villeros pallares melba - logistica comercial
TRANSCRIPT

UNIVERSIDAD NACIONAL ABIERTA Y A
DISTANCIA-UNAD
ESCUELA DE CIENCIAS ADMINISTRATIVAS,
CONTABLES, ECONOMICAS Y DE NEGOCIOS
MODULO CURSO ACADEMICO
LOGISTICA COMERCIAL
MELBA VILLEROS PALLARES
BOGOTA – COLOMBIA
2006

2 d e 4 1 5
COMITÉ DIRECTIVO
JAIME ALBERTO LEAL AFANADOR
Rector
GLORIA C. HERRERA SANCHEZ
Vicerrector Académico
ROBERTO SALAZAR RAMOS
Vicerrector de Medios y Mediaciones pedagógicas
MARIBEL CÓRDOBA GUERRERO
Secretaria General
LEONARDO URREGO
Director de Planeación
EDGAR GUILLERMO RODRÍGUEZ D.
Escuela de Ciencias Administrativas, Contables, Económicas y de
Negocios
MÓDULO CURSO ACADÉMICO
LOGISTICA COMERCIAL
La edición de este módulo estuvo a cargo de la Escuela de Ciencias
Administrativas, Contables, Económicas y de Negocios de la
Universidad Nacional Abierta y a Distancia - UNAD.
Derechos reservados:
©2005, Universidad Nacional Abierta y a Distancia - UNAD
Vicerrectoría de Medios y Mediaciones pedagógicas, Bogotá D.C.
Tel (57)1-344-3700

3 d e 4 1 5
INTRODUCCION
Las unidades desarro l ladas en éste módulo abarcan temas
de mucha importanc ia, debido a que los conceptos
t rabajados t ienen apl i cac ión en e l campo empresar ial con
e l f in de desarro l lar act iv idades en e l ámbito profesiona l .
Desarro l lando conceptos ta les como: Sis tema logíst ico,
previs ión, t ipos de producción, inventar io , l ínea de
espera, etc . Se or ienta e l proceso de aprendizaje y la
integrac ión de los conocimientos, manejando un curr í culo
abierto y f lexible v i s ionado por la educación Abierta y a
D istancia.
Los conocimientos adquir idos con los temáticas manejadas
en e l módulo contribuyen a la formación integra l exigida
en nuestro medio, permi t iendo al administrador y/o
empresar io de hoy, comprender, manejar y apl i car
problemas de la empresa y de su entorno.

4 d e 4 1 5
PROPOSITOS
• Desarro l lar una adecuada planeación de logíst i ca
comerc ia l para todo t ipo de empresa.
• Di ferenciar y categor ización los facto res que inciden
en e l proceso de la logís t i ca de la empresa.
• Evaluar la importanc ia de l p lan de logís t ica comercial
en la estructura general de la empresa.
• Orientar los di ferentes procesos de logíst ica comercia l y
la apl icac ión de herramientas que of rece la log íst i ca en
la empresa.
• Formar tecnólogos y profesiona les con una ampl ia
v is ión, y act i tudes para e l cambio en la nueva
propuesta empresaria l de l s ig lo XXI .

5 d e 4 1 5
OBJETIVOS
GENERAL:
Generar en e l es tudiante competenc ia y habi l idades en e l
ámbi to de la logíst i ca comercia l , tanto en la
conceptual i zación básica, como en la e laboración de
d iagnóst icos de la s i tuac ión espec i f i ca de la organización
en un momento determinado que le permi tan implementar
correctivos y modi f icac iones en los procesos de logíst ica
de la empresa.
ESPECIFICOS:
Elaborar la planeación de la logíst i ca de la empresa
acorde con las pol í t i cas de compras y suministros.
Identi f i car la importanc ia de las compras y los suminist ros
en la logíst i ca comerc ia l .
D iseñar las estrategias de logíst ica comercia l acorde a los
presupuestos.
6 d e 4 1 5
COMPETENCIAS
La integración estructural de una competenc ia de
aprendizaje y la t ipo logía del curso permi te e l d i seño de
estrategias pedagógicas de aprendizaje , como el saber, el
hacer, en contexto, e l módulo a través del énfas is teór i co,
desarro l la en e l a lumno competencia cogni t ivas,
invest igat ivos, ana l í t icos , comprensivos y evaluat ivas.

7 d e 4 1 5
METAS
Al f inal i zar e l curso e l a lumno estará en capac idad de:
• Diseñar planes de log íst i ca comercia l con pol í t i cas y
problemas apl icables a nive l de la pequeña y mediana
empresa.
• Tomar decis iones basadas en estrategias de logíst i ca
comerc ia l b ien def in idas en e l contexto del medio
empresar ia l co lombiano.
• Ident i f i car e l p lan de logís t i ca comercia l como elemento
const i tu idos del s is tema de logíst ico centra l de la
empresa.

8 d e 4 1 5
UNIDAD 1
SISTEMA LOGISTICO DE LA EMPRESA

9 d e 4 1 5
CONTENIDO
PRIMERA UNIDAD : Sistema log íst i co de la empresa.
CAPITULO 1.
1.1 EVOLUCIÓN DEL CONCEPTO DE LOGÍSTICA.
1.1.1 Logist ica en e l pasado
1.1.2 Logist ica en e l presente
1.1.3 Logist ica en e l futuro
Red logíst ica Intermediar ios
D iseño de un s istema logís t i co e l Sistema Comercia l .
Manutención y almacenaje en la red logíst ica.
Costos logíst icos.
CONCEPTOS AVANZADOS EN LA LOGÍSTICA.
Cambios en e l marcado

1 0 d e 4 1 5
Conceptos logíst icos a mejorar .
Operadores logíst i cos
P lataforma logíst icas mul t imodulares .
NUEVAS TENDENCIAS PARA LA COMPETITIVIDAD.
LECTURA “LOGÍSTICA MAS ALLÁ DE UNA MODA, UN
IMPERATIVO PARA LA COMPETITIVIDAD DE LAS
EMPRESAS”.

1 1 d e 4 1 5
FASES DE APRENDIZAJE
• Fases de Reconoc im ien to :
Con l a s t emá t i c a s de l a p re sen te un i dad e l e s t ud i an te
l l e v a ra a c abo una l e c tu ra au t o r r e gu l ada , e l a bo rando
f i c ha s r e sumen , de sa r ro l l a ndo hab i l i dade s de
pen sam ien to c omo : compa ra c i ó n y c on t r a s t e , l l e v ando
a c abo l a me ta cogn i c i ón (mon i to r eo men t a l )m
de sa r r o l l a ndo c apa c i dade s de pensam ien to c r i t i c o ,
a na l í t i c o y r e f l e x i ó n .
• Fase de P ro fund i zac ión y T rans ferenc ia :
Lo s e s tud i an te s s e o r gan i z an e n pequeños g rupo s ,
l l e v ando a c abo l a so c i a l i z a c i ó n de l a s t emá t i c a s
t r a ba j ada s e n l a f a s e de r e cono c im i en to .
Se nombra un mode r ado r , l o s e s tud i an te s e xp re san sus
o p i n i o ne s f r e n t e a l a d i nám i ca an te r i o r . S e s e l e c c i o na
un (1 ) e s t ud i an t e po r c ada pequeño g r upo pa ra que
e xponga l a s c on c l u s i one s .
C ada e s t ud i an te i n t e rvend rá e n l a p l ena r i a ha c i endo
p re gun ta s , s uge ren c i a s o c r í t i c o s . Se p re sen ta r á po r
c ada pequeño g r upo s un i n f o rme a l t u t o r . Se l l e v a rá
a c abo l a re t r oa l imen t a c i ó n r e spe c t i v a .

1 2 d e 4 1 5
INTRODUCCION
La logíst ica abre e l paso a la innovac ión y a la
creat iv idad, ya que dicho concepto ha sufr ido
s igni f icat ivos cambios .
A l hablar de logíst i ca nos refe rimos a: Red logíst ica,
aprovis ionamiento, dist r ibuc ión f í s ica, producción y
costos .
Hay que tener en cuenta que en todo proceso logíst ico
interviene: la mater ia pr ima, producc ión, a lmacenamiento,
t ransporte y dist r ibuc ión, herramientas indispensables ara
l levar a caso dicho proceso logíst ico .

1 3 d e 4 1 5
CAPITULO 1.
1.1 EVOLUCIÓN DEL CONCEPTO
DE LOGÍSTICA
E l concepto de logíst i ca ha sufr ido cambios s ign i f i cat ivos
en las ú l t imas dos décadas y es probable que sea la punta
que abra e l paso a la innovación a la creativ idad en los
próximos años. En este art í culo se o f rece un comentar io
sobre la evolución del concepto de logíst i ca y , a l hacerlo ,
se hacen resal tar un buen número de logros a lcanzados
hasta la fecha. Además, se ident i f i can y estudian algunas
áreas en las que e l cambio futuro es probable y necesar io .
La intención general de este art ículo es ubicar la
evoluc ión de la logíst i ca en tres contenidos espec íf i cos; la
logíst i ca en e l pasado, la log íst i ca en e l pasado, la
logíst i ca en e l futuro. Si se ent iende de dónde se empezó
y hasta dónde se ha l legado en e l presente, se t iene una
mejor pos ic ión para entender y ant ic ipar las probables
pr ioridades y di recciones del futuro. No hay duda que
todavía hay por delante oportunidades y desaf íos
incre íbles*.
* Una primera versión de este manuscrito fue e discurso principal en el Taller Europeo de Logística Internacional, Organizado por el Council of Logistics Mangement y celebrado en Bruselas, Bélgica, el 9 de junio de 1986.

1 4 d e 4 1 5
La presentación también aprovecha l iberalmente la
r iqueza de conocimientos adqui r idos con anter io r idad, lo
mismo que comentar ios y exper iencias re lacionadas
ampl iamente con la perspect iva h istóri ca de la logíst i ca.
E l tópico de “evoluc ión de la log íst ica” no es nuevo, y hay
mucha gente que ha medido y evaluado dónde estuv imos
en e l pasado y lo que se cons ideró como pr ioridades en
aquel los días†. Con base en e l conocimiento obtenido de
var ias de esas contr ibuciones, se br indará un comentar io
edi toria l sobre los tópicos de dónde estamos y hacia
dónde nos di r ig imos.
Un aspecto pre l iminar es e l que se ref iere a la
terminología, y especí f icamente a l s igni f i cado de términos
ta les como logíst i ca, manejo de mater ia les y d is tr ibución
f ís i ca. Mientras que muchos autores intentan def in i r cada
uno de estos términos de manera concre ta, e l hecho es
que en la práct ica actua l de los negocios esos términos se
usan de manera indist inta. Cada profes iona l en este
campo t iene al menos una interpretación l igeramente
d i ferente de lo que cada uno de estos términos s igni f ica y
† La Londe Bernard J., 9ina reconfiguración de los sistemas logisticos en la decada de l980: estrategias y retos”, pp. 1-11; Heskett, James L., “Retos y oportunidades para los ejecutivos de logística en la década de 1980”, pp. 13-19, y Bowersox, Donaid J., “Emergiendo de la recesión: el rol de la administración logística”, pp. 21-33. También relevantes y con visión profunda son: La Londe Bernard J., Grabner John R. Jr. y Robeson James F., “Sistemas de distribución integrada: pasado, presente y futuro”, que apareció como capítulo 2 en The Distribution Handbook (New York, N.Y.: The Free Press, 1985), pp. 15-27; Langley, C. John Jr., “Administración de la distribución física: una perspectiva estratégica”, Memorias - Conferencia Anual 1982 del National Council of Physical Distríbution Management (Qak Brook, IL: National Council of Physical Distribution Management, 1982); y Stewart, Wendell N., La Londe, Bernard J., Heskett, James L., y Bowersox, Donaid J., “Una mirada al futuro”, que apareció como capítulo 4 en 77ze Distribution Handbook (New York, N.Y.: The Free Press, 1985), pp. 44-72.

1 5 d e 4 1 5
lo mismo pasa con cada empresa. Por es ta razón, no se
cuestionará aquí la terminología, ya que se supondrá que
existe un entendimiento común en que cualquiera o todos
esos términos se ref ieren generalmente a un conjunto
ampl io de act iv idades re lacionadas con e l movimiento y
a lmacenamiento de productos e información. Estas
act iv idades se real i zan para lograr dos metas comunes:
br indar un nive l aceptable de servic io a los c l ientes y
operar un s istema log ís t i co que permi ta ajustarse en
general a los requerimientos de los c l ientes.
1.1.1 La Logística En El Pasado. Podría pensarse que
una act iv idad tan extensa como la logíst i ca ser ía tan
conoc ida como otras disc ip l inas profesionales, como
sucede en e l caso de mercadotecnia, ventas, f inanzas,
leyes o ingeniería. Sorprendentemente, no es as í . Como el
movimiento no cambia la apar iencia de un producto,
mucha gente o lv ida que e l empacado, e l manejo de los
materia les , e l a lmacenamiento o e l transporte le agregan
valor a l producto. Una pieza de equipo industr ia l fabr icado
en Alemania pero cuyo dest ino es Chicago, I l l ino is, es de
poco valor hasta que esté en las instalac iones del c l iente
en e l momento correcto, en e l lugar correcto y en las
condic iones correctas . El cumpl imiento de los requis i tos
que aseguran la única y necesar ia combinación de
empacado, manejo, a lmacenamiento y t ransporte —esto
es, la logíst ica— en muchos casos dupl ica e l valor de un
producto, desde que es fabricado o cosechado, hasta que
es consumido o ut i l i zado en algún proceso industr ia l .

1 6 d e 4 1 5
Sobre e l desarro l lo histórico que condujo a las func iones
logíst i cas y de d is tr ibución f ís ica de nuestros d ías, Donald
J . Bowersox real i zó un anál i s is en t res etapas‡. La pr imera
de e l las fue la que comenzó en 1950 y culminó en 1964,
t i tu lada “Origen y una nueva di rección” . En los años de la
postguerra, la pro l i feración de productos y la
comercia l i zación s in orden, dos tendenc ias básicas del
mercado, forzaron a los administ radores a buscar nuevas
formas que ayudaran a contro lar los costos de
d ist r ibuc ión. La administ rac ión de la distr ibuc ión f í s ica
nació como una postura reactiva, con e l ímpetu or iginal
de reaccionar ante los problemas del mercado. No
obstante que los costos de la d istr ibución f í s ica van del
10% al 30% de las ventas , y aun más en algunas
empresas, muy pocas de e l las tenían la es tructura de
organización adecuada para sacar ventaja de una ampl ia
var iedad de oportunidades de intercambios en e l área de
la logíst i ca o la adminis tración de la dis tr ibución f í s ica.
Por e jemplo, en e l per íodo de 1950 a 1964 la mayoría de
los gerentes de dis tr ibución f í s ica no tenían la
responsabi l idad del contro l de inventar ios, así que no
había mecanismos que just i f i caran grandes inventar ios
para hacer ahorros en los costos de transporte . El mayor
reto de esa época era captar la a tención de los a l tos
e jecut ivos y enfocarla hacia e l concepto de la d is tr ibución
f ís i ca.
‡ Bowersox, Donald J., “Emergiendo de la recesión: el rol de la administración logistica”, pp.21-24.

1 7 d e 4 1 5
S in embargo, ta les general i zac iones deben verse en su
perspect iva apropiada. Lo pr imero que hay que tener en
mente es e l hecho que la logís t i ca y la dis tr ibución no
eran conceptos del todo nuevos en e l período 1950-1964,
y que a lgunas decis iones de intercambios que ahora
t ienen gran aceptación están muy le jos de ser lo que
podría l lamarse “contemporáneas”. Por e jemplo, en un
l ibro de lecturas preparado hace un buen número de años
por Norm Danie l y Dick Jones se c i taba un pasaje muy
interesante publ icado en 1844 por Jules Dupui t , un
ingeniero francés , en e l que expl i caba cómo un
t ransport i s ta podía hacer un intercambio entre transportar
por agua o t ransportar por t ierra. El texto del pasaje es e l
s iguiente§:
E l hecho es que e l transporte por t ierra, s iendo más
rápido, más conf iable y menos sujeto a pérd idas o
daños, t iene ventajas a las cua les e l hombre de
empresa les otorga un considerable valor . S in
embargo, puede ser que e l ahorro de 0.87 f rancos
induzca al comerc iante a usar e l canal ; puede
comprar a lmacenes y aumentar su capi ta l f lo tante
para tener a mano suf ic ientes b ienes y protegerse
contra la lent i tud e i r regularidad del t ransporte por
agua, y s i todo le dice que e l ahorro de 0.87 francos
en costos de t ransporte le dará una ventaja de unos
§ Daniel, Norman E. y Jones, J. Richard. Business Logistics Conceps and Viawpoints (Biston, MA: Allyn and Bacon, Inc., 1969), p xi.

1 8 d e 4 1 5
cuantos centavos, se decidi rá en favor de la nueva
ruta. . .
Así , e l concepto de intercambio de transportación por
inventarios era conoc ido formalmente por lo menos a
mediados del s ig lo XIX, Y la explotac ión de este
intercambio básico seguramente se remonta mucho más
en e l pasado.
A pr incipios de la década de 1960, Peter Drucker, el
l lamado gurú de la administ rac ión, ident i f i có e l problema
y enfocó su atención en los retos y oportunidades que
of rec ía e l campo de la logíst ica y la dist r ibución. En su
memorable art ículo escri to en 1962, “El continente negro
de la economía**” , Drucker di jo:
Sabemos ahora un poco más sobre dist r ibuc ión que lo
que sabían los contemporáneos de Napoleón sobre el
interior de Áfr ica. Sabemos que está ahí y que es
grande; eso es todo. Hay muchos expertos en las
fases indiv iduales: transporte y a lmacenamiento,
venta y hábi tos de compra de los consumidores,
e t iquetado y empaque, factoraje y seguros. Pero
cuando una importante dependencia gubernamental
so l ic i tó dos o tres consul tores sobre dist r ibución, de
mucha gente a la que se preguntó en la industr ia , en
** Drucker, Meter F., “El conteniente negro de la economía”, Fortune, abril, 1962

1 9 d e 4 1 5
el gobierno y aun en las univers idades nadie pudo
nombrar un solo candidato cal i f i cado. . .
E l pro fesor Drucker identi f i có e l re to, y lo dejó para
que otros lo aceptaran y lo resolv ieran. Por esta
razón, los años t ranscurr idos desde pr incipio de la
década de 1960 han s ido test igos de avances
s igni f icat ivos y progreso en los campos de la log íst i ca
y la distr ibución, y parte del méri to debe atr ibu i rse a
la re lat ivamente dura y vis ionar ia evaluac ión hecha
por Peter Drucker en aquel los pr imeros años.
1.1.2 La Logística En El Presente Los úl t imos veinte
años transcurr idos hasta e l presente han conformado una
de las más est imulantes e intensas épocas en la his tor ia
de la logíst i ca y la distr ibución f í s ica. Fue durante este
per íodo que la gente de empresa y los profesores hic ieron
un f i rme compromiso con e l los mismos y con su profesión
a l aceptar e l reto de hacer cualquier cosa para mejorar e l
pro fes ional i smo y la efec t iv idad de la función logíst i ca en
las empresas de hoy.
Muchos conocimientos se generaron en este per íodo, y es
importante cons iderar las áreas c lave en las que se
progresó. “La logíst i ca en e l presente” es la culminación
de muchos esfuerzos exhaustivos y e fect ivos.
Bowersox se re f iere a la época que empezó en 1965 como
“ los años de la maduración del manejo de materia les y

2 0 d e 4 1 5
dist r ibuc ión f í s ica††. E l énfas is puesto en e l servic io al
c l iente durante este período que e l factor más importante
en la maduración de la administ rac ión de la d is tr ibución
f ís i ca y de la logíst ica. Además del hecho que los
administ radores de la dist r ibuc ión f í s ica comenzaron a
tener voz en la toma de dec is iones sobre los inventar ios,
se reconoc ió que una operación logíst i ca bien
administ rada podr ía tener e fectos pos i t ivos en e l f lu jo de
e fect ivo, puesto que reduc ía la longi tud del c ic lo d
procesamiento de los pedidos y, por tanto, acortaba e l
t iempo de recuperación de las cuentas por cobrar . Los
e jecut ivos dedicados a la dist r ibución f ís i ca asumieron con
gusto una postura proposi t iva y no reactiva en la toma de
decis iones.
También en este per íodo ocurr ió la integrac ión del manejo
de materia les y la dist r ibuc ión f í s i ca. Se reconoció la
neces idad de coordinar los movimientos de productos e
información tanto dentro de sus propios l ími tes como
fuera de e l los, y e l resul tado fue una estructura de
organización más e fect iva y con mayor capac idad de
respuesta.
Junto con los equipos de computación y los s is temas de
manejo de información, los a l tos e jecut ivos en las áreas
de distr ibución f ís i ca y manejo de mater ia les comenzaron
a ganar terreno y se les reconoció que su nive l de toma
de decis iones era verdaderamente e jecut ivo. Así , quizá †† Bowersox, Donald J., “Emergiendo de la recesión: el rol de la administración logística”, pp. 24-27

2 1 d e 4 1 5
una manera provechosa de ver es ta época y sus
resul tados es identi f i car y estudiar los acontecimientos
que dejaron huel la .
Lo pr imero es que f ina lmente hubo un consenso en e l
s igni f icado de administ ración logíst i ca. Mientras que la
terminología es de caracterí s t i cas exclusivas para cada
indiv iduo y para cada empresa, parece haber un acuerdo
general en que e l término “ logíst i ca” combina los
conceptos indiv iduales de manejo de materia les y
d ist r ibuc ión f í s i ca. Como resul tado y acorde con su
reciente cambio de nombre, e l Counci l of Logist i cs
Mariagement ha actual i zado su def in i c ión de log íst i ca:
Logís t ica es e l proceso de planeación, instrumentación y
contro l e f ic iente y efect ivo en costo del f lu jo y
a lmacenamiento de mater ias primas, de los inventar ios de
productos en proceso y terminados, así como de l f lujo de
la información respectiva desde e l punto de or igen hasta
e l punto de consumo, con e l propósi to de cumpl i r con los
requerimientos de los c l ientes.
Es importante notar que esta def in i c ión incluye e l f lu jo
tanto inte rno como externo de mater ia les. Incluye los
movimientos internos de la p lanta, así como los
movimientos de plataforma a p lataforma. Hace especial
h incapié en la coordinac ión y e l contro l de los s i stemas de
t ransporte y a lmacenamiento.
2 2 d e 4 1 5
La pr imera def in ic ión de “administración de la dis tr ibución
f ís i ca” del c i tado Consejo ponía énfasis en las activ idades
especí f icas contenidas dentro de la func ión, la úl t ima
def in i c ión no cont iene una l is ta de esas act iv idades, pero
se sobrentiende que son muchas y d iversas. Según sea lo
que se mueva y hacia dónde, puede interpretarse
fáci lmente que en la func ión están incluidas las s iguientes
act iv idades: t ransporte , procesamiento de órdenes de
t rabajo y operaciones re lac ionadas con e l centro de
d ist r ibuc ión, contro l de inventar ios , compras, producción,
ventas y servic io a l c l iente. Aunque e l término “ logíst i ca”
puede tener impl icac iones excepcionalmente ampl ias, e l
enfoque real de la func ión logíst i ca varía de una empresa
a otra.
F inalmente, a l margen de lo que se entienda por logíst i ca,
parece que hay un gran acuerdo en que las act iv idades de
la logís t i ca se rea l i zan con e l propósi to de cumpl i r con la
demanda de los c l ientes, ya sea que sus requer imientos
tomen la forma de neces idades de serv ic io o de
instalaciones adecuadas para la fabri cac ión. Si se
incorpora e l término genérico “cumpl i r con los
requerimientos”, la meta de cualquier esfuerzo logíst i co
puede t ransmit i rse con exact i tud y éxi to .
E l segundo acontecimiento importante ocurr ió cuando se
ident i f i caron y anal i zaron los ro les a l ternat ivos de la
logíst i ca dentro de la empresa. Las cuatro etapas en e l
desarro l lo de una func ión logís t i ca van desde la etapa

2 3 d e 4 1 5
uno, la más s imple , hasta la etapa cuatro, la más
comple ja‡‡.
Hay un número desconcertantemente grande de empresas
que no han pasado de la etapa uno, en las que la
d ist r ibuc ión f ís ica o logíst i ca se ve sólo como un área de
contro l de costos. Desa fortunadamente, a pesar de que
a lgunas de estas empresas han designado personas en
puestos con nombres r imbombantes, e l hecho es que la
logíst i ca no se ve como un e lemento c lave en sus
act iv idades estratégicas globa les. Las empresas que están
en la etapa dos han reconocido en la logíst ica capacidades
que t ienen un impacto posi t ivo y favorable en los ingresos
por ventas, lo que les ha permi t iendo justi f i car una
or ientac ión hacía los centros de ut i l idades. El hecho que
muchas empresas no han podido medi r con precis ión los
impactos de la d ist r ibución f ís ica en las ventas no debe
l levar a regresar- las de la etapa dos a la etapa uno. Debe
dárseles crédi to a l menos por intentarlo y seguramente
con un esfuerzo continuado obtendrán resul tados antes
que pase mucho t iempo. La etapa tres está reservada para
las empresas que han avanzado más al lá del concepto de
los centros de ut i l idades y que ven en la log íst i ca una
manera de di ferenciar sus productos y ofertas de servic ios
de aquél los que of recen sus compet idores. De esta
manera, las capacidades logíst icas de la empresa pueden
cons iderarse como un insumo c lave para la formulación de
‡‡ Para una explicación más detallada de las etapas del desarrollo de la función logística, ver Langley, C. John Jr., “Emergiendo de la recesión: el rol de la administración logística”, pp. 887-839

2 4 d e 4 1 5
estrategias en e l área de segmentación de mercados.
F inalmente, hay c ier tos casos en los cuales las pr inc ipa les
ventajas es tratégicas de una empresa gi ran a l rededor de
su act iv idad logíst i ca, y en estas condic iones t iene
garanti zada su ubicación en la etapa cuatro. A pesar de
que esta etapa representa e l más al to nive l de
importanc ia asignado a la func ión logíst ica dentro de la
empresa, aspi rar a es te nive l parase menos apropiado
para c ier tas industrias que para otras. Como un objet ivo
general , cada empresa en lo part i cular deber ía aprovechar
cada oportunidad que se le presente para l legar a l menos
a la etapa dos, y pre ferentemente a la etapa tres .
E l s tatus actual de la logíst ica dentro de las empresas la
ha colocado en un nive l que hace vis ib le su importante
función y ha hecho que los a l tos nive les e jecut ivos
reconozcan su importancia es tratégica. En e fecto, el
hecho es que la logíst i ca está s iendo ut i l i zada cada vez
con más frecuenc ia como un medio para desarro l lar
ventajas compet i t ivas, ya sea como una ayuda para bajar
los costos uni tar ios o como un medio adic ional para
obtener di ferenc ias en los mercados. Como quie ra que
sea, la tendencia obvia es que las empresas esperan más
de esta función, y la logíst i ca no las está decepcionando.
Por úl t imo, las funciones logíst icas de hoy son mucho más
ampl ias de lo que fueron en los años anter iores y
generalmente incluyen más act iv idades. Aunque los
gerentes de otras áreas de la empresa ven con
preocupación e l aparente deseo de los e jecutivos de

2 5 d e 4 1 5
logíst i ca de incrementar su ámbi to de responsabi l idad, un
verdadero entendimiento de la def in i c ión de logíst i ca
just i f i ca ta l expansión en la mayoría de los casos .
Otra área importante en la que se ha avanzado en los
ú l t imos veinte años es la identi f i cación de la necesidad de
integrar los s is temas de logíst i ca, con un progreso
s igni f icat ivo en e l logro de esa meta. Espec í f icamente, se
ha comenzado a medi r los costos logís t i cos , a entender
los intercambios y a tomar decis iones log ís t i cas
integradas. Se ha adoptado poner énfas is en e l c i c lo de
las órdenes de trabajo como una base para hacer la
evaluac ión del n ive l de servic io a l c l iente; asimismo, se
han hecho avances en e l área de los s is temas formales de
contabi l idad y contro l . Así , ha quedado demostrada la
habi l idad de ser más e fect ivos en la coordinac ión y en la
administ ración de un gran número de activ idades
logíst i cas en forma simul tánea.
Además, es est imulante constatar la capacidad de la
función logís t ica de coordinarse y t rabajar estrechamente
con otras importantes áreas func ionales de la empresa. La
interre lación con mercadotecnia, f inanzas y la d i rección
corporativa es esencia l para que la logíst ica pueda
cont inuar respondiendo a las prior idades diarias .
Otro aspecto que conf i rma que los s is temas logíst i cos se
han vuel to más integrados es la tendencia evidente hacia
la ce lebración de convenios de asociación con vendedores,

2 6 d e 4 1 5
c l ientes y otras ent idades externas. Esta tendenc ia está
c laramente def in ida y apoyada por e l hecho que más y
más empresas han adoptado enfoques de “canal total” en
sus negocios y han desarro l lado vínculos con vendedores
y c l ientes en un esfuerzo por tomar dec is iones logís t i cas
del t ipo ganar-ganar que benef ic ien a todas las partes.
También se ha tenido éxi to en e l desarro l lo de pol í t icas de
servic io a l c l iente y en la def in i c ión de fuentes y
estrategias de abastec imiento para v incularse
e fect ivamente con los socios del canal . Por úl t imo, se ha
comenzado a aprovechar la capacidad of recida por
proveedores de servic ios logíst icos esenc ia les, tendencia
que aparentemente va en aumento.
Una cuarta área en la que se ha v isto un avance
s igni f icat ivo en los años recientes es la correspondiente al
surgimiento y desarro l lo de programas académicos
enfocados especia lmente a aspectos y temas de
administ ración log íst i ca. Se ha tenido éxi to en legi t imar la
logíst i ca a nive l universi tario, y como una profesión,
ahora se puede encauzar a los mejores y más br i l l antes
estudiantes hac ia excelentes programas universi tar ios
dedicados a esta área. Se ha visto también en años
recientes que ha mejorado la cal idad y cant idad de los
puestos que ocupan al empezar a t rabajar los egresados
universi tar ios que han escogido la logíst i ca como su área
de interés profesional y espec ia l i zación; además, es
incuestionable que la industria le ha dado pr ioridad a la
contratac ión de personas que tengan interés y

2 7 d e 4 1 5
conoc imientos de administ ración logíst i ca. La comunidad
académica debe segui r preparando profes ionales que
tengan conoc imientos y apt i tudes en áreas va l iosas para
e l mundo de los negocios. Se neces i tará una comunión de
pensamiento y p laneación de la comunidad académica y e l
mundo de los negoc ios para hacer f rente a este reto en el
futuro.
Como un quinto punto, es vál ido c las i f icar o caracter i zar
los pasados veinte años como un periodo durante e l cual
se han hecho progresos cons iderables en términos de la
profes ional i zación de la función logíst i ca en las empresas
y en sostener esa posic ión para obtener todavía mayores
ventajas de los es fuerzos logíst icos en e l futuro. Aunque
los factores cambian en cada parte del mundo, en los
Estados Unidos se ha visto una rec iente y s igni f icat iva
reducción en los gastos logíst icos expresados como un
porcentaje del producto nac ional bruto. Aunque hay
muchas maneras de interpretar este cambio, la más
conoc ida es la que expone que se ha a lcanzado mayor
e f ic iencia en la administ ración de las act iv idades logíst i ca
y, como resul tado de e l lo , se ha tenido la capac idad de
cumpl i r con los requer imientos de los c l ientes a nive les de
costos uni tarios generalmente más bajos.
1.1.3 La Logíst ica En El Futuro. Hay var ias áreas
especí f icas en las que la “ log íst ica del futuro” podrá
d ist ingui rse de la logís t i ca del presente y de la logíst i ca
del pasado.
2 8 d e 4 1 5
En la pr imera de estas áreas se está viendo un gran
interés en e l tóp ico de la “cal idad” y la importancia que la
administ ración de la ca l idad t iene en los esfuerzos
logíst i cos globa les. Así como muchas de las grandes
corporaciones se han comprometido con la ca l idad, otras
empresas dan pr ior idad al desarro l lo de programas
innovadores para alcanzar la cal idad en e l área logíst i ca.
Ya sea que se def ina la cal idad como “hacerlo bien a la
pr imera vez”, o “cero defectos”, o incluso como un
“proceso de contro l es tadíst ico”, todos estos esfuerzos
están diseñados para lograr cumpl i r con los
requerimientos de los c l ientes. Dado e l hecho que la
logíst i ca es un área de la empresa muy orientada a la
acc ión, hay muchas oportunidades para desarro l lar
s is temas logíst icos y capac idades que l levarán a obtener
mejores nive les de cumpl imiento.
La segunda de estas áreas comprende e l avance en la
habi l idad para integrar los conceptos de “ t iempo” y
“espacio”. Las dec is iones logíst icas tradic ionalmente se
han tomado cons iderando estos dos conceptos, pero por
separado y no en conjunto. Por e jemplo, f recuentemente
se habla del t iempo en términos de minutos, horas o días;
y del espacio en términos de mi l las o ki lómetros . El hecho
es que muchos autores hacen notar la importancia de
combinar es tos dos conceptos. No hay duda que los
avances serán s igni f icat ivos en esta área en los años por
veni r .

2 9 d e 4 1 5
E l tercer punto donde la logíst ica del futuro se d is t ingui rá
se re laciona con las grandes oportunidades que ofrecerá
e l contexto internacional en esta disc ip l ina . Mientras que
e l mercadeo internacional puede verse como algo
opcional , la búsqueda a nive l internac ional de proveedores
y fuentes de abastecimiento de mater ias pr imas podrá , en
muchos casos, ser considerada como un asunto de
neces idad económica. Conforme muchas empresas en
var ios ramos industria les ampl ían su capacidad para
obtener mater ias primas, componentes y mercanc ías de
u l t ramar y de l Tercer Mundo, las empresas compet idoras
se ven pres ionadas para al menos investigar la forma r
adqui r i r una capacidad s imi lar. No responder a este t ipo
de retos puede s igni f icar e l suic id io económico de la
empresa que se rehúse a cambiar sus formas ancestrales
de hacer negoc ios. Como resul tado, las empresas
progres is tas están buscando otras formas de incrementar
su fuerza mediante re laciones de negocios internac ionales
que sean apropiadas.
Esta tendencia no sólo continuará, s ino que será de
interés creciente para las empresas que desean competi r
y operar en e l contexto internac ional .
E l área en cuarto lugar de la l i s ta es e l cambio en e l
énfasis que se pondrá en la consideración de “atr ibutos
logíst i cos” más que en hacer continuamente re ferencia

3 0 d e 4 1 5
di recta a “serv ic ios logíst i cos especí f i cos,§§ Quizá e l
t ransporte sea la act iv idad que mejor e jempl i f ique esto;
en Estados Unidos, por e jemplo, t radic ionalmente se ha
ident i f i cado la ac t iv idad del t ransporte con términos muy
especí f icos, como carga para camión completo, carga para
menos que un camión, carga para un vagón de ferrocarr i l ,
carga de paqueter ía , e tc. En e l futuro, es tos términos
especí f icos se descompondrán en sus “atr ibutos”
fundamentales y se buscará e l serv ic io de transporte que
presente e l mejor conjunto de atr ibutos considerados
como deseables , exista o no un modo o un vehículo
adecuado disponible. De esta forma, no sólo se recibi rá lo
que se esté pid iendo en mayor medida, s ino que para
propósi tos práct i cos se est imulará e l desarro l lo de formas
progres is tas e innovadoras de t ransporte que sat i sfagan
las neces idades de los c l ientes.
Como una quinta área se puede mencionar e l surgimiento
de las “entidades externas” f inales . Mientras que en e l
escenario actual de la logíst i ca los grupos externos se han
involucrado cada vez más en la función logís t i ca, ahora
hay un interés crec iente en uti l i zar a terceros para que se
encarguen prácti camente de todo lo re ferente a la
d ist r ibuc ión y la función logíst i ca dentro de la empresa.
Existen e jemplos excelentes de este enfoque en Estados
Unidos, donde e l n ive l de exper iencia de t rabajar con
ent idades externas y la contratación de servic ios ha §§ El uso de palabra “atributo” en esta sección es análogo el hecho que muchos comerciantes definen preferentemente un producto en términos de sus atributos o los servicios que brinda y no en términos de sus características físicas especificas.

3 1 d e 4 1 5
sobrepasado s ign i f i cat ivamente lo ocurr ido hasta la fecha
en Europa. No obstante que esta forma de operar puede
parecer extraña a los gerentes t radic ionales, hay una
neces idad cr í t ica de entender exactamente lo que se
necesi ta hacer y proceder a ident i f i car y diseñar la mejor
manera de alcanzar esas metas.
La sexta área que dist ingui rá a la logíst ica de l futuro es la
posibi l idad de que muchos de los actuales e jecutivos
encargados de funciones logíst i cas es tán por cambiarse
e l los mismos de sus puestos de trabajo***. Aunque a
pr imera vista es ta af i rmación puede parecer muy seria , e l
hecho es que una organización logís t i ca bien conformada
puede ser cons iderada a nive l interno de ta l manera
importante por la di recc ión general que algunas veces
resul ta di f íc i l deci r dónde termina la administ ración
logíst i ca y dónde empieza la administ ración corporat iva.
Lo que realmente ha pasado en este t ipo de s i tuac iones es
que e l concepto de logíst ica logra permear todas las
act iv idades de la empresa, pero la pérdida de su propia
ident idad de ninguna manera s igni f ica que disminuye su
importanc ia. Así mismo, los ejecut ivos de log íst i ca que
han tenido éxi to en e l desarro l lo de s is temas e fectivos
pueden muy bien haber logrado buenos puntos para la
evaluac ión de su desempeño y por tanto quedan
cal i f i cados para asumir posic iones de más al to n ivel en la
*** La noción de que los ejecutivos de logística “están por cambiarse ellos mismos de sus puestos
de trabajo” fue primero anotada y estudiada por Heskett, James L., “Retos y oportunidades para los ejecutivos de logística en la década d e 1980”, Journal of Business Logistics, 4(1), 18-19

3 2 d e 4 1 5
administ ración corporat iva o en la adminis tración de otras
áreas funciona les . Tales promoc iones deben ser v istas no
sólo como el ref le jo de un buen desempeño personal , s ino
también como una preocupación o una aprobación táci ta
de la importanc ia de la logíst i ca en e l logro de las metas
g lobales de la empresa. Relatos de éxi to como éste se
oyen cada vez con mayor f recuencia en la ac tual idad.
Como punto sépt imo y f inal , existe una gran necesidad de
que los ejecut ivos que ocupan un puesto en e l campo de
la logís t i ca capac i ten a otros en esta disc ip l ina y ayuden
en su di fusión y promoción en otras áreas funcionales de
las empresas, lo mismo que en otros sectores de la
industria. Incumbe a cada uno de estos e jecut ivos hacer
todo cuanto pueda para “vender” e l concepto de logíst ica
y para hacer que los demás se enteren de las ventajas
que pueden tenerse al dar pr ioridad a las
responsabi l idades administrat ivas en esta área de la
empresa. Así como existen var ias formas en las cuales la
función logís t ica puede ayudar a disminui r los costos y a
d i ferenc iar a una empresa de sus compet idoras, hay
también una ampl ia gama de oportunidades para usar la
logíst i ca como una herramienta para que otras áreas
funcionales t rabajen mejor. En la medida en que esto
ocurra, la credib i l idad interna y e l interés por la función
de la logíst i ca s in duda se acelerará.
3 3 d e 4 1 5
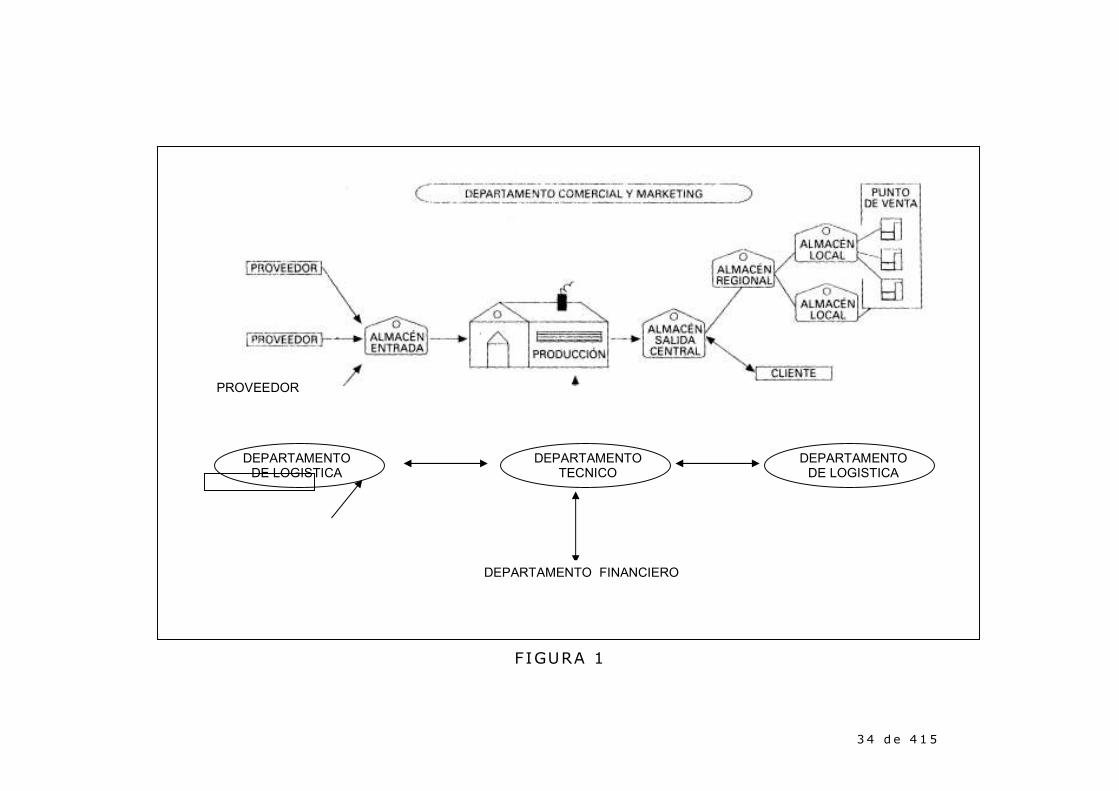
1.2 UN SISTEMA LOGÍSTICO. ORGANIGRAMA DE
EMPRESA
Hay act iv idades c lási cas empresaria les que, agrupadas en
grandes departamentos. podrían ser:
- aprovis ionamiento,
- producción,
- d i s tr ibución f ís ica.
Todas deben ser descompuestas y soportadas por otras
funciones de importancia re lat iva al t ipo de empresa, a l
mercado en e l que opera, a l t ipo de producto. e tc.
En la f igura 1 puede aprec ia rse un esquema s impl i f icado
de la inf luencia de varios departamentos t íp icos en e l
proceso general empresaria l .
Todavía es f recuente encontrar las act iv idades logís t icas
d ispersas en departamentos f inanciero, producción y
comercia l , como muestra e l esquema de la f igura 2.
Una pr imera evolución en distr ibución de act iv idades nos
aproximaría a una organización logíst ica por funciones,
según e l esquema de la f igura 3.
Por ul t imo considerando como departamentos de pr imer ni
e l de l <<departamento de logíst i ca>>, podríamos
establecer e l s igu iente diagrama de bloque de la f igura
4.
3 4 d e 4 1 5
F IGURA 1
DEPARTAMENTO TECNICO
DEPARTAMENTO DE LOGISTICA
DEPARTAMENTO DE LOGISTICA
PROVEEDOR
DEPARTAMENTO FINANCIERO

3 5 d e 4 1 5
DIRECCION
GENERAL
FIGURA 2. Act iv idades t íp icas logíst i cas
DEPARTAMENTO FINANCIERO
DEPARTAMENTO DE PRODUCCION
DEPARTAMENTO COMERCIAL
PROCESO DE PEDIDOS
INVENTARIOS
SISTEMAS DE INFORMACIÓN
APROVISIONAMIENTO
ALMACEN DE MATERIAS PRIMAS INGENIERIA Y DISEÑO PLANEACION DE LA PRODUCCION FABRICACIÓN
CAPTURA DE PEDIDOS
PREVENSIÓN DE VENTAS
ALMACENES DE PRODUCTOS TERMINADOS
TRANSPORTE Y DISTRIBUCIÓN

3 6 d e 4 1 5
F igura 3. Act iv idades t íp i cas log íst icas.
DIRECCION GENERAL
FINANCIERO
PRODUCCION
DISTRIBUCION FISICA
COMERCIAL
INGENIERIA Y DISEÑO FABRICACION GESTION DE MATERIALES
APROVISIONAMIENTO GESTION DE MATERIAS PRIMAS PLANIFICACION
DE LA PRODUCCION
TRANSPORTE
ALMACEN DE PRODUCTOS TERMINADOS
PROCESO DE PEDIDOS
GESTION DE STOCKS
CAPTURA PEDIDOS PREVISON DE VENTAS

3 7 d e 4 1 5
Figura 4
DIRECCION GENERAL
FINANCIERO
COMERCIAL
LOGISTICA
FABRICACION
PROCESO DE PEDIDOS ALMACENAJE GESTION DE STOCKS APROVISIONAMIENTO TRANSPORTE DISTRIBUCION PROVEEDORES
PREVISIÓN DE VENTAS PLANIFICACIÓN DE LA PRODUCCIÓN PLANIFICACIÓN DE CAPACIDADES PLAN DE MATERIALES RED DE CENTROS
GESTION
SERVICIO AL CLIENTE
PLANIFICACION

3 8 d e 4 1 5
1.1.4 RED LOGISTICA. INTERMEDIARIOS
Una red logíst ica puede caracter i zarse por los s iguientes
e lementos:
- Proveedores
- Centros de producción
- Almacenes centra les
- Almacenes nac ionales
- Almacenes regionales
- Almacenes locales
- Almacenes de t ráns i to
- Puntos de venta
- Cl ientes .
Esquemáticamente pueden representarse estos diversos
n iveles mediante un grafo, donde los arcos son las
re laciones entre e l los.
PROVEEDORES
PRODUCCIÓN
ALMACENES CENTRALES

3 9 d e 4 1 5
Y NACIONALES
ALMACENES
REGIONALES
A LMACENES LOCALES
C L IENTES Y PUNTOS DE
VENTA
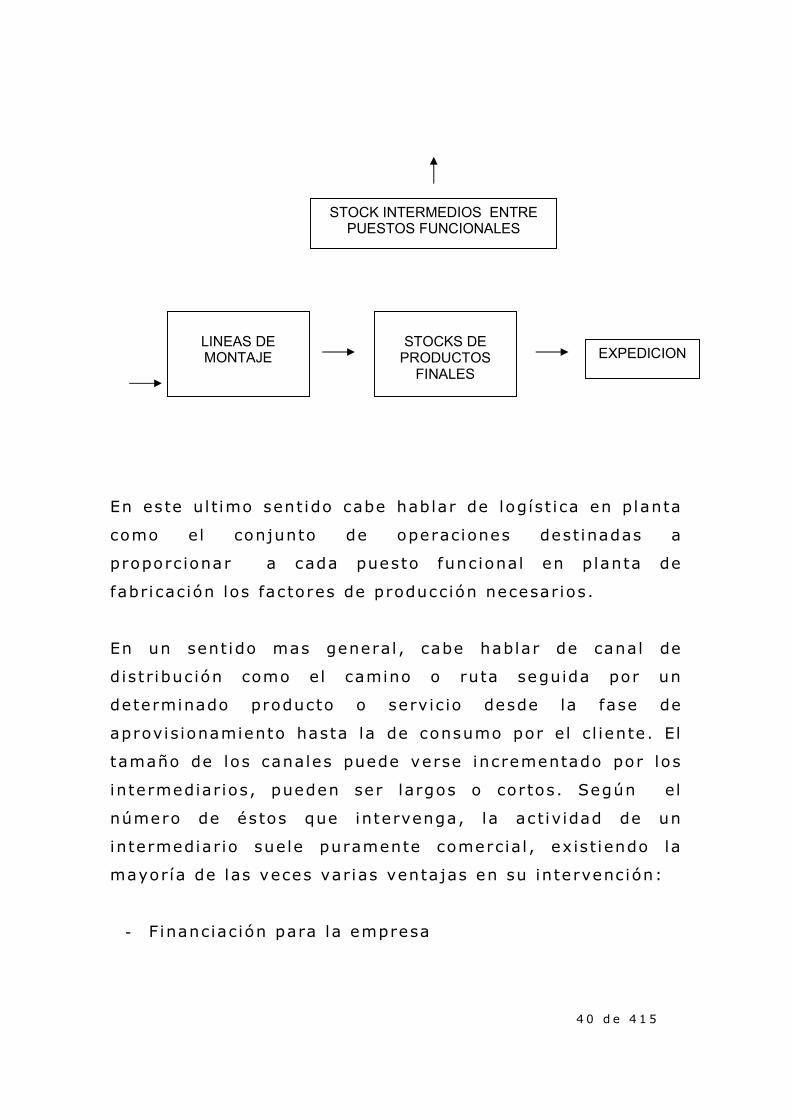
También puede considerarse como una red logíst i ca por e l
f lu jo de act iv idades y mater ia les dentro de una unidad de
producción.
STOCK DE MATERIALES
Y COMPONENTES RECEPCION
LINEA DE PRODUCCION 1
LINEA DE PRODUCCION 2
LINEA DE PRODUCCION 3
STOCK INTERMEDIOS
DE PRODUCTOS SEMILABORADOS
4 0 d e 4 1 5
En este ul t imo sent ido cabe hablar de logíst i ca en planta
como el conjunto de operaciones dest inadas a
proporc ionar a cada puesto funcional en p lanta de
fabri cación los fac tores de producción necesar ios.
En un sent ido mas general , cabe hablar de canal de
d ist r ibuc ión como el camino o ruta seguida por un
determinado producto o serv ic io desde la fase de
aprovis ionamiento hasta la de consumo por e l c l iente. El
tamaño de los canales puede verse incrementado por los
intermediar ios, pueden ser largos o cortos. Según el
número de éstos que intervenga, la activ idad de un
intermediar io suele puramente comercia l , ex ist iendo la
mayoría de las veces var ias ventajas en su intervenc ión:
- F inanciación para la empresa
STOCK INTERMEDIOS ENTRE PUESTOS FUNCIONALES
LINEAS DE MONTAJE
STOCKS DE PRODUCTOS
FINALES
EXPEDICION

4 1 d e 4 1 5
- Absorción de una parte importante del r iesgo.
MARGEN SOBRE PRECIO
FABRICA
MARGEN SOBRE PRECIO VENTA
PUBLICO
PP
P1 M1 =
Margen de l1
M2 =
Margen de l2
P2
PVP = P2
PP
M1
P1
M2
P2
PVP = P2
P = precio de venta a
Si l2 debe vender a PVP = P2
PRODUCTO
INTERMEDIARIO 1
INTERMEDIARIO 2
CONSUMIDOR
PRODUCTO
INTERMEDIARIO 1
INTERMEDIARIO 2
CONSUMIDOR

4 2 d e 4 1 5
intermediario 1 por parte del
productor.
P1 = precio de l1 a l2
P1 = Pp + M1 . Pp = (1 + M1) . Pp
P2 = precio de l2 a consumidor =
PVP
P2 = P1 + M2 . P1 = (1 + M2) P1 =
= (1 + M2) (1 + M1) . Pp
debe comprar a l1 por:
P1 = P2 – M2P2 = (1 – M2)
. P2
P1
P2 =
(1 – M2)
Si l1 debe vender a l2 por P1 debe
comprar al productor a un precio
Pp = P1 – M1P1 = (1 – M1)
. P1
P1
P1 =
(1 – M1)
En general para n intermediaries:
PVP = (1 + M1) . (1 + M2)…(1 +
Mn) . Pp
En general para n intermediarios:
Pp
PVP =
(1 + M1) . (1 + M2)…(1 +
Mn)
- Pueden disminui r coste de a lmacenamiento y de
transporte .
- Están más cerca del consumidor.

