universidade federal de...
TRANSCRIPT

Março/2015
Prof. Dr. Nelson Medeiros de Lima Filho
Prof.ª Dr.ª Eliane Bezerra de Moraes Medeiros
Deyvid Victor de Morais Lopes
N° XXX
ACETILAÇÃO CATALÍTICA DE COMPOSTOS
POLIHIDROXILADOS (GLICERINA) COM OBTENÇÃO DE
ÉSTERES DE GLICEROL
DISSERTAÇÃO DE MESTRADO
Recife/PE
UNIVERSIDADE FEDERAL DE PERNAMBUCO
CENTRO DE TECNOLOGIA E GEOCIÊNCIAS
Programa de Pós-Graduação em Engenharia Química
PPEQ - Programa de Pós-Graduação
em Engenharia Química
Cidade Universitária- Recife – PE
CEP. 50640-901
Telefax: 0-xx-81- 21267289
Q
E
P
P

PROGRAMA UFPE/DEQ-PRH28-ANP/MCT
Engenharia do Processamento Químico do Petróleo, Gás Natural e
Biocombustíveis
Título da Especialização com Ênfase no Setor Petróleo e Gás:
Desenvolvimento de Processos Químicos do Petróleo, Gas Natural
e Biocombustíveis
ACETILAÇÃO CATALÍTICA DE COMPOSTOS
POLIHIDROXILADOS (GLICERINA) COM
OBTENÇÃO DE ÉSTERES DE GLICEROL
Deyvid Victor de Morais Lopes
DISSERTAÇÃO DE MESTRADO
Orientadores
Prof. Dr. Nelson Medeiros de Lima filho Prof.ª Dr.ª Eliane Bezerra Moraes Medeiros
MARÇO, 2015
AC
ETILAÇ
ÃO
CA
TALÍTIC
A D
E CO
MP
OSTO
S PO
LIHID
RO
XILA
DO
S (GLIC
ERIN
A) C
OM
OB
TENÇ
ÃO
DE ÉSTER
ES DE G
LICER
OL
DEYV
ID V
ICTO
R D
E MO
RA
IS LOP
ES
Recife
Março/2015

DEYVID VICTOR DE MORAIS LOPES
ACETILAÇÃO CATALÍTICA DE COMPOSTOS POLIHIDROXILADOS
(GLICERINA) COM OBTENÇÃO DE ÉSTERES DE GLICEROL
Dissertação de Mestrado apresentada ao
Programa de Pós-Graduação em Engenharia
Química da Universidade Federal de
Pernambuco, como requisito parcial à
obtenção do título de Mestre em Engenharia
Química.
Área de concentração: Processos catalíticos
Orientadores:
Prof. Dr. Nelson Medeiros de Lima filho
Prof.ª Dr.ª Eliane Bezerra Moraes Medeiros
Recife
Março/2015


DEYVID VICTOR DE MORAIS LOPES
ACETILAÇÃO CATALÍTICA DE COMPOSTOS
POLIHIDROXILADOS (GLICERINA) COM OBTENÇÃO DE
ÉSTERES DE GLICEROL
Linha de Pesquisa: Reatores Químicos e Catálise
Dissertação de Mestrado apresentada ao Programa de Pós-Graduação em Engenharia
Química da Universidade Federal de Pernambuco, defendida e aprovada em 25 de
março de 2015 pela banca examinadora constituída pelos seguintes membros:
________________________________________________
Prof. Dr. Nelson Medeiros de Lima Filho/DEQ-UFPE
________________________________________________
Profa. Dra. Eliane Bezerra de Moraes Medeiros/DEQ-UFPE
________________________________________________
Prof. Dr. Cesar Augusto Moraes de Abreu/DEQ-UFPE
________________________________________________
Prof. Dr. Sebastião José de Melo/Dept°.Antibióticos- UFPE

AGRADECIMENTOS
Agradeço a Deus, pois sem ele não teria chegado a lugar algum, por ser
um refúgio em dias difíceis, sem sua força provavelmente eu teria perdido
minha pequena cabeça.
Aos meus orientadores, Professor Nelson e Professora Eliane, pela
paciência, disposição em ajudar e pelo acompanhamento contínuo da
realização deste trabalho.
Aos meus pais Samuel e Leide, por todo apoio e compreensão, sei que
eles entendem o fato de eu ter passado tanto tempo distante da família.
Ao meu irmão Diego, que viu de perto meus aborrecimentos e em nada
se ausentou, disponibilizando todos os recursos possíveis.
Ao meu grande amigo Bruno, que tanto na parte técnica como em todas
as outras, me ajudou a realizar este trabalho, e continua me ajudando com
seus conselhos e sua amizade.
Aos amigos, Alceu, Raquel, Anailda, Camila, Victor, Thiago, Fernanda,
Andrea, Dani, Cícero, Chesque,Saulo e Marina por todo apoio.
À Agência Nacional do Petróleo, Gás Natural e Biocombustíveis – ANP e
à Financiadora de Estudos e Projetos – FINEP – por meio do Programa de
Recursos Humanos da ANP para o Setor de Petróleo e Gás – PRH-ANP/MCT,
em particular ao PRH 28, do Departamento de Engenharia Química, Centro de
Tecnologia e Geociências da UFPE, pelo apoio financeiro.
A todos que contribuíram para que a realização deste trabalho fosse
possível.

RESUMO
Como parte do estudo sistemático do processo de acetilação catalítica
do glicerol, visando à obtenção de produtos de interesse industrial, foram
realizadas reações homogêneas com o anidrido acético, na molécula do
glicerol em presença do catalisador acetato de sódio, solúveis no meio
reacional. Experimentos realizados a 107ºC, 117ºC e 127ºC em reator de
mistura (batelada) com refluxo sob pressão atmosférica, apresentaram
rendimentos de até 90% em acetatos para tempos de operação realizados
entre 30 e 150 minutos. Foi desenvolvida uma metodologia específica para o
monitoramento analítico da reação a partir da avaliação do gradiente de eluição
favorável a separação dos produtos, uma proporção de acetonitrila:água foi
utilizada para a análise por cromatografia liquida de alta eficiência com
detecção por índice de refração. Objetivando a quantificação do
comportamento cinético destes grupos de reações, foram realizadas
experiências com uma ativação prévia do anidrido acético em presença do
catalisador com a adição posterior do glicerol. Um modelo cinético com base
em mecanismo fenomenológico foi proposto no intuito da determinação da
ordem de grandeza das constantes cinéticas de reação, apresentando um bom
ajuste aos dados experimentais, com erro médio entre 3% a 4%.
PALAVRAS CHAVE: Acetilação catalítica. Homogênea. Glicerol. Monoacetina.
Diacetina. Triacetina.
ABSTRACT
As part of the systematic study of the catalytic glycerol, acetylation
process in order to obtain products of industrial interest, a homogeneous
reactions with acetic anhydride were carried out in the glycerol molecule in the
presence of sodium acetate catalyst, soluble in the reaction medium.
Experiments were performed at 107ºC, 127ºC and 117ºC in a stirred reactor
(batch) at reflux under atmospheric pressure, had income of up to 90% of
overheads for operating times performed between 30 and 150 minutes. A
specific method was developed for the analytical monitoring of the reaction,
from the evaluation of the favorable gradient elution to separate the products, a
ratio of acetonitrile: water was used for analysis by high performance liquid
chromatography with detection by refractive index. In order to quantify the
kinetics of these reactions groups, experiments were performed with prior
activation of acetic anhydride in the presence of the catalyst with the
subsequent addition of glycerol. Kinetic model based on phenomenological
mechanism was proposed with the intent of determining the magnitude of the
kinetic reaction constants, presenting a good fit to the experimental data, with
an average error of 3% to 4%.
KEYWORDS: Catalytic acetylation. Homogeneous. Glycerol. Monoacetin.
Diacetin. Triacetin.

LISTA DE FIGURAS
Figura 2.1 - Reação de transesterificação do biodiesel ................................... 15
Figura 2.2 - Fluxograma descritivo das etapas do processo de
transesterificação (PARENTE, 2003). .............................................................. 16
Figura 2.3 - Produção de biodiesel no mundo (AGOSTO, 2007) .................... 17
Figura 2.4 - As oleaginosas mais produzidas por região (BIODIESELBR, 2003).
......................................................................................................................... 19
Figura 2.5 - Evolução do biodiesel no Brasil (BIODIESELBR, 2003). ............. 20
Figura 2.6 – Estrutura molecular do glicerol. ................................................... 21
Fonte: Adaptado de Blieck (2005) e Knothe (2006). ........................................ 21
Figura 2.7 - Rota industrial de produção de glicerina a partir do propeno
(MOTA et al., 2009). ......................................................................................... 22
Figura 2.8 - Fluxograma do processo de pré-tratamento da glicerina (ABREU et
al., 2005). ......................................................................................................... 24
Figura 2.9 - Fluxograma do Processo de Adsorção em Batelada (ABREU et al.,
2005). ............................................................................................................... 25
Figura 2.10 - Produção global de glicerol e seus valores (QUISPE et al., 2013).
......................................................................................................................... 26
Figura 2.11- Variação no preço da glicerina (SOYBEAN, 2008). .................... 27
Figura 2.12 - Tendência de preços de glicerol (WOO, 2007). ......................... 27
Figura 2.13 - Produtos possíveis a partir do glicerol (CERON, 2010). ............ 28
Figura 2.14 - Eterificação do glicerol (SIVAIAH et al., 2013). .......................... 30
Figura 2.15 – Rotas de produção de derivados da reação de oxidação do
glicerol (BRAINER et al., 2014). ....................................................................... 31
Figura 2.16 - Hidrogenólise catalítica do glicerol. (MIYAZAWA et al., 2006) ... 32
Figura 2.17- Produtos da acetilação do glicerol com ácido acético (ZHOU et al.,
2012) ................................................................................................................ 33
Figura 3.1 - Reator batelada do tipo tanque agitado usado na acetilação
catalítica da glicerina ........................................................................................ 41
Figura 3.2 - Sistema de análise cromatográfica – CLAE, com detecção por
índice de refração - RI ...................................................................................... 44
Figura 4.1 - Acetilação do glicerol em meio acético. (HUANG et al., 2014). .... 47
Figura 4.2 – Evolução do procedimento reacional (a) antes – anidrido acético e
acetato de sódio; (b) depois – introdução do glicerol; c) após profunda agitação

a temperatura de ambiente; d) após reação de acetilação na alta conversão do
glicerol; e) mistura reacional; f) remoção do excesso de ácido acético. ........... 48
Figura 4.3 - Evolução da concentração do glicerol. Influência da temperatura
na acetilação homogênea do glicerol com anidrido acético em presença do
acetato de sódio como catalisador. Procedimento experimental-1. Condições
operacionais: razão molar [(CH3CO)2O]0/[GOH]0=3,25; m[NaAc]=0,75g; P=1atm;
V[(CH3CO)2O]=25mL. ............................................................................................ 49
Figura 4.4 - Evolução da seletividade e rendimento em monoacetina.
Procedimento experimental - 2. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL;
T=107ºC. .......................................................................................................... 52
Figura 4.5 - Evolução da seletividade e rendimento em diacetina.
Procedimento experimental - 2 Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL;
T=107ºC. .......................................................................................................... 52
Figura 4.6 - Evolução da seletividade e rendimento em triacetina.
Procedimento experimental - 2. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL;
T=107ºC. .......................................................................................................... 53
Figura 4.7 - Efeito da razão molar sobre conversão e a seletividade.
Procedimento experimental - 1.Condições operacionais: m[NaAc]=0,375g;
P=1atm; V[(CH3CO)2O]=25mL; T=107ºC; t=30 minutos. ....................................... 54
Figura 4.8 - Evolução da conversão e da seletividade. Procedimento
experimental - 1. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=3,25; m[NaAc]=0,75g; P=1atm; V[(CH3CO)2O]=25mL;
T=127ºC. .......................................................................................................... 55
Figura 4.9 - Conversão e seletividade em função da Carga de Catalisador.
Procedimento experimental-1. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC; t=30
minutos. ............................................................................................................ 56

LISTA DE TABELAS
Tabela 2.1 - Propriedades físico-químicas do glicerol na temperatura de 20°C
......................................................................................................................... 21
Tabela 2.2 – Usos da glicerina na indústria nacional ....................................... 23
Tabela 4.1 - Efeito da temperatura sobre a seletividade. Procedimento
experimental-1. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=3,25; m[NaAc]=0,75g; P=1atm; V[(CH3CO)2O]=25mL; t=150
min, procedimento experimental-1. .................................................................. 50
Tabela 4.2 - Efeito do procedimento experimental-2 na seletividade de mono, di
e triacetina. Condições operacionais: razão molar [(CH3CO)2O]0/[GOH]0=2,25;
m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC. ..................................... 51

