veyance tpm cluster programme - welcome to tpm club...
TRANSCRIPT

Veyance
TPM Cluster Programme
Company Background
Veyance Technologies, Inc. has established its roots in 1898 when the
Goodyear Tire & Rubber Company made its first product – poker chips,
followed by bicycle and carriage tyres – with a grand total of 13 workers.
Today Veyance has 9000 + associates
In 2007, after more than a century-long ownership of Goodyear Rubber &
Tire Company, the division Goodyear Engineered Products was acquired by
the global private capital corporation Carlyle Group, becoming a new
company with a new name – Veyance Technologies.
The Goodyear brand remains the pillar of the company’s marketing efforts.
“We produce and supply hi-tech engineered products, which convey
material, fluids or power, with the goal of optimising product performance
for our Customers.”
“Veyance Technologies is our company’s legal name.
The business of our company is to exclusively manufacture and sell products
and services that are branded
Goodyear Engineered Products.”
Key Challenges Faced
No standards specification for cycle times of processes and change
overs. Production operates without any guidelines or standards in
place to guide deviations and identify waste within the processes.
Poor workplace organisation and visual management in place. No
shadow boards for tools and cleaning equipment.
No monitoring of 6 big losses
Machine speed variation due to quality concerns and ineffective use
of equipment to synchronise feeding rates.
Lengthy change overs due to transportation, ineffective equipment
used and methods
Goals
Implementation of Autonomous Maintenance, Focused Improvement, Quality
Maintenance and Planned Maintenance.
Improve work methods and standardising processes
Increase overall equipment effectiveness through eliminating the 6
big losses
Eliminating abnormalities leading to breakdowns and unnecessary
losses
“Being a Global company with local
support”, it is crytical that we are
able to differentiate ourselves from
our competitors. We have therefore
embarked on a lean journey so as to
enable us to holistically satisfy and
exceed our customers’ demands
through embracing “Continuous
improvement in everything that we
do”.
TPM is one of the cornerstones for
any true Lean Transformation and
was therefore a natural choice for
our manufacturing team to help us
achieve our YOY productivity goals.
Anthony Wensley
Plant Manager
Overview
Company: Veyance
Location: PO Box 37
Uitenhage - 6230
South Africa
Number of employees: 141
Core products & processes: Rubber
conveyers and V-belts
Programme period: 12 Months

Veyance
TPM Cluster Programme
Goals (continue)
Improving data capturing to be more reliable and sustaining visual
management
Developing operator skills
Involvement of all employees (shop floor to top management) to solve
problems and improve production
Reducing scrap rates
Improving productivity
Reducing breakdowns
Programme Journey
Veyance showed interest in the TPM programme in order to stay globally
competitive focusing on their people, quality and costs. The AIDC started the
programme implementation in April 2013. Anthony Wensley the TPM champion
identified the #6 Calendar as their model area as it is the heart beat of the
company.
A kick off meeting was held to inform all employees of the new TPM
programme. The staff from the model area along with the TPM team and
managers was trained on the initial Step, Step 0 and Step 1 of Autonomous
Maintenance (independent operator maintenance).
The model machine was analysed to eliminate unnecessary tools and identify
tools missing. The machine was then cleaned and inspected for any
abnormalities. These abnormalities were identified and logged for resolving.
Through addressing the abnormalities raised in the initial cleaning exercise the
machine breakdowns were reduced. The operators saw change in the
equipment and how the programme benefited them, this led to increased
employee involvement seen through the Kaizens done by the operators in
eliminating one of the big losses – scrapping of products due to over-
production.
Veyance has reaped the benefits of the TPM programme and has renewed
their contract with the AIDC to continue with the TPM phase 2 programme for
another 12 months starting April 2014 ending March 2015.
Figure 1 Initial cleaning of #6 Calendar main.
Operators identifying abnormalities on the
machine.
Figure 2 Sifting and sorting of equipment
Figure 3 Identifying sources of contamination
that leads to forced deterioration