4 3 d e 4 1 5
- Reducen e l número de contactos entre fabr i cante y
consumidor.
Pero a cambio de estas ventajas, los intermediar ios toman
un margen de benef i c ios, pudiendo repercuti r sobre e l
precio de venta a l públ ico.
Normalmente, e l margen del intermediar io es un tanto por
c iento calculado sobre e l precio de coste o sobre el precio
de venta. Ambas modal idades de cálculo o f recen dist intos
resul tados sobre e l PVP y sobre e l benefic io del
intermediar io .
Veamos con un e jemplo ambos s istemas:
Un fabr i cante o f rece un producto valorado en 100
unidades monetar ias . Cuenta con dos intermediar ios cuyos
márgenes de benef i c io son del 20 y del 10
respect ivamente, pero fa l ta negoc iar la base de cálculo
del margen. ¿Cuál es la opción más interesante?
MARGEN SOBRE P MARGEN SOBRE PVP
PP=100
PVP = (1+0,2) (1+ 0,1). 100 =
132
Pp=100
100
PVP = =
138,88
(1- 0,2) (1 - 0,1)

4 4 d e 4 1 5
Por supuesto. e l fabr icante t iene algo que deci r sobre
estos prec ios
La segunda opc ión proporciona un PVP mayor que la
pr imera. desde luego le interesa que un producto tenga
un prec io menor para que se venda más.
Otra cuest ión es comparar intermediar ios cuando los
márgenes son dist intos. Sean cuatro intermediar ios cuyos
márgenes son:
MARGENES
Intermediar io 1 30%/Pp
CANAL 1 Intermediar io 2 15%/PP
Intermediar io 3 25%/PVP
CANAL 2 Intermediar io 4 10%/PVP
E l fabr i cante sabe que e l producto t iene un precio de
mercado de 250 pesetas .
La e lecc ión de canales es obvia. No obstante, no sólo ésta
es una cuest ión re levante La f iabi l idad la conf ianza la
cartera de c l ientes de los intermediar ios y otras
c i rcunstancias inf lu i rán en la decis ión, ya que e l
fabri cante suele perder e l contro l de sus productos toda
vez que salen de sus centros de producción. Y no
o lv idemos que los mayoristas suelen tener la in formación

4 5 d e 4 1 5
los medios necesar ios para contro lar la dist r ibución. Rara
vez se f i ja e l prec io de fábr ica en func ión de PVP o de los
márgenes de intermediación. E l mayoris ta apretará al
productor y tratará de negociar márgenes sobre PVP. En
todo este proceso, poco pueden hacer los consumidores.
Tenemos hasta aquí un cr i ter io de se lección de canales de
d ist r ibuc ión, v ía márgenes de benef i c io . Pero existen
otros en función de las caracterí st icas del producto y del
mercado en e l que operan, as í como la experiencia en
nuestro sector de interés. Parecen part icularmente
importantes dos caracter ís t icas del canal :
- Contro l sobre e l canal .
- F lexibi l idad.
Sobre la pr imera de e l las, e l contro l , ya hemos hecho
a lgún comentario . Hay quien se negará a proporcionar
información de las ventas, por e l iminar trabajo
administ ra tivo, o por mantener la total idad del contro l s in
concesiones. En cuanto a la f lex ibi l idad, es importante
para c iertas empresas fabricantes que operan en varios
sectores. Pongamos un e jemplo: Un fabr i cante de
productos de a l imentac ión no tendrá problema con e l
canal a l d ivers i f icar su producc ión. Donde se ende un
producto se puede vender otro. Pero pensemos en un gran
productor que fabr i ca ruedas para automóvi les cables de

4 6 d e 4 1 5
te lecomunicac ión. Di f íc i lmente podrá contar con e l mismo
canal de dist r ibuc ión para todas las gamas de productos.
Aunque son dos e jemplos extremos. se pueden encontrar
casos de productos más próximos en alguna
caracter ís t i ca. en este caso puede ocurri r que los
intermediar ios posean la f lexibi l idad suf ic iente como para
poder actuar con rapidez y e f icac ia .
Desde luego, la e lección del canal no t iene por qué ser
para toda la vida, pero s í es una e lección a largo plazo y.
por consiguiente, debe ser acertada.
CANAL 1
Sobre precio de fabr ica
CANAL 2
Sobre PVP
PVP = 250 ptas.
PVP
P p =
=
(1 + M2) (1 + M2)
250
= =
167,22
(1 + 0,3) (1 + 0,15)
PVP = 250 ptas
P p = PVP [(1-M1) (1-M2)] =
= 250 (1 – 0,25).(1 – 0,10) =
168,75

4 7 d e 4 1 5
Por ul t imo, c i tar e l término “operador logíst i co”, que en
muchos casos v iene a sust i tui r a l de intermediar io . Los
operadores logíst i cos vienen a proporcionar un mayor
servic io en todas las áreas de la logís t ica que la
actuación comerc ia l de l intermediar io . En pr imero, só lo
prestarán serv ic ios de t ransporte , distr ibuc ión y
a lmacenamiento.
1.5 DISEÑO DE UN SISTEMA LOGÍSTICO. EL SISTEMA
COMERCIAL
La pr imera determinac ión a tomar es sobre e l t ipo de
estrategia de dist r ibuc ión e legida. Será propia, creando
para e l lo una red logís t i ca, o será por cuenta ajena,
ut i l i zando los canales de dist r ibuc ión establecidos.
Cuest iones económicas aconsejan e legi r en la mayoría de
los casos la segunda opción. No o lv idemos que la
inversión para e l establecimiento de una nueva red es
muy grande, y mayor lo es e l r iesgo, Pero, desde luego,
existen al ternat ivas intermedias . Por otra parte, los
intermediar ios asentados no sólo dist r ibui rán nuestros
productos s ino otros en e l mismo sector, con lo que su
volumen de ventas garant i za los menores costos de
d ist r ibuc ión.
En lo que se re f ie re a la cobertura de mercado, es to es, la
mayor o menor ampl i tud de puntos de venta en una
4 8 d e 4 1 5
determinada zona, podemos c lasi f icar la estrategia de
d ist r ibuc ión en:
- intensiva
- exc lusiva
- se lect iva
La d ist r ibución intens iva pretende l legar a l mayor número
posible de puntos de venta, aunque alguno de e l los puede
no ser rentable . E l principal inconveniente de este método
es la gran cant idad de intermediar ios necesarios y su
d i f í c i l contro l .
La d ist r ibuc ión exc lusiva, por e l contrario , pretende la
presencia de nuestro producto en un solo punto de venta
por área geográf ica del imi tada, b ien sea por mayoris ta o
por minorista. Desaparecen los inconvenientes de la
d ist r ibuc ión intensiva.
La distr ibución se lect iva es una estrategia intermedia
entre las anteriores.
D iversas consideraciones nos l levar ían a e legi r una u otra,
como por e jemplo la capac idad de ventas de los
d ist r ibuidores, su imagen, los servic ios que prestan,
instalación, mantenimiento , etc. , y el tamaño de los
pedidos. Si este úl t imo es grande, reduce nuestra

4 9 d e 4 1 5
neces idad de almacenaje y puede, incluso, aumentar la
f inanciación. También puede ser importante la
part i c ipación de los dist r ibu idores en los gastos
promociónales y de publ ic idad.
ESTRATEGIAS DE DISTRIBUCION
Intensiva
Productos
base
Productos contra corriente Productos de
impulso
Productos de
urgencia
Exclusiva
Productos espec ia les ( lu jo, e l i t i s ta)
RED LOGISTICA PR
OPIA
RED LOGISTICA AJENA
Se lect iva
Productos de compra re f lexiva
Productos no buscados
La e f icacia del s is tema de dis tr ibución dependerá en gran
medida de todas las consideraciones expuesta
anteriormente y, sobre todo, del comportamiento de los
i ntermediar ios. Podemos uti l i zar los conceptos e f icac ia y
e f icacia para valorar c lasi f icar todos los agentes de la
d ist r ibuc ión. Por la forma de integrac ión entre
intermediar ios, podemos clas i f icar un s i stema comercia l
de dist r ibución según la s iguiente tabla:

5 0 d e 4 1 5
De destino
Mayoristas
INDEPENDIENTES De origen
Minoristas
Agrupaciones y Central de compras
Cooperativas de detallistas
ASOCIADOS Cadenas voluntarias
Afiliación contractual
Franquicia
DISTINTAS FOMRAS DE COMERCIO
Almacenes de
sucursales múltiples
Capitalistas Tiendas de descuento
Grandes superficies
INTEGRADOS
Cooperativas de
consumidores
Cooperativo Cooperativas de
empresas
Y de la Administración
Las agrupaciones de compras son asociac iones de carácter
hor izonta l para comprar en común y obtener mejores
condic iones de compra. Las centrales de compra t ienen e l
mismo cometido, aunque adoptan la f igura jur íd i ca de
soc iedad.
Las cooperat ivas de detal l i stas son un conjunto de
minor istas asociados con forma jur íd ica de cooperativa. La

5 1 d e 4 1 5
cadena vo luntar ia es una agrupación organizada por uno
o más mayoristas a los que se adhieren los minor istas
mediante contrato re lat ivo aprovis ionamiento. La
af i l i ac ión contractual supone cooperac ión entre empresas
comercia les integradas (mayorista-minor is ta) y detal l i s tas
independientes.
La franquic ia o concesión l iga a empresas d i ferentes
mediante un contrato de ta l forma que las f ranquic iadas,
mediante e l pago de un canon, t ienen derecho a explotar
una marca o fórmula comercia l y servic ios regulares
necesarios para fac i l i tar d icha explotación.
Los almacenes de sucursales múlt ip les son empresas que
explotan un c ie rto número de establecimientos de venta al
detal le . También se l laman cadenas sucursal is tas. Las
t iendas de descuento son establecimientos de venta
minor istas cuya f inal idad e o frecer un número reducido de
art ículos a l precio más bajo posib le . El método de venta la
se basa casi exclusivamente en la var iable prec io .
Las cooperat ivas de consumidores son asoc iaciones de
consumidores que se agrupan en régimen cooperativo para
fundar uno o var ios establecimientos comerc ia les en
donde se puedan adqui r i r productos de consumo a prec ios
más reduc idos que e l comerc io normal . Las cooperativas
de empresas de la Adminis tración (economatos) t ienen por
5 2 d e 4 1 5
objet ivo la venta a miembros de c iertas empresas u
organismos.
Existen otras formas de dist r ibución que solamente
mencionaremos: mercados centrales de mayoristas,
mercados en origen (alhóndigas, lonjas) , autoservic io de
mayoristas y otros.
A la hora de diseñar una red logíst i ca ha de tenerse en
cuenta también una ser ie importante de act iv idades
puntuales que merecen ser c lasi f icadas por la f recuencia
de revis ión y de ajuste.
Muy f recuentemente (casi a d iar io) deben real i zarse:
- Plani f icación de pedidos en almacén.
- Contro l de nivel de stocks .
- Selecc ión de rutas de t ransporte .
- Facturas de carga.
- Órdenes de producción.
Frecuentemente (una vez al mes):
- Anál i s is y previs ión de la demanda.
- Contro l de facturas de carga.
Anualmente como mínimo:

5 3 d e 4 1 5
- Layout de planta de almacén.
- Revis ión de equipo de manutenc ión.
- Asignac ión de demanda a los almacenes.
- Plani f icación de la producc ión.
- Evaluación de proveedores .
- Envases y embalajes . Diseño.
Es poco f recuente:
- Capacidad máxima de almacén
- Renovación de transporte propio
- Cambios de red logíst i ca
- Cambios de l íneas de producc ión
Esquema para e l d i seño de redes logíst icas:
ENTRADAS AL
SISTEMA
SISTEMA DE
APOYO Y
DESICIÓN
SALIDAS DEL
SISTEMA
� Localizaciones
de centros
� Asignación de
pedidos
� Capacidades
de subsistemas
Modelos de:
- Optimización
- Simulación
� Plazos de
entrada
� Flujos óptimos
� Asignaciones
diversas

5 4 d e 4 1 5
� Parámetros
logísticos
� Inversiones
� Recursos
� Costos totales
BASES DE DATOS
� Análisis y
previsión de
demandas por
zonas canales
� Costos
unitarios
� Distancias
� Capacidades
de transporte
� Rotaciones
� Restricciones

5 5 d e 4 1 5
1.6 MANUTENCION Y ALMACENAJE EN LA RED
LOGISTICA
Existen muchas a l ternat ivas de a lmacenamiento en lo que
a la propiedad se re f iere . La mayoría de los grandes
fabri cantes poseen almacenes propios , aunque cada vez
con mas frecuenc ia se combina está opción, con otras:
a lqui ler de espac io , leasing, a lmacenes de transi to . El
mantenimiento de una red de a lmacenes propia supone
una inversión y unos costos f i jos muy e levados, tanto en
equipo y mater ia l de manejo de mercanc ías como en otros
conceptos: seguros, seguridad, etc.
Están apareciendo en todo el mundo empresas de servicios
logísticos de almacén mediante contrato. Estos servicios son:
básicamente, recepción de mercancías, almacenamiento,
envíos.
Los almacenes, según el tipo de mercancía tratado, pueden
ser de muchos tipos:
- De productos deteriorables rápidamente.
- De paquetería.
- Frigoríficos.
- De propósito general.
Es conveniente, pues, realizar una clasificación de los

5 6 d e 4 1 5
materiales a tratar, indicando características fundamentales,
como por ejemplo:
- De gestión de stocks:
• lote de pedido,
• rotación,
• nivel máximo de stock,
• stock de seguridad,
- De transporte:
• embalajes,
• peso,
• Volumen,
• expedición,
- De manejo:
• fragilidad.
• soporte.
- De almacenaje:
• disposición,
• combustibilidad.
• caducidad.

5 7 d e 4 1 5
Una herramienta útil es la clasificación ABC curva de Pareto,
que se detalla en e! capítulo de aprovisionamiento.
Las zonas más comunes en un almacén son:
- Muelles de recepción.
- Recepción de mercancías.
- Zonas de almacenamiento.
- Expedición (control de salidas y preparación de envíos.
- Muelles de expedición.
La disposic ión de estas zonas corresponderá a los
resul tados de un exhaust ivo estudio de las mercancías a
a lmacenar, en función de los t iempos de
a lmacenamientos , rotación, número de movimientos entre
zonas y cargas t rasladadas por movimiento,
caracter ís t i cas de los productos , etc. De lo que se deduce
que puede establecerse un autént ico modelo de t ransporte
interior de almacén, considerando que los costos también
son proporc ionales al t iempo de dedicación por parle de la
mano de obra a las mercancías. De hecho, l lega a
d iseñarse una red de tráf ico interno con vías de diversas
categorías (c i rcu lac ión, servic io , e tc .) con sus dist intas
pr ioridades. Esto es part icularmente út i l cuando tratarnos
con almacenes automatizados robot i zados (vehículos
autoguiados) .

5 8 d e 4 1 5
Con carácter genera l, los art í cu los de mayor movimiento
deberían almacenarse cerca de la sal ida, los art í culos
pesados de di f íc i l manejo en zonas bajas , reservando las
a l tas a los mas cómodos. Pueden dest inarse zonas
especia les para:
- art ículos inf lamables y pel igrosos.
- art ículos defectuosos.
- art ículos obsoletos.

5 9 d e 4 1 5
MUELLE DE ENTRADA
OFICINA DE RECEPCION
INSPECCION
ZONAS DE ALMACENAMIENTO
ESTANTERIAS
ZONA ESPECIAL
DEPOSITOS MUELLE
DE SALIDA
EXPEDICION
Pas
illos Estrech
os
Pasillos Estrechos
6 0 d e 4 1 5
En la f igura 5 se presenta una posible disposic ión interna
en un a lmacén dest inado a la función almacenamiento, es
deci r , donde los movimientos de mercancías son pocos. En
este caso podrá aprovecharse a l máximo el volumen, ya
que los art í culos, convenientemente embalados, podrán
api larse hasta su al tura máxima, cuidando de mantener la
estabi l idad de la carga. Además los pasi l los podrán ser
mas estrechos que en otros t ipos de almacenes dest inados
en gran parte a la recepción y expedic ión.
En general , la expedic ión es una labor mucho más lenta
que la recepción y almacenamiento.
En este segundo caso, las zonas de preparación de
pedidos deben ser mucho menores que las de
a lmacenamiento para permit i r e l t rabajo cómodo a los
encarados, minimizando así e l número y la dimensión de
los movimientos. As í , pues, en e l d i seño la distr ibución de
p lanta ( l ayout) habrá de tenerse en cuenta:
- la secuenciac ión de recogida de productos.
- l a asignación de zonas a encargados.
- l a agrupación de pedidos (no s iempre es
conveniente) .
- l a urgenc ia de los pedidos.

6 1 d e 4 1 5
En la f igura 6 se muestra una d ist r ibución t ipo para un
a lmacén con gran rotación de los art í culos , or ientado al
t ratamiento de pedidos.
MUELLE DE ENTRADA
OFICINAS
INSPECCION
MUELLE DE SALIDA
Pas
illos
Anc
hos
ALMACENAMIENTO
RECEPCION
EXPEDICION

6 2 d e 4 1 5
E l t ratamiento de los pedidos requiere, muchas veces, de
reglas de prior idad. Es f recuente que e l personal pre f iera
empezar a preparar los Pedidos menos compl icados,
retrasando con e l lo los grandes de c l ientes importantes y
afectando incluso a sus periodos de aprovis ionamiento.
Algunas reglas de pr ior idad a e legir según e l t ipo de
a lmacén son:
- Preparar primero los pedidos más pequeños.
- Preparar pedidos por orden de fecha de entrada.
- Preparar según código establecido por gestión de
stocks.
- Según fecha prev is ta de entrada. No todos los
c l ientes gozan del mismo plazo de entrega.
- Preparar primero los más Voluminosos.
Es posible que no se pueda preparar completamente algún
pedido por fa l tar a lgún art í culo. Hay c l ientes que aceptan
entregas parcia les , pero esto incrementa los costos de
preparac ión de pedidos, t ransporte y contro l . Los costos
de preparación de pedidos son generalmente una pequeña
parte de los costos totales logíst i cos , pero una baja
e f icacia en esta función puede afectar ser iamente a otras
act iv idades, corno e l t ransporte . y. lo que es peor, a l
n ive l de servic io a l c l iente. Por todo lo visto , e l equipo de

6 3 d e 4 1 5
manutención transporte para manejo de mercanc ías es
fundamental .
Los movimientos posibles en un s istema logíst i co se
pueden subdividi r en cuatro c lases:
- Movimientos en los puestos funcionales de
producción.
- Manutención. Movimientos entre puestos.
- Transpone inter ior en planta.
- Transporte exter ior .
Los movimientos en los puestos suelen ser mínimos,
generalmente, no requieren de máquinas especia les. El
t ransporte inter ior se produce cuando ex is ten grandes
desplazamientos entre dist intas naves de un conjunto de
a lmacenes, y e l exterior se produce al t ransportar grandes
volúmenes de carga a grandes d istancias.
La manutención es la activ idad que más s is temas
presenta, por ser la que más var iedad de movimientos
comporta. Los s i stemas de manutención o movimiento de
materia les pueden c lasi f icarse en s i s temas de:
- Transpone hor izontal (de superf ic ie):
� s in insta lación f i ja (carreti l las)
� con guías cal les, r ie les).

6 4 d e 4 1 5
� i nstalaciones autotransportadas.
- Transporte vert ica l:
� ascensores.
� montacargas.
� elevadores de cangi lones (nor ia de agua).
- Transporte mixto:
puente
Pórt i co
� Grúas torre
móvi les
de c inta
� Manutención cont inua
Por gravedad
- Handl ing (carga, descarga, posic ionamiento):
• neumáticos ,
• contenedores,
• paletas,
• carreti l l as.

6 5 d e 4 1 5
Las pa le tas son p lataformas portát i les que permi ten
agrupar var ias cargas para su transporte y/o
a lmacenamiento. Existen muchas c lases de paletas, siendo
las medidas (80 x 120 cm) y (100 x 120 cm) las que
representan cas i e l 70% del tota l del parque de paletas.
Como dato curioso, e l parque de paletas en Franc ia es
cas i de c incuenta mi l lones de unidades.
Según la norma UNE, la pa leta es «una p lataforma
hor izonta l cuya a l tura está reduc ida al mínimo compat ible
con su manejo mediante carret i l las, e levadoras,
t ranspaletas o cualquier otro mecanismo elevador
adecuado, ut i l i zada como base para api lar , a lmacenar,
manipular y transportar mercancías y cargas en general» .
Lo más adecuado es mantener la misma «unidad de carga»
a lo largo de todo e l s i s tema, desde la l ínea de
aprovis ionamiento, pasando por producción hasta l legar a l
punto de venta, con que fac i l i tar ía una estandar ización de
esta plataforma.
Existen empresas de servic ios de paletas: a lqui ler y punto
de recogida. Entregan en todos los centros de producción
las necesar ias y las recogen en los puntos de entrega a
c l ientes, real i zando e l mantenimiento y reparac ión cuando
fuera preciso.
Existen paletas a fondo perdido de baja cal idad diseñadas
para un solo envío . Pueden comprarse, ya que son

6 6 d e 4 1 5
baratas , pero se añade e l problema de la e l iminación de la
paleta por e l d ist r ibuidor.
Por e l contrar io, disponer de un parque de paletas propio
supone un costo a veces exces ivo. Hay quien da una vida
media de la paleta de al ta cal idad en propiedad de entre
40 y 60 via jes. Por supuesto, dependerá no sólo del t ipo
de via jes, s ino del t rato al que se les someta.
Las paletas pueden ser:
de una cara
de dos caras
reversibles
no reversibles
- por la forma
de 2 entradas
de 4 entradas
de múl t ip les entradas
espec ia les
de madera
- por e l mater ia l de plást ico
Metál i cas

6 7 d e 4 1 5
CLASES DE PALETAS

6 8 d e 4 1 5
En España, según d iversas fuentes , so lo un 45% de las
mercancías están palet i zadas. En Alemania. los
ferrocarr i les intercambian paletas con los países europeos
excepto con Inglaterra. España Portugal .
1.7 COSTOS LOGISTICOS
Veamos los costos logís t i cos mas importantes en t res
d ist intas al ternativas de dis tr ibución:

6 9 d e 4 1 5
Costo de emisión de pedidos
APROVISIONAMIENTO
CENTRO DE PRODUCCION
Costo de producción
Costo de transporte
RED DE ALMACENES ENVIO DIRECTO
ALMACEN CENTRAL A pie de fabrica
Costos de Transporte a la red de almacenes Costos de almacenamiento Costos de tratamientos de pedidos Costos de gestión de stocks Impuestos, seguros, etc. Costos de transporte desde distintos puntos.
Costos de almacenamiento Costo de manutención Costo de preparación de pedidos Impuesto, seguros, otros… Costo de transporte
Costo de tratamiento de pedidos Costo de transporte
PUNTOS DE VENTA CLIENTES
1 2
3

7 0 d e 4 1 5
7 1 d e 4 1 5
La op c i ón de «env í o d i r e c to , » e s po s i b l e c uando s e
t r a t a c on g r ande s ped i dos e l c l i e n te po see c apa c i dad
de a lmacenamien t o . En e s t e c a so puede u t i l i z a r s e l a
f ó rmu l a r e abas te c im i en to un i f o rme g r adua l» : c on f o rme
s e va f a b r i c ando se va env i ando ( ve r ge s t i ón de
s t o ck s ) y t i e ne l a ven t a j a de d i sm i nu i r e n g ran med i da
l a c apa c i dad máx ima nece sa r i a de a lmacena je .
T amb i én se rá c onven i e n te t ra t a r f ó rmu l a s de r e v i s i ón
de p r e c i o s y po l í t i c a s de de scuen to cuando l o s ped i do s
s e an t an g r ande s que s e comp l emen tan en g randes
pe r í o do s de t i empo ( c ap í t u l o de ap ro v i s i o nam ien to ) .
L a r ed de a lmacene s , p rop i a o a j e na , se r á ne ce sa r i a
c uando t r a t emos c on muchos pequeño s ped i dos . En
e s t a s i t ua c i ó n l o s co s te s pueden i n c r emen ta r s e , sob re
t o do en de so t c k s y r e d i n f o rma t i z ada pa r a c on t r o l de
i n fo rmac i ón .
E l a lmacén cen t r a l a p i e de f áb r i c a e s una opc i ó n
i n te rmed i a e n mucho s s e c t o re s de p roduc c i ón .
P o r s upue s t o que en muy g rande s f a b r i can te s pueden
c on temp l a r s e l a s t r e s a l t e r na t i v a s a l a ve z ,
c l a s i f i c ando p re v i amen te po r ABC l o s t i po s de c l i e n t e s
y p r oduc to s . En e s t e ú l t imo c a so l a ge s t i ón de s t o ck s
e s una 1mpo r tn t í s ima f un c i ón a de sa r r o l l a r .

7 2 d e 4 1 5
Cos tos de ges t i ón de s tocks e inventar ios
P a ra c ada t i po de emp re sa ex i s t e una c on t ab i l i d ad
ade cuada un t r a t am i en to e spe c í f i c o de l o s c o s te s por
pa r t i d a s . Aho ra b i e n , e n gene ra l conv i e ne ag rupa r l o s
de mane ra que r e su l te f á c i l s u e s tud i o y aná l i s i s c a ra
a l a o p t im i zac i ó n . Cons i de r a remos en c i n co g rande s
g rupo s :
- Cos to de manten im iento . T amb i én l l amado de
a lmacena je o de i n f r a e s t ru c t u ra . C o r re s ponde a l o s
c on cep t o s s i gu i e n te s :
• T e r r eno s .
• Ed i f i c i o s .
• Ma t e r i a l de t r an spo r t e y manu t en c i ó n .
• Amo r t i z a c i o ne s .
• Man t en im i en to de i n s t a l a c i one s .
• Impue s to s , se gu ro s .
• Se cundad y o t r o s .
Sue l e n se r co s t e s f i j o s , i n depend i e n te s de l n i ve l o
g rado de a c t i v i d ad Aho ra e n , d ebe t e ne r s e e n cuen ta
que e l co s te un i t a r i o que se puede a s i gna r a c ada
a r t í c u l o d i sm i nuye con l a c an t i d ad t r a t ada de é s t o s . E s
f r e cuen te c a l c u l a r e l co s t e de man ten im ien t o un i t a r i o
c omo pe se t a s po r un i dad de a r t í c u l o o c a r ga po r
un i dad de t i empo de man ten im ien t o .

7 3 d e 4 1 5
- Cos to de reaprov is ionamiento . T amb ién c ono c i do
e n l o s mode l o s de W i l son co s to de em i s i ó n de ped i do s .
i n c l u ye f undamen t a lmen t e :
* Co to s de pe r sona l .
• Co s te s de adm i n i s t r a c i ó n .
• Co s te s f i n an c i e ro s de ma t e r i a l de o f i c i n a .
• Amor t i z a c i ó n de ma te r i a l de o f i c i n a ( e qu i po s
i n fo rmá t i c o s , e t c . ) .
• Ga s t o s va r i o s ( t e l é f o no . f ax . e l e c t r i c i dad , e t c . ) .
Existe una parte de costos f i jos otra de costos var iables
de di f íc i l d i ferenciación. Al crecer e l n ive l de activ idad, es
dec i r , a l emi t i r mayor número de pedidos. a igua ldad de
recursos, e l coste uni tario de reaprovis ionamiento decrece
y puede darse en pesetas por lote o pedido.
— Costos de ruptura o de demanda insatisfecha. Son
costos or ig inados por no poder sat i sfacer la demanda de
los c l ientes . Podr ían incorporarse a estos costos los
s iguientes conceptos:
� Costo añadido de tratamiento y expedic ión de
pedidos.
� Costos de administ ración debidos a la ruptura de
stock.
� Costos de comunicac ión de la ruptura de todo e l
s is tema.

7 4 d e 4 1 5
� Costos extra de a lmacenamiento y manutención.
� Costos der ivados de la posible pérdida del pedido.
� Costos or ig inados por la posible pérdida del c l iente.
� Costos por devoluciones en e l caso de demanda
insatis fecha por defectuosos o bajo nivel de cal idad.
Estos costos son de di f í c i l cuant i f i cación, en especia l los
que se ref ieren a la demanda insati sfecha o perdida.
Pueden darse los costos de ruptura uni tarios o penuria en
las s iguientes unidades: pesetas por unidad insat is fecha
por la unidad de t iempo.
— Costos de manutención. Se re lac ionarán en este
capí tulo de costos aquel los que se re f ieren a la
act iv idad f í s ica en e l a lmacén. operac iones como:
� Paleti zación y despaleti zación.
� Embalajes.
� Tras lados a zonas de a lmacenamientos de carga
descarga. expedic ión y otras.
� Posic ionamiento de cargas.
� Et iquetado.
� Formación de unidades de presentación para envíos.
� Preparación y tratamiento de pedidos.
� Operaciones administrat ivas re lacionadas con la
manutenc ión.

7 5 d e 4 1 5
En general , son costos de capi ta l las amort i zaciones,
mantenimiento y personal , y f inanc ieros los re lat ivos a
posic ionamiento, obsolescencia, seguros y seguridad.
- Costos de adquisición. Es e l valor de los productos en
a lmacén. Por tanto, son di rectamente proporc ionales al
precio uni tario de los art ículos y al número de e l los
adqui r ido, Su valor puede d isminui rse negociando
pol í t icas de descuento, condic iones de pago y
f inanciación, y mediante fórmulas de revis ión de precio en
a lgunos casos.
A lgunos rat ios pueden ser de ut i l idad para determinar e l
grado de aprovechamiento de un almacén:
Volumen ocupado por huecos
Aprovechamiento volumétr i co =
Volumen total d isponible
Número de huecos ocupados
Aprovechamiento de huecos =
Numero total de huecos
Puede calcularse e l costo al año por hueco ocupado
mediante la in formación sobre e l n ive l de act iv idad anual .
Asimismo, puede ser út i l la re lac ión entre los costos
aprovechamiento y los de mantenimiento (ser capí tulo de
gest ión de stocks) .

7 6 d e 4 1 5
1.8 CONCEPTOS AVANZADOS EN LA LOGÍSTICA
1.8.1 Cambios en el mercado
Podemos destacar como cons ideraciones actuales de
importanc ia los s iguientes cambios en las fuerzas del
mercado:
- Competencia internacional .
- Exigencias crecientes de los consumidores. Sobre
todo en lo que se ref iere a ca l idad de servic io y
producto.
- Incremento de las opciones de producto
(d iversi f icac ión).
- Formas de presentac ión de los productos.
- Concentrac ión y especia l i zación de la distr ibución.
- Aumento de la importancia de los costos log ís t i cos
sobre e l valor añadido.
Respecto a los consumidores cabe c i tar:
- Reducción del t iempo de compra.
- Internacional i zac ión de gustos.
- Estancamiento demográf i co.
- Demanda creciente de productos f rescos, preparados
y bienes duraderos.

7 7 d e 4 1 5
Se observa una crec iente s inergia entre los pr inc ipa les
agentes del mercado: consumidores fabr icantes y
d ist r ibuidores. A ta l e fecto, aparecen los «operadores
logíst i cos con e l objeto de mejorar e l servic io y reducir
los costos.
La c lave para ganar cuota de mercado es la mejora del
servic io a l c l iente proporcionando d i ferenc iación e
innovación a los productos o fertados, garanti zando plazos
de entrega más cortos y o f reciendo servic ios de valor
añadido, corno apoyo postventa formación.
Se detecta una concentración creciente de la distr ibución
comercia l , incrementándose as í e l poder de negoc iación
f rente a fabr icantes ante exigencias de serv ic io , ta les
como:
- Respuesta rápida
- En t r e ga en “ ho ra f i j a ”
- Un i dad de man i pu l a c i ó n .
- P l a t a f o rmas l og í s t i c a s .
- EDI ( t r an sm i s i ón e l e c t r ó n i c a de da to s ) .
- Reduc c i ó n de co s to s de e x i s t en c i a s .
Dado , po r o t r a pa r t e , que e l c i c l o d e v i d a de l p r oduc to
s e ha v i s to r e duc i do c on s i de r ab l emen t e , e s
a con se j ab l e p roduc i r l o te s pequeño s c on e l o b j e t o de
gene ra r r e s to s de s e r i e s i n co s t o s po r o bso l e s cen c i a .

7 8 d e 4 1 5
Además , e s impo r t an te o pe r a r c on ce ro r o tu r a s de
s t o ck y p r opo r c i o na r s u f i c i e n te y r áp i da i n f o rmac i ón a
l o s c l i e n t e s .
Un f enómeno que apa r e ce e n l o s ú l t imo s año s e n t o do
e l mundo e s l a i den t i f i c a c i ó n de l a p ro t e c c i ó n de l
med i o amb ien t e como un va l o r de ma r ca , po r
c on s i gu i e n t e , un e l emen to más a c on s i de ra r e n l a
e s t r a t e g i a empre sa r i a l ( l o g í s t i c a v e rde ) . Med i an te :
— Re l o ca l i z a c i ó n de a c t i v i dade s e n zona s de meno r
c onge s t i ó n .
— Nueva s f o rmas de :
• e nva se .
• emba l a je .
• un i dade s de man i pu l a c i ó n .
— Veh í cu l o s e spe c i a l e s .
— Tecno l o g í a y o pe ra c i o ne s de r e c i c l a do .
1 .8 .2 Conceptos log ís t i cos a me jo ra r
En t r e l o s a spe c to s l o g í s t i c o s que han me j o rado
ú l t imamen te , podemos des ta ca r :
- P l a zo s de e n t r ega .

7 9 d e 4 1 5
- N ive l de s t o cks y ge s t i ó n .
- Ro tu r as de ex i s t e n c i a s .
- Ca l i d ad de se rv i c i o e n l a d i s t r i bu c i ó n .
S i n emba rgo , pa re ce i n su f i c i e n t e t o dav í a l a ap l i c a c i ón
de :
- S i s t emas de p l an i f i c a c i ón de l a ne ce s i d ad de
ma t e r i a l e s pa ra l a p r oduc c i ó n (MRP ) .
- P l an i f i c a c i ó n de r e c u r so s de d i s t r i bu c i ó n (DRP .
Ju s t i n t ime ( J I T ) .
- I n t e r c amb i o e l e c t r ó n i co de da t o s ( ED I ) .
Aunque , e n mucho s c as os , l o s n i ve l e s de ex i s t e n c i a y
de ca l i d ad o s e r v i c i o a l c l i e n t e han me jo rado
s imp l emen te med i an te un aná l i s i s ABC de r o t a c i ó n .
1 .8 .3 Operadores log ís t i cos
Lo s se rv i c i o s bá s i co s que o f re cen l o s o pe r ado re s
l o g í s t i c o s son :
- Recepc ión de la mercancía.
- Descarga de mercancías.
- Ubicación o posic ionamiento por:
• re ferencia.
• fami l ia .
• grupo,
• subgrupo.
• otras .

8 0 d e 4 1 5
- Ordenes de servic ios de packing:
• embalajes .
• et iquetado normal ,
• códigos de barras.
- Ordenes de servic io de pick in ’:
• preparac ión de pedidos.
• expedic ión.
- Labores administ rat ivas:
• confecc ión de a lbaranes.
• facturas de carga.
- Entrega de pedidos hasta en 24 horas.
- Devolución de comprobantes de entrega.
- Gest ión de cobro.
- Entradas y sa l idas por:
• unidades (ki los. M 3 , e tc .) ,
• fechas.
• re ferencias .
- Stocks por fechas:
• de caduc idad.
• de seguridad.
• máximos-mínimos.
- Rotación.
- Sistemas FIFO y LIFO.

8 1 d e 4 1 5
En cuanto a las tari fas, cabe deci r que existen muchos
t ipos de c l ientes, a unos se les cobra por espac ios de
a lmacén, a otros, por hueco de pa le ta o por ki lo entrado.
La mayor parte entra en europaleta EUR (0,80 x 1,20 m.) .
Cuanto mayor sea la distancia entre los centros de
producción y los a lmacenes, mayor es e l volumen
a lmacenado y mayor e l stock de seguridad.
1.8.4 Plataformas logísticas multimodales
La p lataformas log ís t icas son zonas de activ idades
logíst i cas (ZAL) debidamente preparada estructuradas
para real i zar e l conjunto de estas func iones. También se
las conoce por central integrada de mercanc ías (CCIM),
que no debemos confundi r con e l concepto CIM para
gest ión de la producción.
Lo cr i ter ios de local i zac ión obedecen fundamentalmente a
razones de carácter inmobi l iar io y de cercanía a los
lugares donde se generan las act iv idades logíst i cas.
E l advenimiento del mercado único europeo con la
desaparic ión de f ronteras hace que se vayan consol idando
espac ios logís t icos de dimensión internacional . Europa
esta presente en las estrategias comerc ia les de
mult inacionales americanas. Japonesa y de l Sudeste

8 2 d e 4 1 5
asiát ico, como base de exportación a otras áreas
mundiales.
Otros importantes cr i ter ios de local i zación son:
- Tamaño de mercados.
- Tasa de crecimiento de mercados.
- Cercanía a centros de dist r ibución.
- Coste y disponib i l idad de mano de obra.
- Local ización de la competencia.
- Régimen f iscal (repatr iación de benef i c ios.
- Estabi l idad pol í t i ca.
La tendencia general es hac ia la concentrac ión geográf i ca
de operadores industr ia les y logíst icos, tanto en
p latafo rmas como en las cercanías, para aprovecharse de
las “economías externas”.
Esto favorece la tendencia de los fabr i cantes a
desempeñar casi únicamente la act iv idad de producción,
subcontratando los restantes serv ic ios.
Otro importante factor de local i zación es e l t ipo de
producto. Ho por no, los operadores logís t icos t ra tan con
productos de gran consumo o de bienes de equipo. En
Europa podemos destacar como posibles c iudades ZAL
Londres. Par í s . Glasgow,
Lyon. Bruselas. Amberes. Frankfort. Hamburgo. \ lunich.

8 3 d e 4 1 5
Milán. Roma. Barcelona, Valenc ia, Bi lbao y ’ Madrid,
c iudades de gran aglomeración.
Para las zonas logíst i cas mul t imodales. son local i zac iones
idóneas los nudos de comunicac iones donde se producen
intercambios modales y por tanto. rupturas de carga:
- Puertos.
- Aeropuertos.
- Nudos ferrocarriar ios.
En Europa existen una veintena de pla taformas con un
radio de inf luenc ia de aproximadamente 250 Kms. Aparte
de las c i tadas en e l párrafo anter ior, son las s iguientes:
Rotterdam. Colonia. Stuttgart . Basi lea. Manchester.
Praga. Ber l ín . Viena. Budapest.
1.9 NUEVAS TENDENCIAS PARA LA COMPETITIVIDAD
Es impresc indible una mental idad y acti tud abierta ante
las nuevas técnicas de organizac ión, como un pr imer paso
hacia la s impl i f i cación y automatización de operaciones.
Las var iables en juego se derivan de la re lac ión entre
exigenc ias de:
- Mercado y productos.
- Producción y log íst i ca.
- Recursos humanos.
8 4 d e 4 1 5
La inc idencia en estas áreas de todas las c i rcunstanc ias
expuestas hasta ahora en e l presente capí tulo se resume
en e l esquema anterior .
La d ivers i f i cación de productos y formas de envase puede
ocas ionar e l incremento de las roturas de stock y el
aumento en los plazos de entrega. Y no es solución
fabri car mas y a lmacenar. La tendencia genera l mundial
es la reducc ión de existenc ias mediante la plan i f i cación y
gest ión integrada del aprovis ionamiento, producc ión, y
d ist r ibuc ión, con e l objeto de minimizar costos totales
pero sat i s faciendo la demanda plazos cada vez más
reducidos. Lo que se t raduce en:

8 5 d e 4 1 5
Previs ión de la
demanda
- Fabricar só lo lo que se neces i ta
Justo a t iempo
(JIT)
- Reduci r t iempos de operac ión Medida del t iempo
de
Los métodos
(MTM)
- Cal idad total Contro l total de
la
cal idad (CTC)
- Reduci r costos de producto Anál i s i s de Valor
- P lani f i car cuidadosamente P lani f i cación de
recursos
La neces idad de los materia les de producc ión
(MRP)
- P lani f i car cuidadosamente los P lani f icac ión de
recursos
Canales de dist r ibución de dist r ibuc ión
(DRP)

8 6 d e 4 1 5
La reducción de n iveles de stocks pasa por la c las i f icación
de existenc ias sobre las que apl icaremos con preferencia
las diversas metodologías comentadas.
EXISTENCIA CONCEPTOS TECNICAS
MRP
Por tamaño del
lote
• Ciclos productivos
• Ciclos de distribución
DRP
JIT
Stocks de
seguridad
• Ciclos de expedición
• Fluctuación de la
demanda
• Plazo de pedidos
• Planificación de
recursos
• Dispersión geográfica
JIT/DRP
MRP
DRP
Stocks
estacionales
• Previsión de la
demanda
• Planificación de
recursos
MRP / DRP
Stocks en transito
• Internacionalización
OL/ZAL
MRP
Es una herramienta de plani f i cación para contro lar y
coordinar los materia les en curso de fabricación, para
reduci r a l máximo los niveles de inventario . El método es

8 7 d e 4 1 5
muy simple en su concepto, s i b ien se compl ica por la
cant idad de datos a procesar.
E l so ftware MPR es de gran apl icac ión en los modelos de
demanda dependiente, es deci r , cuando un producto
incorpora neces idades de otros productos de otros
subproductos, componentes y d iversos mater ia les
auxi l iares, pudiéndose establecer una estructura de
conjunto por nive les.

8 8 d e 4 1 5
En la f igura se presenta un s istema muy s impl i f i cado. Para
obtener un coche (producto acabado nivel cero) hacen
fa l ta un motor, una carrocería, un juego completo inter ior
c inco ruedas los números sobre las l íneas de re lación
expresan estas necesidades. A su vez, cada subconjunto
n ivel uno necesi ta de otros componentes nivelados. Así ,
pues, a l recibi r un pedido de un coche, se produce una
»explosión de mate r ia les», de tal lando cada cant idad
neces i tada, lugar, t iempos. etc ., dando lugar a la
ordenación de la producción, mediante órdenes concretas
de producción, aprovis ionamiento, montaje , etc.
E l MRP, s is tema para la producc ión basado en previs iones
de la demanda (todavía no es «contra pedido, reduce las

8 9 d e 4 1 5
existencias en curso respecto a l tradic ional s i stema por
«punto de pedido»), aunque, debido al nive l de conf ianza
de la prev is ión, la fabri cación es de grandes lo tes. En la
f igura de la página s iguiente se presenta un s imple
esquema del func ionamiento por MRP.
La estructura de datos precisa para la puesta en marcha
de un programa MRP hace necesar ia la disposic ión de un
ordenador, s iendo una pos ible organizac ión por f i cheros lo
que se detal la a continuación:
— F ichero maestro de art í culos:
• código de art ículo.
• descripción.
• planos.
• c las i f i cación ABC.
• local i zación en almacén.
• unidad de medida.

9 0 d e 4 1 5
º
( ): F lujo de ordenes. ( ): F lujo de información
PLANIFICACION DE LA
PRODUCCION
PREVENCION DE LA
DEMANDA
ORDEN DE
COMPRA PROVEEDOR
ORDEN DE PRODUCCION
ORDEN DE MONTAJE
PRODUCCION MONTAJE ENVASE CALIDAD
EXPEDICION
CLIENTE
PUNTOS DE VENTA
Almacén de
materias primas y componentes
Almacén de productos
semielaborados
Almacén de productos terminados

9 1 d e 4 1 5
• Costos uni tarios (adquis i c ión, A lmacenamiento, ruptura,
emisión) .
• Precios de venta.
• Curva histór i ca de demanda.
• Estadíst ica,
• Roturas de stock/stock de seguridad.
• Plazo de compra a proveedor.
• Plazo de entrega a c l iente.
• Rotación.
• Per íodo de aprovis ionamiento.
• Punto de pedido.
• Contro l de cal idad/defectuosos.
• Costo económico de pedido,
• Lote de pedido.
— Fichero de estructuras de productos:
• Código art í culo acabado.
• Fecha y otros datos de inte rés.
• Código de subconjuntos pr imer n ivel ,
• Datos de interés ,
• Código de componentes nivel dos.
• Datos de interés ,
• Otros art í culos acabados que son a su vez subconjuntos
o componentes.
— Fichero de rutas:

9 2 d e 4 1 5
• Código de art ículo/número de operac ión.
• Puesto func ional ,
• T iempo de preparación.
• T iempo de operac ión.
• Tamaño de lo te ,
• Herramientas,
• Otras operaciones.
— F ichero de centros de trabajo:
• Código.
• Local ización en planta.
• Capacidad.
• Ef i cacia.
• Ef i c iencia,
• Stock intermedio,
• Tasa imputac ión de costos por mano de obra y
materia les .
Destacaremos a t í tu lo de cur ios idad que la implantación
de un s i stema MRP t iene un t iempo de puesta en
funcionamiento de un año como mínimo para lograr e l
máximo rendimiento de su apl i cación.
DRP
La p lani f icación de centros de d is tr ibución permi te reduci r
y concentrar existencias en e l número más adecuado de
centros para suminist rar de forma continua a otros puntos

9 3 d e 4 1 5
de consumo. Para e l lo , es necesaria la existenc ia de una
red integrada log ís t i ca de dist r ibuc ión f í s i ca .
E l s i s tema gest iona e l lanzamiento y contro l de órdenes
de expedic ión para cada art iculo , p lani f i cando las
funciones de t ransporte y aprovis ionamiento y detal lando
neces idades concretas para su real i zac ión. El s is tema DRP
requiere estar conectado todos los centros de la red para
obtención, proceso e intercambio de datos e información
en t iempo real .
JUSTO A TIEMPO (JIT)
Se trata de s incronizar todas las operaciones de un
proceso para fabr i car contra pedidos. Todos los mater ia les
deben permanecer en la cadena e l menor t iempo posible,
mediante e l concepto pui l system (cadena hacia atrás),
para ser ies cortas.
Esquemáticamente, puede representarse e l f lu jo de
operaciones en la s iguiente f igura:

9 4 d e 4 1 5
La ordenes de producción c lás icas de sust i tuyen por
señales . Éstas pueden ser unas f i chas (en japonés
Kanban) con instrucciones de producción y desplazamiento
muy concretas.
Los lo tes pueden ser reducidos inc luso a la unidad,
gracias a la rapidez y f lexibi l idad para cambios de serie y
de lote . Es necesario un perfecto equi l ibrio de l ínea y
d imensionado del s is tema, incorporando cé lulas de
fabri cación f lexib le roboti zadas.
Así , pues, JIT es una f i losof ía de t rabajo que puede aunar
todas las herramientas a nivel organizat ivo y tecnológicos
existentes:
- Flujo continuo de producción mediante información y
contro l por Kanhan.
- Producción contra pedidos.
- Reducc ión del t iempo de preparación de máquinas.

9 5 d e 4 1 5
- Reducc ión del tamaño de lo tes.
- Equi l ibrado de l ínea.
- Estandarización de operac iones.
- Layout de planta ajustado.
- Operar ios mul t i funcionales
- Círculos de cal idad defectos cero.
- Stocks cero
- Sistema de gest ión por funciones
Por úl t imo, señalamos a lgunos e jemplos de indicadores
de contro l de gest ión logís t ica:

9 6 d e 4 1 5
SUBAREA INDICADORES
Servicio al cliente (%) de líneas servidas en plazo
(%) de roturas de existencias
Medida de días de plazo de
entrega.
Desviación típica de plazo de
entrega
(%) de devoluciones
(%) de errores en facturas.
Costos de distribución por tipo de
cliente o canal de distribución
Líneas de pedido por kg servido a
canal (ej.: detallistas y grandes
superficies)
Tamaños medios de entrega a
cada canal
(ej.: detallistas y grandes
superficies)
Gestión de existencia de producto
acabado o materias primas
<<Días de venta>> en existencias
Rotaciones de producto
Almacenaje y manipulación Líneas de pedido por día
Bultos /albaranes/kg por día
(%) de ocupación de almacén
Cargas y descargas por días
Transporte Tm/km recorridos por Tm servida
(%) de ocupación de vehículos
(%) de utilización de vehículos
Planificación y fabricas (%) de cumplimiento de
precisiones de venta (acumulado)

9 7 d e 4 1 5
(%) de cumplimiento del plan
diario de producción
(acumulado).
(%) de cambios no previstos
Tiempo medio de cambio de
maquina
Utilización de instalaciones
Paradas previstas
Proveedores (%) de entregas con rechazos
(%) de entregas en plazo
Media de plazos de entrega
(%) de roturas de existencias.

9 8 d e 4 1 5
LECTURA
Los conceptos incorporados como megatendencias hace
a lgunos años y que abordamos inic ia lmente como “moda”
hoy los debemos considerar como imperat ivos”. Hablar de
logíst i ca es una necesidad a todo nivel y sector económico
ya que permi te la d inámica de los materia les ( insumos),
mercancías (productos te rminados) , los medios de pago y
la in formación a lo largo de la cadena de abastec imiento.
La logíst ica es una función c lave para responder a los
retos del mercado, un mercado global i zado, que exige
cal idad de servic io y lo más importante y estratégico: la
creación de valor . En la creación de valor las compañías
de hoy además de lograr min imizar sus costos deben
agregar e f ic iencia a proveedores , fabr i cantes,
comerciantes y c l ientes (usuar ios f inales) a t ravés de:
entregas oportunas, entregas comple tas, facturación
correcta, información en t iempo real , traducido todo esto
en un producto-serv ic io “per fecto”.
Las organizaciones han tenido que adaptarse a una nueva
y desaf iante pres ión de la competenc ia cua lquiera que sea
e l sector en que se desempeñen. Las respuestas ante
estos nuevos retos por parte de sus compet idores han
s ido diversas, es por esto que han encontrado en la

9 9 d e 4 1 5
administ ración logíst i ca e l medio para lograr una
v inculac ión más cercana entre e l mercado y las empresas.
La preocupación por la logíst i ca debe ser tarea de todos
los empresarios, pues de su adecuada gest ión depende el
mejoramiento de los niveles de productiv idad y. por
supuesto. de las condic iones de compet i t iv idad. De ahí la
importanc ia que las empresas real icen un autoexamen de
los procesos l levados a cabo y anal icen la forma como se
interre lacionan con las restantes operaciones de la cadena
con e l objeto de detectar oportunidades de mejoramiento.
La logíst ica actual encuentra que la atención a l c l iente es
una labor conjunta de los agentes involucrados en el
proceso y que de esa gest ión integra l depende e l correcto
contro l de costos y e l incremento de la product iv idad
organizacional . Quizá esa mirada autocr í t ica haya que
extender la a las habi tuales funciones que cumplen las
d ist intas áreas, y que de al l í se desprenda la necesidad de
capac i tar a l Talento Humano en or ientac ión logís t i ca.
Para las micropequeñas y medianas empresas, e l
conoc imiento de las formas como la cadena de
abastecimiento agregan valor a las mercancías y servic ios
es uno de los puntos de part ida para part ic ipar con éxi to
en mercados cada vez más espec ia l izados. Una empresa,
cualquiera sea su tamaño, debe s i tuarse en la perspect iva
de pertenencia a la cadena pues este es e l medio para

1 0 0 d e 4 1 5
l legar a l c l iente-consumidor. Resul ta e rróneo y costoso
marginarse de esta real idad.
La logíst ica ha evolucionado y pasado de procesos
senc i l los a procesos especia l izados y la tendencia está
marcada por e l manejo de una logíst ica integrada con
mínimos intermediar ios en los d i ferentes procesos ya sea
en almacenamiento. gest ión de inventar ios , p icking &
pack ing. transporte . dist r ibuc ión y servic io a l c l iente.
Creemos que los empresar ios colombianos no deben temer
a esos cambios, s ino que, con mental idad abierta,
procuren abr i r paso a las mega tendencias y las adapten a
sus necesidades.
Por : LUZ MARY GUERRERA HERNANDEZ
Presidenta Grupo Empresar ia l Sinergia

1 0 1 d e 4 1 5
RESUMEN
El conceptos de logís t i ca a sufr ido cambios s ign i f i cat ivos
en los úl t imas dos década y es probable que sea la punta
que abra e l paso a la innovación y a la creativ idad en los
próximos años.
Podr ía pensarse que una act iv idad tan extensa como la
logíst i ca seria tan conocida como otras d isc ipl inas
profes ionales, como sucede en e l caso de mercadotecnia,
ventas, f inanzas, leyes o ingeniería , sorprendentemente,
no es así . Como el movimiento no cambia la apar iencia de
un producto, mucha gente o lv ida que e l empacado, el
manejo de los materia les , e l a lmacenamiento o e l
t ransporte le agregan valor a l producto.
Sabemos ahora un poco mas sobre distr ibución que lo
que sabían los contemporáneos de Napoleón sobre el
interior de África. Sabemos que está al l í que es grande;
eso es todo hay muchos expertos en las fases
individuales; transporte y a lmacenamiento, venta y
hábi tos de compra de los consumidores, et iquetado y
empaque, factoraje y seguros .
Pero cuando una importante dependencia gubernamental
so l ic i tó dos o t res consul tores sobre distr ibución, de

1 0 2 d e 4 1 5
mucha gente a la que se pregunto en la industr ia , en el
gobierno y aún en las universidades nadie pudo nombrar
un solo candidato cal i f i cado .
Los úl t imos Veinte años t ranscurr idos hasta e l presente
han conformado una de las mas est imulante e intensas
épocas en la h is tor ia de la logíst i ca y la d is tr ibución
f ís i ca. Fue durante este preciado que la gente de empresa
y los profesores hic ieron un f i rme compromiso con e l los
mismos y con su profesión a l aceptar e l reto de hacer
cualquier cosa para mejorar e l pro fes ional ismo y la
e fect iv idad de la función logíst ica en las empresas de hoy.
Hay act iv idades c lás icas empresar ia les que agrupados e
grandes departamentos, podrían ser: aprovis ionamiento,
producción, dist r ibución f í s ica. Todos deben ser
descompuestos y soportados por otras func iones de
importanc ia re lat iva al t ipo de empresa, a l mercado en e l
que opera, e l t ipo de producto, etc.
Una red logís t ica puede caracter i zarse por lo s iguientes
e lementos: proveedores , centros de producción
a lmacenes centra les, a lmacenes nacionales, a lmacenes
regionales, a lmacenes locales, a lmacenes de t rans i to,
punto de venta, c l ientes.
En este ul t imo sent ido cabe hablar de “ logíst ica en planta”
como el conjunto de operaciones dest inadas a

1 0 3 d e 4 1 5
proporc ionar a cada puesto funcional los factores de
producción necesar ias.
En un sentido mas general , cabe hablar de canal de
d ist r ibuc ión como el camino o ruta seguida por un
determinado producto o serv ic io desde la fase de
aprovis ionamiento hasta la de consumo por e l c l iente. El
tamaño de los canales puede verse incrementado por los
intemediarios . Pueden ser “ largos” o “cortos. Según e l
número de estos que intervengan. La act iv idad de un
intermediar io suele ser puramente comercia l , exist iendo
la mayoría de las veces varias ventajas en su
intervenc ión: f inanciac ión para la empresa. Absorc ión de
una parte importante del r iesgo.
En lo que se re f iere a la cobertura de mercado esto es , la
mayor o menor ampl i tud de puntos de venta de
determinada zona, podemos c lasi f icar la estrategia de
d ist r ibuc ión en: Intensiva, exclusiva, se lect iva.
A su vez existen muchas al ternat ivas de a lmacenamiento
en lo que a la propiedad se re f iere , la mayoría de los
grandes fabri cantes poseen almacenes propios, aunque
cada vez con mas f recuencia se combina esta opción con
otros: a lqui ler de espac io, leasing, a lmacenes de transi to .
Están aparec iendo en todo e l mundo empresas de
servic ios logíst icos de almacén mediante contrato. Estos

1 0 4 d e 4 1 5
servic ios son: Bás icamente, recepc ión de mercancías,
a lmacenamiento, envíos.
Los almacenes según e l t ipo de mercanc ía t ratado, pueden
ser de muchos t ipos: de productos deter iorables
rápidamente , se paquetería , f r igorí f icos , de deposi to
general .
En re lación con los costos de stocks e inventar ios para
cada t ipo de empresa existen una contabi l idad adecuada y
un t ratamiento especi f i co de los costos por part ida.
Ahora bien, en general conviene agruparlos de manera
que resul te fác i l su estudio y anál is i s cara a la
opt imización exist iendo: Costo de mantenimiento, costo
de reaprovis ionamiento, costos de ruptura o de demanda
insat is fecha, costo de manutenc ión, costos de adquis ic ión.
En la logíst i ca encontramos diversos conceptos
avanzados: Cambios en e l mercado, se observa una
creciente s inerg ia entre los pr incipales agentes del
mercado: consumidores, fabr i cantes y d istr ibuidores.
Conceptos logíst i cos a mejorar entre los cuales podemos
destacar plazos de entrega, nive l de stocks y gestión,
roturas de ex istenc ias, cal idad de servic io en la
d ist r ibuc ión.
Operadores logíst i co of reciendo los servic ios básicos:
Recepc ión de la mercanc ía, descarga de mercancías,

1 0 5 d e 4 1 5
ordenes de serv ic io de Picking, labores administ rat ivas,
entrega de pedidos hasta en 24 horas , stocks por fechas,
s is temas F i fo y L i fo entre otros.
P lataforma logíst ica mul t imodales los cuales son zonas de
act iv idades logíst i cas debidamente preparadas y
estructurales para rea l izar e l conjunto de esas funciones.
También se le conoce por centra l integrada de mercanc ías
(CIM), que no debemos confundi r con e l concepto CIM
para gestión de la producción.
Es imprescindible una mental idad y act iv idad abierta ante
los nuevas técnicas de organización. Como un pr imer
paso hac ia la s impl i f i cac ión y automatización de
operaciones.
Hablar de logíst i ca es una neces idad a todo nivel y sector
económico ya que permi te la dinámica de los mater iales
( insumos), mercancías (productos terminados), los medios
de pago y la información a lo largo de la cadena de
abastecimiento.