LISTA DE ABREVIATURAS E SIGLAS
[Ac2O] - Concentração de Anidrido Acético no instante t
[Ac2O]0 - Anidrido Acético
[AcNa] – Concentração inicial de Acetato de Sódio
ANP - Agência Nacional de Petróleo, Gás Natural e biocombustíveis
CLAE - Cromatografia Líquida de Alta Eficiência
CNPE - Conselho Nacional de Política Energética
DAG - Diacetilglicerol
IUPAC - União Internacional de Química Pura
MAG - Monoacetilglicerol
Min – Minutos
Proálcool - Plano de Produção de Óleos Vegetais para Fins Carburantes
Pró-óleo - Plano de Produção de Óleos Vegetais para Fins Energéticos
RI - Índice de Refração
rpm- Rotações por minuto
SEBRAE- Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
T – Temperatura
TAG - Tri-acetilglicerol
V – Volume

SUMÁRIO
1. INTRODUÇÃO .......................................................................... 11
1.1. CONSIDERAÇÕES GERAIS.................................................... 11
1.2. OBJETIVOS .............................................................................. 12
1.2.1. Objetivo Geral ...................................................................... 12
1.2.2. Objetivos Específicos ......................................................... 12
2. REVISÃO BIBLIOGRÁFICA .................................................... 14
2.1. PRODUÇÃO DE BIODIESEL ................................................... 14
2.2. CENÁRIO MUNDIAL E BRASILEIRO ...................................... 17
2.3. GLICEROL ................................................................................ 20
2.3.1. Produção do Glicerol .......................................................... 22
2.3.2. Purificação do Glicerol ........................................................ 23
2.3.3. Mercado do Glicerol ............................................................ 25
2.3.4. Valorização do Glicerol ....................................................... 28
2.4. PROCESSAMENTO DO GLICEROL ....................................... 29
2.4.1 Eterificação do Glicerol ........................................................ 29
2.4.2 Oxidação Catalítica do Glicerol ........................................... 30
2.4.3. Hidrogenólise Catalítica do Glicerol .................................. 31
2.4.4. Acetilação Catalítica do Glicerol ........................................ 32
2.4.4.1. Acetilação Heterogênea do Glicerol .................................................... 33
2.4.4.2. Acetilação Homogênea do Glicerol .................................................... 35
2.5. COMPORTAMENTO CINÉTICO DA ACETILAÇÃO DO
GLICEROL ....................................................................................... 36
2.5.1. Influência da Temperatura na Acetilação do Glicerol ..... 36
2.5.2 Influência da Razão Molar na Acetilação do Glicerol ....... 37
2.5.3 Influência do Tempo de Reação na Acetilação do Glicerol
......................................................................................................... 38
2.5.4 Influência da Carga de Catalisador..................................... 38
3. MATERIAIS E MÉTODOS EXPERIMENTAIS ......................... 40

3.1. MATERIAIS ............................................................................... 40
3.2 MÉTODOS EXPERIMENTAIS .................................................. 40
3.2.1. Sistema Reacional ............................................................... 41
3.2.1.1. Procedimento Experimental -1 ............................................................ 42
3.2.1.2. Procedimento Experimental -2 ............................................................ 42
3.2.2. Sistema Analítico ................................................................. 43
4 RESULTADOS E DISCUSSÃO ................................................... 47
4.1. PROCESSO DE ACETILAÇÃO DO GLICEROL...................... 47
4.2 AVALIAÇÃO DO PROCESSO DE ACETILAÇÃO .................... 48
4.2.1 Influência da temperatura .................................................... 49
4.2.2 Influência da metodologia reacional .................................. 50
4.2.3 Influência da Razão Molar na Acetilação do Glicerol ....... 53
4.2.3 Influência do tempo de reação ............................................ 55
4.2.3 Influência da Carga de Catalisador..................................... 55
4.3. MODELAGEM CINÉTICA DA ACETILAÇÃO .......................... 56
5. CONCLUSÕES E PERSPECTIVAS ........................................ 63
5.1 CONCLUSÕES .......................................................................... 63
5.2 SUGESTÕES PARA TRABALHOS FUTUROS ........................ 64
6. REFERÊNCIAS ........................................................................ 65

11
1. INTRODUÇÃO
1.1. CONSIDERAÇÕES GERAIS
Dentre os combustíveis renováveis mais promissores, destaca-se
biodiesel. Este produto é, em geral, obtido através da transesterificação de
óleos vegetais com metanol ou etanol em meio alcalino, na qual se utilizam
bases de Brönsted-Lowry como catalisadores. Neste processo, além da
produção da mistura de monoésteres metílicos ou etílicos (biodiesel), também
se produz a glicerina como co-produto.
Considerando a variedade funcional de polióis, e em especial da
glicerina, observa-se a possibilidade de obtenção de estruturas química
diversas, por interação com diversos reagentes, os quais podem conduzir a
diferentes produtos, permitindo aplicações múltiplas e relevantes. Tendo em
vista estes aspectos e tomando como base a disponibilidade da glicerina a
partir dos processos de transesterificação de óleos vegetais da produção de
biodiesel, a glicerina apresenta-se como matéria-prima com elevado potencial
de valorização. Suas funcionalizações químicas podem resultar em produções
seletivas, inserindo-se no contexto econômico dos processos industriais (LIMA
FILHO et al, 2014).
A obtenção de ésteres de compostos polihidroxilados, utilizando suas
propriedades alcoólicas, pode ser apresentado como um ponto de partida para
a produção de vários produtos orgânicos de interesse industrial. A glicerina
quando funcionalizada por acetilação, em presença dos catalisadores solúveis,
acetato de sódio e hidróxido de sódio e do agente de acetilação anidrido
acético, resulta em acetatos possuidores de características específicas
conferindo ao produto propriedades adesivas com aumento acentuado da
viscosidade, e otimização da seletividade de acordo com a necessidade dos
ésteres desejado.

12
As experiências de processamento da glicerina em presença do catalisador
acetato de sódio foram realizadas de duas maneiras distintas: num primeiro
caso um processo de mistura dos dois reagentes em presença do catalisador
com elevação simultânea de temperatura enquanto e num segundo modo foi
realizada uma ativação prévia do anidrido acético em presença do catalisador
com adição posterior da glicerina. Estes dois métodos permitiram obter
resultados diferentes em razão da importância dos produtos da acetilação ao
processo seletivo de éster desejado.
A quantificação do processo reacional foi realizada em reator de mistura,
com refluxo à pressão atmosférica, apresentando rendimento em acetatos de
glicerol (mono, di e triacetina) para tempo de operação máximo de 150
minutos. Desenvolveu-se hipótese de modelo cinético com base num
mecanismo fenomenológico de acetilação da glicerina em presença do
catalisador homogêneo acetato de sódio. O estudo realizado permitiu fornecer
subsídios ao desenvolvimento do processo catalítico em grande escala, com
suas possíveis aplicações industriais.
1.2. OBJETIVOS
1.2.1. Objetivo Geral
O presente trabalho teve como objetivo principal o estudo sistemático do
processo de acetilação catalítica da glicerina proveniente do processo da
fabricação do biodiesel visando à obtenção de produtos de interesse industrial.
1.2.2. Objetivos Específicos
Os objetivos específicos deste trabalho foram:
- Caracterização dos reagentes e produtos da reação através da técnica de
Cromatografia Líquida de Alta Eficiência (CLAE);

13
- Estudo do sistema reacional em reator agitado com refluxo através da
Influência dos parâmetros: razão molar, tempo de reação e a natureza do
catalisador e método de operação no processo reacional;
- Elaboração de modelo cinético do processo de acetilação catalítica
homogênea da glicerina para produção de acetatos de glicerol.

14
2. REVISÃO BIBLIOGRÁFICA
O alto teor de glicerina gerada na produção do biodiesel é um indicador
da potencialidade do processamento como característica vantajosa na
produção de ésteres (mono, di e tri-acetato de glicerol) de interesse industrial.
A funcionalização catalítica de polihidroxilados via catalisadores homogêneos
(LIMA FILHO et al., 2014), nos leva a rota de processos desejados, a partir da
glicerina abundante no processo de fabricação do biodiesel, tornando-se
disponíveis quando sujeitas aos processamentos adequados.
A aplicação deste processo contempla a preparação de um sistema
catalítico viável, para a transformação de glicerina em seus respectivos
ésteres, valorizando o resíduo da fabricação de biodiesel e incentivando a
criação de novas indústrias para o biorrefino da glicerina. O processo
apresentado para o desenvolvimento da funcionalização catalítica da glicerina
foi baseado nos estudos de Lima Filho(1987), quando estudou a acetilação da
sacarose, em presença do catalisador acetato de sódio e do reagente anidrido
acético, procurando condições ótimas do sistema reacional para uma
extrapolação a nível industrial.
2.1. PRODUÇÃO DE BIODIESEL
Apesar do avanço da utilização do biodiesel ser recente, o uso de óleo
vegetal como combustível, em motores de combustão interna não é. A primeira
utilização de óleo vegetal para a geração de energia em motores data do
começo do século XX, quando o criador dos motores do ciclo diesel, Rudolf
Diesel (1858 - 1913), fez experiências com óleo vegetal de amendoim
(RABELO, 2001).
Por causa da ampla disponibilidade e baixo custo do diesel de petróleo,
combustíveis à base de óleo vegetal ganharam pouca atenção, a não ser em
quando o preço do petróleo aumentava em tempos de escassez. Devido à
segunda Guerra Mundial e as crises do petróleo ocorridas na década de 1970,

15
houve-se um pequeno interesse em utilizar óleos vegetais para abastecer
motores a diesel. Sendo que os modelos mais recentes de motores a diesel
não poderiam funcionar com óleos vegetais tradicionais, por causa da alta
viscosidade do óleo vegetal em comparação com o combustível diesel de
petróleo. Era necessário diminuir a viscosidade de óleos vegetais a um ponto
onde eles poderiam ser adequadamente queimados no motor diesel.
Mas era sabido que em 1937, um belga propôs a utilização de
transesterificação para converter óleos vegetais em ésteres alquílicos de
ácidos graxos e usá-los como um substituto do combustível diesel. O processo
consistia em converter o óleo em três moléculas menores que são muito menos
viscosa e fácil para queimar em um motor diesel. Transesterificação de graxas
e óleos é a base para a produção moderna de biodiesel, que é o nome
comercial para os ésteres metílicos de ácidos gordos, tal reação está
representada na Figura 2.1.
Figura 2.1 - Reação de transesterificação do biodiesel
Os ésteres mais frequentemente utilizados para a produção de biodiesel
são ésteres metílicos, isso ocorre por que o álcool utilizado para a
transesterificação é o metanol, por ser mais barato em relação ao etanol e não
concorrer diretamente com ele, já que também é consumido como combustível.
Além de óleo vegetal e gordura animal destaca-se ultimamente o uso de óleo
após frituras de alimentos, necessitando apenas de um processo prévio para a
retirada de água e de ácidos graxos livres (KNOTHE et al., 2006).

16
O álcool é utilizado em excesso para que assim seja possível a
separação de fases entre o glicerol e deslocar o equilíbrio para um máximo
rendimento de biodiesel, devido ao caráter reversível da reação. A reação pode
ser catalisada por ácido, base ou enzima, na catálise enzimática usa-se lípase,
na catálise ácida, usa-se: HCl, H2SO4 e HSO3-R e na catálise básica (mais
rápida) observa-se maior rendimento e seletividade, além de apresentar
menores problemas relacionados à corrosão dos equipamentos. Usa-se mais
frequentemente: KOH e NaOH (ENCARNAÇÃO, 2008). O fluxo completo do
processo de transesterificação é apresentado na Figura 2.2 (PARENTE, 2003).
Figura 2.2 - Fluxograma descritivo das etapas do processo de
transesterificação (PARENTE, 2003).

17
2.2. CENÁRIO MUNDIAL E BRASILEIRO
O biodiesel tem se consolidado em várias regiões do mundo, em alguns
países vem alcançando níveis de produção e consumo elevado. A Figura 2.3,
apresenta um quadro geral da produção de biodiesel no mundo.
Figura 2.3 - Produção de biodiesel no mundo (AGOSTO, 2007)
Na União Europeia a legislação estabelece a substituição de 5,75% dos
combustíveis fósseis por fontes renováveis de energia. É enfrentada, porém
uma limitação de espaço para produzir biodiesel, correndo o risco de
estabelecer uma competição entre agricultura de energia e agricultura de
alimentos. A legislação aplica taxas diferenciadas de imposto especial de
consumo às misturas utilizadas como carburantes que contenham 5 % ou 25 %
de biodiesel (JORNAL OFICIAL DA UNIÃO EUROPEIA, 2003).
O Brasil diferentemente de outros países, geograficamente tem grandes
vantagens agrônomas, devido estar localizado em uma região tropical e com
altas taxas de luminosidade e temperaturas médias anuais, torna-se um grande
potencial produtor de biomassa, podendo produzir biodiesel de diferentes
fontes de cultura (BIODIESELBR, 2003). Associada a disponibilidade hídrica e
regularidade de chuvas, torna-se o país com maior potencial para produção de
energia renovável.
18
No Brasil iniciou-se o estudo através do Instituto Nacional de Tecnologia,
em meados do século XX e foi ganhando reconhecimento por volta de 1970,
com a criação do Pró-óleo – Plano de Produção de Óleos Vegetais para Fins
Energéticos. Mas houve uma desaceleração no programa devido e a entrada
do Proálcool, juntamente com o alto custo da produção das oleaginosas
(SEBRAE, 2007).
As alternativas para a produção de óleos vegetais são bem
diversificadas, por se tratar de um país tropical, com dimensões continentais
pode haver diferentes fontes de oleaginosas dependendo da região, as culturas
mais exploradas atualmente são: soja, o amendoim, o girassol, a mamona e o
dendê. Mas, estudos alternativos indicam também o uso de: pinhão manso, o
nabo forrageiro, o pequi, o buriti, a macaúba (BIODISELBR, 2003). Na Figura
2.4 é apresentado o mapa com as oleaginosas mais produzidas em cada
região do Brasil.

