apparel internship (silver spark apparel limited unit-2, gauribidnaur)
DESCRIPTION
apparel internship done at silver spark apparel limited unit-2, gauribidnaur. ssal-2 is a subsidiary of raymond group.the report was made for apparel production department for nift kolkata.ssal-2 is the largest suit manufacturing unit in asiaTRANSCRIPT

1
CORPORATE PROFILE
Incorporated in 1925, the
Raymond Group is a Rs. 1400
crore plus conglomerate having
businesses in Textiles,
Readymade Garments,
Engineering Files & Tools,
Prophylactics and Toiletries.
The group is the leader in
textiles, apparel, & files & tools in India and enjoys a pronounced position in the
international market. Raymond believes in Excellence, Quality and Leadership.
Raymond is considered a pioneer in the development of the woolen and worsted textiles
market in India, thanks to its continuous initiatives in product development, marketing and
distribution. A strong heritage of in house research and development, a range of over
20,000 shades and designs, a distribution network of more than 4000 multi - brand outlets
and over 281 exclusive retail shops, makes Raymond the largest and most respected textile
brand in India.
Raymond is uniquely positioned as a brand that addresses the innate need of men to look
good and at the same time possess strength of character. This emphasis on human values
creates a warm emotional link with consumers- the essence of 'The Complete Man'.
At Raymond’s consistent focus is on cutting-edge research and technology that has resulted
in pioneering new products, which have set new benchmarks in the worsted suiting industry
in India.
Raymond has always focused on innovation and technological upgradation that has yielded
path breaking fabric solutions to customers around the world. From pure wool to wool
blend with exotic fibre like cashmere, mohair or angore and casein or the ultimate in fine
wool – super 240s crafted out of 11.6 micron wool, Raymond has always provided
customers with world class products. The company exports its suiting fabric to more than 50
countries, including usa, Canada, Europe, japan and the middle east.
The company's engagement with the customer works on multiple dimensions right from
developing fashion guides that help them look sharp, to a wide selection of fabric for all
occasions and fashion, to offering superior tailoring at The Raymond Shops at convenient
locations all over India and the Middle East.
As an integrated player, they provide end-to-end fabric solutions right from manufacturing
worsted, woolen and linen fabrics to creating suits, trousers and apparel.
2
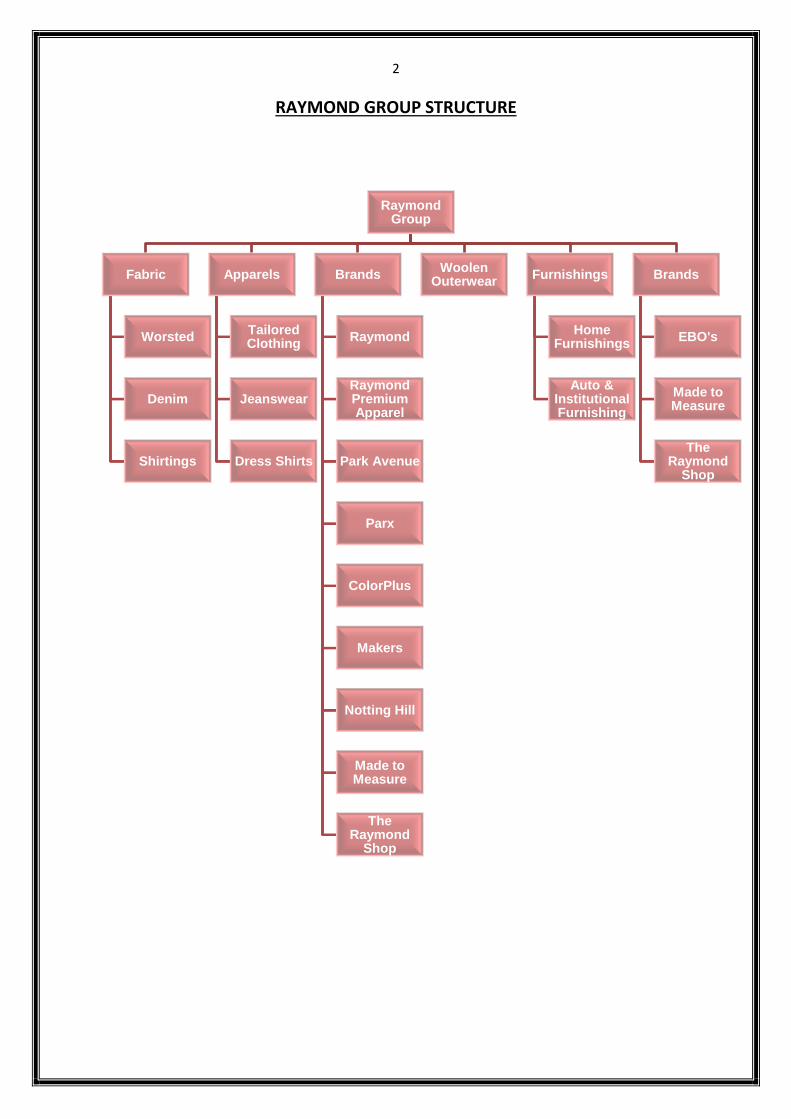
RAYMOND GROUP STRUCTURE
Raymond Group
Fabric
Worsted
Denim
Shirtings
Apparels
Tailored Clothing
Jeanswear
Dress Shirts
Brands
Raymond
Raymond Premium Apparel
Park Avenue
Parx
ColorPlus
Makers
Notting Hill
Made to Measure
The Raymond
Shop
Woolen Outerwear
Furnishings
Home Furnishings
Auto & Institutional Furnishing
Brands
EBO's
Made to Measure
The Raymond
Shop
3
GROUP COMPANIES
RAYMOND LTD.
Raymond Ltd. is among the largest integrated manufacturers of worsted
fabrics in the world.
RAYMOND APPAREL LTD.
Raymond Apparel Ltd. has in its folio some of the most highly regarded
apparel brands in India – Raymond Premium Apparel, Park Avenue, Parx
and Notting Hill.
COLORPLUS FASHIONS LTD.
ColorPlus is among the largest smart casual brands in the premium
category. The company was acquired by Raymond to cater to the growing
demand for a high end, casual wear brand for Men & Women.
SILVER SPARK APPAREL LTD.
A garmenting facility that manufactures formal suits, trousers and jackets.
EVERBLUE APPAREL LTD.
A state-of-the-art denim garmenting facility.
CELEBRATIONS APPAREL LTD.
A facility set-up for the manufacture of formal shirts.
J.K. HELENE CURTIS LTD.
A leading player in the grooming, accessories and toiletries category.

4
J.K. INVESTO TRADE (INDIA) LTD.
JKIT is an investment company registered with Reserve Bank of India as
Non-Banking Financial Company.
J.K. FILES & TOOLS
A leading player in the Engineering Files & Tools segment and the largest
producer of steel files in the world.
RING PLUS AQUA LTD.
A leading manufacturer in the engineering automotive components.
JOINT VENTURES
Raymond UCO Denim Pvt. Ltd.
The manufacturers and marketers of denim fabrics
RAYMOND ZAMBAITI PVT. LTD.
A greenfeild facility manufacturing high value cotton shirting
JK ANSELL LTD.
The manufacturers and marketers of kamasutra condoms and
surgical gloves.
JK TALABOT LTD
Joint venture with MOB outillage SA, manufacturing files and rasps for
international markets

5
HISTORY
Around the time the Singhania family was building, consolidating and expanding its various
businesses in Kanpur, one Mr. Wadia, was in a similar manner engaged in fulfilling his
dream: he set up a small woolen mill in the area around Thane creek, 40 kilometers away
from Bombay. The Sassoons, a well-known industrialist family of Bombay, soon acquired this
mill and renamed it as The Raymond Woolen MillsWhen the Singhania were looking for new
regions to establish their presence and new fields to venture into, they concurred that
textiles appeared to hold promise. A piece of information that a woolen mill was available
on the outskirts of Bombay clinched the issue. When the grandson of LalaJuggilal,
LalaKailashpatSinghania took over Raymond in 1944, the mill was primarily making cheap
and coarse woolen blankets, and modest quantities of low priced woolen fabrics.
The vision and foresight of Mr. KailashpatSinghania helped greatly in establishing the J.K.
Group’s presence in the western region. Under his able stewardship, Raymond embarked
upon a gradual phase of technological up gradation and modernization producing woolen
fabrics of a far superior quality. Under Mr. GopalakrishnaSinghania, the mill became a
world-class factory and the Raymond brand became synonymous with fine quality woolen
fabrics. At Raymond, quality did not rest on its laurelsWhen Dr. VijaypatSinghania took over
the reins of the company in 1980, he injected fresh vigor into Raymond, transforming it into
a modern, industrial conglomerate. His son Mr. GautamHariSinghania, the present chairman
and managing director has been instrumental in restructuring the Group. With the
divestment of the Synthetics, Steel and Cement divisions he initiated, the Group has
emerged stronger with a better bottom line, more focused approach, become market
oriented and achieved a consolidated position
Today, the woolen mill by the creek has turned into a Rs. 1400 Crores conglomerate and is
India’s leading producer of worsted suiting fabric with 60% market share. It is also the
largest exporter of worsted fabrics and readymade garments to 54 countries including
Australia, Canada, USA, the European Union and Japan. The Raymond group is also the
leader among ready-mades in India with a turnover of Rs. 2000 million with its three brands
– Park Avenue, Parx and Manzoni.
6
INTERNATIONAL BUSINESS
It all began with a small but significant order from Fiji for Rs. 7,000 worth of Raymond
fabrics. In the St. Erik’s Fair in Sweden, a sizeable order was won and executed and ever
since exports have never looked back.
Today, Raymond is the largest exporter of worsted fabrics and readymade garments to over
58 countries including Australia, Canada, USA, the European Union and Japan. From winning
the first ever Government of India award for outstanding export performances, Raymond
has continued to win a number of export awards. Happily the export graph continues to rise
higher…and higher.
Raymond Denim enjoys a substantial market share in all parts of the world. The company
exports 55% of its production to around 20 countries around the world and to leading
denim wear brands like Levi's, Pepe, Lee Cooper and retail brands like Zara, H&M, Gap,
Tommy Hilfiger, etc.
RAYMOND EXPORTS MARKET
European Union (U.K., Portugal, Spain, Italy, Germany, Greece),Japan, Turkey, Poland,
Lebanon, Egypt, Middle East, Mauritius, USA, Colombia, Hong Kong, Korea, Philippines,
Indonesia, Bangladesh, Sri Lanka, Nepal and Pakistan. The products that Raymond Exports
are:
Fabrics -100% Wool, Wool Rich, Polyester Wool & Polyester Viscose fabrics .Exotic
fabrics like Wool Silk, Wool Cashmere, Cape Wool and Linen blends. Available in
variety of finished and stretch properties both with and without Lycra.
Blankets-100% Wool, Wool Rich Blankets & Flannels.
Garments-Trousers, Jackets, Suits, Shirts, Jeans and Readymade accessories such as
Ties, Socks Handkerchiefs and Leather Belts.

7
BOARD OF DIRECTORS
GAUTAM HARI SINGHANIA (CHAIRMAN AND MANAGING DIRECTOR)
Shri Gautam Hari Singhania took over the reins of Raymond Limited as
Chairman & Managing Director in September 2000. Since then he has
steered the destiny of Raymond Limited with a single-minded focus of
making Raymond an internationally reputed fibre to fashion player. He
has been responsible for the strategic decision of restructuring the
Group, initiating the divestment of its noncore businesses of Steel,
Cement and Synthetics.
Dr. VIJAYPAT SINGHANIA (CHAIRMAN EMERITUS)
During his tenure the Company diversified/expanded its activities into
men’s suits, ready-made garments, cement, steel, Polyester Filament
Yarn, denims, cosmetics and prophylactics. He expanded the files plant
in Indonesia and the woolen plant in Kenya & made them into very
respected and profitable ventures in those countries.
Smt. NAWAZ GAUTAM SINGHANIA (DIRECTOR)
Smt. Nawaz Gautam Singhania was appointed as a Non-Executive
Director on the Board on April 30, 2014. Smt. Singhania is 45 years old
and holds a Graduate degree in Arts and a Post Graduate degree in
Law from the University of Mumbai.
I.D. AGARWAL (INDEPENDENT DIRECTOR)
Shri Ishwar Das Agarwal is a Chairman of Remuneration and
Nomination Committee and a member of the Audit Committee and
Corporate Social Responsibility Committee of the Board of Directors of
the Company.

8
NABANKUR GUPTA (INDEPENDENT DIRECTOR)
Shri Nabankur Gupta is a Non-Executive Independent Director of
the Company since January 15, 2001. Currently, he has been
appointed as an Independent Director under Companies Act, 2013,
to hold office for a period of five years with effect from January 1,
2015 who is not liable to retire by rotation.
PRADEEP GUHA (INDEPENDENT DIRECTOR)
Shri Pradeep Guha is a member of the Remuneration and
Nomination Committee, Corporate Social Responsibility Committee
and the Audit Committee of the Board of Directors of the Company.
BOMAN R. IRANI (INDEPENDENT DIRECTOR)
Shri Boman Irani is a Non-Executive Independent Director of the
Company since April 21, 2011. Currently, he has been appointed as
an Independent Director under Companies Act, 2013, to hold office
for a period of five years with effect from January 1, 2015 who is
not liable to retire by rotation.
H. SUNDER (PRESIDENT CORPORATE AFFAIRS AND WHOLE-TIME
DIRECTOR)
Shri Sunder joined Raymond Limited as General Manager
(Corporate Planning) in May 2000 and thereafter got elevated as
Director and Vice President. Prior to his appointment to the Board
in the year 2011, he was the President – Finance and Chief
Financial Officer of the Company. He has been with the Company
for over 14 years and his tenure as a Whole-time director is contractual.
9
COMPANY PROFILE
( SUIT PLANT- RAYMOND LTD., GAURIBIDANUR)
• Raymond Ltd. Gauribidanur was inaugurated on 24th Oct. 2008.
• This is a suit, jacket, waistcoat & trouser manufacturing plant.
• The total area is 11 acres and the buildup area is 2, 00,000 square feet.
• The total workforce is 2120. (Including staff)
Raymond Ltd. Suit Plant is a 100% subsidiary of Raymond Group of Industries. Raymond
Group has become within a short period of time since its incorporation in 1925 a major
global conglomerate. The Group Raymond was set up as a textile Indian major and it has
always nurtured leadership and quality. The chairman and managing director of the group is
Gautam Hari Singhania.
The Label Raymond manufactures the finest fabrics in the world from wool worsted blended
suiting to wool to shirting’s of high value as well as ring specialty denims. Raymond Label is
one of the leading groups in the designer wear, engineering tools & files, denim, air charter
and prophylactics services in both international and national markets, cosmetics & toiletries,
and fabrics. The group has a very wide range of more than 12,000 varieties of suiting’s that
cater to consumers across all age groups, styles, and occasions. Raymond Group after
making its mark in the textile sector entered the garmenting sector through ventures such
as Ever Blue Apparel Ltd, Silver Spark Apparel Ltd, and Celebrations Apparel Ltd and
Raymond Ltd. Suit Plant.
10
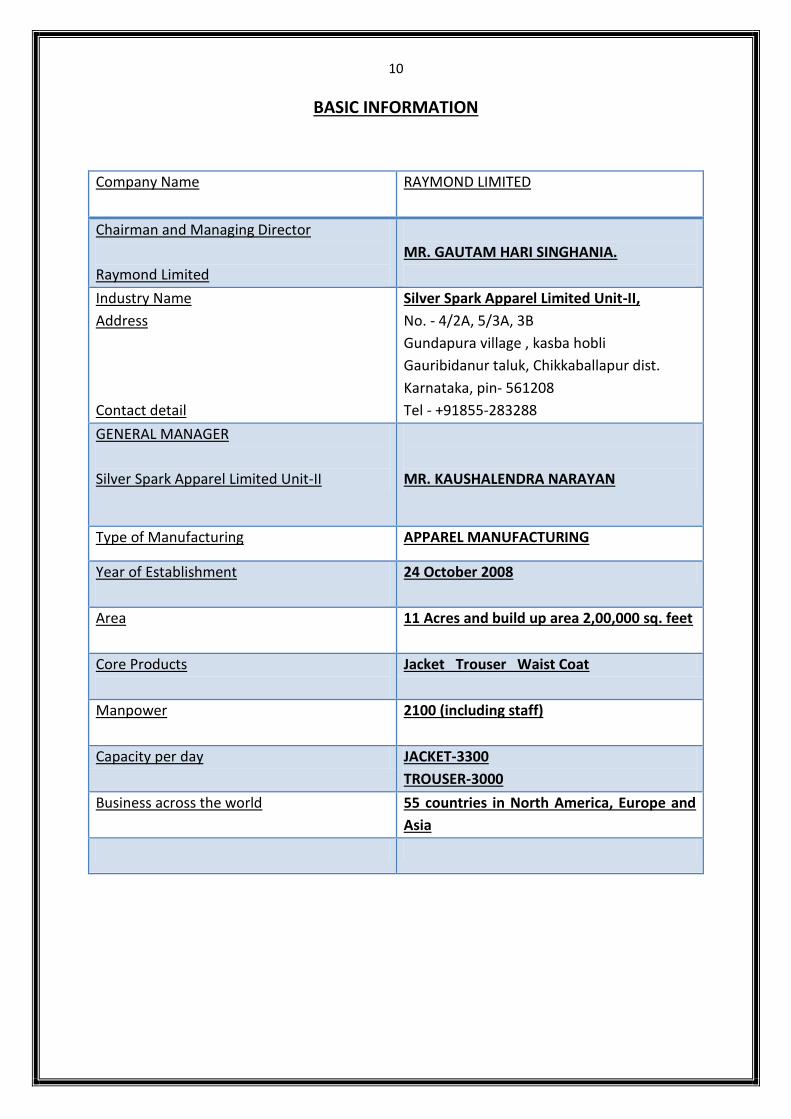
BASIC INFORMATION
Company Name
RAYMOND LIMITED
Chairman and Managing Director
Raymond Limited
MR. GAUTAM HARI SINGHANIA.
Industry Name
Address
Contact detail
Silver Spark Apparel Limited Unit-II,
No. - 4/2A, 5/3A, 3B
Gundapura village , kasba hobli
Gauribidanur taluk, Chikkaballapur dist.
Karnataka, pin- 561208
Tel - +91855-283288
GENERAL MANAGER
Silver Spark Apparel Limited Unit-II
MR. KAUSHALENDRA NARAYAN
Type of Manufacturing APPAREL MANUFACTURING
Year of Establishment
24 October 2008
Area
11 Acres and build up area 2,00,000 sq. feet
Core Products
Jacket Trouser Waist Coat
Manpower
2100 (including staff)
Capacity per day JACKET-3300
TROUSER-3000
Business across the world 55 countries in North America, Europe and
Asia
11
CLIENTS

12
ORGANIZATIONAL STRUCTURE AT RAYMOND LTD.
GENERAL MANAGER
PLANT MANAGERMANAGER
INDUSTRIAL ENGINEERINGDEPUTY MANAGER-HR
SENIOR MANAGER
QUALITY ASSURANCE
FABRIC AND TRIMS STORES
JACKET FINSHING
CUTTING
TROUSER SEWING
JACKET SEWING
TROUSER FINSHING
WAREHOUSE
FABRIC AND TRIMS
STORES
CUTTING
TROUSER SEWING
JACKET SEWING
TROUSER FINSHING
JACKET FINSHING
INDUSTRIAL ENGINEERINGHUMAN RESOURCES
UTILITY AND MAINTENANCE
PRODUCT DEVELOPMENT
COMPLIANCE AND
HEALTH & SAFETY
COMPENSATION & BENIFIT
ADMIN & EMPLOYEE
ENGAGEMENT
WELFARE & REEC
HR ASSISTANTS
HEAD HR & ADMIN

13
WORKFLOW IN DEPARTMENTS
The business is headed by Plant Head who, further, has functional heads supporting him:
Production Merchandising Head
Production Head (Jacket & Trouser)
Finishing Head (Jacket & Trouser)
Quality Head
HR/Admin Head
The respective managers of Trims Store, Cutting Department, Industrial Engineering, Sewing
Department, Quality, Finishing & Maintenance department directly report to the Plant
Head. The head of department has an indirect reporting responsibility to the Merchandising
Department. The Merchandising Department has a major role to play and is involved in
every stage of the product development. The Head of Merchandising heads the activities in
the three departments namely merchandising, purchase department and fabric department.
The Head (HR/Admin) heads the activities of the HR department, Admin department and
the IT department.
The Plant Head reports to the General Manager for the various activities and major decision
making in the departments.
The work flow of Raymond Ltd is a planned and coordinated effort from all the
departments. Giving the importance to quality and precision, checks are performed at every
stage of Manufacture right from pre-production to post-production. There are 12 different
departments in Raymond Ltd. They are:
1. Merchandising Department
2. Product development
3. Planning Department
4. Fabric Department
5. Trim Store
6. Cutting Department
7. Sewing Department
8. Finishing Department
9. Quality Assurance
10. Industrial Engineering

14
11. Maintenance Department
12. Utility Department
13. Human Resource & Administration Department
14. Information Technology Department
15. Training Department
All these departments are directly or indirectly related to the process of production.
The following flowchart will explain the working of departments, which are directly
involved for the process of production right from receipt and conformation of order
to purchase than production to final finishing processes.
Note: In SSA Ltd - II, there is no separate department for marketing/merchandising. Thus
the marketing and merchandising activities are being carried out at Head Office and then
coordinated. SSAL-II has its in-house Production merchandising Department which takes
care of the availability of materials and trims required for production. Thus, SSAL-II procures
materials required for production from Head Office.
15
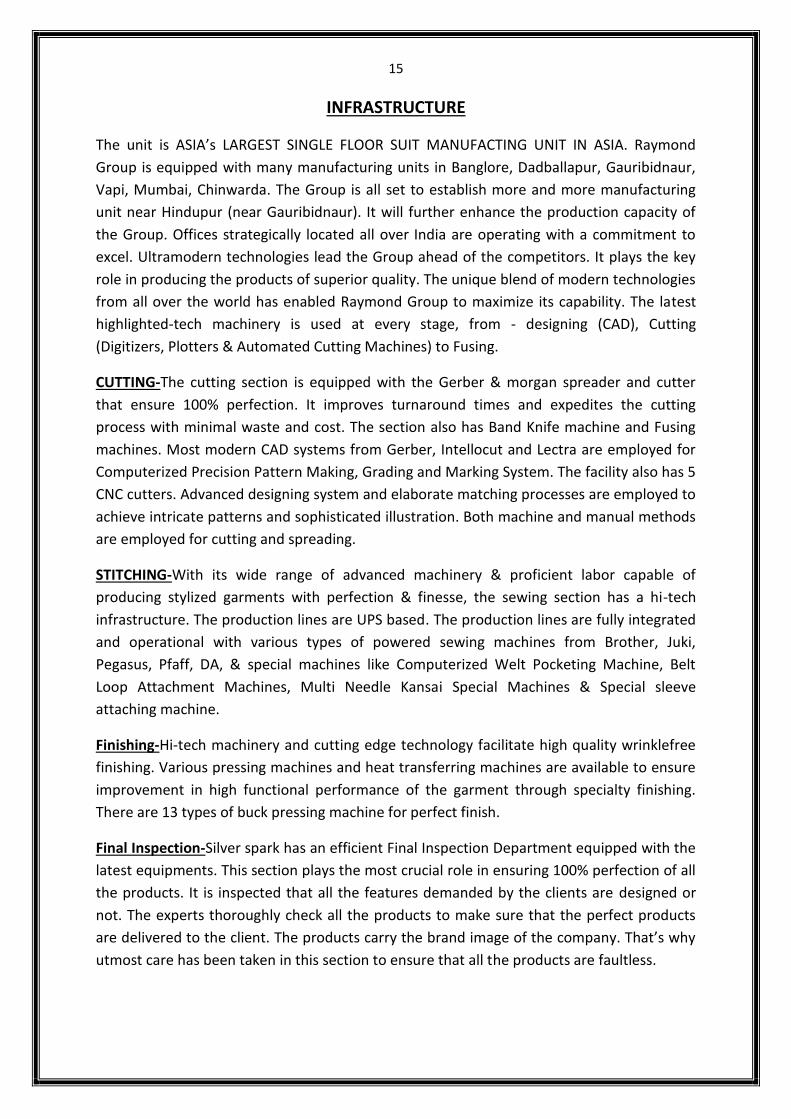
INFRASTRUCTURE
The unit is ASIA’s LARGEST SINGLE FLOOR SUIT MANUFACTING UNIT IN ASIA. Raymond
Group is equipped with many manufacturing units in Banglore, Dadballapur, Gauribidnaur,
Vapi, Mumbai, Chinwarda. The Group is all set to establish more and more manufacturing
unit near Hindupur (near Gauribidnaur). It will further enhance the production capacity of
the Group. Offices strategically located all over India are operating with a commitment to
excel. Ultramodern technologies lead the Group ahead of the competitors. It plays the key
role in producing the products of superior quality. The unique blend of modern technologies
from all over the world has enabled Raymond Group to maximize its capability. The latest
highlighted-tech machinery is used at every stage, from - designing (CAD), Cutting
(Digitizers, Plotters & Automated Cutting Machines) to Fusing.
CUTTING-The cutting section is equipped with the Gerber & morgan spreader and cutter
that ensure 100% perfection. It improves turnaround times and expedites the cutting
process with minimal waste and cost. The section also has Band Knife machine and Fusing
machines. Most modern CAD systems from Gerber, Intellocut and Lectra are employed for
Computerized Precision Pattern Making, Grading and Marking System. The facility also has 5
CNC cutters. Advanced designing system and elaborate matching processes are employed to
achieve intricate patterns and sophisticated illustration. Both machine and manual methods
are employed for cutting and spreading.
STITCHING-With its wide range of advanced machinery & proficient labor capable of
producing stylized garments with perfection & finesse, the sewing section has a hi-tech
infrastructure. The production lines are UPS based. The production lines are fully integrated
and operational with various types of powered sewing machines from Brother, Juki,
Pegasus, Pfaff, DA, & special machines like Computerized Welt Pocketing Machine, Belt
Loop Attachment Machines, Multi Needle Kansai Special Machines & Special sleeve
attaching machine.
Finishing-Hi-tech machinery and cutting edge technology facilitate high quality wrinklefree
finishing. Various pressing machines and heat transferring machines are available to ensure
improvement in high functional performance of the garment through specialty finishing.
There are 13 types of buck pressing machine for perfect finish.
Final Inspection-Silver spark has an efficient Final Inspection Department equipped with the
latest equipments. This section plays the most crucial role in ensuring 100% perfection of all
the products. It is inspected that all the features demanded by the clients are designed or
not. The experts thoroughly check all the products to make sure that the perfect products
are delivered to the client. The products carry the brand image of the company. That’s why
utmost care has been taken in this section to ensure that all the products are faultless.
16
COMPLETE PROCESS FLOW

17
PRODUCT RANGE
There are three different types of products made:
Jacket
Trouser
Vest Coast
1. Jacket-
The different types of jackets made in are:
Half Canvas
Full Canvas
Floating Canvas
No vent
Single Centre Vent
Double vent (one on each side)
Single Breasted
Double Breasted
18
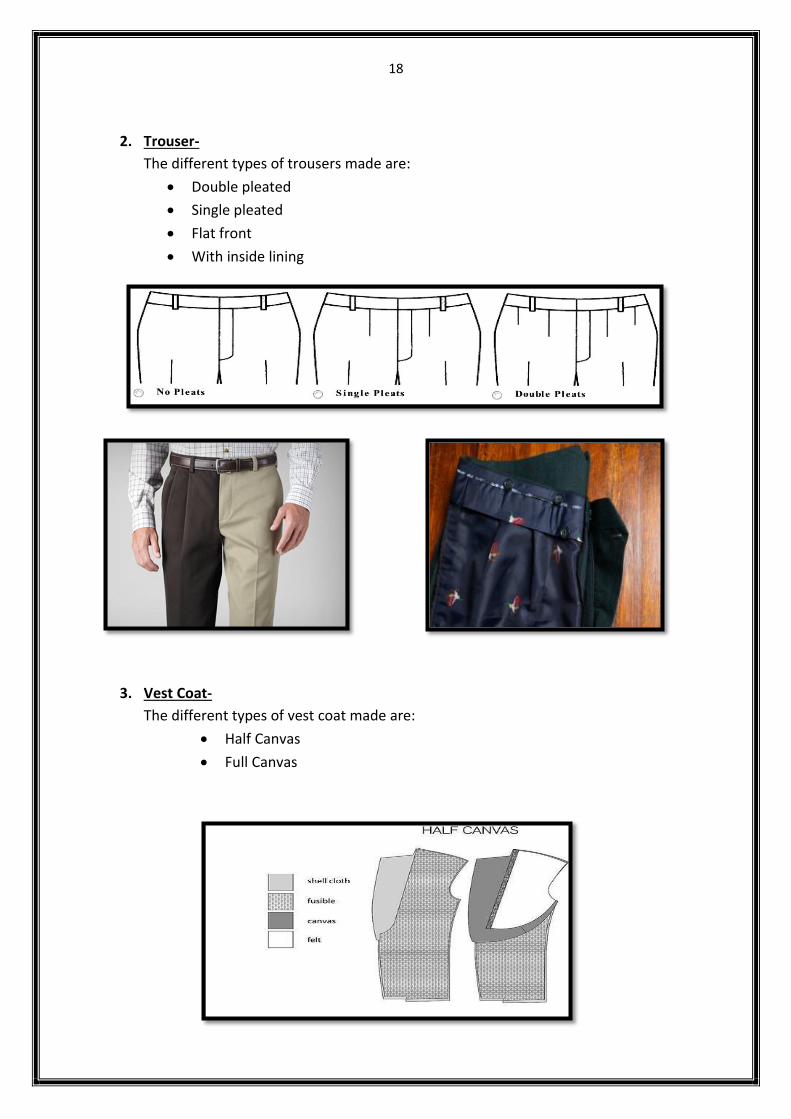
2. Trouser-
The different types of trousers made are:
Double pleated
Single pleated
Flat front
With inside lining
3. Vest Coat-
The different types of vest coat made are:
Half Canvas
Full Canvas
19
IN HOUSE PRODUCTION MERCHANDISING DEPARTMENT
In Raymond Ltd, there is no separate department for marketing/merchandising. Thus the
marketing and merchandising activities are being carried out at Silver Spark and then
coordinated to Raymond. Raymond has its in-house Production merchandising Department
which takes care of the availability of materials and trims required for production. Thus,
Raymond procures materials required for production from Silver Spark.
Merchandising is a process through which products are planned, developed, executed and
presented to the buyer. It includes directing and overseeing the development of product
line from start to finish. Marketing and merchandising department: A team of
merchandisers and marketers work together under a profit controls head. Merchandisers
handle the foreign buyers. The teams are made according to the buyers being handled.
In an export house, merchandising is a combination of business and technical aspects.
Senior merchandisers have responsibilities of products development and coordinating with
the buyer, the garment styles that meets buyer’s expectations in regards to delivery, quality,
and price point. Junior merchandisers have the responsibility of handling paper work and
follow up, detailing with buyers, overseas communication etc. Once the order is placed it is
their duty to complete the necessary paper work, provide breakdown information to all
other department and get samples approved for fit, color and quality. Communications with
overseas and domestic suppliers, approval of production samples, and development of
fabric and yarns are also included in product development, which are co-coordinated with
other departments. Merchandisers have to negotiate with the buyers on pricing, work out
delivery schedules, and investigate for future buyers. Overall we can say that merchandising
is the core department of the entire industry.
THE FUNCTIONS OF THE DEPARTMENT ARE:
Generation of orders depending on production capacity
Sample approvals
Purchase co-ordination
Generation of BOM
Delivery of shipment
Time & Action calendar
Product Development
Market and product Analysis
Booking orders
Confirming Deliveries
Designing and Sampling
Costing
Raw Material
20
Flow Monitoring
Production Follow Ups
Payments Follow
DOCUMENTS MAINTAINED:
Job Card
Buyer’s Specification File
Lab Testing Report
Order Tracking Sheet And Its Status
Shrinkage Testing Report
Cost Sheet
Trim Card
Order performance report
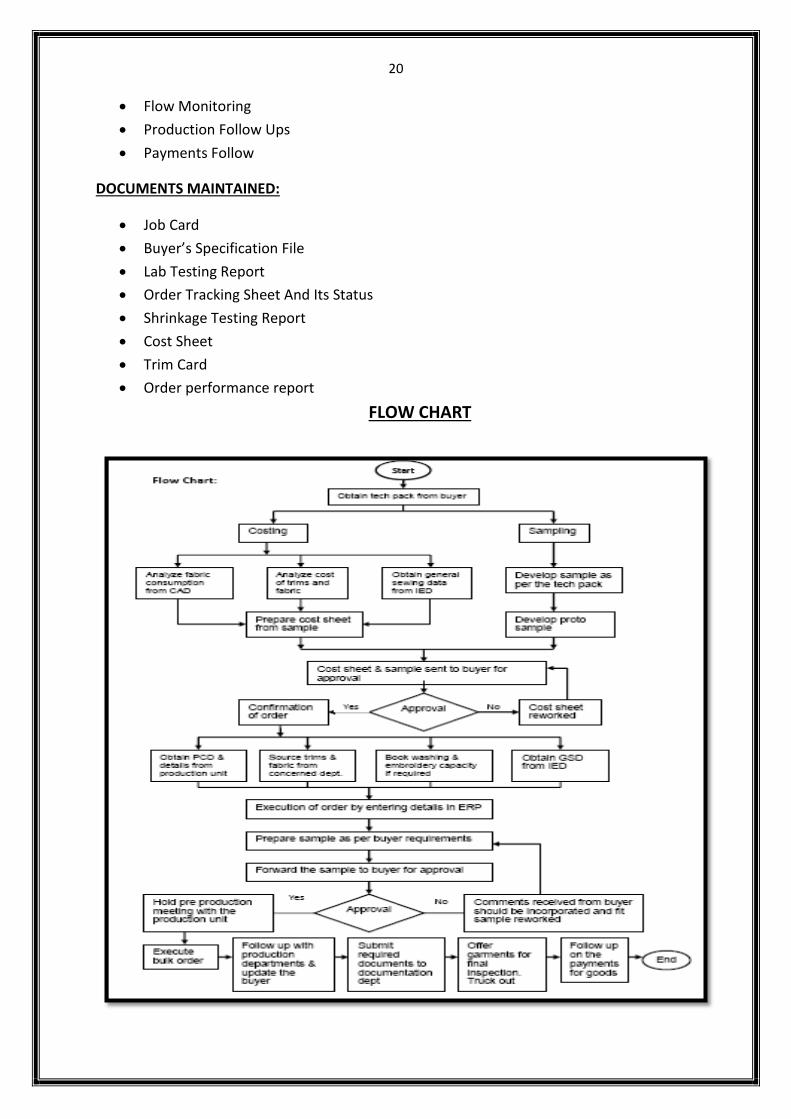
FLOW CHART
21
COSTING:
The most important activity for the merchant is to estimate correctly and negotiate for the
cost of production before the buyer sends on his PO .During the pre-development stage an
initial costing occurs to get an idea of the garment cost likely to be incurred per piece.
Some important considerations in costing are as following:
Yarn costs
Process costs (printing, embroidery, washing, etc.)
Process loss
Cut Make Trim Cost (CMT)
Commission percentage (%) for middleman.
Shortages
Quantity
Currency
Buyer specifications
Negotiation (getting the best out of a deal)
Mode of shipment (by sea/ by air)
FOB (Free On Board)
CIF (Cost, Insurance and Freight)
OH (Overhead Costs)
Quota (Not applicable)
Profit (level of %).
Taking into considerations all the above mentioned, the merchant prepares the cost sheet
with
profit and sends to buyer for approval.
22
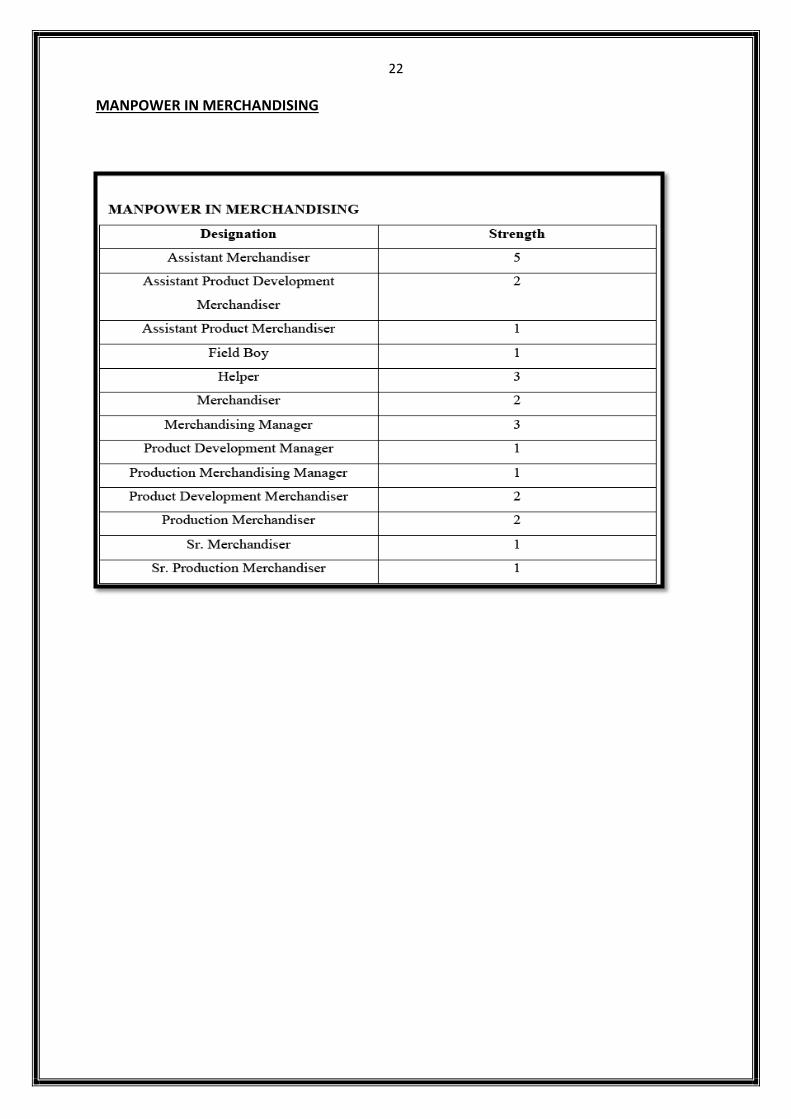
MANPOWER IN MERCHANDISING
23
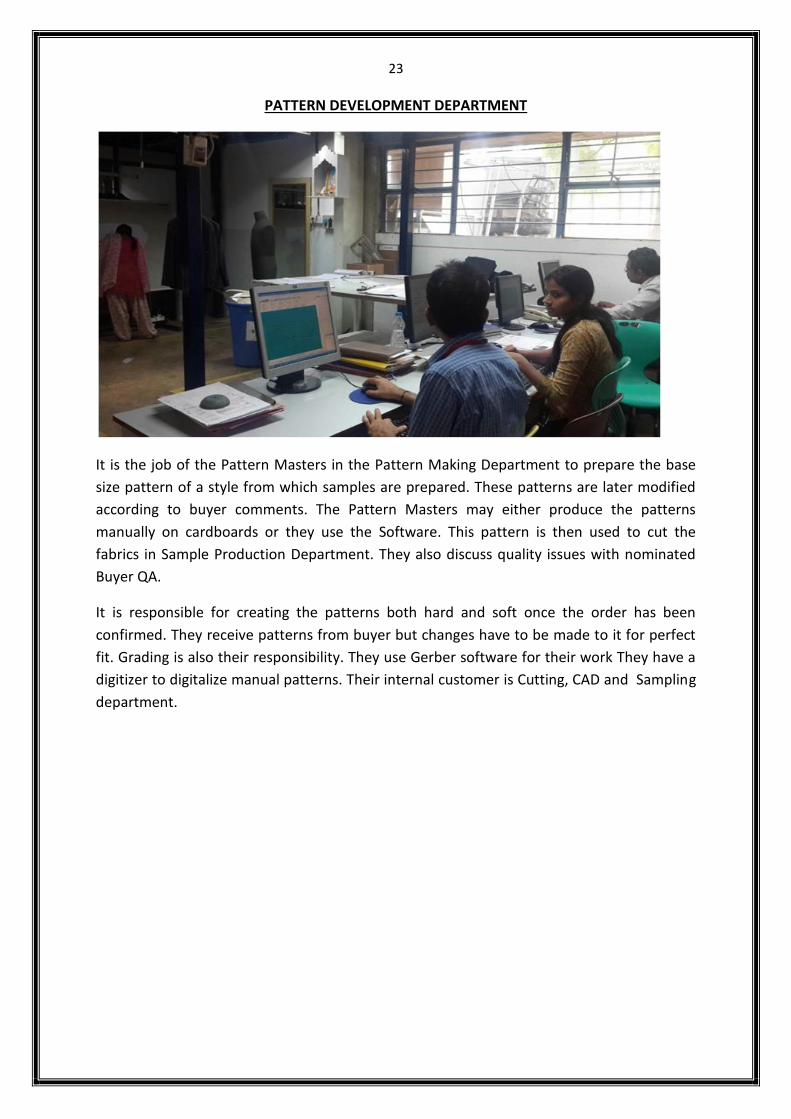
PATTERN DEVELOPMENT DEPARTMENT
It is the job of the Pattern Masters in the Pattern Making Department to prepare the base
size pattern of a style from which samples are prepared. These patterns are later modified
according to buyer comments. The Pattern Masters may either produce the patterns
manually on cardboards or they use the Software. This pattern is then used to cut the
fabrics in Sample Production Department. They also discuss quality issues with nominated
Buyer QA.
It is responsible for creating the patterns both hard and soft once the order has been
confirmed. They receive patterns from buyer but changes have to be made to it for perfect
fit. Grading is also their responsibility. They use Gerber software for their work They have a
digitizer to digitalize manual patterns. Their internal customer is Cutting, CAD and Sampling
department.
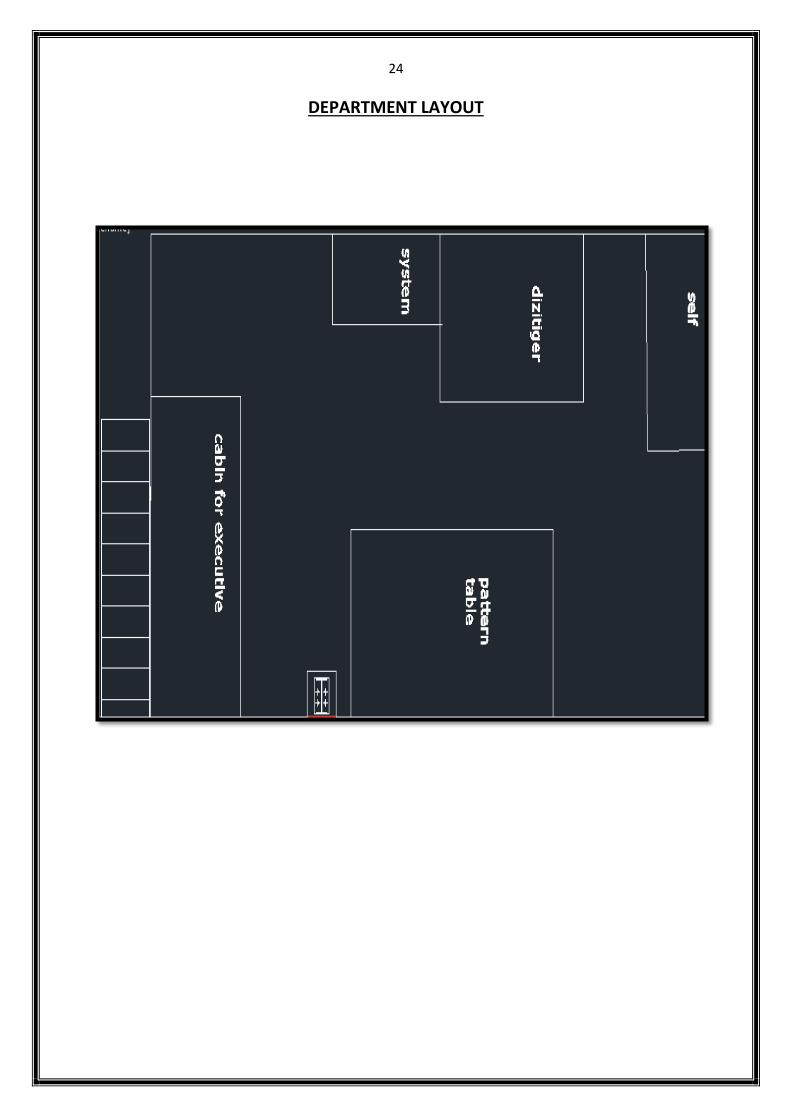
24
DEPARTMENT LAYOUT
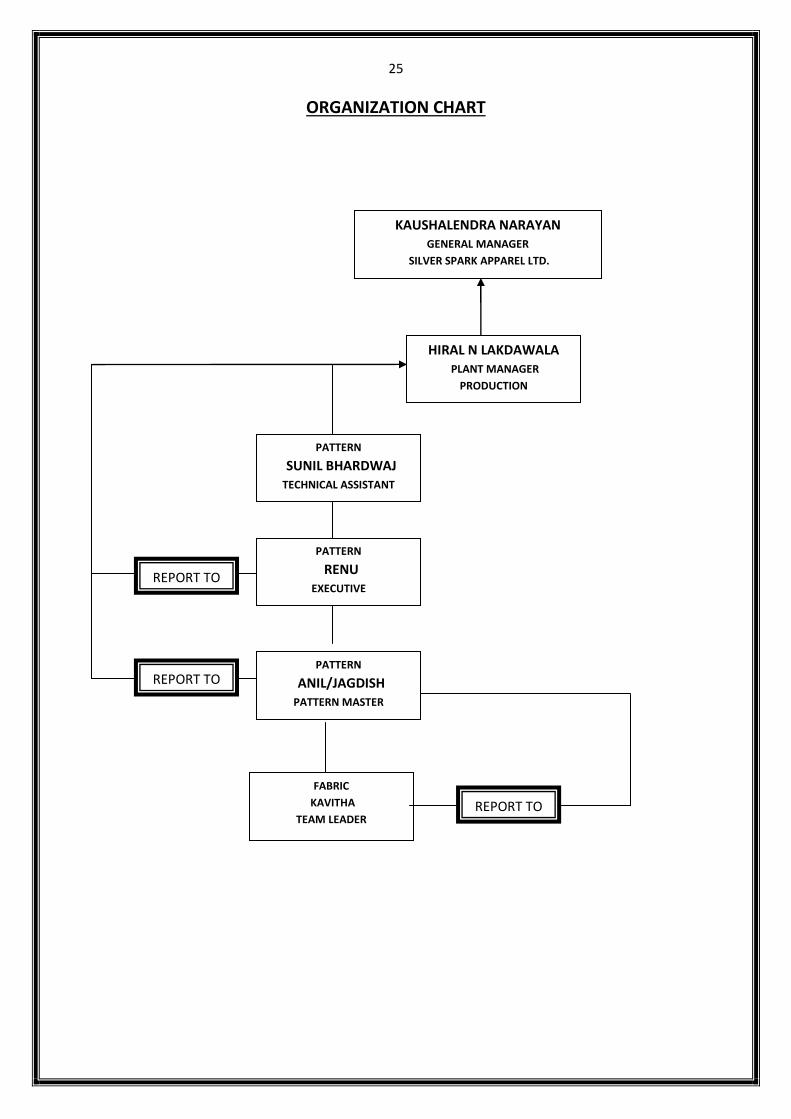
25
ORGANIZATION CHART
HIRAL N LAKDAWALA PLANT MANAGER
PRODUCTION
KAUSHALENDRA NARAYAN GENERAL MANAGER
SILVER SPARK APPAREL LTD.
PATTERN
SUNIL BHARDWAJ TECHNICAL ASSISTANT
PATTERN
RENU EXECUTIVE
PATTERN
ANIL/JAGDISH PATTERN MASTER
FABRIC
KAVITHA TEAM LEADER
REPORT TO
REPORT TO
REPORT TO
26
sop
27
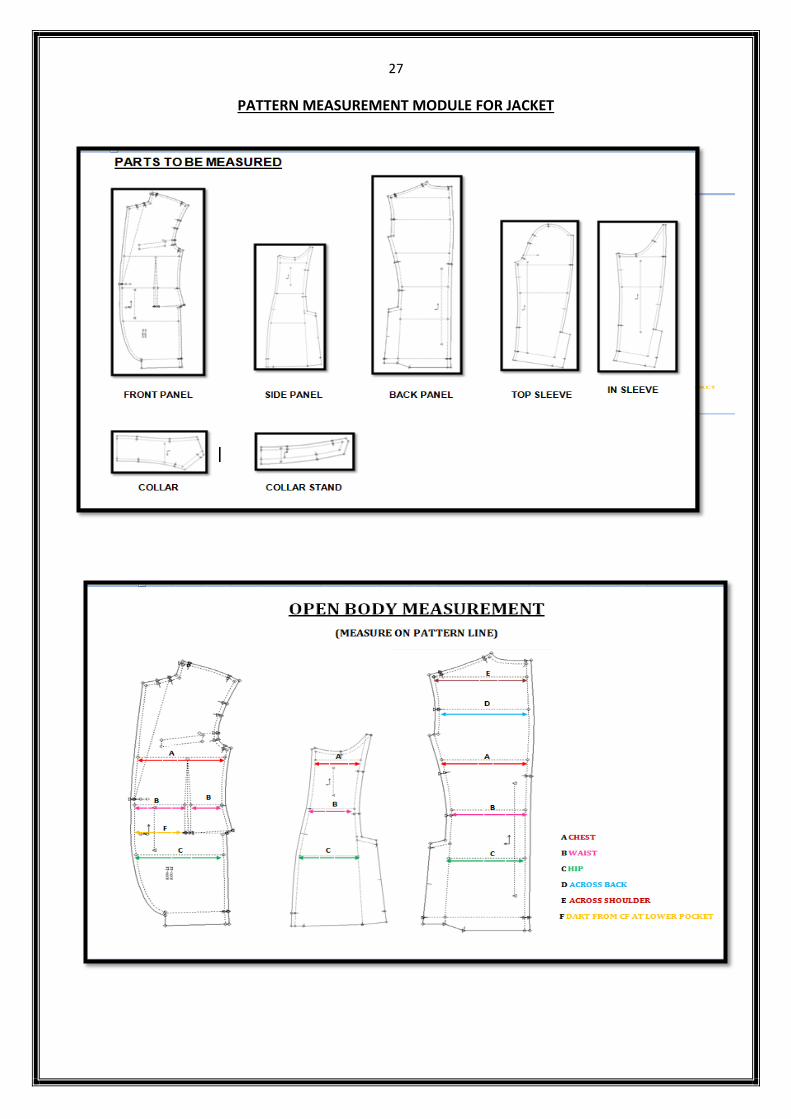
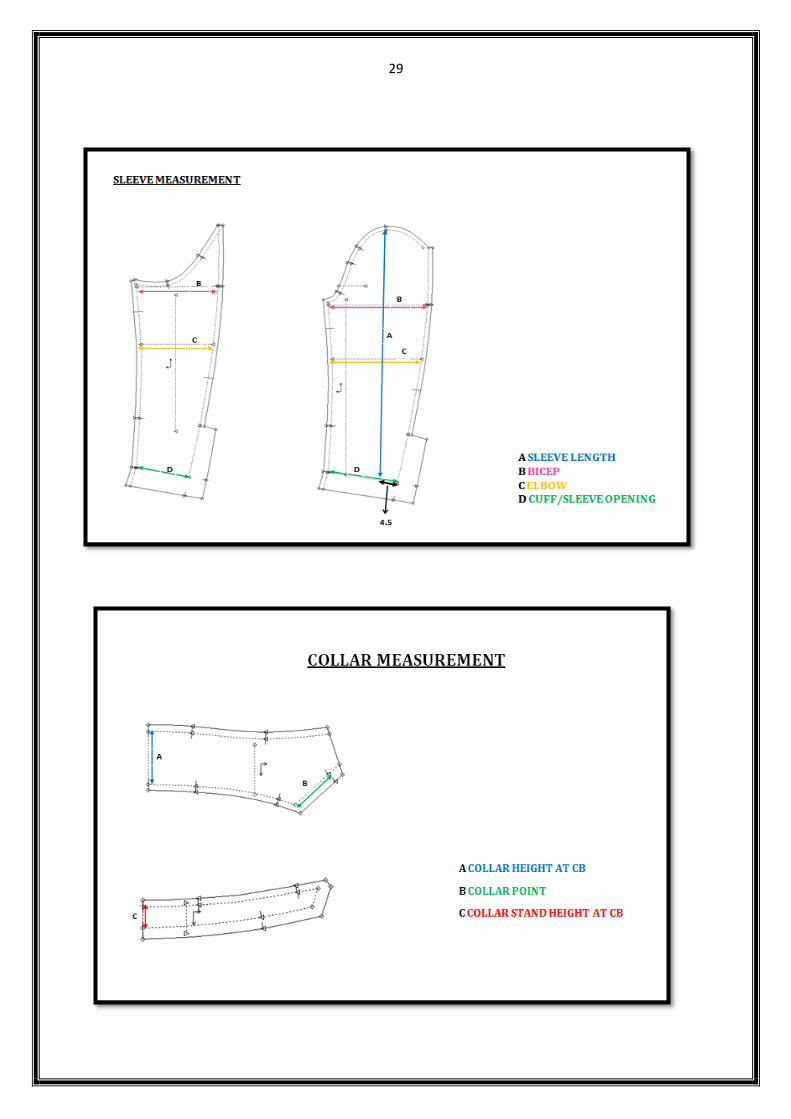
PATTERN MEASUREMENT MODULE FOR JACKET

28
29

30
PATTERN ALLOWANCE
OPEN
MEASUREMENT
CLOSE
MEASUREMENT
PURPOSE
First Button from Shoulder
Seam at Neck
5mm-6 mm 5mm-6mm Chest canvas
fullness
Dart spacing from point to
point at the top of Dart
3mm 3mm Piping/folding for
safer side
Dart from CF at lower pocket 3mm 3mm Piping/folding for
safer side
Front Dart Length 5mm 5mm Margin given for
bone stitching
Chest Pocket from Shoulder
Seam at Neck
3mm 3mm Chest fullness
Length from CB Neck 3mm 3mm Bottom folding/ for
safer side
Across Shoulder -3mm -3mm Bias, seam pressing
Bust/Chest 6mm 150 mm Safer side
Seat 6mm 6mm Vent tacking, folding
Armhole Depth from
HPS(Squared)
7mm 7mm Chest canvas
fullness , Stitching
shrinkage
Muscle/Bicep 1" below
Armhole
3mm 3mm Stitching shrinkage
Elbow 8" from Armhole 2.5mm 2.5mm Stitching shrinkage
Lapel Width -2mm -2mm Piping/folding
31
SAMPLING DEPARTMEN
Garment sampling is very much important process. It is a model of what the bulk production
is going to be done. The sampling is quite difficult but it will make the buyers to get
attractiveness towards the industry. Because the buyers generally places the order after
they are satisfied with the quality of the samples. Garment sampling is a very important task
in an apparel manufacturing because it gives the satisfaction of the customer with respect
to the product being manufactured. This is in turn important because if the buyer is not
satisfied by the samples, this puts the following at risk:
i. Placement of the order
ii. Acceptance of the some or the entire quantity of garments produced
32
The sampling department is in constant touch with the marketing department, which
generates the order. The buyer supplies the specification sheet depending on which the
patterns are developed.
The samples decide the ability of the exporter. The buyers access the exporter and his
organization only on the samples. If the samples are of good quality and with reasonable
price naturally the buyer will be forced to place the order. By doing sampling the exporter
gets to know the yarn consumption for developing the fabric, a clear idea on costing more
over the manufacturing difficulties.
Once the buyer approves the patterns, sampling is done in jumping sizes and sent to the
buyer for approval. There are a variety of samples generated at various stages. Once the
pre-production sample is approved mass production starts
OBJECTIVES
Getting approvals from buyers based on the samples produced.
The Sampling Department produces the base patterns from which the samples are
produced and send to the buyer for approval, if there are any changes or alterations
to be done in the pattern then the buyer informs the Merchandiser who in turn asks
the Sampling Department to make the necessary changes in the Pattern.
Getting pre-production approvals on the fittings, constructions, quality, fabric and
trims of the style.
Checking and analyzing new styles, defining quality terms of new styles to
production department.
Sending samples to buyers on their request such as
Proto Sample
Fit Sample
Photo shoot Sample & Ad Sample
Sealer Sample
Salesmen Sample
Pre Production Sample
Top Sample
GPT Sample