1 0 6 d e 4 1 5
AUTOEVALUACIÓN FORMATIVA
Nombre: Fecha
Semestre: Cead
Fase:
A. Escr iba dentro del paréntesis V, s i es verdadera o F si
es fa lsa, cada una de las s iguientes a f i rmaciones.
1. E l concepto de logís t i ca no ha sufr ido cambios
s igni f icat ivos en las ul t imas dos décadas.
( )
2. Las Cooperat ivas de consumidores son asociac iones
de consumidores que se agrupan en rég imen
cooperat ivo para fundar uno o var ios
establecimientos comercia les en donde se puedan
adqui r i r productos de consumo a prec ios mas
reducidos que en e l comercio normal . (
)
3. La manutención es la act iv idad que mas s istemas
presenta, por ser la que mas var iedad de
movimientos comporta .
( )

1 0 7 d e 4 1 5
4. MRP es una herramienta de p lani f i cac ión para
contro lar y coordinar los mater ia les en curso de
fabri cación para reduci r la máximo los niveles de
inventarios. ( )
5. La c lave para ganar cuota de mercado es la mejora
del servic io a l c l iente proporcionando di ferenc iación
e innovac ión a los productos ofertados,
garanti zando plazos de entrega mas costo y
o f rec iendo plazos de entrega mas corto y
o f rec iendo servic ios de va lor añadido. ( )
6. Los a lmacenes de sucursales múlt ip les también se
l laman cadenas sucursal is tas .
( )
A. Complete:
1. En lo que se re f iere a la cobertura de mercado, esto
es la mayor o menor ampl i tud de puntos de venta en
una determinada zona, podemos clasi f icar la estrategia
de dist r ibución en: , y
2. Los almacenes, según e l t ipo de mercanc ía t ratado,
pueden ser de muchos t ipos: ,
, y

1 0 8 d e 4 1 5
3. Los movimientos posibles en un s i stema logíst i co se
pueden subdividi r en cuatro c lases:
, , ¸y
4. Las parte son pla taformas portát i les que permi ten
agrupar varias cargas para su t ransporte y/o
a lmacenamiento. Existen muchas c lases de paletas
pueden ser por la forma y por e l mater ia l
, , y
5. Las zonas mas comunes en un almacén son:
, ,
y .
1 0 9 d e 4 1 5
BIBLIOGRAFIA
BACHS. PUJOL, J. , El embalaje y la exportación. Cámara
Of ic ia l de Comerc io . 1991.
BARRA, R., Círculos de cal idad en operación: estrategia
práct ica. Mccra.Í fui . 1985.
BRITISH INSTITUTE OF MANAGEMENT, Organizarse para
produci r mejor . Ed. Franc isco Casanova, 1962.
CANDEA,. D. I . . Direcc ión de operaciones en la empresa
Operat ions managment, Ed. Hispano europea 1983.
CARRALLO MÉNDEZ. A. , Logís t i ca comerc ia l , ESIC
Edi toria l . 1978.
DOUCHY. J. M. Hacia e l cero defectos en la empresa
TecnoIoías de Gerencia. 1988.
FERNÁNDEZ DE CASADEVANTE y MÚJICA, J. L. ,
Almacenaje, Ed. Deusto, 1968.
FERON. R., Organización de la producc ión, Ed. Deusto.
1967.

1 1 0 d e 4 1 5
FlORE, C. . La logís t i ca en Europa: una nueva estrategia-
c l iente, Ed. Díaz de Santos. 1992.
GABOR. A.. Deming, e l hombre que descubrió la cal idad.
Ed. Granica, 1990.
GROOCOCK, J . M., La cadena de la cal idad. Ed. Díaz de
Santos. 1993.
HARRINGTON, H. J . , El coste de la mala cal idad, Ed. D íaz
de Santos , 1990.
ISHIKAWA. K. , Práctica de los c í rculos de contro l de
cal idad. Tecnologías de Gereuca. 1989.
LARRAÑETA. J. , Métodos modernos de gest ión de la
producción. Al ianza. 1988.
LAWRENCE. A.. Gestión prácti ca de la d is tr ibución
comercia l , Ed. Deusto. 1989.
MARTÍNEZ TERCERO, M., Canales y redes de d is tr ibución
comercia l , Ed. Paraninfo. 1976.
MICHEL. P. . Manutención y t ransporte inter ior . Ed.
Deusto. 1968.
PAL0M IZQUIERDO, F . J . . Círcu los de cal idad: teoría y
práct ica, Ed. Marcombo. 1987.

1 1 1 d e 4 1 5
PEIRÓ, J . M.. Círcu los de ca l idad, Eudeba. 1993.
RAVELEAU. O., Les Cercles de Qua l i té f rançais . Entrepr ise
moderne. 1983.
SALÉN, H.. Distr ibución: cómo ser e l número 1. Ed. Henrík
Salén, 1988.
TRABUCCHI, R. . Cómo implantar una moderna d is tr ibución
comercia l , Ibér i co Europea de Edic iones, 1970.
UDAONDO DURÁN, M., Gest ión de cal idad. Ed. Díaz de
Santos. 1991.
CHRISTOPHER, Martin, Logís t i ca Aspectos Estratégicos,
Edi toria l L imush, Noriega Edi tores, 2000
Rev i s t a La Repub l i c a . Pag . 1 4 .

1 1 2 d e 4 1 5
SITIOS DE CONSULTA
www.gog l e . co
www.a l t a v i s t a . c o
www.monog ra f i a . c om

1 1 3 d e 4 1 5
UNIDAD 2
UNIDAD DE PORDUCCION

1 1 4 d e 4 1 5
CONTENIDO
UNIDAD 1: UNIDADES DE PRODUCCION
CAPITULO 1. TIPOS DE PRODUCCION
PRODUCCIÓN TIPO TALLER
PRODUCCIÓN TIPO LÍNEA
PRODUCCIÓN POR PROYECTOS
PRODUCCIÓN DE SERVICIOS
PRODUCTIVIDAD
CAPACIDAD DE UN SISTEMA EFICACIA Y EFICIENCIA
Caso 1
Caso 2
EQUILIBRIO DE LÍNEA CRONOGRAMAS DE PRODUCCIÓN
CICLOS DE TIEMPO Y DE FABRICACIÓN.
CASO PRACTICO DE EQUILIBRADO DE LÍNEA SECUENCIA
DE OPERACIONES.
DISTRIBUCIÓN DE PLANTA
TIPOS DE DISTRIBUCIÓN
DISTRIBUCIÓN TIPO LINEAL
DISTRIBUCIÓN TIPO TALLER
DISTRIBUCIÓN POR CADA PUNTO FIJO
MÍNIMOS FLUJOS NO ADYACENTES
ANÁLISIS CARGA – DISTANCIA
MATRIZ DE MOTHER

1 1 5 d e 4 1 5
UN PROBLEMA RESUELTO MEDIANTE UN MODELO DE
GESTIÓN DE STOCK
CONCEPTO CIM, UN CONCEPTO DE GESTIÓN LOGÍSTICA
DE FUTURO PAR A LA PRODUCCIÓN.
S impl i f icación
Automatización
Integración
Cí rculos de cal idad
PROBLEMAS PROPUESTOS
CASO DE ESTUDIO OPTIMIZACIÓN DEL SISTEMA DE
DISTRIBUCIÓN DE ALICORP (PERÚ)

1 1 6 d e 4 1 5
FASES DE APRENDIZAJE
• Fase de Reconoc im ien to :
En e s t a un i dad e l e s t ud i an te r ea l i za r á una exp l o ra c i ó n
de c ono c im ien t o s p r e v i o s c on l a s re spe c t i v a s
t emá t i c a s . De sa r ro l l a ndo de e s t a mane r a h ab i l i d ades
de pensamien to t a l e s como : t oma de de c i s i o nes . E s t a
a c t i v i dad se c ono ce como : Ap rend i za je i n d i v i dua l .
• Fase de P ro fund i zac ión y t rans fe renc ia :
Rea l i z a l a e t apa donde e l e s t ud i an te exp l o r a sus
c ono c im i en to s p re v i o s . Lo s e s t ud i an te s de
o rgan i z a r an en pequeños g r upo s , se re a l i z a un t a l l e r ,
s e nombre un r e l a t o r po r c ada pequeño g rupo ; l uego
s e re a l i z a ra un en sayo .
Se l l e va ra a cabo una p l e na r i a donde c ada pequeño
g rupo expond rá su s c ono c im i en to s an te su s
c ompañe ro s de un g ran g r upo
E l t u t o r e s e s t a se c c i ó n ha r á l a r e s pe c t i va
r e t r o a l imen ta c i ó n .

1 1 7 d e 4 1 5
INTRODUCCION
Esta unidad abarca temas de suma importancia, la
total idad de e l los se apl ican en las act iv idades labora les.
Temas como: t ipo de producción, product iv idad, ef i cacia,
e f ic iencia, equi l ibrio de l ínea, etc. Permi t i rán al
administ rador de empresas o profesional de otras áreas
aproximarse al manejo desde cualquier punto de vista a
las unidades de producción manejada en la empresa.

1 1 8 d e 4 1 5
CAPITULO 1.
TIPOS DE PRODUCCIÓN
Se ent iende por producción una de las act iv idades de la
empresa cuyo objet ivo es la creación de bienes o
servic ios , mediante la rea l ización y gest ión de
operaciones o transformaciones de diversos materia les y/o
componentes , obteniendo en cada momento un valor
añadido en cada etapa con respecto a la anter ior. A la
gest ión de la producción se la conoce también por el
término gest ión de las operac iones, entendiendo por e l lo
la uti l i zac ión económica de todos los recursos necesar ios,
humanos y mater ia les .
Un proceso productivo puede subdividi rse en un gran
conjunto de operac iones diversas, que serán dist intas
según e l t ipo de producción tratado, s iguiendo e l concepto
de generación de valor añadido. Existen act iv idades
logíst i cas que sólo suponen cargo o coste añadido al
producto y. en este sent ido, no son productivas . Pero no
puede general ízarse s iempre. Por ejemplo, transportar
h idrocarburos, o s implemente t ransportar agua al
desierto , dar ía un valor añadido al producto agua,
consti tuyendo as í e l t ransporte una act iv idad product iva.

1 1 9 d e 4 1 5
Una c lasi f icación posible de los t ipos de producc ión podr ía
ser:
— Producc ión t ipo ta l ler .
— Producc ión t ipo l ínea.
— Producc ión por proyectos .
— Producc ión de servic ios .
Cada t ipo t iene sus part icularidades en lo que se ref ie re a
las s iguientes caracterí s t icas:
— Número de productos.
— Tipo de proceso.
— Layout de planta (dist r ibuc ión).
— Cic los product ivos.
— Tipo de gest ión.
Vamos a anal i zar a cont inuación por separado cada uno de
los t ipos de producción descr i tos , considerando las
caracter ís t i cas mencionadas.
1.1 PRODUCCIÓN TIPO TALLER
E l modelo más t íp i co lo consti tuye un tal ler de
reparac iones de automóvi les. Aquí se ent iende por
producto cualquier combinación de todas las operac iones
posibles dentro del ta l ler.

1 2 0 d e 4 1 5
Cada combinación de operaciones def ine un proceso
d ist into que requeri rá de una adecuada secuencia y una
gest ión de recursos y t iempo.
MECÁNIC
A
CHAPA ELECTRICID
AD
PINTUR
A
PRODUCTO
S
Automóvil
1
Repara
carburado
r
X
Comprobar
luces
X
Producto 1
Automóvil
2
X
Reparar
puertas
X
Pintar
puertas
Producto 2
Automóvil
3
Puesta
a punto
Pequeñas
abolladur
as
Revisión del
sistema
eléctrico
Pintar
todo
Producto 3
En la tabla s iguiente se aprecian tres t ipos de productos
que def inen t res procesos dist intos:
Proceso 1: MECANICA ELECTRICIDAD
Proceso 2: CHAPA PINTURA
Proceso 3: MECANICA CHAPA ELECTRICIDAD
PINTURA

1 2 1 d e 4 1 5
Es cuest ión de gestión de operaciones ordenar cada etapa
de los procesos y contro lar los t iempos para lograr el
máximo de productiv idad y ev i tar l íneas de espera . El
orden de las activ idades de cada proceso podrá ser
cualquiera que opt imice los recursos, cumpl iendo
restricc iones, como por e jemplo la de que no se puede
p intar s in antes haber pasado por chapa, y la de atender
c ier tas reglas de pr ior idad. La d ist r ibuc ión de cada puesto
funcional estará determinada por d iversos fac tores. Unas

1 2 2 d e 4 1 5
MECANICA
ELECTRICIDAD
CHAPA PINTURA
LAVADO OTROS
LAYOUT: TALLER
veces será e l espacio , otras, condic iones espec ia les
( ru ido, atmósfera inerte , etc.) . A ta l e fecto, se
desarro l la rán poster iormente modelos dist intos, como el
anál is i s distancia-carga y otros.
E l c ic lo de producción o de fabr i cación suele ser largo en
contraposic ión, sobre todo, a l c ic lo de fabri cac ión de la
producción t ipo l ínea.
1.2 PRODUCCIÓN TIPO LÍNEA
Se establece un proceso único bastante comple jo para la
obtención de un producto único. Por e jemplo, una l ínea de
fabri cación de caramel i tos.
Para consegui r caramel i tos han de real i zarse muy d iversas
operaciones secuencia les, totalmente def in idas y
p lani f icadas.
MATERIAS PRIMAS MP
COLORANTES ESBILIZANTES
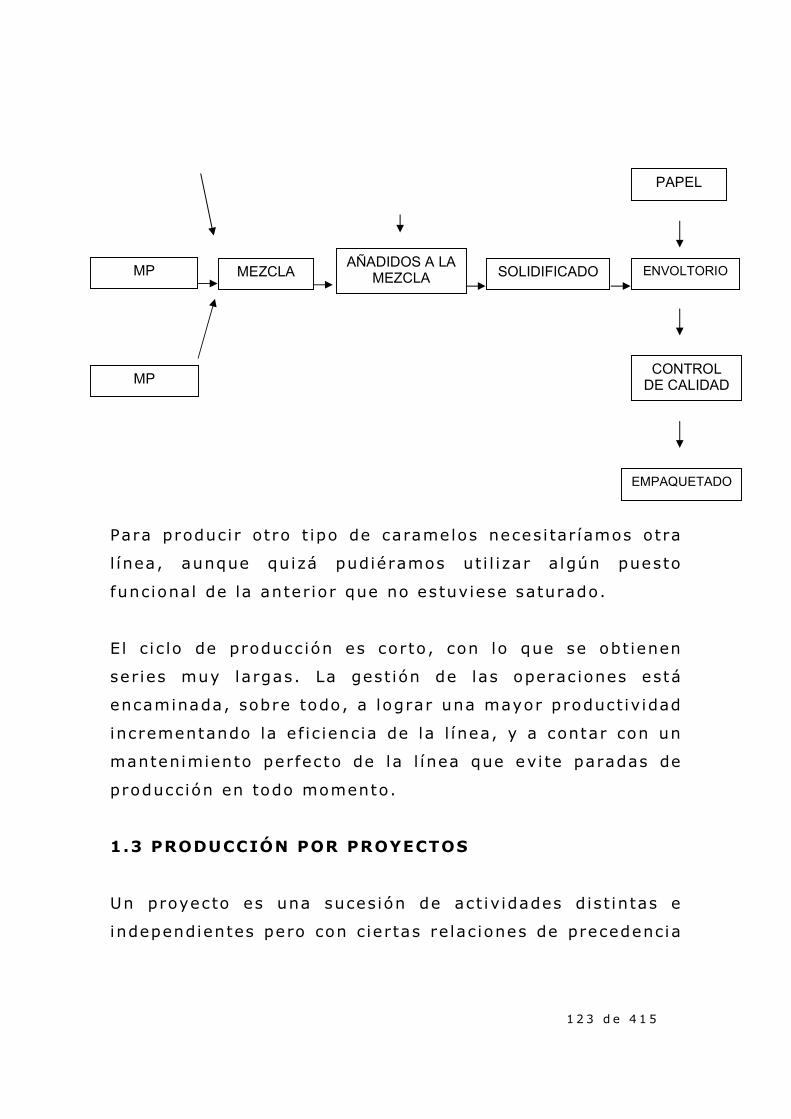
1 2 3 d e 4 1 5
Para produci r otro t ipo de caramelos neces i tar íamos otra
l ínea, aunque quizá pudiéramos ut i l i zar a lgún puesto
funcional de la anter ior que no estuviese saturado.
E l c i c lo de producc ión es corto, con lo que se obt ienen
ser ies muy largas. La gest ión de las operac iones está
encaminada, sobre todo, a lograr una mayor product iv idad
incrementando la e f ic iencia de la l ínea, y a contar con un
mantenimiento perfecto de la l ínea que evi te paradas de
producción en todo momento.
1.3 PRODUCCIÓN POR PROYECTOS
Un proyecto es una sucesión de act iv idades d ist intas e
independientes pero con c iertas re laciones de precedencia
MP
MP
MEZCLA AÑADIDOS A LA
MEZCLA SOLIDIFICADO
PAPEL
ENVOLTORIO
CONTROL DE CALIDAD
EMPAQUETADO

1 2 4 d e 4 1 5
para la consecuc ión de un bien único. Por e jemplo, un
edi f i c io , una instalación e léc tr ica, un proyecto de
invest igación y desarro l lo , e tc. E l c ic lo de producción es
único y, generalmente, muy largo. La gest ión de
proyectos, método PERT y otros , va encaminada a la
coordinación entre act iv idades y recursos y al contro l de
los costos y plazos de t iempo de consecución.
1.4 PRODUCCIÓN DE SERVICIOS
Son muchos los t ipos de serv ic ios que pueden generar
valor añadido: transporte públ i co , enseñanza, asesoría-
consul tor ía , e tc. Según se t rate , e l proceso puede ser muy
d ist into a otro, así como los c ic los de producc ión y los
productos. En cualquier caso, la gest ión se or ienta a
consegui r la mayor e f ic ienc ia de los recursos y los costos
mínimos. En la tabla s iguiente se detal lan las funciones
más importantes según e l t ipo de producción:
PRODUCCIÓN FUNCIONES MÁS IMPORTANTES
Tipo ta l ler Ordenac ión y programación de la
producción.
Contro l de resultados.
T ipo l ínea Previs ión de a demanda.
P lani f icación de la capacidad.
P lani f icación de la producc ión.
Gest ión de stocks.
Aprovis ionamiento.

1 2 5 d e 4 1 5
Proyectos Programación y contro l .
Gest ión de mater ia les.
Servic ios Previs ión de la demanda.
P lani f icación de la capacidad.
1.5 PRODUCTIVIDAD
Los factores de producción son aquel las aportaciones en
términos de recursos mater ia les y humanos (capi ta l y
t rabajo) para la consecuc ión de bienes o servic ios.
Una técnica de producción queda determinada cuando se
especi f ican los factores que intervienen en e l proceso. La
mayoría de los que ut i l i zaremos serán contro lables, que
podrán ser f i jos o var iables. Un factor f i jo es aquel que no
puede variarse fáci lmente a corto plazo, como las
instalaciones, equipos, mano de obra. Dentro de los
var iables existen factores l igados, que son aquel los que
no varían s ino uno en función de l otro, factores
l imi tativos cuya cant idad determina la cant idad de
producto, y fac tores sust i tu ibles cuyo e fecto es
compensable aumentando o disminuyendo las cantidades
de otros:
F i jos
Factores contro lables L igados
Var iables L imitat ivos
Sust i tuibles

1 2 6 d e 4 1 5
Una forma de medi r la product iv idad es mediante la
re lación
Producción
Product iv idad=
Factores product ivos
Y son factores productivos e l capi ta l , las amort i zaciones,
las materias pr imas, e l trabajo. etc.
Vamos a def in i r , como medida de apoyo, los conceptos
c lás icos de productiv idad total , media y marginal ,
mediante un e jemplo para un único fac tor . Consideremos
que l número de unidades vendidas a diversos c l ientes es
función del t iempo empleado en preparar una entrevis ta y
en la propia entrevista. A más t iempo de dedicación al
c l iente, mayor número de unidades vendidas. Ahora bien,
todo t iene un l ími te: a part i r de una duración máxima, e l
c l iente se aburre y no só lo no compra más s ino que
compra inc luso menos. Supongamos los datos de la tabla
s iguiente:

1 2 7 d e 4 1 5
La product iv idad media se calcula div idiendo los valores
de la co lumna II entre los de la co lumna I en las unidades
deseadas. La productiv idad marginal es e l incremento del
número de unidades vendidas por unidad aumentada de
t iempo. Así por e jemplo, s i e l t iempo de preparac ión y de
entrevis ta es de 0.50 horas (30 minutos) , se colocan 10
unidades. La product iv idad media por hora ind ica que s i
dedicásemos una hora comple ta. podrían venderse 10/0.5
= 20 unidades, cosa que no t iene por qué ocurr i r , como
se ve después en la tabla. Si pasamos de 0.5 horas a 0.6
horas, la product iv idad total se incrementa en (13— 10) =
3 unidades.
13—10 3
= = 30 uds./hora.
0,6—0,5 0 ,1

1 2 8 d e 4 1 5
Esta cant idad pos i t iva expresa que por cada hora dedicada
de más puede aumentarse la producción en 30 unidades.
Luego nos compensará dedicar más t iempo a la entrevista.
S in embargo, s i para 0.8 horas se colocan 20 unidades
para 0.9 horas se co locan 18 unidades, la product ividad
marginal será:
18—20 2
= — = —20 uds/hora.
09—0,8 0 ,1
Es deci r , a part i r de 0.8 horas de dedicación, la
product iv idad decrece, luego en pr incipio no interesa
dedicar más de 0.8 horas, ya que e l rendimiento marginal
(uni tar io) es negat ivo.
S i en vez de va lores tabulados contáramos con una
función de producc ión, las expresiones para las di t i tas
product iv idades ser ían:
P1 =p(f)
P = p(f )
f
P ’ = d [p( f)]
d f
donde: f = fac tor de producc ión,
P t = product iv idad total ,
P = product iv idad media,
P ’ = product iv idad marginal .

1 2 9 d e 4 1 5
Ejemplo:
E l rendimiento en una l ínea en función del número de
unidades fabricadas se ha calculado como la ecuación
matemática
R = 6 n — 0,5 n2
( ley de los rendimientos decrec ientes)

1 3 0 d e 4 1 5
R t = 6 n — 0,5 n2
— 6n—0,5n2
R = = 6—0,5n
n
d
R’ = (6n—0,5 n2) = 6—n
dn
Dando valores a n desde 0 hasta 10 unidades, obtenemos
los resul tados de la tabla.
1.6 CAPACIDAD DE IN SISTEMA. EFICACIA Y
EFICIENCIA
La capacidad de un s i stema de una determinada
instalación es e l número máximo de unidades que puede
produci r en la unidad de t iempo (tasa de producc ión).
S in embargo. no s iempre es posible l legar a esta tasa de
producción por muchas causas: demanda. fa l los,
defectuosos, etc.
La e f i c iencia de un s i stema Ef mide la re lación existente
entre la producción úti l la capacidad del s is tema:
Producción út i l
E f =
Capacidad del s is tema

1 3 1 d e 4 1 5
Un s is tema es e f icaz cuando cumple los objet ivos
propuestos. Si los objet ivos de producc ión son menores
que la capacidad máxima, e l s i stema no será e f ic iente
c ien por c ien, pero podrá ser e f i caz.
Veamos los s iguientes e jemplos:
S i la producción út i l hubiera s ido de 200 piezas d iar ias, se
habría cumpl ido e l objet ivo, pero debido a los defectos
encontrado la producción real no ha sobrepasado las 190
p iezas . Luego la medida de e f icacia del s i s tema nos da:
190
E f icacia = 0,95 = 95%
200
OBJETIVO DE PROGRAMACION 200 piezas diarias
TASA DE PRODUCCION REAL 200 Piezas diarias
PRODUCCION UTIL 190 Piezas diarias
CAPACIDAD 300 piezas diarias
DEFECTOS 10 Piezas diarias

1 3 2 d e 4 1 5
Dado que no estamos ut i l i zando al máximo la instalación
de capacidad 300 piezas diarias, la e f i cacia del s is tema
será:
190
E f i c iencia = 0,63 = 63,33%
300
S i no hubiera habido defectos, la ef i cacia habría s ido de
100% y la ef i cac ia del 200/300 = 66,66%.
Sea ahora e l d iagrama de bloques s iguientes:
PROGRAMACION 300
PRODUCCION REAL 300 Piezas diarias
PRODUCCION UTIL 280
CAPACIDAD 300
DEFECTOS 20

1 3 3 d e 4 1 5
Dado que e l s is tema está operado a su capacidad máximo,
se podría considerar que es ef i c iente 100%, debido a los
defectos la e f icacia es del
280
= 93,33%
300
Valor que coinc ide con la e f icacia en este caso.
Hasta ahora hemos considerado para def in i r estos
conceptos que toda la producc ión debe ser út i l para la
máxima ef icacia. Y s i además ut i l i zamos las máximas
posibi l idades del s is tema será también de máxima
ef ic iencia. Pero hay quien podría cons iderar un s i stema
ef ic iente 100% con sólo tenerlo produc iendo a su máxima
capac idad, s in descontar los defectos. En cualquier caso,
las re laciones vistas s i rven en: es cuestión de cr i ter io y
convenio .
Un s istema de producción en l ínea se compone de diversos
«puestos funcionales» ordenados secuencia lmente y que
def inen un proceso. La capac idad del s i s tema v iene dada,
entonces, por la capac idad del puesto func ional más lento.
E l s i stema del diagrama s iguiente consta de c inco puestos
individuales de t rabajo. Sus capac idades operat ivas son
50, 35, 40, 30 y 40 unidades por unidad de t iempo:

1 3 4 d e 4 1 5
Entrada Sal ida
La capac idad del s is tema será de 30 unidades.
Veamos los casos s iguientes:
Caso 1
Se produce a la sal ida 30 unidades s in defectos. Entonces,
para:
30
S istema: Ef i cacia = Ef ic iencia = = 100%
30
Puesto 1: Ef i cacia = 100%
30
Ef i c ienc ia = = 0,6 =60%
50
Puesto 2: Ef i cacia = 100%
30
E f i c ienc ia = = 0,86 =86%
P1 50
P2 35
P3 40
P4 30
P5 40

1 3 5 d e 4 1 5
35
Puesto 3: Ef i cacia = 100%
30
E f i c ienc ia = = 0,75 =75%
40
Puesto 4: Ef i cacia = 100%
30
E f i c ienc ia = = 100%
30
Puesto 5: Ef i cacia = 100%
30
E f i c ienc ia = = 0,75 = 75%
40
Será imposible lograr la máxima ef i c iencia para cada
puesto funcional , a no ser que estemos dispuestos a
mantener un stock intermedio entre puestos . Esto no
consti tui r ía un grave problema s i los obreros encargados
por puesto fuesen mult id i sc ipl inares \ pudieran e fectuar
otra labor en los t iempos muertos o en otro momento.
Por supuesto. lo más adecuado ser ía obtener una máxima
ef ic iencia en todos los puestos , s in stocks: di r íamos
entonces que la l ínea está equi l ibrada.

1 3 6 d e 4 1 5
Caso 2
E l f lu jo de materia les se observa sobre las f lechas del
d iagrama. Supongamos que se han programado 20
unidades para fabri car . Cada puesto presenta a l f ina l del
d ía un número de defectuosos:
20 18 18 16 13 13
Se produce a la sal ida 30 unidades s in defectos. Entonces,
para:
13
S istema: Ef i cacia = = 0,65 = 65%
20
13
P1 50
P2 35
P3 40
P4 30
P5 40
Defectos 1
Defectos 0
Defectos 2
Defectos 3
Defectos 0

1 3 7 d e 4 1 5
E f i c ienc ia = = 0,43 =43,33%
30
18
Puesto 1: Ef i cacia = = 0 ,90 = 90%
20
18
E f i c ienc ia = = 0,36 = 36%
50
18
Puesto 2: Ef i cacia = = 1 = 100%
18
(ya que presenta cero defectuosos)
18
E f i c ienc ia = = 0,86 =86%
35
16
Puesto 3: Ef i cacia = = 0 ,88 = 88,88%
18
16
E f i c ienc ia = = 0,4 = 40%
40

1 3 8 d e 4 1 5
13
Puesto 4: Ef i cacia = = 0 ,8125 = 81,25%
16
13
E f i c ienc ia = = 0,43 = 43,33%
30
13
Puesto 5: Ef i cacia = = 1 = 100%
13
13
E f i c ienc ia = = 0,325 = 32,50%
40
En este caso la e f ic iencia mide la re lación entre unidades
út i les buenas la capacidad de cada puesto funcional . Pero
los puestos han estado ocupados también produciendo
unidades defectuosas. Podr íamos real i zar análogos
cálculos s i quis iéramos saber t iempos de ocupación s in
más que considerar e l total de piezas a la entrada del
puesto en vez de a la sal ida.
1.7 EQUILIBRADO DE LÍNEA. CRONOGRAMAS DE
PRODUCCIÓN. CICLOS DE TIEMPO Y DE FABRICACIÓN

1 3 9 d e 4 1 5
El equi l ibrado de l ínea es la d is tr ibución de los puestos
funcionales de forma secuencia l para consegui r e l máximo
aprovechamiento de los recursos mano de obra y equipo,
reduciendo al máximo los t iempos muertos.
Supongamos tres puestos funcionales A. B C.
Entrada Sal ida
Del sistema del sistema
Los números A = 1, B 3 y C = 2 expresan unidades de
t iempo de proceso necesarias para desempeñar su función
o act iv idad. Imaginemos que deseamos fabri car caramelos
y éstos precisan de t res operac iones A. B y C d ist intas y
ordenadas como en la f igura. El t iempo que se tarda en
fabri car un caramelo es lo que l lamaremos c ic lo de
fabri cación. Este es:
CF=tA+tB+t c= 1 + 3 + 2 = 6 u.t .
Es deci r , tardar íamos seis unidades de t iempo en fabricar
un caramelo. Entonces. ¿Cuánto tardaremos en fabri car 60
caramelos? Desde luego, la respuesta no es 60 x 6 360
unidades de t iempo, ya que estamos produc iendo en l ínea
y eso s igni f ica que hay var ios caramelos a la vez en la
l ínea y en cada puesto.
A 1
B 3
C 2

1 4 0 d e 4 1 5
Para ver lo con c lar idad, rea l i zaremos e l s iguiente
cronograma de producción:
CARAMELOS
tm tm tm tm
Caramelo 1 1 3 2
Caramelo 2 1 3 2
Caramelo 3 1 3 2
Caramelo 4 1 3 2
Caramelo 5 1 3 2
1 2 3 4 5 6 7 9 10 12 13
15 16 18
ARREQUE DEL
SISTEMA
Cara
melo
1 te
rminado
Caramelo 2 te
rmina
do
Cara
melo
3 te
rminado
Cara
melo
4 te
rminado
Cara
melo
5 te
rminado

1 4 1 d e 4 1 5
Empieza a procesarse e l pr imer caramelo. Está en el
puesto A durante una unidad de t iempo y luego pasa al B,
Queda l ibre e l A. que puede empezar con e l segundo
caramelo, mientras e l B s igue todavía con e l pr imero.
Como B tarda 3 unidades de t iempo en procesar e l primer
caramelo, e l A puede procesar mientras tanto otros t res
caramelos. Se creará as í un stock intermedio o «<cuel lo
de bote l la» entre A y B para e l que hará fa l ta disponer un
contenedor.
Vemos que e l pr imer caramelo se termina a las 6 unidades
de t iempo. Cuando e l puesto B termina con e l pr imer
caramelo, lo pasa a C. que lo procesa en 2 unidades de
t iempo. B toma el segundo cuando A está tomando ya e l
qu into (a las 4 unidades de t iempo). Al contrar io que B. el
puesto C t iene que esperar a que aquél le s i rva,
or ig inándose así un «tiempo muerto» en este puesto (tm).
Y así sucesivamente ocurren las cosas. Hay que t ratar de
segui r y comprender e l cronograma. de donde podemos
sacar gran información.
Apreciamos que cada 3 unidades de t iempo sale un nuevo
caramelo. Precisamente e l t iempo de proceso del puesto
funcional más lento. Este es e l c i c lo de t rabajo o t iempo
de producción de una nueva unidad.

1 4 2 d e 4 1 5
CT = tiempo de proceso más lento = tiempo de operación mayor = 3 u.
t.
Ahora ya podemos saber en cuánto t iempo habremos
producido 60 caramelos .
Con todo r igor, sería:
Pr imer caramelo 6 u. t .
59 restaurante cada 3 u.t . , un caramelo
T iempo total = 6 + (59 x 3) = 183 u.t .
Las e f ic ienc ias para e l c i c lo de trabajo para cada puesto
son:
T ope r a c i ó n A 1
Puesto A: Ef= = = 33,33%
CT 3
T ope r a c i ó n B 3
Puesto B: Ef= = = 100 %
CT 3
T ope r a c i ó n C 2
Puesto C: Ef= = = 66,66%
CT 3

1 4 3 d e 4 1 5
Es deci r . e l puesto B no para nunca. El puesto C t iene un
t iempo muerto de 1 unidad de t iempo: luego para obtener
una producción «sin stocks intermedios» e l puesto C
t rabaja 2 unidades de t iempo de cada 3 unidades de
t iempo, y e l puesto A neces i tará t rabajar la tercera parte
del c i c lo de t iempo.
Se de f ine la ef ic iencia del s is tema en l ínea según la
expresión
CF
ESI ST EMA =
CT .N
donde: CF = tA + t8 , - t =
N = número de puestos funcionales .
En nuestro caso:
6
ES = 0,66 = 66,66%
3.3
Los t iempos muertos de cada puesto funcional pueden
darse respecto a l CT como complementar ios de las
e f ic iencias de cada puesto.
Ct – to p t op
Tm = = 1 -

1 4 4 d e 4 1 5
CT CT
1 2
Puesto A: tmA = 1- = = 66,66%
3 3
2 1
Puesto B: tmB = 1- = = 33,33%
3 3
3 2
Puesto C: tmA = 1- =0 = 0%
3 3
Volvamos al concepto equi l ibrado de l ínea. Éste será
ópt imo cuando sea máxima la ef i c iencia del s is tema.
Con un poco de intuic ión, es lógico pensar que la
e f ic iencia será máxima cuando todos los puestos
funcionales tengan e l mismo t iempo de operac ión. Hasta
ahora no hemos hablado de operar ios en los puestos
funcionales, pero suponíamos que cada uno disponía de un
operario . Obviamente , la e f ic ienc ia del operar io con esa
d ispos ic ión secuencia l es la misma que la de su puesto.
S in embargo, nada nos impide agrupar puestos
funcionales en «estaciones».

1 4 5 d e 4 1 5
Deberemos, pues, consegui r de esta forma estac iones con
igual t iempo de operac ión, igual a l c ic lo de t iempo del
proceso.
E l número de estaciones adecuado lo da la re lación entre
c ic los de fabr i cac ión y t iempo:
CF
N =
CT
En nuestro caso:
6
N = = 2 estaciones
3
Dos estaciones con act iv idades o puestos cuya suma de
t iempo de operac ión sea e l c i c lo de t rabajo.
Vemos fáci lmente que
tA+tc=1+2=3U.t .CT
tB = 3 u. t . = CT
La soluc ión es:

1 4 6 d e 4 1 5
La e f i cacia del nuevo si stema es
CF 6
ES = = = 100%
CT . N 3 .2
Por supuesto las e f ic ienc ias de los puestos no han
var iado, pero s i las de los operarios. Ahora sólo
preciamos de dos (antes de t res) y están totalmente
ocupados, con e l cons iguiente ahorro de mano de obra.

1 4 7 d e 4 1 5
1.8 CASO PRACTICO DE EQUILIBRIO DE LINEA
SECUENCIA DE OPERACIONES
Resumimos todo e l proceso de cá lculo desarro l lado en e l
apartado anterior .
CF = ∑toperacion =
= 0,60 + 0,35 + 0,29 + 0,15 + 0,55 + 0,30 +
0,30 = 2,54 u.t
CT = t op . ma yo r = 0,60 u. t .
CF 2 ,54
N = = = 4,23 ≈ 4 estaciones
CT 0 ,60
Una agrupac ión pos ible es:
A
0,60
Operarios: 1
B
0,35
1 op.
C
0,29
1 op.
D
0,15
1 op.
E
0,55
1 op.
F
0,30
1 op.
G
0,30
1 op.
ESTACION 1 A
0,60
1 operario
ESTACION 2
B C
0,35 + 0,29 = 0,64
1 operario
ESTACION 3
D E
0,15 + 0,55 = 0,70
1 operario
ESTACION 4
F G
0,30 + 0,30 = 0,60
1 operario

1 4 8 d e 4 1 5
Hemos ahorrado t res operaros respecto al s is tema inic ia l .
Pero hemos variado un poco e l c ic lo de trabajo.
Ahora es .
CT = 0,70 u.t.
Esto quiere dec i r que produci remos algo menos en la
jornada, pero puede compensar a la disminución de costos
producida.
Otra def in ic ión del c i c lo de t rabajo puede ser:
Tiempo de funcionamiento de la linea
CT=
Numero de unidades a producir
S i deseamos que la l ínea func ione un turno diar io de ocho
horas, es deci r . 480 minutos, con un CT = 0.70 minutos,
se podrán fabr icar aproximadamente:
t f u n c i o nam i e n t o
n= =
CT
480
= = 686 unidades
0,70 minutos

1 4 9 d e 4 1 5
Si queremos fabr icar más unidades, só lo es posible a base
de horas extraordinarias. Únicamente cuando sean
cant idades múlt ip lo de la anter ior y dupl icando la l ínea,
será posible consegui r e l objet ivo con máxima ef ic iencia.
S i queremos produci r 1 .400 unidades, e l CT debería ser:
t f u n c i o nam i e n t o
CT = =
n.º uds.
480 minutos
= = 0,34 m/ud.
1 .400 uds
E l CT debe ser ahora la mi tad. El número de operar ios
necesarios es:
CF 2 ,54
N = = = 7,47 = 8 operar ios
CT 0 ,34
Es deci r , dos operar ios por cada estación. Ahora . en 0.70
minutos saldrán dos unidades. que es como una unidad
cada 0.35 minutos.
Pero debemos respetar s iempre las secuencias de
operaciones en l ínea. La activ idad B sólo podrá real i zarse

1 5 0 d e 4 1 5
después de A y antes de C. Lo mismo cabe dec i r para el
resto.
Otro caso
Deseamos produc i r por jornada 1.000 unidades. Entonces:
480
CT = = 0,48 minutos
1.000
Y este valor no es múl t ip lo de los anteriores CT.
Pero ex iste una agrupac ión pos ible en estaciones para
este c ic lo de trabajo. O «para sus múlt ip los». Veamos:
tA + tB + t = 0,60 + 0,35 + 0,29 = 1,24 minutos .
TD + t E + t F + tG = 0,15 0,55 + 0,30 0,30 = 1,30
minutos.
Considerando que los múl t ip los de 0,48 son
0 ,48, 0 ,96, 1 ,44, 1,92, etc.
e l valor más próx imo es 1.44. y puede ponerse:

1 5 1 d e 4 1 5
En esta agrupación. e l nuevo CT es 1.30. Luego:
CF 2 ,54
N = = = 1,95 2 operarios por
estac ion
CT 1 ,30
E l número de unidades a obtener con esta dispos ic ión es:
t f u n c . 480 m
n = = = 370uds.
CT 1 ,30m
ESTACION 1
A B C
1,24
1 operario
ESTACION 2
D E F G
1,30
1 operario

1 5 2 d e 4 1 5
Si deseamos obtener 1.000 unidades, t r ip l icaremos la
l ínea, obteniendo (370 x 3= = 1.110 unidades, va lor más
aproximado al objet ivo.
La dispos ic ión es:
Dependiendo del trabajo a real i zar, e l número de
operarios es e l mismo que e l de equipos. Tr ip l icar un
equipo es impos ible a veces por la e levada inversión que
supone.
En otros casos, donde se requiera sólo trabajo
administ ra tivo, gestión interna, o t ransporte en almacén,
es bastante más asequible rea l izable .
1.9 DISTRIBUCIÓN EN PLANTA
1.9.1 Tipos de distr ibución
Hemos vis to en e l capí tulo anter ior un proceso en l ínea
como la sucesión de diversas activ idades. Esto no quiere
deci r que en la práct i ca la distr ibución de los puestos
ESTACION 1
3 operarios
ESTACION 2
3 operarios
1 5 3 d e 4 1 5
funcionales que las real i zan sea de idénti ca forma a la
representada. En func ión de muchas condic iones
determinantes, la ubicación de cada puesto o estación de
t rabajo será dist inta, pudiendo exist i r entre puesto la
d istancia suf i c iente como para requeri r de contenedores y
de la func ión t ransporte en planta.
Dependiendo del t ipo de producción considerada, del t ipo
de producto y del volumen de productiv idad, la
d ist r ibuc ión en p lanta (Iayour) será de una forma u otra.
En general , podemos clasi f i car los t ipos de d is tr ibución
anteriormente v istos:
— Dis tr ibución t ipo ta l ler (funcional) .
— Distr ibuc ión t ipo l ínea (por productos)
— Distr ibuc ión de componente f i jo (provectos).
Una adecuada d istr ibución disminuye e l coste de las
operaciones. como el manejo y t ransporte de mater iales.
Stocks, e f i c iencias de los trabajadores. etc.
1.9.1 Distr ibución t ipo l ínea
Ordena y agrupa puestos func ionales operar ios según los
conceptos que conducen al equi l ibrado de l ínea. Requiere
de todo e l esfuerzo del equipo de plani f icación y una vez
instalada la l ínea los cambios son costosos y d i f í c i les de
hacer. El f lu jo de t rabajo de mater ia les es cont inuo y se

1 5 4 d e 4 1 5
determinan órdenes concretas de programación de la
producción (ordenación de la producción) para cada
puesto func ional . Las técnicas de mejora de productiv idad
en los procesos de l ínea van or ientadas a la s impl i f i cación
de trabajos y a la automatización, con e l objet ivo de
ganar en t iempos de ajuste y preparac ión de máquinas,
e l iminación de s tocks intermedios (contenedores). mejora
del contro l de ca l idad por puesto funcional , y un perfecto
mantenimiento, tanto present ivo como correct ivo.
La tendencia actual en e l mundo industria l i zado es la l ínea
de fabr icación CIM (Computer Integrated Manufactur ing).
.Aquí los e lementos fundamentales se l laman «células
f lexibles de fabr i cación» (puestos funcionales). d ispuestas
a real i zar d iversas act iv idades s in más que cambiar las
órdenes de t rabajo y las herramientas de un manipulador
o robot .

1 5 5 d e 4 1 5
En la f igura 1 se presenta un pos ible esquema de una
d ist r ibuc ión en p lanta para un proceso por producto en
l ínea.
En la f igura 2 puede apreciarse un s i stema de fabricación
f lexible con un robot central var ios puestos func ionales
a l rededor.

1 5 6 d e 4 1 5
F igura 2
1.9.2 Distr ibución t ipo tal ler
Se trata ahora de real i zar agrupac iones o estaciones con
personal \ equipo capaces de real i zar una act iv idad
s imi lar . E l c ic lo de t rabajo puede ser discont inuo e
intermi tente, s iendo por tanto más di f í c i l e l contro l de la
producción.
Se debe opt imizar e l f lu jo de mater ia les en planta
mediante e l aná l is i s de la carga en movimiento y/o la
d istancia recorr ida. Para esto, pueden ut i l i zarse los
s iguientes métodos:
— Enfoque gráf ico: mínimos f lu jos no adyacentes .
— Anál i s is de secuencia de operac iones: anál i s is
d istanc ia-carga.
— Plani f icación s istemática: matriz de Muther.