19
Figura 2.4 - As oleaginosas mais produzidas por região (BIODIESELBR, 2003).
A produção de biodiesel no Brasil foi impulsionada pela Lei 11.097 de 13
de janeiro de 2005, determinou-se que até 2008 todo o óleo diesel consumido
no Brasil deveria conter um percentual mínimo obrigatório de 2% de
biodiesel. Logo em seguida foi antecipado suas metas para o percentual
mínimo obrigatório, a primeira antecipando a obrigatoriedade do B2 para
2006, através da resolução nº 3/2005 de 03 de julho do Conselho
Nacional de Política Energética (CNPE), e a segunda antecipando o B3 para
2008 através da resolução nº 2/2008 de 14 de março. Para 2009 foi antecipado
o B4 pela resolução nº 2/2009 de 27 de abril do CNPE, e para 2010 houve o B5
pela resolução nº 6/2009 de 16 de setembro, para 2014 houve duas, a primeira
foi o B6 e a última e mais atual foi o B7 em novembro. Na Figura 2.5 está
representado o percentual obrigatório de biodiesel para cada ano.

20
Figura 2.5 - Evolução do biodiesel no Brasil (BIODIESELBR, 2003).
2.3. GLICEROL
O glicerol, pode também ser chamado de glicerina ou segundo a
(IUPAC) 1,2,3 - propanotriol, representado na Figura 2.6, é um composto
orgânico mais especificamente um poliálcool com três grupos hidroxilas
primárias e um grupo hidroxila secundária. É líquido à temperatura
ambiente (25°C), higroscópico, inodoro, viscoso e de sabor adocicado. O
termo glicerina refere-se ao produto na forma comercial, com pureza acima de
95 %, quando na sua forma bruta recebe o nome de “glicerina loira”. Pode ser
derivado de fonte natural ou petroquímica. Ocorre naturalmente em formas
combinadas como glicerídeos em todas as gorduras animais e óleos vegetais.
Sendo recuperado como coproduto quando estes óleos são saponificados
no processo de fabricação de sabão. Os óleos ou gorduras são separados na
produção de ácidos graxos ou quando são esterificados com álcool para a
obtenção de ésteres através do aquecimento de uma mistura de óxido de
chumbo com azeite, o químico sueco Carl W. Scheele em 1779 obteve a
glicerina.

21
Figura 2.6 – Estrutura molecular do glicerol.
Fonte: Adaptado de Blieck (2005) e Knothe (2006).
A glicerina em razão da sua abundância tem merecido atenção especial,
devido as suas propriedades físico-químicas, Tabela 2.1. Por não apresentar
toxidade e por não apresentar cor e odor, o glicerol é uma substância com
grande capacidade de utilização, na sua forma pura sem nenhum tipo de
modificação em sua estrutura química, ele já é largamente utilizado nas
indústrias de alimentos, farmacêutica, têxtil, de combustíveis, e até de tabaco.
Tabela 2.1 - Propriedades físico-químicas do glicerol na temperatura de 20°C
Propriedade C3H8O3
Massa molar 92,09 g mol-1
Densidade 1,261 g cm-3
Viscosidade 1,5 Pa s
Ponto de fusão 18,2 °C
Ponto de ebulição 290 °C
Calorias 4,32 kcal g-1
Tensão superficial 64,00 mN m-1
Fonte: BEATRIZ et al., (2011)

22
2.3.1. Produção do Glicerol
O glicerol foi primeiramente descoberto em 1779 por Scheele, pelo
aquecimento de uma mistura de óxido de chumbo com azeite de oliva. Na
época, ele o batizou de “o doce princípio das gorduras”. O glicerol ocorre
naturalmente em formas combinadas, como nos triglicerídeos, em todos os
óleos graxos animais e vegetais, sendo isolado quando estes óleos são
saponificados com hidróxido de sódio ou potássio, no processo de manufatura
de sabões. Além da sua produção em escala industrial pela síntese do
propeno, desde 1949 (Figura 2.7).
Figura 2.7 - Rota industrial de produção de glicerina a partir do propeno
(MOTA et al., 2009).
A etapa inicial é a cloração a alta temperatura, envolvendo radicais livres
como intermediários, para formar o cloreto de alila. Este reage com ácido
hipocloroso (água sanitária) dando um produto de adição à dupla (haloidrina).
O tratamento da haloidrina com excesso de base leva ao glicerol. Esta rota
representa atualmente 25% da capacidade de produção dos EUA e 12,5% da
capacidade de produção mundial, mas muitas unidades estão sendo
desativadas em virtude da grande oferta de glicerol oriundo da produção de
biodiesel (MOTA et al., 2009).
Por conta de suas propriedades o glicerol (forma pura da glicerina) é
utilizado como matéria prima em uma série de produtos da indústria de
cosmético, farmacêutica e química. É utilizada nas indústrias de tabaco e têxtil
com o objetivo de tratar as fibras. Segundo Silva et al. (2012), a glicerina
também é usada na manufatura de fórmulas farmacêuticas, cosméticos, como
emulsificador, emoliente, estabilizador, agente de peso para panificadoras,
sorveterias, loção, limpeza bucal, dentre outras aplicações. A Tabela 2.2

23
mostra os principais usos da glicerina na indústria nacional. Mesmo com todos
estes usos citados a abundância de glicerina no mercado é alta o que a torna
matéria-prima com baixo valor agregado. Portanto é interessante transformá-la
em outros produtos de elevado valor agregado.
Tabela 2.2 – Usos da glicerina na indústria nacional
Usos em %
Cosméticos, saboarias e fármacos 28
Revenda 15
Ésteres 13
Poliglicerina 12
Alimentos e bebidas 8
Resinas alquídicas 6
Filmes de celulose 5
Tabaco 3
Papel 1
Outros 10
Fonte: (BEATRIZ et al, 2011)
Além da utilização na indústria farmacêutica na fabricação de cápsulas,
anestésicos, supositórios, antibióticos e antissépticos, xaropes e emolientes
para cremes e pomadas. E também como emoliente, umectante em pastas de
dente, cremes de pele, loções pós-barba, desodorantes, batons e maquiagens
na indústria de produtos cosméticos (BIODIESELBR, 2003).
2.3.2. Purificação do Glicerol
No entanto a qualidade da glicerina proveniente da fabricação do
biodiesel ainda é colocada como um obstáculo a sua utilização, sem um prévio
pré-tratamento. Isto se deve a presença de diversas impurezas como: água do
processo, catalisador, álcool não reagido, ácidos graxos, ésteres, oligômeros

24
de glicerol e polímeros. Existem diferentes métodos para a purificação:
destilação fracionada, troca iônica, adsorção, precipitação, extração,
cristalização, diálise, embora a via mais comum de purificação englobe uma
separação dos sabões, por reação com um ácido, recuperação do álcool por
evaporação, e posterior destilação. O método do tratamento químico associado
à adsorção física desenvolvido por Abreu et al. (2005) Figura 2.8 e 2.9,
desperta um interesse em sua aplicação, pois mostra-se ser eficiente a
obtenção de uma glicerina com elevado grau de pureza.
Figura 2.8 - Fluxograma do processo de pré-tratamento da glicerina (ABREU et
al., 2005).
Amostra (Rejeito do
Biodiesel)
Amostra (Rejeito do
Biodiesel)
Acidificação Fase Oleosa = 40%
Fase Aquosa = 60%
Filtrado do Pré-Tratamento
Filtração a Vácuo
Neutralização com CaCO3 em
excesso
Torta
Diluição 1:1 com H2O

25
Figura 2.9 - Fluxograma do Processo de Adsorção em Batelada (ABREU et al.,
2005).
2.3.3. Mercado do Glicerol
Na década de 1980, com o desenvolvimento da produção de biodiesel é
que houve uma produção excessiva de glicerina no mercado. Já que o glicerol
pode também ser obtido a partir da reação de transesterificação de graxas e
óleos de onde é produzido o biodiesel. Consequentemente o valor de mercado
do glicerol foi diminuindo cada vez mais com a crescente produção de
biodiesel, conforme mostrado na Figura 2.10, o aumento da produção global de
glicerol.
Filtrado do Pré-tratamento
Evaporação a Vácuo
Glicerina Concentrada
Adsorção com carvão
ativado a 0,5% sobre a
massa total do filtrado
Carvão Ativado com
Impurezas
Filtração a Vácuo

26
Figura 2.10 - Produção global de glicerol e seus valores (QUISPE et al., 2013).
O preço do glicerol sempre variou ao longo dos anos, e relativamente o
seu valor há alguns anos atrás era superior aos valores praticados nos dias
atuais. Isso se deu principalmente nos anos 1980, pelo fato de nessa época o
glicerol já ser produzido a partir do biodiesel, e como o mercado do biodiesel
dependia muito do valor do petróleo, o valor do biodiesel flutuava bastante,
afetando assim a produção de glicerina. A Figura 2.11 representa a variação
do valor internacional do glicerol durante três décadas.

27
Figura 2.11- Variação no preço da glicerina (SOYBEAN, 2008).
Em conjunto com esta consciência, muita pesquisa e esforços foram
consideravelmente desenvolvidos e investigados continuamente para
transformar o glicerol de baixo valor por diferentes estratégias e abordagens. A
Figura 2.12 representa a tendência de queda de valor internacional do glicerol
durante a última década (WOO, 2007).
Figura 2.12 - Tendência de preços de glicerol (WOO, 2007).

28
2.3.4. Valorização do Glicerol
Embora seja rentável a comercialização do glicerol em vários setores da
indústria, pode-se elevar em muito o seu valor, pelo fato da estrutura da
molécula do glicerol apresentar três grupos hidroxila, podendo ser
funcionalizado e o seu valor e propriedades ser bem mais interessantes. A
Figura 2.13, apresenta as principais reações com o glicerol e seus possíveis
produtos.
Figura 2.13 - Produtos possíveis a partir do glicerol (CERON, 2010).

29
2.4. PROCESSAMENTO DO GLICEROL
Atualmente, cada vez mais as atenções mundiais se voltam para a
utilização de fontes renováveis de recursos químicos. O objetivo dessa
substituição é diminuir cada vez mais a dependência dos derivados de
petróleo. Visando a substituição de um dos produtos derivados do petróleo, o
óleo diesel, durante as últimas décadas foram estudados combustíveis
derivados de insumos naturais com fontes renováveis. O produto que mais se
destacou foi o biodiesel.
Sendo que no processo de transesterificação não forma só o biodiesel,
mas também a glicerina num percentual de 10%. Com isto, tem-se observado
um aumento significativo na produção do biodiesel, mostrando que a
perspectiva a respeito desse assunto cresce cada vez, e com ele o aumento da
produção de glicerina.
2.4.1 Eterificação do Glicerol
O glicerol pode ser funcionalizado através da reação de eterificação à
poligliceróis, podendo ter diversas aplicações na indústria, tais como: indústrias
de cosméticos, polímeros, alimentos e produtos farmacêuticos, lubrificantes,
plastificantes, estabilizadores, dispersantes e mais recentemente como
produtos biomédicos. Está representado na Figura 2.14, a formação de
poligliceróis a partir da eterificação (SIVAIAH et al., 2012).

30
Figura 2.14 - Eterificação do glicerol (SIVAIAH et al., 2013).
2.4.2 Oxidação Catalítica do Glicerol
O glicerol pode também, ser convertido através da oxidação a ácido
glicérico e ácido tartrônico. Tendo seus produtos largamente utilizados na
indústria da química fina (BRAINER, et al., 2014) estão presentes
principalmente em bronzeadores e também na produção de polímeros,
branqueamento e curtição industrial de couros, de têxteis, papeis, cortiça e
palha, indústria de cosméticos e dermatológicos, goma de mascar, produtos
anti-tártaro, eliminação de ferrugem em metais, mármores e outras pedras e na
fabricação de tintas de escrever. Tem-se na Figura 2.15 uma representação
dos produtos da reação de oxidação do glicerol.