33
FUNCTION
The sampling department also calculates the consumption of fabric required to
produce the garment.
The sampling department also access for accessories and thread consumption for
that particular garment.
Based on the sampled garment the costing is been carried out.
When all the Pre-Production Sample is approved by the buyer, the Sampling
Department forwards the Production Marker, which has all the graded sizes of the
approved pattern to the Cutting Department. The Details Attached to the Garment
Sample After the confirmation of order, each sample sent to the buyer has the
following details attached to it, with the help of a tag. It contains the details
pertaining to both, what the buyer has demanded and what supplement fabric/trim
etc they have used (if applicable).
Ref no.
Color
Fabric
Composition
Description
Quantity
Style no. / Size
34
PLANT LAYOUT

35
ORGANISATION CHART
HIRAL N LAKDAWALA PLANT MANAGER
PRODUCTION
BRIJ KISHORE SHARMA SENIOR MANAGER
QUALITY ASSUARNACE
KAUSHALENDRA NARAYAN GENERAL MANAGER
SILVER SPARK APPAREL LTD.
PRODUCT DEVELOPMENT
VENKATESH TECHNICIAN
SAMPLING DEPARTMENT
ANURADHA EXECUTIVE
SAMPLIN DEPARTMENT
MURTHI QUALITY (TROUSER)
0)
SAMPLING DEPARTMENT
SHARDA EXECUTIVE
FABRIC
SOBHA ASSOCIATE
SAMPLING DEPARTMNET
SHASHI QUALITY (JACKET/VEST COAT)
CUTTING/SEWING/FINISHING
OPERATOR
REPORT TO
REPORT TO
REPORT TO
REPORT TO
REPORT TO
REPORT TO

36
SOP
37
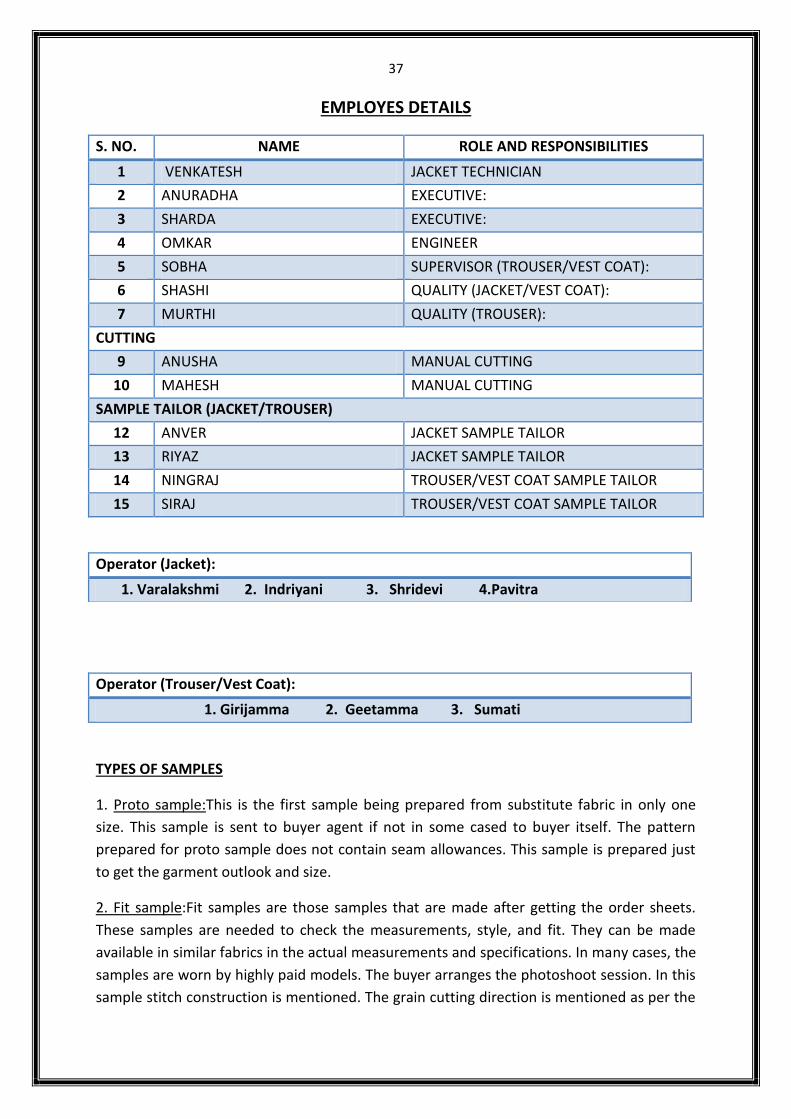
EMPLOYES DETAILS
S. NO. NAME ROLE AND RESPONSIBILITIES
1 VENKATESH JACKET TECHNICIAN
2 ANURADHA EXECUTIVE:
3 SHARDA EXECUTIVE:
4 OMKAR ENGINEER
5 SOBHA SUPERVISOR (TROUSER/VEST COAT):
6 SHASHI QUALITY (JACKET/VEST COAT):
7 MURTHI QUALITY (TROUSER):
CUTTING
9 ANUSHA MANUAL CUTTING
10 MAHESH MANUAL CUTTING
SAMPLE TAILOR (JACKET/TROUSER)
12 ANVER JACKET SAMPLE TAILOR
13 RIYAZ JACKET SAMPLE TAILOR
14 NINGRAJ TROUSER/VEST COAT SAMPLE TAILOR
15 SIRAJ TROUSER/VEST COAT SAMPLE TAILOR
TYPES OF SAMPLES
1. Proto sample:This is the first sample being prepared from substitute fabric in only one
size. This sample is sent to buyer agent if not in some cased to buyer itself. The pattern
prepared for proto sample does not contain seam allowances. This sample is prepared just
to get the garment outlook and size.
2. Fit sample:Fit samples are those samples that are made after getting the order sheets.
These samples are needed to check the measurements, style, and fit. They can be made
available in similar fabrics in the actual measurements and specifications. In many cases, the
samples are worn by highly paid models. The buyer arranges the photoshoot session. In this
sample stitch construction is mentioned. The grain cutting direction is mentioned as per the
Operator (Jacket):
1. Varalakshmi 2. Indriyani 3. Shridevi 4.Pavitra
Operator (Trouser/Vest Coat):
1. Girijamma 2. Geetamma 3. Sumati
38
buyer requirements as well as the stitching instructions of the different parts of garment.
The accurate dimensions of the garment are also specified.
3. Salesman sample:
In this type of samples, a sample size of altogether 50 pieces in different sizes is sent to
buyer. The buyer will have certain buying houses or showrooms where the samples are put
on display for sale. The pattern prepared for salesmen sample, will contain seam allowances
as lay is been made for cutting the above 50 pieces. Fabric used is original with all trims.
5. Size set samples:
This sample is been prepared in order to check perfect fit to the garment. In all sizes one
sample is sent to the buyer to check the fit. Based on this sample the buyer sends comments
regarding the size fit if any. In certain cases the fabric may be of substitute fabric.
6. Pre-Production samples:
These samples are almost like the approval samples. They are made in actual fabric with
actual bulk trims. In this sample all accessories and fabric being original. The Q.C. in the
production selects one sample and sends it to the Merchandiser; the latter checked and
then sends it to the buyer.
7. Production samples:
Production samples are samples that are sent before the shipment to get confirmation for
shipment. These samples have to be perfect, because they might be checked by the buyer
or even washed.
8. Top samples:
This is the sample is been prepared in the production line during production hours. One or
two samples being sent to the buyer to give the knowledge of the garment how is being
stitched in the production line. Only certain buyers do ask for TOP samples.
9. Shipment sample:
Here one or two samples to be sent to the buyer to give knowledge of what is being sent to
the buyer through shipment. Certain buyers do ask for this type of samples though this
sample is not sent usually.
10. Garment package test:
The checking of the trims of sample at final step takes place according to the buyer spec
sheet. Color fastness, strength, crocking of the sample is testing is done.
39
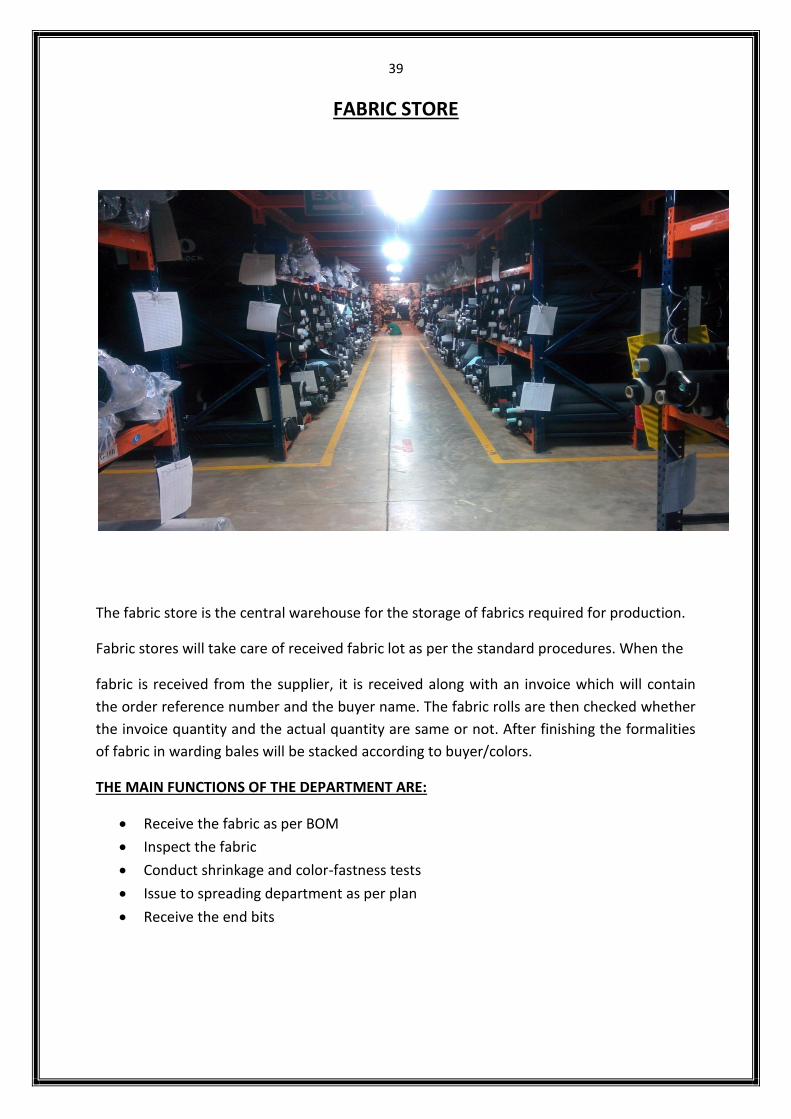
FABRIC STORE
The fabric store is the central warehouse for the storage of fabrics required for production.
Fabric stores will take care of received fabric lot as per the standard procedures. When the
fabric is received from the supplier, it is received along with an invoice which will contain
the order reference number and the buyer name. The fabric rolls are then checked whether
the invoice quantity and the actual quantity are same or not. After finishing the formalities
of fabric in warding bales will be stacked according to buyer/colors.
THE MAIN FUNCTIONS OF THE DEPARTMENT ARE:
Receive the fabric as per BOM
Inspect the fabric
Conduct shrinkage and color-fastness tests
Issue to spreading department as per plan
Receive the end bits
40
PLANT LAYOUT
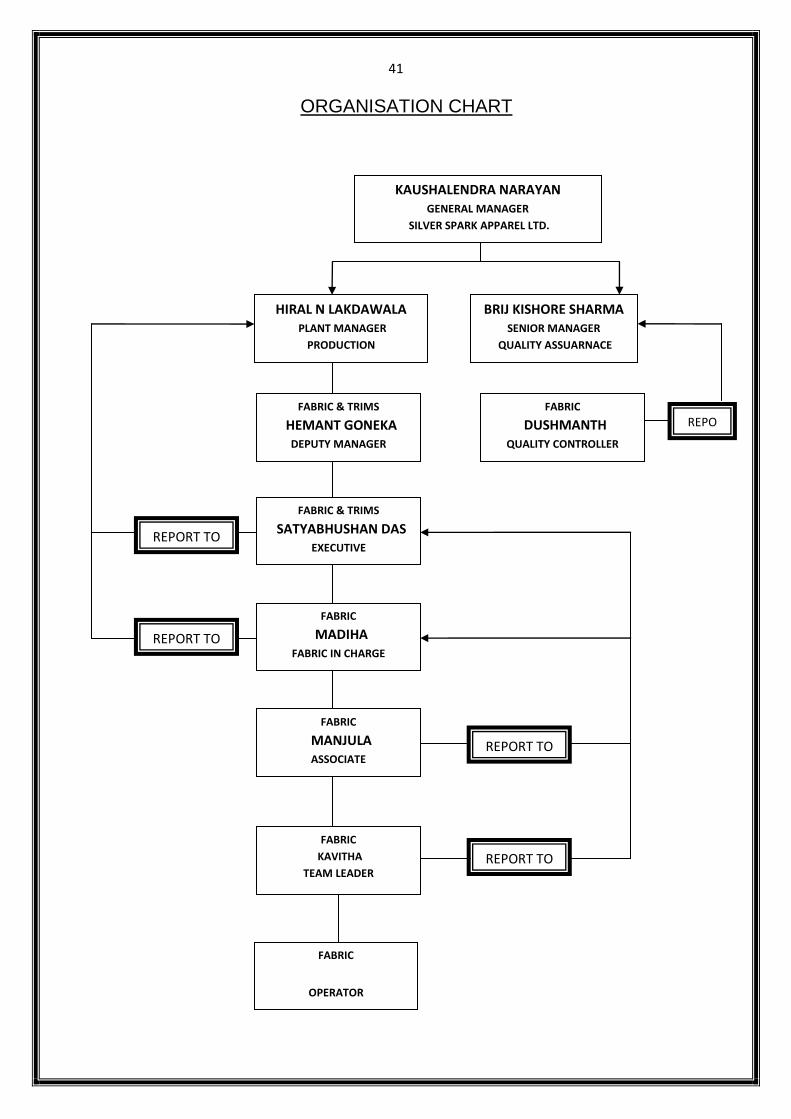
41
ORGANISATION CHART
KAUSHALENDRA NARAYAN GENERAL MANAGER
SILVER SPARK APPAREL LTD.
HIRAL N LAKDAWALA PLANT MANAGER
PRODUCTION
BRIJ KISHORE SHARMA SENIOR MANAGER
QUALITY ASSUARNACE
FABRIC & TRIMS
HEMANT GONEKA DEPUTY MANAGER
FABRIC & TRIMS
SATYABHUSHAN DAS EXECUTIVE
FABRIC
DUSHMANTH QUALITY CONTROLLER
FABRIC
MADIHA FABRIC IN CHARGE
FABRIC
MANJULA ASSOCIATE
FABRIC
KAVITHA TEAM LEADER
FABRIC
OPERATOR
REPORT TO
REPORT TO
REPORT TO
REPO
RT TO
REPORT TO
42
SOP

43
EMPLOYES DETAILS
S.
No.
NAME Role and Responsibilities Area
1 Mr. Hemant Goneka Deputy Manager:
2 Mr. Satyabhushan Das Executive:
3 Madiha Farheen Production & Quality
Engineer:
4 Manjula Fabric Associate:
5 Dushmanth Quality Controller
6 Gangadevi R Swatch Card & Shade Card Swatch Card Area
7 Jyothi Swatch Card & Shade Card Sponging m/c & Rack
G&F
8 Manjula M.G Bale Opening Bale opening Area 1
9 Prabhavathi R Bale Opening Rack C & B
10 Manjula Bale Opening Bale Opening Area 2
11 Gayathri G Inspection Inspection M/C3& Rack
U&T
12 Nalina K.N Inspection Inspection M/C4& Rack
M&L
13 Mala Inspection Inspection M/C4& Rack
E&D
14 Gangarathmma Inspection Inspection M/C 5,6 & 7
15 Shilpa Inspection Inspection M/C4& Rack
W&V
16 Suguna Bar Coding Rack G&F
17 Prema Bar Coding Bar Coding Area
18 Nagmani Width Report CAD
19 Arathi G Width Report CAD
20 Arathi K C Stage Issues CAD
21 Shalini R Physical Issues-Jacket Rack K & J
22 Sri Devi C.G Physical Issues-Trouser Rack S & R
23 Kavitha K Shrinkage 11 parameters Shrinkage Area
24 Radha E Stock Tally CAD
25 Nandini K. N GRN & MTN Inspection M/C4 & Rack
M&L
26 Kavitha K.S Out wording System area and all
orders
44
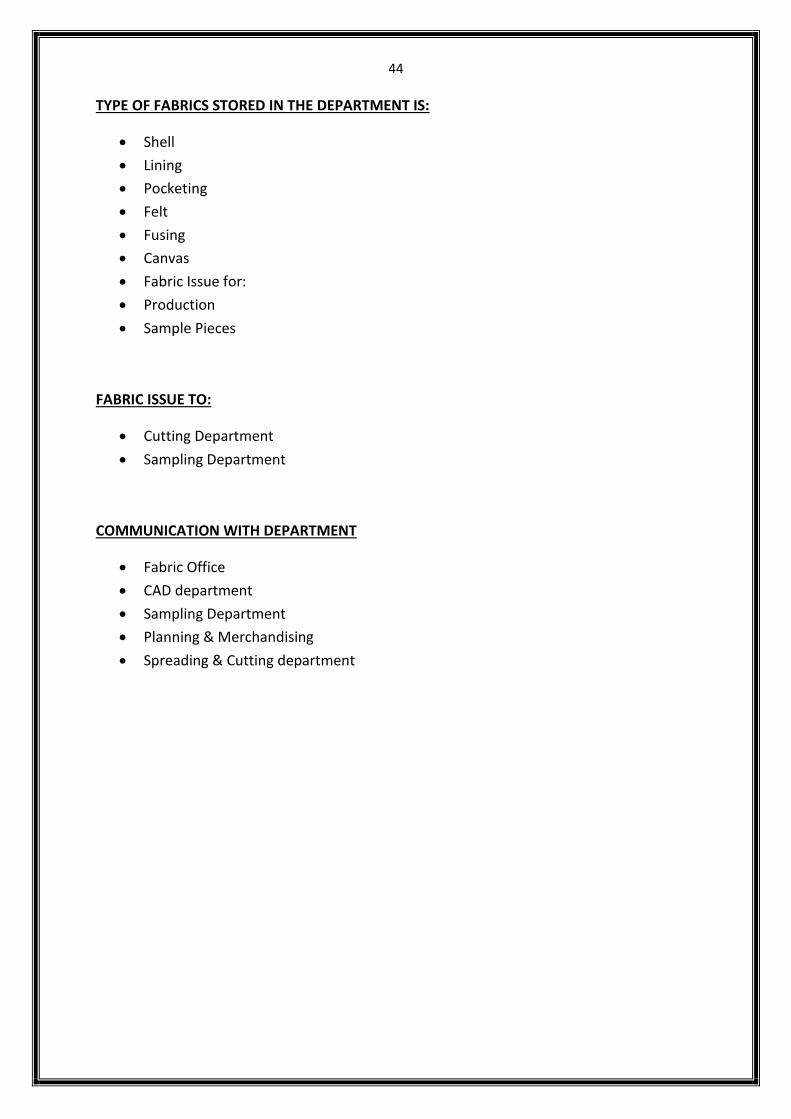
TYPE OF FABRICS STORED IN THE DEPARTMENT IS:
Shell
Lining
Pocketing
Felt
Fusing
Canvas
Fabric Issue for:
Production
Sample Pieces
FABRIC ISSUE TO:
Cutting Department
Sampling Department
COMMUNICATION WITH DEPARTMENT
Fabric Office
CAD department
Sampling Department
Planning & Merchandising
Spreading & Cutting department
45
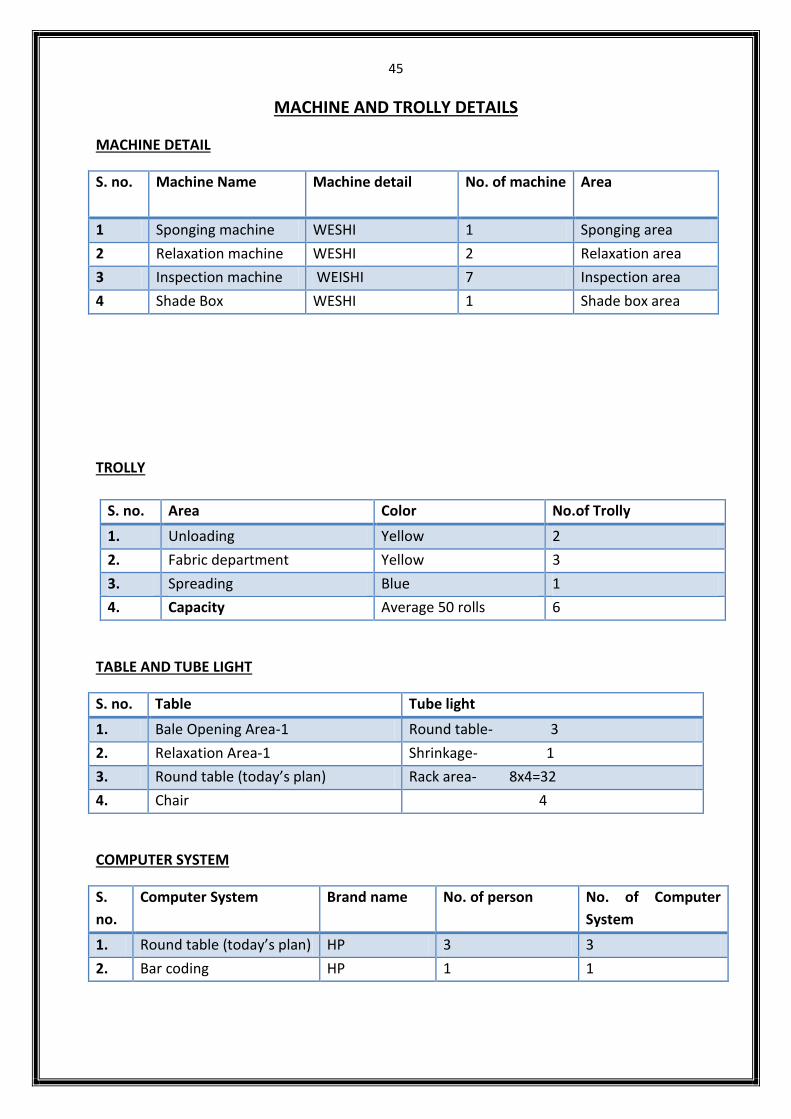
MACHINE AND TROLLY DETAILS
MACHINE DETAIL
S. no. Machine Name
Machine detail No. of machine Area
1 Sponging machine WESHI 1 Sponging area
2 Relaxation machine WESHI 2 Relaxation area
3 Inspection machine WEISHI 7 Inspection area
4 Shade Box WESHI 1 Shade box area
TROLLY
TABLE AND TUBE LIGHT
S. no. Table Tube light
1. Bale Opening Area-1 Round table- 3
2. Relaxation Area-1 Shrinkage- 1
3. Round table (today’s plan) Rack area- 8x4=32
4. Chair 4
COMPUTER SYSTEM
S.
no.
Computer System Brand name No. of person No. of Computer
System
1. Round table (today’s plan) HP 3 3
2. Bar coding HP 1 1
S. no. Area Color No.of Trolly
1. Unloading Yellow 2
2. Fabric department Yellow 3
3. Spreading Blue 1
4. Capacity Average 50 rolls 6
46
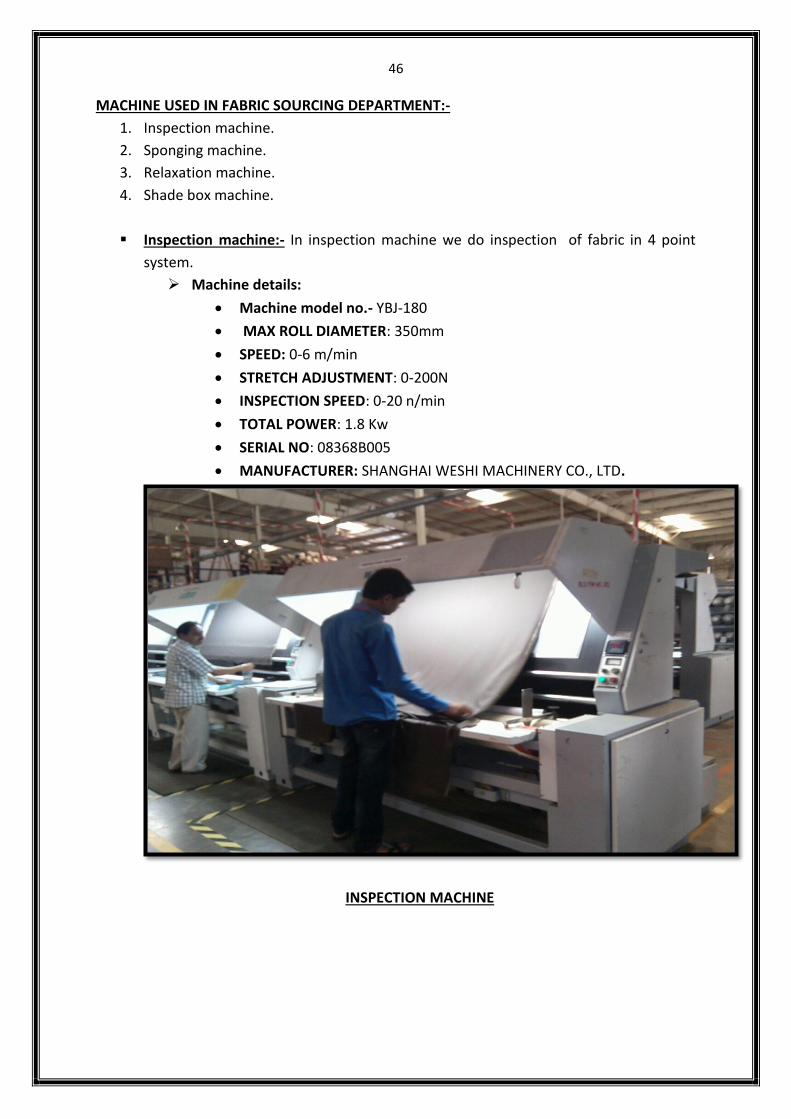
MACHINE USED IN FABRIC SOURCING DEPARTMENT:-
1. Inspection machine.
2. Sponging machine.
3. Relaxation machine.
4. Shade box machine.
Inspection machine:- In inspection machine we do inspection of fabric in 4 point
system.
Machine details:
Machine model no.- YBJ-180
MAX ROLL DIAMETER: 350mm
SPEED: 0-6 m/min
STRETCH ADJUSTMENT: 0-200N
INSPECTION SPEED: 0-20 n/min
TOTAL POWER: 1.8 Kw
SERIAL NO: 08368B005
MANUFACTURER: SHANGHAI WESHI MACHINERY CO., LTD.
INSPECTION MACHINE

47
SPONGING MACHINE:- Sponging is done to control shrinkage in wool and wool blend fabric.
This process is quite effective in removing relaxation shrinkage and any inherent strains
within the fabric structure. It is applied to wool fabric before cutting to prevent possible
contractions of the fabric in the finished garment.
The machine has four different chambers where pre steaming, steaming and
drying of the fabric is done.
MACHINE DETAILS
Power supply -380V
Steam pressure- 5kg/cm2
Steam consumption- 100-150kg/h
Rate output of motor kW -2.78kw
Rate output of heater kW -15kw
Working width-1800mm
Speed- 3-8m/min
Dimension -4500*2500*2000mm
SPONGING MACHINE

48
RELAXATION MACHINE: In relaxation machine the lycra fabric is relaxed to avoid shrinkage
during the production process as per the buyer’s requirement. The fabric is hanged for 24
hours and they are supplied to the cutting department in the same condition.
SHADE BOX MACHINE:
Machine deals with the checking of
the shade of the fabric.

49
QUALITY IN FABRIC DEPARTMENT
CHECKING OF FABRIC:
The fabrics received are checked by 4-point system:
100% random inspection for Trouser
100% inspection for Suit and Jacket fabric
The fabrics are checked for:
Width
Shade (center to selvedge)
Weaving defects
Shrinkage (steam & fusing) (6 machines)
Sponging and relaxation is done for preventing fabric shrinkage.
All the rolls of fabric are properly coded before loading onto racks.
11 PARAMETER:
Width report.
Shade report.
CSV report.
Bowing report.
Shrinkage report.
Inspection report.
Colour fastness card.
Shade band card.
SNo. Parameter Details
1 Width Checked on fabric inspection machine while the roll is being
inspected
Width is checked thrice in the entire roll; beginning,
approximate halfway & end
If a lot of variation is observed, approval from Merchandising
Department is required
If very less variation is observed, least width is kept on record

50
2 Length Actual length is recorded by the fabric inspection machine
itself
If a lot of variation is observed, supplier is contacted
If very less variation is observed, the roll is passed further
3 Defect
Checking
Defects are checked by operators on the fabric inspection
machine using the 4-Point System
Types of defects & points given to them are recorded on a
sheet by the operator
If points > 40, roll is rejected
If points < 40, roll is accepted
Roll no., width & length are written
Tape is put on the edges of the roll
4 Shrinkage Shrinkage is of two types: Steam & Fusing
To inspect shrinkage, two swatches from each roll are cut
Size of the swatch is 30cm x 30cm
Marking using a template at 25cm x 25cm is done to prevent
errors due to fraying of fabric
One swatch is fused with a fusing in the fusing machine
The other swatch is steam pressed
The fabric swatches are measured again
Variations are recorded in the report
5 CSV A fabric panel which had been cut out of the entire width of
the roll is vertically cut in 4 pieces
1
2 3 4
They are attached in such a way that the centre of one piece
is attached to the selvedge in another piece
2
4 1 3
The swatch is then checked in light box for shade variations
between centre & selvedge
No CSV or CSV is mentioned in the Width Report accordingly
51
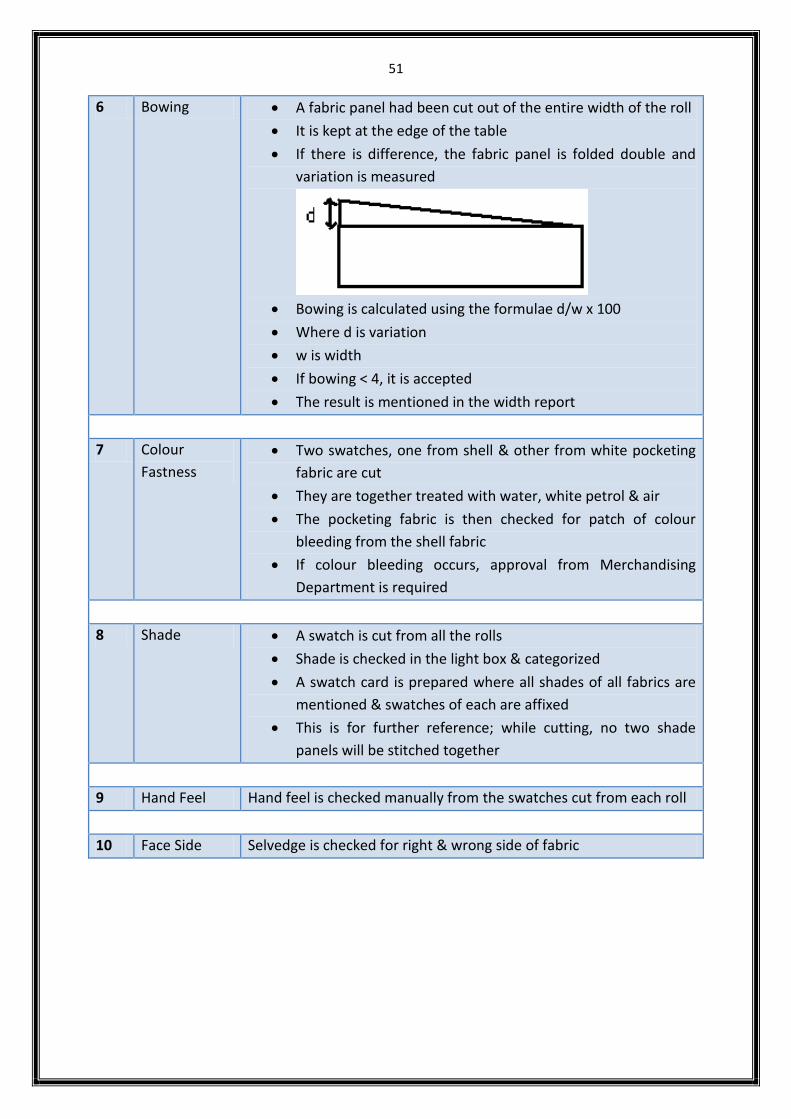
6 Bowing A fabric panel had been cut out of the entire width of the roll
It is kept at the edge of the table
If there is difference, the fabric panel is folded double and
variation is measured
Bowing is calculated using the formulae d/w x 100
Where d is variation
w is width
If bowing < 4, it is accepted
The result is mentioned in the width report
7 Colour
Fastness
Two swatches, one from shell & other from white pocketing
fabric are cut
They are together treated with water, white petrol & air
The pocketing fabric is then checked for patch of colour
bleeding from the shell fabric
If colour bleeding occurs, approval from Merchandising
Department is required
8 Shade A swatch is cut from all the rolls
Shade is checked in the light box & categorized
A swatch card is prepared where all shades of all fabrics are
mentioned & swatches of each are affixed
This is for further reference; while cutting, no two shade
panels will be stitched together
9 Hand Feel Hand feel is checked manually from the swatches cut from each roll
10 Face Side Selvedge is checked for right & wrong side of fabric
52
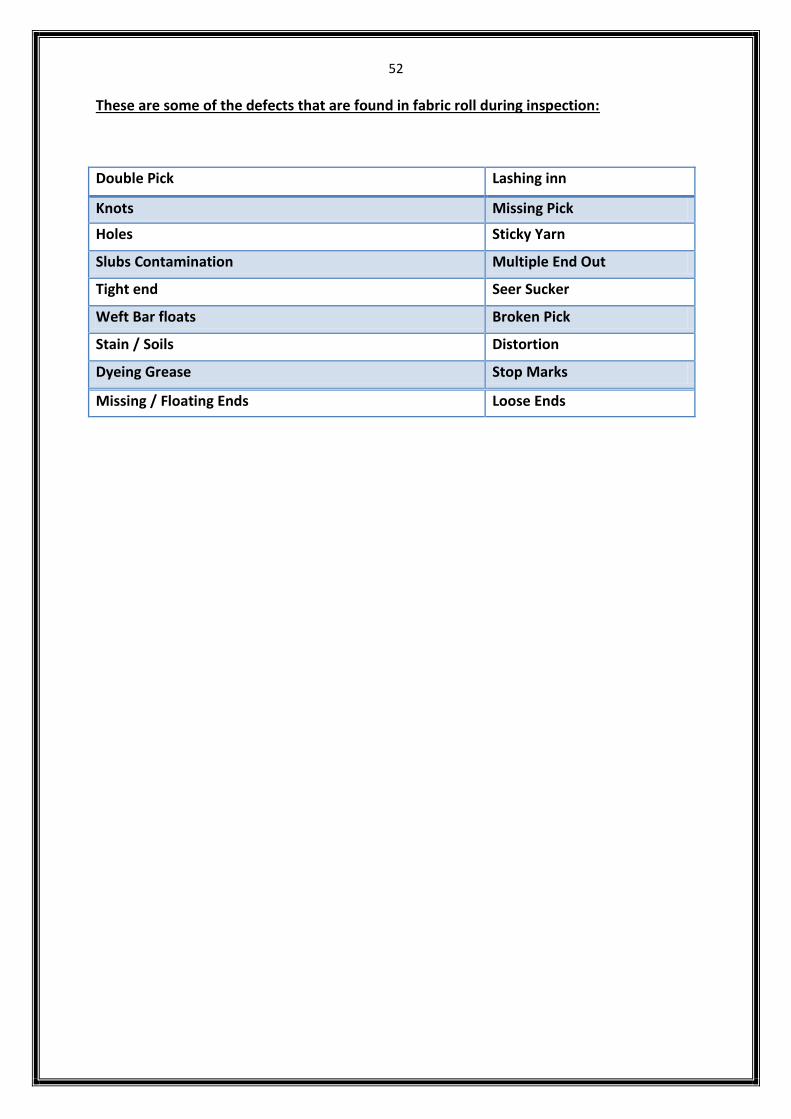
These are some of the defects that are found in fabric roll during inspection:
Double Pick Lashing inn
Knots Missing Pick
Holes Sticky Yarn
Slubs Contamination Multiple End Out
Tight end Seer Sucker
Weft Bar floats Broken Pick
Stain / Soils Distortion
Dyeing Grease Stop Marks
Missing / Floating Ends Loose Ends
53
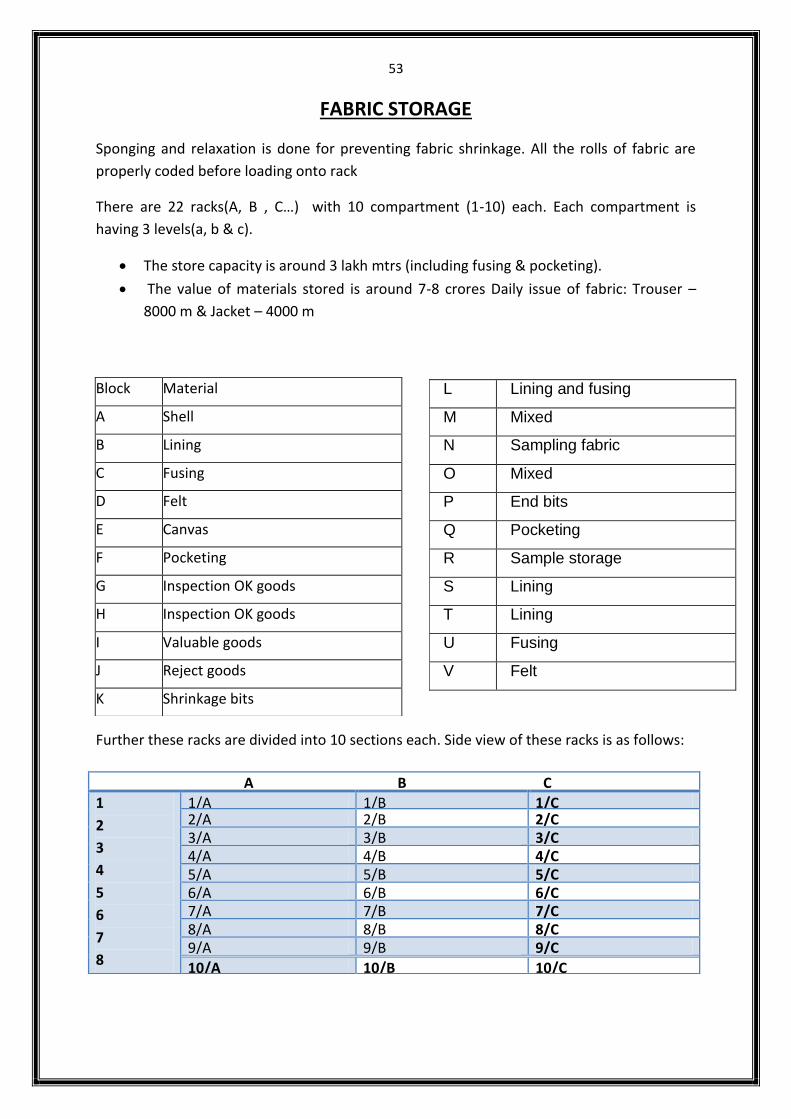
L Lining and fusing
M Mixed
N Sampling fabric
O Mixed
P End bits
Q Pocketing
R Sample storage
S Lining
T Lining
U Fusing
V Felt
FABRIC STORAGE
Sponging and relaxation is done for preventing fabric shrinkage. All the rolls of fabric are
properly coded before loading onto rack
There are 22 racks(A, B , C…) with 10 compartment (1-10) each. Each compartment is
having 3 levels(a, b & c).
The store capacity is around 3 lakh mtrs (including fusing & pocketing).
The value of materials stored is around 7-8 crores Daily issue of fabric: Trouser –
8000 m & Jacket – 4000 m
Further these racks are divided into 10 sections each. Side view of these racks is as follows:
Block Material
A Shell
B Lining
C Fusing
D Felt
E Canvas
F Pocketing
G Inspection OK goods
H Inspection OK goods
I Valuable goods
J Reject goods
K Shrinkage bits
A B C 1
2
3
4
5
6
7
8
9
10
1/A 1/B 1/C 2/A 2/B 2/C 3/A 3/B 3/C 4/A 4/B 4/C 5/A 5/B 5/C 6/A 6/B 6/C 7/A 7/B 7/C 8/A 8/B 8/C 9/A 9/B 9/C
10/A 10/B 10/C

54
TRIMS DEPARTMENT
OBJECTIVE:
To receive Incoming material and check material for attribute & variables
To arrange an incoming material in an allocated racks
To issue trims as per production planning & other material as per requirement
To mention a record of incoming & outgoing material
To do audit to check physical inventory
FUNCTION OF TRIMS AND PACKAGING DEPARTMENT
To receive Incoming material and check material for attribute & variables
To arrange an incoming material in an allocated racks
To issue trims as per production planning & other material as per requirement
To mention a record of incoming & outgoing material
To do audit to check physical inventory
55
PLANT LAYOUT

56
ORGANISATION CHART
HIRAL N LAKDAWALA PLANT MANAGER
PRODUCTION
BRIJ KISHORE SHARMA SENIOR MANAGER
QUALITY ASSUARNACE
KAUSHALENDRA NARAYAN GENERAL MANAGER
SILVER SPARK APPAREL LTD.
FABRIC & TRIMS
HEMANT GONEKA DEPUTY MANAGER
FABRIC & TRIMS
SATYABHUSHAN DAS EXECUTIVE
TRIMS & PACKAGING
MUBARAK QUALITY CONTROLLER
TRIMS & PACKAGING
B.K GUPTA ASSISTANT
TRIMS & PACKAGING
PRADEEP STORE IN CHARGE
TRIMS & PACKAGING
RANGAMANI TEAM LEADER
TRIMS & PACKAGING
OPERATOR
REPORT TO
REPORT TO
REPORT TO
REPORT TO
REPORT TO
57
SOP
58
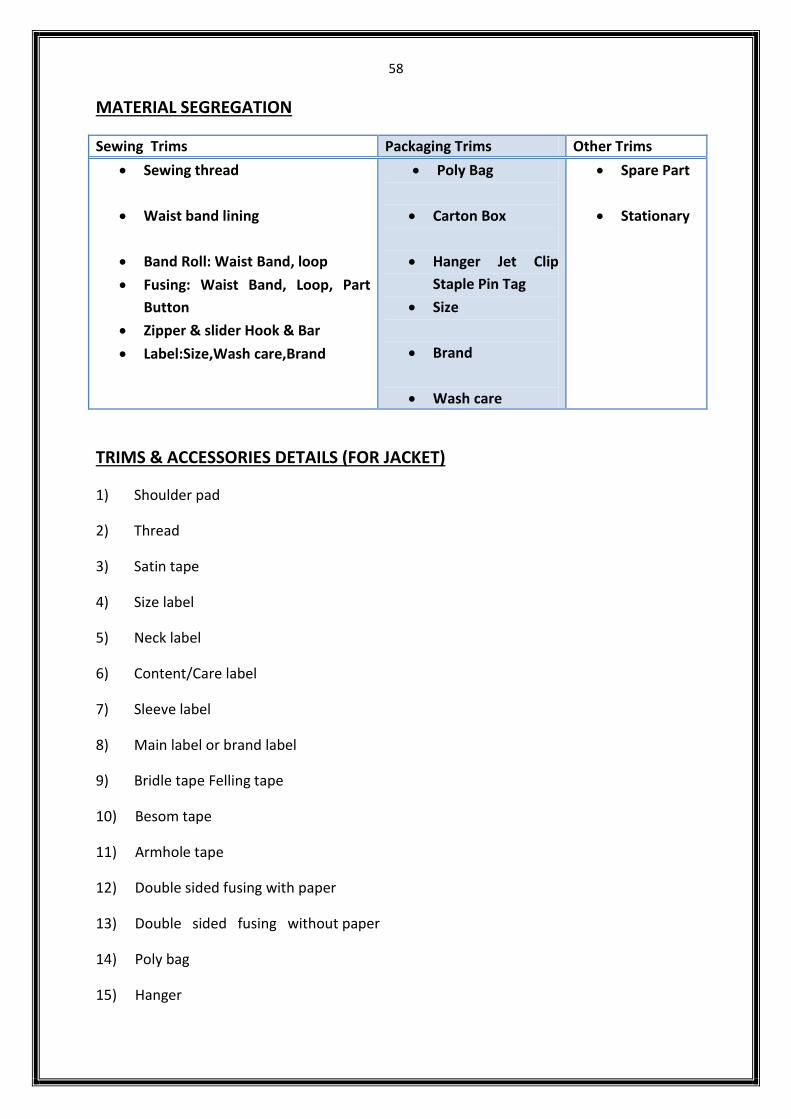
MATERIAL SEGREGATION
Sewing Trims Packaging Trims Other Trims
Sewing thread
Waist band lining
Band Roll: Waist Band, loop
Fusing: Waist Band, Loop, Part
Button
Zipper & slider Hook & Bar
Label:Size,Wash care,Brand
Poly Bag
Carton Box
Hanger Jet Clip
Staple Pin Tag
Size
Brand
Wash care
CelloTape
Spare Part
Stationary
TRIMS & ACCESSORIES DETAILS (FOR JACKET)
1) Shoulder pad
2) Thread
3) Satin tape
4) Size label
5) Neck label
6) Content/Care label
7) Sleeve label
8) Main label or brand label
9) Bridle tape Felling tape
10) Besom tape
11) Armhole tape
12) Double sided fusing with paper
13) Double sided fusing without paper
14) Poly bag
15) Hanger
59
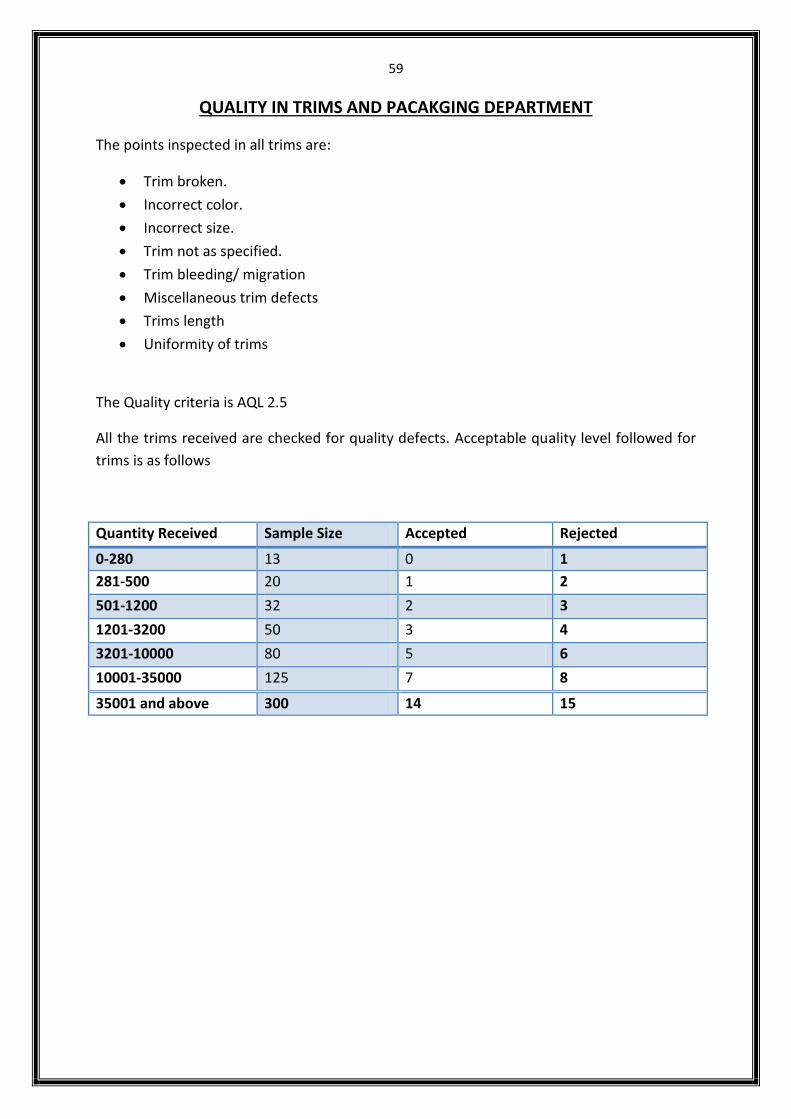
QUALITY IN TRIMS AND PACAKGING DEPARTMENT
The points inspected in all trims are:
Trim broken.
Incorrect color.
Incorrect size.
Trim not as specified.
Trim bleeding/ migration
Miscellaneous trim defects
Trims length
Uniformity of trims
The Quality criteria is AQL 2.5
All the trims received are checked for quality defects. Acceptable quality level followed for
trims is as follows
Quantity Received Sample Size Accepted Rejected
0-280 13 0 1
281-500 20 1 2
501-1200 32 2 3
1201-3200 50 3 4
3201-10000 80 5 6
10001-35000 125 7 8
35001 and above 300 14 15

60
CUTTING AND SPREADING
Cutting is the pre-production process of separating a spread into garment parts that are of
precise size and shape of the pattern pieces on a marker. The cutting process may also
involve transferring marks and notches from the marker to the garment parts to assist
operators in sewing.
Where large quantities of a garment style are to be cut, a lay is created which consist of
many plies of fabric spread one above the other. From this, all the garment pieces for all the
sizes that have been planned for that lay are cut. The pattern shapes for these garments are
present on a printed paper marker placed on top of the lay.
Chopping or sectioning a spread into blocks of piece goods may precede precision cutting of
individual pattern shapes. This is often done to allow accurate matching of fabric design or
easier manipulation of a cutting knife.
Once the marker is made, pattern pieces must be cut out of the specified fabric, a process
called "cutting." Currently, several cutting techniques exist, ranging from low- to high-tech.
Although scissors are used very rarely-only when working with very small batches or
sensitive fabrics-cutting continues to be done by hand, particularly in many lower volume
establishments. Here, cutters guide electric cutting machines around the perimeter of
pattern pieces, cutting through the fabric stack. An electric drill may be used to make
pattern notches.
The accuracy and efficiency of this system is considerably less than in computerized cutting
systems.
Computerized cutting systems are achieving more widespread use as technology costs
decrease and labor costs rise. These computer-driven automated cutters utilize vacuum
technology to hold stacks of fabric in place while cutting. Cutting blades are sharpened
automatically based upon the type of fabric being cut. Gerber Garment Technology
manufactures one of the most commonly used cutting systems. This technology has the
advantage of being highly accurate and fast, but does cost considerably more than other
cutting techniques.
The cutting department is responsible for cutting the lay as per the cutting plan (marker)
generated by the “Planning Department”. After cutting the panels are fused according to
the requirement.
This section provides the framework for the processes involved in cutting section and the
production management practices that are incorporated in the cutting area. Cutting
processes are regarded as the most critical process in the garment manufacturing process.
The theory behind this is that here the raw material (fabric is given a form in the form of cut

61
panels . this means that utmost care must be taken in each and every process because after
cutting most of the times the wrong doing cannot be rectified.
Cutting is also a direct interface for the pattern department by way of making markers. A lot
of effort is involved in making sure that the markers are provided in the required manner to
eliminate the chances of mistakes. Effort goes into making sure that every single details of
the style is considered while marker making. That is why cutting plays a vital role in having a
correct pattern.
Cutting coasts form a bulk of manufacturing costs. An automated cutting room forms almost
50% of the stationary,spares, consumables cost. Overall, cutting costs incorporated about
25 % to 30 % of the manufacturing expenses.
Automated cutting room also involves highly accurate CNC machine which run on an
established technology and there by maintenance become very important. Preventive
maintenance and TPM activities are carried out in a very efficient manner.

