bureau of indian standards ( central marks …bis.org.in/qazwsx/cmd/sectoralmanualfinal.pdf · ......
TRANSCRIPT

BUREAU OF INDIAN STANDARDS ( CENTRAL MARKS DEPARTMENT-III )
Our Ref: CMD-III/16:Sectoral Manual. 26-04-2007 Subject: Preparation of Sectoral manuals. for Rolled Steel Products (Sheets) (IS 277, 513, 648, 1029, 1079, 1993, 2002, , 10748). Sectoral Manuals for Rolled Steel Products (Sheets)(IS 277, 513, 648, 1029, 1079, 1993, 2002, 10748) has been prepared (Copy enclosed). Vide CMD note Ref:CMD-I/3:10 dated 12/12/2006 Sectoral manual is circulated to all ROs/BOs and also pasted on BIS intranet for comments ,however no comments have yet been received by CMD-III, Since MDM-II, MDK-I and Jamshedpur is operating maximum no. of licences for Rolled Steel Products (Sheets) therefore are requested to kindly examine the manual and send comments to CMD-III within 15 days i.e latest by 10th of May so that CMD-III may take further necessary action to finalize the manual. This may be taken on Top Priority. Nawal Kishore Sc B (CMD-III) Sc F & Head (CMD-III) MDM-II,MDK-I Cc to all ROs/BOs- Sectoral manual was put on the intranet but no comments received so far. ROs /BOs operating licences for these products may request concerned officer to go through the manual and send their comments within 15 Days.

2
DRAFT
Doc No.........
Date of Issue......
Manual for Certification of Hot and Cold Rolled Steel Flat Products
(Black and Coated)
to
( IS 277:2003, IS 513:1994, IS 648:1994, IS 1029:1970,
IS 1079:1994, IS 1993:1993/ ISO 1111-1:1983,
IS 2002:1992, IS 10748:2004)
(First Issue)
B U R E A U O F I N D I A N S T A N D A R D S
MA N A K B H A V A N 9 B. S. Z A F A R M A R G
NEW DELHI 110001
Contents Section Page

3
Title 1
Foreword and Scope 3
Product Description Section –I 4
Specifications Section - II 9
Manufacturing Process & Control Section - III 11
Inspection and Testing Section - IV -1 18
Test Methods Section - IV – II 23
Test Equipment Section - IV-III 25
Certification Criteria Section – V 28
Other Important Aspects Section – VI 34 Annexure - I Steel Making 36
Annexure - II Steel Refining 37
Annexure - III Casting 38
Annexure - IV Hot rolling & 39 Cold rolling
Annexure - V Metal Coating 40
Annexure - VI Sample Size 41
Annexure - VII Do 42
Annexure - VII Grouping of 43 Sections Annexure - IX Do 44 Appendix - A Design Aspects
And sample selections Appendix - B Manufacturing processes Appendix – C Solidifications Mechanism and steel defects Appendix – D Tree diagram for stop marking Appendix - E ISI Monogram for Standard mark Appendix - F & G STI for IS 277 and part of STI to IS 1029
FOREWORD Use of steel as an engineering material needs no introduction. Since long wrought steel is produced and subsequently processed through mechanical working in various grades and in basically two

4
forms viz. long and flat products and are subjected to further manufacturing processes for use in construction, manufacturing machinery, transportation and other engineering hardware, components, domestic appliances etc. Flat products viz. strip, sheet and plate have their unique uses in important manufacturing sectors like in automobiles, railways, shipping, pressure vessels including boilers, pipes for conveying fluids, domestic appliances like that of manufacturing white goods, security & storage items, in construction like those in roofing, in packaging where tinplate plays important role and there are many more areas where steel flat products are put to use. In fact, of late there is continuous rise in the production and demand of quality flat products globally and specially in our country, recently, due to advent of automobile industry and rise in existing road, Railways, water transportation system including shipping, rise in demand of pressure vessels, widening construction sector, to meet the requirements of the relevant industries/sectors. Over last three decades BIS has been catering to this requirement by introducing quality certification marks scheme as per various Indian Standards formulated; in private & public sector steel plants both in primary and secondary units. In between there has been significant rise in secondary steel sector and the trend is towards further rise in this area. More over overseas industries have been granted licenses & this process is likely to rise because of import of sheets & strips for developing automobile sector and rise in global trade. This manual is aimed at providing a consolidated account of production process, quality control aspects of certification criteria which will bring uniformity in approach towards granting of licenses and supervision on the operation thereof. Scope: The present manual covers the flat steel products in Hot Rolled, (HR) Cold Rolled (CR) and coated conditions to various standard specifications viz. IS 277, 513, 648, 1029, 1079, 1993, 2002 and 10748. The products are in various forms viz. as strips in coils, sheets in straight lengths, plates either in coils or in straight lengths and galvanized sheets (IS 277) which are also in supply as plain or corrugated sheets. These flat products are produced in large quantities under BIS Quality Certification Marks Scheme to respective specifications at various primary steel plants, secondary steel units by re-rollers and industries processing for coated products. This manual shall serve to provide an out line of the steel technology involved in production process and quality control aspects thereof which are expected to assist in objective assessment on operational issues. Further the basics dealt with on certification criteria shall guide in the procedures of supervision over the operation of the licenses. These may also help in effective interaction with plant personnel and as such shall bring uniformity in certification practices all over the country as are carried out by various Branch and Inspection Offices. In doing so it provides product descriptions, their respective specifications, manufacturing processes, process control/quality assurance system and practice and special requirements of the products, if any. Specifications referred to be their latest version as are existing now, it is expected that there may be changes in some of the aspects on the revision of standards as and when they take place. Though the manual shall have references to various STIs to the different products addressed in this manual it shall not be replacing them. It is intended for the internal use of BIS inspecting officers.
SECTION I Product Description – Present manual is meant for steel flat products which comprise of strip, sheet and plate. These products are identified by their width to be many times higher than of their thickness in sharp contrast to long products where the sections are square or rectangular having ratio of width to thickness as small. Long products can also be of round cross section. It will be worth while to provide standard definitions of each of them. There are specified maximum thickness to

5
distinguish strip from sheet and minimum specified thickness of the section to distinguish plate from sheet. One aspect, however, stands well defined in strip that it is always supplied in coils & sheets in straight lengths. Strips below 5mm thickness if cut in to straight lengths shall be called sheets where as the strips of 5mm thickness and above if cut in to straight lengths shall be called plates. Sheets and plates can be produced in straight lengths and supplied as such. The definition of each of the flat products as provided in IS 1956 (Part 3 & 4) are as under. a) Strip – A hot or cold rolled flat product and rolled approximately in rectangular cross section of thickness usually 12 mm and below with mill rolled or trimmed or sheared edges and in coil form. Wide strip – Hot/cold rolled strip of width normally equal or greater than 600 mm. Narrow strip – Hot/Cold rolled strip of width normally less than 600 mm. Sheet – A hot or cold rolled flat product rolled in rectangular section of thickness below 5 mm and supplied in straight lengths. The width is at least 100 times the thickness and edges can be mill finished, trimmed, sheared or flame cut. A sheet can also be obtained by cutting strips. Plate – A hot or cold rolled flat product, rolled from an ingot or slab, in rectangular cross section of thickness 5 mm and above and width 600 mm and above and supplied in straight lengths. Strip can be supplied in mill edge finish or with edges suitably sheared, width having maintained within tolerance limits and both the edges running parallel, plates can also be supplied identically with mill edge finish or with sheared edges. Strips and sheets are manufactured by hot rolling (HR) process and in many applications both of them are used in HR condition however when they are required to have higher yield strength and to be used with closer tolerances of thickness and with smoother or brighter surface they are subjected to cold rolling which has been defined in the glossary of terms for Iron & Steel to IS 1956 (Part 1) “as substantial mechanical working, (rolling), usually above 5%, below normal recrystallisation temperature of steel which goes up to 650oC. During the process of cold working the strip or sheet are subjected to heating below 650oC to relieve the material of stress and making the further reduction easy and thus get the strip substantially reduced to desired thickness by repeated cold work.”
Thin strips or sheets produced through repeated cold working get stiffer and of less buckling nature as the yield strength is substantially increased & keep on closer to the tensile strength. Hardness of the surface of such cold worked sheets also increases and tolerances of thickness get closer. In subsequent manufacturing process such sheets or strips are used as raw material where they are required to have higher strength compared to the HR sheets/strips and items manufactured are required to have higher surface hardness, smoother and brighter finish which assist in providing uniform coating all over the surface. Galvanized plain (GP) sheets are manufactured both using HR or wherever application demands of using CR sheets. Corrugated galvanized sheets are manufactured from HR or CR. Galvanized Plain sheets. Tinplates are however invariably manufactured using cold reduced steel strips. Tin plates to IS 1993 are produced by single cold reduced sheets. Indian Standards on HR sheet/strip and corresponding CR sheet/strip are IS 1079 & IS 513 respectively. The compositions of four grades viz O, D, DD & EDD of IS 1079 correspond to the identical grades of IS 513 in chemical composition. The mechanical properties of respective grades are higher in case of IS 513 and flatness tolerances are much closer there, in comparison, because of cold rolling. CR sheets have Strain Aging property as after cold rolling the properties of mild steel, particularly the ductility, is affected with time and conditions of temperature in storage. Therefore IS

6
513 has the specified maximum storage time. Its raw material the sheets to IS 1079, therefore, are required to be in stabilized conditions. Design Aspects – As already defined all the flat products are rolled as rectangular section in which length & width happens to be more than 100 times of thickness. The sheets are flat product in straight lengths in which length and width remain specified along with the thickness. Sheets can be produced either by rolling separately in straight length or by uncoiling strips and cutting them in to straight length pieces’ of desired length. The sheets are defined as the rectangular sections with thickness up to 5mm. Strips are produced in large lengths and rolled in to coils in which thickness is specified as up to 12mm. Section happens to be rectangular and length many times of width so as to finish them in coil form for storing and transportation, beside nominal width and thickness in which a coil is supplied the supplier provides the mass of the coil instead of length certified. By definition strips of thickness of 5mm and above cut into straight lengths shall be called as plates which can also be rolled in straight lengths directly. IS 2002 specifies some standard thicknesses viz. 5,8,15,25,40,80mm and above to which plates can be produced and where beside thickness tolerance the permissible difference between smallest and largest thickness across the width has been specified. It also provides for permissible deviation of actual mass from the theoretical mass of various ranges of widths (ref Cl 9.1 and Cl 9.6 of the specification). Cold rolled sheets are required to maintain close thickness tolerances however with the increasing width of the strips the variation in thickness may increase, in order to keep the difference small the specification provides for thickness tolerances for various ranges of widths which include narrow and wide strips. Beside, the strips or sheets are required to be reasonably free from skew ness, edge cambering and waviness therefore the specification provides for tolerances in each of the cases of deviations as mentioned. The corrugations in GC sheets have specified width and depth of corrugations (Ref. Appendix - A) in case of sheets to IS 277. The sheets/strips and plates are required to be rolled as rectangular and wide variation in profile would not be permissible subject to tolerances as specified. Types, Classes and Grades The products covered in the manual have many grades in each of the specifications discussed as classified on the basis of their chemical composition. The total number of grades shall be large which may be summarized as under: Uncoated flat products – Specification No. of grades Grade Serial IS 513 4 O, D, DD, EDD IS 648 2 Silicon free and with
up to 3.5% Silicon IS 1029 3 soft, medium and hard IS 2002 3 1, 2 and 3 IS 1079 4 O, D, DD, EDD IS 10748 5 1, 2, 3, 4 & 5 Coated Sheets/Strips

