primary flow and a vegetated floodplain to carry the extra flow
during floods. The vegetation on the floodplain offers hydraulic resistance as it typically leads to the reduced flow
velocity and increases the difference in velocity between the main channel and the floodplain. Many river problems
demand accurate predictions of the flow conveyance in compound channels. It facilitates the engineers in the
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091513
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
861
development of important information related to the flood protection, design of hydraulic structures, and sediment load
estimation to plan for effective prevention measures [2-4]. It is related to other practical engineering problems such as
river training and morphology, dredging and design of flood alleviation works [5-7]. It encourages the hydraulic
engineers to estimate the flood risks and to develop the mitigation schemes [8, 9].
Vegetation on the floodplains has distinct functions to understand the morpho-dynamics and flood control features
of river. It includes flow reduction, streamline regulation and shoreline protection against the erosion. On the other
hand, it enhances sediment deposition and causes overgrowth of the vegetation [1]. Several researchers have explored
different flow patterns and discharge prediction in a vegetated compound channel [10-12]. Flow conveyance in a
compound channel can be accurately determined with considering the momentum-transfer mechanism across the flow
sections [13-15]. Thus, the outcomes of the previous studies identified that the flow structures in a compound channel
are more complex than that in a simple channel.
The flow structure at the interface of main channel and floodplains containing vegetation becomes complex due the
exchange of momentum [16, 17], which affects the overall discharge carrying capacity of the channel [18]. The
vegetated floodplains play a role in sediment trapping due to larger exchange of momentum [19] and helps in channel
restoration [20]. Thus, the introduction of vegetation on the floodplains illustrates the better understanding of flow
hydrodynamics in compound channels.
Previous researchers have investigated the compound channel flow with focusing on constant height of the
vegetation on floodplains under either emergent or submerged flow conditions, which is not as real as that in natural
rivers or streams. In fact, in natural riparian environment, vegetation exists with heterogeneity i.e. short vegetation
such as shrubs and grass, as well as tall vegetation such as trees [21], which experiences both emergent and submerged
conditions. Although there are only a few studies on flows with an array of short and tall vegetation together [21,22] in
rectangular channels; however, the complex interaction of flow in the floodplains having such kind of riparian
vegetation with the main channel flow needs to be explored. Thus, these studies indicate the influence of vegetation
diversity on flow structures in natural riparian environment.
During the higher floods in riparian environment or in flood plains, the short vegetation becomes submerged and
tall vegetation becomes emergent which results in extra complexity of the flow structure due to shear layer formation
around the top of submerged vegetation [1]. On the other hand, when the water level is small during low flows, short
vegetation as well as tall vegetation remains emergent. Thus, it is necessary to consider the effects of the short and tall
vegetation, which contributes an extra part of complexity in the flow patterns, to effectively replicate the riparian
environment. Although understanding of the flow hydrodynamics with incorporating riparian vegetation has
extensively been promoted by the previous studies, discussion is still limited within the scope of heterogeneous
canopies over the floodplains.
Many of the previous researchers adopted numerical simulation techniques in order to clarify the turbulent flow
structures through the vegetation in open channels. For example, Nodaoka and Yagi [23] and Su and Li [24] applied
Large Eddy Simulation (LES) technique for studying the turbulent flows in open channel in the presence of vegetation.
A non-linear k-epsilon (k−ε) model was implemented by Jahra et al. [25] to clarify the mean velocity distributions and
turbulent features. Kang and Choi [26] developed a Reynolds stress model (RSM) to investigate the flow structure
with and without considering the effects of vegetation. The Reynolds averaged Navier Stokes (RANS) technique was
adopted by Anjum and Tanaka [27, 28] in which the turbulent flow features through heterogeneous vegetation
configuration were investigated utilizing CFD code FLUENT. Souliotis and Prinos [29] numerically investigated the
effects of vegetation density on the flow stability and turbulence characteristics with the help of FLUENT. Thus, the
involvement of numerical investigating techniques examines the turbulent characteristics more efficiently.
Zhao et al. [30] and Yan et al. [31] experimentally studied the turbulent flow structure through submerged
vegetation in an open channel; whereas the wake structure in the presence of non-submerged vegetation was
investigated by Yu et al. [32]. Zhao and Huai [33] utilized LES technique to study the influence of discontinuous and
submerged patches of vegetation on turbulence of flow in an open channel. Moreover, they pointed that simulating the
flow structures within the vicinity of vegetation cylinders is difficult to achieve through experimental investigation.
Thus, overcoming this difficulty is one of the advantages of present numerical study.
The present study is focused to numerically investigate the flow behavior in a compound channel with the
floodplains containing vertically layered vegetation. The main objective of the present study is to simulate the 3D flow
properties by investigating the detailed velocity distribution and turbulence characteristics under a varying condition of
submergence of novel kind of layered vegetation over the floodplains. The RSM is implemented for the simulation
purpose. The present study can help in understanding the hydrodynamics of flow through compound channel with
vegetated floodplains, better forest management in case of floods, suitable habitat from ecological point of view, and
three-dimensional (3D) flow phenomena through a complex vegetation array to better elaborate the natural processes
in a riparian environment.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
862
This paper is divided into three major sections: 1. Materials and Methods: in which governing equations of the
numerical model, validation of the model, and modeling setup are presented in detail, 2. Results and Discussion: where
the vertical and lateral profiles distribution, and spatial distributions of the flow and turbulent characteristics are
discussed, 3. Conclusions: At the end, the major outcomes of this study are concluded.
2. Materials and Methods
2.1. Governing Equations
For the steady and incompressible open channel flow, the RANS equations for the continuity and momentum can
be expressed as given in Equations 1 and 2, respectively.
Continuity equation:
𝜕⟨𝑢𝑖⟩
𝜕𝑥𝑖= 0 (1)
Momentum equation:
⟨𝑗⟩𝜕⟨𝑢𝑖⟩
𝜕𝑥𝑗= −
1
𝜌
𝜕⟨⟩
𝜕𝑥𝑖+
𝑣
𝜌
𝜕
𝜕𝑥𝑗(
𝜕⟨𝑢𝑖⟩
𝜕𝑥𝑗+
𝜕⟨𝑢𝑗⟩
𝜕𝑥𝑖) − 𝜌⟨𝑢𝑖′𝑢𝑗′ ⟩ (2)
Where 𝑖 represent the time-averaged velocity in xi direction, 𝑗 represent the time-averaged velocity in xj direction, 𝑣
represent the kinematic viscosity, 𝜌 represent the density of water, represent the pressure, and −𝜌⟨𝑢𝑖′𝑢𝑗′ ⟩ represent
the Reynolds stresses.
The general form of the Reynolds stresses is expressed in Equation 3 [34]. It involves different terms
characterizing the partial differential equation for the independent Reynolds stresses transport.
𝜕𝑅𝑖𝑗
𝜕𝑡= 𝑃𝑖𝑗 + 𝐷𝑖𝑗 − 휀𝑖𝑗 + ∏ + 𝑖𝑗 Ω𝑖𝑗 − 𝐶𝑖𝑗 (3)
Where 𝜕𝑅𝑖𝑗
𝜕𝑡 is the rate of Reynolds stresses, 𝑃𝑖𝑗 is the production rate of Reynolds stresses, 𝐷𝑖𝑗 is the stresses transport
due to diffusion, 휀𝑖𝑗 is the rate of dissipation of stresses, Π𝑖𝑗is the stresses transport due to turbulent pressure strain
interactions, Ω𝑖𝑗 is the stresses transport due to rotation, and 𝐶𝑖𝑗is the convection transport.
The production term and the diffusion terms are modelled as (Equations 4 and 5, respectively):
𝑃𝑖𝑗 = − (𝑅𝑖𝑚𝜕⟨𝑢𝑗⟩
𝜕𝑥𝑚+ 𝑅𝑗𝑚
𝜕⟨𝑢𝑖⟩
𝜕𝑥𝑚) (4)
𝐷𝑖𝑗 =𝜕
𝜕𝑥𝑚(
𝑣𝑡
𝜎𝑘
𝜕𝑅𝑖𝑗
𝜕𝑥𝑚) (5)
Where 𝜎𝑘 = 1.0, and:
𝑣𝑡 = 𝐶µ𝑘2
𝜀 (6)
Where 𝐶µ = 0.09.
Equation 7 shows the modeling of dissipation rate.
휀𝑖𝑗 =2
3휀𝛿𝑖𝑗 (7)
Where 휀 represent the dissipation rate of turbulent kinetic energy and 𝛿𝑖𝑗 represents the Kronecker delta which is
expressed as 𝛿𝑖𝑗 = 1 if i = j and 𝛿𝑖𝑗 = 1 if i ≠ j.
The rotation term is given in Equation 8.
Ω𝑖𝑗 = −2𝜔𝑘(⟨𝑢𝑗′𝑢𝑚′ ⟩𝑒𝑖𝑘𝑚 + ⟨𝑢𝑖′𝑢𝑚′ ⟩𝑒𝑗𝑘𝑚) (8)
Where 𝜔𝑘 represents the rotation vector and 𝑒𝑖𝑗𝑘represents the alternating symbol; 𝑒𝑖𝑗𝑘 = +1 if i, j and k are different
and in cyclic order, e𝑖𝑗𝑘 = −1 if i, j and k are different and in anti-cyclic order; and e𝑖𝑗𝑘 = 0 if any two indices are
the identical.
The pressure strain term is expressed in Equation 9.
∏ = −𝐶1𝜀
𝑘(𝑅𝑖𝑗 −
2
3𝑘𝛿𝑖𝑗) − 𝐶2(𝑃𝑖𝑗 −
2
3𝑃𝛿𝑖𝑗) 𝑖𝑗 (9)
Where 𝐶1 = 1.8 and 𝐶2 = 0.6

Civil Engineering Journal Vol. 6, No. 5, May, 2020
863
Also, the turbulent kinetic energy “k” is modelled in Equation 10.
𝑘 = 1
2 (⟨𝑢𝑖
′2 ⟩ + ⟨𝑢𝑗′2 ⟩ + ⟨𝑢𝑘
′2 ⟩) (10)
And, the convective term is simply modelled in Equation 11.
𝐶𝑖𝑗 =𝜕(𝜌⟨𝑢𝑘⟩⟨𝑢𝑖′𝑢𝑗′ ⟩)
𝜕𝑥𝑘 (11)
2.2. Experimental Setup for Model Validation
The numerical model was validated with the experimental data of Takuya et al. [1]. They conducted a flume study
in a 4.8m long and 0.8m wide channel. The test flume was adjusted to simulate a symmetric trapezoidal compound
cross section with partial vegetation belt on the edges of floodplains. The bed slope was fixed to a value of 1/1000.
The rigid vegetation cylinders were arranged in a staggered pattern with vegetation density (λveg) of 2 m-1. The height
(hv) and diameter (D) of each cylinder were 6 cm and 0.6 cm, respectively. The longitudinal and transverse spacing
between the cylinders was equivalent to ΔS = 5.5 cm. The discharge used in the considered case was Q= 10 L/s
corresponding to the emergent vegetation. The experimental conditions are given in Table 1.
2.3. Boundary Conditions
The modeled geometry for validation was simplified to a reduced length ratio of 1/3 due to small vegetation size
and large mesh. A computational domain of 1.6 m length was modeled, while all the other dimensions were kept the
same as shown in Figure 1(a) (top view) and Figure 1(b) (lateral view). An unstructured mesh with tri-pave scheme
was used which provided 1.4 million grid points. A periodic boundary condition was adopted at the inlet/outlet of the
domain which offered an interface (translational periodicity) between the inlet and outlet of the domain. A symmetry
boundary condition was used at the free surface, and a wall boundary with no-slip condition was applied at the domain
bed, side walls and cylinder walls.
Table 1. Experimental conditions (Takuya et al. 2014 [1]), where hf is the flow depth in floodplain, hm is the flow depth in the
main channel, λveg is the vegetation density, hv is the height of the cylinder, ΔS is the spacing between the vegetation
cylinders, Q is the discharge, U is the average velocity, Fr is Froude number, Re is Reynolds number for cylinder and Re* is
flow Reynolds number.
hf hm λveg D hv ΔS Q U Fr Re Re
*
(cm) (cm) (m-1
)
(cm) (cm) (cm) (L/s) (m/s)
5.75 9.25 2.0 0.6 6 5.5 10 0.181 0.220 1086 12507
Figure 1. Experimental scheme (Takuya et al. 2014 [1]), (a) plan view showing partly covered vegetation on floodplains, and
(b) lateral view
(a)
(b)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
864
The numerical simulations were performed with a computational fluid dynamics (CFD) code FLUENT. The
turbulence closure was achieved with a 3D RSM. The coupling between pressure and velocity was developed with the
SIMPLE method. The solution was considered to be converged after all the residuals were reached to 1×10-6. The
standard wall function was applied as a near wall treatment. The nodes occurring in cross-wise and depth-wise
directions were doubled to test a mesh independent trial. The variations in the results of primary velocities were less
than 1% due to mesh refinement, which indicated that the mesh independent results are achieved.
2.4. Validation of Numerical Model
The channel cross section was considered axis-symmetric to the central vertical axis. Figures 2(a) and 2(b) shows
the comparison of computational and experimental data of surface and depth averaged velocities along the cross-
section X (see Figure 1a). The vertical axis shows the stream-wise velocity, whereas the horizontal axis shows the
transverse distance in y-direction. It can be observed by both experimental and numerical results that the flow
velocities are significantly reduced in the vegetation part of the floodplain i.e. 0.13 cm < y < 0.25 cm (Figure 2a-b). On
the contrary, the velocities are visibly higher in the non-vegetation part of the floodplain i.e. 0 cm < y < 0.13 cm, as
well as in the main channel i.e. 0.25 cm < y < 0.40 cm. This identifies that the presence of vegetation on the edge of
floodplains can offer noticeable resistance to the flow and can affect the discharge carrying capacity of the main
channel.
The results show that the computational data is in close agreement with that of the experimental data,
demonstrating the validity of the present numerical model. However, the computational results show a minor
difference to that of experimental results in the form of slightly over estimation of the velocity values, which may be
due to the error caused by the RSM simplification.
(a) (b)
Figure 2. Comparison of experimental and computational data of (a) surface velocity and (b) depth averaged velocity along
the half width at cross section X
1.1. Model Setup for Present Study
For the present study, similar dimensions of domain i.e.1.6 m long and 0.8 m wide, were considered as were used
for the validation purpose. The floodplains of the compound channel were consisted of layered vegetation (short
vegetation of 6cm height, and tall vegetation of 12 cm height) of same diameter i.e. D= 0.6 cm and spacing i.e. ΔS=
5.5 cm, which covered full width of the floodplains. The scheme of the computational domain is shown in Figure 3(a).
Two discharge conditions of Q= 10 L/s and Q= 18 L/s were considered in order to simulate the behavior of riparian
(floodplain) vegetation of layered configuration under both emergent and submerged condition of short vegetation
considering low level and high-level flood, respectively.
The lateral views of both cases configuration (Case A and Case B) are shown in Figures 3(b) and (c). All the
boundary conditions for the simulations were kept same as those of validation case. The adopted unstructured mesh
used for the present study gave 2.4 million grid points. The hydraulic and geometric conditions are detailed in Table 2.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
865
(a)
(b)
(c)
Figure 3. Schematic diagram of computational domain, (a) plan view showing layered vegetation on floodplains, and lateral
views for (b) Case A, and (c) Case B
Table 2. Hydraulic conditions for present study, where hvs is the height of short cylinder, hvt is the height of tall cylinder.
Case hf hm λveg D hvs hvt ΔS Q U
Fr Re Re*
(cm) (cm) (m-1)
(cm) (cm) (cm) (cm) (L/s) (m/s)
A 5.75 9.25 2.0 0.6 6 12 5.5 10 0.181 0.220 1086 12507
B 10 13.5 2.0 0.6 6 12 5.5 18 0.202 0.193 1212 22503
For the measurement of flow characteristics, important locations (L1-L5) on a lateral cross section Y were adopted
(see Figure 3). These locations are located in the center region of floodplains (L1 and L2), at the beginning and end of
the floodplains (L4 and L5, respectively), and also in the centerline of the main channel along the width (L3). These
kind of important locations over a cross-section have also been investigated by Yang et al. [18]. Moreover, the flow
structures have also been investigated in the form of spatial distribution of contour plots over the cross-section Y as
well as over the free surface in order to further clarify the flow phenomena.
3. Results and Discussion
3.1. Flow Characteristics
3.1.1. Vertical Profiles Distribution of Velocity
The vertical profiles distribution of mean stream-wise velocity at specified locations for both cases (Case A and B)
is depicted in Figure 4(a-b). The horizontal axis represents the stream-wise velocity (u) which was made non-
dimensional with respect to average velocity (U), whereas the vertical axis represents the depth of floodplain (hf)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
866
which was made non-dimensional with respect to short vegetation height (hvs). It can be observed that the flow
velocities in both cases are significantly reduced within the region of floodplains (L1–L2 and L4-L5); however, there is
no clear difference between the velocities magnitudes measured within the floodplain regions. The velocity
magnitudes are noticeably very high in the main channel region i.e. location L3. This identifies that the vegetation
within the floodplains of compound channel significantly affects the velocity distribution and offers resistance to the
flow. This resistance caused by floodplain vegetation has also been discussed and observed in the previous studies [1,
16]. On the contrary, the velocity in the main stream region without the vegetation increases that could be a
compensation of the resistance to the flow in the floodplains; thus, it can consequently result in an increase in the
discharge carrying capacity of the main channel.
Although, the velocities in both cases close to the bed reduced to minimum due to the resistance offered by the
domain bed; however, difference in the velocity structures exist between Case A and Case B (Figure 4a-b). The
distribution of velocity in Case A remained almost constant above the bed region up-to the height of free surface at all
the locations. This is due to the reason that both the short and tall vegetation were emergent in this case, where an
almost constant drag to the flow was offered by the vegetation structures. This constant distribution of velocity
profiles is identical to that observed by previous researchers of flow investigations through the emergent vegetation
[35, 36]. On the contrary, the simulated velocity profiles in floodplains for Case B shows a different structure due to
the submergence of short vegetation. The velocity distribution above the bed region remained almost constant up-to
the vicinity region of shorter submerged vegetation i.e. hf/hvs≈ 0.8, followed by an inflection point over the top of
submerged vegetation, showing consistency with the results obtained by previous studies [21, 37]. This inflection
point in the velocity profiles over the top of short submerged vegetation is due to the exchange of momentum between
the top of submerged vegetation and the overlying flow. The velocity gradient continued up-to the region just above
the top of short vegetation height i.e. hf/hvs≈ 1.2, and then became constant above it until the free surface. Thus, a
mixing layer over the vicinity region of shorter submerged vegetation (hf/hvs≈ 0.8 to hf/hvs≈ 1.2) is resulted. A mixing
layer is produced when the canopy absorbs sufficient momentum to generate an inflection point in the velocity profile,
which is required for triggering the Kelvin–Helmholtz instability. Thus, the vortices produced due to this instability
dominate the mass and momentum exchange between the canopy and the overlying flow in aquatic canopies [38, 39].
(a) (b)
(c) (d)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
867
(e) (f)
Figure 4. Vertical profiles distribution of: streamwise velocity for (a) Case A, and (b) Case B; transverse velocity for (c)
Case A, and (d) Case B; and vertical velocity for ((e) Case A, and (f) Case B. For the specified locations, see Figure 3
Moreover, the velocity distributions followed almost S-shaped pattern on floodplains when short vegetation was
submerged (Figure 4b). However, an almost logarithmic profile is predominantly observed in the main channel (L3).
These distributions are in agreement to the experimental results of Yang et al. [18]. The velocities in the overlying
flow above the short vegetation height i.e. hf/hvs>1, are increased by a percentage difference of 18-30% due to the
reason that less resistance is offered by the sparse arrangement of tall emergent vegetation in this region, as compared
to the region within the height of short vegetation i.e. hf/hvs< 1.
The vertical profiles distribution for mean transverse velocity (v) and vertical velocity (w) for both cases is
depicted in Figure 4(c-d) and Figure 4(e-f), respectively. The results show that the velocity components in the
transverse and vertical directions are almost minimum i.e. close to zero, at all the locations, in comparison to that of
stream-wise velocity components (Figure 4a-b). However, fluctuations in the velocity profiles are observed at the
locations in the floodplains (L1–L2 and L4-L5) due to the influence of vegetation structures, whereas no fluctuations in
the velocity profile at the location in the main channel (L1) is observed. These fluctuations in the transverse and
vertical velocities have also been observed by previous researchers [22, 27]. The fluctuations in the velocity profiles
are observed to be slightly larger in the transverse direction as compared to those in the vertical directions for both
cases (Case A and B). Moreover, the velocities components in the transverse and vertical directions are considerable
as they indicate the secondary flow and lateral exchange of momentum.
3.1.2. Spatial Distribution of Velocity
The contour plots distribution of mean stream-wise velocity over the cross-section Y is presented in Figure 5(a-b).
It can be noticed that the velocities are reduced to minimum close to bed due to the resistance offered by it. A clear
difference between the floodplains and main channel regions can be observed. The flow in the main channel i.e. 25 cm
< y < 55 cm, experienced larger velocities, where the maximum values of velocity were observed to be in the center
region of the main channel i.e. y ≈ 40 cm. At the interface between the main channel and the floodplain regions i.e. y ≈
25 cm and i.e. y ≈ 55 cm, the flow instability in the lateral direction is triggered by the flow shear due to the presence
of vegetation over the floodplains, which results in the formation of coherent vortices and exchange of momentum [40,
41]. The velocities in the floodplain regions are significantly reduced due to the drag offered by the vegetation. Thus,
large exchange of momentum from the main channel (having high velocity) to the floodplains (having low velocities)
is expected to occur. Moreover, these low velocity regions could significantly encourage the deposition of sediments
in the vegetated floodplains. Within the floodplain regions, a vertical mixing layer is also observed in Case B (Figure
5b) over the region of short submerged vegetation due to the vertical exchange of momentum over this region of flow,
showing consistency with the results observed in Figure 4b. However, the velocity distribution is almost constant in
Case A (Figure 5a) where the vegetation canopy is emergent.
Figure 5(c-d) depicts the spatial distribution of flow velocity over the free surface for both cases. The discharge
passing through the main channel can be easily differentiated from the discharge passing through the vegetated
floodplains. The velocity rapidly increased from the vegetated floodplain regions to the main channel region, followed
by a significant transition and inflection along the interface between these regions. Then, coherent vortices resulted
due to the flow instability dominate the lateral exchange of mass and momentum between the main channel and
vegetated floodplain regions [42, 43]. Moreover, the velocities are reduced to minimum in the regions directly
downstream of the vegetation structures, followed by vortices and wakes i.e. primary Karman vortex streets, which
disappeared after travelling some distance behind the individual vegetation structures. The flow velocities failed to

Civil Engineering Journal Vol. 6, No. 5, May, 2020
868
recover their normal patterns as the influence of vegetation remains for a specific distance behind the downstream
edge. From ecological point of view, aquatic organisms find these regions of low flow velocity suitable for their
physical environment and growth [44, 45]. Sediment deposition also occurs in these regions. Previous researchers also
pointed out that the wake regions behind the vegetation are the regions of fine particle deposition that promote further
growth of the vegetated region [46, 47].
Colourmap of u/U (ms-1/ms-1) for Case A and Case B
(a)
(b)
(c)
(d)
Figure 5. Spatial distribution of mean stream-wise velocity (u/U) over cross-section Y for (a) Case A, and (b) Case B; and over free surface for (c) Case A, and (d) Case B. For the cross-section Y, see Figure 3a

Civil Engineering Journal Vol. 6, No. 5, May, 2020
869
3.1.3. Lateral Profile Distribution of Velocity
The variations of the depth averaged mean stream-wise velocity along half of the cross-section Y (due to
symmetry) is depicted in Figure 6. The data for both cases further clarifies that the main channel without vegetation
i.e. 25 cm < y < 40 cm, has higher flow velocities compared with the vegetated floodplain region i.e. 0 cm < y < 25
cm, identifying the effect of vegetation and resistance due to it. Within the floodplain region, rise and fall in flow
velocities can be observed, which is due to the influence of the vegetation; where slightly higher velocities are present
in adjacent regions of vegetation structures and comparatively lower velocities occurred in the regions directly
downstream of vegetation, as can be observed in Figure 5. Along the interface (represented by a dashed line), a strong
rise in depth averaged velocity can be observed while moving from floodplain region to the main channel region,
resembling the compensation of higher flow resistance due to vegetation in the floodplain. A remarkable velocity
difference is noticed between the main channel and vegetated floodplain. The discharge (calculated through the
velocity data) passing through main channel of the compound section increased by a percentage difference of 73% and
67% for Case A and Case B, respectively, as compared to the discharge through the floodplains, which favors the
increasing conveyance capacity of compound or natural river channels in severe flood conditions. Moreover, the depth
averaged flow velocities are also observed to be slightly higher i.e. 9% larger, in the floodplain region for Case B, as
compared to that of Case A. This may be due to the reason of higher initial flow velocity or reduction of the drag by
the sparse arrangement of tall emergent vegetation in Case B.
Figure 6. Variations of depth averaged mean velocity (um/U) along the cross-section Y
3.2. Turbulent Characteristics
3.2.1. Vertical Profiles Distribution of Reynolds Stress
Reynolds stresses (that are used to represent turbulence characteristics) including normal stresses (u’u’, v’v’, w’w’)
and shear stress (-u’w’) measured at specified locations are presented in Figure 7(a-h) for both cases (Case A and B).
All the stresses were made dimension-less with respect to U2. In Figure 7(a-h), u’ indicates the velocity fluctuations in
streamwise direction, v’ indicates the velocity fluctuations in transverse direction, and w’ indicates the velocity
fluctuations in vertical directions. Larger values of Reynolds stresses accumulated close to the bed region for both
cases, showing consistency with those observed in the previous research work by Anjum et al. [22]. Whereas, while
moving above the bed region, the Reynolds stress distribution became uniform at almost all the locations.
(a) (b)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
870
(c) (d)
(e) (f)
(g) (h)
Figure 7. Vertical profiles distribution of Reynolds normal stresses (u’u’, v’v’, and w’w’) for (a,c,e) Case A, (b,d,f) Case B,
and Reynolds shear stress (-u’w’) for (g) Case A, and (h) Case B
Moreover; in case B, a slight modulation in the Reynolds stress profiles around the mixing layer region i.e. 0.8 <
hf/hvs < 1.2, is observed for the locations in floodplain regions (L1-L2 and L4-L5). However, the distribution of stresses
again became constant above the mixing layer region i.e. hf/hvs > 1.2. The results also show slightly less accumulation
of Reynolds shear stress close to the bed region (Figure 7g-h), as compared to other Reynolds normal stresses (Figure
7a-f). In addition to this, the bed region acquires high Reynolds stresses in the floodplain regions (L1-L2 and L4-L5), as
compared to the main channel region (L3). The sharp spatial variation in the Reynolds stress influences the dynamics

Civil Engineering Journal Vol. 6, No. 5, May, 2020
871
of sediments, which affects the particle size distribution of the sediments available in the flow. Thus, these regions of
influenced Reynolds stresses near the bed could encourage the deposition of sediments in the canopy regions [33].
3.2.2. Lateral Profile Distribution of Turbulent Kinetic Energy
The variation in the dimensionless depth-averaged Turbulent Kinetic Energy (TKE, Figure 8) along the cross-
section Y further depicts the difference of turbulent flow structure between the vegetated floodplain and main channel
without the vegetation. Within the vegetation region of floodplains, fluctuations in the depth-averaged TKE can be
observed, followed by a saw-tooth dissemination, which showed consistency with the previous research works [33,
48]. Along the interface of floodplain and main channel i.e. y ≈ 25 cm, for both cases (Case A and B), a peak in the
TKE is observed due to the interaction of slow and fast flow over this region which caused a larger turbulence. On the
contrary, the distribution of TKE is observed to be uniform in the main channel region. This identifies the existence of
turbulence more on the vegetated region of floodplains as compared to the main channel region. The production of depth-averaged TKE is also found to be slightly higher for Case A due to the larger hindrance offered by the overall
emergent canopy, as compared to that in Case B.
Figure 8. Variations of depth averaged turbulent kinetic energy (TKE)along the cross-section Y.
3.2.3. Vertical Profiles Distribution of Turbulent Intensity
Figure 9 (a-b) shows the turbulent intensity (%) profiles at the specified locations for all the cases. It can be
witnessed that the percentage of turbulence is highest close to the bed region at almost all the locations for Case A and
Case B. Along the depth of flow above the bed region, the intensity percentage decreased logarithmically at location
L3 as no resistance due to the vegetation was observed in the main channel. On the contrary, the vertical distribution of
turbulent intensity at other locations (L1–L2 and L4-L5) remained almost uniform along the flow depth within the height
of short vegetation i.e. hf /hvs < 1, for both cases (Case A and B). Moreover, a slight inflection in the intensity profiles for the locations in the floodplains (L1–L2 and L4-L5) is observed around the top of shorter submerged vegetation i.e. hf
/hvs ≈ 1, for Case B (Figure 9b), which is due to the variation of vegetation density and drag offered by it. This shows
consistency with those profiles of velocity in Figure 4b. Furthermore, the turbulent intensity at locations in the
floodplains (L1–L2 and L4-L5) is more influenced by vertically layered vegetation as compared to the location L3 in the
main channel.
(a) (b)
Figure 9. Vertical profiles distribution of turbulent intensity (%) for (a) Case A, and (b) Case B

Civil Engineering Journal Vol. 6, No. 5, May, 2020
872
3.2.4. Spatial Distribution of Turbulent Intensity
Spatial distribution of turbulent intensity is reported here to study the turbulence in the compound channel with
layered vegetated floodplains. Figure 10(a-b) shows the contour plots of turbulent intensity for all the cases (A–B)
along the cross-section Y. The spatial variation of the intensity distribution is high in the vegetated floodplains,
indicating that the flow structure is non-uniform in these regions. Thus, larger percentage of turbulence is observed in
the floodplain regions, which is due to the presence of vegetation. Within the region of above the short vegetation
height for Case B (Figure 10b), the percentage of turbulence significantly decreased due to the reduction in drag by the
vegetation. A clear difference is observed between the floodplain regions and the main channel region. Close to the
bed region of main channel, the amount of percentage is also observed to sufficiently increase due to the resistance
offered by the bed, showing correspondence to the low velocity observed in Figure 5(a-b). Moreover, the intensity in
the main channel tries to achieve a uniform distribution above the bed region. Along the interface of the main channel
and floodplains, a strong turbulence in the flow can be observed which is due to the reason of flow instability and
exchange of momentum over this region of flow.
To further clarify the turbulent flow structure in the compound channel, contour plots of intensity over the free
surface have been plotted and presented here (Figure 10c-d). It further shows the influence of layered vegetated
floodplains on the flow turbulence. Higher percentage of turbulent intensity is observed directly behind the vegetation
cylinders in both cases (Case A and B) due to high flow resistance in these regions, followed by trailing vortices
which requires some sufficient distance to reach in the stable state. A stronger rise in the flow turbulence over the
interface region of floodplains and main channel is found, followed by a decrement in the turbulence percentage while
moving away from the floodplains towards the main channel. This effect on the interface region of floodplains and
main channel has also been studied in the previous researches [16, 18]. This signifies the promotion of lateral
exchange of momentum at the boundary of main channel and floodplains. This kind of complex flow structure around
the vegetation vicinity and interface of both regions is difficult to capture in an experimental study [33, 49]. Thus, it
demonstrates the significant advantage of present numerical study. Moreover, due to high initial flow velocity and
Reynolds number, the overall turbulent intensity in Case B is found to be higher i.e. 20%, as compared to that of Case A.
Colourmap of T.I (%) for Case A
(a)
Colourmap of T.I (%) for Case B
(b)
(c)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
873
(d)
Figure 10. Spatial distribution of turbulent intensity (%) over cross-section Y for (a) Case A, and (b) Case B; and over free
surface for (c) Case A, and (d) Case B
4. Conclusions
The present numerical study investigated the impact of vegetation on the compound channel to clarify the velocity
distribution and turbulence characteristics over the floodplains with layered vegetation configuration. To achieve the
desired objectives and computing the flow structures through vegetated compound channel, a CFD code FLUENT was
used for simulation and RSM model was used for the turbulence closure. The following conclusions were drawn from
the current study:
When the short vegetation became submerged during high flows, an inflection point in the velocity distribution
occurred resulting in a significant mixing layer over the top of submerged vegetation due to the vertical exchange of momentum between the top of submerged canopy and the overlying flow. Whereas, when both the
short and tall vegetation remained emergent during low flows, the mean flow characteristics showed almost
uniform distribution along the depth of flow.
The flow velocities significantly reduced in the floodplain region due to the drag offered by the layered
vegetation. On the contrary, the velocities as well as the discharge carrying capacity of the main channel
increased by a percentage difference of 67-73%. A flow separation followed by a lateral exchange of momentum
resulted along the interfacial region of vegetated floodplains and the main channel.
The Reynolds stress distribution and turbulent intensity showed almost uniform distribution above the bed region
up-to the vicinity of top of short vegetation height, followed by a slight inflection point over the mixing layer
region. Moreover, a uniform distribution of Reynolds stress and low accumulation of turbulent intensity in the
floodplain regions indicated a positive response for the sediment deposition as well as for the nourishment of the aquatic organisms in the riparian environment.
The peak values of turbulent kinetic energy and turbulent intensity occurred over the interfacial region of
floodplains and the main channel, signifying a strong turbulence over this region due to high instability of the
flow that could promote lateral exchange of momentum over the boundary.
The present numerical study successfully replicated 3D flow behavior through a vegetated compound channel. It
can help in understanding the resistance offered by the vegetation over the floodplains and give a clear understanding
of the discharge carrying capacity of the compound channels. The flow hydrodynamics explored through this research
could be implemented to natural riparian environment. The knowledge of resistance due to vegetation drag can help in
designing effective measures to reduce the shear force that acts on bed sediment particle, structural analysis and
depreciation on the land characteristics. Furthermore, the vegetation resistance over interfacial region will also
significantly affect the momentum exchange and it can help in preventing inundation if applied wisely. Thus, a proper
management and wise use of the vegetation would provide us a new strategy of sustainable flood protection. In
addition, this study can be used to enhance our knowledge of vegetation patterns for future planning of flood
protection measures and the outcomes of this study may become useful while designing ecological habitats.
More study to investigate the effect of vegetation density and varying heights of vegetation over the floodplain is
required to further clarify the phenomena. In the future, the flow and turbulent characteristics for several other patterns
of rigid vegetation on floodplains are required to be studied to better understand the natural environment such as
natural streams and rivers.
5. Conflicts of Interest
The authors declare no conflict of interest.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
874
3. References
[1] Takuya, U., Keiichi, K., and Kohji, M. "Experimental and numerical study on hydrodynamics of riparian vegetation". J.
Hydrodyn, 26, (October 2014): 796-806. doi: 10.1016/S1001-6058(14)60088-3.
[2] Bousmar, D., and Zech, Y. "Momentum transfer for practical flow computation in compound channels". J. Hydraul. Eng, 125,
(July 1999): 696-706. doi: 10.1061/(ASCE)0733-9429(1999)125:7(696).
[3] Unal, B., Mamak, M., Seckin, G., and Cobaner, M. "Comparison of an ANN approach with 1D and 2D methods for estimating
discharge capacity of straight compound channels". Adv. Eng. Software, 41, (February 2010): 120-129. doi:
10.1016/j.advengsoft.2009.10.002.
[4] Martin, L.A., and Myers, W.R.C. "Measurement of overbank flow in a compound river channel". Proc. Instn. Civ. Engrs,
(September 1993). doi:10.1680/iwtme.1993.24584.
[5] Ervine, D.A., Babaeyan-Koopaei, K., and Sellin, R.H.J. "Two-dimensional solution for straight and meandering overbank
flows". J. Hydraul. Eng, 126, (September 2000): 653-669. doi: 10.1061/(ASCE)0733-9429(2000)126:9(653).
[6] Sahu, M., Khatua, K.K., and Mahapatra, S.S. "A neural network approach for prediction of discharge in straight compound open
channel flow". Flow Measure Instrum, 22, (2011): 438-446. doi: 10.1016/j.flowmeasinst.2011.06.009.
[7] Knight, D.W., and Brown, F.A. "Resistance studies of overbank flow in rivers with sediment using the flood channel". J.
Hydraulic Res, 39, (December 2001): 283-301. doi: 10.1080/00221680109499832.
[8] Kisi, O., and Cigizoglu, H.K. "Comparison of different ANN techniques in river flow prediction". Civil Eng. Environ. Syst, 24,
(August 2007): 211-231. doi: 10.1080/10286600600888565.
[9] Al-Khatib, I.A., Abu-Hassan, H.M., and Abaza, K.A. "Development of empirical regression-based models for predicting mean
velocities in asymmetric compound channels". Flow Measure Instrum, 33, (October 2013): 77-87. doi:
10.1016/j.flowmeasinst.2013.04.013.
[10] Pasche, E., and Rouve, G. "Overbank flow with vegetatively roughened flood plains". J. Hydraul. Eng, 11, (September 1985):
1262-1278. doi: 10.1061/(ASCE)0733-9429(1985)111:9(1262).
[11] Rameshwaran, P., and Shiono, K. "Quasi Two-Dimensional Model for Straight Overbank Flows Through Emergent".
J.Hydraul. Res, 45, (2007): 302-315. doi: 10.1080/00221686.2007.9521765.
[12] Sun, X., and Shiono, K. "Flow Resistance of One-Line Emergent Vegetation along the Floodplain Edge of a Compound Open
Channel". Journal of Adv. Water Resour, 32, (March 2009): 430-438. doi: 10.1016/j.advwatres.2008.12.004.
[13] Carling, P.A., Cao, Z., and Holland, et al. "Turbulent flow across a natural compound channel". Water Resour. Res, 38,
(December 2002). doi: 10.1029/2001WR000902.
[14] Van Prooijen, B.C., Battjes, J.A., and Uijttewaal, W.S.J. "Momentum exchange in straight uniform compound channel
flow".J.Hydraul. Eng, 131, (March 2005): 175-183. doi: 10.1061/(ASCE)0733-9429(2005)131:3(175).
[15] Pradhan, S., and Khatua, K.K. "An Improved Approach for Flow Prediction in Compound Open Channel Flow of Uniform
Roughness". International Conference on Hydraulics, Water Resources, Coastal and Environmental Engineering, MANIT
Bhopal, (2014).
[16] Koftis, T., and Prinos, P. "Reynolds stress modelling of flow in compound channels with vegetated floodplains". J. Appl.
Water Eng. Res, (July 2016). doi: 10.1080/23249676.2016.1209437.
[17] Anjum, N., and Tanaka, N. "Hydrodynamics of longitudinally discontinuous, vertically double layered and partially covered
rigid vegetation patches in open channel flow". River Res. Appl, 36, no. 1 (November 2019). doi: 10.1002/rra.3546.
[18] Yang, K., Cao, S., and Knight, D.W. "Flow Patterns in Compound Channels with Vegetated Floodplains". J. Hydraul. Eng,
133, (February 2007). doi: 10.1061/(ASCE)0733-9429(2007)133:2(148).
[19] Juez, C., Hassan, M.A., and Franca, M.J. "The origin of fine sediment determines the observations of suspended sediment
fluxes under unsteady flow conditions". Water Resour. Res, 54, (July 2018): 5654-5669. doi: 10.1029/2018WR022982.
[20] Juez, C., Thalmann, M., Schleiss, A.J., and Franca, M.J. "Morphological resilience to flow fluctuations of fine sediment
deposits in bank lateral cavities". Adv. Water Resour, 115, (May 2018): 44-59. doi: 10.1016/j.advwatres.2018.03.004.
[21] Liu, D., Diplas, P., Hodges, C.C., and Fairbanks, J.D. "Hydrodynamics of flow through double layer rigid vegetation".
Geomorphology, 116, (April 2010): 286–296. doi: 10.1016/j.geomorph.2009.11.024.
[22] Anjum, N., Ghani, U., Pasha, G.A., Latif, A., Sultan, T., and Ali, S. "To investigate the flow structure of discontinuous
vegetation patches of two vertically different layers in an open channel". Water, 10, (January 2018). doi: 10.3390/w10010075.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
875
[23] Nadaoka, K., and Yagi, H. "Shallow-water turbulence modeling and horizontal large-eddy computation of river flow". J.
Hydraul. Eng, 124, (May 1998): 493-500. doi: 10.1061/(ASCE)0733-9429(1998)124:5(493).
[24] Su, X., and Li, C.W. "Large Eddy simulation of free surface turbulent flow in partly vegetated open channels". Int. J. Numer.
Methods Fluids, 39, (July 2002): 919-937. doi: 10.1002/fld.352.
[25] Jahra, F., Kawahara, Y., Hasegawa, F., and Yamamoto, H. "Flow–vegetation interaction in a compound open channel with
emergent vegetation". Int. J. River Basin Manage, 9, (December 2011): 247-256. doi: 10.1080/15715124.2011.642379.
[26] Kang, H., and Choi, S.K. "Turbulence modeling of compound open-channel flows with and without vegetation on the
floodplain using the Reynolds stress model". Adv. Water Resour, 29, (November 2006): 1650-1664. doi:
10.1016/j.advwatres.2005.12.004.
[27] Anjum, N., and Tanaka, N. "Study on the flow structure around discontinued vertically layered vegetation in an open channel".
J. Hydrodyn, (April 2019). doi: 10.1007/s42241-019-0040-2.
[28] Anjum, N., and Tanaka, N. "Numerical modeling of the turbulent flow structure through vertically double layer vegetation". J
JpSoc Civil Eng, Ser. B1(Hydraulic Engineering), 75, (2019): 487-492.
[29] Souliotis, D., and Prinos, P. "Effect of a vegetation patch on turbulent channel flow". J. Hydraul. Res, 49, (May 2011): 157–
167. doi: 10.1080/00221686.2011.557258.
[30] Zhao, H., Yan, J., Yuan, S., Liu, J., and Zheng, J. "Effects of Submerged Vegetation Density on Turbulent Flow
Characteristics in an Open Channel". Water, 11, (October 2019): 2154. doi: 10.3390/w11102154.
[31] Yan, P., Tian, Y., Lei, X., Fu, Q., Li, T., and Li, J. "Effect of the Number of Leaves in Submerged Aquatic Plants on Stream
Flow Dynamics". Water, 11, (2019): 1448. doi: 10.3390/w11071448.
[32] Yu, Z., Wang, D., and Liu, X. "Impact of Vegetation Density on the Wake Structure". Water, 11, (July 2019): 1266. doi:
10.3390/w11061266.
[33] Zhao, F., and Huai, W. "Hydrodynamics of discontinuous rigid submerged vegetation patches in open-channel flow". J Hydro-
Environ. Res, 12, (September 2016): 148–160. doi: 10.1016/j.jher.2016.05.004.
[34] Versteeg, H.K., and Malalasekera, W. "An introduction to computational fluid dynamics, The finite volume method". 2nd
edition, Pearson Education Publishers, London, (2007).
[35] Tsujimoto, T., Shimizu, Y., Kitamura, T., and Okada, T. "Turbulent open-channel flow over bed covered by rigid vegetation".
J. Hydrosci. Hydraul. Eng, 10, (1992): 13–25.
[36] Nepf, H.M., and Vivoni, E.R. "Flow structure in depth-limited, vegetated flow". J. Geophys. Res, 105, (December 2000): 547–
557. doi: 10.1029/2000JC900145.
[37] Anjum, N., and Tanaka, N. "Experimental study on flow analysis and energy loss around discontinued vertically layered
vegetation". Environ Fluid Mech, (November 2019). doi: 10.1007/s10652-019-09723-8.
[38] Finnigan, J. "Turbulence in plant canopies". Ann. Rev. Fluid Mech, 32, (January 2000): 519–571. doi:
10.1146/annurev.fluid.32.1.519.
[39] Ghisalberti, M., and Nepf, H. "The structure of the shear layer in flows over rigid and flexible canopies". Environ. Fluid Mech,
6, (June 2006): 277–301. doi: 10.1007/s10652-006-0002-4.
[40] Huai, W., Zhang, J., Wang, W. J., and Katul, G.G. "Turbulence structure in open channel flow with partially covered arti ficial
emergent vegetation". J. Hydrol, 573, (June 2019): 180–193. doi: 10.1016/j.jhydrol.2019.03.071.
[41] Tang, X., Rahimi, H., Singh, P., Wei, Z., Wang, Y., Zhao, Y., and Lu, Q. "Experimental study of open‐channel flow with
partial double‐layered vegetation". The 1st international symposium on water resource and environmental management
(WREM 2018), Kunming, China, Volume 81, (2019).
[42] Yan, X.F., Wai, W.G.O., and Li, C.W. "Characteristics of flow structure of free‐surface flow in a partly obstructed open
channel with vegetation patch". Environ. Fluid Mech, 16, (April 2016): 807-832. doi: 10.1007/s10652-016-9453-4.
[43] Caroppi, G., Vastila, K., Jarvela, J., Rowinski, P.M., and Giugni, M. "Turbulence at water‐vegetation interface in open channel
flow: Experiments with natural‐like plants". Adv. Water Resour, 127, (December 2019): 180-191. doi:
10.1016/j.advwatres.2019.03.013.
[44] Folkard, A.M., and Gascoigne, J.C. "Hydrodynamics of discontinuous mussel beds: Laboratory flume simulations". J. Sea Res,
62, (November 2009): 250-257. doi: 10.1016/j.seares.2009.06.001.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
876
[45] Widdows, J., and Navarro, J.M. "Influence of current speed on clearance rate, algal cell depletion in the water column and
resuspension of biodeposits of cockles (Cerastodermaedule)". J. Exp. Mar. Biol. Ecol, 343, (March 2007): 44-51. doi:
10.1016/j.jembe.2006.11.011.
[46] Tsujimoto, Tetsuro. “Fluvial Processes in Streams with Vegetation.” Journal of Hydraulic Research 37, no. 6 (November
1999): 789–803. doi:10.1080/00221689909498512.
[47] Gurnell, A.M., Thompson, K., Goodson, J., and Moggridge, H. "Propagule deposition along river margins: Liking hydrology
and ecology". J. Ecol, 96, (February 2008): 553-565. doi: 10.1111/j.1365-2745.2008.01358.x.
[48] Ghani, U., Anjum, N., Pasha, G.A., and Ahmad, M. "Numerical investigation of the flow characteristics through discontinuous
and layered vegetation patches of finite width in an open channel". Environ. Fluid Mech, 19, (April 2019): 1469-1495. doi:
10.1007/s10652-019-09669-x.
[49] Anjum, N., and Tanaka, N. "Numerical investigation of velocity distribution of turbulent flow through vertically double-
layered vegetation". Water Sci. Eng, 12, no. 4 (December 2019). doi: 10.1016/j.wse.2019.11.001.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
877
The Effects of Nano Bentonite and Fatty Arbocel on Improving
the Behavior of Warm Mixture Asphalt against Moisture
Damage and Rutting
Sepehr Saedi a*
, Seref Oruc b
a Assistant Professor, Department of Civil Engineering Avrasiya University, Trabzon, Turkey.
b Professor, Department of Civil Engineering Karadeniz Technical University, Trabzon, Turkey.
Received 05 February 2020; Accepted 04 April 2020
Abstract
The use of warm mix asphalt (WMA) technology has increased dramatically in recent years to protect the environment
and reduce energy consumption. Despite numerous advantages, WMAs are less commonly used as a result of their lower
performance in comparison to HMAs. One of the main reasons for the low performance of WMAs is their high moisture
sensitivity. In recent decades, bitumen modifiers have been used to improve the performance of asphalt mixtures. One of
the additives that has recently been used to modify the characteristics of bitumen, is bentonite. The grade of asphalt
cement used in this study is PG 64 -22 and the Bitumen is modified with 1, 3, 5 and 7% nano bentonite. Also, 0.3% fatty
Arbocel has been used for the preparation of WMA. Indirect tensile strength (ITS) test and Nicholson stripping test are
used to determine moisture sensitivity and dynamic creep test and LCPC are also used to evaluate the rutting potential.
The results indicate that, increasing the percentage of nano bentonite and applying 0.3% of fatty Arbocel improves the
resistance of mixture against moisture damage. Also it was found that increasing the mixture hardness decreases the
permanent displacement and rutting potential of WMAs. So, it is suggested that the consumption of these additives
increases WMA’s lifetime and decreases its maintenance cost.
Keywords: Warm Mix Asphalt; Dynamic Creep Modules; Rutting; ITS.
1. Introduction
Possible failures in WMAs are divided into four major groups: 1. Permanent deformation or rutting, 2. Fatigue or
load associated cracking, 3. Low temperature or thermal cracking, 4. Moisture damages. WMA is an emerging
technology, In line with concerns about global warming and energy consumption in asphalt industry. In WMA
production, the mixing and compaction temperature are reduced from 10 to 38° C
compared to the HMA (Hot mix
asphalt) that is produced and compacted at temperatures of 145 to 150° C
[1]. Production of temperature reduction
results in reduced fuel consumption and manufacturing costs. It also reduces the amount of greenhouse gas emissions
in asphalt production process [2]. Modified bitumen is one solution for improving the pavement performance [3]. Clay
modified bitumen had been used since 100 years ago. As soon as the clay particle-page reaches inside the bitumen, it
creates similar rebar properties inside reinforced concrete which improve bitumen performance against cracking and
deformation in high temperatures [4]. Research shows that adding clay to bitumen increases bitumen softening point
and decreases its elasticity which increases the resistance of hot mix asphalt against thermal cracking [5]. Adding nano
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091514
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
878
clay and nano lime to the hot asphalt mixture increases the durability of the mixture against freeze -thaw cycles [6].
The use of nano-clay also increases surface free energy and fatigue resistance of HMAs [7]. Adding cement and nano
clay together have been found to improve the initial strength and cracking resistance, and reduce moisture
susceptibility of cold mix asphalts [8]. Bentonite is a type of clay with high plastic and colloidal properties; it mainly
consists of montmorillonite minerals [9]. Studies on HMA containing nanoclay modified bitumen show that nanoclay
improves the performance of HMA against moisture damages and rutting [10]. Bentonite improves the rheologic
characteristics of asphalt cement and it against aging [11].
Researches on HMAs containing bentonite modified bitumen indicate that these types of mixtures have higher
shear strength and longer fatigue life than conventional HMAs [12]. Bentonite improves the rheological properties of
bitumen at low temperatures and increases the resistance of hot asphalt mixtures against thermal cracks [13]. Semi-hot
additives such as sasubit and asphamine have no significant effect on the amount indirect tensile strength and moisture
sensibility of WMAs [14]. Nano-Zycotherm improves the moisture sensitivity of WMAs, but its effect on failure of
rutting has’nt been reported. Sasubit, are found to increase the hardness and modulus of WMAs and decreases their
permanent displacements [15]. Recent studies have proved that the addition of Evotherm and paraffin wax was not
effective against moisture susceptibility [16]. Also, based on research findings, the use of rubber enhanced resistance
against permanent deformation of WMAs but could not affect fatigue resistance [17]. Warm mix asphalts containing
styrene–butadiene–styrene (SBS) copolymer were found to have a good behavior against rutting damage [18]. A
considerable number of researches have been done on nanoclay modified polymers. Variables that have a great impact
on the final nanocomposite include the choice and the type of used clay, the components of the polymer used, and how
to mix them [19]. Natural and synthetic fibers can improve the resistance of fracture and the performance of WMAs
[20]. Studies show that cellulose fibers improve the moisture sensitivity of hot asphalt mixtures and help the adhesion
between aggregates and bitumen [21]. Fibers containing Arbesol improves SMA resistance against failure and
deformation and increases the efficiency of pavements [22].The additives containing Arbesol ZZ 8/1 take less energy
for compaction of SMAs compared to nonadditive mixtures and improves its resistance against rutting, fatigue, and
moisture sensitivity [23]. Synthetic macrofibres can help WMA’s rutting resistance and improve their performance
and life spans [24]. Based on the above-mentioned studies, the current study is aimed at performing a laboratory
investigation on WMA mixtures containing nanobentonite and fibers through a mechanistic–empirical approach to
determine the effect of different additives on increasing the service life of pavements.
Figure 1. Research methodology
The Work Program
Aggregate
Mechanical Tests Asphalt Cement
Tests
Additive
Mechanical Tests
Warm Mix
Asphalt Provide
Marshall Test Moisture Test Rutting Test
1. Marshall Stability
2. Flow
3. Marshall
Quotient
1. Nicholson Stripping Test
2. Moisture Damage Test
1. Dynamic Creep Test
2. LCPC Test

Civil Engineering Journal Vol. 6, No. 5, May, 2020
879
2. Materials and Methods
2.1. Applied Material
The aggregates used in the current study were extracted from a limestone obtained from a mine in the southern part
of Trabzon province in Turkey. Filler was used to provide WMA mixtures from stone powder, which has been found
to reduce moisture sensitivity in previous studies. Mechanical tests were adminstered to determine the quality of
aggregates according to the common standards which are presented in Table 1.
Table 1. Mechanical properties of aggregates
Properties Method Requirement Values
Water absorption % ASTM C127 [25]
2.8 Max. 0.48
Los Angeles abrasion (%) ASTM C131 [26] 30 Max. 18
Flat and Elongated ASTM D 4791 [27] 20 Max. 12
Coarse aggregate specific density (g/cm3) ASTM C127 [25] - 2.721
Fine aggregate specific density (g/cm3) ASTM C127 [25] - 2.731
Mineral filer specific density (g/cm3) ASTM C127 [25] - 2.741
The type of Asphalt cement in the current study was PG 64 -22, the properties of which are described in Table 2.
Table 2. Physical properties of PG 64 -22
Properties Method Requirement Values
Penetration (0.1 mm) EN-1426 [28] - 58
Softening point (R&B) (°C) EN-1427 [29] - 50.2
Table 3 presents the physical properties of bentonites used in the current study.
Table 3. Physical properties of Bentonite
Gs LL PL PI
2.233 165 43 122
Table 4 illustrates the Fatty Arbocel used in the current stud.
Table 4. Properties of Fatty Arbocel
Properties Values
Fiber length (mm) 2> and <5
Fiber thickness (mm) 2
Bulk density (g/cm3) 410-440
Flash point (°C) >300
2.2. Samples Provided
To determine optimum bitumen content according to the Marshall method, three samples were prepared for each
asphalt concrete containing 4, 5.4, 5, 6 and 6.5% bitumen. To make WMAs, the aggregates were heated at 135° C
for
24 hours. Bitumen was heated up to 130° C
to determine the optimum bitumen percentage mixture. Furthuremore,
Marshall hammer was performed on both sides of compacted Specimens of 75 impacts to stimulate heavy traffic. The
optimum amount of bitumen content (OBC) for the WMAs was also determined 5.8 %. Next, the amounts of bentonite
additives which were 1, 3, 5, 7 % of the total weghit of OBC were added to the mixture, and finally the fatty Arbocel
fiber which was 0.3 % of total sample weight was combined.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
880
Figure 2. Marshall Specimens
2.3. Marshall Test
The Marshall quotient indicates the rigidity of the asphalt mixture. Any increase in the ratio i, increases the rigidity
and resistance of the mixture against permanent deformations. Thus, to estimate the ratio, the specimens are placed
inside Marshall Jacket and pressurized to evaluate Marshall Stability and flow values [30].
Figure 3. Marshall Test
2.4. Moisture Damage Test
According to AASHTO T283-03 standard, a number of six samples were made, out of which three were used for
indirect tensile strength test under dry conditions (unsaturated) and the remaining three samples were used for testing
under saturated conditions.
ITS =2Pmax
πDt (1)
Where;
ITS: the tensile strength (kpa), P: maximum load (N), t: specimen thickness (mm), D: the specimen diameter (mm).
TSR % = ITSwet
ITS dry× 10
(2)
As mentioned above, the minimum values of TSR for resistance against water damages should be equal to 75% [31].