62
DEPARTMENT LAYOUT
63
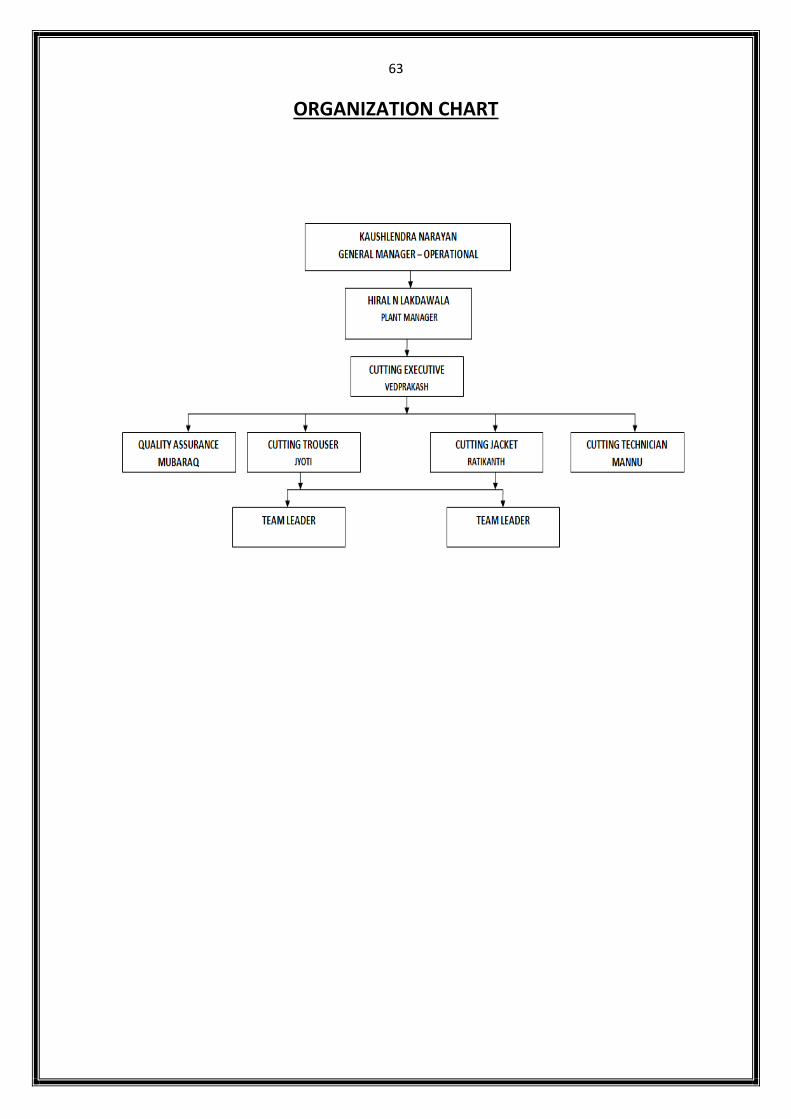
ORGANIZATION CHART
64
SOP
65
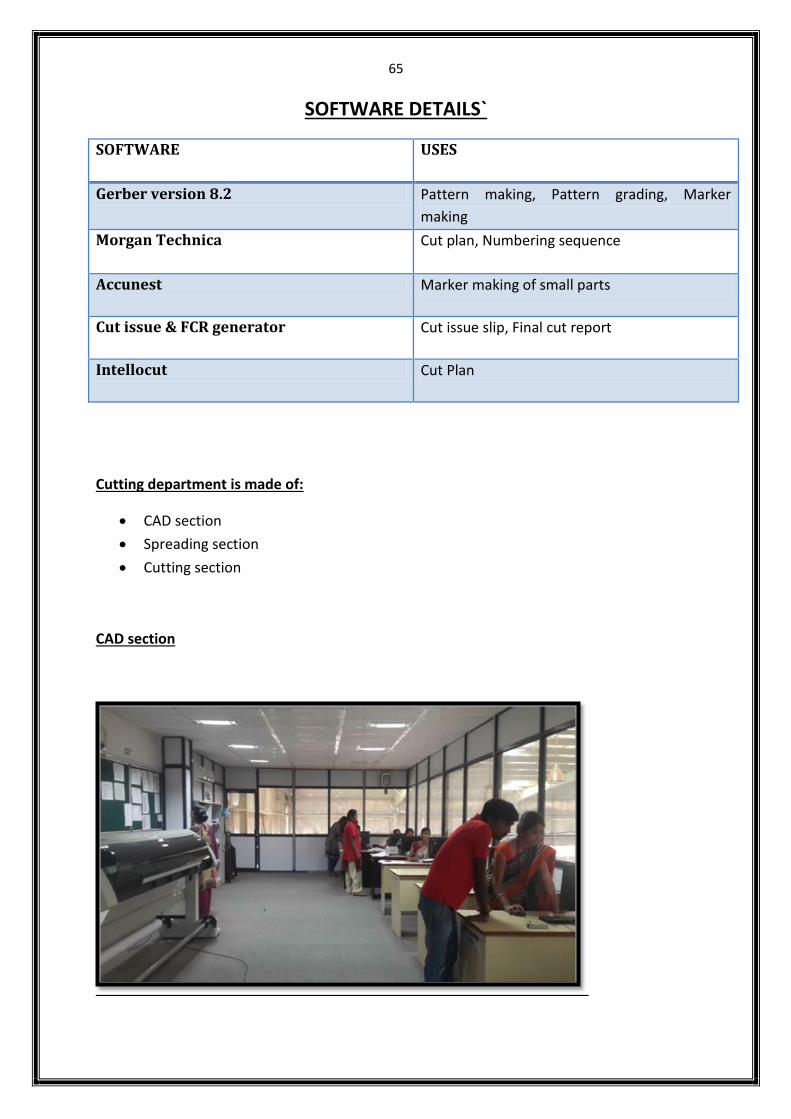
SOFTWARE DETAILS`
SOFTWARE USES
Gerber version 8.2 Pattern making, Pattern grading, Marker
making
Morgan Technica Cut plan, Numbering sequence
Accunest Marker making of small parts
Cut issue & FCR generator Cut issue slip, Final cut report
Intellocut Cut Plan
Cutting department is made of:
CAD section
Spreading section
Cutting section
CAD section
66
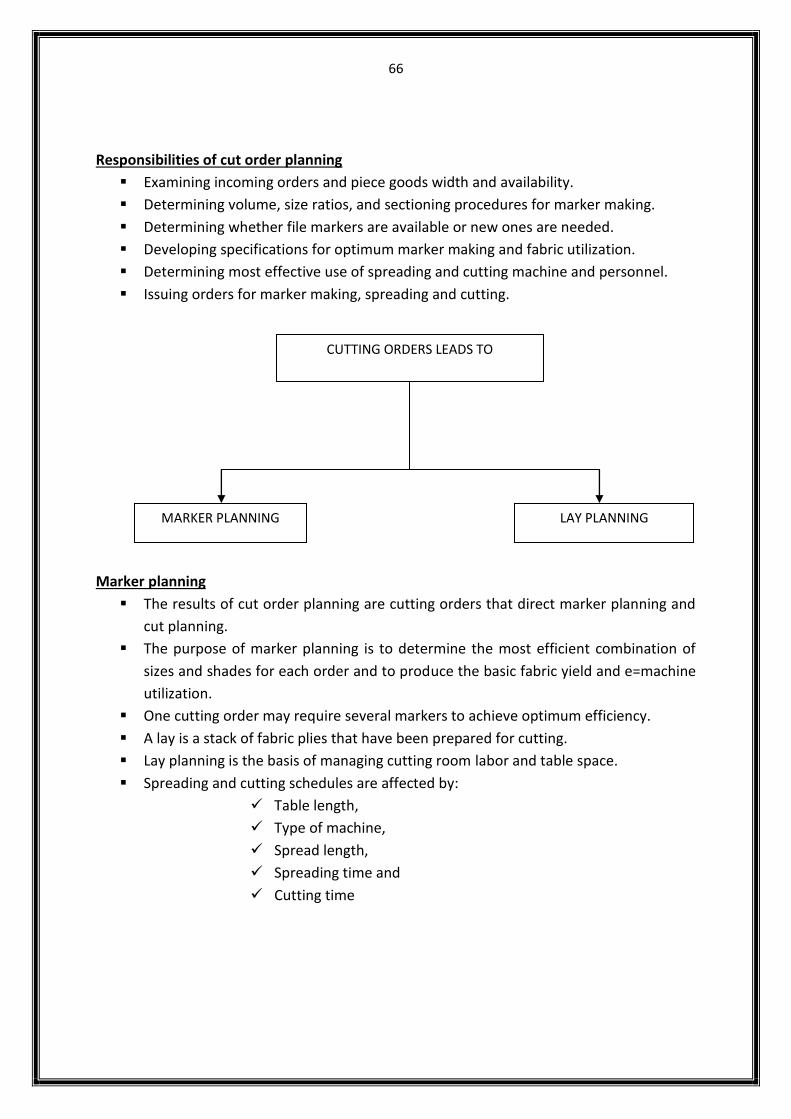
Responsibilities of cut order planning
Examining incoming orders and piece goods width and availability.
Determining volume, size ratios, and sectioning procedures for marker making.
Determining whether file markers are available or new ones are needed.
Developing specifications for optimum marker making and fabric utilization.
Determining most effective use of spreading and cutting machine and personnel.
Issuing orders for marker making, spreading and cutting.
Marker planning
The results of cut order planning are cutting orders that direct marker planning and
cut planning.
The purpose of marker planning is to determine the most efficient combination of
sizes and shades for each order and to produce the basic fabric yield and e=machine
utilization.
One cutting order may require several markers to achieve optimum efficiency.
A lay is a stack of fabric plies that have been prepared for cutting.
Lay planning is the basis of managing cutting room labor and table space.
Spreading and cutting schedules are affected by:
Table length,
Type of machine,
Spread length,
Spreading time and
Cutting time
CUTTING ORDERS LEADS TO
MARKER PLANNING LAY PLANNING

67
Fabric layer n or ply n
Fabric
fabric layer 4 or ply 4
layer/lay
fabric layer 1 or ply 1
Marker making
It is a process of determining the most efficient layout of pattern pieces for a specified stlye,
fabric and distribution of sizes(requires time, skill and concentration).
Marker making is a critical step in the manufacturing process.
By retaining strict control over this critical step, they keep the fabric consumption as
low as possible.
It also ensures that the issues that affect quality will be given proper attention.
These include placing patterns on grain, keeping patterns paired, and attending to
details such as drill holes and notches.
Depending on the relative efficiency of each marker produced, the company may
save or waste thousands of rupees a year.
Markers types:
Blocks or sections
Blocks or sectioned markers contain all of the pattern pieces for one style
in one or two sizes.
Continuous
Continuous markers contain all the pattern pieces for all sizes included in
a single cutting.
Marker types
Manual Computerized
68
Manual marker
Created on marker paper or directly on fabric ply.
Tracing by pencil or tailor’s chalk.
Time consuming.
Subject to errors (paper overlap, grain line, poor line definition, omission of
pieces).
Accuracy depends on individual’s skill.
Computerized marker
Accurate.
Shortest response time.
Direct or digitized.
Manipulate images for best utilization. No overlapping/no omission.
Parameters (style, size, etc) for markers are entered into the computer.
Can be printed/modified/recalled.
Criteria can be set by technician.
Can be used to determine fabric requirement.
Marker efficiency
It is given by Area of patterns in the marker plan X 100%
Total area of the marker
It is determined for fabric utilization.
Minimum waste.
Factors affecting marker efficiency
Fabric characteristics (fabric width, length of design repeat etc).
Shape of pattern pieces (large pieces- less flexibility).
Grain requirements.

69
FLOW PROCESS

70
EMPLOYES DETAILS
CAD
ROLE AND RESPONSIBILTIES
SHYLAJA
LAY REPORT CHECKING
RUKMANI
PLANNING CHECKING
MAMATHA K
STRIKER PRINTING
SANNAMA
MARKER MAKING
ASHWATHAMMA
PATTERN CHEKING
MUDUGANGAMMA
MARKER MAKING CHECK POINTS
71
SPREADING SECTION
Spreading is the process of superimposing lengths of fabric on a spreading table,
cutting table or specially designed surface in preparation for the cutting process.
Spread or lay is the total amount of fabric prepared for a single marker.
REQUIREMENTS OF SPREADING:
Shade sorting of clothes pieces.
Correct ply direction and adequate lay stability.
Alignment of plies.
Correct ply tension.
Elimination of fabric faults.
Avoidance of distortion in the spread.
SPREADING EQUIPMENT’S:
Spreading surfaces such as spreading table (shell, linings etc); pinning table and
vacuum table.
Spreading machine.
MANUAL SPREADING:
In manual spreading fabric is drawn from its package which, if it is a roll, is
supported by a frame and carried along the table where the end is secured by
clamps.
The operators work back from the end, aligning the edges and ensuring that there is
no tension and that there are no wrinkles.
Spreading
Manual Machine
72
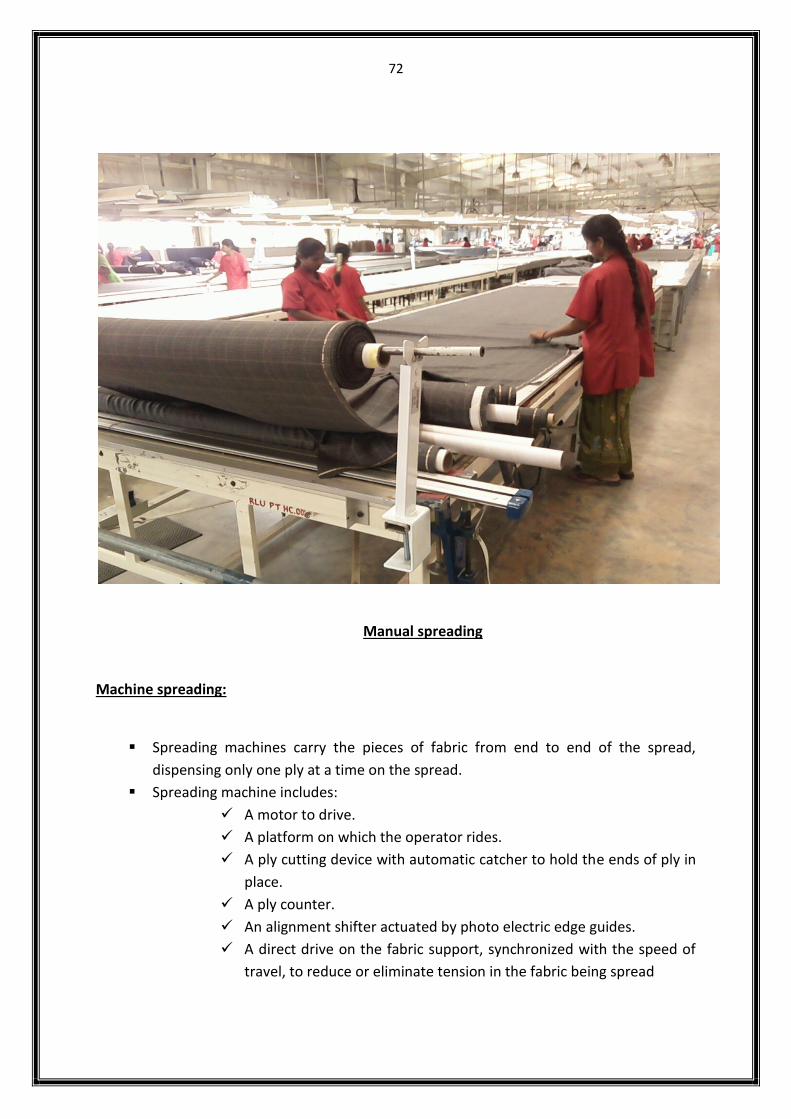
Manual spreading
Machine spreading:
Spreading machines carry the pieces of fabric from end to end of the spread,
dispensing only one ply at a time on the spread.
Spreading machine includes:
A motor to drive.
A platform on which the operator rides.
A ply cutting device with automatic catcher to hold the ends of ply in
place.
A ply counter.
An alignment shifter actuated by photo electric edge guides.
A direct drive on the fabric support, synchronized with the speed of
travel, to reduce or eliminate tension in the fabric being spread
73
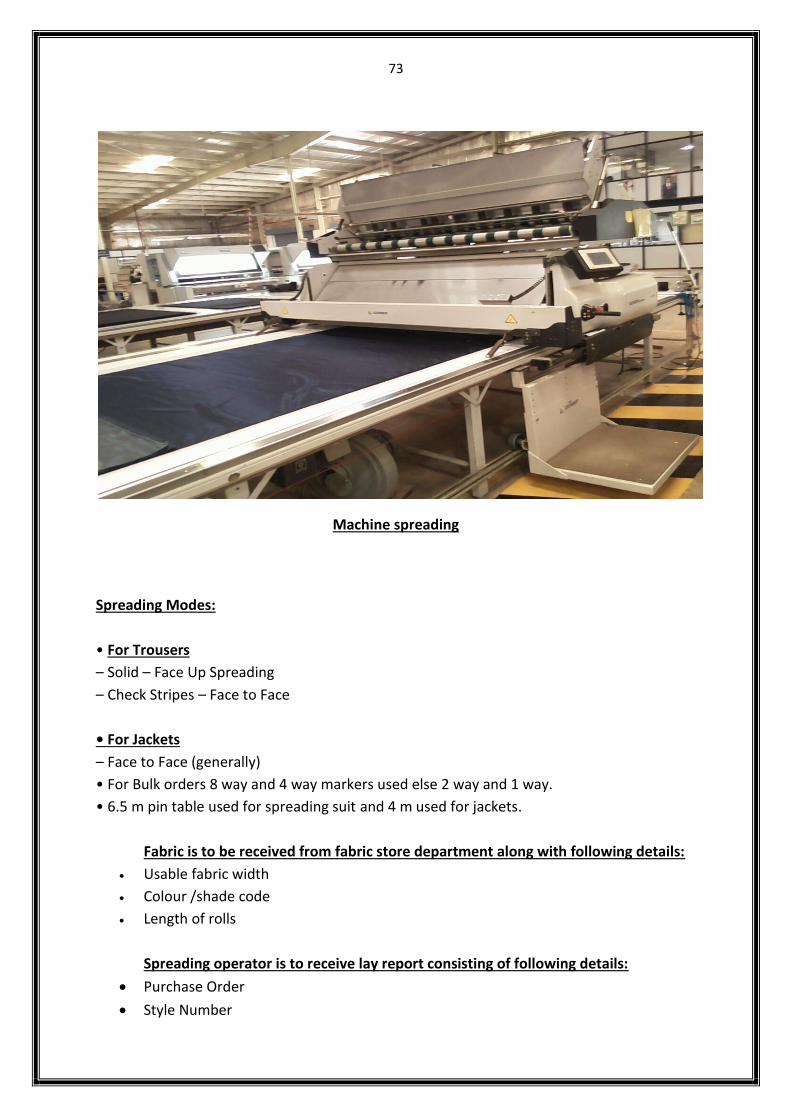
Machine spreading
Spreading Modes:
• For Trousers
– Solid – Face Up Spreading
– Check Stripes – Face to Face
• For Jackets
– Face to Face (generally)
• For Bulk orders 8 way and 4 way markers used else 2 way and 1 way.
• 6.5 m pin table used for spreading suit and 4 m used for jackets.
Fabric is to be received from fabric store department along with following details:
Usable fabric width
Colour /shade code
Length of rolls
Spreading operator is to receive lay report consisting of following details:
Purchase Order
Style Number
74
Lay Number
Lay method –Face up / Face to face
Fabric type –Shell/ Lining /Interlining / Fusing
Colour / Shade
Lot quantity
Marker name
Marker length
Lay length
Usable fabric width
No of plies to be spread
Consumption
Standard Spreading Procedure:
Spreading operator is to observe a lay report generated from CAD section for above-
mentioned detail.
Operator is to receive fabric roll from fabric receipt section as per lay details.
Operator is to set the machine parameter as per lay details. For instance, lay length,
no of plies; spreading method and start point.
Operator is to load fabric roll in cradle of spreading machine.
Operator is to observe fabric behaviour i.e.
Fabric composition
Stretch -warp way & weft way
Fabric stability.
Operator is to spread one ply and check marker length and width of fabric
Operator is to spread 2 to 3 plies & observe for wrinkle or stretch of fabric. Accordingly,
he/she has to adjust the counter weights in forward or backward direction.
Note: Adjustment is as follows:
Wrinkle: Move the counter weight in forward direction
Stretch: Move the counter weight in backward direction
Face Up spreading: Adjust only two counter weights
Face-To-Face spreading: Adjust all four-counter weights
After completion of each roll; operator is to mention following detail in spreading /
laying report:-
Roll reference number
Fabric roll width
Fabric usable width
Fabric roll length

75
Colour /shade code
Usage in meters
Balance quantity
Similarly, spreading has to continue for a required number of plies in a lay. And
required numbers of lays are spread to achieve required cut quantity in purchase
order.
Operator is to maintain machine and follow daily maintenance schedule.
Spreading Check Points:
Fabric composition
Stretch –Warp way & Weft way
Fabric stability
Fabric direction e.g. Nape, Twill
Wrinkle or Stretch in a spread ply
Left side edge of fabric ply should be aligned to each other
Extreme ends of plies should be aligned
Fabric laid should be 1 to 1 ½ more than the marker length
The fabric laid should never be less than marker width
Only relaxed/sponged fabric to be spread if buyer required so.
No defective or rejected fabric to be laid & fabric defects should be marked with
white chalk

76
LAYING SECTION SPREADING PROCESS
Load Fabric Roll
Position the roll according to start
selvedge
Specify the no. of rolls to be laid
Spread the perforated paper on
lay table
Set up start end clamp determining
lay length
Laying
Start air blow during transferring of lay to
cutting m/c end
77
PINNING
For fabric required plaid matching (stripes and checks); spreading is done on pinning tables.
Pinning table is essentially consist of intermediate rows and columns of needles /pins which
are so placed that they can be removed in rows along the length by the means of hand
wheel. This enables the spreader to adjust the setting are required. There will be indications
in the marker about the places where the plaid matching is required and length from zero
position will be given. The spreader will at first organize the pin rows accordingly and then
proceed with spreading. Here the fabric lay are passed through a series of pins. Care should
be taken to make sure that the pins don’t damage the fabric but only displace the yarn.
After the spreading process is complete the lay is transported to cutting process. During
transportation, the fabric lays are held together by means of end clip to make sure that the
alignment remains same. Table blower is utilized to help in easy transportation.
Pinning Standard Procedure:
Operator is to observe a lay report generated from CAD section for above-
mentioned detail.
Operator is to receive fabric roll from fabric receipt section as per lay detail.
Operator is to observe the mini marker to set a needle bar, lay length and matching
points.
Operator is to place an insertion bar at the centre of the spreading table.
Operator is to spread a brown sheet on pinning table.
Operator is to set marker length and draw a line at a distance of marker length on
brown sheet.
After unrolling fabric from fabric stand of pinning table and before pinning ply on
pinning table, operator has to maintain approximately 2-3 ply length of loose fabric
in order to relax fabric and avoid stretch while laying.
Operator is to gradually raise needle by 8-10 mm.
Operator is to tear a fabric for first ply of a fabric roll.
Operator is to lay fabric and pin at an extreme end i.e., first needle bar.
Operator is to gently take the fabric at the cutting end i.e., opposite end without
pinning & remove wrinkle.
Operator has to again come back to extreme end i.e., first needle bar and pin the
remaining pins from left to right side in a sequence.
Note: Both operators should move & pin needle simultaneously
Operator is to cut fabric with end cutter.
Similarly, pinning has to continue for a required number of plies in a lay. And
required number of lays is to be spread to achieve required cut quantity in purchase
order.
78
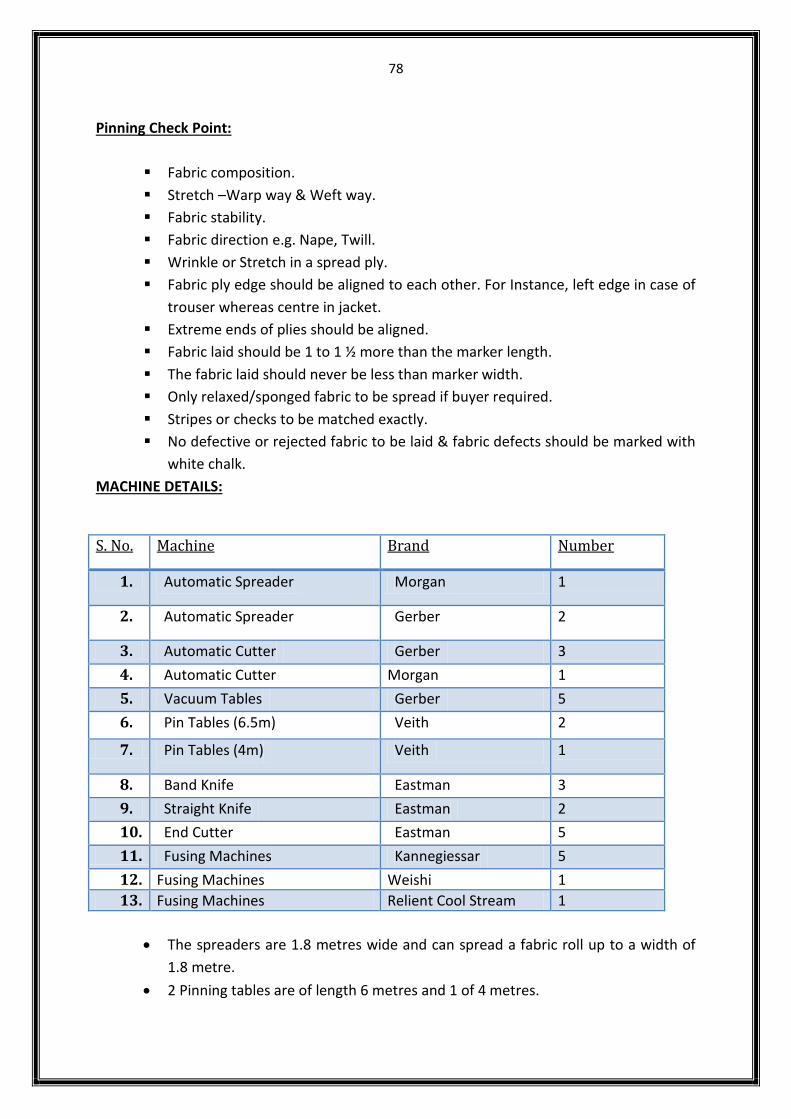
Pinning Check Point:
Fabric composition.
Stretch –Warp way & Weft way.
Fabric stability.
Fabric direction e.g. Nape, Twill.
Wrinkle or Stretch in a spread ply.
Fabric ply edge should be aligned to each other. For Instance, left edge in case of
trouser whereas centre in jacket.
Extreme ends of plies should be aligned.
Fabric laid should be 1 to 1 ½ more than the marker length.
The fabric laid should never be less than marker width.
Only relaxed/sponged fabric to be spread if buyer required.
Stripes or checks to be matched exactly.
No defective or rejected fabric to be laid & fabric defects should be marked with
white chalk.
MACHINE DETAILS:
S. No. Machine Brand Number
1. Automatic Spreader
Morgan
1
2. Automatic Spreader
Gerber
2
3. Automatic Cutter
Gerber
3
4. Automatic Cutter
Morgan 1
5. Vacuum Tables
Gerber
5
6. Pin Tables (6.5m)
Veith
2
7. Pin Tables (4m)
Veith
1
8. Band Knife
Eastman
3
9. Straight Knife
Eastman
2
10. End Cutter
Eastman
5
11. Fusing Machines
Kannegiessar
5
12. Fusing Machines Weishi 1
13. Fusing Machines Relient Cool Stream 1
The spreaders are 1.8 metres wide and can spread a fabric roll up to a width of
1.8 metre.
2 Pinning tables are of length 6 metres and 1 of 4 metres.
79
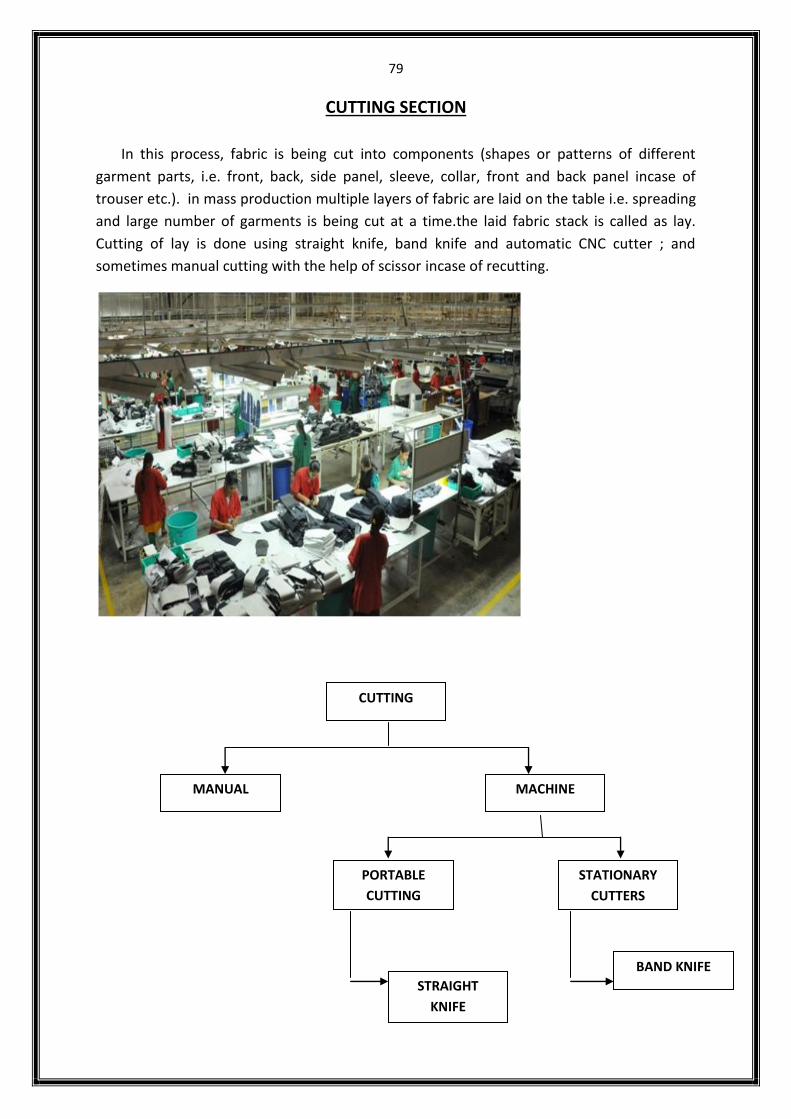
CUTTING SECTION
In this process, fabric is being cut into components (shapes or patterns of different
garment parts, i.e. front, back, side panel, sleeve, collar, front and back panel incase of
trouser etc.). in mass production multiple layers of fabric are laid on the table i.e. spreading
and large number of garments is being cut at a time.the laid fabric stack is called as lay.
Cutting of lay is done using straight knife, band knife and automatic CNC cutter ; and
sometimes manual cutting with the help of scissor incase of recutting.
CUTTING
STATIONARY
CUTTERS
STRAIGHT
KNIFE
PORTABLE
CUTTING
KNIVES
MACHINE MANUAL
BAND KNIFE
80
Numbering
Numbering process is essential giving identity to the individual parts. Two types of
numbering is done:
1. STICKER PLACEMENT: a standard sticker machine is used in which roller scale and number is
placed as per the number sequence given from CAD.
2. INK STAMPING: this is mechanical machine in which ink pad are placed on the number
generator roll and the setting is made as per the number sequence given from CAD. Repeat
of numbers can also be set by means of a linear scale which will be converted into rotary
action by number movement.
Numbering is an important process in the cutting room. It is the process of giving all the
components of a garment a unique number, so that they can be paired together while
sewing. For shell, collar felt and sleeve lining, stickers are put using the sticker machine,
whereas for body lining, the numbers are stamped using a stamping machine.
Problems that can occur due to wrong numbering are enlisted below:
1. Shade variation.
2. Assembly of face side and wrong side.
3. Different size components assembled together.
The input for the numbering section is the output of the cutting machine. The parts (shell,
lining, collar felt) cut at the cutter are brought to numbering tables.
At the numbering tables, these points must be checked:
1. Cut sticker must be present on all the components. Any missing cut sticker would lead to
wastage of time in finding out the details of the unnamed components.
2. Check Summary Report to see if correct details are mentioned on the cut stickers before
starting with numbering. Buyer’s name, style number, color, lay number, size and quantity
are checked.
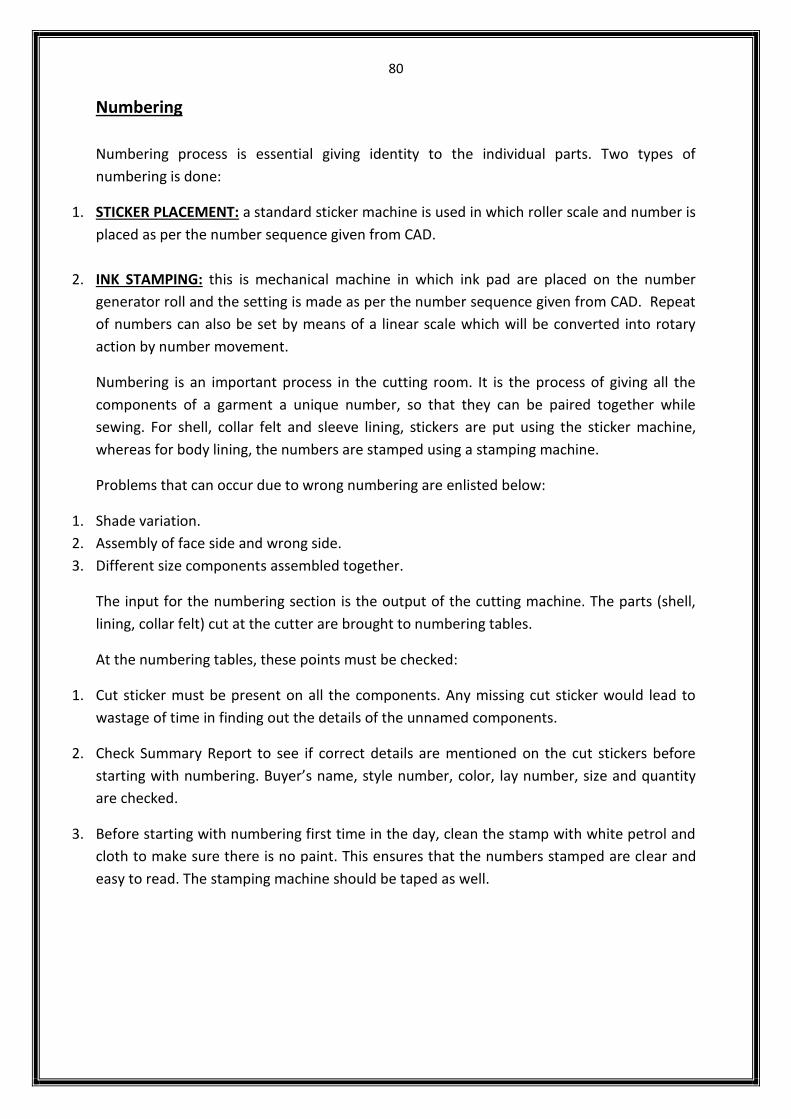
3. Before starting with numbering first time in the day, clean the stamp with white petrol and
cloth to make sure there is no paint. This ensures that the numbers stamped are clear and
easy to read. The stamping machine should be taped as well.
81
Figure 1: CLEANING NUMBERING M/C
4. Refill the paint in the stamping machine. Squeeze out the paint from the bottle onto the
refill pad.
5. Put new sticker roll in the sticker machine.
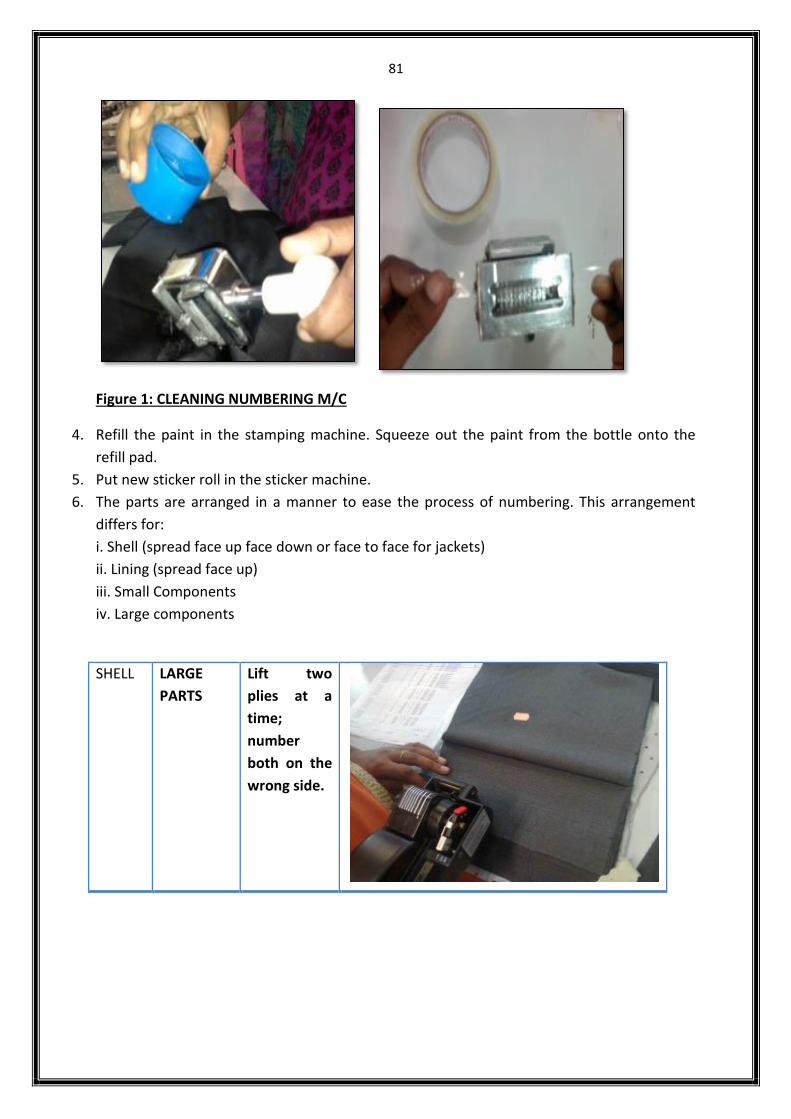
6. The parts are arranged in a manner to ease the process of numbering. This arrangement
differs for:
i. Shell (spread face up face down or face to face for jackets)
ii. Lining (spread face up)
iii. Small Components
iv. Large components
SHELL
LARGE
PARTS
Lift two
plies at a
time;
number
both on the
wrong side.
82
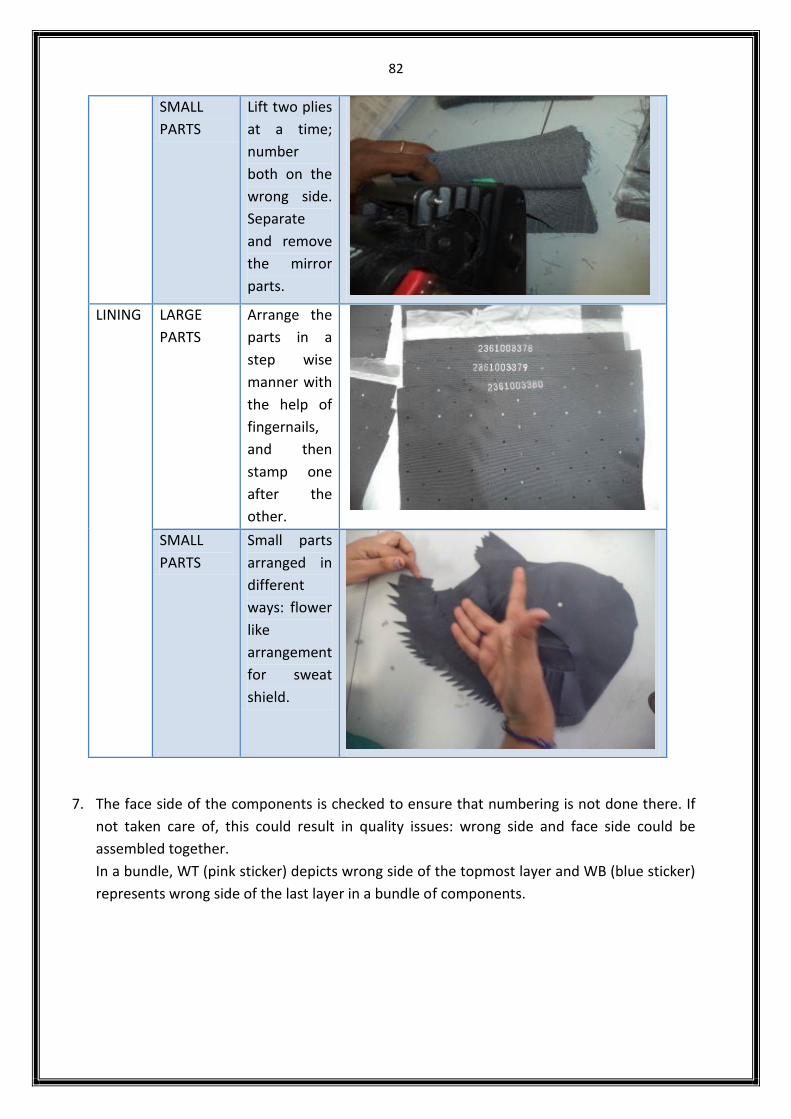
SMALL
PARTS
Lift two plies
at a time;
number
both on the
wrong side.
Separate
and remove
the mirror
parts.
LINING
LARGE
PARTS
Arrange the
parts in a
step wise
manner with
the help of
fingernails,
and then
stamp one
after the
other.
SMALL
PARTS
Small parts
arranged in
different
ways: flower
like
arrangement
for sweat
shield.
7. The face side of the components is checked to ensure that numbering is not done there. If
not taken care of, this could result in quality issues: wrong side and face side could be
assembled together.
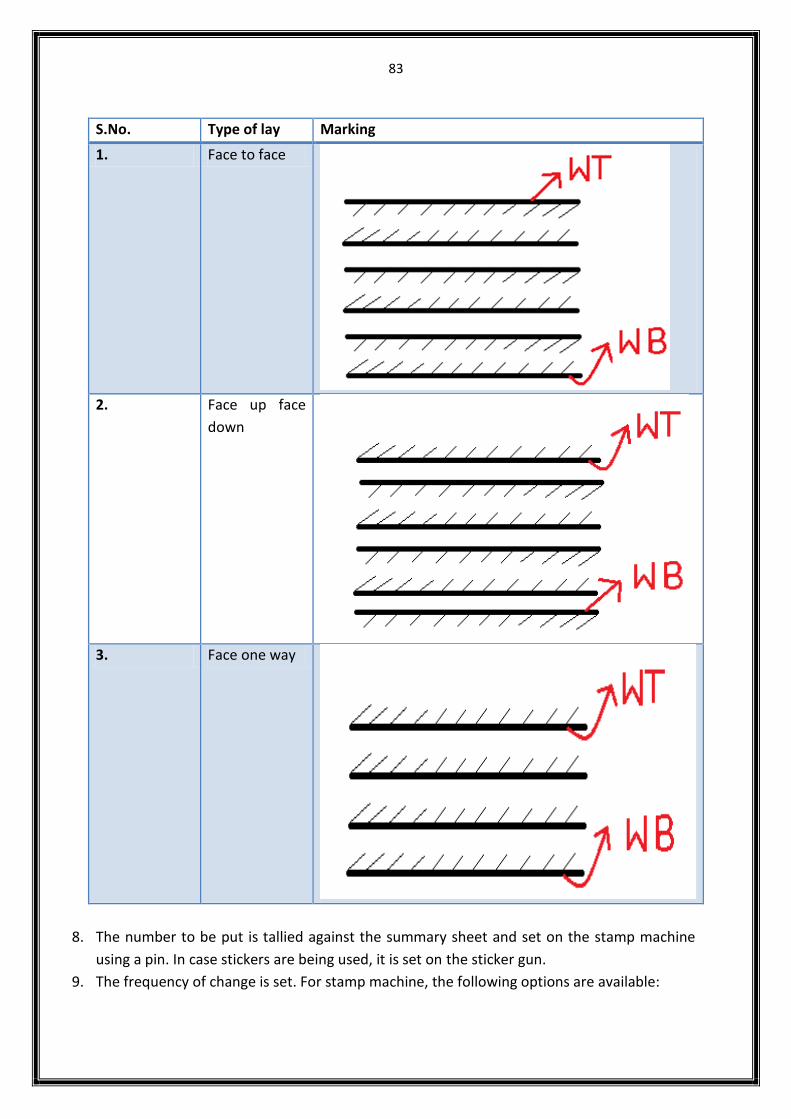
In a bundle, WT (pink sticker) depicts wrong side of the topmost layer and WB (blue sticker)
represents wrong side of the last layer in a bundle of components.
83
S.No. Type of lay Marking
1. Face to face
2. Face up face
down
3. Face one way
8. The number to be put is tallied against the summary sheet and set on the stamp machine
using a pin. In case stickers are being used, it is set on the sticker gun.
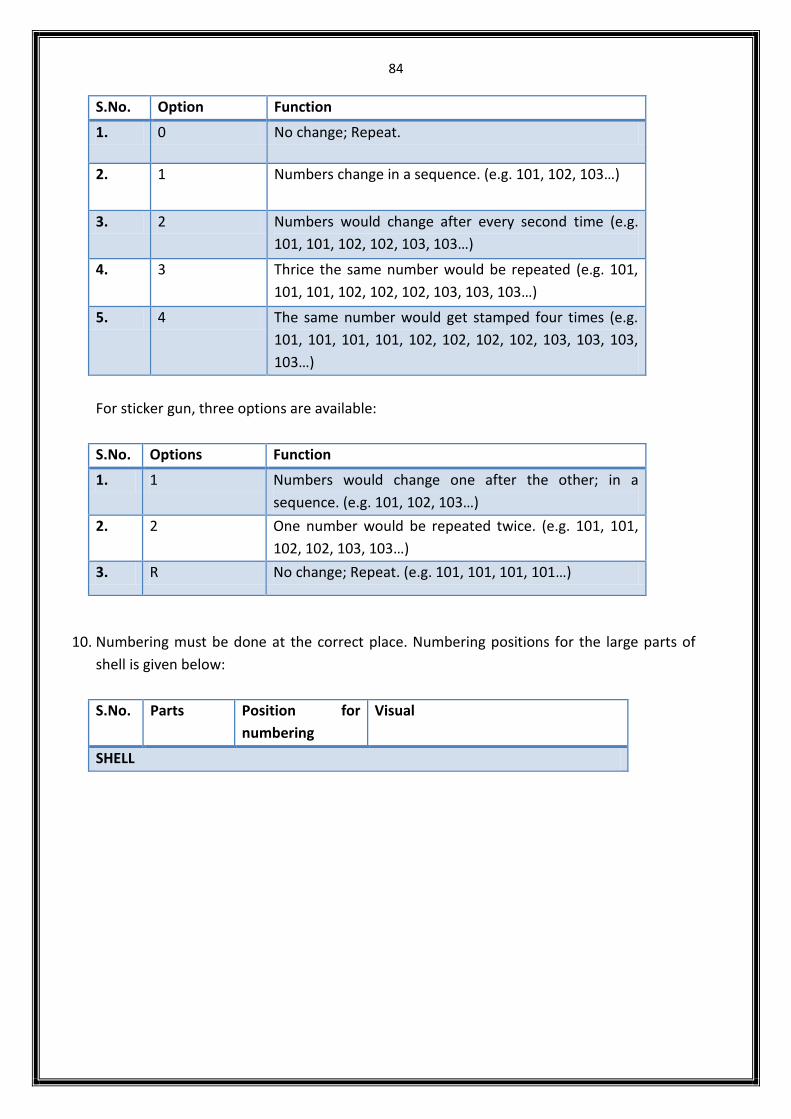
9. The frequency of change is set. For stamp machine, the following options are available:
84
S.No. Option Function
1. 0 No change; Repeat.
2. 1 Numbers change in a sequence. (e.g. 101, 102, 103…)
3. 2 Numbers would change after every second time (e.g.
101, 101, 102, 102, 103, 103…)
4. 3 Thrice the same number would be repeated (e.g. 101,
101, 101, 102, 102, 102, 103, 103, 103…)
5. 4 The same number would get stamped four times (e.g.
101, 101, 101, 101, 102, 102, 102, 102, 103, 103, 103,
103…)
For sticker gun, three options are available:
S.No. Options Function
1. 1 Numbers would change one after the other; in a
sequence. (e.g. 101, 102, 103…)
2. 2 One number would be repeated twice. (e.g. 101, 101,
102, 102, 103, 103…)
3. R No change; Repeat. (e.g. 101, 101, 101, 101…)
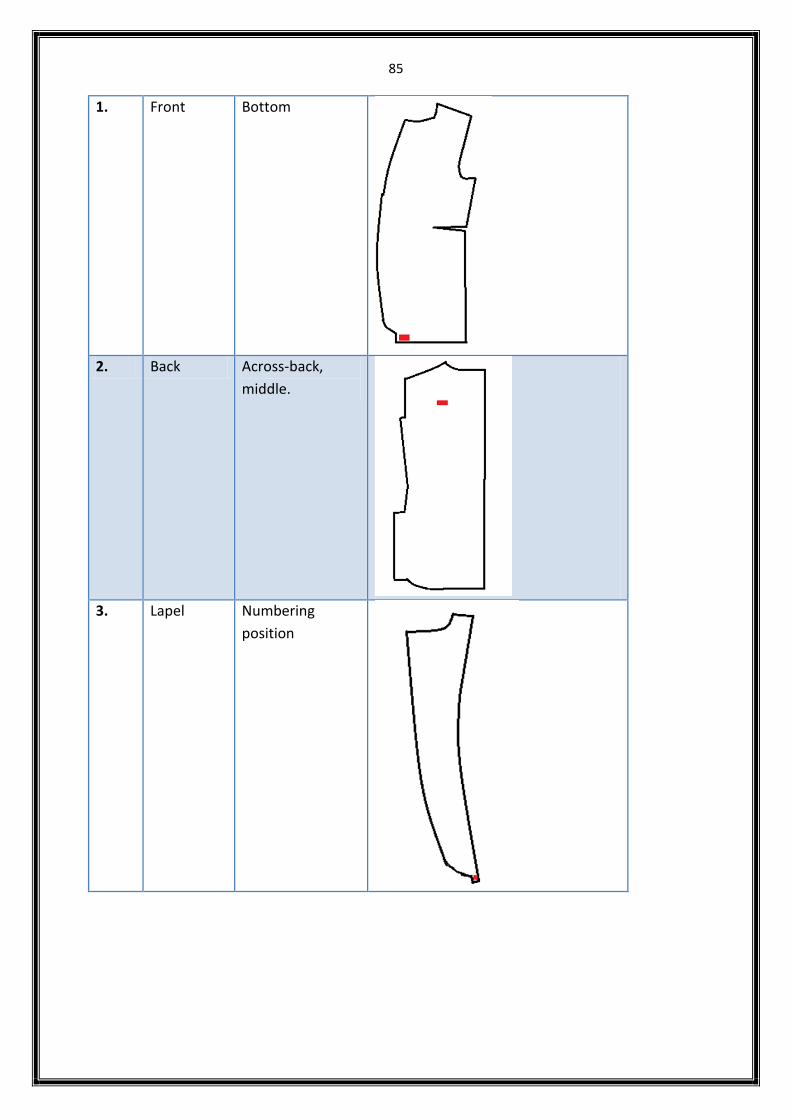
10. Numbering must be done at the correct place. Numbering positions for the large parts of
shell is given below:
S.No. Parts Position for
numbering
Visual
SHELL
85
1. Front Bottom
2. Back Across-back,
middle.
3. Lapel Numbering
position
86
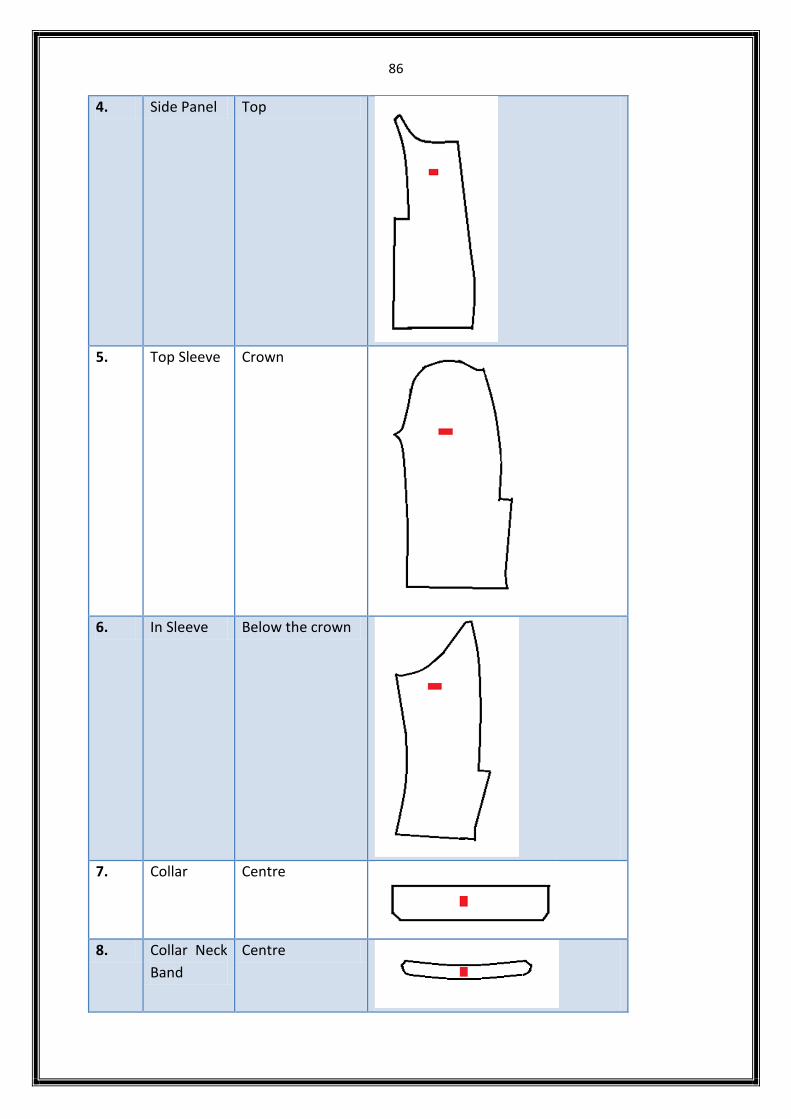
4. Side Panel Top
5. Top Sleeve Crown
6. In Sleeve Below the crown
7. Collar Centre
8. Collar Neck
Band
Centre
87
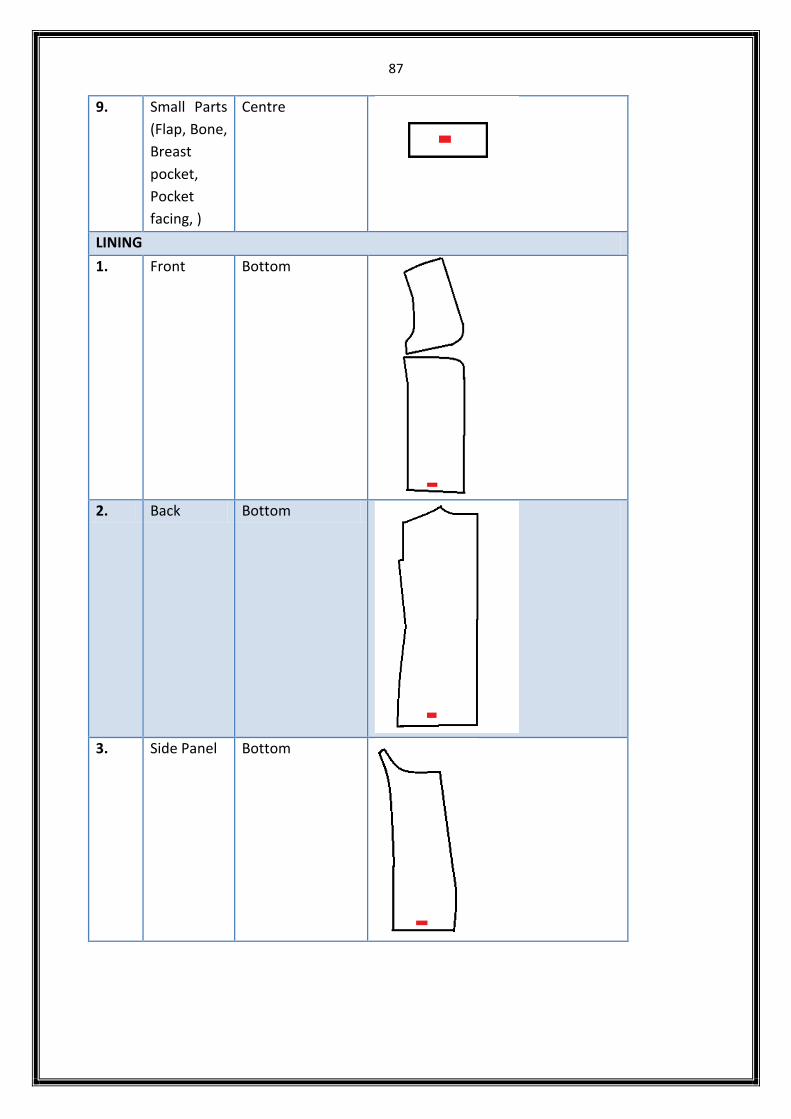
9. Small Parts
(Flap, Bone,
Breast
pocket,
facing, )
Centre
LINING
1. Front Bottom
2. Back Bottom
3. Side Panel Bottom
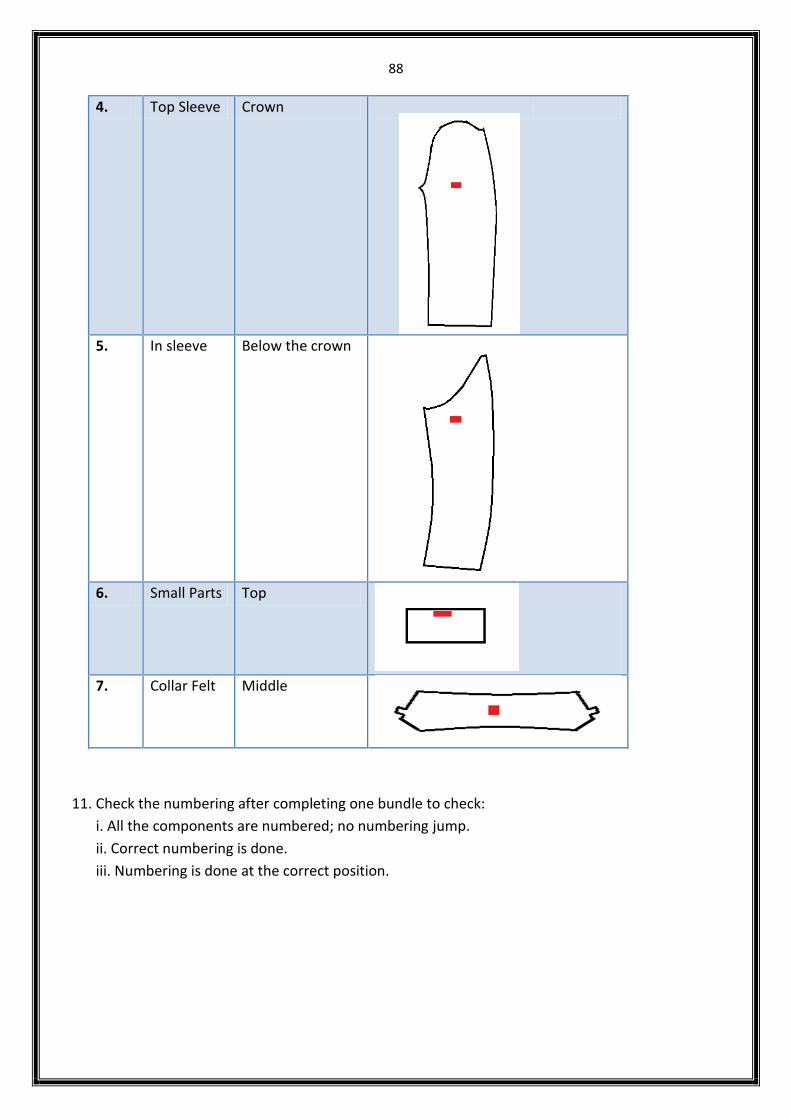
88
4. Top Sleeve Crown
5. In sleeve Below the crown
6. Small Parts Top
7. Collar Felt Middle
11. Check the numbering after completing one bundle to check:
i. All the components are numbered; no numbering jump.
ii. Correct numbering is done.
iii. Numbering is done at the correct position.

89
1. Numbering Operation:
Computer Aided Manufacturing (CAM) - Operator is to keep cut panel on a storage
table in ratio wise & colour wise manner.
Ex: 30 * 32, Black Colour all cut parts i.e. front, back, fly, bone, pocket-facing
piece are together.
CAM - Operator is to mark on backside of fabric of first ply of each & every cut part
to avoid face side/backside confusion or starting ply number confusion.
Operator is to observe lay report to know following details regarding lay or lot.
Lot number.
Purchase order
Style
Colour
Number of plies
Operator is to observe cut summary and verify with cut piece for size i.e.
Waist * inseam.
Note: If cut summary does not match with cut parts sizes i.e. waist * inseam, check mini-
marker and cut plan to verify cut-summary report.
Normally mini-marker and cut plan remain same and chance of error lies in cut summary.
Henceforth, emphasis of error detection should be on cut summary. If found problem, get it
rectified.
Operator is to observe face side as well as backside of fabric and first ply of every
layer.
Operator is to observe cut summary to know following details to do numbering:
Bundle number
Colour
Size
Ply serial number
Bundle size.
2. Numbering Place Value
(a) In case of trouser, Numbering consists of 10 digits
Digit Nomenclature
1 First number of waist size
2 Second number of waist size
3 First number of inseam size
4 Second number of inseam size
5 to 10 Serial number
90
In presentation, it is written below as follows: -
__ __ __ __ __ __ __ __ __ __ i.e. (1 To 10,000 Serial No)
Waist Inseam Serial Number
For a particular purchase order, number starts from one and end at last cut
order quantity.
Irrespective of size and colour number is given as per the purchase order & lay
number.
(b) In case of Jacket numbering consists of 8 digits
Digit Nomenclature
1 Number of front buttons
2 Fixed alphabet ‘S’, that stands for size
3 to 5 Jacket size
6 to 8 Serial number of panel
For a particular colour of purchase order, number starts from one and end at last cut order
quantity.As per jacket size and serial number, digit number varies.
3.Numbering Check Points:
Face side and backside should be checked with swatch card.
First ply of layer should be observed properly.
Numbering should be done on backside of panel.
Number should not skipped
Number should be clear & at defined position.
Numbering should vanish after required time period.
Numbered parts should be bundle correctly.
GLOSSARY
1. Cut Sticker: Cut stickers are generated in the CAD office, using the software, E- Matters.
The input required to generate a cut sticker is:
i. Buyer’s name
ii. Order number
iii. Style number
iv. Sizes
v. Quantity for each size
vi. Type of lay (shell, body lining, body fusing, knee lining etc.)
These are put and the software generates a template that can be directly used to print on
the stickers.