31
Figura 2.15 – Rotas de produção de derivados da reação de oxidação do
glicerol (BRAINER et al., 2014).
2.4.3. Hidrogenólise Catalítica do Glicerol
Alguns trabalhos apontam para a hidrogenólise do glicerol como uma
potencial rota, para a produção de produtos com um maior valor agregado,
destacando-se principalmente o 1,2 e 1,3-propanodiol (CAMERON et al., 1998;
WANG et al., 2003; PEROSA et al., 2005; KUSUNOKI et al., 2005; LAHR et al.,
2003).
Devido à grande estabilidade do grupo alcoólico frente às reações de
hidrogenólise (CHIU et al., 2006), vem sendo necessário submeter o processo
a condições de altas temperaturas e altas pressões de hidrogênio para se
conseguir uma boa taxa de conversão. E por ser um sistema trifásico, esse
processo requer cuidados especiais em sua análise, já que estão envolvidos
fenômenos limitantes da etapa de reação, no que diz respeito às medidas de
transferência de massa gás-líquido-sólido dentro do meio reacional.
Miyazawa et al., (2006), propuseram um modelo em que a rota entre o
glicerol e os dióis leva a formação de produtos intermediários oriundos de uma
reação de oxidação da molécula de glicerol e que a formação do diol
subsequente é consequência direta da oxidação do carbono. Na Figura 2.16,
observamos o mecanismo proposto.

32
Figura 2.16 - Hidrogenólise catalítica do glicerol. (MIYAZAWA et al., 2006)
Para a verificação do modelo proposto, realizaram reações diretamente
com acetol na presença do catalisador Ru(5%)/C com e sem resina verificando
aumento significativo na conversão em 1,2-propanodiol.
2.4.4. Acetilação Catalítica do Glicerol
A alternativa da acetilação da glicerina produzida na fabricação do
biodiesel como coproduto é vista como uma funcionalização promissora. A
acetilação descreve a reação que introduz um grupo acetil (CH3COO-) num
composto orgânico, formando-se um éster, chamado de acetato. No caso da
glicerina, este processo é frequentemente realizado com ácido acético,
formando-se acetato de glicerol. Os ésteres mono, di e tri-acetilados têm por
sua vez grandes aplicações industriais.
O monoacetilglicerol (MAG) por ser um líquido oleoso solúvel em água
pode ser usado de várias maneiras tais como: solvente para tintas, como
agente plastificante e como amolecedor, além de sua aplicação como aditivo
alimentar, (FUKUMURA, 2009). E na produção de explosivos e na indústria dos
curtumes (REZAYAT et al., 2009).
Outra forma de produto da acetilação da glicerina é o diacetilglicerol
(DAG), que é apresentado igualmente como um líquido, mas de menor

33
solubilidade em água. Propriedade esta que pode facilitar a sua separação,
devido à afinidade e polaridade. As aplicações prováveis são várias
possibilidades: solvente, plastificante e agente amolecedor, além de suas
propriedades em criogenia e como matéria-prima para produção de poliésteres
biodegradáveis (LIAO et al., 2009).
Já o tri-acetilglicerol (TAG), que apresenta a acetilação completa da
molécula do glicerol, é um óleo transparente, combustível, de gosto amargo e
excelente solvente para compostos orgânicos. Além de ser utilizado como:
agente anti-microbiano, plastificante em filtros de cigarros (CAMPOS, 2011),
aditivo para combustíveis e aplicação na formulação de cosméticos (LIAO et
al., 2009). A Figura 2.17 apresenta o processo de acetilação via utilização do
ácido acético.
Figura 2.17- Produtos da acetilação do glicerol com ácido acético (ZHOU et al.,
2012)
2.4.4.1. Acetilação Heterogênea do Glicerol
Tem-se estudado bastante a acetilação do glicerol com catalisadores
heterogêneos. Os catalisadores heterogêneos apresentam vantagens porque a

34
sua separação não causa muitos problemas, sendo eles sólidos insolúveis no
meio reacional, porém, sua conversão tem sido menor (RIBEIRO, 2009).
Reddy et al., (2012) estudaram a viabilidade da acetilação do glicerol
com ácido acético empregando CeO2–ZrO2, CeO2–Al2O3, SO42-/CeO2–ZrO2 e
SO42-/CeO2–Al2O3, como catalisadores sólidos ácido para a produção de mono,
di e triacetina. As reações foram realizadas a uma temperatura de 200C, com 1
hora de tempo de reação, e razão molar de ácido acético para glicerol de 6:1,
com de 5 % em peso de catalisador. Foi descoberto que a combinação dos
catalisadores SO42-/CeO2–ZrO2, obtiveram maior atividade catalítica
apresentando (100% de conversão) com 90% de seletividade para a triacetina
em 40 horas de reação.
Rodríguez et al., (2011) descreveram, a relação da hidrólise sobre as
propriedades físico-químicas do sulfatado de zircónia (SZ) obtido pelo método
de sol-gel, para posterior uso na esterificação do glicerol com ácido acético, As
propriedades ácidas das amostras SZ e seus desempenhos na reação de
acetilação foram correlacionados com sucesso, o uso de SZ-1 (zircônia
sulfatada preparado por hidrólise com uma proporção molar = 1) resultou num
rendimento total de acetilação de 63%, após 24 horas de reação, Amberlyst -
15 foi utilizado como catalisador de referência , depois 20 horas de reação foi
alcançado um rendimento de 80%. Neste caso não foram observados
quantidades significativas de TAG. Pode-se afirmar que a cristalização de
zircônia na fase tetragonal melhora as propriedades mecânicas das amostras.
Ferreira et al., (2011) investigaram o uso de heteropoliácidos (HPAs) na
esterificação do glicerol com ácido acético, com a justificativa de que o
processo seria mais “ecológico”, e que os (HPAs) são bons catalisadores
ácidos devido sua forte acidez de Brönsted e suas propriedades estruturais. A
acetilação foi realizada a uma temperatura de 1200C utilizando o ácido acético
e o ácido dodecatungstofofórico (PW) suportado em carvão ativado a fim de
aumentar a sua área superficial específica e o número de sítios ativos
acessíveis, a carga de catalisadores utilizada variou entre 3,5% a 6,5% em
peso. Os testes indicaram que o PW2-AC (com 4,9 % em peso), apresenta
uma maior atividade catalítica chegando a 1,81 × 103 mol/h molH+. Após 3 h de

35
reação, a conversão de glicerol foi de 86%, com as respectivas seletividades
63% em diacetina, 25% em monoacetina e 11% em triacetina.
Silva et al., (2010) reportaram o uso de anidrido acético na acetilação do
glicerol utilizando diferentes catalisadores ácidos sólidos, a reação ocorreu a
600C, a razão molar de anidrido acético sobre glicerol foi de 4:1, como
catalisadores foram utilizados a zeólita beta, fosfato de nióbio, K-10
Montmorilonita e a resina ácida Amberlyst-15. Segundo os autores, foi possível
chegar a uma seletividade para a triacetina de até 100%. Todos os
catalisadores foram mais seletivos para triacetina, porém o Fosfato de nióbio foi
consideravelmente menos ativo para a triacetina. A zeólita beta mostrou o pior
desempenho entre os catalisadores testados apresentando a conversão de
glicerol inferior a 100 % e maior seletividade para monoacetina. A acetilação do
glicerol com ácido acético e a zeólita beta não teve uma seletividade muito boa
para a triacetina.
2.4.4.2. Acetilação Homogênea do Glicerol
A acetilação do glicerol pode também ser realizada com a utilização de
catalisadores homogêneos, sendo eles solúveis no meio reacional, e de fácil
recuperação, geralmente necessitando apenas de uma destilação para tal, e
tendo valores de conversão bastante satisfatórios, o uso dos catalisadores
homogêneos não deve ser desprezado. Assim, o estudo dos mecanismos da
reação pode ser melhor estudado, bem como a otimização de seus
parâmetros. Muitos catalisadores homogêneos têm sido usados, dentre eles
pode-se citar: o ácido sulfúrico, ácido fosfórico, óxido de zinco e ácido p-
toluenosulfônico (MOLINERO et al., 2014). Os catalisadores homogêneos
levam vantagens frente às resinas de troca iônica pelo fato de que elas
possuem baixa estabilidade térmica e podem ainda sofrer desativação
irreversível por adsorção de metais e cátions (TESSER et al., 2010).
Khayoon et al., (2011) compararam valores de conversão na reação de
acetilação do glicerol com ácido acético, utilizando catalisadores sólidos

36
tratados com diferentes ácidos. Trabalharam nas seguintes condições:
temperatura de120°C; razão molar entre glicerol e ácido acético de 1/8; carga
de catalisador de 0,8g; tempo de reação de 5h, e obtiveram conversões
respectivas de 49% para o ácido clorídrico; 57% para o ácido fosfórico, 61%
para o ácido nítrico e 96% para o ácido sulfúrico.
2.5. COMPORTAMENTO CINÉTICO DA ACETILAÇÃO DO
GLICEROL
A seletividade para a reação de acetilação do glicerol é fortemente
influenciada pela razão molar, tempo de reação e a natureza do catalisador
ácido. Nas reações com ácido acético, à resina ácida Amberlyst-15 produz os
melhores resultados para produção da triacetina. O processamento na
presença de anidrido acético e da zeólita Beta como catalisador leva à
produção de triacetina em 100% de rendimento, em apenas 20 minutos de
reação (MOTA et al., 2011).
Estes produtos obtidos da acetilação da glicerina (mono e os
diacilgliceróis) são empregados em vários processos, além de ocorrerem
naturalmente em gorduras que foram parcialmente hidrolisadas. Fator que os
levam a ser bastante utilizados como surfactantes, por serem de alta massa
molecular, solúveis em óleo e insolúveis em água. Os triacilgliceróis são
componentes primários das gorduras e óleos vegetais. A triacetina é usada na
indústria de cosméticos e tabaco. Recentemente, ela tem sido considerada um
potencial aditivo para biodiesel.
2.5.1. Influência da Temperatura na Acetilação do Glicerol
A temperatura da reação certamente é um parâmetro muito importante a
ser estudado na acetilação da glicerina. Khayoon et al., (2011), estudaram a
influência da temperatura na acetilação do glicerol com catalisador derivado de

37
carvão ativado, tratado com ácido sulfúrico. Mantendo-se outras condições
como tempo de reação de 3h, razão molar glicerol: ácido acético de 1:8 e carga
de catalisador 0,8g, aumentou-se a temperatura de 60°C para 120°C, e
observou-se um aumento considerável no rendimento de 27% para 91% e
aumento na seletividade de TAG de 0% para 34%. Eles explicam que a
formação de DAG e TAG é favorecida com a elevação da temperatura devido à
protonação dos grupos hidroxilas restantes da molécula do glicerol por fatores
estéricos.
Zhou et al., (2013), comprovaram o efeito da temperatura na conversão e
na seletividade da reação de acetilação do glicerol, utilizando uma razão molar
de ácido acético/glicerol de 9:1 e como catalisadores a resina ácida (amberlist-
15) e zeólitas (HZSM-5 e HUSY). Entre as temperaturas de 80°C e 110°C, a
conversão aumentou de 83% para 97% e a seletividade para TAG de 27,10%
para 43,20%. Mostraram também, que o aumento da temperatura contribui
para uma menor seletividade para o MAG, de 12,42% para 9,92%. E ainda
informaram que o aumento da temperatura refletia numa expressiva diminuição
do tempo de reação, necessitando de 300 min para a reação atingir o equilíbrio
a uma temperatura de 80°C a 95°C, e apenas 170 min para atingir o equilíbrio
a uma temperatura de 110°C.
2.5.2 Influência da Razão Molar na Acetilação do Glicerol
Outro parâmetro que altera de alguma forma a reação de acetilação é a
razão molar entre o glicerol e o ácido acético. Balaraju et al., (2010),
observaram este efeito utilizando como catalisador ácido nióbico suportado em
ácido tungstofosfórico, nas seguintes condições: temperatura de reação:
120°C; tempo de reação: 4h; carga de catalisador: 200 mg. Foi observado que
aumentando a razão glicerol/ácido acético de 1:3 para 1:5 obteve-se um
aumento de conversão de aproximadamente 10%, não tendo aumento
significativo a partir deste valor. Entretanto, uma baixa concentração de ácido
acético favorece a formação de monoacetina, e consequentemente com uma