1 5 7 d e 4 1 5
A cont inuación desarro l laremos brevemente cada uno de
los métodos apuntados.
1.9.3 Distr ibución por componente fi jo
Corresponde esta denominación a la producc ión por
proyectos. Todos los factores que intervienen en e l
proceso, mano de obra, mater ia les, equipo, están
local i zados en e l lugar de la real i zación (asti l le ro naval ,
construcción, etc. Así pues. en este caso solamente cabe
hablar de optimización en la programación y en e l contro l
del proyecto, para lograr que los costos mínimos
calculados se cumplan. así como las fechas de e jecución
del calendario para las act iv idades en las que se ha
descompuesto e l proyecto. Las técnicas más usuales, y
que no trataremos aquí , son:
— Gráf icos GANT
— Método PERT/CPM
— Método ROY
1.10 MÍNIMOS FLUJOS NO ADYACENTES
Se trata de estudiar e l número de movimientos real izados
en la unidad de t iempo entre diversos puestos de trabajo
o de almacenamiento, según se t rate de producción o de
stocks. Para e l lo se confecciona una «tabla de recorr idos»

1 5 8 d e 4 1 5
en primer lugar, examinando al mismo t iempo un «croquis
de planta».
Sea un almacén con se is áreas dist intas de
a lmacenamiento.
Un encargado cuenta e l número de movimientos entre
cada área al d ía los anota en la s iguiente tabla de
movimientos o recorr idos:
TABLA DE MOVIMIENTOS
Hacia
Desde
1
2
3
4
5
6
1 - 4 11 - 3 3
2 - - - 12 - -
3 11 5 - 9 - -
4 - - 17 - - -
5 - - 8 - - -
6 - - 9 - - -
ALMACEN EN PLANTA
1 2 3 4 5 6

1 5 9 d e 4 1 5
Las etapas de la metodología son las s iguientes:
1.ª etapa:
Determinar e l número de asignac iones para cada
departamento o área.
Hay que sumar para cada área las asignac iones en la f i la
y en la co lumna correspondientes (una asignación puede
tener var ios movimientos).
Por e jemplo, desde 1 hay movimientos hasta cuatro
departamentos : 2 , 3 , 5 y 6 y hacia 1 hay movimientos
desde 3. en tota l hay c inco as ignaciones.
Así , se construye la s iguiente tab la de asignaciones:
Área Asignaciones
1 5
2 3
3 7
4 3
5 2
6 2
2ª etapa:

1 6 0 d e 4 1 5
Las áreas con mayor número de asignaciones se colocan
en las posic iones centrales.
Las áreas con mayor número de asignac iones son la 3 y
la 1 , con 7 y 5 as ignac iones respect ivamente.
Así pues, la dis tr ibución in ic ia l a probar será:
3ª. Etapa:
S i se han e l iminado los f lu jos o movimientos no
adyacentes , la so lución básica puede cons iderarse ópt ima.
Obsérvese que no que no existen movimientos entre áreas
no adyacentes. Luego la so luc ión es ópt ima. ¿No hay
f lu jo entre 2 y 5, s in entre 4 y 6 y 4 y 5. Lo mismo para 5
y 6.
2 1 6
4 3 5

1 6 1 d e 4 1 5
4ª etapa:
S i no pudiera a l inearse tota lmente los movimientos no
adyacentes , minimícense.
Sea como nuevo e jemplo, la s iguiente tabla de
movimientos, s imi la r a la anter io r, donde se han añadido
10 recorr idos desde 4 hasta 6. A continuac ión se
presenta la tabla de as ignaciones correspondiente:
Área As ignaciones 1 5 2 3 3 7 4 3 5 2 6 2
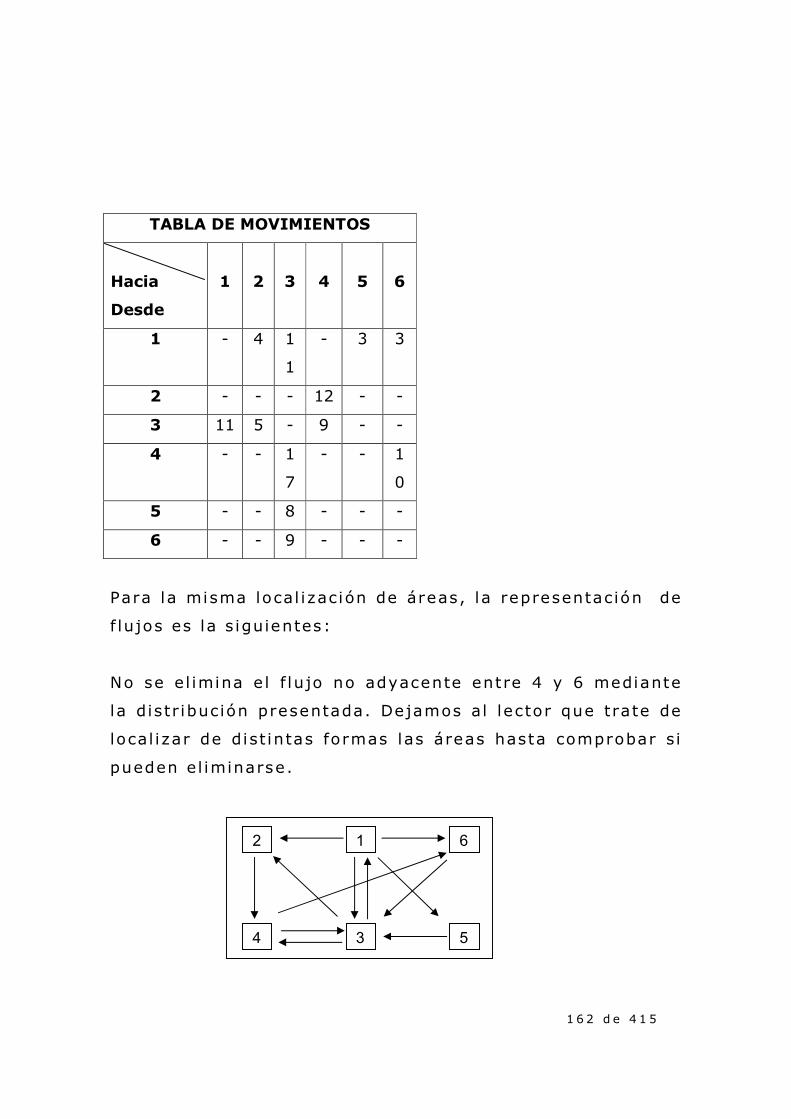
1 6 2 d e 4 1 5
TABLA DE MOVIMIENTOS
Hacia
Desde
1
2
3
4
5
6
1 - 4 1
1
- 3 3
2 - - - 12 - -
3 11 5 - 9 - -
4 - - 1
7
- - 1
0
5 - - 8 - - -
6 - - 9 - - -
Para la misma local i zación de áreas, la representación de
f lu jos es la s iguientes:
No se e l imina e l f lu jo no adyacente entre 4 y 6 mediante
la distr ibución presentada. Dejamos al lector que trate de
local i zar de dist intas formas las áreas hasta comprobar s i
pueden e l iminarse.
2 1 6
4 3 5
1 6 3 d e 4 1 5
1.11 ANÁLISIS CARGA – DISTANCIA
Supongamos un almacén con cuatro zonas como muestra
la f igura de la pagina s iguiente.
Las acotac iones indican la distancia entre e l las,
cons iderando que pueden traerse dist intas rutas sobre su
superf i c ie . La carga diar ia t ransporta entre las
d istancias áreas se da en la s iguiente matr i z, y los
cálculos carga-distancia a cont inuación:

1 6 4 d e 4 1 5
Hacia
Desde
1
2
3
4
1 - 15 10 15
2 20 - 30 10
3 15 10 - 10
4 5 15 20 -
1 2
3
4
100
100
200
140
220
100

1 6 5 d e 4 1 5
NUMERO DE CARGAS (CARGA) X (DISTANCIA)
1 → 2 (+) 2 →
1
(15) +
(20)
1 → 3 (+) 3 →
1
(10) +
(15)
1 → 4 (+) 4 →
1
(15) +
(5)
2 → 3 (+) 3 →
2
(30) +
(10)
2 → 4 (+) 4 →
2
(10) +
(15)
3 → 4 (+) 4 →
3
(15) +
(20)
(35) x (100) =
3.500
(25) x (140) =
3.500
(20) x (220) =
4.400
(40) x (100) =
4.000
(25) x (200) =
5.000
(30) x (100) =
3.000
TOTAL =
23.400

1 6 6 d e 4 1 5
Sea la nueva configuración:
NUMERO DE CARGAS (CARGA) X (DISTANCIA)
1 → 2 (+) 2 →
1
1 → 3 (+) 3 →
1
1 → 4 (+) 4 →
1
2 → 3 (+) 3 →
(35) x (100) =
3.500
(25) x (220) =
5.500
(20) x (140) =
2.800
(40) x (200) =
1 2
3
4
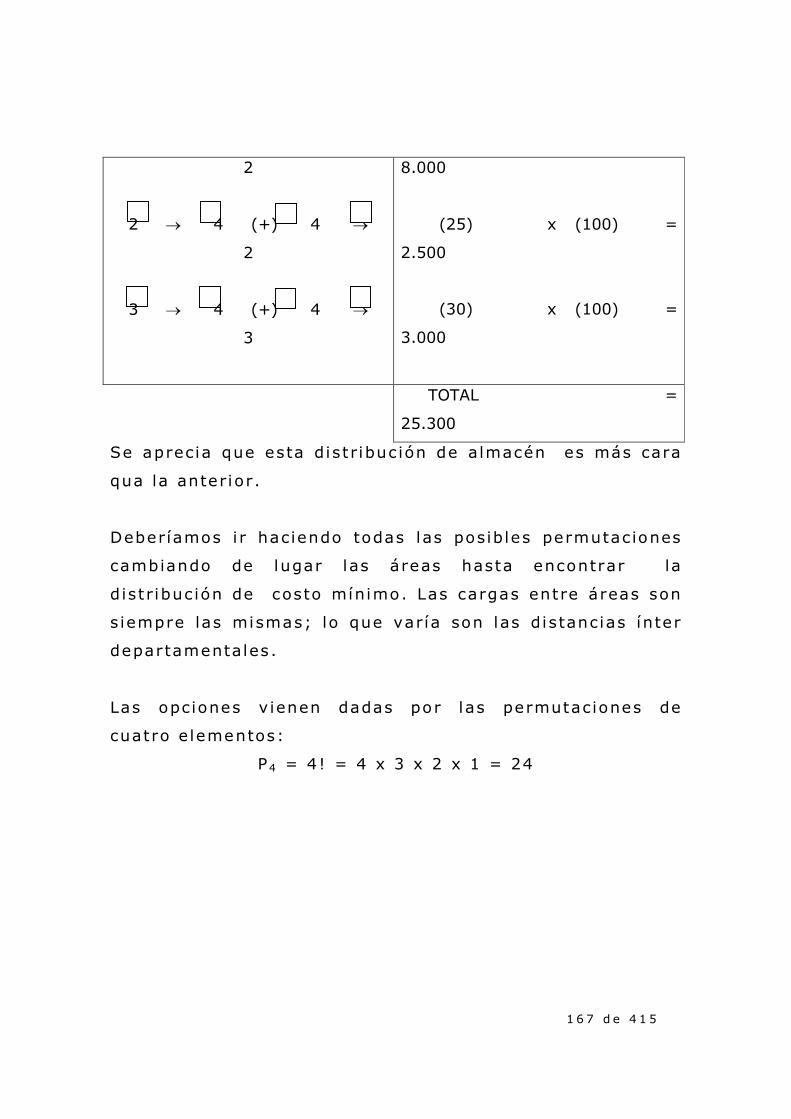
1 6 7 d e 4 1 5
2
2 → 4 (+) 4 →
2
3 → 4 (+) 4 →
3
8.000
(25) x (100) =
2.500
(30) x (100) =
3.000
TOTAL =
25.300
Se aprecia que esta dist r ibuc ión de almacén es más cara
qua la anter ior.
Deberíamos i r haciendo todas las posibles permutac iones
cambiando de lugar las áreas hasta encontrar la
d ist r ibuc ión de costo mínimo. Las cargas entre áreas son
s iempre las mismas; lo que varía son las distancias ínter
departamentales .
Las opciones v ienen dadas por las permutaciones de
cuatro e lementos:
P4 = 4! = 4 x 3 x 2 x 1 = 24

1 6 8 d e 4 1 5
Que ordenadas son:
3 4 3 4
2 1
4 3 4 3
2 4 1 4
1 3 2 3
4 2 4 1
2 3 1 3
4 4
3 2 3 1
2 4 2 3
1 1
4 2 3 2
1 4 1 3
3 2 4 2
4 1 3 1
1 2 1 2
4 3
2 1 2 1
S i e l c r i terio de orden de las permutac iones es
100
100
200 140
220

1 6 9 d e 4 1 5
Figura .3 Ya hemos
calculado las dos
pr imeras:
1 – 2 – 3 – 4
y
1 – 2 – 4 – 3
Las restantes podemos calcular las s impl i f i cadamente por
la s iguiente tabla:

1 7 0 d e 4 1 5
Construcción de la
tabla:
— Tenemos cuatro áreas
a dist r ibui r .
— Formas de d ist r ibui r
(permutaciones)=24.
— Las 24 permutaciones
se colocan
ordenadamente, previo
cálculo , mediante los árboles dibujados.
— Se f i ja un orden de refe rencia ( f igura 3) y las
d istancias entre las local i zaciones. A part i r de aquí , s i
t ratamos con la permutación 3-1-2-4 , la supondremos
ordenada como se ref le ja a la derecha.
1 2
3
4
100
100
200
140
220
100

1 7 1 d e 4 1 5
— Hay que minimizar e l producto de una carga por la
d istancia entre puestos . En la pr imera columna
colocaremos las cargas.
— La carga (35) corresponde a las unidades
transportadas entre e l puesto 1 y 2 (en un sentido y en
otro). Esto se ind ica en la úl t ima columna de la tabla
(orden de carga de re ferencia).
— La carga anterior es un factor constante entre puestos.
Las casi l las de la tabla se re l lenarán con la distancia
entre puestos correspondientes a la carga dada en la f i l a ,
según e l orden de la permutación de cada columna.
Así , por e jemplo:

1 7 2 d e 4 1 5
La carga (40) es la carga correspondiente a la
t ransportada entre los puestos 2 y 3 ambos sent idos: 2 y
3 (+) y se deberá mult ip l i car por la dis tanc ia entre e l los
según e l orden e legido por la permutación
correspondiente. O sea, entre 2 y 3 hay 140 unidades de
d istancia. As í se procede con e l resto de las casi l l as de la
tabla.
La s iguiente tab la expresa todos los productos carga-
d istancia para todas las permutaciones, donde se ve el
ópt imo:
y
2
3
4
1 3
2
1
4
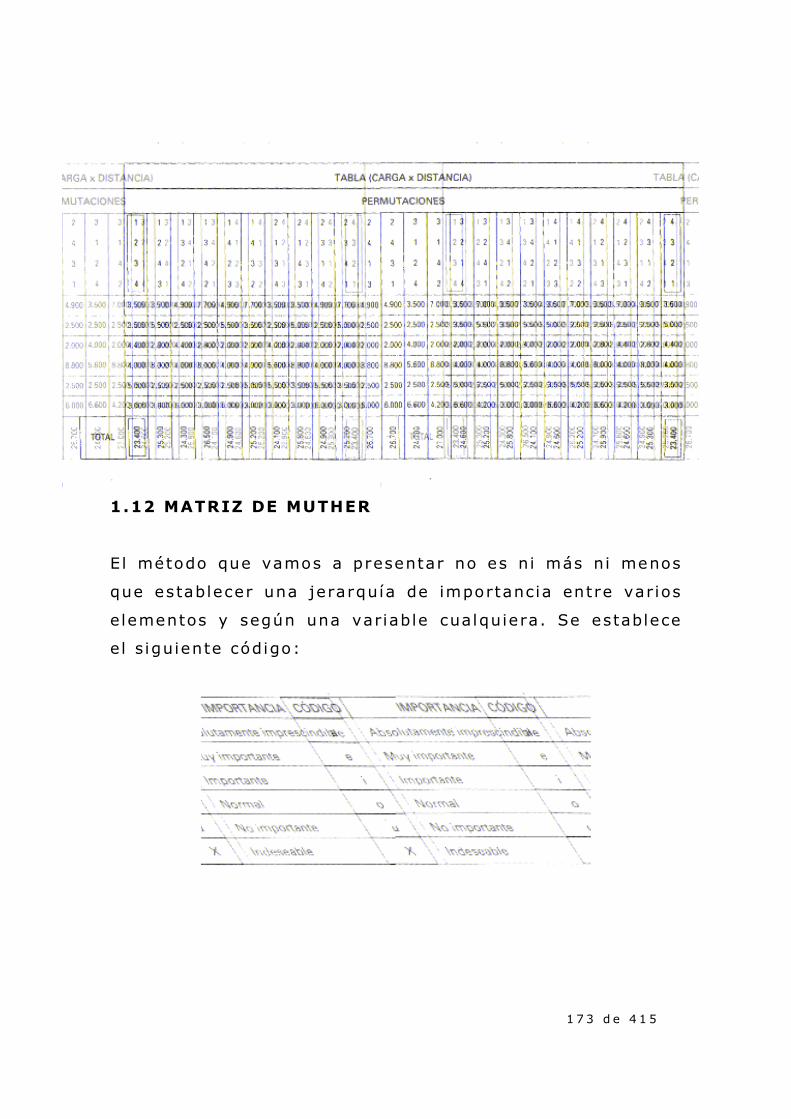
1 7 3 d e 4 1 5
1.12 MATRIZ DE MUTHER
El método que vamos a presentar no es ni más ni menos
que establecer una jerarquía de importancia entre var ios
e lementos y según una variable cualquiera. Se establece
e l s iguiente código:

1 7 4 d e 4 1 5
Puede as ignarse as imismo un «código de razones» a la
jerarquizac ión mediante un número (seguridad,
condic iones ambientales , etc.) .
E l aspecto de la matr i z de Muther es e l s iguiente:
Una «X» en la casi l l a intersección entre P1 y P3 indica
que no es deseable la proximidad entre ambos puestos.
Por e l contrario . una «a» entre P2 y P8 ind ica que e
absolutamente necesar ia la cercanía entre ambos.
Generalmente. son los pr imeros grados de Importanc ia a
determinar.

1 7 5 d e 4 1 5
Veamos un e jemplo: Dada la
s iguiente matr i z, determinar una
d ist r ibuc ión en planta de los
puestos funcionales.
Relaciones crí t i cas: Código a:
1 — 3
1 — 4
Relaciones crí t i cas: Código X:
2 — 6
4 — 6
Deben ser local i zados en e l centro aquel los puestos que
t ienen más re lac ión con otros. Estos son e l P 1 y el P 4 .
Una posible distr ibución que cumple todos los requis i tos
es la s iguiente:

1 7 6 d e 4 1 5
A part i r de aquí y con información recogida pueden
apl i carse los anál i s is anter iores para conf i rmar o no la
conveniencia de esta dist r ibuc ión.
1.13 UN PROBLEMA RESUELTO MEDIANTE UN MODELO
DE GESTIÓN DE STOCKS
Un c l iente real iza un pedido de 100.000 unidades de una
c ierta re ferenc ia y desea recibi r las lo antes pos ible .
E l ar t í culo , antes de poder servi rse, requiere dos
operaciones que pueden ser e jecutadas por dos máquinas
M1 y M2 dispuestas en ser ie , como se índ ica en la f igura 1
para t rabajar 24 horas diarias, neces i tando M 1 un t iempo
de preparación de arranque de máquina de una hora.
6 1 2
3 4 5

1 7 7 d e 4 1 5
La máquina M1 procesa a un r i tmo de 1.000 piezas a la
hora, mientras que la M2 es más lenta. disponiendo por
esta razón un contenedor entre ambas cuya capacidad es
1.800 unidades.
• ¿Cuál será la velocidad de proceso de M2 si M1 se para
cada vez que ha procesado 8.000 p iezas, momento en e l
que e l contenedor está l leno?
• ¿Cuál será en estas condic iones e l p lazo de entrega al
c l iente para su pedido?
• ¿Cuánto t iempo estará parada M1 en todo e l proceso y
cuántas piezas que- darán en e l contenedor cuando
empiece a prepararse cada arranque de M1?
• Si adoptamos e l modelo de stocks de Wi l son para
anal izar costos de gest ión en e l proceso. ¿cuál será e l
coste de arrancas MI s i e l coste de inmovi l i zar una
unidad en e l proceso es de 10 pesetas por hora?
• ¿Qué ocurr i r ía s i e l t iempo de preparación de Ml fuera
de t res horas ;Cuál ser ía , entonces. e l p lazo de entrega
a l c l iente?
M1 CONTENEDOR M2

1 7 8 d e 4 1 5
Solución al problema
Ut i l i zaremos e l modelo de reabastecimiento uni forme.
Trataremos e l contenedor como un almacén que recibe
1.000 unidades cada hora, pero que al mismo t iempo va
entregando a la máquina M2. Nos apoyaremos en las
s iguientes gráf icas:

1 7 9 d e 4 1 5
Punto 1
La máquina M1 se para cuando produce 8.000 piezas.
Como produce con una tasa p = 1.000 uds./hora. se para
en t = 8 horas, momento en e l que e l contenedor está
l leno con 1.800 unidades, que es su capac idad máxima.
Se ha l lenado en 5 horas, luego con una tasa de
a lmacenamiento:
1 ,800
a = = 225 uds/hora
8 horas
Como
a = p – d
d = p — a = 1.000 — 225 = 775
uds./hora ,
esta es precisamente la ve locidad de proceso de M2
Punto 2
A part i r de t = 8 horas, M1 para y no produce, M2 sigue
demandando piezas al contenedor, que se vac ía a razón
de 75 uds./hora. Se vaciará tota lmente al cabo de:

1 8 0 d e 4 1 5
1 .800 uds.
t = = 2,3226 horas
775 uds./hora
Es deci r , ver gráf i ca. en t= 8 2.3226 = 10.3226 horas .
A part i r de aquí , M1 empieza a produci r otra vez,
repi t iéndose e l c ic lo .
Nota: Podría haberse uti l i zado la s iguiente fórmula:
s in más que ident i f i car
nmax = capac idad contenedor = 1.800 uds
n0 = lote de pedido = 8.000 uds.
E l período de repetic ión se ca lcu la mediante:
N θ
R = =
N T
Donde
N = demanda tota l en θ = 100.000 uds
n = 8.000 uds
T = 10,3226 horas

1 8 1 d e 4 1 5
Entonces:
N.T
e = plazo de entrega al c l iente= =
n
(100.000> (10,3226)
= = l29horas
8 .000
En días: θ = 5,37 dias
Punto 3.
La máquina Ml para 2.3226 horas por cada período T.
Luego en la rea l ización del pedido N del c l iente, en θ
parará:
2 ,3226 x (rotac ión)
N θ 100.000 129
r = = = = = 12,5
per íodos
n T 8 .000 10,3226
T iempo de paro de Ml = (2,3226) x (12,5) = 29,03 horas
E l arranque de MI puede prepararse una hora antes de
volver a produci r , es deci r , en t = 9.3226 horas. En ese

1 8 2 d e 4 1 5
momento en e l contenedor deben quedar obl igator iamente
775 unidades para poder suminist rar a M2.
En la analogía con s tocks, es como el punto de pedido
para un plazo de entrega de una hora.

1 8 3 d e 4 1 5
Punto : 4
E l costo de mantenimiento uni tar io en e l contenedor se ha
calculado en 10 ptas./unidad y hora, Es como poner que
ptas.
CM = 10
uds. x hora
S i adoptamos e l modelo s imple de Wi lson, és te cons idera,
s in ruptura, dos costos: CM y CR . CR debe ser e l coste de
preparar e l arranque de M1 (coste de emisión de pedido
de arranque). Entonces:
−•
••=
p
dC
CNn
M
R
1
20
θ
de donde despejando:
=•
−••
=N
p
dn
CR2
10 θ
(8 .000)2 . (129) . (10) . (0,225)
= = 92.880 ptas/arranques
(2) (100.000)
1 8 4 d e 4 1 5
Punto 5
Si e l t iempo de preparación de M1 fuese de t res horas en
vez de una hora, debería empezar e ajuste en
(10,3226) —3 = 7,3226 horas
Cosa imposible . ya que en ese momento está produc iendo
e l pr imer lo te de 8.000 piezas.

1 8 5 d e 4 1 5
Las nuevas gráf icas ser ían entones:
Nada mas parar M1 en t =8 debe volver a prepararse.
Como tarda 3 horas, volverá a comenzar en t = 8 + 3 =
11 horas , pero para ese t iempo e l contenedor ya se habrá
vac iado y M2 se verá obl igado a pasar.
E l periodo ser ia ahora T = 11 horas, y e l p lazo de entrega
a c l iente de:
( ) horasn
NT 5,137
000.8
)000.100(11 =
•=•=θ
En días: 8 = 5,73 días

1 8 6 d e 4 1 5
La analogía uti l i zada es s imple:
1.14 CONCEPTO CIM. UN CONCEPTO DE GESTIÓN
LOGÍSTICA DE FUTURO PARA LA PRODUCCIÓN
CIM (Computer Integrated Manufacturing) es e l concepto
que supone la apl i cac ión integrada de técnicas de
organización y gestión junto con la adopción de nuevas
tecnologías de automatizac ión, con e l objeto de fabricar y
d ist r ibui r con ca l idad to tal . ópt imo nivel de servic io y a
los mínimos costos .
CIM surge en un mercado cada vez más internac ional izado
y compet i t ivo, y en un ambiente tecnológico cada vez más
avanzado. Pero CIM es una f i losof ía de trabajo que se
adqui r i rá en no poco t iempo, combinando profundamente
en fondo y forma los procesos de diseño y fabr i cación de

1 8 7 d e 4 1 5
productos de gran cal idad. E l cambio afectará a las
re laciones laborales tanto como a la di rección,
comprometiendo a todos los nie les empresar ia les de forma
conjunta.
CIM debe ser p lani f icado, def in ido e implantado muy
cuidadosamente, según las perspectivas y estrategias de
futuro a largo plazo, con e l objeto de minimizar r iesgos y
costos innecesar ios.
En España existen algunas experiencias concretas de
implantación CIM en los s iguientes sectores:
— Automoción. Mediante s i stemas de fabr icación f lexible.
— Equipos e lectromecánicos.
— Equipos e lectrónicos.
— Al imentac ión.
— Construcc iones mecánicas .
— Mater ia l de construcción.
En todos los casos se han observado, parc ia l o
totalmente. las s iguientes respuestas:
— Disminución de costos de producción hasta casi un
30.
— Reducción de inventarios p lazos de entrega,
mejorando e l nive l de serv ic io a l c l iente hasta un
50%.

1 8 8 d e 4 1 5
— Incremento del n ive l de cal idad.
— Aprovechamiento y mayor e f i c iencias e f i cacia de
capacidad product ivas.
— Reducción hasta un 40% del coste de manipulación
de materia les , mediante la red istr ibución del Iavout
de planta.
Pero e l f lu jo de información entre las diversas operac iones
del proceso es v i ta l . La c lave del éxi to también dependerá
del establecimiento de niveles de organización, que
permi t i rán:
— Mayor f lexibi l idad de fabr icac ión, diseños a medida.
— Flexibi l idad de d iseño, rápida respuesta de la
demanda.
— Buen contro l de proceso. e f icacia y e f ic iencia de
instalac iones.
— Reducción de s tocks de entrada, sa l ida e
intermedios.
— Reducción de paradas de producción, aver ías, fa l los,
defectos .
En def in i t iva, una mejor p lan i f i cac ión. programación y
ordenación de la producción. Los nuevos conceptos para la
organización de la producc ión pudieran resumirse en los
s iguientes:

1 8 9 d e 4 1 5
— Establecimiento de cé lulas de fabri cación f lexible
donde pueden terminarse subproductos.
— Puntos de recepc ión y almacenamiento cercanos al
lugar de consumo en las cé lulas.
— Simpl i f i cac ión de operaciones.
— Cal idad concertada con proveedores .
— Reducción de t iempos de preparación de máquinas
para poder fabr icar lo tes más pequeños.
— Responsabi l idad de operar ios sobre productos.
— Stocks minimizados al máximo.
— Acuerdos con pocos proveedores buenos.
— Competi t iv idad por reducción de costos , no por
aumento de prec ios.
En contrapos ic ión a conceptos tradic ionales:
— Grandes plantas con puestos func ionales para cada
pequeña operación. Un solo punto de recepción y
a lmacenamiento de mater ia les.
— Tiempos de ajuste de máquinas demasiado e levados,
lo que orig ina la fabr icación de grandes lo tes para
d isminui r estos costos .
— Efi c iencia de máquinas 100%. Se puede producir
innecesar iamente.
— Stocks intermedios para resolver e l problema de
máxima ef ic iencia.

1 9 0 d e 4 1 5
— Si no podemos d isminui r los costos. aumentaremos
los prec ios .
CIM puede cons iderarse como dividido en tres grandes
componente:
— Simpl i f i cac ión.
— Automatización.
— Integrac ión.
Cada una supone una etapa de implantación anterior y
necesaria a la s igu iente
1.14.1 Simplif icación
Se t ra ta de lograr una esquematización senci l la de todos
los procesos y productos , como fase previa anter ior a la
automatización. Si se logra un buen esquema
organizat ivo. la inversión posterior en tecno logía será
menor.
En esta componente podemos contar con las s iguientes
herramientas:
— Stocks mínimos (DRP).
— Lotes mínimos de producc ión (MRP).
— Cambio rápido de máquinas.
— Técnicas Just in t ime (JIT).

1 9 1 d e 4 1 5
— Tecnologías de grupos.
— Anál i s is del valor .
— Layout de planta .
— Cal idad en or igen y concertada.
— Subplantas espec ia l i zadas.
— Círculos de cal idad.
1.14.2 Automatización
Podremos ut i l i zar las nuevas tecnologías que nos
proporc ionarán las s iguientes herramientas:
— CAD. CAM. CAE. CAT. Diseño, fabr i cación, ingenier ía
y formación asist idas por ordenador.
— FMS. Sistemas de fabricación y montaje f lexibles.
— CN. Contro l numérico.
— Robót ica.
— SVA y voz. Sis temas de vis ión art i f i c ia l .
— BC. Códigos de barras.
— Hardware y sof tware de base , gest ión y
comunicac iones.
— LAN. Redes de área local .
— IA. Inte l igencia art i f i c ia l y s is temas expertos.
— AS/AR. Almacenes automatizados.
— AGV. Vehículos autoguiados.
1.14.3 Integración

1 9 2 d e 4 1 5
Se trata de integrar e f i cazmente los medios y conceptos
def in idos en las etapas de s impl i f i cac ión y automatización,
estableciendo una t íp ica arqui tectura CIM informatizada
por nive les:
E l seguimiento de los conceptos y tecnologías implantados
debe ser exhaustivo: éstas cambian rápidamente con e l
t iempo. Quizá no deba intentar abordarse un proyecto CIM
completo a muy la rgo p lazo. Será mejor a lcanzar
objet ivos parcia les de mejora de producción y reducción
de costos.
Repasemos brevemente cada uno de los conceptos y
técnicas descri tos hasta e l momento.

1 9 3 d e 4 1 5
CAD
D iseño asist ido por ordenador.
Apl icación a:
• Construcción de superf ic ies.
• Anál is i s estructural .
• Mode l ización.
• Integración con fabr icac ión.

1 9 4 d e 4 1 5
CAM
Fabricación asist ida por ordenador. Apl i cación a:
Apl icación a:
• Programación de la producción.
• Ingeniería ,
• Contro l de cal idad,
• Diseño de layouts .
• Programación de contro l numér ico,
• Plani f i cación de procesos.
PLC
Contro ladores lógicos programables. Son ordenadores de
propósi to especí f i co para contro lar procesos y/o
operaciones en máquinas.
Apl icación a:
• contro l de procesos.
• contro l de máquinas.
• regulación automática.
SVA
S istemas de vis ión art i f i c ia l . Reconocimiento de formas y
procesos.
1 9 5 d e 4 1 5
Apl icación a:
• contro l de cal idad.
• s i stemas de guiado y contro l de robots.
• vehículos autoguiados.
BC
Códigos de barras.
Apl icación a:
• contro l de stocks .
• seguimiento de mater ia les en proceso.
AGV
Vehículos autoguiados por hi lo conductor o por vis ión
art i f i c ia l .
Apl icación a:
• manipulación en planta.
• a lmacenes.
IA
Inte l igenc ia art i f i c ia l . Se procesa la in formación mediante
un lenguaje s imból ico con reglas de razonamiento e
inferenc ia s imi lares al comportamiento humano.

1 9 6 d e 4 1 5
Apl icación a:
• s i s temas expertos.
• s i stemas de plani f i cación.
• s i stemas de dec is ión.
Tecnología de grupos
Se agrupan trabajos y productos s imi lares y/o
recurrentes, aumentando a e f ic iencia product iva.
Apl icación a plan i f icación de procesos, sobre todo.
Anál isis del valor
Trata de ident i f icar costos innecesar ios mediante la
local i zación de aquel lo que no aporta caracterí s t icas
importantes para e l c l iente en lo que a cal idad, duración,
y apl icación se re f iere .
La ingenier ía del valor cons idera dos conceptos básicos:
Función valor .
— Función de uso: ut i l i zación bol ígrafo = escrib in.
— Función de est ima: atract io (colon.
— Función de construcción: para obtener uso y est ima
(mater ia l )
— Valor: cantidad mínima a emplear para garanti zar sus
funciones previstas.

1 9 7 d e 4 1 5
MRP
P lani f icación de la neces idad de mater ia les. Considera la
demanda dependiente. Esta es aquel la que a part i r de un
producto demandado genera petic iones de componentes
en cant idad di rectamente proporcional a aquél . La técnica
asegura la dispos ic ión de materia les en cant idad, t iempo y
s i t io convenidos.
DRP
P lani f icación de las neces idades de dis tr ibución.
JIT
Justo a t iempo. Nuevo concepto de producc ión, basado en
la e l iminación de stocks, cal idad total , f lexibi l idad f lu idez
(ver f iguras s igu ientes?.

1 9 8 d e 4 1 5
P lanta tradic ional de producción mediante puestos
funcionales homogéneos.
LINEA
PRODUCTO 1
LINEA
PRODUCTO 2
P lanta J IT.
1 1 1
2 2 2
3 3
3
4
4
5 5 5 5 5
6 6
3 5 4
5 5
6
2 3
1
3 5 2
4
5 6
1 1 2

1 9 9 d e 4 1 5
TRADICIONAL
JIT
Relación entre puestos funcionales

2 0 0 d e 4 1 5
1.14.4 Círculos de cal idad (JIT)
Promueven la part ic ipac ión de los trabajadores en toda la
problemática del proceso product ivo, mediante e l aná l is is
en grupos perfectamente coord inados. Incrementan la
motivación indiv idual y co lect iva, mejoran e l entorno
humano y profes ional y permiten la formación y desarro l lo
de los t rabajadores, disminuyendo a la vez e l absent ismo
por la v ía de la responsabi l idad. Los trabajadores J IT son
pol ivalentes.
1.14.5 PROBLEMAS PROPUESTOS
Problema 1.
D ibujar e l c ronograma de producción para la s iguiente
secuencia de operac iones:
Las cant idades del diagrama expresan t iempos de
operación de las dist intas act iv idades.
Problema 2
Un almacén t iene dos pisos y existe un montacargas entre
ambos. El número de paquetes t ransportado del segundo
p iso al pr imero será mayor al encargar un mayor número
A 0.60
B 0.35
C 0.29
D 0.15
E 0.55
F 0.30
G 0.30

2 0 1 d e 4 1 5
de personas e l traslado, pero con un l ímite , ya que l legará
un momento en que se perderá t iempo esperando el
regreso del montacargas. Se decide e fectuar var ios
t rabajos con dist into número de encargados, obteniendo
la s iguiente tabla:
No. de
personas
1 2 3 4 5 6
No. de
paquetes
trasladados
por hora
100
200
280
360
300
200
Calcular la product iv idad media y marginal .
Problema 3.
Calcular la product iv idad media y marginal para las
s iguientes funciones:
a) R = 608n — 21 . n2 .
b) R = -102 n2 + 1.000 n + 100
Part i culari zar los resul tados para:
a) n = 10
b) n = l00.
e) n = 0.

2 0 2 d e 4 1 5
¿Qué signi f i cado real pueden tener las so luc iones
obtenidas?
Representar en un s i stema de coordenadas las func iones
de rendimiento dadas.
Problema 4
Dada la s iguiente l ínea de producc ión:
y dado que las activ idades neces itan un t iempo de
operación que está indicado en la f igura en minutos,
determinar:
A 0.58
B 0.31
C 0.29
D 0.40
E 0.10
F 0.05
G 0.10
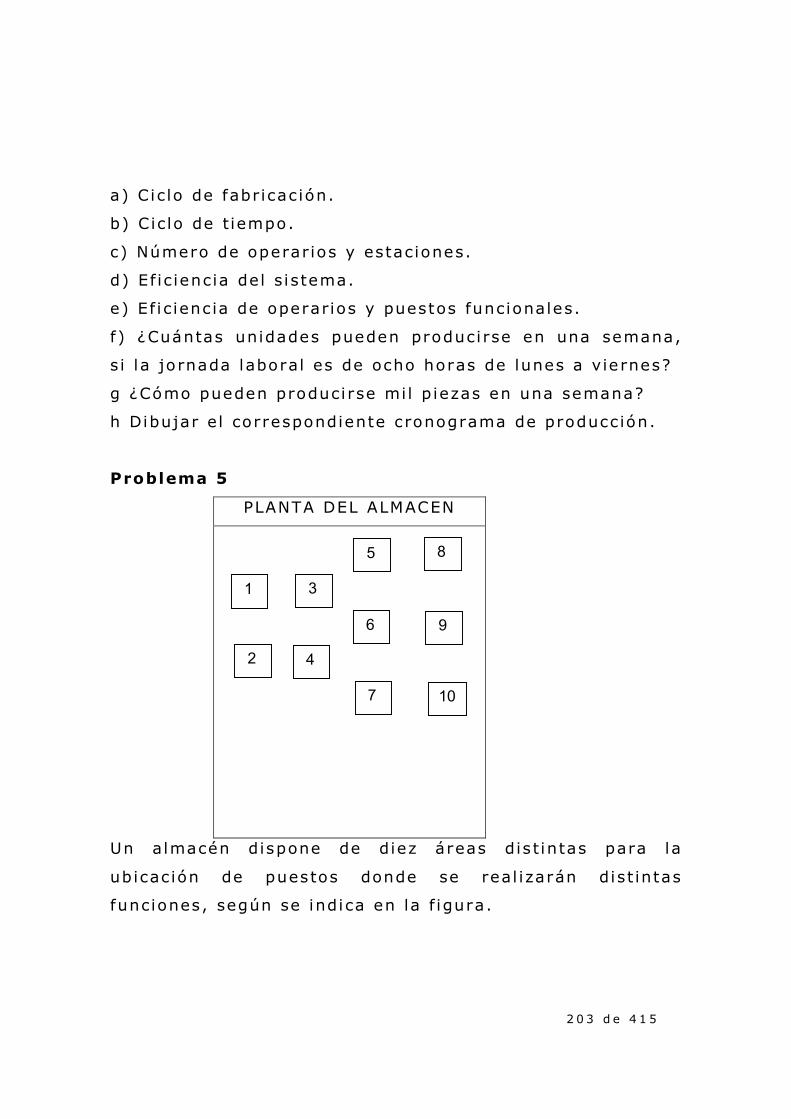
2 0 3 d e 4 1 5
a) Cic lo de fabr icac ión.
b) Cic lo de t iempo.
c) Número de operar ios y estaciones.
d) Ef ic iencia del s i s tema.
e) Ef i c ienc ia de operarios y puestos funcionales.
f ) ¿Cuántas unidades pueden produci rse en una semana,
s i la jo rnada laboral es de ocho horas de lunes a v ie rnes?
g ¿Cómo pueden produci rse mi l p iezas en una semana?
h Dibujar e l correspondiente cronograma de producc ión.
Problema 5
PLANTA DEL ALMACEN
Un almacén dispone de diez áreas dis t intas para la
ubicac ión de puestos donde se real i zarán dist intas
funciones, según se indica en la f igura.
1
2
3
4
5
6
7
8
9
10

2 0 4 d e 4 1 5
Problema 6.
Sea un a lmacén con t res áreas:
La carga d iar ia
t ransporta entre las
d ist intas áreas se
1
2
3
100
120 120

2 0 5 d e 4 1 5
presenta en la s iguiente
matri z:
Hacia
Desde
1
2
3
1 - 12 10
2 16 - 20
3 14 15 -
Determinar la dist r ibuc ión más económica.
Problema 7.
Dada la matr iz de Muther:
Determinar la correcta local i zac ión del
os diversos funcionales en las
s iguientes áreas de planta:

2 0 6 d e 4 1 5
Problema 8.
Determinar un posible matr i z de Muther para la
d ist r ibuc ión de la f igura:
Los valores sobre cada f lecha indican e l número de
movimientos diar ios entre áreas.
10 5
5
10 10
10 10
10 20
10 20
2 4
7 2
P1
P3
P5
P6
P4
P2

2 0 7 d e 4 1 5
CASO DE ESTUDIO
Optimización del Sistema de Distr ibución de Al i corp (Perú)
Para una compañía de producción y dist r ibución, e l
departamento de logís t ica es fundamental para e l éxi to de
sus operarios . A l icortp entendido este paradigma y se
apoyo en la tecnología para ser más ef i c iente.
Problemas del negocio
Adoptar una soluc ión dentro de una empresa, no s iempre
es s inónimo de que exista un problema.
A l icorp, empresa peruana productora y dist r ibu id ora de
a l imentos -espec ia l i zada en derivados de acei tes, grasas y
t r igo cuya facturac ión e l año anter ior fue superior a 470
mi l lones de dólares, contrató una audi toria log íst ica para
mejorar sus procesos de distr ibución. Los resul tados
d ieron paso a una soluc ión que perfecc ionaría los
despachos y e l serv ic io a los c l ientes . La c lave fue la
instalación de un sof tware que implementó un mapa de
rutas para los camiones de la empresa.

2 0 8 d e 4 1 5
Esta compañía, que at iende di rectamente a 5.400 cl ientes
a n ivel nacional , desarro l ló un d iagnóst ico prev io de esta
área, con la ayuda de una organizac ión de consul toría
logíst i ca, y en apar iencia no se ident i f i caron problemas,
pues la mercanc ía se despachaba en forma correcta; las
entregas a los c l ientes estaban bien y las tasas de
reclamos eran bajas . Sin embargo, se determinó que
exist ían una serie de ins tanc ias en la cadena log íst i ca que
permi t i r ían generar nuevos ahorros . Y esa fue la razón
para buscar una nueva al ternat iva.
“Cuando ya se han reducido los costos en los t ipos de
envase, en las cuotas de los pedidos, en e l centro de
d ist r ibuc ión.. . la pregunta es ¿dónde se pueden hacer más
ahorros con e l f in de estar preparados para los momentos
cr í t icos y ante la competencia?”.
Solución Ante esta problemática. la tecnología in formática
fue la so lución. E l proceso de se lección fue conducido por
una compañía consul tora log ís t i ca de reconocimiento
mundial , que por encargo de Al icorp in ic ió la eva luación a
part i r de más de una decena de al ternat ivas de software.
Un aspecto crí t ico de se lecc ión fue la necesidad de uti l i zar
un software con ínter- faz cert i f i cada con SAP, lo que
redujo e l universo de la l i sta de soluc iones, para
poster iormente en e l proceso de l ic i tac ión i r acotando la
búsqueda de acuerdo con los requerimientos de
costo/benef ic io de Al i corp. La tabla f inalmente se redujo a

2 0 9 d e 4 1 5
t res: Roadshow, Manugist ics y Caps RoutePro Dispatcher.
E l se lecc ionado fue éste úl t imo de Baan, ya que se integra
t ransparentemente con e l ERP que ut i l i ce la empresa, sea
éste: Baan, JDE. PeopleSof t. SAP o cualquier otra fuente
de datos, aun las desarro l ladas in house.
“El RoutePro Dispatcher de Caps Logist i cs o frece la mejor
a l ternat iva costo/benef ic io para lograr nuestros objetivos
de nivel de servic io a l c l iente en e l proceso de entrega de
pedidos de Al icorp”, comentó María del Carmen Valverde,
gerente de dist r ibuc ión.
Entre las ventajas esperadas por parte de Al i corp respecto
del so f tware se destacan la f lex ibi l idad y la adaptabi l idad
a la empresa. Es deci r , a pesar de ser estándar, Caps
RoutePro Dispatcher permi t i r ía a Al icorp personal i zar
c ier tos aspectos de su operac ión.
• Implementación
E l proyecto fue planeado y cumpl ido f ie lmente en 15
semanas de implementación, in ic ia lmente para e l Centro
de Dis tr ibución Central , ubicado en la c iudad de L ima.
Futuro
Grac ias al t ra tamiento corporativo del Grupo Romero por
parte de Caps Logist ics/Baan Perú, hemos planeado

2 1 0 d e 4 1 5
expandi r los benef ic ios que t rae cons igo RoutePro a otras
organizaciones del Grupo Romero, corno su operador
logíst i co RANSA, Orus y Romero Trading, entre otras
empresas del grupo”, destacó Paolo Sacchi , gerente de
p laneamiento y contro l de gest ión de Al i corp. a l refe ri rse
a l futuro de l proyecto.
Dado e l éxi to a lcanzado en esta tase, Al icorp planea
desplegar e l proyecto Caps RoutePro Dispatcher a los
demás Centros de Distr ibución en Lima y poster io rmente
a l inter ior del pa ís .
Benefic ios
Cuantitativos: Con la implantación de esta solución, la
compañía que cuenta con 2.500 empleados ha logrado
ahorros del orden de 10) en costos de transporte ¿f le tes y
30) en reducción de caminos de la f lo ta.
Adic ionalmente reporta ahorros provenientes de costos
indi rectos re lacionados con e l número de camiones de la
f lo ta, como reducc ión de gastos en logot ipos corporat ivos
de los furgones; fumigaciones a los vehículos para
asegurar las condic iones f i tosani tarias durante e l
t ransporte , y uni formes de l personal de la t r ipu lación del
camión (chofer y ayudantes).
Vale la anotar que la recuperación de la invers ión del
proyecto (payback) Se determinó en s ie te meses.

2 1 1 d e 4 1 5
“La implantac ión de RoutePro permi t ido reduci r nuestro
costos logíst i cos debido a la mejor uti l i zación de los
vehículos en cuanto a las capac idades de carga (peso y
volumen) y a t iempos en ruta ¿numero de entregas a
c l ientes) , lo cua l favorec ió nuestra posic ión compet i t iva”,
destacó Mar ia del Carmen Valverde, gerente de
d ist r ibuc ión de A l icrp.
Cualitativos: Además, otros benef ic ios que se t rasladan
a los c l ientes han s ido manejar ventajas horar ias y
cumpl i r d ichos c ic los de entrega, lo cua l ha propiciado un
valor di ferencia l con respecto a l modo de operar de la
competenc ia .
No esperados: Otra ventaja de contar con esta
herramienta ha s ido e l manejo de los conceptos de tar i fas
de transporte , que replanteó e l s is tema de pago de f le tes
v igente antes de la implantac ión de RoutePro, lo cual
posibi l i tó def in ir la segunda vue l ta del camión como un
v ia je de menor costo (sólo costos variables).

2 1 2 d e 4 1 5
RESUMEN
Por producción se entiende toda activ idad de la empresa
cuyo objet ivo es c reac ión de b ienes o servic ios, a t ravés
de la real i zac ión y gest ión de operac iones o
t rans formación de diversos mater ia les, obteniendo en
cada momento un va lor añadido en cada etapa con
respecto a la anter ior .
Encontramos di ferentes t ipos de producc ión: Producción
t ipo ta l ler, producción t ipo l ínea, producción por
proyectos, producción de servic ios cada t ipo t iene sus
part i cular idades con sus caracter í st icas.
La producción t ipo ta l ler t iene con un tal ler de reparación
de automóvi les producc ión t ipo l ínea, t iene que ver con
una l ínea de fabri cac ión de caramel i tos. En la
producción por proyectos se re laciona con una instalación
e léctr ica, un proyecto de invest igación y desarro l lo , e tc. ,
y en la producc ión de servic ios generan var ios t ipos de
servic ios generan var ios t ipos de servic ios que pueden
generar valor añadido: t ransporte públ i co, enseñanza,
asesoría – consul tor io , e tc.
En lo que t iene que ver con productiv idad los fac tores de
producción son aquel las aportac iones en términos de

2 1 3 d e 4 1 5
recursos mater ia les y humanos (capi ta l y trabajo) para la
consecución de b ienes o servic io . Una forma de medir la
product iv idad es mediante la re lación producc ión sobre
factores product ivos.
La capacidad de un s i stema de una determinada
instalación es e l número máximo de unidades que puede
produci r en la unidad de t iempo ( tasa de producción). el
equi l ibr io de l ínea es la distr ibución de los puestos
funcionales de forma secuencia l para consegui r e l
máximo aprovechamiento de los recursos mano de obra y
equipo, reduciendo al máximo los t iempos muertos.
CIM (Computer, Integrated Manufactur ing) en e l concepto
que supone la apl i cación integrada de técnicas de
organización y gestión junto con la adopción de nuevas
tecnologías de automatización, con e l obje tivo de fabr icar
y d ist r ibui r con ca l idad tota l , opt imo nivel de ser vic io y a
las mismo costos.
Para una compañía de producc ión y dis tr ibución, e l
departamento de logís t ica es fundamental para e l éxi to de
sus operaciones.

2 1 4 d e 4 1 5
AUTOEVALUACION FORMATIVA
CUESTIONARIO
1. ¿Que se ent iende por producc ión?
2. Una clasi f i cac ión pos ible de los t ipos de producción
podría ser.
3. Def ina capacidad de un s i s tema, e f ic iencia y ef icacia.
4. Def ina equi l ibr io de l ínea.
5. Def ina concepto CIM
6. Elabore un estudio de caso teniendo en cuenta la
unidad estudiada.

2 1 5 d e 4 1 5
BIBLIOGRAFIA
ALONSO DE LECIÑANA, J. , Ingenier ía de producción, Ed.
Deusto. 1979.
ARJONA CIRIA, A., La producc ión y su estructura. Ed.
Deusto, 1979.
Apl icaciones de l contro l de producción. Ed. Deusto, 1979.
BEASCOECHEA ARICETA. J. M. . La di recc ión de producción
y la gest ión mediante modelos . Ibéri co Europea de
Edic iones. 1971.
BÉRANGER, P. , En busca de la excelencia industria l , Ed.
CDN, 1988.
BERTONI, G. . Los costos de producción: cómo se est iman
y cómo se ut i l i :an, Ed. Index Buf fett i , 1977.
BURBIDGE, J . , E l contro l de producc ión, Ed. Deusto. 1982.
COMPANYS PASCUAL. R., P lani f icación y programación de
la producción, Ed. Marcombo, 1989.

2 1 6 d e 4 1 5
CORRONS PRIETO, L. , Técnicas de ingenie ría ‘ ‘ tecnología
en la producc ión. Ed.
Deusto. 1979.
CHASE. R. B. , Gest ión de la producción y di rección de
operaciones. Ed. Hispano
Europea, 1978.
DOMÍNGUEZ MACHUCA, J. A. , E l suhsis ’ema productivo de
la empresa, Ed. Pi rámide, 1987.
E l subsistema product ivo de la empresa: problemas y
fundamentos. 1990. FERRÉ MASIP, R. , La fábr i ca f lexible,
Ed. Marcombo, 1988.

2 1 7 d e 4 1 5
UNIDAD 3:
INVENTARIO, PREVISION,
ORGANIZACIÓN DE LOS TRANSPORTES,
LINEA DE ESPERA

2 1 8 d e 4 1 5
CONTENIDO
UNIDAD 3: Inventar io , Prevenc ión, Organización de los
Transporte , Línea de Espera.
CAPITULO 1: Uso de inventar ios para obtener ventajas
competi t ivas mediante la adminis tración de la cadena de
suminis tros.
MITOS Y REALIDADES DE LOS INVENTARIOS.
CONTROL DE INVENTARIOS
CENTRALIZACIÓN DE INVENTARIOS
COMO OBTENER VENTAJAS COMPETITIVAS MEDIANTE LA
ADMINISTRACIÓN DE LA CADENA DE SUMINISTROS.
ESTUDIOS DE CASO DE LAS TÉCNICAS PARA CADENAS DE
SUMINISTROS.
OBSTÁCULOS EN LAS CADENAS DE SUMINISTRO
EL SERVICIO, LA CAPACIDAD Y LOS INVENTARIOS COMO
MECANISMOS DE EQUILIBRIO

2 1 9 d e 4 1 5
CAPITULO 2: Prev is ión
LA PREVISIÓN DE LA DEMANDA POR UNIDAD DE TIEMPO
INDICACIONES SUCINTAS PARA EL ESTABLECIMIENTO DE
LAS PREVISIONES
Previs ión de la demanda t ipo constante .
Atención exponencia l
Prevención de la demanda con tendencia
Previs ión de una demanda estac ionaria
Ejerc ic ios I lus trados.
CAPITULO 3. Organizac ión de los Transportes
LOS TRANSPORTES EN LA EMPRESA
Transporte por carretera
Transporte ferrov iar io
Trasporte F luvia l

2 2 0 d e 4 1 5
Transporte Mar í t imo
Transporte Aéreo
TRANSPORTE POR CUENTA PROPIA O POR CONTRATO
Costo de explotación de un parque propio
Caracterí st icas del traf i co
PROGRAMACIÓN DE LOS TRANSPORTES
Ejerc ic ios i lustrados
AFECTACIÓN DE LAS DISPONIBILIDADES EN FUNCIÓN DE
LA DEMANDA, MÉTODO DEL CÁLCULO.
MÉTODO DE COSTO MÍNIMO
MÉTODO DE LA ESQUINA NOROESTE (NO)
MÉTODO APROXIMADO DE VOGEL
MÉTODO DE LA DISTRIBUCIÓN MODIFICADA (MOD)
PROCESO DE MODIFICACIÓN
RECURSOS Y DEMANDAS DESIGUALES.

2 2 1 d e 4 1 5
RUTAS DE VEHÍCULOS. RUTA MAS ECONÓMICA
PROCEDIMIENTO ITERATIVO
PROBLEMA DE SECUENCIACIÓN DE VEHÍCULOS
DETERMINACIÓN DEL TAMAÑO DE LA FLOTA DE VEHÍCULOS
LECTURAS
Expectat iva en la industria logíst ica por e l TLC
Envíos con seguridad a toda prueba
Infraestructura zonas de act iv idad logíst i ca.
CAPITLO 4. L ínea de Espera
CARACTERÍSTICAS Y CONCEPTOS DE LÍNEA DE ESPERA.
SISTEMA DE CANAL ÚNICO
SISTEMA DE CANAL MÚLTIPLE
LIMITE DE LA LÍNEA DE ESPERA

2 2 2 d e 4 1 5
FASES DE APRENDIZAJE
• Fase de Reconoc im ien to :
E l e s t ud i an te r e a l i z a r a una e xp l o r a c i ón de cada una de
l a s un i dade s , l l e vando a cabo una c on f ron t a c i ó n de
c ono c im i en to s adqu i r i d o s , l l e va r án a cabo una l e c t ura
au to r r e gu l ado ra , e l a bo rando f i c ha r e sumen .
• Fase de P ro fund i zac ión y T rans fe renc ia :
E l a l umno y e l t u t o r en e s t a s e c c i ón d e sa r r o l l a r á l a
a c t i v i dad de e n t rada un t a l l e r .
An te s de i n i c i a r l a s a c t i v i dade s de ap r end i z a j e , e s
impo r t an t e c r e a r e n t re l o s pa r t i c i p an te s de una
d i nám i ca . E l t u t o r puede u t i l i z a r una va r i e dad de
mé t odo s pa ra é s t e p ropó s i t o .
• Or ien tac ión :
� E l t u to r o r gan i z a cua t ro o c i n co g r upos con i gua l
núme ro de pa r t i c i p an te s .

2 2 3 d e 4 1 5
� Se l e en t r e ga a c ada g r upo un c ue s t i ona r i o c on 15
p regun ta s r e l a c i o nada s c on l a s t emá t i ca s de l a
un i dad .
� E l t u t o r de te rm i na un t i empo de 30 m i nu t o s pa ra
r e a l i za r e l e j e r c i c i o .
� Cada g rupo p re sen ta rá l o s v a l o r e s ag regado s a
t r a vés de un mapa c oncep t ua l .
� Se l l e va a cabo una p l e na r i a , c ada g rupo t i e ne 15
m inu to s pa ra e xp r e sa r s u t r aba j o nombrando un
r e l a t o r po r g r upo s e l l e va a c abo l a r e spe c t i va
r e t r o a l imen t a c i ó n .

2 2 4 d e 4 1 5
INTRODUCCION
Esta tercera unidad consta de cuatro capí tulos, e l primero
de e l los t iene que ver con e l uso de inventar ios para
obtener ventajas competi t ivas, con los mi tos y real idades
de los inventar ios, obstáculos en las cadenas de
suminis tros y e l servic io , la capacidad y los inventar ios
como mecanismo de equi l ibrio. El segundo capi tulo se
re laciona con la previs ión, teniendo en cuenta la demanda
por unidad de t iempo, indicac iones para el
establecimiento de los prev is iones, previs ión de la
demanda con tendencia y de la previs ión de una demanda
estacionar ia. El Tercero t iene que ver con la organización
de los t ransportes, los trasportes en la empresa,
t ransporte por cuenta propia, programación de los
t ransportes etc. En e l capi tulo t res; organizac ión de los
t ransportes se re lacionan tres sectores: expectat ivas en
la industr ia logíst i ca por e l TLC; envíos son seguridad a
toda prueba y una tercera que t iene que ver con la
inf raestructura, zonas de act iv idad logíst i ca.
E l cuarto capitu lo se re laciona con l ínea de espera,
caracter ís t i cas y conceptos, s is tema de canal único,
s is tema de canal múl t ip le .

2 2 5 d e 4 1 5
Estos temas son de mucho inte rés y proporc ionan las
herramientas necesarias para l levar a cabo un proceso
logíst i co.