91
The cut sticker has information of the buyer, the style number, lay number, size and
garment number.
2. Summary Sheet: A summary sheet has information of the buyer, order number, total order
quantity, lay number, color, size, quantity and numbers of the pieces segregated size wise. It
is a very important document generated in the CAD office using the Morgan Software. It
helps in numbering. Any errors in the summary sheet can lead to wrong numbering which
can affect quality of the garments being produced.
QUALITY CHECKING AND RELAYING
Quality checking is an essential process for checking for visual defects in parts concentrated
on weaving defects. 100 per cent checking is done except small parts like bone, flap,etc.
RELAYING
Parts which are cut as bigger blocks in pinning are brought here and matched against each
other to make sure that the plaid matching is achieved. The plaid matching is essential for
standard features of any stripe/ checks garment. As in pinning, there will be underneath
needle which are set at the desired position and the parts can be adjusted as per the plaid
repeat requirement. After the requirement parts are matched, they are tied together by
means of knotting. Then ready patterns are placed over the bulk plies and bound by means
of end clips. Care should be taken here to make sure that the grain line remains the same
while placing the ready patterns.
After this, the parts are taken for band knife cutting on band knife machine. Band knife
machine essentially consists of a revolving knife placed on pulleys run by motor. Theknife
generates a vibrating movement which will enable cutting process. Hand gloves are
mandatory while operating this machine.The bigger blocs are trimmed at ends / edge to
bring the parts to the required dimensions. Notches as required are also made on this
machine.
FUSING
Fusing process is one of the most important processes in cutting department. Fusing
materials essentially provide strength, stiffness and stability to the garment and adds to the
presentation of the garment. There are various types of fusing depending on the
application. The most three parameter in fusing are:
1. Temperature
92
2. Pressure
3. Fusing time
Different types of fusing have different setting of parameter. The fusing machine must be
set as per the required parameters for particular fabrics and fusing. A standard guideline
about the fusing setting will be given from fabric section. Another important process here is
FUSE line BOND testing. Bond testing is a process of mechanically testing the fuse line
pressure (in kgs) by means of mechanical weight scale. The process is performed at starting
of any new style and the same displayed alongside the machine. Also the fusing machine are
tested for temperature manually by means of temperature thermo strips twice a day to
make sure temperature calibration is intact , since the machine is influenced by outside
weather and climate.
Standard fusing guidelines for different parts will be provided for ease of placements of
fusing pieces on the shell fabric.
FUSING TECHNOLOGY IN GARMENT INDUSTRY
The most important area of garment construction where an alternative process has
significantly taken over from sewing is in the attachment of interlinings. When interlinings
are sewn in, it can be difficult on parts such as collars to avoid a wrinkling of the interlining
inside the collar and pucker around the edge. On large parts such as jacket fronts, the
attachment of interlinings by sewing is expensive and requires a skill if a high standards is to
be achieved. The alternative process which has been developed is that of fusing. Fusing
technology whereby the interlining is bonded to the outer fabric by means of a
thermoplastic resin. The term fusible interlining is used to describe a base fabric coated on
one side with a thermoplastic adhesive resin which can be bonded to another fabric by the
controlled application of heat and pressure. These materials, generally called fusible,
provide the designer with a number of properties which can enhance the appearance of
finished garments.
Following are the fusible parts of different garment:-

93
Figure 2: FUSIBLE PARTS OVER GARMENTS
ADVANTAGES OF INTERLINING:
Garments with interlining tend to be stronger, because of the added layer of fabric
support.
They drape better compared to non-interlined garments.
Interlining generally bespeaks a higher level of quality in a garment, because of the
additional manufacturing time involved.
Interlining can also be used to protect fabrics, especially those used in drapes and
consequently often exposed to direct light. Delicate fabrics like silk and velvet can
suffer from sun damage if hung with a liner alone, and most drapers recommend the
use of an interlining for the life of the fabric.
in quilting, the layer offers an extra bit of fluffiness, along with warmth in the winter.

94
MAJOR CHALLENGES IN FUSING TECHNOLOGY:
1. Modern fashion fabrics and interlinings are more delicate.
2. Fabrics are generally finer and lighter.
3. They are more sensible to temperature and pressure.
4. They have more tendencies to shrinkage under temperature.
5. Many fabrics are elastic, some in both directions.
6. Textile finish with softeners can effect fusing.
7. Modern fusible interlinings are lighter and thinner. 8. There is more chance of strike
back of fusing.
Interlinings used in Raymond, Gauribidanur: -Raymond Gauribidanur is a jacket, waistcoat &
trouser manufacturing plant established on 24th Oct. 2008. Jacket is one of the heaviest
garments and hence requires interlining like fusing, canvas and felt.
FUSING USED IN RAYMOND, GAURIBIDANUR:
Three types of fusing are used in this plant:
1. BODY FUSING- They are basically a woven fusing, which is fused at front panel of the jacket
and also sometimes at lapel, depending upon buyer requirement. They are generally white
or black in color.
2. PART FUSING-They are basically non-woven fusing, which is fused at different part of the
panels like collar, shoulder, side seam, inseam, arm-hole ,bottom line, dart, pocket, bone,
flap etc. They are generally white or charcoal in color.
3. NR FUSING- They are so called because of presence of nylon thread in non-woven fusing.
They are used to strengthen the seams and are fused at side seam, in- seam, collar&
shoulder .They are generally white or black in color.
4. WHITE FUSING – This fusing is named after its color. It is used in few parts of panel which
are as buyer requirement.
95
FUSING MACHINES:
There are seven fusing machines used for jacket fusing
Machine type .No. of machine
Kannegiesser 5
Weishi 1
Reliant Cool stream 1
Men-Power for Fusing:There are 10 operators for feeding the parts and 3 operators for
collecting these parts. The distribution for each part is as follows:
Feeding:
Front – 3 Operators
Back and top-sleeve – 3 Operators
Side-panel and In-sleeve – 1 Operator each
Lapel – 1 Operator
Small Parts – 1 Operator
Collecting:
Front, Lapel – 1 Operator
Back, Top-Sleeve and Small parts – 1 Operator
Side-panel and In-sleeve – 1 Operator
Note-Small parts includes Collar, Neck band, Welt, Bone and Flap.
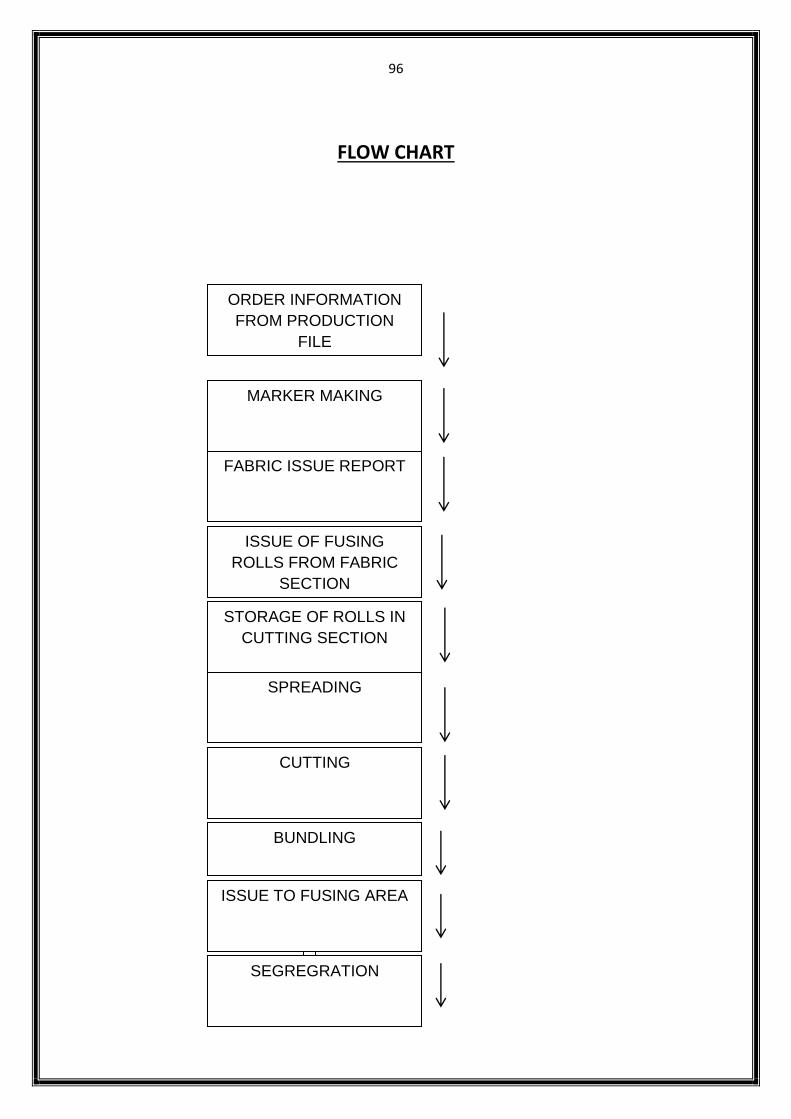
96
FLOW CHART
ORDER INFORMATION
FROM PRODUCTION
FILE
MARKER MAKING
FABRIC ISSUE REPORT
ISSUE OF FUSING
ROLLS FROM FABRIC
SECTION
STORAGE OF ROLLS IN
CUTTING SECTION
SPREADING
CUTTING
ISSUE TO FUSING AREA
SEGREGRATION
BUNDLING
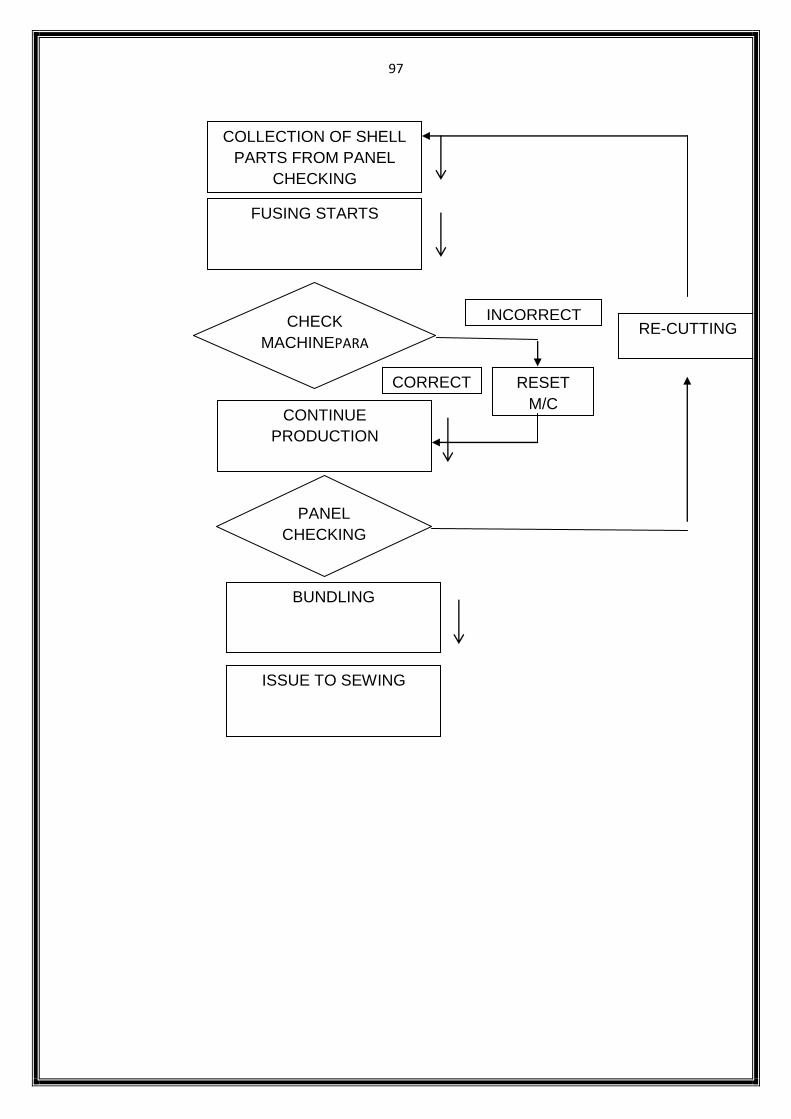
97
COLLECTION OF SHELL
PARTS FROM PANEL
CHECKING
FUSING STARTS
CHECK
MACHINEPARA
METER
CONTINUE
PRODUCTION
PANEL
CHECKING
ISSUE TO SEWING
BUNDLING
RESET
M/C
CORRECT
RE-CUTTING INCORRECT
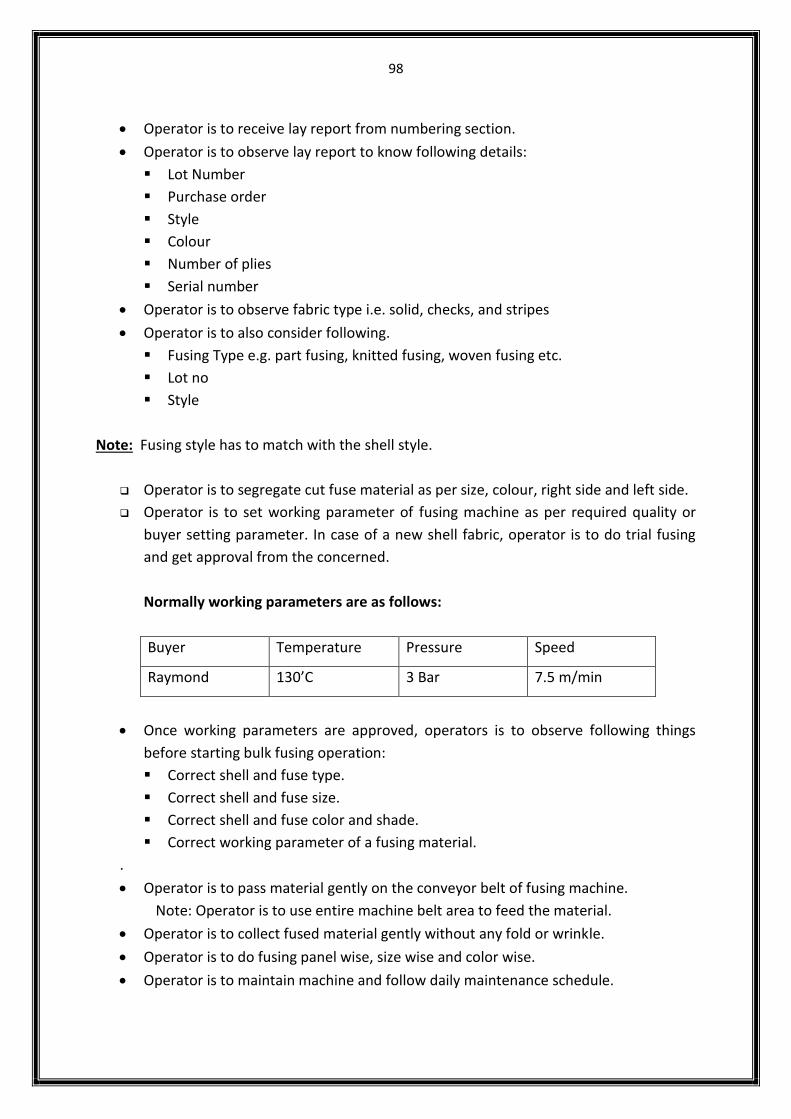
98
Operator is to receive lay report from numbering section.
Operator is to observe lay report to know following details:
Lot Number
Purchase order
Style
Colour
Number of plies
Serial number
Operator is to observe fabric type i.e. solid, checks, and stripes
Operator is to also consider following.
Fusing Type e.g. part fusing, knitted fusing, woven fusing etc.
Lot no
Style
Note: Fusing style has to match with the shell style.
Operator is to segregate cut fuse material as per size, colour, right side and left side.
Operator is to set working parameter of fusing machine as per required quality or
buyer setting parameter. In case of a new shell fabric, operator is to do trial fusing
and get approval from the concerned.
Normally working parameters are as follows:
Buyer Temperature Pressure Speed
Raymond 130’C 3 Bar 7.5 m/min
Once working parameters are approved, operators is to observe following things
before starting bulk fusing operation:
Correct shell and fuse type.
Correct shell and fuse size.
Correct shell and fuse color and shade.
Correct working parameter of a fusing material.
.
Operator is to pass material gently on the conveyor belt of fusing machine.
Note: Operator is to use entire machine belt area to feed the material.
Operator is to collect fused material gently without any fold or wrinkle.
Operator is to do fusing panel wise, size wise and color wise.
Operator is to maintain machine and follow daily maintenance schedule.
99
PANEL INSPECTION
This is essential a quality department process in which cut panel in random is checked
for the dimensional accuracy by placing the top, middle, and bottom ply of any bulk
parts on graded nested patterns. This process is usually performed to make sure that
after cutting process and fusing, the part dimensions are intact. Any defect found here
is sent for re-cutting, where parts are cut manually.
FABRIC DEFECTS INSPECTION
1.Inspection Procedure
Operator is to receive lot along with lay report from fusing section & observe lay
report to know following details:
Lot Number
Style
Serial Number
Method of spreading
Number of plies
Quantity- lay wise and size wise
Operator is to observe cut summary to know cut quantity-size and color wise
Panel inspection
(a) Cut panel pattern inspection:Operator is to inspect panel against respective
pattern for
Size
Shape of panel
Notch
Note:Technical manager is to approve inspection pattern.
Operator is to do inspection on 2.5 Acceptance Quality Level (AQL) bases. If lot gets rejected
on 2.5 AQL bases, then go for 100 % inspection.
.
(b) Fabric defect inspection: Operator is to do 100 % panel inspection i.e. individual
panel is to get inspected for following defects: -
Yarn defects,
Weaving defects,
Finishing defects,
Cutting defects, and
Spreading defects.
Note: Operator has to check panel on transparent glass checking table-having light 500-600
Lux.
100
Operator is to remove defective panel from a lay and simultaneously, record defects
in ‘Check Point Format’. Followed by that, operator is to give defective panels to re-
cutting section by maintaining record of following details in internal re-cutting
format.
Purchase Order
Style name
Color
Part Name or Number
Lay number
Serial number
Note: Re-cutting section is to recut panel from the respective ply end bit to replace
defective panel of a lay, do numbering and if necessary get it fused and give it back to Panel
inspection section.
Operator is to again inspect the recut panel, put it into respective bundle and update
a record before issuing to sewing section.
2. Point to be noted during inspection:
Cut panel inspection is to be conducted in a separate sub-section in cutting
department.
The defect standards to be displayed in subsection: i.e. acceptable, rejected is clearly
marked and displayed separately.
Replacement of defective part is to take place from same roll or same roll end-bits to
avoid any shade variation.
3. Panel Inspection & Matching Point:
Operator is to inspect & match respective panel as follows:
BUNDLING
This is a process in which individual parts are clubbed together in bunches and made ready
for the process of issue to line. The bundling process is usually done lay wise and a standard
numbering sequence generator is provided for bundling and the operators make sure that
they arrange the different parts according to the required lays and make it ready to issue to
lines in material handling trolleys. Here, the arrangement is made section wise.
After bundling, the cut parts are issued to sewing lines by means of issue slip.
RE-CUTTING AND MIS REPORT RE-CUTTING
Apart from the regular process, a service requirement from cutting is re- cutting which is
essentially a manual hand cutting process to cut parts which are either found defective in
cutting inspection or brought from sewing section as damaged parts. Here, a record is kept
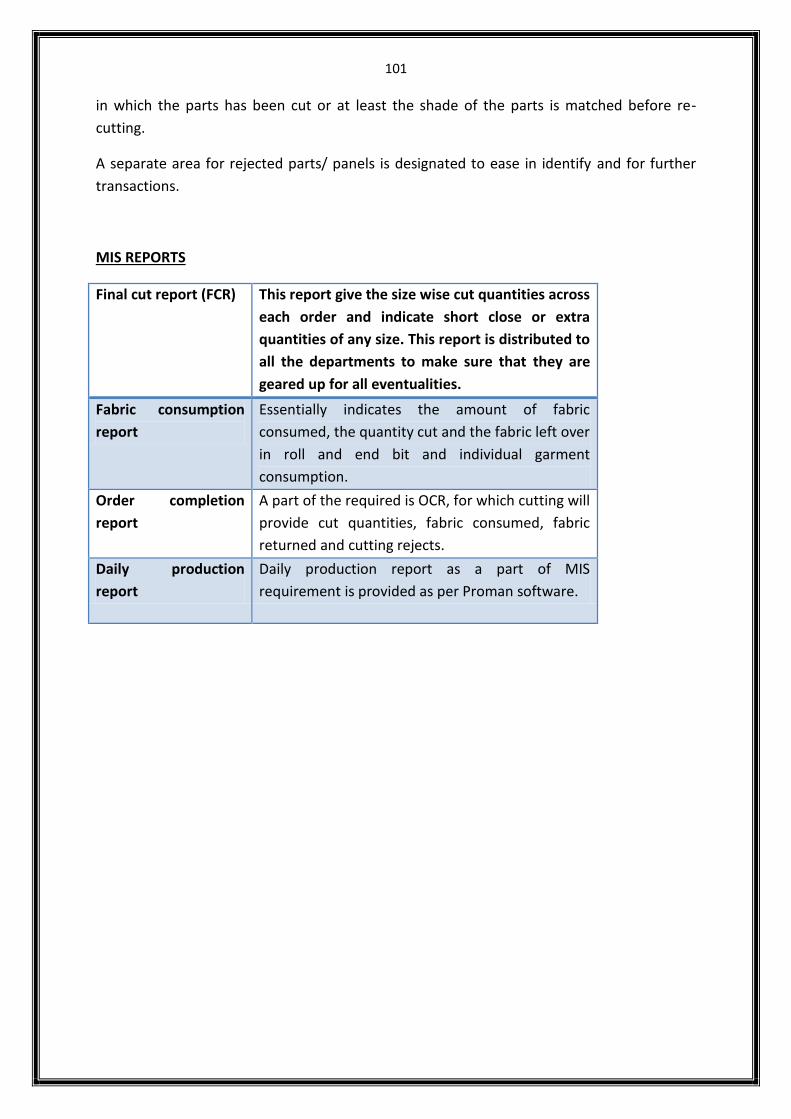
101
in which the parts has been cut or at least the shade of the parts is matched before re-
cutting.
A separate area for rejected parts/ panels is designated to ease in identify and for further
transactions.
MIS REPORTS
Final cut report (FCR) This report give the size wise cut quantities across
each order and indicate short close or extra
quantities of any size. This report is distributed to
all the departments to make sure that they are
geared up for all eventualities.
Fabric consumption
report
Essentially indicates the amount of fabric
consumed, the quantity cut and the fabric left over
in roll and end bit and individual garment
consumption.
Order completion
report
A part of the required is OCR, for which cutting will
provide cut quantities, fabric consumed, fabric
returned and cutting rejects.
Daily production
report
Daily production report as a part of MIS
requirement is provided as per Proman software.
102
JACKET
Front Panel
Size, shape and notch
Front panel to side panel
Front- dart cut at same point
Right front to left Front
Front to top sleeve
Front panel – flap pocket
Front panel to chest pocket
Back Panel
Size shape & notch
Back panel to collar
Back panel to back panel centreline
Back panel to side panel
Sleeve
Size, shape and notch
Top sleeve to under sleeve
Lapel
Size, shape and notch
Lapel to lapel
Lapel to front panel
TROUSER
Front Panel:
Size shape and notch
Front panel to back panel
Front panel to pocket facing
Back Panel
Size shape and notch
Back Panel to back panel at seat seam.
Waist band
Right waist to left waistband
Left waistband to left extension
Note:Solid fabric inspects size, shape ¬ch.Checks& Strips inspects size, shape, notch &
matching point as mentioned above

103
EMPLOYES DETAILS
JACKET

104
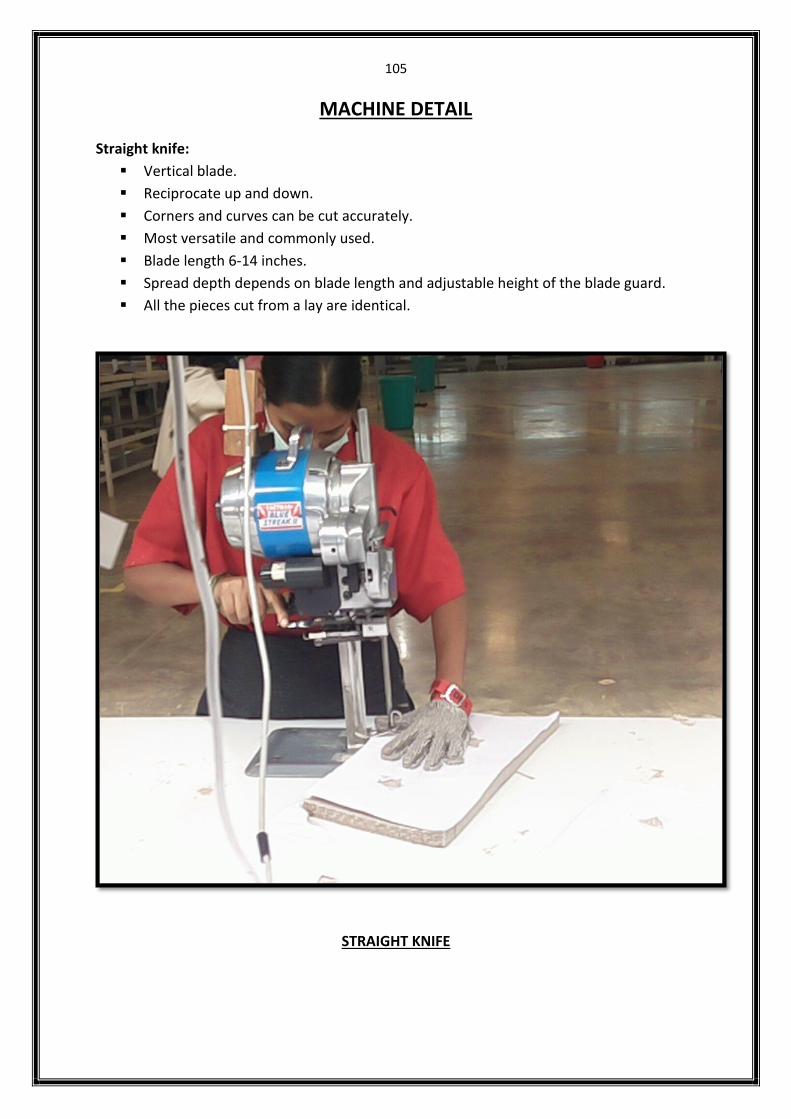
105
MACHINE DETAIL
Straight knife:
Vertical blade.
Reciprocate up and down.
Corners and curves can be cut accurately.
Most versatile and commonly used.
Blade length 6-14 inches.
Spread depth depends on blade length and adjustable height of the blade guard.
All the pieces cut from a lay are identical.
STRAIGHT KNIFE
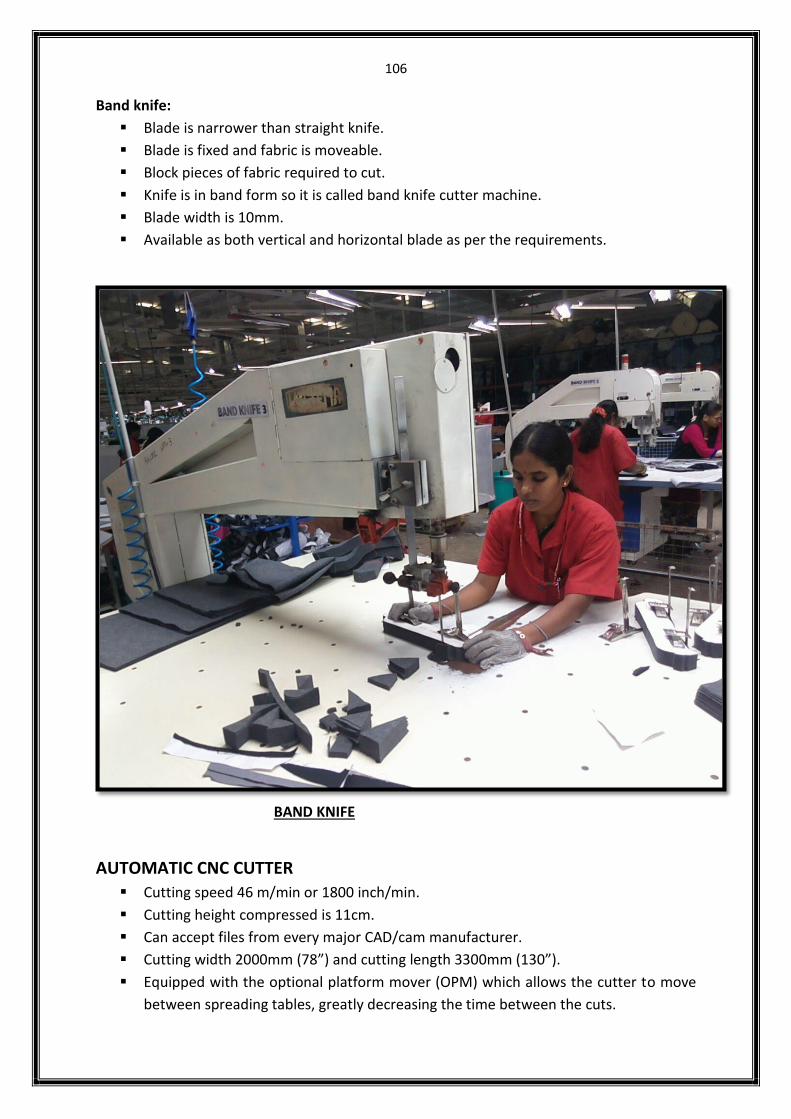
106
Band knife:
Blade is narrower than straight knife.
Blade is fixed and fabric is moveable.
Block pieces of fabric required to cut.
Knife is in band form so it is called band knife cutter machine.
Blade width is 10mm.
Available as both vertical and horizontal blade as per the requirements.
BAND KNIFE
AUTOMATIC CNC CUTTER
Cutting speed 46 m/min or 1800 inch/min.
Cutting height compressed is 11cm.
Can accept files from every major CAD/cam manufacturer.
Cutting width 2000mm (78”) and cutting length 3300mm (130”).
Equipped with the optional platform mover (OPM) which allows the cutter to move
between spreading tables, greatly decreasing the time between the cuts.
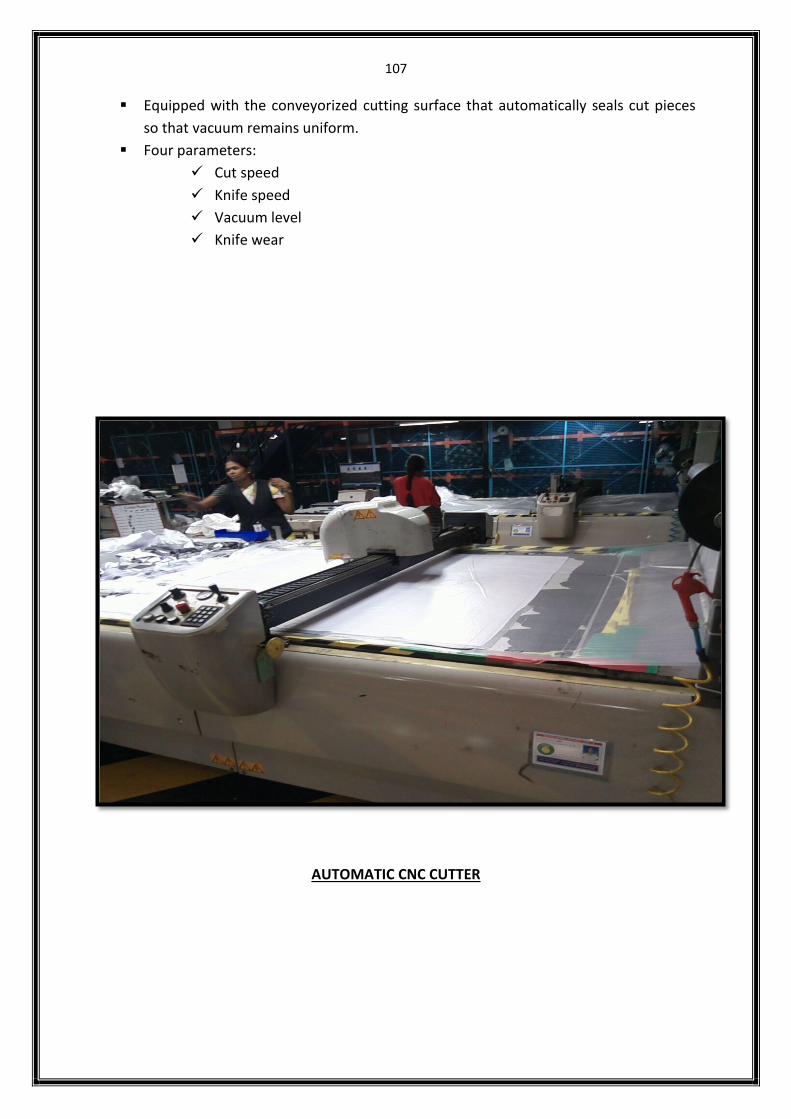
107
Equipped with the conveyorized cutting surface that automatically seals cut pieces
so that vacuum remains uniform.
Four parameters:
Cut speed
Knife speed
Vacuum level
Knife wear
AUTOMATIC CNC CUTTER
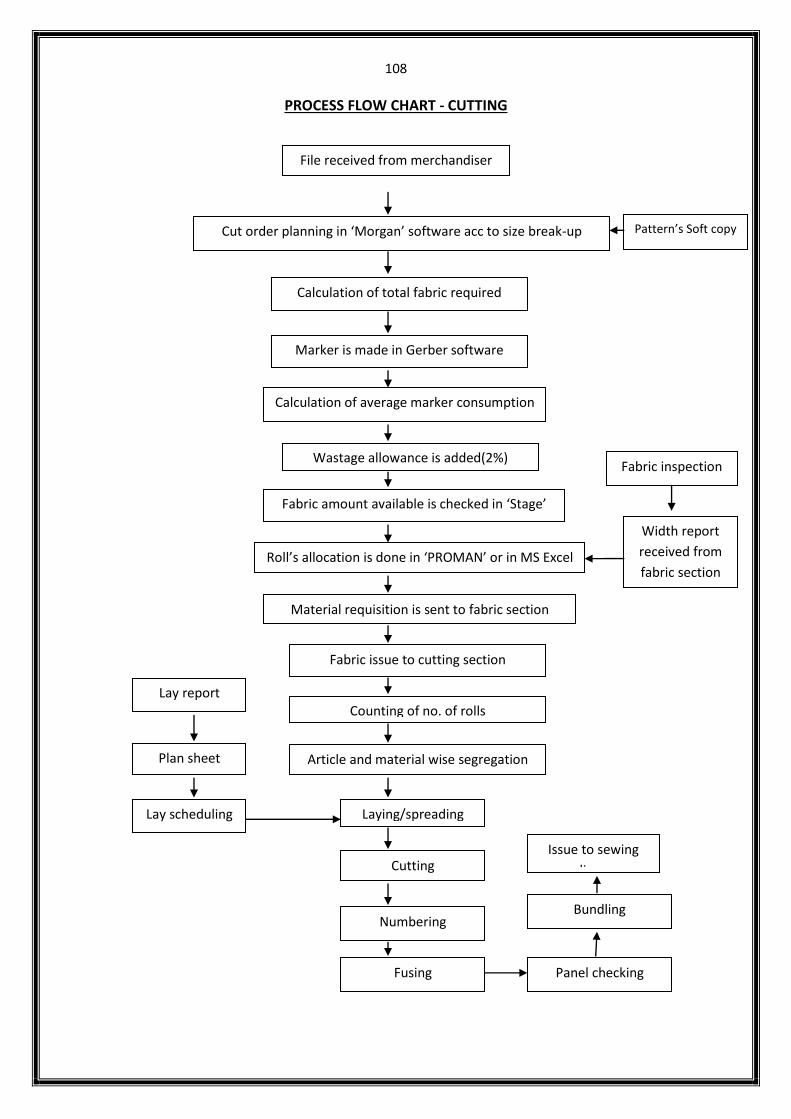
108
PROCESS FLOW CHART - CUTTING
File received from merchandiser
Pattern’s Soft copy Cut order planning in ‘Morgan’ software acc to size break-up
Calculation of total fabric required
Marker is made in Gerber software
Calculation of average marker consumption
Wastage allowance is added(2%)
Fabric amount available is checked in ‘Stage’
Roll’s allocation is done in ‘PROMAN’ or in MS Excel
Material requisition is sent to fabric section
Article and material wise segregation
Counting of no. of rolls
Fabric issue to cutting section
Laying/spreading
Cutting
Panel checking Fusing
Bundling Numbering
Issue to sewing
lines
Lay report
Plan sheet
Lay scheduling
Fabric inspection
Width report
received from
fabric section

109
Numbering
Separate garment components are numbered.
It is important to avoid shade variation in a garment.
To ensure that in stitching all components from same layer are stitched together.
Fusing
Fusing is basically anything which is used between two layers of fabric to give more
body. A fusible interlining is thin layer made from woven, knitted or non-woven material
bonded mechanically or thermally which when fused with fabric panel can give
reinforcement, durability and can also stabilize and makes sewing work easier while sewing.
Fusing machine
There are 9 fusing machine used in SSAL-II, of which 7 is used for jacket components
and rest 2 for trouser panels.
FUSING MACHINE FOR JACKET PANELS
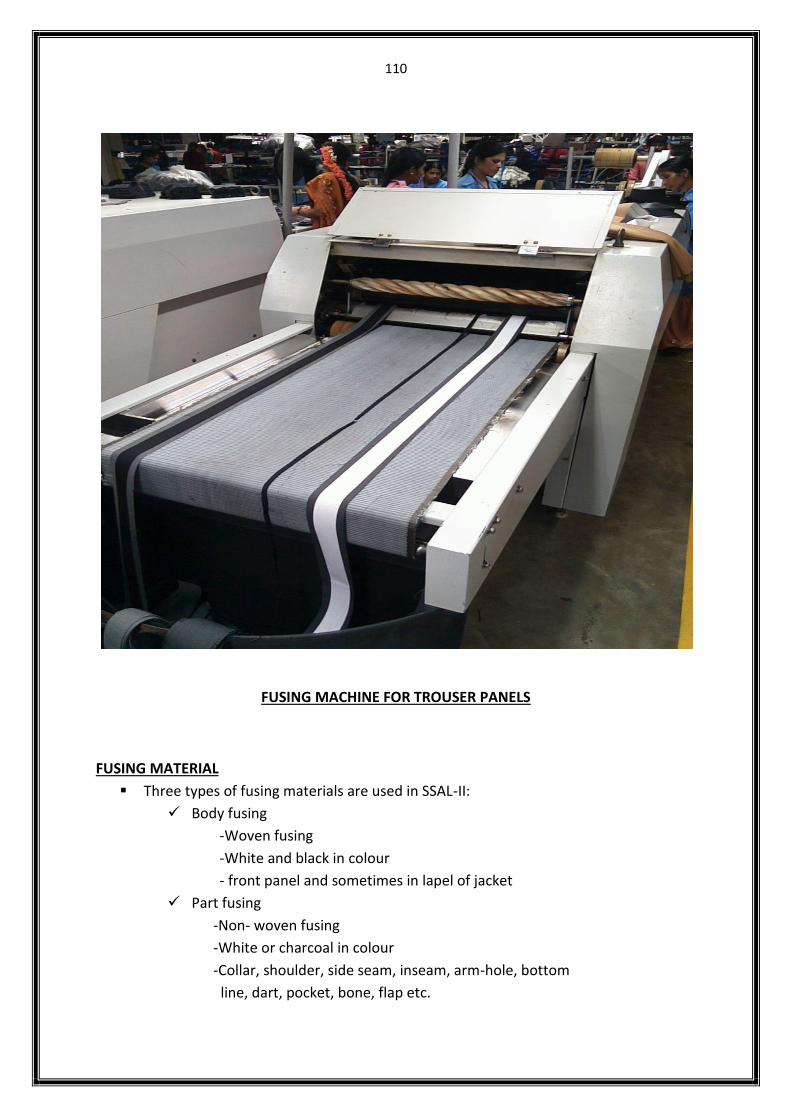
110
FUSING MACHINE FOR TROUSER PANELS
FUSING MATERIAL
Three types of fusing materials are used in SSAL-II:
Body fusing
-Woven fusing
-White and black in colour
- front panel and sometimes in lapel of jacket
Part fusing
-Non- woven fusing
-White or charcoal in colour
-Collar, shoulder, side seam, inseam, arm-hole, bottom
line, dart, pocket, bone, flap etc.

111
N.R. fusing
-Presence of nylon thread in non-woven fusing
-White or black in colour
-Side seam, inseam, collar and shoulder
White fusing
-Named after its colour
-Used as per the buyers requirement
PARTS WHICH NEED FUSING:
JACKET
FRONT- armhole, shoulder, neck, dart.
LAPEL- lapel fusing, N R fusing piece.
TOP SLEEVE- sleeve armhole fusing with moon patch, bottom fusing.
BACK- shoulder and neck, back armhole, bottom and vent.
SIDE PANEL- armhole, bottom.
IN SLEEVE-armhole, bottom.
TROUSER
WAIST BAND
RIGHT AND LEFT FLY
BONE
SIGNIFICANCE OF FUSING:
Garments with fusing tend to be stronger, because of the added layer for fabric
support.
Prevents seam opening.
They drape better compared to non-interlined garments

112
SEWING DEPARTMENT
Sewing department’s function is the crucial and most vital job in a garment industry. This is
the place where actual production takes place. After the fabric is released from cutting, it is
passed on to the sewing department for the sewing. The various parts are stitched together
to form the garments.
The sewing section is comprised of:
1. Trouser Lines
2. Jacket Lines
SEWING DEPARTMENT PLANT LAYOUT

113
JACKET LINEPLANT LAYOUT
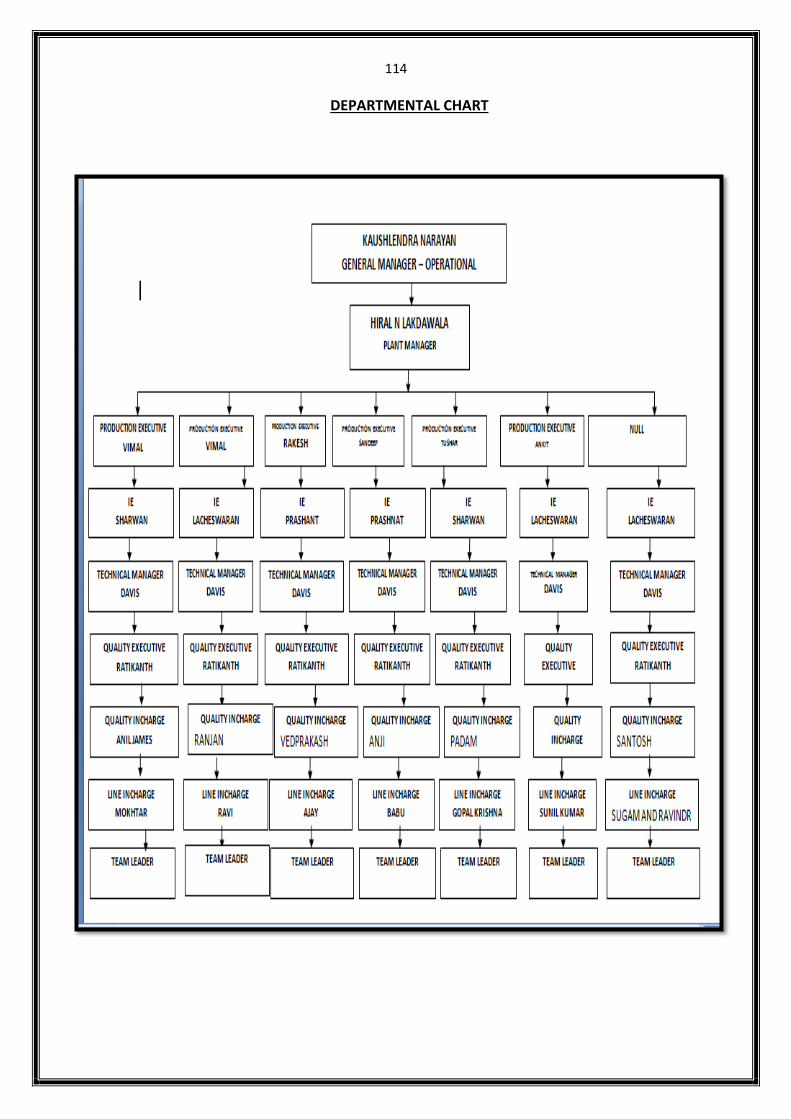
114
DEPARTMENTAL CHART

115
SOP

116
EMPLOYES DETAILS
PRODUCTIO
N EXECUTIVE
I.E LINE IN CHARGE
TECHNICIAN MANAGER
QUALITY EXECUTIVE
QUALITY IN CHARGE
1 1 1 1 1 1
LINE 1
VIMAL SHARWAN
MOKHTAR DAVIS RATIKANTH DAS
ANIL JAMES
LINE 2
VIMAL LACHESWARAN
RAVI DAVIS RATIKANTH DAS
RANJAN
LINE 3
RAKESH PRASHANT
AJAY DAVIS RATIKANTH DAS
VEDPRAKASH
LINE 4
SANDEEP PRASHANT
BABU DAVIS RATIKANTH DAS
ANJI
LINE 5
TUSHAR SHARWAN
GOPAL KRISHNA
DAVIS RATIKANTH DAS
PADAM
LINE 6
ANKIT LACHESWARAN
SUNIL KUMAR DAVIS RATIKANTH DAS
RAMAMJI
LINE 7
NULL NULL SUGAM PAL AND RAVINDAR
DAVIS RATIKANTH DAS
SANTOSH
OVERVIEW OF JACKET SECTION
MACHINE USED
S.NO. MACHINE TYPE NO. OF MACHINE
1
SNLS
273
2 ZIG ZAG
35
3 TOPPER
127
4 AUTO ZIG
7
5 AUTO DART 3

117
6 BARTACK
28
7 BASTING
28
8 BUTTONHOLE SEW
14
9 FIT
84
10 AUTOWELT
21
11 SNLS DROP FEED
14
12 BLIND HEM
14
13 SAMHOLE
7
14 FIT WITH BUCK
7
15 BUTTON SEW
7
16 SNLS
DIFFERENTIAL FEED
14
17 BUTTON HOLE
14
TOTAL
689
TOTAL NO. OF OPERATOR 820
The different types of jackets made at Raymond Ltd are:
Half Canvas
No vent
Single Centre Vent
Double vent (one on each side)
Full Lining
Half Lining

118
Various fabrics used in jacket are:
1) Shell fabric
2) Lining fabric
3) Knitted fusing
4) Parts Woven fusing
5) Woven Reinforcement
6) Canvas
7) Felt
JACKET SECTION
There are six jacket lines at Raymond, the brief description of their capacity and workers is
as follows:
Jacket section is composed of:
Small Parts Section- canvas, facing flaps& facing Collar
Front Section
Lining Section
Sleeve Section
Assembly Section
The sewing SAM for a basic Jacket is approx. 65-70 min. The Jacket line follows the UPS
system of production. The material moves on pneumatically controlled overhead hangers.
The different types of jackets made at Silver Spark Apparel Ltd Unit–II are:
Floating Canvas or Engineered Jacket
Half Canvas
Full Canvas
No vent
Single Centre Vent
Double vent (one on each side)
Full Lining
Half Lining
VARIOUS FABRICS USED IN JACKET:
Shell fabric
Lining fabric
Small Parts
Knitted fusing
Parts Woven fusing

119
Woven Reinforcement
Trims & Accessories
SHELL FABRIC
PARTS NAME CUT PARTS
Front 2
Back 2
Side panel 2
Front Facing 2
Top sleeve 2
Under sleeve 2
Breast pocket 1
Breast pocket facing 1
Top collar 1
Collar band 1
Front pocket bone 2
Front pocket flap 2
TOTAL 20
LINING FABRIC
PARTS NAME CUT PARTS
Chest felt 2
Chest canvas 2
Small Chest canvas 2
Patti 2
Big Chest canvas 2
Sleeve head felt 2
Sleeve head canvas 2
Sleeve head canvas 2
Sleeve head canvas 2
Sleeve head canvas 2
TOTAL 20
SMALL PARTS
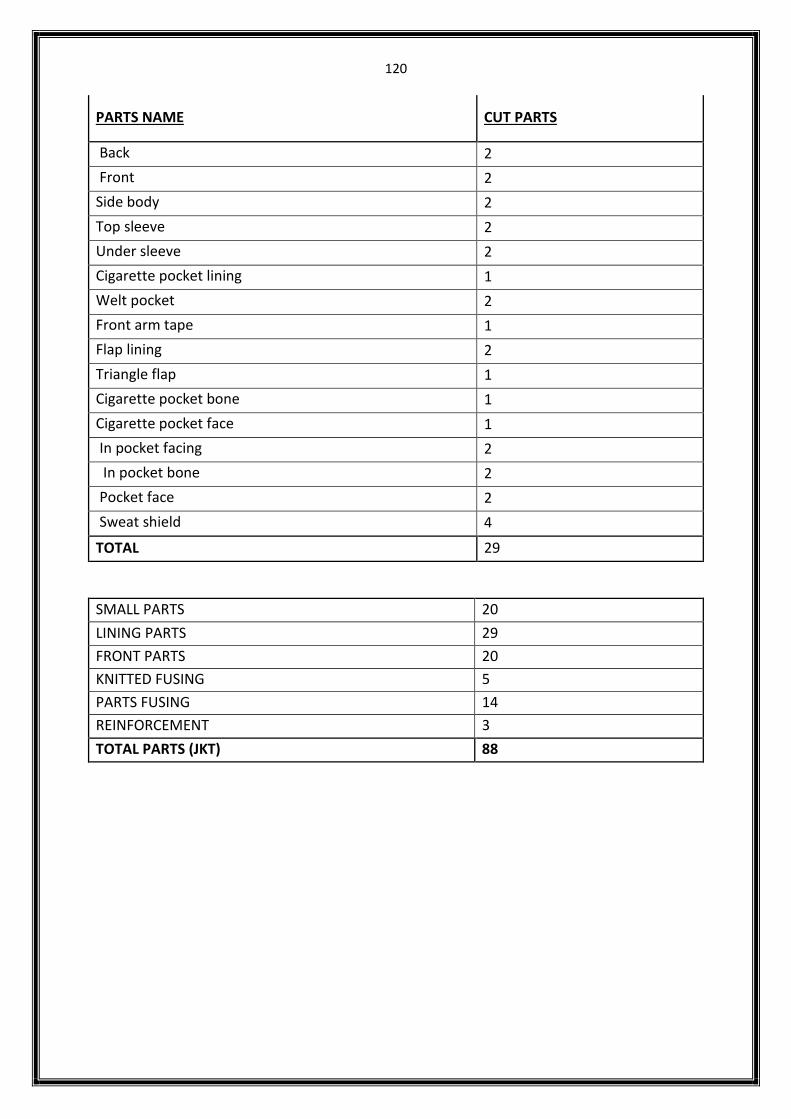
120
SMALL PARTS 20
LINING PARTS 29
FRONT PARTS 20
KNITTED FUSING 5
PARTS FUSING 14
REINFORCEMENT 3
TOTAL PARTS (JKT) 88
PARTS NAME CUT PARTS
Back 2
Front 2
Side body 2
Top sleeve 2
Under sleeve 2
Cigarette pocket lining 1
Welt pocket 2
Front arm tape 1
Flap lining 2
Triangle flap 1
Cigarette pocket bone 1
Cigarette pocket face 1
In pocket facing 2
In pocket bone 2
Pocket face 2
Sweat shield 4
TOTAL 29
121
TRIMS & ACCESSORIES
1) Shoulder pad
2) Thread
3) Satin tape
4) Size label
5) Neck label
6) Content/Care label
7) Sleeve label
8) Main label or brand label
9) Bridle tape Felling tape
10) Besom tape
11) Armhole tape
12) Double sided fusing with paper
13) Double sided fusing without paper
14) Poly bag
15) Hanger
JACKET LINE-1
Production /day:- 2500-3000(approx..)
No of operators: 110
Total no of machines: 134
Buyers:
JC Penny
Total No. Of Operators=119

122
Machine Operators= 109;
Pairing Operator=2;
Inspectors=6;
Feeding Helper=2
Total No. of Machines=114
Manual(Marking Tables)= 8;
Automatic=101;
Inspection Tables=3; Inspection Hangers=2
Production Executive: Mr. Vimal Kumar
I.E: Mr. Sharwan Kumar and Prashant Kumar
Supervisor – Sunil Sharma (front)
Ajay Dabral (assembly II)
Team leader- Asha H.R (Front I)
Anitha N (Front II)
Gracy (Lining)
Roopa H.M (Sleeve)
Netravati (Collar)
123
PROCESS FLOW

124

125
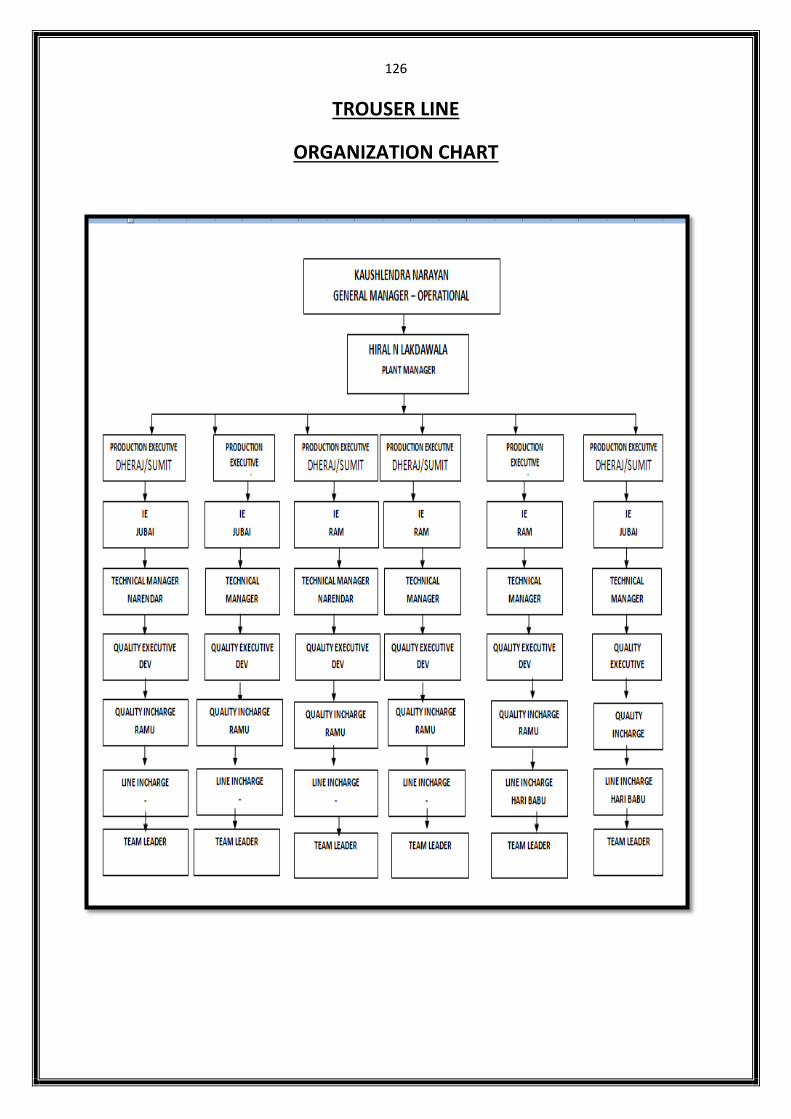
126
TROUSER LINE
ORGANIZATION CHART
127
DEPARTMENT LAYOUT
NUMBERS OF MACHINES
S.NO. MACHINE TYPE NO. OF MACHINE