Civil Engineering Journal Vol. 6, No. 5, May, 2020
881
Figure 4. Moisture Damage Test
2.5. Stripping Test
Nicholson stripping test was carried out to determine the resistance of bitumen against separation of aggregates due
to the water effect. The adhesion between the aggregate and asphalt cement plays an important role in increasing the
resistance of asphalt mixture against permanent deformation which consequently increases its durability [32].
Figure 5. Nicholson Stripping Test
2.6. Dynamic Creep Test
It is an experiment to measure permanent deformations hat occur in asphalt concrete under the influence of
repeated loads. During dynamic creep test, the specimens are subjected to a uniaxial compressive load at a specified
period. After repeating each load, permanent deformations in the samples are measured [33].
Ɛc = 3n − L1)/G (3)
Ɛr = (L2 − L3 ) /[G − (L3 − L1)] (4)
= F/A (5)
Ec = / Ɛc (6)
Er = / Ɛr (7)
Where;
Ɛc: Plastic deformation, Ɛr: Elastic deformation, Ec: Creep module, Er: Elastic module, : Stress (kPa)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
882
Figure 6. Dynamic Creep Test
2.7. LCPC Rutting Test
In order to perform a French rutting test, slab-shaped specimens with a length of 500 mm and a width of 180 mm
and a height of 50 mm are prepared for each WMA mixture. The measurements are performed at 1000, 3000, 5000,
10,000, 30,000 and 50,000 rpm. Finally, using equation, the amount of rutting settlement is determined for each
mixture (8), [34].
Y = A[N/1000]B (8)
Where;
Y: N cycle settlement (mm), A: settlement at 1000 rpm, B: It is the slope of the linear line in logarithmic
coordinates.
Figure 7. LCPC Rutting Test
3. Results and Discussion
3.1. Marshall Test
The results of Marshall Quotient test are given in Figure 8, which presents the improvement of samples’ Marshall
Quotient with the addition of nano-bentonite. This was due to the improvement in the properties of bitumen modified
with nano-bentonite as a result of high specific surface area of nano-particles. The viscosity and adhesion of modified
bitumen have been increased by increasing the amount of nano-bentonite. Furthermore, fatty arbocel helps the
adehesive property between bitumen and aggregates. So, it can be said that using the nano-bentonite and fatty arbocel
can improve the resistance of WMAs against permanent deformations. The results are in line with the results of the
Iskender E. experiments [10]. The results show that Marshall Quotient increased by 2.79, 8.7, 11.4 and 15.6 %
compared to conventional mixture.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
883
Figure 8. Marshall Quotient test results
3.2. Nicholson Stripping Test
The results of Nicholson stripping tests are given in Figure 9.
Figure 9. Results of Nicolson stripping test
Figure 9 reveals that adding 0.3 % of fatty Arbocel to the mixture and increasing the amount of nano-bentonite (1,
3, 5 and 7) increases the resistance of WMAs in comparison to none additive WMAs which showed 33%, 40%, 67%,
75% increase. It is clear from the data that the additives significantly affected the adhesion property of asphalt cement
and improved its resistance against stripping. Hence, it is suggested that WMAs modified with nano-bentonite and
fatty Arbecol are very useful in the performance of them against stripping, especially in cold and wet regions.
3.3. Moisture Damage Test
The Indirect tensile strength (ITS) values of WMAs are presented in Figure 10. As shown, nano-bentonite together
with Arbocel increases the tensile strength of the saturated and unsaturated samples.
518.5 532.8
564.3 577.9
599.4
250
350
450
550
650
WMA01 WMA02 WMA03 WMA04 WMA05
Ma
rsh
all
Qu
eti
en
t (k
g/m
m)
60
45 40 38
34
0
20
40
60
80
100
WMA 01 WMA 02 WMA 03 WMA 04 WMA 05
Nic
hols
on
Str
ipp
ing
(%)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
884
Figure 10. Results of ITS test
It is observed that the ITS value of the saturated mixtures are lower than that of dry mixtures, due to the presence of
water in the mixture resulting in reduced adhesion between the aggregates and bitumen leading to a reduction in the
strength of the asphalt mixture samples under the loads . Nano-bentonite improves the elastic properties of bitumen and
polymer and Arbocel improves the elastic properties of the mixture. Therefore, the combined application of these
additives can play an important role in increasing the tensile strength of WMAs and compensate for the weakness of
these mixtures against moisture damages.
The TSR results in Figure 11 show that the samples containing the additives were able to pass the standard criteria,
wheras the non-additive samples remained below the criteria specified for the TSR. Anti-stripping properties of nano-
bentonite and Arbocel increase the TSR of modified mixtures. According to the results presented in Figure 11, the
highest amount of TSR occurs in samples containing 0.7% nano-bentonite and 0.3 % fatty Arbocel, indicating that as
the percentage of nano-bentonite increases, the adhesion to the semi-hot asphalt mixtures also increases. Anti-stripping
properties of additives causes the mixture to resist higher moisture compared to other samples during frost and thaw
cycles. Thus, it is apparent that the additive increases the resistance of the mixtures against moisture damage. These
results are in line with the results of Ameri M. experiments [35].
Figure 11. Results of TSR
5.62 5.86
6.09 6.41
6.78
4.02 4.48
4.74 5.11
5.58
0
1
2
3
4
5
6
7
8
WMA01 WMA02 WMA03 WMA04 WMA05
ITS
(K
pa)
ITS dry
ITS wet
71.53 76.45 77.83 79.71 82.3
0
10
20
30
40
50
60
70
80
90
100
WMA01 WMA02 WMA03 WMA04 WMA05
TS
R (
%)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
885
3.4. Dynamic Creep Test
Dynamic creep test was applied to measure WMAs deformations the results of which are shown in Figure 12.
Figure 12. Creep Module Diagram
According to the results, there was a decrease in WMAs with nano-bentonite and Fatty Arbocel compared to the
mixtures without additives. Mixtures containing nano-bentonite Arbocel exhibit lower creep modulus in the same cycle
than the control mixture, indicating greater plastic deformation in the control mixture. It is suggested that the addition of
nano-clay with arbesol strengthen WMAs against deformation compared to conventional WMAs. As a result, Nano-
bentonite and arbocel with improved adhesion between aggregate and bitumen can improve the creep performance of
WMAs and rutting potential. The results also suggest that, in mixtures containing nano-benonite and Arbocel, the
hardness increased and these mixtures showed higher resistance against rutting compared to non-additive WMAs.
Hence the modified mixture is claimed to have more service life than none modified mixture.
3.5. LCPC Rutting Test
LCPC rutting testing was used to measure the depths of the rut. As shown in Figure 13, the addition of arbesol and
nano-bentonite decreases the depth of the rut.
Figure 13. Results of LCPC Rutting test
0
10
20
30
40
50
60
70
0 10000 20000 30000 40000 50000 60000 70000
Creep
Sti
ffn
es
(MP
a)
Cycle
WMA 01
WMA 02
WMA 03
WMA 04
WMA 05
2
3
4
5
6
7
8
9
10
0 10000 20000 30000 40000 50000
Ru
ttin
g (
%)
Cycle
WMA01
WMA02
WMA03
WMA04
WMA 05

Civil Engineering Journal Vol. 6, No. 5, May, 2020
886
Rutting test was performed on slab form samples. According to the proposed standard for LCPC method, the
amount of rutting caused by 30,000 wheel cycles, is expected to be not bigger than 6%. According to the curve in
Figure 13, it is apparent that samples containing 1, 3 and 5% nano bentonite did not reach the standard limit. By
increasing the amount of nano bentonite, not only we could reach the reach the standard limit, but also we were
successful in reducing the rutting percentage of samples containing 7% nano-bentonite and 0.3% fatty Arbocel about
one second compared to non-additive samples. These results are in line with the results of the Ziari H. experiments
[36]. Given the comparative rutting curves, it is clear that the application of fatty Arbocel fibers and nano-bentonite
reduces the rutting time compared to non-additive samples. According to the curve, samples containing 7% nano-
bentonite and 0.3% fatty Arbocel represented the best results which can yield important achievements in roads with
heavy vehicle traffic.
4. Conclusions
Usage nano-bentonite and fatty Arbecol as additives to WMAs has a significant effect on the Marshall Quotient
of these mixtures compared to non-modified mixtures. The results show that Marshall Quotient was increased by
2.79, 8.7, 11.4 and 15.6 % compared to conventional mixtures. So, it is suggested that using the nano-bentonite and
fatty arbocel can improve WMAs resistance against permanent deformations.
The values obtained from Nicholson stripping tests revealed that nano-bentonite and fatty Arbecol additives were
effective on the adhesion between aggregates and bitumen. Hence, it is suggested that WMAs modified with nano-
bentonite and fatty Arbecol are very useful in their performance against stripping, especially in cold and wet
regions.
Nano-bentonite and Fatty Arbocel increase the resistance of WMAs against moisture damages, According to the
results, the highest amount of TSR occurs in samples containing 0.7% nano-bentonite and 0.3 % fatty Arbocel.
Due to its lower cooking temperature in the preparation process which consequently increases the mixture’s
moisture sensitivity. The use of nano-bentonite and Fatty Arbocel additives can have a very effective role against
the functional weakness caused by moisture sensitivity.
According to the results of the dynamic creep test, both the resistance of modified WMAs against permanent
deformation and the amount of elastic deformation revealed an increase. The highest creep modulus value was
obtained by mixing 7% nano-bentonite and 0.3% fatty Arbecol. The results also revealed that in mixtures
containing nano-benonite and Arbocel, mixtures hardness increased. Also, these mixtures had higher resistance
against rutting compared to non-additive WMAs.
According to the results of the LCPC rutting test, application of fatty Arbocel fibers and nano-bentonite reduces
the rutting process when compared to non-additive samples. Increasing the amount of nano bentonite to the reach
standard limit, the rutting percentage of samples containing 7% nano-bentonite and 0.3% fatty Arbocel decreased
about one second compared to non-additive samples. It is clear that nano-bentonite and fatty Arbecol can help the
performance of WMAs and improve their life span.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Zhao, Sheng, Baoshan Huang, Xiang Shu, and Mark Woods. “Comparative Evaluation of Warm Mix Asphalt Containing High
Percentages of Reclaimed Asphalt Pavement.” Construction and Building Materials 44 (July 2013): 92–100.
doi:10.1016/j.conbuildmat.2013.03.010.
[2] Shu, Xiang, Baoshan Huang, Emily D. Shrum, and Xiaoyang Jia. “Laboratory evaluation of moisture susceptibility of foamed
warm mix asphalt containing high percentages of RAP.” Construction and Building Materials 35 (October 2012): 125-130.
doi:10.1016/j.conbuildmat.2012.02.095.
[3] Kalyoncuoglu, S.F., and M. Tigdemir. “A Model for Dynamic Creep Evaluation of SBS Modified HMA Mixtures.”
Construction and Building Materials 25, no. 2 (February 2011): 859–866. doi:10.1016/j.conbuildmat.2010.06.101.
[4] James A., “emulsions stabilised-Clay” Asphalt Newspaper Issue 82, AkzoNobel, tcm 45, (2011): 2-3.
[5] Zare-Shahabadi, Abolfazl, Ali Shokuhfar, and Salman Ebrahimi-Nejad. “Preparation and Rheological Characterization of
Asphalt Binders Reinforced with Layered Silicate Nanoparticles.” Construction and Building Materials 24, no. 7 (July 2010):
1239–1244. doi:10.1016/j.conbuildmat.2009.12.013.
[6] Akbari, Abbas, and Amir Modarres. “Fatigue Response of HMA Containing Modified Bitumen with Nano-Clay and Nano-
Alumina and Its Relationship with Surface Free Energy Parameters.” Road Materials and Pavement Design (December 5,
2018): 1–24. doi:10.1080/14680629.2018.1553733.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
887
[7] Akbari, Abbas, and Amir Modarres. “Fatigue Response of HMA Containing Modified Bitumen with Nano-Clay and Nano-
Alumina and Its Relationship with Surface Free Energy Parameters.” Road Materials and Pavement Design (December 5,
2018): 1–24. doi:10.1080/14680629.2018.1553733.
[8] Dong, Qiao, Jiawei Yuan, Xueqin Chen, and Xiang Ma. “Reduction of Moisture Susceptibility of Cold Asphalt Mixture with
Portland Cement and Bentonite Nanoclay Additives.” Journal of Cleaner Production 176 (March 2018): 320–328.
doi:10.1016/j.jclepro.2017.12.163.
[9] Adamis, Z., J. Fodor, and R. B. Williams. "Bentonite, Kaolin and Selected Clay Minerals (Environmental Health Criteria Series
231)." World Health Organization, Geneva, Switzerland, ISBN-13 (2005): 978-9241572316.
[10] Iskender, Erol. “Evaluation of Mechanical Properties of Nano-Clay Modified Asphalt Mixtures.” Measurement 93 (November
2016): 359–371. doi:10.1016/j.measurement.2016.07.045.
[11] Jin, Jiao, Yanqing Tan, Ruohua Liu, Feipeng Lin, Yinrui Wu, Guoping Qian, Hui Wei, and Jianlong Zheng. “Structure
Characteristics of Organic Bentonite and the Effects on Rheological and Aging Properties of Asphalt.” Powder Technology
329 (April 2018): 107–114. doi:10.1016/j.powtec.2018.01.047.
[12] Ziari, Hasan, Rezvan Babagoli, and Ali Akbari. “Investigation of Fatigue and Rutting Performance of Hot Mix Asphalt
Mixtures Prepared by Bentonite-Modified Bitumen.” Road Materials and Pavement Design 16, no. 1 (November 26, 2014):
101–118. doi:10.1080/14680629.2014.982156.
[13] Zare-Shahabadi, Abolfazl, Ali Shokuhfar, and Salman Ebrahimi-Nejad. “Preparation and Rheological Characterization of
Asphalt Binders Reinforced with Layered Silicate Nanoparticles.” Construction and Building Materials 24, no. 7 (July 2010):
1239–1244. doi:10.1016/j.conbuildmat.2009.12.013.
[14] Bennert, Thomas, Ali Maher, and Robert Sauber. “Influence of Production Temperature and Aggregate Moisture Content on
the Initial Performance of Warm-Mix Asphalt.” Transportation Research Record: Journal of the Transportation Research
Board 2208, no. 1 (January 2011): 97–107. doi:10.3141/2208-13.
[15] Behbahani, Hamid., Mohemmed Ayazi, Mohemed Shojaei.“Laboratory evaluation of moisture susceptibility and rutting
potential of warm mix asphalt mixtures.” Quarterly Journal of Transportation Engineering, 7.3 (October 2016): 405-418.
[16] Yu, Huayang, Zhen Leng, Zejiao Dong, Zhifei Tan, Feng Guo, and Jinhai Yan. “Workability and Mechanical Property
Characterization of Asphalt Rubber Mixtures Modified with Various Warm Mix Asphalt Additives.” Construction and
Building Materials 175 (June 2018): 392–401. doi:10.1016/j.conbuildmat.2018.04.218.
[17] Rodríguez-Alloza, Ana María, and Juan Gallego. “Mechanical Performance of Asphalt Rubber Mixtures with Warm Mix
Asphalt Additives.” Materials and Structures 50, no. 2 (March 2, 2017). doi:10.1617/s11527-017-1020-z.
[18] Oner, Julide, Burak Sengoz, Sayed Farhad Rija, and Ali Topal. “Investigation of the Rheological Properties of Elastomeric
Polymer-Modified Bitumen Using Warm-Mix Asphalt Additives.” Road Materials and Pavement Design 18, no. 5 (July 18,
2016): 1049–1066. doi:10.1080/14680629.2016.1206484.
[19] Solyman, Walaa S.E., Hamdy M. Nagiub, Noha A. Alian, Nihal O. Shaker, and Usama F. Kandil. “Synthesis and
Characterization of Phenol/formaldehyde Nanocomposites: Studying the Effect of Incorporating Reactive Rubber
Nanoparticles or Cloisite-30B Nanoclay on the Mechanical Properties, Morphology and Thermal Stability.” Journal of
Radiation Research and Applied Sciences 10, no. 1 (January 2017): 72–79. doi:10.1016/j.jrras.2016.12.003.
[20] Aliha, M.R.M., A. Razmi, and A. Mansourian. “The Influence of Natural and Synthetic Fibers on Low Temperature Mixed
Mode I + II Fracture Behavior of Warm Mix Asphalt (WMA) Materials.” Engineering Fracture Mechanics 182 (September
2017): 322–336. doi:10.1016/j.engfracmech.2017.06.003.
[21] Punith, V. S., S. N. Suresha, Sridhar Raju, Sunil Bose, and A. Veeraragavan. “Laboratory Investigation of Open-Graded
Friction-Course Mixtures Containing Polymers and Cellulose Fibers.” Journal of Transportation Engineering 138, no. 1
(January 2012): 67–74. doi:10.1061/(asce)te.1943-5436.0000304.
[22] Irfan, Muhammad, Yasir Ali, Sarfraz Ahmed, Shahid Iqbal, and Hainian Wang. “Rutting and Fatigue Properties of Cellulose
Fiber-Added Stone Mastic Asphalt Concrete Mixtures.” Advances in Materials Science and Engineering 2019 (March 25,
2019): 1–8. doi:10.1155/2019/5604197.
[23] Kumar, G. Shiva, and A. U. Ravi Shankar. “Correction: Evaluation of Workability and Mechanical Properties of Stone Matrix
Asphalt Mixtures Made with and Without Stabilizing Additives.” Transportation Infrastructure Geotechnology (December 6,
2019). doi:10.1007/s40515-019-00101-x.
[24] Morea, Francisco, and Raúl Zerbino. “Incorporation of Synthetic Macrofibres in Warm Mix Asphalt.” Road Materials and
Pavement Design 21, no. 2 (June 28, 2018): 542–556. doi:10.1080/14680629.2018.1487874.
[25] ASTM, C127, “Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate” (2012).
doi:10.1520/c0127-15.
Civil Engineering Journal Vol. 6, No. 5, May, 2020
888
[26] ASTM, C131, Standard test method for resistance to degradation of small-size coarse aggregate by abrasion and impact in the
Los Angeles machine. (2006).
[27] ASTM, D4791-19, “Test Method for Flat Particles, Elongated Particles, or Flat and Elongated Particles in Coarse Aggregate”
(2019). doi:10.1520/d4791-19.
[28] EN-1426, Standard test method for Bitumen and bituminous binders - Determination of needle penetration, 2015.
[29] EN-1427, Standard test method for Bitumen and bituminous binders - Determination of softening point- Ring and Boll
method, 2015.
[30] Hunter, E.R., Ksaibati, K. “ Evaluating moisture susceptibility of asphalt mixes”, Mountain-Plains Consortium Fargo, ND,
2002.
[31] AASHTO T 283-14, standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced Damage
2018.
[32] Akbulut, Hüseyin, Cahit Gürer, Sedat Çetin, and Hasan Doğan. “The Effects of Different Dusty Aggregate on Bituminous Hot
Mixtures.” Science and Engineering of Composite Materials 21, no. 1 (January 1, 2014). doi:10.1515/secm-2013-0011.
[33] Saedi,S., The Effects of Polymer Additives (FRP, Viatop Premium and SBS) on The Mechanical Properties of Stone Mastic
Asphalt, Phd Theses, Karadeniz Technical University, Trabzon, Turkey, 2019.
[34] Majidzadeh, Kamran, and R. R. Stander Jr. “Effect of Water on Behavior of Sand-Asphalt Mixtures under Repeated Loading.”
Highway Research Record 273 (1969).
[35] Ameri, M., Vamegh, M., Rouholamini, H., Bemana, K. “Evaluation of Moisture Susceptibility in Hot Mix Asphalt (HMA)
Containing Nanoclay.” Quarterly Journal of Transportation Engineering. 6, 4 (April 2015): 613-626.
[36] Ziari, Hasan, Rezvan Babagoli, and Ali Akbari. “Investigation of Fatigue and Rutting Performance of Hot Mix Asphalt
Mixtures Prepared by Bentonite-Modified Bitumen.” Road Materials and Pavement Design 16, no. 1 (November 26, 2014):
101–118. doi:10.1080/14680629.2014.982156.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
889
Post-Fire Behavior of Post-Tensioned Segmental Concrete
Beams under Monotonic Static Loading
Nazar Oukaili a, Amer F. Izzet
a, Haider M. Hekmet
b*
a Civil Engineering Department, College of Engineering, University of Baghdad, Iraq.
b Civil Engineering Department, Al-Farabi University College, Iraq.
Received 31 October 2019; Accepted 09 February 2020
Abstract
This paper presents a study to investigate the behavior of post-tensioned segmental concrete beams that exposed to high-
temperature. The experimental program included fabricating and testing twelve simply supported beams that divided into
three groups depending on the number of precasting concrete segments. All specimens were prepared with an identical
length of 3150 mm and differed in the number of the incorporated segments of the beam (9, 7, or 5 segments). To
simulate the genuine fire disasters, nine out of twelve beams were exposed to a high-temperature flame for one hour.
Based on the standard fire curve (ASTM – E119), the temperatures of 300C (572F), 500C (932 F), and 700C (1292F)
were adopted. Consequently, the beams that exposed to be cool gradually under the ambient laboratory condition, after
that, the beams were loaded till failure to investigate the influence of the heating temperature on the performance during
the serviceability and the failure stage. It was observed that, as the temperature increased in the internal layers of
concrete, the camber of tested beams increased significantly and attained its peak value at the end of the time interval of
the stabilization of the heating temperature. This can be attributed to the extra time that was consumed for the heat
energy to migrate across the cross-section and to travel along the span of the beam and deteriorate the texture of the
concrete causing microcracking with a larger surface area. Experimental findings showed that the load-carrying capacity
of the test specimen, with the same number of incorporated concrete segments, was significantly decreased as the heating
temperature increased during the fire event.
Keywords: Segmental Beam; Post-tensioning; Fire Test; Gradual Cooling; Serviceability; Load Capacity.
1. Introduction
Post-tensioned segmental concrete girders have a significant implementation in bridge engineering due to the
facilities that offered during the construction process. This method of construction has many advantages such as
substantial economical savings due to the possibility of weather-independent segment production and a shorter
construction period, simple element assembly at the job site, replacement ability of deteriorated tendons, the
concreting and prestressing operations are independent, small light segments, profiling of the main external steel is
easier to check, and the friction may be reduced [1]. It is well known that the strength of reinforced concrete and
prestressed concrete members decreases after the exposure to a fire disaster. The main fire safety objectives are to
protect life and prevent failure. Following a fire, if no collapse happens, there is a possibility of fire-induced damage.
It should be noted that the study of the heating history of concrete is very significant to define whether the concrete
structure exposed to fire and its components remain intact from the structural aspect. The evaluation of concrete
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091515
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
890
structures for fire damage commonly starts with the visual inspection of cracking, discoloration, spalling of concrete,
and consequently, determining the residual strength of concrete. The performance of ordinary reinforced concrete and
prestressed concrete members exposed to the fire attack was studied by many researchers [2-8]. Chan et al. [2] studied
experimentally the pore structure and their distribution in addition to the mechanical properties of the normal-strength
(NSC) and high-performance concrete (HPC) after the exposure to a high temperature. The residual compressive
strength of the concrete specimens was examined after subjecting concrete to a temperature of 800 °C. It was
concluded in this study that after exposure to high temperature, the degradation in strength of HPC was more severe
than in NSC.
Phan and Carino [9] presented the data for behavioral variances between the normal-strength concrete (NSC) and
the high-strength concrete (HSC) at high temperatures. Also, they reported the material behavior after fire exposure,
the code provisions for members that subjected to fire attack, and the analytical modeling of HSC at high temperature.
Expanded vermiculite is a significant lightweight aggregate for cementitious materials that are used for fire resistance
applications. Koksal et al. [3] examined four different compound mixtures under high temperatures of 300, 600, 900,
and 1100 °C for 6 hours in varying amounts of expanded vermiculite. They studied the mechanical and physical
properties of concrete including its unit weight, porosity, water absorption, the residual compressive and splitting
tensile strengths, and the ultrasonic pulse velocity after fire exposure and consequently air cooling. Zhang et al. [10]
demonstrated that the mechanical characteristics of prestressing steel during high temperatures and after cooling are
requested for the assessment of the resistance to fire and the residual post-fire load-carrying capacity for the
prestressed concrete structures. In that study, mechanical properties of prestressing wires through and after the
exposure to the fire were examined by sophisticated equipment to upgrade the reliability and accuracy of the material
characteristics database at high temperatures of performance-based design objectives. Accordingly, empirical formulas
were proposed for residual strength. Myers and Bailey [5] examined the residual characteristics of uncoated seven-
wire, 12.7 mm and 9.5 mm diameters low-relaxation grade 270 (1862 MPa) prestressing strands under the excessive
temperature of 260, 427, 538, 649, and 704 °C. The results of that research indicated that there was a loss of tensile
strength of the strand could attain 26.0% when the temperature rose from 538 to 649 °C.
Abdelrahman et al. [6] tested a series of statically determinate prestressed concrete beams under fire to investigate
the effect of different parameters on the behavior of such structural members including the prestressed index, the
concrete compressive strength, and the thickness of the concrete cover. Five specimens were tested in lab conditions
while seven beams were loaded up to its working load and exposed to fire for three hours at 600 °C and left to cool
gradually at the ambient temperature then tested up to failure. Izzet and Al-Dulffy [8] investigated the effect of fire
flame and the rate of loading on the service behavior of partially prestressed concrete beams and the residual strength.
Seven pretensioned concrete beams have been fabricated and tested. One beam was considered as a reference beam
that tested under static loading without fire exposure. Meanwhile, the other six were exposed initially to fire test and
consequently to monotonic static loading, where each pair were subjected to the same heating temperatures of 300,
500 or 700 ᴼC but cooled in different scenario (i.e., gradually or suddenly). It was concluded that the sudden cooling in
comparison to the gradual cooling had a worse impact on the residual load-carrying capacity of the tested specimens.
To date, there are several experimental programs that were carried out to investigate the behavior of segmental
concrete beams under external load. Sivaleepunth et al. [11] and Nguyen et al. [12] presented the results of the
nonlinear finite element analysis on the segmental concrete beams with external tendons. Algorafi et al. [13]
investigated the structural behavior of dry joined externally prestressed segmental beams (EPS) under combined
stresses (bending, shear and torsional stresses). It was found that the reduction in the load-carrying capacity of such
beams can be compensated by the implementation of a higher prestressing force as well as by increasing the stirrup
reinforcement area in the joint regions. To ensure serviceability, the joints in the support regions should still be
sufficiently prestressed under service load conditions. Yuan et al. [14] studied experimentally the performance of
segmental concrete box beams with hybrid tendons. Three scaled-down specimens with different ratios of the number
of internal tendons to the number of external tendons were tested up to failure. Test results showed that as more
internal tendons were used, higher load-carrying capacity and better ductility were achieved. Therefore, the ratio of
these hybrid tendons not less than 1:1 was recommended.
Moubarak et al. [15] investigated the second-order effect in 25 externally prestressed monolithic and segmental
concrete beams. The main parameters of this study were the shear span to depth ratio, the effective prestressing level,
and the profile of external strands. A suggestion for a solution that improves the system efficiency of the segmental
beam with external strands was presented. Thorough analysis based on the mechanics of load transfer, fracture and
damage mechanics were proposed. Jiang et al. [16] conducted a series of tests to investigate the effect of using hybrid
tendons, load location, and the number of joints on the flexural behavior of post-tensioned segmental concrete beams
(PSC) with dry joints. It was noticed that the flexural strength of fully segmental beams with hybrid tendons was 30%
less than that of the monolithic beam with hybrid tendons. Due to a high concentration of rotation and deflection at
individual joints, the flexural strength of the partially prestressed segmental beam with hybrid tendons was 12.8% less
than that of the fully prestressed segmental beam with hybrid tendons.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
891
Despite this interest, no one to the best of our knowledge has studied the post-fire performance of internally post-
tensioned segmental concrete beams under monotonic static loading. Accordingly, this paper seeks to address the
behavior of such structural concrete beams in an attempt to investigate the effect of the length of the individual
segment, the number of joints between individual segments, and the heating temperature to which the member is
exposed to on the behavioral performance at serviceability and failure stages.
The structure of this article was designed in such a way to achieve the objectives of the research program that
starting with the experimental program, measurement of the important deformability aspects, comparisons and
interpretations analysis of experimental results, and highlighting the important conclusions.
2. Experimental Program
The experimental program consisted of twelve simply-supported post-tensioned segmental concrete beams. All
segmental beams were categorized into three groups depending on the number of the incorporated precast concrete
segments. All the PSC beams were designed and fabricated with a square cross-sectional configuration of 400 x 400
mm dimensions and 3150 mm overall length. In the first group, the PSC beams consisted of nine segments each of 350
mm length. While the second and third groups included seven and five segments each of 450 mm and 630 mm,
respectively.
Figure 1 shows the schematic configuration of the tested PSC beams while Figure 2 illustrates the details of the two
ends of the precast concrete segments in their opposite contact surfaces. Four concrete bulges, which play the role of
shear keys, and four cavities were fabricated at first and the second end of each segment, respectively. To achieve
perfect accommodation for the concrete shear key at the interface section, the dimensions of the cavity and the bulge
were adopted identical. The steel cages in each segment included longitudinal and transverse reinforcement of 8 mm
diameter deformed bars with yielding and ultimate strengths of 486 and 640 MPa, respectively (Figure 3). Twelve ∅ 8
mm longitudinal bars and ∅ 8 @ 60 mm c/c steel stirrups were used in each segment. The fabrication of the PSC
beams performed in two stages. In the first stage, all the precast concrete segments were cast in special metal forms
and continuously moist cured by wet burlap for seven days to achieve a concrete compressive strength of 40 MPa at
28-day for cube samples of 150 x 150 x 150 mm dimensions. Figure 4 shows the grading curves for the fine and coarse
aggregate that tested according to the ASTM C33-18 [17]. Consequently, in the second stage, the concrete segments
were assembled together according to the assigned groups using one eccentric prestressing force of 120 kN. To create
this force, one 12.7 mm diameter low-relaxation seven-wire steel strand (Grade 270, i.e., 1860 MPa) was used through
a plastic duct that had been fixed before casting with the steel cage. The distance from the center of the steel strand to
the soffit of the beam was considered to be equal to 120 mm in all test specimens. The jacking force was applied from
one end, where the adopted value was selected in such a way that to conform to the upper limit recommended by the
ACI 318M-14 Code. The test variables included three different structural systems:
• Post-tensioned segmental concrete beams with nine segments (PSC-9);
• Post-tensioned segmental concrete beams with seven segments (PSC-7);
• Post-tensioned segmental concrete beams with five segments (PSC-5).
For each case, three different degrees of heating temperature were selected (300, 500, or 700 °C). Table 1 lists the
test variables which have been considered. The abbreviation of each beam takes the format of the post-tensioned
segmental concrete beam - the number of precast concrete segments – the heating temperature. Except for the
reference beams PSC-9-REF, PSC-7-REF, and PSC-5-REF, the test program was carried out on each PSC beam
within two stages, mainly, the first stage during which the experimental beams were exposed directly to fire flame
and consequently followed by the second stage during which the beams were subjected to external monotonic static
loading up to failure. It is worth to mention that the reference beams were subjected to the monotonic static loading
only.
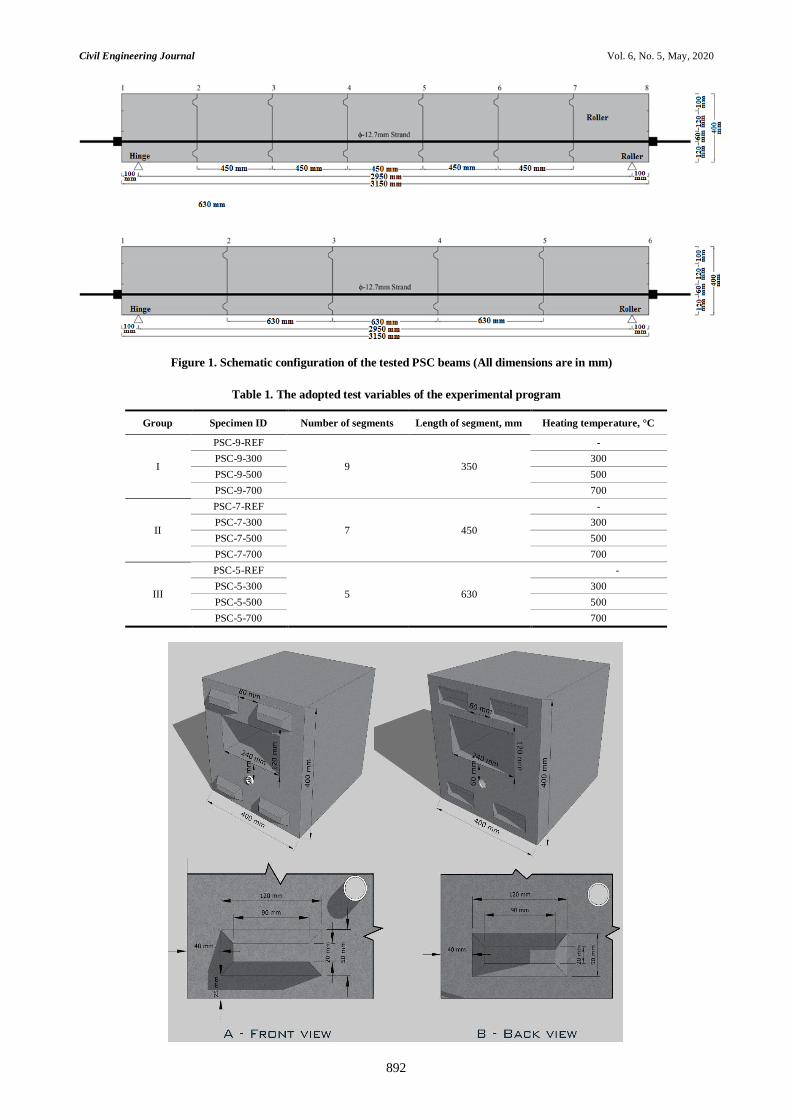
Civil Engineering Journal Vol. 6, No. 5, May, 2020
892
Figure 1. Schematic configuration of the tested PSC beams (All dimensions are in mm)
Table 1. The adopted test variables of the experimental program
Heating temperature, °C Length of segment, mm Number of segments Specimen ID Group
-
350 9
PSC-9-REF
I 300 PSC-9-300
500 PSC-9-500
700 PSC-9-700
-
450 7
PSC-7-REF
II 300 PSC-7-300
500 PSC-7-500
700 PSC-7-700
-
630 5
PSC-5-REF
III 300 PSC-5-300
500 PSC-5-500
700 PSC-5-700
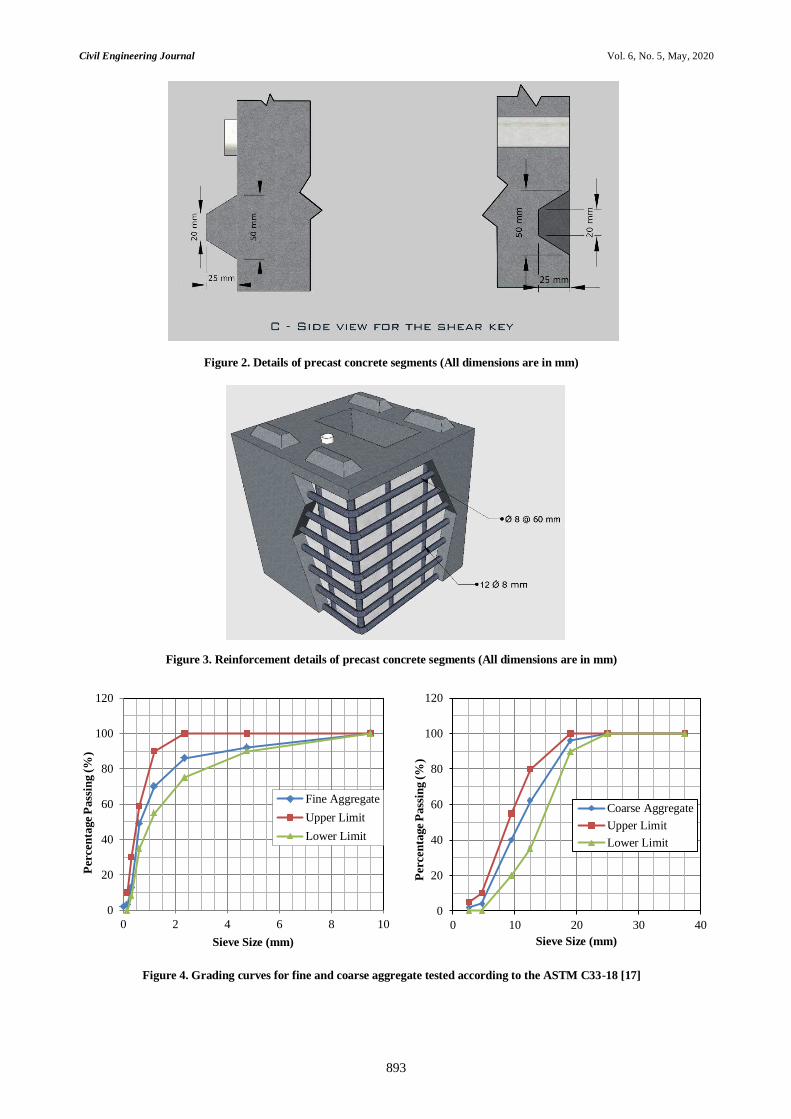
Civil Engineering Journal Vol. 6, No. 5, May, 2020
893
Figure 2. Details of precast concrete segments (All dimensions are in mm)
Figure 3. Reinforcement details of precast concrete segments (All dimensions are in mm)
Figure 4. Grading curves for fine and coarse aggregate tested according to the ASTM C33-18 [17]
0
20
40
60
80
100
120
0 10 20 30 40
Per
cen
tage
Pa
ssin
g (
%)
Sieve Size (mm)
Coarse Aggregate
Upper Limit
Lower Limit
0
20
40
60
80
100
120
0 2 4 6 8 10
Per
cen
tage
Pass
ing
(%
)
Sieve Size (mm)
Fine Aggregate
Upper Limit
Lower Limit

Civil Engineering Journal Vol. 6, No. 5, May, 2020
894
2.1. Stage I – Fire Test under Direct Flame Exposure
Three PSC beams in each group were exposed to a high temperature of (300, 500, or 700 °C) and uniformly
distributed loading of 3.22 kN/m, which simulated the dead load on the tested member, using 19 concrete blocks each
of 50 kg. This predetermined superimposed loading was applied before starting the fire test, which comprised a
heating and cooling phases. This load was maintained for the entire fire test. It is important to note that the fire
chamber was designed in such a way to allow expose the test beams to fire from three sides because a fire on three
sides is more common for beams (Figures 5 and 6). The heating temperature was controlled by changing the amount of
the supplied methane gas. The temperature readings from three thermocouples, Type K (Nickel-Chromium / Nickel -
Alumel) which can be used at temperatures up to 1100°C, was recorded during heating and cooling phases by a digital
thermometer reader. Thermocouples were installed in three locations at the center, the right and the left ends of the fire
chamber. The required time in minutes to attain the target temperature of 300, 500 and 700°C was 5, 7, and 12,
respectively. The heating phase of the fire test was continued for 60 minutes after the target temperature was achieved.
After that, the heating phase was terminated and the fire chamber allowed cooling through a cooling phase, which
performed gradually in the ambient air condition by removing the top cover of the chamber. It is worth to mention that
the heating phase followed the time-temperature curve provided in ASTM-E119 [18]. Accordingly, the test segmental
beams were exposed directly to fire flame in the presence of the prestressing force and the sustained superimposed
load. During the heating and cooling phases of the fire test, the mid-span section displacement due to the constant dead
load, the applied prestressing force, and heating temperature of the fire test was measured using a dial gauge of 0.002
mm/div. sensitivity.
Figure 5. Close-up view of the test under direct fire exposure

Civil Engineering Journal Vol. 6, No. 5, May, 2020
895
Figure 6. Setup of the fire test under direct flame exposure (All dimensions are in mm)
2.2. Stage II – Test under Monotonic Static Loading
To study the behavior and the residual ultimate strength for PSC beams after the cooling phase of the fire test, all
specimens including the reference beams at the ambient temperature were loaded to failure using a force control
module with a loading step of 2.5 kN in four-point bending using two symmetrical concentrated loads applied at
middle third of the span length (Figure 7).
-1 فصل
-2 فصل
-3 فصل
-4 فصل
-5 فصل
-6 فصل
-7 فصل
-8 فصل
-9 فصل
Figure 7. Close-up and schematic view of the test under the monotonic static loading

Civil Engineering Journal Vol. 6, No. 5, May, 2020
896
3. Experimental Results and Discussion
A summary of the test results including the test condition, the applied load at the collapse of the test beam, the
camber at the midspan section, the deflection of the midspan section due to the superimposed load, and the failure
mode are given for each beam. A detailed discussion for the test scenario is given in the following subsections.
3.1. Displacement of the Test Beams Prior to Fire Test
The combined effect of the applied prestressing force together with the beam self-weight caused upward deflection
(camber) at the midspan section before the application of the superimposed dead and the live load (Table 2). The PSC
beam’s midspan camber was measured by a mechanical dial gauge of 0.002 mm/division. Table 2 shows a significant
reduction in the midspan camber with the decreasing of the number of the incorporated segments of the member. It
should be noted that as the number of the incorporated segments decreased from nine (i.e., in Group I) to seven (i.e., in
Group II) or five (i.e., in Group III), the camber was decreased by 21% or 38%, respectively. The reason behind this
evidence is that the eccentric prestressing force which generates prestressing moment that causes more concentration
of rotations at the interface section between different segments due to the degradation of the flexural stiffness at these
sections. Accordingly, as more segments will be incorporated in the structural member as more concentration of
rotations and consequently displacements will occur. It should be noted that prior to exposing the test beams to the fire
test, a uniformly distributed load was applied, which simulated the superimposed load of the member itself. Each
specimen was load by 19 concrete blocks acting over the compression face of the member sections along its main axis.
This applied load sustained acting over the test beam during the first and second stages of the testing program until
failure. The measured midspan deflection due to the superimposed load is listed in Table 2. The same observation was
recorded for the values of midspan deflection which highly dependent on the number of the incorporated concrete
segments in the test beams.
Table 2. Deformability of the tested PSC beams due to prestressing force, self-weight, and superimposed load
Specimen
Camber due to prestressing force and self-
weight
Relative camber
value for group 𝜹𝒊, % Deflection due to
superimposed load, mm
Net camber before
fire test ∆𝒃𝒇, mm Camber for member
∆, mm
Average camber
for group ∆𝒊, mm 𝜹𝒊 = (
∆𝒊
∆𝑰
) × 𝟏𝟎𝟎
Gro
up
I
PSC-9-REF -2.9
∆𝐼 -2.9 100
- -2.90
PSC-9-300 -2.8 +0.36 -2.44
PSC-9-500 -3.1 +0.36 -2.74
PSC-9-700 -3.0 +0.36 -2.64
Gro
up
II
PSC-7-REF -2.3
∆𝐼𝐼 -2.3 79
- -2.30
PSC-7-300 -2.2 +0.27 -1.93
PSC-7-500 -2.4 +0.27 -2.13
PSC-7-700 -2.2 +0.27 -1.93
Gro
up
III
PSC-5-REF -1.8
∆𝐼𝐼𝐼 -1.8 62
- -1.80
PSC-5-300 -1.6 +0.20 -1.40
PSC-5-500 -1.8 +0.20 -1.60
PSC-5-700 -1.9 +0.20 -1.70
3.2. Displacement of the Test Beams During the Fire Test
During the heating and cooling phases of the fire test, the midspan section displacement was monitored
systematically for all beams. Results during these phases for all beams are summarized in Table 3. Camber versus time
history for the PSC beams in Groups I, II and III, respectively are shown in Figures 8 to 10. From these figures, it can
be seen that the increasing temperature during the heating phase led to a steep increase in the beam camber.
Meanwhile, a gradual decreasing of the achieved camber was observed during the cooling phase. In other words,
exposing a concrete beam to high temperature under sustaining eccentric load (i.e., prestressing force) led to a
progressive increase of the camber as a result of the degradation of the flexural stiffness of the member. The structural
response of the segmental beams during the heating phase of the fire test characterized by two-time intervals. In the
first interval (i.e., the progress of heating temperature interval), the increase of the camber values resulted essentially
from the generation of thermal strains caused by high thermal gradients. In the second time interval (i.e., the
stabilization of the heating temperature interval), as the temperature increased in the internal layers of concrete,
camber increased significantly and attained the peak value at the end of this time interval due to the reduction of the
thermal concrete strength due to the formation of the internal microcracks. The interference of the thermal effect on
different internal layers attributed to the degradation of the strength and the modulus of elasticity of concrete more

Civil Engineering Journal Vol. 6, No. 5, May, 2020
897
than that of the steel strand then camber increases at a high pace. In addition, camber increment is essentially attributed
to the high creep strains subsequent from high temperatures in concrete which compose of different materials and
strands. It is interesting from Figures 8, 9 and 10 to note that during the cooling phase of the fire test, the camber-time
diagram starts to descend. The length and the slope of the descending branch depend on the heating temperature that
the structural member was experienced and the number of incorporated concrete segments that the member was
composed of. The main reasons behind the appearance of the descending branch of the camber-time diagram are the
progressive increase of the prestressing losses due to the temperature difference (i.e., the temperature difference
between the prestressing steel in the heating zone and the device that receives the prestressing force (anchorages)
during concrete heating) and the creep of concrete that highly depend on the value of the heating temperature.
Table 3. Deformability of the PSC beams under fire tests
Specimen
Net
ca
mb
er b
efo
re f
ire t
est
∆𝒃
𝒇, m
m
Heating phase
Cooling phase
Net
ca
mb
er a
fter f
ire t
est
∆𝒂
𝒇, m
m
Rela
tiv
e r
esi
du
al
ca
mb
er
va
lue (
(∆𝒂
𝒇−
∆𝒃
𝒇)
∆𝒃
𝒇⁄
)×
𝟏𝟎
𝟎 %
Ca
mb
er c
ha
ng
e r
ela
tiv
e
to r
efe
ren
ce m
em
ber, %
Ca
mb
er c
ha
ng
e r
ela
tiv
e
to n
ine-s
eg
men
t m
em
ber,
%
Progress of
heating temp.
Stabilization of
heating temp.
Tim
e p
erio
d,
min
Ca
mb
er
va
ria
tio
n, m
m
Tim
e p
erio
d,
min
Ca
mb
er
va
ria
tio
n, m
m
Tim
e p
erio
d,
min
Dis
pla
cem
en
t
va
ria
tio
n, m
m
PSC-9-REF -2.90 - - - - - - -2.90 - - -
PSC-9-300 -2.44 0-5 -0.2 5-65 -2.0 65-245 +0.9 -3.74 +53 +29 -
PSC-9-500 -2.74 0-7 -0.5 7-67 -3.3 67-380 +1.9 -4.64 +69 +60 -
PSC-9-700 -2.64 0-12 -1.0 12-72 -6.7 72-520 +4.1 -6.24 +136 +115 -
PSC-7-REF -2.30 - - - - - - -2.30 - - -
PSC-7-300 -1.93 0-5 -0.1 5-65 -1.6 65-245 +0.7 -2.93 +52 +27 -22
PSC-7-500 -2.13 0-7 -0.3 7-67 -2.9 67-380 +1.6 -3.73 +75 +62 -20
PSC-7-700 -1.93 0-12 -0.9 12-72 -6.2 72-520 +3.9 -5.13 +166 +123 -18
PSC-5-REF -1.80 - - - - - - -1.80 - - -
PSC-5-300 -1.4 0-5 -0.07 5-65 -1.27 65-245 +0.67 -2.07 +48 +15 -45
PSC-5-500 -1.6 0-7 -0.2 7-67 -2.3 67-380 +1.2 -2.90 +81 +61 -38
PSC-5-700 -1.7 0-12 -0.8 12-72 -5.2 72-520 +3.4 -4.30 +153 +139 -31
In Table 3, the accumulative value for the midspan section displacement including the net camber before the fire
test ∆𝑏𝑓, the camber variation during the heating phase and the displacement variation during the cooling phase is
called the net camber after the fire test ∆𝑎𝑓. The difference between ∆𝑎𝑓 and ∆𝑏𝑓 indicates the size of the residual
deformation that the test member was experienced due to the temperature exposure. Depending on the number of the
incorporated concrete segments in the test beams and the heating temperature of the fire test, the relative residual
midspan camber consisted (48 – 53%), (69 – 81%), and (136 – 166%) for heating temperature of 300, 500, and 700
°C, respectively. Obviously after the heating and cooling phases of the fire test, with the increasing of the heating
temperature, the net value for camber was increased in all test beams. At the end of the fire test, the net camber values
for beams of Group I that exposed to different heating temperatures were increased by 29, 60, and 115% compared to
the net camber value of the reference beam PSC-9-REF for heating temperatures of 300, 500, and 700 °C,
respectively. Meanwhile, this increase in the net camber value was attained 27, 62, and 123% for specimens of Group
II and 15, 21, and 139% for specimens of Group III for the same mentioned above temperatures compared to their net
camber values for reference beams, respectively, PSC-7-REF and PSC-5-REF. From Table 3 and Figures 8 to 10, it
should be noticed that the deformability of the test member depends on the heating temperature that the member was
exposed to and the length of the time interval of the fire test. The camber was increased during the heating period and
reached its maximum value at the end of the stabilization period of the heating temperature. Table 3 and Figures 11 to
13 illustrate the comparison of the camber – time history during the fire test for different test beams depending on the
number of the incorporated concrete segments. Obviously at the same heating temperature of the fire test, as the
number of the incorporated concrete segments decreased the net camber value at the end of the fire test was decreased.
In comparison to the test beams with nine concrete segments, it can be noted that at a heating temperature of 300 °C
the net camber value decreased by 22 and 45% for beams with seven and five concrete segments, respectively.
However, at 500 °C, the reduction of the net camber value attained 20 and 38% for test beams with seven and five
concrete segments, respectively. The same behavior was monitored at the fire test of 700 °C heating temperature,
whereas the reduction of the net camber value reached 18 to 31% for the same mentioned above specimens,
respectively. This behavior of deformability can be interpreted by the fact that, as the number of dry joints increased

Civil Engineering Journal Vol. 6, No. 5, May, 2020
898
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Cam
ber,
mm
Time, min
PSC-7-300
PSC-7-500
PSC-7-700
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Cam
ber ,
mm
Time, min
PSC-9-300
PSC-7-300
PSC-5-300
the rotational displacement between different concrete segments due to the creep of concrete under the dual effect of
prestressing force and fire exposure also increased which in turn achieved higher camber values accordingly.
Additionally, the comparisons illustrated in Figures 8 to 10, also in Figures 11 to 13 show that for the same number of
segments, as the heating temperature increased the camber of the tested member was increased. Meanwhile for the
same heating temperature, as the number of concrete segments increased the camber of the tested specimen was also
increased.
Figure 8. Camber - time history for PSC beams of Group I at different heating temperatures
Figure 9. Camber - time history for PSC beams of Group II at different heating temperatures
Figure 10. Camber - time history for PSC beams of Group III at different heating temperatures
Figure 11. Camber-time history of PSC beams depending on the number of incorporated segments at fire test of 300˚C
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Cam
ber ,
mm
Time, min
PSC-9-300
PSC-9-500
PSC-9-700
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Cam
ber ,
mm
Time, min
PSC-5-300
PSC-5-500
PSC-5-700

Civil Engineering Journal Vol. 6, No. 5, May, 2020
899
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Cam
ber ,
mm
Time, min
PSC-9-500
PSC-7-500
PSC-5-500
0
2
4
6
8
10
12
0 100 200 300 400 500 600
Cam
ber ,
mm
Time, min
PSC-9-700
PSC-7-700
PSC-5-700
Figure 12. Camber-time history of PSC beams depending on the number of incorporated segments at fire test of 500˚C
Figure 13. Camber-time history of PSC beams depending on the number of incorporated segments at fire test of 700˚C
3.3. Displacement of the Test Beams under Monotonic Static Loading
To investigate the structural behavior of the segmental beams after fire exposure and to evaluate their post-fire
resistance, all test beams were subjected to monotonic static loading under the effect of two concentrated loads that
were applied at a distance of 975 mm from the nearest support for each.
The load was applied gradually up to failure, where each load increment consisted of 2.5 kN. It is worth to mention
that after fire testing microcracks with different intensity were observed on the surfaces of the test specimens. The
intensity and distribution of these cracks depended on the heating temperature that the structural member was exposed.
The load-deflection curves for PSC beams of Groups I, II and III, respectively, are shown in Figures 14 to 16. Based
on these figures it can be observed that, for specimens with the same number of incorporated concrete segments, as the
heating temperature increased the load capacity of the test specimen was significantly decreased. This fact can be
attributed to the considerable microcracking that formed during the exposure to elevated temperatures. Accordingly, as
the heating temperature increases the microcracking process progressively increases. The formed microcracks
affected the bond between the aggregate and the cement paste that caused a reduction of the effective section area and
the concrete modulus of elasticity which in turn led to significant degradation of the overall stiffness of the test
member. Figures 14 to 16 show also that, the effect of the heating temperature of 300 °C was very limited on changing
the load-deflection behavior of segmental beams and on the reduction of their load-carrying capacity. Meanwhile, as
the heating temperature during the fire test was increased to 500 or 700 °C, the load-deflection behavior became
flattered and the reduction of the load capacity became more than the reduction at 300 °C due to the same reasons that
mentioned above. It is worth mentioning that in segmental concrete beams the lower concrete chord does not
contribute to the flexural resistance of the member due to the dry joints created between different concrete segments.
As a result, the externally applied load in this system of construction (i.e., post-tensioned segmental concrete beams)
resisted by the internal couple represented by the lower tension in the prestressing steel and the upper compression
forces resultant in the top concrete chord. From the flexural resistance point of view, the concrete in the lower chord is
playing just the role of a protector layer from fire and environmental attacks. The applied load and the corresponding
midspan deflection for all PSC beams at different stages of loading are listed in Table 4. In this table, three different
loads were adopted to compare the performance of all test beams, mainly, the applied load of 27.3 kN which
represents 65% of the minimal failure load among all test beams, the service load of the nine-segment members which
considered equal to 65% of the failure load of the corresponding nine-segmental beam, and the failure load of the
corresponding beam. As shown in this table and illustrated in Figures 14 to 16, the deflection due to the applied load
was increased with the increasing of the heating temperature that the structural member was exposed during the fire
test. At the applied load of 27.3 kN, the deflection increase relative to the reference member (i.e., member which was

Civil Engineering Journal Vol. 6, No. 5, May, 2020
900
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-9-REF PSC-9-300 PSC-9-500 PSC-9-700
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-7-REF PSC-7-300 PSC-7-500 PSC-7-700
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-5-REF
PSC-5-300
PSC-5-500
PSC-5-700
not exposed to fire test), for PSC beams of different numbers of incorporated concrete segments 9, 7, and 5 that
exposed to heating temperature of 300 ºC, was 44, 31, and 20%, respectively. This increase of the midspan deflection
for specimens that exposed to 500 ºC attained 134, 105, and 80%, respectively. It is important to note that the worst
case was for the segmental beams that exposed during the fire test to the heating temperature of 700 ºC. For these
beams, the overall stiffness was highly affected by this range of temperature and the relatively long time period of
exposure. The midspan deflection increase reached 480, 405, and 310 % for the specimens of 9, 7, and 5 concrete
segments, respectively, in comparison to their reference beams.
Figure 14. Load-deflection curve of Group I
Figure 15. Load-deflection curve of Group II
Figure 16. Load-deflection curve of Group III
The effect of the number of the incorporated concrete segments on the behavior of the test specimens was
demonstrated through the load-midspan deflection diagrams during the monotonic static loading test, see Table 4 and
Figures 17 to 20. Obviously, the overall stiffness of the reference beams and the beams that exposed to the fire test of
different heating temperatures was highly depending on the number of the incorporated concrete segments.
Accordingly, as this number increased the overall stiffness decreased and in turn the midspan deflection increased.
Needless to say that the reason behind this fact is as the number of the incorporated in the structural member concrete
segments increases, the possibility of the rotational displacement in the created interface sections (i.e., joints) between

Civil Engineering Journal Vol. 6, No. 5, May, 2020
901
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-5-REF
PSC-7-REF
PSC-9-REF
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-5-300
PSC-7-300
PSC-9-300
different segments also increases which leads to excessive translational displacement. Accordingly, at a load equals to
the service load of nine-segment beams the midspan deflections for seven-segment and five-segment beams were
averagely decreased by about 37 and 63%, respectively, at different heating temperatures, see Table 4. It is very
interesting to note that the difference in performance, under the applied monotonic static loading depending on the
number of the incorporated concrete segments, was decreased as the heating temperature of the fire test was increased.
The reason behind this observation was the huge deterioration and microcracking intensity that occurred in concrete
composition at high temperatures (i.e., 500 and 700 ºC) regardless of the number of the incorporated segments. This
fact led to minimizing the difference between the load-midspan deflection behavior for the members that exposed to
the same heating temperature (i.e., 500 or 700 ºC) but consisted of different numbers of concrete segments (i.e., 9, 7 or
5).
Table 4. Deflections at different loading stages of test beams
Specimen ID
At a load of 27.3 kN At service load of nine-segment members which
adopted 65% of failure load At failure load
Deflection,
mm
Deflection increase
relative to reference
member, %
Service load of
nine-segment
specimen, kN
Deflection,
mm
Deflection change
relatie to nine-
segment member, %
Failure
load, kN
Deflection,
mm
Deflection increase
relative to reference
member, %
PSC-9-REF 0.86 - - - - 86 29 -
PSC-9-300 1.24 44 53.3 4.57 - 82 33 14
PSC-9-500 2.01 134 45.5 4.71 - 70 34 17
PSC-9-700 4.99 480 27.3 4.99 - 42 39 34
PSC-7-REF 0.62 - - - - 98 30 -
PSC-7-300 0.81 31 53.3 2.84 -38 92 31 3
PSC-7-500 1.27 105 45.5 2.95 -37 77 33 10
PSC-7-700 3.13 405 27.3 3.13 -37 47 35 17
PSC-5-REF 0.49 - - - - 108 20 -
PSC-5-300 0.59 20 53.3 1.61 -65 101 20 0
PSC-5-500 0.88 80 45.5 1.77 -63 83 22 10
PSC-5-700 2.01 310 27.3 2.01 -60 51 25 25
Figure 17. Load-midspan deflection curves for reference PSC beams depending on the number of the incorporated concrete
segments
Figure 18. Load-midspan deflection curves for PSC beams, which exposed during fire test to 300 ˚C heating temperature,
depending on the number of the incorporated concrete segments

Civil Engineering Journal Vol. 6, No. 5, May, 2020
902
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-5-500
PSC-7-500
PSC-9-500
0
25
50
75
100
125
0 5 10 15 20 25 30 35 40
Lo
ad
, k
N
Deflection, mm
PSC-5-700
PSC-7-700
PSC-9-700
Figure 19. Load-midspan deflection curves for PSC beams, which exposed during fire test to 500 ˚C heating temperature,
depending on the number of the incorporated concrete segments
Figure 20. Load-midspan deflection curves for PSC beams, which exposed during fire test to 500 ˚C heating temperature,
depending on the number of the incorporated concrete segments
3.4. Load-carrying Capacity and Failure Modes of the Test Beams
Table 5 shows the outcome data for the failure load of all test specimens. Obviously, the exposure of the post-
tensioned segmental concrete beams to high heating temperatures during the fire test stage affected seriously the post-
fire performance and the load-carrying capacity of the mentioned structural members during their exposure to a
monotonic static loading stage. Test results revealed that two parameters were significantly influenced the load
capacity of the investigated structural members, mainly, the heating temperature value that the member was exposed
during the fire test stage and the number of the incorporated concrete segments that the member was consisted of.
Increasing each or both of these parameters resulted in a reduction of the load-carrying capacity due to the reasons
discussed above. In Group I of nine-segment beams, the residual load-carrying capacity was 95, 81 and 49% of the
failure load of the reference beam PSC-9-REF for members exposed during fire test to heating temperatures of 300,
500, and 700 ºC, respectively. The reduction of the failure load for this group in comparison to the reference beam was
ranged between 5 to 51%. Whereas in Group II of seven-segment beams and in Group III of five-segment beams, the
failure load was 94, 79, and 48 % of the load capacity of the reference beam PSC-7-REF and 94, 77, and 47% of the
failure load of the reference beam PSC-5-REF for specimens that experienced during fire test stage to temperatures of
300, 500, and 700 ºC, respectively. Accordingly, the reduction of the load capacity for Groups II and III in comparison
to their reference beams was ranged between 6 to 52% and 6 to 53%, respectively.
For the three groups when the heating temperature increased up to 300 ºC, the average residual strength decreased
by a rate of 6% compared to the reference beams. Increasing during the fire test stage the heating temperature up to
500 ºC led to a decrease in the average residual strength by 21%. Meanwhile, the average residual strength decreased
by a rate of 52% when the temperature reached 700 ºC compared to the reference beams. In comparison to the test
beams with nine concrete segments, it can be noted that at a heating temperature of 300 °C the failure load value
increased by 12 and 23% for beams with seven and five concrete segments, respectively. However, at 500 °C, the
increase of the failure load value attained 10 and 19% for test beams with seven and five concrete segments,
respectively. The same behavior was monitored for the members that exposed to a fire test of 700 °C heating
temperature, whereas the increase of the load-carrying capacity reached 12 to 21% for the same mentioned above
specimens, respectively. Figure 21 shows the comparison of the load-carrying capacity between different test beams.
Figure 22 demonstrates the cracking distribution and the failure mode of the test specimens. It should be mentioned
that in all test specimens the mode of failure included the crushing of the concrete in the compression zone of the
central concrete segment due to the excessive rotation that occurred during the application of the external loading.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
903
0
20
40
60
80
100
120
0 100 200 300 400 500 600 700 800
Lo
ad
-Carryin
g C
ap
acit
y,
kN
Heating Temperature, ºC
Group I
Group II
Group III
Also, the joint-opening width at failure stage was highly depended on the heating temperature that the post-tensioned
segmental concrete member was exposed to.
Table 5. The load-carrying capacity of test PSC beams
Specimen Failure Load,
(kN)
Change of failure load relative
to a reference member, %
Change of failure load relative to
nine-segment member, %
PSC-9-REF 86 - -
PSC-9-300 82 -5 -
PSC-9-500 70 -19 -
PSC-9-700 42 -51 -
PSC-7-REF 98 - +14
PSC-7-300 92 -6 +12
PSC-7-500 77 -21 +10
PSC-7-700 47 -52 +12
PSC-5-REF 108 - +26
PSC-5-300 101 -6 +23
PSC-5-500 83 -23 +19
PSC-5-700 51 -53 +21
Figure 21. Comparison of the load-carrying capacity between different groups
PSC-5-REF PSC-7-REF

Civil Engineering Journal Vol. 6, No. 5, May, 2020
904
PSC-9-REF PSC-5-300
PSC-7-300 PSC-9-300
PSC-5-500 PSC-7-500
PSC-9-500 PSC-5-700
PSC-7-700 PSC-9-700
Figure 22. The failure mode of test beams

Civil Engineering Journal Vol. 6, No. 5, May, 2020
905
4. Conclusion
It was observed that decreasing the number of the incorporated segments of the beam led to a significant reduction
in the midspan camber (i.e., decreasing the number of segments from nine to seven or five, which led to a decrease in
the camber by 21% or 38%, respectively). The structural response of the segmental beams during the heating phase
was characterized by two-time intervals. In the first interval, the increase of the camber resulted from the thermal
strains caused by high thermal gradients. While the camber was progressively increased and attained its peak value at
the end of the second interval as the temperature increased in the internal layers of concrete due to the migration of the
heat energy across the member that deteriorated the texture of the concrete and caused microcracking of larger surface
areas. Under the cooling event, the camber-time diagram descended where the length and the slope of the descending
branch depend on the heating temperature and the number of incorporated concrete segments. The main reasons
behind the appearance of the descending branch are the progressive increase of the prestressing losses due to the
temperature difference and the creep of concrete that highly depends on the value of the heating temperature.
The relative residual midspan camber at the end of the cooling phase consisted (48–53%), (69–81%), and (136–
166%) for heating temperature of 300, 500, and 700 °C, respectively, depending on the number of the incorporated
concrete segments in the test beams and the heating temperature of the fire test. For beams with the same number of
incorporated concrete segments, as the heating temperature increased during the fire event, the load-carrying capacity
of the test specimen was significantly decreased. The reduction of the failure load for the nine-segment beams in
comparison to the reference beam was ranged between (5-51%), whereas in the seven-segment beams and the five-
segment beams, the reduction attained (5 –52%) and (6–53%), respectively. As the heating temperature increased up
to 300 ºC, the average residual strength decreased by a rate of 6% compared to the reference beams. Increasing during
the fire test stages the heating temperature up to 500 ºC led to a decrease in the average residual strength by 21%.
Meanwhile, the average residual strength decreased by a rate of 52% when the temperature reached 700 ºC compared
to the reference beams. The mode of failure included the crushing of the concrete in the compression zone of the
central concrete segment.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Al-Gorafi, M A, A A A Ali, I Othman, M S Jaafar, and M P Anwar. “Externally Prestressed Monolithic and Segmental
Concrete Beams under Torsion: a Comparative Finite Element Study.” IOP Conference Series: Materials Science and
Engineering 17 (February 1, 2011): 012041. doi:10.1088/1757-899x/17/1/012041.
[2] Chan, Y.N., X. Luo, and W. Sun. “Compressive Strength and Pore Structure of High-Performance Concrete after Exposure to
High Temperature up to 800°C.” Cement and Concrete Research 30, no. 2 (February 2000): 247–251. doi:10.1016/s0008-
8846(99)00240-9.
[3] Koksal, F, O Gencel, W Brostow, and H E Hagg Lobland. “Effect of High Temperature on Mechanical and Physical Properties
of Lightweight Cement Based Refractory Including Expanded Vermiculite.” Materials Research Innovations 16, no. 1
(February 2012): 7–13. doi:10.1179/1433075x11y.0000000020.
[4] Aslani, Farhad. “Prestressed Concrete Thermal Behaviour.” Magazine of Concrete Research 65, no. 3 (February 2013): 158–
171. doi:10.1680/macr.12.00037.
[5] Myers, John J., and Wendy L. Bailey. "Seven-Wire Low Relaxation Prestressing Tendon Subjected to Extreme Temperatures:
Residual Properties." International Journal of Engineering Research and Science and Technology 4, no. 3 (March 2015): 223-
239.
[6] Abdelrahman, A., Nofel, N., Ghalib, A., El-Afandy, T. “Behaviour of Prestressed Concrete Beams Subjected to Fire.” Housing
and Building National Research Centre Journal 7, no. 2 (August 2011): 38-55.
[7] Bennetts, I., and W. South. “Real Fire Test on Concrete Columns and Post-Tensioned Slabs.” Fire Safety Science 11 (2014):
558–571. doi:10.3801/iafss.fss.11-558.
[8] Izzet, Amer Farouk. "Effect of High Temperature (Fire Flame) on the Behavior of Post-tensioned Concrete Beams."
Association of Arab Universities Journal of Engineering Sciences 25, no. 3 (2018): 49-68.
[9] Phan, Long T., and Nicholas J. Carino. “Fire Performance of High Strength Concrete: Research Needs.” Advanced Technology
in Structural Engineering (April 27, 2000). doi:10.1061/40492(2000)181.
[10] Zhang, Li, Ya Wei, Francis T. K. Au, and Jing Li. “Mechanical Properties of Prestressing Steel in and after Fire.” Magazine of
Concrete Research 69, no. 8 (April 2017): 379–388. doi:10.1680/jmacr.15.00267.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
906
[11] Sivaleepunth, Chunyakom, Junichiro Niwa, Dinh Hung Nguyen, Tsuyoshi Hasegawa, and Yuzuru Hamada. “Shear Carrying
Capacity of Segmental Prestressed Concrete Beams.” Doboku Gakkai Ronbunshuu E 65, no. 1 (2009): 63–75.
doi:10.2208/jsceje.65.63.
[12] Nguyen, Dinh Hung, Ken Watanabe, Junichiro Niwa, and Tsuyoshi Hasegawa. “Modified Model for Shear Carrying Capacity
of Segmental Concrete Beams with External Tendons.” Doboku Gakkai Ronbunshuu E 66, no. 1 (2010): 53–67.
doi:10.2208/jsceje.66.53.
[13] Algorafi, M.A., A.A.A. Ali, I. Othman, M.S. Jaafar, and M.P. Anwar. “Experimental Study of Externally Prestressed
Segmental Beam under Torsion.” Engineering Structures 32, no. 11 (November 2010): 3528–3538.
doi:10.1016/j.engstruct.2010.07.021.
[14] Yuan, Aimin, Hangs Dai, Dasong Sun, and Junjun Cai. “Behaviors of Segmental Concrete Box Beams with Internal Tendons
and External Tendons Under Bending.” Engineering Structures 48 (March 2013): 623–634.
doi:10.1016/j.engstruct.2012.09.005.
[15] Moubarak, A., Kassem, N., Emad, E., Taher, S. “Eccentricity Shift in Externally Prestressed Segmental Concrete Beams.”
International Conference on Advances in Structural and Geotechnical Engineering, ICASGE’15, 6-9 (April 2015): Hurghada,
Egypt. pp 1-21.
[16] Jiang, Haibo, Qi Cao, Airong Liu, Tianlong Wang, and Yun Qiu. “Flexural Behavior of Precast Concrete Segmental Beams
with Hybrid Tendons and Dry Joints.” Construction and Building Materials 110 (May 2016): 1–7.
doi:10.1016/j.conbuildmat.2016.02.003.
[17] ASTM Standard C33/C33M. "Specification for Concrete Aggregates," ASTM International, West Conshohocken, PA, (2018).
[18] ASTM Standard E119-10. "Test Method for Fire Tests of Building Construction and Materials," ASTM International, West
Conshohocken, PA, (2010).