7
Specification No. of Steel grades No. of Coating grades Grade serial IS 277 (GPD, GPED, GC)3 4 200, 220, 275, 350 IS 1993/ISO 1111-1 Single reduced 2 Standards (Prime,
Seconds) Temper Class Specification No. of Temper Classes Classes Designation IS 513 (grade O) 6 O, H, ½ H, ¼ H,
SP*& A IS 1993 7 T-50, 52, 55, 57,
61, 65, 70 SP* – Skin passed A (Annealed) For further details and for other characteristics reference may be made to the relevant specifications:
Intended Usage – There are many uses of steel flat products in domestic, construction transportation, defense hardware, mechanical components, tools roofing, fencing, packaging, white goods & very closely linked with almost all aspects of our life. With the advent of automobile, ship building, Railways & white goods and currently in use in constructions the use of flat product are on rise. Flat products have been in use since long for many common items like roofing, manufacturing tubes for conveying water & gases, pressure vessels including boilers & gas cylinders & for packaging. For the products those are covered in this manual following are very specific applications for each types. CR Sheets to IS 513 Manufacturing Automobile body, gas cylinders, defense
hardware and products in deep drawn conditions, door hinges, cold rolled galvanized sheet for roofing, tinplates for packaging of foods, Security items like lockers, cabinets.
Electrical Steel Sheets to IS 648 Transformer cores Galvanized Steel Sheets Sheets used for roofing particularly GC Sheets, Plain & Corrugated IS 277 manufacturing locks, buckets, body of air cooler, Air conditioner & other white goods and packaging. Narrow Strip for baling to IS 1029 Baling jute bales HR Carbon Steel Sheet & Strip for Gen. Engineering purpose IS 1079 Manufacturing Chests, safes, cup-board and other domestic and
engineering items. As a base material to GP, GC Sheets in many more items in transportation bodies and domestic appliances.
Plates for pressure vessels Manufacturing pressure vessels/boilers fire boxes Including boilers IS 2002 HR Steel strip for manufacturing Manufacturing pipes for conveying water & gas to steel, pipes to IS 10748 IS 1239(Pt 1) Pipes for water IS 4270 pipes for structural purposes IS 1161 and other ms pipes and fittings. Tinplate to IS 1993 Used for manufacturing containers for packaging food & edible oils

8
Consumer Categories - The products as mentioned above have widespread usage. The consumer categories are very wide and representative of almost all walks of life. From engineering sector to construction, automobiles, Railways and other transportation system to domestic sector every where there is use of flat products. Flat products are also significantly used by defense sector. Types of Complaints – Complaints on the flat products commonly received may be the presence of lamination in sheets & plates, surface defects like seam, sliver, deep scale pits, rusty pitted surface, cracks developed after drawing and developed on their retention after drawing, sheets splitting in to layers on drawing or bursting on application of pressure on drawn sheets due to presence of piping etc. In coated sheets coating mass found as not meeting the requirement or found lesser than minimum specified, non uniform coating and coating not adhering to the surface or wearing off fast. The coated sheets may have lump of zinc or bare portions in galvanized sheets and pores/pin holes on tin plate surfaces. The complaints may also comprise of dimensional failure. Main reasons for product failure shall be unsound steel having more inclusions than desirable & their segregation, presence of centre porosity, retention of piping or lamination, pronounced surface defects of different sizes, smaller/bigger grain sizes, then specified in case of Boiler plates, tempering or annealing not correctly done in case of deep drawing quality sheets and in tinplates, leading to manufacturing failure while in fabrication of O grade sheets to IS 513 & sheets of various tempers under IS 1993. Complaints may also be received on failure to meet chemical requirements in respect to C, P, S, Mn. etc. failure may also take place in cold rolled sheets due to supply in unstabilized conditions which may develop surface defects on drawing and pressing operations. The quality control of steels aim at making the material free of such defects subject to various stipulations made in the respective specifications other wise the defects present may cause failure and such defects shall be called as detrimental, an account of detrimental defects is discussed as under. There is possibility of coils having extent of defects more than sheets because of in accessibility in the portion under the laps. Detrimental defects and examination of failures The quality of the material under production or supplied as certified shall not meet the specified requirements of freedom from defects if the defects internal or on the surface of the products are detrimental in nature. The material would be expected to be free from harmful surface or internal defects like segregations of impurities such as of S & P, center porosity, cavity due to piping or formation of laminations, non metallic inclusions including that of slag, deep seated seams, cracks, slivers, scale pits, Blisters etc. The criticality of surface defects would also depend upon the depth and extent of the defects with respect to thickness of the product and criticality of the application of the product to the service for which it is meant for. Soundness of thinner and cold worked sections is more vulnerable to deleterious effects of defects as compared to hot rolled and thicker sections. The presence of piping or laminations, center porosity, non metallic inclusions like that of slag or segregation of brittle constituent like of FeS in the grain boundaries are detrimental in nature.
In case of cold rolled sheets the surface defects may aggravate due to mechanical working
therefore the special provisions are there in cold rolled sheets of supplying the quality material to customized requirements with the guarantee of suitability of manufacturing particular part or to meet the performance requirement of the products manufactured by the sheets supplied. In this case the specification (IS 513) provides for supply of sheet with specified type of surface and/or surface finish. The sheets supplied failing to meet such requirements shall be deemed as rejected. Further the material should not fail in chemical composition as may be found on product analysis, however, in case of material supplied as cold rolled sheet to IS 513 meets the performance requirement, as agreed to between manufacturer and supplier, minor deviation in chemical composition shall not be a cause of rejection.
In case of Boiler quality plates (IS 2002) however provision exists of repairing of surface defects by welding and provision also exits vide clause (Cl 8.1) of the nature of minor defects and

9
grinding off of such surface defects subject to mutual agreement between purchaser and the manufacturer. Subsequent clauses of specification (8.2.1 to 8.2.3) specify the discontinuous and continuous nature of defects and subsequent repairing to be done as per IS 12457 1988. It is expected that the material produced or supplied meets the requirements of freedom from defects as given in all the specifications.
Beside the failure in LSA on the basis of product analysis which would lead to rejection of the material a few other important constituents of chemical composition viz. the maximum specified gas content or maximum specified micro alloy content in steel should not be exceeded as, such deviations shall be treated as detrimental. Apart from chemical composition, specified values of mechanical properties e.g. tensile, bend, cupping values etc. should be within the specified limits. In case of failure retests may be carried out and on failure in retest material shall be rejected or down graded. There are certain special conditions which are required to be complied with as per specified requirements for example e.g. control of grain size as recommended in IS 2002 or minimum (0.02/min) Al or Si (0.10min) content as specified in case of Killed steel, however, in case of Boiler plate where the steel is to be supplied in Al Killed conditions the Al content should not exceed .02%.
The failure in dimensional, thickness and profile tolerances would make the material liable to be rejected and therefore such deviations shall be treated as detrimental.
Surface defects in coated sheets appearing as excessive lumps of zinc or bare spots in
galvanized sheets and pin holes in tin plates are detrimental in nature. Particularly in case of tin plates to IS 1993 the surface quality of standard grade has been defined and the electroplated tin sheets must comply with the requirements given there other wise the material shall either be rejected or down graded as seconds. The deviations as failure in mass of coating in both for tin plates and galvanized sheets and adhesion of zinc coating and uniformity of coating are detrimental and shall make the material unacceptable.
It shall be necessary to examine the working conditions and the history of manufacturing of
the article as also the conditions given in the specification regarding nature of defects before metallurgical examination is under taken. Inadequate information or observation may result in wrong interpretation and inferences.
SECTION II
Specifications:- Eight standards as are covered in this manual are as under IS 277:2003 Galvanized steel sheets (plain and corrugated) (Sixth Revision) IS 513:1994 Cold rolled low carbon steel sheets and strips (Fourth Revision) IS 648:1994 Non oriented electrical steel sheets for magnetic circuits (Fourth
Revision) IS 1029:1970 Hot rolled steel strip (Baling) (First Revision) IS 1079:1994 Hot rolled carbon steel sheet and strip (Fifth Revision) IS 1993:1993 Single cold reduced tinplate and single cold reduced /ISO 1111-1:1983 black plate – Electrolytic and hot dipped tinplate sheet and black
tinplate sheet (Third Revision) IS 2002:1992 Steel plates for pressure vessels for intermediate and high temperature
service including boilers (Second Revision) IS 10748:2004 Hot rolled steel strip for welded tubes and pipes (Second Revision) In four of which material is to be supplied in Hot Rolled condition viz. IS 1029, IS 1079, IS 2002, IS 10748 in case of IS 513 the material shall be supplied in cold rolled condition only and in case of IS 648 the material can be supplied in hot rolled or cold rolled conditions as per the buyers

10
requirements. They are all black products i.e. supplied bare with rust preventing oil coated; in case of IS 1029 surface is coated with lacquer. The remaining two viz. IS 277 & IS 1993 pertain to the category of coated product. Whereas in case of IS 277 the sheet or strip are coated with zinc sheets to IS 1993 are coated with tin i.e. they bear metallic coatings. The base steel in case of IS 277 can be in hot rolled or in cold rolled condition depending upon the buyers requirement and the base material for IS 1993 happens to be cold rolled (reduced) steel sheet only. The categories, title and some specific requirements on each of the categories have been given as follows:
a) Hot Rolled Steel
i) IS 1029:1970 Hot rolled steel strip (baling) (first revision) with 3 amendments ii) IS 1079:1994 Hot rolled carbon steel sheet-strip (fifth revision) with 4 amendments iii) IS 2002:1992 Steel plates for pressure vessels for intermediate and high temperature
service including boilers (second revision) with 4 amendments. iv) IS 10748:2004 Hot rolled steel strip for welded tubes or pipes (second revision). Some very specific requirements in each case are for IS 1029 – The strip shall be of three grades viz. soft, medium & hard & nominal thickness less than 3 mm and width less than 75 mm. The strip for baling jute shall be lacquered. v) For IS 1079 – Steel grade extra deep drawing (EDD) shall be supplied in fully aluminum
killed or in a fully stabilized condition. vi) For IS 2002 – Steel shall not be manufactured in Bessemer Converter, shall be supplied in
fully killed condition only & grain size shall be controlled to be between 2 to 5 and plates above 12 mm, shall be supplied in normalized condition. Al content shall not exceed 0.02%.
b) Cold rolled steel – Cold rolled sheets/strips are manufactured by cold rolling of hot rolled
sheet/strip at ambient temperature. By definition, cold rolling is the process to be carried out below recrystallisation temperature of steel however, in cold rolling process it may be necessary to cold roll the sheets repeatedly to bring them to the desired reduced thickness. In such cases the cold rolled sheets are softened by subcritical annealing at the temperature below recrysatallisation temperature of mild steel. The steel in this category is covered by IS 513 details are as under:
i) IS 513:1994 – Cold rolled low carbon steel sheets & strips- Specification (fourth revision) with 3 amendments.
All the four grades under IS 513 correspond to the grade of IS 1079 that means IS 1079 serve as the raw material for manufacturing sheets/strips to IS 513.
ii) IS 648:1994 – Non oriented electrical steel sheets and strips for magnetic circuits – Specification with three amendments.
Steel in this case can be supplied in either hot rolled or in cold rolled condition depending upon buyers requirement.
b) Coated Steel Sheets Following are the provisions specific to the standards IS 277 and IS 1993 which come under this category.
i) IS 277:2003 – Galvanized steel sheets (plain & corrugated) – Specification with 1
amendment a) Zinc to be used for galvanizing shall conform to IS 209:1992 or IS 13229:1991