128
EMPLOYS DETAILS
1
3-THREAD O/L
24
2 AUTO DART
6
3 AUTO FACING
6
4 AUTO ZIG
6
5 AUTO SERGING
6
6 AUTO WELT
6
7 BACK POCKET PRESSING
6
8 BLIND HEM
18
9 BUCK VACCUM TABLE 6
10 BUTTON OLE
12
11 BUTTON SEW
12
12 DNCS
6
13 FIT 12
14 FUSING MACINE 18
15 HOOK AND BAR ATTACH 6
16 PINKING MACHINE 6
17 PINTACK 1
18 SADDLE STICH 12
19 SIDE SEAM PRESS 6
20 SNCS 12
21 SNLS 12
22 SNLS DIFFERENTIAL FEED 6
23 SNLS DROP FEED 48
24 SNLS EDGE CUTTER 12
25 SNLS NEEDLE FEED 24
26 BARTACK 30
27 WRAPING MACHINE 6
28 YKK ZIP 12
89 DART PRESS 6
TOTAL MACHINE- 343
TOTAL WORKER 330

129
PRODUCTION
EXECUTIVE
I.E LINE IN
CHARGE
TECHNICAL
MANAGER
QUALITY
EXECUTIVE
QC IN
CHARGE
MAINTEN
ANCE
1 1 1 NARENDAR 1 1 1
LIN
E 1
DHERAJ/SUMI
T
JUBAI NULL NARENDAR DEV RAMU KRISHAN
APA
LIN
E 2
DHERAJ/SUMI
T
JUBAI
NULL NARENDAR DEV RAMU ANAND
LIN
E 3
DHERAJ/SUMI
T
RAM NULL NARENDAR DEV RAMU ASWATH
LIN
E 4
DHERAJ/SUMI
T
RAM NULL NARENDAR DEV RAMU BABU
KHAN
LIN
E 5
DHERAJ/SUMI
T
RAM HARI
BABU
NARENDAR DEV RAMU VASANTH
LIN
E 6
DHERAJ/SUMI
T
JUBAI HARI
BABU
NARENDAR DEV RAMU MUTHU
The operation of Trousers line is categorized into three sections;
• Preparatory section
• Front and back line
• Assembly line.
In the preparatory section the basic parts of the garment is matched and graded for the
production. Then it is send to the front and back end line where the front side and the
backside of a trouser are made and finally to the assembly line for the final assembling of
the parts.
The material handling and movement in the preparatory and front & back sections is on
waterfall trolleys and the assembly lines are based on UPS system. The material flow is on
manually controlled overhead trolleys.
There are six trouser line, the brief description of their capacity and worker is as follows:
Line number
Line No.
Installed
Capacity
Average Daily
Prod.
clients
Client
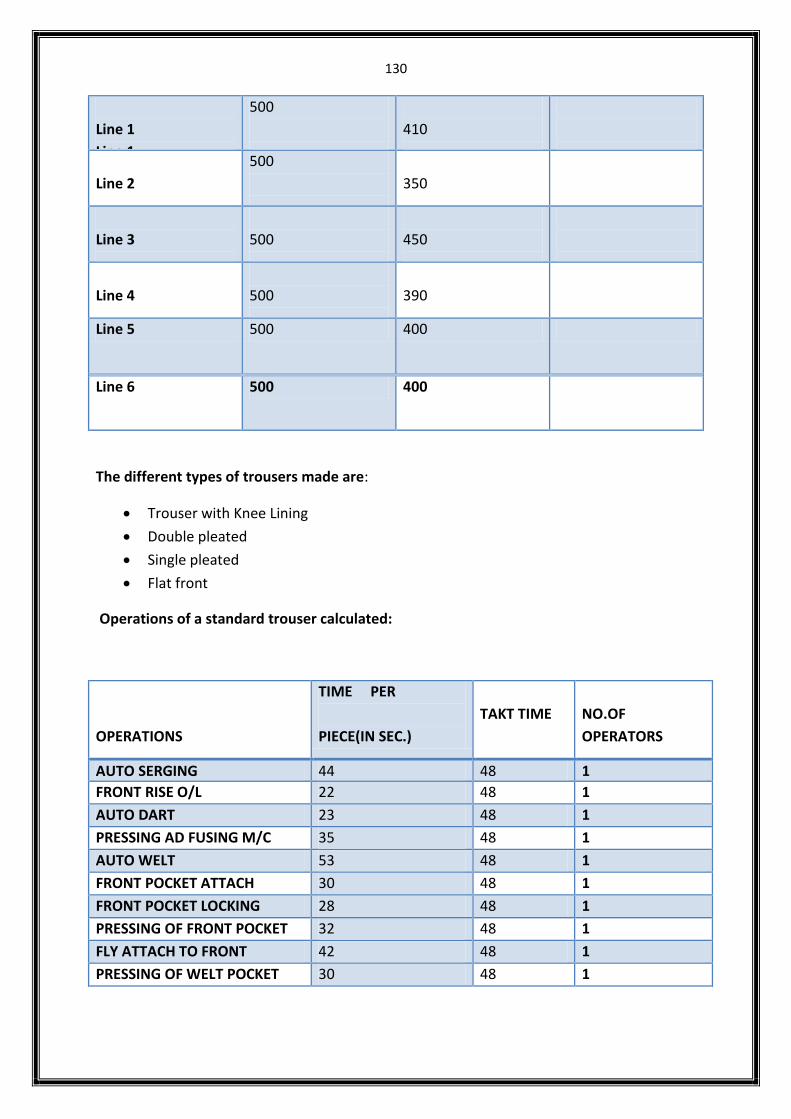
130
Line 1
Line 1
500
600
410
450
Levis
Line 2
Line 2
500
500
350
400
Export
Line 3
Line 3
500
500
450
350
Park Avenue
Line 4
Line 4
500
500
390
200
RAL Line 5 500 400
Line 6 500 400
The different types of trousers made are:
Trouser with Knee Lining
Double pleated
Single pleated
Flat front
Operations of a standard trouser calculated:
OPERATIONS
TIME PER
PIECE(IN SEC.)
TAKT TIME
NO.OF
OPERATORS
AUTO SERGING 44 48 1
FRONT RISE O/L 22 48 1
AUTO DART 23 48 1
PRESSING AD FUSING M/C 35 48 1
AUTO WELT 53 48 1
FRONT POCKET ATTACH 30 48 1
FRONT POCKET LOCKING 28 48 1
PRESSING OF FRONT POCKET 32 48 1
FLY ATTACH TO FRONT 42 48 1
PRESSING OF WELT POCKET 30 48 1
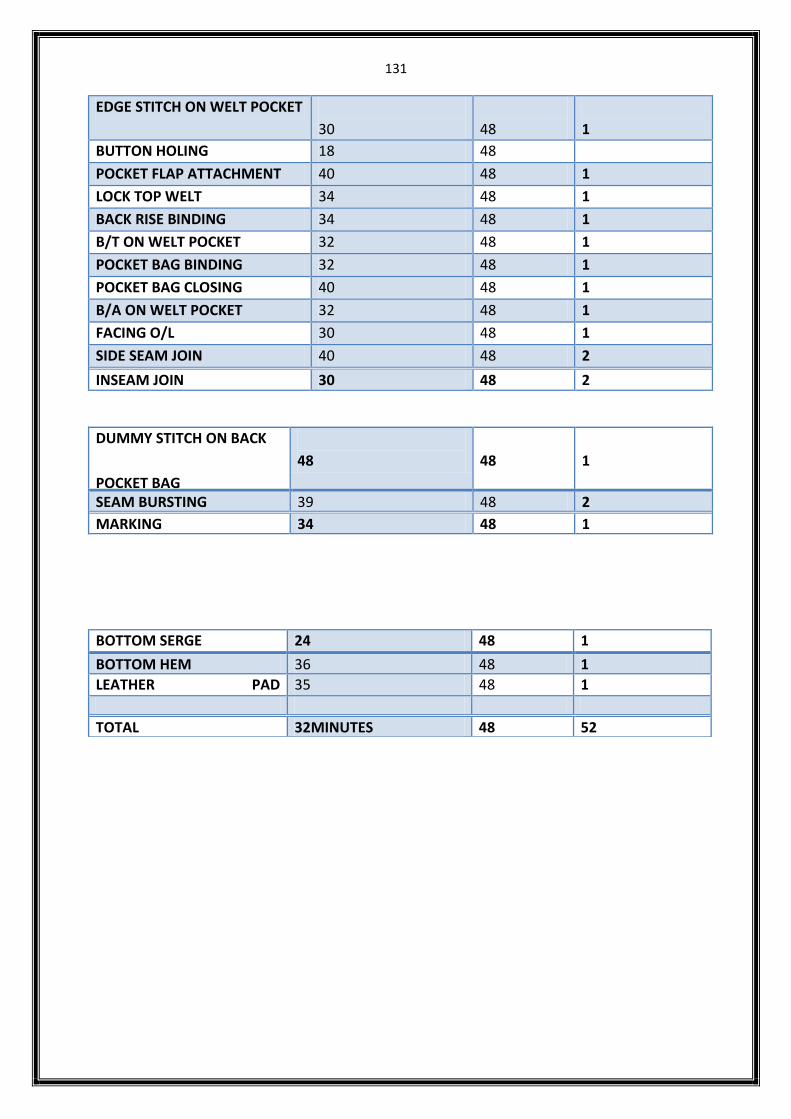
131
EDGE STITCH ON WELT POCKET
30
48
1
BUTTON HOLING 18 48
POCKET FLAP ATTACHMENT 40 48 1
LOCK TOP WELT 34 48 1
BACK RISE BINDING 34 48 1
B/T ON WELT POCKET 32 48 1
POCKET BAG BINDING 32 48 1
POCKET BAG CLOSING 40 48 1
B/A ON WELT POCKET 32 48 1
FACING O/L 30 48 1
SIDE SEAM JOIN 40 48 2
INSEAM JOIN 30 48 2
DUMMY STITCH ON BACK
POCKET BAG
48
48
1
SEAM BURSTING 39 48 2
MARKING 34 48 1
BOTTOM SERGE 24 48 1
BOTTOM HEM 36 48 1
LEATHER PAD
ATTACHMENT
35 48 1
TOTAL 32MINUTES 48 52
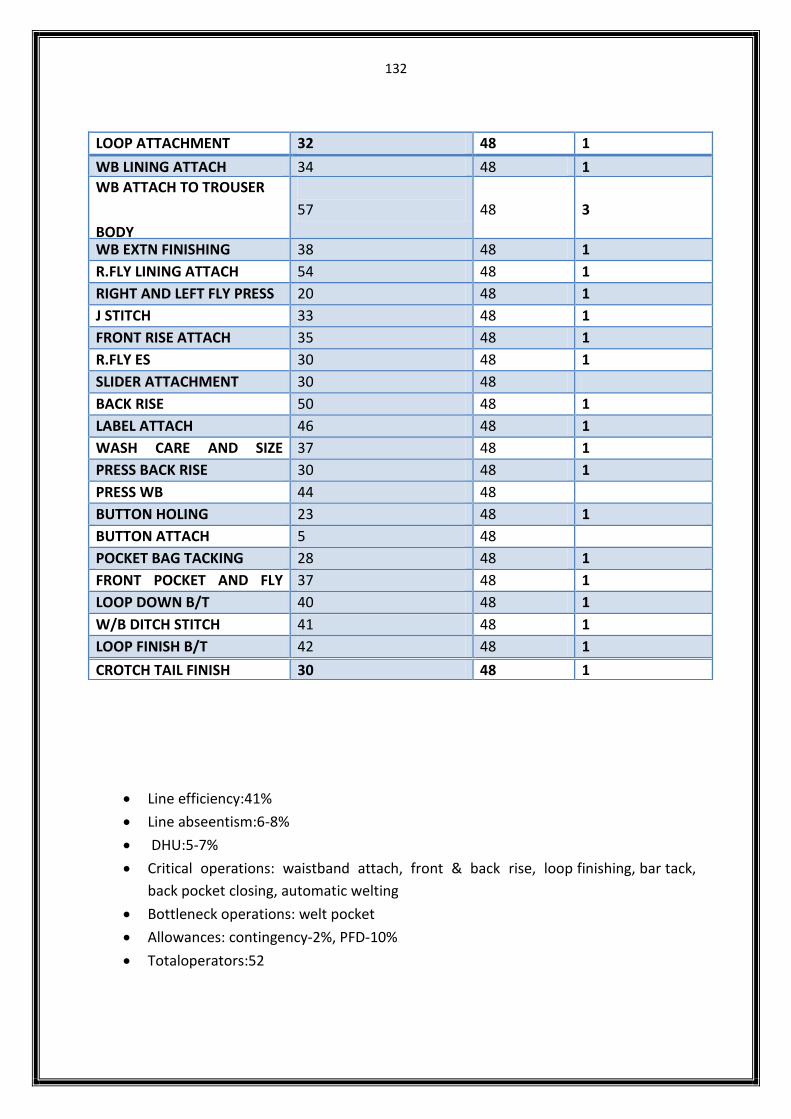
132
Line efficiency:41%
Line abseentism:6-8%
DHU:5-7%
Critical operations: waistband attach, front & back rise, loop finishing, bar tack,
back pocket closing, automatic welting
Bottleneck operations: welt pocket
Allowances: contingency-2%, PFD-10%
Totaloperators:52
LOOP ATTACHMENT 32 48 1
WB LINING ATTACH 34 48 1
WB ATTACH TO TROUSER
BODY
57
48
3
WB EXTN FINISHING 38 48 1
R.FLY LINING ATTACH 54 48 1
RIGHT AND LEFT FLY PRESS 20 48 1
J STITCH 33 48 1
FRONT RISE ATTACH 35 48 1
R.FLY ES 30 48 1
SLIDER ATTACHMENT 30 48
BACK RISE 50 48 1
LABEL ATTACH 46 48 1
WASH CARE AND SIZE
LABEL
37 48 1
PRESS BACK RISE 30 48 1
PRESS WB 44 48
BUTTON HOLING 23 48 1
BUTTON ATTACH 5 48
POCKET BAG TACKING 28 48 1
FRONT POCKET AND FLY
B/T
37 48 1
LOOP DOWN B/T 40 48 1
W/B DITCH STITCH 41 48 1
LOOP FINISH B/T 42 48 1
CROTCH TAIL FINISH 30 48 1
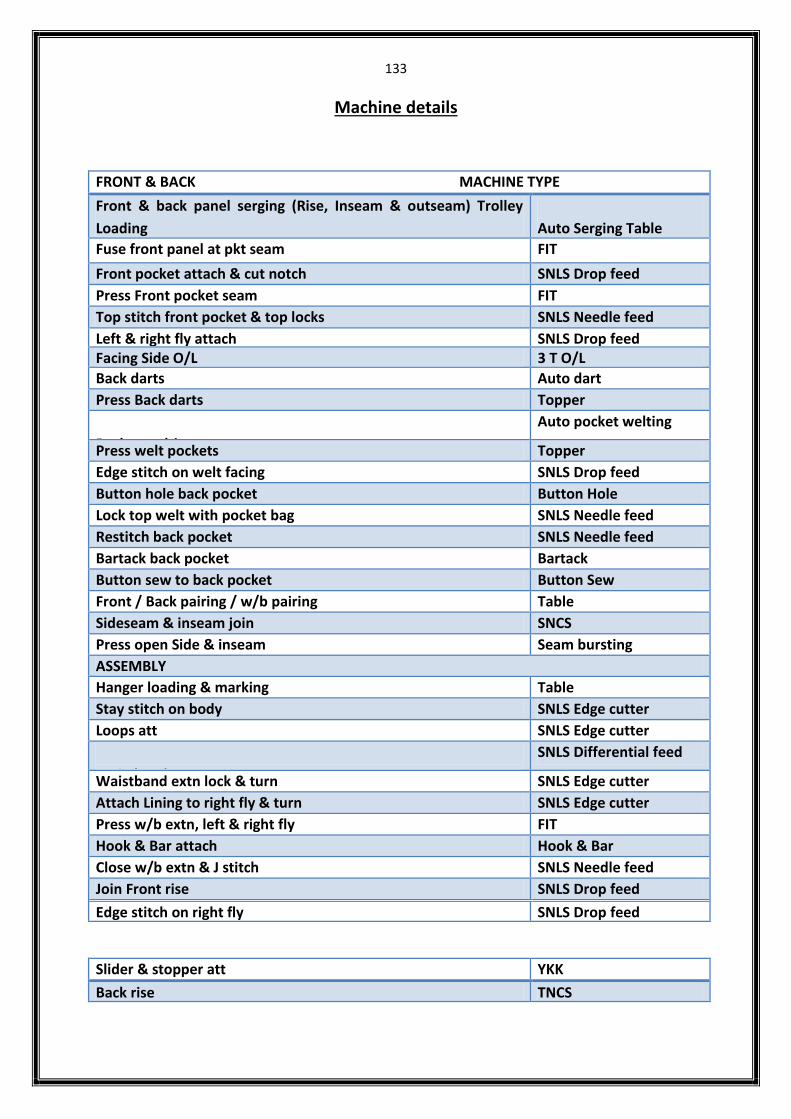
133
Machine details
FRONT & BACK MACHINE TYPE
Front & back panel serging (Rise, Inseam & outseam) Trolley
Loading
Auto Serging Table
Fuse front panel at pkt seam FIT
Front pocket attach & cut notch SNLS Drop feed
Press Front pocket seam FIT
Top stitch front pocket & top locks SNLS Needle feed
Left & right fly attach SNLS Drop feed Facing Side O/L 3 T O/L
Back darts Auto dart
Press Back darts Topper
Pocket welting
Auto pocket welting
Press welt pockets Topper
Edge stitch on welt facing SNLS Drop feed
Button hole back pocket Button Hole
Lock top welt with pocket bag SNLS Needle feed
Restitch back pocket SNLS Needle feed
Bartack back pocket Bartack
Button sew to back pocket Button Sew
Front / Back pairing / w/b pairing Table
Sideseam & inseam join SNCS
Press open Side & inseam Seam bursting
ASSEMBLY
Hanger loading & marking Table
Stay stitch on body SNLS Edge cutter
Loops att SNLS Edge cutter
Waistband att
SNLS Differential feed
Waistband extn lock & turn SNLS Edge cutter
Attach Lining to right fly & turn SNLS Edge cutter
Press w/b extn, left & right fly FIT
Hook & Bar attach Hook & Bar
Close w/b extn & J stitch SNLS Needle feed
Join Front rise SNLS Drop feed
Edge stitch on right fly SNLS Drop feed
Slider & stopper att YKK
Back rise TNCS
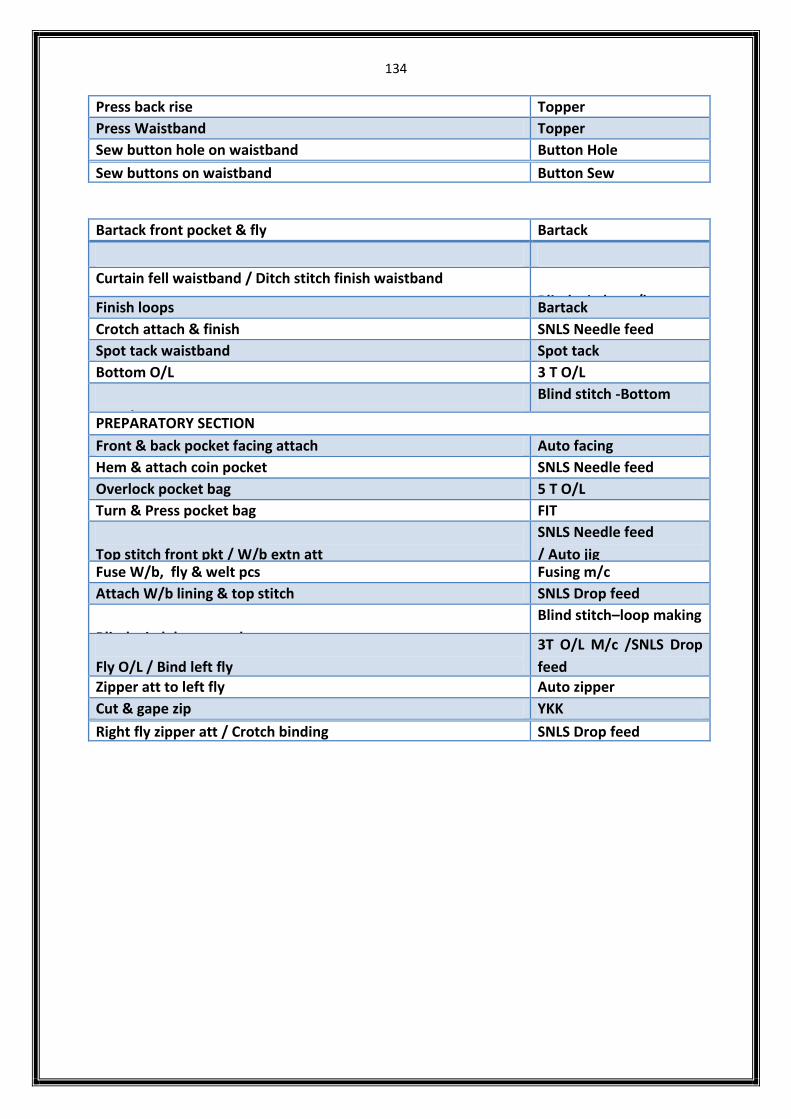
134
Press back rise Topper
Press Waistband Topper
Sew button hole on waistband Button Hole
Sew buttons on waistband Button Sew
Bartack front pocket & fly Bartack
Down bartack loops & attach centre loops
Bartack Curtain fell waistband / Ditch stitch finish waistband
Blind stitch - w/b Finish loops Bartack
Crotch attach & finish SNLS Needle feed
Spot tack waistband Spot tack
Bottom O/L 3 T O/L
Hem bottom
Blind stitch -Bottom
PREPARATORY SECTION
Front & back pocket facing attach Auto facing
Hem & attach coin pocket SNLS Needle feed
Overlock pocket bag 5 T O/L
Turn & Press pocket bag FIT
Top stitch front pkt / W/b extn att
SNLS Needle feed
/ Auto jig Fuse W/b, fly & welt pcs Fusing m/c
Attach W/b lining & top stitch SNLS Drop feed
Blind stitch loops ready
Blind stitch–loop making
Fly O/L / Bind left fly
3T O/L M/c /SNLS Drop
feed Zipper att to left fly Auto zipper
Cut & gape zip YKK
Right fly zipper att / Crotch binding SNLS Drop feed
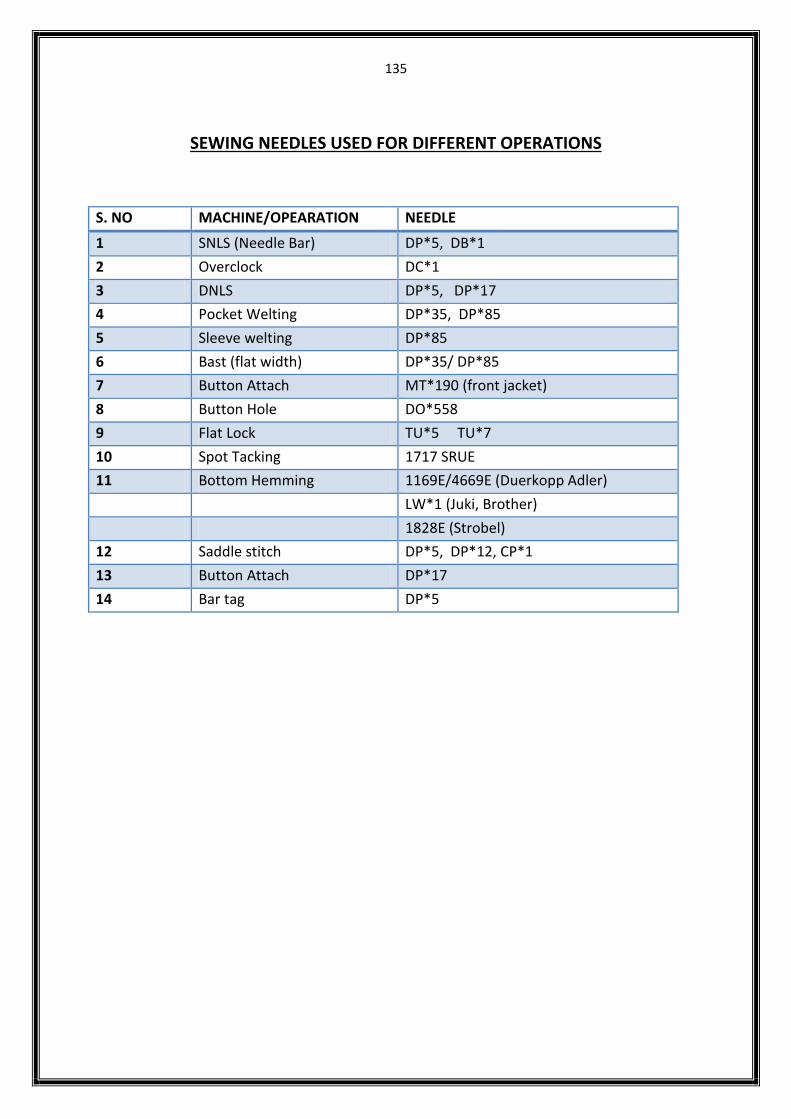
135
SEWING NEEDLES USED FOR DIFFERENT OPERATIONS
S. NO MACHINE/OPEARATION NEEDLE
1 SNLS (Needle Bar) DP*5, DB*1
2 Overclock DC*1
3 DNLS DP*5, DP*17
4 Pocket Welting DP*35, DP*85
5 Sleeve welting DP*85
6 Bast (flat width) DP*35/ DP*85
7 Button Attach MT*190 (front jacket)
8 Button Hole DO*558
9 Flat Lock TU*5 TU*7
10 Spot Tacking 1717 SRUE
11 Bottom Hemming 1169E/4669E (Duerkopp Adler)
LW*1 (Juki, Brother)
1828E (Strobel)
12 Saddle stitch DP*5, DP*12, CP*1
13 Button Attach DP*17
14 Bar tag DP*5
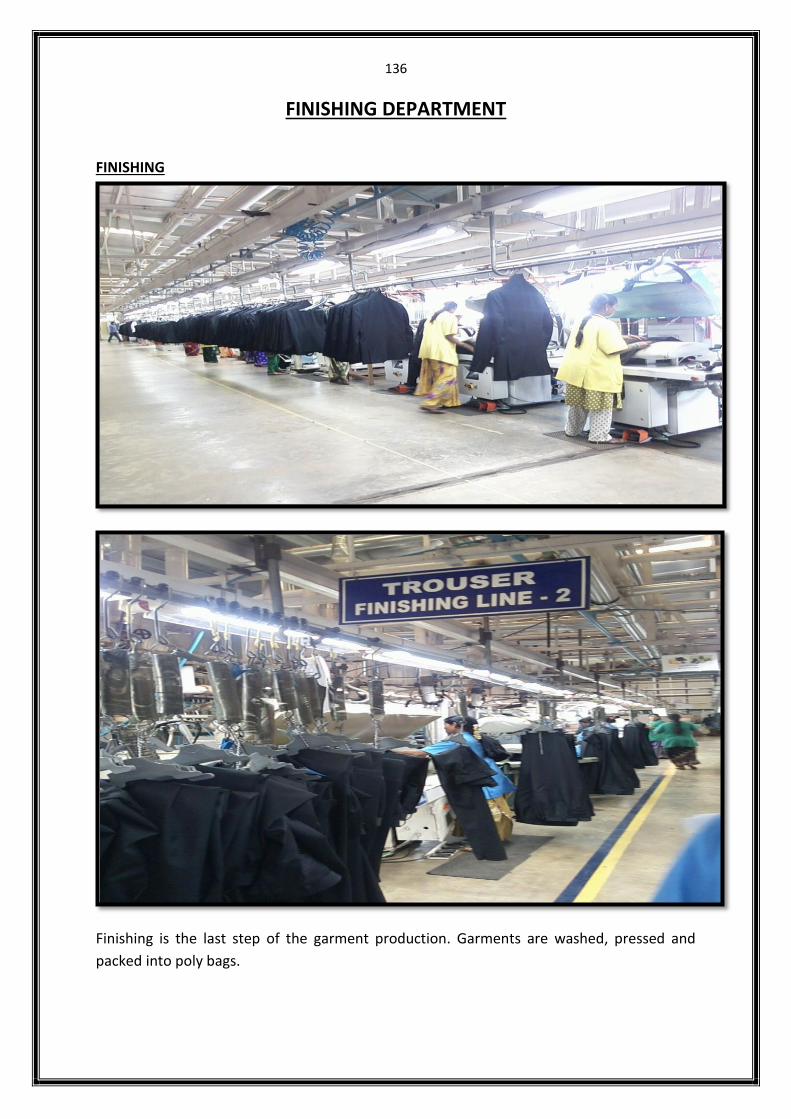
136
FINISHING DEPARTMENT
FINISHING
Finishing is the last step of the garment production. Garments are washed, pressed and
packed into poly bags.
137
The objectives of finishing are:
• Improve the appearance of the garments
• To give the proper shape to the different parts of the garment which is most
important in case of jackets.
• Improve the drape by pressing
• Improve the durability of the garments
• Packing for dispatch
JACKET FINISHING:
Washing of garments:
1. Tools used:
Air gun/chemical gun
Boiler water/ per chloro ethylene/ surgical spirit.
2. Functions:
To remove white pencil mark per chlro ethylene is used.
To remove water mark, patch mark, pen mark surgical spirit is used.
138
DEPARTMENT LAYOUT

139
ORGANIZATION CHART

140
SOP
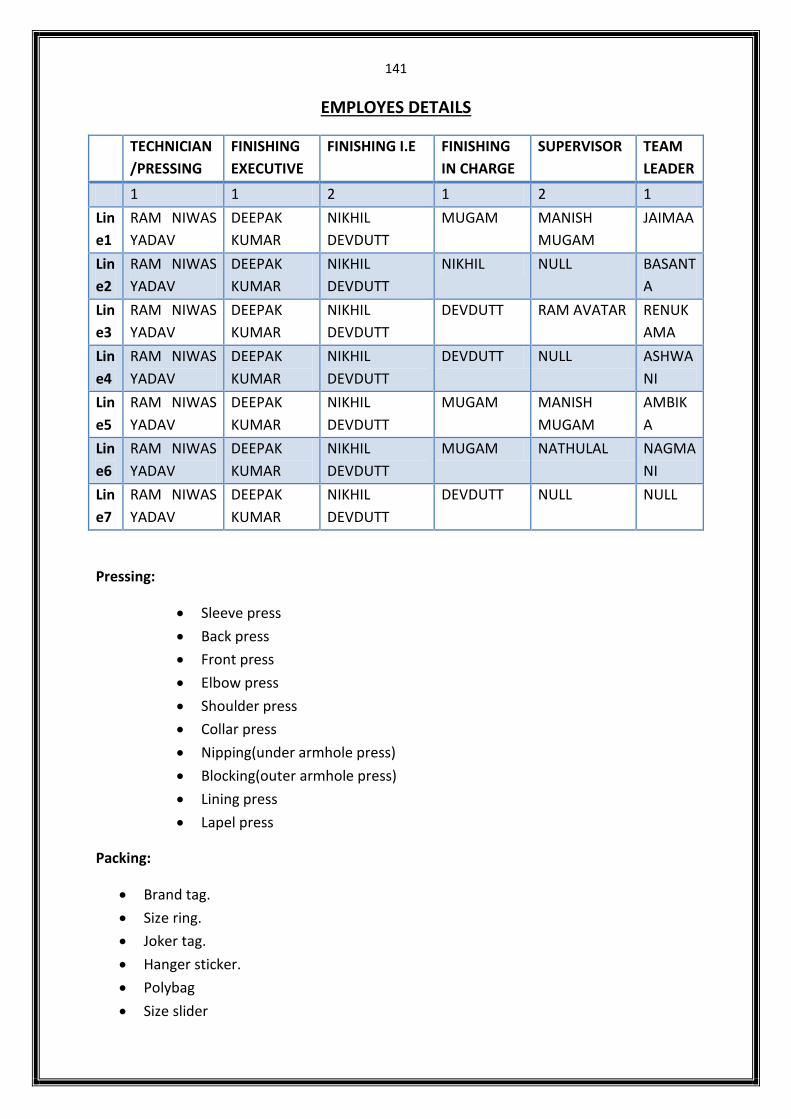
141
EMPLOYES DETAILS
TECHNICIAN
/PRESSING
FINISHING
EXECUTIVE
FINISHING I.E FINISHING
IN CHARGE
SUPERVISOR TEAM
LEADER
1 1 2 1 2 1
Lin
e1
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
MUGAM MANISH
MUGAM
JAIMAA
Lin
e2
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
NIKHIL NULL BASANT
A
Lin
e3
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
DEVDUTT RAM AVATAR RENUK
AMA
Lin
e4
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
DEVDUTT NULL ASHWA
NI
Lin
e5
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
MUGAM MANISH
MUGAM
AMBIK
A
Lin
e6
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
MUGAM NATHULAL NAGMA
NI
Lin
e7
RAM NIWAS
YADAV
DEEPAK
KUMAR
NIKHIL
DEVDUTT
DEVDUTT NULL NULL
Pressing:
Sleeve press
Back press
Front press
Elbow press
Shoulder press
Collar press
Nipping(under armhole press)
Blocking(outer armhole press)
Lining press
Lapel press
Packing:
Brand tag.
Size ring.
Joker tag.
Hanger sticker.
Polybag
Size slider
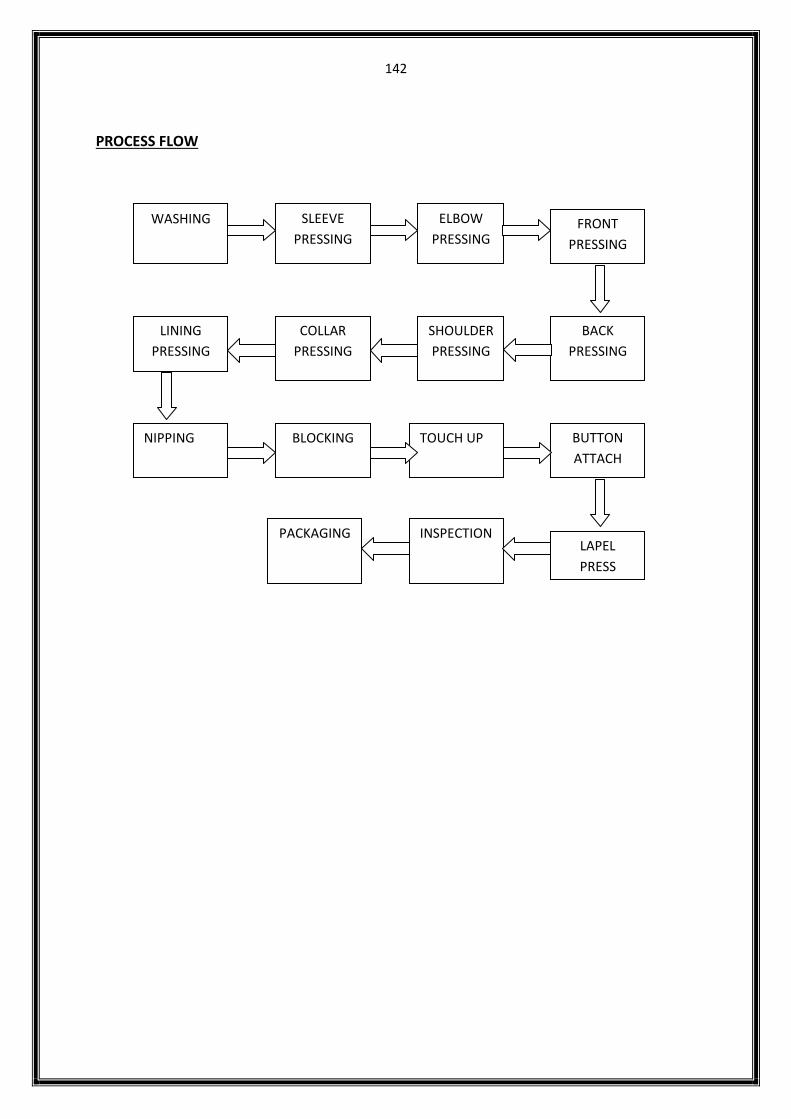
142
PROCESS FLOW
WASHING
NIPPING
LINING
PRESSING
BLOCKING TOUCH UP BUTTON
ATTACH
SHOULDER
PRESSING
ELBOW
PRESSING
COLLAR
PRESSING
BACK
PRESSING
FRONT
PRESSING
SLEEVE
PRESSING
PACKAGING INSPECTION LAPEL
PRESS

143
TROUSER FINISHING:
The trouser finishing department is very small as compare to jacket finishing. It includes
following sub-processes.
1. Spot cleaning
Uses spirit or perchloro ethylene for spot cleaning purpose.
2. Legger press
3. Topper press
4. Packing
Brand tag.
Size tag.
Polybag
DEPARTMENT LAYOUT
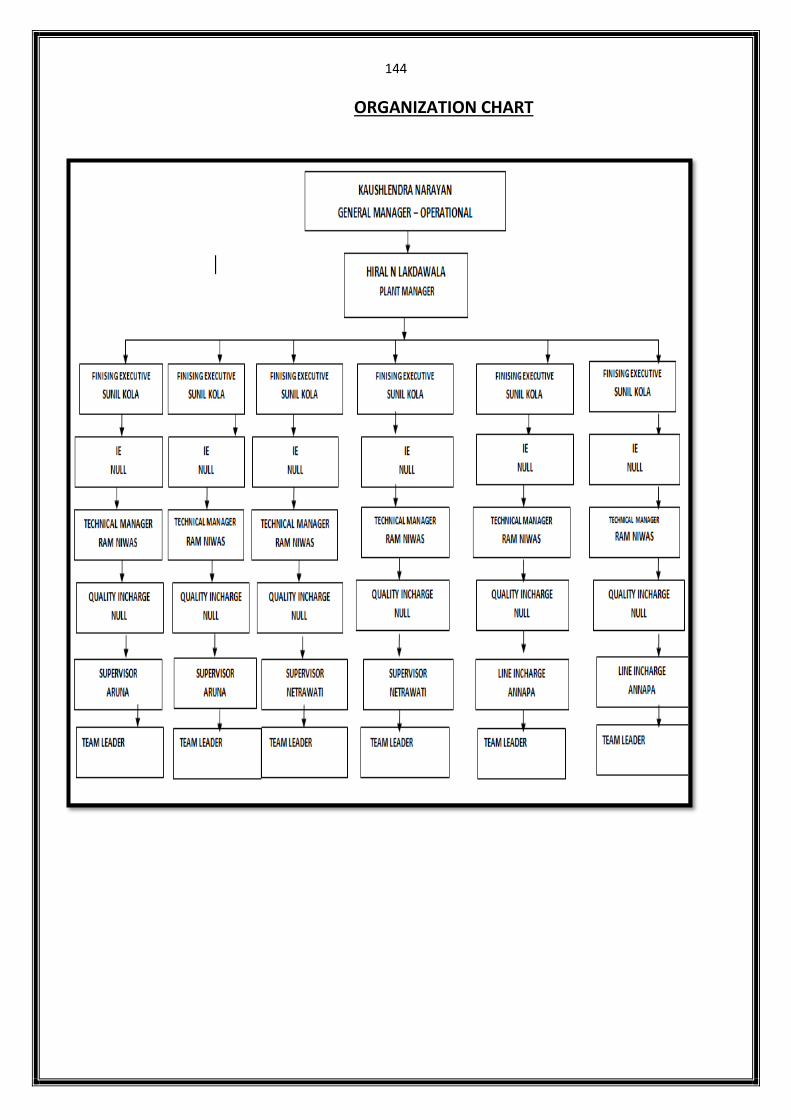
144
ORGANIZATION CHART

145
EMPLOYES DETAILS
TECHNICIAN/P
RESSING
FINISHING
EXECUTIVE
FINISHIN
G I.E
FINISHING IN
CHARGE
SUPERVI
SOR
TEAM
LEADER
1 1 0 0 1 1
Lin
e1
RAM NIWAS SUNIL KOLA NULL NULL ARUNA NAGRATN
A
Lin
e2
RAM NIWAS SUNIL KOLA NULL NULL ARUNA NAGMAN
I
Lin
e3
RAM NIWAS SUNIL KOLA NULL NULL NETHRA
WATI
NARSIM
MURTI
Lin
e4
RAM NIWAS SUNIL KOLA NULL NULL NETHRA
WATI
LAKSHMI
Lin
e5
RAM NIWAS SUNIL KOLA NULL NULL ANAPPA GAYTERI
Lin
e6
RAM NIWAS SUNIL KOLA NULL NULL ANAPPA YASODHA
PROCESS FLOW
BOX
PACKING
GARMENT
ON HANGER
PACKING
LEGGER
PRESS
TOPPER
BUTTON
WRAPPING
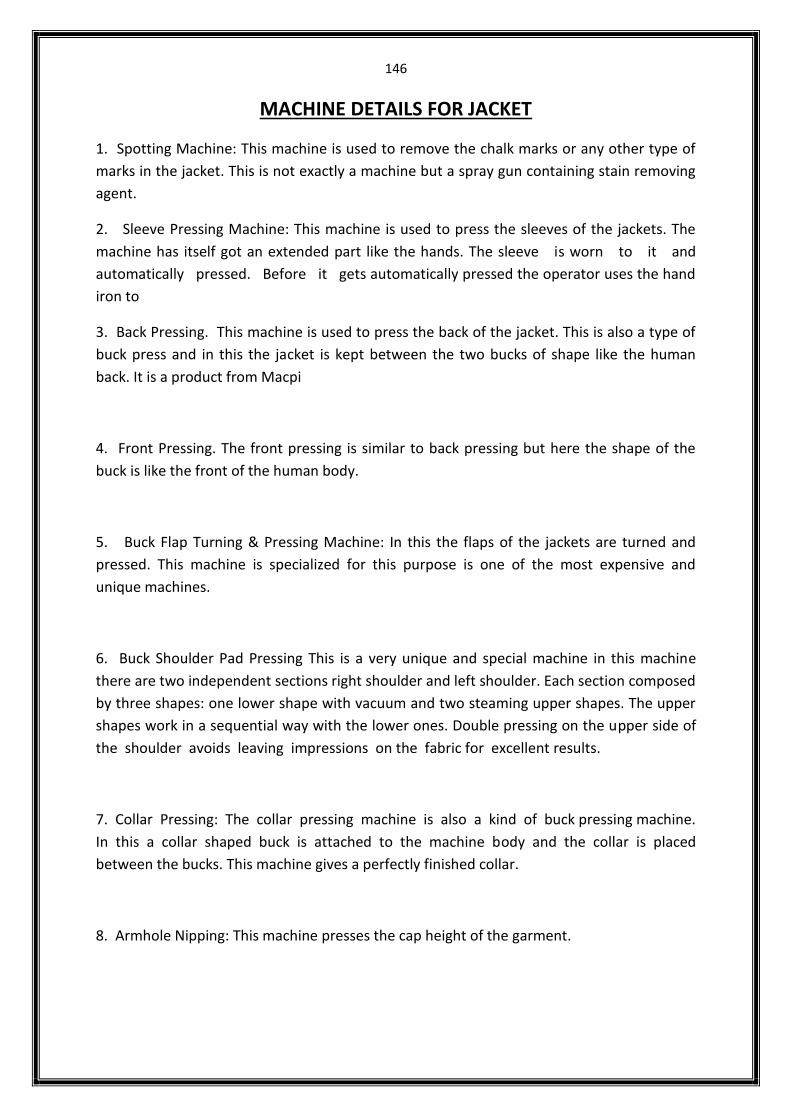
146
MACHINE DETAILS FOR JACKET
1. Spotting Machine: This machine is used to remove the chalk marks or any other type of
marks in the jacket. This is not exactly a machine but a spray gun containing stain removing
agent.
2. Sleeve Pressing Machine: This machine is used to press the sleeves of the jackets. The
machine has itself got an extended part like the hands. The sleeve is worn to it and
automatically pressed. Before it gets automatically pressed the operator uses the hand
iron to
3. Back Pressing. This machine is used to press the back of the jacket. This is also a type of
buck press and in this the jacket is kept between the two bucks of shape like the human
back. It is a product from Macpi
4. Front Pressing. The front pressing is similar to back pressing but here the shape of the
buck is like the front of the human body.
5. Buck Flap Turning & Pressing Machine: In this the flaps of the jackets are turned and
pressed. This machine is specialized for this purpose is one of the most expensive and
unique machines.
6. Buck Shoulder Pad Pressing This is a very unique and special machine in this machine
there are two independent sections right shoulder and left shoulder. Each section composed
by three shapes: one lower shape with vacuum and two steaming upper shapes. The upper
shapes work in a sequential way with the lower ones. Double pressing on the upper side of
the shoulder avoids leaving impressions on the fabric for excellent results.
7. Collar Pressing: The collar pressing machine is also a kind of buck pressing machine.
In this a collar shaped buck is attached to the machine body and the collar is placed
between the bucks. This machine gives a perfectly finished collar.
8. Armhole Nipping: This machine presses the cap height of the garment.

147
9. Front Button Attach The job of attaching the front button is done in the finishing area.
The make of the machine is LOIVA ST-10.
10.Pocket Button Attach the pocket button attaching machine is same as the general
button attaching machine. The make of the machine is PFAFF3307
11.Touch Up Press this is a type of iron press. It does not apply much pressure to the
garment. It is used to remove the little leftover crease or fold. It basically gives the final look
of the garment.
12.Lapel Press: This is used to press the lapel of the jacket. In this machine there are
provisions for adjustments as per the lapel length.
13.Fit Shaped Ironing Table: this is gives the jacket its final touch. This is a manual machine.
The operator presses one side and then with the help of the turning handle turns the
machine and presses the other jacket in the other side. In this machine two jackets can be
pressed at a time.
14.Automatic Jacket Finisher.: this is the automatic version of the fit shaped iron table. Here
the operator does not have to manual turn the machine hence saves on to time factor. The
pressure and temperature are also automatically set in it.

148
JACKET FINISHING PROCESS FLOW
Spot washing
Front & Back Pressing
Shoulder Pressing
Shoulder Pressing
Sleeve Blocking
Collar Pressing
Lining Pressing
Elbow Pressing
Lapel Pressing
Button attach
Wrapping & knotting
Auditing
Inspection
Warehouse
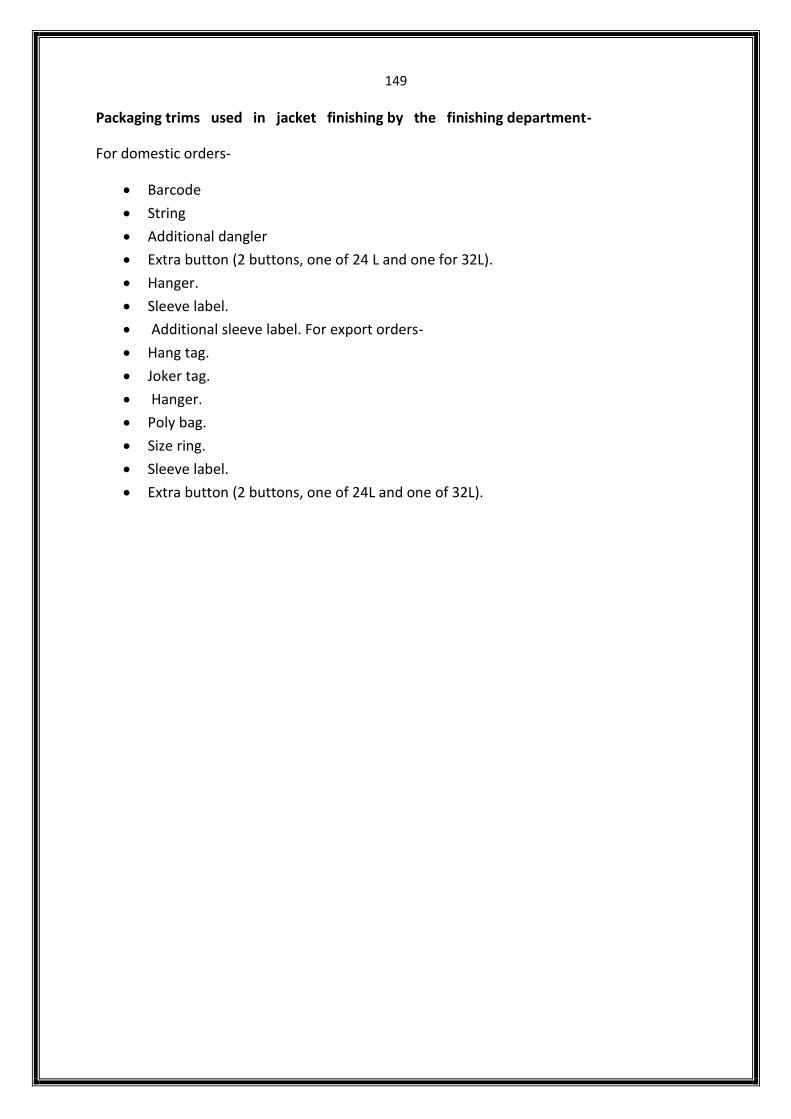
149
Packaging trims used in jacket finishing by the finishing department-
For domestic orders-
Barcode
String
Additional dangler
Extra button (2 buttons, one of 24 L and one for 32L).
Hanger.
Sleeve label.
Additional sleeve label. For export orders-
Hang tag.
Joker tag.
Hanger.
Poly bag.
Size ring.
Sleeve label.
Extra button (2 buttons, one of 24L and one of 32L).
150
TROUSER FINISHING
DETAILS OF THE MACHINES
1. Vacuum table: these are the pressing tables where there is a system of generating
vacuum while ironing. The iron used is the general hand press iron. The model number of
these tables is WEISHI YTP-W20. There are 12 vacuum tables 4 in each line.
2. Up steam table: In this kind of tables there is the technique of providing steam through
the small openings of the table. This make the steam pass through the garment making the
garment look neater. The make of this machine set is WEISHI YTP-W28B. There are 12 up
stream table 4 in each row.
3. Form finisher: The form presser is a type of machine in which a body form is attached to
the machine the trouser is worn to the body form and then pressed.
4. Legger machine: This machine is used for giving crease in the required areas of the
trousers.This machine has a leg shape extended part which is put inside the trouser like a
leg. After this the hand press is used to make the crease.
5. Stain removing gun: during the sewing process most of the times there is probability of
garments to catch stains. It is important to remove these stains. Benzene alcohol is used as
stain removing agent. There is a container containing this agent, this is then attested to a
pipe, the other end of this pipe has a spray gun. The area containing the stain is exposed to
this gun. This agent acts on to the stains to eradicate it. The operator continues this process
until the stain is removed from the garment.
6. Topper machine: the topper machine is used to remove the pleat or crease folds from
the trouser.
7. Buck flap turning & pressing this machine is used for pressing and turning the flaps
of the garment. In a trouser mostly flaps are used with welt pockets.
8. Buck bottom press: In this machine the bottoms of the trousers were finished. To bring
the drape and the look of any trouser the bottom hem should be finished properly. In this
machine there are bucks for giving shape to the trouser.
9. Dusting machine: the dusting machine is used to remove the loose threads from the
garment. These loose threads are due to the result of sewing.
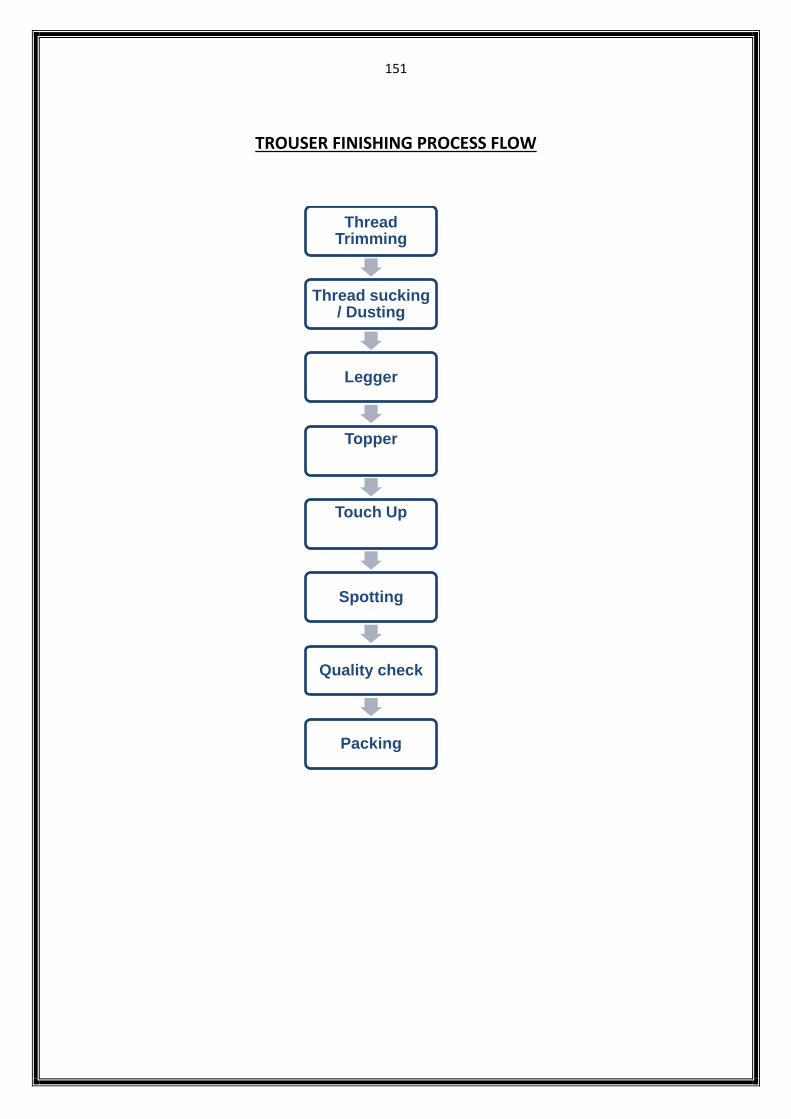
151
TROUSER FINISHING PROCESS FLOW
Thread Trimming
Thread sucking / Dusting
Legger
Topper
Touch Up
Spotting
Quality check
Packing
152
Packaging trims used in trouser finishing-
For domestic orders-
Bar code
Hang tag
Poly bag
U-clip
Poly bag sticker
Carton
Carton sticker
Divider
For export orders-
Waist band tag
Hanger
Hanger string
Size ring
Poly cover
Poly bag sticker
Carton
Carton sticker
Divider
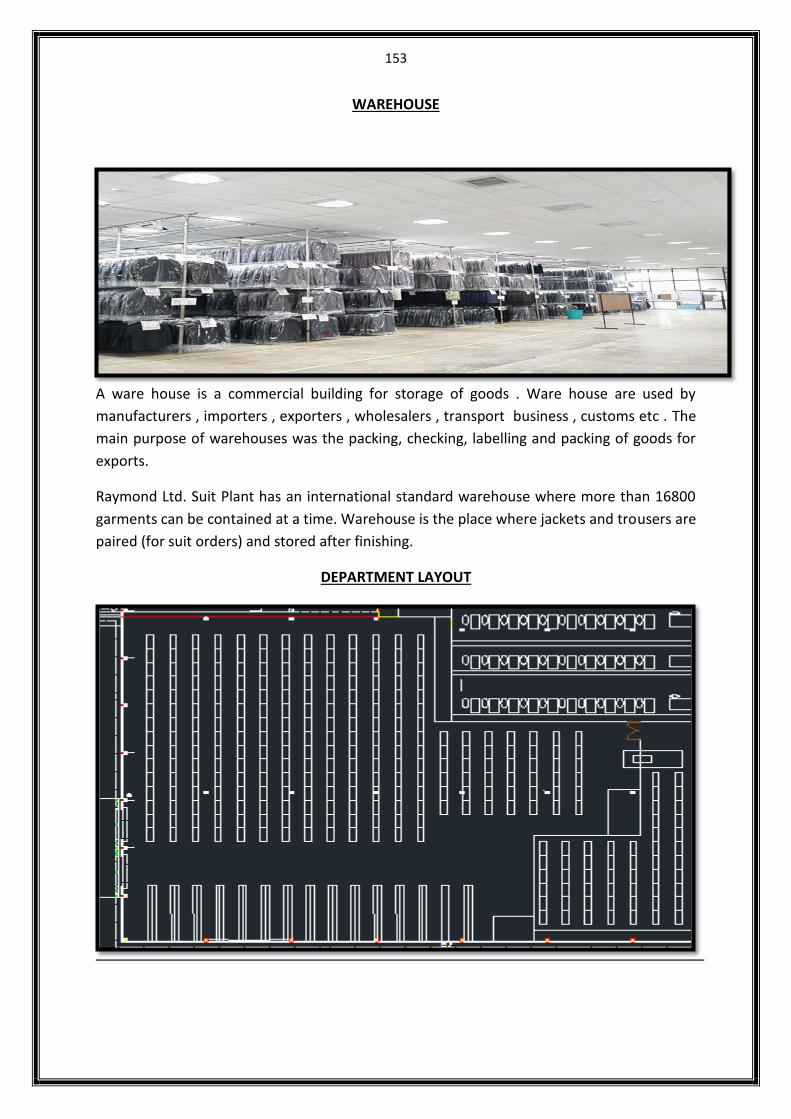
153
WAREHOUSE
A ware house is a commercial building for storage of goods . Ware house are used by
manufacturers , importers , exporters , wholesalers , transport business , customs etc . The
main purpose of warehouses was the packing, checking, labelling and packing of goods for
exports.
Raymond Ltd. Suit Plant has an international standard warehouse where more than 16800
garments can be contained at a time. Warehouse is the place where jackets and trousers are
paired (for suit orders) and stored after finishing.
DEPARTMENT LAYOUT
154
SOP
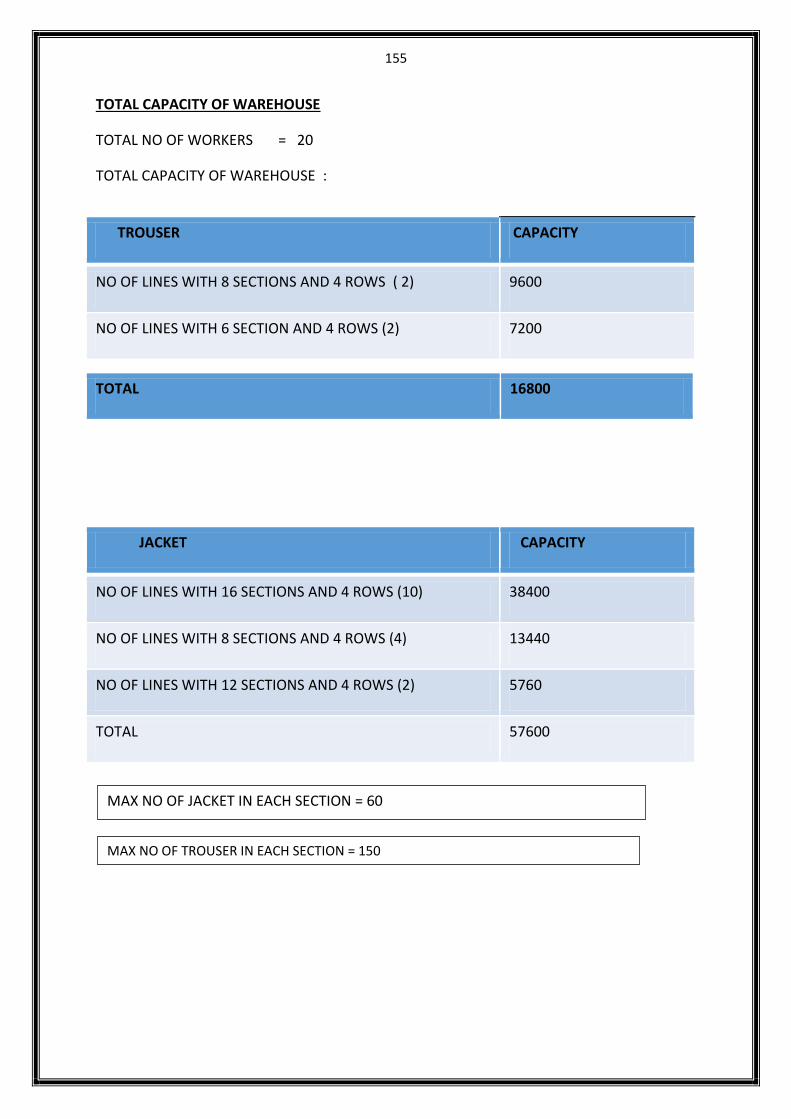
155
TOTAL CAPACITY OF WAREHOUSE
TOTAL NO OF WORKERS = 20
TOTAL CAPACITY OF WAREHOUSE :
TROUSER CAPACITY
NO OF LINES WITH 8 SECTIONS AND 4 ROWS ( 2) 9600
NO OF LINES WITH 6 SECTION AND 4 ROWS (2) 7200
TOTAL 16800
JACKET CAPACITY
NO OF LINES WITH 16 SECTIONS AND 4 ROWS (10) 38400
NO OF LINES WITH 8 SECTIONS AND 4 ROWS (4) 13440
NO OF LINES WITH 12 SECTIONS AND 4 ROWS (2) 5760
TOTAL 57600
MAX NO OF JACKET IN EACH SECTION = 60
MAX NO OF TROUSER IN EACH SECTION = 150
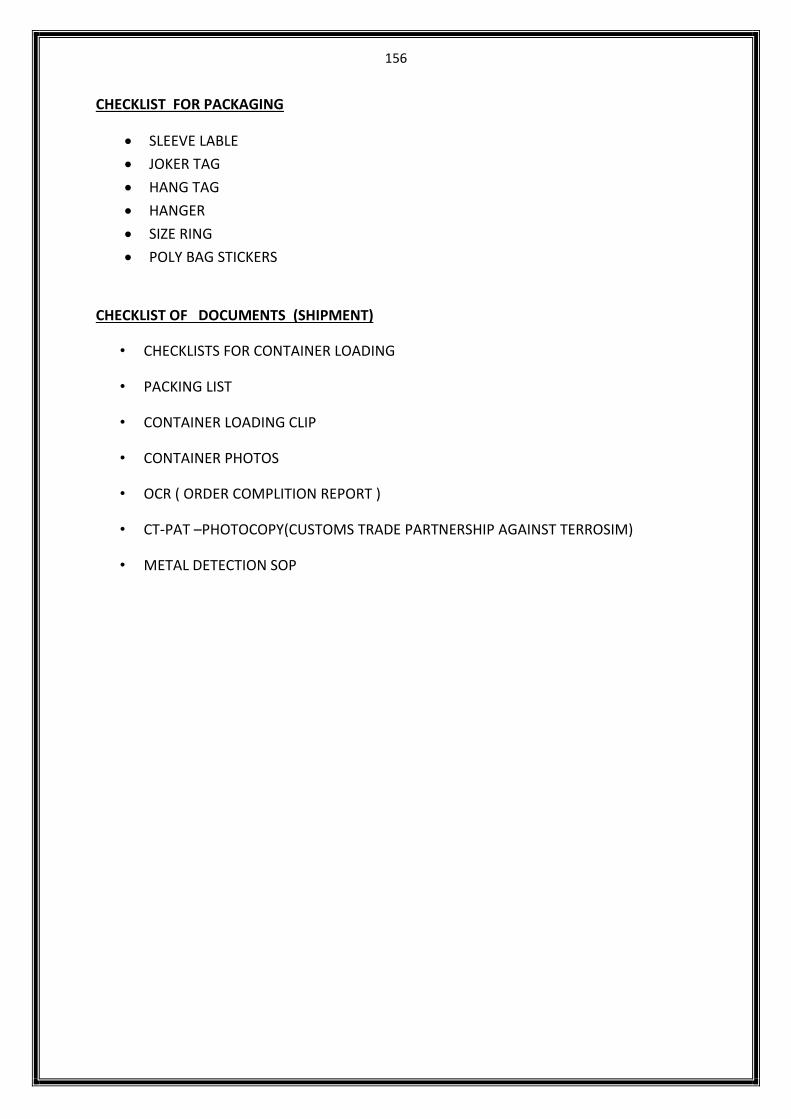
156
CHECKLIST FOR PACKAGING
SLEEVE LABLE
JOKER TAG
HANG TAG
HANGER
SIZE RING
POLY BAG STICKERS
CHECKLIST OF DOCUMENTS (SHIPMENT)
• CHECKLISTS FOR CONTAINER LOADING
• PACKING LIST
• CONTAINER LOADING CLIP
• CONTAINER PHOTOS
• OCR ( ORDER COMPLITION REPORT )
• CT-PAT –PHOTOCOPY(CUSTOMS TRADE PARTNERSHIP AGAINST TERROSIM)
• METAL DETECTION SOP
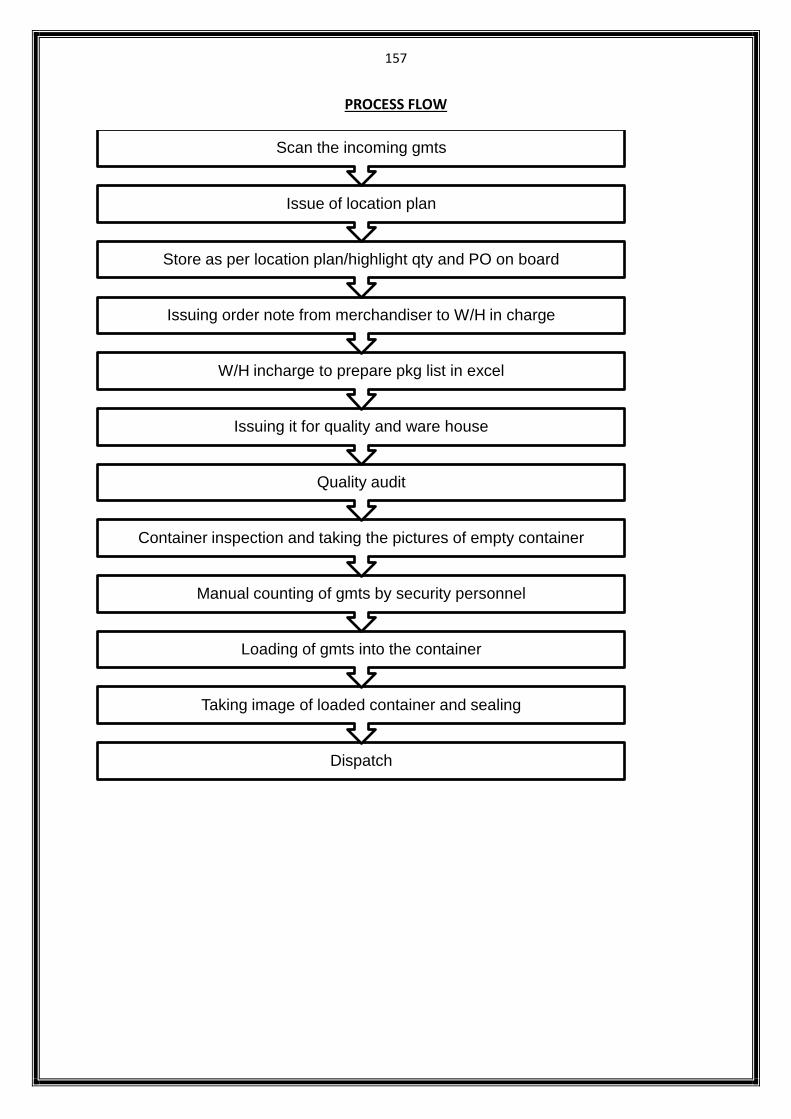
157
PROCESS FLOW
Dispatch
Taking image of loaded container and sealing
Loading of gmts into the container
Manual counting of gmts by security personnel
Container inspection and taking the pictures of empty container
Quality audit
Issuing it for quality and ware house
W/H incharge to prepare pkg list in excel
Issuing order note from merchandiser to W/H in charge
Store as per location plan/highlight qty and PO on board
Issue of location plan
Scan the incoming gmts