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
907
Optimalization of the Ferronickel Production Process through
Improving Desulfurization Effectiveness
Izet Ibrahimi a, Nurten Deva
a*, Sabri Mehmeti
a
a Faculty of Geosciences; University of Mitrovica “Isa Boletini” Ukshin Kovaçica, 40000 Mitrovicë, Kosovo .
Received 19 December 2019; Accepted 22 March 2020
Abstract
Desulphurization of Ferronickel in the converters with oxygen is the most complex part of the technological process in
the Drenas foundry. Sulphur in the ferronickel melting is mostly in the form of FeS, with a melting temperature of
1195oC, and it has tendency to dissolve indefinitely in liquid iron. Our objective is to determine the sulphur removal
coefficient, as a key indicator of the desulphurization efficiency in the converter, by measuring the activity and
concentration of sulphur and other elements in liquid Fe and melting. Determination of this coefficient is done according
to the analytical method, while comparing the current process parameters with those of the new desulfurization methods,
other indicators of the refining process are determined. The refining process and the effective conduct of the study
depend on the XRD analysis database of metal and slag, and as well of the technological refining process analysis data.
Research has shown that desulfurization efficiency is a function of the sulphur removal coefficient, respectively; metal
composition, slag, oxygen activity, CaO/SiO2 ratio, sulphide capacity, fluidity, surface pressure, etc.). In addition to this
coefficient, other indicators of refining process optimization are defined.
Keywords: Ferronickel; Slag; Sulphur Portion Coefficient; Desulphurization; Sulphide Capacity; Refined Ferronickel.
1. Introduction
The pyrometallurgical obtaining of ferronickel from oxide-laterite ores, regardless of the degree of technical-
technological excellence even in the newer processes, has many unresolved technical and technological problems, first
of all the process of refining ferronickel in the converter is followed by low efficiency due to the lack of
desulphurization outside the furnace as well as the low desulphurization dynamics in the converter. During
pyrometallurgical processing the converter is one of the most important aggregates to produce and to refine
ferronickel. The oxygen blowing process is necessary to decrease the sulphur, phosphorus, carbon, silicon and the iron
content in the FeNi metal to the requested levels [1].
During the production of ferronickel in the electric furnace, in addition to iron and nickel, and other metals such as
cobalt, manganese, chromium, sulphur, copper, silicon, phosphorus, carbon, etc., pass to the alloy, which adversely
affects the properties of it and their removing presents additional difficulties, adversely affecting the process economy.
Since ferronickel, is used for the production of various steels must contain a minimum amount of sulphur below
0.04% [2, 3], then it is necessary to make the deepest desulphurisation, whether through out-furnace desulphurisation,
before that the metal passes to the converter or during process of refining in the converter. With technological
advancements, the requirement for minimum sulphur content in steels has reached up to 0.02%, while for special
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091516
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
908
steels up to 0.005%. Under the current operating conditions at the Foundry of NewCo Ferronickel in Drenas, such
quality parameters of refined ferronickel are almost inaccessible. Refining, and especially sulphur removal phase as it
is not being applied between the desulphurization phase out-furnace, but all the sulphur removal takes place in
converter, followed by a slow process and with a high consumption of materials and energy resources [4, 5].
Sulphur in the components of charge is pyrite, metallic and organic origin. This third form is likely to have the
greatest negative impact, since it is thermodynamically more stable and is expected to burn to the melting zone [6]. In
the electric furnace ferronickel, sulphur is most commonly present in the form of FeS, as iron constitutes the largest
proportion of molten ferronickel. During oxygen blowing in the converter, one part of the sulphur is removed with
slag and the other part with gas. Removal of ferrous sulphur is possible with the help of oxidizing slag [4]. The quality
of the refined ferronickel, the effectiveness of desulphurization and the stability of the technological parameters are
directly related to the sulphur separation coefficient, the physico-chemical properties of the metal as well as the
fluidity, optimal basicity and sulphide capacity of the slag [6, 7].
The main purpose of this study is to provide solutions that would improve the effectiveness of desulphurization, by
reducing the duration time of the metal in the converter, which would directly affect the optimization of refining
process in the converter and generally to decrease the production costs of ferronickel at the "Ferronickel Foundry" in
Drenas [8].
2. Research Methodology
This study is based on chemical analyzes of raw materials, electric furnace of ferronickel, chemical composition of
metal and slag according refining stages, gases, smelter and other technological materials. Based on these data and
process operational indicators, we have determined the sulphur separation coefficient as a key determinant of
desulphurization effectiveness. Also are determined the other performance indicators of the production process at the
"Ferronickel Foundry" in Drenas, according to the comparative method. Comparison of outputs, process parameters,
and production practices, are based on review the production period November 1997 and January 2009.Whereas the
effectiveness of desulphurization according to these operating parameters is compared with theoretical parameters,
assuming the development of off-furnace desulfurization, where magnesium would be used as a desulphurizer Stirling
[9].
Evaluation of desulphurization efficiency and measurement of process indicators are supported by chemical-
technological analysis of furnace metal and slag, metal and slag of converters, chemical and granulometric
composition of CaCO3, as and content and amount other technological materials, which are used during the
production process in the "Ferronickel Foundry" [10].
This study program will follow the standard research diagram are shown in Figure 1. Important indicators of the
experimental part are given in the load ratio see table 1. The charge of the refining process on the oxygen converter at
the Ferronickel Foundry in Drenas is designed depending on the chemical composition of the metal. An important
indicator in the determination of process parameters is the composition of Si and C in the furnace metal (EF). For our
case study, we converted 1.5 t of unrefined scrap and 1.5 t of refined scrap into the converter.
The scrap is used for thermal balancing and for improving the chemical environment in the process reaction area.
During the first phase (the burning process of Si and C) due to the high Si coefficient on the metal, the phase lasted 16
min, and the whole process would take place in an acidic environment with high heat release. For the thermal and
chemical balancing of the process, the amount and frequency of CaCO3 dosing will be increased. After this phase the
chemical analysis of the metal is carried out, on the basis of which the second stage of the process is designed -
refining under the basic environment. At this stage it is projected: the addition of CaO3 (kg / min), the flow of O2, (m3 /
h), the position of the spear towards the metal bath and the best possible removal of the process slag. During the third
phase besides the one mentioned above, other added additions in charge are calculated. Since at this stage high effects
of refractory material damage on the converter appear, the amount of MgO (90%) refractory brick powder mixed with
CaCO3 in 1: 2 ratios and the amount of refined metal scrap will be added, which would help enrich the metal with Ni
in FeNi. For successful conduct of research program besides samples for chemical analysis of metal we have also
analyzed 3 samples for chemical analysis of slag. The refined metal has been subjected to the deoxidation process. For
the development of this intermediate process, Fe-Si and Al have been used as a means of deoxidation.
Furthermore, the study relates to the experimental research, which used the results of XRD analysis by the NewCo
“Ferronickel” laboratory in Drenas, the values of the operating indicators in the converters unit, but also descriptive
data and comparative models from good practices of refining processes.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
909
Figure 1. Flowchart for the research methodology
Table 1. New Co Ferronikeli complex L.L.C Convertors – Charging Report
Serial No. of charge; (C=0844) No. of convertor.1 Lance: 1 Ladle for metal (Temp. of refractory = 700-800 0C)
O2 H2O
Flow (m3/h) Flow (m
3/h) -51.2
Convertor charge; 18 Oxygen indication (m3) No. of ladle.;18/4
P (bar) – 12.
(Flow O2 (mn3/min);
1. Phase 1 and 2 = 30 mn3/min
2. Phase 3,4,5 = 25 mn3/min
3. Phase 6,7 = 30 mn3/min
4. Phase 8, 9 = 35 mn3/min)
P (bar) – 10.1 T(H2O) = 16
0C
EF metal temperature
(TN); 1490 – 1500 0C
Before blowing - 874071
After blowing- 876021
Consumption- 1950
Departure time; 105
Tapping time of E.F.; 110
Arrival time; -135
Preheating time: 800 0C
Gross weight; 25 t
Dead weight; 2 t
Net weight; 23 t
No. of charge; 18
Phase Time
(from/to)
Duration
(min)
O2 – consumption
(mn3)
Lance
position
Scrap before charge
(t)Ni(t) CaCO3
(MgO + CaCO3
= 2:1) (kg)
Temp. by
phase (0C)
1 141
151
10 302 1.3 1.5 (t) from EF 460 120
2 154
202
6 (Analysis) 204 1.2
Scrap during charge 1.5 (t)
from conv.
600 100 1629
3 206
212
6 208 1.1 880 100
4 220
226
6 (Analysis) 218 1.2 950 60 1565
5 235
241
6 204 1.1 700 120
6 245
251
6 198 1.1 600 100 1500
7 258
304
6 213 1.1 850
8 315
320
5 201 1.1 700 1572
9 325
327
2 70 1.1 - 1568
10 330
333
3 110 - 1630
Total = 55 min 1942 3 (t) 5740

Civil Engineering Journal Vol. 6, No. 5, May, 2020
910
Table 2. Chemical analysis of Fe-Ni
Samples As Fe Si Cr C P S Ni Co Cu Temp. (0C)
Sample from EF 0.03 72.52 2,68 0.76 0.60 0.07 1,62 11.22 0.74 0.03 1629
Sample 1 After the seventh phase 0.67 15.63 1565
Sample 2
Sample 3
Final analysis 0.44 17.61 1568
Table 3. Chemical analysis of slag
CaO SiO2 FeO Cr2O3 Ni MgO Al2O3
Sample 1 23.26 18.40 36.18 2.86 0.19 10.10 0.93
Sample 2 23.37 17.42 34.81 2.94 0.21 9.79 0.93
Sample 3 19.91 15.14 45.95 1.00 0.25 11.60 0.78
In order to compare the heat balance with the chemical composition of the metal from the electric furnace and to
determine the duration of the process phases, have been measured in advance; the temperature and residence time of
the metal in ladle from the start of the electric furnace up to the spill to the converter, the amount of metal spilled into
the converter and scrap added before the start of the first phase.
After chemical analysis of charge were evaluated; elongation period of silicon oxidation, decarburization and
removal efficiency of other impurities from metal, consumables of refractory material, oxygen flow (Nm3 / min), spear
height (m) above metal melting, temperature (OC) afterwards at which stage of the process, the chemical composition
of the metal and coating after the first, second and third phases, the composition and amount of scrap and other
additives. After chemical analysis of the charge have been determined the ratios; CaO/SiO2, time required for
oxidation of silicon, carbon and other impurities, oxygen flow (Nm3/min), the spear position (m) above and
temperature (OC) for every each phase of process.
Ferronickel of electric furnace of "Ferronickel Foundry" in Drenas, is followed by various impurities, such as:
silicon, chromium, copper, carbon, sulfur, phosphorus, phosphorus, cobalt, etc. Sulfur, of all the impurities, has the
greatest negative impact on ferronickel properties, when is used for the production of steel, and its removal proceed
slowly and is followed by high energy costs.
3. Desulphurization of Ferronickel
Ferronickel of electric furnace of "Ferronickel Foundry" in Drenas, is followed by various impurities, such as:
silicon, chromium, copper, carbon, sulfur, phosphorus, phosphorus, cobalt, etc. Sulphur, of all the impurities, has the
greatest negative impact on ferronickel properties, when is used for the production of steel, and its removal proceed
slowly and is followed by high energy costs. Thus, this phase of the refining process is quite complex, which is usually
preceded by desulfurization in the ladie for metal or in the case of new technologies in electric furnace for
desulphurization, where used different reagents and then continued in LD converters during the oxygen refining
process [7]. The refining process in LD-oxygen converters consists of removing impurities from molten metal, relying
on their different affinity to oxygen. Most of the impurities are removed between gases or process slag. Sulphur and
phosphorus in ferronickel pass through the ore, reducer and fuel. Sulphur, which is organically bound to the charge
components, part of it is expected to pass through the gases during the pre-reduction process, part pass through the
electric furnace, where during the melting process approximately 50% is expected to pass through the gas and and the
remainder pass into metal and slag [4, 11].
From the GIBSS energy calculations, is confirmed the solubility of (S) to (Fe), as a result of which the molecule of
(FeS) is formed. The formation reaction of (FeS) is followed by large heat release effects [4], Steeluniversity.org Basic
2006 [12]. However, during blowing to the surface of the metal, a reaction may occur between the (S) and the (O2)
oxygen from the gases, which resulting in the formation of SO2 or SO3 which leave with gases. The gas created is
absorbed by the ventilator and it is likely that there will be no reversible reaction, NewCo Ferronickel [5].
The dynamics of removal of harmful impurities, depending on their concentration in ferronickel and oxygen flow
(Nm3/min). Reaction of sulphur metal with oxygen, under refining conditions in converter, is not possible [4, 13], no
matter that Gipss' free energy for this reaction is identical to Equation 1:
G0 = 1340 + 12.8T (1)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
911
The transition of sulfur from metal to slag has been the subject of many researchers. According to data from the
Cоколов (1982) research [14], the isotope of S35 and Fe59 are the first to transition from metal to slag and enable
reactions in the metal-slag system. Such a process in the metal-slag system, during refining in metallurgical reactors, is
enabled by the presence of basic oxides (MeO) and formation of (MeS) according to the basic reactions (2, 3 and 19):
(S) + (O2-
) = (S2-
) + (O) (2)
(FeS) + (S) = (FeS) (3)
After those, metal sulphide dissolved in metal can react with the calcium and nickel oxides in slag, according to
reactions 4 and 5:
(FeS) + (CaO) = (CaS) + (FeO) (4)
3(NiO) + 3[FeS] + O2 = (Ni3S2) + 3(FeO) + SO2 (5)
(FeS) = (FeS) (6)
Whereas;
(CaO), (FeO), (CaS) dhe (MeS) are components dispersed in slag and
(S) and (O) are components dispersed in metal.
Theoretically, reaction 4 and 6 begin to develop prior to the process of refining the converter, but reaction 6 may
continue to develop during the blowing with oxygen. During oxygen blowing conditions should be created for the
change of the standard isobaric potential for the oxidation reactions of Fe and FeS to occur. Sulphur activity in iron is
determined on the basis of concentrations of (S) and other elements involved in ferronickel melting Brankovič et al.,
1980 [15]. The desulphurizing capacity, which is determined by the sulfur separation coefficient, is depend on the
oxygen activity participating in the reaction, the metal composition, the sulfur to metal concentration, the reactivity of
the limestone used as defroster, process temperature, partial pressure of oxygen and sulphur in gaseous phase in
equilibrium with slag, chemical-physical composition of the slag and above all by; viscosity, surface tension, ratio
between oxides of SiO2, CaO, MgO, FeO, as well as other technological parameters that would stimulate the
interactive process in system metal-slag.
..
(S) +
(MeO) + Feliquid = (MeS) + (FeO)
(7)
Desulphurization mechanism is believed to consist of transfer of ionic iron pairs from metal to slag (reciprocally)
according to the scheme:
(S) + Feliq.. ↔ S2- + Fe2+
(8)
Equilibrium constant of reaction is usually described by equation:
𝐾𝑆 =𝑎(𝐶𝑎𝑆) ∙ 𝑎(𝐹𝑒𝑂)
[𝑆] ∙ 𝑎(𝐶𝑎𝑂) (9)
To increase the desulphurization rate, operating regime temperatures must be maintained at optimum values (optimum
values considered slightly above the melting temperature level of electrical furnace ferronickel), but maintaining at
optimum ratio (CaO)+(MgO)/SiO2 parameters. In acidic slurries the rate of ferronickel desulphurization is almost
negligible. According to B.P. Onshine, the desulphurization rate in the acidic medium reaches a maximum value of up
to 15%, shown in Figure 2 [4].
Slag desulphurization capacity towards the metallic phase may be expressed as the slag sulphide capacity:
𝐶𝑠 = (𝑠)
[𝑆]= 𝑓 [
𝐶𝑎𝑂
𝑆𝑖𝑂2, 𝑇,
1
𝐹𝑒𝑂] (10)
Slag’s compounds with high iron content will decrease the sulfur activity. Increasing the amount of FeO (above the
concentration limit of 18% FeO), will adversely affect the desulphurization effectiveness of molten ferronickel.
Equation 10 shows that the following conditions must be met for successful desulphurization:
That sulfur has this strong bond, in the form of (mes),
That chemical component (mes) to have good solubility in slag,
That the desulphurizing ability of meo is high,
That the left side of the reaction 10 to shows good dispersive capabilities of S, from metal to slag, and

Civil Engineering Journal Vol. 6, No. 5, May, 2020
912
The ratio (S)/(S) to be linearly dependent on ratio (meo)/(feo).
Figure 2. Dependence of transition of: (a) sulfur on slag from basicity of slag and (b) concentration of total Fe
In the case of oxygen bowling on the surface of the molten ferronickel, will be suitable conditions are created to
oxidize the sulfur together with the iron, whereby the isobaric-isothermal reaction potential Equation 11 changes at
temperature 1600 0C, ΔG0 = -134000 J/mol. Thus it is possible that this reaction is thermodynamically dependent on
partial pressure of oxygen on molten metal and transfer / passage conditions of this mass of sulfur in surface melting
slag [10].
S +O2 = SO2 (11)
Slag desulphurization capacity against the gaseous or metallic phase may be expressed as the slag sulphide
capacity [13]:
System slag – gas:
(O2-) + ½S2 = (S2-) + ½O2
(12)
𝐶𝑆 = (%𝑆2−) ∙ 𝑝𝑂2
𝑝𝑆2⁄
12
= 𝐾0 ∙ 𝑎𝑂2− 𝑓𝑆2−⁄
(13)
System metal-slag:
(S) + (O2-) = (S2-) + (O)
(14)
𝐶′𝑆 = (%𝑆2− ) ∙
𝑎[𝑂]
𝑎[𝑆]
= 𝐾0
𝑎𝑂2−
𝑓𝑆2−
(15)
Sulphur partition between slag and metal may be expressed using the sulphur partition coefficient LS:
𝐿𝑆 =(%𝑆)
[%𝑆]= 𝐾0
𝑎𝑂
2− ∙𝑓[𝑆]
𝑎[𝑂]∙𝑓𝑆2− (16)
Where:
a(O) , a(S) - oxygen and sulphur activity in molten metal,
aO2-
, aS2 - oxygen and sulphur ions activity in slag,
(%S2-
) - sulphur weight % in slag,
pO2 , pS2 - partial pressure of oxygen and sulphur in gaseous phase in equilibrium with slag,
Ko- reactions equilibrium constant,
f[S], fS2-
- Henry’s activity coefficient of sulphur in metal and slag [7].
It is possible to determine LS from known thermodynamic data of oxygen and sulphur dissolution in molten iron
using CS. Sulphur partition coefficient (LS) is not only the function of slag composition, but depends also on the
oxygen activity in metal, i.e. also on the metallic phase composition [13]. The value of the sulfur partition coefficient
0.02
0.024
0.028
0.032
0.036
1.6 2 2.4 2.8 3.2 3.6 4 5
The
conce
ntr
atio
n o
f S
in F
e-N
i (
%)
(a) The basicity of slag CaO/SiO2
0.022
0.026
0.03
0.034
10 12 14 16 18 20 24 26
The
conce
ntr
atio
n o
f S
in F
e-N
i (%
) (b) Total Fe in Fe-Ni (%)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
913
in case of ferronickel slag usually increases with the increase in CaO activity, which represents the precise size of the
basic slag and in the case of a decrease in oxygen activity. The sulfur equilibrium in metal-slag system is also highly
dependent on the level of metal oxidation. The relationship between [S] in this system is expressed as; (S) ≈ 4 (O),
Stirling [9].
The higher the oxidation of the metal (O), the higher the residual sulfur concentration in the metal (S). To this
dependence on desulphurizing mechanism , some metallurgist have given a different interpretation, according to
which there is a sulfur volume-oxygen between metal and slag of oxidizing smelter, which oxidizes metal according to
the scheme; (S) + O2- ↔ S2- + (O), [4]. According to this equation the separation coefficient of sulfur will be;
𝐿𝑆 = 𝐾𝑆 ((𝑂2−)
[𝑂]) (17)
The relatively high desulphurization rate (up to 40%) of the converter bath can be explained by a two-phase process,
involving the slag and a phase of the oxidizing gas by reaction;
(S) + (CaO) + Feliq. → (CaS) + (FeO)
(18)
(CaS) + O2 → (CaO) + SO2
(19)
When sulfur is separated from slag, its equilibrium is shifted to slag-metal system, which contributes to the further
partition of sulfur from the metal to slag, ie. deepens desulphurization. This fact derives from the high activity of
sulfur in the case of low oxidation. The development of reactions however is actually conditioned by the effectiveness
of the removal of the slag after desulfurization. This process is essentially similar to diffusive oxidation of steel baths.
4. Results and Discussion
Based on the average chemical composition shown in Table 4, it is observed that the electric furnace metal from
"Ferronickel Foundry" in Drenas in its composition, besides the high Si concentrations, the other impurity with high
concentration is also S, which presents difficulties in the process of desulfurization.
At electric furnace ferronickel, sulfur is most commonly present in form of FeS, as it accounts for most of this
melting [4, 16]. Sulfur activity in liquid iron is determined based on the concentrations of [S] and other elements
involved in ferronickel melting. So the chemical composition of the ferronickel melting of the electric furnace is what
determines the bond between sulfur and the liquid iron. Slag desulphurization capacity (Cs) depends on the chemical
composition of the slag, that is, the ratio (CaO) + (MgO)/SiO2) as well as the process temperature. Increasing the
amount of FeO in the slag, in the first and second phase of blowing with O2, positively affects the partition of sulfur
from the molten ferronickel, but this can only be up to the concentration of 18% FeO.
Table 4. Average of chemical composition of ferronickel
As Fe Si Cr C P S Ni Co Cu
0.03 72.5-84 2.7- 4.0 0.25 - 0.76 0.3- 0.6 0.07-0.2 0.7- 2.0 11.22 -17 0.5-0.74 0.03-0.05
Figure 3. Dependence activity of coefficient S on the concentration of the constituent elements of ferronicke
C
Si
P
Cu
Mn S -0.2
0
0.2
0.4
0.6
0.8
0
1
2
3
4
5
6
0 2 4 6 8
log ɣs
Influence of ferronickel concentration constituents on activity coefficient of S (%)
Sulp
hid
cap
acit
y C
S

Civil Engineering Journal Vol. 6, No. 5, May, 2020
914
Figure 4. Dependence of sulfur partition coefficient on concentration of (FeO) (Initial slag 2.0)
Further increase of (FeO) in slag shows negative effects on desulphurization. The desulphurization rate increases if
the process takes place only slightly above the melting temperature of the ferronickel. In the first refining period the
removal rate of S is not large shown in Figure 3, so there are large oscillations with respect to the increase in S in the
slag. In this case, for a volume unit of oxygen, three times as much gas is formed and about twice as much heat is
released, compared to the last refining stage [4, 13]. All reactions of the first phase of refining are followed by high
heat release at this phase, to reduce the temperature and soften the acidic medium, it is necessary to use a large amount
of limestone.
Although chemical composition of metals gained from electric furnace shown in Table 5, for comparative period
November 1997 and January 2019, does not present any major change, as observed from Figure 2 and Table 4, quality
of refined ferronickel and the average effectiveness indicators, desulphurization has a high difference in their selves.
Table 5. Comparison of average converter efficiency indicators for November 1997 and January 2019
Nr. of
charge
Resource costs Metal from electric furnace and refined
Du
ra
tio
n o
f ch
arg
e (
h)
Blo
w e
fec. (m
in)
Yea
r w
hen
ch
arg
e i
ts
fin
ish
ed
Analysis of molten ferronickel
Ca
CO
3 (k
g)
O2 (
Nm
3)
Gro
un
d m
ag
nesi
te
bric
ks
an
d C
aC
O3 r
ap
.
2:1
(k
g)
Fe-N
i fr
om
FE
(k
g)
S i
n F
e-N
i ra
fin
ed
(%
)
Scra
p (
kg
)
% N
i in
Fe-N
i
Si C S Ni
1719 6620 1043 - 19000 0.09 3000 43.19 161 55 1997 2.65 0.32 1.24 18.53
C-0831 5380 1855 360 22000 0.4 1500 18,06 121 56 2019 3.03 0.53 1.67 11.42
1722 8550 1214 - 18560 0.1 1500 42.43 180 68 1997 2.5 0.32 1.13 19.37
C-0833 6480 2101 670 19800 0.44 4500 17.69 111 58 2019 2.98 0.6 1.67 11.23
1724 7650 1169 - 20600 0.08 2600 45.88 153 63 1997 2.69 0.33 1.23 18.32
C-0835 6940 1743 840 21000 0.42 1500 16.72 73 53 2019 3.07 0.6 1.68 11.48
1726 9010 1414 - 18960 0.09 2500 45.95 180 50 1997 2.05 0.32 1.38 18.12
C-8441 5740 1942 600 23000 0.44 2500 17.61 112 55 2019 2.86 0.6 1.62 11.22

Civil Engineering Journal Vol. 6, No. 5, May, 2020
915
Figure 5. Reaction rates for oxidation reaction in BOS [5]
According to the process indicators, at the first refining phase, the desulphurization was very low, while at the
second phase when the composition of FeO in the slag it's about 18% FeO, then conditions are created favorable
conditions for desulfurization. Slag of second phase are characterized by low percentage of silicon oxide while high
percentage of CaO and FeO, shown in Figure 6.
Theoretically, if desulphurization was carried out of furnace using desulphurizer Mg, Na2CO3, synthetic slag or any
similar desulphurizer the desulphurization rate during this intermediate phase would have to be 40-60% [S], removed
from the electric furnace of ferronickel [3, 4]. Such desulfurization practices would stimulate the relationship between
the LS coefficient and the no. 2-/(O) ratio, favoring the formation of basic slag’s. In cases where favorable kinetic
conditions are created it is possible to provide additional desulphurization of the molten bath as the result of the metal-
slag reactions. During additional desulfurization an LS partition coefficient of 50 to 150 can be obtained Michalek,
2014 [10].
According to current parameters, virtually this mid-phase is eliminated, and all desulfurization is carried out on the
converter. This practice has resulted in high deviation of the sulfur partition coefficient from the metal between charge
1721 and C-0835, as well as the assumed coefficient of separation assumed to be developed according to theoretical
parameters shown in Figure 7 [7, 8]. The theoretical parameters of the partition constant were calculated assuming
magnesium desulfurization outside the furnace.
5 10 15 20 25 30 35 40 45 50 55 60
S/1721 1.18 0.897 0.625 0.42 0.216 0.17 0.142 0.116 0.086 0.073
S/C-0835 1.62 1.55 1.4 1.3 1.2 1 0.9 0.8 0.67 0.6 0.44
Si/1721&C/0835 1.5 0.5 0.3 0.1 0.03
C/C-0835 0.6 0.4 0.1 0.01
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
1.05
1.1
1.15
1.2
1.25
1.3
1.35
1.4
1.45
1.5
1.55
1.6
1.65
Con
cen
tra
tion
of
S, S
i an
d C
for c
harge n
0. 1721 a
nd
C/0
835 (
%)
Effective refining-flow time (m3n/min) O2
S/1721
S/C-0835
Si/1721&C/0835
C/C-0835

Civil Engineering Journal Vol. 6, No. 5, May, 2020
916
Figure 6. Chemical composition of slag by process periods
Figure 7. Avoidance of sulphur partition coefficients for charge 1721 and C-0835 by partition coefficient according to
theoretical parameters out furnace desulfurization with Mg
The equilibrium state between the metal and slag would be reached quickly, that is, the desulphurization time
would be shortened, and action of reactive components between them would be at a high level if desulphurization
would take place outside the furnace, but above it, is necessary to precisely determine the boundary between the liquid
and solid temperature molten ferronickel, the partial oxygen pressure, presence of ferrous oxides in slag and degree of
slag basicity [17].
0
5
10
15
20
25
30
35
40
45
50
55
60
Con
cen
trati
on
of
slag b
y p
rocess
perio
ds
in (
%)
Formative slag attachments
zgj.e per.I
zgj.e per.ll
zgj.e per.lll

Civil Engineering Journal Vol. 6, No. 5, May, 2020
917
5. Conclusion
Considering the desulphurization of electric furnace ferronickel, which is produced at the “Ferronickel Foundry” in
Drenas, it is very important to discuss in the future the quality of Kosovo's lignite, which is used as a reducer. Such
lignite qualities have, as a consequence, created carbon-poor and highly sulphur-rich metal. The effectiveness of
desulphurization, optimization and economic effects process will be achieved through new desulphurization practice
application outside of furnace that would utilize desulphurizers, such as; Mg, CaO, synthetic slag, or even mixture of
Na2CO3 and FeSO4, etc. Practically in recent times the removal rate of sulphur from the furnace ferronickel has been
completely developed in the converter, by this process flaw, refined metal has been followed with concentration up to
0.45% S, production capacity level has dropped in parameters minimum utilization, normative costs of energy
resources and raw materials and all other circumstances to economize the production process have been unfavorable.
From the data of this study, it has been concluded that in addition to the application of mid-phase desulfurization
outside the furnace, which is, in fact, the main component of the effectiveness of the ferronickel refining process, it is
also important maintaining of optimum composition parameters and extended sulphide capacity, metal composition
(especially the drop in optimum values for Si and C), operating temperature, granulometric composition and proper
melting reactivity, as well as maintaining the optimum operating parameters.
6. Acknowledgments
Authors thank their colleagues from NewCo Ferronikeli, who support us and greatly assisted during the research
work.
7. Conflicts of Interest
The authors declare no conflict of interest.
8. References
[1] Schemmel, Th., Schade, L., Kouzoupis, P., Beqiri, F., “Magnesia-carbon refractory lining for ferronickel converters-
optimization and lining improvement at NewCo Ferronikeli (Kosovo)”, The Thirteen International Ferroalloy Congress,
Efficient Technologies in Ferroalloy Industry, Almaty, Kazakhstan, 2013.
[2] Zhang, Lifeng, and Brian G. Thomas. “State of the Art in the Control of Inclusions during Steel Ingot Casting.” Metallurgical
and Materials Transactions B 37, no. 5 (October 2006): 733–761. doi:10.1007/s11663-006-0057-0.
[3] Geerdes, Maarten, Renard Chaigneau, and Ivan Kurunov. Modern Blast Furnace Ironmaking: An Introduction (2009, New
Edition 2015). IOS Press, 2015. doi: 10.3233/978-1-61499-499-2-i.
[4] Ibrahimi I., “Desuphuring of ferronickel outside its furnace – a possibility for intensification and optimizations of the process of
obtaing ferronickel”, The Thesis of Mastery, Faculty of Mining and Metallurgy in Mitrovica, UP Prishtina, 2009.
[5] Refining Process Technology Card - NewCo Ferronickel; C-0835 – 0901, Glogoc/Kosovo, 2019.
[6] Л. Ͷ. Πимeнов, B. Ͷ. Μихaҋӆов, “Πeppaбotka okͶcлehhыx hͶeлebыx pуд”, Mосвa “Metaӆургͷя”, 1987
[7] Jiří Bažan, Ján Kret, “Iron and Steelmaking” Academic materials for the Economics and Management of Industrial Systems
study programme at the Faculty of Metallurgy and Materials Engineering, VŠB - Technical University of Ostrava, 2015.
[8] Elkem a/s dhe Scandinavian Cancers, Progami investiv dhe propozimi i praktikës së desulfurimit në “Furrën elektroharkore për
rafinim” Shkritorja e Ferronikelit Gllogovc (1986).
[9] Stirling, D., “The Sulphur Problems: Cleaning Up Industrial Feed Stocks.” Chemistry Department. University of Glasgow,
Royal Society of Chemistery, Cambridge, UK, 2000.
[10] Karel Michalek, CSc., “Electrometallurgy and ferroalloys production”, Academic materials for the Metallurgy engineering
study programme at the Faculty of Metallurgy and Materials Engineering, VŠB – Technical University of Ostrava, 2014.
[11] Z. Slovič, “Termodinamički pristup desulfuraciji pri vanpeč obradi kiseonič konvertorskog čelika”- Doktorska disertacija”,
Beograd, 2013.
[12] User Manual, “Basic Oxygen Steelmaking Simulation User Manual”, The University of Liverpool, 2006. Available online:
http://34.214.117.115/content/html/por/BOS_UserGuide.pdf (accessed on 14 March, 2020).
[13] Kijac, J., and M. Borgon. "Desulphurization of Steel and Pig Iron." Metalurgija 47, no. 4 (2008). Available online:
https://hrcak.srce.hr/file/41149 (accessed on 14 April, 2020).
[14] Г. A. Cоколов, “Проиводство стали”, Metaӆургͷя, Mосвa 1982.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
918
[15] Marica Brankovic, Srdan Markovic: "Livene Legure Zelezo - Ugljenik" TMF: Faculty of Technology and Metallurgy,
Beograd (1980). pp. 1-17.
[16] Irving, W.R., “Continuous Casting of Steel”, The Institute of Materials, The University Press, Cambridge, London, 1993.
[17] Ghosh, Ahindra, and Amit Chatterjee. “Ironmaking and Steelmaking: Theory and Praktice”. PHI Learning Private Limited,
2008, 472 p.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
919
Development of Filters with Minimal Hydraulic Resistance for
Underground Water Intakes
A. A. Akulshin a, N. V. Bredikhina a*, An. A. Akulshin b, I. Y. Aksenteva c, N. P. Ermakova a
a Real Estate Management and Mining Department, Faculty of Architecture and Engineering, Southwest State University, Kursk, Russia.
b OOO Ekopromservis, 305029, Kursk, K. Marksa str., 47, Russia.
c Corvinus School of Economics, Corvinus University of Budapest, Budapest, Hungary.
Received 17 December 2019; Accepted 06 April 2020
Abstract
The development of modern structures of water wells filtering equipment with enhanced performance characteristics is a
vital task. The purpose of this work was to create filters for taking water from underground sources that have high
performance, long service life, quickly and economically replace or repair in case of performance loss. The selection of
the filter device must be made taking into account all the geological features of the aquifers, the performance
characteristics of the filter devices and the size of the future structure. Filter equipment designs for water intake wells
have been developed in this study. These filters have low hydraulic resistance, high performance and are easy to repair.
This article presents the dependency of flow inside the receiving part of the well, the dependence of filter resistance at
various forms of the cross section of the filter wire and the selected optimal section. The paper proposes a method for
selecting the optimal cross-section of the filter wire used in the manufacture of a water well filter. The proposed
structures of easy-to-remove well filters with increased productivity allow replacing the sealed well filter with a new one
easily, reducing capital and operating costs, and increasing the inter-repair periods of their operation. Based on the
presented method, examples are given for selecting the parameters of the filter wire cross-section. The above calculations
showed that the use of the hydraulic resistance criterion at the design stage of underground water intakes can
significantly reduce the cost of well construction. Studies have found that the minimum hydraulic resistance to ensure
maximum filter performance is achieved when using filter wire teardrop and elliptical shapes.
Keywords: Hydraulic Resistance; Filter; Water Well; Resistance; Filter Wire; Capacity.
1. Introduction
Groundwater use is 70% of the total water consumption in some European countries with the best rates in quality of
life for the public. These countries are Germany, Austria, Denmark, Belgium, Switzerland, and several others. More
than 300 million groundwater intake structures have been drilled around the world over the past 25-30 years [1-2].
The use of groundwater for water supply of the population has many significant advantages. High water quality in
the water supply source helps to avoid the necessity for preparation equipment using due to protection from external
contamination and seasonal changes of indicators. The capacity of a water well depends on hydrogeological
characteristics of soil and groundwater, as well as the structure of intake portion of a well and pumping equipment.
Therefore, the development of modern structures of water wells filtering equipment with enhanced performance
characteristics is a vital task.
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091517
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
920
The main element of a downhole water intake is a water intake well. The quality of its design and construction
influences the water intake operation. The main requirements for a water intake well (tubular well) are as follows:
production of the required amount of water with the quality corresponding to the requirements of consumers,
efficiency and reliability in operation. The main elements of the well design are: guide column, conductor,
intermediate columns (technical columns of casing pipes), production column, cement or other protection and water
intake part. The purpose of tubular well filters is to keep the soil from collapsing and at the same time ensure free
passage of water into the well bore. Filters must meet the requirements:
Have the necessary mechanical strength;
Ensure that water flows into the well with minimal hydraulic resistances and without mechanical impurities;
Have high corrosion resistance;
Ensure maintainability and the ability to extract from the well.
The following types of downhole filters are used: frame-and-rod; tubular with slotted or round holes; with wire
winding; reticular; polymer ring. Their choice depends on hydrogeological conditions, depth of occurrence and types
of rocks of aquifers. Frame-and-rod filters are considered to be the most efficient one. A single filter surface (profiled
wire) is available for chemical and mechanical cleaning, since there are no dead spaces between the filter and support
surfaces. The consumption of metal on a core frame is about half that of a perforated pipe frame. Filters on core
frames are used in wells up to 200 m deep.
Filters on a tubular frame with a wire winding are also common due to the ease of manufacture. The duty cycle of
these filters is 20-25%. Their disadvantage is that there is an accumulation of colmating connections between the wire
and the frame. The cross-section shape of the filter wire can be round, teardrop, elliptical, trapezoidal, rectangular, or
other. Wedge Wire Screens made by “Johnson”, pressed filters with tunnel-holes and plastic slot-type filters are
popular abroad [3-5].
The most common filters in Russia are mesh and wire filters with perforated tubular frame. The main reasons that
impede the selection of a filter are the difficulty of determining the filter's open ratio and the variability of the distance
between the loops of the filter’s round wire during manufacture. In our opinion, structures of easy-removable frame-
and-rod filter-frames which have a fixed size hole and made of anticorrosion materials are advanced ones. However,
water intakes from underground aquifers also have drawbacks. The most common problem of well operation is
incrustation. Regular well cleanout has a temporary effect [6-8]. The well capacity gradually decreases with increasing
resistance to the flow of water from an aquifer. This demonstrates the importance of the development of construction
technology of wells that have stable debit and can withstand the harmful effects of fine sand-grains contained in the
pumped water, which leads to incrustation and severe abrasion of structural elements of an underwater pump [9].
2. Development of Easy-Removable Filter Frames with a Fixed Size Hole
The tasks of designing well filters are to determine the optimal design and technological parameters. The main
technological parameters of borehole filters are their borehole capacity and hydraulic resistances of the filter surfaces.
Increasing the filter life allows you to reduce its length and diameter, and therefore the cost of filters.
Figure 1. The nature of filtration in the well, taking into account the minimum energy costs

Civil Engineering Journal Vol. 6, No. 5, May, 2020
921
The length of the filter determines the capacity, structure, and type of aquifer. The length of the filter exceeding 10
m is not appropriate; this is due to the fact that the length of the filter reduces the load on it from the pump unit to the
sump located in the lower part of the well bore. Calculations carried out by V. G. Tesla show that when the filter
diameter increases from 168 mm to 325 mm, the specific flow rate increases only for 9.2%, but the cost of
constructing with a larger diameter well may increase more than twice [7].
The physical meaning of the flow pattern easily explained in Figure 1. By integrating the pressure plot according to
the reservoir power, you can determine a point in the reservoir at an equal distance from the well, to which the
pressure gradient of the moving flow is directed in any interval. The location of the desired point will be significantly
shifted from the upper limit of the exploited interval. Therefore, it is advisable for the flow in remote areas
characterized by low velocity (v) to move in the direction of the pressure gradient, i.e. in a radially spherical flow. As
the flow moves toward the well, its cross section decreases and the flow rates increase significantly, which means that
the hydraulic head loss increases. At a certain distance from the well, the flow begins to run out, the "live" section
increases, which helps to reduce the filtration rates and transition to a more energy-efficient form of movement.
Despite the fact that the length of the current line increases, the possible increase in pressure losses due to this is
compensated by their decrease due to a decrease in filtration rates.
Taking into account one of the basic laws of hydraulics, which assume the flow movement along the path of least
resistance with minimal energy costs, a radial - spherical flow is formed in the reservoir in remote areas, which begins
to transit gradually to a flat-radial one in some areas. The highest flow rate is observed in the upper intervals of the
reservoir, where the current line thickens to the maximum. In the lower intervals of the reservoir, the frequency of the
current line is significantly reduced due to the mismatch of the direction of movement with the pressure gradient,
which indicates lower inflow intensity than in the upper intervals.
One of the most important conclusions that follow from the presented diagram is the possibility of determining of
the formation part that is intensively loaded. The highest load is taken by the upper intervals of the formation, which
are separated from the upper boundary at a distance of 𝑚 = 𝑟кр𝑚1/𝑅. Well performance is determined by hydraulic
head losses in all sections of the flow. The coefficients of laminar and turbulent hydraulic friction are generalized.
There is a relationship between the well performance and the resulting drop in levels corresponding to the head loss in
the well-formation system. The resistance coefficients are generalized and are considered as a function of the sum of
the laminar and turbulent resistances of each element of the system. The most optimal operating modes should
provide a laminar filtration mode in all elements of the hydraulic system of the water intake well.
In the case of laminar filtration mode, an increase in the reduction is accompanied by a directly proportional
increase in well productivity. When the flow is turbulized on one or more traffic elements the decrease begins to be
accompanied by an increasingly slow growth of productivity. If the system is switched to a turbulent operation mode,
the decrease does not lead to a significant increase in the flow rate and operation becomes economically unprofitable.
The relationship between well performance and reduction is permanent only in the case of steady-state operation. In
real conditions, at the initial moment of operation or testing by pumping, developing levels, connecting and shutting
down neighboring wells, and others, the dependence of the reduction and flow rate begins to change over time. This is
due to the inertia of the well-formation system. It should be noted that with an increase in productivity caused by a
decrease in hydraulic resistance in the elements of the well - formation system, the head distribution will change step
by step. Increasing well productivity can be achieved by reducing the hydraulic resistance to flow movement on one
of the elements of the well-formation system.
Scientific publications and patents research of the existing design and technological solutions for the water wells
incrustation prevention provides the basis for the following conclusion: one of the most effective solutions to this
problem is to ensure easy replacement of the incrusted well filter during operation. Several core frame filters with
various forms of wire were developed in the South-West State University together with the company
"Ecopromservice" [10-13]. The Figure 2 shows a diagram of a core frame well filter [14-16].
The filter has the following construction [17-19]. The filter support frame (1) is a perforated metal pipe. It is a
continuation of the drive tube (6) lower part [20]. The support frame is designed to hold gravel pack in the aquifer and
to fix the filter units in the face of the tubular well. The support frame is located outside the concertina wire (2) that is
applied to the sag rods (3). There are vertically fixed centring slabs (7) with the angle 120 relative to each other
between them. It helps to avoid the filter shifting towards the well center. The centring slabs are anchored on the
connections sleeves (4, 5). Sag rods has ellipse configuration and are located outside the connections sleeves. The well
filter height can be adjusted by adding filter sections. The filter can be removed by a gripping tool in case of repair or
replacement, which is fixed to the lower surface of the upper coupling (8) and uses a traction device to remove the
filter from the borehole.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
922
Figure 2. Structure of the tubular well filter: (1) Support frame, (2) Concertina wire, (3) Sag rods, (4) Upper connection
sleeve, (5) Lower connection sleeve, (6) Drive tube, (7) Centring slabs, (8) Lower part of upper connections sleeve
3. Hydraulic Modeling of the Intake Part of the Well Filter
Geological features of an aquifer, performance characteristics of filtering devices and the size of the future structure
must be considered for the filtering device selection. Besides, it is important to have minimal hydraulic resistances for
water entry into the filter elements. The lowest hydraulic resistances do not depend on hydrogeological conditions and
are provided by the use of filters with slits oriented in the horizontal plane [21-23]. The most suitable filters that meet
this condition are wire-wound frame-rod filters. The performance characteristics of a well are primarily determined by
the presence and the pressure loss rate of intake portion that depends on the filter structure, drilling-in methods and
other factors [24].
Previous studies have shown that there is an optimal number of holes (optimal borehole). The increase of the
number of holes, although it contributes to the overall increase in the total flow rate, leads to the reduction of
resistance and slowes down due to the increased interaction of holes (interference effect). Thus the more holes will be
put into operation the overall effect of increasing of the total debit will decrease faster [25-27].
Let's consider some hydrodynamic solutions to the problem of inflow to a well equipped with a filter, without
taking into account the imposition of rocks and reducing the well life of filters, as well as the possibility of chemical
overgrowth of filters. At the same time, filter resistance can be evaluated only in conditions of captage of stable rocks,
when the effect of overlaying water-bearing rocks on the water-receiving part of wells does not affect. In some cases,
the values of filter resistances will be underestimated. Since the geometry of the filtration flow near the well is
determined by the shape of the inlet holes, it is best to classify filters for these purposes on this basis. Analytical
solutions for the flow of liquid to a filter with round holes were obtained by M. Masket and A. L. Hein. When solving
the problem, round holes were replaced by drains placed along the filter pipes. It is obvious that such a scheme does
not provide physical similarity, since the impenetrability of the walls is not taken into account, but it is assumed that
this disadvantage is compensated by the effect of effluent interference [25-27].
It was found that the value of the filter resistance is almost independent of the well diameter. V. I. Shchurov
compiled curves by approximating M. Masket's analytical solutions using the same type of empirical equations for
three hole diameters: 6.4, 12.7, and 19 mm. The value of the filter resistance depending on the number of holes and
their diameter for the filter installed in a homogeneous formation. These dependencies were studied in detail By V. I.
Shchurov using the method of electrohyrodynamic analogies and as a result, refined graphs of the filter resistance
dependence on the parameters 𝛼 = 𝑑0/𝐷 and 𝛽 = 𝑛𝐷 (𝑑0 is the diameter of the holes, n is the number of holes per 1m
of the filter length, D is the filter diameter) were obtained [25-27].

Civil Engineering Journal Vol. 6, No. 5, May, 2020
923
A. L. Hein obtained solutions for determining the inflow to a filter with round holes in conditions of unsteady
movement. As a result, it was proved that the effect of unsteady flow in the filter zone can be traced for very short
period, so in practical calculations of filters, we can limit ourselves to considering the stationary filtration mode [25-
27].
Filters with vertical slits are divided into two groups: filters with slits whose length is equal to the thickness of the
reservoir, and filters with slits of limited length. The first group includes filters made of rods without wire winding.
When determining the resistance value for these filters, very similar results were obtained using various methods.
These results were verified by the experimental method of electrohyrodynamic analogies, and satisfactory results were
obtained. A similar result was obtained by A. L. Hein when calculating the resistance of a filter with vertically
positioned holes without limiting the borehole. To determine the resistance of a slotted filter with rectangular slits of
limited length placed vertically along the filter formation, A. L. Hein obtained a corresponding solution, and on the
drainage surface, he assumed a certain average velocity of the liquid movement, and on the impervious sections of the
filter – a potential gradient equal to zero. This solution is very cumbersome and does not lead to calculated
dependencies. A. L. Hein's calculations show that the approximate resistance of filters with vertical slits of limited
length can be found by graphs of V.I. Schurov for filters with round holes by reducing a rectangular hole to an equally
large round one [25-27].
In this paper, we consider the hydraulic resistance of the filter without taking into account the contact head loss.
This resistance depends on the shape of the holes, their number (borehole), the size that determines the flow
dispersion, the nature of the location on the water-receiving surface of the well, and their interaction. The filter
hydraulic resistance is the most important part of the total resistance of the near-wellbore. The distribution of head
losses, intake velocity, and water influx rate should be considered for identifying common factors of flow movement
within the intake portion of a well. The following conditions were accepted for a hydraulic model of the intake portion
of a well development. The filtering surface consists of wire loops on the frame. It is considered as a screen area that
has equal thickness of the rods and the wires. The width of the rods gaps is equal to the spacing between the wire
loops.
The liquid that flows towards filtering surface is compressed in its holes and leave these holes as separate streams
with a high speed for the face of a well. Thus, these losses are associated with water inlet and sharp expansion at the
filtering surface outlet into the filter internal part (Figure 3). The coefficient of resistance of the filter surface depends
on the coefficient of the live section, the shape of the edges of the holes and the Reynolds number. At low coefficients
of the live cross-section of the filter surface, the flow rate in the holes can reach high values, especially in places
where the streams are most compressed. If the cross-section speeds are not evenly distributed, the filter surface aligns
the incoming flow. The resistance created by the filter surface redistributes the incoming liquid flow over the surface
and at the same time allows the liquid to pass through the filter holes.
The degree of alignment of the liquid flow on the filter surface depends on its geometric parameters. Since these
parameters determine the coefficient of resistance of the filter surface, the results of liquid flow redistribution are a
function of the coefficient of hydraulic resistance. As the coefficient of hydraulic resistance increases, the degree of
flow alignment over the area of the filter surface also increases. However, thin-walled filter surfaces, unlike bulk
obstacles, have their own characteristics: when a certain value of the hydraulic resistance coefficient is reached at the
outlet of the filter surface, the velocity profile becomes inverted in the opposite direction. At the same time, it can be
observed that the flow is uneven, where the maximum speed behind the filter surface corresponds to the minimum
speed in front of it [25-26]. When the liquid flows along the front surface of the filter, the flows are curved, since the
filter is thin-walled, the holes have no guide surfaces, and the transverse direction of the flow is maintained after the
liquid flows through the filter surface. This leads to further spreading of the liquid and movement of the flow in the
radial direction. The greater the hydraulic resistance of the filter surface is, the sharper the flow curve becomes and
there is a significant curvature of the flows coming out of the filter holes [25-27].
Figure 3. Water flows through the filtering surface

Civil Engineering Journal Vol. 6, No. 5, May, 2020
924
Two filtering surfaces set-up close to each other should not lead to an increase in resistance because the fine
alignment of both surfaces is the reason of the holes increasing along the stream. The filtering surfaces partially
overlap each other. That is why the flow section decreases slightly and the resistance increases. The total resistance
can be defined as the sum of the resistance coefficients of individual parts in case of two filters set-up at some distance
[25-26]. In that case, the distance between the sag rods, on which the filtration wire is wound, is much larger than the
diameter of the wire. That is why compensating resistance can be neglected. It is known that the overall hydraulic
resistance of any element of a chain is determined by the Equation 1 [26]:
∆𝑝 = 𝜉𝜌𝜔1
2
2= 𝜉
𝜌
2(
𝑄
𝐹)
2
(1)
Where; ∆𝑝 – Stagnation pressure reduction (Pa); ξ – Hydraulic resistance coefficient; ρ – Liquid density, kg/m3; 𝜔1 –
flow velocity (m/sec); Q – volume fluid flow rate (m3/sec); F – total area of filtering holes (m2).
The overall losses of filtering surfaces that are made of various form of section wire consist of inlet losses, friction
losses, and sharp expansion loses at the outlet. Some form of section and filter wire parameters are shown in Figure 4.
1 2 3
Figure 4. Form of section of filtering wire with minimal hydraulic resistance: (1) Drop-shaped; (2) Elliptic; (3) Circular
If l/dm = 5 and d0/S1 ≥ 0.5, coefficient of screen resistance can be determined by Kirshmer’s Equation [26-28]:
𝜉 =∆𝑝
𝜌𝜔12
2
= 𝛽1𝑘1 sin Θ (2)
Where: 𝛽1 – coefficient of rods shape (Table 1); 𝑘1 = (𝑆1
𝑑0− 1)
43⁄
(Table 2, Figure 5); 𝑘1 = 𝑓 (𝑑0
𝑆1); θ – Angel of wire
slope to flow; 𝑑𝑚 – Width (diameter) midsection of filter wire (m); 𝑑0– space between two adjacent wire loops (m); S1
– Space between two adjacent wire loops axis (m); l – Sectional length of filtration wire (m).
Table 1. Coefficient value β1 for various rods shape
rods 1 2 3
β1 0.87 0.71 1.73
Table 2. Value 𝒌𝟏 = 𝒇 (𝒅𝟎
𝑺𝟏)
𝒅𝟎 𝑺𝟏⁄ 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
k1 ∞ 18.7 6.35 3.09 1.72 1.00 0.58 0.32 0.16 0.05 0