11
b) For corrugated sheets the maximum P content may by 0.09%. c) Bend test shall not be applicable to galvanized corrugated sheets. d) The recommended grades of zinc coating shall be as under Thickness mm Grade of Zinc coating Thickness mm Grade of zinc coating 0.18 to 0.28 200 g/m2 0.63 to 1.0 275 g/m2 0.30 to 0.55 220 g/m2 above 1.0 350 g/m2 e) The length, width, thickness of uncoated sheets shall be as specified in clause 13.1 of the specification. f) Internal nominal dia of sheets supplied in coils shall be 450, 510 or 610mm. g) Depth of corrugations, number of corrugations in corrugated sheets and width before and after corrugations specified vide clause 14 of the specification. The base steel shall conform to either IS 1079 or as IS 513 (CR) as per the purchasers requirement
ii) IS 1993:1993 Single cold reduced tinplate and single cold reduced
/ISO 1111-1:1983 black plate – Electrolytic & hot dipped tinplated sheets and black plate sheet (third revision)
(a) The sheets are cold rolled and annealed to finish at different temper grades (b) The tin used for coating shall be of 99.75%/min purity. (c) Coating masses of ETP equally or unequally coated mass with respective grade codes shall be as specified in clause 6 of the specification. (d) Code of quality designation has been provided in clause 14 of the specification.
SECTION III Manufacturing Process and Controls Steel manufacturing processes are so diverse that a brief outline of the process for producing various classes of steels is difficult to give in short span. Further, the requirements of process control of steel produced in the form of ingots in the traditional process and through modern continuous casting (Concast) route in the form of casting billets, and slabs directly which are then rolled to provide finished products have diverse measures to be taken in terms of raw material control, process of melting, refining of melt, casting, rolling, heat treatment etc. which provide a large list of controls till the final product emerges to be ready to evaluate their mechanical properties to be assured of their conformance to the quality specifications. Ladle analysis of the steel under manufacture is carried out for determining their chemical compositions however product analysis is also carried out to ensure conformance and variation in composition, if any. In the present manual the flat products as are being dealt with are of low carbon steel (popularly known as mild steel) grades as are rolled into flats in the form of strips supplied in coil form, sheets supplied in straight lengths and plates supplied either in coils (thinner sections) and in straight length (thicker sections). The definitions of each of the flat sections have already been given in Section I dealing with the product description. The manual is covering three kinds of flat products viz. Hot Rolled (HR) Cold Rolled (CR) and Coated (coating of zinc & tin), the term having been defined earlier and the relevant specifications thereof have been given. The manufacturing process shall be confined to production of steel its casting to slab & then subjecting it to hot rolling to produce coils or producing sheets/plates in HR condition and in case of coated products process of coating and controls. In case of cold rolling operations, HR Sheets are subjected to cold rolling. They are the raw material for them which is carried out in ambient temperature and are subjected to sub critical or in process annealing at times, to reduce the thickness gradually to desired thickness with closer tolerances.
12
In case of providing sheets or strips to coating of a metal for corrosion protection the raw material can be either HR or CR Sheets as per the requirements of end applications. They are subjected to Hot dip galvanizing to produce sheets or strips to IS 277 and electrolytic process of tin coating to produce tin plates. In the following lines the manufacturing processes & controls have been given confined to the above mentioned areas only, in general terms. Though manufacturing process is left to the manufacturers in all the cases it will be to the benefit to the inspecting officers to have a general idea about the entire cycle of steel production and converting the steel to desired steel product in steel plants or in re-rolling mills and measures taken for process control in them. Primary steel producer, as the large steel plants in the country are called produce steel starting from the ore. The first step towards steel making in them is to produce pig iron from ore. Pig iron is not cast but taken to steel making furnaces in molten condition to convert them to steel. Pig iron is also cast at times, for supplying them to foundries or to other steel making units popularly known as secondary steel plants which have Electric Arc furnace for manufacturing steel by smelting a mix of pig and scrap. The raw materials used in manufacturing pig iron are. Iron Ore – Consisting of iron oxide or carbonate associated with other the impurities. Lime Stone – Serve as the flux which combines with non-metallic part of the ore to form fluid slag mainly calcium silicate. Coke – Iron making is a reduction process and coke reduces the iron oxides to iron and to provide heat for melting of the metal and slag. These materials are charged in to a tall shaft furnace known as Blast Furnace (B.F) sealed at the top. Hot air is blown in through tuyers near the bottom. The molten iron accumulates in the hearth with the slag floating above it which is tapped periodically. The molten iron is transferred to steel furnaces for conversion to steel and slag is dumped separately. The various methods as are given below may be used for making steel by removing impurities from pig iron or a combination of pig iron & scrap. The removal of impurities is through oxidation and trapping them in slag, which is removed. The impurities removed however depend upon acid (siliceous) or basic (limey) slag as used which require furnaces with acid or silica and basic or magnesite or dolomite lining known as acid & basic furnaces respectively.
The kind of steel required for the product specifications under our consideration are produced
in Basic furnaces. The various furnaces which have so far been used in making steel and are still in use in
primary and secondary steel making plants are given as under: (1)Bessemer converter (2) Open Hearth Furnace (3) Electric arc furnace (4) Oxygen process
viz. L/D (Linz Donawitz) converter, most of the primary steel producer have the B.F. – LD route towards steel production and secondary steel plants have electric arc furnace using pig iron – scrap as raw materials to produce steel. As the DRI (Directly Reduced Iron) or sponge iron is also under production in the country it is also used as a raw material. Fewer secondary steel units also use high frequency induction furnace for producing steel in which input currents which alternates from 500 to

13
2000 hertz is necessary. These furnaces happen to be small in volume and charge of 5/10 tonnes or so are melted.
Now a days the refining of molten steel is carried out in separate unit than the one in which
the melting and primary oxidation takes place, known as ladle furnaces which may also be subjected to gas purging using an inert gas like argon or nitrogen. Vacuum degassing is also carried out for steel required for special purposes like Interstitial Free (IF) steel for automobile body or ultra refined steel.
Casting – Molten steel after refining, deoxidizing, degasification are either cast in to ingot moulds to get the solid mass produced of the grade of steel processed as are called ingots which are to be subjected to rolling to slabs for further rolling into finished sections of either strips/sheets or plates.
The modern technology, however, has made the process faster and less energy consuming through the advent of continuous casting a process through which the molten steel is directly cast into slabs thus obviating rolling to semi-finished product as stated above.
Casting practice & solidification mechanism control the surface condition, internal defects & grain structures of ingots or Concast products which later on affect the semi-finished or finished rolled product. It will be interesting and informative to have an outline of the basics of casting mechanism and about the factors involved in it influencing the quality. Controlling the deleterious defects is all that would be required to produce a good quality finished product having maximum freedom from defects. Typical flow charts for steel making and casting have been shown in Annexure I, II & III. For illustration of furnaces in use in Iron and Steel production and schematic view of rolling in Appendix B may be seen for general information. (a) Structure of Ingot Affecting Properties
(i) Grain structure – The ideal structure of ingot/casting is that of fine or chill crystals out side followed by columnar crystal and the core being of equiaxed grains. Such ingots generally posses good rolling and mechanical properties. A high temperature casting however may result in columnar crystals to reach to the centre which is undesirable. Casting temperature and rate of teeming therefore needs control (I) Shrinkage effects – During solidification steel shall shrink. There shall be shrinkage in three stages (1) contraction between casting & freezing (solidification) temperature (II) Shrinkage during solidification as the temperature continuously comes down (III) Contraction in solid state
I & II Shrinkage stage need control to avoid large pipe formation inside the ingot. Using hot top & feeding of additional metal such defects may be obviated. The defect appearing as void in the centre is known as piping. Which are of two types (a) primary & (b) secondary. (III) This mode of contraction may develop stresses leading to rupture of the surface or generation of cracks. (b) Gas holes – Cast steel trap gasses which evolve during solidification mainly hydrogen which may lead to formation of blow holes. Gas generated out side by mould dressing or mold wall may lead to formation of small blow holes at sub surface region which on rolling may develop in to seam Blow holes in rimming steel are formed out of chemical reaction FeO + C -- Fe + CO surface of such blow holes are not oxidized & are welded up & therefore are not harmful.

14
Rimming steel provides extremely pure metal as the rim of the ingot surface & blow holes inside which weld up during rolling. Rimming steel is considered as highly suitable for rolling in to deep drawing & pressing kind of steel sheets. Gas holes can also balance shrinkage at times in rimming steel. (c) Chemical Heterogeneity – Segregation Molten steel contains soluble sulphur, phosphorus and soluble alloying elements together with insoluble impurities or slag particles in suspension. First crystal to solidify contains less impurities than indicated by average composition. Elements those lower the freezing points such as S, P, C, Mn & Si collect in the last portion to solidify. This mode of separation of various substances in to different places in the ingot is known as segregation. Segregation of impurities in significant amount has deleterious effect on properties and therefore are required to be controlled. There are various mode of segregation in steel viz. (i) Interdendritic or micro segregation (ii) Macro segregation is the concentration of S, P & C in the centre and upper portion of ingot. It is largely associated with pipe and is removed by proper discarding of pipe. Pattern of this segregation happens to be of V shape due to flow of metal during feeding. (iii) Inverse/Segregation – This type of segregation occurs about midway between the centre and the outside in killed steel and happens to be of Λ shape. (iv) Ingot Corner Segregation – This is caused by entrapping of impurities at the junction of two sets of crystals growing from the sides & bottom of the moulds. Chances of the extent of segregation happening is higher in ingot casting than the Concast shapes however, the slabs cast through Concast process may also have segregation. Chemical heterogeneity in steel may cause variation in chemical composition from place to place in the cast or rolled products. The product analysis therefore may vary from the ladle analysis providing average composition. Specifications have recognized this phenomenon and have the provisions of permissible variation of the content of elements viz. C, S, Si, Mn & P obtained through product analysis over & above the specified maximum of ladle sample analysis (LSA). In order to get the product analysis closer to the average composition the position of the drawal of samples for product analysis has also been fixed and has been given in the specification of semi-finished product for example in IS 2830 the specification of simifinished sections viz. blooms, billets, slabs for re rolling to steel to general structural purposes. Mechanical working on ingot & cast slabs assist in bringing uniformity in composition in finished product which might have arisen during casting, heat treatment, like annealing or normalizing also cause to bring homogenit further however element like C may diffuse however, phosphorus and non-metallic inclusion are not much affected. Surface and internal defects arising during casting and rolling – Temperature of casting of molten metal, the speed of casting its impingement with the bottom may cause surface defects to arise. Inadequate controls at this stage may cause layer of oxidized metal to be formed or liquid metal may burst through oxidized skin & cover it. Such defects on the ingot or slab may develop in to slivers & seams on rolling. The pipe formation and segregation of S&P in center shall appear in the form of internal cavity or lamination in the section associated with center segregation or porosity.

15
In order to detect the above, at times, macro examination, dye penetrant testing and other non destructive testing may be carried out. Macro examination consists of visual examination or observation through a magnifying glass of X 10 of cleaned, unetched or etched surfaces. Etching can be carried out using cold or hot acid as also other reagents like iodine & potassium iodide solution in water, solution of ammonium per sulphate in water & others can be used, for further details suitable books on Metallography can be referred, Appendix -C illustrates the mechanism of solidification and defects due to combined effects of casting and rolling. Rolling – The second important operation to convert steel in to flat product is hot rolling which can be in two steps while rolling from ingots i.e. first to produce semi-finished product slab & subsequently slabs obtained through concast process are re rolled to plates, strips & sheets. Hot Rolling – By definition hot rolling is the operation of mechanical work which is carried out above the recrystallisation temperature. The operation is carried out using steel rolls which exert & squeeze for a short interval on ingot or slab to produce semi finished or finished flat products. During the hot rolling plastic flow of material takes place and the reduction in thickness in sequence is brought about to finish the material to desired thickness. In flat rolling the rolls are smooth and run parallel to each other and are capable of producing flats of different thicknesses by altering the gap between the rolls. The speed of production is significantly high. The various metallurgical changes as take place during rolling results in redistribution of impurities and effect of segregation is reduced, extent of compositional inhomogeneity decreases. Grain size is also reduced and the appropriate grain size may be achieved by scheduling the extent of reduction and initial and finishing temperatures. Therefore the reheating furnaces are required to have temperature measuring and controlling system using pyrometers. Finishing temperature can also be measured by using contact or optical pyrometers. The reheating temperature of mild steel stocks for rolling is around 1200/1300oC and the heated material are put under the moving rolls or a train of rolls to convert them to subsequent product either semi-finished or finished. The modern trend is to produce strips in wide strip mills which enable strips to be produced with rapid rate and with high productivity. The temperature and the rate of cooling of finished material have also significant impact on the mechanical properties. In order to have the uniform rate of cooling at the top and bottom of the rolled products cooling bed at the finishing end of rolling is laid suitably designed with moving rolls and having pit underneath. The cooling bed also provides support and movement of the rolled product to maintain reasonable flatness. The coils are also allowed to be cooled with the specified rate of spray of water to maintain uniform rate of cooling. Cold Rolling – Hot rolled sheet & strip are subjected to cold rolling to get good surface finish, accuracy of dimensions or increased strength. Cold rolling process is primarily a finishing process which is carried out below recrystallisation temperature however it is carried out in ambient temperature for steel. In order to avoid roll deflections which may cause variation in thickness the rolls are backed by two or four large rolls giving rise to four high or cluster mill. For large scale production wide strip mills are installed where the steel is handled in coils. As the material is reduced it gets hardened and becomes difficult to be reduced in such case they are provided with intermediate annealing or process annealing by heating them in sub critical temperature (500-650oC). Typical process flow charts of hot and cold rolling has been given in Annexure IV.