38
maior concentração de ácido acético é favorecida a formação de diacetina e
triacetina.
Reddy et al., (2012), pesquisaram a influência da razão molar entre o
ácido acético e o glicerol na reação de acetilação do glicerol utilizando para isto
um catalisador de /CeO2–ZrO2, nas seguintes condições: tempo de
reação: 1h; e temperatura de reação: 120°C. Perceberam que ao aumentar a
razão molar de 3:1 para 6:1, a conversão aumentou aproximadamente 10%
chegando a 100%, a seletividade para diacetina e triacetina aumentaram 20%
e 11% respectivamente e a seletividade para monoacetina diminuiu em 31%.
2.5.3 Influência do Tempo de Reação na Acetilação do Glicerol
O tempo de reação é um fator muito importante com relação a
seletividade, a reação de esterificação do glicerol é iniciada com a formação
primeiramente da monoacetina e posteriormente pela diacetina e triacetina,
portanto espera-se que experimentos com maior tempo de reação proporcione
maior seletividade para a triacetina, e que experimentos com curto tempo de
reação proporcione maior seletividade para a monoacetina. Balaraju et al.
(2010) comprovaram isto, quando estudaram a acetilação do glicerol utilizando
como catalisador ácido nióbico suportado em ácido tungstofosfórico, nas
seguintes condições: temperatura de reação: 120°C; carga de catalisador:
200mg; razão molar glicerol/ácido acético 1:5, obtiveram para a triacetina um
aumento na seletividade de aproximadamente 15% quando aumentaram o
tempo de reação de 0,5h para 4h, e para a monoacetina houve uma diminuição
na seletividade de aproximadamente 30%, neste mesmo intervalo de tempo.
2.5.4 Influência da Carga de Catalisador
Patel e Singh (2014) analisaram o aumento da carga de catalisador na
reação de acetilação do glicerol, com catalisador de ácido 12-tungstofosfórico

39
suportado em zircônia, nas seguintes condições: temperatura de reação:
100°C; razão molar glicerol/ácido acético 1:6, tempo de reação: 6h.
Constataram que o aumento de 0,2g na carga de catalisador aumentou a
conversão de glicerol em até 45%, e perceberam que após isso a conversão
não era alterada significativamente. E que se aumentando a carga de
catalisador de 0,05g para 0,25g a seletividade para a monoacetina diminuiu de
70% para 40% e a seletividade em relação à diacetina aumentou de 30% para
50% e em relação a triacetina de 0% para 5%.

40
3. MATERIAIS E MÉTODOS EXPERIMENTAIS
A valorização catalítica da glicerina proveniente da produção do
biodiesel em produtos de interesse industrial, particularmente os acetatos de
glicerina onde a produção mundial é crescente atualmente. Do ponto de vista
da relação entre produto desejado e catalisador, o enfoque do produto
desejado é de fundamental importância. Dessa maneira a seletividade em
produtos desejados poderá ser aumentada com a adição de catalisadores
homogêneos facilitando a produção e separação das fases envolvidas.
3.1. MATERIAIS
As reações de acetilação catalítica do glicerol em meio acético foram
processadas em reator descontínuo, constituído de um balão de três bocas em
vidro borax silicato sobre agitação mecânica e a pressão atmosférica, com
controle de temperatura. Os reagentes (glicerol, VETEC; anidrido acético,
QUIMICA MODERNA 97% de pureza; acetato de sódio, QUIMICA MODERNA
97% de pureza) foram utilizados. Os solventes utilizados (diclorometano,
metanol, acetona, acetato de etila, acetonitrila, etanol) foram de fabricação
VETEC.
3.2 MÉTODOS EXPERIMENTAIS
As metodologias planejadas para a execução da pesquisa e sua
aplicação recorreram à utilização das seguintes etapas:
Desenvolvimento do processo de acetilação catalítica homogênea
utilizando duas metodologias experimentais diferentes.
Desenvolvimento de metodologia adequada ao monitoramento dos
produtos obtidos no processo de acetilação por cromatografia liquida de alta
eficiência com detecção por índice de refração, levando em consideração a
influência da polaridade (acetonitrila:água) dos mesmos, em relação as suas
separações numa coluna C18.

41
Desenvolvimento da modelagem cinética recorrendo à hipótese de
modelos fenomenológicos para o processo de acetilação na presença de
acetato de sódio como catalisador homogêneo.
As mesmas são descritas de forma detalhadas nos subitens que se
seguem nesse capítulo.
3.2.1. Sistema Reacional
Em razão da importância dos produtos da acetilação catalítica da
glicerina realizaram uma série de reações a partir do glicerol (forma pura da
glicerina) e do anidrido acético na presença do catalisador homogêneo, acetato
de sódio, em temperaturas pré-estabelecidas, e sob refluxo para reações
realizadas com tempos de operação compreendidos entre 0 a 150 minutos.
As reações de acetilação das operações foram realizadas em sistema
agitado mecanicamente em batelada com refluxo à pressão atmosférica,
conforme apresentada na Figura 3.1.
1. Balão em vidro borax silicato;
2. Manta aquecedora, com
controle de temperatura;
3. Termopar;
4. Agitador mecânico e paleta
de agitação tipo ancora;
5. Condensador de refluxo;
6. Coletor de amostra.
Figura 3.1 - Reator batelada do tipo tanque agitado usado na acetilação
catalítica da glicerina
As experiências de processamento do glicerol com anidrido acético em
presença do catalisador acetato de sódio foram executadas de duas maneiras
distintas, no primeiro caso um processo de mistura dos dois reagentes em

42
presença do catalisador com elevação simultânea de temperatura, enquanto no
segundo modo operatório realiza-se uma ativação prévia do anidrido acético
em presença do catalisador com adição posterior do glicerol. Estes dois
métodos são detalhados nos subitens a seguir.
3.2.1.1. Procedimento Experimental -1
São pesados 0,75±0,01 g de catalisador (acetato de sódio) e misturados
a 25,0±0,1 mL de anidrido acético num balão volumétrico de 0,250 litros de
capacidade compondo o reator de batelada de mistura, conforme foi
apresentado na Figura 3.1.
Adiciona-se 7,5±0,01 g (81,4 mmol) de glicerol e inicia-se o aquecimento
com agitação (250 rpm), ao atingir-se a temperatura de reação (107, 117 e
127ºC) dá-se inicio a contagem dos tempos de operação, batelada (30, 60, 90,
120 e 150 minutos), mantendo-se a temperatura de reação controlada e sob
pressão atmosférica.
Ao final do tempo de operação, cessado o aquecimento e a agitação, o
conteúdo de reação é levado a rotaevaporador por cerca de 30 minutos em
temperaturas próxima de 80°C, para eliminação do excesso de ácido acético e
água, formado durante a reação, até quase a secura, a fim de evitar a queima
do conteúdo acetilado (oleoso), que se obtém e são diluídos na própria fase
móvel utilizada nas análises cromatográficas - CLAE, para posterior injeção.
3.2.1.2. Procedimento Experimental -2
Procede-se de modo semelhante ao procedimento experimental-1
quanto à mistura de anidrido acético e catalisador. Deixa-se esta mistura ser
aquecida até a temperatura de reação sob uma agitação constante, quando
então adiciona lentamente o glicerol eliminando-se temporariamente o
aquecimento, mantendo-se em seguida a temperatura de reação por 5, 10, 15

43
e 20 minutos. No final do tempo de reação pré-estabelecido, esfria-se e leva ao
rotaevaporador por cerca de 30 minutos em temperaturas próxima de 80ºC,
para eliminação parcial do excesso de ácido acético e água formado durante a
reação, em seguida dissolve-se o resíduo oleoso obtido na fase móvel
(acetonitrila:água), utilizada nas análises cromatográficas.
Como já dito, anteriormente, as amostras foram novamente solubilizadas
na própria fase móvel a ser utilizada na cromatografia liquida de alta eficiência
(CLAE), após análise os resultados obtidos foram expressos a partir das
concentrações de acetatos de glicerol (mono, di e triacetina) em função do
tempo de operação para as diferentes temperaturas de reação (107°C, 117°C e
127°C), considerando a concentração do catalisador acetato de sódio inicial, e
a condição da razão molar entre a concentração inicial do anidrido acético e do
glicerol.
3.2.2. Sistema Analítico
O monitoramento analítico de reagentes e produtos de reação do
processo de acetilação catalítica foi realizado através da cromatografia líquida
de alta eficiência (CLAE) com detecção por índice de refração (Figura 3.3).
Estudos da otimização das condições de separação a partir da proporção
acetonitrila:água, utilizando as seguintes condições de análise: coluna
cromatográfica C18 e fase móvel acetonitrila/água 60:40.

44
Figura 3.2 - Sistema de análise cromatográfica – CLAE, com detecção por
índice de refração - RI
No intuito da melhor separação dos produtos da acetilação, testaram-se
vários sistemas e duas colunas cromatográficas. Primeiramente tentou-se a
separação dos produtos com uso de uma coluna de troca iônica
(Phenomenex), utilizando como fase móvel uma solução de diclorometano, não
conseguindo resultado satisfatório como ilustrado na Figura 3.3.
Figura 3.3 - Cromatograma característico da análise utilizando a coluna Phenomenex.
Condições de Análise: Detecção: IR, Coluna: Phenomenex, Temperatura: 40ºC, Pressão: 9
Mpa, Fase Móvel: diclorometano, Fluxo: 0,6 mL/min, Picos: 1 Monoacetina, 2.Diacetina,
3. Triacetina, 4. Etanol

45
Em seguida foi testada a análise dos produtos com uma coluna de fase
reversa C18, com composição da fase móvel de 70% de acetonitrila, 25 % de
água e 5% de metanol, e novamente não conseguiu a separação de todos os
produtos, mas a princípio um deles. Trabalhando em cima desta perspectiva,
diminuiu-se a proporção da composição da fase móvel para 50% de água e
50% de acetonitrila, conseguindo uma separação considerável, mas não ideal.
No entanto, como a triacetina é insolúvel em água, as leituras das análises
eram comprometidas tendo em vista a retenção da mesma na coluna,
forçando-se assim a utilização de um menor volume de água na composição da
fase móvel.
Finalmente testou-se uma proporção ótima da composição da fase
móvel com 60% de acetonitrila e 40 % de água, tendo uma boa separação dos
produtos, conforme é mostrado na Figura 3.4.
Figura 3.4 - Cromatograma característico das análises utilizando a coluna C18.
Condições de Análise: Detecção: IR, Coluna: C18 (fase reversa), Temperatura:
30ºC, Pressão: 9 Mpa, Fase Móvel: Acetonitrila:água(60:40), Fluxo: 0,6
mL/min, Picos: 1. Monoacetina, 2. Diacetina, 3. Triacetina.

46
Os parâmetros de análise dos resultados foram: conversão, seletividade
e rendimento, os quais foram calculados como apresentados nas equações
3.1, 3.2 e 3.3.
Conversão:
(3.1)
Seletividade:
(3.2)
Rendimento:
(3.3)
47
4. RESULTADOS E DISCUSSÃO
As experiências de processamento do glicerol com anidrido acético em
presença do catalisador acetato de sódio foram executadas de duas maneiras,
distinguindo num primeiro caso um processo de mistura dos dois reagentes em
presença do catalisador com elevação simultânea da temperatura, enquanto no
segundo modo operacional realiza-se uma ativação prévia do anidrido acético
em presença do catalisador com adição posterior do glicerol.
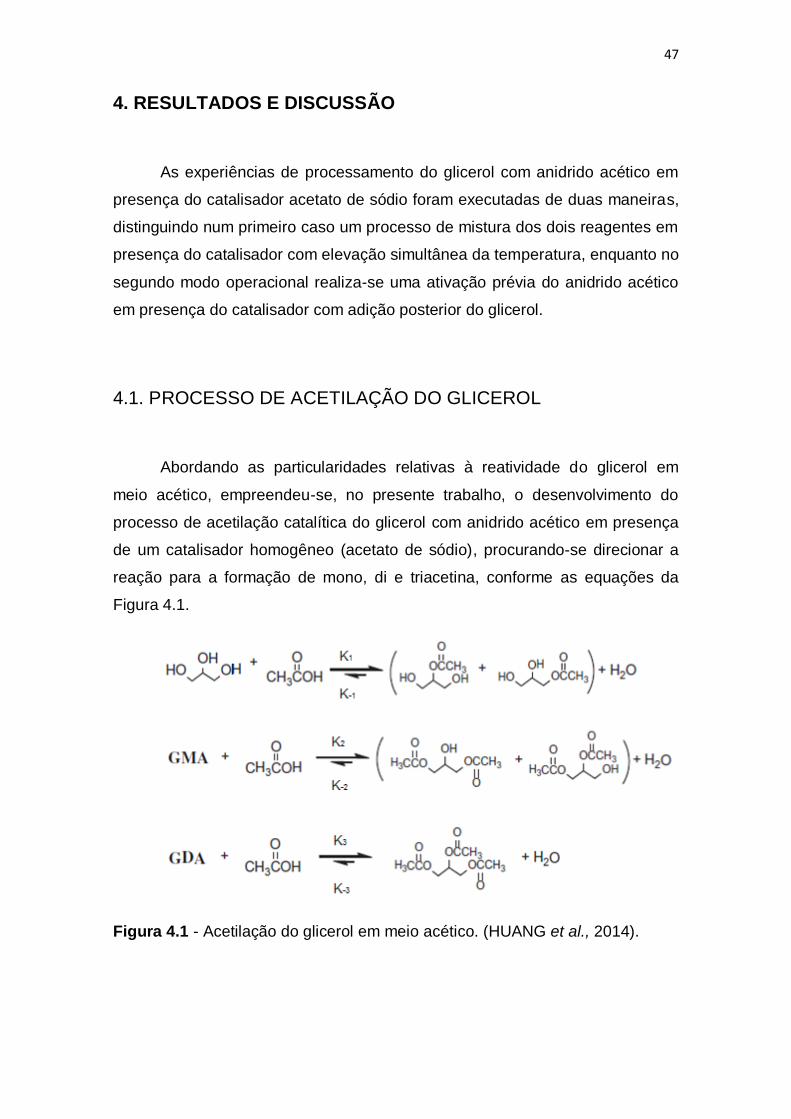
4.1. PROCESSO DE ACETILAÇÃO DO GLICEROL
Abordando as particularidades relativas à reatividade do glicerol em
meio acético, empreendeu-se, no presente trabalho, o desenvolvimento do
processo de acetilação catalítica do glicerol com anidrido acético em presença
de um catalisador homogêneo (acetato de sódio), procurando-se direcionar a
reação para a formação de mono, di e triacetina, conforme as equações da
Figura 4.1.
Figura 4.1 - Acetilação do glicerol em meio acético. (HUANG et al., 2014).