Civil Engineering Journal Vol. 6, No. 5, May, 2020
925
Figure 5. Dependency graph
According to Equation 1, it follows that the volume fluid flow rate is equal to:
𝑄 = 𝐹√2∆𝑝
𝜉𝜌= 𝐹√
2∆𝑝
𝛽1𝑘1 sin Θ 𝜌 (3)
Thus, the volume fluid flow rate is inversely related to the hydraulic resistance. Accordingly, the greater the value of
hydraulic resistance the lower the filter capacity.
As a matter of practice, the filtration wire of circular section is commonly used. However, according to the Table 1,
drop-shaped and elliptical wires have the smallest value of hydraulic resistance. Filter capacities that have circular
section wire 𝑄𝑤𝑖𝑟, elliptic 𝑄𝑒𝑙 and drop-shaped 𝑄𝑑−𝑠ℎ𝑎𝑝 were compared. If 𝛽𝑤𝑖𝑟 = 1.73, 𝛽𝑒𝑙 = 0.71, 𝛽𝑑−𝑠ℎ𝑎𝑝 = 0.87
and other equal terms:
𝑄𝑤𝑖𝑟 = 𝐹√2∆𝑝
𝛽𝑤𝑖𝑟𝑘1 sin Θ 𝜌= 𝐹√
2∆𝑝
1.73𝑘1 sin Θ 𝜌= 1.08𝐹√
2∆𝑝
𝑘1 sin Θ 𝜌 (4)
𝑄𝑒𝑙 = 𝐹√2∆𝑝
𝛽𝑒𝑙𝑘1 sin Θ 𝜌= 𝐹√
2∆𝑝
0.71𝑘1 sin Θ 𝜌= 1.7𝐹√
2∆𝑝
𝑘1 sin Θ 𝜌 (5)
𝑄𝑑−𝑠ℎ𝑎𝑝 = 𝐹√2∆𝑝
𝛽𝑑−𝑠ℎ𝑎𝑝𝑘1 sin Θ 𝜌= 𝐹√
2∆𝑝
0.87𝑘1 sin Θ 𝜌= 1.52𝐹√
2∆𝑝
𝑘1 sin Θ 𝜌 (6)
After transformations Equation 4 to 6, the following results were obtained:
𝑄𝑑−𝑠ℎ𝑎𝑝 =1.52
1.08𝑄𝑤𝑖𝑟 = 1.41𝑄𝑤𝑖𝑟 (7)
𝑄𝑤𝑖𝑟 =1.7
1.08𝑄𝑤𝑖𝑟 = 1.41𝑄𝑤𝑖𝑟 (8)
𝑄𝑒𝑙 =1.7
1.52𝑄𝑑−𝑠ℎ𝑎𝑝 = 1.41𝑄𝑑−𝑠ℎ𝑎𝑝 (9)
Equations 7 and 8 shows that the capacity of filters with drop-shaped wire is 1.41 times more than the capacity of
filters with circular wire and 1.57 times more than the capacity of filters with elliptic wire. In our opinion, the most
promising designs of downhole filters are frame-rod, easily removable filters with a fixed slot size and using a drop-
shaped filter wire made of materials that are resistant to corrosion.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
926
4. Conclusion
Water wells with incrusted filters research have shown that the best solution for lifetime extension is to use in-place
repairable, highly efficient and easy-removable filters. The main requirements for a water intake well (tubular well)
are the extraction of the required amount of water with a quality that meets the requirements of consumers, as well as
cost-effectiveness and reliability in operation. Important technological parameters of downhole filters are their
downhole capacity and hydraulic resistances of filter surfaces. Increasing the working cycle of the filter reduces its
length and diameter. The length of the filter determines the capacity, structure, and type of aquifer. Filter length
exceeding 10 m is not suitable.
The selection of a filter device must take into account all the geological features of aquifers, the operational
characteristics of the filter devices and the size of the future structure. At the same time, it is necessary to ensure that
the hydraulic resistance for entering incoming water into the filter elements is minimal. The use of filtering wire with
the drop-shaped form of section allows reducing hydraulic losses during fluid flux through filters. Therefore, it
improves the performance characteristics of water wells and minimizes capital commitment by extending the overhaul
periods. Studies have shown that the minimum hydraulic resistance to ensure maximum filter performance is achieved
by using a filter wire with a teardrop and elliptical shape. In our opinion, the most promising designs of downhole
filters are frame-rod, easy-to-remove filters with a fixed slot size and using a teardrop-shaped filter wire made of
materials that are resistant to corrosion. The resistance created by the filter surface redistributes the incoming liquid
flow over the surface. The degree of alignment of the liquid flow on the filter surface depends on its geometric
parameters. As the coefficient of hydraulic resistance increases, the degree of flow alignment over the area of the filter
surface also increases. The designs of easily extracted downhole filters of increased productivity are proposed to
eliminate the possibility of filter breakage during production, i.e. to provide easy replacement of a sealed downhole
filter with a new one.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Zektser, I. S. “Groundwater as a Component of the Environment.” Geology and Ecosystems (2006): 91–105. doi:10.1007/0-
387-29293-4_8. Available online (Russia): https://msd.com.ua/podzemnye-vody-kak-komponent-okruzhayushhej-sredy/
sovremennoe-sostoyanie-i-osnovnye-principy-racionalnogo-ispolzovaniya-podzemnyx-vod/ (accessed on 14 March, 2019).
[2] Shcherbakov, V. I., A. A. Akulshin, V. S. Pereverzeva, and I. G. Shapovalov. “Selection of Parameters of the Filter at Design of
Water Wells.” Proceedings of the Southwest State University 22, no. 3 (June 28, 2018): 6–12. doi:10.21869/2223-1560-2018-
22-3-6-12.
[3] Moss, Roscoe, and George E. Moss. Handbook of ground water development. New York: Wiley-Interscience, 1990.
[4] National Uniform Drillers Licensing Committee. Minimum Construction Requirements for Water Bores in Australia. National
Water Commission, 2012.
[5] Brassington, Rick. “Book Review: Water Wells and Boreholes, by Bruce Misstear, David Banks and Lewis Clark (John Wiley
& Sons, 2006).” Hydrogeology Journal 19, no. 5 (April 19, 2011): 1115–1116. doi:10.1007/s10040-011-0729-y.
[6] Pereverzeva V.S., Akulshin A. A. “Prevention of work and maintainability of water wells.” Building-2016. Materials of the II
Bryansk International Innovation Forum. (2016): 6-11.
[7] Shcherbakov V. I., Akulshin A. A. “Water intake structures from underground sources.” LAP Lambert Academic Publishing.
Saarbrucken. Germany (2017).
[8] Akulshin, А. Bredihin, V. Bredihina, N. Pereverzeva V. “A method of calculating filtration rate of an infiltration water intake in
Kursk region.” Journal of Applied Engineering Science no.3 (March 2017): 208-211. doi: 10.5937/jaes15-14644.
[9] Kopansky A. G. “Investigation of the parameters of the technological process, which provides a high degree of permeability of
the filter of a water intake well.” Bulletin of civil engineers no. 5(52) (May 2015): 110-118.
[10] Patent 138784 Russian Federation, IPC E 21 B 43/08. Borehole filter / Akulshin A. A., Shalai I. S., Akulshin V. A. and et al. ;
patent holder Federal State Budgetary Institution of Higher Professional Education "Southwest State University". -
2013147076/03; declare 10.22.2013; publ. 03/20/2014, Byul. 8.
[11] Patent 141921 Russian Federation, IPC E 21 B 43/08. Borehole filter / Akulshin A. A., Pereverzeva V. S., Akulshin V. A. and
et al. ; patent holder Federal State Budgetary Institution of Higher Professional Education "South-West State University". -
2013155798/03; declare 12/16/2013; publ. 06/20/2014, Byul. 17.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
927
[12] Patent 142252 Russian Federation, IPC E 21 B 43/08. Borehole filter / Akulshin A. A., Pereverzeva V. S., Akulshin V. A. and
et al. ; patent holder Federal State Budgetary Institution of Higher Professional Education "Southwest State University". - No.
2014105964/03; declare 02/18/2014; publ. 06/27/2014, Bull. 18.
[13] Patent 152601 Russian Federation, IPC E 21 B 31/20. Filter borehole / Akulshin A. A., Akulshin V. A., Pereverzeva V. S. and
et al.; patent holder Federal State Budgetary Institution of Higher Professional Education "South-West State University". - No.
2014140405/03; declare 10/07/2014; publ. 06/10/2015, Byul. 16.
[14] Patent 156372 Russian Federation, IPC E 21 B 31/20. Filter borehole / Akulshin A. A., Akulshin V. A., Pereverzeva V. S. and
et al.; patent holder Federal State Budgetary Institution of Higher Professional Education "Southwest State University". - No.
2015111209/03; declare 03/30/2015; publ. 10.11.2015, Bull. 31.
[15] Patent 52441 Russian Federation, IPC E21B 43/08. Borehole filter / Akulshin A. A., Pozdnyakov A.I .; Patentee State
Educational Institution of Higher Professional Education "Kursk State Technical University" - No. 2005133651/22; declare
October 31, 2005; publ. 27.03.2006, Byul. 9.
[16] Patent 168625 Russian Federation, IPC E 21 B 43/08. Filter borehole / Akulshin A. A., Akulshin A. A. patent holder Federal
State Budgetary Institution of Higher Professional Education "Southwest State University". - 2016129450; declare
07/18/2016; publ. 02.13.2015, Bull. 5.
[17] Patent 173488 Russian Federation, IPC E 21 B 43/08. Filter borehole / Akulshin A. A., Shcherbakov V.I., Pereverzeva V. S.
patent holder Federal State Budgetary Institution of Higher Professional Education "Southwest State University". -
2017108967; declare 17/03/2017; publ. 29.08.2017, Bull. 25.
[18] Patent 175222 Russian Federation, IPC E 21 B 43/08. Filter borehole / Akulshin A. A., Akulshin A. A., Shcherbakov patent
holder Federal State Budgetary Institution of Higher Professional Education "Southwest State University". - 2017131544;
declare 08/09/2017; publ. 28.11.2017, Bull. 34.
[19] Patent180192 Russian Federation, IPC E 21 B 31/20. Filter borehole / Akulshin A. A., Shcherbakov V.I. Patent holder Federal
State Budgetary Institution of Higher Professional Education "Southwest State University". - 2018111097; declare
28/03/2018; publ. 06.06.2018, Bull. 16
[20] Patent 188988 Russian Federation, IPC E 21 B 31/20. Filter borehole / Akulshin A. A., Uchaev A.S., Pereverzeva V. S.
Patent holder Federal State Budgetary Institution of Higher Professional Education "Southwest State University". -
2018146545; declare 26/12/2018; publ. 06.05.2019, Bull. 13
[21] Shcherbakov, Vladimir, Aleksandr Akulshin, Aleksandr Bachmetev, and Anatolyi Akulshin. “Selection of Filter Parameters of
Individual Water Supply Systems.” Edited by O. Kalinina. E3S Web of Conferences 110 (2019): 01072.
doi:10.1051/e3sconf/201911001072.
[22] Shcherbakov, V. I., A. A. Akulshin, V. S. Pereverzeva, and I. G. Shapovalov. “SELECTION OF PARAMETERS OF THE
FILTER AT DESIGN OF WATER WELLS.” Proceedings of the Southwest State University 22, no. 3 (June 28, 2018): 6–12.
doi:10.21869/2223-1560-2018-22-3-6-12.
[23] Shcherbakov, Vladimir, Alexander Akulshin, Konstantin Chizhik, and Mikhail Tolstoy. “Design of Interacting Wells for
Optimization of Investments and Operating Costs While Constructing Water-Diverting Structures.” Edited by A. Volkov, A.
Pustovgar, and A. Adamtsevich. MATEC Web of Conferences 251 (2018): 03037. doi:10.1051/matecconf/201825103037.
[24] Akulshin A.A., Shcherbakov V.I., Pereverzev V. S. “Improving Well Designs at Infiltration-Type Intakes.” Industrial and Civil
Construction no.4 (April 2017): 77-81.
[25] Petrosov D.A. “Recommendations for improving the design of filters to reduce head losses.” News of higher educational
institutions. Geology and exploration (March 2007): 52-56.
[26] Idelchik, I. E. "Reference book on hydraulic resistance." Mashinostroenie, Moscow (1975).
[27] Akulshin, A. A., V. I. Shcherbakov, and I. R. Yarovoy. “Modeling the Flow Distribution and Control Vodopjanikha Stations
on Mastroianni Stage.” Proceedings of the Southwest State University 22, no. 6 (March 27, 2019): 81–91. doi:10.21869/2223-
1560-2018-22-6-81-91.
[28] Akulshin, A A, V I Shcherbakov, and A S Uchaev. “Selection of Well Screen Parameters as Aspect of Water Well Design.”
IOP Conference Series: Materials Science and Engineering 687 (December 10, 2019): 044018. doi:10.1088/1757-
899x/687/4/044018.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
928
Ranking and Determining the Factors Affecting the Road
Freight Accidents Model
Masoud Bagheri Ramiani a*
, Gholamreza Shirazian b
a PhD Student of Transportation, Department of Civil Engineering, Shomal University, Amol, Iran.
b PhD of Transportation Engineering, Department of Civil Engineering, Shomal University, Amol, Iran.
Received 15 November 2019; Accepted 04 March 2020
Abstract
The tremendous growth of population, particularly in developing countries, has led to increased number of travels,
especially those with load and freight specifications. Hence, expanding the present facilities or developing new networks
or systems concerning freight and transportation is an essential issue. Among the various transportation systems, road
freight has secured a significant place in sub-urban transportation, as it is responsible for transporting loads, decreasing
transportation costs, and increasing the safety of highway users. Besides these advantages, poor and nonstandard design
and performance of sub-urban highways and transport fleet and equipment leads to the increased number of accidents
and inefficiency of these facilities. Based on these facts, the primary aim of the present study is to probe into the factors
affecting road freight accident severity. For this purpose, the data obtained from road freight accidents occurring in 2016,
2017, and 2018 in Gilan Province, Iran, were used for analyzing the frequency, ranking and determining the factors, and
creating models for accident severity. The results indicated that in accordance with the accident severity model in 2016,
several factors such as the season of autumn, daytime light, drivers aged from 18 to 60, and pickup trucks have impacted
the on-road freight accident severity. While, in 2017 the severity was affected by factors like rural road, freight trucks,
non-faulty passenger cars, motorcycles, and pedestrians. When considering the effective variables in 2018, it was found
that such factors as the accident time (usually occurring between 12 p.m. to 6 p.m)., rural and major roads, freight trucks,
non-faulty motorcycles, and the careless driving without due care and attention to the front were the variables affecting
road freight accidents. Moreover, not following safety guidelines during freighting is the most effective variable in road
freight accidents.
Keywords: Accidents; Road Freight; Cargo; Damage; Injury; Fatality.
1. Introduction
Over the last decade and also nowadays, road accidents have experienced an increasing trend; and there have been
various studies on accidents around the world [1-3]. Road accidents are considered to be a typical phenomenon all
over the world and approximately 1.3 million civilians die as a result of this phenomenon. Moreover, approximately
20 to 50 million people have been injured in these accidents, where the majority were young people with ages ranging
from 15 to 45. Road accidents are claimed to be the ninth most important factor of fatality in the world as it accounts
for 2.2% of the mortality rate in the world. The costs of accidents are estimated to be about 500 million dollars all over
the world. This is equal to between 1 to 2 percent of GDP in the countries with low to average income. The current
trend of accidents indicates that if emergent measures are not taken in this regard, it is likely that road injuries will
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091518
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
929
become the seventh most important factor of fatality by 2030, 90% of which will have occurred in the countries with
low to average income. It is essential that emotional and mental injuries as well as permanent disabilities resulting
from these accidents be added to these complications [4].
Analyzing the accidents, it could be concluded that normally several parameters account for the accidents, which
can be categorized into human, environmental, and vehicle-dependent factors [5]. Various studies have revealed that
some parameters like AADT, traffic congestion, exceeding the speed limit and the number of lanes, drivers’
distraction, and weather conditions are among the factors which affect accidents [6-8]. Increase in the severity of any
of the above-mentioned factors and/ or any inappropriateness of these conditions can lead to increased number of
accidents [9-11].
An increase in the number of accidents results in the increase in the number of owners of motor vehicles. It can be
said that the mentioned growth has been about 65% over the last 2 decades; while in developing countries it has
occurred faster than this [12]. Because of this, road accidents are considered to be one of the most significant issues of
public health in any given society. Besides, it can be concluded that this problem is more serious than other public
health-related issues as the majority of its victims are young and healthy people [13, 14].
Ghaffar et al. (2004) [15] evaluated the effects of road traffic injuries (RTI) in Pakistan. The results indicated that
most accidents happened between 12 and 18 pm. The level of RTI is higher among people aged between 16 and 45
years. Furthermore, the results showed that RTI is almost three times higher in males than females.
Labinjo et al. (2009) [16] provided a population-based survey to explore the epidemiology of RTI in Nigeria. The
results showed that motorcycle accidents accounted for 54.33% of all RTI. The risk of crashes was higher among
males aged between 18 and 44.
Hu et al. (2012) [17] explored the characteristics of traffic accidents on rural roads using the quantitative analysis.
The research shows that 92.68% and 5.42% of casualties occurred on tangents and curves, respectively. Considering
the time parameter, casualties during the daytime have been more serious than the night. Also, the results showed that
crashes that cause injuries are most common during the day rather than night and motor vehicle accidents account for
the majority of casualties. Zangooei Dovom et al. (2013) [18] explored the fatal accident distribution in Mashhad, Iran.
According to the results, the male had more fatalities than the females. For both genders, most accidents had a peak at
the ages of 21-30. The male to female overall casualty ratio was 3.41. Among all the road users, the riskiest group was
male motorcyclists.
Lee and Jeong (2016) [19] investigated the characteristics of traffic collisions occurred in expressways and rural
roads among the truck drivers. The results showed that with respect to the day of the week, the accident rate was
higher in the middle of the week. On rural roads, the accident rate during the daytime was much higher than the night
time (81.7%). The accidents occurred mostly in clear/cloudy weather (76.2%). Besides, the majority of accidents
occurred over a straight road (62.2%), followed by an intersection (15.4%) and a curved road (9.4%).
Road freight is the oldest way of transporting cargo in the world. In terms of the price and speed, it is the most
appropriate way to transport a variety of goods and cargo. Nowadays, the majority of the cargo is transported by
means of road freight, which along with its merits, has some disadvantages. One of the disadvantages is the accidents
occurring due to the failure of freight vehicles on roads, which in addition to economic losses results in fatality or
injury of road users as well. Hence, in this study, the effective factors are identified by means of considering the
severity of road freight accidents, particularly the accidents resulting from some vehicles like pickup trucks, trucks,
trailer cars, etc. Then, through modelling and statistical analyses of accidental data, the appropriate approaches to
decrease road accidents and increase civil welfare and traveller’s safety are identified. For this purpose, after analyzing
the frequency of accidents, their ranking is performed and the factors affecting the severity of accidents are
determined. Moreover, the impact of independent variables on the severity of freight vehicle accidents is modelled.
The purposes and adopted innovations in the present study can be summarized as follows:
Application of Friedman test and Factor analysis methods for the road freight accidents,
Investigating the effect of independent variables on the severity of freight vehicles,
Frequency analysis of variables affecting freight vehicles accidents,
Ranking independent variables affecting the severity of freight vehicles,
Modelling of independent variables affecting the dependent variables of freight vehicles accidents severity,
2. Research Methodology
In this section, initially, the specifications of the study area will be introduced. Then, different statistical analysis
methods and modelling of accident severity will be executed according to Figure 1.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
930
2.1. Case study
Gilan is one of the northern provinces of Iran, whose capital is Rasht megacity. This province lies along the
Caspian Sea and Azerbaijan, sharing with it an international boarder via Astara in the north. It is located to the west of
Mazandaran Province, east of Ardabil Province and north of Zanjan and Qazvin Provinces. Gilan covers an area of
14044 square kilometres and based on the census carried out in 2012, its population is 2480874. Gilan is the tenth
province in Iran in terms of population and is the second most populated province in northern Iran i.e. it ranks only
second to Mazandaran Province. The population density of this province is 177 persons per square kilometre, which
secures third place in Iran. Constituting 46% of the total population of the province, Rasht megacity is the center of the
province and the most populated city in the north of the country and the 11th most populated city in Iran [20, 21].
Sub-urban highways of Gilan Province are 2573 kilometres in length, of which 1682 km, i.e. 65% of the total
length of highways within the province and 2.2% of the total length of highways of Iran, are capable to be utilized for
freight purposes. There are 363, 256, and 1063 kilometres of the mentioned total highway network length function as
highway, main, and rural roads, respectively. Figure 2 displays all the existing roads in Gilan Province, which can be
used for freight transport. Due to the abundance of details, the functions of rural roads are excluded [22].
Figure 1. Flowchart of the present study
Figure 2. Representing the roads capable of freighting in Gilan Province (Iran)
Accident data collection from 2016 to 2018
Identify freight accidents
Delete incorrect
information
Data
encoding Input to SPSS
Analysis and Modelling
- Frequency analyses
- Ranking by Friedman test
- Determining the factors by
factor analysis - Modeling accident severity
Conclusion

Civil Engineering Journal Vol. 6, No. 5, May, 2020
931
2.2. Statistical Analysis and Modeling Methods
For analysing the Road Freight Accidents of Gilan Province, some statistical analysis and modelling methods,
including Kolmogorov–Smirnov test (K–S test), Friedman analysis, Factor analysis, and Logit modelling were used.
The statistical analyses used in this study were performed using SPSS software.
2.2.1. Kolmogorov-Smirnov Test (K–S test)
One of the main assumptions for most statistical tests is the normality of data distribution where the Kolmogorov–
Smirnov test (K–S test) is utilized for this purpose. This test is a nonparametric test for data distribution. In
approximate significance test, comparing | the output with α (significance level), the normality of data distribution can
be determined. If α =0.05(means with 95% certainty) if P-value >0.05, the data distribution can be assumed as normal.
Indeed this test is a compliance testing of the quantitative data distribution. Normality distribution test is the most
common test for examining the normality of a specific distribution [23].
2.2.2. Friedman Test
The Friedman test is one of the statistical tests used to compare between several groups and, ranks groups by using
the average value, whether these groups belong to one community or not. This test is a non-parametric one
corresponding to the F test and is usually used in ranking scales rather than the F test [24]. In the F test, there should
be homogeneity of variances that is less observed in ranking scales. The Friedman test is applied for the analysis of
two-way variance (for non-parametric data) by a ranking method. Also it is used to compare the average ranking of
different groups.
2.2.3. Factor Analysis
The factor analysis method is used to find out the underlying variables of a phenomenon or for summarizing a set
of data. The primary data for factor analysis is the matrix of correlation between variables. Factor analysis does not
have predetermined dependent variables. Factor analysis is applied for two general categories: exploratory purposes
and confirmatory purposes. If there is no speculation about the structure of the dimensions relationships, exploratory
factor analysis is used. Otherwise, the confirmatory factor analysis is used [25].
In the exploratory factor analysis, the researcher seeks to investigate the empirical data to discover and identify the
indices as well as the relationships between them. There is no pre-defined model here. In other words, exploratory
analysis, in addition to its exploratory or suggested value can be a structure maker, modeller, or hypothesis creator.
Exploratory factor analysis is used when the researcher does not have sufficient previous and pre-empirical evidence
to create a hypothesis about the number of underlying factors and wants to determine the number or nature of the
factors justifying the covariance of variables. Therefore, exploratory analysis is more considered as a method of
compilation and production of a theory, rather than a method of testing a.
2.2.4. Multiple Logit Regression
Establishing a relationship between the set of variables x and the dependent variable Y, we would encounter a
multivariable problem. In analysing such a problem, various types of mathematical models have been used to consider
the complexity of the relationship between these variables. The logit regression method is a mathematical method used
to describe the relationship between multiple variables denoted by x and a two-valued dependent variable. A function
that is used in this method is an S-shaped function called the logit function, which can also be applied in multi-valued
problems by expansion [26]. As it is known, the logit regression method can be utilized to define the variable Y as the
multi-valued parameter. In the simplest case, we can consider P(Y=i) as a linear function of XI (Pi = xi β), where β is
the vector of regression coefficients. This equation considers that the probability Pi at the left side of the equation
should be between zero and one, but the linear vector product xiβ at the right side could include all the real numbers. A
simple method for solving this problem is to use the probability transfer function to remove the distance limits and
model the transferred function as a linear function of the parameters. This conversion occurs in two steps. First, the Pi
probability changes to the chance of success according to Equation 1:
𝑂𝑑𝑑𝑆 =𝑝𝑖
1 − 𝑃𝑖
(1)
In the second step, the logarithm of the above-mentioned equation is taken to obtain the logit or success chance
logarithm (Equation 2):
𝐿𝑜𝑔𝑖𝑡(𝑝𝑖) = 𝐿𝑜𝑔𝑃𝑖
1 − 𝑝𝑖
(2)
The results are quite similar. The reverse transfer function, also called anti-logic, is applied to calculate the
probability in terms of logit (Equation 3):

Civil Engineering Journal Vol. 6, No. 5, May, 2020
932
𝐿𝑜𝑔𝑖𝑡−1(𝑍𝑖) =𝑒𝑧𝑖
1 + 𝑒𝑧𝑖 (2)
The fact that the value of the logit function varies between zero and one, is the first reason for using this function in
the probability problems. The second reason in this regard is the form of this function, so that if we start from negative
infinity and move to the right, by increasing z, the value of f (z) does not change much and remains in the range of
zero until we reach the growth threshold. In this range, the value of the function increases rapidly to approach unity,
and at this time, the increase of z does not have much effect on the increase of the function value. Therefore, the logit
is a transfer function that associates the probabilities in the interval (0, 1) with all the real numbers. The negative logit
represents a less than 50% probability, and the positive logit represents a more than 50% probability. Thus, the logit
model is a general linear model that has a logit transfer function. In other words, the logit of Pi probability, instead of
the probability, follows the linear model [27].
3. Results and Analysis
In this part, accidents data in 2016, 2017, and 2018 were used to identify the variables affecting the accidents
leading to damage, injury, and fatality when encountering the freight vehicles. Then, the data were considered in terms
of statistics and frequency. K–S test, Factor Analysis, Friedman, and Logit test analyses were employed to consider
the variables affecting the severity of accidents.
3.1. Frequency Analysis of the Accidents Results
In this study, there is one dependent variable, i.e. accidents severity, and there are 12 independent variables such as
time of the accident, day of the accident, season of the accident, road function type, road pavement condition, accident
point geometry, lighting status, type of freight vehicle responsible for the accident, age of the faulty driver, type of the
non-faulty vehicle, weather condition, the main cause of the accident, where their frequency analysis is presented in
the following part. Figures 3 to 15 present the frequency of each of the variables used in this study from 2016 to 2018,
split by year.
Figure 3. Accident severity frequency (injury, fatality, and damage) by year
Figure 4. Accidents frequency regarding the time of the accidents by year
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
2016 2017 2018
Freq
uen
cy
Property damage Fatal Injury
0
5
10
15
20
25
30
35
40
45
24--6 6--12 12--18 18--24
Freq
uen
cy
2016
2017
2018

Civil Engineering Journal Vol. 6, No. 5, May, 2020
933
Figure 5. Accidents frequency regarding the day of the accident by year
Figure 6. Accidents frequency regarding season of the accident by year
Figure 7. Accident frequency regarding the type of highway function year
0
5
10
15
20
25
30
35
40
45
50
2016 2017 2018
Freq
uen
cy
First week
midweek
weekend
0
5
10
15
20
25
30
35
spring summer autumn winter
Freq
uen
cy
2016
2017
2018
0
10
20
30
40
50
60
2016 2017 2018
Freq
uen
cy
rural
arterial
highway

Civil Engineering Journal Vol. 6, No. 5, May, 2020
934
Figure 8. Accidents frequency regarding highway surface condition by year
Figure 9. Accidents frequency regarding accident point geometry by year
Figure 10. Accidents frequency regarding lighting condition by year
0
10
20
30
40
50
60
70
80
90
100
dry wet frost
Freq
uen
cy
2016
2017
2018
0
10
20
30
40
50
60
70
80
90
100
straight curve intersection
Freq
uen
cy
2016
2017
2018
0
10
20
30
40
50
60
70
80
2016 2017 2018
Freq
uen
cy
day
noon
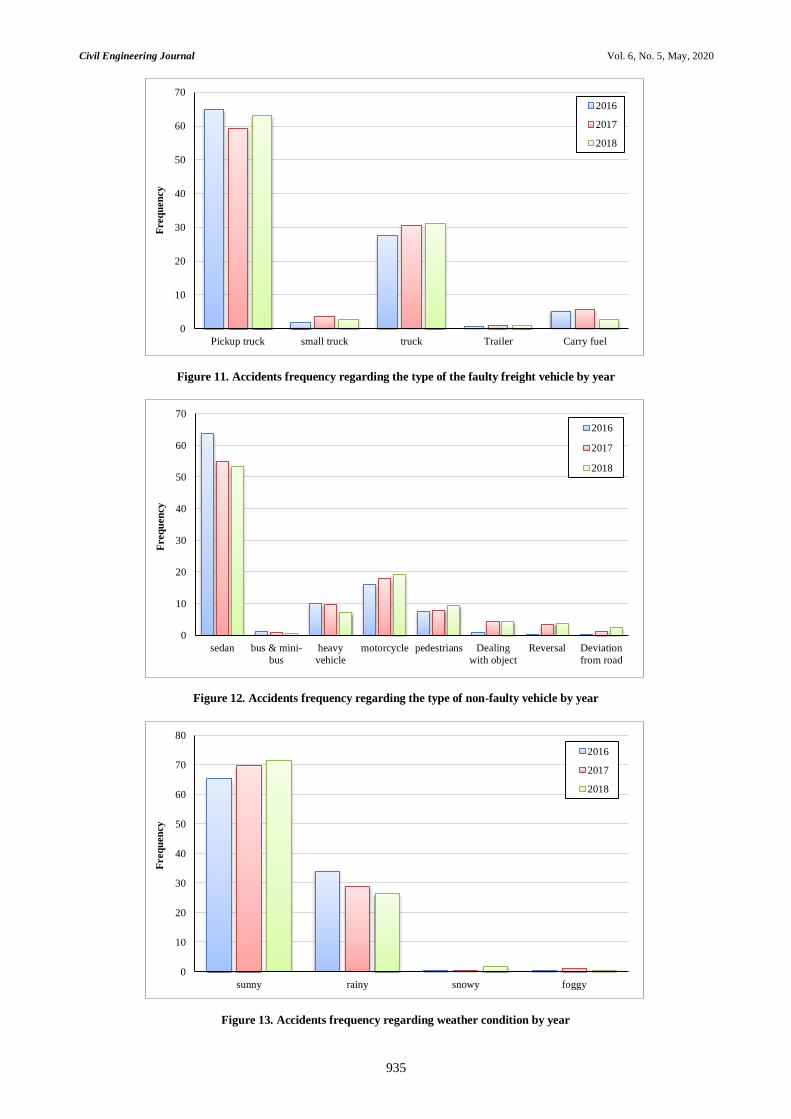
Civil Engineering Journal Vol. 6, No. 5, May, 2020
935
Figure 11. Accidents frequency regarding the type of the faulty freight vehicle by year
Figure 12. Accidents frequency regarding the type of non-faulty vehicle by year
Figure 13. Accidents frequency regarding weather condition by year
0
10
20
30
40
50
60
70
Pickup truck small truck truck Trailer Carry fuel
Freq
uen
cy
2016
2017
2018
0
10
20
30
40
50
60
70
sedan bus & mini-
bus
heavy
vehicle
motorcycle pedestrians Dealing
with object
Reversal Deviation
from road
Freq
uen
cy
2016
2017
2018
0
10
20
30
40
50
60
70
80
sunny rainy snowy foggy
Freq
uen
cy
2016
2017
2018

Civil Engineering Journal Vol. 6, No. 5, May, 2020
936
Figure 14. Accidents frequency regarding the type of the main cause by year
The results of Figures 3 to 14 indicate that more than 50% and 40% of road freight accidents are related to the
damage and injury accidents, respectively. Meanwhile, the accidents resulting in fatality are only about 10% of the
total accidents. Furthermore, the majority of accidents occur between 6 a.m. to 12 a.m and 12 p.m to 6 p.m on
weekdays in autumn. In more than 70% of the cases, the accidents occur on daytime light and sunny weather where
roads are on a tangent with no curve and good dry pavement condition, which prevent the diver from acceleration.
Among all the faulty freight vehicles in the road accidents, pickup trucks and trucks are responsible for 60% and 30%
of the accidents, respectively. The other freight vehicles cause 10% of the road freight accidents.
3.2. Results of Kolmogorov Smirnov Test
Initially, to select an appropriate test to evaluate the data, it is essential to ensure that there is a normal distribution
of statistical data. Thus, K–S test was used to examine whether the distribution is normal. Table 1 summarizes the
results of this test. The results indicate that the test is significant for all three years, namely 2016, 2017, and 2018. As a
result, these variables do not have a normal distribution and nonparametric tests should be used to make deductions.
Table 1. K–S test results for 2016, 2016, and 2018
Significance Statistical Test
Variables 2016 2017 2018
0.00 0.216 0.215 0.214 Time of the accidents
0.00 0.201 0.211 0.201 Season of the accident
0.00 0.210 0.222 0.234 Day of the accident
0.00 0.329 0.278 0.444 Type of highway function
0.00 0.507 0.503 0.267 Highway surface condition
0.00 0.513 0.523 0.331 Accident point geometry
0.00 0.461 0.452 0.394 Lighting condition
0.00 0.399 0.367 0.439 Faulty freight vehicle
0.00 0.269 0.259 0.289 Faulty driver's age
0.00 0.397 0.339 0.518 Non-faulty vehicle
0.00 0.411 0.424 0.462 Weather condition
0.00 0.284 0.284 0.286 Main cause
0
5
10
15
20
25
30
35
2016 2017 2018
Freq
uen
cy
inattention to Precedence failure to Yield
Deviation from road Failure to cargo handling safety
technical problem turning ban
Violation of speed Failure to observe distance
Inability to control

Civil Engineering Journal Vol. 6, No. 5, May, 2020
937
3.3. Results of Friedman Test
Friedman Test can be utilized to test the equality of variable levels rank. In this study, there are 12 independent
variables for ranking the accident severity. Friedman Test is used to determine the rank of each variable. Table 2
presents the data for each variable, Chi-Square statistics range, degrees of freedom, and sig in order. As sig is less than
5%, H0 is rejected and ranking equality (priority) hypothesis of these 12 factors is not accepted. Table 3 also displays
descriptive statistics which indicate the mean rank of each variable. The smaller the mean rank, the more important is
the corresponding variable.
Table 2. Results of Friedman parameter
Year Number of data Chi-square df Sig.
2016 1152 4565.01 11 0.00
2017 987 3960.32 11 0.00
2018 1189 4702.97 11 0.00
Table 3. Results of Friedman Test for the accidents
Independent variables 2016 2017 2018
Average Rank Average Rank Average Rank
Time of the accidents 9.59 12 9.31 12 9.24 12
Season of the accident 7.65 9 8.34 9 8.21 9
Day of the accident 7.04 7 6.99 7 6.91 6
Type of highway function 8.91 11 8.49 10 8.66 10
Highway surface condition 3.95 2 3.86 2 4.19 2
Accident point geometry 3.88 1 3.63 1 3.66 1
Lighting condition 4.38 3 4.32 3 4.33 3
Faulty freight vehicle 5.81 5 6.02 5 5.69 5
Faulty driver's age 7.35 8 7.15 8 7.05 8
Non-faulty vehicle 6.15 6 6.83 6 7.02 7
Weather condition 4.76 4 4.47 4 4.36 4
Main cause 8.54 11 8.59 11 8.69 11
According to the obtained rankings from Table 3, it can be concluded that the most important variables affecting
road freight accidents in all the three years under study are the accident point geometry (straight, horizontal curve, and
intersections), road pavement status, and lighting status, respectively.
3.4. Exploratory Factor Analysis
It is inevitable to come across with a large number of variables in any study. In order to obtain more accurate
analysis data as well as accomplish more scientific and at the same time practical results, researchers have always been
attempting to reduce the number of variables and establish a new structure for them. Therefore, Factor Analysis is
typically used to achieve this goal. Factor Analysis tries to identify basic variables or factors to explain the correlation
pattern among the observed variables. Factor Analysis plays a pivotal role in identifying the hidden variables or
factors utilizing the observed variables.
When performing Factor Analysis, first one should be sure whether the available data could be used for the analysis
purpose. In other words, it should be determined whether the number of the intended data (sample size and the
relationship between variables) is appropriate for Factor Analysis or not. Consequently, in this study the KMO index
and Bartlett test were utilized to test the referred hypothesis.
Table 4 displays the results for the KMO index and Bartlett test in the present study. The more the index
approximates 1, the more appropriate the intended data will be for Factor Analysis. Similarly, if KMO index is smaller
than 0.5, the Factor Analysis results are not appropriate for the intended data and this analysis should not be used to
interpret the results. Besides, the sig value obtained from the Bartlett Test is smaller than 5% for all the cases and
therefore the assumption that the correlation Matrix is known is rejected.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
938
Table 4. KMO and Bartlett's test result
Year 2016 2017 2018
Kaiser-Meyer-Olkin Measure of Sampling
Adequacy 0.562 0.516 0.524
Bartlett's Test of
Sphericity
Approx Chi-Square 1201.311 877.590 1187.728
df 66 66 66
Sig 0.000 0.000 0.000
The tables obtained from Factor Analysis consist of two parts. The first part is for special values which determine
the factors that are included in the analysis. Those factors whose specific values are smaller than 1 are excluded from
the analysis. In this study, the factors 1, 2, 3, 4, and 5 which their special values are larger than 1 are included in the
analysis.
The second part indicates the specific values of the factors extracted through the rotation. It should be noticed that
in the rotation of all the remaining factors, a proportion of the total changes, which are explained via these 5 factors, is
taken as fixed (approximately 60%). Tables 5 to 7 present the specific values of road freight accidents from 2016 to
2018, respectively.
Table 5. Specific values of vehicle accidents in 2016
Total Variance Explained
Component Initial Eigenvalues Extraction Sums of Squared Loadings
Total % of Variance Cumulative % Total % of Variance Cumulative %
1 1.892 15.765 15.765 1.892 15.765 15.765
2 1.570 13.084 28.848 1.570 13.084 28.848
3 1.259 10.489 39.338 1.259 10.489 39.338
4 1.168 9.737 49.075 1.168 9.737 49.075
5 1.088 9.064 58.139 1.088 9.064 58.139
6 0.982 8.180 66.319
7 0.903 7.521 73.840
8 0.864 7.197 81.038
9 0.715 5.962 87.000
10 0.639 5.326 92.325
11 0.493 4.105 96.430
12 0.428 3.570 100.000
Extraction Method: Principal Component Analysis.
Table 6. Specific values of vehicle accidents in 2017
Total Variance Explained
Component Initial Eigenvalues Extraction Sums of Squared Loadings
Total % of Variance Cumulative % Total % of Variance Cumulative %
1 1.696 14.134 14.134 1.696 14.134 14.134
2 1.570 13.082 27.216 1.570 13.082 27.216
3 1.266 10.547 37.763 1.266 10.547 37.763
4 1.188 9.896 47.660 1.188 9.896 47.660
5 1.102 9.183 56.842 1.102 9.183 56.842
6 0.994 8.285 65.127
7 0.924 7.699 72.826
8 0.891 7.427 80.254
9 0.743 6.191 86.445
10 0.646 5.384 91.828
11 0.557 4.641 96.470
12 0.424 3.530 100.000
Extraction Method: Principal Component Analysis.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
939
Table 7. Specific values of vehicle accidents in 2018
Total Variance Explained
Component Initial Eigenvalues Extraction Sums of Squared Loadings
Total % of Variance Cumulative % Total % of Variance Cumulative %
1 1.746 14.551 14.551 1.746 14.551 14.551
2 1.518 12.654 27.205 1.518 12.654 27.205
3 1.378 11.487 38.692 1.378 11.487 38.692
4 1.246 10.383 49.074 1.246 10.383 49.074
5 1.047 8.728 57.802 1.047 8.728 57.802
6 1.000 8.332 66.134
7 0.906 7.553 73.687
8 0.851 7.096 80.782
9 0.722 6.018 86.801
10 0.642 5.353 92.154
11 0.554 4.614 96.768
12 0.388 3.232 100.000
Extraction Method: Principal Component Analysis.
Tables 8 to 10 indicate the rotated matrix of the components from 2016 to 2018, which include the factor loads for
each variable in the factors remaining after rotation. The higher the absolute value of these coefficients in each row,
the more noticeable role the related factor plays in the total changes of the given variable.
Table 8. Component rotation matrix for vehicle accidents in 2016
Component
1 2 3 4 5
Time of the accidents 0.136 0.752 0.364 0.066 0.209
Season of the accident 0.673 -0.136 -0.054 0.231 -0.162
Day of the accident 0.053 -0.054 -0.231 0.016 0.661
Type of highway function 0.055 -0.403 0.573 -0.177 0.223
Highway surface condition 0.747 -0.229 -0.104 -0.071 0.081
Accident point geometry -0.136 -0.076 -0.325 0.418 0.402
Lighting condition 0.390 0.648 0.372 0.100 0.163
Faulty freight vehicle -0.021 -0.374 0.491 0.470 -0.086
Faulty driver's age -0.003 -0.137 0.294 0.269 -0.326
Non faulty vehicle -0.003 0.378 -0.361 0.460 -0.378
Weather condition 0.826 -0.115 -0.158 -0.045 -0.028
Main cause -0.058 -0.168 0.055 0.618 0.283
Table 9. Component rotation matrix for vehicle accidents in 2017
Component
1 2 3 4 5
Time of the accidents -.074 0.699 -0.316 0.285 -0.140
Season of the accident 0.297 -0.058 -0.111 0.154 0.460
Day of the accident -0.146 0.111 -0.069 -0.252 0.344
Type of highway function 0.389 -0.474 -0.171 0.323 -0.397
Highway surface condition 0.824 0.098 0.004 -0.165 0.105
Accident point geometry 0.092 0.124 0.464 0.306 0.331
Lighting condition 0.135 0.654 -0.245 0.404 -0.232
Faulty freight vehicle 0.084 -0.428 0.100 0.642 -0.017
Faulty driver's age -0.155 0.046 0.036 0.433 0.551
Non faulty vehicle -0.085 0.402 0.599 -0.033 -0.092
Weather condition 0.804 0.188 -0.044 -0.166 0.136
Main cause 0.198 0.076 0.688 0.052 -0.298

Civil Engineering Journal Vol. 6, No. 5, May, 2020
940
Table 10. Component rotation matrix for vehicle accidents in 2018
Component
1 2 3 4 5
Time of the accidents 0.014 -0.625 -0.324 0.405 0.039
Season of the accident 0.288 -0.180 0.266 0.004 -0.036
Day of the accident -0.120 -0.025 -0.014 0.064 0.825
Type of highway function 0.088 -0.009 0.749 0.245 0.218
Highway surface condition 0.836 -0.015 0.045 -0.214 -0.007
Accident point geometry 0.183 0.465 -0.283 0.182 0.020
Lighting condition 0.274 -0.602 -0.199 0.434 0.142
Faulty freight vehicle 0.026 0.268 0.460 0.598 -0.058
Faulty driver's age -0.017 -0.022 0.024 0.446 -0.508
Non faulty vehicle 0.175 0.343 -0.539 0.269 0.063
Weather condition 0.844 -0.099 0.056 -0.166 -0.019
Main cause 0.297 0.563 -0.119 0.306 0.174
Extraction Method: Principal Component Analysis.
Based on the Factor Analysis performed for 12 variables affecting the road freight accidents in 2016, as indicated
in Table 8, 5 factors are identified as the major factors. Factor Analysis indicates that variables like the season of
accident, road pavement condition and weather condition are ranked as the first important category of factors;
variables like time of accident and lighting status as the second important category of factors; variables like type of
road and faulty vehicle as the third important category of factors; variables like non-faulty vehicle, accident point
geometry, and the main cause as the fourth important category of factors; and finally weekdays and the age of the
driver are ranked as the fifth important category of factors affecting the severity of road freight accidents in 2016.
Based on the Factor Analysis carried out for 12 variables affecting the road freight accidents in 2017, as indicated
in Table 9, 5 factors are identified as major factors. Factor Analysis shows that the first important category of factors
include variables related to the road pavement status and weather conditions; while, variables like time of the accident
and lighting status are the second most important category of factors; variables like accident point geometry, non-
faulty vehicle, and the main cause are the third most important factor; faulty vehicle as the fourth most important
factor; and the season of accident, weekdays, type of highway, and age of the driver are ranked as the fifth most
important category of factors affecting the severity of road freight accidents in 2017.
Based on the Factor Analysis conducted for 12 variables affecting the road freight accidents in 2018, as presented
in Table 10, five factors are identified as major factors. Factor Analysis indicates that factors like season of the
accident, road pavement status and weather conditions are ranked as the first most important factor; while variables
like time of the accident, lighting status, and main cause as the second most important factor, type of road and non-
faulty vehicle as the third; faulty vehicle as the fourth; and weekdays and the age of driver as the fifth most important
factor affecting the severity of road freight accidents in 2018.
3.5. Road Freight Accidents Severity Model
To establish a model for road freight accident severity, 12 independent variables and 1 dependent variable were
defined. Afterward, they were converted into nominal variables (0 and 1) to be aptly used in SPSS. The dependent
variable, i.e. accident severity, was defined as injury, fatality, and damage accidents. As there were a small number of
fatal accidents, such accidents were categorized as injury accidents. Ultimately, the number of dependent and
independent variables was narrowed down into 2 and 12 respectively. The variables include the type of the faulty
vehicle, type of the road function, the main cause, type of collision, age of the faulty driver, time of the accident, road
pavement status, etc. The enter, backward, and forward methods can be utilized to establish the Logit model. Now, it
should be noticed which of the above-mentioned methods contributes to more appropriate output. In other words, one
should consider which of the above-mentioned methods can present a better model for road freight accidents in Gilan
Province.
To identify such a significant issue, the correct percentage and goodness criteria for the fit model were considered
to identify the fitness of the model. The goodness criterion of the fit model is indicated by R2 parameter. This
parameter shows the percentage of the changes in a given dependent variable determined through Logit independent
variables. Also, the correct percentage criterion determines to what extent the model prediction is correct. In other
words, these two criteria are used to make comparisons between the models and identify a better model. It is
performed in such a way that the more the R2 value approaches unity, a better fit model is established. Similarly, a
higher correct percentage value of a given model, indicates a more powerful model in predicting the accidents.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
941
It should be noticed that as in the first method (enter) all the variables simultaneously are input into the equation,
the model lacks enough time to appropriately process the data and select the most significant variables; hence, it
cannot be an appropriate method. Because of this, the forward and backward methods are used to input the data into
Logit equation. Each method which has the highest accuracy in predicting the number of accidents could be adopted as
the best method. In the backward and forward methods, respectively, those variables exit and/or enter where by their
exit or entrance, the minimum change would occur in the value of R2 corresponding to the equation. Likewise, exit or
entrance of the variable leads to improvement or in other words increase of R2 value. This method helps us with
choosing the way of entering the independent variables to be analyzed. Applying various methods provides us with
establishing different equations with the same data and ultimately selecting the best equation.
Table 11 summarizes Logit models in two forward and backward methods. The determiner of the best model is its
degree of accuracy when making predictions. Accordingly, the backward method with its higher degree of correct
percentage in all the cases is selected as the best method to establish Logit model for the severity of road freight
accidents.
Table 11. Summary of the forward and backward methods
2018 2017 2016 Logit method
77.7 74.3 73.2 Forward
78.7 79.9 82.1 Backward
As it was explicated, the present backward method model was selected owing to its high degree of accuracy in
predicting accidents. Hence, this chapter is devoted to introducing the best model. The Chi-Square statistic is used to
determine the effectiveness of dependent variables on independent variables and the fitness of the overall model,
which is comparable with F statistics in ordinary regression analysis. Tables 12 to 14 present the backward method
model coefficients for the vehicle accidents in 2016, 2017, and 2018, respectively. According to these Tables, the Chi-
Square model shows whether the independent variable(s) affects the dependent variable or not. As it is observed, in all
the models the Chi-Square values have zero Sig. Therefore, the independent variables affect the dependent variable
and indicate a high degree of fitness.
Table 12. Backward method model coefficients in 2016
Sig. Df Chi-Square Final Step
0.040 3 8.287 Step
Step 7 0.000 27 630.500 Block
0.000 27 630.500 Model
Table 13. Backward method model coefficients in 2017
Sig. df Chi-Square Final Step
0.240 8 17.65 Step
Step 5 0.000 23 518.975 Block
0.000 23 518.975 Model
Table 14. Backward method model coefficients in 2018
Sig. df Chi-Square Final Step
0.270 2 7.255 Step
Step 7 0.000 30 630.459 Block
0.000 30 630.459 Model
By selecting the backward method and then entering all the selected variables into the process of model
development; and after passing a variety of stages, the ultimate model is obtained through this method. Tables 15 to 17
display the variables entered into the model, using the Wald test, and ultimate Logit model. Wald test considers the
significance of the variables entered into the regression equation and it is comparable with t statistics in normal
regression. Based on these Tables, the Logit model for different years can be presented in this way; the Positive
coefficients of the independent variables indicate their positive relationship with the severity of accidents; while, the
negative coefficients demonstrate their negative relation with the severity of accidents.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
942
Based on Tables 15 to 17, in 2016, variables like autumn, daylight time, the drivers aging 18 to 60, pickup truck,
and not following safety guidelines in case of freighting goods were the most effective variables on the severity of
road freight accidents. Whereas, in 2017, such variables like rural, trucks and trailers, non-faulty private vehicles,
motors, pedestrians, and no following safety guidelines were the most effective variables. When considering the most
effective variables in 2018, it was determined that the variables of accidents occurring between 12 p.m to 6 p.m, rural,
highways, trailers, non-faulty motorcycles, disregarding front are the main causes, and not following safety guidelines
when freighting are the effective variables on road freight accidents.
Table 15. Logit model variables for vehicle accident severity in 2016
Variables Beta S.E. Wald Sig. Exp (Beta)
Season (Autumn) -0.662 0.255 6.725 0.010 0.516
Daylight (day) -0.462 0.184 6.300 0.012 0.630
faulty driver's age (18-30) -1.300 0.409 10.104 0.001 0.273
faulty driver's age (31-45) -1.371 0.389 12.444 0.000 0.254
faulty driver's age (46-60) -1.289 0.405 10.117 0.001 0.275
faulty freight vehicle (pickup trucks) 1.087 0.510 0.002 0.046 1.024
not following safety guidelines when freighting -1.237 0.629 3.862 0.049 0.290
Constant 3.464 0.000 4.591 0.000 3.195
Table 16. Logit model variables for vehicle accident severity in 2017
Variables Beta S.E. Wald Sig. Exp (Beta)
Rural road 1.500 0.700 4.586 0.032 4.480
Daylight (day) -0.463 0.185 6.243 0.012 0.630
faulty freight vehicle (trucks) 1.757 0.853 4.246 0.039 5.794
faulty freight vehicle (trailers) 0.149 0.379 0.156 0.043 1.161
non-faulty vehicle (private cars) -1.625 0.727 5.001 0.025 0.197
non-faulty vehicle (motorcycles) 3.681 1.023 12.935 0.000 9.687
Pedestrians 3.569 1.239 8.294 0.004 5.464
not following safety guidelines when freighting -1.713 0.633 7.320 0.007 0.180
Constant 1.183 0.879 1.811 0.178 3.265
Table 17. Logit model variables for vehicle accident severity in 2018
Variables Beta S.E. Wald Sig. Exp (Beta)
Rural road -0.701 0.206 11.535 0.001 0.496
Daylight (day) 1.385 0.620 4.990 0.025 3.997
faulty freight vehicle (trucks) 0.800 0.399 4.026 0.045 2.225
faulty freight vehicle (trailers) 1.521 0.916 2.754 0.097 4.575
non-faulty vehicle (private cars) 3.877 0.623 3.781 0.000 4.261
non-faulty vehicle (motorcycles) 0.706 0.329 4.602 0.032 0.454
not following safety guidelines when freighting 0.789- 0.516 2.341 0.026 0.454
Constant -0.379 2.627 0.000 1.000 0.684
The most noticeable points obtained from the type of accidents over the years in this case study reveal the need for
special and more attention of the authorities responsible for road accidents. These include the police and ministry of
road and city planning, rural planners, trailers, motorists, as well as drivers’ following safety guidelines while
freighting loads, all of these variables have been effective on the road freight accidents over the years 2016, 2017, and
2018.
4. Conclusion
Through probing into the data concerning the road freight accidents, the present article focused on analyzing the
effects of various variables on the severity of accidents from 2016 to 2018. Based on the results of the frequency of

Civil Engineering Journal Vol. 6, No. 5, May, 2020
943
variables, it was determined that more than 50% and 40% of road freight accidents were related to the damage and
injury accidents, respectively. The accidents leading to fatality just constituted 10% of the total number of accidents.
The majority of accidents occur between 6 a.m to 12 p.m and 12 p.m to 6 p.m on weekdays in autumn. In more than
70% of the cases, road pavement is dry, the weather is sunny, the route is straight, and it is daytime. Among the faulty
freight vehicles in road accidents, the pickup trucks and trucks are engaged in 60% and 30% of the accidents,
respectively. Other freight vehicles account for 10% of road the freight accidents. Furthermore, according to the
obtained ranking, variables of accident point geometry (tangent, horizontal curve, and intersections), road pavement
status, and lighting status have the highest influence on the road freight accident severity.
By performing the Factor Analysis method, 5 most effective factors on road accidents in 2016, 2017, and 2018
were identified. Moreover, the output of the results obtained from Logit model indicates that the severity of accidents
increases as the result of trailers and motorcycles presence. Moreover, regarding freighting goods in rural areas, some
special measures should be taken. Unfortunately, the main cause of road freight accidents is not following safety
guidelines by the drivers of freighting vehicles. Hence, some strict measures should be adopted as well as more
effective fining strategies should be applied for such drivers.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Loprencipe, Giuseppe, Laura Moretti, Giuseppe Cantisani, and Paolo Minati. “Prioritization Methodology for Roadside and
Guardrail Improvement: Quantitative Calculation of Safety Level and Optimization of Resources Allocation.” Journal of Traffic
and Transportation Engineering (English Edition) 5, no. 5 (October 2018): 348–360. doi:10.1016/j.jtte.2018.03.004.
[2] Xu, Pengpeng, Helai Huang, and Ni Dong. “The Modifiable Areal Unit Problem in Traffic Safety: Basic Issue, Potential
Solutions and Future Research.” Journal of Traffic and Transportation Engineering (English Edition) 5, no. 1 (February 2018):
73–82. doi:10.1016/j.jtte.2015.09.010.
[3] Lin, Pei-Sung, Rui Guo, Elzbieta Bialkowska-Jelinska, Achilleas Kourtellis, and Yu Zhang. “Development of Countermeasures
to Effectively Improve Pedestrian Safety in Low-Income Areas.” Journal of Traffic and Transportation Engineering (English
Edition) 6, no. 2 (April 2019): 162–174. doi:10.1016/j.jtte.2019.02.001.
[4] Ihueze, Chukwutoo C., and Uchendu O. Onwurah. “Road Traffic Accidents Prediction Modelling: An Analysis of Anambra
State, Nigeria.” Accident Analysis & Prevention 112 (March 2018): 21–29. doi:10.1016/j.aap.2017.12.016.
[5] Kiran, Bangaram Naga, Nekkanti Kumaraswamy, and Chundupalli Sashidhar. "A review of road crash prediction models for
developed countries." American journal of traffic and transportation engineering 2, no. 2 (2017): 10-25.
[6] Abdulhafedh, Azad. “Road Crash Prediction Models: Different Statistical Modeling Approaches.” Journal of Transportation
Technologies 07, no. 02 (2017): 190–205. doi:10.4236/jtts.2017.72014.
[7] Cai, Qing, Mohamed Abdel-Aty, Jaeyoung Lee, and Naveen Eluru. “Comparative Analysis of Zonal Systems for Macro-Level
Crash Modeling.” Journal of Safety Research 61 (June 2017): 157–166. doi:10.1016/j.jsr.2017.02.018.
[8] Zhong-xiang, Feng, Lu Shi-sheng, Zhang Wei-hua, and Zhang Nan-nan. “Combined Prediction Model of Death Toll for Road
Traffic Accidents Based on Independent and Dependent Variables.” Computational Intelligence and Neuroscience 2014 (2014):
1–7. doi:10.1155/2014/103196.
[9] Renne, John L., and Tara Tolford. “A Planning Tool for Evaluating Vehicles Miles Travelled and Traffic Safety Forecasts of
Growth Management Scenarios: A Case Study of Baton Rouge and New Orleans.” Transportation Research Part D: Transport
and Environment 59 (March 2018): 237–245. doi:10.1016/j.trd.2018.01.001.
[10] Yasmin, Shamsunnahar, Salah Uddin Momtaz, Tammam Nashad, and Naveen Eluru. “A Multivariate Copula-Based Macro-
Level Crash Count Model.” Transportation Research Record: Journal of the Transportation Research Board 2672, no. 30
(October 6, 2018): 64–75. doi:10.1177/0361198118801348.
[11] Ziari, Hasan, Amir Amini, Amir Saadatjoo, Sayyed Mohsen Hosseini, and Vahid Najafi Moghaddam Gilani. "A Prioritization
Model for the Immunization of Accident Prone Using Multi-criteria Decision Methods and Fuzzy Hierarchy Algorithm."
Computational Research Progress in Applied Science & Engineering (CRPASE) 3, no. 3 (2017).
[12] Bargegol, Iraj, Vahid Najafi Moghaddam Gilani. "Modelling of urban accidents using logistic regression." The 1th National
Conference on Highway and Transportation, University of Guilan, Rasht, Iran (2017).
[13] Memon, Abdul Qadeer. "Modelling road accidents from national datasets: a case study of Great Britain." PhD diss., UCL
(University College London), (2012).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
944
[14] Bahadorimonfared, Ayad, Hamid Soori, Yadollah Mehrabi, Ali Delpisheh, Alireza Esmaili, Masoud Salehi, and Mahmood
Bakhtiyari. “Trends of Fatal Road Traffic Injuries in Iran (2004–2011).” Edited by Martyn Kirk. PLoS ONE 8, no. 5 (May 28,
2013): e65198. doi:10.1371/journal.pone.0065198.
[15] Ghaffar, Abdul, Adnan A Hyder, and Tayyeb I Masud. “The Burden of Road Traffic Injuries in Developing Countries: The 1st
National Injury Survey of Pakistan.” Public Health 118, no. 3 (April 2004): 211–217. doi:10.1016/j.puhe.2003.05.003.
[16] Labinjo, M, C Juillard, O C Kobusingye, and A A Hyder. “The Burden of Road Traffic Injuries in Nigeria: Results of a
Population-Based Survey.” Injury Prevention 15, no. 3 (June 1, 2009): 157–162. doi:10.1136/ip.2008.020255.
[17] Hu, Sitao, and Qiaojun Xiang. “Characteristics Analysis of Traffic Accidents on Rural Roads.” CICTP 2012 (July 23, 2012):
2506-2513. doi:10.1061/9780784412442.255.
[18] Zangooei Dovom, Hossein, Yousef Shafahi, and Mehdi Zangooei Dovom. “Fatal Accident Distribution by Age, Gender and
Head Injury, and Death Probability at Accident Scene in Mashhad, Iran, 2006–2009.” International Journal of Injury Control
and Safety Promotion 20, no. 2 (June 2013): 121–133. doi:10.1080/17457300.2012.692694.
[19] Lee, Sangbok, and Byung Yong Jeong. “Comparisons of Traffic Collisions between Expressways and Rural Roads in Truck
Drivers.” Safety and Health at Work 7, no. 1 (March 2016): 38–42. doi:10.1016/j.shaw.2015.11.005.
[20] Behbahani, Hamid, Mehdi Jahangir Samet, Vahid Najafi Moghaddam Gilani, and Amir Amini. “Determining of the Parking
Manoeuvre and the Taxi Blockage Adjustment Factor for the Saturation Flow Rate at the Outlet Legs of Signalized
Intersections: Case Study from Rasht City (Iran).” IOP Conference Series: Materials Science and Engineering 245 (October
2017): 042017. doi:10.1088/1757-899x/245/4/042017.
[21] Bargegol, Iraj, Mohammad Nikookar, Reza Vatani Nezafat, Esmat Jafarpour Lashkami, and Arash M. Roshandeh. "Timing
Optimization of Signalized Intersections Using Shockwave Theory by Genetic Algorithm." Computational Research Progress
in Applied Science & Engineering (CRPASE) 1, no. 4 (2015).
[22] Iranian Road Transport Statistics. Ministry of Roads and Urban Development of the Islamic Republic of Iran, (2019).
[23] Bargegol, Iraj, Vahid Najafi Moghaddam Gilani, and Sadra Farghedayn. "Analysis of the effect of vehicles conflict on
pedestrian's crossing speed in signalized and un-signalized intersection." Advances in Environmental Biology (2014): 502-
510.
[24] Chatfield, Mark, and Adrian Mander. “The Skillings–Mack Test (Friedman Test When There Are Missing Data).” The Stata
Journal: Promoting Communications on Statistics and Stata 9, no. 2 (August 2009): 299–305.
doi:10.1177/1536867x0900900208.
[25] Thompson, B., 2004. Exploratory and confirmatory factor analysis: Understanding concepts and applications. American
Psychological Association.Young, Rhonda Kae, and Joel Liesman. "Estimating the relationship between measured wind speed
and overturning truck crashes using a binary logit model." Accident Analysis & Prevention 39, no. 3 (2007): 574-580.
[26] Abdi, Ali, Omid Nassimi, Reza Salehfard, and Vahid Najafi Moghaddam. “Analysing the Influence of Encroachment Angle
and Median Parameters on Safety of Rural Highways Using Vehicle Dynamics Performance.” IOP Conference Series:
Materials Science and Engineering 471 (February 23, 2019): 062043. doi:10.1088/1757-899x/471/6/062043.
[27] Jamshidpour, Faramarz, and Barg E. Gol. "Relationship between Pedestrians’ Speed, Density and Flow Rate of Crossings
through Urban Intersections (Case Study: Rasht Metropolis) (Research Note)." International Journal of Engineering 30, no. 12
(2017): 1814-1821.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
945
Free Vibration of Tall Buildings using Energy Method and
Hamilton’s Principle
Peyman Rahgozar a*
a M. E. Rinker, Sr. School of Construction Management, University of Florida, P.O. Box115703, Gainesville, FL 32611, USA.
Received 17 February 2020; Accepted 16 April 2020
Abstract
In a framed-tube tall building, shear wall systems are the most efficient structural systems for increasing the lateral load
resistance. A novel and simple mathematical model is developed herein which calculates the natural frequencies of such
tall buildings. The analyses are based on a continuous model, in which a tall building structure is replaced by an idealized
cantilever beam that embodies all relevant structural characteristics. Governing equations and the corresponding eigen-
problem are derived based on the energy method and Hamilton’s principle. Solutions are obtained for three examples;
using the separation of variables technique implemented in MATLAB. The results are compared to SAP2000 full model
analysis; and they indicate reasonable accuracy. The computed natural frequencies for structures 50, 60 and 70 storey
buildings were over-estimate 7, 11 and 14 percent respectively. The computed errors indicate that the proposed method
has acceptable accuracy; and can be used during the initial stages of designing of tall buildings; it is fast and low cost
computational process.
Keywords: Tall Building; Framed Tube; Shear Wall; Free Vibration; Natural Frequency.
1. Introduction
Tall building developments have been rapidly increasing worldwide. One of the most critical issues in tall
buildings is choosing proper structural form to resist lateral loads. Lateral deformation must be severely controlled,
that inhabitant feels comfort and to prevent damages to second-grade structural elements. Another vital point in tall
buildings’ design is the dynamic analysis of these structures that is very important because of their more flexibility and
consequently increases of vibrational amplitude and the fact that the dynamic characteristic of structures is mainly
governed by their natural frequencies [1-2]. Therefore, dynamic parameters calculation of tall buildings is essential for
primary designing. Dynamic parameters such as vibrational frequencies and mode shapes can be calculated by
numerical methods such as finite element. While these numerical methods are used for final designing, approximate
methods are very effective for primary designing. Approximate methods can help the designer in cases such as initial
design when dimensions of some constructional members are not specified, comparison of achieved results with more
advanced numerical methods, and finally specifying of structural dynamic behaviour which leads to better designing.
One of the most ordinary approximate methods for dynamic parameters calculation of tall buildings is “continuum
method” in which the tall building’s structure is substituted by a continuum beam, adopting Euler–Bernoulli or
Timoshenko beam theory as the design tool [3]. Considering different kinds of parameters in the substituted beam can
help the designer to achieve natural frequencies and mode shapes with more accuracy. For resistant of high-rise
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091519
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
946
buildings subjected to lateral loadings, framed tube, rigid frame, braced frame, shear wall or coupled shear walls can
be considered. The framed tube is an economic and ordinary form for wide ranges of tall buildings. The most primary
type of framed tube includes four frame panel vertical on each other; this system consists of closely spaced perimeter
columns tied at each floor level by deep spandrel beams to form a tubular structure. The framed tube structure can be
considered to be composed of: (1) two web panels parallel to the direction of the lateral load, (2) two flange panels
normal to the direction of the lateral load. Framed tube behaviour is similar to a cantilever beam, and the columns in
two parallel sides of the neutral axis function tensile and pressed [4]. Besides, frames parallel with lateral load under
bending resulted from lateral loads indicate shear behaviour [5]. Tavakoli et al. [6-7] studied the seismic performance
of outrigger-belt truss system subjected to the earthquake and blast load using finite element and component-mode
synthesis.
Several methods have been presented to analyze framed tube structures. Coull and Bose (1975) presented a method
based on elasticity theory [8]. Coull and Ahmad (1978) presented a method for the achievement of position changes of
the circumferential frame [9]. Kwan (1994) by using equal orthotropic planes, energy method and elasticity theory,
presented equations for determining stress in columns and also for achievement of lateral deflection of the framed tube
[4]. As the most studies of tall buildings directed toward analysis, Alavi et al. (2018, a, b) proposed simplified
methods which are suitable for the preliminary design of high-rise structures [10-11]. About free vibration of tall
buildings, different types of research have been done by several researchers, that in most of them the vibration of the
structures is modelled as the vibration of a cantilever beam [12-14]. Many researchers have studied fundamental
frequencies of tall buildings [15-17]. Kaviani et al. (2008) carried out an approximate method for determining the
natural periods of multistory buildings subjected to earthquake [16]. In this article, based on a continuum approach
and Hamilton’s principle, a simple mathematical method for calculation of natural frequencies of the combined system
of the framed tube and shear wall is presented. In particular, Mohammadnejad and Haji Kazemi in several research
investigated the natural frequencies of the framed tube structures in more details, considering the effects of shear lag
phenomena [18-20].
There are compound and various structural systems for increasing efficiency of framed tube buildings. A more
uniform distribution of axial stress in flange and web frames, and also a decrease in the values of deflection at the
highest level of structures could be obtained using the mega bracing system [21], shear walls shear core, and also
outrigger-belt trusses in the frame tube structures [22-23]. The system which is considered in this article is a combined
system of the framed tube and shear wall. When framed tube and shear wall system subjected to lateral loads, the
shear wall deforms in bending form with downward concavity and with maximum gradient. Interaction of forces
causes that shear wall to restrain deflection of frames in bases, and framed tube is like a restrain for the shear wall
above structure. Therefore, deflection of the construction decreases. In the recent decade, studies about analysis of free
vibration of the frame with shear wall have been done. Kuang (2001) based on continuum method and D’Alembert’s
principle achieved governing differential equations of free vibration of structures with the symmetrical shear wall [24].
Wang (2005) presented an equation for computing the natural vibration of buildings with coupled shear walls which is
proved to be the fourth-order Sturm–Liouville differential equation, and a hand method for determining the first two
periods of natural vibration of the buildings. Also, to determine the first natural frequency of these structures, a
relation has been suggested [25]. In continuance of previous studies, Bozdogan and Ozturk represented an
approximate method based on the continuum approach and transfer matrix method for free vibration analysis of multi-
bay coupled shear walls [26]. Kamgar and Rahgozar (2019) used energy method as a robust method to compute the
roof displacement and axial forces of columns in tall buildings reinforced with a framed tube and outrigger system
[27].
Although free vibration analysis of framed tube system and shear-walled frame has been studied extensively over
the past few decades, there have been few research efforts related to determining vibrational characteristics of the
combined system of framed tube and shear-wall system. Therefore, to fill in the gap, in this study, a simple analytical
method for calculating natural frequencies of the combined system of framed tube and shear walls is presented. On the
basis of the continuum approach, framed tube and shear walls are replaced by an equivalent cantilever beam located at
the mass center. It should be noted that the first natural frequency of any structure has an important issue in
determining the linear and nonlinear response of structures subjected to the dynamic loads. On the other hand,
calculating the values of natural frequencies of structures using numerical methods is computationally expensive.
Therefore, the main aim of this paper is related to calculate the natural frequency of tall buildings that consist of
framed tube and shear walls using simple analytical methods. The three-dimensional structure is replaced by an
equivalent beam. For this purpose, Hamilton's principle is used to obtain the governing equation of a combined
system. Then the characteristic equation is obtained by applying the boundary conditions. The characteristic equation
is solved to calculate the natural frequency. Several numerical examples are solved, and the results are compared with
those obtained from SAP2000 and other work. Finally, the results show the ability of the proposed method in
comparison with the other methods.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
947
2. Lagrange’s Equations For Combined System Of Framed Tube And Shear Wall
In this section a simple mathematical method for calculation of natural frequencies of a combined system of framed
tube and shear walls is presented based on the works done by Kwan (1994); Malekinejad and Rahgozar (2010) [4, 28].
Kwan (1994) proposed a model for the analysis of framed tube structures; those following assumptions are considered
for modelling the framed tube system by using equivalent orthotropic plates [4]:
The material of the structures is homogenous, isotropic and obeys Hooke’s law.
Spacing of beams and columns are uniform throughout the building height.
3-The floor slabs of tall buildings are not deformable in their planes and have no motion perpendicular to their
planes.
The structure is assumed symmetric in plan and height and cannot twist.
All beams and columns are uniforms along with the building height.
The kinetic (Equation 1) and potential energies (Equation 2) of the considered dynamic system are written as
follows [29]:
2b
0
1K(t) m( x )[ y( x,t )] dx
2 (1)
2 2
0 0
1 1
2 2
b b
P( t ) EI( x )[ y ( x,t )] dx S( x )[ y ( x,t )] dx (2)
In which y(x, t) is displacement and S(x) is the shear stiffness GA(x). In which G is the shear modulus, and A(x) is the
cross-sectional area.
The function A is in the form of L integral, between two arbitrary times of 2
,1
t t .
2 2
1 1
t t
t t
A Hdt (K P)dt (3)
Hamilton’s principle represents that A has a stationary value expressed as A 0 , where is known as the
variational operator.
Hamilton’s principle can be written in the following form [28]:
2
1
t b
nc 1 2t 0
A= H + y dx+ L dt = 0 y = 0 at t = t ,t 0 x b
(4)
Using properties of operator and integration by parts, the following matters result:
Differential equations of motion known as the Lagrange’s equation,
Boundary displacements,
Boundary forces,
Eigenvalue solution form.
H can be determined as follows:
1 1 12 2 2H my EIy Sy2 2 2
(5)
Using the Lagrange equation, Eq. (4) can be rewritten as follows:
2
1
t b
t 0
H H HA= y + y + y F y dx dt = 0
y y y
(6)
At this step, the integrand in Equation 6 should be transformed into one containing only 𝛿𝑦 . Therefore, this
equation is integrated by part, both respect to space and time. After simplification, one can obtain:

Civil Engineering Journal Vol. 6, No. 5, May, 2020
948
0
2
1
t b 2
2t 0
H H H H HA= ( ( )+ ( ) ( ) P) ydx dx+ y y x 0x bx y y t y y yx
H H H H( ( )) y ( ( )) y dtx 0x by x y y x y
(7)
By replacing Equation 5 into Equation 7, the following equation with a series of boundary conditions is derived:
2
2(Sy ) ( EIy ) (my) 0 0 x b
x tx
(8)
Using the method of separation of variable and let y( x,t ) Y( x ) T( t ) , two equations can be obtained. The
frequencies can be obtained from the x-dependent equation [29]:
0Ymω)Y(EIdx
d)Y(S
dx
d 2
2
2
(9)
The Equation 9 after simplifying will be changed as follows by definition the and parameters (Equations 11
and 12).
4 22 2 2
4 2
d Y d Yω Y 0 0 n 1
dn dn (10)
2 2Sb
EI (11)
2 2mb
EI (12)
Values of EI, S and m can be determined by applying the boundary conditions Equations 13 to 16. These boundary
conditions are related to the displacement value at the bottom of the structure (𝑌(𝑛=0)), the value of rotation at the
bottom of the structure (𝑌′(𝑛=0)), shear force ([𝑌" − 𝛾2𝑌′]|𝑛=1) and bending moment (𝑌"|𝑛=1) values at the top of the
structure.
Y 0(n 0) (13)
Y 0(n 0)
(14)
2n 1Y Y 0
(15)
n 1Y 0 (16)
The Y function is considered as follows to obtain a solution for the governing equation (Equation 10):
C pnY(n) e (17)
Therefore, the solutions of the equation (Equation 10) will be as follows by considering Equation 17:
p2 4
2 2 21,2 1 3,4 2ω p = ± B , p = ±i B
2 4
(18)
In which:
4 22 2
1B ω4 2
(19)
4 22 2
2B ω4 2
(20)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
949
To solve the Equation 10, one can rewrite it as follows:
G
H
J
K2
Y(n)
Y(n)p(n,ω)
Y(n)
Y α Y(n) (n)
(21)
1 1 2 2
1 1 1 1 2 2 2 2
2 2 2 21 1 1 1 2 2 2 2
2 2 2 21 2 1 1 2 1 2 1 2 2 1 2
cosh(B n) sinh(B n) cos(B n) sin(B n)
B sinh(B n) B cosh(B n) B sin(B n) B cos(B n)p(n,ω)
B cosh(B n) B sinh(B n) B cos(B n) B sin(B n)
B B sinh(B n) B B cosh(B n) B B sin(B n) B B cos(B n)
(22)
After substituting boundary conditions, a nontrivial solution for Equation 21 can be obtained by setting the
determinant of coefficients to zero.
1 2
2 2 2 21 1 1 1 2 2 2 2
2 2 2 21 2 1 1 2 1 2 1 2 2 1 2
1 0 1 0
0 B 0 B=0
B coshB B sinhB -B cosB -B sinB
B B sinhB B B coshB B B sinB -B B cosB
(23)
Solving Equation 23 using MATLAB software yields:
5 4 2 3 3 2 3 3 21 2 1 2 1 2 1 2 1 2 1 1 2 2
3 3 2 3 3 2 2 4 51 2 1 1 2 2 1 2 1 2 1 2 1 2
B B coshB cosB B B sinhB sinB B B cosh B B B cos B
B B sinh B B B sin B B B sinhB sinhB B B coshB cosB 0
(24)
By solving this equation, the natural frequencies are calculated. For numerical study, EI, S, m, parameters should be
calculated. To calculate G in S GA( x ) Kwan’s relations are used [4].
b s
h
stG=Δ Δ
+Q Q
(25)
In which:
3 2b b c
m c m c
Δ (h - d ) (s - d )h= +( )
Q 12E I s 12E I (26)
22s b c
m sc m sb
Δ (h - d ) (s - d )h= +( )
Q G A s G A (27)
Where bI and cI are moments of inertia of the beam and column respectively, sbA and scA are effective shear areas of
the beam and column, and finally mG is the shear modulus of the material.
The following step by step procedures shown the methodology of the proposed method
Determining the values of mass per unit length (m) along height of structure;
Determining the flexural (EI) and shear stiffness (S) of the structure;
Calculation the and parameter using Equations 11 and 12;
Solving Equation 24 to find the B1 and B2 parameters and finally computing the first natural frequency of the
structure using Equations 19 and 20.
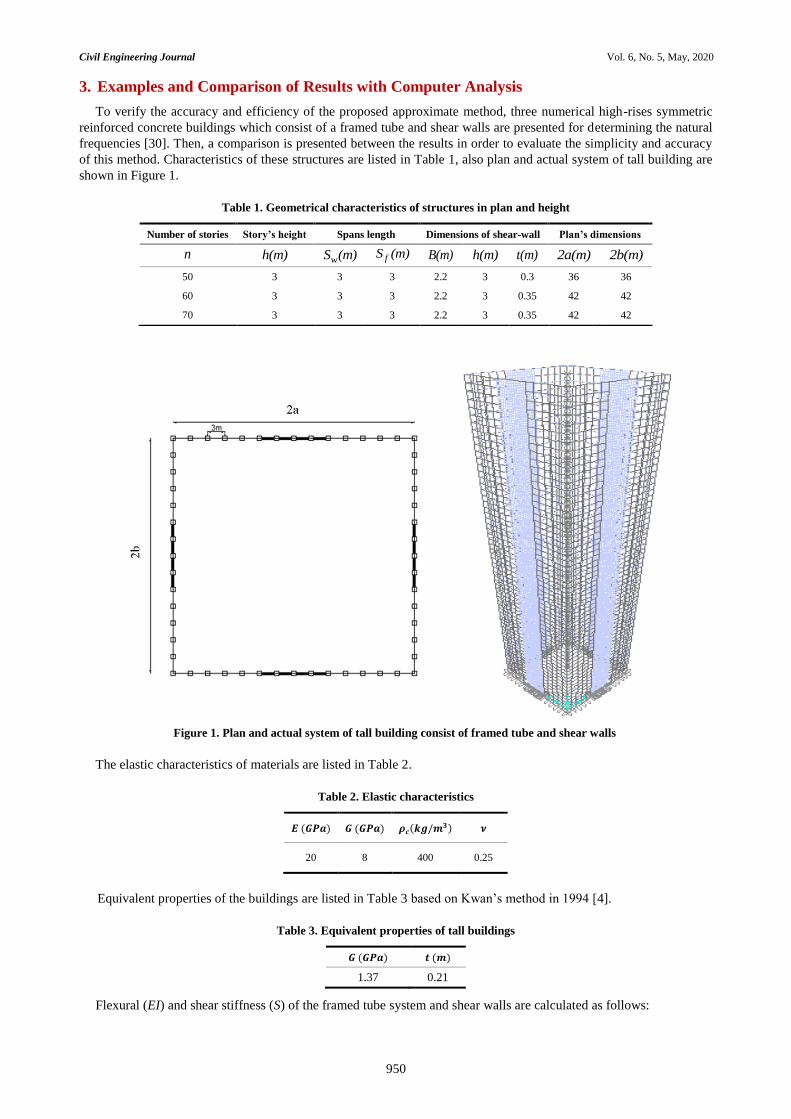
Civil Engineering Journal Vol. 6, No. 5, May, 2020
950
3. Examples and Comparison of Results with Computer Analysis
To verify the accuracy and efficiency of the proposed approximate method, three numerical high-rises symmetric
reinforced concrete buildings which consist of a framed tube and shear walls are presented for determining the natural
frequencies [30]. Then, a comparison is presented between the results in order to evaluate the simplicity and accuracy
of this method. Characteristics of these structures are listed in Table 1, also plan and actual system of tall building are
shown in Figure 1.
Table 1. Geometrical characteristics of structures in plan and height
Figure 1. Plan and actual system of tall building consist of framed tube and shear walls
The elastic characteristics of materials are listed in Table 2.
Table 2. Elastic characteristics
𝑬 (𝑮𝑷𝒂) 𝑮 (𝑮𝑷𝒂) 𝝆𝒄(𝒌𝒈/𝒎𝟑) 𝝂
20 8 400 0.25
Equivalent properties of the buildings are listed in Table 3 based on Kwan’s method in 1994 [4].
Table 3. Equivalent properties of tall buildings
𝑮 (𝑮𝑷𝒂) 𝒕 (𝒎)
1.37 0.21
Flexural (EI) and shear stiffness (S) of the framed tube system and shear walls are calculated as follows:
Number of stories Story’s height Spans length Dimensions of shear-wall Plan’s dimensions
n h(m) wS (m) fS (m) B(m) h(m) t(m) 2a(m) 2b(m)
50 3 3 3 2.2 3 0.3 36 36
60 3 3 3 2.2 3 0.35 42 42
70 3 3 3 2.2 3 0.35 42 42

Civil Engineering Journal Vol. 6, No. 5, May, 2020
951
9 9 9 2
8 8 8 2
50 storey EI = 2 ×10 ×6418.41+ 2 ×10 × 2799.42 = 18435.66 ×10 kg.m
S = 20.59 ×10 +63.36 ×10 = 83.95 ×10 kg.m
9 9 9 2
8 8 8 2
60 storey EI = 2 ×10 ×10372.57 + 2 ×10 ×5556.72 = 31858.58 ×10 kg.m
S = 24.16 ×10 +73.92 ×10 = 98.08 ×10 kg.m
9 9 9 2
8 8 8 2
70 storey EI = 2 ×10 ×15386.45 + 2 ×10 ×8975.68 = 48724.26 ×10 kg.m
S = 28.52 ×10 +85.32 ×10 = 113.84 ×10 kg.m
Where m is mass per unit height of the buildings, which is derived as follows:
7655040050 storey m = = 510336 kg / m
150
11805696060 storey m = = 655872 kg / m
180
17957664070 storey m = = 855127 kg / m
210
By substituting the values of EI, S and m for each of the structure into the Equations 11 and 12, and can be calculated. By substituting their values into Equations 19 and 20, 1B and 2B can be found. Finally, by using Equation
24, natural frequencies are calculated based on a computer program which has been developed in MATLAB for three
numerical examples 50, 60 and 70 storey tall buildings. Comparison of computer analysis results (SAP2000) with the
proposed method are listed in Table 4.
Table 4. Comparison of natural frequencies between SAP2000 and proposed approximate method
Number of stories 𝜸 𝝀 𝝎(𝒓𝒂𝒅/𝒔) Percent of Error in 𝝎
Proposed method SAP2000
50 4.25 3.74 1.93 1.80 7
60 3.15 4.65 1.53 1.37 11
70 2.85 6.12 1.27 1.09 14
The calculated natural frequencies for structures 50, 60 and 70 storey tall buildings have over estimate 7, 11 and 14
percent differences with results of computer analysis (SAP2000). The main source of errors between the proposed
approximate method and SAP2000 may be lead from followings: all closely spaced perimeter columns tied at each
floor level by deep spandrel beams are modelled as a tubular structure, the equivalent elastic properties for GA and EI
and neglecting the effect of shear lag in the approximate method have been used.
Also the results for 60 and 70 storey tall buildings with shear walls are compared with the research carried out by
Rahgozar et al. using B-spline functions [30]. As shown in Table (5), the natural frequencies calculated by the
proposed approximate method are overestimated by 15 and 9 percent for 60 and 70 storey building respectively.
Table 5. Comparison of natural frequencies between proposed approximate method and Rahgozar et al. [30]
Number of stories 𝝎(𝒓𝒂𝒅/𝒔) Percent of Error in 𝝎
Proposed method Rahgozar et al. [30]
60 1.53 1.30 15
70 1.27 1.15 9
4. Conclusion
Natural frequencies and mode-shapes play an important role in structural design of tall buildings. Especially the
first natural mode; since it is the dominant component in response of a tall building to earthquake or wind loading. In
this article, an approximate method for free vibration analysis of the combined system of framed tube and shear walls
was presented. In the proposed method, the structure is modelled as a cantilever hollow box with equivalent structural
characteristics. The governing differential equation was derived by energy method and Hamilton’s principle. Applying
appropriate boundary conditions, natural frequencies of the combined system of framed tube and shear walls were
obtained. Comparing to results from comprehensive finite element models; the proposed method overestimate the first
natural frequency by 7% for the 50-storey, 11% for the 60-storey, and 14% for the 70-storey building. Differences are
within acceptable ranges for a quick estimate. Hence, the proposed method may reliably be used for free vibration

Civil Engineering Journal Vol. 6, No. 5, May, 2020
952
analysis of framed tube tall buildings reinforced by shear walls. The proposed method is simple, accurate, economical,
reliable, and especially suitable for use during the preliminary design; where a large number of structures with
different features need to be analyzed.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Alavi, Arsalan, Reza Rahgozar, Peyman Torkzadeh, and Mohamad Ali Hajabasi. “Optimal Design of High-Rise Buildings with
Respect to Fundamental Eigenfrequency.” International Journal of Advanced Structural Engineering 9, no. 4 (September 25,
2017): 365–374. doi:10.1007/s40091-017-0172-y.
[2] Alavi, Arsalan, Peyman Rahgozar, and Reza Rahgozar, “Minimum‐Weight Design of High‐Rise Structures Subjected to
Flexural Vibration at a Desired Natural Frequency.” The Structural Design of Tall and Special Buildings 27, No. 15 (October
2018): e1515. doi:10.1002/tal.1515.
[3] Davari, Seyed Mozafar, Mohsen Malekinejad, and Reza Rahgozar, “Static Analysis of Tall Buildings based on Timoshenko
Beam Theory.” International Journal of Advanced Structural Engineering 11 (September 2019): 455–461.
[4] Kwan, Albert K.H., “Simple Method for Approximate Analysis of Framed-Tube Structures.” Journal of Structural Engineering,
ASCE 120, No. 4 (April 1994): 1221-1239. doi:10.1061/(ASCE)0733-9445.
[5] Kwan, Albert K.H., “Shear Lag in Shear/Core Walls.” Journal of Structural Engineering, ASCE 122, No. 9 (1996): 1097-1104.
doi:10.1061/(ASCE)0733-9445.
[6] Tavakoli, Reihaneh, Reza Kamgar, and Reza Rahgozar. “Seismic Performance of Outrigger-Braced System Based on Finite
Element and Component-Mode Synthesis Methods.” Iranian Journal of Science and Technology, Transactions of Civil
Engineering (July 31, 2019). doi:10.1007/s40996-019-00299-3.
[7] Tavakoli, Reihaneh, Reza Kamgar, and Reza Rahgozar. “Seismic Performance of Outrigger–belt Truss System Considering
Soil–structure Interaction.” International Journal of Advanced Structural Engineering 11, no. 1 (February 1, 2019): 45–54.
doi:10.1007/s40091-019-0215-7.
[8] Coull, Alexander, and Bishwanath Bose, “Simplified Analysis of Frame Tube Structures.” Journal of Structural Engineering,
ASCE 101, No. 11 (1975): 2223-2240.
[9] Coull, Alexander, and Abdulla K. Ahmed, “Deflections of Framed-Tube Structures.” Journal of Structural Engineering, ASCE
104, No. 5 (1978): 857-862.
[10] Alavi, Arsalan, and Reza Rahgozar, “Optimal Stiffness Distribution in Preliminary Design of Tubed-System Tall Buildings.”
Structural Engineering and Mechanics 65, No. 6 (March 2018): 731-739. doi:10.12989/sem.2018.65.6.731.
[11] Alavi, Arsalan, and Reza Rahgozar, “A Simple Mathematical Method for Optimal Preliminary Design of Tall Buildings with
Peak Lateral Deflection Constraint.” International Journal of Civil Engineering 17 (July 2018): 999–1006.
doi:10.1007/s40999-018-0349-1.
[12] Poon, Dennis, Show-Song Shieh, Leonard Joseph, and Ching-Chang Chang, “Structural Design of Taipei 101, the World’s
Tallest Building.” Proceedings of the CTBUH 2004, Seoul Conference, Seoul, Korea, 271-278.
[13] Bozdogan, Kanat Burak, “A Method for Free Vibration Analysis of Stiffened Multi-Bay Coupled Shear Walls.” Asian Journal
of Civil Engineering (Building and Housing) 7, No. 6 (November 2006): 639-649.
[14] Bozdogan, Kanat Burak, “An Approximate Method for Static and Dynamic Analysis of Symmetric Wall-Frame Buildings.”
The Structural Design of Tall and Special Buildings 18, No. 3 (September 2007): 279-290. doi:10.1002/tal.409.
[15] Dym, Clive L., Harry E. Williams, “Estimating Fundamental Frequencies of Tall Buildings.” Journal of Structural
Engineering, ASCE 133, No. 10 (October 2007): 1-5. doi:10.1061/(ASCE)0733-9445(2007)133:10(1479).
[16] Kaviani, Peyman, Reza Rahgozar, and Hamed Saffari, “Approximate Analysis of Tall Buildings using Sandwich Beam
Models with Variable Cross-Section.” The Structural Design of Tall and Special Buildings 17, No. 2 (August 2007): 401-418.
doi:10.1002/tal.360.
[17] Lee, Jaehong, Minsik Bang, and Jae‐Yeol Kim, “An Analytical Model for High-Rise Wall-Frame Structures with
Outriggers.” The Structural Design of Tall and Special Buildings 17, No. 4 (October 2007): 839-851. doi:10.1002/tal.406.
[18] Mohammadnejad, Mehrdad, Hasan Haji Kazemi, “Dynamic Response Analysis of Tall Buildings under Axial Force Effects.”
Journal of Civil Engineering (Journal of School of Engineering) 31, No. 2 (2018): 39-53.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
953
[19] Mohammadnejad, Mehrdad, and Hasan Haji Kazemi, “A New and Simple Analytical Approach to Determining the Natural
Frequencies of Framed Tube Structures.” Structural Engineering and Mechanics 65, No. 1 (January 2018): 111-120.
doi:10.12989/sem.2018.65.1.111.
[20] Mohammadnejad, Mehrdad, and Hasan Haji Kazemi, “Dynamic Response Analysis of a Combined System of Framed Tubed,
Shear Core and Outrigger-Belt Truss.” Asian Journal of Civil Engineering (BHRC) 18, No. 8 (December 2017): 1211-1228.
[21] Kamgar, Reza, and Reza Rahgozar, “Determination of Optimum Location for Flexible Outrigger System in Tall Buildings
with Constant Cross-Section Consisting of Framed Tube, Shear Core, Belt Truss and Outrigger System using Energy Method.”
International Journal of Steel Structures 17, No. 1 (2017): 1-8. doi:10.1007/s13296-014-0172-8.
[22] Kamgar, Reza, and Reza Rahgozar, “Critical Excitation Method for Determining the Best Location of Belt Truss System in
Tall Buildings.” Iranian Journal of Structures Engineering 4, No. 2 (2017): 76-88.
[23] Tavakoli, Reihaneh, Reza Kamgar, and Reza Rahgozar. “The Best Location of Belt Truss System in Tall Buildings Using
Multiple Criteria Subjected to Blast Loading.” Civil Engineering Journal 4, no. 6 (July 4, 2018): 1338. doi:10.28991/cej-
0309177.
[24] Kuang, Junshang, and S.C. Ng, “Dynamic Coupling of Asymmetric Shear Wall Structures: An Analytical Solution.”
International Journal of Solids and Structures 38, No. 48-49 (November–December 2001): 8723-8733. doi:10.1016/S0020-
7683(01)00052-X.
[25] Wang, Quanfeng, L.Y. Wang, “Estimating Periods of Vibration of Buildings with Coupled Shear Walls.” Journal of Structural
Engineering, ASCE 131, No. 12 (December 2005): 1931-1935. doi:10.1061/(ASCE)0733-9445(2005)131:12(1931).
[26] Bozdogan, Kanat Burak, Duygu Öztürk, “An Approximate Method for Free Vibration Analysis of Multi-bay Coupled Shear
Walls.” Mathematical and Computational Applications 12, No. 1 (2007): 41-50. doi:10.3390/mca12010041.
[27] Kamgar, Reza, and Peyman Rahgozar. “Reducing Static Roof Displacement and Axial Forces of Columns in Tall Buildings
Based on Obtaining the Best Locations for Multi-Rigid Belt Truss Outrigger Systems.” Asian Journal of Civil Engineering 20,
no. 6 (April 30, 2019): 759–768. doi:10.1007/s42107-019-00142-0.
[28] Malekinejad, Mohsen, and Reza Rahgozar, “Free Vibration Analysis of Tall Buildings with Outrigger-Belt Truss System.”
International Journal of Earthquakes and Structures 2, No. 1 (March 2011): 89-107. doi:10.12989/eas.2011.2.1.089.
[29] Meirovitch, Leonard, “Computational Methods in Structural Dynamics.” The Netherland Rockville, Maryland, USA.
[30] Rahgozar, Reza, Zahra Mahmoudzadeh, Mohsen Malekinejad, and Peyman Rahgozar. “Dynamic Analysis of Combined
System of Framed Tube and Shear Walls by Galerkin Method Using B-Spline Functions.” The Structural Design of Tall and
Special Buildings 24, no. 8 (November 21, 2014): 591–606. doi:10.1002/tal.1201.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
954
Smart City and Modelling of Its Unorganized Flows Using Cell
Machines
Truong Thanh Trung a*
a Candidate of Law, Faculty of Traffic Police Training, People's Police Academy, Hanoi, Vietnam.
Received 04 December 2019; Accepted 08 March 2020
Abstract
The evolution of the digital economy requires the appropriate infrastructure for administrative management and support
of “Smart City". All this makes it possible to look at the problems of the city in a new way. SMART-city is an integrated
infrastructure, an environment for improving the comfortable life and work of all citizens. In urban traffic flows, there
are obstacles in place where traffic flow is not organized. In these places, special solutions, management measures and
safety criteria are required. Such flows and situations should be simulated. This problem is solved based on flow-
intensive management criteria using situational scenarios. The efficiency of flow management on busy highways requires
the consideration of critical factors. In the present work, such a task is investigated using cell machines, which showed
efficiency in streaming tasks of gas dynamics. A purpose of work and its result is a decline system's complexity and
dimension by means of linearization and reduction of algorithmic complexity. The field of cells is considered. If there’s
an obstacle in the cell then the direction by which the obstacle affects minimally is selected (Stochastic assessment has
been used). System analysis of SMART-city problems is also carried out in this work. Adaptive IT infrastructure,
security, virtualization, risk and the multi-criteria decision-making in an uncertain environment has been analyzed.
Keywords: Simulation; Safe Movement; Smart City; Infrastructure; Management.
1. Introduction
The modern city is the city not only with the developed city traditional infrastructure (Roads, Offices, Service
Institutions, etc.), but also it is the city with the developed IT infrastructure, life activity and comfort. The city which
creates conditions to evolution of digital economy and digital business, health care, municipal management,
educations – "the smart city (SMART-city)" [1], intelligent city. SMART – an abbreviation target words: Specific,
Measurable, Achievable, Relevant, and Time bound ("time limited"). The philosophy of "SMART-city" is necessary
in the metropolis, and also it will provide flexible, technological controllability of the city, its infrastructure [2].
Criteria of the “smart” city are:
1) Digital Technologies;
2) Intellectual Systems;
3) Subsystems of the Electronic State, Government, City Administration;
4) New Interactions, Communications, Intellectual processes of the city structures and "Clever Citizens”
susceptible and ready to innovations of city life.
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091520
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
955
What city systems should be connected to SMART-city? – All transport logistics, infrastructure, power, police,
ambulance, fire, banking, educational and medical systems, and employment services. Continuous access in the
Internet is necessary.
This definition is widespread, but not the only thing for studying of SMART-city. There are also options:
"intellectual city", "digital city", etc. All of them are closely connected with category "Internet of Things: (IoT)". IoT
is a new stage of society informatization at which practically all objects have access to networks. Networks G5 are
developed for high-quality growth of web connections. The smart home system should be under construction on 3D-
connections "all (x), everywhere (y), at any time (t)". According to forecasts the number of the devices connected in
2020 will exceed 50 billion.
The novelty of this article is to consider unorganized flows with obstacles in the cellular space of a smart city, to
build and study a model of managing such flows using situational scenarios that take into account critical factors (flow
intensity, risk situations, poor visibility, etc.).
2. Research Methodology
IT components and the principles of management of SMART-city are underlain at design, planning of city
infrastructure [3]. "Smart subsystems" of SMART-city allow authenticated citizens to participate in self-government
of the city (health care, education, safety, etc.). Except executive power, it's possible to include subsystems to them
"Clever citizen", "Smart building", "Smart infrastructure", "Smart distribution (smart accounting)", "Smart document
flow", etc. Smart-city Data Base – DPC, situational and call centers, the developed monitoring and adaptive analytics,
etc.
The purpose of subsystems – increase in management efficiency and evolution, decrease in expenses, providing
digital services [4]. For example, signing up in policlinic, the electronic diary of children, public city transport on the
basis of Wi-Fi, GPS and flexible management of it, optimization and management for energy consumption. Safety of
citizens and city structures provide the intellectual video analysis (CCTV), the systems of personal, public and
corporate security. "Smart" security policy, prevention of threats, development of preventive protective measures is
necessary (especially, in places of accumulation of citizens in the city).
SMART infrastructure of the city leans on IT, "clouds" and a Blockchain, Big Data, Social Mining, Data Mining,
and etc. They do the city "more smart", as well as citizens. For example, the Safe Region system of Ramensky district
of Moscow uses 611 video cameras (mass, transport or social assignment). Evolutionary innovations – "intellectual
flows", IT tracking, Eye-tracking (the computerized tracking of a look), neurosystems, bases and the systems of
knowledge, supports of solutions, the chat bots, "talking heads" answering questions of the class FAQ in a natural
language. There are basic concepts of SMART city management:
1) The centralized system – actually one server, it's cheaper, but it is less safe (in the 2016th "dropped" Twitter,
Facebook, PayPal, Amazon because of the DDoS-attack of the cracked coffee-machines);
2) Sets of the interconnected and interdependent servers;
3) Sets of the connected, but almost independent servers, for example, the center of the DPC distributing data to
other systems.
The smart city – evolutionary category, it integrates information systems of the city which quickly, becomes hi-
tech, self-governed thanks to digital technologies. Electronic procedures, functionality of participation in
administration, discussion of city problems and decision-making are available to citizens. Since 2014 there are new
standards of management quality [5, 6], which are quite demanding. The main advantages of "smart city" are:
4) Transport - mobility, reduced travel time;
5) Health care - efficiency of information and reduction of costs;
6) Energetic - comfort and safety;
7) Educational - openness, mobility, individuality;
8) Medical - simplification of access, improvement of quality and information value, quality control;
9) Financial - simplification and improvement of transaction security, variety of systems;
10) Environmental - environmental management, information content for the case;
11) Production and construction - optimization (rationalization) of production, expenses, etc.
The role of SMART-city infrastructure in the development, design of urban infrastructure has so far only been
identified. System analysis and simulation is required [7]. One of the interesting tasks of modeling a transport task for
SMART-city has been considered. It's necessary to develop a policy of safe movement in unorganized high-intensity

Civil Engineering Journal Vol. 6, No. 5, May, 2020
956
flows of the metropolis. Flow-based management has been used. In Malinetsky and Stepantsov (2004) study [8]
similar task is modeled by gas-dynamic task, using the apparatus of cell machines [9], which allows to "escaping"
nonlinear descriptions. Dynamic simulation models are also important [10, 11]. Improving the efficiency of flow
management is a pressing problem on busy urban ways. The measure of the intensity of transport flows is difference,
and the effect of transport is increasing. Reliability of the system, reduction of risks of delivery delays, accidents, non-
optimal traffic parameters are our problems. Traditional economic-mathematical models cannot take into account the
dynamism, complexity, system of risks and uncertainties. Critical factors [12] are often not taken into account:
1) Non-stationary environment (traffic intensity);
2) Heterogeneity of transport conditions;
3) Complicating transport company interactions;
4) Risks of extreme and emergency situations;
5) Dynamic adaptation of transport characteristics;
6) Necessity of simulation calculations of motion parameters taking into account probabilistic data (wind,
visibility, and etc.) [13].
The task using cell machines will be formalized. The field where the movement of unorganized objects takes place
is a cellular. There are insurmountable obstacles on the cell field. The field is defined by an orthogonal grid. In each
cell it’s possible to find a driving transport or stationary obstacle, as well as movement (if there’s no obstacle) "left",
"right", "down", "up" strictly in one direction. If there’s an obstacle in the cell, affects minimally may be evaluated in
a stochastic way. Let 𝜏 be the "view" distance or depth of analysis of the situation in the flow, as well as the choice of
direction with the minimum number of vehicles or obstacles. The field is identified with a pair of matrices (F, V),
where;
𝐹 =∥ 𝑓𝑖𝑗 ∥, 𝑖, 𝑗 ∈ 𝑍, 𝑓𝑖𝑗 ∈ 0,1,2,3,4, 𝑉 =∥ 𝑉𝑖𝑗 ∥, 𝑉𝑖𝑗 ∈ 0,1, (1)
Where; "0" is the absence of transport (F) or obstacle (V), and "1" is the presence of transport. We consider the
vicinity of the von Neumann automata type: neighboring cells (i, j) are considered cells "left" – (i–1, j), "right" – (i+1,
j), "top" – (i, j+1) and "bottom" – (i, j–1). In Figure 1, arrows mark the direction of movement into said cells from the
current cell with coordinates (i, j). Of course, other rules can be adopted, including adaptively customizable movement
moves.
Figure 1. Directions of motion to adjacent points from coordinates (i, j)
Point (cell) (a, b) we’ll designate A, then 𝐴 – inversion of this point, change of the direction on opposite, for
example:
𝐶 = (𝑖, 𝑗), 𝐶 = (𝑖, 𝑗), 𝑊 = (𝑖 − 1, 𝑗), 𝑊 = (𝑖 + 1, 𝑗). (2)
Similarly;
𝐸 = (𝑖 + 1, 𝑗), 𝐸 = (𝑖 − 1, 𝑗), 𝑆 = (𝑖, 𝑗 − 1), 𝑆 = (𝑖, 𝑗 + 1), 𝑁 = (𝑖, 𝑗 + 1), 𝑁 = (𝑖, 𝑗 − 1). (3)
At the same time, conditions are correct for neighboring cells:
𝑓𝑖−1,𝑗 = 𝑓𝑖𝑗(𝑊), 𝑓𝑖+1,𝑗 = 𝑓𝑖𝑗(𝐸), 𝑓𝑖,𝑗−1 = 𝑓𝑖𝑗(𝑆), 𝑓𝑖,𝑗+1 = 𝑓𝑖𝑗(𝑁), 𝑓𝑖𝑗 = 𝑓𝑖𝑗(𝐶). (4)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
957
Similarly for elements of matrix V:
𝑉𝑖−1,𝑗 = 𝑉𝑖𝑗(𝑊), (5)
𝑉𝑖+1,𝑗 = 𝑉𝑖𝑗(𝐸), (6)
𝑉𝑖,𝑗−1 = 𝑉𝑖𝑗(𝑆), (7)
𝑉𝑖,𝑗+1 = 𝑉𝑖𝑗(𝑁), (8)
𝑉𝑖𝑗 = 𝑉𝑖𝑗(𝐶). (9)
It’s necessary to set rules of neighborhood and movement through cells [14-15]. We’ll define these rules as
follows;
1. It’s prohibited to move to a busy cage. Let 𝑃𝑖𝑗(1)
(𝐴) be the probability of moving to A≡(W, E, S, N, C). Then:
𝑃𝑖𝑗(1)(𝐴) =
(1−𝑉𝑖𝑗(𝐴))(1−𝑉𝑖𝑗(𝐴))
4. (10)
2. Analysis of surrounding cells by transport (driver) in the stream. If the adjacent cell is occupied, a ban on
advancing into that cell (according to p.1). The remaining cells are viewed "deep" at the distance 𝜏: we sum the
number of cells, in this direction in the state 1 at the distance 𝜏 and, if there’s a cell with an obstacle among them in
the direction, it and the following cells are considered occupied (prohibition of advance). Probabilities are given by
formulas:
𝑃𝑖𝑗(2)(𝑁) = (1 −
1
𝜏(∑ 𝑓𝑖𝑗+𝑘
𝑑𝑖𝑗
𝑘=1 + 𝜏 − 𝑑𝑖𝑗))𝑃𝑖𝑗(1)
(𝑁), (11)
𝑃𝑖𝑗(2)(𝑆) = (1 −
1
𝜏(∑ 𝑓𝑖𝑗−𝑘
𝑑𝑖𝑗
𝑘=1 + 𝜏 − 𝑑𝑖𝑗))𝑃𝑖𝑗(1)
(𝑆), (12)
𝑃𝑖𝑗(2)(𝐸) = (1 −
1
𝜏(∑ 𝑓𝑖𝑗+𝑘
𝑑𝑖𝑗
𝑘=1 + 𝜏 − 𝑑𝑖𝑗))𝑃𝑖𝑗(1)
(𝐸), (13)
𝑃𝑖𝑗(2)(𝑊) = (1 −
1
𝜏(∑ 𝑓𝑖𝑗−𝑘
𝑑𝑖𝑗
𝑘=1 + 𝜏 − 𝑑𝑖𝑗))𝑃𝑖𝑗(1)
(𝑊), (14)
Where 𝑑𝑖𝑗 is the distance from the cell in question to the nearest obstructed cell in that direction, 𝑃𝑖𝑗(1)
is the
probability of movement (p.1).
3. Movement in flow. We set the flows, increasing the probability of movement in the desired direction. For
example, for the N direction:
𝑃𝑖𝑗(𝑁) = 𝑃𝑖𝑗(2)(𝑁) + 𝑎 min 1 − 𝑃𝑖𝑗
(2)(𝑁), 𝑃𝑖𝑗(2)(𝑆), 𝑃𝑖𝑗
(2)(𝑊), 𝑃𝑖𝑗(2)(𝐸), (15)
𝑃𝑖𝑗(𝑆) = 𝑃𝑖𝑗(2)(𝑆) −
1
3𝑎 𝑚𝑖𝑛 1 − 𝑃𝑖𝑗
(2)(𝑁), 𝑃𝑖𝑗(2)(𝑆), (16)
𝑃𝑖𝑗(𝐸) = 𝑃𝑖𝑗(2)(𝐸) −
1
3𝑎 𝑚𝑖𝑛 1 − 𝑃𝑖𝑗
(2)(𝑁), 𝑃𝑖𝑗(2)(𝐸), (17)
𝑃𝑖𝑗(𝑊) = 𝑃𝑖𝑗(2)(𝑊) −
1
3𝑎 𝑚𝑖𝑛 1 − 𝑃𝑖𝑗
(2)(𝑁), 𝑃𝑖𝑗(2)(𝑊), (18)
Where 0 ≤ a ≤ 1 – aspiration coefficient to advance in this direction in a stream.
4. Configured the field. The configurations of the cell-automatic field are set recurrently:
𝐹𝑛+1 = 𝜑(𝐹𝑛), (19)
𝜑 = 𝜑2°𝜑1 (20)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
958
3. Results and Discussion
The main result of the work is the procedure of situational modeling using the cell machines space of a smart city
defined above. Let's describe this procedure. In composition we will set;
𝜑1(𝑓𝑖𝑗) = ∑ 𝑔𝑖𝑗 𝛼 (𝛼), (21)
𝑔𝑖𝑗(𝛼) = 𝑓𝑖𝑗
(𝛼), 𝛽𝑖𝑗(𝛼) = 𝛼
0, 𝛽𝑖𝑗(𝛼) ≠ 𝛼, (22)
Where 𝛽𝑖𝑗 ≡ 𝑁, 𝑊, 𝐶, 𝐸, 𝑆 if 𝑓𝑖𝑗 ≡ 1, the distribution law is also set, or:
𝑃(𝛽𝑖𝑗 = 𝛼) = 𝑃𝑖𝑗(𝛼), (23)
𝑃(𝛽𝑖𝑗 = 𝐶) = 1 − ∑ 𝑃𝑖𝑗 𝛼≠𝐶 (𝐶) (24)
(The case of a "slow" driver), or:
𝑃(𝛽𝑖𝑗 = 𝛼) =
0, 𝑃𝑖𝑗(𝛾) = 0, ∀𝛾
𝑃𝑖𝑗(𝛼) (∑ 𝑃𝑖𝑗 𝛾≠𝐶 (𝛾))
−1
, 𝑃𝑖𝑗(𝛾) ≠ 0, ∃𝛾 (25)
(Case of "restless" driver). Here 𝛼 ≠ С.
The function 𝜑1 reflects the movement to free cells (up to 4 "applicants" per free space), 𝜑2 - resolves a problem
of "Overpopulation" of cages, this function is set by an algorithm (∀𝑖,𝑗 ):
1) If 𝜑1(𝑓𝑖𝑗) ≤ 1, then go to p.5;
2) If 𝑉𝑖𝑗(𝛼)
𝜑1(𝑓𝑖𝑗(𝛼)
) ≠ 0, then 𝛼 = 𝑅𝑁𝐷;
3) Change the states of the field cells:
𝜑1(𝑓𝑖𝑗(𝛼)
) = 1, 𝜑1(𝑓𝑖𝑗) = 𝜑1(𝑓𝑖𝑗) − 1; (26)
4) proceed to p.2;
5) to put:
𝜑2 (𝜑1(𝑓𝑖𝑗)) = 𝜑1(𝑓𝑖𝑗). (27)
Each transport moves in the selected direction, bypassing obstacles in the direction that are most free to move. For
example, as a conversion 𝜑, it’s possible to take turns or departures aside in case of danger of collision, etc.
The proposed procedure and its possibilities for formalizing and modeling unorganized flows in a smart city has
been discussed. Smart city projects tend to be implemented by deeply integrated systems. They consist of subsystems
with different functional components [16, 17]. In the future, the demographic situation, environmental and economic
needs are taken into account. How smart a city should be is determined not only by the administration, but also by
citizens. This is influenced by their interests, way of thinking, education, age, income [18]. For active activity,
directions with significant connections are selected, forms of partnership, models of interactions (В2В, А2В, B2G and
others), as well as the city IT-platform of public use and the system of assessment of cities are determined [19, 20].
Legal aspects are also taken into account, for example, in Belyaev (2019) and Pinchuk (2019) studies [21, 22]. The
core of "Smart City":
1) Innovation in the real sector;
2) Secure IT infrastructure (for example, Big Data [23]);
3) Developed urban infrastructure (Transport, Utilities, Energy, etc.);
4) Integrated "transparent (Electronic)" control;
5) "Smart citizens";
6) Smart health care, etc.
For SMART-city, everything from health systems to utilities, from energy to energy consumption, from transport

Civil Engineering Journal Vol. 6, No. 5, May, 2020
959
to train stations, from personality safety to social safety, from responding to the darkness of lighting to effective
design of energy consumption of highways, buildings in the city is automated. SMART-city is a near reality. Programs
"Electronic Moscow," Information City, "Electronic Government of Moscow" have been implemented in Moscow, the
program "SMART-city - 2030" of creation of "Smart Capital" by 2030 is being promoted [24]. Moscow is actively
moving to uniformity of platforms, active feedback.
Russia is exploring the potential of "Smart Cities" in 164 medium and large cities (NIU "Higher School of
Economics") [25]. Potential leaders - Moscow, Yekaterinburg, Sochi, Kazan, etc.
The consulting company McKinsey predicts the emergence of more than 600 smart cities in 2020, which will
generate more than 67% of world GDP. Provided that the environment is preserved, energy and economy
management. But it’s necessary to provide forecasts with appropriate models, a base of up-to-date information on
infrastructure. SMART technologies here are a means to achieve a well-equipped urban environment, dialogue the
authorities with the population. "Clever Residents" - informative and creative creators. "Smart city" covers transport
mobility, communal systems, healthcare, education, public safety, finance, trade, production and ecology. The Smart
City Project for all kinds of situations such as those discussed in this work. Unlike other traffic flows modelling (e.g.
[26, 27]), flows are considered unorganized in this study. For such flows, procedures similar to those we have
proposed are effective.
4. Conclusion
The growth of flows and volumes of data of the modern city requires reliability, productivity of its infrastructure
subsystems. For example, in the processing of commercial or housing and communal data, there may be losses in both
directions ("Client-Company"). The advanced IT infrastructure here will benefit, among other things, with the help of
visualization, virtualization and situational modelling. Into account the risks of a multi-criterion decision in conditions
of uncertainty are needed. It’s necessary to organize SMART city's infrastructure and assess the current situation,
adaptive integration of systems and evolution's potential. The flow management in the city requires consideration of
critical factors such as traffic intensity, adaptation of motion parameters, etc.
In the SMART city interaction of subsystems "Citizen", "Building", "Transport", "Logistics", “Housing and
communal services", "Document circulation" and others are based on Big Data, Social Mining, Data Mining and
adaptive analytics. It's necessary for audit the infrastructure of SMART-city to assess the current situation, integration
of administrative solutions and systems, evolution of the city infrastructure. The digital economy is the evolutionary
foundation of SMART-city and a knowledge-based society. By 2025, 5G networks should be deployed in most
Russian cities. Universities will produce 100,000 IT specialists annually. They should support urban SMART-city
infrastructure. The "SMART-city" paradigm is applicable in a metropolis and town. It is flexible, technological,
"smart," effective. It is necessary to get rid of multicriterality, uncertainty (for example, due to unorganized flows of
people and transport) in solving problems of "smart" city. Here, traditional mathematical (e.g., gas-dynamic) models
are complex, requiring complex identification procedures. As in this article, non-classical methods should be used -
cell machines, neural systems, fuzzy logic, situational stochastic modeling, etc.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Maksimov, S. N. “Umnyi gorod”: k voprosu o poniatii i kontseptsii (“Smart City”: To the Question of Concept and Concept)
Modern economy Issues 1 (2017): 117-120.
[2] Ablameiko M., Ablameiko S. "Smart City": From Theory to Practice Science and Innovation, No 6. (184), (2018): 28-34.
[3] Mukhametzhanova, V. S. "Social management in traditional, industrial and post-industrial society: the prospects for
management systems development." RUDN Journal of Sociology 3 (2010): 82-87.
[4] Kaziev V.M., Kazieva B.V., Kaziev K.V. Basics of Legal Informatics and Informatization of Legal Systems, 2nd ed., INFRA-
M, Moscow; 2017.
[5] ISO 18091: 2014 Quality Management Systems - Guidelines for the application of ISO 9001: 2008 in local government.
Available online: https://www.iso.org/standard/61386.html (accessed on 14 March, 2020).
[6] ISO 37120: 2014 Sustainable Development of Communities - Indicators for city services and quality of life. Available online:
https://www.iso.org/standard/62436.html (accessed on 14 March, 2020).
[7] Glukhova, L. V., V. M. Kaziev, and B. V. Kazieva. "System rules of financial control and management of innovative business
processes of the enterprise." Bulletin of the Volga University of VN Tatishchev 2, no. 1 (2018): 118-126.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
960
[8] Malinetsky G.G. and Stepantsov M.E. “Use of cellular automatons for modeling of group of models” Journal Comp. Mat. And
Mat. Physical, No 11, (2004): 2094-2098.
[9] Toffoli T., Margolus N. Machines of Cellular Automata. Moscow: Mir, 1991.
[10] Ojo, Adegboyega, Zamira Dzhusupova, and Edward Curry. “Exploring the Nature of the Smart Cities Research Landscape.”
Smarter as the New Urban Agenda (September 8, 2015): 23–47. doi:10.1007/978-3-319-17620-8_2.
[11] Fortino, Giancarlo, Wilma Russo, and Claudio Savaglio. “Agent-Oriented Modeling and Simulation of IoT Networks.”
Proceedings of the 2016 Federated Conference on Computer Science and Information Systems (October 2, 2016).
doi:10.15439/2016f359.
[12] Baharev A.A., Kosorotov A.V., Peasants A.B., Torovik O.V., Topaj A.G. “Improving the efficiency of water transport systems
with the help of dynamic simulation” Transport of the Russian Federation, No4 (59), (2015): 33-36.
[13] Crawford, Chad. "Agent-Based Probabilistic Models of Social Interaction." In Proceedings of the 17th International
Conference on Autonomous Agents and MultiAgent Systems, pp. 1735-1737. International Foundation for Autonomous
Agents and Multiagent Systems, 2018.
[14] Malinetskiy G.G., Stepantsov M.E. “Modeling of crowd movement dynamics with the help of cell machines with the vicinity
of Margolus” J. Higher Education Institutions. Appl. Nonl. Dynamics. Vol.5, No.5 (1997): 75-79.
[15] Stepantsev M.E. “Simulation of movement dynamics of a group of people based on lattice gas with non-local interactions” J.
Higher Education Institutions. Appl. Nonl. Dynamics. t.7, No. 5 (1999): 44-46.
[16] Eremia, Mircea, Lucian Toma, and Mihai Sanduleac. “The Smart City Concept in the 21st Century.” Procedia Engineering
181 (2017): 12–19. doi:10.1016/j.proeng.2017.02.357.
[17] Joshi, Sujata, Saksham Saxena, Tanvi Godbole, and Shreya. “Developing Smart Cities: An Integrated Framework.” Procedia
Computer Science 93 (2016): 902–909. doi:10.1016/j.procs.2016.07.258.
[18] Meijer, Albert, and Manuel Pedro Rodríguez Bolívar. “Governing the Smart City: a Review of the Literature on Smart Urban
Governance.” International Review of Administrative Sciences 82, no. 2 (April 29, 2015): 392–408.
doi:10.1177/0020852314564308.
[19] Ben Letaifa, Soumaya. “How to Strategize Smart Cities: Revealing the SMART Model.” Journal of Business Research 68, no.
7 (July 2015): 1414–1419. doi:10.1016/j.jbusres.2015.01.024.
[20] Visvizi, Anna, and Miltiadis D. Lytras. “Rescaling and Refocusing Smart Cities Research: From Mega Cities to Smart
Villages.” Journal of Science and Technology Policy Management 9, no. 2 (July 2, 2018): 134–145. doi:10.1108/jstpm-02-
2018-0020.
[21] Belyaev M.V. “To the question of methodological provisions of transport and trascological expertise”. Journal of the Moscow
University of the Ministry of Internal Affairs of Russia No.1 (2019): 9-12.
[22] Pinchuk L.V. “To the question of the possibilities of forensic examinations in the investigation of road traffic crimes” Journal
of the Moscow University of the Ministry of Internal Affairs of Russia. No.4 (2019): 195–201.
[23] Chen, Shu-Heng, and Tina Yu. “Big Data in Computational Social Sciences and Humanities: An Introduction.” Big Data in
Computational Social Science and Humanities (2018): 1–25. doi:10.1007/978-3-319-95465-3_1.
[24] Action Plan for the Digital Economy of Russia Program. Available online: http://static.government.ru/media/files/
k87YsCABuiyuLAjcWDFILEh6itAirUX0.pdf (accessed on 14 December, 2019).
[25] "Smart Cities". Prospects for Development in Russia Available online: https://www.iemag.ru/analitics/detail.php?ID=34007
(accessed on 22 December, 2019).
[26] Kuftinov N.G. “Modeling of traffic flows at the controlled intersection using software tools”, Current directions of scientific
research: development prospects: materials V conf. (Cheboksary, April 23, 2018) / O.N. Shearkov, et al. - Cheboksary: CNS
"Interactive Plus", (2018): 170-172. doi:10.21661/r-470172
[27] Merkulov, Vyacheslav, and Tatiana Shemyakina. “STRATEGIES OF “Smart Cities” Creation and Development.” Vestnik
Universiteta No. 4 (2018): 39–42. doi:10.26425/1816-4277-2018-4-39-42.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
961
The Effects of Different Shaped Baffle Blocks on the Energy
Dissipation
Nassrin Jassim Hussien Al-Mansori a*
, Thair Jabbar Mizhir Alfatlawi b,
Khalid S. Hashim c, Laith S. Al-Zubaidi
d
a Department of Environment Engineering, University of Babylon, Babylon, Iraq.
b Department of Civil Engineering, University of Babylon, Babylon, Iraq.
c Department of Civil Engineering, Liverpool John Moores University, Liverpool, United Kingdom.
d Ministry of Industry and Minerals, Iraq.
Received 03 December 2019; Accepted 17 March 2020
Abstract
Stilling basins can be defined as energy dissipaters constructed of the irrigation systems. This study aims at investigating
the performance of the new seven baffle blocks design in terms of reducing the dimensions of stilling basins in irrigation
systems. In order to assess the hydraulic efficiency of a new model for baffle block used in stilling basins, a Naval
Research Laboratory (NRL) has conducted. The results of this study demonstrate that the performance of the new baffle
block, in term of hydraulic jump length reduction and hydraulic energy dissipation, it's better than standard blocks.
However, the ratios of the drag resistance attributed to the new baffles block (FB / F2) have been larger than that applied
on the normal block. It was found that the new block dissipates the energy by 9.31% more than the concrete block, and
decreases the length of the hydraulic jump by 38.6% in comparison with the standard blocks. However, the new block
maximizes the drag force ratio by 98.6% in comparison with the standard baffle blocks. The findings indicated that in
terms of energy reduction and dissipation in the length of the hydraulic jump, the new block is superior to the other
kinds.
Keywords: Baffle Blocks; Stilling Basins; Energy Dissipation; Spillway; Hydraulic Jump.
1. Introduction
Stilling basins can be defined as energy dissipaters constructed downstream of the irrigation systems (such as
chutes and spillways). The dimensions of these dissipaters mainly depend on the hydraulic jump characteristics.
Normally, the stilling basins have large dimensions, which means they require large areas and the construction costs
are high. For example, Samadi-Boroujeni et al. (2013) investigated the characteristics of hydraulic jump in a
rectangular cross-section flume over six triangular corrugated beds. Results showed that the folded bed influenced the
conjugate depths of the hop and the water-powered hop length to be reduced by 25% and 54.7% separately [1]. The
creators showed that the amazed beds were superior to the separated ones as far as diminishing the sequent
profundities and length of bounce. As of late, the idea of astound squares has been utilized in cutting edge water
treatment units to blend water and disseminate the unreasonable vitality [2-5].
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091521
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
962
In the skimming flow regime, enhanced energy dissipation has been studied by many researchers who focused on
stepped chutes operating, such as Takahashi and Ohtsu (2012), Hunt et al. (2014) and Chanson (2015) [6-9]. Specific
characteristics of stilling basins Type III at the ends of steeply sloping stepped chutes were investigated by several
researchers, such as Meireles et al.(2014) [10]. The major results of this study are that the hydraulic jump downstream
of a stepped chute stabilized much faster than in a Type I stilling basin. Several empirical methods are available to
provide the sequent depths and Froude number at stilting basins [11-13].
Ellayn and Sun (2012) showed that relative to those with flat floors, the change in the duration of the leap and the
ratio of the longitudinal depths are 30 to 50% and 16.5 to 30% respectively. In this analysis, the importance of
Reynold's number (Re) can be ignored since, as in Abdeen et al. (2015), the viscous force usually has an almost
negligible effect in hydraulic jumping and open path [14, 15]. Ezizah et al. (2012) studied the impact on the hydraulic
jump length of the increase in strength and roughness length parameters [16]. Valero et al. (2015) have recently
numerically analyzed the effects of chute blocks on both the length and stability of the hydraulic jump for both adverse
conditions and design. The model established showed a good ability to replicate the change in the stability and length
of the hydraulic jump [17].
Tiwari et al. (2011) reviewed the impact of end sill on the performance of non-circular pipe outlet models in the
stilling basin. The authors found that under the same flow conditions, the triangular end sill has a better performance
than other end sill types [18]. Some previous studies have also announced comparative perception, Tiwari et al. (2013)
deconstructed the hypothetically and experimentally submerged water-driven bounce framed in an outspread stilling
basin furnished with a sudden drop. The authors have identified that the sill reduces the heaviness of the gate and
operation constrain, and then the gate turns out to be more monetary [19].
Abdelhaleem (2013) performed the prediction of the downstream scour geometry of a Fayoum style weir and the
minimization of the scour using a semi-circular block row. The method discussed in this study is anything but hard to
use as an external part of existing water systems in order to limit downstream scouring of these structures. Including
various statures and positions of puzzle obstructs of various stream situations, a hundred and 53 runs are performed.
An instance of a level floor without confuses was observed for the test program to measure the impact of using the
bewilder docks. The results are analyzed and graphically presented, and the scour parameters were measured with
clear formulae [20].
Mohamed et al. (2015) focused on the experimental study of the impact of the sill over the case study Nagaa
Hammadi regulator stilling basin on the duration of the reverse flow behind the sill, the pace at the end of the stilling
basin, the dissipation of water, the length of the submerged hydraulic hop and the shape of the scour downstream
regulator apron. It is observed that the sill over the stilling basin has a great effect on the characteristic of the flow and
the depth of the local scour shaped downstream operator, especially for the upstream and downstream sill with correct
and slopped faces. It also indicates that, as the submersion ratio and the Froude amount rise, the reverse flow length
downstream sill decreases. Additionally, utilizing sill with correct upstream and slopped downstream face with Ls/
L=0.6 cuts the duration of the submerged hydraulic hop by a total of 59 percent, contributing to a reduction in the
length of the stilling lake. The Regional depth of scouring downstream hydraulic systems has been decreased by 43%
[21]. In addition, Elsaeed et al. (2016) investigated the effect of calming basin shapes with different end-stage heights
on the characteristics of the submerged hydraulic jump and the energy dissipation downstream of the radial gate and
obtained a clear match of the results from the length of the velocity analysis and jump [22].
Abdelhaleem (2017) experimentally investigated the submerged flow through radial gates with and without a gate
sill. He finished up the negative impact of sills under submerged radial gates and legitimized the nearby scour marvels
that occurred promptly downstream the stilling basin of some current submerged radial gates with a gate sill in Egypt
[23].
For submerged hydraulic jumps with cylinders, Alirezaet et al. (2014) studied the time-averaged properties of the
two flow regimes. The mean stream area, the root of the maximum longitudinal velocity and mass vitality dispersal
were investigated and the redirected surface fly (DSJ) method was seen to be more effective than the re-attaching
divider fly (RWJ) stream systems in that the longitudinal portion of the velocity and dispersing the overabundance
vitality of the approaching current; This study obtained a wide range of stream criteria, but the mid-value of quantities
by program was reduced to time-finding. This information could then not be used to evaluate the choppiness spatial
and temporal properties within the two stream structures. Such a knowledge collection; for example, spatial and
transient time arrangement within a submerged hop with squares of the aggressive stream property [24].
An experimental study was conducted by Ibrahim (2017) to explore the impacts of block shapes on the downstream
flow pattern of a radial wall, the tests showed that the blocks had a strong ability to limit the disconnected effect of the
downstream flow pattern [25]. According to the study of Ali et al. (2018), which found that using the baffle block
induced a decrease in the sequential depth ratio, the duration of the hop ratio and the length of the roller, but the
energy dissipation ratio improved [26]. Jaafar et al. (2018) stated that the best performance could be obtained with the