158
INDUSTRIAL ENGINEERING
Industrial engineering department is the brain of any industry and garment industry is no
other exception. The operation of this department starts from the receipt of the order from
the buyer. Once the customers place the order the merchandise department forwards the
order to the industrial engineering department for the processing.
As the order is procured the sample garment is first handed over to the IED to calculate the
thread consumption and trim consumption. As the orders are confirmed a copy of purchase
order is sent to the IED and IED prepares an operation bulletin. Based on the operation
bulletin the IED works out the SAM values and plans the line on 75% efficiency. Depending
on the SAM values the IED allot number of operators to each operation. The IED then sends
the requirement of operators, machines and folders to the PPC department that at 75%
efficiency to produce 1000 pieces per day we require these many operators and machines.
After the operation bulletin sheets are ready the IED generates a list of machines, folders
and guides required and sends it to the maintenance department. Then they prepare the
line layout in such a manner that the flow of materials in the line is unidirectional.
Besides this the IED performs the important task of maintaining the skill inventory which is
updated every month. IED also keeps a track on the hourly production and maintains the
daily WIP report and daily production report which is sent to the PPC department. Apart
from this the IED also takes care of the work methods that are being used on the floor.
Besides this the IED also plans and balance the line on a daily basis keeping the absenteeism
and other factors in consideration.
The different functions of the IED are as follows:
The IED department helps the planning department to know the time required for
the production of that particular style of the garment by calculating the SAM value
for it and they also help in knowing the capacity of the factory based on which the
planning department takes a decision if they have to proceed with the item or no.
The IED calculates the SAM value for the garment, calculates the productivity of the
given style for the initial costing and also calculates or counts the accessories
consumption by the style and gives all these details to the merchandising
department for the costing purpose because the entire costing criteria depends on
these aspects and the IED also gives the merchants suggestions regarding the
reduction of the cost of manufacturing the garment by modifying any of the steps
and the method of doing it.
The IED people using the (GSD) General Sewing Data prepare the style bulletin which
includes the different types of seams and stitches that has to be done for the
garment and it also includes the length of the seams and the types of stitches that

159
has to be carried out at different places of the garment as per the buyers
specifications and approval.
Types of thread (which is the TEX), area of placement of the trims and accessories
and its location different kinds of labels that are supposed to be placed, the criteria
under which the finished garment has to be checked, the times at which the
inspection has to be carried out will also be mentioned in the style bulletin, this
bulletin will be similar to the Tech Pack but contains more technical data than that.
This department will analyze and estimate the manpower and their skill level which is
required for the production of the garment, they also set a target to the batch for an hour,
for a shift and for a month which will help them to maintain their outputs and also helps in
timely completion of the order or sometimes earlier. They will also give the target to each
operator based on his/her capacity and skill in order to help them finish their piece of work
on time and also maintain the quality of their work.
After setting the targets for a batch and also for each operator then they will calculate the
efficiency. This efficiency is purely based on the daily output of the batch as well as the
single operator and then they come up with the monthly output by the particular batch.
This department maintains a file which is the DPR (Daily Production Report), in this report
they update the batch number, style/item number, actual output, committed output, SAM
value of the garment (both actual and that particular days SAM value), total production till
date, average efficiency of the batch till date, peak efficiency achieved, if the company was
working that day or not, if there was a delay of production then the reason behind it,
information about the batch setting prior to the mass production, etc., all this will be
mentioned in this DPR
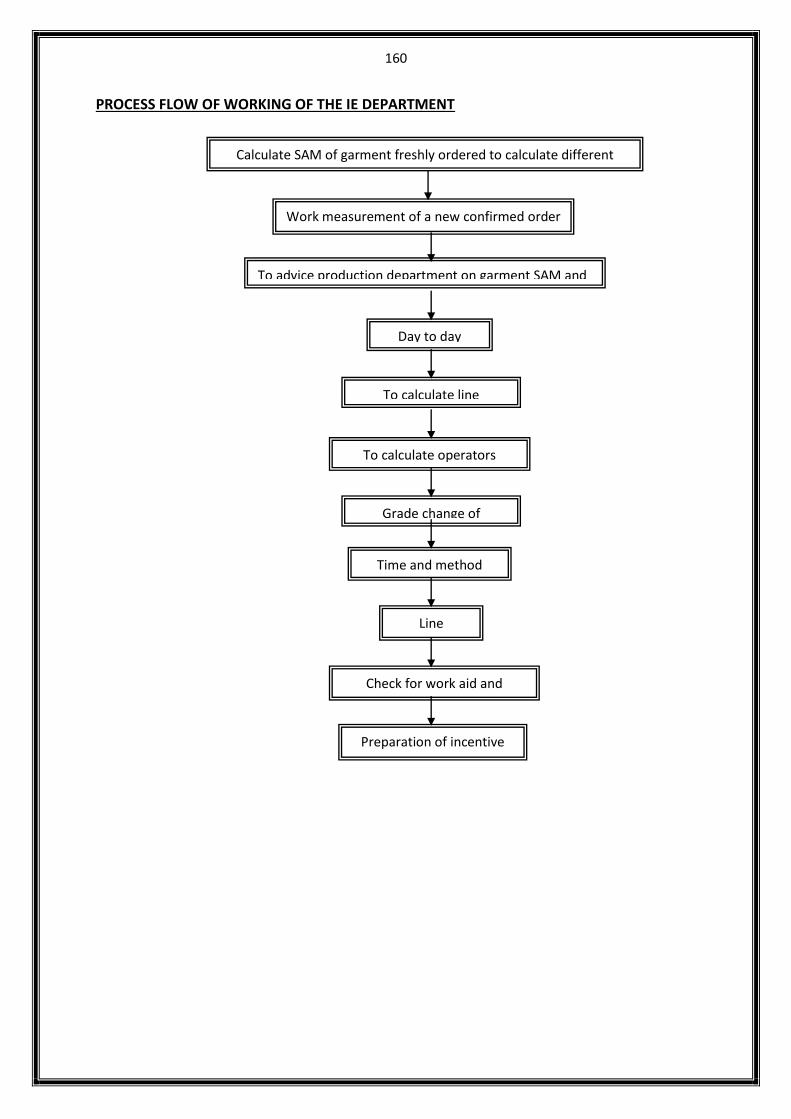
160
PROCESS FLOW OF WORKING OF THE IE DEPARTMENT
Calculate SAM of garment freshly ordered to calculate different
consumptions
Work measurement of a new confirmed order
To advice production department on garment SAM and
line layout
Day to day
activity
To calculate line
efficiency
To calculate operators
efficiency
Grade change of
operators
Time and method
study
Line
balancing
Check for work aid and
compliances
Preparation of incentive
scheme
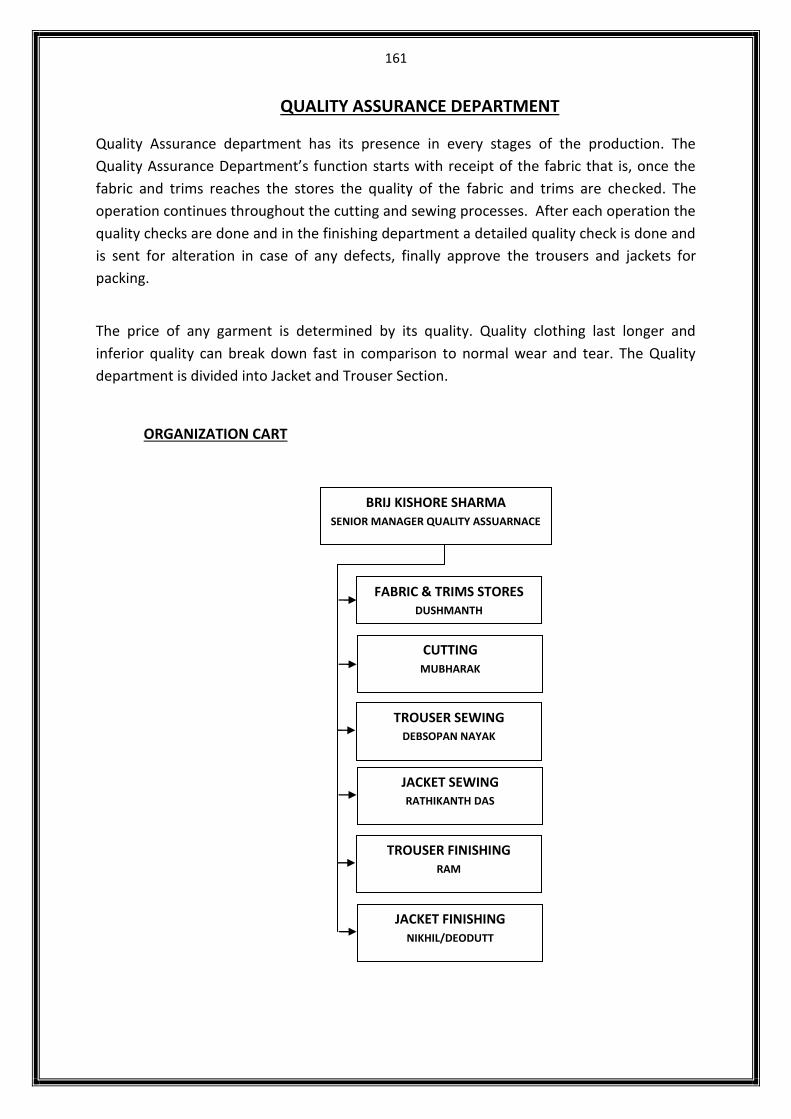
161
QUALITY ASSURANCE DEPARTMENT
Quality Assurance department has its presence in every stages of the production. The
Quality Assurance Department’s function starts with receipt of the fabric that is, once the
fabric and trims reaches the stores the quality of the fabric and trims are checked. The
operation continues throughout the cutting and sewing processes. After each operation the
quality checks are done and in the finishing department a detailed quality check is done and
is sent for alteration in case of any defects, finally approve the trousers and jackets for
packing.
The price of any garment is determined by its quality. Quality clothing last longer and
inferior quality can break down fast in comparison to normal wear and tear. The Quality
department is divided into Jacket and Trouser Section.
ORGANIZATION CART
BRIJ KISHORE SHARMA SENIOR MANAGER QUALITY ASSUARNACE
FABRIC & TRIMS STORES DUSHMANTH
CUTTING MUBHARAK
TROUSER SEWING DEBSOPAN NAYAK
JACKET SEWING RATHIKANTH DAS
TROUSER FINISHING RAM
JACKET FINISHING NIKHIL/DEODUTT

162
For Jackets the Quality Check points are as follows:
Panels Quality Check after cutting
Section wise checking is done keeping in mind various quality check points.
Random Measurement done at three points:
• Front and Back Section
• End Line
• After finishing auditor checking is done (At warehouse level, internal audit)
FRONT&BACK

163
LININIG
HOW TO MEASURE FRONT OF JACKET
HOW TO MEASURE BACK OF JACKET
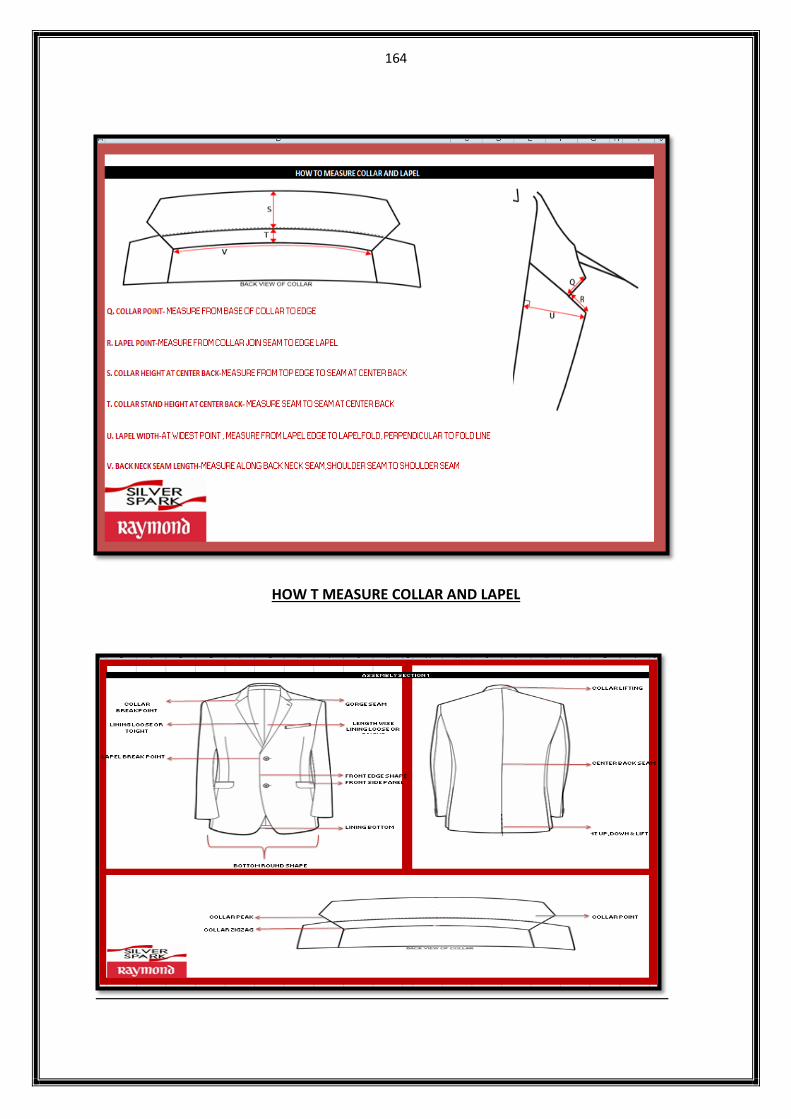
164
HOW T MEASURE COLLAR AND LAPEL
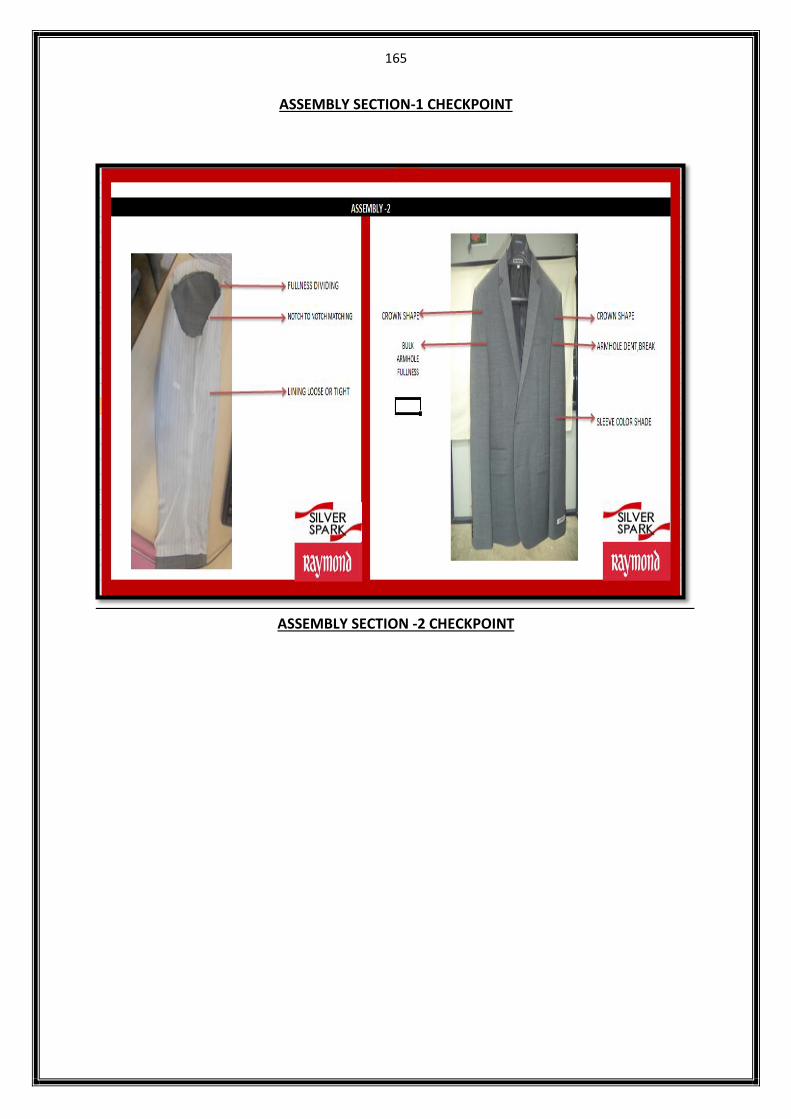
165
ASSEMBLY SECTION-1 CHECKPOINT
ASSEMBLY SECTION -2 CHECKPOINT

166
For Trousers the following are the Quality Check points:
Panels Quality Check after cutting
Inline Checking
Random Measurement is done at
• Inline
• End Line
After finishing auditor checking is done (At warehouse level internal audit is done)
Objectives of Quality Department
The objective of quality department is impart quality in the product
To ensure that the product has achieved the quality parameters of buyers.
To restrict the defects entering into the final product
Sub objectives:
To check the products for any defects
To send back the pieces for alteration
To recheck the altered pieces for any defects possible
To clear the product for packing and shipment
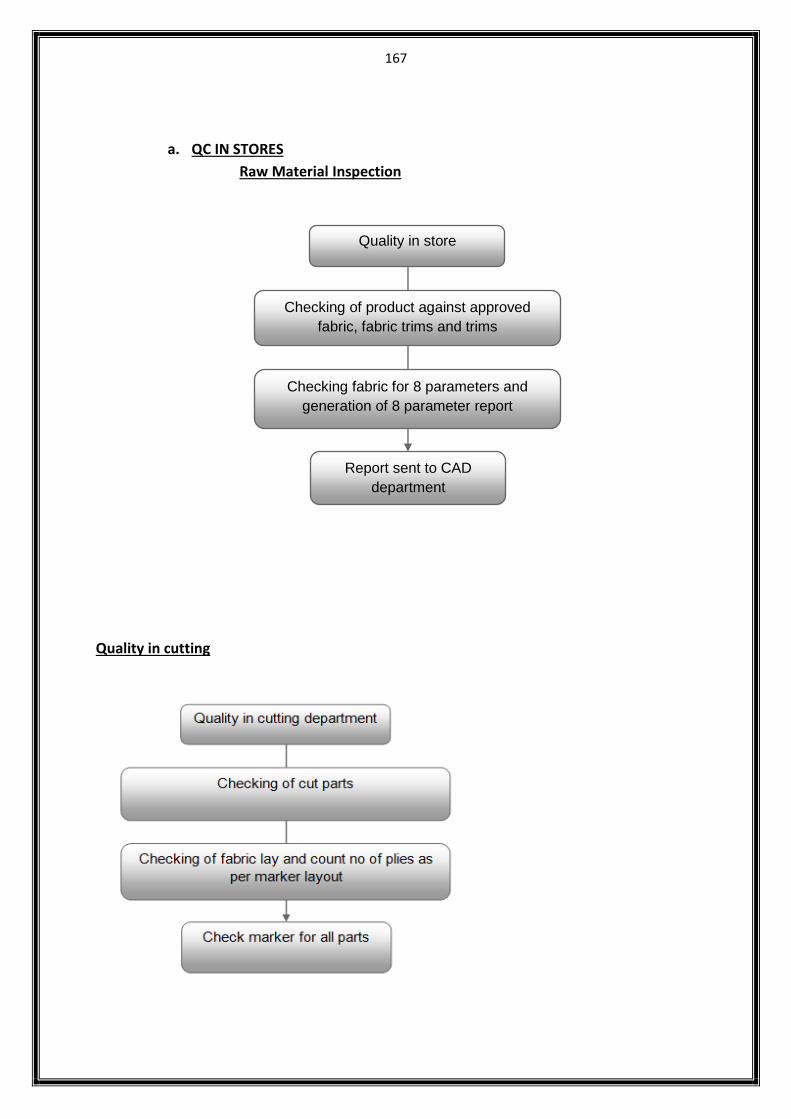
167
a. QC IN STORES
Raw Material Inspection
Quality in cutting
Quality in store
Checking of product against approved
fabric, fabric trims and trims
Checking fabric for 8 parameters and
generation of 8 parameter report
Report sent to CAD
department
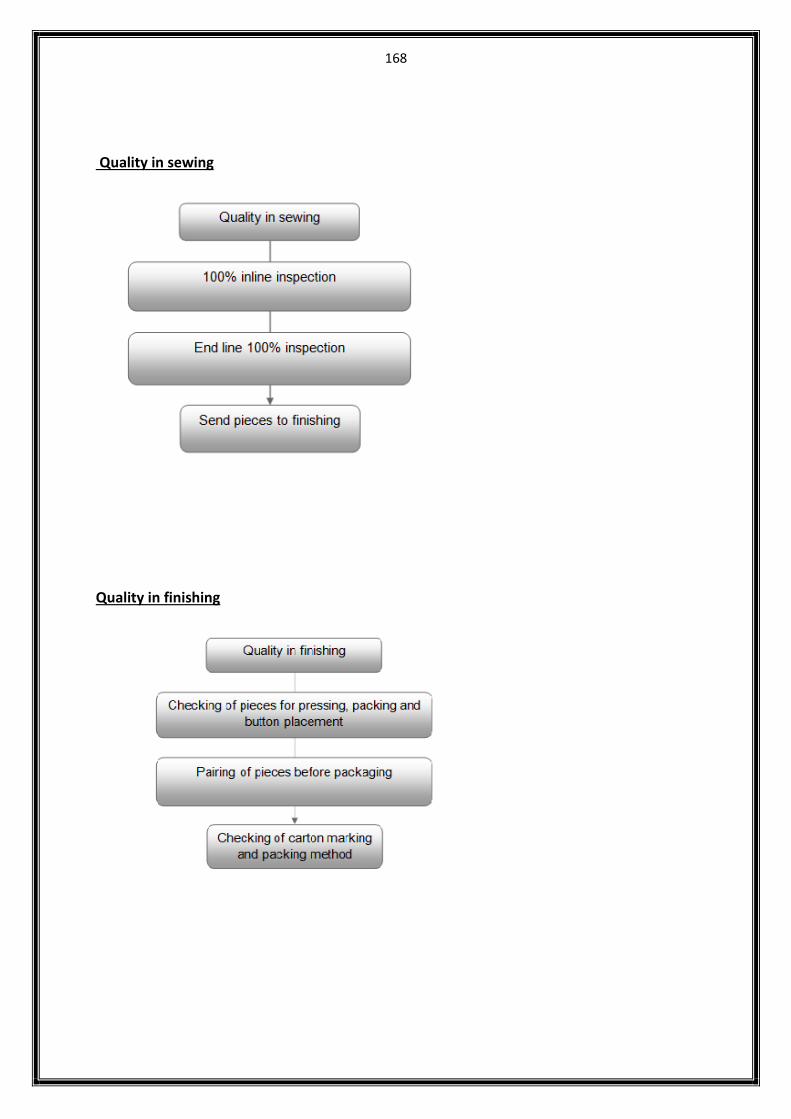
168
Quality in sewing
Quality in finishing
169
QUALITY PARAMETERS TO BE FOLLOWED AT FINAL CHECKING
Jacket Front
1. No wrinkle and leaping at the top collar
2. Sharpness at the gorge
3. Canvas settlement to be checked and looseness is to be avoided
4. Flower hole is to be neatly stitched
5. Breast pocket should be neat and clean giving a very good look
6. Darts are to be stitched neatly
7. Proper fitting of sleeves required avoiding the twisting. The sleeves should cover
two third of the welt pockets
8. The sleeve fall is of great importance. It should be checked with clarity
9. The welt pocket flaps should match with the body to give a descent look
10. The welt pockets should be checked for any defect at the bartak position
11. The pockets are to be checked for any puckering
12. The bottom hem should be neat and pucker free
13. Front cut should be loose and well-shaped
14. The lining fullness and hand stitch quality should be checked at the cuff
15. Buttons should be properly placed without damage
16. Button hole placement should be perfect with neat stitch
17. Lapel balance and notch tip balance as well symmetry is a must
18. The lapel break line should be neat with proper fullness
19. Over lapping is required at the back seat to prevent the centre back lining seam
from any kind of view
20. Armhole at seam should be neat and clean, and checked for any dimples
170
Jacket back:
1. Collar at the back should be checked for balance, matching and setting
2. The shoulder should be checked for puckering and looseness
3. There should not be any wrinkle at the under arm
4. Sleeve elbow stitch and in seam are to be checked for proper fullness
5. Button stitch and placement is to be checked
6. Balance and fullness is to be checked in the vent(s).
7. Good shape and silhouette is required at the hip area in the back
8. Bottom hem line should be beautiful and pucker less
9. Back side seam should be checked for puckering
10. The centre back line is to be checked for puckering
Jacket inside:
1. Neck band should be checked for fullness
2. Sleeve attach tacking should be neat
3. Sleeve back tacking should be neat
4. Sleeve back blind stitch should be neat and clean
5. The inside pockets should be checked for proper bartack and welt width
6. Facing and lining join should be proper and pucker free
7. Front edge should be neat and clean
8. Facing should be properly placed
9. Bottom hem should be perfect without any puckering.
Quality issues in Trouser:
Operations Quality Issues
Serging Front Follow the required fullness and lining shouldn’t be visible
in front
Check the panel shape
Serging Back Serging open
Dart making Dart length and dart depth
Dart should not be bend
Check pleat evenness
Dart Pressing Check dart shape
fusing length and width
dart loose stitch & Puckering
Auto welting panel, pocketing & Bone serial no. should be same
Check welt pocket up & down & Dart center out

171
Welt pressing Check dart center out
Welt pocket edge damage
Check bone dividing and shade
Back rise binding Check binding width
Puckering at back rise
Front pocket attaching Serial no of front pocket and panel should be same
Check front pocket open measurement & Side margin
Front pocket pressing Check front pocket attaching margin
Check front pocket shape
Front pocket top stitch (kinari) Front pocket mouth roping
Check front pocket locking tight & Looseness
Check loose and Broken stitches
Left & right fly attach Fly and panel serial no should be same
Fly attaching Margin should be even
Welt pocket facing edge stitch
(kinari)
Puckering
Loose stitches
Broken stitch
Back pocket buttonhole Buttonhole cross
Check dart center out
Back pocket top welt locking Back pocket corner smiling
Check Pocket edge dent
Back pocket bartack Loose fabric need to be proper
Pocket corner shape should be proper
Check pocket corner edge damage
Back pocket button attach Top & bottom bone should be even
Check pocket smiling
Check back pocket keyhole and button should be straight
to the dart
Back pocket pointed Check pocket pointed margin uneven
Check back pocketing weaving
Back pocket label attach Size in panel and Label should same
facing looseness & Puckering
Top dummy stitch Pocket looseness should be even on both side
Side seam Puckering should not be there
maintain pocket gaping, follow notch
In seam Puckering should not be there & follow notch
Waist band marking Check back pocket welting up & down
Front pocket attach up & down
Marking margin edges should be even
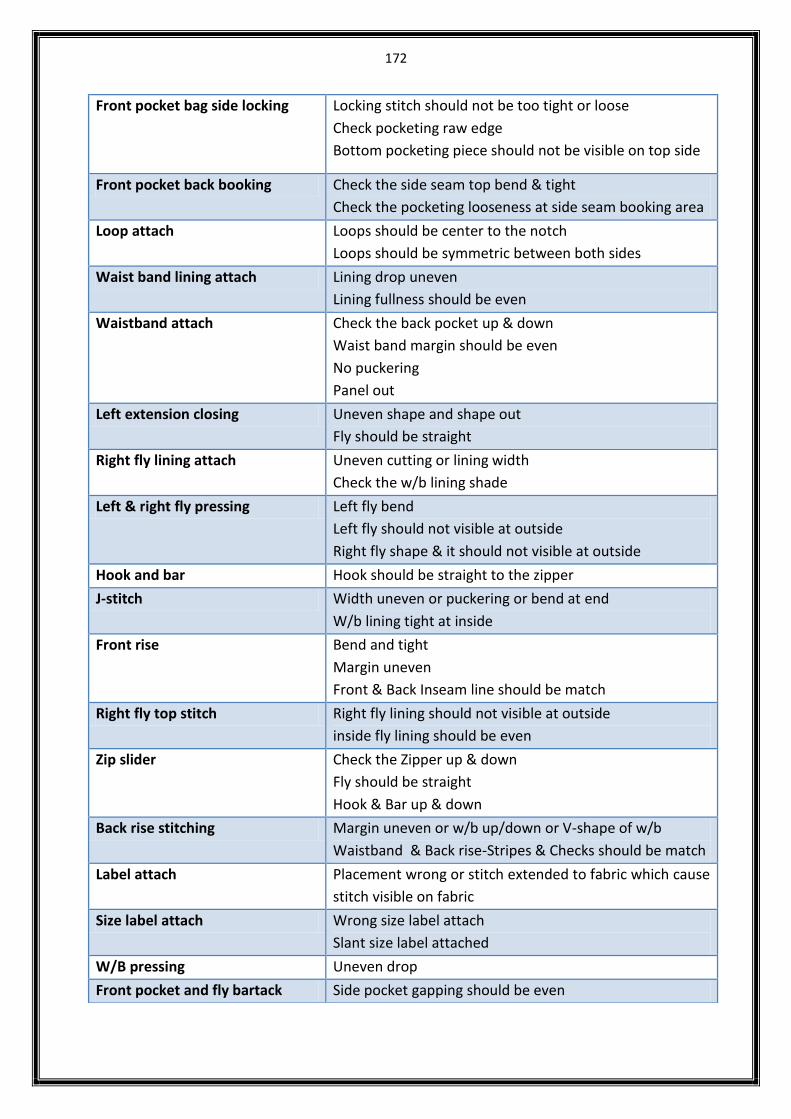
172
Front pocket bag side locking Locking stitch should not be too tight or loose
Check pocketing raw edge
Bottom pocketing piece should not be visible on top side
Front pocket back booking Check the side seam top bend & tight
Check the pocketing looseness at side seam booking area
Loop attach Loops should be center to the notch
Loops should be symmetric between both sides
Waist band lining attach Lining drop uneven
Lining fullness should be even
Waistband attach Check the back pocket up & down
Waist band margin should be even
No puckering
Panel out
Left extension closing Uneven shape and shape out
Fly should be straight
Right fly lining attach Uneven cutting or lining width
Check the w/b lining shade
Left & right fly pressing Left fly bend
Left fly should not visible at outside
Right fly shape & it should not visible at outside
Hook and bar Hook should be straight to the zipper
J-stitch Width uneven or puckering or bend at end
W/b lining tight at inside
Front rise Bend and tight
Margin uneven
Front & Back Inseam line should be match
Right fly top stitch Right fly lining should not visible at outside
inside fly lining should be even
Zip slider Check the Zipper up & down
Fly should be straight
Hook & Bar up & down
Back rise stitching Margin uneven or w/b up/down or V-shape of w/b
Waistband & Back rise-Stripes & Checks should be match
Label attach Placement wrong or stitch extended to fabric which cause
stitch visible on fabric
Size label attach Wrong size label attach
Slant size label attached
W/B pressing Uneven drop
Front pocket and fly bartack Side pocket gapping should be even
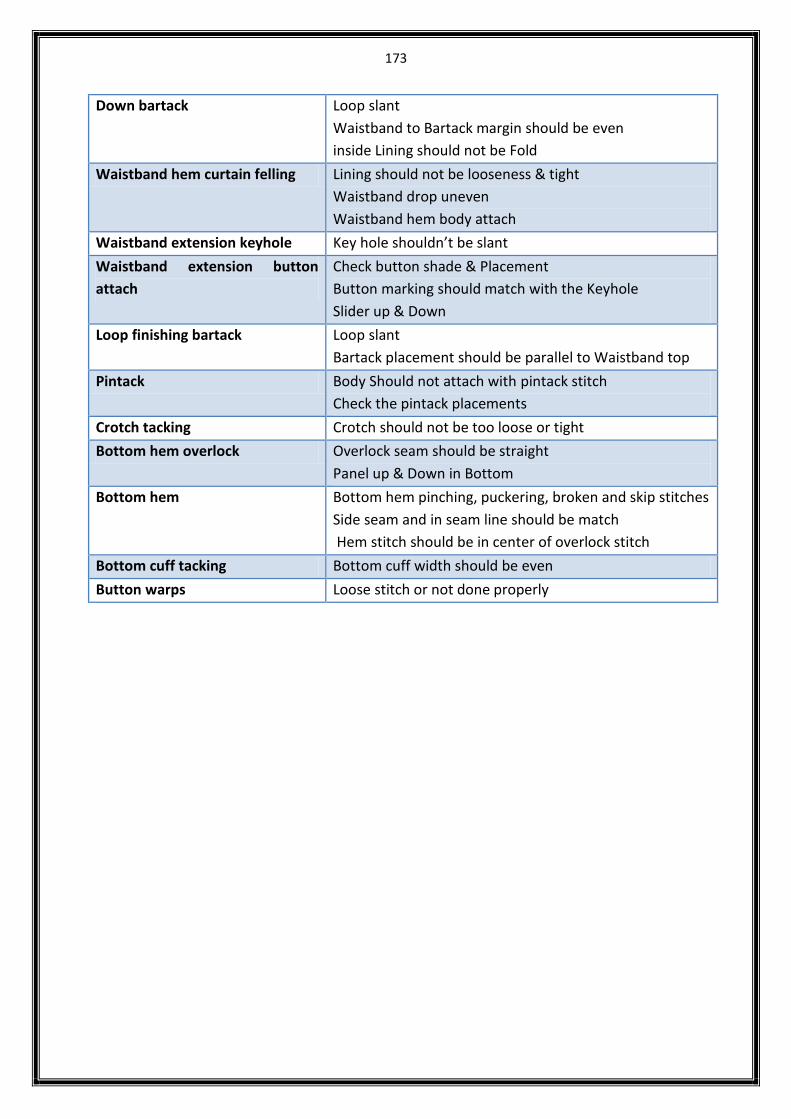
173
Down bartack Loop slant
Waistband to Bartack margin should be even
inside Lining should not be Fold
Waistband hem curtain felling Lining should not be looseness & tight
Waistband drop uneven
Waistband hem body attach
Waistband extension keyhole Key hole shouldn’t be slant
Waistband extension button
attach
Check button shade & Placement
Button marking should match with the Keyhole
Slider up & Down
Loop finishing bartack Loop slant
Bartack placement should be parallel to Waistband top
Pintack Body Should not attach with pintack stitch
Check the pintack placements
Crotch tacking Crotch should not be too loose or tight
Bottom hem overlock Overlock seam should be straight
Panel up & Down in Bottom
Bottom hem Bottom hem pinching, puckering, broken and skip stitches
Side seam and in seam line should be match
Hem stitch should be in center of overlock stitch
Bottom cuff tacking Bottom cuff width should be even
Button warps Loose stitch or not done properly
174
MAINTENANCE
At Silver spark apparel limited UNIT II; we have the Maintenance Department, which
includes four major sections of the industry. The department is responsible for all the
maintenance activities in the organization. This department does all sorts of maintenanceIt
takes care of the Boilers, Utility Section, the Conveyer Belt system and the Pressing section.
This department is responsible for the following:
The R&D, IED and maintenance department work together for deciding the
machinery, type of pressure foot and attachments that will be used for new order in
the line.
Maintain machines throughout by carrying out Preventive Maintenance and
scheduled maintenance.
Reducing of machine down time to meet timely shipment
Maintenance of all the machines and machine parts.
Buying of new needles, machine parts, attachments, pressure foot.
Maintaining broken needle control log Registers are maintained for broken needles
and new needles are issued only after returning all the pieces of the broken needle.
If the small pieces are not found then the garments being run on that machine are
passed through needle detecting machine
Maintenance department maintains all the electronic components. In maintenance
department there are 25 worker and four electricians.
Work done by maintenance department:
Servicing of machine.
Checking of Boilers for steam.
Electricity supply—if power is gone then starting of generator.
Building maintenance.
Oil change.
Replacement of defective parts
Servicing of Motor.
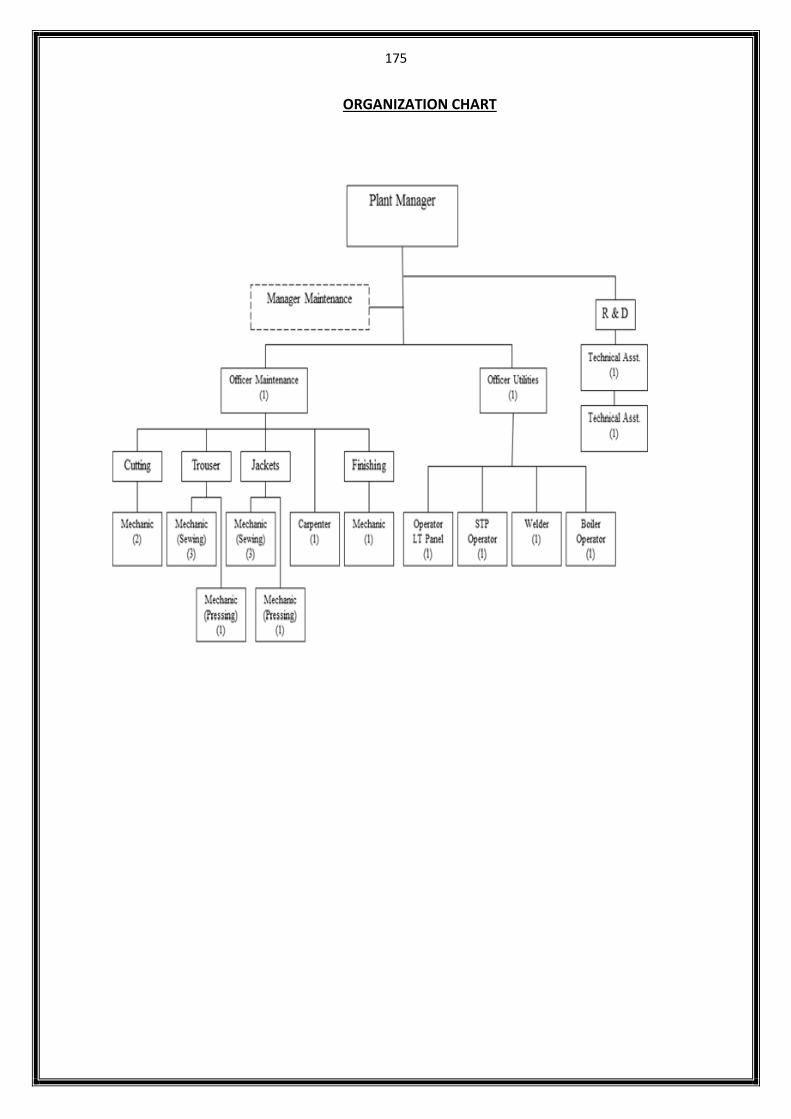
175
ORGANIZATION CHART
176
SOP

177
The Maintenance Department:
HEAD OF DEPARTMENT 1
ASSISTANT MANAGERS 3
WORKERS 6
MECHANICS 10
HELPERS 2
The roles and responsibilities of the Maintenance Department are as follows:
1. Attend the machines during breakdowns and put them back to work.
2. Keep sufficient materials and spares in stock.
3. Look after boilers system and the pipelines supplying steam to the entire system in the
industry.
4. Responsibility of the rain water harvesting pond.
5. Training of the mechanics for attending the machines during breakdowns, whenever a
new machine is installed in the industry.
6. Preventive maintenance for all the machines in the industry.
7. Proper cleaning, oiling, greasing and checking of the machines.
8. Have a good inventory management system.
9. Purchase orders must be given on time so that machines do not stay idle for longer time
periods.
10. Reduction of the breakdown times and idle times of the machines.
11. Improve the quality of the garments by improving the working quality of the machinery.
12. Should try for the implementation of autonomous maintenance in the sewing lines, so
that major problems occurring can be worked upon and eradicated.
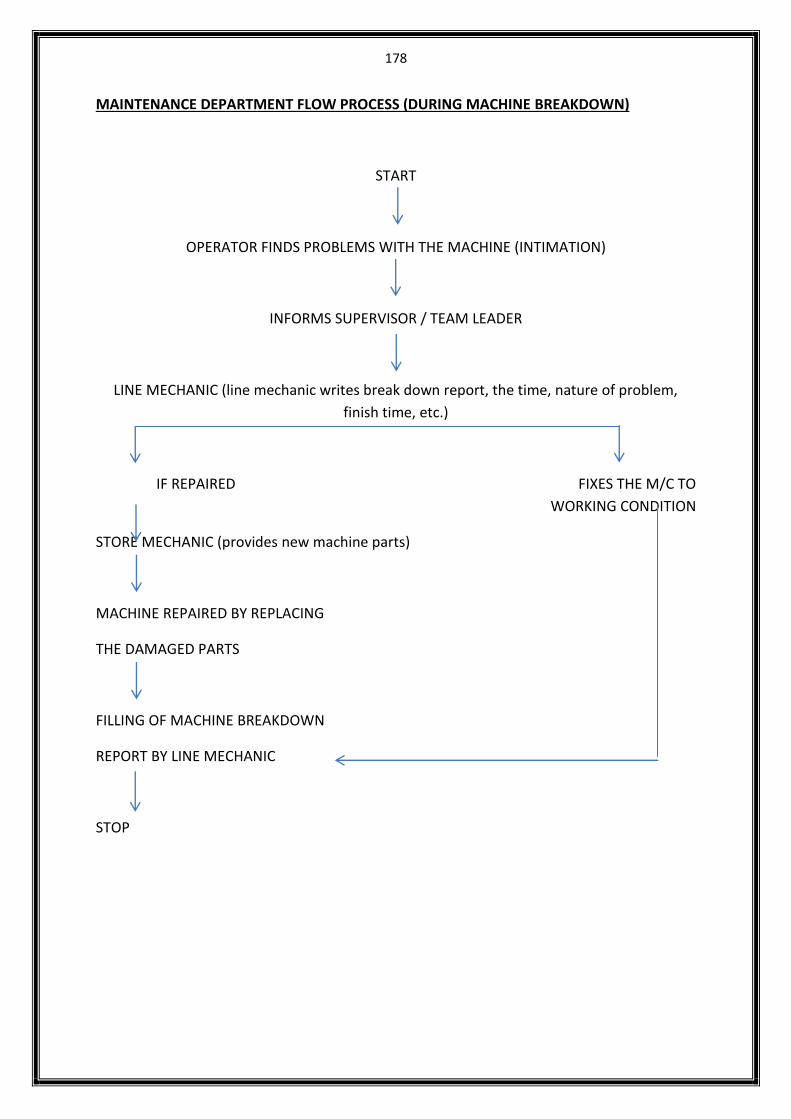
178
MAINTENANCE DEPARTMENT FLOW PROCESS (DURING MACHINE BREAKDOWN)
START
OPERATOR FINDS PROBLEMS WITH THE MACHINE (INTIMATION)
INFORMS SUPERVISOR / TEAM LEADER
LINE MECHANIC (line mechanic writes break down report, the time, nature of problem,
finish time, etc.)
IF REPAIRED FIXES THE M/C TO
WORKING CONDITION
STORE MECHANIC (provides new machine parts)
MACHINE REPAIRED BY REPLACING
THE DAMAGED PARTS
FILLING OF MACHINE BREAKDOWN
REPORT BY LINE MECHANIC
STOP
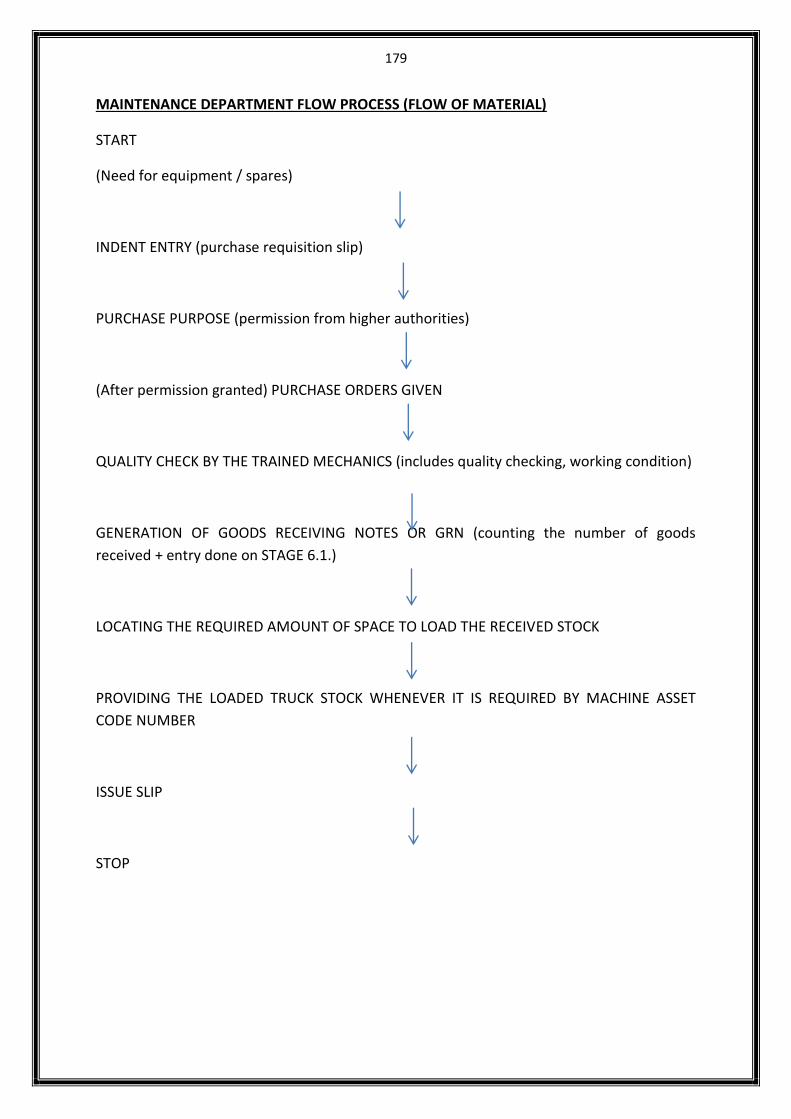
179
MAINTENANCE DEPARTMENT FLOW PROCESS (FLOW OF MATERIAL)
START
(Need for equipment / spares)
INDENT ENTRY (purchase requisition slip)
PURCHASE PURPOSE (permission from higher authorities)
(After permission granted) PURCHASE ORDERS GIVEN
QUALITY CHECK BY THE TRAINED MECHANICS (includes quality checking, working condition)
GENERATION OF GOODS RECEIVING NOTES OR GRN (counting the number of goods
received + entry done on STAGE 6.1.)
LOCATING THE REQUIRED AMOUNT OF SPACE TO LOAD THE RECEIVED STOCK
PROVIDING THE LOADED TRUCK STOCK WHENEVER IT IS REQUIRED BY MACHINE ASSET
CODE NUMBER
ISSUE SLIP
STOP

180
MACHINE BREAKDOWN REPORT FORMAT
In general, Preventive Maintenance is followed in the industry to keep a check over the
machinery and their condition.
Every day after the working hours, the operators have been trained to clean the machines
using air guns. Weekly, a preventive maintenance program is carried out for all the
machines. Parameters that are checked are as follows:
1. Air circulation
2. Oil check
3. Oil circulation
4. Motion of spares
5. Rusting
6. Greasing
7. Name of the mechanic attending the machine
8. Asset code of the machine
9. Signatures of the mechanic
10. Operation name
11. Name of the machine
12. Sewing line number
13. Date / day the preventive maintenance was carried out.
Apart from that the company follows a standard method of reporting the MACHINERY
BREAKDOWNS.
The major features of this report are as follows:
1. Date
2. Sewing line no.
3. Machine asset code number
4. Operation done
5. Time of breakdown
6. Mechanic Attending (signatures)
7. Time on the completion of repair
8. Nature of problem
9. Total idle time.
This particular format is followed for all the sewing lines. A common sheet is set up every
day over a board which is easily accessible and visible. Whenever a breakdown happens the
operators inform the team leaders and then to the line supervisor. The line supervisor
writes over the breakdown sheet regarding the breakdown and the time of breakdown.
181
It is the responsibility of the mechanics that they would check this sheet after every 15 to 20
minutes and attend the machines. The time is calculated and written down. This particular
report is taken and data entry is done on a regular basis on the system. And after that pie
charts and bar charts are developed.
The use of this particular format is as follows:
1. The total idle time is evaluated.
2. The machines which face major issues and breakdowns are highlighted.
3. The basic natures of problems are noted down and further preventive measures are
carried out to solve problems from occurring in the future.
4. Meetings are conducted with the mechanics for paying more focus over the special
machines.
5. It gives us feedback related to all the machines and helps in decision making as to
how to reduce all the problems and improve the quality of production.
MAINTENANCE STORE
The maintenance store is handled basically by two people. They are in charge of all the
materials. They are responsible to issue the materials on time, collect the per month
requirement sheet of various departments, generate the goods receiving notes, produce the
indents, give purchase orders. There are two men employed for getting the materials from
the buyers after the orders have been given.
The software that is used for record keeping by the store of all kinds
SOFTWARE NAME: Stage 6.1
SOFTWARE CREATED BY: Eco Tech
RECORDS MAINTENAINED BY THE STORE
1. GRN
The term GRN stands for the Goods Receiving Notes. Whenever the material is received at
the industry, it is brought to the store and checked by the trained mechanics. The defected
pieces are separated and the good ones are kept aside. The defected pieces are sent back to
the buyers for replacement. The goods which are approved by the mechanics are taken and
the goods receiving notes are prepared on the software stage. After that the goods are
taken, counted and kept in their proper locations, racks and bins.
The GRNs are important as it helps us to know the suppliers we are sourcing the material
from, the date of purchase, the date of receiving the goods, the address, contact details of
the buyers, etc. Since a lot of money is invested on the purchase of materials, it is helpful in
making future estimates.
182
2. BROKEN NEEDLE LOG
The broken needle log is good initiative by the maintenance stores. Whenever a needle
breakage happens in the sewing lines, it is the responsibility of the team leader and
operator concerned to collect all the broken pieces of the needle and only after all the parts
have been collected a new needle would be issued to the line.
This is important as it prevents the needle’s metallic part from getting inside the garment
parts. If by any chance a part is not found, the maintenance store issues a metal detector to
the line. Wherever the breakage happened, 3 meter region is checked for the broken
missing part. In case the metallic part if found it is taken to the store where they put in log
line wise and after that a new needle is issued.
In case if the metallic piece is not found even after using the metal detector, the garment
pieces which are located in 3 meter area are rejected. This is done to avoid any kind of
quality defect from taking place.
3. MATERIAL ISSUE SLIPS
Whenever a material has to be issued the line in charge gets a material issue slip. This slip
includes information related to the material needed, the quantity in boxes, or pieces. The
style and size of the material. The head of department’s signatures are mandatory for
issuing the materials.
The date when the material was issued is recorded in stage and the quantity of material
issued. It helps in evaluating the average consumption of the particular materials and
accordingly the purchase orders that will have to be given the next time. How much safety
stock should be kept in store is answered through these records.
4. MATERIAL REQUIREMENT SHEET
This sheet is basic medium for the store to know the requirements of each and every
department existing in the industry. The requirements are sent from four major sections,
they are as follows:
1. Conveyer belt system
2. Pressing section
3. Utility
4. Cutting section
The requirement for the carpentry materials are given by the workers every week as per the
need.
This material requirement sheets are taken and indents are prepared. All the indents
prepared tell about the quantity, the style and size of materials which have been demanded
by the various sections for the upcoming week. The indents are printed out and forwarded
183
to the person who is in charge for giving the purchase orders of the materials. And after that
the purchase orders are given away to the respective buyers. It is done manually, which
often is not accurate. The problem with this method is that the requirements are not
obtained on time, people miss out on few materials and the purchase orders keep on
delaying due to this procedure.
5. MATERIAL RECEIPT NOTE
This note is obtained from the buyer whenever the materials are received by the industry. It
is done for keeping a record of the money invested, payment done to the buyer and for
recording that the material has been received.
There are various other records which are maintained. They are done in the software STAGE
VERSION 6.1 directly.