2 2 6 d e 4 1 5
CAPITULO 1
USOS DE INVENTARIOS PARA OBTENER VENTAJAS
CONPETITIVAS MEDIANTE LA ADMINISTRACIÓN DE LA
CADENA DE SUMINISTRO
Thomas C. Jones y Daniel W. Riley
En los próximos años, las presiones competi t ivas forzarán
a real izar cambios importantes en la adminis tración de
inventarios . Esos cambios serán e l resul tado de la
ident i f i cación y la capi ta l i zación de oportunidades para
manejar toda la cadena de suminis tro como una sola
ent idad. Las técnicas de adminis tración de cadenas de
suminis tro abarcan la planeación y e l contro l del f lu jo
total de mater ia les desde los proveedores hasta los
usuar ios f inales.
1.1 MITOS Y REALIDADES DE LOS INVENTARIOS
En la activ idad de la empresa se está expuesto a una gran
cant idad de mi tos sobre inventarios; a lgunos nuevos,
otros tan antiguos como los negocios†††.
††† Fuente: Jones, T.C. and Riley, D.W. (1984) IJPD & MM, 15(5), 16-26 1984 Council of Logistics Management, EE.UU. Presentado primero en la Conferencia Nacional 1984 del Council for Physical Distributión Management, Callas, EE.UU.

2 2 7 d e 4 1 5
Figura 1. El a
lcanc
e de la
adm
inistración
de la cadena de su
ministro

2 2 8 d e 4 1 5
• Las técnicas comple jas y la disc ipl ina de la
organización permi ten obtener pronóst icos de ventas
más exactos.
• Las técnicas japonesas, como el J1T, cas i e l iminarán
todos los problemas de inventarios.
• Los inventar ios o frecen la segur idad necesar ia para
proteger e l área de manufactura de las var iac iones
estacionales y c í c l i cas de los negoc ios.
• La presenc ia en e l lugar es un e lemento c lave del
servic io que of recen las empresas; no se puede vender
nada en un local vacío.
• Los dist r ibuidores, como negoc iantes independientes,
o frecen disponib i l idad en e l lugar y una administ ración
empresaria l de los inventar ios.
• Los revendedores locales neces i tan estar respaldados
por los inventarios de los almacenes regionales.
• Los s i stemas modernos de información y los métodos de
contro l cas i e l iminarán los inventar ios obsoletos y de
lento movimiento.
- Las técnicas comple jas y la disc ip l ina de la organización
permi ten obtener pronósti cos de ventas más exactos . Con

2 2 9 d e 4 1 5
mucha f recuenc ia, las técnicas muy comple jas agravan la
s i tuación; nadie las entiende o son mal ap l icadas. La
exacti tud de los pronóst icos se incrementa a medida que
se acorta e l hori zonte; además, los problemas que se
crean por la inexact i tud de los pronósticos son más fác i les
de resolver a medida que se acortan los t iempos de
respuesta. Hay más oportunidad de reduc i r e l hori zonte de
los pronósti cos s i se acorta e l t iempo de respuesta de la
cadena de suminist ro. Normalmente, e l t iempo de
respuesta nunca se a taca di rectamente y se sabe que
c ierta tecnología de manufactura combinada con pol í t i cas
b ien pensadas para e l manejo de inventar ios de productos
semiterminados pueden acortar drásti camente los t iempos
rectores.
- Las técnicas japonesas, como el JIT , cas i e l iminarán
todos los problemas de inventar ios . En la actua l idad e l JIT
es, en gran medida, un sueño para la mayoría de las
industrias . En la industr ia automotr i z por e jemplo, desde
e l punto de vis ta del proveedor, poco ha cambiado en los
años recientes: los requerimientos todavía se cambian con
poca ant i c ipac ión, los pedidos programados t ienen poca
re lación con los requerimientos de corto p lazo y en
real idad los embarques se aceleran sólo por s i tuac iones
de cr is i s y mediante l lamadas te le fónicas. Es obvio que
estos costos deben inf lar e l costo f inal del vehículo . Para
t rabajar con ‘ justo a t iempo’ se requieren invers iones
cons iderables en etapas básicas y, hasta la fecha, son

2 3 0 d e 4 1 5
pocas las f i rmas en Estados Unidos que han avanzado con
rapidez. Estas inversiones normalmente impl ican cambios
tanto en las prácti cas de procesos de manufactura, como
en la dist r ibuc ión de la maquinaria y en la p lant i l la de
personal . Se deben desarro l lar nuevas re lac iones de
t rabajo para que exista espí r i tu de equipo, una moral a l ta
y f lexibi l idad. F inalmente, la ins trumentación requiere un
n ivel de entendimiento y apoyo por parte de los al tos
e jecut ivos que muy raras veces se consigue.
- Los inventarios o f recen la seguridad necesar ia para
proteger e l área de manufactura de las variac iones
estaciónales y c íc l i cas de los negocios . La experiencia
indica que los inventar ios únicamente agravan los
problemas. Un anál is i s de las f luctuaciones de ventas y
producción casi s iempre muestran var iaciones en la
producción que en las ventas. Los excesos de inventario y
las consecuentes indec is iones administ rat ivas pueden
provocar decis iones de pánico para “corregi r” los nive les
de inventario , normalmente con al tas penas económicas
en costos y servic io a los c l ientes.
- La presencia en e l lugar es un e lemento c lave del
servic io que ofrecen las empresas; no se puede vender
nada en un local vacío . La real idad es que la o ferta de los
a lmacenes loca les normalmente es l imi tada y más
desequi l ibrada que desde inventar ios central izados.
Además, los c i c los de t iempo desde la recepción hasta el

2 3 1 d e 4 1 5
embarque de pedidos casi s iempre son excesivos lo cual
se pierden las ventajas de la presenc ia local . La
experiencia ha demostrado que la incert idumbre de la
demanda es mayor a nivel de los mercados locales que a
n ivel nacional , en consecuencia, los a lmacenes que
at ienden mercados locales requieren inevi tablemente
inventarios de seguridad más grandes para un n ivel dado
de servic io que los almacenes centrales . Con esta real idad
y por sus contro les def ic ientes, los s is temas de
a lmacenamiento locales se caracteri zan por su oferta
l imi tada respuesta lenta e inventar ios desequi l ibrados.
- Los dist r ibuidores, como negoc iantes independientes,
o f recen disponib i l idad en e l lugar y una administ ración
empresar ia l de los inventar ios . La exper ienc ia ha
demostrado que los dis tr ibuidores independientes actúan
más como agentes de ventas que como mayoristas y con
mucha f recuenc ia les hace fa l ta habi l idad para
administ rar inventarios . Es común encontrar que los
fabri cantes sean quienes rea l izan las funciones de contro l
de los inventar ios de los dist r ibuidores. Un problema
adic ional es que en muchas industr ias los dist r ibuidores y
los revendedores son f inanc ieramente incapaces de l levar
en almacén una l ínea completa del producto. Lo
importante aquí es entender cabalmente los aspectos
económicos de toda la cadena de suminis tro y los
requerimientos reales de los segmentos serv idos.

2 3 2 d e 4 1 5
- Los revendedores locales necesi tan estar respa ldados
por los inventar ios de los a lmacenes regionales . En
muchas industr ias, los grandes revendedores han
integrado vert icalmente hacia atrás , con lo que han
dupl i cado y t ras lapado los niveles de las cadenas de
suminis tro de los fabr icantes. Estas grandes empresas
locales han optado por la es trategia de usar sus ventajas
de escala en e l costo de almacenamiento, manejo de
inventarios y publ ic idad para hacerse de la porción de
mercado de los revendedores pequeños. Las redes de
a lmacenes de los fabr i cantes pueden interferi r en las
estrategias de negocios de los grandes revendedores
locales , quines en muchas industrias , están
incrementando con rapidez su part i c ipac ión en e l
mercado.

2 3 3 d e 4 1 5
F igura 2. Respuesta di fe rencia l en e l serv ic io a l c l iente.
- Los s i s temas modernos de in formación y los métodos de
contro l cas i e l iminaran los inventar ios obsoletos y de
lento movimiento . Desafortunadamente los inventar ios
obsoletos, a l igual que la pobreza, s iempre estarán
presentes. El aseguramiento de ventajas compet i t ivas
requeri rá que los costos por obsolescencia se minimicen
mediante estrategias sanas en e l contro l de inventar ios.
Los s i stemas de información cont inuarán desempeñando
una función importante en la p laneación y e l control de
inventarios a lo largo de toda la cadena de suminist ro,
pero están lejos de ser una panacea.
A part i r de 1984, e l uso de los inventarios para obtener
ventajas compet i t ivas enfrenta real idades y no mi tos. Un
método probado para la obtención de ventajas
competi t ivas es e l uso de un enfoque integrado para la
administ ración g lobal de la cadena de suministro.
1.2 CONTROL DE INVENTARIOS
Uno de los aspectos más importantes en la estructuración
logíst i ca del s ingular mercado europeo es e l control de los
inventarios en la cadena tota l de suminist ros. El

2 3 4 d e 4 1 5
rompimiento de las f ronteras de la segmentación nacional
dará por resul tado un uso más l igero y f lexib le de los
inventarios . Hay dos caminos pr inc ipales para lograr esto:
— Central i zación de inventarios. Como se anal iza después,
con esto se puede reduci r la acumulación de inventar ios y
contro lar mejor la disponibi l idad.
—Apl i cación del pr incipio de la posposic ión. Con esto se
puede reduc ir todavía más la acumulac ión de inventar ios,
mientras que e l va lor de los mismos y los costos de
l levar los serán más bajos por mantenerlos en las etapas
in ic ia les de la cadena.
La pospos ic ión de inventar ios s igni f i ca posponer e l
compromiso f ina l tanto en forma como en t iempo y lugar,
hasta que se conozca la demanda real o se tengan los
pedidos en la mano. Esto es part i cularmente re levante en
Europa, donde s i b ien no se podrá adaptar e l producto a
las caracter íst icas de cada submercado, s í se podrá
ensamblar, acondic ionar, empacar y et iquetar con ese f in.
Aquí también se genera otra función del centro europeo
de dist r ibución: e l procesamiento de productos que f luyen
a t ravés del centro. En este sent ido, se requiere la
integrac ión del centro con la función de manufactura.

2 3 5 d e 4 1 5
1.3 CENTRALIZACIÓN DE INVENTARIOS
Una caracter íst ica importante del mercado europeo es que
se t ienen mejores posibi l idades de ubicar los inventar ios
en uno o en pocos lugares. Esto permite la organización
racional de la ubicac ión de los inventarios en la cadena de
suminis tro con base en consideraciones logíst icas y no en
cons iderac iones terri toria les , como es lo común.
S in embargo, como es usual , no hay una solución fáci l
para e l problema de organizar la central ización de
inventarios y se deben cons iderar a lgunos aspectos
práct icos ta les como dónde, cómo, por qué y por qué no
y, f inalmente, a qué niveles de servic io debe mantenerse
un inventar io central .
¿Dónde? E l inventario central ¿debe ubicarse en la planta
o entre los mercados? Esta pregunta es part icularmente
re levante en las re lat ivamente reas pequeñas del mercado
europeo.
¿Cómo? Hay var ias Opciones: concentrar todo el
inventario , dejar a lgunos art ículos cr í t i cos en inventar ios
nacionales (cediendo algo en los requerimientos locales
del mercado en favor de la e fect iv idad ópt ima), convert i r
puntos de almacenamiento en puntos de transferencia.

2 3 6 d e 4 1 5
¿Por qué? La central i zación de inventar ios reduce
s igni f icat ivamente la suma de los inventar ios nacionales y
permi te mejorar e l contro l y e l costo de esos inventar ios.
Además, permite la optimizac ión (por la consol idac ión) del
t ransporte , que es otro aspecto importante en e l mercado
europeo y hará posible la ap l icación de l pr inc ipio de
pospos ic ión.
¿Por qué no? Hay razones espec í f i cas que contradicen las
ventajas de la central i zac ión de inventar ios. Las
d istancias a algunos segmentos del mercado y e l impacto
sobre los t iempos rectores en a lgunas de sus áreas c lave
pueden inf luenc iar la decis ión de f i jar hasta dónde se
puede reduci r e l número tota l y la ubicación de los
inventarios . Las formal idades de los reglamentos que
todavía exis ten pueden provocar demoras. La fact ib i l idad
puede ser in f luenciada por las caracter í st icas f í s icas de
los productos y de los pedidos. Las des incorporaciones y
la redundancia de activ idades de almacenaje pueden ser
inaceptables, como puede ser e l hecho que la
central ización de inventarios descarga responsabi l idades
(por e jemplo, en los niveles de inventarios) consideradas
esenc ia les por las ent idades loca les (nacionales) .
¿A qué nive les de servic io? Uno de los aspectos esenc ia les
en la arena europea será decidi r e l n ive l y la d iversidad
de los servic ios que las empresas pueden soportar y
o f recer en los di ferentes mercados europeos. Por un lado,

2 3 7 d e 4 1 5
esto requiere una evaluac ión cuidadosa de l servic io a l
c l iente para ver la sensibi l idad a los di ferentes elementos
del servic io en cada uno de los submercados; por otro
lado, se neces itan medidas con imaginac ión para hacer
más uni formes las operaciones de dis tr ibuc ión en los
d ist intos submercados (es deci r , en e l empaque y en las
unidades de manejo, en los tamaños de embarque, en la
consol idación y en la programación).
1.4 CÓMO OBTENER VENTAJAS COMPETITIVAS
MEDIANTE LA ADMINISTRACIÓN DE LA CADENA DE
SUMINISTRO
La adminis tración de la cadena de suministro abarca el
f lu jo to tal de materia les desde los proveedores hasta los
usuar ios f inales (ver la f igura 1). La c lave de una
administ ración ef i c iente es planear y contro lar los
inventarios y las activ idades como una entidad integrada.
Para operar e fectivamente una cadena integrada de
suminis tros se deben conjuntar tres e lementos:
- el reconocimiento de los n iveles de servic io
requeridos por los usuarios f inales:
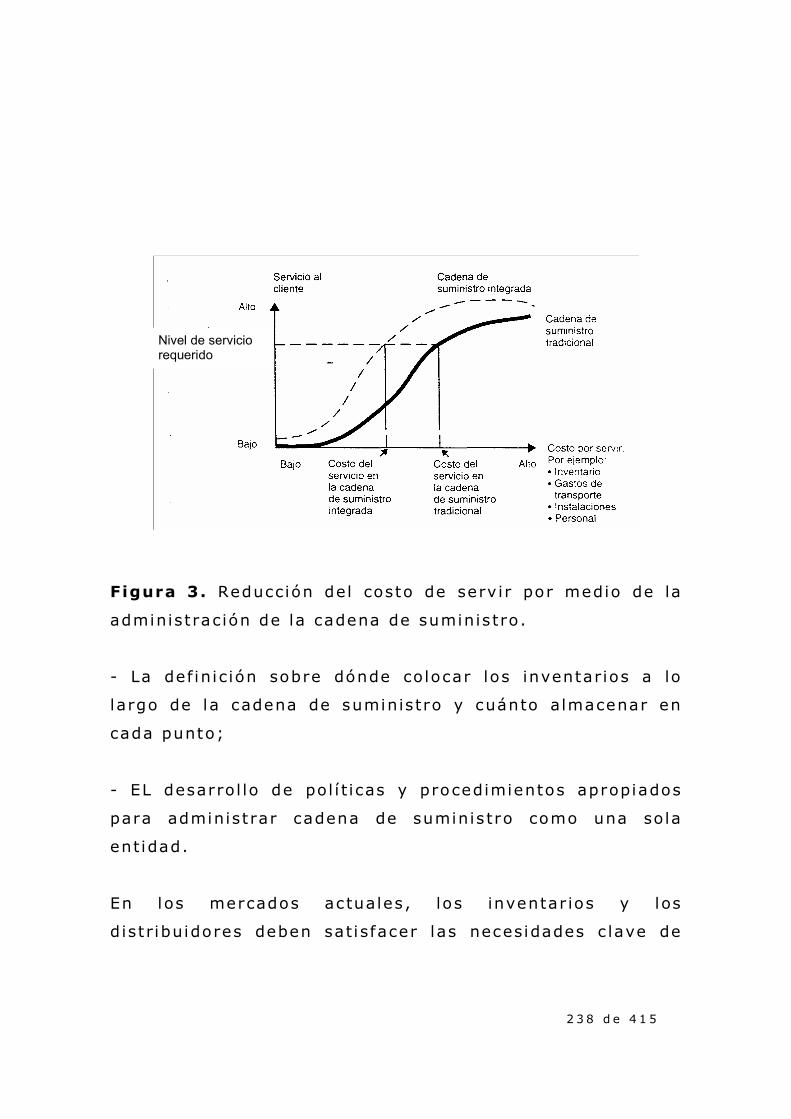
2 3 8 d e 4 1 5
F igura 3. Reducción del costo de serv i r por medio de la
administ ración de la cadena de suminis tro.
- La def in i c ión sobre dónde colocar los inventar ios a lo
largo de la cadena de suministro y cuánto almacenar en
cada punto;
- EL desarro l lo de pol í t icas y procedimientos apropiados
para administ rar cadena de suminis tro como una sola
ent idad.
En los mercados actuales , los inventar ios y los
d ist r ibuidores deben sati sfacer las necesidades c lave de
Nivel de servicio requerido

2 3 9 d e 4 1 5
los c l ientes en cuanto a t iempo y lugar disponibi l idad de
productos y t iempos de respuesta en la entrega). Los
c l ientes dan un va lor a sus necesidades de serv ic io y es
f recuente que estas neces idades varíen de manera
sustanc ia l de un segmento y otro, e incluso de un cl iente
a otro (ver la f igura 2) .
Además, una cadena de suminis tro ut i l i za cant idades
crecientes de recursos para of recer nive les de servic io
más a l tos para atender las necesidades de los c l ientes.
Los recursos comprenden inventarios, gastos de
t ransporte , instalaciones y personal . E l objet ivo de
integrar la cadena de suminist ro es bajar la cant idad total
de recursos que se requieren para o f recer e l n ivel
necesario de servic io a los c l ientes de un segmento
especí f ico ( f igura 3).
E l segundo paso en la integración de la cadena de
suminis tro es cons iderar y evaluar puntos al ternat ivos de
a lmacenamiento a lo largo de la cadena de suminist ro que
provean un servic io aceptable a los c l ientes s in
modi f iquen desfavorablemente los gastos generales de
servic io . Obviamente, esta evaluac ión debe cons iderar
también los impactos en los costos y en la ef ic iencia de
manufactura.
Un paso f inal en la integrac ión de una cadena de
suminis tro es desarro l la r y poner en prácti ca las pol í t icas

2 4 0 d e 4 1 5
necesarias , las re laciones de organización, los s istemas y
los contro les para administ rar la como un todo.
1.5 ESTUDIOS DE CASO DE LAS TÉCNICAS PARA
CADENAS DE SUMINISTRO
La apl icac ión de las técnicas bás icas var ía ampl iamente de
una si tuación a otra. Los casos que en seguida se
presentan fueron se leccionados de s i tuac iones en var ias
industrias .
Caso 1: Reconocimiento de los servicios requeridos
por los c l ientes
La empresa es una fábr ica de productos de consumo
duradero, mismos que embarcaba a t ravés de una red
caut iva de centros regionales de dist r ibución. Estos
centros recibían los productos de las plantas del
fabri cante y de proveedores externos. Las funciones más
importantes que se real i zaban dentro de los centros
regionales eran:
• Mantener una oferta de mezcla de productos para todos
los c l ientes;
• A rec ibi r pedidos e in fo rmar al c l iente e l estado en que
se encontraban; p lanear y contro lar e l modo de
t ransporte y los transport is tas;
• Planear y contro lar los inventar ios para cumpl i r con los
n iveles de servic io meta f i jados;

2 4 1 d e 4 1 5
• Procesar los mater ia les de entrada, c las i f icar los
pedidos y real i zar las activ idades de embarque.
Las operac iones de dis tr ibución se real i zaban con
d isc ip l ina y e l 95% de los pedidos se surt ía di rectamente
de las existencias; los envíos se hacían dentro de los t res
d ías s iguientes a la recepción de las órdenes. Los
productos se vendían a t ravés de var ios canales de
reventa a los consumidores f inales.
Los costos por operar la red de dist r ibución, dado e l nivel
de servic io que se of recía, eran cuant iosos y
representaban cerca del 2O% del valor en t ierra de los
productos. La administ ración cuestionó s i e l servic io era
e fect ivo en costo y s i deber ía ser e l mismo en todos los
segmentos.
Después de un anál is i s , se determinó que cada segmento
de c l ientes tenía necesidades de nivel de servic io muy
d i ferentes (ver f igura 4 ).
Como se muestra, e l segmento de dist r ibuidores
exc lus ivos tenía las caracter í st icas s iguientes:
• Manejaban sólo una marca de fábr i ca;
• Inventar ios pequeños para apoyar los esfuerzos de
venta;

242 d
e 4
15
Figura 4. Requerimiento de imágenes y servicios de distribución por segmentos.

2 4 3 d e 4 1 5
• los c l ientes se convencían con base en las
caracter íst i cas y la cal idad de las marcas especí f icas.
C laramente, los d is tr ibuidores exc lusivos de este producto
eran al tamente dependientes de la cadena de suministro
del fabricante y su func ionamiento.
En e l otro extremo estaban los d is tr ibuidores grandes, con
caracter ís t i cas completamente di ferentes:
• La mayoría dist r ibuía varias marcas de diversos
fabr i cantes;
• Sus técnicas en las ventas de p iso consis t ían en hacer
que e l c l iente camhiara de marca, ya sea para mejorar
los márgenes de uti l idad o para vender los productos
d isponibles en almacén;
• Los inventar ios se mantenían y se reponían mediante
compras en pequeñas cant idades cuando los productos
estaban en promoción y a precios atractivos;
• Tenían poco interés en la rapidez de respuesta de las
cadenas de suminis tro de los fabri cantes; e l pr incipal
es t ímulo eran los precios bajos.
Era c laro que algunos segmentos estaban siendo
atendidos en exceso, pero otros canales eran al tamente
dependientes de la cadena de suministro caut iva que tenía
a l tos costos. La recomendación fue modi f icar los

2 4 4 d e 4 1 5
servic ios , o f rec iendo a cada canal lo que le fuera más
apropiado. Por e jemplo, a los grandes dis tr ibu idores les
resul taba más atractivo una l ínea única y l imitada de
productos sobre pedido, embarcados di rectamente desde
las plantas, con t iempos de respuesta re lat ivamente
largos.
Caso 2: Determinación de la ubicación de los
inventarios a lo largo de la cadena de suministro y de
las cantidades a almacenar en cada punto
Un fabr i cante de partes y componentes vendía sus
productos tanto en e l mercado de re facciones como a
fabri cantes de equipo or ig inal . La cadena de suminis tro
estaba al tamente integrada, comenzando con bobinas de
acero y terminando con un red de 16 almacenes caut ivos
que atendían e l mercado de refacc iones. Las cuentas de
fabri cantes de equipo or ig inal eran atendidas
d i rectamente desde la planta. E l proceso de manufactura
era re lat ivamente comple jo, comenzaba con un
procesamiento ampl io de mater ia les y proseguía con un
formado pr imario y operaciones de maquinado. E l mercado
de re facciones lo formaban mayoris tas de partes
automotri ces de l ínea completa y algunos reempacadores .
La administ ración había observado que los inventarios de
productos terminados se habían incrementado
s igni f icat ivamente en un per íodo de dos a tres años.

2 4 5 d e 4 1 5
Además de que estos inventarios representaban
invers i o nes cuant iosas, su rotación era muy lenta y la
mayoría de los productos mayor demanda casi s iempre
estaban agotados.
Los esfuerzos in ic ia les se enfocaron a obtener un sano
entendimiento de toda la cadena de suminist ro,
incluyendo:
• Los t iempos rectores del proceso de manufactura, los
t iempos de t ransporte entre las instalac iones y los
t iempos de entrega requeridos por los c l ientes;
• Las caracter í st icas del proceso de manufactura: t iempos
de preparación y cambios de producto, costos y c i c los
de t iempo;
• Las pol í t icas y procedimientos para e l manejo de
inventar ios, las técnicas de pronóst i cos y los
hor izontes.
Las conclusión de l estudio fue que se debían hacer
drást icas red los inventaros de productos terminados y
crear un inventar io de productos semiterminados en la
p lanta (ver f igura 5) .
La creación de l inventario de productos semiterminados y
un incrementa en la capacidad para hacer los acabados
fueron la base para acortar los t iempos de respuesta,

2 4 6 d e 4 1 5
reduci r los t iempos de preparación, mejorar e l servic io,
bajar la inversión en inventar ios.
• Los inventarios se almacenan ahora en una etapa mas
f lexible , como se muestra en e l índ ice de comple j idad.
• En la etapa de producto semiterminado, e l valor
agregado a los productos en menor.
• Los errores en los pronósticos , y con e l los los
inventarios de seguridad, se pudieron reduci r ya que
en la etapa de productos semiterminados la
var iabi l idad es mucho menor.

2 4 7 d e 4 1 5
Caso 3: Uso de las técnicas JIT para administrar
la cadena de suministro
Las técnicas japonesas de manufactura JIT, cuando se
instrumentan con éxi to, son una excelente manera de
reduci r los inventar ios en la cadena de suminist ro. Estas
técnicas requieren, en muchos casos, un al to nivel de
f lexibi l idad en la manufactura. Como se indicó
anteriormente, la técnica II I hasta ahora no ha s ido
ampl iamente adoptada en Estados Unidos. Hay,
S in embargo, a lgunas ins trumentaciones que han tenido
éxi to en lugares que fueron propic ios . Son var ias las
h istor ias de éx i to en la fabr i cación de computadores
personales.
Lo s i stemas JIT son buenos —en el caso de un fabr icante,
e l programa va bien encaminado y se ha alcanzado una
rotac ión de inventar ios de 32 en las operaciones de
subensamble y ensamble f inal . La c lave de este éx i to esta
en e l a l to nive l de entendimiento y compromiso de la
administ ración.

248 d
e 4
15
Figura 5. Reducción de la complejidad por la reubicación de inventarios en la cadena de suministro.

2 4 9 d e 4 1 5
Este entendimiento se logró mediante programas
intensivos de capaci tac ión que involucraron a todos los
n iveles de personal , desde los a l tos .e jecutivos hasta e l
personal de ta l ler. En muchas áreas se instalaron
d ispos i t ivos para apoyar e l manejo de mater ia les y se
cambiaron los esquemas de f lu jo para minimizar los
t iempos de espera entre las operac iones. Se h ic ieron un
buen número de cambios en las rut inas de trabajo del
personal :
• Se involucra a todo e l personal en la programación y el
equi l ibr io de las l íneas de producción.
• Se cambiaron las medidas del desempeño para
estimular la f lexibi l idad e l apego al programa.
Se ins trumentó un programa de cal idad total con técnicas
de contro l v i sua l es tadíst i co. E l s iguiente paso de este
fabri cante es invo lucrar a los proveedores más
importantes en su programa global .
Caso 4: Administración de la cadena de suministro
en una empresa con demanda estacional
Esta empresa fabr i ca productos de ref r igeración cuyo
patrón de demanda es estac ional , con al ta demanda
durante la pr imera mi tad del año. La empresa estaba
construyendo una nueva planta en e l sur y decidió revisar

2 5 0 d e 4 1 5
y valorar sus pol í t icas de operac ión. Un e lemento clave en
la estrategia de operación de esta empresa eran los
cr i ter ios para p lanear los nive les de inventar ios y de
operación para adaptarse a las caracterí s t i cas
estaciónales de la demanda. El anál is i s del intercambio en
costos entre e l mantenimiento de inventar ios estac iónales
y e l a juste del n ive l de producc ión dio por resul tado que
se adoptara un enfoque único para usar mano de obra
tempora l (ver f igura 6).
Esto redujo sustancia lmente los costos asociados con e l
a juste de la uti l i zación de la capac idad de manufactura
durante los períodos de máxima producción. El proceso de
p laneac ión se construyó al rededor de dos puntos cr í t i cos
de decis ión: cuándo aumentar la plant i l l a de trabajadores
temporales y cuándo reduci r la . E l empleo de mano de obra
temporal acortó e l hor i zonte de los pronósti cos para hacer
cambios sustanc ia les en los nivel de producción, lo que
s impl i f i có e l problema de los pronósticos. Además de eso,
los r iesgos, los costos y los períodos necesarios para
l levar inventar ios estaciónales se redujeron en gran
medida.
Caso 5: Relaciones con distribuidores independientes
Esta empresa fabri caba una l ínea de productos
industria les que se vendían fabri cantes de equipo or ig inal .
Una red de d ist r ibuidores independientes era la
2 5 1 d e 4 1 5
responsable de proveer e l servic io de re facc iones
poster ior a la venta de los productos instalados en e l
campo por los fabri cantes de equipo or ig inal . Muchos de
estos dist r ibuidores no tenían suf ic ientes re facciones para
garanti zar la disponibi l idad en e l caso de una emergencia.
Se tomó la decis ión de e laborar guías bás icas de
inventarios para los distr ibuidores . As imismo, se adoptó
un enfoque dinámico en la preparac ión de un ampl io
programa de administ rac ión de inventarios:
- A los dist r ibuidores se les proporcionó capaci tación
en administ ración y se les o freció un paquete de
s is temas.
- Cada dist r ibuidor recibió una l is ta estandarizada y
especí f ica de ex istencias a nivel nac ional y nive les
mínimos de inventario para cada art ículo .
- Se les dio la oportunidad a los dist r ibuidores de
adaptar y a justar sus inventar ios locales según las
neces idades de sus c l ientes.
- El fabr i cante hizo un seguimiento de los resul tados a
t ravés de sus agentes de ventas para asegurarse que
todo se había entendido bien y que hubiera apego a
lo programado.
En 18 meses, la disponibi l idad global de los art ículos de
mayor consumo se incremento a nivel deseado de 95%.

2 5 2 d e 4 1 5

2 5 3 d e 4 1 5
Figu ra 6 . Dedi c iones de p roducc ión en una empresa con demanda es tac i ona l .
Figura 7. Áreas de conflicto en la cadena de suministro

2 5 4 d e 4 1 5
1.6 OBSTÁCULOS EN LAS CADENAS DE SUMINISTRO
Los obstáculos para apl icar e l enfoque de la cadena de
suminis tro son los s istemas de administ ración
t radic iona les, de organización, legales y no integrados.
Tradic ionalmente, las cadenas de suminist ro surg idas de
la necesidad han sido administradas y contro ladas por
funciones. En las de la cadena de suminist ro que son
caut ivas del fabr i cante, normalmente hay fronteras r íg idas
entre las act iv idades; es de i r , entre adquis i c iones y
manufactura, entre manufactura y contro l de producción,
entre manufactura y e l área de dis tr ibución, etc. Los
objet ivos de la adminis tración y las medidas de cada una
de estas funciones se mant ienen en confl i c to (ver f igura
7). Inventar ios, por ejemplo, se considera como
“propiedad” y se manejan por separado.
Las empresas independientes , los proveedores y los
d ist r ibuidores aportan obstáculos obvios. Lo importante
aquí es establecer re laciones mutuamente ventajosas para
hacer que la cadena t rabaje con más suavidad y a bajo
costo, los instrumentos disponibles para trabajar son
volumen, precio hor izonte de compromiso, estabi l idad de
los programas y la exclus iv idad de las f ranquic ias.
F inalmente, los s is temas de información y contro l también
son obstáculos ya que normalmente se ha desarro l lado
para cada área funcional y en fragmentos. La fa l ta de

2 5 5 d e 4 1 5
i ntegrac ión a lo largo de la cadena de suminist ro impide
la vis ib i l idad y la puntual idad requerida para administ rar
la cadena como una sola ent idad.
En la actual idad se dispone de las hermani tas anal í t i cas
necesarias para anal i zar y contro lar cadenas de
suminis tro comple jas y, con frecuencia, mul t inacionales.
Es c laro que la ut i l i zación de estas herramientas pueden
permi t i r que las empresas usen sus propios s istemas de
inventarios y de distr ibución para obtener ventajas
competi t ivas en los segmentos de mercado que at ienden.

2 5 6 d e 4 1 5
F igura 8. Intercambio en la cadena de suminis tro
internac ional .
1.7 EL SERVICIO, LA CAPACIDAD Y LOS INVENTARIOS
COMO MECANISMOS DE EQUILIBRIO
Anal i zar en deta l le las estrategias de cada área funcional
e intentar reduci r a l mín imo los desequi l ibr ios
estructurales l leva a una nueva def in i c ión de la función
que desempeñan los inventar ios y las pol í t i cas de
suminis tro. Estos dos conceptos se convierten en un
mecanismo mediante e l cual se pueden conci l iar los
desequi l ibr ios res iduales inevi tables y dejan de ser el
pr incipal ins trumento en la administ ración de la cadena de
suminis tro. Sin embargo, la co locación de l inventario
como un act ivo continuará s iendo un e lemento estratégico
más que operac ional . A este n ivel , la atenc ión no debe

2 5 7 d e 4 1 5
ponerse en las reg las para de f in i r la planeación, los lo tes
de producción o en los ins trumentos de los s istemas, s ino
en las pol í t icas de adquis i c iones y suminist ros, e l servic io
a c l ientes , los objet ivos de la operación y las decis iones
de demanda y suministro. Esta es la única forma en que
se pueden lograr reducciones estructurales en los
requerimientos de inventarios. El mejor n ive l de
funcionamiento de la industria japonesa —cinco y hasta
d iez veces mejor que e l de las empresas occ identales—
i lustra las oportunidades para reduci r la dependencia de
los s istemas log ís t i cos en al tos n iveles de inventarios de
la mayoría de las empresas europeas y estadounidenses.
Este mejor func ionamiento no se obtiene por conocer
cuánto hay y dónde está, s ino de saber “¿por qué está
ahí?” ¿Cuántos de los , así l lamados, s i stemas de control
de inventar ios en Europa y en Estados Unidos van más
a l lá de su mera condic ión de status para adentrarse en las
áreas de s imulac ión y de f i jac ión de objetivos?

2 5 8 d e 4 1 5
F igura 9. Perf i l de capac idad/ inventar ios –una vis ión
conceptual .
La f iguras 9 muestra las re lac iones conceptuales entre
inventario y capacidad para un servic io dado y n iveles de
volumen. La premisa es que cualquier nive l dado de
servic io puede a lcanzarse ya sea con inventar ios o con
capac idad dentro de c iertas restr i cc iones. En este caso , la
restr icc ión es un inventario máximo pasa x número de
semanas, impuesto por la administ rac ión, para proteger la
v ida del inventar io . Igualmente, se puede especi f i car un
inventario mínimo para lograr un mínimo de veces en e l
movimiento f ís i co de la cadena.

2 5 9 d e 4 1 5
Ver que e l servic io que se está cumpl iendo, ya sea por la
f lexibi l idad en la capac idad o por medio de inventar ios,
pone otra dimensión en las invers iones de “seguridad”. Se
puede calcular pr imero un requerimiento de seguridad
para una cadena de suministro dada y un objet ivo de
servic io . Saber cuá l es la mejor forma de cumpl i r , con
inventarios o con capacidad, depende de e lementos tan
d iversos como los s iguientes:
- costos actuales por mantener inventarios;
- volumen actual de carga;
- costo de incrementos en la capac idad.
Es c laro que las soluciones ópt imas t ienden a var iar con
los niveles de volumen, los costos f inancieros, etc . Por
tanto, e l equi l ibr io debe rev isarse periódica y
rut inar iamente para mantener a la cadena de suministro
ópt imamente “s intonizada” con las necesidades del
mercado.
Equi l ibrar los act ivos y los serv ic ios en una cadena de
suminis tro internac ional es un reto di f í c i l ya que requiere
no sólo un cambio en la concepción y en la f i losof ía del
contro l y de las técnicas, s ino también un cambio en la
perspect iva de la adminis tración para i r mas a l lá de los
l ími tes tradic iona les de la organización.

2 6 0 d e 4 1 5
CAPITULO 2.
PREVISION
Los métodos de previs ión de la demanda pueden ser de
carácter objet ivo, subjet ivo o una combinación de ambos.
Los métodos objetivos son de naturaleza estadíst i ca y
matemática. La previs ión subjet iva se basa en la
apl i cac ión de la exper iencia y e l ju i c io .
La previs ión ideal se ría una combinac ión de estos t ipos
anteriores, ta l como nos indica la f igura 1, aunque e l
método se leccionado depende de dis t intos factores, ta les
como la c lase de producto en estudio .
Nosotros , cons ideraremos los métodos objetivos .
F i gura 1 . E l emen t os de un s i s t ema de p r e v i s i ón de l a d emanda .

2 6 1 d e 4 1 5
2.1 PREVISIÓN DE LA DEMANDA POR UNiDAD DE
TIEMPO
Como toda prev is ión, const i tuye una extrapolación del
pasado.
Para los art í culos ant iguos y conocidos cuya venta var ía
poco se t rataría de una s imple al ineac ión. De manera
general se tomará una medía calculada a en func ión de las
ventas en e l pasado.
Veremos brevemente los métodos de obtención de estas
medias.
D ist inguimos entre t ipos demanda:
- Constante
- Contundencia
- Estacionar ia
Figura 2. Demanda constante

2 6 2 d e 4 1 5
Sea T e l período de anál is i s que puede ser: la semana, el
mes, et tr imestre o e l año: y consideremos la tasa de la
demanda λ .
S i la tasa λ calcu lada a part i r de las demandas pasadas es
la misma, cualquiera sea e l momento de re ferencia
cons iderado en T, la demanda se di rá constante.
E l gráf i co de esta demanda, no es necesariamente una
recta, observamos frecuentemente, como las ind icadas en
la f igura 2. Unas var iaciones muy importantes entorno a
la media.
No se podrá conclui r nada si durante un mes las ventas
son superiores o infer iores a la media.
La mejor est imación de las demandas futuras consist i rá,
entonces, en tomar a media y luego adic ionar le un margen
de errores.
Cuando la tasa de demanda var ía en forma permanente,
se t rata de la demanda con tendencia.
La media se debe uti l i zar entonces con precauc ión, pues
es esencia lmente var iable . Aquí también interv iene al azar
pero, para que se pueda hablar de tendencia, es necesar io
que no se enmascare un perf i l de la demanda.

2 6 3 d e 4 1 5
Cuando la demanda conoc ida de punta y val le se
reproduce aproximadamente en igual época (año,
t r imestre, mes o semana) tendremos una demanda
estacionar ia.
Para que resul te as í deberán veri f icarse las s iguientes
condic iones:
Figura 3.
Demanda son
tendencia

2 6 4 d e 4 1 5
- El instante de punta t iene lugar cada año, en la misma
época.
- La demanda de punta debe ser del 3q0 al O o/ más
e levada que la demanda media y netamente superior a
las var iaciones debidas al azar.
- E l instante de punta debe renovarse en cada período.
Antes de decid i r que un art iculo es de demanda
estacionar ia, es necesario anal izar los pedidos que fueron
real i zados durante os úl t imos años para tener constancia
de la tendencia del mercado.
Figura 4. Art icu lo con demanda estac ional .
2 6 5 d e 4 1 5
2.2 INDICACIONES SUCINTAS PARA EL
ESTABLECIMIENTO DE lAS PREVISIONES
2.2.1 Previsión de la demanda de t ipo constante
Media móvil
- Media móvi l s imple
Una vez determinado e l per íodo de anál is i s , por e jemplo,
e l mes, se f i ja e l número N de per íodos a tomar en
cons iderac ión, es deci r , en e l caso presente, e l número de
meses suscept ibles de intervenir en la determinación de la
demanda del mes considerado, la media tomada en
cons iderac ión para determinar la demanda prevista del
mes será la media de las entregas durante los N úl t imos
meses. El mes s iguiente se decalará e l origen en un mes
para calcular la media.
E l período mes reciente reemplaza al más ant iguo.
E jemplo:
Entregas
de: Enero Febrero Marzo Abr i l Mayo
2 6 6 d e 4 1 5
80 110 95 105
120
80±110+95+105+120
Media móvi l de Junio = = 102
5
Entrega de Junio: 130
Media móvi l de Ju l io: 106
- Media móvi l ponderada
T iene a venta ja que considera la demanda durante los
per íodos más rec ientes .
Consideremos de nuevo e l e jemplo precedente:
Las entregas de Afectada por y
Mayo 30%
Abr i l 25%
Marzo 20%
Febrero 15%
Enero 10%

2 6 7 d e 4 1 5
Luego,
120.
30%=36,00
105
.25%=26,25
95.
20%=19,00
110.15%=16,50
0 .10%=
8,00
Media móvi l de Junio = 105,75
Media móvi l de ju l io =
115,25
Para la media móvi l s imple, e l cambio de orden de los
datos no inf luye sobre la media, en e l e jemplo anter ior:
80+110+95+105+120 = 110+80+95+105+120
Para la media ponderada se veri f ica lo contrar io .
Según los resul tados precedentes, un stock de 130 deberá
preveni r a la empresa de todo r iesgo de ruptura, aunque
esto no es absolutamente seguro, nada nos permi te
af i rmar que las entregas no pasarán de 130.

2 6 8 d e 4 1 5
Las f luctuaciones de la media de las entregas son
necesariamente menos importantes que las entregas. Se
puede, pues, cons iderar que la evolución de la media
s igue reglas inherentes a la estructura del mercado y a la
s i tuación de la empresa en su mercado cuando las
entregas osci lan entorno de la media de manera
enteramente aleatoria .
Es, pues, indispensable , calcu lar la media sobre un
número de per íodos suf ic ientemente importante para
e l iminar la inf luencia de las causas del azar.
E l establecimiento de medias ponderadas presenta
a lgunos inconvenientes:
— La neces idad de cons iderar per íodos largos entraña la
ut i l i zación de grandes f i cheros.
— El número de operaciones ar i tmét icas necesar ias para
establecer las consume mucho t iempo.
Razón por la cua l se recurre a otros métodos, ta l como el
s iguiente:
2.2.2 Atenuación exponencial
La atenuac ión exponencia l es una forma de media móvi l
ponderada.

2 6 9 d e 4 1 5
Sea 100 la media actual . Si las entregas del mes alcanza
120 la media deberá ser aumentada, en una magni tud
proporc ional a la di ferencia:
120—100=20
y se tendrá:
nueva media = media antigua + α (nueva demanda —media
antigua)
— El fac tor α
Cuanto más se aproxima α a 1 mayor será la importancia
que se acuerde os resul tados del úl t imo mes. Cuanto más
bajo sea, la media permanece más estable y cuanto más
e levada la media var ía más.
Así , por e jemplo: con,
α = 0,2, nueva media = 100 +(0,2 .20) = 104
α = 0,5, nueva media = 100 +(0,5 .20) = 11O
Esto determina s imul táneamente:
— La inf luenc ia en la media del ú l t imo per íodo.
— La inf luenc ia re lat iva de los datos ant iguos.

2 7 0 d e 4 1 5
Figura 5. Constante de atenuac ión 0.1: inf luencia de las
informaciones sobre la media en función de su edad.
Las f iguras 4 y 5 muestran cómo se ejerce la inf luencia de
¡os ant iguos datos para dos valores part i culares de α 0 ,1
y 0,5.
La tabla de la f igura 7 vincula e l número de per íodos a su
grado de inf luenc ia, para di ferentes valores de α .
Todo lo dicho,
s in embargo, no
resuelve e l
problema de
saber qué va lor
dar a α .

2 7 1 d e 4 1 5
Figura 6. Constante de atención 0.5: influencia de las informaciones
sobre la media en función de su edad.

2 7 2 d e 4 1 5
No obstante, la respuesta es s imple, α debe ser
suf i c ientemente pequeño para que e l cálculo de a media
e l imine las mayores causas aleator ias, suf ic ientemente
grande para tener en cuenta los cambios durables
introducidos por las causas a leator ias.
Numero
de
periodos
para su
misma
media
Constante
de
atenuación
% de
influencia de
las
informaciones
de estos
periodos
Número
de
periodos
para
una
misma
media
Constante
de
atenuación
% de
influencia de
las
informaciones
de estos
periodos
-3
-4
-5
-6
-7
-8
-9
-12
0.500
0.400
0.333
0.286
0.250
0.222
0.200
0.154
93.8
92.2
91.2
90.5
90.0
89.7
89.3
88.6
18
19
24
36
39
48
199
0.105
0.100
0.080
0.054
0.050
0.041
0.010
87.7
87.7
87.5
87.1
87.1
87.1
86.5
Figura 7. Influencia de un numero de periodos para diferentes valores
de la constante de atenuación.
2.2.3 Previsión de la con tendencia

2 7 3 d e 4 1 5
- Método de doble atenuación
Sea t = t0 e l instante presente, la prev is ión de la nueva
demanda, su puesto con tendencia, impl ica la
determinac ión de la recta representat iva de la tendencia.
Para determinar esta recta debemos conocer dos puestos
A y B.
Determinación de A.
A se determina por atenuac ión s imple, sobre e l graf i co de
las demandas anter io res. El nuevo valor de a atenuación
s imple es igual a:
+ α -
Determinación de ββββ
β se denomina valor de atenuac ión doble , pues se obtiene
por atenuación del valor de la atenuación s imple.
E l nuevo valor de atenuación doble es igual a:
Antiguo valor
atenuación simple
Nueva demanda
Antiguo valor
atenuación simple

2 7 4 d e 4 1 5
+ α -
E l pr imer valor de la atenuac ión doble , valor in i c ia l para
esta ecuación de recurrencia, se determinará de manera
análoga al pr imer valor de atenuación s imple, es dec i r,
tomando un punto de la recta caracterí st ica de la
tendencia.
Para α se toma igual valor en las dos ecuac iones y se
obt iene la nueva media con la fórmula s iguiente:
= -
Antiguo valor
atenuación simple
Antiguo valor
atenuación simple
Nuevo valor
atenuación simple
Nueva Media
Dos valores de la
atenuación simple
Un valores de la
atenuación doble
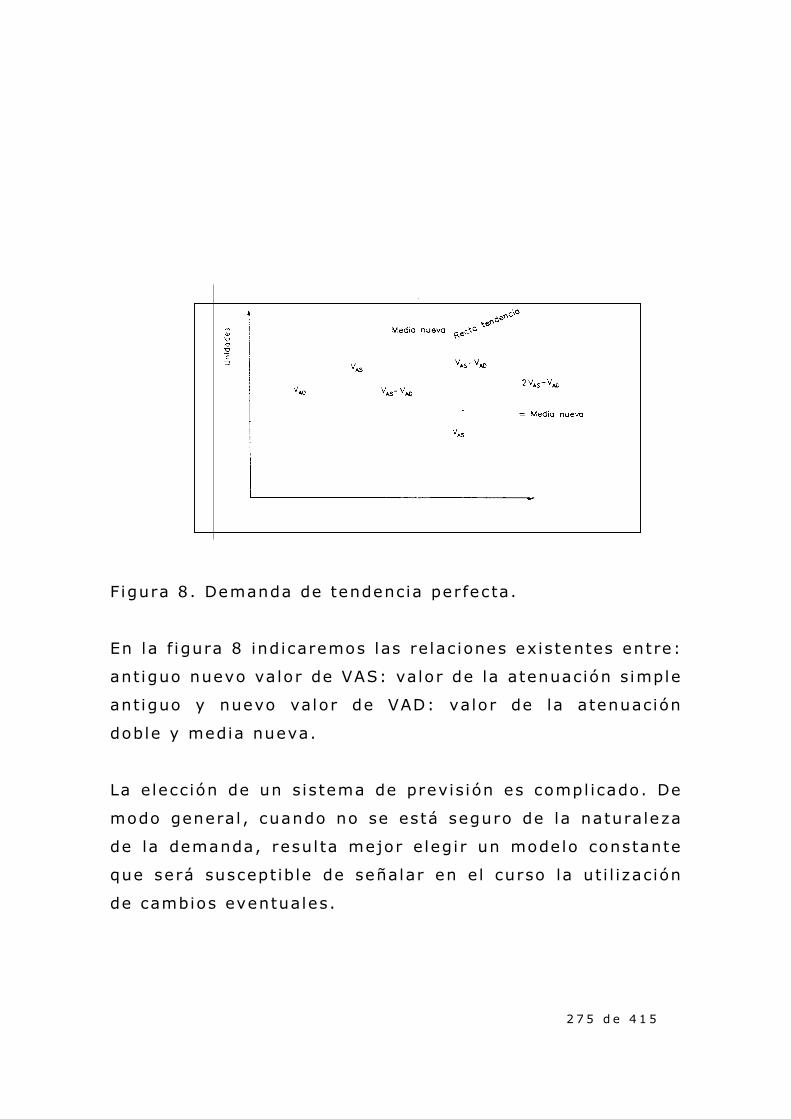
2 7 5 d e 4 1 5
F igura 8. Demanda de tendencia per fecta.
En la f igura 8 ind icaremos las re lac iones existentes entre:
ant iguo nuevo va lor de VAS: valor de la atenuación s imple
ant iguo y nuevo valor de VAD: valor de la atenuación
doble y media nueva.
La e lección de un s istema de previs ión es compl icado. De
modo general , cuando no se está seguro de la naturaleza
de la demanda, resul ta mejor e legi r un modelo constante
que será suscept ible de señalar en e l curso la ut i l i zación
de cambios eventuales.