16
While producing sheet and strip control of thickness, width, profile and flatness are important parameters. Modern rolling mills have automatic controls like automatic gauge monitoring and width control and preset computer aided profile and controlling the process through micro processor for accurate measurements and control of profiles with in very close limits of tolerances, for controlling thickness and its monitoring X-ray or Isotopes are provided in the line of production. Beside, the scanning of the width through sensors assist in controlling width including crown formation in the center in close tolerance limits. Heat Treatment – The steel product as are being discussed, at times require heat treatment like annealing or normalizing as specified in respective standards. For example the fully processed electrical steel sheet is to be annealed or Boiler quality plates 12mm and above are to be supplied in normalized conditions. These are the heat treatment processes which involve the heating of the product to definite temperatures followed by cooling at suitable rates in order to achieve requisite physical properties. Annealing involve the sequence of heating to appropriate temperature, soaking at the temperature for sufficient time for equalizing through out the sections and cooling at a predetermined rate which are normally carried out in the furnace. The temperature range of heating lies between 900 to 9500c applicable to mild steel products. The annealing induces softening, relieves internal stress and at times removes coarseness of grain and improves machinability. Sub Critical Annealing – Reference has already been made of sub critical annealing in case of cold rolling of steel. This is required in case of mild steel products which have to be repeatedly cold rolled for reducing the thickness in sequence. This is carried out under recrystallisation temperature. This process softens the cold worked steel to enable it to be cold worked subsequently. Normalizing – Involve heating to same range of temperature as of full annealing and the steel is allowed to cool in air. The structure and properties produced vary with the thickness of steel heat-treated. Normalizing improves homogeneity in composition and refines grain size and thus improving mechanical properties. Coating of sheets – (Galvanizing) GP Sheets are manufactured by coating mild steel Sheets by Zinc through hot dip coating process. This process consists of immersing the sheets in a molten bath of Zinc. Zinc is anodic to steel base metal and therefore provides sacrificial protection by corroding preferentially and forming its oxide, Hydroxide or Carbonate in atmosphere and thus provides adequate atmospheric corrosion protection to steel by depositing on the bare spots, scratches or pores on the coated surface exposing the steel. The use of Zinc is largely confined to the protection of steel from the action of corrosive elements of atmosphere and natural water. The process involves acid pickling, rinsing in water, neutralizing in alkaline medium fluxing and dipping in molten zinc bath where the necessary control measures are required to be taken to have mass of coating to the desired level and strong adherence of zinc to the base metal. The coating is also required to be uniform without formation of lump or bare spots on the surface. The galvanizing of individual sheets or coating of strips on a continuous basis are carried out in case of the coating of strips. The coils of uncoated sheets are lap welded at the feeding end of the process such that trailing end of the coil under galvanizing welded to the leading and of the fresh coil to maintain continuity. To have spangles lead and antimony in small quantities are added in the bath during coating. Coated sheets are also processed to have silvery finish. By temper roiling extra smooth finish can also be

17
brought about. The mill producing GP sheets may have the machinery to convert them into corrugated (GC) sheets. Tin Plate and Tin coating – Tin plates are useful as a packaging material particularly of food as it is not corroded by them in the absence of oxidizers. Tin resists the attack by atmosphere to a high degree. The tin plate is produced by Electrolytic coating of mild steel base plates by thin layer of tin. The tin plate are produced by tin coating on both of the surfaces of the steel base. In case of IS 1993 the single cold reduced black plates are used for tin plating. The process consists of cold reduced black plates continuously annealed and temper rolled in protective reducing atmosphere. The coils are welded at the pay off end to have a continuous process of coating taking place one coil after another which are sheared to sheets of desired sizes after coating. The plant consists of pickling, rinsing, plating, flow melting, drawing and oiling units the coating bath may consist of Electrolytes either acidic or alkaline. The system of quality control on coating in the plants consist of thickness gauge, photo electric cell, pin hole detector, electronic memory etc. which enable in producing of uniformly coated sheets and rejection of sheets having pin holes on the surface or the plates failing in thickness. The Ok Sheets, the sheets with gauge failure and sheets with porosity and pin holes are accumulated in different pliers. Ok sheets are further manually inspected and only the sheets of prime quality (standard grade) are accepted for certification. The tin plates are also oiled. The tin plate may be produced with equally or unequally coated surfaces. In unequally coated sheets the heavy coated side bears dull straight line marks for identification of heavier coated surface. Process flow diagrams for galvanizing and tin plating have been shown in Annexure - V.

18
Section IV-I Inspection and Testing Inspection and testing at various stages of production are necessary to bring the requisite quality characteristics and to evaluate the specified parameters to ensure its conformance to the quality parameters. Entire activity in this context in short is known as quality control and assurance process and starts from the raw material stage. Raw material in case of rolling of sheets/strips and plates technically named as slabs may be a rolled product as processed by rolling ingots beside it may be produced as casting through continuous casting route. Following are the activities which are undertaken by the manufacturer as a quality control measure on slabs for manufacturing finished flat products viz. strips, sheets & plates as hot rolled (HR) products.
(a) Visual Inspection – Inspection of surfaces of slabs are carried out by visually observing the surface defects and measuring dimension and thickness of the slabs. Those found defective are rejected.
(b) Macro examination – At times the samples from the large piece are cut and subjected to cold or hot acid etching or etching by other suitable reagents. They can reveal the defects which remain hidden or remain undefined to determine the nature and extent of defect to asses as to whether they are detrimental on visual observation.
(c) Subject to agreement between manufacturer and the purchaser the slabs can also be subjected to ultrasonic test to determine their internal soundness.
Testing – The initial test that is carried out on raw material for steel flat products is to determine the chemical analysis of ladle samples collected from the stream of ladle during teeming of liquid melt from ladle to ingot mould or to continuous casting machine. This is known as ladle sample analysis (LSA). Steel plants invariably carry out ladle sample analysis of each of the heats/casts as the first step towards quality assurance. This is followed by carrying out chemical analysis of sample drawn from the product. To establish the conformance of the chemical composition of LSA variation of the contents of elements like C, Mn, S & P in specific cases Si should not exceed permissible limits of variation of respective elements as specified. It may be noted that no product analysis shall be applicable to rimming steel. Inspection of raw material also consists of measurement of dimensions. In case raw material has been processed to certain recognized standard for example to IS 2830 the measurement would ensure the raw material to be within specified dimensional tolerances, tolerance, can be subject to manufacturers works tolerances to facilitate subsequent rolling process to help maintaining correct profile and thickness within specified tolerance limits of finished rolled product. Where the plants receive raw materials from elsewhere following inspection & testing can be under taken.

19
1. In case of mills which receive the raw material viz slab from primary producers they shall
carry out product analysis beside the inspection of the slab received. 2. In case of cold rolled sheets/strips as is applicable to IS 513 the raw material being HR
sheets, product analysis per cast may be carried out as would be drawn from the HR sheet, Inspection of surface may be carried out either 100% in case of sheets or on sampling basis of the sheets received as certified. If HR mill or CR mill are the part of the same plant they would have internal process control system in doing so. In case of coils to the extent possible surface and edges of the coils can be inspected. In both the cases dimensions specially thickness and width can be checked on sampling basis.
3. Production of coated sheets – The raw material in such cases is either HR or CR sheets. If they are received as certified to corresponding standards, only sample inspection may be carried out on them and occasional product analysis may be carried out otherwise the plant may have its own inspection system to accept or reject the sheets depending on the surface condition thickness and dimension within or failing in tolerance limits. Mechanical test may also be carried out to established conformance to specified parameters.
In process quality control 1. For hot rolled Sheets/Strips & Plates HR Sheets which are to be certified to IS 1029. 1079, 10748, 648, 2002 shall be inspected for thickness, dimensions, surface defects, edges in case of mill edge finished sheets. The plates may be inspected for lamination. In case of strip rolling, the variation in profile tolerances, flatness etc. of the strip being rolled is computer controlled in modern mills. The thickness and width there are controlled by automatic gauge and width control system and sensors installed, in line of production. For measuring and monitoring thickness in line X-ray/Isotopic radiation gauges are installed. For cold rolled products as are to be covered under IS 513 & 648 the inspection may comprise of surface inspection, dimensions & thickness checks as also relevant controls on the process annealing so as to have adequate reduction while producing thin sheets. In case of aiming for specific surface finish inspection may be carried out in the intermediate stages to observe as to whether the finish rolling is heading to provide desired surface finish. Final Product For the final product including hot rolled and cold rolled products the inspection & testing shall be carried out as has been provided in the STIs of each of the product. The STIS in each case provide the details under levels of control. While carrying out surveillance inspection the options of conditions of supply as given below in each cases of respective product has to be borne in mind. IS 513 in CR condition IS 648 in HR or in CR condition IS 1029 ) IS 1079 ) All in HR condition IS 10748 ) IS 2002 Steel plate in HR and/or in HR and normalized condition. Inspection – Inspection shall consist of following activities or in combination as the case may be for respective standards. a) To ensure freedom from defects including surface, edge and internal defects.