Civil Engineering Journal Vol. 6, No. 5, May, 2020
963
use of two row design of regular USBR baffle blocks with a blockage ratio of 50 and 375 percent, respectively, and at
defined distances by the sequential depth next to the velocity to be spread almost evenly across the basin range [27].
Al-Husseini (2016) demonstrated that the dissipation of flow energy declines as the flow rate rises, and the rough
phase spillway surface is more efficient compared to other low or high flow surfaces [28].
In this context, the current study focused on investigating the performance of the new design of seven baffle blocks
in terms of reducing the dimensions of stilling basins in irrigation systems. Additionally, the performance of these new
baffle blocks has been compared to the performance of standard types of baffle blocks. In order to assess the hydraulic
efficiency of a new design for baffle blocks used in stilling basins, a naval laboratory study was carried out. This
experimental seven blocks performance was contrasted with normal trapezoidal blocks performance. Using the
dimensional analysis technique, the dimensional parameters of the hydraulic performance of the new baffle block and
the drag force used were analyzed.
2. Material and Methods
2.1. The Studied Baffle Blocks
A new seven baffle blocks with standard trapezoidal baffle block have been manufactured, at the University of
Babylon at the Laboratory of the Faculty of Engineering, using local wood according to U.S.B.R recommendations.
Then, these blocks were painted using a waterproof paint to prevent water leakage that could distort their shape. The
studied traditional type of baffle block has a trapezoidal-shaped section with external dimensions of 6.2 cm in width
and 5.5 cm in height. The internal sides are inclined by 9o, which makes the net height of the short side 3.5 cm, Figure
1 (A). The new seven baffle blocks were a V-shaped block with an interior angle of 30o (V30) (vertical and horizontal
angle), a V-shaped block with an interior angle of 20o (V20) (vertical and horizontal angle), a V-shaped block with an
interior angle of 10o (V10) (vertical and horizontal position), and Semi-Cylinder block (SC).
2.2. Experimental Set Up
Experimental work was carried out using a rectangular open tilting flume made from Perspex. The flume is 17.50
m in length, 0.30 m in depth and 0.30 m in width, and has a bed slope of 1:6. It is supplied with a spillway, 0.355 m in
stature, installed at 6.50 m upstream of the flume. Water depth and scour opening have measured by utilizing points
gage, with accurateness of 0.1 mm, mounted on an aluminum frame that could be moved in both directions, vertically
and horizontally along the bed of the flume. The scour gap area and length were accurately measured using a scale
installed on the flume inner wall. The downstream water depth was controlled by a tailgate. The Plan and location of
the baffle of the flume are shown in Figures 1 and 2. It is located after spillway location about 0.5 m.
A) Standard Baffle Block B) V30 C) V20
D) V10 E) SC
Figure 1. The Studied Baffle Blocks

Civil Engineering Journal Vol. 6, No. 5, May, 2020
964
Figure 2. Experimental flume (a) Longitudinal section view and (b) Plan view [31]
2.3. Theoretical Approach
The experimental work was initiated by installing three blocks of each of the seven types of baffle blocks inside the
flume. Then, the following parameters were measured under different discharge rates between (18 and 28) l/s to ensure
an initial Froude number between (6.5 and 9.2):
1) Discharge and Water depth before ogee spillway;
2) Water depth before hydraulic jump (Y1);
3) Water depth after hydraulic jump (Y2);
4) Length of hydraulic jump (Lj);
5) The initial (V1) and final (V2) velocity at Y1 and Y2 respectively.
The following procedure and calculations should be performed:
1. Check the accuracy of both the initial (V1) and final (V2) velocities by applying continuity equation:
𝑉 = 𝑄/𝑌𝐵 (1)
Where: V= initial and final velocity (m/s); Q= discharge (m3/s); B= flume width (m); and Y= depth of flow (m).
2. Compute the velocity heads (hv1, hv2) from the Equation 2:
ℎ𝑣 = 𝑣2/2𝑔 (2)
Where: hv= velocity head; hv1, hv2 before and after hydraulic jump (m), V= velocity (m/s), g= acceleration (m/s2).
3. Compute the initial and final Froude number:
𝐹𝑟1 = 𝑉1/(𝑔𝑌1)0.5 (3)
𝐹𝑟2 = 𝑉2/(𝑔𝑌2)0.5 (4)
Where: Fr1 and Fr2= initial and final Froude number (dimensionless), respectively; V1 and V2= initial and final velocity
(m/s); and Y1 and Y2= Water depth before and after hydraulic jump (m) respectively.
4. Compute the total energy at position Y1 and Y2:
𝐸𝑖 = 𝑌𝑖 + 𝑉𝑖2 /2𝑔 𝑖 = 1, 2 (5)
Where: Ei= kinetic energy at position Y1 and Y2 (m); Yi: Water depth before and after hydraulic jump (m); Vi= initial
and final velocity (m/s).
5. Compute dissipated kinetic energy (ΔE):
𝛥𝐸/𝐸1 = (𝐸1 – 𝐸2)/𝐸1 (6)
Where: ΔE= dissipated kinetic energy (dimensionless); E1= kinetic energy before hydraulic jump (m); and E2= kinetic
energy after hydraulic jump (m)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
965
6. Compute pressure force of water behind hydraulic jump FB:
𝛾.𝑌1
2
2 - 𝛾.
𝑌22
2 -
𝐹𝑏
𝐵 = 𝜌. 𝑉2
2. 𝑌2 - 𝜌. 𝑉12. 𝑌1 (7)
Where: FB: pressure force (kN), γ and ρ are weight and mass density (kN/m3, kg/m
3), respectively.
7. Compute drag force (F2):
𝐹2 = 𝛾 𝑌22/2 (8)
Where: F2= drag force (kN); γ= weight density (kN/m3); Y2 =Water depth after hydraulic jump (m).
Although other variables that influence the drag force it is mainly influenced by the depth of the water. Thus,
during the experimental work, the impact of this factor was considered in the current study. Drag force on baffle
blocks (dissipated kinetic energy (ΔE) is a function of different variables; therefore, a dimensional analysis was
conducted to generate non-dimensional equations, which in turn are functions for the ratio of (ΔE/E1) or (FB/F2)
where flow is turbulent in all laboratory experiments [29, 30]. The following equations show the non-dimensional
variables:
ƒ1(𝐹𝑟1, 𝐹𝑟2, 𝑤/ℎ𝑏 , 𝑋𝑏/ℎ𝑏 , 𝐿𝑗/𝑌1, 𝑡𝑎𝑛 𝜃ℎ) = 0 (9)
ƒ2(𝐹𝑟1, 𝐹𝑟2, 𝑤/ℎ𝑏 , 𝑋𝑏/ℎ𝑏 , 𝐿𝑗/𝑌1, 𝑡𝑎𝑛 𝜃𝑣) = 0 (10)
ƒ3(𝐹𝑟1, 𝐹𝑟2, 𝑤/ℎ𝑏 , 𝑋𝑏/ℎ𝑏 , 𝐿𝑗/𝑌1, 𝑟/ℎ𝑏) = 0 (11)
Where: Fr1= Froude number upstream of the jump; Fr2 = Froude number downstream of the jump, F2 = drag force
(kN), w :width of baffle blocks (m), Xb= distance between baffle blocks and initial of hydraulic jump (m), hb= height
of baffle blocks (m), (Lj)= Length of hydraulic jump (m), Y1= Water depth before hydraulic jump (m), r= radius of
cylinder baffle blocks (m); and (θh, θv)= horizontal and vertical positions, respectively (degrees).
3. Experimental Procedure and Measurement
Seven various forms of baffle piers have been examined downstream of the spillway models as energy dissipators.
There have been a total of 120 races. Consideration was granted to six separate discharges (Q= 19.62, 17.75, 16.33,
12.5, 10.7 and 6.50 l/s). The spillway was used for each release one fixed water depth Y2 downstream. All the models
used were arranged in the flume to have almost a comparable conduit that was roughly 40%. The downstream water
depth is the column area of the perplex wharfs model from the toe of the spillway (X0) and (Y2). The operation courses
and dimensions of the spillway and various flume parts are shown in Figure 1. Point by point and course of action of
the tried and tested amazing models are shown in Figure 2.
Since the hydraulic jump in the stilling basin should be formed steadily for the given discharge, the Froude number
of the approaching stream Fr1 should be confined to prevent the deep waviness and precariousness of the water
surface. Tests of the research facility show that if Fr1 reaches 6.5 to 9.2.
Runs were started with a first feeding backwater until the depth of the downstream water reaches higher than the
desired water depth of some discharge. Then, step by step, the upstream bolstering was started and balanced at that
point. The back end was brought down slowly until the perfect downstream water depth Y2 was collected. When there
were no significant differences in measures of scour gap (it was seen from this research work that a run took around 2
hours to reach a safe condition); the flume delta bolstering valve was shut down. Finally measurements of scour
opening were determined using a point test and scale.
The water level calculations were made in the flume's three dimensional axes. The hydraulic characteristics,
dimensions, and spacing of each individual baffle block are identical for a comparative performance between the
tested baffle blocks. To insure so, downstream water levels are raised, just as the pipeline is held steady to seek. For
each perplex rectangle, the go of the conduit is about 40 percent. The conceptual models of bewildering docks that
have bended surfaces give the impression that they are not constructible, yet they are feasible that they are effectively
created from cement or steel. Again, the aim of this investigation is to propose another bewildering squares, but in
addition to improving each other effectiveness. Figure 3 shows how to calculate the how to calculate hydraulics jump
length. Figure 4 shows experimental procedure of this study

Civil Engineering Journal Vol. 6, No. 5, May, 2020
966
Figure 3. Calculate Hydraulic Jump Length
Figure 4. Selected photos from experimental procedure
4. Results and Discussion
The effect of the form of the baffle blocks on the dissipation of electricity, the ratio of reduction in the duration of
the hydraulic hop, and the ratio of the applied drag force on the baffle blocks was determined using Equations 9 to 11
at Xb/Y1.
4.1. Ratio of Kinetic Energy Dissipation
The experimental work was initiated using the new shapes of blocks (V10, V20, and V30). These V-shaped blocks
were installed in two different positions: horizontally and vertically. For the horizontal position, Figure 5 shows the
relationship between the slope of the V-shaped baffle blocks and the ratio of energy dissipation for Froude numbers
ranging between 6.5 and 9.2. It can be seen from this figure that the larger the slope of the block, the greater the
dissipation of energy for all Froude number values. For example, at Fr= 6.5, the energy dissipation increased from
2.42 to 7.09% as the slope increased from 10 to 30º.
Figure 5. Relationship between slope of the interior angle of the V-shaped baffle blocks and ratio of energy dissipation (in a
horizontal position)
50
60
70
80
90
0 0.17 0.36 0.57
Rat
io o
f en
ergy d
issi
pat
ion
%
Slope of intrior angle of V-shape baffle blocks
Fr=6.5
Fr=7.2
Fr= 7.81
Fr= 8.02
Fr= 8.36
Fr=9.2

Civil Engineering Journal Vol. 6, No. 5, May, 2020
967
A similar relationship between the slope value and the energy dissipation was noticed in the vertical position, as
shown in Figure 6. For instance, at Fr = 6.5, the ratio of energy dissipation increased from 2.62 to 7.93% as the slope
increased from 10 to 30º. However, it can be seen from Figures 5 and 6 that the energy dissipation ratio at the vertical
position was greater than that at the horizontal position. For example, at Fr = 6.5 and slope of 30º, the energy
dissipation ratio increased from 7.09% at the horizontal position to 7.93% at the vertical position. As a compared with
Hayder (2017) which explain the average values of energy dissipation were computed and found to be 68.1% and
60.4% for semi-circular rough elements and stilling basin Type I, respectively [31]. The semi-circular elements model
M1 gave good results of reducing the scour-hole and consequently has good energy dissipation compared to most of
the other models tested by Bestawy (2013) [32].
Figure 6. Relationship between slopes of the interior angle of the V-shaped baffle blocks and ratio of energy dissipation
(in a vertical position)
Again, a similar trend was observed in the semi-cylinder baffle blocks in both vertical and horizontal positions,
where it can be seen from Figure 7 that the energy dissipation ratio increased with the increase in the slope value for
all Fr values. The gap between the vertical and horizontal locations was very minimal because the vertical portion of
the flow will be mirrored at an angle of 180o in the semi-cylinder baffle plates, i.e. the part will fully reflect the flow
path causing high turbulence in the fluid.
According to Abbas et al. (2018) [33] which describes the energy dissipation ratio (ΔE /E1) reduced by using the
adverse slope instead of the horizontal slope, but using the double row of the baffle model (D) at the adverse slope to
increase the efficiency of the stilling basin and to convert the energy dissipation reduction to benefit, the average gain
in the slope (-0.06) ratio (ΔE/E1) reaches about 10.7% when using a double slope model (D) baffle instead of a smooth
horizontal bed. But Jaafar and Maatooq (2018) [34] show that the double rows of the baffle block with a blockage
ratio of 50 % and 37.5 %, respectively, were very successful in improving the hydraulic jump properties and, thus, the
quieting basin efficiency.
Figure 7. The relationship between slopes of the semi-cylinder baffle blocks and ratio of energy dissipation
60
65
70
75
80
85
90
95
0 0.17 0.36 0.57
Rat
io o
f en
ergy d
issi
pat
ion
%
Slope of intrior angle of V-shape baffle blocks
Fr=6.5
Fr=7.2
Fr= 7.81
Fr= 8.02
Fr= 8.36
Fr=8.92
60
65
70
75
80
85
90
95
0 0.17 0.36 0.57
Rat
io o
f en
ergy d
issi
pat
ion
%
Slope of semi-cylinder baffle blocks
Fr=6.5
Fr=7.2
Fr= 7.81
Fr= 8.02
Fr= 8.36
Fr=8.92

Civil Engineering Journal Vol. 6, No. 5, May, 2020
968
4.2. Reduction of Hydraulic Jump Length
Figure 8 shows the relationship between the slopes of the baffle block slopes, in the horizontal position, with the
ratio of Lj/Y1 for Fr ranging between 6.5 and 9.2. A reverse relationship can be noticed between the length of the
hydraulic jump and the baffle block slopes for all the studied values of Fr. For example, at Fr = 6.5 and horizontal
position, the ratio of Lj/Y1 has decreased from about 18 to 9% as the slope increased from 10 to 30º.
Figure 8. The relationship between slopes of the V-shaped baffle blocks, in a horizontal position, and ratio of Lj/Y1
Figure 9 shows the relationship between the slopes of the baffle blocks, in the vertical position, and the ratio of
Lj/Y1 for Fr ranging between 6.5 and 9.2. Again, a reverse relationship can be noticed between the length of the
hydraulic jump and the baffle block slopes for all the studied values of Fr. as a compared with Abbas et al, (2018) the
reduction in the hydraulic jump length is greater than 15% compared to that of the Lozenge type with the same
conditions of Froude number range which was used by Bejestan and Neisi (2009) [33, 35]. As compared with Jaafar
and Maatooq (2018), the average reduction in (Y2/Y1) ratio reaches to 18.3 %, while the average reduction in (Lj/Y1)
ratio reaches to 38.1% when the double baffle model (D) at the adverse slope (-0.06) used instead of the horizontal
smooth bed [34].
Figure 9. The relationship between slopes of the V-shaped baffle blocks, in a vertical position, and ratio of Lj/Y1
0
10
20
30
40
0 0.1 0.2 0.3 0.4 0.5 0.6
Len
gth
rat
io (
Lj/Y
1)
Slope of vertically cut baffle blocks
Fr=6.5 Fr=7.2 Fr= 7.81 Fr= 8.02 Fr= 8.36 Fr=8.92
0
10
20
30
40
0 0.1 0.2 0.3 0.4 0.5 0.6
Len
gth
rat
io (
Lj/Y
1)
Slope of baffle blocks in horizontal position
Fr=6.5 Fr=7.2 Fr= 7.81 Fr= 8.02 Fr= 8.36 Fr=8.92

Civil Engineering Journal Vol. 6, No. 5, May, 2020
969
For the semi-cylinder baffle blocks, Figure 10 shows the relationship between the blocks’ slopes and the ratio of
Lj/Y1 at different Fr values (6.5-9.2). It can be noticed that the relationship is similar to that of the V-shape baffle
blocks for all the studied Fr.
Figure 10. The relationship between slopes of the semi-cylinder baffle blocks and the ratio of Lj/Y1
4.3. The Drag Force Applied on the Baffle Blocks
Figures 11 and 12 shows the relationship between the ratio of FB/F2, at different Fr values, and the slope of the V-
shaped block at horizontal and vertical positions, respectively. These figures indicate a direct relationship between the
ratio of FB/F2 and the slope of the V-shaped baffle blocks at both horizontal and vertical positions. For example, at
horizontal position and Fr= 6.5, the ratio of FB/F2 increased from 43 to 82.6% as the slope increased from 100 to 30
0,
respectively (Figure 11). Similarly, at vertical position and Fr = 6.5, the ratio of FB/F2 increased from 45.7 to 94.6% as
the slope increased from 10 to 30o, respectively (Figure 12).
Figure 11. The relationship between slopes of the V-shaped baffle blocks in a horizontal position and the ratio of FB/F2
0
10
20
30
40
0 0.1 0.2 0.3 0.4 0.5 0.6
Len
gth
rat
io (
Lj/Y
1)
Slope of semi-cylindrical cut baffle blocks
Fr=6.5 Fr=7.2 Fr= 7.81 Fr= 8.02 Fr= 8.36 Fr=8.92
0.01
0.11
0.21
0.31
0.41
0.51
0.61
0.71
0.81
0 0.17 0.36 0.57
Dra
g f
orc
e (F
B/F
2)
Slope of horizontally cut baffle blocks
Fr=6.5 Fr=7.2 Fr= 7.81 Fr= 8.02 Fr= 8.36 Fr=9.2

Civil Engineering Journal Vol. 6, No. 5, May, 2020
970
Figure 12. Slopes of the semi-cylinder baffle blocks, in a vertical position, vs the drag force (FB/F2)
Figure 13 shows the relationship between slopes of the semi-cylinder baffle blocks and the ratio of FB/F2 for Fr
values ranging between 6.5 and 9.2. A direct relationship, for all Fr values, has been noticed between the slope of the
baffle blocks and the ratio of FB/F2.
Figure 13. Slopes of the semi-cylinder baffle blocks, in a horizontal position, vs the drag force (FB/F2)
In addition, it can be noticed that the effect of the flow depth variations along the length of the stilling basins as
shown in Figure 14. Finally, due to the recent development in the sensing technology [36, 37] and application of baffle
plates in different water treatment facilities [38, 39], the authors recommend using sensing technologies to monitor the
behaviour of drag force and water jumps, which will provide very useful information for future studies.
Figure 14. Variation of flow depth along stilling basins
0.01
0.11
0.21
0.31
0.41
0.51
0.61
0.71
0.81
0 0.17 0.36 0.57
Dra
g f
orc
e (F
B/F
2)
Slope of vertically cut baffle blocks
Fr=6.5
Fr=7.2
Fr= 7.81
Fr= 8.02
Fr= 8.36
Fr=8.92
Fr=9.2
0.01
0.11
0.21
0.31
0.41
0.51
0.61
0.71
0.81
0 0.17 0.36 0.57
Dra
g f
orc
e (F
B/F
2)
Slope of semi-cylindrical cut baffle blocks
Fr=6.5
Fr=7.2
Fr= 7.81
Fr= 8.02
Fr= 8.36
Fr=8.92
Fr=9.2
0.06
0.065
0.07
0.075
0.08
0.085
0.09
1 1.1 1.2 1.3 1.4 1.5
Flo
w D
epth
D
Length of Stilling Bains

Civil Engineering Journal Vol. 6, No. 5, May, 2020
971
5. Conclusion
With the change in the cutting angle of the baffle blocks in both horizontal and vertical locations, the amount of
energy dissipation decreases with the frequency of Fr. However, this increase in the vertical position is more than it is
in the horizontal position under the same experimental conditions. Ratio of length of hydraulic jump to the initial
depth (Lj/Y1) is inversely proportional to the cutting angle in both vertical and horizontal positions, and it is directly
proportional to Fr value. Additionally, it has been found that the reduction ratio in hydraulic length in the vertical
position is more than it is in the horizontal position under the same flow conditions. According the rules of energy
conservation, the rate of force increasing should be proportionally to the rate of reductions of jump length. And Ratio
of applied drag force on the baffle blocks (FB/F2) increases with the increase of cutting angle and the initial Fr value.
The hydraulic performance and applied drag force on the semi-cylinder baffle blocks are similar to that of the 30 V-
shaped ones under the same conditions. At the end, in this study drag coefficient values were identified in terms of the
main Froude numbers for various baffle pieces. Results indicated that the drag coefficient values for the vertically cut
blocks in the same flow conditions were smaller than the horizontally cut baffle blocks. However, the average values
of the pressure exerted on the surface of the vertically cut baffle blocks were smaller than on other ones, making them
better than others.
6. Conflicts of Interest
The authors declare no conflict of interest.
7. References
[1] H. Samadi-Boroujeni, M. Ghazali, B. Gorbani, R. Fattahi Nafchi , "Characteristics of hydraulic jump on corrugated beds",
Canadian Journal of Civil Engineering volume 40 issue 9 on (September 2013): 841-847. doi:10.1139/cjce-2012-0019 .
[2] Hashim, K. S., Shaw, A., Al Khaddar, R., Ortoneda Pedrola, M.and Phipps, D." Defluoridation of drinking water using a new
flow column-electrocoagulation reactor (FCER)" - Experimental, statistical, and economic approach. J Environ Manage, 197:
(2017a) 80-88. doi:10.1016/j.jenvman.2017.06.075.
[3] Hashim, K. S., Shaw, A., Al Khaddar, R., Pedrola, M. O.and Phipps, D." Energy efficient electrocoagulation using a new flow
column reactor to remove nitrate from drinking water" - Experimental, statistical, and economic approach. J Environ Manage,
196: (2017b) 224-233. doi:10.1016/j.jenvman.2017.03.017.
[4] Hashim, K. S., Shaw, A., Al Khaddar, R., Pedrola, M. O. and Phipps, D. "Iron removal, energy consumption and operating cost
of electrocoagulation of drinking water using a new flow column reactor". Journal of Environmental Management, 189:
(2017c), 98-108. doi:10.1016/j.jenvman.2016.12.035.
[5] Hashim, K. S., Khaddar, R. A., Jasim, N., Shaw, A., Phipps, D., Kota, P., Pedrola, M. O., Alattabi, A. W., Abdulredha, M.and
Alawsh, R. "Electrocoagulation as a green technology for phosphate removal from River water". Separation and Purification
Technology, 210, (2018),135-144. doi:10.1016/j.seppur.2018.07.056.
[6] Takahashi, M., and Ohtsu, I. "Aerated Flow Characteristics of Skimming Flow over Stepped Chutes". Journal of Hydraulic
Research, 50(4):(2012),427-434. doi:10.1080/00221686.2012.702859.
[7] Hunt, S., Kadavy, K., and Hanson, G. "Simplistic Design Methods for Moderate-Sloped Stepped Chutes". J. Hydraul. Eng.,
volume 140 issue 12: (2014), page 04014062, doi:10.1061/(asce)hy.1943-7900.0000938 .
[8] Hunt, S. L. and Kadavy, K. C. "Flow depth and energy coefficient relationships for stepped spillways." In: Hubert Chanson and
Luke Toombes, Hydraulic structures and society - Engineering challenges and extremes. 5th IAHR International Symposium on
Hydraulic Structures, Brisbane, Australia, (1-9). (June 2014) 25-27. doi:10.14264/uql.2014.25.
[9] Chanson, H., Bung, D., and Matos, J. "Stepped spillways and cascades. In .Energy Dissipation in Hydraulic Structures". IAHR
Monograph, CRC Press, Taylor & Francis Group, Leiden, The Nettherlands, H. Chanson Editor, pp. (2015) 45-64.
doi:10.1201/b18441-4
[10] Meireles I., Fabian A. Bombardelli, Jorge Matos, "Air Entrainment Onset in Skimming Flows On Steep Stepped Spillways"
Journal of Hydraulic Research volume 52 issue 3, (4 May 2014), 375 to 385, doi:10.1080/00221686.2013.878401
[11] Meireles, I., Renna, F., Matos, J. and Bombardelli, F.A." Skimming, Nonaerated Flow on Stepped Spillways over Roller
Compacted Concrete Dams". Journal of Hydraulic Engineering, 138(10): (2012), 870-877. doi:10.1061/(asce)hy.1943-
7900.0000591
[12] Bung, D.B. "Developing Flow in Skimming Flow Regime on Embankment Stepped Spillways". Journal of Hydraulic
Research, 49(5), (2011): 639-648, doi: 10.1080/00221686.2011.584372 .
[13] Pfister, M. and Hager, W.H." Self-entrainment of Air on Stepped Spillways". International Journal of Multiphase Flow, 37(2),
(2011), 99-107. doi:10.1016/j.ijmultiphaseflow.2010.10.007.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
972
[14] Ellayn A. F., and Zhi-lin Sun. "Hydraulic Jump Basins with Wedge-Shaped Baffles" .Journal of Zhejiang University-Science
A (Applied Physics & Engineering) 13(7): (2012) 519-525. doi:10.1631/jzus.a1200037.
[15] Abdeen M.A. , Abdin A.E., W. Abbas, "Simulation and prediction for energy dissipaters and stilling basins design using
artificial intelligence technique", Cogent Engineering vol. 2 No. 1. (Mar 2015), doi.org/10.1080/23311916.2015.1018705.
[16] Ezizah, G., N. Yousif and S. Mostafa,. "Hydraulic jumps on new roughened beds". Asian J. Applied Sci., 5: (2012) 96-106.
doi:10.3923/ajaps.2012.96.106.
[17] Valero,D.Garcia-Bartual,R.,and Marco, J. "Optimisation of Stilling Basin Chute Blocks Using a Calibrated Multiphase RANS
Model". In Proc, 5thInternational Junior Researcher and Engineer Workshop on Hydrulic Structures. Spa, Belgium, 28-30,
(August 2015).
[18] Tiwari, H. L., A. Goel, and V. K. Gahlot. "Experimental study of sill controlled stilling basins for pipe outlet." International
Journal of Civil Engg. Research 2, no. 2 (2011): 107-117.
[19] Tiwari HL, Gahlot VK, Tiwari S." Reductionof scour depth downstream of pipe outletstilling basin using end sills.
International Journal of Engineering Sciences. 2 (7), (2013): 20-25.
[20] Abdelhaleem F.S. "Effect of semi-circular baffle blocks on local scour downstream clear-overfall weirs". Ain Shams
Engineering Journal volume 4 issue 4, (2013) ,675–684. doi:10.1016/j.asej.2013.03.003.
[21] Mohamed YA, Saleh YK, and Ali AM."Studying the effect of different configuration of sill over stilling basin on flow
characteristics behind radial gate". (Case Study Naga Hammadi Regulator), JES, Assiut University, Faculty of Engineering, 43
(3), (2015), pp311- 329.
[22] Elsaeed GH, Ali AM, Abdelmageed NB, and Ibrahim AM. " Effect of End Step Shape in the Performance of Stilling Basins
Downstream Radial Gates". Journal of Scientific Research & Reports, 9 (1): (2016) pp1:9. doi:10.9734/jsrr/2016/21452.
[23] Abdelhaleem F.S." Hydraulics of submerged radial gates with a sill", ISH Journal of Hydraulic Engineering volume 23 issue 2:
(2017): 177-186. doi:10.1080/09715010.2016.1273798.
[24] Habibzadeh, Alireza, Mark R. Loewen, and Nallamuthu Rajaratnam. “Mean Flow in a Submerged Hydraulic Jump with Baffle
Blocks.” Journal of Engineering Mechanics 140, no. 5 (May 2014): 04014020. doi:10.1061/(asce)em.1943-7889.0000713.
[25] Ibrahim M. M,"Improve the Efficiency of Stilling Basin Using Different Types of Blocks". American Journal of Engineering
Research (AJER), Volume-6, Issue-8, (2017) pp-295-304.
[26] Ali Abbas, Haider Alwash and Ali Mahmood," Effect of baffle block configurations on characteristics of hydraulic jump in
adverse stilling basins", MATEC Web of Conferences 162, (2018), 03005. doi.org/10.1051/matecconf/201816203005
[27] Jaafar S. Maatooq & Enass R. Taleb,"The Effects of Baffle Blocks Locations and Blockage Ratio on the Sequent Depth and
Velocity Distribution of Forced Hydraulic Jump", 7th International Symposium on Hydraulic Structures, Aachen, Germany,
15-18 May. (2018).
[28] Al- Husseini T. R., "A Novel Experimental Work and Study on Flow and Energy Dissipation over Stepped Spillways, Journal
of Babylon University, Engineering Sciences, No. (4), Vol. (24), (2016).
[29] Alsabawi, E.I." Hydrulic Performance of stilling basins of unconventional attachments". MS.c.in civil engineering department,
engineering collage, Tikret University, Iraq, (2002).
[30] Sabbagh-Yazdi, Saeed-Reza, and Majid Bavandpour. “Numerical Experiments on Using Incline Collar Rings for Controlling
Mean and Fluctuating Forces on Circular Bridge Piers.” Journal of Fluids and Structures 91 (November 2019): 102696.
doi:10.1016/j.jfluidstructs.2019.102696.
[31] Hayder, A.M. “A Laboratory Study on Stilling Basin with Semicircular Rough Bed Elements ", Jordan Journal of Civil
Engineering, Volume 11, No. 2, 2017.
[32] Bestawy, Ashraf. "New shapes of baffle piers used in stilling basins as energy dissipators." Asian Trans. Eng. (ATE) 3, no. 1
(2013): 1-7.
[33] Abbas A., Alwash A., Mahmood A., " Effect of baffle block configurations on characteristics of hydraulic jump in adverse
stilling basins", MATEC Web of Conferences volume 162 on page 03005(2018). doi:10.1051/matecconf/201816203005.
[34] Jaafar S. Maatooq, Enass R. Taleb," The Effects of Baffle Blocks Locations and Blockage Ratio on the Sequent Depth and
Velocity Distribution of Forced Hydraulic Jump", 7th International Symposium on Hydraulic Structures Aachen, Germany,
15-18, (May 2018).
[35] Bejestan, M.S., and Neisi, K. "A new roughened bed hydraulic jump stilling basin". Bejestan, M.S., and Neisi, K. “A new
roughened bed hydraulic jump stilling basin”. Asian J. of Applied Sci., 2 (5), (2009) 436-445,
doi:10.3923/ajaps.2009.436.445.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
973
[36] Ryecroft, Samuel, Andrew Shaw, Paul Fergus, Patryk Kot, Khalid Hashim, Adam Moody, and Laura Conway. “A First
Implementation of Underwater Communications in Raw Water Using the 433 MHz Frequency Combined with a Bowtie
Antenna.” Sensors 19, no. 8 (April 16, 2019): 1813. doi:10.3390/s19081813.
[37] Teng, Kah, Patryk Kot, Magomed Muradov, Andy Shaw, Khalid Hashim, Michaela Gkantou, and Ahmed Al-Shamma’a.
“Embedded Smart Antenna for Non-Destructive Testing and Evaluation (NDT&E) of Moisture Content and Deterioration in
Concrete.” Sensors 19, no. 3 (January 28, 2019): 547. doi:10.3390/s19030547.
[38] Hashim, Khalid S., N H Al-Saati, Saif Salah Alquzweeni, Salah L. Zubaidi, Patryk Kot, L. Kraidi, Ameer H. Hussein, Rafid
Alkhaddar, Andy Shaw, and Reham Alwash. “Decolourization of Dye Solutions by Electrocoagulation: An Investigation of
the Effect of Operational Parameters.” IOP Conference Series: Materials Science and Engineering 584 (August 15, 2019):
012024. doi:10.1088/1757-899x/584/1/012024.
[39] Hashim, Khalid S., Ibijoke Adeola Idowu, Nisreen Jasim, Rafid Al Khaddar, Andy Shaw, David Phipps, P. Kot, et al.
“Removal of Phosphate from River Water Using a New Baffle Plates Electrochemical Reactor.” MethodsX 5 (2018): 1413–
1418. doi:10.1016/j.mex.2018.10.024.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
974
Numerical Investigation of Stress Block for High Strength
Concrete Columns
Nizar Assi a*
, Husain Al-Gahtani b, Mohammed A. Al-Osta
b
a Department of Civil Engineering, Birzeit University, Palestine.
b Department of Civil Engineering, King Fahd University of Petroleum & Minerals, Dhahran 31261, Saudi Arabia.
Received 25 December 2019; Accepted 28 March 2020
Abstract
This paper is intended to investigate the stress block for high strength concrete (HSC) using the finite element model
(FEM) and analytical approach. New stress block parameters were proposed for HSC including the stress intensity factor
(α1) and the depth factor (β1) based on basic equilibrium equations. A (3D) finite element modeling was developed for
the columns made of HSC using the comprehensive code ABAQUS. The proposed stress parameters were validated
against the experimental data found in the literature and FEM. Thereafter, the proposed stress block for HSC was used to
generate interaction diagrams of rectangular and circular columns subjected to compression and uniaxial bending. The
effects of the stress block parameters of HSC on the interaction diagrams were demonstrated. The results showed that a
good agreement is obtained between the failure loads using the finite element model and the analytical approach using
the proposed parameters, as well as the achievement of a close agreement with experimental observation. It is concluded
that the use of proposed parameters resulted in a more conservative estimation of the failure load of columns. The effect
of the stress depth factor is considered to be minor compared with the effect of the intensity factor.
Keywords: High Strength Concrete; Stress Block; Column; ABAQUS; Finite Element Model.
1. Introduction
A column is one of the most critical members of a framed structure, the failure of which could lead to a
catastrophic failure of the whole structure. In recent years, high strength concrete (HSC) columns have been widely
used in major construction projects, especially, in high-rise buildings. The advancement in concrete technology and
the development of new types of mineral and chemical admixtures have enabled the production of concrete with
compressive strength exceeding 150 MPa. HSC could lead to smaller member sizes for compression members and
therefore provide considerable savings associated with material costs and a reduction of dead loads. Moreover, due to
the superior durability of HSC [1], a considerable reduction of the maintenance efforts and an increase in the service
life of the structure can be attained as compared to the normal strength concrete (NSC).
The increasing use of HSC has led to concern over the applicability of current design codes and standards.
Although, the latest ACI code provides uniaxial bending interaction curves for up to f′c = 83 MPa, the curves are
based on the stress block for normal concrete. Recent research indicates that the behavior of HSC is different from
NSC in many aspects. The shape of the stress–strain relation of HSC differs from that of NSC [2].
Equivalent rectangular stress blocks have been proposed for HSC by either different standard codes or researchers.
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091522
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
975
The stress block parameters of CSA A23.3 [3], NZS 3101 [4], Ibrahim and MacGregor [5] Bae and Bayrak [6] as
published in ACI SP-293-05, or Ozbakkaloglu and Saatcioglu [7], is recommended for HSC as shown in Table 1.
Table 1. Equivalent rectangular stress block parameters for HSC
Standard / Researcher Stress Block Parameters for HSC, f′c (MPa)
CSA A23.3 [3] α1 = 0.85 − 0.0015 fc
′ ≥ 0.67
β1 = 0.97 − 0.0025 fc′ ≥ 0.67
NZS 3101 [4]
α1 = 0.85 − 0.004(fc′ − 55)
0.85 ≥ α1 ≥ 0.75
β1 = 0.85 − 0.008(fc′ − 30)
0.85 ≥ β1 ≥ 0.65
Ibrahim and MacGregor [5] α1 = 0.85 − 0.00125 fc
′ ≥ 0.725
β1 = 0.95 − 0.0025 fc′ ≥ 0.70
Bae and Bayrak [6]
α1 = 0.85 − 0.004(fc′ − 70)
0.85 ≥ α1 ≥ 0.67
β1 = 0.85 − 0.004(fc′ − 30)
0.85 ≥ β1 ≥ 0.67
Ozbakkaloglu and Saatcioglu [7]
α1 = 0.85 − 0.0014(fc′ − 30)
0.85 ≥ α1 ≥ 0.72
β1 = 0.85 − 0.0020(fc′ − 30)
0.85 ≥ α1 ≥ 0.67
Oztekin et al. [8]
k1 = −0.0012fc′ + 0.805
k3 = −0.002fc′ + 0.964
k1k3 = −0.002fc′ + 0.762
Investigation of stress block parameters for high strength concrete has been performed by some researchers. ACI
code [2], however, suggests stress block parameters for normal concrete only. Many stress-strain relationships for
unconfined high strength concrete are found in the literature. Those relationships were developed based on
experimental work conducted by other researchers. Several stress-strain relationships are found in the literature, but
four of them are selected to adapt stress block for high strength concrete.
Lately, many researchers have suggested a stress block of HSC beams and columns. Al-Kamal [9] proposed a
triangular stress block of HSC beams having a concrete strength over of 55 MPa. The proposed stress block was
validated using 52 tested singly reinforced HSC beams. It was mentioned that the modified rectangular stress block to
find the axial and flexural strength of the HSC column was not likely investigated. Tran et al. [10] developed the
parameters of a stress block for geopolymer concrete (GPC) made of fly-ash and slag which, has a compressive
strength of concrete up to 66 MPa. Rectangular stress-block were proposed based on previously developed curves of
GPC materials and two analytical concrete stress-strain models. Ma et al. [11] carried out theoretical analysis and
experimental tests to study the confined columns under compression and bending moment. In the analytical solution,
an equivalent stress block parameter was developed for a confined HSC section in which the compression stress
distributions were investigated to find the suitable equivalent stress block parameters through using different neutral
axis locations. Hasan et al. [12] experimentally investigated the behavior of HSC and steel fibre HSC column
specimens. The interaction diagrams for specimens were developed based on the equivalent rectangular stress
suggested by CSA A23.3-2014 [13]. Baji and Ronagh [14] carried out statistical study of the concrete rectangular
stress block factors. The Monte Carlo Simulation was used to study the influence of improbability of the stress block
factors on the flexural strength of beams. It is found that any reliability analysis is very sensitive to the change in the
statistical properties of concrete stress block factors. Yang et al. [15] developed a general model of an equivalent stress
block that can be used for both light weight concrete and HSC. Peng et al. [16] proposed equivalent rectangular
concrete stress block factors to design reinforced concrete elements in flexural by incorporating the effects of the
strain gradient. Khadiranaikar and Awati [17] developed an equivalent stress block factor for different concrete
strength through the testing of plain concrete columns, RC eccentrically loaded columns, and beams.
In this paper, new parameters for stress blocks were developed based on equilibrium equations to modify and
extend the current code design curves of HSC columns. Those new parameters will be used to develop interaction
diagrams for columns which were tested experimentally as found in the literature. The interaction diagrams were
validated against experimental data from literature and the results obtained from finite element modelling. In addition,
the effects of the stress block parameters of HSC on the interaction curves were studied. A mathematical code was
developed with the capability of creating design charts similar to those provided by ACI for NSC.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
976
2. Stress-Strain Relationship of HSC
Stress-strain relationships were developed in the literature based on the experimental work done on HSC. One
those models was developed and modified by Hognestad [18]. It is called the modified Hognestad model for HSC. The
modified Hognestad model is given in Equation 1 by:
𝑓𝑐 = 𝑓𝑐′ (k
ϵc
ϵcu− (k − 1) (
ϵc
ϵcu)
2
) (1)
Where; fc: concrete stress corresponding to normal strain ϵc, f′c= standard cylinder strength.
k = 2 −𝑓𝑐
′(MPa)−40
70 for 60 MPa ≤ fc
′ ≤ 94 MPa (2)
ϵcu = [2.2 + 0.015(𝑓𝑐′(MPa) − 40)] × 10−3 for 60 MPa ≤ fc
′ ≤ 94 MPa (3)
Popovics [19] found a stress-strain relationship in Equation 4 for concrete subjected to compression:
𝑓𝑐 =ϵc
ϵ0
𝑛 𝑓𝑐′
(𝑛−1)+(ϵcϵ0
)𝑛 (4)
Where;
ϵ0 = 735(𝑓𝑐′)0.25 ∗ 10−6 (5)
𝑛 = 1.0 + 0.058𝑓𝑐′ (6)
Carreira and Chu [20] proposed another stress strain relationship in Equation 4 for concrete subjected to
compression with the parameters given in Equations 7 to 9:
ϵ0 = (0.71𝑓𝑐′ + 168) ∗ 10−5 (7)
𝑛 =1
1−𝑓𝑐
′
ϵ0 𝐸𝑖𝑡
(8)
Eit = 0.0736 w1.51(𝑓𝑐′)0.3 (9)
Kumar [21] found another stress-strain relationship in Equation 10 for concrete under compression:
𝑓𝑐 =ϵc
ϵ0(𝑛𝑓𝑐
′) ((𝑛 − 1) + (ϵc
ϵ0)𝑛𝑘)⁄ (10)
Where;
Eci = 3320√fc′ + 6900 (11)
𝑛 = 0.8 +fc′
17 (12)
ϵ0 =𝑛𝑓𝑐
′
(𝑛−1)𝐸𝑐𝑖 (13)
𝑘 = [k = 1 ϵc ≤ ϵ0
𝑘 = 0.67 +𝑓𝑐
′
62 ϵc > ϵ0
] (14)
Mertol [22] proposed a stress-strain relationship in Equation 15 for high strength concrete, it is given by:
fc =ϵc
ϵc0
𝑛fc′
(𝑛−1)+(ϵc
ϵc0)𝑛∗𝑘
(15)
𝑛 = 0.310 × 0.145fc + 0.78 (16)
𝑘 = 0.10 × 0.145fc + 1.20 (17)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
977
ϵc0 = 0.0033 − 2 × 0.145 × 10−5 × fc′ (18)
ϵcu = 0.0038 − 4 × 0.145 × 10−5 × fc′ (19)
3. Problem Formulation and Methodology
The objectives of this research work were accomplished following the research approach given by the flowchart
shown in Figure ure 1.
Figure 1. Research methodology flowchart
The actual stress-strain relationships for HSC developed by other researchers such as Hognestad, Popovics, and
Carreira & Chu were utilized to find the best representations for stress block parameters (𝛼1, β1) based on static
equilibrium equations. The generalized stress block and equivalent rectangular stress block are shown in Figure 2.
These parameters are derived based on basic equilibrium Equations 20 to 21 as follows:
Develop a new design aids for HSC columns
Research Objectives & Scope
Literature Review
Stress block for NSC and
HSC
Stress-strain relationships for
NSC and HSC Available design aids for columns subjected
to compression and uniaxial bending for both
NSC and HSC
Experimental works from the
literature Finite Element Modelling
Develop new stress block
parameters for HSC
Validation of Developed Parameters
Generate interaction diagrams for columns subjected to
compression and uniaxial bending for HSC
Conclusions

Civil Engineering Journal Vol. 6, No. 5, May, 2020
978
∫ fc dϵcx0
0= 𝛼1β1fc
′ϵcu (20)
∫ fcϵc dϵcx0
0= 𝛼1β1fc
′ϵcu(1 − 0.5β1)ϵcu (21)
Figure 2. Equivalent rectangular stress block
4. Results and Discussion
4.1. Develop New Stress Block Parameters
In order to obtain the equivalent rectangular stress block shown in Figure , for HSC to be used to evaluate the
strength capacity of the structural element, MATHEMATICA software was utilized to evaluate (𝛼1 and β1) the
parameters for different values of 𝑓𝑐′. The exact values for the stress block parameters (𝛼1 and β1) are obtained from
the equilibrium Equations 20 and 21 and by using the stress-strain models proposed by Hognestad, Popovics and
Carreira and Chu as illustrated in Table 2. The relationships between the obtained values of the α1 and β1 and 𝑓𝑐′
values are shown in Figure 1 to 8. It can be observed that a linear relationship can be used with a correlation
coefficient R2 very close to 1. It can be observed that the Hognestad model shows conservative parameters compared
to the other two models. The other two models overestimate the strength capacity of HSC.
Table 2. Values of 𝜶𝟏𝐚𝐧𝐝 𝛃𝟏for different 𝒇𝒄′ or HSC
𝒇𝒄′ (𝐌𝐏𝐚)
Hognestad Popovics Carreira & Chu
𝛂𝟏 𝛃𝟏 𝛂𝟏 𝛃𝟏 𝛂𝟏 𝛃𝟏
60 0.846 0.734 0.882 0.778 0.991 0.942
70 0.826 0.720 0.880 0.767 0.990 0.938
80 0.807 0.707 0.879 0.756 0.989 0.934
90 0.788 0.694 0.877 0.745 0.988 0.930
100 0.769 0.680 0.875 0.734 0.987 0.926
110 0.750 0.667 0.873 0.723 0.986 0.923
120 0.731 0.653 0.872 0.712 0.985 0.919
Figure 1. 𝜶𝟏 variation vs. concrete strength 𝒇𝒄′ based on the stress-strain model proposed by Carreira and Chu [20]
y = -0.0001x + 0.997
R² = 1
0.984
0.985
0.986
0.987
0.988
0.989
0.99
0.991
0.992
50 70 90 110 130
α1
f'c (MPa)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
979
Figure 2. 𝛃𝟏 variation vs. concrete strength 𝒇𝒄′ based on the stress-strain model proposed by Carreira and Chu [20]
Figure 3. 𝜶𝟏 variation vs. concrete strength 𝒇𝒄′ based on the stress-strain model proposed by Hognestad [18]
Figure 4. 𝛃𝟏 variation vs. concrete strength 𝒇𝒄′ based on the stress-strain model proposed by Hognestad [18]
y = -0.0004x + 0.9647
R² = 0.9987
0.915
0.92
0.925
0.93
0.935
0.94
0.945
50 70 90 110 130
β1
f'c (MPa)
y = -0.0019x + 0.9601
R² = 0.9999
0.72
0.74
0.76
0.78
0.8
0.82
0.84
0.86
50 70 90 110 130
α1
f'c (MPa)
y = -0.0013x + 0.8144
R² = 0.9999
0.64
0.65
0.66
0.67
0.68
0.69
0.7
0.71
0.72
0.73
0.74
50 70 90 110 130
β1
f'c (MPa)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
980
Figure 5. 𝜶𝟏 variation vs. concrete strength 𝒇𝒄′ based on the stress-strain model proposed by Popovics [19]
Figure 6. 𝛃𝟏 variation vs. concrete strength 𝒇𝒄′ based on the stress-strain model proposed by Popovics [19]
4.2. Validation of Developed Parameters
4.2.1. Previous Experimental Works
The three different stress-strain models and their corresponding equivalent stress block parameters are verified with
the experimental data for the reinforced concrete columns found in the literature. Experimental work was conducted
for the four different cases shown in Table 3. Each case represents a certain value of concrete strength ( 𝑓𝑐′). For each
case, a set of experimental data for column capacity (Mn, Pn) is found. The four investigated models are performed in
the developed Mathematica code to create their corresponding interaction curves. The validation of the four models
with the experimental results is shown in Figures 9 to 12.
Case 1: Tested experimentally by Lloyd and Rangan [23];
Case 2: Tested experimentally by Ibrahim and MacGregor [5];
Case 3: Tested experimentally Foster and Attard [24];
Case 4: Tested experimentally by Ibrahim [25].
y = -0.0002x + 0.8923
R² = 0.9931
0.87
0.872
0.874
0.876
0.878
0.88
0.882
0.884
50 70 90 110 130
α1
f'c (MPa)
y = -0.0011x + 0.844
R² = 1
0.7
0.71
0.72
0.73
0.74
0.75
0.76
0.77
0.78
0.79
50 70 90 110 130
β1
f'c (MPa)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
981
The material properties and cross-sectional properties for each case are shown in Table 3. The Experimental data in
Table 5 of the pervious experimental works are used to verify the proposed parameters. Table 4 contains the values of
the stress block parameters corresponding to the four cases and evaluated based on the developed equations of α1 and
β1 in Figures 3 to 8.
Figures 9 to 12 depict the difference between the generated interaction diagrams utilizing the Mathematica code
which, use the stress block parameters in Table 4 and the experimental data. It can be seen that the experimental
results are much closer to the stress-strain model proposed by Hognestad [18] and this model is more conservative.
New parameters for an equivalent stress block can be proposed based on this model; the proposed parameters are
given in Equations 22 and 23 by:
α1 = 0.9601 − 0.0019f’c(MPa) (22)
β1 = 0.8144 − 0.00133f’c(MPa) (23)
Table 3. Properties of the rectangular column sections
Case 1 Case 2 Case 3 Case 4
f’c(MPa) 97 126 90 72
fy(MPa) 400 400 400 400
b (mm) 175 200 175 200
h (mm) 175 300 150 300
0.84 0.60 0.89 0.6
ρ (Steel Percentage) 1.30 1.30% 1.30% 1.30%
: is the ratio of the distance between reinforcement steel on two opposite sides to the cross section length in the corresponding direction.
ρ: is the percentage of steel reinforcements to the concrete in a given column.
Table 4. Corresponding stress block parameters for each case using developed equations in Figures 3 to 8
Case f’c(MPa) Carreira and Chu Popovics Hognestad Bae and Bayrak
Case 1 97 0.987 0.928 0.876 0.737 0.775 0.684 0.742 0.670
Case 2 126 0.984 0.917 0.871 0.705 0.719 0.645 0.670 0.670
Case 3 90 0.988 0.930 0.877 0.745 0.788 0.694 0.770 0.670
Case 4 72 0.990 0.937 0.880 0.765 0.823 0.718 0.842 0.682
Table 5. Experimental results for the tested column corresponding to each case
Case 1 Case 2 Case 3 Case 4
Mn (kN.m) Pn (kN) Mn (kN.m) Pn (kN.m) Mn (kN.m) Pn (kN) Mn (kN.m) Pn (kN)
59.90 742.66 177.72 3746.06 20.53 1606.15 58.33 3207.77
59.11 751.47 180.44 3949.79 20.21 1659.55 108.05 2720.45
60.46 998.04 180.02 4204.89 23.01 1707.75 110.55 2729.55
58.89 965.75 202.89 4406.33 36.50 1353.12 140.34 3015.47
42.79 1969.67 226.41 4403.67 37.25 1374.52 - -
39.69 1928.57 - - 47.12 787.35 - -
- - - - 48.70 822.15 - -

Civil Engineering Journal Vol. 6, No. 5, May, 2020
982
Figure 7. Interaction diagrams corresponding to case 1 using the developed equations of stress block parameters in Figures 3 to 8
Figure 8. Interaction diagrams corresponding to case 2 using the developed equations of stress block parameters in Figures 3 to 8
Figure 9. Interaction diagrams corresponding to case 3 using the developed equations of stress block parameters in Figures 3 to 8
-0.12
0.08
0.28
0.48
0.68
0.88
1.08
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14
Pn
/fc
Ag
Mn/fc Ag h
Experiment
Hognestad
Carreira & Chu
Popovics
Bae & Bayrak
-0.10
0.10
0.30
0.50
0.70
0.90
1.10
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14
Pn
/ f
c A
g
Mn/fc Ag h
Experiment
Carreira & Chu
Popovics
Hognestad
Bae & Bayrak
-0.10
0.10
0.30
0.50
0.70
0.90
1.10
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
Pn
/ f
c A
g
Mn / fc Ag h
Experiment
Carreira & Chu
Popovics
Hognestad
Bae & Bayrak

Civil Engineering Journal Vol. 6, No. 5, May, 2020
983
Figure 10. Interaction diagrams corresponding to case 4 using the developed equations of stress block parameters in Figures 3 to 8
4.2.2. Finite Element Model
To verify the proposed developed model, 3-D finite element modeling was developed for the columns with cases
number 3 and 4. The finite element modelling was conducted using the comprehensive code ABAQUS. In this work, a
dynamic explicit method was utilized to avoid the problems of convergence associated by the column concrete under
eccentric loading. Figure 13(a) shows the geometry of the developed model consisting of HSC, longitudinal steel,
transverse steel (ties) and steel plates to apply the load.
Finite Element Types and Interaction
A C3D8R 8-noded linear brick, reduced integration, hourglass control element is used to model both the concrete
and the steel plate at the top and bottom of a column. A 2-noded linear 3D truss (T3D2) element was utilized to model
both the longitudinal and transverse steel rebars. The mesh sizes were investigated in the range of 10 to 30 mm to
obtain the optimum mesh size used from the model. The results showed that based on both the accuracy and a
reasonable running time, the mesh size of 15 mm was used as shown in Figure 13(a).
The interaction between the different parts in the model was represented using different approaches of contact. The
interaction between the concrete and steel rebars was modelled as embedded elements in which the concrete was
considered as the host region. The interaction between the concrete and steel plates on the top and bottom was
represented using a tie interaction (perfect bond).
Boundary Conditions and Load Application
The ends of the columns are modelled in which they are restrained in the transverse directions (Uz = 0). The loads
have been applied as a displacement control at the top and bottom of the steel plates to transfer the load uniformly.
Modelling of HSC and Steel Rebars
The concrete is modelled by using the elastoplastic-damage model developed by Lubliner et al. [26] and extended
by Lee and Fenves [27]. The concrete is modelled by using 8-node solid elements and the steel rebar is modelled by
using truss elements. In this paper, the hardening and softening under compression of the concrete are implemented in
the FE code based on the model developed by Popovics [19]. The model requires this data in the form of stress-
inelastic strain. The plastic damage model parameters implemented in ABAQUS are shown in Table 6. The steel
rebars were modelled as an elastic-plastic material with yield stress given in Table 3.
Table 6. Parameters Used for the Concrete in Plastic Damage Model
Young's Modulus Poisson’s Ratio
Dilation Angle ψ Eccentricity ε fbo/fco K
(MPa) (Degree)
Varied 0.2 36 0 .1 1.16 0.67
-0.10
0.10
0.30
0.50
0.70
0.90
1.10
1.30
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
Pn
/fc
Ag
Mn/fc Ag h
Experiment
Carreira and Chu
Popovics
Hognestad
Bae & Bayrak

Civil Engineering Journal Vol. 6, No. 5, May, 2020
984
Figure 11. Finite element model: (a) Steel rebar; (b) Meshing of column
Verification of the Model
A comparison of the experimental works and the numerical results of the interaction curves was conducted for
cases 3 and 4 and is shown in Figures 14 and 15, respectively. The FE results demonstrated a good agreement with the
experimental ones. It can be seen that the difference between the failure loads obtained from the finite element and the
experimental results of cases 3 and 4 are less than 10%.
Figure 12. Experimental and numerical validation of the interaction diagrams for case 3
Figure 13. Experimental and numerical validation of the interaction diagrams for case 4
-0.10
0.10
0.30
0.50
0.70
0.90
1.10
0.00 0.05 0.10 0.15
Pn
/ f
c' A
g
Mn / fc' Ag h
Experiment
Carreira & Chu
Popovics
Hognestad
Bae & Bayrak
FEM
-0.10
0.10
0.30
0.50
0.70
0.90
1.10
1.30
0.00 0.05 0.10 0.15
Pn
/fc'
Ag
Mn/fc' Ag h
Experiment
Carreira and Chu
Popovics
Hognestad
Bae & Bayrak
FEM
(a) (b)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
985
4.3. Stress Block Parameters Effects on Columns Interaction Charts
Stress block parameters affects the interaction diagrams of columns subjected to uniaxial bending and compression
force. These effects are significant and must be considered. The concrete stress-stain diagram for HSC is not the same
as that for normal concrete. The actual stress block of concrete is idealized to an equivalent rectangular stress block to
simplify analysis and design of structural concrete members. The equivalent rectangular stress block of concrete has
two parameters; the stress intensity parameter (𝛼1) and the stress block depth parameter(𝛽1). The MATHEMATICA
code was developed to generate interaction charts for rectangular and circular columns under the effect of uniaxial
bending and compression force. Using that code to draw interaction diagrams for a typical rectangular reinforced
concrete column with steel on two opposite faces and subjected to uniaxial bending and compression force. The
developed MATHEMATICA code was used to draw the normalized interaction charts for a rectangular column
section with different values of 𝛼1, 𝛽1 and steel percentage (𝜌) as shown in Figures 16 to 18.
Figure 14. Stress block parameters effects on columns interaction charts for 𝝆 = 𝟎. 𝟎𝟏, 𝒇𝒚 = 𝟒𝟏𝟒 MPa, 𝒇𝒄′ = 𝟏𝟏𝟎 MPa
and 𝜸 = 𝟎. 𝟕𝟓
Figure 15. Stress block parameters effects on columns interaction charts for 𝝆 = 𝟎. 𝟎𝟒, 𝒇𝒚 = 𝟒𝟏𝟒 MPa, 𝒇𝒄′ = 𝟏𝟏𝟎 MPa
and 𝜸 = 𝟎. 𝟕𝟓
-0.2
0
0.2
0.4
0.6
0.8
1
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14
Pn
/ f
'c A
g
Mn / f'c Ag h
α1=0.85 & β1=0.85
α1=0.85 & β1=0.65
α1=0.65 & β1=0.85
α1=0.65 & β1=0.65
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
0 0.02 0.04 0.06 0.08 0.1 0.12 0.14 0.16 0.18
Pn
/ f
'c A
g
Mn / f'c Ag h
α1=0.85 & β1=0.85
α1=0.85 & β1=0.65
α1=0.65 & β1=0.85
α1=0.65 & β1=0.65

Civil Engineering Journal Vol. 6, No. 5, May, 2020
986
Figure 16. Stress block parameters effects on columns interaction charts for 𝝆 = 𝟎. 𝟎𝟖, 𝒇𝒚 = 𝟒𝟏𝟒 MPa, 𝒇𝒄′ = 𝟏𝟏𝟎 MPa
and 𝜸 = 𝟎. 𝟕𝟓
The stress intensity factor has major effects in the compression control region as shown in Figures 16 to 18. This
parameter 𝛼1 shifts the interaction diagrams upward and downward when it is equal to 0.85 and 0.65, respectively. The
nominal capacity of the column is higher when the value of 𝛼1 is high. The effect of this factor fades as it moves from
the compression control region to the tension control region. Concrete in the tension control region has very slight
effects and the steel controls the strength in this region. Referring to Figures 16 to 18, the effects of the stress depth
parameter 𝛽1 localized near the balanced point on the interaction diagrams. The effect of 𝛽1 does not appear beyond
the balanced point. Its effect is minor as compared to the effects of 𝛼1.
Finally, these two parameters play an important role in evaluating the nominal capacity of concrete columns
subjected to compression with uniaxial bending. Their values depend mainly on the concrete strength. The American
Concrete Institute (ACI) Code provides relationships to evaluate their values for normal concrete only and the use of
ACI code stress blocks for high strength concrete will overestimate the column capacity. The interaction diagram for
case 3 is developed using an ACI code stress block, a finite element model and the proposed stress block parameters as
shown in Figure 19. It can be seen that a good match for the failure loads is estimated by the FE, ACI code and
proposed stress block parameters.
Figure 17. Interaction diagram for previous case 3 developed using ACI code and proposed stress block parameters
-0.4
-0.2
0
0.2
0.4
0.6
0.8
1
1.2
0 0.05 0.1 0.15 0.2 0.25
Pn
/ f
'c A
g
Mn / f'c Ag h
α1=0.85 & β1=0.85
α1=0.85 & β1=0.65
α1=0.65 & β1=0.85
α1=0.65 & β1=0.65
-0.10
0.10
0.30
0.50
0.70
0.90
1.10
0.00 0.02 0.04 0.06 0.08 0.10 0.12 0.14
Pn
/ f
c′ A
g
Mn / fc′ Ag h
Experiment
Porposed Parameters
ACI 2011
FEM
ACI-318-14