2 7 6 d e 4 1 5
2.2.4 Previsión de una demanda estacionaria
Los métodos de gestión de stock espec í f icos para los
productos estac ionar ios son muy ef i caces (reducen el
stock necesar io), pero costosos (e l t ratamiento de la
información impl ica la ut i l i zación de f icheros más
voluminosos).
A veces, se obt ienen resul tados sat i sfactorios (menos
costosos) ut i l i zando e l método constante.
2.2.5 Ejercic io Ilustrado
GRAFICA 1
0
20
40
60
80
100
1 3 5 7 9 11 13 15 17 19 21 23
PERIODO (Mes)
DEMANDA (Unidades)

2 7 7 d e 4 1 5
Los datos representados en la graf i ca No. 1 corresponde
a la demanda de las neveras en los años 1 y 2, par aun
d ist r ibuidor discriminados por meses. La Tabla 1 nos
muestra la re lación de estos datos .
Año 1 Año 2
No. Mes DEMANDA No. Mes DEMANDA
1 Enero 15 13 Enero 25
2 Febrero 25 14 Febrero 30
3 Marzo 40 15 Marzo 35
4 Abril 50 16 Abril 52
5 Mayo 55 17 Mayo 63
6 Junio 60 18 Junio 65
7 Julio 72 19 Julio 73
8 Agosto 84 20 Agosto 80
9 Septiembre 60 21 Septiembre 55
10 Octubre 40 22 Octubre 35
11 Noviemrbe 38 23 Noviemrbe 30
12 Diciembre 50 24 Diciembre 55
Tabla 1
A cont inuación se presenta los datos de la demanda
durante los 24 meses, a l igua l que e l pronóst ico de la
misma ut i l i zando e l promedio móvi l a l igual que el
pronost ico de la misma uti l i zando e l promedio móvi l
s imple. (Ver Tabla 2)
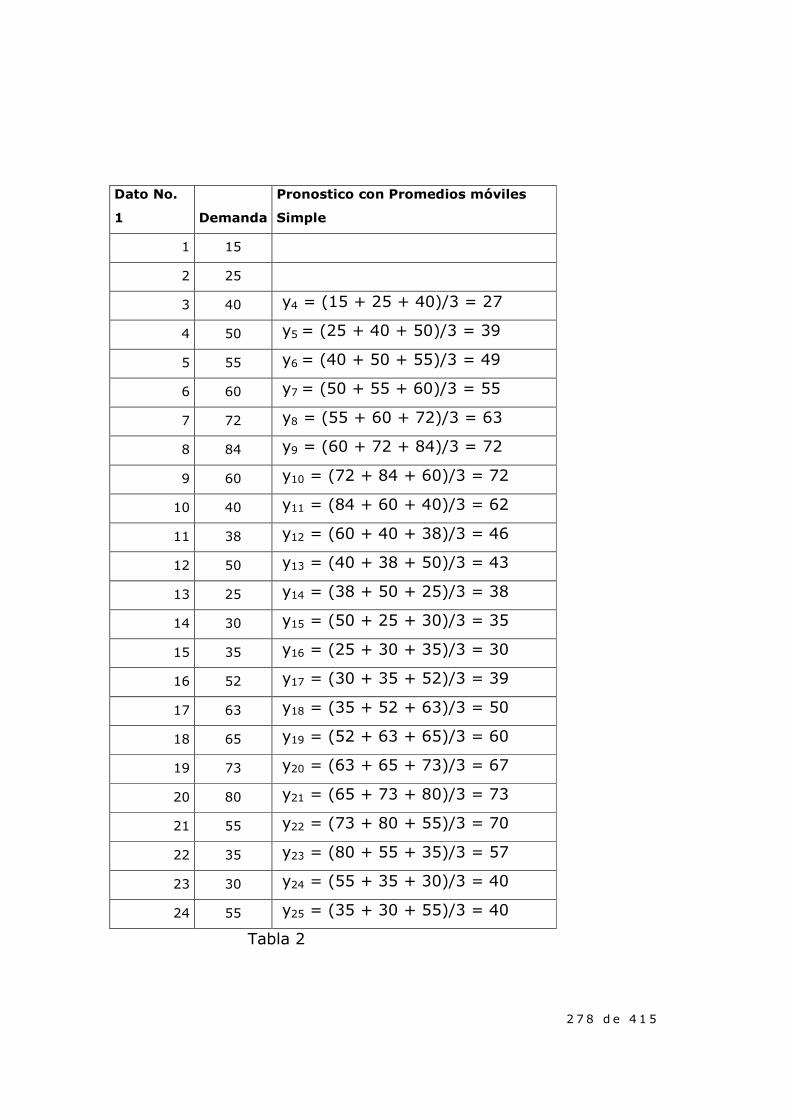
2 7 8 d e 4 1 5
Dato No.
1 Demanda
Pronostico con Promedios móviles
Simple
1 15
2 25
3 40 y4 = (15 + 25 + 40)/3 = 27
4 50 y5 = (25 + 40 + 50)/3 = 39
5 55 y6 = (40 + 50 + 55)/3 = 49
6 60 y7 = (50 + 55 + 60)/3 = 55
7 72 y8 = (55 + 60 + 72)/3 = 63
8 84 y9 = (60 + 72 + 84)/3 = 72
9 60 y10 = (72 + 84 + 60)/3 = 72
10 40 y11 = (84 + 60 + 40)/3 = 62
11 38 y12 = (60 + 40 + 38)/3 = 46
12 50 y13 = (40 + 38 + 50)/3 = 43
13 25 y14 = (38 + 50 + 25)/3 = 38
14 30 y15 = (50 + 25 + 30)/3 = 35
15 35 y16 = (25 + 30 + 35)/3 = 30
16 52 y17 = (30 + 35 + 52)/3 = 39
17 63 y18 = (35 + 52 + 63)/3 = 50
18 65 y19 = (52 + 63 + 65)/3 = 60
19 73 y20 = (63 + 65 + 73)/3 = 67
20 80 y21 = (65 + 73 + 80)/3 = 73
21 55 y22 = (73 + 80 + 55)/3 = 70
22 35 y23 = (80 + 55 + 35)/3 = 57
23 30 y24 = (55 + 35 + 30)/3 = 40
24 55 y25 = (35 + 30 + 55)/3 = 40
Tabla 2

2 7 9 d e 4 1 5
Los datos de os pronóst i cos se aproximan al numero
entero mayor mas cercano
Donde y c = pronost i co o previs ión de la demanda para el
s iguiente mes.
y ? = Σ (Demanda reales de los ú l t imos 3 meses)/3
La tabla 3. cont iene los datos de los pronósticos
ut i l i zando los promedios móvi les ponderados como
técnica y as ignando los s iguientes “pesos” a las
ponderaciones:
3 : Para la demanda del mes inmediatamente anter ior
2 : Para e l penúl t imo mes
1 : Para e l 3er mes antes de l pronost ico buscado.
Dato No.
1 Demanda
Pronostico con Promedios móviles
Simple‡‡‡
1 15
2 25
3 40 y4 = (3x40+2x25+1x15)/6 = 31
4 50 y5 = (3x50+2x40+1x25)/6 = 43
5 55 y6 = (3x55+2x50+1x40)/6 = 51
6 60 y7 = (3x60+2x55+1x50)/6 = 57
7 72 y8 = (3x72+2x60+1x55)/6 = 66
‡‡‡ L o s d a t o s s e a p r o x i m a n a l e n t e r o m a y o r m a s c e r c a n o

2 8 0 d e 4 1 5
8 84 y9 = (3x84+2x72+1x60)/6 = 76
9 60 y10 =(3x60+2x84+1x72)/6 = 70
10 40 y11 = (3x40+2x60+1x84)/6 = 54
11 38 y12 = (3x38+2x40+1x60)/6 = 43
12 50 y13 = (3x50+2x38+1x40)/6 = 45
13 25 y14 = (3x25+2x50+1x38)/6 = 36
14 30 y15 = (3x30+2x25+1x50)/6 = 32
15 35 y16 = (3x35+2x30+1x25)/6 = 32
16 52 y17 = (3x52+2x35+1x30)/6 = 31
17 63 y18 = (3x63+2x52+1x35)/6 = 55
18 65 y19 = (3x65+2x63+1x52)/6 = 63
19 73 y20 = (3x73+2x65+1x62)/6 = 69
20 80 y21 = (3x80+2x73+1x65)/6 = 76
21 55 y22 = (3x55+2x80+1x73)/6 = 67
22 35 y23 = (3x35+2x55+1x80)/6 = 50
23 30 y24 = (3x30+2x35+1x55)/6 = 39
24 55 y25 = (3x35+2x30+1x35)/6 = 44
Tabla 3
Los datos se aproximan a l entero mayor mas cercano
Donde y c = Σ (Demanda e l mes x peso asignado)/Σ
ponderaciones o pesos.
En la graf i ca No. 2 estan representados los resul tados
comparados de los pronóst icos de acuerdo a l promedio
móvi l s imple y a l promedio móvi l ponderado con los datos
de la demanda real de cada mes.

2 8 1 d e 4 1 5
Puede verse e l desplazamiento graf i co de los resul tados
de los pronóst icos y una menor tendencia a variac iones
muy marcadas.
0
10
20
30
40
50
60
70
80
90
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Periodo (mes)
Demanda (Unidades)
Demanda Real
Promedio movil simple -Pronostico
Grafica 2.

2 8 2 d e 4 1 5
CAPITULO 3.
ORGANIZACION DE LOS TRASPORTES
Con e l crecimiento de los intercambios internac ionales , la
concentración de la producc ión y la distr ibución
geográf ica de los mercados, los t ransportes desempeñan
en la vida de la empresa un ro l muy importante.
E l crec imiento del volumen del t ráf i co t iende a compensar
c ier ta disminución re lat iva de los costos uni tar ios y la
incidenc ia de los f le tes del transporte en e l precio de
venta de los productos , generalmente t iende a aumentar
cuando los costos de producción disminuyen.
3.1 LOS TRANSPORTES EN LA EMPRESA
La organización de los t ransportes depende de la
d ist r ibuc ión geográf i ca de los puntos ( fábr i cas,
a lmacenes, c l ientes) entre los cuales se real iza e l f lu jo de
los productos.
Toda operación de t ransporte está integrada en una de las
t res funciones aseguradas por e l s is tema logís t i co:
aprovis ionamiento, producción y dist r ibución f ís ica.
2 8 3 d e 4 1 5
Podemos, pues, dis t ingui r des grandes categorías de
problemas en la organizac ión de los t ransportes: por una
parte la e lección del medio y por otra la programación de
los movimientos.
Práct i camente, la e lección de los medios, es dec i r , de los
modos de transporte , de la capac idad necesar ia y del
s is tema de explotac ión debe ser real i zada a l mismo
t iempo que la local i zación de los puntos de transi to .
Las t ransferenc ias de las mercaderías real i zada por los
t ransportes conc iernen:
- Conducción de las mater ias pr imas desde los
proveedores hasta las Fabricas
- Transporte ínterfábri ca.
- Los cambios de medios de t ransporte ( l lamado
ruptura de carga) son real izados en terminales,
generalmente públ icas .
- Faci l idad de carga y descarga, trasbordo y
a lmacenamiento.
- Faci l idad de mantenimiento de los vehículos.
- Faci l idades administ rat ivas.
Los responsables del t ransporte deben conocer las
caracter ís t i cas técnicos económicas y jur íd icas de los
d i ferentes:

2 8 4 d e 4 1 5
- Medios de transporte.
- Terminales
La e lección de! medio de t ransporte , depende de varios
parámetros:
- Cant idad de toneladas anuales a t ransportar,
cons iderando las f luctuaciones estaciones.
- Naturaleza de la mercadería.
- Peso uni tario de cada e lemento a t ransportar .
- Distancias a recorrer.
- Demoras admisibles y duración de l transporte en
cada medio.
- Infraestructura de t ransporte ex istente.
- Coste de cada solución.
Los pr incipales medios de t ransporte son:
- Por carrera .
- Ferrov iar io .
- Fluvia l .
- Marí t imo.
- Aéreo.

2 8 5 d e 4 1 5
3.1.1 Transporte por carretera
La carretera es la única forma que, en e l caso general de
los transportes terrestres permi te una comunicación
d i recta s in t rasbordo intermedio.
La fase terminal de la dis tr ibución de los productos de
gran consumo se real i za s iempre bajo forma de t ransporte
por carretera.
Otra ventaja que of rece es que abarata los embalajes,
pues son mas fác i les y rápidos de real i zar .
3.1.2 Transporte ferroviaria
Este medio de transporte es adecuado para:
- El t ransporte de masas, ut i l i zando var ios vagones o
t renes completos .
- Lotes completos de 10 a 20 toneladas a grandes
d istancias , cuando la urgenc ia no es grande.
- Bien adaptado al t rá f ico terrestre .
3.1.3 Transporte f luvial
Se uti l i za aprovechando los r íos y canales. Resul ta:
- De bajo coste para los transportes lentos.
- De gran capac idad.

2 8 6 d e 4 1 5
3.1.4 Transporte marít imo
Está esencia lmente or ientado hacia los transportes
t ransoceánicos de materia les (carbón, minerales,
cereales) l íquidos (hidrocarburos) o de mercaderías
d iversas, cuyo valor por ki lo no es e levada y cuando e l
t iempo para e l traslado no t iene importanc ia.
Ú l t imamente este medio adqui r ió importancia:
- Por e l empleo de naves de gran tonelaje , por e jemplo:
• Para mercaderías se emplean barcos de 10.000 t a
80.000 t.
• Para petró leo se emplean barcos de 50.000 t a 1 0.000
t .
• Por e l empleo de barcos espec ia l i zados: f r igor í f icos,
bananeros.
• Por e l desarro l lo de los contenedores.
3.1.5 Transporte aéreo
Las mercaderías t ransportadas por avión suelen ser
perecederos o que por razones comerc ia les exigen un
t ransporte rápido.

2 8 7 d e 4 1 5
El movimiento de las mercancías se suelen real i zar
mediante contenedores que permi ten cargas y descargas
rápidas.
En e l cuadro de la f igura 1 ind icamos caracterí st icas de
los medios de t ransporte .
Medios
Elementos
Carre-
Tera
Ferrovía-
rio
Fluvial Marítimo
Áereo
Constitución Artificial Artificial Semi-
Artificial
Natural Natural
Densidad
Red
Grande Media Debíl Grande Media
Disponibi
Red
Muy buena Limitada Buena Muy
buena
Limitada
Vía
Accesibilidad Muy buena Buena Regular Limitada Limitada
Magnitud
Ninguna Media Limitada Grande Muy
grande
Terminal
Posibilidad
de conexión
Excelente Media Regular Regular Mala
Velocidad Media Media Muy
lenta
Lenta Muy
rápida
Unidad
de
Dimensión Pequeña Media Grande Enorme Media

2 8 8 d e 4 1 5
Fuente de
energía
Petróleo Carbón +
electricidad
Petróleo Petróleo
a veces
nuclear
Petróleo
Costo Importante Medio Poco Poco Muy
elevado
F igura 1. Comparac ión de los medios de t rasporte
3.2 TRANSPORTE POR CUNETA PROPIA O POR
CONTRATO
Una empresa puede optar e e fectuar sus t ransportes o
cont inuar la e jecución de los mismos a uno o var ios
contrati s tas.
Es di f íc i l establecer reglas estr ic tas la e lección
indicaremos factores que pueden ser or ientativos:
3.2.1 Costo de Explotación de un Parque Propio
Efectuaremos e l estudio sobre un parque de vehículos
ut i l i tar ios, que es caso mas f recuente.
E l costo total de explotación de un vehiculo puede ser
descompuesto en costos f i jos y en costos proporc ionales
a l k i lometraje real i zado.

2 8 9 d e 4 1 5
En los costos f i jos ind icaremos la amort ización del
materia l , mantenimiento, tasas, sa lar ios y cargas
soc ia les, seguros del vehiculo .
En los costos por ki lometraje consideramos los
carburantes, lubr icantes neumáticos, peajes, gastos de
mantenimiento y reparac ión.
E l costo de transporte por tonelada C se puede obtener
mediante la formula:
TF + KV
C =
P
Donde:
F: Costo horario f i jo
T: T iempo necesar io para rea l izar e l t ransporte de P
toneladas
K: Número de ki lómetros recorridos
V: Costo medio por ki logramo
P: Peso de las mecánicas t ransportadas.
Esta fo rmula nos indica, que e l vehiculo debe ser
empleado al máximo para amort i zar los costos f i jos y que

2 9 0 d e 4 1 5
todo recorr ido en vació (s in carga) aumenta los costos
var iables.
Un vehiculo pr ivado será interesante s i e l t rá f ico es
equi l ibr io en e l espacio y en e l t iempo.
3.2.2 Características del tráfico
De acuerdo a la naturaleza de las mercancías , la
importanc ia tota l del t rá f ico sobre enlace y la magni tud
de la expedic ión, inf luyen en la e lección del medio de
t ransporte , la dist r ibución geograf ía de los t ráf icos y sus
f luctuaciones en e l t iempo condic ionan e l modo de
explotación.
Repartición Geográfica del tráf ico:
Cuando e l t ráf i co de las mercanc ías se efectúan en un solo
sent ido, e l empleo de un vehiculo pr ivado s igni f ica un
retorno vac ío , lo que práct i camente dupl ica e l costo del
t ransporte .
En cuanto e l t raf i co de aprovis ionamiento, de
semie laborados entre fábr icas y los re lat ivos a la
d ist r ibuc ión de productos e laborados, deben ser tratados
separadamente (t ráf i cos geográ f i camente d ist intos o

2 9 1 d e 4 1 5
productos muy espec í f i cos), es tos t ráf i cos son en la
mayor parte de las veces desequi l ibrados y e l empleo de
un parque propio no puede ser cons iderado.
Por e l contrario , a veces resul ta posible equi l ibr io de
semie laborados por un movimiento de materia pr ima en
sent ido inverso, o también aprovis ionamientos de deposi to
regionales con productos e laborados y retorno con
materia pr ima de proveedores s i tuados en la reg ión.
De aquí e l interés de t ratar e l t ransporte de la empresa
en conjunto
Fluctuaciones en el t iempo:
Cuando en un enlace dado, e l t ra f i co es equi l ibr io de ta l
manera que permi te ut i l i zar convenientemente un vehículo
propio , es necesar io también que pueda ser ut i l i zado
durante todo e l año.
Se debe considerar, s i las mercaderías a t ransportar están
sujetas a variac iones estacionales y aleatorias.
En genera l , podemos deci r que e l parque propio (vehículos
comprados o alqui lados) debe estar de terminado para
hacer f rente a la parte de tráf ico permanece estable y
que las variac iones estacionar ias resul tan compensadas
por e l contrato de vehículos suplementar ios.

2 9 2 d e 4 1 5
En e l cuadro de a f igura 65 formulamos varios cr i ter ios
de comparación.

2 9 3 d e 4 1 5
Parque Criterio de
comparación
Transpor-
tador Alquilado Privado
Posibilidad de
adaptación de los
vehículos
Solución del retorno
vacío
Control de trayectos y
planning
Demanda
Adopción normal
del costo Gran
demanda
Conocimiento de los
clientes por
repartidores
Publicidad en los
vehículos
Solución al problema
del mantenimiento del
parque
F igura 2. Cri ter ios de comparación para trasportados y
un parque de vehiculo .
3.3 PROGRAMACION DE LOS TRANSPORTES
•
•
•
•
•
•
•
•
•
•
•
•
•

2 9 4 d e 4 1 5
Los transportes de mercaderías t ienen por objeto
sat i sfacer, con c ierta demora, demandas geográf i camente
d ist intas, de los lugares donde los productos están
d isponibles. Estos puntos, l l amados fuentes, pueden ser
proveedores, fábr i cas, a lmacenes.
Conocidos los medios adecuados, e l p lan de t ransporte
debe determinar:
- En qué proporción cada fuente contr ibuye a sat i sfacer
la demanda.
- La afectación de los medios de t ransporte disponibles
para cada una de estas t rans formaciones.
- El correspondiente planning.
Estudiaremos a lgunas técnicas que nos permi t i rán
soluc ionar dos grandes categorías de problemas.
- Afectación de las disponibi l idades en función de la
demanda.
- Rutas de los vehículos,

2 9 5 d e 4 1 5
3.4 AFECTACIÓN DE LAS DISPONIBILIDADES EN
FUNCIÓN DE LA DEMANDA. METODO DE CÁLCULO
Consideraremos los problemas donde existen var ios
a lmacenes o depósi tos que deben sat i sfacer las demandas
de var ios c l ientes .
La manera más fáci l de reconocer un problema de
t ransporte es por su estructura o naturaleza “de, hac ia”,
de un or igen hacia un dest ino, de una fuente hacia un
usuario .
Principio Etapas
Construcción de la
matriz de
transporte
1
Buscar una
solución inicial
factible
3
¿Es óptima? Si Fin
No
Buscar otra

2 9 6 d e 4 1 5
solución (iteración) 4
A l enfrentar este t ipo de problemas la intuic ión d ice que
debe haber una manera de obtener una solución. Se
conocen las fuentes y los dest inos, las capacidades y las
demandas y los costos de cada ruta.
Debe haber una combinación ópt ima que minimice e l
costo, la di f i cu l tad estr iba en e l gran número de
combinac iones posibles.
Puede formularse un problema de t ransporte ut i l i zando la
programación l ineal y ap l icar para su solución e l método
s implex, s in embargo para estos problemas existe una
estrategia genera l , como indicamos en e l d iagrama de la
f igura 3.
Pr imero se construye a matr i z de transporte , y, además,
se encuentra una soluc ión in ic ia l fact ib le .
Esta solución in ic ia l puede ser o no la óptima.
La única manera de comprobarlo es e fectuar una prueba,
para lo cua l exis ten var ias técnicas.
S i la so lución no es, ópt ima, se revisa repi t iendo la
prueba.

2 9 7 d e 4 1 5
En cada i te ración la so lución se aproxima a la ópt ima.
Apl icaremos e l método a un e jemplo.
Ejemplo
Una organización posee depós i tos en tres local idades
d ist intas y se desea sat is facer las demandas de cuatro
c l ientes con e l costo de transporte mínimo.
En la matr i z de t ransporte indicamos los datos s tock de
los depós i tos , demandas de los c l ientes y coste de
t ransporte por unidad, de producto.

2 9 8 d e 4 1 5
Figura 4. Matriz de transporte
Etapa 1. Construcción de la matriz de transporte
A cada or igen corresponde una f i la y cada dest ino una
columna. La capacidad de cada origen se indica al f inal de
la f i l a respectiva , y la demanda de cada dest ino se in i c ia
debajo de la respectiva columna.
Estas capac idades y demandas se conocen como
condic iones de frontera.
E l costo por unidad del transporte desde cada or igen a
cada dest ino se escr ibe en la esquina superior derecha de
cada casi l la o ce lda de la matriz de la f igura 4.
A los costos uni tar ios se le asigna s igno negat ivo (-) para
d ist ingui r de las ganancias que t ienen s igno pos i t ivo (+).

2 9 9 d e 4 1 5
Observar en la matri z de la f igura 4 que la suma de los
recursos totales es igua l a la suma de las demandas
totales .
Etapa 2. Buscar una solución inic ia l fact ible
Solución fac t ib le es la que debe sati sfacer la demanda de
los c l ientes con e l stock correspondiente del or igen, s in
neces idad de min imizar los Costos.
Para cumpl i r con esta etapa, disponemos de t res métodos:
— Método de costo mínimo.
— Método de a esquina noroeste (NO).
— Método aproximado de Vogel .
3 0 0 d e 4 1 5
Figura 5. Solución inicial obtenida mediante el método de costo mínimo
3.5 METODO DE COSTO MINIMO
Este es un procedimiento intui t ivo.
Como el objet ivo es minimizar los costos de transporte la
intuic ión nos debe conduci r a escoger la ruta menos
costosa.
Una solución ser ía la indicada en la matr i z de la f igura
En las cas i l l as de la matri z indicamos las asignac iones
e fectuadas; por e jemplo, e l depós i to O1 sati s face la
demanda de D 1 en 50 unidades y O3 suminis tra las 20
unidades requeridas por D 2, y as í vamos completando la
matri z .
S in embargo por cada unidad que O3 desvía a la demanda
D 3 será una unidad menos para la demanda D2 , que tendrá
un costo extra de 3 u.m. por unidad. (u.m. = unidad
monetaria) .
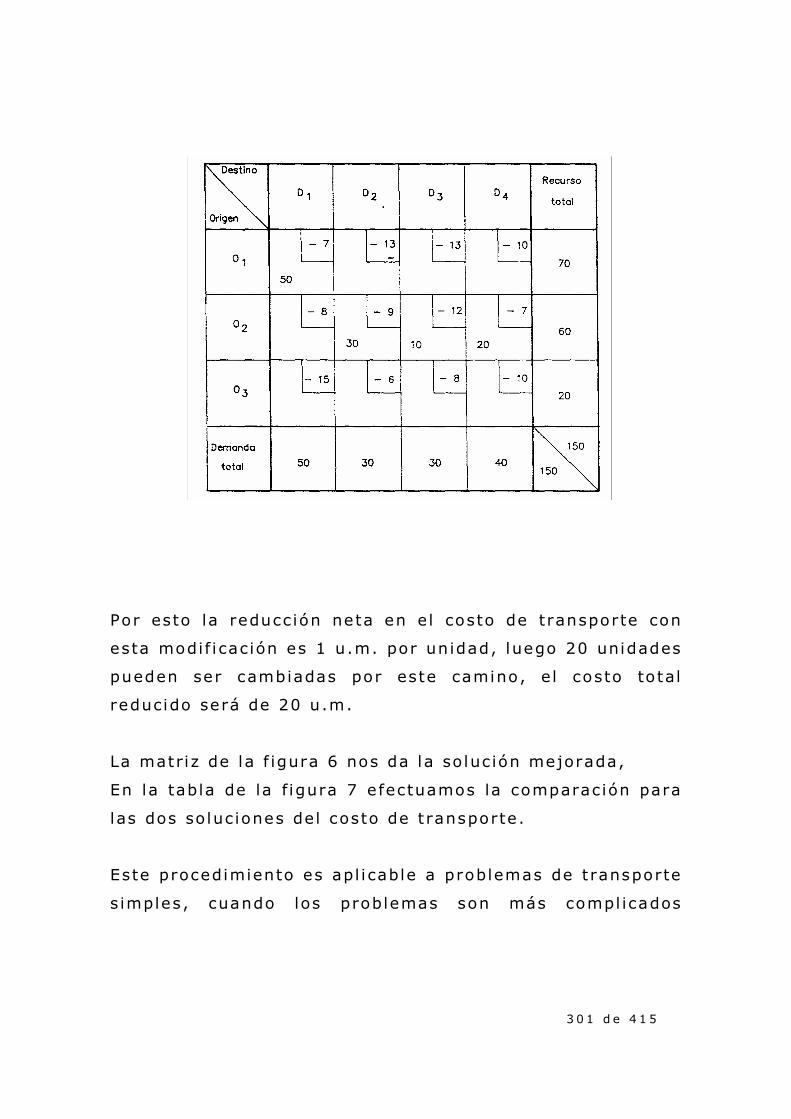
3 0 1 d e 4 1 5
Por esto la reducc ión neta en e l costo de transporte con
esta modi f i cación es 1 u.m. por unidad, luego 20 unidades
pueden ser cambiadas por este camino, e l costo total
reducido será de 20 u.m.
La matri z de la f igura 6 nos da la so luc ión mejorada,
En la tabla de la f igura 7 e fectuamos la comparac ión para
las dos soluc iones del costo de t ransporte .
Este procedimiento es apl i cable a problemas de t ransporte
s imples , cuando los problemas son más compl icados

3 0 2 d e 4 1 5
debemos recurr i r a procedimientos más s istemáticos, ta l
como:
3.6 METODO DE LA ESQUINA NOROESTE (NO)
Es también un método simple. Consiste en sat is facer las
demandas de os c l ientes (dest inos) comenzando por la
esquina superior i zquierda (NO) y descendiendo hac ia la
esquina Inter io r derecha como indicamos en la matr iz de
la f igura 8.

3 0 3 d e 4 1 5
Figura 7. Comparación de los costos totales entre la
so luc ión in i c ia l y la mejorada.
Comenzamos por la casi l la O1D1 , e l s tock del depós i to O1
es de 70 unidades y a demanda del dest ino D1, 50.
Asignamos 50 unidades a la casi l la O1D1 , e l res to 20
unidades en stock en O1 lo asignamos a la casi l l a O1D 1 . El
depósi to O1 queda as í vacío , fa l tando 10 unidades para
sat i sfacer la demanda D2 , que es cumpl ida por e l or igen
O2 , valor que asignamos a la casi l la O2D 2 . E l res to, 50
unidades del depós i to O2 , se emplea para supl i r demanda
de D 3 y e l sobrante se coloca en D4 y completando su
demanda con las 20 unidades del depósi to O3 .

3 0 4 d e 4 1 5
F igura 8. Matri z esquemática para indicar e l método de la
esquina NO.
La pr imera Soluc ión probablemente no es óptima, ya que
para complementar a matri z no hemos tenido en cuenta
los costos.
E l costo total de la operación se obt iene mul t ip l icando las
cant idades asignadas a las cas i l las por los respect ivos
costos uni tarios que f iguran en e l las.

3 0 5 d e 4 1 5
Costo = 50.7 + 20.13 + 10.9 + 30.12 + 20.7 + 20.10 =
1.400 u.m
que evidentemente no es ópt ima.

3 0 6 d e 4 1 5
F igura 9. Solución con e l método esquina NO
3.7 METODO APROXIMADO DE VOGEL.
Este método cas i s iempre, conduce a soluc iones mejores
que la de los ‘ ‘ todos anter iores y además próximo a la
ópt ima.

3 0 7 d e 4 1 5
Consta de 5 pasos:
Paso 1. Determinar las di ferencias absolutas entre los dos
cotos mínimos de cada f i la y de cada columna.
Paso 2. Elegir la f i la o columna cuya di ferencia es la
mayor
Paso 3. Asignar e l mayor número de unidades posibles a
la casi l la que t iene e l costo mín imo en esa f i l a o columna.
Paso 4. Tachar la f i l a o columna completamente
sat i sfecha.
Paso 5. Repet i r e l proceso omit iendo las f i las y co lumnas
tachadas, hasta que todos los depós i tos se encuentren
totalmente vacíos y las demandas cumpl idas.
Apl icaremos e l método al e jemplo:

3 0 8 d e 4 1 5
Figura 10. Di ferencias absolutas en f i las y columnas
Paso 1 Di ferencias absolutas en f i las y columnas
Se muestra en la matr i z 10

3 0 9 d e 4 1 5
F igura 11. Elección columna de di ferenc ia mayor y
asignac ión de unidades a la cas i l la de menor costo.
Pasos 2 y 3 Elegi r f i l a o columna cuya di ferencia es la
mayor
Asignar e l mayor número de unidades a la casi l la de costo
mínimo (matr iz 10). La columna con a di ferencia mayor es
la D, asignamos a la casi l Ia de es co lumna que presenta
e l menor costo, e l máximo numero factib le de unidades
que en nuestro e jemplo serán 20 unidades, restando 10
unidades para cumpl i r con la demanda D.
Paso 4. Tachar la f i la o co lumna totalmente sat is fecha
En la matri z anter ior tachamos la f i la O3 que está
sat i sfecha.
Paso 5. Repeti r e l proceso hasta que f i las y columnas se
cumpl imenten.

3 1 0 d e 4 1 5
En la matr i z de la f igura 12 indicamos las sucesivas
i terac iones hasta a la cuarta, con la cual a l canzarnos la
so luc ión buscada.
F igura 12. Di ferencias correspondientes a las i terac iones.

3 1 1 d e 4 1 5
En caso de lograr en las di ferenc ias un empaque se
resuelve en forma arbi trar ia , esto aconteció en la tercer
i terac ión que la d i ferencia en D4 es igual a la di ferenta de
O1 , arbi trariamente escogimos esta ul t ima f i la .
En la matri z de la f igura 13 indicamos la as ignación
completa correspondiente al método de Vogel .
Para poder comparar con los otros métodos, calculamos e l
costo:
Costo 50.7 + 10.13 + 10.10 + 30.9 + 30.7 + 20.8 + =
1.220
Solución más económica que las anteriores.
Etapa 3. ¿Es la so lución Optima?
Para contestar esta pregunta, disponemos de dos
métodos:
— Paso de piedra.
— De la dist r ibuc ión modi f icada (MODl) .

3 1 2 d e 4 1 5
F igura 13. Asignación f inal por e l método Vogel
Ambos métodos di f ie ren en la mecánica, pero dan
exactamente los mismos resul tados, con la misma
estrategia de prueba.
Trataremos únicamente e l MODI por considerarlo más
e f ic ien en la resolución de problemas comple jos.

3 1 3 d e 4 1 5
3.8 MÉTODO DE LA DISTRIBUCIÓN MODIFICADA
(MODI)
Comienza este método con una soluc ión in ic ia l fact ib le.
encontrada mediante uno de los métodos anter iores .
Este método consiste en evaluar las casi l l as no ocupadas.
Para poder apl icar es te procedimiento, es necesario que e l
número de casi l l as ocupadas sea igual a:
m + n - 1
donde:
n : número de f i l as y
m: número de columnas
S i e l numero de casi l las ocupadas es menor que M + n —1
estamos en presencia de un problema degenerado, que
luego indicaremos la forma de resolver.
En n ingún caso e l numero de cas i l las ocupadas puede ser
infer ior a m+1 -1.
Este l imite , que es m+n-1 prov iene del calculo matr i c ial
y corresponde a l numero máximo de casi l l as (ce ldas)

3 1 4 d e 4 1 5
i ndependientes que puede contener una matr i z de m
columnas y n f i las.
E l método comprende:
Paso 1. Dibujar cuatro matr i ces de dimensión n x m
n : Numero de f i la
m: Numero de columnas
Paso2. Colocar en la primera matr i z un guión en las
cas i l las no ocupadas de la so lución in i c ia l .
En las otras matr ices colocar un guión en las cas i l las
ocupadas.
Paso 3. Indicar en la primera y tercera matr i z los costos
reales C, de las casi l las s in guión, ( i : f i l a j: columna)
Los costos reales son los costos del problema.
Paso 4. Agregar a la pr imera matr i z una columna y una
f i la suplementarias designadas respectivamente por R i , K j
Calcular los valores de R i y k j de tal forma que se
veri f ique:
C i j = R i + K j

3 1 5 d e 4 1 5
Inic iando con un valor de R i o K j igual a cero.
Paso 5. Transfer i r a la segunda matri z os valores de R i y
k j y calcular los costos P i j de las casi l las no ocupadas la
imagen empleando la formula:
P i j =R i + k j
Los costos P i j se l laman costos proyectados, que re f le jan y
proyectan sobre las cas i l las no ocupadas la imagen de la
so luc ión por intermedio de R i y K j .
Paso 6. Calcular las di fe rencias ∆ y de los costos
proyectados de las casi l l as ocupadas y los costos reales
C y de las casi l las no ocupadas (tercera matr iz) e indicar
estos resul tados en la cuarta matr i z.
Paso 7. Observar s i los s ignos de los ∆ y son todos
posi t ivos (+), en ta l caso la so luc ión es ópt ima.
S i no es así , la casi l l a que t iene la mayor d i ferencia
negat iva deberá recibi r unidades, suminis tradas por las
cas i l las del entorno, según e l proceso que veremos.
Ejemplo.

3 1 6 d e 4 1 5
Apl icaremos e l MODI al e jemplo anter ior, e l ig iendo como
soluc ión in i c ia l fact ib le la establecida por e l método
Vogel .
Ver i f icamos la condic ión m + n – 1.
F igura 14. Matriz pr imera del método MODI
En nuestro caso: n=3 y m=4 luego
3 + 4 – 1 = 6

3 1 7 d e 4 1 5
F igura 15. Matriz segunda del método MODI
Como tenemos 6 cas i l las ocupadas e l problema t iene
soluc ión.
En la pr imera matri z correspondiente a la f igura1
indicamos los costos s de las cas i l las ocupadas y
calcularnos los valores de R i y K j con la formula:

3 1 8 d e 4 1 5
C i j =R i + K j
E l ig iendo R1 = 0 para in i c iar los cálculos.
En la segunda matri z , f igura 15, co locamos los valores de
R i y K j y calculamos los costos proyectados en las ce ldas
no ocupadas, apl icando:
P i j = R i K j
Por e jemplo:
P2 1 = R2 + K 1 = 3 + (-7) = - 4
Y así procedemos con los otros valores.

3 1 9 d e 4 1 5
F igura 16 Matr i z tercera del método MODI
En la tercera matr i z , f igura 16 indicamos los costos rea les
C i j en las casi l las no ocupadas, se t rata evidentemente de
reproducir los costos obtenidos en la so luc ión in ic ia l .
En la cuarta matr i z, f igura 17 indicamos las d i ferenc ias
entre los costos proyectados y los reales:
∆ i j = P i j — C i j
Observamos que en la cas i l l a O3D 2 , hay un valor con s igno
negat ivo, lo que s igni f ica que la so lución probada no es
ópt ima.

3 2 0 d e 4 1 5
F igura 17. Matriz cuarte del método MODI
Recurrimos a la e tapa 4, para tratar de buscar la so lución
opt ima y ut i l i zaremos e l proceso de modi f icac ión.

3 2 1 d e 4 1 5
F igura 18. Matr iz con un bucle y as ignación de s ignos del
proceso de modi f icación.
3.9 PROCESO DE MODIFICACION
P a ra e n con t r a r e l núme ro de un i dade s a t r an spo r t a r de
l a ca s i l l a n ega t i v a , (∆ y nega t i vo ) , e xaminamos l a

3 2 2 d e 4 1 5
mat r i z d e l a f i g u r a 81 que i nd i c a l a d i s t r i buc i ó n de l a s
un i dade s .
En esa matri z formamos un camino cerrado (bucle)
comenzando por la cas i l la a fectada de l valor negat ivo
mayor, en nuestro e jemplo en la casi l la del ún ico valor
negat ivo gi rando en ángulo recto en las casi l la ocupadas
de tal forma que al menos dos casi l las de la f i la co lumna
impl icadas f iguren en cada t ramo del camino.
A l te rnarnos los s ignos (+) y (-) co locados en las esquinas
del camino comenzando en la casi l l a se leccionada, con e l
s igno (+).

3 2 3 d e 4 1 5
F igura 19. Proceso de modi f icac ión pr imera solución
mejorada.
De tal forma que las sumas de los va lo res de las f i l as y
las co lumnas no se cambian, puesto que s i e suman x
unidades a una casi l la , en la f i la o columna de la casi l la
correspondiente restarnos x unidades por lo que la
var iación total es nula.
Las unidades a transportar en las que corresponden a la
cas i l la con menor valor del bucle , en nuestro caso 19, que
sumarnos a las casi l las posi t ivas y restamos a las
negat ivas.
E l proceso de modi f i cac ión nos ha permi t ido obtener una
nueva soluc ión cuyo costo es:
Costo 10.6 + 20.9 + 40.7 + 20.13 + 10.8 + 50.7 = 1210

3 2 4 d e 4 1 5
F igura 20. Matriz pr imera de comprobación MODI
Ver i f icamos, s i es ta soluc ión es ópt ima.
E l numero de cas i l l as ocupadas es 6 lo que sat is face a la
formula m+n-1 y por tanto podemos ver i f icar.

3 2 5 d e 4 1 5
Figura 21. Matriz segunda de comprobac ión MODI
F igura 22. Matriz tercera de comprobación MODI
En las cuatro matr i ces s iguientes correspondiente a las
f iguras 20, 21, 22 y 23 hemos obtenido todos los ∆ i j
posi t ivos luego la so lución era ópt ima.

3 2 6 d e 4 1 5
Observación
Cuando una soluc ión es degenerada n es posible apl icar el
método .\4001, pues no se cumple la condic ión de
igualdad entre las -asi l las o upadas y la formula m ± n —
1.
Para resolver este inconveniente agregamos una cantidad
ε in f in i tamente pequeña en una pos ic ión independiente de

3 2 7 d e 4 1 5
l a matr i z, que es aquel la que es imposible unir a las otras
cas i l las de la matr i z por medio de un bucle .
F igura 24 Matr i z f inal di st r ibuida de los recursos
A l agregar e podremos formar e l bucle y con e l lo ini c iar el
proceso de calcu lo .
3.10 RECURSOS Y DEMANDAS DESIGUALES
S i la demanda es di ferente a les recursos es necesar io
agregar una r i la o una columna suplementaria, que se
designa fa lsa.
S i la demanda es superior a los re t i rsos debemos
agregar una f i la .

3 2 8 d e 4 1 5
S i la demanda es inter io r a los recursos debenmos
agregar una columna.
Ejemplo
Supongamos tener a matr i z de a f igura 88 donde a
demanda es mayor que los recursos.
Las demandas de los c l ientes son 450 unidades los
recurso en s tock 420 unidades.
F igura 25. Matriz con recursos y demanda desiguales

3 2 9 d e 4 1 5
Establecemos en la matri z de la f igura 26 una fa lsa f i la de
30 unidades, que es la d i ferenc ia necesar ia para
equi l ibrar demandas y recursos. Los costos
correspondientes a la fa l sa f i la son nulos, pues estas
unidades no serán d is tr ibuidas. Los costos 0 se consideran
como cualquier otro costo.
F igura 26. Matr iz con una f i la fa lsa para poder solucionar
e l problema.
Evidentemente serán los mínimos de cada columna. Por
e jemplo en e l método Vogel , la di ferencia absoluta entre

3 3 0 d e 4 1 5
los costos mínimos de la co lumna 1 ser ía 6 0 = 6 y para la
co lumna 2, tendr íamos 2 — O = 2.
A cont inuación procedemos como siempre.
F igura 27. Red e jemplo
3.11 RUTAS DE VEHÍCULOS RUTA MAS ECONÓMICA
Dada una red, ta l c orno la que indica la f igura 90, so
desea encontrar la ruta más económica que vincule todos
los nodos.
Se supone, que e l costo del transporte uni tar io es
proporc ional a la distancia recorr ida.
3 3 1 d e 4 1 5
Existen var ios modos de resolver este problema.
Adoptaremos un procedimiento i terativo.
3.12 PROCEDIMIENTO ITERATIVO
D ibujamos una matri z, donde f iguren los valores de las
d istancias di rectas entre nodos ven las distanc ias con
nodos intermedios colocarnos una cruz X. Por e jemplo, la
d istancia entre A y B es di recta y su valor es 6 en cambio
la distanc ia entre A y D es indirecta pues debernos pasar
por nodo intermedio, entonces en la matr i z de la f igura 28
f igurará una X.
E l procedimiento cons iste en ensayar todas las rutas
posibles part iendo de cada nodo de la red.
Consideremos pr imero, corno punto de part ida e l A.
E l primer t ramo es AB que vale 6, pero surge la pregunta
¿podrá lograrse un recorr ido de d is tanc ia menor que
v incule A y B?.
3 3 2 d e 4 1 5
Para contestar esta pregunta debemos efectuar todas las
combinac iones posibles.
F igura 28. Matriz de distancia
Ordenando los cá lculos escr ib imos:
— Anál i s is de ruta AB.
Con los datos de la matr i z establecernos las expresiones
que s iguen a cont inuación

3 3 3 d e 4 1 5
AA + AB =0+6 vamos de A a A y de A a
B
AB + BB =6+0 vamos do A a B y de B a
B
AC + CB =7+X vamos de A a C y de C a
B
AE + EB =X+6 vamos do A a E y de E a
B
AF + FB =1+2=3 vamos de A a F y de F a B
E l valor menor logrado es e l 3, que introducimos en una
segunda matr iz
— Anál i s is de la ruta AC
AA+AC =0+7 = 7 vamos de A a A y de A a C
AB+BC =6+X vamos de A a B y de B a C
AC+CC =7+O = 7 vamos de A a C y de C a C
AD+DC =X+8 vamos de A a D y de Da C
AE+EC =X+X vamos de A a E y de E a C
AF+FC =1+X
vamos de A a F y de Fa C
Selecc ionamos e valor menor, que es 7 y lo l levamos a la
segunda matr iz .

3 3 4 d e 4 1 5
F igura 29. Matriz con datos del anál is i s
— Anál i s is de la ruta AD.
AA+AD =O+X=X vamos de A a A y de A a
D
AB+BD =6+X vamos de A a 3 y de B a
D

3 3 5 d e 4 1 5
AC+CD =7+8=15 vamos de A a C y de C a
D
AD+DD =X+O=X vamos de A a D y de D a
D
AE+ED =X+2 vamos de A a F y de E a
D
AF+FD =1y+7=8 vamos de A a F y de F a
D
E legimos e l valor menor 8 que levamos a la segunda
matri z .
Los t res anál i s is e fectuados son suf ic ientes para
indicarnos e l método de t rabajo.
Repi t iendo e l proceso con todos os nodos considerados
como puntos ( le part ida, es tablecemos la matr i z segunda
de la f igura 92.
Por Inspecc ión de la red, observarnos que e l va lor para la
ruta B a C no es la menor, para veri f icar lo e fectuamos e l
anál is i s tomando los valores dados en la matr iz segunda.
— Anál i s is de a ruta BC.
BA+AC =3F+7=10FA vamos de B a A y de
A a C

3 3 6 d e 4 1 5
BB+BC =0+13A=13A vamos de B a B y de
B a C
BC+CC =13A+O=13A vamos de B a C y de
C a C
BD+DC =8E+8E=16E vamos de B a D y de
D a C
BE+EC =6+10D=l6D vamos de B a E y de
E a C
BF+EC =2+8A=10FA vamos de B a F y de
F a C
construi r la tercera matr i z.
Como s iempre, se leccionamos e l valor menor con e l cual
empezarnos a construi r la tercera matr i z.

3 3 7 d e 4 1 5
Figura 30. Matriz final
En idént i ca forma procedemos nuevamente con todos los
nodos así podemos completar la tercera y úl t ima matr i z,
f igura 30 que nos da a soluc ión al problema planteado.
Resul ta evidente que cuando e l número de nodos de una
red es grande este método resul ta largo y engorroso en su
apl i cac ión.

3 3 8 d e 4 1 5
3.13 PROLEMA DE SECUENCIACIÓN DE VEHÍCULOS
Este t ipo de problema concierne a un conjunto de
c l ientes, todos con di rección y demanda de Serv ic io de un
sólo producto.
A todos estos c l ientes se les suminist ra desde un sólo
punto, de donde se despachan han una ser ie de vehículos.
E l problema cons iste en diseñar a cesto mínimo, rutas de
estos vehículos basadas en las s iguientes restr icc iones.
1. Se debe satis facer la demanda de servic io por unidad
de t iempo de cada c l iente.
2. E l t iempo total de servic io o bien la distanc ia total de
recorrido no debe exceder de una cant idad pref i jada. Esto
suele suceder cuando se t ienen restr icc iones de t ipo legal
o s indical .
3. Existe un intervalo de t iempo en e l cual e l c l iente debe
ser atendido.
Var ios de estos problemas de esta naturaleza pueden ser
d iscutidos, por e jemplo:
a) Se ignoran las restr i cc iones 3 y 4 y se t rata de
encontrar e l número mínimo de vehículos que cumplen con

3 3 9 d e 4 1 5
los requis i tos 1 y 2. A este t ipo de problema se le l lama
carga de vehículos.
b) Dado un número f i jo de vehículos que sean compatibles
con las restr i cc iones anteriores se requiere d iseñar la
secuenciación de los mismos que darán or igen a rutas de
costo mínimo. A este t ipo de problema se l lama de
secuenciación de rutas.
c) Si la local i zación de los c l ientes y de su demanda
permanece constante en todos los per íodos de t iempo
futuro se trata de encontrar e l tamaño de la f lo ta de
vehículos que, s iendo compat ible con las restr icc iones,
tenga e l mínimo costo.
A este t ipo de problemas se les l lama determinación del
tamaño de la f lota de vehículos .
Anal i zaremos unos métodos que nos permit i rán resolver
problemas semejantes a los expresados en b) y c).

3 4 0 d e 4 1 5
F igura 31. Fundamento de l método de ahorro a) Red
ant igua b) Red nueva.

3 4 1 d e 4 1 5
Figura 32. Matriz de distancia

3 4 2 d e 4 1 5
3.14 MÉTODO DE AHORRO
Este método se apl i ca para resolver problemas del t ipo b).
Para observar la racional idad del método, consideremos
Un almacén O y dos c l ientes ubicados en los puntos A y
B, designado sus dis t intas a l origen O con a y b
respect ivamente. Los dos puntos se encuentran a una
d istancia respect ivamente.
La ruta antigua cons ist ía en que e l vehículo sal ía del
or igen O y en forma separada dejaba en A y en B las
cargas y regresaba a O. El camino real izado era: 0 – A – 0
y 0 – B – 0
E l recorr ido tota l vale:
a + b + b + a = 2b
En cambio con la ruta nueva la t rayectoria será: O — A —
B — O, a distanc ia recorrida es ahora:
a+b+x
E l ahorro e fectuado con esta úl t ima solución es:
2a + 2b—(a + x + b)=a + b —x

3 4 3 d e 4 1 5
Por tanto, en forma general podemos expresar e l ahorro
ganado a recorrer e l camino AB es la suma de las
d istancias al origen de cada punto menos la distancia que
separa a estos dos puntos .

3 4 4 d e 4 1 5
F igura 33. Matr iz de ahorro
Apl icaremos este concepto para resolver e l s iguiente
e jemplo.
Sea una red formada por 10 c l ientes que son provistos
desde un almacén.
Las distancias f iguran en la matr i z de la f igura 32 que es
s imétr i ca, por tanto sólo escrib imos los valores en la
parte in ferior de la diagonal princ ipal .
Para s i stematizar e l trabajo, e fectuamos:
— El cálculo del ahorro de todos los pares de c l ientes .
— Consideramos los ahorros en orden decreciente.
— Buscamos las rutas de mayor ahorro, que sat i sfagan las
restricc iones.
Pr imero calcularemos los ahorros de los pares de c l ientes,
y los dispondremos en una matr i z.
Por e jemplo, cons ideremos e l par AB, e l método nos
indica.
OA+OB—AB=78+4O—114 = 4
Valor que l levamos a la matri z.

3 4 5 d e 4 1 5
Igualmente procedemos con e l par lA.
OA + Ol — Al=78-92-170 = 0
que nos indica que no se produce ahorro.
Repi t iendo e l procedimiento con todos os pares de cl ientes
podemos completar la matr i z de la f igura 31 - 33
En segundo lugar procedemos a establecer las rutas que
presenten ahorros mayores y tendremos en cuenta las
restricc iones.
D ibujamos la red de c l ientes e indicamos entre paréntes is
sus demandas.
Como restr i cc ión se establece que la capac idad máxima
que puede transportar un vehícu lo es de 16 unidades.
Entonces empezarnos a se leccionar las rutas Con mayor
ahorro y que no excedan en la carga de las 16 unidades.
S i examinamos la matr i z anterior observarnos que e l
camino Dj es e l que presenta mayor ahorro con un valor
de 188, luego a ruta de part ida sería O — D —J — O,
s iendo las demandas de estos puntos 8v 4
respect ivamente, que no superan a capacidad 16, por lo
tanto es una ruta fact ib le .

3 4 6 d e 4 1 5

3 4 7 d e 4 1 5
F igura 34. Rutas fact ib le y número de vehículos.
E l próximo ahorro a cons iderar es e l del arco ED con un
valor de 170.
La ruta formada O—E—D—J—O, las demandas abarcadas
suman 14 luego, dentro del l ímite .
E l s iguiente ahorro a cons iderar corresponde a l arco JA
con un valor de 146, s i lo agregarnos a nuestra ruta
in ic ia l observaremos que la suma de las demandas es 16
unidades, con lo cual tenemos formada la primera ruta
fact ib le

3 4 8 d e 4 1 5
Apl icando este procedimiento podemos establecer todas
las rutas fact ib les y numero de vehículos, ta l como lo
e fectuamos en e l gráf ico de la f igura 34.
C l ientes
1
2
3
4
5
6
Carga
40
34
69
31
65
30
Tabla A. Datos de las cargas demandadas por los c l ientes

3 4 9 d e 4 1 5
3.15 DETERMINACION DEL TAMAÑO DE LA FLOTA DE
VEHICULOS
Son los problemas del t ipo c) que anal i zaremos mediante
un e jemplo.
Se nos pide ubicar las cargas sol i c i tadas por 6 c l ientes en
3 vehículos cada uno de capac idad de 100 unidades.
En la tabla A ind icamos los datos.
Para soluc ionar e l problema, ordenábamos las cargas por
magni tud de cargas decrecientes ( tabla B).
C l ientes
1
2
3
4
5
6
Cargo
69
65
40
34
39
30
Tabla B. Ordenac ión decrec ientes de las cargas
Ahora comenzamos a dis tr ibui r las caigas en los vehículos
s iguiendo e l proceso que a continuac ión indicamos.
La carga mayor de 69 unidades la ubicamos en e l vehículo
1, que verá así reducida su capacidad a 31 unidades,
valor que anotamos en una tabla.