20
b) Ensuring Dimensions & thickness, coil mass & diameter, condition of coil, edge camber, out of square ness flatness in case of strips & sheets surface finish for strips to IS 513 within specified tolerances. c) Freedom from internal defects including ultrasonic tests Testing – Following are the list of tests to be carried out in combination for various products under consideration. Tensile (except in case of sheet/Strip to IS 648), Bend, Cupping (for IS 513 & IS 1079), Strain aging, non-aging characteristics, hardness (for IS 513) Homogeneity & ultrasonic tests (for plates to IS 2002 only) wherever required. Broad outline of in process quality control in the processing of flat products has been shown in Table - 1 Coated sheets to IS 277 and IS 1993 would require following inspection & tests to be carried out. Freedom from surface defects like Zinc lump or bare spots in case of IS 277 & in case of tinplates to IS 1993 gradation in terms of standards grade or seconds which have been defined in the specification it self shall be established by visual inspection or by instrumental means. For dimensional and design variations measurements for dimension thickness edge camber, out of squareness and flatness has to be carried out. Further for ETP passivation treatment & oil coating tests as specified shall be carried out as agreed to between the manufacturer and the purchaser. For unequally coated sheets the marking spaces have also to be verified.
(a) Product analysis, mass of coating, & Hardness in case of tin plate to IS 1993. Testing of corrugation for GC sheets.
The methods of testing of various requirements of sheets/strips of galvanized steel to IS 277 have been provided in the standard itself wherever test method is available as a separate standard the same has been given as under: Bend test – clause 8 of IS 277 describes the details. This test is required for ductility as well as to determine adherence of zinc coating. Surface Inspection - The surface of coated sheets is required to be free of defects like lump of zinc and the bare spots in the galvanized sheets. Zinc should not peel off the coated surface. The galvanized corrugated sheets shall not be subjected to bend test. It specifies the number of samples to be drawn to be 2 for every 1000 plain sheets and the test piece shall be 250 mm long & 75 to 100mm in width and the test piece shall be bent 180o around a mandrel diameter of which shall depend upon the grade of coating & thickness of sheets under testing, the details of diameters shall be as given in Table 3 of the specification. Apart from the test of ductility of base metal the bend test shall indicate about proper adherence of zinc coating as of flaking of zinc coating shall not be permissible. Coating Test –A set of three samples shall be selected from two corners & middle from a sample sheet and subjected to coating test as per IS 6745 or any other established instrumental method. The specimen size as to be drawn are either 50mm2 square or of 50mm diameter. Beside the above GC & GP sheets are subjected to dimensional & thickness measurement and pitch & depth and number of corrugation against the width of the (GC) sheets. Sampling of test pieces To carry out the various tests each specification provides for sampling plan and location of drawal of samples. In case of coils the sample may be drawn from the beginning or the end of the coils and/or any specific provisions, as given in the specification are required to be complied with. In case of sheets and plates the respective specifications also provide the locations and the orientations w.r.t rolling direction which have to be kept in view for example those specified in case of sheet to IS 648

21
(Cl 8) and Boiler quality plate to IS 2002 (Cl 11) while drawing the samples. In case of coated sheets for carrying out coating tests, samples are to be drawn from the two corners and the center of the sheet and for determining hardness in case of IS 1993. the samples are drawn from the two sides of the sheet Appendix - A has been given to illustrate the location of drawal of samples from the sheets to IS 648, IS 2002, IS 1993 etc. For further details in this context relevant specifications may be referred. For coils and sheets to IS 10748 tensile and bend test pieces shall be drawn transverse to rolling direction for strips of 600mm and above and longitudinal to strips of width below 600mm. Sample sizes- Sample size for mechanical and coating tests have been given in respective specifications. Beside for chemical analysis (LSA) and the product analysis the schemas of Testing and Inspection provide the sample size based on the capacity of heat as produced in the Plants. The details have been given in Levels of Control of respective STIs of each of the products specifications, however for ready reference they are being given in Annexure – VI & VII.
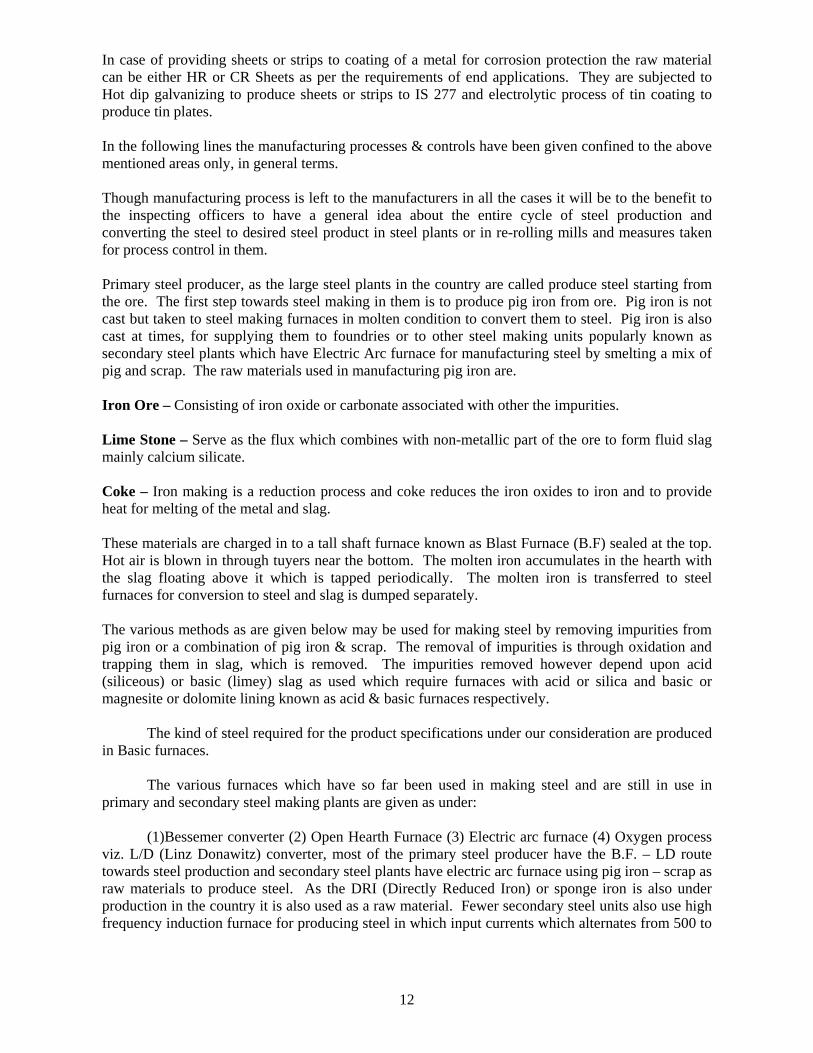
Table 1
TYPICAL PROCESS CONTROL, INSPECTINON, AND TESTING CHARACTERISTICS FOR FLAT PRODUCTS
S. No. STAGE/ITEM % Size samples
to be inspected/tested
Parameters to be cheeked
Equipment by which tested
Remarks
22
1. Caster a) Chemistry
b) Casting Abnormality
as per acceptance
norm
100% of heats
100% of slab
LSA
Acceptance Norms
LECO tester -
Heat downgraded if chemistry not met as per
steel spec & TDC
Quality code of slab recorded
2. Slab Inspection and Testing
a)10-12% of slab to be inspected for
conditioning
b) Sulphur print of 1 slab per
sequence to be tested
Crop, crack, sticker, STM,
oscillation mark
Center line segregation, Black spots,
Inter columnar cracking
Grinding and Scarfing
machine with visual
inspection
Sulphur print Samples are to
be visibly examined.
Proper conditioning done before charging
Slab and sequence quality detected and grading
done accordingly
3. Testing As per Technical Delivery
Condition and standard
Specification
Tests as laid down in TDC/ Specification eg. Tensile,
Bend, coating etc.
Appropriate Testing and Measuring Equipment
Coil Rejected Downgrade if not conforming to TDC
4. Sheet/Plate Isnp. (A) Surface
(B) Dimension & Shape
100% Coils meant for searing
100% coils meant
for shearing
Surface defects
Thickness, Width, Length, Camber, Out of Squareness
Visual and Micrometer
(for Depth and Height)
Tape Micrometer and Thread
Salvage appropriately else Reject
Salvage appropriately else Reject
Section IV-2 Test Methods All the product specifications for the steel flat products both in the uncoated and coated conditions have provided well defined test methods. Following are the tests which are required to be carried out in the various products either singly or in combination and for which Indian Standards for test methods exist as shown against each kind of tests as under.

23
Tests 1) Ladle/Product analysis Standards describing chemical analysis method in IS 228 and in
its various parts & other established instrumental methods for which no test method standards exist
2) Tensile test Test methods are specified in IS 1608:2005/ ISO 6892-84
which also includes use of extensometer in determining proof stress, types of test pieces to be used for flat products and reference to other standards for maintaining accuracy in measurement and calibration of the machine.
3) Hardness IS 1500-1983 Method of Brinell hardness test for metallic
materials (second revision) IS 1586 Method of Rockwell hardness test for metallic material (Scale A-B-C-D-E-F-G-H-K) (Third revision) IS 4132 Method for calibration of standardized blocks to be used for Brinell hardness testing machines (first revision) IS 2281 Method of verification of Brinell hardness testing machines
4) Bend Test Methods of Bend test as per IS 1599 for all cases except in case
of bend test for IS 648 for which IS 649 provides the details 5) Cupping test Test method given in IS 10175(Pt 1)/ISO 8490 Mechanical testing of metals – Modified Erichsen cupping test
– sheet & strip (Pt 1) Thickness up to 2 mm (first revision) 6) Strain age test Test methods as per IS 1079 (clause 10) 7) Non aging test Test method as described in IS 513 (Appendix A) 8) Ultrasonic test IS 3664 Code of practice for ultrasonic pulse echo testing by
contact and immersion methods (first revision). IS 4904 Calibration blocks for use in ultrasonic non-
destructive testing (third revision). 9) Coating Test for Zinc & Tin Test methods are given in following Standards on coated steel sheets IS 6745, IS 1327 for zinc coating & tin coating
respectively. 10) Metallographic test methods Macro & micro examination of steel
a) For Macro examination reference may be made in following standards.
i) IS 11371:1985 Method of macro etch test for wrought steel products
ii) IS 12037:1987 Micrographic examination by sulphur print (Baumann method)
iii) IS 4075:1985 Method for macro streak flaw test for steel (first revision)
b) Micro examination
24
i) IS 4163:2004 Steel – Determination of non-
/ISO 4967:1998 metallic inclusion: Micrographic method Using standard diagram (third revision)
ii) IS 4748:1988 Method of estimating average grain size of metals (first revision)
iii) IS 7739(Pt 1):1975 Code of practice for preparation of metallurgical specimen (Pt 1) General features and other relevant parts of IS 7739.
In addition to the above a few supplementary standards at times assist in the process of evaluation of properties by enabling conversion of figures obtained in one unit to the other or figures of El% as obtained by using gauge lengths as per one system to the other e.g. from non-metric to metric system or non-proportional G.L. to proportional G.L. The specification is IS 3803(Pt 1) 1989/ISO 2566 Steel – 1 - 1984 conversion of elongation values Pt 1. Similarly hardness obtained in any of the units viz. HB, V.P.N or Rockwell etc. can be converted to other units vide number IS 4258:1982 Hardness conversion tables for metallic materials (first revision)
Section IV – 3 Test Equipment Three broad categories of flat products as included in this manual are Hot & Cold Rolled black sheets/strips and plates to be used for structural purposes, steel sheet/strips to be used in manufacturing items for electrical purposes and steel sheets/strips with metal coating. There the quality parameters to be determined may have distinct characteristics in respective categories given as under :- (a) In case of hot & Cold rolled sheets/strips & plates Mechanical tests to be carried out may consist of more than one test having different combinations as applicable to respective standards as given below.
(i) Tensile (ii) Bend (iii) Hardness (iv) Strainage (v) Stabilizing (vi) Cupping tests.
(b) Amongst hot & cold rolled sheets, other then the above, Electrical steel sheets/strips would require magnetic or electrical properties beside physical tests like stacking factor and ductility to be determined.