184
HR / ADMIN
HR Department can be termed as the mother of any organization. It takes care of all the
employee related activities, that is the recruitment, selection, induction, training,
remunerations, provident fund, gratuity, ESI and so on the administration department takes
care of the transportation, guest accommodation and other industrial relation activities like
dealing with the labour department, pollution control board, local jurisdiction, municipal
works etc.
Recruitment is done by aptitude tests. It is done in the local language. While the employees
are recruited in they are to produce the documents regarding the age proof, PF nomination,
gratuity nomination, ESI nomination and employable certificate. The induction and the
training are given to every recruited employee on the tailoring machines. They’re also
certain task force training also given for the members of the task force.
The administrative block of Raymond ltd was situated after the finishing floor and next to
the warehouse.
It has an IT server room, a conference room and various cabins for the higher officials of the
factory. The Wi-Fi of the unit was maintained from this block. The administrative block also
had a pantry in it with all food and wash-room facilities. The block was enthralling to eye as
it had to welcome the buyers for the factory. It is a very well maintained and easily
accessible to all. Even an operator can approach anybody in the administration without any
problem. This makes the operators feel like a family and they do not feel discarded.
Objectives:
To maintain the personnel documents.
To ensure employees benefits timely
To recruit new staff, employees etc.
To receive and solve employees grievances
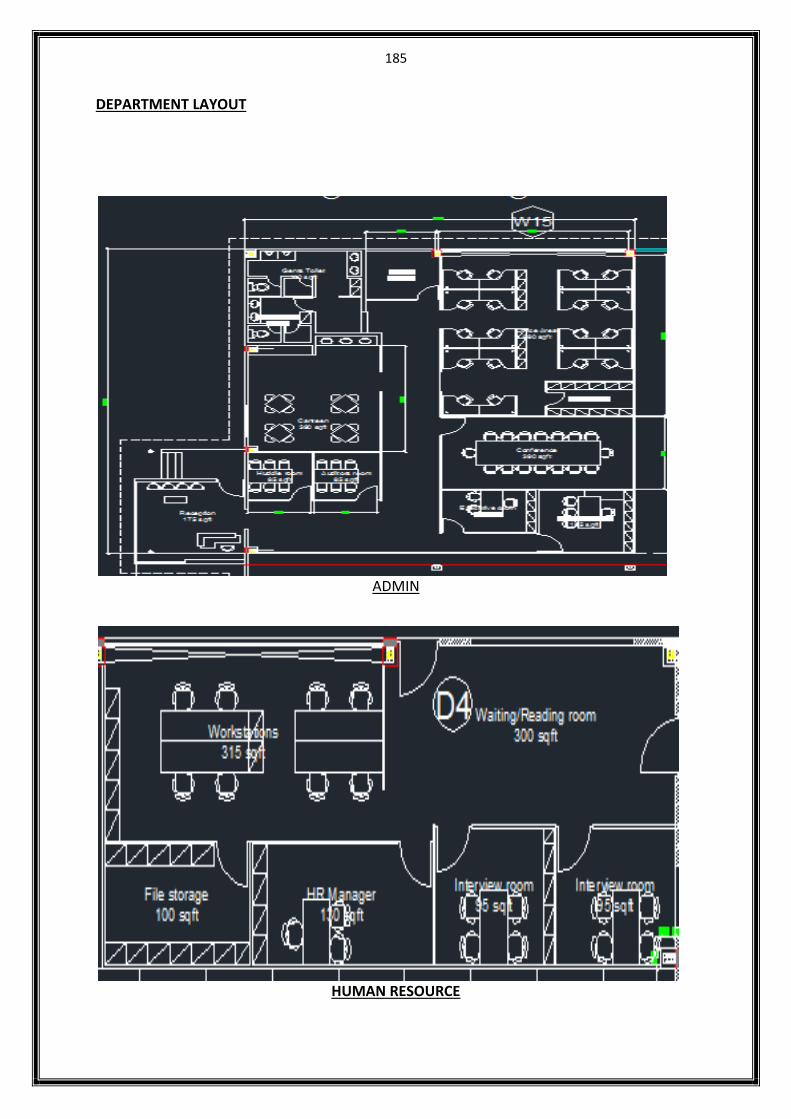
185
DEPARTMENT LAYOUT
ADMIN
HUMAN RESOURCE
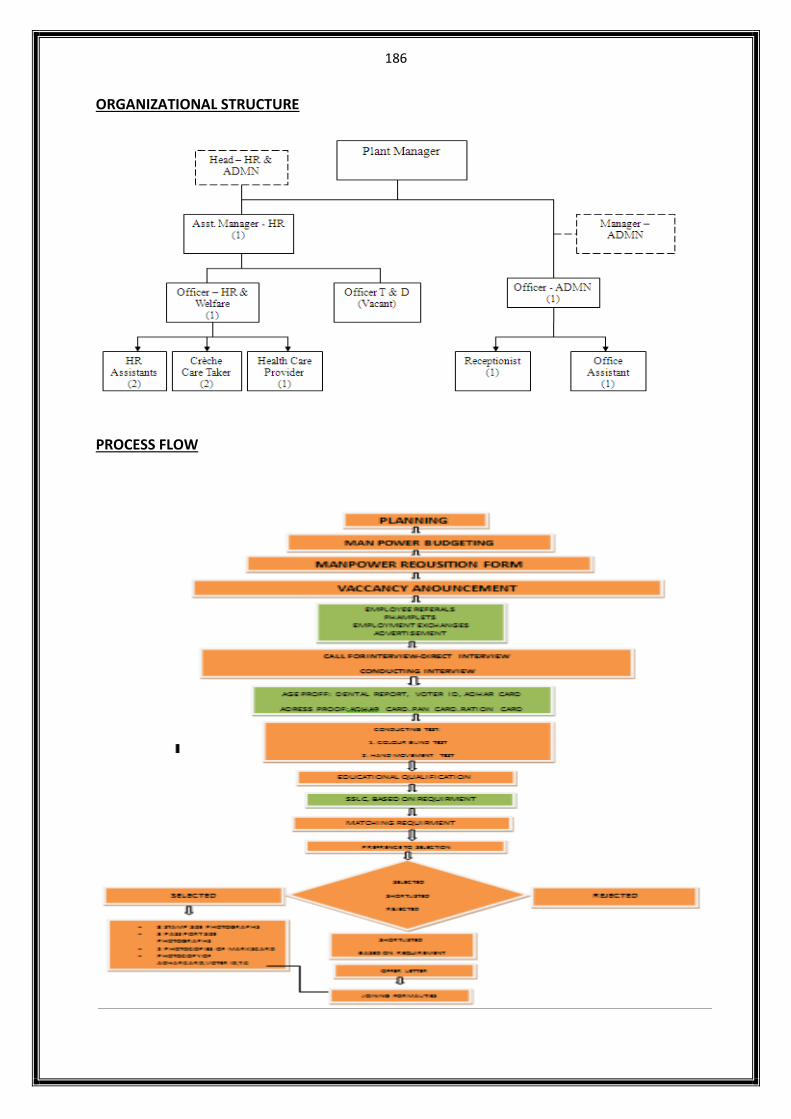
186
ORGANIZATIONAL STRUCTURE
PROCESS FLOW
187
IT. & MIS DEPARTMENT
The company has a fully functional IT department which takes care of the MIS and the ERP
of the company. The IT department is responsible for documenting all the transactions
taking place in the company.
There are two software “Stage” and “Proman” that are being used for the purpose. Stage is
Inventory Management software while ―Proman‖ takes care of all the production related
activities. Once the order is confirmed, a new account is opened in the software which
generates the work order no. And after the Work Order no has been generated all the
information related to that order can be traced using that number.
The IT department has data entry operators who regularly enter the information into the
software.
The main functions of IT dept are:
Dealing with MIS
Maintenance of all hardware like computers, scanners, printers, Xerox machine,
and fax machines etc.
Dealing with ERP
Raymond also has their own intranet which connects all the computers in that network.
There is also a facility of Raymond Wi-Fi internet which is password protected and is
only accessible to the Raymond family.
188
RAYMOND TRAINING INSTITUTE.
In Raymond they have their own training institute which they have named as RTI (Raymond
Training Institute.) This department falls under the HR section. The RTI is a new initiative of
Raymond unit. Through this they try to improve the productivity of any new operator
without hampering the output of the factory. In Raymond they believe to trainee the
employee as the productivity expected from them, like if 70 pcs per hour are to be made by
an operator then he or she is trained in such a way that in training period they does the
same output.
There are various stages of the RTI session, they are as follows:
STAGE I
In this the newly joined operators are first trained with minimum language skills like the
basis English alphabets and numbers. They are also taught little bit of English sentences like
saying their name, what work they are doing, how much they have made and how much
they will make. In this they are also teach the hygiene and safety issues.
STAGE II
In the second stage the operators are given paper exercises. In this they are given papers
with different patterns made on it. The operators have to stitch as per the patterns on the
paper. This is done to make the operator know how to control the machine. These paper
exercises are evaluated by the training in- charge and based on the performance operators
were given promotions.
STAGE III
In this stage the operators were made to do stitch on fabric. Different patterns were made
on the fabric and operators were to stitch accordingly. If the in- charge finds that any
operator is well skilled then they are forwarded to the next stage.
STAGE IV
In this operators are taught to handle different types of fabrics and also different types of
special and automatic machines. In this stage the trainees are also made to observe the
operators working in the line.
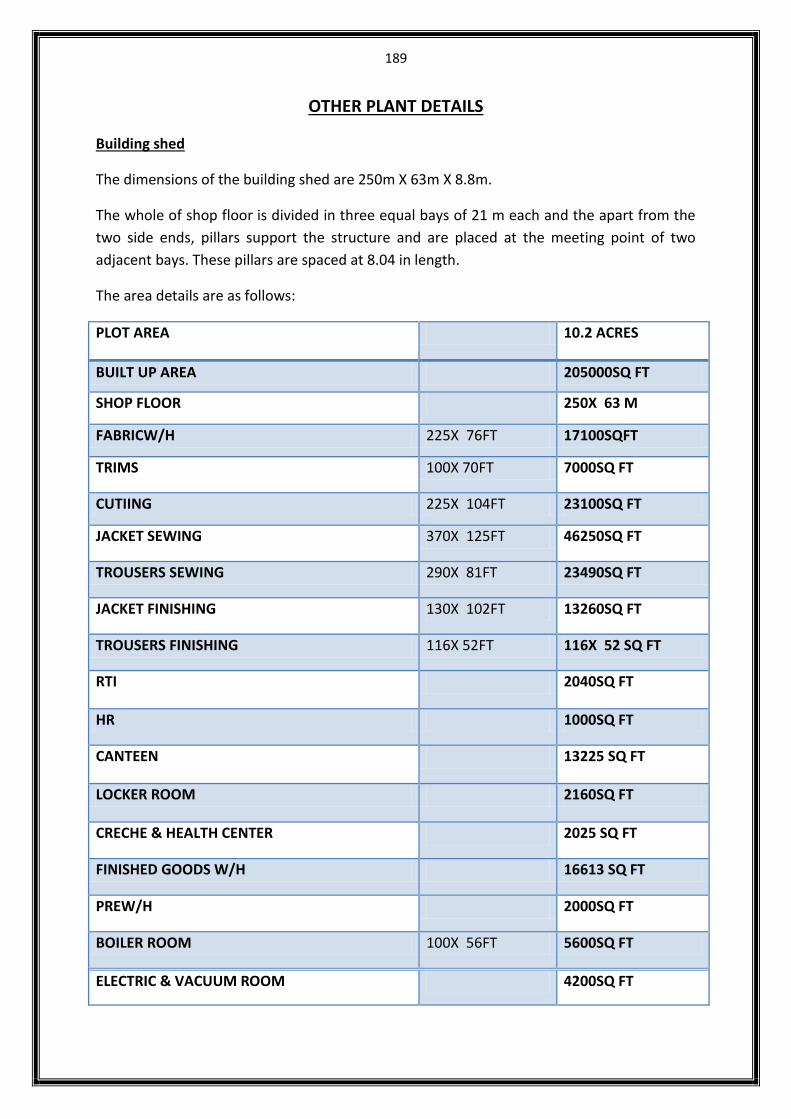
189
OTHER PLANT DETAILS
Building shed
The dimensions of the building shed are 250m X 63m X 8.8m.
The whole of shop floor is divided in three equal bays of 21 m each and the apart from the
two side ends, pillars support the structure and are placed at the meeting point of two
adjacent bays. These pillars are spaced at 8.04 in length.
The area details are as follows:
PLOT AREA 10.2 ACRES
BUILT UP AREA 205000SQ FT
SHOP FLOOR 250X 63 M
FABRICW/H 225X 76FT 17100SQFT
TRIMS 100X 70FT 7000SQ FT
CUTIING 225X 104FT 23100SQ FT
JACKET SEWING 370X 125FT 46250SQ FT
TROUSERS SEWING 290X 81FT 23490SQ FT
JACKET FINISHING 130X 102FT 13260SQ FT
TROUSERS FINISHING 116X 52FT 116X 52 SQ FT
RTI 2040SQ FT
HR 1000SQ FT
CANTEEN 13225 SQ FT
LOCKER ROOM 2160SQ FT
CRECHE & HEALTH CENTER 2025 SQ FT
FINISHED GOODS W/H 16613 SQ FT
PREW/H 2000SQ FT
BOILER ROOM 100X 56FT 5600SQ FT
ELECTRIC & VACUUM ROOM 4200SQ FT
190
The roofing material used is a steel alloy named Baregalvalume sheeting. A special kind of
translucent sheet (GRP-skylights with FRP insulation) reduces the need of artificial lighting
considerably in day time. Rafters placed at a distance of 8.04 m are designed to bear a load
of 200 kg/sq. m UDL (Uniformly Distributed Load)
CANTEEN
The canteen service runs under the supervision of Mr.Jagdeesh. The canteen is spread over
an area of 13225 sq. feet and offers services through its two counters. One of the
counters is allocated to meals offered at lunch and breakfast time while the other is a
shop offering snacks items.
LIBRARY
The HRD offers a library service as well which majorly consists of newspaper, project/study
reports, Raymond times, event albums and a few books related to different industrial acts
and some novels.
RECREATION ROOM
The recreation room provides the employees with various recreation solutions like chess,
carom, table-tennis etc. and has various sports equipments for cricket, football,
volleyball, throwball, badminton etc.
LOCKER ROOMS
Locker rooms spread over an area of 2160 sq. feet offers locker facilities for the employees
to keep their belongings and uniform safely in the campus.
HEALTH CENTRE
The health centre offers the facility of a full-day doctor Ms.Shilpashree and a sister named
Ms.Sushila and offers primary treatment. The health centre offers an ambulance service as
well. The total area along with the crèche is 2025 sq. feet.
CRECHE
A crèche facility is offered for children (below 5 years) of the employees along with the
facility of a primary teacher. The total area along with the health centre is 2025 sq. feet.
191
KANNADA CLASSES
Kannada classes are offered to the employees free of cost by the organization in the crèche
area from 06.00pm to 07.30 pm.
BOILER ROOM
The boiler room is the source of the steam required on the production floor for various
activities which need the action of steam. This area is around 5600 sq. feet (56 feet X 100
feet).
ELECTRIC & VACUUM ROOM
The electric room is spread over an area 4200 sq. feet (140 feet X 30 sq. feet) and consists of
the panel control room, pressure control room and the vacuum centre.
RAIN WATER HARVESTING
There is a rain water harvesting tank in the campus which uses rain water for different
purposes with/without recycling it.
PARKING
There is a parking shed for the employees to park their vehicles inside the campus.
TOILETS
There are a total of 77 toilets in the campus located in different areas. There are separate
toilets for men and women.
SECURITY
The security service is provided by a company named "PRIVATE EYE". They operate in
3 shifts of 8 hour each
PROJECTS
ABSTRACT
During the course of our apparel internship (25th May, 2015 to 29th August, 2015) at SSAL-II,
we were allotted individual projects by the General Manager- Mr. Kaushalendra Narayan on
the 3rd day of our internship. These projects were as per the IMEA Guidelines which the unit
was following in order to be prepared for IMEA audits. Each intern was made to join an
already existing team, listed below are the respective topics:
Aditya Kumar
Project: Focus on customer
Industry Mentor: Mr. B.K. Sharma
Kumari Anamika
Project: Layout & Material Handling System
Industry Mentor: Mr. Raghvendra Kulkarni
Shankey Sawaraj
Project: Improvement in Safety, Security & Periphery
Industry Mentor: Mani Vasa
This document encloses 2 parts:
Part A consists of individual IMEA projects (listed above). Since these projects were
big ones, we finished up with our sub projects & did separate projects together.
Part B consists of 5 projects done in a group.
PART A

PROJECT 1:
Team: Focus on Customer
Guidelines by IMEA Team
1. Is customer satisfaction index (CSI) measured and results conveyed to the
plant? (Scientifically conducted and statically valid)
2. Procedure for lodging customer complaint (customer care centre/tool
free lines, internet e-mail/ account managers etc) and system to ensure
prompt and effective resolution of customer complaints.
3. Does the organization follow systematic approach to collate, analyze
and summarize various sources of feedback? (Look for few cases and
action taken.
4. Analyze the cases, whether the complaints are addressed for improving
the process or is it merely an attempt to cover up?)
5. Do sales / marketing give regular feedback to production on the product
based on the feedbacks received from market? What does this trigger?
6. Are the workers on shop floor aware of customers and their
requirements?
7. Is there a culture of internal customer on the organization?
8. Is there substantial degree of focus on customer satisfaction throughout
the plant?
9. Are customer ratings available with quality?
10. Is customer defined as the next person in the value chain?
11. Is there a clear understanding of the customer and their requirement,
throughout the organization?
12. Degree of focus on customer satisfaction

Project: 8-D & feedback form implementation:
Customer satisfaction is a term frequently used in organization. It is a measure of how
products and services supplied by a company meet or surpass customer expectation.
Customer satisfaction is defined as "the number of customers, or percentage of total
customers, whose reported experience with a firm, its products, or its services (ratings)
exceeds specified satisfaction goals.
Focus on customer is a method used in industry to find out who are satisfied and who are
not. It generally related to internal customer. e.g –sewing department,cutting department
etc.
Customers are the one who are affected by the product or by the process used to
produce the product.
There are two types of customer-
Internal customers. Example- cutting dept., sewing dept. etc.
External customer. Example- buyer’s
Objective of study: This project aims to ensure customer satisfaction
ACTIVITES IN FOA
Availability of customer satisfaction rating
Definition of internal and external customer
Quality certification and ratings and its application to improve processes
New product introduction
Knowledge of customer requirements
Market share
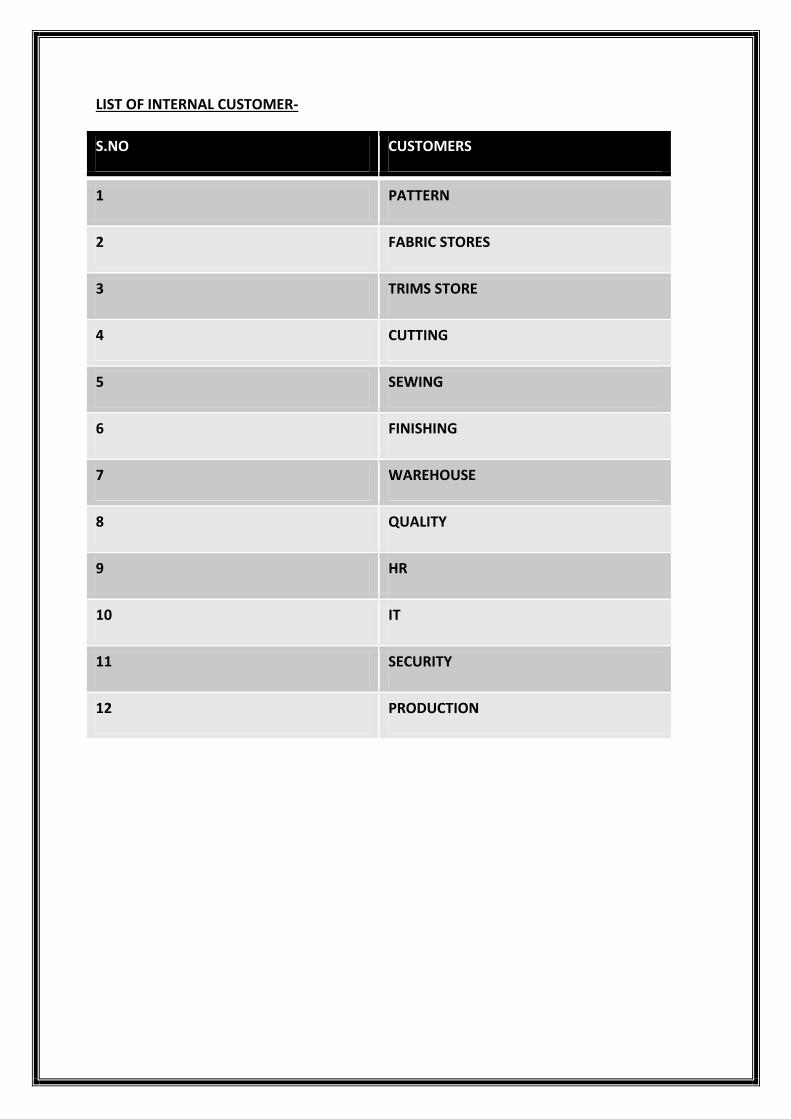
LIST OF INTERNAL CUSTOMER-
S.NO CUSTOMERS
1 PATTERN
2 FABRIC STORES
3 TRIMS STORE
4 CUTTING
5 SEWING
6 FINISHING
7 WAREHOUSE
8 QUALITY
9 HR
10 IT
11 SECURITY
12 PRODUCTION
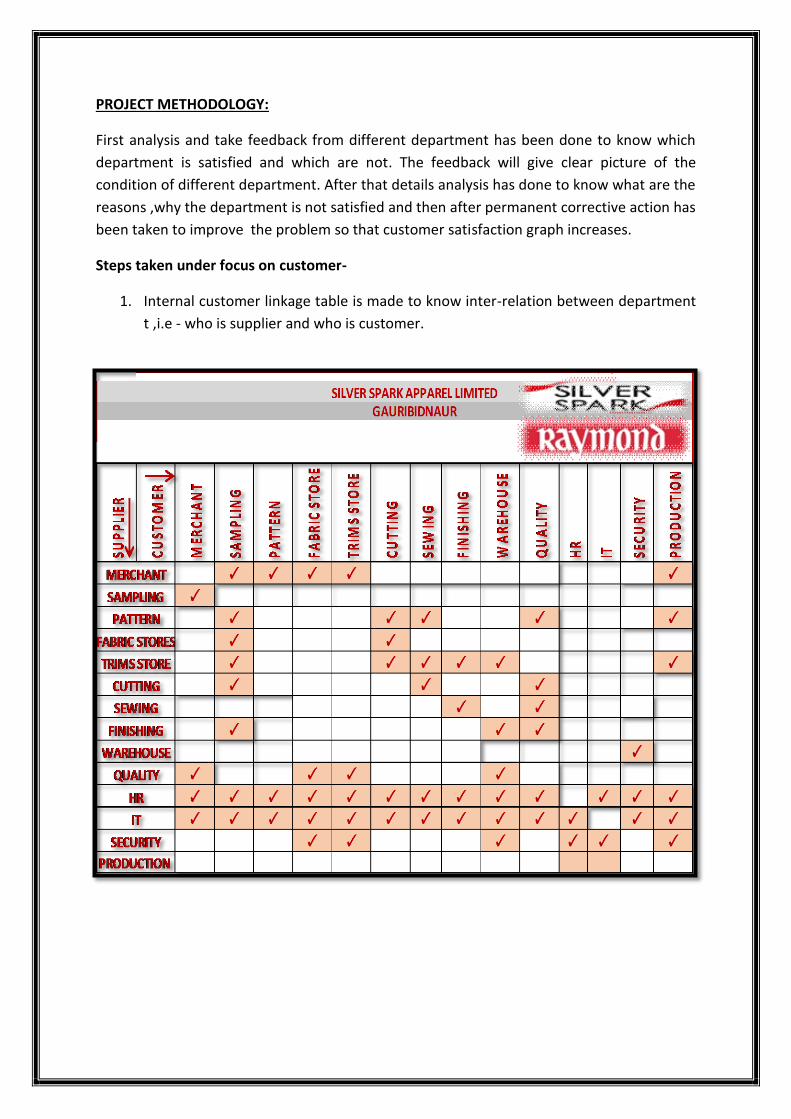
PROJECT METHODOLOGY:
First analysis and take feedback from different department has been done to know which
department is satisfied and which are not. The feedback will give clear picture of the
condition of different department. After that details analysis has done to know what are the
reasons ,why the department is not satisfied and then after permanent corrective action has
been taken to improve the problem so that customer satisfaction graph increases.
Steps taken under focus on customer-
1. Internal customer linkage table is made to know inter-relation between department
t ,i.e - who is supplier and who is customer.
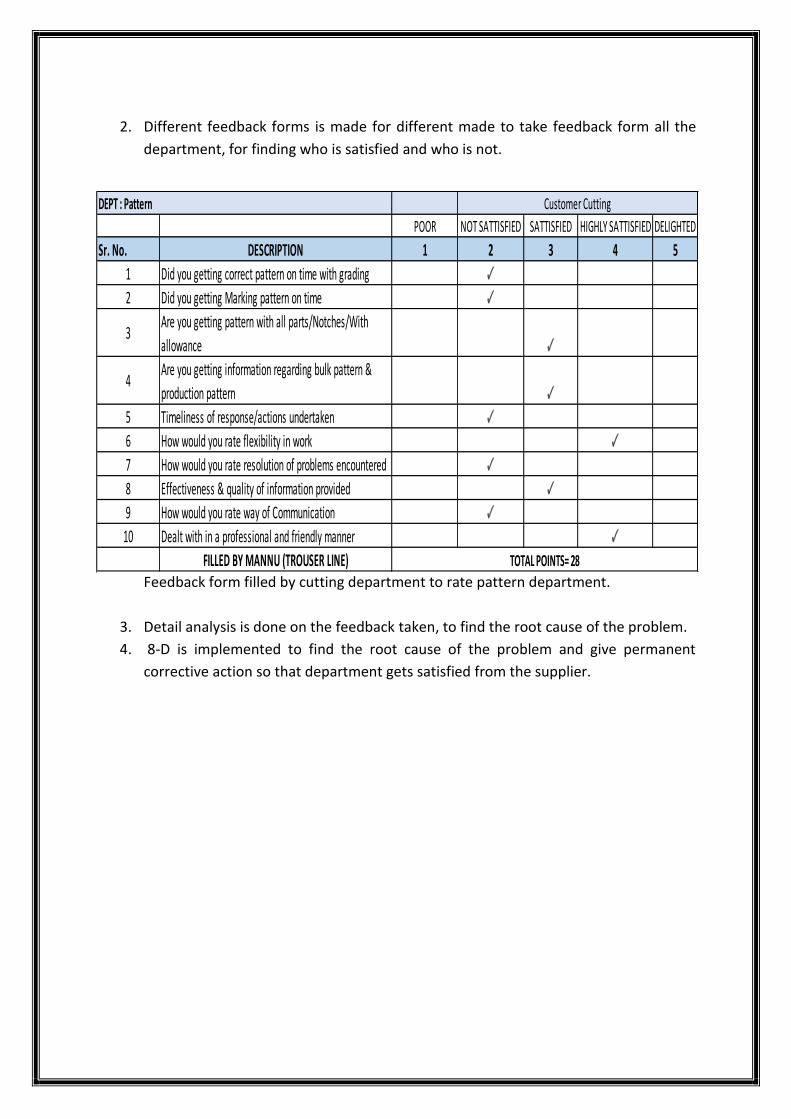
2. Different feedback forms is made for different made to take feedback form all the
department, for finding who is satisfied and who is not.
Feedback form filled by cutting department to rate pattern department.
3. Detail analysis is done on the feedback taken, to find the root cause of the problem.
4. 8-D is implemented to find the root cause of the problem and give permanent
corrective action so that department gets satisfied from the supplier.
POOR NOT SATTISFIED SATTISFIED HIGHLY SATTISFIED DELIGHTED
Sr. No. DESCRIPTION 1 2 3 4 5
1 Did you getting correct pattern on time with grading ✓
2 Did you getting Marking pattern on time ✓
3Are you getting pattern with all parts/Notches/With
allowance ✓
4Are you getting information regarding bulk pattern &
production pattern ✓
5 Timeliness of response/actions undertaken ✓
6 How would you rate flexibility in work ✓
7 How would you rate resolution of problems encountered ✓
8 Effectiveness & quality of information provided ✓
9 How would you rate way of Communication ✓
10 Dealt with in a professional and friendly manner ✓
FILLED BY MANNU (TROUSER LINE)
DEPT : Pattern Customer Cutting
TOTAL POINTS= 28
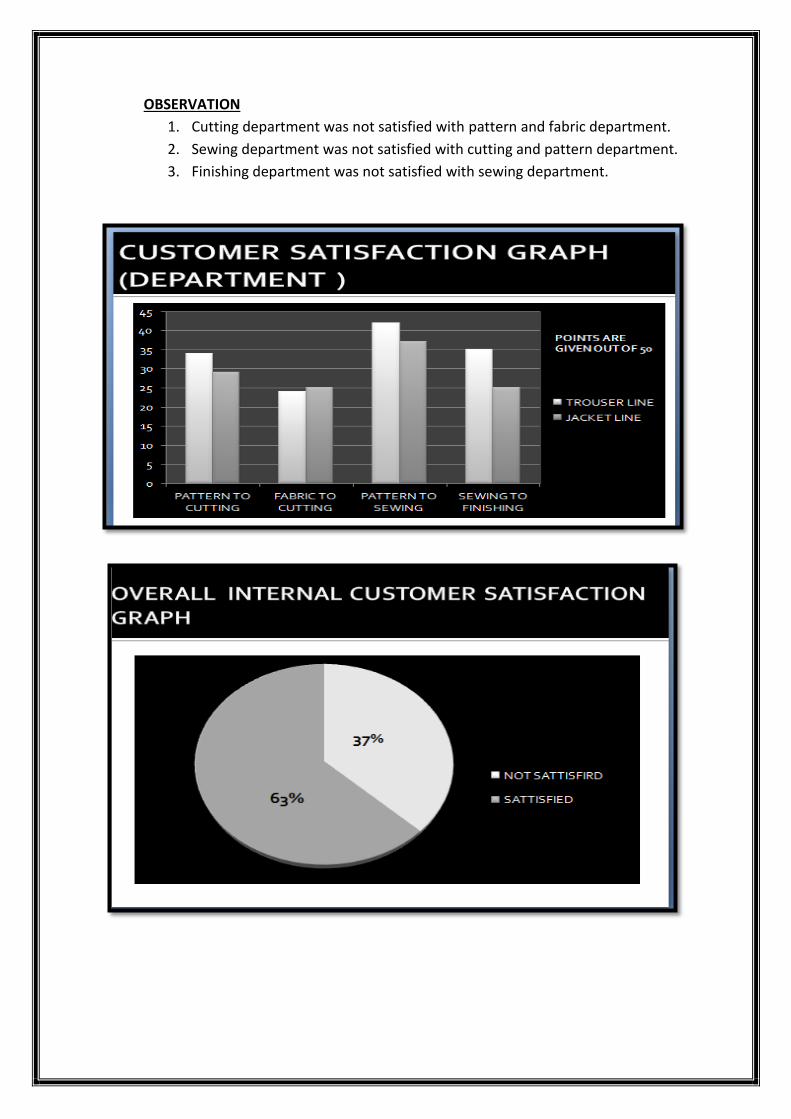
OBSERVATION
1. Cutting department was not satisfied with pattern and fabric department.
2. Sewing department was not satisfied with cutting and pattern department.
3. Finishing department was not satisfied with sewing department.
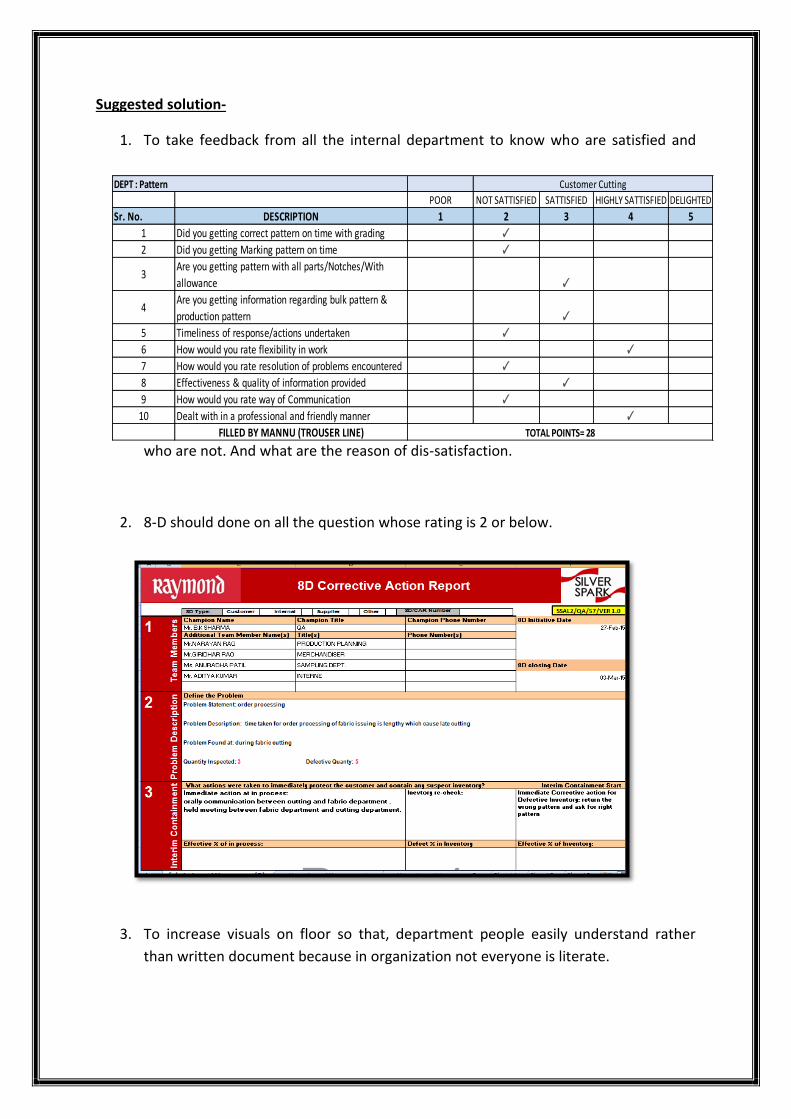
Suggested solution-
1. To take feedback from all the internal department to know who are satisfied and
who are not. And what are the reason of dis-satisfaction.
2. 8-D should done on all the question whose rating is 2 or below.
3. To increase visuals on floor so that, department people easily understand rather
than written document because in organization not everyone is literate.
POOR NOT SATTISFIED SATTISFIED HIGHLY SATTISFIED DELIGHTED
Sr. No. DESCRIPTION 1 2 3 4 5
1 Did you getting correct pattern on time with grading ✓
2 Did you getting Marking pattern on time ✓
3Are you getting pattern with all parts/Notches/With
allowance ✓
4Are you getting information regarding bulk pattern &
production pattern ✓
5 Timeliness of response/actions undertaken ✓
6 How would you rate flexibility in work ✓
7 How would you rate resolution of problems encountered ✓
8 Effectiveness & quality of information provided ✓
9 How would you rate way of Communication ✓
10 Dealt with in a professional and friendly manner ✓
FILLED BY MANNU (TROUSER LINE)
DEPT : Pattern Customer Cutting
TOTAL POINTS= 28
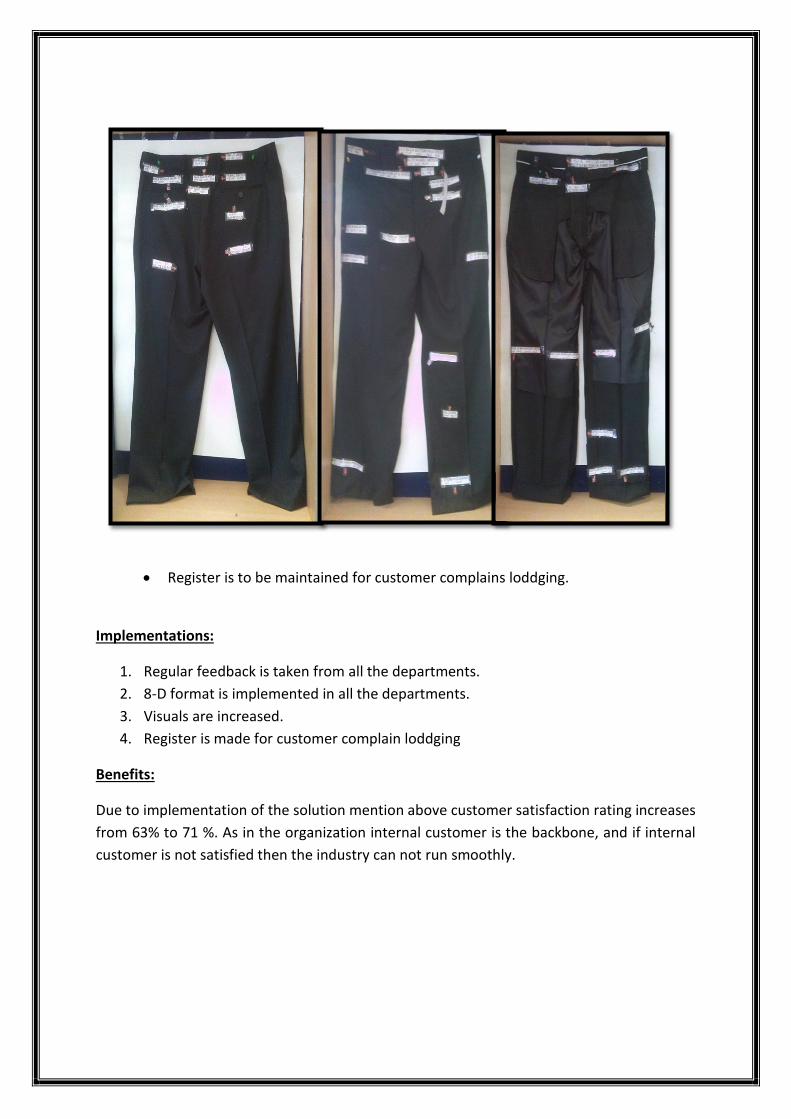
Register is to be maintained for customer complains loddging.
Implementations:
1. Regular feedback is taken from all the departments.
2. 8-D format is implemented in all the departments.
3. Visuals are increased.
4. Register is made for customer complain loddging
Benefits:
Due to implementation of the solution mention above customer satisfaction rating increases
from 63% to 71 %. As in the organization internal customer is the backbone, and if internal
customer is not satisfied then the industry can not run smoothly.
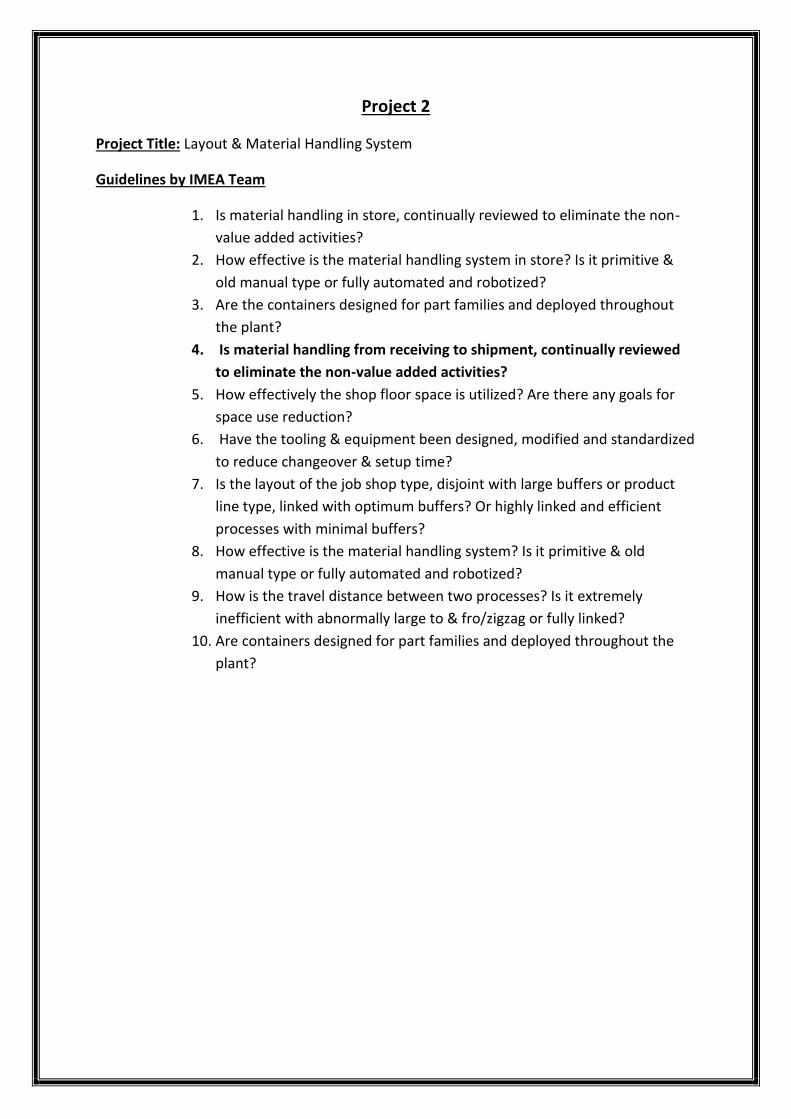
Project 2
Project Title: Layout & Material Handling System
Guidelines by IMEA Team
1. Is material handling in store, continually reviewed to eliminate the non-
value added activities?
2. How effective is the material handling system in store? Is it primitive &
old manual type or fully automated and robotized?
3. Are the containers designed for part families and deployed throughout
the plant?
4. Is material handling from receiving to shipment, continually reviewed
to eliminate the non-value added activities?
5. How effectively the shop floor space is utilized? Are there any goals for
space use reduction?
6. Have the tooling & equipment been designed, modified and standardized
to reduce changeover & setup time?
7. Is the layout of the job shop type, disjoint with large buffers or product
line type, linked with optimum buffers? Or highly linked and efficient
processes with minimal buffers?
8. How effective is the material handling system? Is it primitive & old
manual type or fully automated and robotized?
9. How is the travel distance between two processes? Is it extremely
inefficient with abnormally large to & fro/zigzag or fully linked?
10. Are containers designed for part families and deployed throughout the
plant?
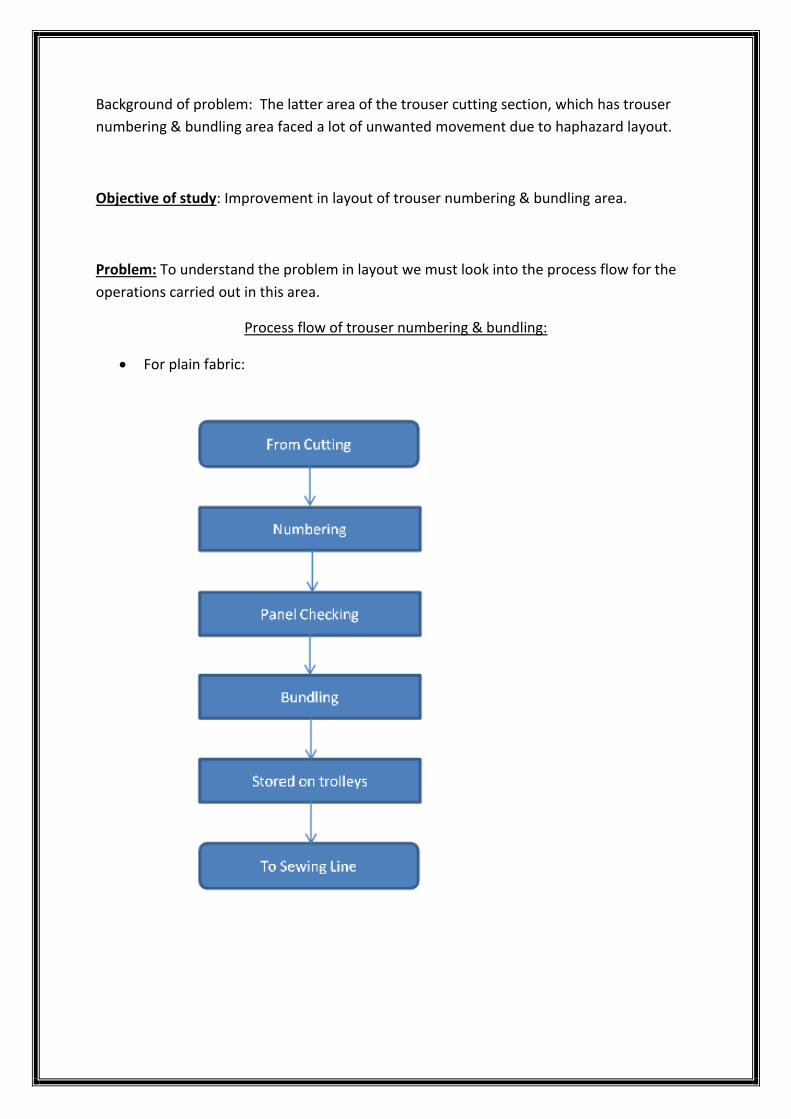
Background of problem: The latter area of the trouser cutting section, which has trouser
numbering & bundling area faced a lot of unwanted movement due to haphazard layout.
Objective of study: Improvement in layout of trouser numbering & bundling area.
Problem: To understand the problem in layout we must look into the process flow for the
operations carried out in this area.
Process flow of trouser numbering & bundling:
For plain fabric:

For fabric with checks and stripes:
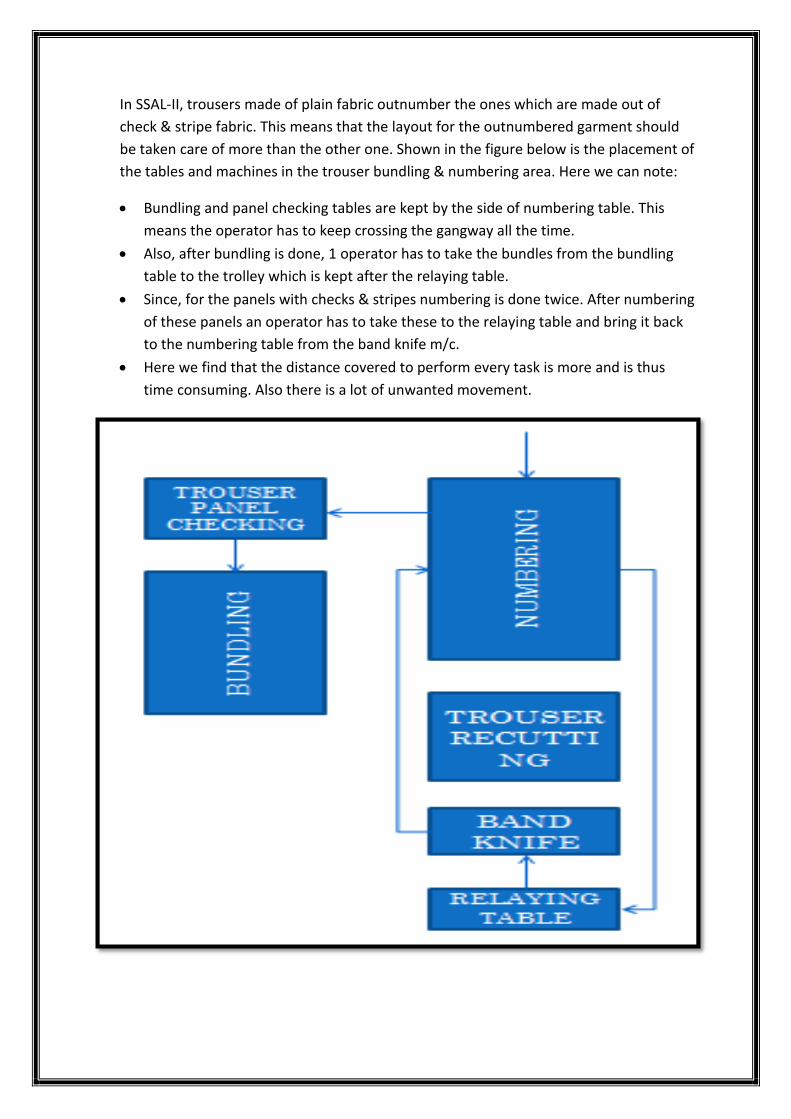
In SSAL-II, trousers made of plain fabric outnumber the ones which are made out of
check & stripe fabric. This means that the layout for the outnumbered garment should
be taken care of more than the other one. Shown in the figure below is the placement of
the tables and machines in the trouser bundling & numbering area. Here we can note:
Bundling and panel checking tables are kept by the side of numbering table. This
means the operator has to keep crossing the gangway all the time.
Also, after bundling is done, 1 operator has to take the bundles from the bundling
table to the trolley which is kept after the relaying table.
Since, for the panels with checks & stripes numbering is done twice. After numbering
of these panels an operator has to take these to the relaying table and bring it back
to the numbering table from the band knife m/c.
Here we find that the distance covered to perform every task is more and is thus
time consuming. Also there is a lot of unwanted movement.
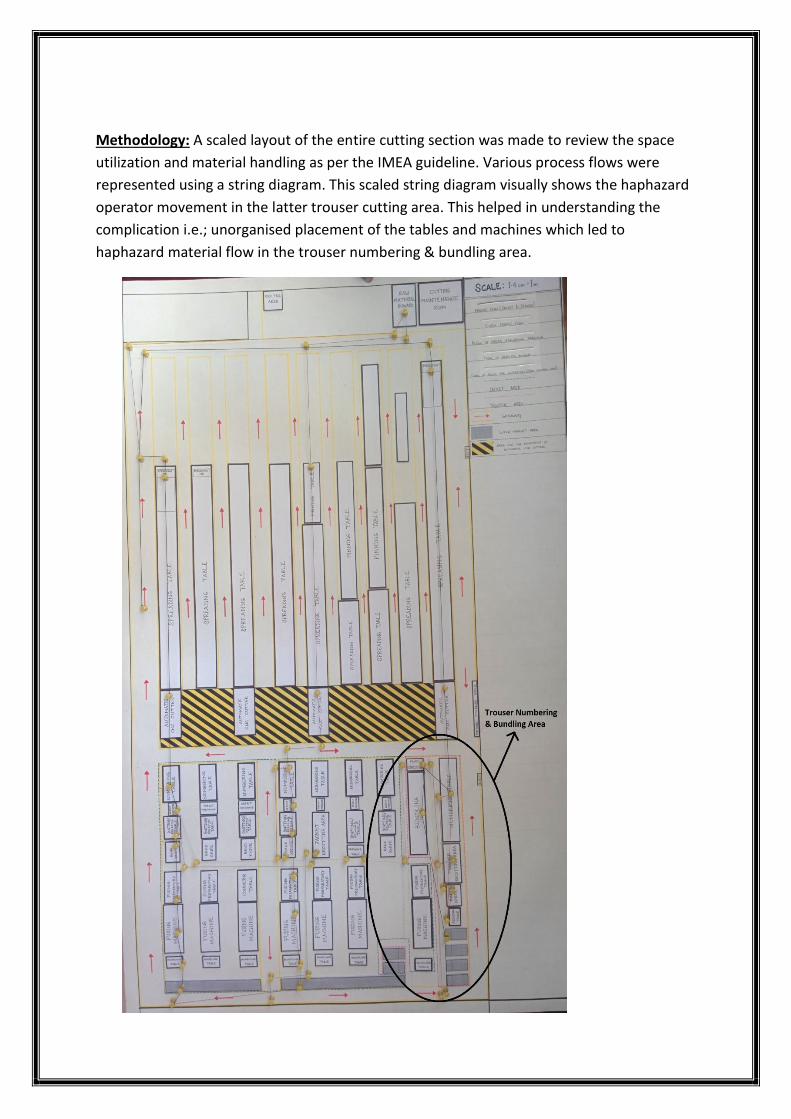
Methodology: A scaled layout of the entire cutting section was made to review the space
utilization and material handling as per the IMEA guideline. Various process flows were
represented using a string diagram. This scaled string diagram visually shows the haphazard
operator movement in the latter trouser cutting area. This helped in understanding the
complication i.e.; unorganised placement of the tables and machines which led to
haphazard material flow in the trouser numbering & bundling area.
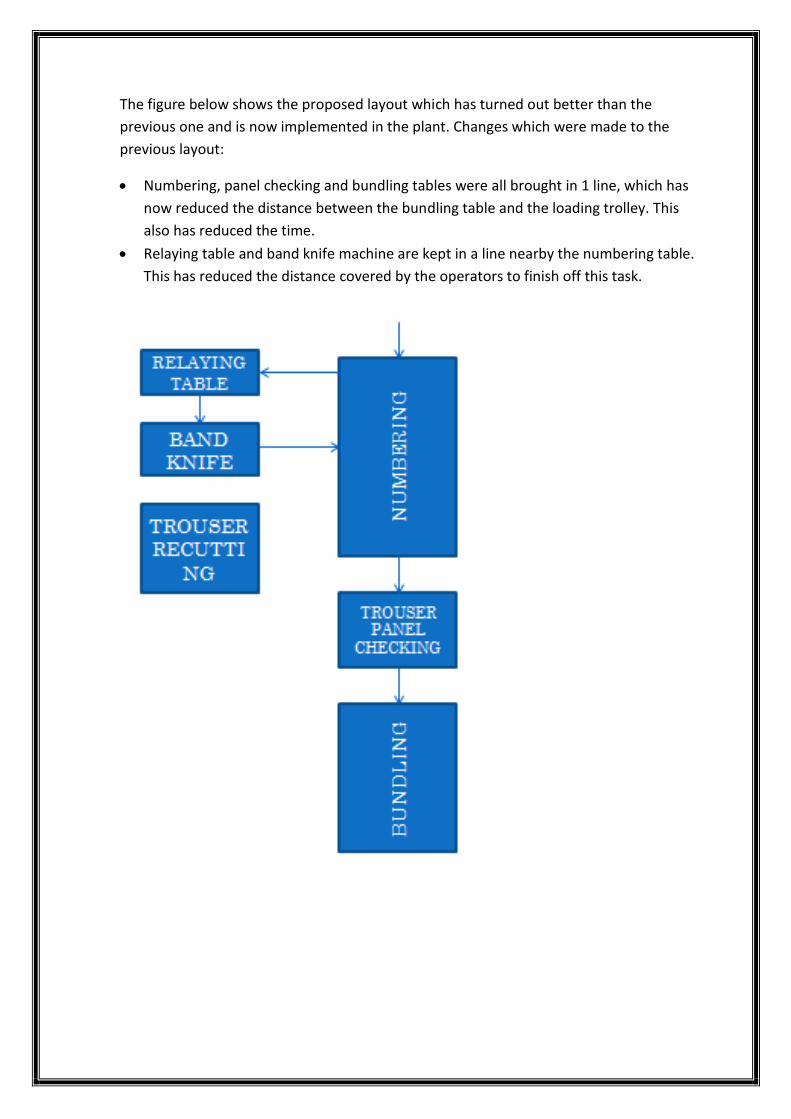
The figure below shows the proposed layout which has turned out better than the
previous one and is now implemented in the plant. Changes which were made to the
previous layout:
Numbering, panel checking and bundling tables were all brought in 1 line, which has
now reduced the distance between the bundling table and the loading trolley. This
also has reduced the time.
Relaying table and band knife machine are kept in a line nearby the numbering table.
This has reduced the distance covered by the operators to finish off this task.
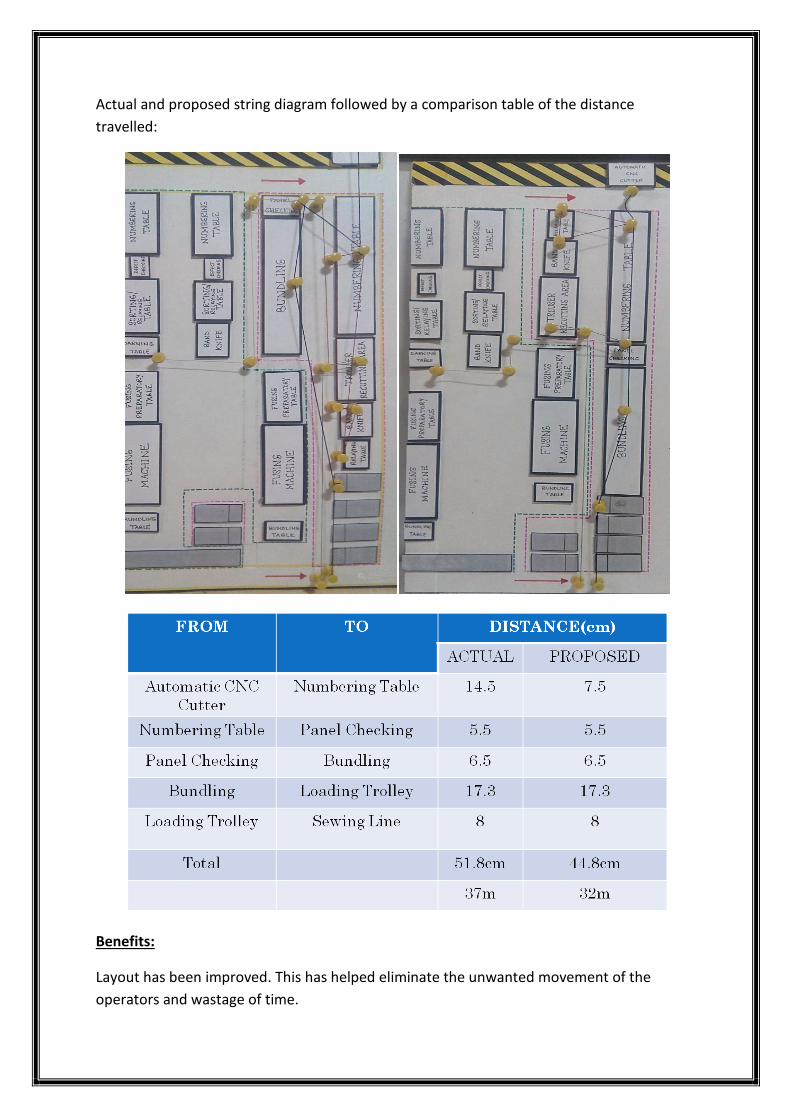
Actual and proposed string diagram followed by a comparison table of the distance
travelled:
Benefits:
Layout has been improved. This has helped eliminate the unwanted movement of the
operators and wastage of time.