Civil Engineering Journal Vol. 6, No. 5, May, 2020
987
4.4. MATHEMATICA Code
The general MATHEMATICA code has been developed using the MATHEMATICA software. The developed
code is capable of developing interaction diagrams for rectangular or circular columns subjected to compression force
with uniaxial bending. The proposed stress block parameters are used as the default values in the developed code.
Interaction charts for HSC columns subjected to compression with uniaxial bending can be easily found. These
interaction diagrams were not previously found in codes or standards.
Code input:
Concrete strength: 𝑓𝑐′
Yielding strength of steel: 𝑓𝑦
Steel arm to whole depth ratio: γ
Evaluation of column strength
The nominal capacity of the column is evaluated based on the given neutral axis depth. The way the code evaluates
the strength is iterative. Simply assume a neutral axis depth (c) and then evaluate the corresponding column capacity.
Figure 20 shows the stress distribution at a certain value of c.
Figure 18. Typical sketch with some definitions for rectangular cross section
Where: y: Arbitrary distance from the extreme tensile steel; y1: locates the distance to yielding under tension; y2:
locates the distance at which steel starts to yield under compression.
Code output
The output of the code is a graph with eight curves each corresponding to a certain steel percentage starting from
1% and ending with 8%. Figure 21 is a typical code output for the following data: 𝛾ℎ; 𝑓𝑐′ = 80 MPa; 𝑓𝑦 = 400 MPa
and γ = 0.75.
Figure 19. Main output of the developed code corresponding to the above typical example

Civil Engineering Journal Vol. 6, No. 5, May, 2020
988
5. Conclusions
A new stress block for high strength concrete was developed. Interaction diagrams were generated and validated
with actual experimental data for the reinforced concrete columns found in the literature. The developed interaction
diagrams can be used for the analysis and design of columns. At the end of this research work one can conclude the
following:
A new equivalent rectangular stress block is proposed for HSC. The equivalent rectangular stress proposed/used
by ACI code is for NSC and overestimates the capacity of an HSC column. This overestimation in column
capacity mainly comes from the stress intensity factor of the equivalent rectangular stress block. The stress depth
factor has a minor effect near the balanced point on the column interaction diagram and its effect is considered
minor compared with the intensity factor effect.
The new proposed stress block for high strength concrete has been verified with the experimental data found in
the literature and FEM. Consequently, the calculated nominal capacity of the HSC column reflects the real
capacity of the column and a safe design of columns is obtained.
Among all of the investigated models which represent the stress-strain relations of high strength concrete,
Hognestad’s model is considered to be best one. The stress block parameters, computed using this model, have
given results that are very close to the previous experimental results and FEM, and in addition to being
conservative.
A MATHEMATICA code is proposed to develop interaction charts for HSC columns subjected to compression
with uniaxial bending. The code is used for rectangular and circular sections only.
6. Acknowledgements
The authors would like to thank King Fahd University of Petroleum and Minerals for their technical support.
7. Conflicts of Interest
The authors declare no conflict of interest.
8. References
[1] Liu, Zhichao, and Will Hansen. “Freeze–thaw Durability of High Strength Concrete under Deicer Salt Exposure.” Construction
and Building Materials 102 (January 2016): 478–485. doi:10.1016/j.conbuildmat.2015.10.194.
[2] ACI-318-14, Building code requirements for structural concrete (ACI 318M-14) : an ACI Standard : Commentary on building
code requirements for structural concrete (ACI 318M-14), American Concrete Institute, (2015). doi:10.14359/11333.
[3] CSA-A23.3, Canadian Standards Association. Design of concrete structures. Mississauga, Ont.: Canadian Standards
Association, 2004.
[4] NZS-3101, Concrete Structures. Part 1: The Design of Concrete Structures, Part 2: Commentary, Wellington, New Zeal. (2006).
[5] Ibrahim, Hisham HH, and James G. MacGregor. "Modification of the ACI rectangular stress block for high-strength concrete."
Structural Journal 94, no. 1 (1997): 40-48.
[6] Bae, Sungjin, and Oguzhan Bayrak. "Stress block parameters for high-strength concrete members." Structural Journal 100, no. 5
(2003): 626-636.
[7] Ozbakkaloglu, Togay, and Murat Saatcioglu. "Rectangular stress block for high-strength concrete." ACI Structural Journal 101,
no. 4 (2004): 475-483.
[8] Oztekin, Ertekin, Selim Pul, and Metin Husem. “Determination of Rectangular Stress Block Parameters for High Performance
Concrete.” Engineering Structures 25, no. 3 (February 2003): 371–376. doi:10.1016/s0141-0296(02)00172-4.
[9] Al-Kamal, Mustafa Kamal. "Nominal flexural strength of high-strength concrete beams." Advances in concrete construction 7,
no. 1 (2019): 001.
[10] Tran, Tung T., Thong M. Pham, and Hong Hao. “Rectangular Stress-Block Parameters for Fly-Ash and Slag Based
Geopolymer Concrete.” Structures 19 (June 2019): 143–155. doi:10.1016/j.istruc.2019.01.006.
[11] Ma, Chau-Khun, Abdullah Zawawi Awang, and Wahid Omar. “Eccentricity-Based Design Procedure of Confined Columns
under Compression and in-Plane Bending Moment.” Measurement 129 (December 2018): 11–19.
doi:10.1016/j.measurement.2018.07.012.
[12] Hasan, Hayder Alaa, M. Neaz Sheikh, and Muhammad N.S. Hadi. “Performance Evaluation of High Strength Concrete and
Steel Fibre High Strength Concrete Columns Reinforced with GFRP Bars and Helices.” Construction and Building Materials
134 (March 2017): 297–310. doi:10.1016/j.conbuildmat.2016.12.124.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
989
[13] Canadian Standards Association. "CSA A23. 3-14: Design of Concrete Structures." Canadian Standards Association: Toronto,
ON, Canada (2014).
[14] Baji, Hassan, and Hamid R. Ronagh. "Statistical analysis of the concrete rectangular stress block parameters." In The 2013
World Congress on Advances in Structural Engineering and Mechanics Korea. 2013.
[15] Yang K.-H., Sim J.-I., Kang T.H.-K., “Generalized Equivalent Stress Block Model Considering Varying Concrete
Compressive Strength and Unit Weight.” ACI Structural Journal 110, no. 5 (2013). doi:10.14359/51685832.
[16] Peng, Jun, Johnny Ching Ming Ho, Hoat Joen Pam, and Yuk Lung Wong. “Equivalent Stress Block for Normal-Strength
Concrete Incorporating Strain Gradient Effect.” Magazine of Concrete Research 64, no. 1 (January 2012): 1–19.
doi:10.1680/macr.2012.64.1.1.
[17] Khadiranaikar, R. B., and Mahesh M. Awati. “Concrete Stress Distribution Factors for High-Performance Concrete.” Journal
of Structural Engineering 138, no. 3 (March 2012): 402–415. doi:10.1061/(asce)st.1943-541x.0000465.
[18] Hognestad, Eivind. Study of combined bending and axial load in reinforced concrete members. University of Illinois at Urbana
Champaign, College of Engineering. Engineering Experiment Station., 1951.
[19] Popovics, Sandor. “A Numerical Approach to the Complete Stress-Strain Curve of Concrete.” Cement and Concrete Research
3, no. 5 (September 1973): 583–599. doi:10.1016/0008-8846(73)90096-3.
[20] Carreira, Domingo J., and Kuang-Han Chu. "Stress-strain relationship for plain concrete in compression." In Journal
Proceedings, vol. 82, no. 6, pp. 797-804. 1985.
[21] Kumar, Prabhat. “Effect of Strain Ratio Variation on Equivalent Stress Block Parameters for Normal Weight High Strength
Concrete.” Computers and Concrete 3, no. 1 (February 25, 2006): 17–28. doi:10.12989/cac.2006.3.1.017.
[22] Mertol, Halit Cenan. "Behavior of high-strength concrete members subjected to combined flexure and axial compression
loadings." (2006).
[23] Lloyd, Natalie Anne, and B. Vijaya Rangan. "Studies on high-strength concrete columns under eccentric compression."
Structural Journal 93, no. 6 (1996): 631-638.
[24] S.J. Foster, M.M. Attard, “Experimental Tests on Eccentrically Loaded High Strength Concrete Columns.” ACI Structural
Journal 94, no. 3 (1997). doi:10.14359/481.
[25] Ibrahim, Hisham HH. "Flexural behavior of high strength concrete columns." (1994).
[26] Lubliner, J., J. Oliver, S. Oller, and E. Oñate. “A Plastic-Damage Model for Concrete.” International Journal of Solids and
Structures 25, no. 3 (1989): 299–326. doi:10.1016/0020-7683(89)90050-4.
[27] Lee, Jeeho, and Gregory L. Fenves. "Plastic-damage model for cyclic loading of concrete structures." Journal of engineering
mechanics 124, no. 8 (1998): 892-900. doi:10.1061/(ASCE)0733-9399(1998)124:8(892).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
990
Appendix I: MATHEMATICA Code

Civil Engineering Journal Vol. 6, No. 5, May, 2020
991

Civil Engineering Journal Vol. 6, No. 5, May, 2020
992

Civil Engineering Journal Vol. 6, No. 5, May, 2020
993

Civil Engineering Journal Vol. 6, No. 5, May, 2020
994

Civil Engineering Journal Vol. 6, No. 5, May, 2020
995

Civil Engineering Journal Vol. 6, No. 5, May, 2020
996

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
997
Rational Organizational and Technological Solutions for Plastering
Boris Vasilyevich Zhadanovsky a, Vladimir Evgenievich Bazanov
b*
a Candidate of Technical Sciences, Professor, Moscow State University of Civil Engineering, 26 Yaroslavskoye Shosse, Moscow, 129337, Russia.
b Candidate of Technical Sciences, Associate Professor, Moscow State University of Civil Engineering, 26 Yaroslavskoye Shosse,
Moscow, 129337, Russia.
Received 12 December 2019; Accepted 13 April 2020
Abstract
Stucco jobs make a considerable share in the total scope of finishing construction operations. Stucco jobs represent an
intricate technology involving a great number of manual operations. Mechanization of stucco operations allows reducing
labor costs on their performance and increasing labor productivity. This paper is aimed at the selection of optimal
workplace practices during façade stucco jobs using powered tools to treat concrete and brick surfaces of outer walls of
buildings and facilities. The paper discusses organizational and technological solutions in performing façade stucco jobs
including workplace management, workflow process, and equipment and tools utilized. An overview of existent powered
tools for the treatment of concrete and brick surfaces is given; the results of undertaken testing of milling tools for the
treatment of concrete and reinforced concrete structures are analyzed. Based on the study findings, the authors have
concluded that in the improvement of productivity and quality of façade finishing jobs, a great role belongs to correct
(rational) organization of labor using the straightforward segmented workflow, performance of works by specialized
crews of workers, and utilization of high-performance tools and appliances. Different locations and composition of
surfaces being stuccoed require different types of powered tools. The development of new prototypes and the
improvement of existent powered tools for surface treatment allows increasing efficiency and reducing the cost of work.
New options of star inertia mills made of different materials for powered tools equipped with a flexible roll are
suggested.
Keywords: Plastering; Technological Solutions; Mechanized Concrete Processing; Milling Cutters; Inertial Mills; Carbide Tools.
1. Introduction
Finishing work in construction is a laborious and responsible process. They ensure the durability of buildings and
their elements, protecting structures from atmospheric influences, and improve the artistic perception of structures.
Plastering is one of the types of decoration of buildings and structures. Plastering works are widely used both in new
construction and in restoration work to preserve historical and architectural monuments. Plastering is a complex
technology, which uses a large number of manual operations [1, 2]. Despite the development of mechanization, their
volume remains significant and in some cases reaches 60%.
To increase labor productivity, a rational, economically sound organization of labor, the acquisition of brigades and
units by skilled workers, and the use of high-performance equipment, tools, and devices are necessary. These issues
are periodically reviewed and investigated by various authors.
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091523
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
998
Different techniques of stucco jobs (both manual and mechanical) have their own advantages, areas of efficient use,
and promising directions for development [3-5]. Stucco job mechanization allows reducing labor costs and improving
performance. Stucco job automation realized through use of stucco robots and the findings of a mathematic model of
automatic stucco job management system are presented in the studies by Bock et al. (2018) [6]. The results of creation
and application of an automated wall stuccoing system are discussed in Shreeranga et al. (2017) [7] and Ankush and
Laukik (2017) [8] studies. The proposed machines include an AC electric motor, gear box, cord mechanism, pulley,
batch tray, and guide paths. The machine model was made with regard to a high-quality brick wall and then checked
by on-line testing.
The quality of façade stucco, the cost and completion dates of jobs depend on the structural and technological
solutions chosen [9], the choice of materials and appropriate equipment for leveling finishing coatings [10, 11].
The influence of various factors on the performance of stuccoworkers teams is investigated using both statistical
and mathematic modeling methods. It was established based on a large number of statistical data [12, 13] that process
efficiency largely depends on the surface type and location, operational procedures and workplace management,
qualifications of team members, and experience of workers. The study utilized the methods of DEA (Data
Envelopment Analysis), regression and correlation analysis, wherein a significant variance in labor productivity at
similar projects was noted. Application of construction process modeling for more precise evaluation of labor
productivity is discussed by Bokor et al. (2019) [14] and Lapidus et al. (2018) [15].
Good quality of outer wall preparation – leveling and buffing with powered tools – is very important in stucco job
performance. For mechanical treatment of reinforced concrete, concrete and stone surfaces, high-performance
machines equipped with diamond and carbide-tipped tools are used [16]. Appearance of new materials and
development of new tools necessitate improving the methods of building structures treatment with abrasive materials
and undertaking studies on structures treatment and principles of calculating parameters of buffing using loose
abrasives [17].
Since January 2020, GOST R 57984-2017 has been implemented in the Russian Federation, identical to the
European standard EN 13914-1: 2005 "Design, preparation and application of external rendering and internal
plastering - Part 1: External rendering". These standards reflect the main technological rules for the preparation and
execution of plastering works. However, organizational issues of work are not considered. Meanwhile, the
organization of work remains one of the important aspects of improving their quality and productivity [18].
This article considers rational organizational and technological solutions for the production of works, including the
organization of the workplace, the sequence of work, the equipment and tools used (traditional and modern). An
overview of existent special equipment and tools for mechanical treatment of concrete and brick surfaces, such as
buffing mills with hard metal stars, has been undertaken. The results of laboratory testing of powered tools for
treatment (leveling) of walls made of different materials are given.
2. Materials and Methods
Production of stucco jobs was organized using the straightforward segmented work flow which is straightforward
performance of works wherein the stucco process is broken down into separate simple operations. The main form of
organizing the work of workers in plastering is the implementation of their specialized units of workers, united in
specialized teams. The production of works is carried out mainly using the flow-split method of labor organization:
continuous production of work with the division of the plastering process into separate simple operations. The
dissected organization of the workflow allows to get high technical and economic indicators (increased labor
productivity and overall acceleration of work due to the specialization and qualification of performers in performing
repeated operations).
The composition of the units and teams of plasterers is formed in each specific case, depending on the nature and
total amount of work on the capture. The required number of workers is determined by the size of the front of work,
which can be provided by the applied means of mechanization, taking into account the level of implementation of
production standards. The qualification of performers must meet the requirements of professional standards for the
quality of individual processes.
Characteristics of star inertia mills for surface treatment were studied in the course of laboratory tests. Test stars
were made with sharp tips or of combined type (with teeth made of hard alloys). Star diameter varied between 35 and
50 mm. The following materials were chosen to fabricate the stars: according to the Russian classification – steel R18
(analogue of EN 1.3355), steel 40Kh (analogue of EN 37Cr4), steel ShKh-15 (analogue of EN 1.3505), as well as
combined reinforced plates from baked hard tungsten-cobalt alloy VK8 (analogue of DIN HG30). The number of mill
rounds changed from 600 rpm to 2200 rpm. Mills were tested on concrete plate samples sized 25×40×4 cm with
compression strength of 10, 15, 20, and 30 MPa. As a coarse concrete filler, lime, marble, and granite were used. In

Civil Engineering Journal Vol. 6, No. 5, May, 2020
999
the course of tests, dependence of the relief height of treated concrete surface at different mill rpms and star material
wear were studied.
3. Results and Discussion
The construction processes that are part of the plastering of facades (for multi-layer plaster systems) are carried out
in the following technological sequence:
Surface preparation;
Hanging walls and installing beacons;
Reception of the prepared plaster mortar and its transportation to workplaces;
Sequential application of the lower (base) layer of the solution (or several layers);
Application of the upper (decorative-protective) layer of the solution and its grout;
Plastering slopes and ebbs;
Pulling rods with cutting angles;
Care for fresh plaster.
The plastering processes should be distributed between specialized units as follows:
Crew 1 - Preparation of surfaces manually or mechanized;
Crew 2 - The application of the lower layer (s);
Crew 3 - Applying and grouting the upper layer of the solution;
Crew 4 - Plastering slopes and ebbs, pulling rods with cutting angles, cutting rust (if necessary).
The level of qualification of performers in the composition of the crews is determined by the requirements of
professional standards for the implementation of the corresponding labor functions (construction operations).
Depending on the general direction of performing external plastering, the building facades are divided into vertical
(Figure 1a) or horizontal grips (Figure 1b).
(a) (b)
Figure 1. Organization of work on plastering the facade with a breakdown: (a) for vertical captures; (b) for
horizontal captures
When working on vertical grips, the crews are arranged in tiers. The length of the capture on the tier is determined
taking into account the daily production of crews. Simultaneous work on different tiers should be carried out with
strict observance of safety rules for work.
Civil Engineering Journal Vol. 6, No. 5, May, 2020
1000
When the facade is broken down into horizontal grips, the crews are arranged along the entire front of the work
within the grips, and each crew occupies a certain plot. The size of the plots is determined by the daily production of
crews. Work on plots is carried out from the borders of adjacent plots in opposite directions.
In general, work is performed in all cases in the direction from top to bottom (from the cornice to the socle of the
aerial part of the foundation). The procedure for providing work with plaster solutions is determined for each specific
object: a receiving device for processing the finished solution is equipped on an on-site site or a mobile mortar unit
(mortar station) for preparing a solution on-site from a dry commercial plaster mixture or from a mixture of individual
components. For small amounts of work, it is advisable to use small-scale plaster stations (mortar mixers) to prepare a
solution from plaster mixtures or to perform manual mixing with the help of an electric tool. Next, the sequence,
methods and techniques of work in plastering the facade were considered.
Crews 1 performs mechanized cleaning of the surface from dust, dirt, salt deposits, felling of flows, sealing of
sinks, notching of smooth concrete and stone walls, hanging surfaces. Dust from the surface of the facade is removed
by a jet of compressed air from the compressor, flushing is carried out with water.
Cutting down of flows and notching of concrete and stone surfaces on small areas is made manually with the help
of chisels and hammers, scarpels. On large areas, mechanized tools are used: pneumatic and electric grinders, electric
brushes, sandblasting machines, cleaning cutters [19, 20].
The entire surface and elements of the facade are verified to determine the degree of deviation of the surfaces and
faces from the horizontal and vertical. Reconciliation of vertical (side) slopes of window openings located on the same
axis is performed by hanging them with a plumb line lowered through all floors from the upper floor window. The
cord along the lines of their faces along the facade is stretched to reconcile the location of the upper slopes and drains
of window openings (Figure 2).
Figure 2. Sagging facade
The places of mismatch of slopes and drains with the corresponding vertical and horizontal lines are corrected by
cutting the protruding parts of the bases or by increasing the thickness of the plaster within the permissible limits
(GOST R 57984—2017 / EN 13914-1-2005).
If necessary (for example, when plastering the facade for painting), crew 1 also performs the installation of
beacons. Lighthouses are installed at all corners of the facade and on the sides of window openings. With a significant
width of window openings and piers, additional beacons are installed so that the leveling of the solution between them
can be done using working rules with a length of 1.5 - 2.0 m. The thickness of the beacons should correspond to the
thickness of the lower (base) layer of plaster.
Crew 2 applies the base layer of plaster (from one or more layers) sequentially as the underlying layer sets. The
solution is applied mechanically or manually.
The surface of the lower layer is well compacted and leveled. If necessary, the surface of the lower layer is cut
horizontally with wavy grooves with a depth of at least 3 mm. Cement window sills are performed manually using the
appropriate tool, with further installation of metal sinks.
Crew 3 before applying the decorative upper layer produces (if necessary) wetting the lower layer by spraying
water. The top coat is applied mechanically.
Crew 4 performs part of the work before the work of crews 2 and 3. The traction of belts, platbands and pilasters is
carried out before plastering smooth surfaces. The slopes of the openings are plastered before applying the top layer of
plaster. At the same time, the joints of the plaster are made not on the front surface of the wall, but on the edges of the

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1001
slopes. Profiles of cornices, belts, platbands are first stretched in the lower base layer, and after hardening, the upper
layer is applied. Templates are used to perform plaster rods.
In the production of external plastering works, the team is equipped with a set of appropriate mechanisms, tools,
devices and equipment.
In general, the plasterers team uses the following set of equipment, tools, and devices (in parentheses are
references to state standards of the Russian Federation for the respective products):
a) Equipment
Plaster Station - for the preparation, processing, transportation and application of the solution during its delivery
over a considerable distance;
b) Mechanized tools
Electric hammer or pneumatic hammer - for cleaning the surface;
Milling cutter - for leveling the surface,
Furrower - for cutting furrows or grooves,
Trowels - for grouting the top layer;
Mixer - for manual preparation (kneading) of a plaster mortar;
Plaster pneumatic hopper bucket (mortar) - for applying mortar to the wall.
c) Hand tools
Falcon duralumin - for applying the solution to the surface and leveling it; duralumin Falcon – for applying the
solution to the surface and leveling it;
Rule (wood or aluminum profile rail) (GOST R 58519-2019. Rules, graters and graters. Technical conditions /
GOST R 58519-2019. Darbies, floats and semifioats. Specifications) - for leveling the bottom layer;
Large grater 1.2 × 0.11 m - for leveling the solution;
Wooden half-glass;
Small grater 0.35x0.05 m - for cutting corners;
Wooden grater - for leveling the lower and upper layers;
Felt grater - for grouting the top layer;
A steel smoothing iron small and large - for leveling and smoothing the top layer;
Plaster trowel (GOST 9533-81 Trowels, tuck pointing tools. Specifications) - for spraying the mortar;
Mortar shovel (GOST 19596-87. Shovels. Specifications) - for shoveling and supplying a solution;
Plastering construction hammer (GOST 11042-90 Construction steel hammers. Specifications);
Brush (GOST 10597-87 Painting brushes. Specifications) - for spraying the plaster layer with water during
grouting, washing contaminated surfaces, washing tools;
Metalwork chisel 10 × 60º, 20x60º (GOST 7211-86. Cold chisels. Specifications) - for cutting down influxes;
Scarpel - for cutting down influxes;
Double-edged hammer - for cutting sagging;
Cutting type OSH-1 (GOST 9533-81 Trowels, tuck pointing tools. Specifications) - for cutting corners;
Manual steel brushes - for cleaning surfaces;
Plastering bucket - for applying mortar.
d) Measuring instruments
A plumb weighing 400 - 600 g (GOST 7948-80 Steel construction plumb-lines. Specifications) - to check the
verticality of structural elements;
Building level 300 - 700 mm long (GOST 9416-83 Building levels. Specifications) - to check the horizontal
structure;
Standard cone (GOST 5802 - 86 Mortars. Test methods) - to check the mobility of the solution;

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1002
Plumb rail (GOST 5802-86 System of ensuring geometric parameters accuracy in building. Rules for measuring
parameters of buildings and works) - for quality control of plaster;
Wooden square - for cutting corners;
A metal square with a mobile bar - for marking slopes;
Measuring metal tape measure up to 20 m long (GOST 7502-98 measuring metal tapes. Specifications) - for
measurements.
e) Devices
Plaster nozzles - for applying solutions;
Plaster corners - metal products for the formation of external corners;
Building mesh (GOST 3826-82. Wire cloth nets with square mesh. Specifications) - mounted between beacons
when a thick layer of mixture is applied on an uneven surface;
Paint net - the material is laid on the wall with shallow cracks when applying a thin layer of plaster.
f) Production inventory
Plaster box - for storing solutions in the workplace;
Buckets - for storing water;
Rubber hoses and hoses with a length of 15 - 20 m - for transporting solutions.
The use of special equipment makes it easier to carry out work, shorten the time for their completion and ensure a
high-quality result. Before finishing layers, including stucco, are applied onto concrete and reinforced concrete
structures, their surfaces must be stripped of fins and other defects which it is expedient to do with powered tools. An
effective way of leveling concrete and cleaning surfaces is the use of milling cutters (for example, the production of
Metabo, Festool). As the working body, milling heads (Figure 3) are used, equipped with solid metal milling
sprockets. Asterisks can be produced in various types: with a pointed tooth (for removing hard plaster, concrete) and
with a flat tooth (for removing soft plaster, fresh concrete).
(a)
(b)
Figure 3. Milling cutter for leveling concrete: (a) manufactured by Metabo (www.metabo.com); (b) production of
Festool (www.ftool.ru)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1003
For textured finishing of vertical (facades) and horizontal elements of buildings and structures, in addition to the
considered milling cutters with inertial carbide sprockets, shank cutters or groove cutters can be used (Figure 4). They
allow to make notches or cut grooves with a variable width (3 - 40 mm) and a cutting depth (10 - 40 mm).
Figure 4. Wall chaser (sidex.ru)
Along with the considered equipment for removing sagging and uneven walls, it seems rational to use mechanized
tools with a flexible shaft. As a drive, electric grinders with a flexible shaft can be used (such as IE-8201A machines
previously manufactured in Russia - Figure 5) or an inertial vibrator drive for compacting concrete.
Figure 5. Electric Hand Grinders with Flexible Shaft
As a working element, sprocket-shaped inertial mills are used. Asterisks can be spiky (Figure 6a) and combined
with carbide teeth (Figure 6b).
(a) (b)
Figure 6. Schemes of inertial mills: (a) Spiky; (b) Carbide teeth
The location of the sprockets on the shafts of the centrifugal mill can be ordinary or staggered (Figure 7).
(a) (b)
Figure 7. The arrangement of the sprockets on the shaft of the centrifugal mill: (a) Ordinary location; (b) Chess
To evaluate tool productivity and efficiency in outer wall treatment, laboratory tests of mills made of different
materials were carried out: according to the Russian classification, steel R18 (analogue of EN 1.3355), steel 40Kh

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1004
(analogue of EN 37Cr4), steel ShKh-15 (analogue EN 1.3505), as well as combined reinforced plates from sintered
hard tungsten-cobalt alloy VK8 (analogue to DIN HG30). The minimum milling performance was shown at a
frequency of 600 rpm. With increasing speed, productivity increased (Figure 8).
Figure 8. The dependence of the height of the relief hр the machined concrete surface on the peripheral speed n of the
rotation of the cutter: (1) concrete with marble aggregate 15 MPa; (2) concrete with limestone aggregate 20 MPa; (3)
concrete with granite aggregate 30 MPa.
The best results were obtained with a sprocket diameter of 45 mm and a tooth pitch of 11 mm (13 teeth around the
circumference). It was also found that when the distance between the acute-angled sprockets is 8 mm, the chips from
their impacts converge, which reduces the surface roughness.
The mills were tested on concrete tiles-samples of size 25 × 440 cm with compressive strength of 10, 15, 20 and
30 MPa. The best effect was manifested for medium and high strength concrete: 15–20 MPa (Aggregate - Marble and
Limestone) and 30 - 35 MPa (Aggregate - Granite). Concretes of low strength (10 - 15 MPa) are processed less
efficiently due to punctures of coarse aggregate, the formation of shells and the collapse of the edges of the grooves.
At the same time, sprocket wear was assessed as a percentage by weight. The wear of the sprockets from various types
of steel was: R18 steel - 0.16%, steel 40Kh - 0.16%, steel ShKh-15- 0.17%, VK8 plates - 0.01%.
Treatability of concrete and reinforced concrete depends mostly on abrasive and strength characteristics of its
components – fine and coarse filler that might make up to 80% of the total volume of concrete. Therefore, the choice
of mechanical treatment parameters depends on treatability of rock used for production of concrete fillers. Based on
the test results, preliminary conclusions were made concerning applicability of inertial tool stars for treatment of
concrete featuring different physical and mechanical properties of fillers (Table 1).
Table 1. Characterization of inertia tool materials for matured concrete treatment
Type of Concrete and Reinforced Concrete Recommended Steel Grade
Heavy concrete based on silicate rock fillers with compression strength of the input
rock of 250 to 450 MPa (Granites, Basalts, Sandstones) VK8, 40Kh
Heavy concrete based on carbonate rock fillers with compression strength of input
rock of 150 to 250 MPa (Tight Limestones) R18, 40Kh
Heavy concrete based on carbonate rock fillers with compression strength of input
rock up to 150 MPa (Marbles) 40Kh, ShKh-15
4. Conclusion
Taking into account the importance and complexity of façade finishing jobs in the total scope of construction
operation, selection of the best labor practices for their performance is a highly relevant matter. The straightforward
segmented work flow is widely used in construction. The practical benefit of splitting the complex construction
process into simple processes or particular operations is that it allows to speed up jobs and improve labor productivity
thanks to workers’ specialization focused on the performance of particular repetitive operations. Compiling teams and
crews of workers having appropriate qualifications, utilization of high-performance tools and appliances, and, first of
all, rational workplace management involving splitting of the spread of works into divisions and plots allow reducing
labor costs and achieving a better quality of works carried out.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1005
The types and location of surfaces subject to stucco jobs render considerable influence on operational efficiency of
teams. One of the opportunities for increasing labor productivity and efficiency during outdoor stucco operations is
improving powered tools utilized to treat outer wall surfaces of buildings. The technical and economic characteristics
of the process of mechanical treatment of building wall materials (stucco, brick, concrete, reinforced concrete) depend
on the correct choice of tool modes and parameters. Parameters should be selected with regard to specific conditions
based on physical and mechanical characteristics of wall material and tool. In the construction site setting, it is useful
to get to know the following necessary physical and mechanical properties of materials to be treated: material’s
compression strength; composition of coarse and fine filler for concrete and reinforced concrete; presence, diameter
and layout of bars when cast-in-situ structures are treated to a depth of 5 - 8 mm. The laboratory tests performed have
allowed selecting optimal modes of tool operation for heavy concretes and compare efficiency of different steels for
the fabrication of mill stars. It is necessary to continue investigating into selection of the mode and parameters of tools
for mechanical treatment of surfaces as applied to special types of concrete: polymer concretes based on silicate and
carbonate fillers, concretes based on porous fillers (Tuff, Pumice, Slag, Keramzit). The Cost-efficiency of steels and
alloys applied should be studied, too.
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Sinenko, S. A., B. V. Zhadanovsky, and A. Yu Slavina. "Methods of aging freshly laid concrete during the erection of
monolithic structures in winter” BST Bulletin of Construction Equipment 4. (2018).
[2] Ershov M. N., Lapidus A. A., Telichenko V. I. Tekhnologicheskie protsessy v stroitel'stve (The technological processes in
construction), Moscow, ASV Publ., 2016. (In Russian).
[3] Gumerova, Eliza, Olga Gamayunova, and Roman Gorshkov. “Choosing the Appropriate Way of Plastering Works for
Transportation and Construction Facilities.” IOP Conference Series: Earth and Environmental Science 90 (October 2017):
012185. doi:10.1088/1755-1315/90/1/012185.
[4] Vatin, Nikolay Ivanovich, and Olga Sergeevna Gamayunova. “Using Plastering Machines to Improve the Efficiency of
Finishing Works.” Applied Mechanics and Materials 635–637 (September 2014): 2049–2053.
doi:10.4028/www.scientific.net/amm.635-637.2049.
[5] Makovetskaya, Elena, Antonina Deniskina, Egor Krylov, and Fatima Urumova. “Organizational Optimization of Construction
Processes by Virtue of Robotization.” Edited by A. Zheltenkov. E3S Web of Conferences 91 (2019): 02036.
doi:10.1051/e3sconf/20199102036.
[6] Bock, Thomas, Natalia Buzalo, and Alexey Bulgakov. “Mathematical Description and Optimization of Robot Control for
Plastering Works.” 2018 International Multi-Conference on Industrial Engineering and Modern Technologies (FarEastCon)
(October 2018). doi:10.1109/fareastcon.2018.8602717.
[7] Shreeranga B., Nishchith H., A. Kumar U.R., Ramith R., Naveen M.V., Jishnumohan D. Nair. “Design and Fabrication of Wall
Plastering Machine”, Journal of Mechanical Engineering and Automation, 7(5): (2017); 159-163.
doi:10.5923/j.jmea.20170705.07.
[8] Ankush, N.A., Laukik, P.R. “Design of automatic wall plastering machine” International journal of engineering sciences &
research technology, (2017): 6 (3). 543-555. DOI: 10.5281/zenodo.439237.
[9] Tishkin, D. D., and K. I. Barbolin. “To the Issue of Improving the Durability of the Plaster Facades of Buildings.” Bulletin of
Civil Engineers 14, no. 6 (2017): 135–139. doi:10.23968/1999-5571-2017-14-6-135-139.
[10] Pakhomova, L.A., Chernyshova, A.M. “Organizational and Technological Solutions for the Application of Leveling Finishing
Coatings”, Science Prospects, 2:101, (2018): 62-71.
[11] Adams, Thomas, Anya Vollpracht, Johannes Haufe, Linda Hildebrand, and Sigrid Brell-Cokcan. “Ultra-Lightweight Foamed
Concrete for an Automated Facade Application.” Magazine of Concrete Research 71, no. 8 (April 2019): 424–436.
doi:10.1680/jmacr.18.00272.
[12] Gerek, Ibrahim Halil, Ercan Erdis, Gulgun Mistikoglu, and Mumtaz A. Usmen. “Evaluation of Plastering Crew Performance
in Building Projects Using Data Envelopment Analysis.” Technological and Economic Development of Economy 22, no. 6
(September 25, 2014): 926–940. doi:10.3846/20294913.2014.909903.
[13] Idiake, John Ebhohimen, and Mbamali Ikemefuna. "Improving Labour Performance in the Management of Wall Plastering
Activity for One Storey Buildings in Abuja, Nigeria." Journal of Economics and Sustainable Development (2004).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1006
[14] Bokor, Orsolya, Laura Florez, Allan Osborne, and Barry J. Gledson. “Overview of Construction Simulation Approaches to
Model Construction Processes.” Organization, Technology and Management in Construction: An International Journal 11, no.
1 (March 1, 2019): 1853–1861. doi:10.2478/otmcj-2018-0018.
[15] Lapidus, A.A., Tolstova, K.S., Topchy, D.V. “The Formation of Groups of Parameters Affecting the Evaluation Criteria of
Permissibility of Combining Streams in the Manufacture of Building Finishing Work in Residential Buildings”, Science and
business: development ways, 2018, 6 (84): 18-22
[16] Zhadanovsky, Boris. “Mechanical Processing of Concrete and Reinforced Concrete with Diamond Tool.” Edited by A.
Mottaeva and B. Melović. MATEC Web of Conferences 193 (2018): 03013. doi:10.1051/matecconf/201819303013.
[17] Grankina, D.V., Troitskiy, V.M., Vasilieva, D.K., Matycin A.V. “Theoretical bases of processing of building structures with
free abrasives”, Engineering journal of Don, 1 No. 52, (2019).
[18] Oleynik, P.P., Brodsky, V.I., and Cherednichenko, N.D., “Theory, Methods, and Forms of Organization of Building
Production”, part 1, publishing house Misi-Mgsu, 2019: 335.
[19] Vainshtein, M.S., Zhadanovsky, B.V., Sinenko, S.A., et al. “Evaluation of the effectiveness of organizational and
technological solutions when choosing means of mechanization of construction and installation works”, Scientific Review, vol
13, (2015):156-159.
[20] Opanasyuk, I.L., Opanasyuk, L.G., Reutsky, I.A., and Paytra, A.P. “Reserves for increasing the efficiency of finishing work in
the construction of residential and public buildings”, Bulletin of the Belarusian-Russian University, 3 No. 40, (2013): 82-91.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
1007
Microstructural and Compressive Strength Analysis for Cement
Mortar with Industrial Waste Materials
Zahraa Fakhri Jawad a, Rusul Jaber Ghayyib
a, Awham Jumah Salman
a*
a Al-Furat Al-Awsat Technical University, Najaf, Kufa, Iraq.
Received 06 December 2019; Accepted 02 March 2020
Abstract
Cement production uses large quantities of natural resources and contributes to the release of CO2. In order to treat the
environmental effects related to cement manufacturing, there is a need to improve alternative binders to make concrete.
Accordingly, extensive study is ongoing into the utilization of cement replacements, using many waste materials and
industrial. This paper introduces the results of experimental investigations upon the mortar study with the partial cement
replacement. Fly ash, silica fume and glass powder were used as a partial replacement, and cement was replaced by 0%,
1%, 1.5%, 3% and 5% of each replacement by the weight. Compressive strength test was conducted upon specimens at
the age of 7 and 28 days. Microstructural characteristic of the modified mortar was done through the scanning electron
microscope (SEM) vision, and X-ray diffraction (XRD) analysis was carried out for mixes with different replacements.
The tests results were compared with the control mix. The results manifested that all replacements present the
development of strength; this improvement was less in the early ages and raised at the higher ages in comparison with the
control specimens. Microstructural analysis showed the formation of hydration compounds in mortar paste for each
replacement. This study concluded that the strength significantly improved by adding 5% of silica fume compared with
fly ash and glass powder.
Keywords: Cement Replacements; Fly Ash; Silica Fume; Glass Waste; Recycling Materials; Compressive Strength.
1. Introduction
Production of cement implicates a high consumption of energy and therefore is responsible for almost (7%) of the
world’s (CO2) emission. It’s well known that (CO2) is the main contributor to the greenhouse influence and
subsequently being responsible for the global warming of the earth. Thus, research upon the usage of by-product
cementing materials, like silica fume, metakaolin, fly ash, waste glass and rice husk ash in place of cement has been
increased in concrete technology [1].
Currently, researches on sustainable development on concrete have been carried out on the following aspects:
extension of “concrete structure and development of low-carbon concrete material and structure [2]. Contemporary
mixed cement types also use pozzolan as a cement replacement material or a mineral additive that is inter-ground or
mixed with Portland cement. Pozzolans are defined as “Siliceous or Siliceous-Aluminous materials that have a slight
or no cementitious effect, but due to their fine separated shapes and with the existence of moisture. They are
chemically reacting with the calcium hydroxide under normal temperature to produce compounds having cementitious
characteristics [3]. Krishnaraj et al. (2017) explored the influence of fly ash on the durability characteristics and
compressive strength of the mixed cement mortar. The compressive strength test results and the (SEM) analysis
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091524
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1008
depicted that incorporating fly ash in mortar accelerates the (C-S-H) gel development via using the content of (C-H),
causing better durable and mechanical properties of mortar [4]. Khalaf et al. (2018) investigated the influence of the
local fly ash on the cement mortar characteristics. This study found that the compressive strength values were declined
for all the fly ash mixes at the early ages, 3 days. However, the compressive strength was improved remarkably at the
later ages 28 days, [5]. Yerramala et al. (2012) evaluated the strength characteristics of the fly ash mortars; results
revealed that at the early age of all replacements of fly ash, the strength reduced to the ordinary mortar .Nevertheless,
after 28 days and beyond, mortars prepared with the replacement of fly ash up to 15% caused a higher strength than
the ordinary mortar [1].
Bhandari and Tajne (2013) investigated the mechanical characteristics of mortar blocks possessing different levels
of replacements of fine and coarse waste glass with fine aggregate, the results of the test showed that the fine
aggregate replacement via fine glass has an essential influence upon the mortar blocks compressive strength in
comparison with the control sample due to the pozzolanic nature of (FG). The results elucidated the pozzolanic
reactivity of such waste and the open potentials for the use of this material in mortars [6]. Aseel et al. (2016) studied
the mechanical characteristics and thermal conductivity of mortar cement produced from glass waste at different
values of glass to cement. Ultimately glass waste can be used as an environmentally and cost-effective cement
substitute in mortar cement production [7].
Amudhavalli et al. (2012) considered the influence of the partial cement replacement by (0, 5, 10, 15 and 20%)
silica fume. The results of the test depicted that the silica fume usage in concrete enhanced the concrete performance
in strength and durability features [8]. Sasiekalaa et al. (2012) studied the mortar compressive strength for Ferro
cement containing ternary mixes of silica fume, Portland cement, and superplasticizer as a water reducing agent. The
results revealed that the compressive strength cement mortar enhanced with silica fume content [9]. Tayeh et al.
(2019) confirmed that the use of glass powder in mortar explored the strength properties of mortar and its sulphate
resistance, moreover, the results indicated that replacing glass powder in the control mixture increased the unit weight
by 29% at 60 days [10]. Czapik and Mateusz et al. (2018) evaluated the effect of silica fume on the properties of
cement mortar. This study confirmed the improvement in compressive strength achieved when added silica fume to
cement paste [11]. Ortega et al. (2018) studied the long-term effects 400 days of the addition of waste glass powder on
the microstructure and service properties of mortars, which incorporate up to 20% of this addition as clinker
replacement. And that showed good service properties until 400 days, similar to or even better than those made with
ordinary Portland cement without additions, with the added value to contributing to sustainability [12].
This research was conducted to study the effect of using some sustainable materials which have pozzolanic
properties such as silica fume, fly ash and fine glass powder which would be introduced to cement mortar technologies
with different content. Therefore, research themes will focus on befits and determinants of the implementation of these
replacements in cement and concrete technology. Also, the optimum content for each type would be recognized.
2. Experimental Method
2.1. Materials
In the current research, the ordinary Portland cement (Type I) confirmed to the Iraqi Standard Specifications No.
5 [13] was used and the chemical compositions of cement shown in Table 1. Silica fume, fly ash and glass powder
were used as a partial cement replacement, Figure 1 indicates the particle size analysis for each of them. The silica
fume used in this experiment contained (94.6%) SiO2, the chemical compositions of fly ash and glass powder were
analyzed by an (XRF) microprobe analyzer and depicted in Table 2. Glenium 54 (G54) high range water reducing
admixture type F was introduced into the whole blends. Natural sand of river was utilized with the portion of sand that
passes through 850 µm sieve according to Iraqi Standard specification no 2080 [14].
Table 1. Chemical composition of cement
Oxide Content, %
CaO
SiO2
Al2O3
Fe2O3
MgO
K2O
Na2O
SO3
66.11
21.93
4.98
3.10
2.0
0.75
0.35
2.25

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1009
(a)
(b)
(c)
Figure 1. Particle Size Analysis for: (a) Silica Fume (b) Fly Ash and (c) Glass Powder
Table 2. Chemical compositions of fly ash and glass powder
SiO2 MgO K2O CaO Al2O3 Cl Fe2O3 Na2O SO3 CuO ZnO
Fly ash 88.6 3.21 3.26 2 0.75 3.26 1.72 - - - -
Glass 72.5 3.72 - 10.2 0.7 - 0.31 9.9 0.244 0.227 0.133

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1010
2.2. Mixture Details
In this research, thirteen mixtures of mortar consist of (cement, sand, water, superplasticizer and replacements) to
prepare the samples. Constant water/cement ratio (𝑤/𝑐) = 0.45 and superplasticizer Percentage=1.25% by the
cement weight were used for all mixture. The mortar mixtures details illustrated in Table 3.
Table 3. Mortar mixes
Mix Symbol Cement
(g)
Sand
(g)
Fly ash
(g)
Silica fume
(g)
Glass powder
(g)
Control 500 1375 - - -
1F 495 1375 5 - -
1.5F 492.5 1375 7.5 - -
3F 485 1375 15 - -
5F 475 1375 25 - -
1SF 495 1375 - 5 -
1.5 SF 492.5 1375 - 7.5 -
3SF 485 1375 - 15 -
5SF 475 1375 - 25 -
1GP 495 1375 - - 5
1.5GP 492.5 1375 - - 7.5
3GP 485 1375 - - 15
5GP 475 1375 - - 25
F: is the mixes with Fly Ash. SF: is the mixes with Silica Fume. GP is the mixes with Glass Powder
2.3. Compressive Strength Measurements
According to ASTM C109, (50 × 50 × 50) mm mortar cubes were cast using the mix proportion shown in Table 3,
w/c ratio of 0.45. Specimens were cast, and throughout the moulding, and the cubes were mechanically shaken.
Beyond 24 hours, these specimens were de-moulded and subjected to curing in distilled water with two groups the
first group cured for 7 and the second group were cured for 28 days. And, beyond curing, such specimens were
examined for the compressive strength utilizing a compression testing machine. The tests carried out according to BS
1881-Part 101 [15] on three specimens, and the average values of compressive strength were determined. Compression
test was done using BESMAK testing equipment.
3. Results and Discussion
3.1. Results of Compressive Strength
Figures 2 to 4 demonstrate the effect of replacement type on the compressive strength of mortar's specimens after 7
and 28 days of curing. In Figure 2, the results show clearly the mortar mixes, where the silica fume was used as partial
replacement, in this figure the compressive strength increased gradually with the increase of silica fume contents, it
raised from 27 MPa for control mortar to 41 MPa with the increasing percentage of (5%). The behaviour of improving
the compressive strength with the increase of silica fume in mortar mixtures is due to that if the silica fume introduced,
the cement hydration rate raises at the initial hours owing to release of (OH) ions and alkalis into the pore fluid. Also,
additional SiO2 will react with CH to produce more CSH gel [16]. This further formation of CSH gel in the cement
paste enhanced the mortar strength properties and gave a more dense structure due to the filler effect of silica fume.
These results agreed with Al Ghaban et al. (2018) [17] and Rostami and Behfarnia (2017) [18].
In Figure 3, the results indicate that the mixes with fly ash have no appreciable early strength. However, those
mixes have gained the strength more than the target strength in later days this phenomenon of gaining strength with
late age when using fly ash as partial replacement of cement was demonstrated by Yerramala et al. (2012) [1] and
İlhami et al. (2017) [19] and other researchers. The compressive strength was increased from (27) MPa for control
mortar to (39.5) MPa for mixes with (5%) fly ash at 28 days. This development in compressive strength might be
attributed to the chemical reactivity of fly ash with CH to form CSH gel and thus gain binding property in cement
paste according to Krishnaraj et al. (2017) study [4]. In Figure 4, the results reveal, similarly to those of mixes with
silica fume and fly ash, that the powder of waste glass incorporation enhanced the cement mortars mechanical
strength. Due to the pozzolans in the glass powder composition which would react with the available (CH), chiefly
making (CSH) similar to that formed in the hydration reactions of cement, the results of an approach obtained by
Sofiane et al. (2019) [20] and Tamanna et al. (2016) [21]. Thus, confirming that waste glass powder can further
contribute to sustainability in construction. Comparing the results of compressive strength yielded that silica fume
showed more significant improvement in strength by analogy with fly ash and glass powder respectively, this
distinction for silica fume can be attributed to its high silica content with the high pozzolanic effect. However, it can

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1011
be concluded that all the studied replacements can be considered as a viable replacement for cement and is thus an
economical construction material.
Figure 2. Results of the compressive strength test for the concrete mixes with silica fume as cement partial replacement
Figure 3. Results of the compressive strength test for the concrete mixes with fly ash as cement partial replacement
Figure 4. Results of the compressive strength test for the concrete mixes with glass powder as partial cement replacement
22
32
33
.2
35
36
27
38
40
41
.5
41
0 % 1 % 1 . 5 0 % 3 % 5 %
Co
mp
ress
ive
Str
ength
MP
a
Replacement Content%
7 day 28 day
22
24
25
27
29
.2
27
30
33
.7
35
39
.5
0 % 1 % 1 . 5 0 % 3 % 5 %
Co
mp
ress
ive
Str
ength
MP
a
Replacement Content%
7 day 28 day
22
25
26
31
37
27
31
34
.3
37
40
0 % 1 % 1 . 5 0 % 3 % 5 %
Co
mp
ress
ive
Str
ength
MP
a
Replacement Content %
7 day 28 day

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1012
3.2. Results of SEM Analysis
From the SEM analysis of blended cement mortar samples, it is evident that no clear particles of silica fume, fly
ash or fine glass powder are seen; hence, it proved that all the pozzolanic materials contribute to the hydration process.
Reference sample microstructure is shown in Figure 5(a). When these displays were examined, it was observed that
the (C-S-H) gels started to form in the cement pastes, Figure 5(b) views that the formation of (C-S-H) gels increased
in samples with the silica fume. In Figure 5(c, d) for the (SEM) images of mixes with fly ash or fine glass powder, the
(C-S-H) gels observed to be more significant and that they covered most of the internal structure. These findings
confirm by Ana Mafalda Matos et al. carried out a study concerning the microstructure of mortar containing waste
glass powder [22].
The SEM images of the hardened cement paste show that the distribution of (CSH) nearly increased compared to
the reference mix due to the replacement of cement by pozzolanic replacements (silica fume, fly ash and glass
powder). In the mixtures, the development in the (CSH) occurred as a result of the reaction between (CH) and
pozzolanic replacing materials to produce extra (CSH) and ettringite. This mechanism was accordance with the
mechanism proposed by Henry Limantono et al. (2016), explaining excellent hydration between cement, glass powder,
and silica fume resulted in a massive layer of paste due to the pozzolanic effect [23]. Also, the filler action of presence
the replacement particles which play the primary role in increasing the density of modified mortar compared with
reference mortar. This increasing explains the reason behind the strength development when using these materials as
partial cement replacement which can be analyzed and explained based on the growth of hydration products in the
microstructure of mortar mixes [23, 24].
(a) (b)
(c) (d)
Figure 5. SEM photomicrograph for mortar mix with: (a) Reference Mix, (b) Silica Fume Mix, (c) Fly Ash
Mix, (d) Glass Powder Mix
CS
H

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1013
3.3. Results of XRD Analysis
(XRD) analysis performed to investigate the replacements of cement reactivity in the mortar after a curing time of
28 days. Figures 6 to 9 depict the XRD with angular range (2θ = 0 - 60) degree for reference mix and mixes with silica
fume, fly ash and glass powder, correspondingly. The primary phases present in the Portland cement after the
hydration process were calcium silicate hydrate gel (C-S-H), Calcium Hydroxide (CaOH2), calcium aluminate
(CaAl2O4), calcium silicate (CaSiO3) and ettringite phases. In all XRD spectra, the same three main types of the
observed peaks were Calcite (CaCO3) with a hexagonal crystal system [26], Quartz (SiO2) with a hexagonal crystal
system [27], Portlandite (CaOH2). Among them, SiO2 mainly came from the siliceous sand, and CaCO2 produced from
the addition mixed with the cement during its production process and carbonation of cement hydration products, and
Ca(OH)2 was formed from the hydration of cement clinker. This result confirms the finding by Huang and Zhao
(2019), who studied the correlation between strength and durability of mortar with fly ash [28]. The hydration process
in a mortar with mineral admixture is very complicated as compared with the hydration of Portland cement. Therefore,
all (XRD) charts in this research present the calcium silicate hydration (C-S-H) unmanageable to distinguish the glassy
phase (lack in crystallinity). Calcium hydroxide (CH) is also difficult to differentiate due to the pozzolanic reaction,
which forms calcium silicate hydration (C-S-H) that leads to depleting unknown amount of calcium hydroxide (CH)
this was accordance with the results proposed by Sang-Hwa Junget.al, explaining the phases corresponding to
hydration of mortar with fly ash and RHA [29]. The results indicate that calcium hydroxide appears at very low peak
intensity, as shown in the previous figures because of the consuming of calcium hydroxide (CH) by the pozzolanic
reaction that indicates the pozzolanic reactivity of the partial replacement materials, and that is supported by the
compressive strength and scanning electron microscope results [30, 31].
Figure 6. The characterization measurement (XRD) pattern of reference mortar mix
Figure 7. The characterization measurement (XRD) pattern of mortar mix with silica fume

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1014
Figure 8. The characterization measurement (XRD) pattern of mortar mix with fly ash
Figure 9. The characterization measurement (XRD) pattern of mortar mix with glass powder
4. Conclusions
The following conclusions are drawn from the obtained experimental study:
Silica fume, fly ash and glass powder may be considered as a critical cement replacement admixtures in
building up the physical strength of hardened cement paste.
Silica fumes considered to be a proper admixture added to improve early and later strengths of mortar,
furthermore present significant improvements to the compressive strength compared with fly ash and glass
powder.
The presented results obtained using (SEM) and (XRD) manifested the reasonable chance for observing the
variations in the maturing cement pastes microstructure depending upon the differences in the morphology of
the main phases arising throughout the cement paste hydration which help in predicting the properties of
cement mortars.
In the (SEM) micrographs, the dominant phases present in microstructure were Portlandite (CH), (CSH), and
ettringite, which considered the evidence of hydration process, it was clear that the microstructural behaviour of
mortar influences the strength characteristics of the mix.
The XRD results elucidated that the addition of silica fume, fly ash and glass powder effects on the hydration
product quantity and distribution.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1015
5. Conflicts of Interest
The authors declare no conflict of interest.
6. References
[1] Yerramala, Amarnath, and B. H. A. S. K. A. R. Desai. "Influence of fly ash replacement on strength properties of cement
mortar." International Journal of Engineering Science and Technology 4, no. 8 (2012).
[2] J., Sim, and Lee K.H. “Sustainable Concrete Technology.” Civil Engineering Dimension 17, no. 3 (December 18, 2015).
doi:10.9744/ced.17.3.158-165.
[3] Sobolev, Konstantin. “Sustainable Development of the Cement Industry and Blended Cements to Meet Ecological Challenges.”
The Scientific World JOURNAL 3 (2003): 308–318. doi:10.1100/tsw.2003.23.
[4] L. Krishnaraj, Yeddula Bharath Simha Reddy, N. Madhusudhan and P.T. Ravichandran, “Effect Of Energetically Modified Fly
Ash On The Durability Properties Of Cement Mortar.” Rasayan Journal of Chemistry (2017). doi:10.7324/rjc.2017.1021682.
[5] Khalaf, Ali Abdulhasan, Fadhil Kamil Idan, and Kadhim Zuboon Nasser. "Effect the Local Fly Ash on Cement Mortar
Properties." Journal of University of Babylon for Engineering Sciences 26, no. 5 (2018): 383-394.
[6] Bhandari, P. S., and K. M. Tajne. "Use of waste glass in cement mortar." International Journal of Civil & Structural Engineering
3, no. 4 (2013): 704-711.
[7] Aseel Basim Al-Zubaidi, Ahmed A. Al-Tabbakh, “Recycling Glass Powder and its use as Cement Mortar applications”,
International Journal of Scientific & Engineering Research, Vol. 7, Issue 3, (March 2016):555- 565.
[8] Amudhavalli, N. K., and Jeena Mathew. "Effect of silica fume on strength and durability parameters of concrete." International
Journal of Engineering Sciences & Emerging Technologies 3, no. 1 (2012): 28-35.
[9] Sasiekalaa, K., and R. Malathy. "Behaviour of mortar containing silica fume and fly ash used for ferrocement laminates." I
Control Pollution 28, no. 1 (2012).
[10] Tayeh, Bassam A., Doha M. Al Saffar, Ayad S. Aadi, and Ibraheem Almeshal. “Sulphate Resistance of Cement Mortar
Contains Glass Powder.” Journal of King Saud University-Engineering Sciences (July 2019).
doi:10.1016/j.jksues.2019.07.002.
[11] Czapik, Przemysław, and Mateusz Cebulski. “The Properties of Cement Mortar with Natural Zeolite and Silica Fume
Additions.” Structure and Environment 10, no. 2 (June 29, 2018): 105–113. doi:10.30540/sae-2018-010.
[12] Ortega, José, Viviana Letelier, Carlos Solas, Marina Miró, Giacomo Moriconi, Miguel Climent, and Isidro Sánchez. “Influence
of Waste Glass Powder Addition on the Pore Structure and Service Properties of Cement Mortars.” Sustainability 10, no. 3
(March 16, 2018): 842. doi:10.3390/su10030842.
[13] Iraqi Standard Specifications No. 5, “Portland Cement”, Central Organization for Standardization and Quality Control, Iraq,
1984.
[14] Iraqi Standard Specifications No.2080, “Portland Cement”, Central Organization for Standardization and Quality Control, Iraq,
1998.
[15] BS 1881-116, “Testing concrete — Part 116: Method for Determination of Compressive Strength of Concrete Cubes”, British
Standard, December 2003.
[16] Pranab Chakraborty, “Investigation on Flexural Strength of High Strength Silica Fume Concrete”, International Research
Journal of Engineering and Technology, Vol. 4, (2016):1722-1726.
[17] Al Ghaban, Ahmed, Aseel Al Zubaidi, and Zahraa Jawad. “Study The Effect of Micro CaCO3 and SiO2 and Their Mixture on
Properties of High Strength Concrete.” Engineering and Technology Journal 36, no. 10A (October 25, 2018).
doi:10.30684/etj.36.10a.2.
[18] Rostami, M., and K. Behfarnia. “The Effect of Silica Fume on Durability of Alkali Activated Slag Concrete.” Construction and
Building Materials 134 (March 2017): 262–268. doi:10.1016/j.conbuildmat.2016.12.072.
[19] İlhami Demir, Selahattin Güzelkücük, Özer Sevim, Ahmet Filazi, and Çağri Göktuğ Şengül, “Examination of Microstructure
of Fly Ash in Cement Mortar”, Conference: International Conference on Engineering and Natural Science (ICENS), At
Lisbon, Portugal 2017.
[20] Sofiane Saggai, Saci Dahmani, Marwa Boulifa, Adel Debbabi, “Waste Glass Powder in mortar: technical and environmental
effects”, Conférence Internationale surles Matériaux, 2019.
[21] Tamanna, Nafisa, Norsuzailina Mohamed Sutan, Rabin Tuladhar, Delsye Teo Ching Lee, and Ibrahim Yakub. “Pozzolanic
Properties Of Glass Powder In Cement Paste.” Journal of Civil Engineering, Science and Technology 7, no. 2 (September 30,
2016): 75–81. doi:10.33736/jcest.307.2016.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1016
[22] Matos, Ana Mafalda, and Joana Sousa-Coutinho. “Waste Glass Powder in Cement: Macro and Micro Scale Study.” Advances
in Cement Research 28, no. 7 (July 2016): 423–432. doi:10.1680/jadcr.14.00025.
[23] Limantono, Henry, Januarti Jaya Ekaputri, and Tri Eddy Susanto. “Effect of Silica Fume and Glass Powder on High-Strength
Paste.” Key Engineering Materials 673 (January 2016): 37–46. doi:10.4028/www.scientific.net/kem.673.37.
[24] Vikas Srivastava, Shivacharan Singh. “Glass Waste in Concrete: Effect on Workability and Compressive Strength.”
International Journal of Innovative Research in Science, Engineering and Technology 4, no. 9 (September 15, 2015): 8142–
8150. doi:10.15680/ijirset.2015.0409018.
[25] Franus, Wojciech, Rafal Panek, and Magdalena Wdowin. “SEM Investigation of Microstructures in Hydration Products of
Portland Cement.” 2nd International Multidisciplinary Microscopy and Microanalysis Congress (2015): 105–112.
doi:10.1007/978-3-319-16919-4_14.
[26] Tomaszewski, P. E. "Golden book of phase transitions." Wroclaw 1 (2002): 1-123.
[27] Kern, A., and W. Eysel. "Mineralogisch-Petrograph." Inst., Univ. Heidelberg, Germanny, ICDD Grant-in-Aid (1993).
[28] Huang, Qian, and Liang Zhao. “Correlation between Compressive Strengths and Water Absorption of Fly Ash Cement Mortar
Immersed in Water.” Archives of Civil Engineering 65, no. 3 (September 1, 2019): 141–152. doi:10.2478/ace-2019-0040.
[29] Jung, Sang-Hwa, Velu Saraswathy, Subbiah Karthick, Palanivel Kathirvel, and Seung-Jun Kwon. “Microstructure
Characteristics of Fly Ash Concrete with Rice Husk Ash and Lime Stone Powder.” International Journal of Concrete
Structures and Materials 12, no. 1 (February 21, 2018). doi:10.1186/s40069-018-0257-4.
[30] Dhapekar, N. K., A. S. Majumdar, and P. K. Gupta. "Study of phase composition of Ordinary Portland Cement concrete using
X-Ray diffraction." International Journal of Scientific and Engineering Research 6, no. 11 (2015).
[31] Matsushita, Tetsuro, Hiroshi Hirao, Ippei Maruyama, and Takafumi Noguchi. “Quantitative Analysis of Cement Hydration by
XRD/Rietveld Analysis.” Journal of Structural and Construction Engineering (Transactions of AIJ) 73, no. 623 (2008): 1–8.
doi:10.3130/aijs.73.1.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
1017
Improving the Aging Resistance of Asphalt by Addition of
Polyethylene and Sulphur
Maria Iqbal a*
, Arshad Hussain a, Afaq Khattak
b, Kamran Ahmad
a
a Department of Transportation, School of Civil and Environmental Engineering, National University of Science and Technology,
Islamabad, Pakistan.
b International Islamic University, Islamabad, Pakistan.
Received 18 November 2019; Accepted 09 March 2020
Abstract
With the increase in demand of flexible pavements, due to their various advantages over rigid pavements, there is a need
to improve the aging properties of the bitumen in order to enhance its resistance against different types of distresses such
as rutting, fatigue cracking. This research focus on the use of one polymeric additive Polyethylene (PE) and one non
polymeric additive Sulphur (S) to enhance the aging resistance of asphalt. These modifiers are evaluated for their effect
on the aging mechanism in comparison with the unmodified bitumen. Aging of the original and modified bitumen is
realized by the Rolling Thin Film Oven (RTFO) and Pressure Aging Vessel (PAV). Physical properties of the aged and
unaged asphalt binders are evaluated through empirical testing like penetration, ductility and softening point test.
Optimum content of the modifiers is obtained by comparing the results of conventional properties before and after aging.
Fourier Transformed Infrared Spectroscopy (FTIR) and Scanning Electron Microscope (SEM) are performed to bring out
the chemical and morphological changes in the modified binder. Rheological properties of modified asphalt are evaluated
with the help of a Dynamic Shear Rheometer (DSR). Results indicate improvement in physical properties of the modified
asphalt even after the aging. Penetration index increased which shows less temperature susceptibility of the modified
binders. Carbonyl and sulfoxide index are used as aging indicators which shows reduction in case of modified samples.
Decrease in the sulfoxide and carbonyl index indicates better oxidation resistance of the modified samples.
Morphological analysis proves good compatibility of the modifiers with asphalt binders. DSR results indicate improved
viscoelastic properties of the modified binders. Hence it can be concluded that Polyethylene and Sulphur are good
options to improve the aging resistance of asphalt in terms of their cost effectiveness and environment friendly nature.
Keywords: Bitumen Modification; Aging; Binder Aging; Polyethylene; Sulphur.
1. Introduction
Pakistan is a developing country where roads and highways are major source of transportation. Almost 95% of the
population and freight movement is served by its major highway [1]. Due to rapid increase in transportation through
roads, demand for bituminous pavement has also been increased as flexible pavements are more economical and
provide smooth riding quality [2, 3]. Despite the lower construction cost, the life cycle cost of the flexible pavement is
higher than the rigid pavement due to its higher maintenance and rehabilitation cost [3].
In flexible pavements, mostly, failure of the highway occurs due to the non-structural rutting or different types of
cracking. Non-structural rutting occurs due to the poor asphalt mixture properties, heavy traffic loads, or due to high
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091525
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1018
temperatures. Aging is one of the prime causes of early failure of asphalt pavement [4-6]. Aging is defined as the
oxidation of light components which causes the stiffening of bitumen during construction and service phase [5, 7]. It
affects the chemical and rheological properties of bitumen, causing it to fail before the estimated service life. Asphalt
aging affects the pavement flexibility negatively after many years of service life in field [8]. The process of aging is
greatly dependent on the chemical composition of bituminous mixture [4]
A lot of research has been carried out to enhance the aging resistance of bitumen. Various types of polymers like
Styrene Butadiene Styrene (SBS) [9], polyethylene [9], polypropylene [9] etc., have been used in asphalt pavements
previously. Studies show that these polymer modifiers bring significant improvements in the mechanical, rheological
and physical properties of the bitumen. They also found that the type of chemical additive and the aging temperature
considerably affect the recovery behavior of asphalt binder [10].
Modification of asphalt binder can be done by adding different percentages of elastomers up to 7%. Soft
modifications contain a polymer content of up to 3% while medium modifications have polymer content of about
4.2%. Hard modifications have polymer content higher than 5% [11]. 3% LLDPE improved the mixture stiffness at
40°C as well as the rut depth was also improved measured by wheel tracking test [12]. PE modified bitumen is also
tested to tackle the problem of phase separation and storage stability [13]. 3% polyethylene content was suggested to
be the optimum content. Polyethylene content of 5% or more was regarded as not applicable because the polyethylene
modified bitumen became unworkable at these percentages due to the high values of rotational viscosity [14].
Hamburg wheel track test, resilient modulus, dynamic creep and indirect tensile test were conducted on the PE
modified concrete mixture. The analysis showed that the PE modified blends gave better performance results than the
conventional asphalt mixtures. Temperature susceptibility and rutting resistance was improved. The authors suggested
a PE content of 5% to be used for better performance of asphalt mixtures [15].
SBS and sulfur were tested to enhance the storage stability of TR modified bitumen. Results suggested that the
Penetration Temperature Susceptibility (PTS) of bitumen was largely decreased. Storage stability improved to higher
extent and the Marshall stability and plastic deformation resistance was also enhanced with the addition of sulphur
[16]. Addition of Sulphur decreases the viscosity of bitumen. Lower viscosity will lead to decreased mixing and
compaction temperature making it more economical and energy efficient [17]. 2% sulfur by weight of asphalt binder
at 140°C mixed for 30 minutes results in the best homogenous modification of VG30 binder [18].
Calculation of aging index is one of the most realistic approaches to observe the impact of aging on various
characteristics of bitumen. Aging index of asphalt can be defined as the ratio of some property of asphalt after aging to
the same property of asphalt before aging as given in Equation 1 [19].
Aging index =binder property after aging
same property before aging (1)
The aim of this study is to improve the rheological properties of asphalt in terms of aging by using cheap and
environment friendly modifiers. Polyethylene which is the main source of plastic is left undisposed, causing the huge
waste pollution. Similarly, now days, almost all elemental Sulphur obtained is the by-product of gas and petroleum.
Therefore the incorporation of abundantly existing materials into pavement industry is a technique which is both cost
effective and environment friendly .Moreover, the addition of the modifiers reduces the cost of the pavement as well
as increases the service life of flexible pavements by decreasing the amount of distresses whose major cause is the
phenomena of aging in asphalt.
2. Research Methodology
Methodology adopted in conducting this research is summarized in the chart below;