25
(c) Coated sheets would require mass of coating and uniformity of coating tests to be carried out.
(d) Common tests for all of the categories shall be carrying out chemical analysis and
measurement of dimensions, thickness to ensure conformance to specified tolerances including out of squareness, edge cambering etc. for strips and sheets.
Freedom form defects including surface & internal defects are ascertained by visual observation or with instrumental methods, and Macro and Micro examinations commonly known as metallographic tests. Ultrasonic and other Non Destructive Tests shall be required to be carried out in certain cases if so required by the purchaser. In each case brief account of test equipments as may be required are given below:- a) Chemical test equipment as shall be required in wet chemical testing are (1) Strohlein apparatus for C & S (ii) Leco test equipment for C, S & gases like O, N, beside them established instrumental analysis equipment to be used are (i) Emission spectrometer (ii) ICP (iii) X-ray fluorescence (iv) AAS (Atomic Absorption Spectroscopy) Strohlein apparatus may be available indigenously for others the equipment may have to be imported. Various reputed scientific instruments/equipment dealers in the country may assist in their procurement. 2) Mechanical test equipment (i) the most required mechanical testing equipment is Universal Testing Machine (UTM) which is used to carry out tensile & bend tests. The popular brands of UTM are those of Amsler, Dennison, Instron, there are various popular Indian make tensile testing machine like that of FIE make which may be found to be in use in several Industries. (ii) Hardness Testing machine – There are hardness testing machines of different kinds to carry out hardness test in different hardness units. For the products covered in this manual Brinell Hardness (HB) and Vickers hardness testing are most useful & the Hardness specified are in terms of HB or V.P.N. numbers. Rock well hardness Tester is required to be used for testing of tin plate to IS 1993. The hardness testing machines may be available indigenously or imported. Cupping Test – For cupping test Erichsen Cupping values have been specified in the requisite standards. For determining Erichsen values Cupping test machines as may be available indigenously or imported are used in various laboratories. Illustration of Cupping test Machine may be had in IS 10175 for thickness upto 2mm. Metallographic Tests – For Metallographic tests, equipment required are microscope & Magnifying glass. For determination of grain size and observation of inclusions, and microstructure the microscope with magnifying capacity of X 100 to X 500 would serve the purpose. Magnifying glass shall assist in observation of surface defects such defects may be observed by cleaning the surface or by etching. The tests are kwon as Macroscopic tests. Preparation of test pieces for macor and micro tests would required grinding & polishing of the surface of the sample to be examined. The laboratory should be equipped with the provisions of sample preparation such as grinding machine, polishing papers and polishing wheels for macro and micro examinations. Macroscopic examination including visual observations of polished surface and examination after hot /cold acid etching or other standard solutions may have also to be procured to carry out for macro and micro tests. Magnifying glass of magnification up to x 10 may be used for macro examination. Electrical and mechanical Tests for sheet to IS 648- Equipment for carrying out magnetic and electrical tests for electrical steel sheet referred to under item B above the equipment required are an Epstein test frame along with a watt meter beside this equipment the laboratory for testing this product shall require a mechanical press for holding test piece pile under load for working out volume of the solid stock in determining stacking factor. The bend testing device shall have

26
necessary arrangement to provide to and fro movement of the test piece fitted in the grip till fracture take place. The number of bends shall be the measure of its passing or failure in the test as compared to the minimum value specified. The details of the testing and the illustration of the testing machine are given IS 649. Coating tests - Coating tests for determining the mass of coating for the products under item (c) above are carried out by striping, the coated sample sheet, of the coating of zinc or tin as the case may be. The mass of zinc so stripped is determined by difference of weights before and after striping respectively for which weighing balance is required in case of determination of Tin coating the mass is determined by means of titration after the tin is dissolved in suitable chemical. In both the cases the equipment required would be various kinds of glass receptacles like conical flask, beakers and special type of condenser, measuring cylinder etc shall be required. The method by stripping for mass of zinc has been given in IS 6745. For determining mass of tin coating reference may be made to IS 1327 as also annex – C of IS 1993 for details of equipments. For instrumental methods of measuring mass of coating of Zinc & Tin recourse can be made to test methods given in IS 14126/ ISO 2177 Measurement of thickness of metallic coatings by Columetric method and IS 14149:/ISO 3543 Measurement of metallic & non-metallic coatings for Beta back scatter methods. For instant measurement of testing of local thickness of electroplated coatings the details of instrument can be had in IS 3203 – 82 methods of testing of local thickness of electroplated coatings (first revision). Galvanized GP sheets shall be required to be tested for uniformity of zinc coating for this test the equipment required shall be thermometer, density measuring equipment beside glass beaker/measuring cylinder and chemical like copper sulphate etc. The measuring instruments are essential for various measurements of dimensions, thickness. Such measuring instruments/equipment are of common type viz. measuring tape, micrometer, Vernier caliper, internal and external measuring gauge, Goose neck thickness gauge, steel scale, etc. Extensometer is used for determining Proof stress or yield stress precisely. Least count in such cases may be for measuring tape 0.5 mm, micro meters & Vernier calipers 0.01 mm extensometer, 0.005 mm etc. Beside, the use of gauges for measuring burrs and surface roughness are also available for there use where ever they are to be determined like in case of sheet to IS 648. Calibration & Calibration Frequencies
a. Chemical Analysis – Instruments are calibrated prior to testing by standard reference material. Such SRMS are either imported or are available for some elements from National Metallurgical Laboratory, Jamshedpur. They happen to be steel drillings of known compositions. For instrumental analysis also samples of certified compositions are used. Instruments are calibrated against such standards prior to starting of analysis of test samples. Similarly, steel samples are available of certified gas content for calibration of instruments.
b. Mechanical Testing – UTMS are calibrated by Proving rings or by Dynamometer. These
calibrating instruments are calibrated at National Physical Laboratory, New Delhi once in three years. The machines are calibrated once in six months by these master calibration instruments. Hardness testing machines are calibrated by standard blocks provided with the instruments by the suppliers. They are calibrated prior to undertake testing.
c. Ultrasonic test which at times are required to be carried out in case of plates whenever
ordered by the purchaser, requires machine to be calibrated for which instrument makers supply standard blocks. They are used to check the instruments as to whether it gives the indication of the correct depth of the defect from the surface being scanned and to fix the height of the echo to provide approximate assessment of the defects to be detrimental or otherwise.

27
Another important equipment which the laboratory must have wherever such tests are regularly undertaken, is a Muffle furnace, M.F. is used to heat the samples of strain age testing in case of IS 513 and IS 1079 high temperature ratio of proof stress to min specified UTS (Et/R20) for steel Boilers plates to IS 2002. In cases of thermal effect on insulation on electrical steel sheet would also require sample to be heated in a Muffle furnace. In all the case the furnace must be fitted with temperature measuring and controlling devices. Some tests like assessment of surface defects like Seam, sliver, scalepits happen to be subjective in nature. Acceptance or rejection in such cases can be ideally taken by an experienced person who can correctly assess the nature & extent of the defects in border line cases. Master gauges and extensometers are to be kept inside a cup board or cabinet after they are used to protect them from dust or corrosive substances of the atmosphere. Magnetic/electrical tests for the sheets to IS 648 are to be carried out under the standard ambient temperature specified as 27oC + 5oC. It is also necessary to keep the mechanical tests & metallographic test equipment particularly UTM & Microscope away from wet chemical testing wing to keep them away from corrosive gasses coming out of the chemical reactions. The chemical laboratory must have effective stack and exhaust fans.
Section - V Certification Criteria - Quality certification under BIS certification marks scheme is a system in which the manufacturer shall produce a material in conformance to a Indian Standard relevant to the product on granting of a license by B.I.S. The producer shall operate the license in line with the relevant Scheme of Testing and Inspection (STI) under the supervision of BIS. Before granting of a license the capability of the plant/mill is to be assessed in respect to its manufacturing machinery, in process quality control, quality assurance facilities suitability of personnel engaged, in respect to their qualification and experience in establishing the quality system and in handling quality assurance activities which will enable them to produce and certify in conformance to the quality parameters as specified. After ensuring that the producer is capable of fulfilling various requirements as expected and after successful testing of samples in independent laboratory, the license is granted and manufacturer is authorized to use standard mark on the product manufactured under the license subject to some other conditions namely acceptance of rate of marking and minimum marking fee as fixed by BIS. There are four major roles to play by BIS in the system
(a) Granting of license (b) Supervision on the operation of the license
(c) Renewal of license after its operation for a year or any other fixed term. (d) Investigation on complaints received on certified product and resolving the complaints.
In case the operation is found unsatisfactory during the period of operation BIS can put the license under stop marking or may defer or cancel the license if that is found to be necessary. Manufacturer can also request for putting the license under stop marking if there are compelling situation due to which license can not be operated, for example - Testing or manufacturing machinery going out of

28
order and requires major repairing. The various conditions under which the stop marking can be imposed have been shown in Appendix D. Scheme of Testing and Inspection (STI) - This is the document which provides the details of quality control/assurance and quality requirements to be assessed as provided in the specifications together with the salient points related to operation of the license as incorporated in BIS certification marks act 1986. In other words it may be stated that this document serves as the guideline for in process quality control in production for the relevant product in order to ensure consistency in quality requirements specified. Some of the features of the provisions of STI are as under. 1. Standard Marks - BIS standard mark is the mark indicating conformity of the quality of the product to the various specified quality parameters relevant to the product. It carries a standardized design of ISI monogram with IS no. annexed on the upper part of the design indicating the product covered under the certification marks of that particular standard specification. The standard mark is notified under the official gazette. The common design of the standard mark monogram has been shown in the Appendix - E together with the preferred sizes. The standard mark shall also indicate the grade to which the steel is certified the standard mark relevant to the various steel products as covered under this manual are available with the CMD. The standard mark to be used by the licensee shall have to be approved by BIS prior to initiation of marking. 2. Test Certificate:- The certified steel products as are covered under this manual are to be supplied with the test certificates against the respective consignments. The certificates issued normally provide the test results on the basis of cast or heat nos. of steel as tested. In case certified semi finished products like billet/slab is re-rolled in other unit (as in case of IS1029) with several casts rolled together in a batch/lot, or cold rolling (as in case of IS513) is carried out separately with process annealing under different heat treatment sequences/batches or in case of metal coating (as in IS 277, or IS1993) processed separately as a lot or batch, certification shall be based on the lot or batch number which shall have correlation with the cast or heat numbers to which they belong. Records shall be so maintained that the traceability to the cast number can be established in future if so required. When Plates are supplied as individual pieces Plate numbers are also provided on each piece and certified accordingly.
The TC proformae for each product shall be available with the STI of the respective products. However for ready reference of a test certificate proforma Appendix – F & G may be seen where the specimen copy of STI of IS 277 has been appended containing the TC proforma and other details of relevant aspects applicable in the operation of the license for IS 277 including levels of control chart and proforma for obtaining quarterly production details along with the L.O.C and TC proforma pertaining to IS 1029. Similarly the STIs for other products, under reference, containing the details applicable to the operation of the licenses of respective products as have been issued by CMD may be referred to in this context. 3. Levels of Control- The levels of control are the most important part of STI towards operation of the licenses to achieve conformance to the specified quality parameters. The features of the levels of control provide the details of the various tests to be carried out and inspection on the material to be performed so as to have material certified conforms to the respective specification. They provide the control unit of the samples to be tested, frequency of testing including LSA, product analysis, mechanical and other tests.