48
A tendência natural da reação de acetilação do glicerol com o anidrido
acético em presença do catalisador acetato de sódio permitiu a
polissubstituição à medida que o tempo de reação evolui, conforme está
apresentado na Figura 4.2.
(a) (b) (c)
(d) (e) (f)
Figura 4.2 – Evolução do procedimento reacional (a) antes – anidrido acético e
acetato de sódio; (b) depois – introdução do glicerol; c) após profunda agitação
a temperatura de ambiente; d) após reação de acetilação na alta conversão do
glicerol; e) mistura reacional; f) remoção do excesso de ácido acético.
4.2 AVALIAÇÃO DO PROCESSO DE ACETILAÇÃO
Avaliações reacionais foram realizados no intuito de estudar o processo
homogêneo de acetilação do glicerol, a partir do catalisador CH3COONa em
presença do anidrido acético. O sistema reacional foi operado em reator de
mistura batelada, com refluxo da fase fluida e temperatura de reação
compreendida entre 107° a 127°C.

49
4.2.1 Influência da temperatura
As operações para a acetilação do glicerol foram desenvolvidas em
sistema batelada, para tempo de reação compreendido entre 0 e 150 minutos,
nas temperaturas de 107, 117 e 127ºC e sob pressão atmosférica. A evolução
da conversão foi avaliada em função do tempo e considerando o efeito da
temperatura, mantendo-se constantes os seguintes parâmetros: carga de
catalisador de 0,75g e a razão molar entre a concentração do anidrido acético e
o glicerol de 3,25:1, conforme mostra a Figura 4.3.
Figura 4.3 - Evolução da concentração do glicerol. Influência da temperatura
na acetilação homogênea do glicerol com anidrido acético em presença do
acetato de sódio como catalisador. Procedimento experimental-1. Condições
operacionais: razão molar [(CH3CO)2O]0/[GOH]0=3,25; m[NaAc]=0,75g; P=1atm;
V[(CH3CO)2O]=25mL.
Como esperado, houve um aumento da conversão do glicerol com o
aumento da temperatura, observando-se que quando a temperatura foi elevada
a 127°C a conversão de glicerol aumentou até 97%. Neste intervalo de estudo
a reação foi tão sensível à temperatura que o aumento de apenas 20°C elevou
a conversão da reação em 60%. Percebeu-se claramente que os valores de
0 20 40 60 80 100 120 140 1600
10
20
30
40
50
60
70
80
90
100
Convers
ão (
%)
Tempo (min)
T=107°C
T=117°C
T=127°C

50
conversão já estão muito próximos da estabilidade. Na Tabela 4.1 está
destacado o efeito da temperatura sobre a seletividade, em particular da
diacetina.
Tabela 4.1 - Efeito da temperatura sobre a seletividade. Procedimento
experimental-1. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=3,25; m[NaAc]=0,75g; P=1atm; V[(CH3CO)2O]=25mL; t=150 min,
procedimento experimental-1.
Temperatura (oC) Conversão (%) Seletividade (%)
Monoacetina Diacetina Triacetina
107 34,80 2,52 86,84 10,64
117 50,00 4,10 88,54 7,36
127 97,00 3,10 89,26 7,64
A evolução da conversão foi significativa com a influência da
temperatura. Quanto à seletividade apresenta uma pequena diferença entre os
mesmos produtos, a maior diferença é observada na triacetina com uma
variação de 3% entre as temperaturas estudadas.
4.2.2 Influência da metodologia reacional
Avaliando do ponto de vista da metodologia experimental aplicada no
desenvolvimento do processo de acetilação, constatou-se que a influência da
temperatura na seletividade em diacetina é sempre favorecida nas condições
operacionais aplicadas em relação aos outros produtos de reação (mono e
triacetina). Portanto, procurou-se uma segunda metodologia experimental, já
que a acetilação consecutiva acontece endotermicamente, consequentemente
espera-se que em baixas temperaturas aumentaria a seletividade em
monoacetina. Fato constatado com a aplicação da segunda metodologia
experimental, realizada para a temperatura de 107ºC, onde a conversão se
manteve próxima a da metodologia experimental-1, em torno dos 33,84%, mas

51
a seletividade evoluiu para a formação da monoacetina, atingindo 44,27%,
conforme mostrado na Tabela 4.2. Já em relação à diacetina houve uma queda
para 55,53%, o mesmo acontecendo com a triacetina que cai para 0,19%, o
que mostra que é possível obter uma mistura rica em mono e diacetina, onde
na primeira metodologia aplicada o máximo de seletividade em monoacetina foi
de 2,50% na temperatura de 107ºC.
Tabela 4.2 - Efeito do procedimento experimental-2 na seletividade de mono, di
e triacetina. Condições operacionais: razão molar [(CH3CO)2O]0/[GOH]0=2,25;
m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
Tempo (min)
Conversão (%)
Seletividade (%)
Rendimento (%)
Mono Di Tri Mono Di Tri
5 33,84 44,27 55,53 0,20 6,89 8,64 0,03
10 30,22 40,43 59,29 0,27 5,62 8,24 0,04
15 27,33 43,75 55,90 0,34 5,50 7,03 0,043
20 27,59 39,76 59,88 0,36 5,05 7,60 0,045
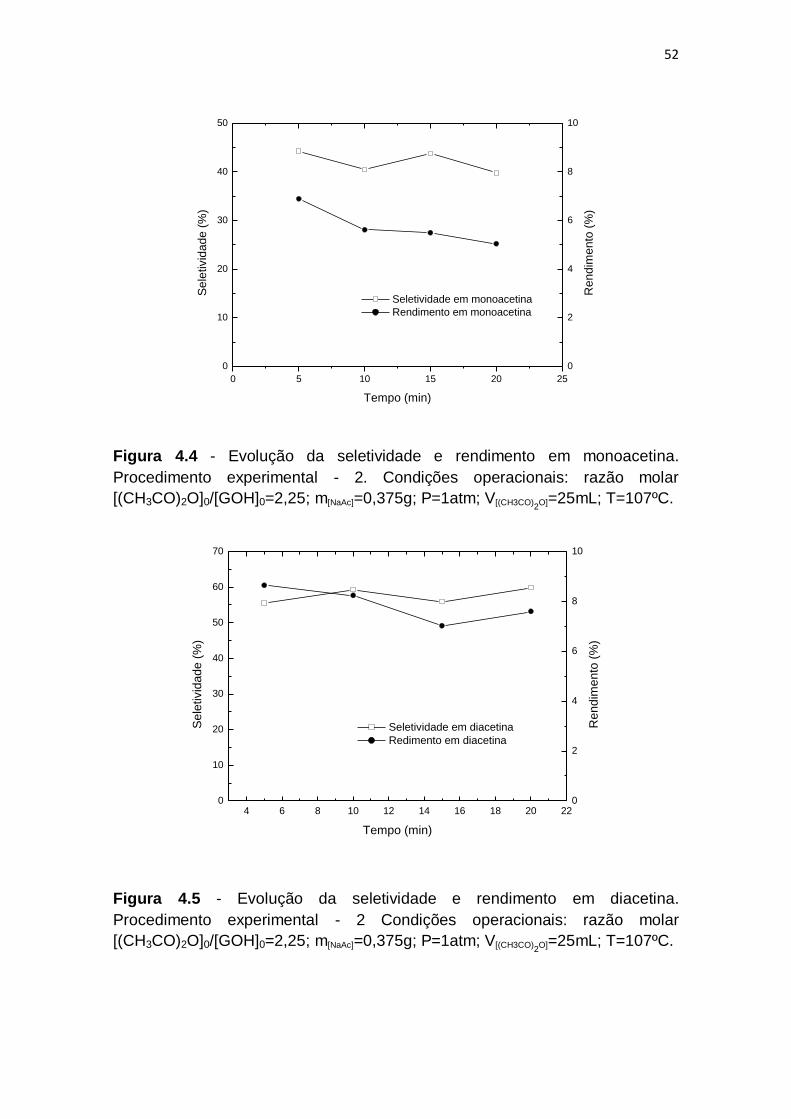
As Figuras 4.4, 4.5 e 4.6 detalham melhor a evolução temporária dos
acetatos de glicerol formados, quantificando as suas seletividades e
rendimentos em função do tempo de reação, na temperatura mais baixa de
reação de 107ºC.
52
Figura 4.4 - Evolução da seletividade e rendimento em monoacetina.
Procedimento experimental - 2. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
Figura 4.5 - Evolução da seletividade e rendimento em diacetina.
Procedimento experimental - 2 Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
0 5 10 15 20 25
0
10
20
30
40
50
Seletividade em monoacetina
Rendimento em monoacetina
Tempo (min)
Se
letivid
ad
e (
%)
0
2
4
6
8
10
Re
nd
ime
nto
(%
)
4 6 8 10 12 14 16 18 20 220
10
20
30
40
50
60
70
Seletividade em diacetina
Redimento em diacetina
Tempo (min)
Se
letivid
ad
e (
%)
0
2
4
6
8
10
Re
nd
ime
nto
(%
)

53
Figura 4.6 - Evolução da seletividade e rendimento em triacetina.
Procedimento experimental - 2. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
4.2.3 Influência da Razão Molar na Acetilação do Glicerol
No estudo do efeito da razão molar anidrido acético/glicerol na
seletividade e conversão do glicerol, se fez variar a concentração do glicerol
mantendo-se a concentração do anidrido acético constante. As reações foram
realizadas a pressão atmosférica, com carga de catalisador de 0,375 g,
temperatura de 107ºC e tempo de reação 30 minutos. Foram realizados
experimentos em batelada, variando-se apenas a quantidade de glicerol
introduzida no reator, sendo as razões: 3,25:1, 2,25:1 e 1,25:1. Os resultados
obtidos são apresentados na Figura 4.7.
4 6 8 10 12 14 16 18 20 22
0,0
0,1
0,2
0,3
0,4
0,5
Seletividade em triacetina (%)
Redimendo em triacetina (%)
Tempo (min)
Se
letivid
ad
e (
%)
0,00
0,02
0,04
0,06
0,08
0,10
Re
dim
en
to (
%)

54
Figura 4.7 - Efeito da razão molar sobre conversão e a seletividade.
Procedimento experimental - 1.Condições operacionais: m[NaAc]=0,375g;
P=1atm; V[(CH3CO)2O]=25mL; T=107ºC; t=30 minutos.
Observa-se que a razão molar exerceu um grande controle na escolha
do produto desejado e é um dos principais parâmetros na reação de acetilação
do glicerol. Portanto, quando se fala em seletividade, é possível claramente
perceber que os produtos tem bastante sensibilidade a este parâmetro.
O experimento caracterizou bem o comportamento da monoacetina com
relação ao aumento da razão anidrido acético/glicerol, percebendo-se uma
redução considerável na sua seletividade, passando de 37% para 7%, com
pequena variação na razão molar. Isto ocorre quando o reagente limitante é o
glicerol e as possibilidades de acetilação nos terminais da molécula de glicerol
se reduzem, e o excesso de anidrido faz com que a acetilação ocorra nos
terminais restantes das moléculas já acetiladas. Assim favorecendo a formação
da diacetina e triacetina, e neste caso especialmente a diacetina, porque
precisaria de maior quantidade de anidrido acético para forçar a reação da
terceira acetilação da molécula. Então, nota-se que a monoacetina e diacetina
além de produtos são também intermediários da reação o que está
detalhadamente descrito no mecanismo de reação representados nas
equações 4.1, 4.2 e 4,3 no título 4.3- Modelagem Cinética da Acetilação.
2 4
0
10
20
30
40
50
60
70
80
90
Monoacetina
Diacetina
Triacetina
Conversão
Razão Anidrido Acético/Glicerol
Se
letivid
ad
e (
%)
34
36
Co
nve
rsã
o (
%)