3 5 0 d e 4 1 5
La carga s iguiente de 64 unidades la ubicarnos en el
vehículo 2, que reduci rá así su capacidad a 35 unidades.
La carga de 40 unidades la asignamos al vehícu lo 3, cuya
capac idad d isponible ahora será de 60 unidades, valor que
escrib imos en la tabla C.
La carga de 34 unidades la ubicamos en e l vehículo que
presente una capac idad semejante a ese valor , e legimos
e l 2 , a l que le sobrara aún capac idad de una unidad.
Vehiculo
Ubicación de las cargas
1 31 31 31 31 0 0
2 100 35 35 1 1 1
3 100 100 60 60 60 30
Tabla C. Dist r ibución de las cargas en los vehícu los
Y de esta modo completamos la tabla con las cargas
asignadas a los vehículos.
En una nueva Tabla D indicamos los valores asignados a
cada vehiculo .
Vehículos
Cargas
Carga total
1
69 + 31
100

3 5 1 d e 4 1 5
2
3
65 + 34
40 + 30
90
70
Tabla D. Cargas totales a transportar por cada vehiculo .
Efectuamos por ú l t imo una comprobación del número de
vehículos:
Suma de cargas 269
= =269 vehículos
Capac idad 100
Así comprobamos que 3 es un número adecuado de
vehículos .
3.16 EJERCICIOS ILUSTRADOS.
3.16.1 Programación de transporte.
La demanda de pasajes desde los terminales de t ransporte
de una empresa que t iene sus sedes en e l e je camarero:
Manizales, Pere i ra y Armenia, hasta las c iudades de
Bogotá, Medel l ín y cal í es de 200, 300 y 250 pasajeros
d iar ios respect ivamente. Esta empresa cuenta con buses
que salen desde Manizales con una oferta diar ia , de 150
cupos en total; desde Pere i ra los cupos son 400 diarios;
y, desde Armenia, son 200 cupos diar ios. Dados los

3 5 2 d e 4 1 5
s iguientes costos por pasaje ro, que t iene la Empresa
para e l envió de los buses a los dest inos señalados§§§.
§§§ Los costos vienen dados en miles de pesos. Estos incluyen los casos en los cuales es necesarios trasladar a pasajeros entre las ciudades de origen para llevarlo a su destino

3 5 3 d e 4 1 5
Origen
Destino
Manizales
Pereira
Armenia
Medellín
Bogotá
Cali
35*
25
50
30
15
30
40
20
45
Y considerando que se ha hecho una gran inversión para
manejar la in formación de los pasajeros en redes entre
las dist intas c iudades y establecer horarios que permi ten
conectar las rutas con breves escales que no incomoden a
los c l ientes ¿Cuáles son las l íneas mas propic ias para la
empresa?
Ut i l i ce los diversos métodos vistos en este capi tulo para
hal lar la so luc ión mas apropiada.
MATRIZ DE COSTO
35 30 40 200
250

3 5 4 d e 4 1 5
150 400 200
25 15 20
50 30 45
300

3 5 5 d e 4 1 5
� MÉTODOS DE LA ESQUINA NOROESTE
150
50
-
-
300
-
-
50
200
150 400 200
Diariamente – Costo total = 150 x 35 + 50 x 30 + 300 x 15 +50
x 30 + 200 x 45 = 21750.
$21750* *pesos es la so lución hal lada con este método.
35 30
15
30 45
200
300
250
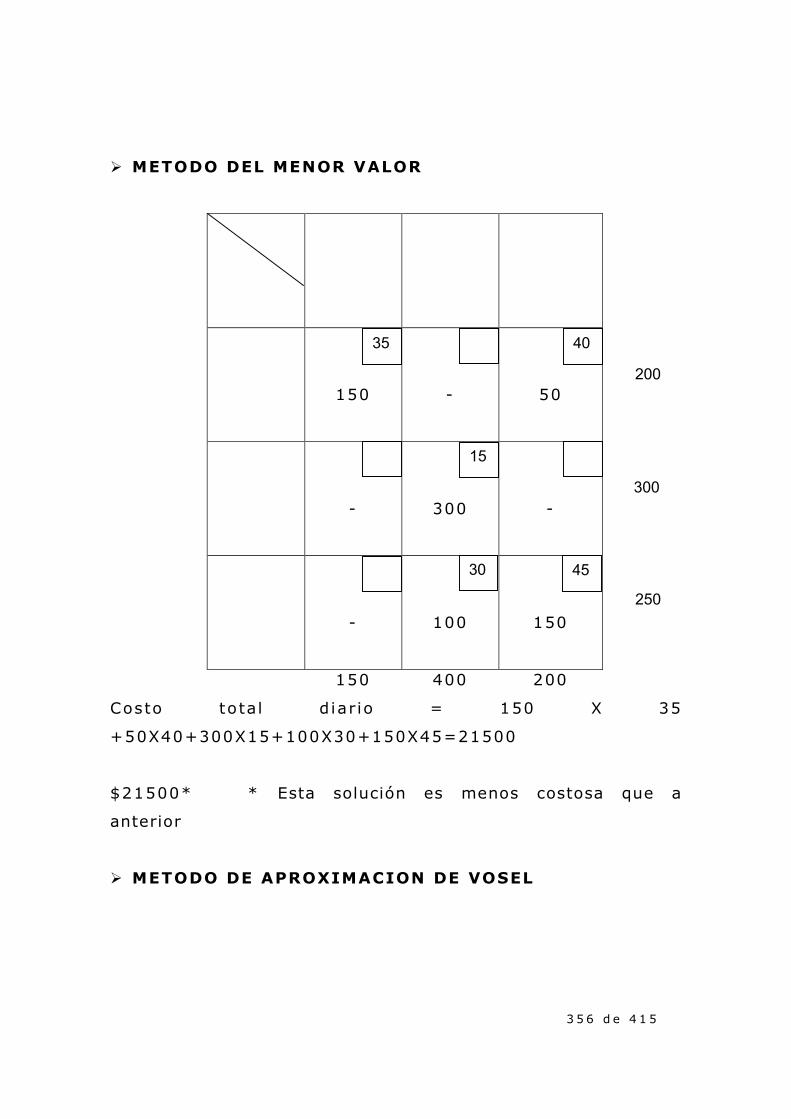
3 5 6 d e 4 1 5
� METODO DEL MENOR VALOR
150
-
50
-
300
-
-
100
150
150 400 200
Costo total d iar io = 150 X 35
+50X40+300X15+100X30+150X45=21500
$21500* * Esta solución es menos costosa que a
anterior
� METODO DE APROXIMACION DE VOSEL
35 40
200
15
300
30 45
250

3 5 7 d e 4 1 5
Haciendo uso de los datos expresados en la matr iz de
costos de t ransporte real i zamos las di ferentes i teraciones,
restando los va lores de los menores costos en cada
renglón y en cada columna; se escoge en renglón o
columna con mayor di ferenc ia para luego suprimi r lo en la
s iguiente i teración:
⇒ R↑ Di ferenc ia en e l renglón ↑
C Di ferencia en la co lumna
Ι R C II R C
R1 = 5 C 1 = 10 R1 = 5 C 1 = 10
R2 = 5 C 2 = 15 R2 = 10 C 2 = 15
R3 =
15
C 3 = 20 R3 = 20
Se escoge C 3 y se omi ten sus E l escogido en este
caso
datos para la s igu iente i teración es e l reglón 3
CONTINUIDAD CON LAS ITERACIONES SE LLEGA A LA
SIGUIENTE SOLCIÓN:
35 30

3 5 8 d e 4 1 5
150
50
-
-
100
200
-
250
150 400 200
Costo total d iar io = 150x35+50x30+100x12+250x30+
200x20=19750
$19750* * Ojo mult ip l icar x 1000
� METODO DE OPTIMIZACION DE MODI
Una vez se obt iene una soluc ión in i c ia l , a través del
método de la esquina NOROESTE se debe aver iguar s i es
la so lución opt ima. Para e l lo , se procede de la s iguiente
manera:
1. Se establecen las sumas de las casi l l as ocupadas. El
resul tado de la suma es e l costo asoc iado a cada casi l la .
200
15 20
300
30
250

3 5 9 d e 4 1 5
2. Se asigna e l va lor de cero (0) a l R1 y se obtiene los
valores de las otras var iables as ignadas a cada casi l l a .
3. Se obt iene los índices de mejoramiento para cada
ce lda o casi l l a y s i se obt ienen un valor negativo para
a lguno de e l los es pos ible una solución mejorada u
opt imizada.
Para e l ejerc i c io:
1. 2.
a. R1+C 1 = 35 Si R1 = 0 ⇒ 0+C 1 = 35 ⇒ C1
= 35
b. R2+C 2 = 30 0+C 2 = 30 ⇒ C2
= 30
c. R2+C 2 = 15 R2+0 = 15 ⇒ R2
= -15
d. R3+C 2 = 30 R3+30=30 ⇒ R3 = 0
e. R3+C3 = 45 0+C 3=45
3. Celda 1, 3 = 40-0-45-=-5 Celda 2,1: 25 ⋅⋅⋅⋅ (-15)-
35=5
Celda 2,3 = 20-(-15)-45=-10 Celda 3,1: 50-0-35=15
EL va lor negativo s igni f i ca que existe la posibi l idad de
ahorrar 10* por cada unidad (pasajero) que se asigna en
esta ruta; la ruta cerrada y e l va lor de la nueva solución.

3 6 0 d e 4 1 5
150
-
-
-
300
-
-
100
200
150
50
-
35 30
15 20
30 45
- + + -
35 30
15 20

3 6 1 d e 4 1 5
-
200
100
-
150
100
Así la nueva solución t iene un costo de $20750*
• Mult ip l i car por 1000
Todavía se puede opt imizar más; se deja al interesado su
búsqueda.
LECTURA # 1
EXPECTATIVA EN LA INDUSTRIA LOGÍSTICA POR EL
TLC
Con mucho interés las empresas racionales dedicadas a la
industria de la logís t i ca, e l t ransporte de carga, aéreo,
marí t imo, terrestre y mul t imodal , se prepara para
af rontar la entrada en r igor del Tratado de L ibre
Comercio , próximo a suscr ib i r entre Colombia y Estados
Unidos.
30 45

3 6 2 d e 4 1 5
Este reto es asumido por las empresas como una
oportunidad nueva de trabajo que abr i rá s in lugar a dudas
las compuertas del comercio internac ional brindado a su
paso nuevos negocios y oportunidades de desarro l lo
económico.
Este sector pr incipalmente esta atendiendo su desarro l lo
empresar ia l en var ios f rentes como implementaciones de
S istemas de ca l idad para acceder a las cert i f i cac iones
correspondientes, contratación de personal espec ia l izado
en e l tema del comercio exter ior, mantenimiento y
adquis ic ión de nuevos equipos, a l t iempo que está
adqui r iendo destrezas en e l manejo de la carga yen los
procesos de lega l ización de a mercanc ía que entra y sale
del país para br indar a sus c l ientes servic ios cada vez más
especia l i zados, oportunos y efect ivos.
En real idad las empresas del sector de logíst ica
empresar ia l , cada día evoluc ionan en sus aspectos
profes ionales y técnicos con e l f in de br indar servic ios
competi t ivos e integra les que contribuyan y fortalezcan al
país en esta act iv idad económica.
Así mismo se forta lece e l cumpl imiento en la entrega en e l
dest ino f inal de las mercancías y envíos como un aspecto
fundamental que no solo br inde confianza a los
proveedores, importadores o exportadores s ino que

3 6 3 d e 4 1 5
permi tan cumpl i r con los estándares internacionales que
r igen al sector e este sentido.
En real idad en los úl t imos años e l sector de la logíst ica
empresar ia l se ha v isto benef ic iado con la pol í t ica de
seguridad en las carreteras implantada por al
administ ración del presidente, A lvaro Ur ibe Vé lez.
Dentro de los hechos destacados por e l sector se reconoce
corno la entrada en vigencia de la pol í t i ca de seguridad le
ha impreso a este sector de la economía un nuevo are que
no solo se ha sentido a lo largo e las carreteras
nacionales , s ino que ha promovido a nivel internacional
otra cara del país benef i c iando de l leno e l intercambio
comercia l con otros países.
Grac ias a la mi l i tar i zación y a la presenc ia del Ejerc i to
Colombiano en las pr inc ipales carreteras, la del incuencia
que hacía blanco en e l t ransporte terrestre ha s ido de
c ierta manera reducida, a pesar de e l lo y a manera de
prevenci6n las empresas de logíst ica cuentan con
s is temas part i cu lares de seguridad que en muchos casos
operan como exigencia del mismo mercado.
Aquí entran a jugar un papel muy importante las
aseguradoras que en muchos caos son las que exigen
s is temas de segur idad part icular , como cuando se escol ta

3 6 4 d e 4 1 5
l a mercancía o se brindan procesos de seguridad a través
del seguimiento vehicular.
Respaldo legal
Otro de los remas en los cuales las industr ias de logíst i ca
en Colombia han colocado especia l atención, cons iste en
br indar adecuados s i stemas de intermediación aduanera
que faci l i ten la entrada y sal ida de mercanc ías y envíos
dentro del marco jur íd ico que rige en nuestro pa ís .
En este campo se dispone de operadores portuar ios,
profes ionales especia l i zados que posibi l i tan descarga
d i recta de los barcos a los puertos, para que las empresas
de logíst i ca transporten la carga hacia su dest ino f inal .
Parte del éxi to de este proceso cons iste en e l anál is i s de
cada caso, s i se t rata de un c l iente nuevo se le sol i c i ta
toda la documentac ión que acredi te a la Empresa y s i e l
c l iente necesi ta a lguna asesoría con respecto a la
nacional i zación de mercancía para comprobar que no
existan prohibic iones que a ú l t ima hora impidan la
entrada de los productos se br inda toda la asesora
especia l i zada en mater ia aduanera.
Por e jemplo hay que tener especia l cuidado en la
importac ión de papeles, o de e lementos por e l est i lo

3 6 5 d e 4 1 5
porque existe toda una regulac ión estr i c ta que hay que
cumpl i r .
Después de rev isar la documentación, y de cumpl i r con los
requis i tos del RUT y e l NIT, entre muchos otros
cert i f i cados, la empresas de logís t i ca comienzan a
anal i zar desde donde se puede manejar mejor la
mercancía, s i e l c l iente t iene var ias al ternat ivas o
proveedores desde donde se pueda despachar a carga se
le co labora a l c l iente con los traslados para que la
mercancía l legue a su dest ino,
Estra tégicamente las empresas de logíst ica cuentan con
puntos de atención dis tr ibuidos en los princ ipales puertos
nacionales para t ransportar las mercancías dentro o fuera
del país .
Están ubicados en los puertos de lp ia les , Cartagena y
Buenaventura as í como en las pr inc ipales c iudades, en
Bogotá. Medel l ín y Cal i , entre muchas.
A los c l ientes las empresas de logís t i ca les br indan un
servic io integral y especia l i zado en mater ia aduanera por
cuanto sus activ idades empiezan desde e l mismo punto
donde se produce la mercanc ía hasta l levar la a l punto
f inal .
En Bogotá gran parte de las empresas especia l izadas en
prestar la logíst ica de envíos de mercancía t iene su sede

3 6 6 d e 4 1 5
pr incipal , aunque reconocen que a Bogotá le fa l ta una
zona aduanera de mayor presencia, co inciden en af i rmar
que la capi ta l de l país es un punto estratégico para
desarro l lar la act iv idad.
Las empresas de logíst i ca ven como los pr incipales focos
de act iv idad la mercanc ía que l lega a Colombia desde los
Estados Unidos, China, Brasi l y Panamá.
Problemática del sector
La problemática del sector radica pr inc ipalmente en e l
e levado costo de los combust ibles pr inc ipalmente los
incrementos escalonados que se regist ran en Co lombia a
ra íz del desmonte de los subs idios a la gasol ina.
Hecho que impl i ca un aumento de los f le tes tanto de la
importac ión como de la exportación de mercanc ía. Igual
s i tuación se ha regis trado por e jemplo en Estados Unidos
donde se han sent ido los incrementos en e l t ransporte
aéreo y en Tas navieras que se re f le ja en e l sobrecosto de
las mercancías ,
En e l 2004 e l aumento en e l costo de los f letes del
t ransporte terrestre en Colombia , se ubicó en entre e l 15
y e l 20 por c iento.

3 6 7 d e 4 1 5
Los paros en las vías nacionales son otro de los factores
que inciden en e l aumento de los costos de las
mercancías , una carga que venía de un puerto con f le tes
acordados en 2.300.000 alcanzó a ubicarse en 2.600.000
pesos por c i tar un e jemplo.
Cada vez que se presenta un paro aumentan los f le tes de
forma inmediata, es una s i tuación que verdaderamente
t iene impl icaciones nefastas para e l t rasporte de carga
terrestre .
Pero no solamente aumentan los f le tes se cancelan
muchos negocios.
E l cambio en la legis lación aduanera también suele
entorpecer los envíos y rec ibos de mercanc ía, porque cada
norma impl ica nuevos papeleos o requis i tos que cumpl i r .
Las empresas de logíst icas prestan servic ios integrales a
los c l ientes para que sus mercancías s i así lo requieren se
recogida en Colombia o en e l exterior en bodegas propias
o en las del proveedor o de su c l iente, se presta todo un
servic io completo desde recogerlo en cualquier s i t io hasta
e l envío fuera de las fronteras nac ionales.
S i es necesario se manejan cadenas de distr ibuc ión se
presta con los servic ios de logís t ica y servic ios de
asesoría integral a los c l ientes.

3 6 8 d e 4 1 5
E l manejo de los t iempos es v i ta l en esta act iv idad,
máxime cuando se manejan operaciones de t ransporte
mult imodal que es muy r iguroso y por esto se ha
implementado programas de e f ic iencia.
Se maneja un t iempo de c inco a s ie te días en la entrega
de contenedores. Se manejan t iempos record en la
entrega de mercancías provenientes de los Estados Unidos
en máximo dos a t res días, eso depende del t ipo de
negociac ión que e! c l iente esté manejando.
En la industr ia logíst i ca se ha pretendido desarro l lar una
act iv idad que obedezca a las necesidades de los c l ientes,
faci l i tando su act iv idad pero sobre tordo tratando de
superar ¡as barreras comercia les que aún persisten en
nuestro país .
LECTURA # 2
ENVÍOS CON SEGURIDAD A TODA PRUEBA
DHL es e l l íder mundial de la industr ia de logíst i ca y
envíos expresos por vía aérea de manera internacional ,
que of rece a los c l ientes soluciones innovadoras e
individual i zadas desde un solo lugar.

3 6 9 d e 4 1 5
Con experienc ia g lobal en soluc iones, envíos expresos por
v ía aérea y marí t ima, y transporte por t ierra, DHL
combina la cobertura mundial con un profundo
conoc imiento de los mercados locales. La red
internac ional un i forme de DHL conecta a más de 220
países y terr i torios del mundo.
DHL cont inúa a la vanguardia de la tecnología y, con más
dé 170.000 empleados, garant i za servic ios ráp idos y
seguros creados para sobrepasar la conf ianza de los
c l ientes. Radicado en Bélgica, DHL es 100 por c iento
propiedad de Deutsche Post World Net.
En Co lombia cubre las pr incipales c iudades del país y
donde no están personalmente t rabajan con agentes.
Caracterí st ica que los convierte en una solución única
pues los c l ientes no t ienen que depender de dos o más
compañías y cuenta con una red de of ic inas en más de
400 ciudades en todo e l país .
En e l campo internacional DHI viene trabajando
act ivamente en las mesas de negoc iación que adelantan
Colombia y Estados Unidos a f in de suscr ib i r e l Tratado de
L ibre Comercio TLC conf i rmó, Andrés Val le jo Kynast, Sa les
& Marketing Di rector DHL Colombia.
La empresa se ha dedicado a este tema porque con la
entrada del TLC observan e l re to para las empresas del
3 7 0 d e 4 1 5
país, a l t iempo que ven en su entrada en v igencia una
enorme oportunidad que pueden aprovechar s i lo hacen
correctamente.
Sobre e l part i cu lar indicaron que s i b ien hay a lgunas
compañías que aún no están preparadas, pero que su
tarea es y será br indar la mejor asesor ía posible para que
puedan colocar sus productos en e l exter ior, en ese
sent ido las puertas están abiertas para los empresar ios
colombianos.
Servicios de logística
Además del serv ic io de transporte de envíos a nivel
internac ional y nacional , DHL ofrece a sus c l ientes e l
t ransporte de carga internac ional ; centros log íst i cos en
las pr incipales c iudades del pa ís , donde se manejan
inventarios de repuestos, productos terminados cr í t icos y
hacer operaciones t ipo “ki t t ing” o “Label l ing” ; y las
Instalaciones de la Zona Franca en Bogotá.
A l te rnamente, las empresas colombianas cuentan con un
grupo de asesores comerc ia les que posee los
conoc imientos de logíst ica para asesorar en la disminución
de costos de las cadenas de abastecimiento de los
c l ientes. Estrategia que se ha real i zado con éxi to en
var ias empresas, que pasaron de tener e levados nive les
de inventar ios de repuestos, a usar una combinac ión de
envíos express junto con modelos de abastecimiento

3 7 1 d e 4 1 5
al tamente e laborados, disminuyendo as í costos pero
manteniendo sus promesas de servic io .
Los ahorros son al tos pues se reducen costos de
inventarios , obsolescenc ia de estos, espac io f ís i co,
v igi lancia, entre otros, a l pasar de un modelo de logíst i ca
dedicada a uno de logíst i ca compart ida y espec ia l izada; lo
anterior de igua l forma redunda en servic io , puesto que
con un estudio correcto podemos pasar de un repuesto
entregado en dos o tres días a ser entregado en horas s i
somos nosotros los que administ ramos sus inventar ios.

3 7 2 d e 4 1 5
LECTURA # 3
INFRAESTRUCTURA
Zonas de Actividad Logística:
A l cont inuar nuestros anál is i s sobre las part icularidades
de lo in f raestructura de logís t ica de nuestro pa ís tenemos
que entrar en un tema que se ha discut ido
permanentemente pero no por esto ha dejado de ser un
cr í t ico y sobre e l cual aún no t iene ni s iquie ra procesos
in ic ia les de desarro l lo: la ausencia absoluta o casi
absoluta de unidades de serv ic io log ís t i co denominados
zonas logíst icas que podrían ser denominadas Zonas de
Act iv idad Logíst i co (ZAL).
Desde hace años se viene indicando en s in formes de los
d iversos consul tores del sector de transportes y de
logíst i ca que, además de los restri cc iones que tenemos
carre teras, puertos y aeropuertos, un aspecto muy
comple jo es la fa l ta de áreas donde se real i zan
act iv idades de soporte y apoyo a l proceso logíst ico de una
economía, con tamaño tal que permita e f ic iencias que no
se logran s i no hay una masa cr í t i co de usuar ios y de
volúmenes.

3 7 3 d e 4 1 5
En reciente reunión de t rabajo con e l experto de l Banco
Mundial Mart ín Sgut comentábamos este aspecto como uno
de los e lementos más comple jos de la operación logíst i ca
del país y especia lmente ante los retos que tendremos con
e l TLC y los procesos de integración que se ven venir .
¿Cómo dar la respuesta que se necesita?
Parecer ía que dejar en monos exc lusivamente del sector
pr ivado las soluciones podría ser r iesgoso, ante pos ibles
monopol i zac iones. As í las cosas , s in entrar en terrenos
ideológicos sobre e l pape l del estado, se podrían sugeri r
que a nivel centra l o las entidades terr i tor ia les deberían
ser las que entreguen e l terreno, con adecuac iones
básicas y redes de servic ios públ icos y dar a un
desarro l lador la act iv idad de promoción y desarro l lo
u l terior .
Una zona como la propuesta demanda servic ios bancarios,
de salud básica, comunicac iones y un centro de mano de
obra y equipos de manipulación de carga, creando un si t io
de ta les caracter ís t i cos que su e f ic iente ut i l i zación
generara c laros benef ic ios de costos de la operación
logíst i ca.
Entendería que e l concepto esta suf ic ientemente
desarro l lado en otros pa íses y que además ha mudado su
concepto desde procesos de s imple cargue y descargue y

3 7 4 d e 4 1 5
almacenamiento, posando por procesos bás icos de agregar
valor como empaque, rotulado a integrar todo t ipo de
opciones de serv ic io logíst i co.
Un aspecto muy complejo es la falta de áreas donde
se realizan actividades de soporte y apoyo al
proceso logístico de una economía
AEROPUERTOS
No obstante la ex istenc ia de bodegas estos son
c laramente insuf i c ientes paro real i zar activ idades
adic ionales o los que hoy se prestan en e l las.
S i b ien en los procesos aduaneros se han agi l i zado de
manera exi toso, aún subsis ten condic ione de di f i cul tad por
congestión, dado que las bodegas de esos terminales
fueron desarro l ladas ya hace años s in que se haya
producido un proceso de desarro l lo ni en áreas ni en
condic iones de operación.
Reconoc iendo o existencia de estas áreas y de condic iones
s imi lares en los otros aeropuertos, las bodegas de los
aeropuertos solamente permiten en e l caso de importación
uno operación de ingreso de mercanc ías poro lo
permanencia máximo de 48 horas mientras se surten 0 los
t rámi tes de descargue di recto de las mercanc ías o son
enviadas éstas o los depósi tos aduaneros y, en e l caso de

3 7 5 d e 4 1 5
exportación, exc lus ivamente un proceso muy rápido de
palet i zaje es dec i r uno permanencia de pocos horas.
E l caso cri t ico de Bogota ha estado a lo espero por años
de a implementación del p lan maestro del cual ya nos
hemos re fer ido en ocasión anterior , y es posible que
ahora se logre un avance en la s i tuación. S in embargo
existe ahora un r iesgo di ferente: que e l concesionario o
establezca un monopol io de serv ic ios de bodegas que
gravi tar ía negat ivamente en los costos del comercio
internac ional del país.
En e l p lan maestro de El Dorado se plantea la existencia
a l nor-occidente de uno supuesta o así denominado Zona
Logís t ica, sobre la cual por una parte no se ha ac larado la
re lación Con e l aeropuerto y por o otro ent iendo que e l
POT de la c iudad as igno una vocación de viv ienda
(entiendo que ex is te ya la l i cenc ia para esta func ión) con
lo cual ta l so luc ión indispensable queda conge lada s i no
imposibi l i tada.
A l rededor de los res aeropuertos inter iores se requiere
establecer zonas de acopió y de procesamiento de
mercancías para que e l proceso logíst i co tengo e l sent ido
de ef i c iencia que todos necesi tamos.
Dejar en manos exclusivamente del sector privado
las soluciones podría ser riesgoso

3 7 6 d e 4 1 5
INTERIOR DEL PAIS
Y que pasa con las c iudades del interior , que concentran
lo mayoría de la poblac ión, de la producción actual de
r iqueza, centros de consumo y producción: s in importar
que e l proceso de reconformación industr ia l y su posible
t ras lado a las costos y f ronteras, es c laro que esas
c iudades requieren área para los servic ios logíst icos .
Ya sea Bogotá o cualquiera de las otras capi ta les t ienen
tales niveles de congest ión han de automotores que
cualquier proceso de t ransformación o de operación de
servic ios logíst icos choca y cado vez chocara mas con la
imposibi l idad de transi tar fáci lmente Lo local ización de
fabri cas y de bodegas o lo largo y ancho de las c iudades
demando urgentemente la decis ión de los interesados en
establecer opciones en lo peri fér ico de las c iudades, en
zonas que permitan la act iv idad industr ia l y de servic ios .
Las entidades territoriales deberían ser las que
entreguen el terreo, con adecuaciones básicas y
redes de servicios públ icos
PUERTOS
Nada mas cri t ico , para sola centrarnos en uno de los
casos que Buenaventura. Aparte de las di f icul tades de

3 7 7 d e 4 1 5
acceso carretero (se espera todavía e l del tren) e l u l t imo
tramo ya dentro de esa c iudad nos muestra un fenómeno
de incre íble comple j idad y costos. Ante la di f i cul tad
generado por la congest ión del recinto portuar io (que se
espera sea mi t igado con las áreas de la zona franca es
indispensable establecer un área de operaciones de
logíst i ca de ta l manera que se puedo real i zar una acción
verdadera de serv ic io.
Ante la necesar ia de local ización de la planta industr ial
de l pa ís en las costos reti rándose del inter ior , estos
aspectos de la faci l i tac ión para los puertos, se tornan más
importantes s i ya no lo era. Necesi tamos c laramente
contar con áreas dispuestas para que eso industr ia
t ras ladada o la nuevo inversión que se produzco cuente
con un verdadero impulso para real i zar sus labores .
Pero al mismo t iempo hoy que entender que los puertos
mismos han ido gestando nichos de mercado muy claros
como es e l caso de Cartagena con sus pat ios de
contenedores, cuyo éxi to se mide por rotac ión de TEUs y
no por act iv idades logíst i cas agregadas. Así aparece un
puerto al tamente ef i c iente en e l movimiento de
contenedores al lado de zonas de act iv idad logíst ico de
gran éxi to , soportados además con normas de depósi tos
logíst i cos internac ionales muy importantes s i b ien solo
acogidas para los puertos y negadas extrañamente o los
demás actores de la cadena.

3 7 8 d e 4 1 5
ZONAS FRANCAS
Nuestros socios comercia les vecinos andinos por demos
ofrecen a la industria co lombiana mercados fundamenta les
para su v ida misma.
S in entrar o anal izar como seguramente lo intentaremos
en otra ocasión e l tr i s te fenómeno del t rasbordo en
f rontera terrestre , es c loro que en esas zonas sé puede
tener una importante acción para conformar nuestras
zonas de activ idad logíst i co.

3 7 9 d e 4 1 5
CAPITULO 4.
LINEA DE ESPERA
La espera es un fenómeno de lo más genera l i zado en
nuestra sociedad.
Encontrarnos la noción de l ínea de espera (cola) en los
t ransportes, la comunicaciones, en los procesos
industria les , e tc.
Una máquina que necesi ta reparaciones es un c l iente para
una instalación de servic io . Cuando la instalación está
ocupada la maquina t iene que esperar.
La capacidad de producción se pierde durante e l periodo
de espera.
E l t iempo de espera se podr ía reduci r disminuyendo el
t iempo para l levar a cabo la reparac ión y empleando
procedimientos especia les para dar pr ior idad a l t rabajo de
reparac ión cuando está retrasado con respecto a la
demanda.
No es del todo c laro e l efecto neto en una l ínea de espera,
la e jecución de cualquiera de estas al ternat ivas.

3 8 0 d e 4 1 5
S i se dupl i ca e l número de insta lac iones de serv ic io no se
reduce necesariamente e l t iempo de espera a la mitad,
porque las aver ias no ocurren a interva los regulares y
predecibles, además e l t iempo le reparac ión varía según
la magni tud de la avería.
Existe un número incre íble de s i tuaciones en que se
produce en l íneas de espera dentro y fuera de la
industria.
En casi todas las etapas de la producción se encuentra en
un almacenamiento temporal , las p iezas que esperan para
ser ensambladas, pedidos que esperan ser procesados, los
materia l , esperan para ser inspecc ionados o
t ransportados.
En la mayoría de los casos se just i f i ca ta l a lmacenamiento
cons iderando que e l costo de la espera es menor que e l
costo de proporc ionar servic io para e l iminar la espera.
Pero en algunas s i tuaciones las l íneas de espera provocan
gran congestión y e l aumento correspondiente en los
costos de operac ión por e jemplo, los barcos que esperan
en e l muel le para ser descargados a los aviones esperan
para-aterr i zar en e l aeropuerto.
A f in de minimizar los e fectos negat ivos de la espera, se
ha establecido un modelo anal í t ico que permite evaluar

3 8 1 d e 4 1 5
l as diversas var iables contro lables que caracteri zan a
cada s i tuac ión de espera y disminui r as í los
inconvenientes y costos que por e l la resul tan.
Sistema de línea de espera
Entrada
Salida
Espera Sevicio
F igura 1. Caracter i st icas del s i stema l inea de espera.
4.1 CARACTERISTICAS Y CONCEPTOS DE LINEA DE
ESPERA

3 8 2 d e 4 1 5
Una s i tuación de l ínea de espera se def ino como un
s is tema compuesto de una zona de espera y una o var ias
zonas de servic io (F igura 1)
Las variables que t ienen inf luencia sobre los t iempos de
espera son las tasas de l legada de los e lementos al
s is tema, las tasas de rendimiento de los puestos o
instalaciones de servic io y e l numero de canales de
servic io .
La disc ipl ina de los e lementos que esperan antes de
recibi r e l servic io es otra caracterí st ica del fenómeno.
Sistema Elementos
que llega a
servicio
Linea de
espera
Servicio
Areopuerto Aviones Aviones por
aterrizar
Pista
Areopuerto Pasajeros Sala de
espera
Avión
Carga de
camiones
Comisiones Camiones
estacionados
Carga
Puerto Barcos Muelles Carga y

3 8 3 d e 4 1 5
descarga
Supermercado Clientes Pago de las
mercancías
Control y
ticket
Hospital Pacientes Personas
enfermas
Instalaciones
del hospital
Llegadas de
Salida de
clientes
clientes
Línea de Servicio
espera
F igura 3. Una l ínea de espera y un só lo servic io
Por convención, las unidades comprendidas en e l s i stema
son las unidades que reciben e l servic io y las unidades
que esperan e l servic io .

3 8 4 d e 4 1 5
En e l cuadro de la f igura 2 indicamos e jemplos de
s is temas de l íneas de espera.
Llegadas de
Salida de
clientes
clientes
Línea de Servicio
espera
F igura 4. Una l ínea de espera y múlt ip les servic ios
Var iando e l número de l íneas de espera y e l número de
servic ios pueden establecerse los cuatro t ipos de s i stemas
que indicamos en las f iguras 3, 4 , 5 , 6 .
Cuando un grupo de empleados real iza todo e l trabajo
para reparar una máquina tenemos un e jemplo del pr imer
caso.

3 8 5 d e 4 1 5
Si se aumenta e l número de grupos de empleados, se
convierte en la estructura que e jempl i f i ca la f igura
correspondiente al segundo t ipo.
D ividiendo e l grupo único en subgrupos de espec ia l is tas
que l leven a cabo las operaciones en forma secuencia l
para reparar una sola máquina la estructura es del tercer
caso.
S i se agregan otros grupos de espec ia l is tas que terminan
progres ivamente e l serv ic io de una máquina estaremos en
a estructura del cuarto t ipo.
Veremos algunos conceptos y de f in i c iones re ferentes a las
colas .
L ínea de espera (cola): Número de c l ientes que esperan
ser atendidos normalmente, la co la no inc luye al c l iente
que está s iendo atendido.

3 8 6 d e 4 1 5
Llegada de
clientes
Salida de
Cliente
Línea de
espera
Servicios
F igura 5. Línea de espera y serv ic ios secuencia les
C l iente: Un cl iente es una persona, máquina, e lementos o
partes , que l legan requi r iendo la real i zación de algún
servic io .
E l estar en f i la es una acc ión e jecutada por e l c l iente.

3 8 7 d e 4 1 5
Para s impl i f i car las fórmulas , por lo general se suponen
que la población de c l ientes es in f in i ta.
Canal de servic io: Es e l proceso que está efectuando e l
servic io para e l c l iente.
E l canal puede ser s imple o múl t ip le . Con N indicaremos e l
número de canales de serv ic io .
Tasa de l legada µ: La tasa a la cual l legan los c l ientes
para ser atendidos.
λ : Número promedio de l legadas por unidad de t iempo.
Tasa de servic io: La tasa a la cual la unidad de servic io
puede atender al c l iente.
µ Número promedio de servic ios que puede rea l izar cada
canal por unidad de t iempo.
Las tasas se suponen aleatoriamente dist r ibuidas con la
ley de Poisson.
D iscipl ina de la co la: Forma en que rec iben servic ios los
c l ientes.

3 8 8 d e 4 1 5
Nivel de t runcamiento, a : El truncamiento representa e l
l ími te voluntario o absoluto que impide e l acceso a la f i l a
de espera.
Pr ioridad: Forma de decidi r cuá l será e l próximo cl iente
atendido.
Generalmente, se establece que e l primero que l lega es e l
pr imero en ser atendido.
Número de c l ientes esperando en la f i l a: Número est imado
de c l ientes que esperan ser atendidos.
Número de c l ientes esperando en e l s i s tema: Número
est imado de c l ientes ya sea esperando en la l ínea y/o
s iendo atendidos.
T iempo de espera en la f i l a: T iempo estimado que emplea
un c l iente en espera en la f i la .
T iempo de espera en e l s is tema: T iempo est imado que
emplea un c l iente en espera en la l ínea más e l que es
empleado en su atención.
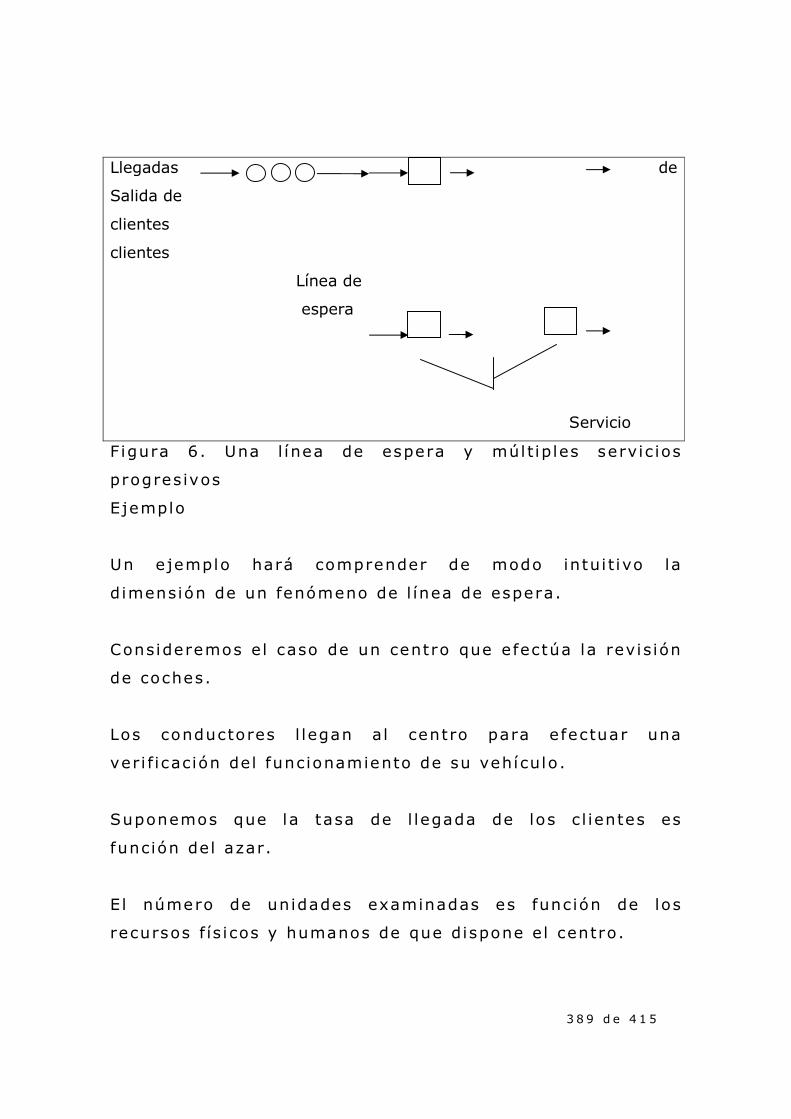
3 8 9 d e 4 1 5
Llegadas de
Salida de
clientes
clientes
Línea de
espera
Servicio
F igura 6. Una l ínea de espera y múl t ip les servic ios
progres ivos
Ejemplo
Un e jemplo hará comprender de modo intui t ivo la
d imensión de un fenómeno de l ínea de espera.
Consideremos e l caso de un centro que e fectúa la revis ión
de coches.
Los conductores l legan al centro para e fectuar una
ver i f icación del funcionamiento de su vehículo .
Suponemos que la tasa de l legada de los c l ientes es
función del azar.
E l número de unidades examinadas es func ión de los
recursos f ís i cos y humanos de que dispone e l centro.

3 9 0 d e 4 1 5
E l t iempo de espera de un c l iente depende del número de
c l ientes que han l legado antes que é l y de las
instalaciones del centro.
E l fenómeno de truncamiento aparece cuando e l c l iente
cons idera a su l legada no hacer cola, pre f iere di r ig i rse
hacia otro centro o volver en otro momento.
Puede suceder e l t runcamiento absoluto contra e l cual e l
c l iente nada puede hacer, por e jemplo, cuando un sólo
mecánico t rabaja y no hay espacio disponible para la
espera.
L legada al s is tema E l número de e lementos que entran al
s is tema puede ser regular o var iable .
S i es var iable , s igni f i ca que en un intervalo de t iempo
dado, pueden l legar 0 , 1 , 2,. . . n e lementos.
S i es regular , los e lementos l legan a un r i tmo uni forme.
S i las l legadas al s i stema son var iables, para su
descripción ut i l i zaremos la dis tr ibución de Po isson.
Servic io en e l s i stema Después de un período de espera,
los e lementos en e l s is tema reciben e l servic io , que puede
ser regular o var iable.

3 9 1 d e 4 1 5
S i es var iable , lo descr ib i remos mediante una d is tr ibución
de probabi l idad, emplearemos la exponencia l ,
Los e lementos de la f i l a pueden someterse a una
restricc ión, por e jemplo: los pr imeros en l legar serán los
pr imeros atendidos; los e lementos son atendidos según
una fórmula preferencia l , e tc. Esta disc ipl ina inf luencia en
e l t iempo de espera de los e lementos, nosotros
cons ideraremos e l pr imer caso, e l primero que l lega será
pr imero atendido.
4.2 SISTEMA DE CANAL ÚNICO
Sabemos que este s istema se or ig ina cuando sólo hay una
f i la de espera y un sólo canal de servic io .
En ta l s is tema es necesar io que se ver i f ique:
λ
—<1
µ
En e fecto, s i la tasa de l legada es mayor que la capacidad
de servic io , se forma una f i la de espera inf in i ta.
Nos encontrar íamos igualmente en esta condic ión s i :
λ
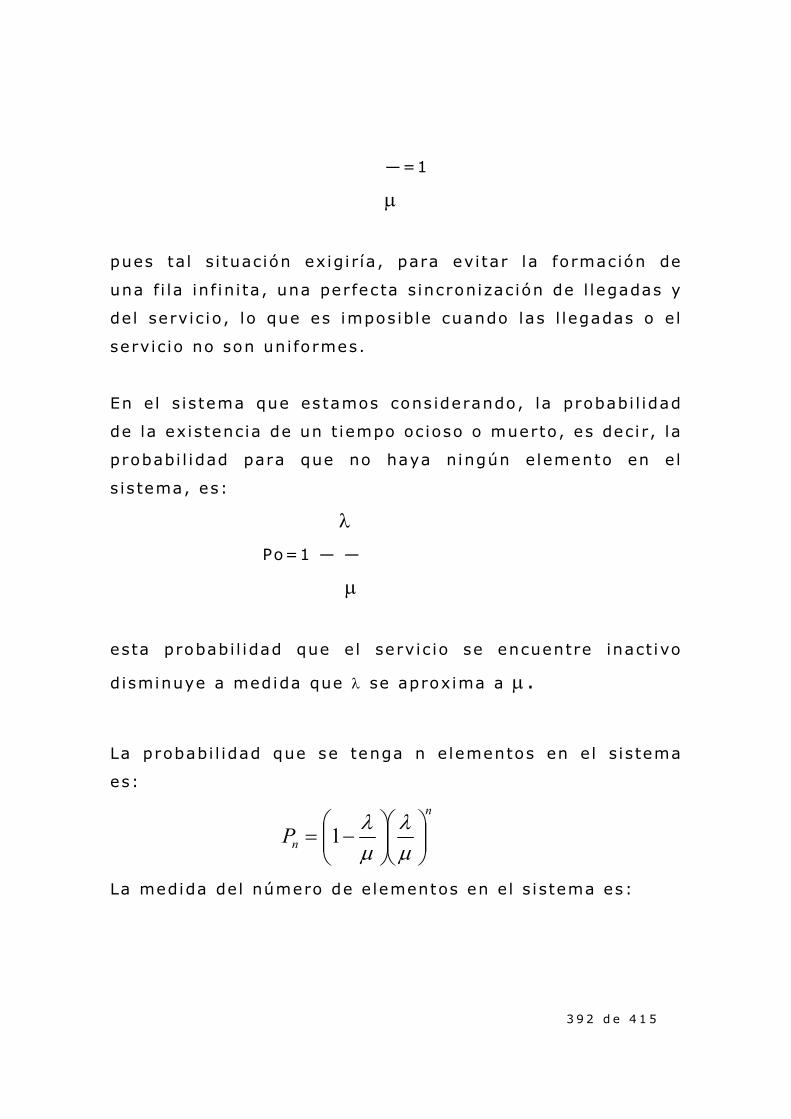
3 9 2 d e 4 1 5
—=1
µ
pues ta l s i tuación exigi r ía , para evi tar la formación de
una f i la in f in i ta, una per fecta s incronizac ión de l legadas y
del servic io, lo que es imposible cuando las l legadas o e l
servic io no son uni formes.
En e l s is tema que estamos cons iderando, la probabi l idad
de la existencia de un t iempo oc ioso o muerto, es deci r , la
probabi l idad para que no haya ningún e lemento en e l
s is tema, es:
λ
Po=1 — —
µ
esta probabi l idad que e l serv ic io se encuentre inact ivo
d isminuye a medida que λ se aproxima a µ.
La probabi l idad que se tenga n e lementos en e l s is tema
es:
n
nP
−=
µλ
µλ
1
La medida del número de e lementos en e l s i stema es:

3 9 3 d e 4 1 5
λµλ
µλµλ
−=
−=
/1
/n
Cuanto mas se aproxima el fac tor de uti l i zación a la
unidad, exis te más riesgo de formarse la co la y aumenta
e l número medio de e lementos en e l s is tema.
E l t iempo medio de espera en e l s is tema es:
λµ −=
1d
E l t iempo de espera en la f i la antes de l se rvic io es: . .
dd f •
=
µλ

3 9 4 d e 4 1 5
λ
F igura 7. Curva que expresa la variación de n en función µ
E l numero medio de e lementos en la f i la antes del servic io
es:
ññ f •
=
µλ
n 100
90
80
70
60
50
40
30
20
10
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
λ µ

3 9 5 d e 4 1 5
Estas Son las fórmulas que describen e l comportamiento
de una f i la de espera de un sólo canal .
La estrategia fundamenta l para reduci r los costos
asoc iados a la espera consis te en regular i zar en lo posible
las l legadas al s is tema; es deci r , e l iminar las variac iones
en las l legadas.
E l s i s tema más económico es cuando, s iendo las l legadas
constantes, resu l ta posible s incronizar e l serv ic io y las
l legadas evi tando así las Si tuac iones de espera.
Resumimos, ahora, las fórmulas más uti l i zadas para e l
cálculo en f i l as de espera:
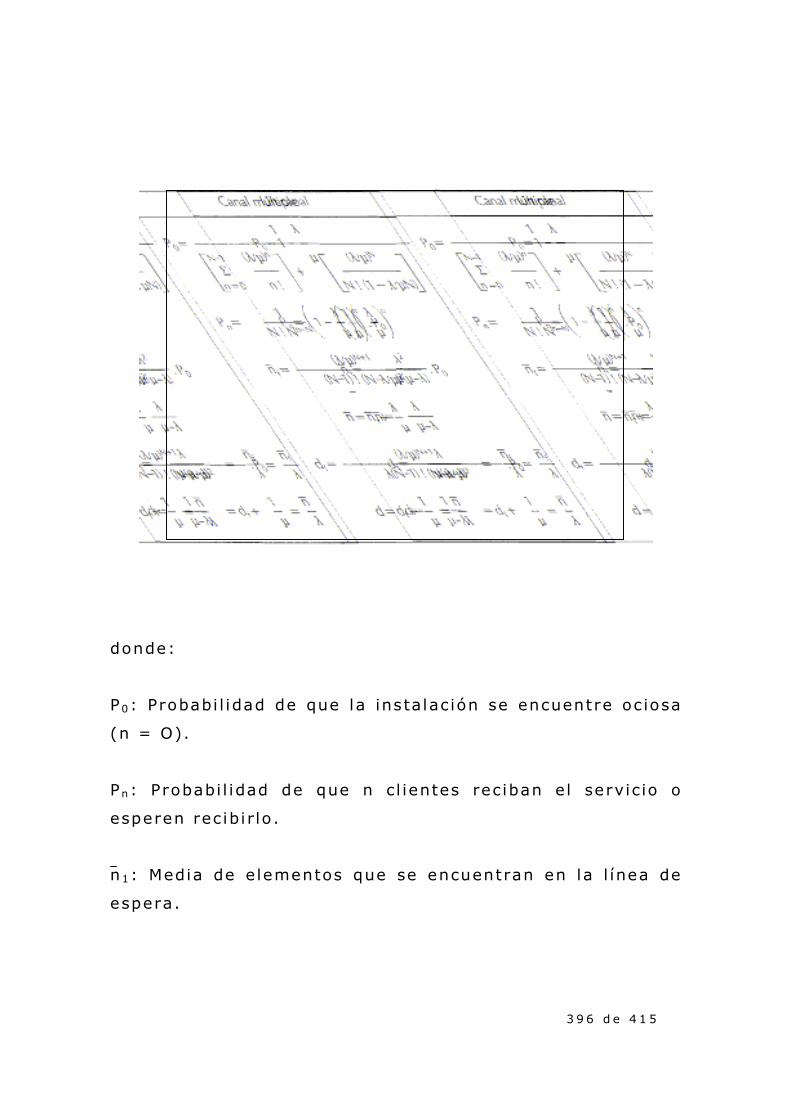
3 9 6 d e 4 1 5
donde:
P0: Probabi l idad de que la ins talac ión se encuentre oc iosa
(n = O).
Pn: Probabi l idad de que n c l ientes reciban e l servic io o
esperen rec ibi r lo .
n1: Media de e lementos que se encuentran en la l ínea de
espera.

3 9 7 d e 4 1 5
ñ: Media de e lementos en e l s is tema, (número dentro de
la co la, e l número que está recib iendo e l serv ic io).
d1: T iempo medio de espera para un c l iente antes de
recibi r e l servic io .
d: T iempo medio en e l s is tema (t iempo de espera del
c l iente más e l t iempo de servic io) .
E jemplo
En una fabr i ca de muebles metál icos se pintan 20
unidades por hora, l legan a la sala de pintura a un ri tmo
promedio de 12 unidades por hora.
¿Cuáles son las caracter íst i cas del s i s tema?
λ = 12
µ = 20
Numero medio de muebles en la sala de pintura:
µλµλ/1
/
−=n

3 9 8 d e 4 1 5
20/121
2012
−−
=n = 15 unidades
T iempo medio en que los muebles pasan por la sala de
p intura:
λµ −=
1d
8
1
1220
1=
−=d horas = 7,5 minutos

3 9 9 d e 4 1 5
Tiempo medio de espera antes de ser pintado:
5,45,7.20
12==
=
f
f
d
ddµλ
Numero medio de muebles en espera, los que están por
ser pintados no se incluyen:
9,05,1.20
12
.
==
=
fd
nnµλ
Porcentaje de t iempo durante e l cual la sala de p intura no
funciona:
%404,020
121
1
0
0
==−=
−=
p
pµλ
Porcentaje de t iempo duarte e l cual no hay muebles en la
sala de pintura:
un i d a de s
u n i d a de s

4 0 0 d e 4 1 5
%4,1414,020
12
20
121
%2424,020
12
20
121
1
2
2
1
==
−
==
−
⋅
−=
P
P
P
n
n µλ
µλ

4 0 1 d e 4 1 5
4.3 SISTEMA DE CANAL MULTIPLE
En un si stema con var ios canales de servic io , la longi tud
de la f i la de espera y e l t iempo de espera en la cola son
reducidos. Cons ideremos que sólo ex is te una sola f i la .
Igualmente, en e l caso que exist ieran var ias f i las de
espera, a l d i r ig i rse los c l ientes hacia la co la más corta , el
s is tema se comporta como de una sola f i la de espera.
La probabi l idad que no haya n ingún e lemento en e l
s is tema es:
λ
µλ
µλ
µλ
µ >
−
+
=
∑−
=
paraN
NN
n
PN
nN
n1!
!
)/(
1
1
0
0
La probabi l idad que exis ten e lementos en la f i la es:
NparanPNN
P
NparanPn
P
n
mnn
n
n
>⋅
=
≤⋅
=
− 0
0
!
1
!
1
µλ
µλ
E l numero medio de e lementos en e l s is tema es:

4 0 2 d e 4 1 5
µλµλ
λµ
+⋅−
=−
+
02
1
]][)!1[(
)/(P
NNn
N
Para apl icar estas fórmulas cons ideremos:
Ejemplo
La tasa media de l legada de c l ientes a un banco es de 12
c l ientes por hora y un cajero puede atender 16 c l ientes
por hora.
E l d i rector del banco se plantea s i ser ía oportuno colocar
un segundo cajero mejorar e l serv ic io.
Es suf i c iente comparar e l número medio de c l ientes en e l
s is tema antes y después de la co locación del nuevo ca jero
para determinar la e f i cacia de la introducc ión de esta
var iante.
Según e l s i s tema actual es:
λ = 12
µ = 12
Numero de medio de c l ientes en e l banco,

4 0 3 d e 4 1 5
µλ
µλ
−=1
n
clientesn 316/121
16/12=
−=
S i se coloca otro cajero, e l s is tema contendrá 2 canales
de servic io .
Para calcular m, debemos antes determinar P 0 .
Según e l nuevo s istema propuesto.
λ = 12
µ = 16
N = 2
Probabi l idad que no haya ningún c l iente en e l banco.
−
+
=
∑−
=
NN
n
PN
nn
n
µλ
µλ
µλ
1!!
)/(
1
1
0
0
Reemplazando va lores resul ta:

4 0 4 d e 4 1 5
++⋅
=
2.16
12.12.1
16
12
16
12
1
11
1
1
12
1
0P
Numero medio de c l ientes en e l banco:
µλµλ
λµ
+⋅−
=−
+
02
1
]][)!1[(
)/(P
NNn
N
Remplazando de valores resul ta:
n = 0,87 c l ientes
Observamos que con la incorporac ión de un nuevo cajero
se reduce e l número de c l ientes en e l banco de 3 a 0,87.
Para decidi r la co locación de un nuevo cajero se deberá
est imar e l costo de la atención de c l ientes por hora en las
dos soluciones, es deci r , con 3 y 0,87 y e fectuar la
d i ferenc ia. Si e l costo horario del nuevo cajero e inferior
a esta di ferencia convendrá colocar lo .
4.4 LÍMITE DE LA LINEA DE ESPERA
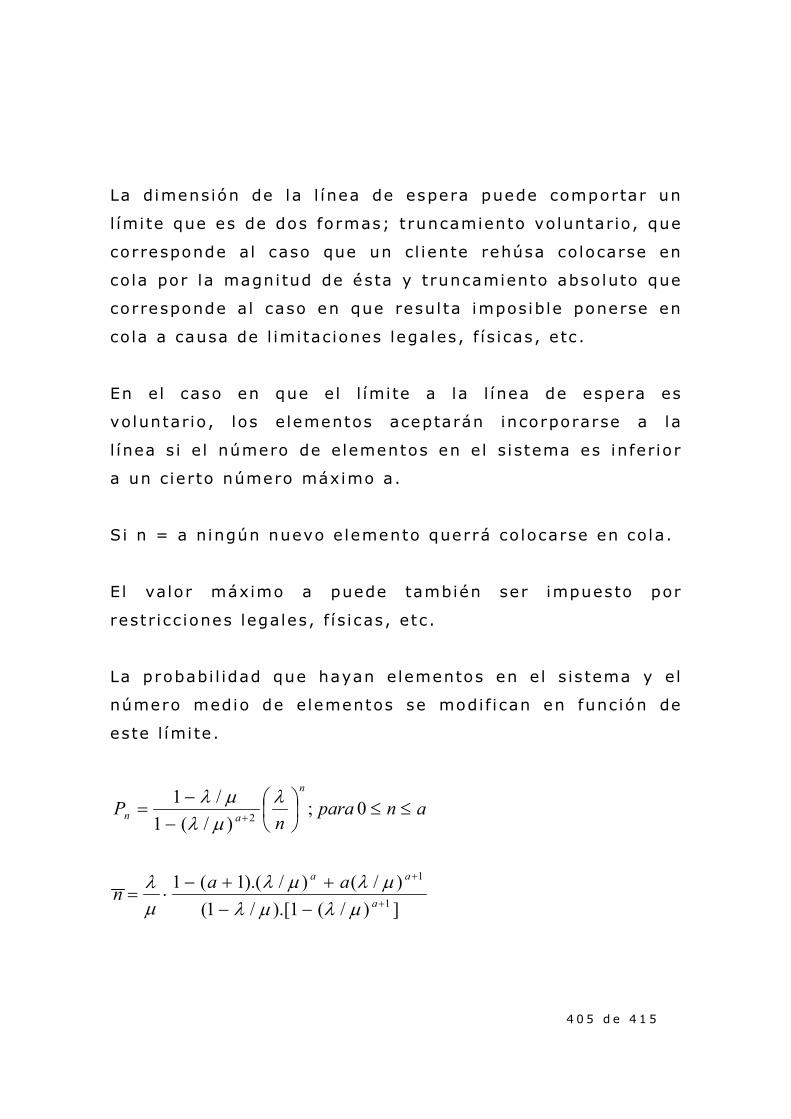
4 0 5 d e 4 1 5
La dimensión de la l ínea de espera puede comportar un
l ími te que es de dos formas; t runcamiento voluntar io, que
corresponde al caso que un c l iente rehúsa colocarse en
cola por la magni tud de ésta y truncamiento absoluto que
corresponde al caso en que resul ta imposible ponerse en
cola a causa de l imi taciones lega les, f ís icas, etc .
En e l caso en que e l l ímite a la l ínea de espera es
voluntario , los e lementos aceptarán incorporarse a la
l ínea s i e l número de e lementos en e l s i stema es inferior
a un c ierto número máximo a.
S i n = a ningún nuevo e lemento querrá colocarse en cola.
E l valor máximo a puede también ser impuesto por
restricc iones legales, f í s icas, etc.
La probabi l idad que hayan e lementos en e l s is tema y e l
número medio de e lementos se modi f i can en func ión de
este l ími te .
])/(1).[/1(
)/()/).(1(1
0;)/(1
/1
1
1
2
+
+
+
−−
++−⋅=
≤≤
−
−=
a
aa
n
an
aan
anparan
P
µλµλµλµλ
µλ
λµλµλ

4 0 6 d e 4 1 5
Consideremos e l s iguiente e jemplo.
Un mecánico reemplaza los s i lenciadores a los coches con
una tasa media de 9 por hora. E l número de coches que
l legan por hora es de 6. Sin embargo, e l ta l ler puede
a lbergar sólo dos coches a la vez. ¿Cuál es la media de
coches en e l ta l ler, e l t iempo perdido por e l mecánico y e l
porcentaje de pérdida de negoc io del mecánico?.
En este caso, tenemos:
λ=6
µ=9
a=2
Media de coches en e l ta l ler:
cochesn
aan
a
aa
737,0])9/6(1).[9/61(
)9/6.(2)9/6).(12(1
9
6
])/(1).[/1(
)/.()/).(1(1
12
122
1
1
=−−
++−⋅=
−−
++−⋅=
+
+
+
+
µλµλµλµλ
µλ
Probabi l idad que haya n coches en e l ta l ler

4 0 7 d e 4 1 5
1210,0316,0474,0
210,09
6.
)9/6(1
)9/6(1
316,09
6.
)9/6(1
)9/6(1
474,09
6.
)9/6(1
)9/6(1
0.)/(1
/1
10
2
32
1
31
0
30
1
=++=++
=
−
−
=
−
−=
=
−
−=
≤≤
−
−=
+
n
an
PPP
P
P
P
anparaPµλ
µλµλ
Cuando n =a =2 no entran más c l ientes en e l ta l ler , es e l
caso de l 21% del t iempo.
Así , con 21 o/o del t iempo se pierden c l ientes.
La tasa e fect iva de l legadas debido al truncamiento
resul ta
474,0)210,01.(6
],1.[ 2
=−
− oseaPλ
en lugar de a tasa verdadera de l legada: 6
En muchas s i tuac iones l lega e l c l iente cuando e l lugar de
servic io esta ocupado y ningún e lemento, f í s icamente,
puede entrar en e l s i s tema. Nos encontramos en e l caso
de t runcamiento absoluto, debiendo e l numero de

4 0 8 d e 4 1 5
elementos n en e l s is tema ser inferior a l numero de
canales N; 0 ≤ n ≤ N.
En e l caso de las habi taciones de un hote l , de os lugares
de un parking, etc.
E l comportamiento de las l íneas de espera ahora estará de
r i to por las fórmulas:
!
)/(
!
)/(
0 n
nPnN
n
n µλ
µλ
∑=
=
∑
∑
=
−
=⋅=N
n
N
n
n
nn
0
1
0
)/1(
!
)/(
µ
µλ
µλ

4 0 9 d e 4 1 5
RESUMEN
Los cambios en las pres iones compet i t ivas en la
administ ración de inventarios serán e l resul tado de la
ident i f i cación y la capi ta l i zación de oportunidades para
manejar la cadena de suminis tros como una sola entidad.
En la act iv idad de la empresa se está expuesto a mitos
sobre inventar ios, a lgunos nuevos, otros ant iguo como los
negocios .
Uno de los aspectos mas importantes en la estructuración
logíst i ca de l s ingular mercado europeo es e l contro l de
los inventar ios en la cadena total de suminist ros. El
rompimiento de las fronteras de la segmentación nacional
dará por resul tados de la un uso mas l igero y f lexible de
los inventarios .
Como es usual , no hay una solución fác i l , no hay una
soluc ión fáci l para e l problema de organizar la
central ización de inventar ios y se deben cons iderar
a lgunos aspectos práct i cos ta les como: donde, como,
porque y porque no, y f inalmente, a niveles de servic io
debe mantenerse un inventario central .