BEFORE
Programme Master Plan
Ite
m
Objective Description Timeline 2013 & 2014
A M J J A S O N D J F M
1 TPM kick off. Selecting the model
area.
2 Production studies to identify 6 big
losses
3 Subproject 1: Implementation of
Step 0 & Step 1 of Autonomous
maintenance
4 Subproject 2: Step 2 of Autonomous
Maintenance
5 Subproject 3: Focused Improvement
through Kaizens
6 Subproject 4: Step 3 Autonomous
Maintenance
7 Project close out and handover
Ite
m
Objective Description Timeline 2014 & 2015
A M J J A S O N D J F M
1 Subproject 5: Step 4 Autonomous
Maintenance
2 Subproject 6: Planned Maintenance
Step 0 and 1
3 Subproject 7: Planned Maintenance
Step 2
4 Subproject 8: Planned Maintenance
Step 3
Before
After
Figure 4: Removing barrier to eliminate
motion loss. Before the operator had to
walk around the barrier to get to the
chucks for change overs
Figure 5: Implementation of visual boards
Veyance
TPM Cluster Programme
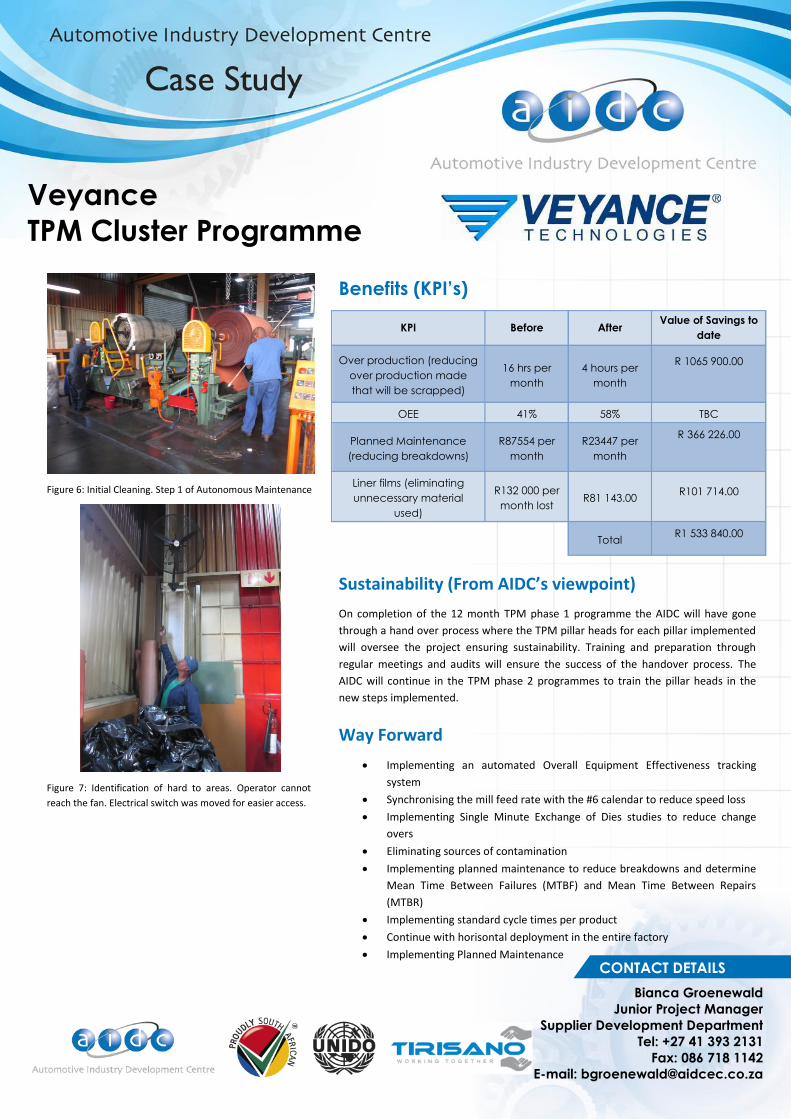
Benefits (KPI’s)
KPI Before After Value of Savings to
date
Over production (reducing
over production made
that will be scrapped)
16 hrs per
month
4 hours per
month
R 1065 900.00
OEE 41% 58% TBC
Planned Maintenance
(reducing breakdowns)
R87554 per
month
R23447 per
month
R 366 226.00
Liner films (eliminating
unnecessary material
used)
R132 000 per
month lost R81 143.00
R101 714.00
Total
R1 533 840.00
Sustainability (From AIDC’s viewpoint)
On completion of the 12 month TPM phase 1 programme the AIDC will have gone
through a hand over process where the TPM pillar heads for each pillar implemented
will oversee the project ensuring sustainability. Training and preparation through
regular meetings and audits will ensure the success of the handover process. The
AIDC will continue in the TPM phase 2 programmes to train the pillar heads in the
new steps implemented.
Way Forward
Implementing an automated Overall Equipment Effectiveness tracking
system
Synchronising the mill feed rate with the #6 calendar to reduce speed loss
Implementing Single Minute Exchange of Dies studies to reduce change
overs
Eliminating sources of contamination
Implementing planned maintenance to reduce breakdowns and determine
Mean Time Between Failures (MTBF) and Mean Time Between Repairs
(MTBR)
Implementing standard cycle times per product
Continue with horisontal deployment in the entire factory
Implementing Planned Maintenance
CONTACT DETAILS
Bianca Groenewald
Junior Project Manager
Supplier Development Department
Tel: +27 41 393 2131
Fax: 086 718 1142
E-mail: [email protected]
Figure 6: Initial Cleaning. Step 1 of Autonomous Maintenance
Figure 7: Identification of hard to areas. Operator cannot
reach the fan. Electrical switch was moved for easier access.
Veyance
TPM Cluster Programme