55
4.2.3 Influência do tempo de reação
Foi estudada a influência do tempo de reação na acetilação do glicerol,
mantendo-se constante os seguintes parâmetros: carga de catalisador: 0,375g;
temperatura: 127°C. Os resultados são mostrados na Figura 4.8.
Figura 4.8 - Evolução da conversão e da seletividade. Procedimento
experimental - 1. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=3,25; m[NaAc]=0,75g; P=1atm; V[(CH3CO)2O]=25mL; T=127ºC.
No intervalo de tempo estudado, a seletividade, praticamente não
apresentou variação com o aumento do tempo de reação, indicando que a
conversão da reação seguiu aumentando e produzindo praticamente apenas
diacetina. Em 150 minutos de ração a conversão já teria alcançado
aproximadamente 90%.
4.2.3 Influência da Carga de Catalisador
A Figura 4.9 mostra a influência da carga de catalisador na reação de
acetilação do glicerol mantendo-se constante os seguintes parâmetros: razão
molar anidrido acético/glicerol: 2/1; temperatura: 107°C; tempo: 30 minutos.
20 40 60 80 100 120 140 1600
10
20
30
40
50
60
70
80
90
Monoacetina
Diacetina
Triacetina
Conversão
Tempo de reação (min)
Sele
tivid
ad
e (
%)
88
90
92
94
96
98
Co
nve
rsã
o (
%)

56
Figura 4.9 - Conversão e seletividade em função da Carga de Catalisador.
Procedimento experimental-1. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC; t=30 minutos.
O aumento da carga de catalisador desloca a reação no sentido de
formação da triacetina, como mostra a Figura 4.9. Observa-se uma discreta
elevação da triacetina, como também uma diminuição na seletividade da
diacetina, levando em consideração que o tempo de reação foi de 30 minutos e
que o aumento de 0,6 g de acetato de sódio levou a uma variação de
conversão de até 30%.
4.3. MODELAGEM CINÉTICA DA ACETILAÇÃO
Levando-se em conta a hipótese do catalisador acetato de sódio realizar
de forma efetiva a ativação do anidrido acético, postulou-se uma proposta de
modelo fenomenológico baseado na constatação dos resultados experimentais
em relação à formação de intermediários reacionais instáveis: CH3C*O,
(CH3COO)2Na*. Estes complexos formados entre o anidrido acético e o
catalisador (acetato de sódio), permitindo a interação com o glicerol (GOH) são
apresentados nas equações 4.1, 4.2 e 4.3.
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8
0
10
20
30
40
50
60
70
80
90
Monoacetina
Diacetina
Triacetina
Conversão
Carga de catalisador (g)
Se
letivid
ad
e (
%)
18
20
22
24
26
28
30
32
34
36
38
40
42
44
46
Co
nve
rsã
o

57
(4.1)
(4.2)
K4
(4.3)
O balanço de massa em mono, di e triacetina (MoAcG, DiAcG e TriAcG),
incluindo lei cinética de primeira ordem para os componentes envolvidos,
permite formular o seguinte sistema de equações do modelo.
(4.4)
(4.5)
(4.6)
onde k1, k-1, k2, k3, k4, k5 são as constantes cinética evolvidas na reação de
produção dos acetatos de glicerol. Aplicando a teoria do estado estacionário
para os componentes intermediários instáveis, segundo o mecanismo
fenomenológico de reação, G* e CH3C*O, têm-se as suas taxas de reação:
(4.7)
K5
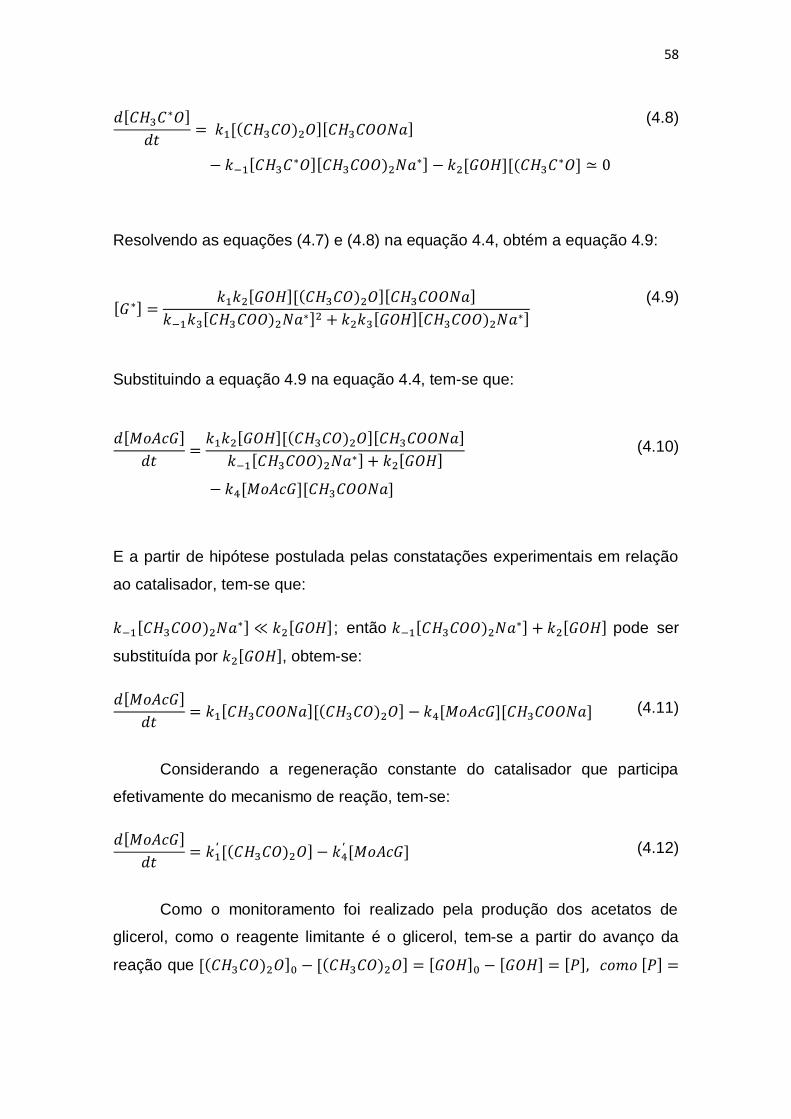
58
(4.8)
Resolvendo as equações (4.7) e (4.8) na equação 4.4, obtém a equação 4.9:
(4.9)
Substituindo a equação 4.9 na equação 4.4, tem-se que:
(4.10)
E a partir de hipótese postulada pelas constatações experimentais em relação
ao catalisador, tem-se que:
; então pode ser
substituída por , obtem-se:
(4.11)
Considerando a regeneração constante do catalisador que participa
efetivamente do mecanismo de reação, tem-se:
(4.12)
Como o monitoramento foi realizado pela produção dos acetatos de
glicerol, como o reagente limitante é o glicerol, tem-se a partir do avanço da
reação que

59
+ + , logo as equações 4.12, 4.5 e 4.6, podem ser
escrita como:
(4.13)
(4.14)
(4.15)
Considerando que as constantes
e são as respectivas
constantes k1, k4 e k5 multiplicadas pela concentração do catalisador
[CH3COONa].
O sistema de equações diferenciais (equações 4.13, 4.14 e 4.15) foi
resolvido numericamente por um método de integração do tipo Runge Kutta de
4ª ordem, seguido da aplicação de um método de otimização BOX, 2006,
procurando-se minimizar a função objetivo (f0), definida como a diferença
quadrática, entre os valores experimentais e calculados das concentrações dos
componentes da reação. Comparações entre os valores teóricos e
experimentais para a formação dos acetados de glicerol, nas suas respectivas
temperaturas são mostradas nas Figuras 4.10, 4.11 e 4.12, indicando bom
ajuste do modelo proposto quantificando-se desvios médios da ordem de 10-2.

60
0 5 10 15 20 25
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
tempo (min)
[Monoacetina] m
od (
mol/L)
Modelo
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
[Mo
no
ace
tin
a] e
xp(m
ol/L
)
Experimental
Figura 4.10 - Comparação entre os valores das concentrações experimentais e
calculadas a partir do modelo cinético proposto para a produção de mono, di e
triacetina. Procedimento experimental-2. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
0 5 10 15 20 25
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
tempo (min)
[Dia
cetina] m
od (
mol/L)
Modelo
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
1,1
1,2
[Dia
ce
tin
a] e
xp(m
ol/L
)
Experimental
Figura 4.11 - Comparação entre os valores das concentrações experimentais e
calculadas a partir do modelo cinético proposto para a produção de mono, di e
triacetina. Procedimento experimental-2. Condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.

61
0 5 10 15 20 25
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
tempo (min)
[Tri
acetina] m
od (
mol/L)
Modelo
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
[Tri
ace
tin
a] e
xp(m
ol/L
)
Experimental
Figura 4.12 - Comparação entre os valores das concentrações experimentais e
calculadas a partir do modelo cinético proposto para a produção de mono, di e
triacetina. Condições operacionais: razão molar [(CH3CO)2O]0/[GOH]0=2,25;
m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
Os valores obtidos para constantes de velocidade (k) são mostrados na
Tabela 4.3, para as seguintes condições operacionais: razão molar
[(CH3CO)2O]0/[GOH]0=2,25; m[NaAc]=0,375g; P=1atm; V[(CH3CO)2O]=25mL; T=107ºC.
Tabela 4.3 - Constantes de velocidade da reação de acetilação do glicerol em
presença de acetato de sódio e seus respectivos erros na otimização.
Constantes (min-1
) Valor Erro (%)
1,11x10
-4 3,32
1,54x10
-2 3,79
6,01x10
-4 4,47
Erro Médio (%) 3,86

62
Foi observado que na temperatura avaliada, a seletividade para a
diacetina foi bem acentuada em relação aos outros produtos. A acetilação
consecutiva acontece endotermicamente, portanto em baixas temperaturas a
seletividade aumentaria para a monoacetina, mas como temperatura
permaneceu em torno de 107ºC e a reação é consecutiva, então a
monoacetina é forçada a uma segunda acetilação, obtendo-se a diacetina com
uma maior seletividade. Justificado pelo fato do glicerol possuir três hidroxilas,
podendo a substituição acontecer nas hidroxilias terminais e/ou na hidroxila
central. Este fato é comprovado nitidamente na avaliação dos valores obtidos
para as três constantes envolvidas no mecanismo proposto. O valor da
constante é 100 vezes maior que as outras duas responsáveis pela
formação do mono e da triacetina, para a condição da mais baixa temperatura
estudada de 107ºC, com a conversão ficando em torno dos 30%.
Acredita-se então que uma maior conversão é pouco provável nesta
temperatura de 107ºC, comprovada com o aumento do tempo de reação. Já
que para os tempos de reação compreendidos entre 5 e 20 minutos, a partir da
segunda metodologia experimental aplicada, a conversão permanece
praticamente constante, modificando tão somente a seletividade em produtos
de reação.
No caso de se desejar obter mais di e/ou triacetina é só aumentar a
temperatura da reação, em 10 ou 20 graus, pois a conversão de glicerol
aumenta junto com o aumento em seletividade de di e triacetina.

63
5. CONCLUSÕES E PERSPECTIVAS
5.1 CONCLUSÕES
Cumprindo o objetivo de valorizar a glicerina disposta em elevadas
quantidades, procedeu-se a acetilação do glicerol. O melhor resultado para
conversão do glicerol em acetatos de glicerol foi observado utilizando as
seguintes condições: anidrido acético em excesso com razão molar: 3,25/1,
tempo de reação: 150 minutos, acetato de sódio: 0,75g e temperatura de
127°C, obtendo assim uma conversão de 97,04% e rendimentos de 3% em
monoacetina, 87% em diacetiana e 7% em triacetina.
A proporção em acetonitrila:água de 60:40, utilizada na metodologia
desenvolvida para o monitoramento reacional por cromatografia líquida, a partir
da utilização da coluna C18, dos acetatos de glicerol formados (mono, di e
triacetina) foi eficaz na separação e análise dos produtos de reação.
A maior seletividade para a monoacetina foi de 40,27% obtida a partir do
procedimento experimental 2, onde o glicerol é adicionado a reação quando
esta já está na temperatura desejada, nas seguintes condições: razão molar de
anidrido acético sobre glicerol: 2,25/1, tempo de reação: 5 minutos, acetato de
sódio: 0,37g, temperatura: 107°C.
A maior seletividade para a diacetina foi de 89,71% obtida a partir do
procedimento experimental 1, onde o glicerol é aquecido juntamente com os
outros reagentes. Condições: razão molar de anidrido acético sobre glicerol:
3/1, tempo de reação: 90 minutos, acetato de sódio: 0,75g, temperatura: 127°C.
Um modelo matemático foi desenvolvido para representar a cinética da
reação de acetilação com base no mecanismo catalítico de etapas
consecutivas. Os valores das constantes de velocidade foram,
,
e em relação à monoacetina,
diacetina e triacetina respectivamente. O modelo representou bem o
comportamento cinético da reação com erro de aproximadamente 3% a 4%.