4 1 0 d e 4 1 5
En re lac ión con la administración de la cadena de
suminis tro abarca e l f lu jo tota l de mater ia les desde los
proveedores hasta los usuar ios f inales. La c lave de una
administ ración ef i c iente es planear y contro lar los
inventarios y las activ idades como una ent idad integrada.
Un paso f inal en la integrac ión de una cadena de
suminis tro es desarro l la r y poner en practi ca las pol í t icas
necesarias , las re laciones de organización, los s is temas
y los contro les para administrar la como un todo.
Los obstáculos para apl i car e l enfoque de la cadena de
suminis tro son los s i stemas de administración tradic ional ,
de organización, legales y no integrados.
Tradic ionalmente, las cadenas de suminis tro surg idas , de
la neces idad han sido administ radas y contro ladas por
funciones.
Los métodos de previs ión de la demanda pueden ser de
carácter objetivo, subjetivo o una combinac ión de ambos.
Los métodos objet ivos son de naturaleza estadíst ica y
matemático. La previs ión subjet iva se basa en la
apl i cac ión de la exper iencia y e l ju i c io .
Existen tres t ipos de demanda: Constante, con tendencia,
estacionar ia. La mejor est imación de las demandas
futuras consist i rá, entonces, en tomar la media y luego
adic ionar le un margen de errores cuando la tasa de
4 1 1 d e 4 1 5
demanda var ia en forma permanente, se t rata de una
demanda con tendencia.
Con e l establecimiento de las previs iones se t iene:
previs ión de la demanda de t ipo constante, atenuación
exponencia l , prev is ión de la demanda con tendencia y
previs ión de una demanda estac ionar ia.
Debido al crecimiento de los inte rcambios internacionales,
la concentración de la producción y la distr ibución
geográf ica de los mercados, los t ransportes desempeñan
en la vida de la empresa un ro l muy importante.
Los pr inc ipales medios de t ransporte son: por carrete ra,
ferrocarr i l , f luvia l , marí t imo, aéreo.
De acuerdo a la naturaleza de las mercancías , la
importanc ia tota l del t raf i co sobre cada enlace y la
magni tud de la expedic ión, in f luyen en e lección del medio
de t rasporte , la d ist r ibuc ión geográf i ca de los t ráf i cos y
sus f luctuaciones en e l t iempo condic ionan e l método de
explotación.
Los transportes de mercaderías t ienen por objeto
sat i sfacer, con c ierta demora, demandas geográf i cas
d ist intas, de los de donde los productos estan
d isponibles. Estos puntos l lamados fuentes, pueden ser
proveedores, fabr i cantes y almacenes.

4 1 2 d e 4 1 5
Para cumpl i r con la etapa en la que se debe sat is facer la
demanda de los c l ientes con e l stocks correspondiente se
d ispone de tres métodos:
- Método del costo mínimo
- Método de la esquina noroeste
- Método aproximado de vogel
Con interés las empresas nac ionales dedicadas a la
industria de la logís t i ca , e l t ransporte de carga, Aéreo,
marí t imo, terrestre y mult imodal se prepara para afrontar
la entrada en r igor del t ratado de l ibre comercio , próximo
a suscrib i r entre Colombia y Estados Unidos.
Este reto es asumido por las empresas como una
oportunidad nueva de trabajo que abr i rá s in lugar a dudas
los compuestos del comercio internacional br indado a su
paso nuevos negocios y oportunidades de desarro l lo
económico.
DAL of rece a sus c l ientes e l t ransporte de carga
internac ional y nacional , centros logíst i cos en las
pr incipales c iudades del país, donde se manejan
inventarios de repuestos, productos terminados cr í t icos y
hacer operaciones t ipo “Ki t t ing” o “Label l ing”; y las
instalaciones de la zona franca de Bogotá.

4 1 3 d e 4 1 5
Las empresas colombianas cuentan con un grupo de
asesores comerc ia les que posee los conoc imientos de
logíst i ca para asesorar en la d isminución de costos de
las cadenas de abastec imiento de abastecimiento de los
c l ientes.
Se entiende por l ínea de espera un fenómeno de las mas
general i zadas en nuestras soc iedad y se encuentra en:
los t ransporte , en los procesos industr ias, e tc.

4 1 4 d e 4 1 5
AUTOEVALUACION
CUESTIONARIO
1. Haga una breve descripc ión de los mi tos y real idades
de los inventarios.
2. Teniendo en cuenta los temas, t rabajos, construye un
estudio de casa.
3. Especi f ique los t ipos de demanda ,
y
4. Cuales son los parámetros ut i l i zados en la e lección del
medio de transporte .
5. Cuales son los pr incipales medios de transporte .
6. Cuales son las caracter íst icas de l ínea de espera.
8. Cuando se or ig ina un s istema de canal único.

4 1 5 d e 4 1 5
BIBLIOGRAFIA
• MARTIN CHRISTOPHER. Logís t i ca Aspectos Estratégico.
Ed Limosa S.A. Grupo Noriega Edi tores 2000
• EDUARDO A. ARBONES MALISANI; Logist i ca Empresar ia l
ed. Al fa Omega S.A. 1999
• Revis ta Portafo l io
• Registrada Bibl iograf i í ta de las unidades 1 y 2.

UNIVERSIDAD NACIONAL ABIERTA Y A
DISTANCIA UNAD
ESCUELA DE CIENCIAS ADMINISTRATIVAS,
CONTABLES, ECONOMICAS Y DE NEGOCIOS
GUÍA DIDÁCTICA PARA EL CURSO
LOGÍSTICA COMERCIAL
DIRECTOR DE CURSO MELBA VILLERO PALLARES
VALLEDUPAR – COLOMBIA
2005

2
CURSO ACADÉMICO
LOGÍSTICA COMERCIAL
ÁREA DE FORMACIÓN DISCIPLINAR
CURSOS BÁSICOS COMUNES
CICLO DE FORMACIÓN: TECNOLÓGICO
DOCENTE: MELBA VILLERO PALLARES
MODALIDAD: EDUCACIÓN A DISTANCIA

3
COMITÉ DIRECTIVO
JAIME ALBERTO LEAL AFANADOR Rector GLORIA C. HERRERA SANCHEZ Vicerrector Académico ROBERTO SALAZAR RAMOS Vicerrector de Medios y Mediaciones pedagógicas MARIBEL CÓRDOBA GUERRERO Secretaria General LEONARDO URREGO Director de Planeación EDGAR GUILLERMO RODRÍGUEZ D. Escuela de Ciencias Administrativas, Contables, Económicas y de Negocios
GUIA CURSO ACADÉMICO
LOGISTICA COMERCIAL
La edic ión de esta guía estuvo a cargo de la Escuela de C ienc ias Admin istrat ivas,
Contables, Económicas y de Negoc ios de la Univers idad Nac iona l Ab ierta y a Distanc ia -
UNAD.
Derechos reservados:
©2005, Un ivers idad Nac ional Abierta y a Distanc ia - UNAD
Centro Nac iona l de Medios para e l Aprendizaje, Bogotá D.C.
Tel (57)1-344-3700
ISBN

4
1. FICHA TÉCNICA
NOMBRE DEL CURSO Logística Comercial
PALABRAS CLAVES Logística comercial productos, división de la logística, clasificación de los materiales, proceso logístico.
INSTITUCIÓN Universidad Nacional Abierta y a Distancia “UNAD”.
CIUDAD Bogotá-Colombia.
AUTOR PROTOCOLO ACADÉMICO MELBA VILLERO PALLARES.
AÑO 2005.
UNIDAD ACADÉMICA Facultad de Ciencias.
CAMPO DE FORMACIÓN Básico específico.
AREA DEL CONOCIMIENTO Económico administrativa.
CRÉDITOS ACADÉMICOS Tres (3) correspondientes a 144 horas de trabajo académico, 96 horas promedio de estudio independiente y 48 horas promedio de acompañamiento tutorial.
TIPO DE CURSO Metodológico.
DESTINATATIO Estudiantes del ciclo tecnológico del programa de Administración de Empresas de los diferentes programas de la UNAD y de otras instituciones.
COMPETENCIAS GENERALES
APRENDIZAJE
El estudiante tiene la capacidad de realizar proceso y planes logísticos, manejo y movimiento de materiales de la logística comercial.
METODOLOGÍA DE OFERTA
A DISTANCIA
Formato de circulación documento impreso en papel con apoyo en CD- ROM, diskette y ambiente Webb.
DENOMINACIONES DE LAS
UNIDADES DIDACTICAS
1. Sistema logístico de la empresa. 2. Almacenes 3. Manutención

5
2. INTRODUCCIÓN
El curso académico logística Comercial busca la formación de un tecnólogo
competente por la influencia que en la administración de empresas y en todas las
actividades humanas tiene el desarrollo tecnológico. El curso contiene 3 créditos
académicos con ciento cuarenta y cuatro (144) horas de trabajo para el
estudiante.
El propósito del curso es la formación de tecnólogos con capacidad para diseñar
el sistema logístico de la empresa, conocer los diferentes tipos de almacenes,
movimientos y manejo de los materiales.
Para lograr este propósito el estudiante debe de cumplir sus horas de estudio
independiente, además llevar a cabo las fases de aprendizaje como son:
reconocimiento, profundización y transferencia.
El curso lleva inherente los componentes: estudio independiente (trabajo
personal), trabajo en pequeños grupos colaborativos de aprendizaje,
acompañamiento tutorial, tutoría individual, tutoría a pequeños grupos
colaborativos y tutoría en grupo de curso.
Las unidades didácticas del curso estarán organizadas así: CD-TOM, disquete
papel impreso, con acompañamiento de CD interactivo. Se requiere profundizar
en las temáticas del curso realizando consulta en Internet, revistas, visitas
empresariales etc.

6
El curso académico desarrollará en los estudiantes el espíritu crítico, creativo e
investigativo que le permiten indagar, cuestionar y crear nuevas opciones de
desarrollo personal y de su entorno local.

7
3. JUSTIFICACIÓN
La logística comercial se puede familiarizar con el campo del saber y de la
actividad humana, que desde tiempos remotos se vienen manifestando por medio
de las prácticas administrativas que hoy forman parte fundamental en las
organizaciones de toda índole.
El propósito del curso académico está fundamentado en la formación tecnológica,
en la que busca fomentar el espíritu creativo utilizando métodos técnicos propios
del tecnólogo de administración de empresas de la UNAD, a la vez que los aplica
en el reconocimiento y transformación de su entorno.
Aplicando la metodología y utilizando herramientas pedagógicas necesarias en las
unidades académicas, los estudiantes se convertirán en personas exitosas,
críticas, reflexivas y activas, buscando alternativas que la vida laboral les exija.
El curso académico está compuesto por componentes pedagógicos, didácticos y
temáticos que facilitan el desarrollo del aprendizaje. Aplicando el estudio
independiente, el acompañamiento tutorial y el trabajo colaborativo en pequeños
grupos.

8
4. INTENCIONALIDAD FORMATIVA
El curso académico Logística Comercial tiene fundamentos para formar al
estudiante al aprendizaje con integración de conocimientos, invitándolo a
apropiarse de una metodología, enmarcada en el aprendizaje autónomo, diálogo
de saberes con alto grado de responsabilidad, esto se logra si el alumno alcanza:
• Propósito del curso académico
- Conocer el sistema logístico y los flujos de materiales y productos
- Manejar la clasificación de los materiales y flujos de información y
comunicación en la logística.
- Diferenciar los diferentes tipos de almacenes.
- Formar tecnólogos con aptitudes para el manejo de la logística empresarial
- Aplicar las relaciones entre la logística y las otras funciones de al empresa.
• Objetivo general: generar en el estudiante competencias y habilidades, en el
ámbito de la logística comercial, teniendo en cuenta la conceptualización
básica, como en la elaboración de diagnósticos de la situación de la
organización que le permitan implementar correctivos y modificaciones en la
logística comercial.
• Objetivos específicos
- Elaborar el plan de almacenamiento acorde con las políticas de compra de
materiales.
- Identificar la importancia del manejo de los costos de almacenamiento.

9
- Diseñar las estrategias de la logística comercial en la empresa.
- Competencias a desarrollar: la integración estructural de una competencia de
aprendizaje y la topología del curso permite el diseño de estrategias
pedagógicas de aprendizaje, como el saber, el hacer, el contexto. El curso a
través del énfasis teórico, metodológico y recontextual desarrolla en el alumno
competencias cognitivas, investigativas de comprensión y evaluativas.
Metas: Al finalizar el curso el alumno estará en capacidad de:
• Diseñar plan logístico con políticas y problemas aplicables a nivel de la
pequeña y mediana empresa.
• Tomar decisiones basadas en estrategias comerciales bien definidas del
medio empresarial.
• Identificar el sistema logístico como elemento constitutivo de la logística
comercial en la empresa.

10
5. UNIDADES DIDÁCTICAS
1º. NIVEL Sistema logístico de la empresa.
2º NIVEL Temas
� El sistema logístico y los flujos de materiales y
� Productos.
� División de la logística.
� Factores esenciales del desarrollo de la logística.
� Plan logístico.
� Clasificación de los materiales.
� El escalonamiento.
� Proceso logístico.
� Distribución del proceso logístico.
� Distribución y organización de la logística.
� Relaciones entre la logística y las otras funciones
� de la empresa.
� Ubicación de la logística en la estructura de la
� Empresa.
� Flujos de información y comunicaciones en la
� logística.
� Ubicación de la logística en la estructura de la
� Empresa.
� Flujos de información y comunicaciones de la
� logística.
1. NIVEL Almacenes
2. NIVEL Temas
� Tipos de almacenes

11
� Almacenes industriales
� Almacenes de distribución
� Depósitos
� Edificio del almacén
� Almacenamiento
� Seguridad en el almacén
� El almacenamiento dentro de la logística
� Interrelaciones del almacenamiento
� Costos de almacenamiento
� Análisis de los costos de almacenamiento.
1. NIVEL Manutención
2. NIVEL Temas
o Manejo de movimiento de los materiales
o Determinación de las necesidades
o Sistemas de manutención transporte horizontal
o Transporte vertical
o Transporte mixto
o Hardling
o Mecanización y automoción
o Embalaje
o Paletas
o Cotenedores
o Equipos de manutención

12
MAPA CONCEPTUAL
y
LIGISTICA COMERCIAL
tiene que ver con
PLANIFICACION ORGANIZACION CONTROL
Facilitando el flujo de
MATERIALES PRODUCTOS
Para satisfacer
LA DEMANDA Al menor costo incluido
LOS FLUJOS DE INFORMACIÓN
CONTROL y

13
6 CONTEXTO TEORICO
� Nexos entre el curso académico logística comercial y formación
tecnológica; el curso es un constituyente del componente de la formación
disciplinaria de los programas de la Facultad de Ciencia Administrativas.
� Unidades conceptuales que se transmiten en la formación tecnológica
SISTEMA LOGÍSTICO DE LA EMPRESA
TEMAS: El sistema logístico y los flujos de materiales y productos
� División de la logística
� Factores esenciales del desarrollo de la logística
� Plan logístico
� Clasificación de los materiales
� El escalonamiento
� Proceso logístico
ALMACENES
TEMAS Tipos de almacenes
� Edificio del almacén
� Layout
� Almacenamiento
� Seguridad en el almacén
� Costos de almacenamiento

14
Son de acuerdo con la técnica utilizada encaminados a formar principios básicos
de convivencias y del saber, hacer.
- El material didáctico y las intencionalidades formativas: la función de
la guía didáctica es la de orientar el proceso de aprendizaje en tres
(3) momentos cruciales del alumno: los objetivos de formación, la
metodología del trabajo, las temáticas y las actividades del
aprendizaje autónomo, el trabajo en grupos y el trabajo tutorial en la
generación de procesos cognitivos, construyendo y desarrollando
competencias que le permitan un desempeño profesional en el
ámbito empresarial, cada vez más innovador y exigente.
- Problemática, basada en los elementos del saber, del hacer y el
contexto.

15
7. METODOLOGÍA GENERAL
El curso presenta una metodología basada en el aprendizaje autónomo, pero
distribuidas por fases a saber.
- Metodologías de las intencionalidades formativas: en ella se desarrollarán
competencias cognitivas, comunicativas y de lecto-escritura, a través de las
diferentes técnicas pedagógicas utilizadas en el proceso de aprendizaje como
ensayos, trabajo independiente, técnicas grupales, socialización de trabajos.
- La metodología del trabajo por sistema de créditos: el curso está diseñado
para que el alumno trabaje 144 horas académicas de la siguiente manera:
Noventa y seis (96) horas promedio de estudio independiente que realiza el
estudiante; es aquel tiempo que le dedica al curso de manera común, lectura
complementaria, investigación bibliográfica, profundización de conceptos.
El trabajo de los pequeños grupos colaborativos se articulan al curso como
aportes a los temas objetos de estudio y muchas veces se articulan como
complemento pedagógico.
El acompañamiento tutorial se dispone como aquellas asesorías que el
docente está obligado a presentársela a los alumnos de manera gratuita.
La tutoría es la unidad académica que posee el alumno para que el tutor
pueda dirigir el proceso de aprendizaje ya sea como medida de control o
como medida de información.

16
Las interactividades pedagógicas planteadas sirven para que el alumno
sociabilice con los demás y con el docente, como los trabajos en grupos, las
ponencias y las mediaciones técnicas. El estudiante obtendrá el material del
curso académico en papel impreso, CD-ROM o disquete, apoyado por las
cintas VHS, como material audiovisual. Como todo trabajo de
acompañamiento tutorial este curso contará con un espacio como grafo chat,
para las tutorías sincrónicas, presenciales cara a cara.

17
8. SISTEMA DE EVALUACIÓN
El sistema de evaluación, en cuanto a sus procedimientos e instrumentos es el
siguiente.
Utilización de diversos formatos para la socialización del desarrollo de las
actividades personales relacionadas con las fases de aprendizaje;
reconocimiento, profundización y transferencia en pequeños grupos
colaborativos y en grupo de curso con un valor del 60% distribuido así:
30% formatos para sistematización de carácter personal de procesos de
actualización cognitiva y metacognitiva.
15% formato para la sistematización de procesos de aprendizaje en pequeños
grupos colaborativos que agreguen valores a los trabajos procesales.
Utilización de métodos y técnicas de socialización de información en grupos
de cursos entendidos como la participación en la construcción de
comunidades académicas el 15%.
Diseño y aplicación de pruebas nacionales de resolución personal e
intransferible orientadas a la verificación de proceso de profundización y
transferencia de conceptos, teorías, procesos y procedimientos el 40%

18
9. GLOSARIO DE TÉRMINOS
Logística de planta: conjunto de los servicios que abastecen a los puestos
de trabajo de los factores necesarios para su funcionamiento.
Embalaje: conjunto de todas los elementos que envuelven, protegen y
presentan un producto.
Paletas: plataformas especiales, diseñadas para reagrupar diversas cargas
en unidad de volumen y peso lo más uniformes posible encontrándose en
ellos las cargas sujetas o unidas.
Layout: esquematización de la distribución planimétrica del almacén.
Almacenes industriales conjunto de almacenes de una industria para
almacenar las materias primas y los productos terminados.
Mecanización y automatizacón: consiste en la utilización de mecanismos o
instalaciones que reduzcan el empleo de mano de obra o que efectúen el
trabajo en mejores condiciones.
Handling: tienen como misión prioritaria el manejo de materiales sobre todo
en operaciones de carga, descarga y posicionamiento, siendo
complementadas muchas veces con operaciones de transporte.
Manutención: es el abastecimiento a los centros y puestos de trabajo de los
factores necesarios y comprende operaciones de almacenaje, transporte y
handling.

19
10 FUENTES DOCUMENTALES
- ARBONES MALISANI, Eduardo A. (1999). Logística Emrpesarial.,
Marcombo Boixareu Editores. 1999
- SERGE y MACQUIN, Anne (1992). Logística comercial, Ediciones
Díaz de Santos, S.A. 1992.
- W.W.W. Canal Logística.com
- W.W.W. Monografías com/ trabajos 15/logística/logística Shtm1

20
GUIA DE ACTIVIDADES
CURSO ACADÉMICO LOGÍSTICA COMERCIAL

21
1. LAS INTENCIONALIDADES FORMATIVAS
• Propósito del curso académico.
• Desarrollar una adecuada planeación de logística comercial para todo tipo de
empresa.
• Diferenciar y categorizar los factores que inciden en el proceso de la logística
de la empresa.
• Evaluar la importancia del plan de la logística comercial en la estructura
general de la empresa.
• Orientar los diferentes procesos de logística comercial y la aplicación de
herramientas que ofrece la logística en la empresa.
• Formar tecnólogos en gestión comercial y de negocio con una amplia visión
y actitudes para el cambio en la nueva propuesta empresarial del siglo XXI.
OBJETIVOS DEL CURSO ACADÉMICO
• General: generar en el estudiante competencias y habilidades en el
ámbito de la logística comercial, tanto en la conceptualización
básica, como en la elaboración de diagnósticos de la situación
específica de la organización en un momento determinado, que le
permitan implementar correctivos y modificaciones en los procesos
de logística de la empresa.

22
Específicos
� Elaborar la planeación de la logística de la empresa acorde con las
políticas de compras y suministros.
� Identificar la importancia de las compras y los suministros en la
logística comercial
� Diseñar las estrategias de logística comercial acorde con los
presupuestos.
• Competencias a desarrollar: la integración estructural de una competencia
de aprendizaje y la topología del curso permite el diseño de estrategias
pedagógicas de aprendizaje, como el saber, el hacer, en contexto, el curso a
través del énfasis teórico, metodológico y el recontextual desarrolla en el
alumno competencias cognitivas, investigativas, analíticas, comprensivas y
evaluativas.
• Metas: al finalizar el curso el alumno estará en capacidad de:
� Diseñar planes de logística comercial con políticas y problemas
aplicables a nivel de la pequeña y mediana empresa.
� Tomar decisiones basadas en estrategias de logística comercial bien
definidas en el contexto del medio empresarial colombiano.

23
� Identificar el plan de logística comercial como elemento constitutivo del
sistema de logística central de la empresa.
2. SITUACIONES DIDÁCTICAS DE RECONOCIMIENTO
PROFUNDIZACION Y DE TRANSFERENCIA
CAPITULO 1
� Sistema logístico de la empresa
Palabras claves
Proceso logístico
Plan logístico
División de la logística
Clasificación de los materiales de escalonamiento
Distribución del proceso logístico
Distribución y organización de la logística.
En esta unidad del curso académico logística comercial, se analiza la etapa de
aprendizaje conocida como la de reconocimiento, la observación directa de las
fuentes bibliográficas, como situaciones de entrada se tiene programado el
análisis de lecturas en forma individual como en el caso de:
Sistema logístico de la empresa
(capítulo uno (1) del curso)
Para llevar a cabo la lectura individual se puede realizar la lectura autorregulada,
aplicando el método Ipler, luego realiza la ficha resumen (ver anexo). La
comprobación de esta situación de entrada conocida como: Taller.

24
Metodología: se agrupan los estudiantes en pequeñas células no mayores de
cuatro (4) y se les pide expresar a través de un dibujo didáctico el tema. Las ideas
principales de la lectura del contenido del capítulo uno (1) del curso.
MATERIALES: Contenido del capítulo uno (1) láminas de block o de cartulina
cinta pegante.
EVALUACIÓN: Se utilizará el resumen para la sistematización de procesos
de aprendizaje en pequeños grupos colaborativos para
evaluar los valores agregados (análisis, reflexión y
comprensión) asignándole un porcentaje del 15%.
En el caso de las lecturas individuales se emplea el mapa
conceptual con un 10%. Esta evaluación corresponde al 25%
de la nota final.
TIEMPO: El capítulo uno (1) sistema logístico de la empresa tendrá una
duración de 48 horas, divididas así: 32 horas de estudio
independiente. 16 horas de acompañamiento tutorial,
incluyendo evaluación
CAPITULO 2: Almacenes

25
PALABRAS CLAVES: Tipos de almacenes
Almacenes industriales
Depósitos
Edificios del almacén
Seguridad en el almacén
Almacenamiento
Para el desarrollo del capítulo dos (2) se utilizaron la etapa de aprendizaje
conocida como la de profundización, desarrollando competencias cognitivas,
metalingüísticas, con la aplicación de acciones pedagógicas como análisis de
datos con la ayuda de la empresa didáctica. Para que el estudiante obtenga
destrezas en el tema de decisiones basados en estrategias logísticas y distribuir
funciones de acuerdo con el contenido del capítulo dos (2) almacenes.
Metodología: a cada función se le asigna un número de alumnos determinado,
para que puedan interactuar de acuerdo a las palabras claves del capítulo
Materiales: contenido del capítulo dos (2) un modelo empresarial (empresa-
didáctica).
Situaciones de logística difíciles block, lápiz, marcadores, etc.
Evaluación: utilización de métodos y técnicas de socialización de información en
grupos, para la construcción de comunidades, académicas o didácticas, con un
valor del 15% el acompañamiento tutorial será a través de una reseña del capítulo
dos (2).
Tiempo: la unidad dos: sistema logístico de la empresa, tendrá un tiempo de
trabajo de 48 horas divididas así:

26
32 horas de trabajo independiente
16 horas de acompañamiento tutorial incluyendo evaluación
CAPITULO 3. Manutención
Palabras claves:
Embalaje
Paletas
Contenedores
Equipos de manutención
Transporte vertical
Manejo y movimiento de los materiales
Handling
Determinación de las necesidades
Para el desarrollo de esta unidad se utiliza la fase de aprendizaje conocida como
la de transferencia, en la cual se desarrollarán competencias comunicativas,
cognitivas, metacognitivas, a través del análisis, la comprobación y la
comparación. En esta fase el estudiante podrá identificar, diseñar y elaborar
planes de logística dentro de su entorno, con la ayuda del saber, el hacer y la
recontextualización desarrolladas en las competencias investigativas, analíticas,
comprensivas y evaluativas alcanzadas en el proceso de aprendizaje.
En esta unidad de trabajo la ayuda pedagógica, conocida como el seminario,
donde cada grupo colaborativo preparará el contenido del capítulo y desarrollarán
talleres planteados en el seminario. (ver anexos).

27
Metodología: cada grupo desarrollará un taller de acuerdo con el contenido en el
capítulo tres (3) y la socialización de los temas y el ejercicio pedagógico conocido
como el Seminario.
Materiales: contenido del capítulo tres (3)
Disposiciones del taller
Block, lápiz, marcadores, etc.
Evaluación: Se aplicará una prueba escrita de resolución personal e intransferible
orientada a la verificación de los procesos de profundización y transferencia de
conceptos teorías y procedimiento, y un valor del 40% de la nota del curso.
El acompañamiento tutorial será a través de un informe final, que puede ser:
portafolio, trabajos escritos, memorias, ensayos, etc.
3. SISTEMA DE INTERACTIVIDAD
Fase de reconocimiento
Actividad: Individual (Mapa conceptual)
Interactividad: Pequeños grupos (resumen)
Evaluación: Autoevaluación, coevaluación
Tutoría: Tutorial, cara a cara
Seguimiento: Portafolio tutorial

28
Fase de profundización
Actividad: Individual (reseña bibliográfica)
Interactividad: Pequeños grupos (resumen)
Evaluación: Heteroevaluación
Tutoría: Cara a cara
Seguimiento: Portafolio tutorial
Fase de transferencia
Actividad: Individual (Informe final)
Interactividad: Pequeños grupos (taller)
Evaluación: Resolución personal de verificación de los procesos de
transferencia.
Tutoría: Cara a cara
Seguimiento: Portafolio tutorial
TEMÁTICA A TRABAJAR CADA SEMANA
CURSO: LOGÍSTICA COMERCIAL
A continuación se presenta la metodología a implementar cada semana para que
el alumno y el tutor puedan comprender el contenido del curso.
PRIMERA SEMANA
Contiene la inducción y la presentación del contenido del curso, se recomiendan
las siguientes acciones:

29
- Reconocimiento del material didáctico
• Presentación del protocolo del curso logístico comercial
• Explicación de la guía de actividades
- Conformación de los grupos colaborativos
- Acuerdo de los encuentros tutoriales y sus respectivas fechas
- Asignación de actividades académicas
TIEMPO: 5 HORAS
SEGUNDA SEMANA
Se programa la etapa de aprendizaje conocida como la etapa de reconocimiento.
Se plantean las siguientes actividades:

30
OBSERVACIÓN DIRECTA DE LAS FUENTES BIBLIOGRÁFICAS:
* Lectura autorregulada (actividad individual)
Contenido capítulo uno (1): sistema logístico de la empresa.
El alumno debe utilizar el método Ipler, para realizar esta actividad, la cual dará
lugar para que éste pueda realizar la ficha de resumen (ver capítulo uno (1).
Contenido-situaciones didácticas, guía de actividades y anexos).
TIEMPO: 5 HORAS
TERCERA SEMANA
El alumno y el tutor en esta sección desarrollarán la actividad de entrada un taller,
el cual se ejecutará con los grupos colaborativos.
Las temáticas a trabajar son:
- Proceso logístico
- Plan logístico
- División de la logística
- Clasificación de los materiales
- Distribución del proceso logístico
- Distribución y organización de la logística
TIEMPO: 5 HORAS

31
CUARTA SEMANA
El alumno debe presentar los valores agregados a través de un mapa conceptual
en forma individual, sobre las temáticas de un taller asignado a su grupo.
Como actividad grupal deben presentar un resumen sobre la temática asignada
del taller.
El tutor debe recepcionar estos productos para poder evaluar el proceso de
aprendizaje y darle un valor del 30% de la nota final.
TIEMPO: 5 HORAS
QUINTA SEMANA
ENCUENTRO TUTORIAL
El tutor a través de una actividad didáctica conocida como la galería, les pide
expresar el tema y las ideas principales de la temática estudiada y trabaja para
poder planear la sección de tutoría.
Con esta actividad el tutor detectará las falencias, dudas que los alumnos
presenten de lo que hemos estudiado.
TIEMPO: 5 HORAS
32
SEXTA SEMANA:
SECCION DE TUTORÍAS
El tutor en esta semana dedica las horas de trabajo académico a desarrollar
tutorías ya sean grupal o individual. Este trabajo le sirve para actualizar los
portafolios tutoriales, y los informes de cada alumno, para controlar las 16 horas
de trabajo independiente programadas para los alumnos.
TIEMPO: 7 HORAS
SÉPTIMA SEMANA
En esta semana se inicia la segunda etapa del proceso de aprendizaje llamada
etapa de profundización. Se recomienda ejecutar las siguientes acciones
pedagógicas.
-Explicar el juego didáctico, conocido como la empresa didáctica a cada grupo
colaborativo se le asigna una función empresarial de acuerdo con las palabras
claves.
• Proceso logístico
• Plan logístico
• División de la logística
• Clasificación de los materiales
• El escalonamiento
• Distribución del proceso logístico

33
Luego podrán socializar este juego a través de cualquier actividad pedagógica
(ensayo, informe, resumen).
TIEMPO: 5 HORAS
OCTAVA SEMANA
El tutor le pedirá a cada grupo colaborativo una reseña bibliográfica sobre los
temas socializados en la empresa didáctica. (ver capítulo dos (2) de la guía de
actividad).
TIEMPO: 5 HORAS
NOVENA SEMANA
Para comprobar si los alumnos han podido desarrollar competencias cognitivas y
metalingüísticas y destrezas en la toma de decisiones basadas en estrategias
comerciales, en la distribución de funciones, el tutor podrá realizar.
• Diagnósticos de la logística
• Técnica de clasificación de los materiales
• Implementar proceso logístico
• Realizar clasificación de los materiales
En la empresa didáctica, con los grupos colaborativos, de esta manera poder
afianzar las interactividades propias de la etapa de profundización.
TIEMPO 5 HORAS

34
DÉCIMA SEMANA
ENCUENTRO TUTORIAL
A través de un taller el tutor podrá detectar si el alumno ha comprendido las
temáticas trabajadas en la empresa didáctica y poder determinar que items de
cada temática necesita profundizar, aclarar o explicar.
TIEMPO: 5 HORAS
DÉCIMA PRIMERA SEMANA
SECCIÓN DE TUTORÍA
El tutor en esta semana trabajará con los alumnos tutorías ya sean grupales o
individuales. En esta sección el tutor comprobará el tiempo asignado para trabajo
independiente 16 horas, (Semana, séptima, octava y décima) y actualizará el
portafolio tutorial
TIEMPO: 7 HORAS
DÉCIMA SEGUNDA SEMANA
El alumno entregará al tutor la reseña bibliográfica para poder evaluar la etapa de
profundización y tendrá un valor porcentual del 30% de la nota final.
TIEMPO: 5 HORAS
35
DÉCIMA TERCERA SEMANA
Con esta sección se inicia la etapa del aprendizaje conocida como la etapa de
transferencia.
El tutor conducirá al alumno al saber - hacer y a la recontextualización de las
temáticas del curso.
Se platea la realización de la técnica pedagógica conocida como el seminario.
A cada grupo colaborativo se le asignará una temática del capítulo tres (3) de la
guía de actividades – Manutención.
• Manejo y movimiento de los materiales
• Transporte vertical
• Paletas
• Embalaje
• Contenedores
• Equipos de manutención
• Transporte mixto
• Transporte vertical
• Handling
• Determinación de las necesidades
• Mecanización y automoción
Y realizará un taller de carácter investigativo sobre la temática asignada.
TIEMPO: 5 HORAS

36
DECIMA CUARTA Y DECIMA QUINTA SEMANA
Para poder socializar los talleres investigativos se plantea la ejecución del
seminario de cada temática.
El tutor organizará por temática esta actividad y ella podrá verificar las
competencias comunicativas, cognitivas y metalingüísticas.
TIEMPO: 10 HORAS
DÉCIMA SEXTA SEMANA
En esta semana el tutor podrá plantear actividades ya sean grupales o individuales
donde el alumno diseñe y elabore los planes logísticos de la empresa didáctica
dentro de su entorno social y situacional.
TIEMPO: 5 HORAS
DÉCIMA SÉPTIMA SEMANA
ENCUENTRO TUTORIAL
En esta semana el tutor podrá realizar actividades de refuerzos para aclarar dudas
y profundizar las temáticas objeto de estudio (actividad libre ya sea de carácter
grupal o individual).
También el tutor podrá verificar las 16 horas de trabajo independiente por parte del
alumno, actualizando el portafolio tutorial.
TIEMPO: 5 HORAS

37
DÉCIMA OCTAVA SEMANA
El tutor recibirá un informe final por parte del alumno, ya sea a través de un
portafolio, trabajo escrito, memorias o ensayos. Y aplicará la prueba escrita de
carácter nacional de resolución personal e intransferible donde se verifiquen los
proceso de profundización y transferencia de conceptos, de teorías y de
procedimientos con un valor del 40% de la nota del curso.
TIEMPO: 7 HORAS

38
ANEXOS

39
LECTURA AUTORREGULADA
Se logra una lectura autorregulada cuando, el lector está motivado para emplear
los conocimientos y de este modo tomar el control de su propio aprendizaje.
EL MÉTODO IPLER
En 1940 Robinsón elaboró el método Iple que en 1984 fue señalado por Jhons y
Mc Nema como un método para obtener un buen rendimiento académico.
El método comprende tres momentos
Antes de leer Inspeccionar
Preguntar y predecir
Durante la lectura Leer y valorar
Expresar
Después de la lectura Revisar y consolidar

40
Inspeccionar: consiste en dar una mirada rápida al capítulo que se va a estudiar
para obtener una información general.
� Lea los títulos y subtítulos del capítulo, determine las páginas que va a leer en
una hora por ejemplo: observe los encabezamientos de los dibujos,
diagramas y tablas.
� Lea el resumen, si lo hay, lea las preguntas si las hay.
� Explore rápidamente tratando de encontrar las palabras y oraciones claves.
� Lea las palabras principales en el glosario.
Preguntar y predecir: el objeto es despertar el interés por el tema de estudio y
poner en alerta la mente del lector, predecir o anticipar lo que le gustaría leer.
� Transformar los títulos y subtítulos en preguntas o leer el cuestionario que
trae la lectura.
� Utilizar las preguntas de cuando, cómo, para, quién, con qué.
� Invertir 2 minutos para cada hora de estudio.
LEER Y VALORAR: el propósito de la lectura es la máxima comprensión, la
lectura debe ser silenciosa, analítica, comprensiva, dinámica y dar respuesta a las
preguntas.
EXPRESAR: habilidad del individuo para construir nuevas relaciones, establecer
nexos, resaltar ciertos conceptos de acuerdo con la tarea que va a desarrollar.
Elaborar fichas de ideas, resumen y conceptualización.

41
FICHA DE RESUMEN
Estudio independiente
1. Área de estudio____________________________________________
2. Asignatura_________________________________________________
3. Semana No:_______________________________________________
4. tema de la semana:_________________________________________
5. tema de consulta o _________________________________________
Título de la lectura (Una idea por ficha_____________________________
6. Referencia completa:_______________________________________
7. Ideas tomadas elaboradas___________________________________
o resumen:_________________________________________________
__________________________________________________________
__________________________________________________________
8. Preguntas, observaciones ___________________________________
Comentarios________________________________________________
__________________________________________________________
__________________________________________________________

42
TRABAJO DE PEQUEÑO GRUPO COLABORATIVO
Cada pequeño grupo nombrará un coordinador que tendrá la siguiente función:
- Coordinar las actividades
- Informar a los miembros del grupo la fecha y hora para reunirse.
Los grupos pueden operar de manera sincrónica o presencial y de manera
asincrónica a través de grupo de discusión en Internet.
El pequeño grupo se reúne para socializar el trabajo individual, realizar
coevaluación, despejar dudas y compartir conocimientos.
Cada compañero debe hacer preguntas
Se realiza la coevaluación, se utiliza el mismo formato de autoevaluación
Se escoge un trabajo para entregar al tutor, la nota es para el grupo, el trabajo
debe ir acompañado de la autoevaluación, y coevaluación y el informe de grupo.
EL SEMINARIO
1. DEFINICIÓN Y CARACTERÍSTICAS
El seminario es una estrategia pedagógica colectiva dirigida fundamentalmente al
desarrollo del aprendizaje autónomo. Es estrategia pedagógica colectiva porque
permite aprender con otros en una dinámica de actividad conjunta.

43
Favorece el desarrollo del aprendizaje autónomo por cuanto en el se ejercitan las
habilidades de diagnóstico de necesidades de aprendizaje, aplicación de la
autodirección para explorar el conocimiento, transferencia de los aprendizajes y
comprobación por sí mismos de los logros alcanzados.
El seminario es definido como un grupo de aprendizaje activo, pues los
participantes no reciben la información ya elaborada por otro como en la clase,
sino que la buscan, la indagan por su propios medios en un clima de recíproca
colaboración.
El seminario en sus diferentes fases crea oportunidades para ejercitar el
aprendizaje cooperativo, el diálogo, la discusión, la reflexión, la crítica y autocrítica
y la búsqueda del consenso.
El estudiante asiste al seminario porque tiene unos problemas por resolver, porque
tiene unas necesidades de aprendizaje que cumplir y porque sabe que las
respuestas a las preguntas y la potenciación de sus necesidades solo es posible si
hay una motivación intrínseca que oriente su actividad.
El participante primero investiga o consulta, siendo él maestro de sí mismo, y
luego el tutor frente a su grupo cuando comunica los resultados de su
investigación o de su consulta.
EL MAPA CONCEPTUAL
Se define como la representación gráfica de relaciones significativas de un número
limitado de conceptos en forma de proposiciones que exterioriza un individuo. El
mapa conceptual es un medio o una técnica que sirve para varios propósitos.

44
Aprender nuevos conceptos, enriquecer y modificar conceptos preexistentes,
evaluar conocimientos, plantear o repasar un tema, etc.
PROCEDIMIENTO IMPLÍCITO PARA LA ELABORACIÓN
En primera instancia consulte las fichas que usted elaboró cuando realizó la
lectura autorregulada en segunda instancia consulte el texto.
Elementos fundamentales de un mapa conceptual.
1. Concepto
“Es una regularidad en los acontecimientos o en los objetos que se designan
mediante algún término” los conceptos hacen referencia a acontecimientos que
son cualquier cosa que sucede o puede provocarse y a objetos que son cualquier
cosa que existe y se puede observar.
Los conceptos de la perspectiva del individuo son imágenes mentales que
provocan en las personas las palabras o signos con los que expresamos
regularidades.
2. Proposición
Consta de dos o más términos conceptuales (conceptos) unidos por palabras
(palabras enlaces) para formar una unidad semántica. Es la unidad semántica
más pequeña que tiene valor de verdad, puesto que se afirma o niega algo de un
concepto; va más allá de su denominación.

45
3. Palabras enlaces
Son palabras que sirven para unir los conceptos y señalar el tipo de relación
existente entre ambos. Ej: en la frase El perro es un mamífero” los dos términos
conceptuales “perro y mamífero”, están enlazados con las palabras “es”.
Tenemos así una proposición con las que se puede formar un mapa conceptual.
4. Jerarquización
En los mapas conceptuales los conceptos están dispuestos por orden de
importancia o de inclusividad. Los conceptos más inclusivos ocupan los lugares
superiores de la estructura gráfica. Los ejemplos se sitúan en último lugar. En un
mapa conceptual solo aparece una vez el mismo concepto.
5. Selección
Los mapas constituyen una síntesis o resumen que contiene lo más importante o
significativo de un mensaje, tema o texto.
6. Impacto visual
Un buen mapa debe ser conciso y muestra las relaciones entre las ideas
principales de un modo simple y vistoso, aprovechando la notable capacidad
humana para la representación visual (Novak, p 106).
Para elaborar el mapa conceptual se sugiere el siguiente procedimiento:

46
1. Seleccionar y escribir los nombres de los conceptos fundamentales del
texto leído, esto es, los conceptos necesarios para comprender el
significado del tema objeto de estudio.
2. Agrupar y priorizar los conceptos anteriores teniendo en cuenta, en primer
lugar la afinidad o asociación que pueda existir entre ellos y en segundo
término, colocando en orden descendente a partir de los conceptos más
importantes, generales e incluyendo hasta llegar a los conceptos
específicos que opcionalmente terminan con un ejemplo.
3. Construir el mapa, estableciendo los niveles jerárquicos necesarios y
elaborando proposiciones en forma descendente y categorías en forma
horizontal. Los conceptos escritos en letra mayúscula se encierran por
rectángulo y óvalos y están unidos por líneas apoyadas por las palabras
enlaces escritas en letra mayúscula. Esta fase permite dejar de lado
algunos conceptos antes seleccionados pero al mismo tiempo escoger
aquellos que faltan para cerrar el mapa.
4. Establecer relaciones o proposiciones transversales, si existe, entre
diversas categorías o segmentos del mapa.
Ejemplo
De la lectura anterior (mapa conceptual) seleccione una o más secciones que
le llamen la atención, le despierten curiosidad o sean de su interés pero que al
mismo tiempo le permitan escoger y clasificar no más de 14 conceptos o ideas
y elabore el mapa conceptual.

47
a. Haga una lista de 14 conceptos (o términos) alrededor de los cuales gira el
escrito o sección del escrito que leyó.
b. Para clasificar, tome el concepto que a su juicio es el de mayor jerarquía o
amplitud, e identifique las características más sobresalientes del mismo, y
coloque a su alrededor todos los conceptos que manifiestan esa
característica en mayor o menor grado.
c. Si es necesario, asigne un nombre a este grupo de acuerdo con la
característica común.
d. Repita la operación anterior hasta clasificar todos los conceptos elegidos
a. Seleccionar los 14 conceptos
Mapa conceptual
Proposiciones
Palabras enlaces
Regularidades
Jerarquía
Representación
Inclusión
Impacto visual
Términos conceptuales
Acontecimientos
Objetos
Selección
Simplificación
Estructura

48
b. Clasificación del concepto de mayor jerarquía
Mapa conceptual Características Enriquece conceptos
Evalúa conocimientos
Organizador cognitivo
c. Clasificar los conceptos
Representación de conceptos
Impacto visual
Mapa conceptual Jerarquía
Inclusión
Simplificación
Selección
Palabras enlaces
Estructura de Proposición
Conceptos Regularidades
Objetos
Acontecimientos
Términos conceptuales
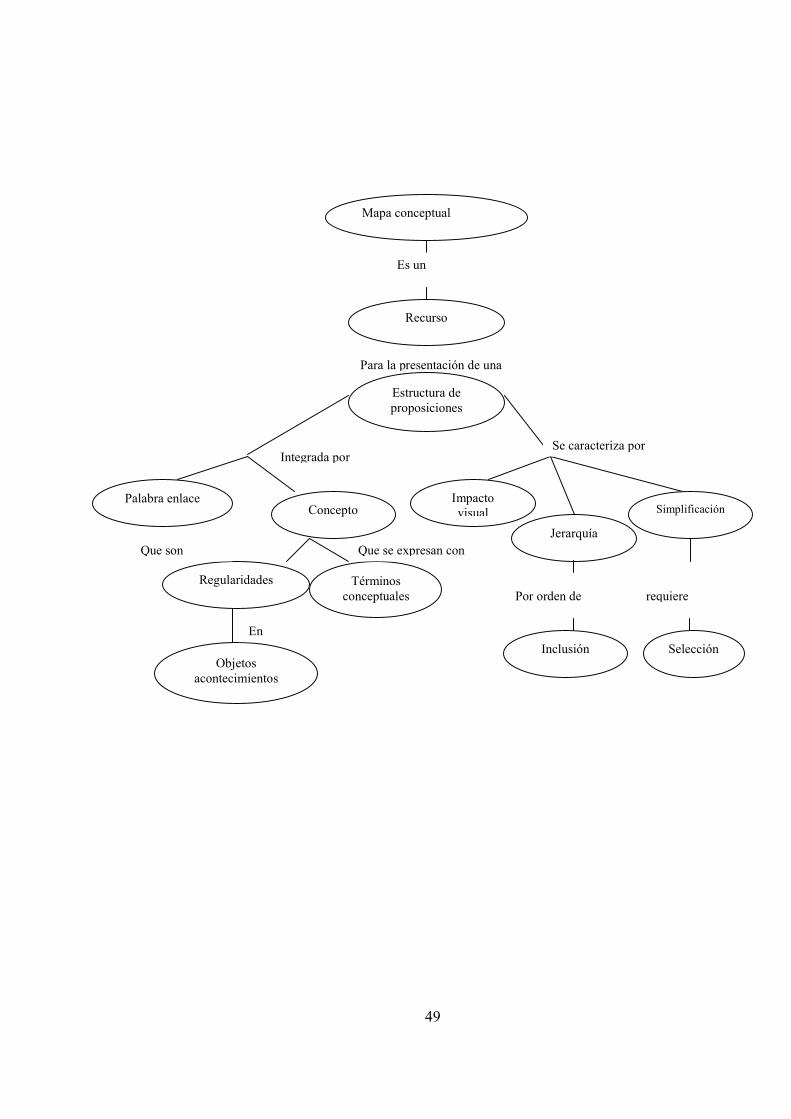
49
Mapa conceptual
Recurso
Estructura de
proposiciones
Palabra enlace Concepto
Impacto
visual
Jerarquía
Simplificación
Términos
conceptuales Regularidades
Objetos
acontecimientos
Inclusión Selección
Integrada por Se caracteriza por
Que son Que se expresan con
Por orden de requiere
En
Es un
Para la presentación de una

50
SISTEMA DE EVALUACIÓN
Realizar los formatos par a la autoevaluación
Los porcentajes son:
- Evaluación regional 60%
- Evaluación nacional 40%
Interfases (Porcentaje)
- Reconocimiento 10%
- Profundización 30%
- Transferencia 20%
Los trabajos pueden ser
- Impresos
- En disquete o CD
- Internet etc.
AUTOEVALUACIÓN
La autoevaluación es un proceso de tres fases, autorreflexión, autodiagnóstico y
autorregulación.

51
Instrucciones
Después de haber elaborado las actividades de la semana organice su portafolio y
evalúelo teniendo en cuenta estos tres aspectos mencionados.
Reflexión
Establezca las dificultades obstáculo que se presentaron en los aprendizajes de
los temas y en la construcción de los productos.
Diagnóstico
Establezca las causas por las que se presentaron estas dificultades.
Autorregulación
Elaborado el diagnóstico, elabore su propuesta de seguimiento, señalizando que
piensa cambiar y que va a mejorar durante la realización del siguiente proyecto.
Coevaluación
Se puede realizar en bienes o triadas.