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1019
Figure 1. Flow chart of experimental work
2.1. Material Selection
Penetration grade of 60/70 bitumen supplied by PARCO sales office Rawalpindi was used as base bitumen. Table
1 shows the basic properties of base binder. The purpose of selecting grade 60/70 is that it is typically used in Pakistan
and is appropriate for colder to Intermediate temperature regions. Polyethylene (PE) and Sulphur (S) were used as
modifiers. Polyethylene used in this research is in liquid form while Sulphur is used in powder form. Material are
selected as per the availability and cost efficiency of the material. Physical properties of polyethylene and Sulphur are
listed in Tables 2 and 3 respectively.
Table 1. Physical properties of 60/70 asphalt
Property AASHTO Designation Result AASHTO Specification
Penetration T49 66 60-70
Softening Point T53 49 49/56
Ductility T51 117 100 cm
Specific Gravity
1.02 1.04 Max
Viscosity at 135.5°C T316 450cP ≤3 Pa.s
Table 2. Physical properties of polyethylene
Properties Result
Chemical Formula (C2H4)n
Melting Point 115-135 °C
Density 0.88–0.96 g/cm3
Table 3. Physical properties of sulphur
Properties Result
Appearance Yellow Crystalline Solid
Specific Gravity 1.92
Melting Point 120°C
Experimental Program
Testing
Conventional Testing
Penetration
Softening Point
Ductility
Advance Testing
FTIR
SEM
DSR
Material
60/70 PARCO Bituemn
Polyethylene
Sulphur

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1020
2.2. Preparation of Modified Binder
Samples were prepared by adding three percentages 2, 3 and 5% by weight of polyethylene (PE) and Sulphur (S)
into 60/70 base binder. 500g of bitumen for each percentage of each modifier was heated until it turned into liquid.
High rate shear mixer was used for the mixing of modifiers into base bitumen at 140°C and 1200rpm. The mixing was
continued for about 30 minutes so that P.E and S can be completely dissolved in asphalt binder.
2.3. Aging of the Bitumen
Rolling thin film oven (RTFO) was used to feign the effect of short term aging on neat and modified binders.
Asphalt in RTFO is aged by heating and blowing of hot air at 163ºC for 80 minutes. PAV was used to observe the
effect of in-service aging of bitumen i.e. long term aging. The binder was exposed to high temperature of 100°C and a
pressure of 2.1 MPa for 20 hours in pressure aging vessel.
Figure 2. Pressure Aging Vessel (PAV) Figure 3. Rolling Thin Film Oven (RTFO)
2.4. Conventional and Rheological Testing
Penetration, ductility and softening point test were performed on neat and modified binders before and after aging.
To amount the consistency of bitumen at room temperature, penetration test was performed according to AASHTO
specification T49. Softening point of all test samples was determined using Ring and Ball apparatus according to
ASTM D36 and ductility test was performed according to ASTM D 113-17.
Rheological characteristics of neat and modified binders were determined using Dynamic Shear Rheometer (DSR).
Dynamic shear rheometer measures the bitumen properties at different service temperatures, mostly from intermediate
to high. The output of DSR test is in the form of the complex shear modulus (G*) and the phase angle (δ) of bitumen.
DSR is also used to calculate the performance grade of bitumen. DSR used in this research was made of Anton Paar
model 101.25 mm and 8 mm DSR plate geometries were used for this study. Gap between two plates was kept 1 mm
and 2 mm for 25 mm and 8 mm sample respectively. Test was performed at temperature ranges of 45, 52, 58, 64, 70,
76, and 82 and at a constant frequency of 1.59 Hz.
Figure 4. Dynamic Shear Rheometer (DSR)

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1021
2.5. Chemical and Morphological Analysis
Fourier transformed infrared spectroscopy was used to examine the chemical and structural modification of
different samples and to evaluate the influence of aging on modified bitumen. IR radiations were passed through the
sample. The wavelength ranges from 4000 to 400 cm-1
. The resulting spectrum represents the molecular transmission
and absorption of the sample. Morphological analysis of the modified binders before and after aging was carried out
by Scanning Electron Microscope. Samples for the SEM were prepared by putting a drop of PE modified and S
modified asphalt binder on glass slide and then spreading that bitumen uniformly on the surface of the slide in the
form of thin layer to study the dispersion of the modifiers in asphalt binder. The samples were first coated with a thin
gold palladium film and after sputtering, SEM images were taken at different magnifications.
Figure 5. Fourier Transformed Infrared Spectroscopy Figure 6. Scanning Electron Microscope
3. Results and Discussion
In this research, different physical and rheological aging index were used to observe the impact of aging on various
characteristics of neat and modified bitumen. Aging index can be described as the ratio of given property of aged
asphalt binder to the same property of unaged bitumen. Aging index used in this research are Penetration Aging Ratio
(PAR), Softening Point Increment (SPI), Ductility Retained Ratio (DRR), Phase Angle Aging Index (PAAI) and
Complex Modulus Aging Index (CMAI) which can be calculated by the given formulas:
Penetration Aging Ration (PAR) =Aged Penetration Value
Unaged Penetration Value× 100 (2)
Softening Point Increment (SPI) = Aged Softening Point − Unaged Softening Point (3)
Ductility Retained Ration (DRR) =Aged Ductility Value
Unaged Ductility Value× 100 (4)
Phase Angle Aging Index (PAAI) =Aged Phase Angle
Unaged Phase Angle (5)
Complex Modulus Aging Index (CMAI) =Aged Complex Modulus
Unaged Complex Modulus (6)
3.1. Penetration Test Results
Penetration value represents the stiffness and hardening of asphalt binder at normal temperature. Lower the value
of penetration higher the stiffness of bitumen. From Figure 7(a), it can be perceived that with the rise in polyethylene
content from 1 to 5%, the penetration value of bitumen decreased which is an indicative of decrease in fluency and
increase in the consistency of asphalt binder at normal temperature. By addition of 2 to 5% sulphur into the base
binder, the penetration value increases significantly as shown in Figure 7(b) [20]. It indicates that sulphur has a
plasticizing effect on asphalt binder and it has more resistance against thermal cracking especially at low temperatures
[21].
The penetration results after the short term aging and long term aging of the modified bitumen are presented in the
form of PAR in Figures 8(a) and 8(b). PAR of the sulphur modified binder and polyethylene modified binder as shown

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1022
in figures reduced significantly which indicate that the modified bitumen is more resistant to oxidative aging than the
virgin bitumen.
(a) (b)
Figure 7. Penetration value of (a) Polyethylene modified bitumen and (b) Sulphur modified bitumen
(a) (b)
Figure 8. PAR graph of (a) Polyethylene modified bitumen and (b) Sulphur modified bitumen
3.2. Softening Point Test Result
By adding 2% to 5% of polyethylene into the base binder, softening point of the binder increased. 2% addition of
PE resulted in 3% increase in softening point. Even after the aging phase, with the increase in the modifier content, the
high temperature stability of the binder is improved constantly. The impact of aging on the neat and modified binder
can be seen in the form of softening point increment in Figures 9(a) and 9(b). It is generally concluded that the
addition of PE improved the high temperature flowing properties of bitumen and made it more stable against flowing.
It means that the PE modified bitumen has a better high temperature rutting resistance.
For unaged condition, sulphur modified asphalt samples showed a consistent decrease in the softening point which
back the previous findings made on the basis of penetration result that asphalt binder becomes softer on the addition of
sulphur. But after the aging, the hardening level of modified bitumen binder kept on increasing. This can be observed
by the increase in softening temperature after the two aging. Higher softening point asphalt cement is mostly preferred
in hot regions.
0
10
20
30
40
50
60
70
0 2 3 5
Pen
etra
tio
n
Additive rate %
Unaged RTFO aged PAV aged
0
20
40
60
80
100
120
0% 2% 3% 5%
Pen
etra
tio
n
Additive Rate %
Unaged RTFO aged PAV aged
0
10
20
30
40
50
60
70
80
90
0% 2% 3% 5%
PA
R
Additive Rate %
RTFO Aged
PAV Aged
0
10
20
30
40
50
60
70
80
90
0% 2% 3% 5%
PA
R
Additive Rate %
RTFO Aged
PAV Aged

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1023
(a) (b)
Figure 9. Softening Point of (a) Polyethylene modified bitumen and (b) Sulphur modified bitumen
3.3. Penetration Index
It is a quantitative measure of the response of bitumen to the variations in temperature as described by Pfeiffer and
V Doormaal [22]. The type of binder can be identified by its penetration index. Its value generally lies between -3 and
+7. (-3) for highly temperature prone bitumen and (+7) for less temperature prone or highly blown bitumen. Higher PI
values indicate higher temperature resistance. [19]. Generally for road construction, asphalt binder has PI between -2
to +2. Penetration Index (PI) is calculated by following Equation 7 [22].
PI =1952 − 500log (pen) − 200SP
50log (pen) − SP − 120 (7)
Where;
Pen = Penetration
SP = Softening Point
All the PI values obtained in our case are within the normal range of -2 to +2 for road paving application and
shown in Figure 10. The upsurge in PI values indicated the lower temperature vulnerability of modified bitumen.
Figure 10. Comparison of Penetration Index of Polyethylene and Sulphur
3.4. Ductility Test Results
Ductility retained ratio (DRR) is another way of evaluating the impact of aging on the ductile characteristics of
0
10
20
30
40
50
60
0% 2% 3% 5%
Soft
enin
g P
oin
t
Additive Rate %
Unaged RTFO aged PAV aged
0
10
20
30
40
50
60
70
0% 2% 3% 5%
Soft
enin
g P
oin
t
Additive Rate %
Unaged RTFO aged PAV aged
-2
-1.6
-1.2
0% 2% 3% 5%
Pen
etra
tio
n I
nd
ex
Additive rate %
Polyethylene
Sulphur

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1024
bitumen. DRR of polyethylene and Sulphur modified binder is displayed in Figures 11(a) and 11(b) respectively. DRR
in both cases is increasing which represented that the addition of PE and S can reduce deterioration in ductility of
asphalt during aging. At 3% addition of PE the ductility value reduced from 100 to 83 causing a decrease of 25% with
respect to base binder.
(a) (b)
Figure 11. Ductility Retained Ratio for (a) Polyethylene modified bitumen and (b) Sulphur modified bitumen
3.5. FTIR Results
Figures 12(a) and 12(b) demonstrate the IR spectra of neat asphalt binder and binder modified with Polyethylene
and Sulphur. While looking at the spectra of neat asphalt binder we observe the peak in the region of 3200 to 3600
which indicates that OH stretching of alcohol group. Peaks at 2917 and 2846 corresponds to the C-H aliphatic
stretching of alkanes while peak at 1617 refers to C=C aromatic stretching. Peaks in the region of 1720-1750
represents the C=O carbonyl functional group. Peak at 1453 and 1102 corresponds to C-H bending of alkane group
and C-O stretching of secondary alcohol group respectively. The region between 1070-1030 represents the strong S=O
stretching of sulfoxide group. Peaks at 887 and 817 refer to C=C bending of alkene group and peak at 773 indicates C-
S or C-H bending. When we look at the IR spectra of Polyethylene and sulphur modified asphalt binder, very little or
no considerable change of peaks is observed. The intensity of peaks may vary but the range of functional groups more
or less remains the same. It confirms that the modification of asphalt binder with polyethylene and sulphur is purely
physical in nature as it does not change its chemical composition.
(a) Neat and PE modified bitumen (b) Neat and S modified bitumen
Figure 12. IR Spectra of Neat and modified bitumen
IR spectra of neat and modified bitumen after short term aging are shown in Figure 13. It is generalized from the
previous literature view that S=O and C=O are the two functional groups that are responsible for asphalt binder
hardening [23]. Structural index was computed by numerical integrating peak of target functional group and then
dividing it by entire area between 600 cm-1
to 2000 cm-1
[24]. Carbonyl index and sulfoxide index can be calculated by
70
75
80
85
90
95
100
0% 2% 3% 5%
DR
R
Additive Rate %
RTFO Aged
PAV Aged
60
65
70
75
80
85
90
2% 3% 5%
DR
R
Additive Rate %
RTFO AGED
PAV AGED

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1025
numerically integrating the peak of carbonyl and sulfoxide functional groups at 1750 and 1030 respectively and
dividing it by the sum of specific areas as given in Equations 8 and 9.
𝐶𝑎𝑟𝑏𝑜𝑛𝑦𝑙 𝐼𝑛𝑑𝑒𝑥 =𝐴1750
∑ 𝐴 (8)
𝑆𝑢𝑙𝑓𝑜𝑥𝑖𝑑𝑒 𝐼𝑛𝑑𝑒𝑥 =𝐴1030
∑ 𝐴 (9)
Carbonyl and sulfoxide index of the modified binders decreased with respect to neat binder as presented in Figure
14. Carbonyl index decreased by 17% in case of 3% PE modification while it decreased by 23% by addition of 2% S.
Similarly, sulfoxide index decreased by 33% and 42% in case of PE and S respectively. This decrease in the structural
index indicates the greater capability of the modifiers to resist oxidation in asphalt.
(a) Neat and PE modified bitumen (b) Neat and S modified bitumen
Figure 13. IR spectra of bitumen after aging
Figure 14. Structural index of neat and modified binders after RTFO
3.6. SEM Results
Scanning electron microscope test was performed to determine the compatibility and homogeneous dispersion of
modifiers in base bitumen. SEM images of modified binders are shown in Figure 15. Asphalt binder itself is in black
color while white patches shows the presence of modifiers i.e. PE and S. As compared with neat bitumen the
roughness of surface of sulphar modified bitumen was more and it is increased as the percentage of sulphur in bitumen
was increased from 2 to 5%. Tiny particles of sulphur either swollen or dispersed inside the base bitumen can be seen
0
0.01
0.02
0.03
0.04
0.05
0.06
Virgin 60/70 Virgin + 3% PE Virgin + 2% S
Str
uct
ura
l In
dex
Bitumen
Carbonyl Index
Sulfoxide Index
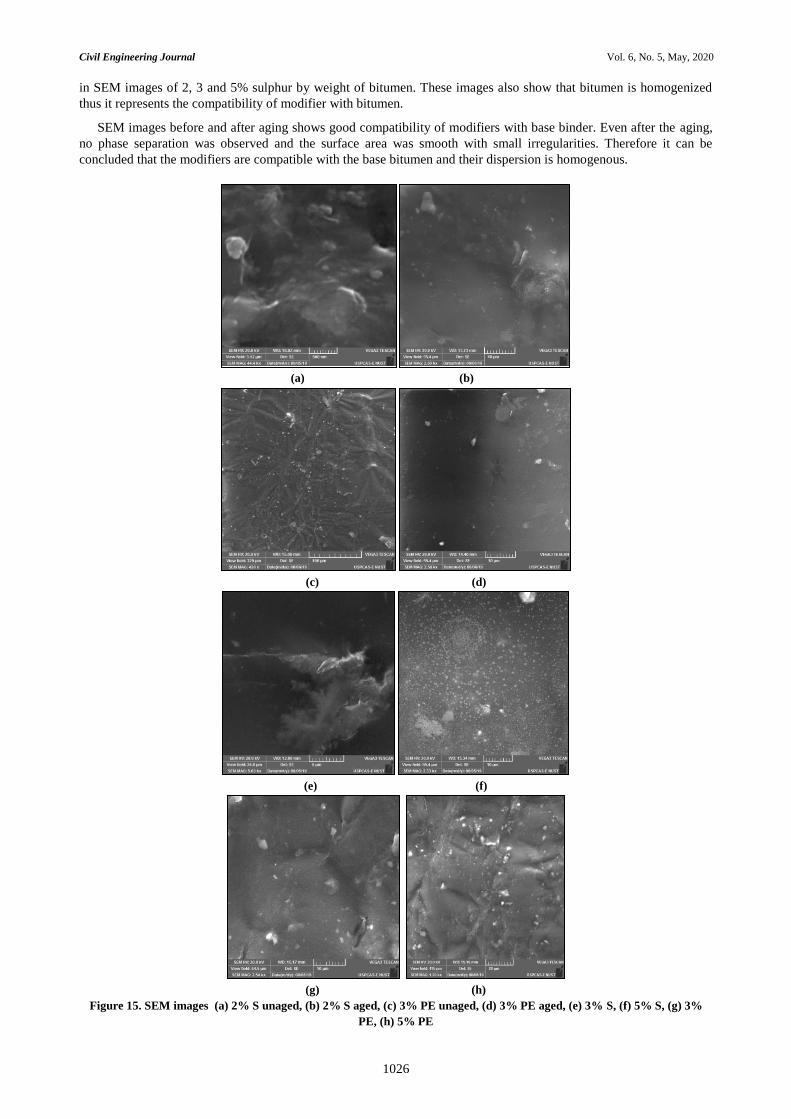
Civil Engineering Journal Vol. 6, No. 5, May, 2020
1026
in SEM images of 2, 3 and 5% sulphur by weight of bitumen. These images also show that bitumen is homogenized
thus it represents the compatibility of modifier with bitumen.
SEM images before and after aging shows good compatibility of modifiers with base binder. Even after the aging,
no phase separation was observed and the surface area was smooth with small irregularities. Therefore it can be
concluded that the modifiers are compatible with the base bitumen and their dispersion is homogenous.
(a) (b)
(c) (d)
(e) (f)
(g) (h)
Figure 15. SEM images (a) 2% S unaged, (b) 2% S aged, (c) 3% PE unaged, (d) 3% PE aged, (e) 3% S, (f) 5% S, (g) 3%
PE, (h) 5% PE

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1027
3.7. Dynamic Shear Rheometer Analysis
DSR test was performed to check the rheological characteristics of bitumen at intermediate to high temperatures of
45, 52, 58, 64, 70, 76, and 82. Original, modified aged and unaged sample were tested. Complex modulus G* and
phase angle δ were obtained as a result to assess the viscoelastic behavior of different asphalt samples.
3.8. Behavior of Original Bitumen
Complex shear modulus and phase angle represents the behavior of the original bitumen on increasing temperature
range. The G* value of binder decreased with the rise in temperature which shows increase in binder’s stiffness, while
phase angle increased which shows raise in asphalt viscous portion over elastic portion.
3.9. Effect of Modifiers
The effect of modification on the bitumen was obvious as shown in Figure 16. Binder stiffness was increased and
phase angle was decreased by adding polyethylene and sulphur into base binder. It means addition of polyethylene and
sulphur into asphalt resulted in improved elastic behavior of asphalt.
(a) (b)
Figure 16. Variation of (a) Complex Modulus and (b) Phase angle of Neat and Modified bitumen before aging
3.10. Intermediate and High Temperature Performance Characteristics
Impact of aging on the rheological performance of neat and modified bitumen was evaluated in terms of
rheological aging indices. Complex modulus aging index (CMAI) from Equation 10 and phase angle aging index
(PAAI) from Equation 11 were used to assess the aging properties of asphalt binder.
Phase Angle Aging Index (PAAI) =Aged Phase Angle
Unaged Phase Angle (10)
Complex Modulus Aging Index (CMAI) =Aged Complex Modulus
Unaged Complex Modulus (11)
3.11. Complex Modulus Aging Index (CMAI)
The results of CMAI of neat and modified bitumen are presented in Figure 17(a). G* value indicate the bitumen’s
total resistance to permanent deformation. Generally lower value of CMAI indicate higher resistance to aging [25].
Figure 17(a) shows that the CMAI of both modified bitumen is less than the CMAI of neat binder which means that
the PE modified and S modified binder offer higher resistance to oxidative aging, hence improving the rutting
potential of asphalt.
3.12. Phase Angle Aging Index (PAAI)
Phase angle aging index was used to understand the effect of temperature on the behavior of phase angle. Phase
angle present the viscous behavior of asphalt. As the resistance of asphalt against low temperature cracking increases
0
10000
20000
30000
40000
50000
60000
70000
4 6 5 2 5 8 6 4 7 0
Co
mp
lex M
od
ulu
d G
*
Temperature
NEAT
3% PE
2% S
72
74
76
78
80
82
84
86
88
90
46 52 58 64 70 76
Ph
ase
An
gle
Temperature
NEAT
2%S
3% PE

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1028
the value of phase angle also increases [26]. It can be seen in the Figure 17 (b) that at all temperatures, the phase angle
aging index for PE and S modified binder is always greater than the neat binder. It represents that, after aging the
modified asphalt had indicate improved viscous behavior and improved low temperature cracking resistance.
(a) Complex modulus aging index (b) Phase angle aging index
Figure 17. Rheological aging index of neat and modified bitumen
3.13. Determination of Failure Temperature
To determine the failure temperature of neat and modified bitumen, temperature sweep test was performed. SHRP
rutting factor parameter was considered as the failure criteria when it gets below 1 kPa for unaged bitumen and 2.2
kPa for RTFO aged bitumen samples. Failing temperature of the unaged binder improved from 64ºC to 70ºC and
71.5ºC for PE modified and S modified binder respectively. While after the RTFO, the failure temperature increased
to 73.5ºC for polyethylene modified binder and 75ºC for sulphur modified binder. This improvement in the failure
temperature, as shown in Figure 18, indicate the improved rutting resistance of modified binders. Performance grade
of the bitumen increased from PG64 to PG70 in case of polyethylene and sulphur.
Figure 18. Failure Temperature of Neat and Modified Binders
1
1.5
2
2.5
3
3.5
4
4.5
46 52 58 64 70 76
CM
AI
Temperature
NEAT
PE
S
0.8
0.85
0.9
0.95
1
46 52 58 64 70 76P
AA
I
Temperature
NEAT
S
PE
64
70
71.5
67
72.5 73
58
60
62
64
66
68
70
72
74
Virgin 60/70 Virgin +3% PE Virgin + 2% S
Tem
per
atu
re 0
C
Bitumen
Unaged
Rtfo aged
Civil Engineering Journal Vol. 6, No. 5, May, 2020
1029
4. Conclusions
Present study was conducted to determine Polyethylene and Sulphur effect on the aging properties of PARCO
60/70 grade bitumen. Increase in the performance related properties of bitumen increases the service life of roads. To
observe the effect of modifiers on the Performance Grade of bitumen, performance testing of modified and unmodified
bitumen was carried out. The results gave promising benefits of using polyethylene and Sulphur as bitumen modifiers.
Physical properties of the modified bitumen improved as well as the rheological characteristics of modified bitumen in
terms of aging enhanced greatly, thus decreasing the amount of distresses and reducing the pavement cost. The key
findings are concluded as:
• All the physical characteristics of the modified bitumen improved before and after aging;
• Penetration index increased by 10% for Polyethylene modified binder and 36% for Sulphur modification which
indicate better resistance against thermal cracking of the pavement at low temperatures, and lower permanent
(plastic) deformation at high temperatures;
• Addition of Polyethylene and Sulphur into base binder is a Physical process;
• Aging resistance of the modified binder improved which is indicated by decrease in Carbonyl and Sulfoxide
index;
• SEM analysis shows the compatibility of modifiers and their homogenous dispersion in base binder;
• Complex modulus aging index of the modified binders is less than the base binder at all temperatures which
indicate higher resistance against permanent deformation;
• Phase angle aging index of the modified binders is less than the base binder which indicates improved viscous
behavior and improved low temperature cracking resistance;
• Rutting resistance of the modified binders enhanced which is indicated by increase in failure temperatures;
• Performance grade of the binder improved from PG-64 to PG-70.
5. Funding
This research was funded by National University of Science and Technology (NUST), Islamabad.
6. Conflicts of Interest
The authors declare no conflict of interest.
7. References
[1] S. Division, “National Health Accounts Pakistan 2015-16,” pp. 1–99, 2018.
[2] Chen, Zihao, Henglong Zhang, Chongzheng Zhu, and Bin Zhao. “Rheological Examination of Aging in Bitumen with Inorganic
Nanoparticles and Organic Expanded Vermiculite.” Construction and Building Materials 101 (December 2015): 884–891.
doi:10.1016/j.conbuildmat.2015.10.153.
[3] Singha, Bhupendra, and Praveen Kumarb. "Effect of modifiers on the ageing properties of bitumen: A review." (December
2015).
[4] Tauste, R., F. Moreno-Navarro, M. Sol-Sánchez, and M.C. Rubio-Gámez. “Understanding the Bitumen Ageing Phenomenon: A
Review.” Construction and Building Materials 192 (December 2018): 593–609. doi:10.1016/j.conbuildmat.2018.10.169.
[5] Çalışıcı, Mustafa, Metin Gürü, M. Kürşat Çubuk, and Ömer Faruk Cansız. “Improving the Aging Resistance of Bitumen by
Addition of Polymer Based Diethylene Glycol.” Construction and Building Materials 169 (April 2018): 283–288.
doi:10.1016/j.conbuildmat.2018.03.018.
[6] Yu, Jian-Ying, Peng-Cheng Feng, Heng-Long Zhang, and Shao-Peng Wu. “Effect of Organo-Montmorillonite on Aging
Properties of Asphalt.” Construction and Building Materials 23, no. 7 (July 2009): 2636–2640.
doi:10.1016/j.conbuildmat.2009.01.007.
[7] Kumbargeri, Yogesh Shamsunder, and Krishna Prapoorna Biligiri. “Understanding Aging Behaviour of Conventional Asphalt
Binders Used in India.” Transportation Research Procedia 17 (2016): 282–290. doi:10.1016/j.trpro.2016.11.094.
[8] W. D. Fernández-Gómez, H. R. Quintana, and F. Reyes Lizcano, “A review of asphalt and asphalt mixture aging El fenómeno
de envejecimiento en asfaltos y mezclas asfálticas. Una revisión,” 33, no. 1 (2013): 5–12.
[9] Diab, Aboelkasim, Mahmoud Enieb, and Dharamveer Singh. “Influence of Aging on Properties of Polymer-Modified Asphalt.”
Construction and Building Materials 196 (January 2019): 54–65. doi:10.1016/j.conbuildmat.2018.11.105.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1030
[10] Ragni, Davide, Gilda Ferrotti, Xiaohu Lu, and Francesco Canestrari. “Effect of Temperature and Chemical Additives on the
Short-Term Ageing of Polymer Modified Bitumen for WMA.” Materials & Design 160 (December 2018): 514–526.
doi:10.1016/j.matdes.2018.09.042.
[11] Porto, Michele, Paolino Caputo, Valeria Loise, Shahin Eskandarsefat, Bagdat Teltayev, and Cesare Oliviero Rossi. “Bitumen
and Bitumen Modification: A Review on Latest Advances.” Applied Sciences 9, no. 4 (February 20, 2019): 742.
doi:10.3390/app9040742.
[12] Napiah, Madzlan, Noor Zainab Habib, and Ibrahim Kamaruddin. “Creep Behavior of Polyethylene Modified Bituminous
Mixture.” APCBEE Procedia 9 (2014): 202–206. doi:10.1016/j.apcbee.2014.01.036.
[13] Padhan, Rabindra Kumar, and Anand Sreeram. “Enhancement of Storage Stability and Rheological Properties of Polyethylene
(PE) Modified Asphalt Using Cross Linking and Reactive Polymer Based Additives.” Construction and Building Materials
188 (November 2018): 772–780. doi:10.1016/j.conbuildmat.2018.08.155.
[14] Ghuzlan, Khalid A., Ghazi G. Al-Khateeb, and Yazeed Qasem. "Rheological properties of polyethylene-modified asphalt
binder." Athens Journal of Technology and Engineering 10 (2013): 1-14.
[15] Punith, V. S., and A. Veeraragavan. "Behavior of asphalt concrete mixtures with reclaimed polyethylene as additive." Journal
of materials in civil engineering 19, no. 6 (2007): 500-507. doi:10.1061/(ASCE)0899-1561(2007)19:6(500).
[16] Ghaly, N. F. "Effect of sulfur on the storage stability of tire rubber modified asphalt." World Journal of Chemistry 3, no. 2
(2008): 42-50.
[17] Rezvani, Vahid, and Hassan Saghi. "Characteristics and preparation method of sulfur extended asphalt mixtures." Am J Civ
Eng Spec Issue Res Pract Civ Eng Dev Ctries 3, no. 2-2 (2015): 69-74.
[18] S. R. Reddy and G. S. Pavani, “Engineering Characterization and Evalution of Sulphur Modified Bituminous Binders” M.
Tech (Transportation Engineering), Department of Civil Engineering, Viswabarathi college of Abstract,” vol. 6, no. 2, pp.
235–244, 2017.
[19] Ali, Asim Hassan, Nuha S. Mashaan, and Mohamed Rehan Karim. “Investigations of Physical and Rheological Properties of
Aged Rubberised Bitumen.” Advances in Materials Science and Engineering 2013 (2013): 1–7. doi:10.1155/2013/239036.
[20] Elkholy, S.A., A.M.M. Abd El-Rahman, M. El-Shafie, and Z.L. Abo-Shanab. “Physical and Rheological Properties of
Modified Sulfur Asphalt Binder.” International Journal of Pavement Research and Technology (August 2018).
doi:10.1016/j.ijprt.2018.07.005.
[21] Kumar, Praveen, and Nikhil Saboo. "Rheological Investigations of Sulfur Modified Bitumen." (October 2014): 703-713.
[22] Ehinola, Olugbenga A., Olugbenga A. Falode, and George Jonathan. "Softening point and Penetration Index of bitumen from
parts of Southwestern Nigeria." Nafta 63, no. 9-10 (2012): 319-323.
[23] Dony, Anne, L. Zyian, Ivan Drouadaine, Simon Pouget, Stéphane Faucon-Dumont, Delphine Simard, Virginie Mouillet et al.
"MURE National Project: FTIR spectroscopy study to assess ageing of asphalt mixtures." In Proceedings of the E&E congress.
2016.
[24] Feng, Zhen-gang, Shu-juan Wang, Hui-juan Bian, Qi-long Guo, and Xin-jun Li. “FTIR and Rheology Analysis of Aging on
Different Ultraviolet Absorber Modified Bitumens.” Construction and Building Materials 115 (July 2016): 48–53.
doi:10.1016/j.conbuildmat.2016.04.040.
[25] Wu, Hong, Lian Li, Jianying Yu, Song Xu, and Dong Xie. “Effect of Layered Double Hydroxides on Ultraviolet Aging
Properties of Different Bitumens.” Construction and Building Materials 111 (May 2016): 565–570.
doi:10.1016/j.conbuildmat.2016.02.140.
[26] M. Panda, J. Ojha, and S. Purohit, “Development and evaluation of sulphur modified bitumen binder,” 8th Int. Conf. Maint.
Rehabil. Pavements, MAIREPAV 2016, pp. 774–783, 2016.

Available online at www.CivileJournal.org
Civil Engineering Journal
Vol. 6, No. 5, May, 2020
1031
Mechanical Properties of Cement Mortar after Dry–Wet Cycles
and High Temperature
Xiong Liang-Xiao a, b
, Song Xiao-Gang c*
a School of Civil Engineering and Architecture, East China Jiaotong University, Nanchang 330013, P. R. China.
b Guangxi Key Laboratory of Disaster Prevention and Engineering Safety, Guangxi University, Nanning 530004, P. R. China.
c Faculty of Civil and Environmental Engineering, Ningbo University, Ningbo 315211, P. R. China.
Received 01 December 2019; Accepted 19 March 2020
Abstract
The dry–wet cycle and high temperature exposure are important factors affecting the normal use and durability of
concrete structures. The objective of this work is to investigate the mechanical properties of cement mortar specimens
after combinations of dry–wet cycles and high temperature exposures, uniaxial compressive tests on cement mortar
specimens were carried out under the following two sets of conditions: (1) high temperature treatment followed by a dry–
wet cycle and (2) a dry–wet cycle followed by high temperature treatment. The results show that the compressive
strength of specimens increases with the number of dry–wet cycles. After a dry–wet cycle and then a high temperature
treatment procedure, the compressive strength of a specimen will first decrease and then increase with the number of
dry–wet cycles. The strain at the peak stress of cement mortar decreases as the number of dry–wet cycles increases. At
present, there are few research results about the mechanical properties of concrete first after combinations of dry–wet
cycles and high temperature exposures. The work in this paper can enrich the results in this area.
Keywords: Cement Mortar; Mechanical Properties; Uniaxial Compression Test; Dry–Wet Cycle; High Temperature.
1. Introduction
The dry–wet cycle and high temperature exposure are important factors affecting the normal use and durability of
concrete structures. Hydraulic structures, such as piers, in splash zone environments will be affected by the dry–wet
cycle caused by water level changes, and the concrete structure comprising such a pier may also be exposed to fire or
high temperatures.
Many scholars have studied the effects of dry–wet cycles on concrete materials. Li and Shen [1] studied the
deterioration processes of aeolian sand powder concrete under freeze-thaw and dry-wet conditions. Wei et al. [2]
investigated the effect of chloride wet/dry exposure on bonding behavior of BFRP-strengthened concrete beams. Yan
et al. [3] investigated the characteristics of unconfined compression strength and pore distribution of lime-flyash loess
by means of a series of experiments under freeze-thaw cycles or dry-wet cycles. Li et al. [4] analyzed the physical and
mechanical properties of MKPC under dry-wet cycles in 5 wt% Na2SO4 solution. Chen et al. [5] presents an
experimental study on the damage progress of concrete subject to combined sulfate-chloride attack under drying-
wetting cycles and flexural loading. Ma et al. [6] investigated the properties of concrete, including ordinary Portland
concrete and high-performance concrete (HPC), subjected to dry-wet cycles in a variety of salt lake brines. Liu et al.
* Corresponding author: [email protected]
http://dx.doi.org/10.28991/cej-2020-03091526
© 2020 by the authors. Licensee C.E.J, Tehran, Iran. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1032
[7] investigated the coupled effects of external multi-ions and wet-dry cycles in sea water on the evolution of
autogenous selfhealing in cement paste. Yin et al. [8] studied the mechanical properties of textile reinforced concrete
(TRC) under chloride wet-dry and freeze-thaw cycles. Sahmaran et al. [9] found that a dry–wet cycle would accelerate
the degradation rate of the compressive strength of ordinary Portland cement specimens, in sulfate solutions. Gong et
al. [10] firstly conducted experiments on the creep of concrete subjected to dry-wet cycle and sulfate attack. Wu et al.
[11] investigated the transport of chloride ions in concrete under loads and drying- wetting cycles.
A series of related studies have been carried out on the influence of high temperatures on concrete materials. Du et
al. [12] investigated the infrared thermal image inspection, coefficient of thermal conductivity, apparent density, and
compressive strength test on C80 high-strength concrete (HSC) in the presence and absence of polypropylene fibers
under completely heated conditions. Khan and Abbas [13] presented the behavior of high volume fly ash concrete at
varying peak temperatures. Meng et al. [14] studied the triaxial compressive properties of recycled aggregate concrete
(RAC) after high temperature. Li et al. [15] investigated the static and dynamic mechanical properties of concrete
before and after high temperature exposure. Liu et al. [16] experimentally and analytically investigated the residual
strength of SRC cross-shaped columns after exposure to high temperatures. Zhai et al. [17] conducted intensive SHPB
tests and corresponding quasi-static tests were to study the strain-rate effects on the normal weight concrete after high
temperature. Arioz [18] found that as the high temperature exposure was increased, the quality and the relative
strength of the concrete specimens decreased significantly. Ma et al. [19] discussed the effects of their tested high
temperature methods on the mechanical properties of concrete after exposure, through several sets of experiments.
Although there have been many studies on the mechanical properties of concrete after dry–wet cycles and after
high temperature exposures, most of the results only consider single variables; experimental results for pairing dry–
wet cycles and high temperatures are rare. The requirements of environments where actual concrete structures are used
are complex and variable, ranging from the concrete structures being subject to fire after long periods of continuous
wet, due to rainy seasons; although some concrete structures are exposed to fire, they often stay in use due to the
damage not being obvious. Such structures could be subjected to dry–wet cycles caused by adverse weather in their
subsequent service phases. Therefore, the mechanical properties of concrete after the combination of dry–wet cycles
and high temperatures must be studied, that is, the mechanical characteristics of concrete first after high temperatures
followed by dry–wet cycles and vice versa.
In order to study the mechanical properties of the cement mortar after these combinations of dry–wet cycles and
high temperature exposures, in depth, the cement mortar specimens produced from one batch have been subjected to
the dry–wet cycle first and then to the high temperature treatment and vice versa. Uniaxial compression tests were
carried out on the specimens, and their compressive strength, peak strain, and elastic moduli were investigated in light
of the number of dry–wet cycles and high temperature exposures they had experienced.
2. Research Methodology
The program of this work can be seen in by a flow chart as shown in Figure 1.
No. 425 Portland cement
Compressive strength
Cubic cement mortar specimens, dimension of
70.7×70.7×70.7 mm
Experimental Works
ISO standard sand
Cement/sand ratio is 1:2
Water/cement ratio is 0.65
Uniaxial compression test
Elastic modulus
Conclusions
First after high temperature treatment
followed by dry-wet-cycle
First after dry-wet-cycle followed
by high temperature treatment
Strain at the peak stress
Figure 1. Flow Chart for Research Methodology

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1033
3. Test Setup
3.1. Test Instruments
The uniaxial compression test was conducted using the WAW600 universal testing machine. The machine had a
maximum displacement loading rate of 60 mm/min and a maximum load of 600 kN. The oven used was the type 101–
2 electric heating, constant temperature, blast drying box produced by Shangyu Geotechnical Instrument Co., Ltd. The
high temperature box used was the GWM-1100 electric heating, high temperature test box produced by Changchun
Fangrui Technology Co., Ltd.
3.2. Sample Preparation
The cement was 42.5 grade ordinary Portland cement. The fine aggregate was freshwater river sand produced in
Ningbo; it belongs to the medium sand category, with particle-level matching grid. The mixing water used was
ordinary tap water.
The size of each specimen was 70.7×70.7×70.7 mm, and the water/cement ratio was 0.55. A total of 138 specimens
were prepared, and their molds were removed after being placed at room temperature for 24 h. All cement mortar
specimens were subjected to the next step of the research after 28 days of standard curing.
3.3. Experiment Procedure
(1) High temperature treatment method: the specimens were placed in a high temperature box, after which the
temperature was raised to a preset temperature (200, 300, 400) at a heating rate of 10°C/min. The temperature
was then kept stable for 2 h, when the high temperature box was turned off to stop heating. The specimens were
removed from the box after naturally cooling for 24 h.
(2) Dry–wet circulation treatment method: the specimens were immersed in water for 15 h, after which the
specimens were taken out and any surface moisture dried with a dry towel. They were then left to stand for 30 min
before being transferred to the 40°C oven for 8 h. They were then removed and allowed to cool to room temperature
for 30 min, soaked in water. The cycle was then repeated with each cycle taking 24 h.
(3) Uniaxial compression test: All the specimens were allowed to stand at room temperature for 7 days after their
high temperature and dry–wet cycle treatments. They were then subjected to uniaxial compression testing. The test
loading mode adopted displacement control with a loading rate of 0.4242 mm/min.
The numbers of the three specimens without high temperature and dry–wet circulation treatments are set as # 0.65-
RM-1, # 0.65-RM-2 and # 0.65-RM-3. The loading-time curves of these three specimens are shown in Figure 2.
Figure 2. The loading-time curves of specimens
3.4. Test Group
A total of 18 specimens underwent dry–wet cycles at room temperature. A total of 54 specimens had the high
temperature exposure first and then the dry–wet cycle. A total of 54 specimens had the dry–wet cycle before the high
temperature phase. A total of 12 specimens underwent only the high temperature treatment at different temperatures.
Three specimens were used for each test, and the compressive strength, peak strain, and elastic moduli values used
here are the average values for these three specimens.
0 50 100 150 200
0
50
100
150
200
Fo
rce
/ k
N
Time / s
# 0.65-RM-1
# 0.65-RM-2
# 0.65-RM-3

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1034
4. Test Results and Analysis
4.1. Change Law of Compressive Strength
The change law of compressive strength of the specimens with the number of dry–wet cycles is shown in Figure 3.
The compressive strengths of specimens after high temperature and then the dry–wet cycle are shown in Figure 3(a),
and the compressive strengths of specimens in the dry–wet cycle and then high temperature group are shown in Figure
3(b).
(a) First after high temperature and then the dry–wet cycle (b) First after dry–wet cycle and then the high temperature
Figure 3. Variation of compressive strength of specimen with dry–wet cycling times
According to Figure 3 (a):
When the number of dry–wet cycles is nil, the specimens having the high temperature and then the dry–wet cycle
only show the effects of the high temperature. The compressive strength of specimens gradually decreases as the
temperature rises from room temperature (25°C) to the highest temperature used, which is 400°C.
The compressive strength of the specimens that underwent the dry–wet cycles at room temperature increased with
the number of dry–wet cycles, mainly because the clinker mineral hydrates in the cement increase with the length of
the time spent in sufficient water. The gel is filled with capillary pores making the inside of the specimen more
compact, thereby improving the compressive strength of the specimen.
After exposure to high temperatures of 200 and 400°C, the compressive strength of the specimen first decreases
and then increases slightly, as the number of dry–wet cycles increases. However, the compressive strength remains
lower than that of a specimen having the same number of dry–wet cycles at room temperature.
Due to the different thermal expansion coefficients of the cement slurry and the medium sand, microcracks will
appear on the surface of the specimen after experiencing high temperatures. The repeated action of the dry–wet cycle
will increase these microcracks. When the number of cycles is small, the continuous increase of microcracks will
reduce the overall structural strength of the specimen; as the number of cycles increases, the water gradually enters the
inside of the specimen along the numerous microcracks. The water reacts with the unhydrated cement particles. The
chemical action brings a certain degree of improvement to the compressive strength, but the high temperatures have a
degrading effect on the compressive strength of the specimen, so the compressive strength is still lower than that of a
specimen that had the same number of dry–wet cycles at room temperature.
After the same number of dry–wet cycles, the compressive strength of a specimen that underwent dry–wet cycles at
room temperature is greater than the compressive strength of a specimen that underwent high temperature exposure
and then dry–wet cycle process, with the same number of cycles. At the same time, the compressive strengths of the
specimens experiencing high temperatures of 300°C and 400°C, before their dry–wet cycles, are greater than the
compressive strength of a specimen experiencing a high temperature of 200°C before the same number of dry–wet
cycles. This is because when a specimen is subjected to high temperatures of 300°C and 400°C, the number of
microcracks and pores that are formed inside the specimen is greater than that of a specimen subjected to a high
temperature of 200°C. The dry–wet cycle allows water to enter the specimen through the pores and cracks, so that the
degree of hydration of the cement clinker mineral is increased, increasing the compressive strength too. The denser the
distribution of pores inside the specimen, the more the degree of hydration increases, and the greater the strength
increase. However, the high temperature still does certain damage, deteriorating the specimen, so the compressive
strength is still lower than that of specimen that has not been subjected to the intense heating.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1035
According to Figure 3 (b):
When specimens have their dry–wet cycles before experiencing high temperatures of 200°C and 300°C, their
compressive strengths generally first decrease slightly and then increase with the number of dry–wet cycles. There are
two reasons: (1) When the number of dry–wet cycles is relatively small, the dry–wet cycling causes microcracks in the
cement mortar specimen, reducing the compressive strength of the specimen. (2) When the number of dry–wet cycles
is larger, as the number of cycles continues to increase and microcracks continue to expand inside the specimen, the
moisture that is present reacts with the unhydrated cement particles, continuously filling the pores, improving the
compressive strength of the specimen.
The comparisons of the compressive strengths of the specimens that experienced the dry–wet cycles first with the
strengths of those that experienced the high temperatures first, for the same high temperatures, are shown in Figure 4.
(a) 200 (b) 300
(c) 400
Figure 4. Comparisons of the compressive strengths of the specimens that experienced the dry–wet cycles first with the
strengths of those that experienced the high temperatures first, for the same high temperatures
In general, when the number of cycles is the same, the compressive strengths of specimens that experienced the
dry–wet cycles first are higher than the strengths of those that experienced the high temperatures first, for the same
high temperature.
4.2. Variation Law of Strain at the Peak Stress
The change law of strain at the peak stress of the specimens, with the number of dry–wet cycles, is shown in Figure
5. The strains at the peak stress of the specimens that experienced high temperatures before their dry–wet cycles are
shown in Figure 5(a), and the strains at the peak stress of the specimens that had their dry–wet cycles before
experiencing high temperatures are shown in Figure 5(b).

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1036
(a) First after high temperature and then the dry–wet cycle (b) First after dry–wet cycle and then the high temperature
Figure 5. Variation of the strain at peak stress of specimens with dry–wet cycle times
When the specimen only experienced high temperature, when the number of dry–wet cycles was nil, the strain at
the peak stress of the specimen increases with the increase in temperature; the strain at the peak stress after the high
temperature of 400°C is double that of the room temperature specimen, indicating that the high temperature greatly
improves the ductility of the specimen. The strains at the peak stress of specimens that experienced the dry–wet cycles
before heating and those that experienced the high temperatures before the dry–wet cycles both showed decreasing
trends with the increase in the number of cycles, indicating that the dry–wet cycling reduces the ductility of the
specimens.
4.3. Variation Law of Modulus of Elastic Modulus
In this paper, the secant elastic modulus was calculated at a peak stress of 30%, and the corresponding strain was
taken as the elastic modulus of the specimen. The change law of the elastic moduli of specimens with the number of
dry–wet cycles are shown in Figure 6. The elastic moduli of specimens that experienced high temperatures before their
dry–wet cycles are shown in Figure 6 (a), and the elastic moduli of specimens that had their dry–wet cycles first are
shown in Figure 6 (b).
(a) First after high temperature and then the dry–wet cycle (b) First after dry–wet cycle and then the high temperature
Figure 6. Variation of specimen elastic modulus with dry–wet cycling times
According to Figure 6(a):
When the number of dry–wet cycles was nil, as the high temperature gradually increased from room temperature
(25°C) to 400°C, the elastic modulus of the specimens gradually decreased. This is consistent with the findings of
Sahmaran et al. [9]. The elastic moduli of the specimens that experienced high temperatures of 200°C, before their
dry–wet cycles, first decreased and then increased as the number of dry–wet cycles increased. The elastic moduli of
the specimens that experienced high temperatures of 300°C and 400°C, before their dry–wet cycles, increased with the
number of dry–wet cycles.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1037
According to Figure 6(b):
The elastic moduli of specimens after dry–wet cycles at room temperature, and dry–wet cycles before experiencing
a high temperature of 200°C, generally first decreased and then increased as the number of dry–wet cycles increased.
For the high temperatures of 300°C and 400°C before the dry–wet cycles, the elastic moduli of specimens increased
with the number of dry–wet cycles.
5. Conclusions
When the specimens only experienced high temperatures, as the temperature increased gradually from room
temperature (25°C) to 400°C, the compressive strengths and elastic moduli of the specimens gradually decreased,
while the strain at the peak stress gradually increased. The compressive strengths of the specimens that underwent
dry–wet cycling at room temperature increased with the increase in the number of dry–wet cycles. The
compressive strength of the specimens that experienced both heating and dry–wet cycles, in either order,
generally first decreased then increased as the number of dry–wet cycles increased.
The peak strains of the heating before dry and wet cycles group and the dry and wet cycles before heating group
decreased with the increase in the number of cycles.
The elastic moduli of specimens that underwent dry–wet cycling at room temperature, and those that had dry–wet
cycles followed by a high temperature of 200°C, generally first decreased and then increased as the number of
dry–wet cycles increased. The elastic moduli of specimens that had dry–wet cycles followed by high temperatures
of 300°C and 400°C increased with the number of dry–wet cycles.
6. Funding Acknowledgements
This work was supported by the Systematic Project of Guangxi Key Laboratory of Disaster Prevention and
Engineering Safety (Grant No. 2019ZDK051), and the Open Research Fund of State Key Laboratory of Simulation
and Regulation of Water Cycle in River Basin(China Institute of Water Resources and Hydropower Research, (Grant
No. IWHR-SKL-201708).
7. Conflicts of Interest
The authors declare no conflict of interest.
8. References
[1] Li, Gen Feng, and Xiang Dong Shen. “A Study of the Durability of Aeolian Sand Powder Concrete Under the Coupling Effects
of Freeze–Thaw and Dry–Wet Conditions.” JOM 71, no. 6 (April 23, 2019): 1962–1974. doi:10.1007/s11837-019-03440-9.
[2] Wei, Mu-Wang, Jian-He Xie, Huan Zhang, and Jiang-Lin Li. “Bond-Slip Behaviors of BFRP-to-Concrete Interfaces Exposed to
Wet/dry Cycles in Chloride Environment.” Composite Structures 219 (July 2019): 185–193. doi:10.1016/j.compstruct.2019.03.049.
[3] Yan, Changgen, Zhiquan Zhang, and Yanlin Jing. “Characteristics of Strength and Pore Distribution of Lime-Flyash Loess
Under Freeze-Thaw Cycles and Dry-Wet Cycles.” Arabian Journal of Geosciences 10, no. 24 (December 2017).
doi:10.1007/s12517-017-3313-5.
[4] Li, Yue, Tongfei Shi, Yaqiang Li, Weiliang Bai, and Hui Lin. “Damage of Magnesium Potassium Phosphate Cement Under Dry
and Wet Cycles and Sulfate Attack.” Construction and Building Materials 210 (June 2019): 111–117.
doi:10.1016/j.conbuildmat.2019.03.213.
[5] Chen, Fei, Jianming Gao, Bing Qi, Daman Shen, and Luyang Li. “Degradation Progress of Concrete Subject to Combined
Sulfate-Chloride Attack Under Drying-Wetting Cycles and Flexural Loading.” Construction and Building Materials 151
(October 2017): 164–171. doi:10.1016/j.conbuildmat.2017.06.074.
[6] Ma, Haiyan, Wei Gong, Hongfa Yu, and Wei Sun. “Durability of Concrete Subjected to Dry-Wet Cycles in Various Types of
Salt Lake Brines.” Construction and Building Materials 193 (December 2018): 286–294. doi:10.1016/j.conbuildmat.2018.10.211.
[7] Liu, Hao, Haoliang Huang, Xintong Wu, Huixin Peng, Zhaoheng Li, Jie Hu, and Qijun Yu. “Effects of External Multi-Ions and
Wet-Dry Cycles in a Marine Environment on Autogenous Self-Healing of Cracks in Cement Paste.” Cement and Concrete
Research 120 (June 2019): 198–206. doi:10.1016/j.cemconres.2019.03.014.
[8] Yin, Shiping, Lei Jing, Mengti Yin, and Bo Wang. “Mechanical Properties of Textile Reinforced Concrete Under Chloride Wet-
Dry and Freeze-Thaw Cycle Environments.” Cement and Concrete Composites 96 (February 2019): 118–127.
doi:10.1016/j.cemconcomp.2018.11.020.

Civil Engineering Journal Vol. 6, No. 5, May, 2020
1038
[9] Sahmaran, M., T.K. Erdem, and I.O. Yaman. “Sulfate Resistance of Plain and Blended Cements Exposed to Wetting–drying and
Heating–cooling Environments.” Construction and Building Materials 21, no. 8 (August 2007): 1771–1778.
doi:10.1016/j.conbuildmat.2006.05.012.
[10] Gong, Jian, Jian Cao, and Yuan-feng Wang. “Effects of Sulfate Attack and Dry-Wet Circulation on Creep of Fly-Ash Slag
Concrete.” Construction and Building Materials 125 (October 2016): 12–20. doi:10.1016/j.conbuildmat.2016.08.023.
[11] Wu, Jin, Hongming Li, Zhe Wang, and Jingjing Liu. “Transport Model of Chloride Ions in Concrete Under Loads and Drying-
Wetting Cycles.” Construction and Building Materials 112 (June 2016): 733–738. doi:10.1016/j.conbuildmat.2016.02.167.
[12] Du, Hongxiu, Jia Wu, Gaili Liu, Huiping Wu, and Ruizhen Yan. “Detection of Thermophysical Properties for High Strength
Concrete after Exposure to High Temperature.” Journal of Wuhan University of Technology-Mater. Sci. Ed. 32, no. 1
(February 2017): 113–120. doi:10.1007/s11595-017-1568-z.
[13] Khan, M. S., and H. Abbas. “Effect of Elevated Temperature on the Behavior of High Volume Fly Ash Concrete.” KSCE
Journal of Civil Engineering 19, no. 6 (December 12, 2014): 1825–1831. doi:10.1007/s12205-014-1092-z.
[14] Meng, Ercong, Yalin Yu, Jun Yuan, Ke Qiao, and Yisheng Su. “Triaxial Compressive Strength Experiment Study of Recycled
Aggregate Concrete after High Temperatures.” Construction and Building Materials 155 (November 2017): 542–549.
doi:10.1016/j.conbuildmat.2017.08.101.
[15] Li, Z.W., Xu, J.Y., Bai, E.L. “Static and dynamic mechanical properties of concrete after high temperature exposure.”
Materials Science and Engineering A 544, no.15 (May 2012): 27-32. doi:10.1016/j.msea.2012.02.058.
[16] Liu, Ziqing, Yuzhuo Wang, Guoqiang Li, Jian Jiang, and Chuanguo Fu. “Mechanical Behavior of Cross-Shaped Steel
Reinforced Concrete Columns after Exposure to High Temperatures.” Fire Safety Journal 108 (September 2019): 102857.
doi:10.1016/j.firesaf.2019.102857.
[17] Zhai, Chaochen, Li Chen, Qin Fang, Wensu Chen, and Xiquan Jiang. “Experimental Study of Strain Rate Effects on Normal
Weight Concrete after Exposure to Elevated Temperature.” Materials and Structures 50, no. 1 (August 10, 2016).
doi:10.1617/s11527-016-0879-4.
[18] Arioz, Omer. “Effects of Elevated Temperatures on Properties of Concrete.” Fire Safety Journal 42, no. 8 (November 2007):
516–522. doi:10.1016/j.firesaf.2007.01.003.
[19] Ma, Qianmin, Rongxin Guo, Zhiman Zhao, Zhiwei Lin, and Kecheng He. “Mechanical Properties of Concrete at High
temperature—A Review.” Construction and Building Materials 93 (September 2015): 371–383.
doi:10.1016/j.conbuildmat.2015.05.131.