Project 3
Team: Improvement in Safety, Security & Periphery
Guidelines by IMEA Team
1. Is policy in place for visitor gate pass and visitor tag? (Cross check if the
visitors were given gate pass and visitor identification card)
2. Policy for vehicle inspection procedure and gate pass . (Check the
inspection procedure and gate passes for 3-4 vehicles)
3. Effective security system at Loading / Dispatch for Finished goods. (Verify
whether the security personnel is attending the loading and dispatch)
4. Are the visitor and vehicle details documented? (Verify the records with
the visitors visiting the plant that day)
5. Ease of Identifying workers at any given time?
6. Can all the casual workers be identified with the present data? ( Take
sample study on causal workers for their identity and records availability
with security)
7. Are the security personnel trained on fire fighting and first aid?
8. Are work permits issued for equipment maintenance and construction
work in the plant ? ( If work is in progress, please verify the same & also if
authorization from the appropriate person is there)
9. Is an effective security system in place? Are the security personnel
professional in their attitude? (Policy and Professional)
10. Is the boundary/fencing height sufficient to prevent intrusion and theft?
11. Are the materials under storage free of dirt & Leakages?
12. Is 5S implemented in the plant? Is "Place for everything and everything
in its place followed?
13. How would you rate housekeeping -shop floor appearance and
orderliness?
14. How do you ensure entry of hazard free and clean tankers, into the
loading bay?
Project: Improvement in 5S.
Background of problem:
Although the industry is a 5S certified unit still there were some areas which needed
improvements. Sustainability was not there. The certificate was there but due to lack of
regular audit and response, many areas lacked 5S.
.
Objective of study: To improve the condition of 5S in the industry.
Methodology:
For 5S implementation regular audit and corrective actions has been done. All the steps
from seiri, seiton, seiso, seiketsu and shitsuke has been improved. For this firstly the process
is broken down into 5 steps and then implementation has been done.

Seiri (sort)
For this purpose, red tag area was already in place but was not maintained/ followed. There
were unwanted materials on shop floor. Also the imtems in red tag area were not taken
care of.
After consulting line manager, production manager, general manager and 5S champions, red
tag area has been improved.
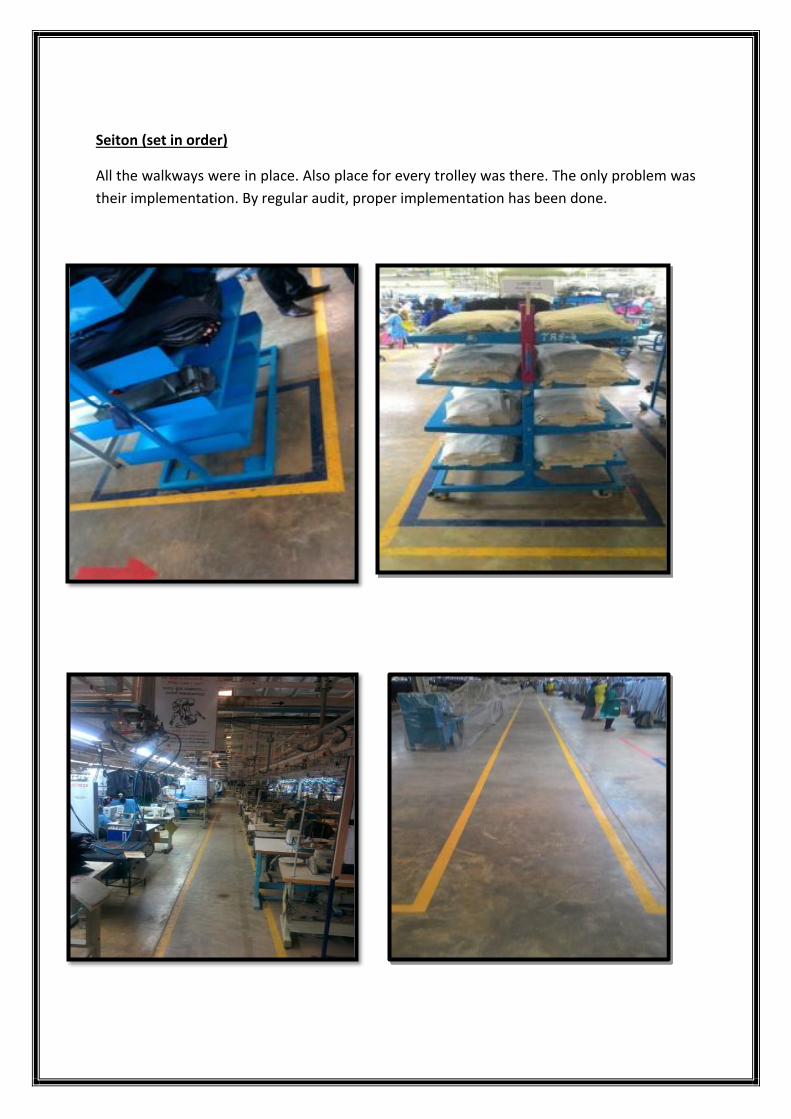
Seiton (set in order)
All the walkways were in place. Also place for every trolley was there. The only problem was
their implementation. By regular audit, proper implementation has been done.

Seiso (shine)
After regular cleaning and training of house keeper, seiso was made in place.
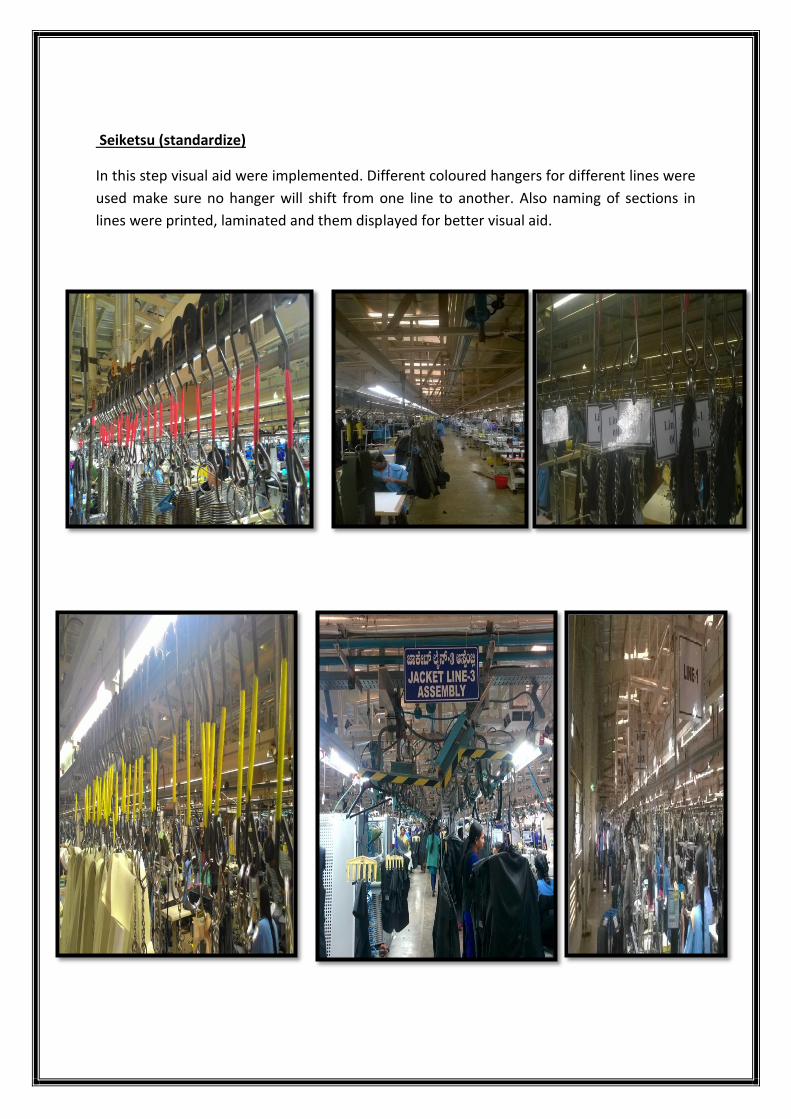
Seiketsu (standardize)
In this step visual aid were implemented. Different coloured hangers for different lines were
used make sure no hanger will shift from one line to another. Also naming of sections in
lines were printed, laminated and them displayed for better visual aid.
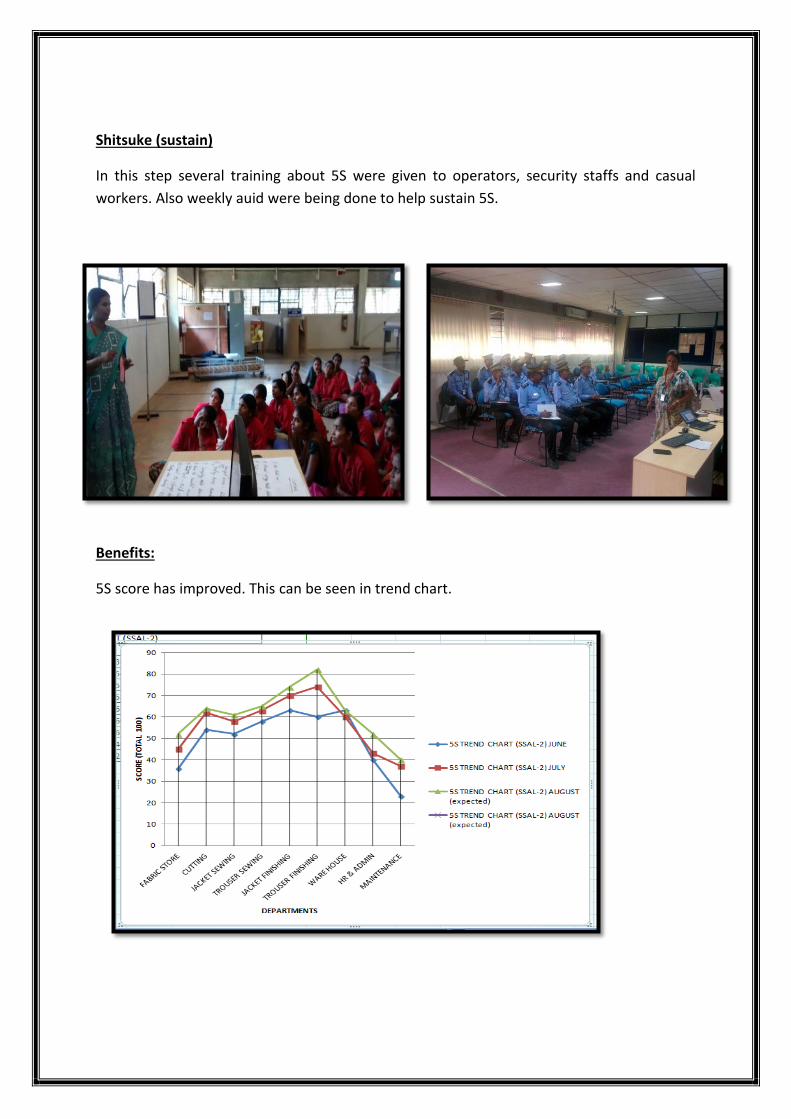
Shitsuke (sustain)
In this step several training about 5S were given to operators, security staffs and casual
workers. Also weekly auid were being done to help sustain 5S.
Benefits:
5S score has improved. This can be seen in trend chart.
PART-B
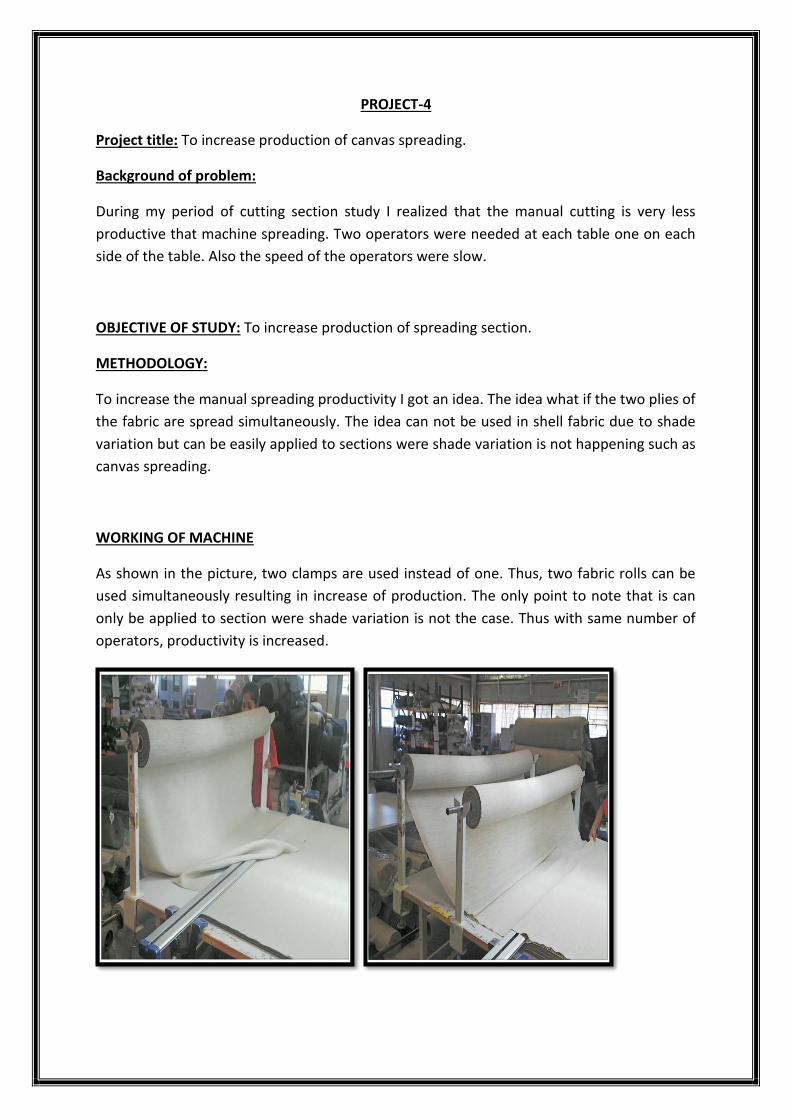
PROJECT-4
Project title: To increase production of canvas spreading.
Background of problem:
During my period of cutting section study I realized that the manual cutting is very less
productive that machine spreading. Two operators were needed at each table one on each
side of the table. Also the speed of the operators were slow.
OBJECTIVE OF STUDY: To increase production of spreading section.
METHODOLOGY:
To increase the manual spreading productivity I got an idea. The idea what if the two plies of
the fabric are spread simultaneously. The idea can not be used in shell fabric due to shade
variation but can be easily applied to sections were shade variation is not happening such as
canvas spreading.
WORKING OF MACHINE
As shown in the picture, two clamps are used instead of one. Thus, two fabric rolls can be
used simultaneously resulting in increase of production. The only point to note that is can
only be applied to section were shade variation is not the case. Thus with same number of
operators, productivity is increased.
BENEFITS:
Increase in production.
Low cost of implementation.
No special training of worker is required.
FUTURE SCOPE:
This can also be applied for spreading felt and fusing as they also don’t have shade variation
problem.
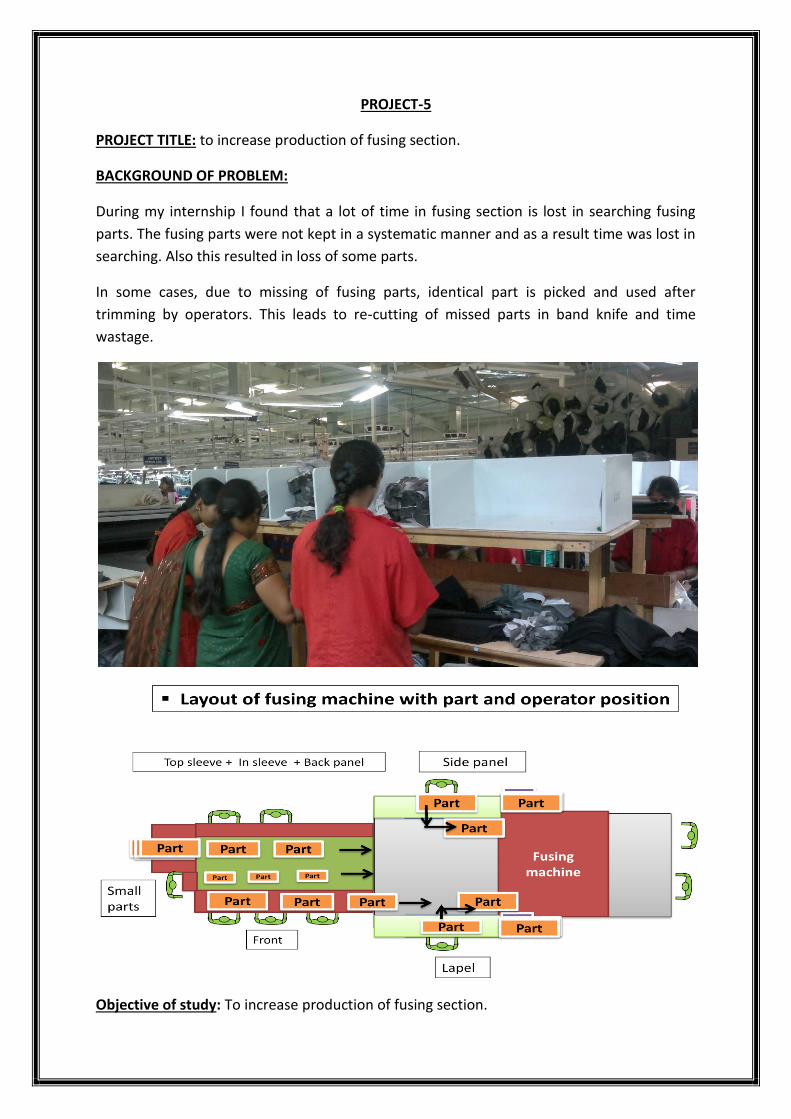
PROJECT-5
PROJECT TITLE: to increase production of fusing section.
BACKGROUND OF PROBLEM:
During my internship I found that a lot of time in fusing section is lost in searching fusing
parts. The fusing parts were not kept in a systematic manner and as a result time was lost in
searching. Also this resulted in loss of some parts.
In some cases, due to missing of fusing parts, identical part is picked and used after
trimming by operators. This leads to re-cutting of missed parts in band knife and time
wastage.
Objective of study: To increase production of fusing section.
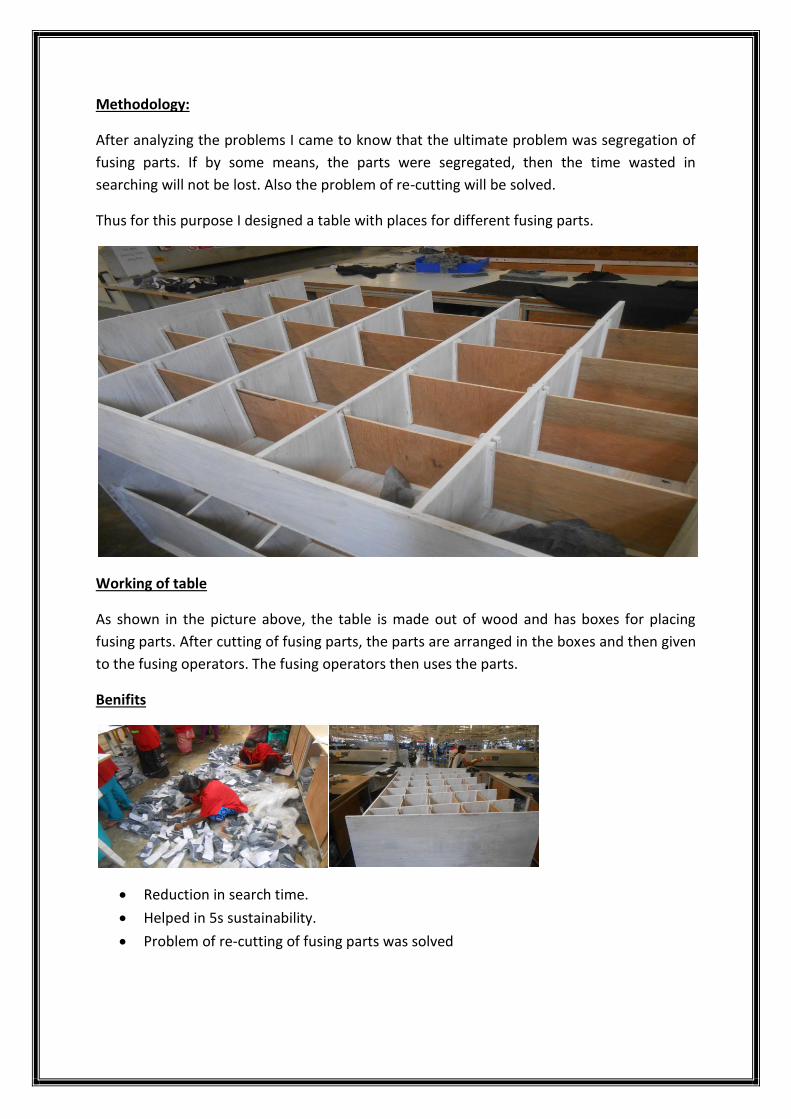
Methodology:
After analyzing the problems I came to know that the ultimate problem was segregation of
fusing parts. If by some means, the parts were segregated, then the time wasted in
searching will not be lost. Also the problem of re-cutting will be solved.
Thus for this purpose I designed a table with places for different fusing parts.
Working of table
As shown in the picture above, the table is made out of wood and has boxes for placing
fusing parts. After cutting of fusing parts, the parts are arranged in the boxes and then given
to the fusing operators. The fusing operators then uses the parts.
Benifits
Reduction in search time.
Helped in 5s sustainability.
Problem of re-cutting of fusing parts was solved
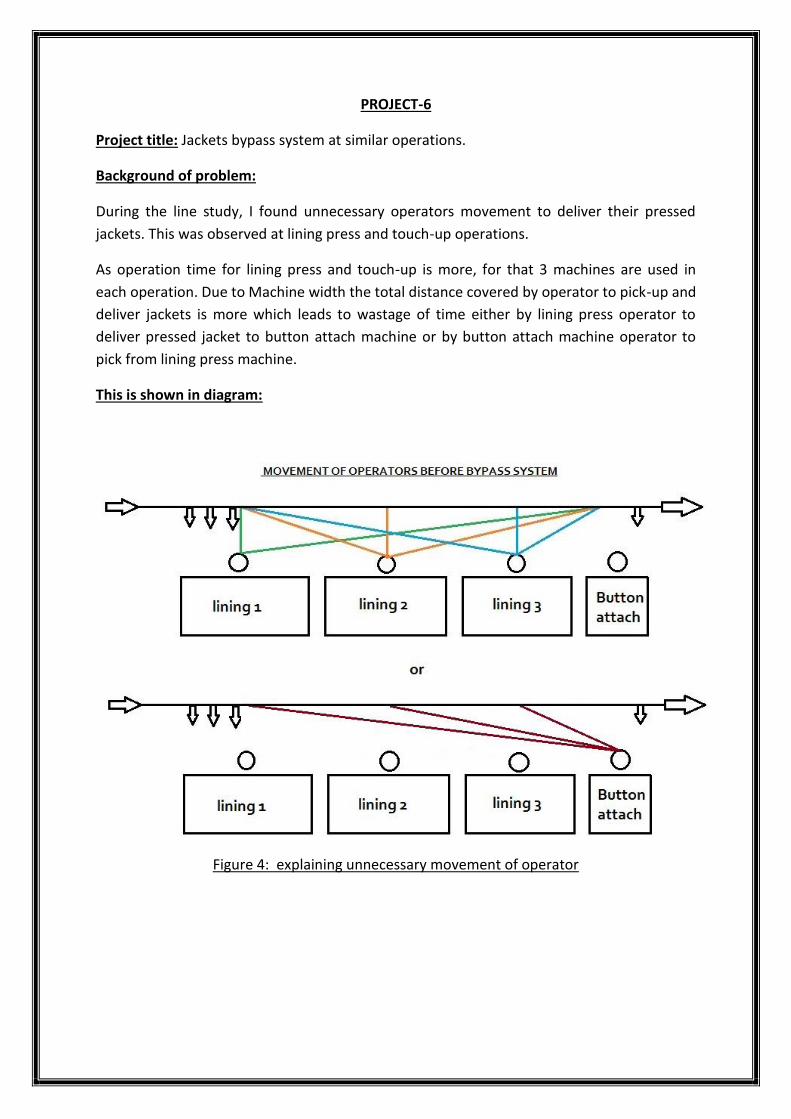
PROJECT-6
Project title: Jackets bypass system at similar operations.
Background of problem:
During the line study, I found unnecessary operators movement to deliver their pressed
jackets. This was observed at lining press and touch-up operations.
As operation time for lining press and touch-up is more, for that 3 machines are used in
each operation. Due to Machine width the total distance covered by operator to pick-up and
deliver jackets is more which leads to wastage of time either by lining press operator to
deliver pressed jacket to button attach machine or by button attach machine operator to
pick from lining press machine.
This is shown in diagram:
Figure 4: explaining unnecessary movement of operator

Objective of study: To eliminate excess movement of operators to reduce time and fatigue.
Methodology:
To eliminate this waste time I designed Jacket by-pass system for Lining press and touch-up
operation. The model of my by-pass system is shown below
Working of machine
For the by-pass system, main conveyor passing through lining touchup and button attach is
made discontinuous and stopped at the last lining touchup operation. The part of main
conveyor at button attach is extended till first lining touchup operation. Also the extended
part is made inclined keeping bypass at first lining touchup at higher level than at button
attach. This inclination is done to run the jacket with any mechanical or muscular force.
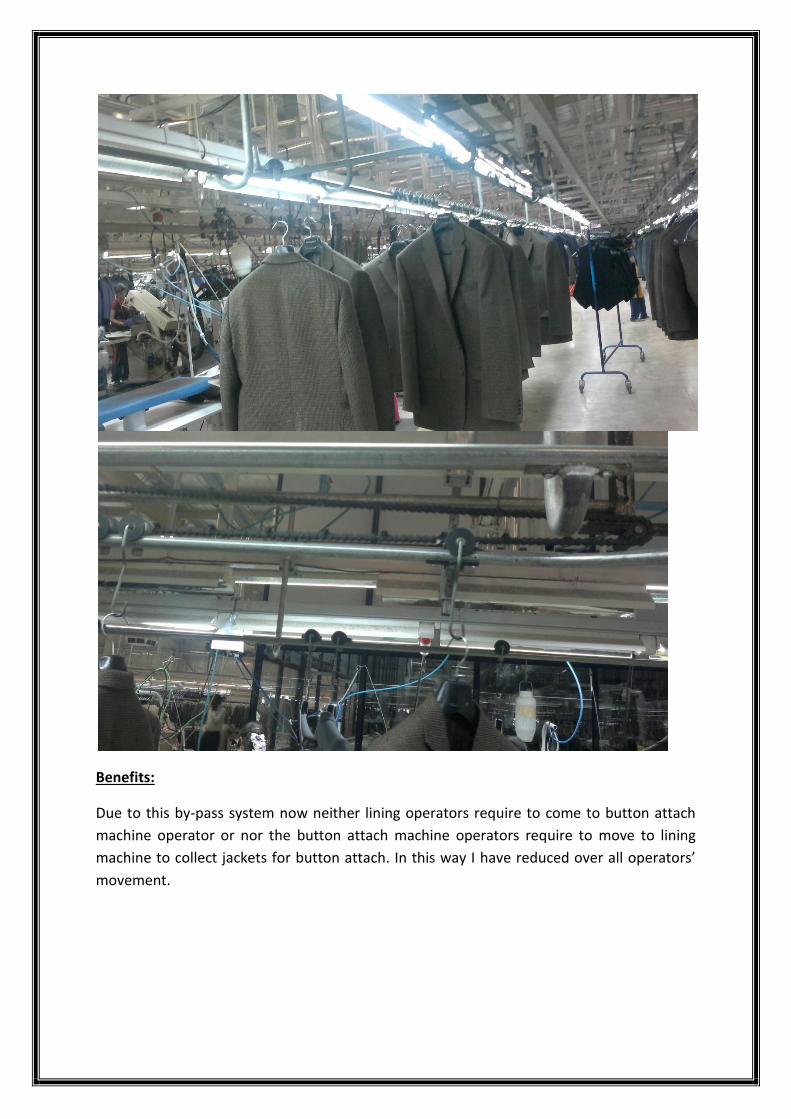
Benefits:
Due to this by-pass system now neither lining operators require to come to button attach
machine operator or nor the button attach machine operators require to move to lining
machine to collect jackets for button attach. In this way I have reduced over all operators’
movement.
PROJECT-7
Project title: To provide feasible solution for increasing productivity in jacket line..
Background of problem:
During the line study, I found unnecessary operators movement to deliver their pressed
jackets. This was observed at lining press and touch-up operations.
As operation time for lining press and touch-up is more, for that 3 machines are used in
each operation. Due to Machine width the total distance covered by operator to pick-up and
deliver jackets is more which leads to wastage of time either by lining press operator to
deliver pressed jacket to button attach machine or by button attach machine operator to
pick from lining press machine.
Objective of study: This project aims at developing strategies and solutions to increase
productivity of the jacket.
To eliminate this waste time I designed Jacket by-pass system for Lining press and touch-up
operation. The model of my by-pass system is shown below
Existing condition:
Production: - 350 pcs/ day (Average)
Operator: - 119
Machines: - 100
Productivity: - 350/119= 2.95
Project methodology:
First analysis of production activities has been done to know the activities happening in the
line. This gives the clear picture of the condition of the line and what are the scope of
improvement. All the operations with machine and feed used are studied and cause of low
productivity is also enlightened.
Observation (Main causes of low production)
Men:
Less skilled operators whose are unable to give production as per their capacity.
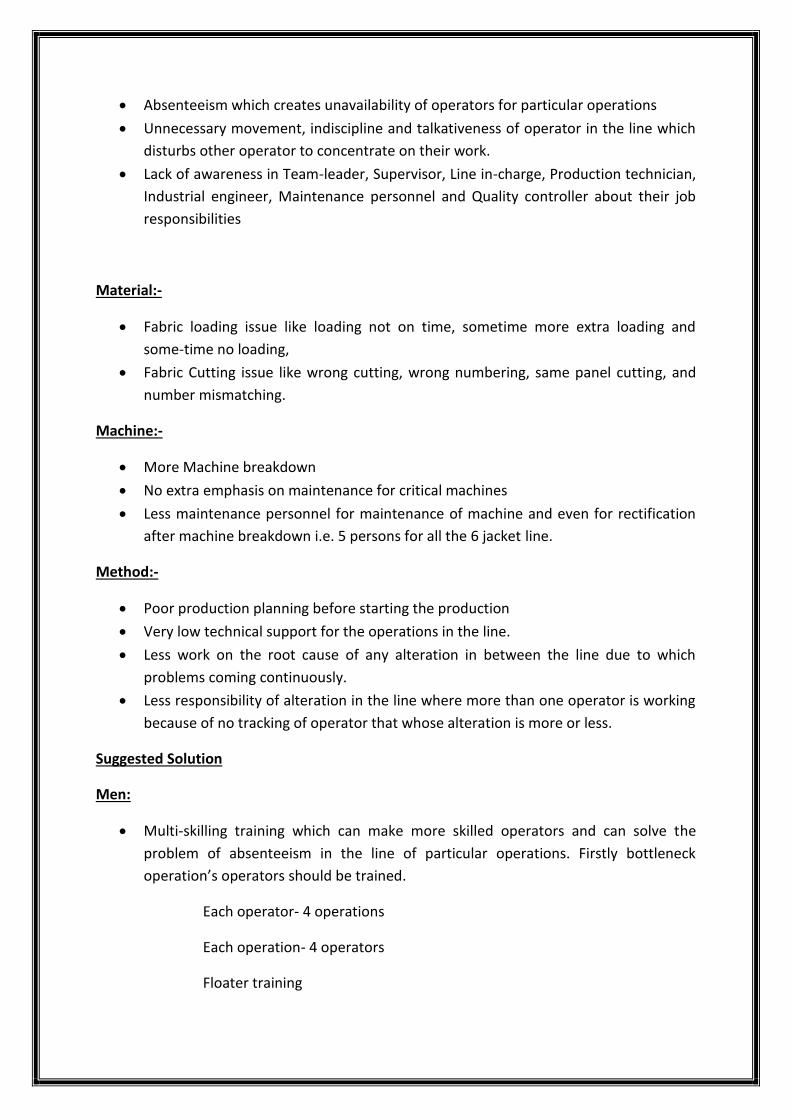
Absenteeism which creates unavailability of operators for particular operations
Unnecessary movement, indiscipline and talkativeness of operator in the line which
disturbs other operator to concentrate on their work.
Lack of awareness in Team-leader, Supervisor, Line in-charge, Production technician,
Industrial engineer, Maintenance personnel and Quality controller about their job
responsibilities
Material:-
Fabric loading issue like loading not on time, sometime more extra loading and
some-time no loading,
Fabric Cutting issue like wrong cutting, wrong numbering, same panel cutting, and
number mismatching.
Machine:-
More Machine breakdown
No extra emphasis on maintenance for critical machines
Less maintenance personnel for maintenance of machine and even for rectification
after machine breakdown i.e. 5 persons for all the 6 jacket line.
Method:-
Poor production planning before starting the production
Very low technical support for the operations in the line.
Less work on the root cause of any alteration in between the line due to which
problems coming continuously.
Less responsibility of alteration in the line where more than one operator is working
because of no tracking of operator that whose alteration is more or less.
Suggested Solution
Men:
Multi-skilling training which can make more skilled operators and can solve the
problem of absenteeism in the line of particular operations. Firstly bottleneck
operation’s operators should be trained.
Each operator- 4 operations
Each operation- 4 operators
Floater training
Strict supervision can control more talk between operators in the line which can
control rework
HR control on operator for indiscipline activity
Strict supervision and getting permission every time for P & FA can reduce more P &
FA.
Make job responsibility card and give to Team-leader, Supervisor, Line in-charge,
Production technician, Industrial engineer, Maintenance personnel and Quality
controller
Material:-
Make plan to give requisition one day prior for getting load
Make shortage slip and collect data of shortage load after fix time
Check loaded fabric and trims with serial number and check shade variation before
starting the production
Check loading quality and material issues before starting production
Machine:-
Prefer preventive maintenance according to machine breakdown data
Recruitment of more maintenance staffs if possible.
Method:-
Use of software such as fastreact for real time planning.
Make mock- up sample for self –checking at required operation like peak making,
sleeve attach, bottom press, bottom join etc.
Recruit technicians if possible.
Tools like root cause analysis should be used for getting the root of the cause.
Prepare Control chart sheet –Per hour output of starting operation, middle
operation and end point operation.
Change the layout of the line wherever machine is far and returning operation is
there.
Implementations:
Process standardizitation has been done.

Multiskilling of operators has been done.
Job responsibility card has been made
Traffi
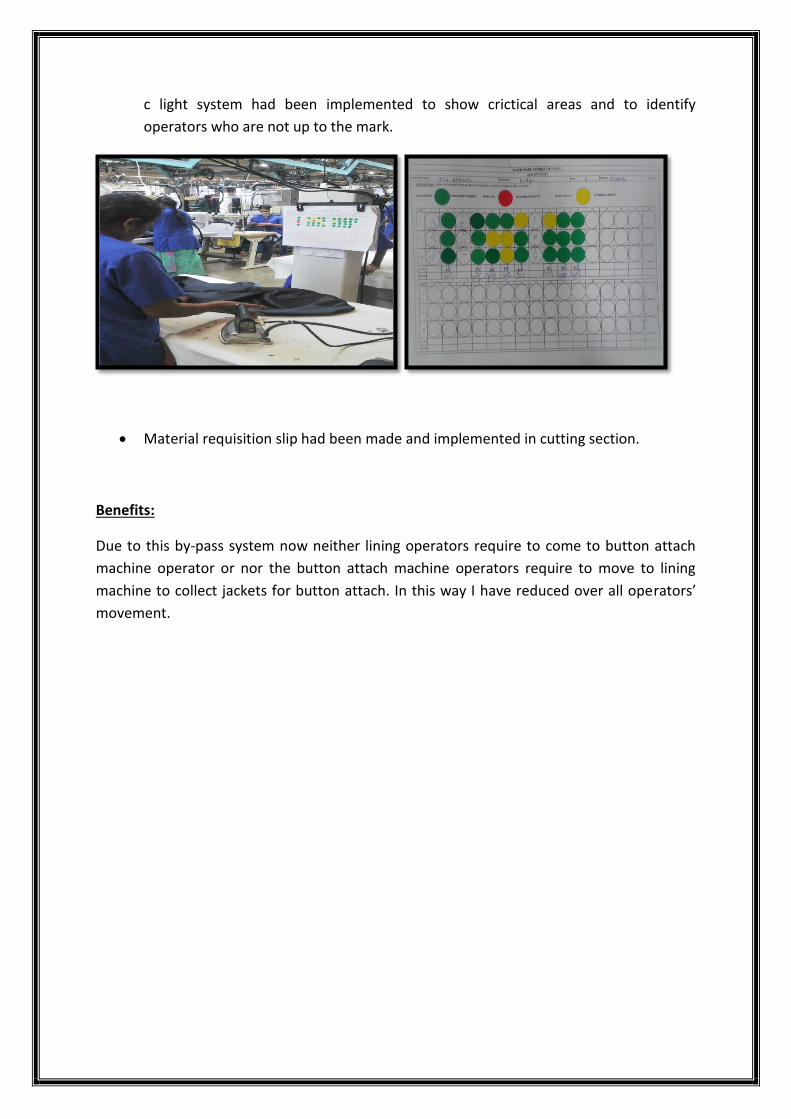
c light system had been implemented to show crictical areas and to identify
operators who are not up to the mark.
Material requisition slip had been made and implemented in cutting section.
Benefits:
Due to this by-pass system now neither lining operators require to come to button attach
machine operator or nor the button attach machine operators require to move to lining
machine to collect jackets for button attach. In this way I have reduced over all operators’
movement.
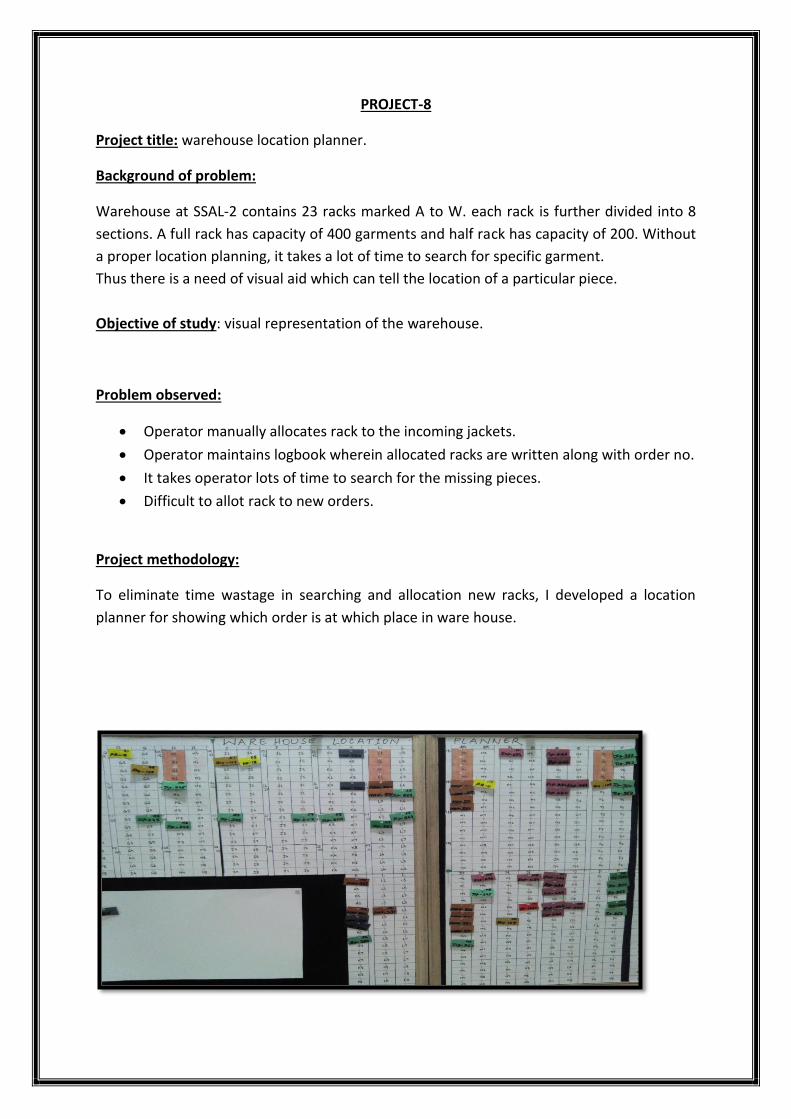
PROJECT-8
Project title: warehouse location planner.
Background of problem:
Warehouse at SSAL-2 contains 23 racks marked A to W. each rack is further divided into 8
sections. A full rack has capacity of 400 garments and half rack has capacity of 200. Without
a proper location planning, it takes a lot of time to search for specific garment.
Thus there is a need of visual aid which can tell the location of a particular piece.
Objective of study: visual representation of the warehouse.
Problem observed:
Operator manually allocates rack to the incoming jackets.
Operator maintains logbook wherein allocated racks are written along with order no.
It takes operator lots of time to search for the missing pieces.
Difficult to allot rack to new orders.
Project methodology:
To eliminate time wastage in searching and allocation new racks, I developed a location
planner for showing which order is at which place in ware house.
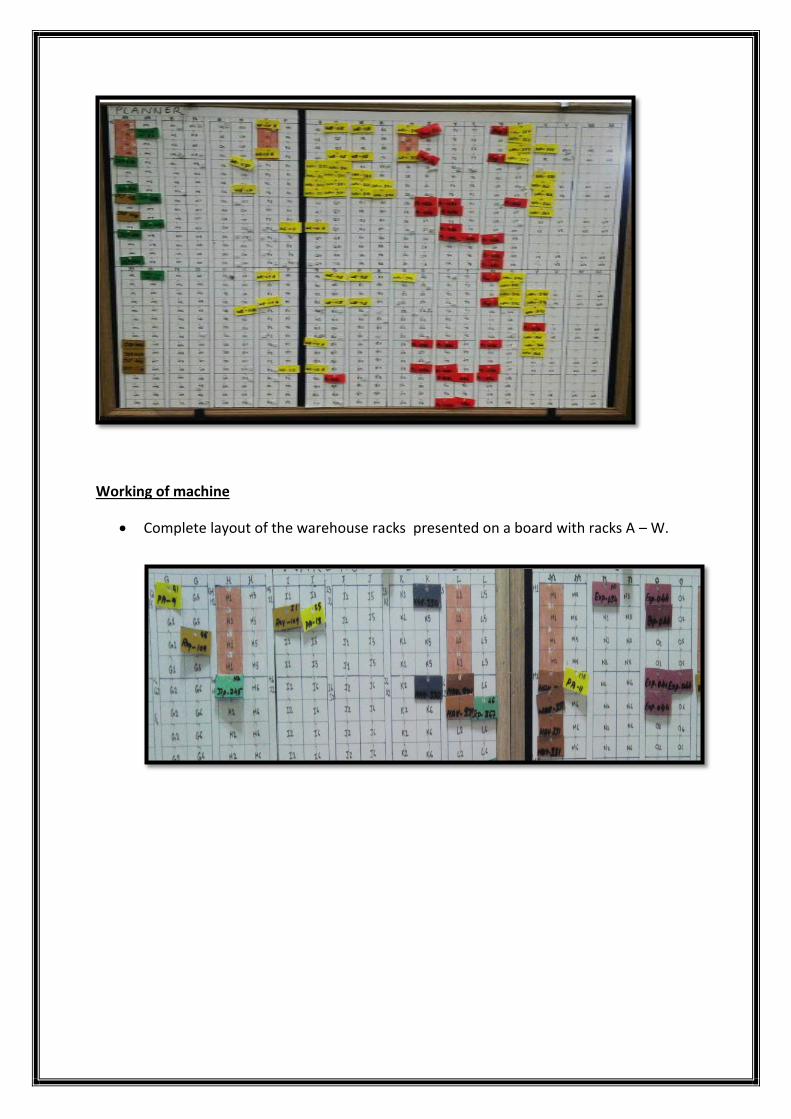
Working of machine
Complete layout of the warehouse racks presented on a board with racks A – W.
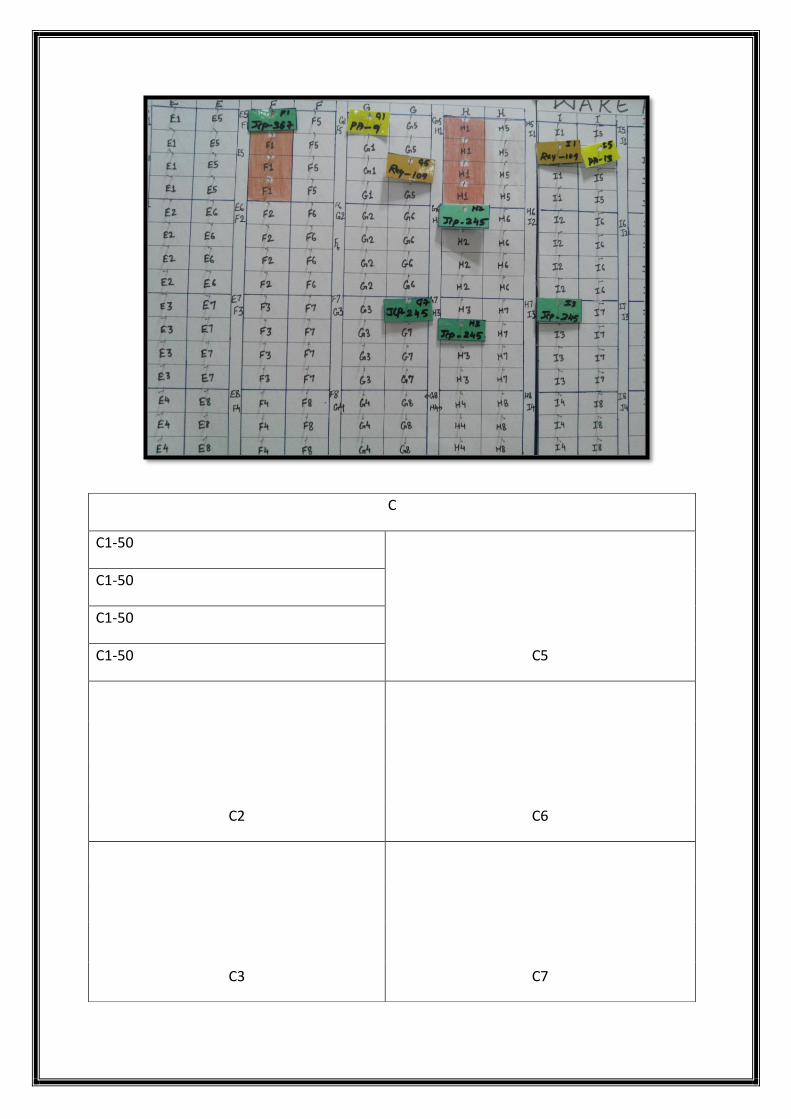
C
C1-50
C5
C1-50
C1-50
C1-50
C2 C6
C3 C7
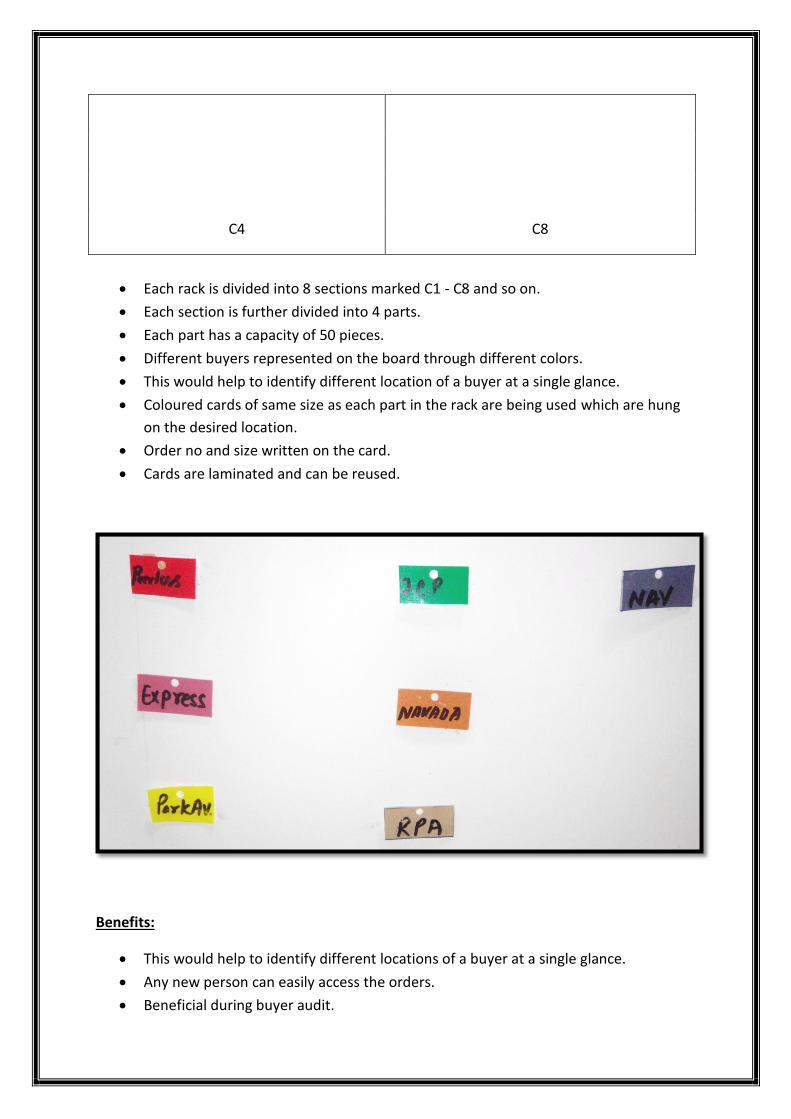
Each rack is divided into 8 sections marked C1 - C8 and so on.
Each section is further divided into 4 parts.
Each part has a capacity of 50 pieces.
Different buyers represented on the board through different colors.
This would help to identify different location of a buyer at a single glance.
Coloured cards of same size as each part in the rack are being used which are hung
on the desired location.
Order no and size written on the card.
Cards are laminated and can be reused.
Benefits:
This would help to identify different locations of a buyer at a single glance.
Any new person can easily access the orders.
Beneficial during buyer audit.
C4 C8