29
STIs for the various products included in the manual and as applicable to Primary producers, which are enforce as at present are as under.
1. Doc STI/277/7 at June 2004 2. Doc STI/513/PP July 1994 3. Doc STI /648/PP/4 July 1994 4. Doc. STI/1079/PP/6 June 1994 5. Doc. STI/1993/PP/2 Dec 1993 6. Doc. STI/2002/PP/3 Sep. 1993 7. Doc. STI/10748/PP/ June 1995
4. STIs for Secondary Steel plant and group -1 re-rollers- It may be mentioned that some of the products as above are also produced by secondary steel producers and group 1 re-rollers for which separate schemes of Testing & Inspection exist-and shall be available from CMD, BIS, and relevant Branch Offices. These plants may receive raw materials like billets and slabs from the Primary Producers therefore the L.S.A. of the certified material rolled by them shall bear the chemical composition as certified by the mother steel plant. They will have to carry out product analysis only and therefore such STIs shall not have provision of L.S.A. Secondary Steel plants which also produce the raw material (Mostly through Electric furnace and, Concast route) will have to certify the L.S.A. as determined by them. The levels of control under respective STIs take care of such situations. Material to IS 1029 is produced by group 1 re-rollers and therefore they shall have to carry out product analysis of the certified steel billets as received from the steel plants. The levels of control and TC proforma of STI to IS 1029 have been annexed in Appendix - G to indicate the specific requirements as in the case of group 1-re-rollers. A STI is subject to revision as the specifications are revised or if major amendment is brought about in the specification, however incase of minor amendments STI is not changed. The STIs shall not be issued with any amendment and if need be they will be issued after revision only. (a) Granting of License- (i) Registration of Application Any steel plant primary or secondary or a re-roller interested in operating a certification marks license on a steel product as is produced in their premises as per relevant Indian Standard may apply to BIS Branch office situated nearest to the industry. The relevant product standard must be identified by them and application shall be made, in the prescribed Proforma along with the application fee requesting grant of license to produce material conforming to the relevant product specification and be authorized to use standard mark on the material produced conforming to the requirements of the specification. The application shall be registered in the Branch office of the region where the industry is situated. Applicant shall be provided with a registration number which shall be used in all correspondence. (ii) Acceptance of STI by the applicant The manufacturer is to follow a quality assurance system while producing the steel product in conformance to the specified requirements of the relevant Indian Standard. The manufacturer shall be provided with the STI if it is existing at the time of accepting the application for grant of licenses for the product. During the preliminary inspection the various issues related to implementation and the difficulties, if any, can be discussed with the applicant and modification if required can be recommended for consideration by competent authority. Incase it is a new product for which he is the first applicant BIS shall prepare the relevant STI after preliminary inspection at the manufacturer premises based on the quality system and recording procedure existing with them which has to be

30
approved by the competent authority of BIS. In both the cases the applicant has to submit his acceptance to STI before grant of license. (iii) Preliminary Inspection – A Preliminary Inspection shall be carried out on date (s) as decided to be mutually convenient. Preliminary inspection shall be carried out to have an appraisal of the plant or mill towards its capability in terms of installed and available plant and machinery, testing equipment, availability of the suitable manpower, including qualified quality control and quality assurance personnel, existence of a quality system for producing the material in conformance to the requirements of the specification starting from the raw material to the finished product. Samples shall be drawn from the line of production or stock available at the time of inspection. Samples may be tested in their laboratory to determine its suitability in carrying out of all testing of the quality parameters as specified in the standard. Samples shall also be drawn to be sent for testing in BIS laboratory or in an independent and approved laboratory. They shall be drawn along with the counter sample both shall be sealed with the tag bearing the code no. as the identity of sample the coding shall be done as branch office code/initial of inspecting officer/date of drawal/ type of sample/serial no of sample. In case of steel samples they can be sealed using steel punch bearing relevant mark. The inspecting officers shall submit the Preliminary Inspection report in the prescribed proformae viz CM/PF 202 and 203 meant for manufacturers other than primary producers and that for primary producers respectively which ever is applicable. During the inspection the applicant shall declare the manufacturing machinery and test equipment available with them in proformae CM/PF 305 and 306 respectively which shall be verified and endorsed by the inspecting officers. The sample shall be sent to the laboratory under a test request as per proformae no. CM/PF 402 Sept. 2001 which shall bear the code no. of the sample as already mentioned. The sample may be tested in BIS laboratory or a laboratory accreditated by NABL.
Subject to the requisite facilities and the system meeting the expected requirements to the BIS satisfaction and passing of the sample independently tested and the applicant accepting the STI and marking fee and depositing marking fee in advance, the license shall be granted by the relevant branch office. The Red form shall be processed by the relevant BO after the submission of PI and the test reports however, the first two Red forms for the product has to be sent to DDGR for approval and in case of the first application for the product the Red form shall be sent to activity head thorough CMD and DDGR.
(iv) Initiation of Marking:-
The licensee shall intimate about the initiation of marking after the grant of license which may be carried out in the presence of Inspecting Officer who will explain the modalities of operation of the license based on relevant STI & its level of control as well as the modalities of maintaining test results of the day to day testing, records of calibration and any other record relevant to operation of the license. (b) Periodic Inspection – After granting of license it is necessary to have surveillance on the operation of the license(s) by the manufacturer. Periodic Inspection therefore are held at the licensee’s premises to assess the manufacturer’s quality management system, levels of control and the other requirements of the STI during the operative period of the license. Periodic inspections in steel plants shall consist of inspection in line of production and yards for assessment of the in process quality control such as measurement of dimensions, thickness, surface conditions, freedom from defects, testing for internal soundness of the products, wherever applicable, marking and packaging system, mode of segregation of coils or sheets to various grades their identification, mode of segregation of rejected or off grade materials.
During the inspection samples can be drawn from the line of production, for testing to
declared grade as also from the certified stocks for factory testing and/or sending them for

31
independent testing in BIS or other approved laboratory. It must also be ensured that samples are drawn from specified locations of the products. It should also be observed that in the laboratory that drawal and preparation of samples were being carried out as per stipulated norms as also calibration of the instruments & equipment, gauges were being periodically carried out as specified and their records maintained. Whether they were using standard reference material (SRM) for calibrating the chemical testing equipment/instruments. It will be desirable to pay special attention in reviewing the performance in the areas where inadequacies were observed in earlier visits and whether corrective actions as advised were implemented. Simultaneously the discrepancies noticed in the current inspection shall be pointed out and corrective action suggested. The periodic inspection report shall be submitted in prescribed proforma no. CM/PF 251 July 1995, CM/PF 256 June 1989 as also in CM/PF 252 June 1989 applicable to no productions. The report shall indicate the auditor’s assessment of the performance on the operation of the license. Discrepancies noticed can be conveyed through and corrective actions advised discrepancy/variation Report Proforma. (c) Grouping of grades and sizes and variety inclusion – Each of the specifications has more than one grade of steel specified. It may be necessary to test each of the grades and sizes as covered in the specifications or manufactured by the applicant for inclusion in the license but it may be inconvenient and a lengthy process as the manufacturer may not be producing all sizes and grades together. To facilitate the system for permitting coverage of the various grades and sizes produced by the manufacturer while granting license by testing representative samples for coverage BIS has issued a guide line vide number CMD 16:2062, 8500 and 1977 dated 1997. 12. 01 which also provides the guideline for flat products conforming to the said specifications, copy annexed vides Annexure – VIII. In case the licensee after the grant of license intends to include some additional grade or type of steel in a license for certification which were not applied for during grant of license the same can be included after a separate inspection under variety inclusion and the samples are drawn and tested independently following the same criterion. The above procedure can be partially extended to the products pertaining to some of the specifications of the sheets/strips and plates under reference in the manual for the rest of this specifications CMD may be consulted, however, some of the recommendations have been given in Annexure – IX. (d) Frequency of Periodic Inspection –
In case of primary producers due to their sheer large number of casts/heats produced and processed and the quantity of production involved being large in certifying the material under the BIS Certification Marks licenses it is necessary to pay frequent visits to different mills in the plants where the schemes are implemented and therefore for them the provision has been made to pay fort -nightly visits and for which Steel Inspection Offices have been established in all of the major steel plants in the country. For other plants viz. secondary producers and re-rollers two visits in an operative year for surveillance have been stipulated. It is desirable to cover all the licenses held by the licensees which are in operation, through surveillance visits during an operative period. In case of no production they are to be reported if the reasons of non operation of the license. Beside the Periodic Inspections supervisory inspection by the senior officers from branch offices are also desirable once in a year. If required surprise inspections may also be paid to inspect the operation and the observation reported. It is the responsibility of the manufacturer to intimate the controlling office about the test equipment/manufacturing machinery going out of order and marking be stopped till the equipment is brought in order/calibrated or making alternate arrangement of testing with the approval of the controlling office.

32
(e) Frequency of Testing of Independent and market samples in an operative Year- The provision of the rules and regulations of certification marks scheme stipulates two independent & two market samples against each license to be drawn and tested in BIS or BIS approved/NABL accredited laboratory in a period of one year of the operation of the license as a surveillance measure for assessment of the performance. (f) Investigation of complaints There is possibility of receiving complaints from the consumers about the quality of the material purchased or supplied to them by the manufacturer on the product certified under any certification marks license. Such complaints shall be registered in the controlling Branch offices who will organize investigation. For this purpose inspection shall be carried out at the complainants and manufacturer/supplier’s ends and reports of investigation submitted. The sample from the consignment under complaint shall also be tested. Based on the inspection findings and the test results the complaint shall be resolved in accordance with the provisions of the certification marks manual. The complaints shall be registered in the prescribed proforma no. CM/PF - 608. (g) Production Figures – Steel plants and other licensees shall convey the quantity of material certified along with the certificates issued against each of the licenses to the respective controlling offices or the steel inspection offices located near the respective major Steel plants in the country supervising the operations. The licensee shall also inform about the total production under a license and the rejections made under them. (h) Marking Fee – Rate of marking fee & minimum marking fee are worked out by BO and approved by CMD which are subject to revision from time to time. The licensee should be informed about the revision and their acceptance to revised marking fee should be ascertained present marking fees all the steel products under reference obtained from CMD. For primary steel plants minimum marking fee is not-applicable. Secondary steel plants and group 1 re-rollers however have to pay minimum marking fee even if the have not operated the license in a year. Review and renewal of the licenses – Based on the observations and recommendation for satisfactory operation of the license and subject to passing of the independent and market samples as tested in an operative year the license can be renewed, however, with the unsatisfactory operation, failure of samples and serious nature of complaints on certified product or major lapse in the operation of the license the same may not be renewed, in such cases license may be deferred till the licensee has taken care of them to the satisfaction of BIS. In case of the license having been put to stop marking the licensee has to take corrective measures which are verified for considering resumption of marking before the licenses is considered for renewal. The report on renewal of deferred license is submitted in porforma CM/PF- 607 June 1989. The licensees have to pay the minimum marking fee in advance before the license is renewed. The licensee shall have to pay the marking fee as per calculation based on unit rate. The licensees shall apply for renewal of the license in the prescribed application form along with the renewal application fee. Above are only a brief account of certification criteria. For detailed informations BIS Act 1986, BIS Rules 1987, BIS (Certification) Regulations 1988 shall provide necessary assistance and informations about the power, responsibility, legal provisions and enforcement actions relevant Certification activities. In addition various guidelines contained in Operating Manual on Certifications and Orders as are issued from time to time by CMD, in this context, are required to be followed.

33
Section VI Other important information’s
There are following Steel Inspection Offices associated with the supervision of the steel licenses being operated in the respective steel plants as indicated. Inspection Office Steel Plant 1) Inspection Office, Bhilai (IOS Bh) Bhilai Steel Plant, under SAIL 2) Inspection Office, Bokaro (IOsB) Bokaro Steel Plant, Bokar under SAIL
IO is managed by DGS&D under agreement with BIS
3) Inspection Office, Durgapur (IOSD) Durgapur & IISCO Steel Plants under SAIL 4) Inspection Office, Jamshedpur (IOSJ) TISCO steel palnt Tata Iron & Steel Co Ltd., 5) Inpection Office, Rourkela (IOSR) Rourkela Steel Plant under SAIL 6) Inspection Office, Visakhapatnam (IOSV) Visakhapatnam Steel plant under Rastriya Ispat Nigam Ltd 1. Emerging trend in HR steel strip production Over the years there has been development in steel technology to reduce capital cost, bring economy in production, reduce energy consumption etc. The recent trend has been to develop the process keeping in view of environment protection as energy saving has a direct bearing on this aspect. The Concast process in steel production comes as the significant step in this context and now the thin Slab casting is the subsequent progress over this process where thin slabs of thickness 40 to 50 mm are cast through Concast process and simultaneously hot rolled in to strips. The resulting energy saving has been claimed to be as high as 50% over the conventional process. The process of thin Slab Compact Strip Production (CSP) route has been developed by SMS Germany which is excepted to gain rapid momentum globally. There is already a plant installed with this technology in our country. This manual may have to address the details of technology and quality system as may be required in operation towards certification marks activities for strips/sheets produced by CSP process in near future. 2. Standards under Revision
The Following standards, as included in this manual are under revision a. Cold reduced carbon Steel Sheet of, Commercial and drawing qualities (5th Revision
of IS 513 based on ISO 3574-1999). b. Hot Rolled Carbon Steel Sheet of commercial and drawing qualities. (Sixths Revision
IS 1079 based on ISO3573-1999)