64
5.2 SUGESTÕES PARA TRABALHOS FUTUROS
Tendo em vista a continuidade da presente pesquisa, propõem-se as
seguintes etapas:
Realizar um estudo sistemático prevendo melhorar a conversão com o
aumento da seletividade em monoacetina, utilizando outros catalisadores como
o hidróxido de sódio (NaOH).
Estudar a possibilidade de usar uma proporção pré-estabelecida de
anidrido acético e ácido acético (1:1; 1:2; 1:3 e 1:4), no intuito da diminuição da
utilização do anidrido acético, o substituindo por ácido acético. Mantendo a
concentração do glicerol de 3,26 mol/L e dos catalisadores a ser testado em
0,375 g.
Avaliar a possibilidade da reutilização do excesso de anidrido acético
e/ou ácido acético, após a destilação ou rota-evaporação, pensando na
diminuição de custo do processo de acetilação.

65
6. REFERÊNCIAS
ABREU, F.R.; LIMA, D.G.; HAMÚ, E.H.; EINLOFT, S; RUBIM, J. C; SUAREZ,
P.A.Z. New multi-phase catalytic systems based on tin compounds actives for
vegetable oil transesterification reaction. Journal of Molecular Catalysis, v.
227, p. 263-267, 2005
BALARAJU, M.; NIKHITHA, P.; JAGADEESWARAIAH, K.; SRILATHA, K.; SAI
PRASAD, P. S.; LINGAIAH, N. Acetylation of glycerol to synthesize bioadditives
over niobic acid supported tungstophosphoric acid catalysts. Fuel Processing
Technology, v.91, 249–253, 2010.
BEATRIZ, A.; ARAÚJO, Y. J. K.; LIMA, D. P. Glicerol: um breve histórico e
aplicação em sínteses estereosseletivas. Química Nova, V. 34, N. 2, p.306-
319, 2011.
Biodieselbr, glicerina como subproduto do biodiesel, disponível em:
<http://www.biodieselbr.com/biodiesel/glicerina/biodiesel-glicerina.htm>. Acesso
em 28 de Dezembro de 2014.
BLIECK, J.; AFFOUARD, F.; BORDAT, P.; LERBRET, A.; DESCAMPS, M.
Molecular dynamics simulations of glycerol glass-forming liquid. Chemical
Physics, v.317, p. 253–7, 2005.
BRAINER, J. E. N.; SALES, D. C. S.; MEDEIROS, E. B. M.; LIMA FILHO, N.
M.; ABREU, C. A. M., Wet oxidation of glycerol into fine organic acids: catalyst
selection and kinetic evaluation. Brazilian Journal of Chemical Engineering,
vol. 31, no. 04, p. 913-923, 2014.
CAMERON, D. C.; ALTARAS, N. E.; HOFFMAN, M. L.; SHAW, A. J. Metabolic
engineering of propanediol pathways. Biotechnology Progress, v. 14, p. 116-
125, 1998.
CAMPOS, C; GERSCHENSON, L.; FLORES, S. Development of edible films
and coatings with antimicrobial activity. Food and Bioprocess Technology, v.
4, n. 6, p. 849-875, 2011.

66
CERON, Letícia. B. Síntese de éteres e ésteres da glicerina utilizados como
aditivo ao biodiesel: uma proposta mitigadora com redução nas emissões
gasosas, dissertação de mestrado, Cuiabá, MT: UFMT, 2010.
CHIU, C. W.; DASARIM, A; SUTTERLIN, W.; SUPPES, G. J. Removal of
Residual Catalyst from Simulated Biodiesel’s Crude Glycerol for Glycerol
Hydrogenolysis to Propylene Glycol. Industrial & Engineering Chemistry, V.
45, p. 791-795,2006.
ENCARNAÇÃO, Ana P. G. Geração de biodiesel pelos processos de
transesterificação e hidroesterificação, uma avaliação econômica, 2008.
Dissertação de Mestrado, Rio de Janeiro, RJ:UFRJ, 2008.
FERREIRA, P.; FONSECA, I. M.; RAMOS, A. M.; VITAL,J.; CASTANHEIRO, J.
E. Acetylation of glycerol over heteropolyacids supported on activated carbon,
Catalysis Communications ,v.12, p. 573–576, 2011.
FUKUMURA, T. Catalytic sinthesis of glycerol monoacetate using a continuous
expanded bed column reactor packed with cation-exchande. Industrial &
Engineering Chemistry, v. 48, p. 1816-1823, 2009.
HUANG, M.; HAN, X.; HUNG, C.; LIN, J.; WU, P.; WU, J.; LIU, S.
Heteropolyacid-based ionic liquids as efficient homogeneous catalysts, Journal
of Catalysis, v. 320, p. 42–51, 2014.
JORNAL OFICIAL DA UNIÃO EUROPEIA, directiva 2003/96/ce do conselho
de 27 de Outubro de 2003 que reestrutura o quadro comunitário de tributação
dos produtos energéticos e da eletricidade, 2003.
KHAYOON, M. S.; HAMEED, B. H. Acetylation of glycerol to biofuel additives
over sulfated activated carbon catalyst, Bioresource Technology v. 102 p.
9229–9235, 2011.
KNOTHE, G.; GERPEN, J. V.; KRAHL, J.; RAMOS, L. P. Manual de
Biodiesel. Edgard Blücher, 2006.

67
KUSUNOKI, Y.; MIYAZAWA, T.; KUNIMORI, K.; TOMISHIGE, K. Highly active
metal–acid bifunctional catalyst system for hydrogenolysis of glycerol under
mild reaction conditions. Catalysis Communications, v. 6,p. 645–649, 2005.
LAHR D. e SHANKS B. Kinetic Analysis of the Hydrogenolysis of Lower
Polyhydric Alcohols: Glycerol to Glycols. Industrial & Engineering Chemistry.
Res., 42, 5467-5472. 2003.
LIAO, X. et al. Producing triacetylglycerol with glycerol by two steps:
esterification and acetylation. Fuel Process. Technol. vol., 90, p. 988–993,
2009.
LIMA FILHO, N. M.; BRAGA, C. F.; ABREU, Cesar A. M.; QUENEAU, Y.;
DESCOTES, G. kinetics of catalytic sucrose esterification in aqueous media.
Reaction Kinetics and Catalysis Letters, Budapest, v. 77, n.1, p. 91-102,
2002.
LIMA FILHO, N. M.; SILVA, S. R. T.; MEDEIROS, E. M. M; ABREU, C. A. M. –
Desenvolvimento e Avaliação do Processo de Acetilação Catalítica de
Sacarídeos. Anais do XX Congresso Brasileiro de Engenharia Química, Centro
Sul – Florianopólis - SC, 2014.
MIYAZAWA, T.; KUSUNOKI, Y.; KUNIMORI, K.; TOMISHIGE, K. Glycerol
conversion in the aqueous solution under hydrogen over Ru/C + an ion-
exchange resin and its reaction mechanism. Journal of Catalysis, v. 240 , p.
213–221, 2006.
MOLINERO, L.; LADERO, M.; TAMAYO, J.J.; GARCÍA-OCHOA, F.
Homogeneous catalytic esterification of glycerol with cinnamic and
methoxycinnamic acids to cinnamate glycerides in solventless medium: Kinetic
modeling. Chemical Engineering Journal, v. 247p. 174–182, 2014.
MOTA, C. J. A.; PESTANA, C. F. M. Coprodutos da Produção de Biodiesel;
Virtual Quimica., v. 3, p. 416-425, 2011.

68
MOTA, C. J. A.; SILVA, C. X. A; GONÇALVES, V. L. C. Gliceroquímica: novos
produtos e processos a partir da Glicerina de produção de biodiesel. Química
Nova, V. 32, p. 639-648, 2009.
PARENTE, E.J., Biodiesel: uma aventura tecnológica num país engraçado.
Fortaleza, TECBIO, p. 1-66, 2003.
PATEL, A.; SINGH, S. A green and sustainable approach for esterification of
glycerol using12-tungstophosphoric acid anchored to different supports:
Kinetics and effect of support. Fuel, v. 118, p. 358–364, 2014.
PEROSA, A.; TUNDO, P. Selective Hydrogenolysis of Glycerol with Raney
Nickel. Ind. Industrial & Engineering Chemistry. V. 44, p. 8535-8537, 2005.
QUISPE, C. A. G.; CORONADO, C. J. R.; CRVALHO JR. J. A. Glycerol:
Production, consumption, prices, characterization and new trends in
combustion. Renewable and Sustainable Energy Reviews, v. 27, p. 475–493,
2013.
RABELO, Ivan D. Estudo de desempenho de combustíveis convencionais
associados a Biodiesel obtido pela transesterificação de óleo usado em
fritura. Dissertação de Mestrado, Curitiba, PR: Centro Federal de Educação
Tecnológica do Paraná, 2001.
REDDY, P. S.; SUDARSANAM, P.; RAJU, G.; REDDY, B.M. Selective
acetylation of glycerol over CeO2–M and SO4/CeO2–M (M = ZrO2 and
Al2O3) catalysts for synthesis of bioadditives. Journal of Industrial and
Engineering Chemistry v. 18 , p. 648–654, 2012.
REZAYAT, M.; GHAZIASKAR, H. S., Continuous synthesis of glycerol acetates
in supercritical carbon dioxide using Amberlyst 15 ®. Green Chemistry., v. 11,
p. 710-715, 2009.
RIBEIRO, F. Estudo Das Transformações Químicas Da Glicerina Sob
Irradiação De Micro-Ondas Visando Seu Reaproveitamento Como Aditivo
Ao Biodiesel. Dissertação de mestrado, Cuiabá, MT: UFMT, 2009.
69
RODRÍGUEZ, D.; ADRIANY, C.; GAIGNEAUX, E.M. Glycerol acetylation on
sulphated zirconia in mild conditions. Catalysis Today, v. 167, p. 56–63, 2011.
SEBRAE, BIODIESEL, 2007. Disponível em <
http://www.storck.com.br/site_biodiesel/Figuras%20para%20site/Cartilha_Sebra
e%20biodiesel.pdf> acesso em: 08/12/2014.
SILVA, L. N.; GONÇALVES, V. L. C.; MOTA,C. J. A. Catalytic acetylation of
glycerol with acetic anhydride. Catalysis Communications. v. 11, p. 1036–
1039, 2010.
SIVAIAH, M.V; ROBLES-MANUEL, S.; VALANGE, S.; BARRAULT, J. ecent
developments in acid and base-catalyzed etherification of glycerol to
Polyglycerols, Catalysis Today v. 198 p. 305 – 313, 2012.
SOYBEAN, Export Council Inc., Glycerin Market Analysis, Indianapolis,
U.S.A., 2008. Disponível em: ⟨http://www.google.com/url?sa=t&rct=j&q=cr
ude%20glycerin%20is%20volatile&source=web&cd=7&ved=0CFAQFjAG&url=h
ttp%3A%2F%2Fwww.asaimsea.com%2Fdownload_doc.php%3Ffile%3DGlyceri
n%2520Market%2520Analysis_Final.pdf&ei=brDaTob5JYuftwetsMjtAQ&usg=A
FQjCNE5ZJXrlrpTsh5VPOePQ24YiPYILg⟩, acesso em 30/10/2014.
TESSER, R.; SERIO, M. D.; CASALE, L.; SANNINO, L.; LEDDA, M. ;
SANTACESARIA, E. Acid exchange resins deactivation in the esterification of
free fatty, Chemical Engineering Journal, v. 161, p. 212–222, 2010.
WANG, K.; HAWLEY, M. C.; FURNEY, T. D. A selectivity study of 2,4-
pentanediol hydrogenolysis combining experiments and computer simulation.
Chemical Engineering Science, v. 58, p. 4271 – 4285, 2003.
WOO, C. Clean fuel trends in Asia: contribution of MTBE. Hydrocarbon
Process, v. 86,p. 85–8, 2007.
ZHOU, L.; NGUYEN, T.; ADESINA, A. A. The acetylation of glycerol over
amberlyst-15: Kinetic and product distribution. Fuel Processing Technology v.
104, p. 310–318, 2012.

70
ZHOU, L; AL-ZAINI, E.; ADESINA, A. Catalytic characteristics and parameters
optimization of the glycerol acetylation over solid acid catalysts. Fuel v. 103, p.
617–625, 2013.