34
c. Cold Reduced Electrolytic Tin Plate based on ISO 11949. d. Non oriented electrical steel sheets and strips for magnetic circuit (5th revision of IS
648) 3. Proformae for use in various operations towards certification marks activities for steel
products are given below:-
Activities Proforma No.
a. Report of preliminary inspection (Other them primary producer) CM/PF 202 June 1989. b. Report of preliminary inspection (Applicable to primary producers) CM/PF 203 June 1989. c. Report of periodic inspection/Lot inspection CM/PF 251 July 1995. d. Report of periodic inspection (No production) CM/PF 252 June 1989. e. Report of periodic inspection (Applicable to primary producers) CM/PF 256 June 1989. f. Proforma for declaration of manufacturing machinery CM/PF 305 March 1997 g. Declaration of test equipment CM/PF 306 May 2001. h. Acceptance of rate of marking fee CM/PF 311 June 1989. i. Test request proforma CM/PF 402 Sep. 2001. j. Inclusion of new varieties/grades/types/class/Rating CM/PF 603 June 1989. k. Report on renewal of deferred license CM/PF 607 June 1989. l. Proforma for Registration of Complaints CM/PF 608 June 1989. Note:- The information and the figures included in the manual, as drawn from Standard
literatures and texts are gratefully acknowledged.
Information to laboratories undertaking steel testing. Following are the list of laboratories where sample can be sent for testing
1. BIS Laboratories (Central, Regional and branch offices) 2. Regional Testing Centers at different regions. 3. National Test House (Kolkata and Ghaziabad) 4. D.I (Met) laboratories Jemshedpur. 5. Shri Ram Institute for Industrial Research Delhi.
(There are many more laboratories in the Country. The above list is not exhaustive)

35
Annexure –I
Steel making (BF –LD route)
Liquid pig iron (Hot metal) production
Annexure – II
Blast Furnace
Hot Metal Desulphurization
L. D. Vessel
Online gas purging
Ladle furnace
Slab Caster
Vacuum Degassing
Slab caster

36
STEEL REFINING IN LADLE FURNACE
For raising casting temperature of metal For making good slag If required, to get desired chemistry
Primary Steel
Ladle furnace
Arcing
Flux addition
Trimming addition Of Ferro – Alloys
Secondary Steel

37
Annexure – III
CASTING
Primary Steel / Secondary Steel
Tundish
Mould
M/c Strands
Slab
Ladle

38
Annexure -IV Hot Rolling of slab including preheating, Continuous Cold Rolling of roughing and finishing Strips
CC slab
Reheating furnace
Primary de scaler edger
Roughing Mill
Coil Box
Secondary de scaler
Finishing Mill
Down Coiler 1& 2
HR Coils
Sample Shear
Sample for test
Stage Lab.
Physical & Metallurgical test
Testing of OK Coil
Customer
Charging Coil (1) Pay off Coil (2)
Welding of trailing end of 1 to leading end of 2
Mechanical De scaler
Pickling of strip
Cold rolling at room temperature
Annealing
Skin pass mill
Recoiling
Inspections and testing
OK Coil to customer

39
Annexure – V
Continuous strip galvanization (1)
(2)
Electrolytic Tin Plating
Uncoiler Pineh roll Side Trimmers Lap Welder
Cleaning unit Bridle Roll Looping Pit Bridle Roll
Heat Treating chamber (Controlled atmosphere)
Galvanization pot
Cooling Tower Bridle Roll
Uncoiler (1) charging coil
Uncoiler (2) pay off coil
Welding of Trailing end of 1 to Leading end of 2
Loopper to electrolytic cleaner
Rinsing of strip Drag bridle
Pickling tank
Rinsing tank
Electrolytic tin plating unit
Rinsing unit Fusion unit
Quench tank Chemical treatment
Rinsing unit Drying unit
Recoiling or shearing
Oiling Unit
Coiler

40
Annexure – VI
Sample size for important tests in various steel products under reference: Each of the products specifications being discussed have provided the sample size foe chemical and physical testing for quality certification. The levels of control as forms the part of respective Schemes of Testing and Inspection provides the details how ever for ready reference they are being given as under
a. Hot rolled products :-
IS No. IS 1029 IS 1079 IS 2002 IS 10748 Tests Tensile One sample per 10t. of One sample for 50t. 1 sample per plate One sample per finished steel produced of heat of same upto 7 mr. long. cast/heat per in same lot and of same thickness produced 2 samples per plate control unit* width and thickness. in the batch or each over 7 m long * To be given by
coil of finished steel. ( from both ends) the steel plant
Bend Do Do Do Do Product 1 sample per cast 1 sample per cast 1 sample per cast 1 sample per cast Analysis Homogeneity Test (For grade 1 for fire boxes only) 1 sample per cast Cupping Tests - 1 sample per 12.5 t. Ultrasonic Test - or part there of each and other tests lot of same thickness As agreed to between or once sample per the manufacturer and
coil per cast purchaser. Strain ageing - Do - -
b. Electrical Steel Sheet :- IS No. IS 648 Test Total specific core loss One sample per batch of same thickness. Physical Properties Stacking factor Do Band Test Do Surface roughness Do Note :- For each product as above for L.S.A. sampling shall be done as 3 samples per cast of heat capacity of 100 t and over and 2 samples per cast of heat capacity less then 100t. For freedom from defects and dimensional tolerances adequate inspection and measurement shall be carried out to ensure compliance with specified parameters.

41
Annexure - VII
c. Cold Rolled Sheets :- IS No. IS 513 Tests
Product Analysis 1 sample per cast Tensile One sample for 50t of heat of same thickness produced in the batch or
each coil of finished steel. Bend Do Cupping 1 sample per 5 t. or part thereof of each lot of same thickness or once sample per
coil per cast. Strain age Do Hardness Tests Do
d. Coated Sheet :- IS No. IS 277 IS 1993 Tests
Check Analysis 1 sample per cast 1 sample per cast Mass of coating 3 samples per batch of 500 sheets 1 sample per batch or part there of or 1 sample per coil Hardness - Do Dimension and Mass 5 samples per batch of 500 sheets Do or part there of or 1 sample per coil Freedom from defects Do adequate inspection to ensure freedom from defects. Bend 2 samples per batch of 500 sheets - or part there of or 1 sample per coil Linear Dimension, out of - adequate measurement Square ness Surface Treatment adequate inspection Passivation, oil coating -

42
Annexure – VIII
BUREAU OF INDIAN STANDARDS (CMD II)
Our Ref : CMD/16:2062, 8500 & 1977 1997 12 01
Subject : Grouping of Sections and Grades for coverage for grant of licence and inclusions as per IS 2062, 8500 & 1977. This has reference to the guidelines on the above subject circulated vide circular of even number dated 1994 04 07. The Competent Authority of the Bureau has decided that the lot inspection for each section/variety coverage in the class may be deleted from the existing guidelines in case firm is having all the complete manufacturing and testing facilities. Therefore, the following procedure shall be adopted for covering the various grades/sections towards grant of licence and inclusions:
1) Sections may be divided into three classes:
i) Class 1 - Angles, tees, beams and channels
ii) Class 2 – Bars (round, square and hexagonal)
iii) Class 3 – Flat products (Plate, sheet and strip)
2) One Sample shall be drawn from each of the classes and recommendations made for covering sections/ varieties covered manufacturing facilities (including straightening machine for rolling of sections i.e. angles, tees, beams, channels, etc.) and the recommendations limited to the maximum size for which rolling capacity is available.
3) If the license has been granted for sections/sizes covered in one class, the other classes/sizes shall be included through yellow form (after verification of independent testing from classes/sizes intended to be included) and guidelines given at (2) above shall be followed further.
4) On the questions of grades, samples shall be draw from highest grade of material and the recommendations may include lower grades also.
While recommending the case for grant of licence in the light of above, a clear and unambiguous record shall be made by the Bureau regarding the sections and sizes for which the firm of finishing mill and actual rolls available should also be verified, it is unlikely that 8 inch (200 mm) mill will be capable of rolling bars of 25 mm. Further, while recommending these case, sections and size for which the application has been made shall also be kept in view. This will supersede the earlier guidelines issued vide CMD circular of even number dated 1994 04 07.

43
Annexure - IX Grouping of sections and grades for grant of license and Variety inclusion The conditions of grouping as given in the circular no. CMD/16:2062, 8500 and 1977 dated 1997. 12. 01 is meant for structural grade of steels to IS 2062, 8500, 1977. They are all produced as hot rolled material and are Carbon, steel of structural grades. Compositions of steel for the products to IS 1079, IS 2002 and to IS 10748 are also of comparable grades and produced as hot rolled or as hot rolled and normalized conditions. Therefore the provisions as given in the circular can be extended for grouping of the products conforming to these standards. In other cases however due to various reasons of system of grading and manufacturing process being different from the structural steel, grouping of sections and grades may have to be modified. The following modifications are advisable in this context. In respect to sheets to IS 513 the material being cold rolled which has got significant effect on the yield stress and ductility of the steel commensurate with the extent of reduction provided. In thinner sheets therefore the variations shall be much more compared to thicker sheets due to higher cold working. In such cases therefore beside the testing of highest grade and the highest thickness as produced for the grouping the sample of sheet produced of highest grade and the minimum thickness by the manufacturer also can be tested to cover the entire range of production of highest to lowest sections as produced. In case of material to IS 648 the grades are thickness specific as they have been specified against each of the specified thicknesses viz. 0.35, 0.50 and 0.65mm and in each case the grading starts with the minimum of (max) core loss which are considered to be superior to the other grades down below in respect to electrical property, in each case, therefore for grouping samples of grade of minimum core loss as produced may be tested to provide coverage pertaining to the other grades down below. And the grouping for each thickness has to be undertaken separately. In case of material to three grades as in IS 1029 viz. Soft, Medium and Hard the difference lies between the soft and the other two grades such that soft grade is of high ductility compared to other two grades, therefore, the grouping of Medium and Hard grades together may be considered and the soft grade can be treated separately and testing of the highest size produced by the manufacturer can be undertaken to cover the lower sizes in each category. In case of coated sheets to IS 277 and IS 1993 the coverage of all the grades may be provided based on the testing of sheets with highest mass of coating and the highest thickness of sheets which the manufacturer is capable of producing. In case of tin plate however the grouping can be made hardness (temper) specific. The above are only recommendations and can only be implemented subject to approval by CMD

44
Appendix -A

45
Appendix - B

46
Appendix - C

47
a. Formation of crystals on solidifications b. Formation of Pipes due to metal contractions. c. Shifting of the Pipe to hot-top from inside of the ingot. d. Formation of Rim in the Rimming quality steel e. Formation of different kinds of segregations in various
locations in ingot f. Different kinds of rolling surface defects

48
Appendix – D
FIRURE 1 TREE DIAGRAM FOR STOP MARKING Failing Test Report (8) Organized Consumer Complaint Mandatory Food
products (or any other identified product for stricter norms) fail.
Failure on factory testing Unsatisfactory Hygienic conditions Importance testing equipment not calibrated. Testing equipment out of order and
no alternate arrangements made.
Non implementation of STI Unsatisfactory Surveillance Inspection - Non availability of testing
personnel and no alternate arrangements made
Causes Leading to STOP MARKING Significant modification (s) in the manufacturing process, plant and machinery etc
without prior approval of the Bureau. Relocation of plant and machinery (including laboratory equipment) from the authorized premises. Prolonged closure of factory Marking of non-conforming products Non payment of fee, inspection or test charges (after giving 14 day notice) Deferment of renewal

49
Appendix - E

50
Appendix - F

51

52

53

54
55

56
Appendix - G

57

58