universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL
FACULTAD DE INGENIERÍA INDUSTRIAL CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE TITULACIÓN
PREVIO A LA OBTENCIÓN DEL TÍTULO DE
INGENIERO INDUSTRIAL
ÁREA
SISTEMAS DE PRODUCCIÓN
TEMA
“ANÁLISIS DEL ÁREA DE IMPRESIÓN,
REPOTENCIACIÓN DE LA PRODUCTIVIDAD Y
MANTENIMIENTO DE LOS EQUIPOS EN LA EMPRESA
PLÁSTICOS ECUATORIANOS S.A.”
AUTOR
TUMBACO QUIMIS STALIN EDUARDO
DIRECTOR DEL TRABAJO
ING. MEC. RUÍZ SÁNCHEZ TOMÁS ESIQUIÓ, MSc.
GUAYAQUIL, SEPTIEMBRE 2018
ii
FACULTAD DE INGENIERÍA INDUSTRIAL ESCUELA/CARRERA INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
CERTIFICADO PORCENTAJE DE SIMILITUD
Habiendo sido nombrado Ing. Mec. Ruíz Sánchez Tomás Esiquió, MSc., tutor del trabajo de
titulación certifico que el presente trabajo de titulación ha sido elaborado por Tumbaco Quimis
Stalin Eduardo, C.C. 0916716087, con mi respectiva supervisión como requerimiento parcial para
la obtención del título de Ingeniero Industrial.
Se informa que el trabajo de titulación: “ANÁLISIS DEL ÁREA DE IMPRESIÓN,
REPOTENCIACIÓN DE LA PRODUCTIVIDAD Y MATENIMIENTO DE LOS EQUIPOS
EN LA EMPRESA PLÁSTICOS ECUATORIANOS S.A.”, ha sido orientado durante todo el
periodo de ejecución en el programa antiplagio (indicar el nombre del programa antiplagio
empleado) quedando el 2% de coincidencia.
https://secure.urkund.com/account/account/submitter/8820320-183648-229718
Ing. Mec. Ruíz Sánchez Tomás Esiquió, MSc.
C.C. 0903482081

iii
Declaración de autoría
“La responsabilidad del contenido de este trabajo de Titulación, me corresponde
exclusivamente; y el patrimonio intelectual del mismo a la Facultad de Ingeniería
Industrial de la Universidad de Guayaquil”
Tumbaco Quimis Stalin Eduardo
C.C. 0916716087

iv
Dedicatoria
A Dios, por permitirme el haber llegado hasta este momento.
A mi madre, hermanos, esposa e hijos por haberme dado su apoyo y motivación para
culminar mi carrera.

v
Agradecimiento
Principalmente a Dios, que me ha dado la fuerza y salud para culminar mi meta.
A mi madre, por haber sido la palabra de aliento en momentos difíciles y la copartícipe
de este logro.
A mis hermanos Daniel, Carlos y Cecilia porque me han brindado su apoyo
incondicional y por compartir conmigo buenos y malos momentos.
A todas las personas que ayudaron directa e indirectamente, que han contribuido con
sus conocimientos y apoyo moral y espiritual en todo este proceso de preparación, en
especial a mis tutores en el presente trabajo Ing. Mec. Ruiz Sánchez Tomas Esiquio, MSc.
e Ing. Químico. Murillo López Erwin Joaquín, Mg.

Índice General
N° Descripción Pág.
Introducción
Capítulo I
Diseño de la investigación
N° Descripción Pág.
1.1 Antecedentes de la investigación 2
1.2 Objeto de estudio 2
1.2.1 Justificación 2
1.3 Delimitación del problema 3
1.4 Objetivo 3
1.4.1 Objetivo general 3
1.4.1.1 Objetivos Específicos 3
1.4.2 Marco Teórico 3
1.4.3 Metodología 7
1.5 La Empresa 7
1.5.1 Datos generales 7
1.5.2 Ubicación 8
1.5.3 Organización 9
1.5.4 Productos 9
1.5.5 Recursos Productivos 9
1.5.6 Proceso de Producción 9
Capítulo II
Situación actual y Diagnóstico
N° Descripción Pág.
2.1 Situación Actual 11
2.1.1 Capacidad de producción 11
2.1.2 Identificación de problemas en Líneas de producción 12
2.2 Análisis y diagnóstico 12
2.2.1 Análisis de datos y registros de problemas en cada línea 13
vii
N° Descripción Pág.
2.2.2 Impacto económico de problemas 21
2.2.3 Diagnóstico 23
Capítulo III
Propuesta y evaluación económica
N° Descripción Pág.
3.1 Propuesta 25
3.1.1 Planteamiento de alternativas de solución a problemas 25
3.1.2 Costos de alternativas de solución 28
3.1.3 Evaluación y selección de alternativa de solución 28
3.2 Evaluación económica y financiera 28
3.2.1 Plan de inversión y financiamiento 28
3.2.2 Evaluación financiera 29
3.3 Programación para puesta en marcha 29
3.3.1 Planificación y Cronograma de implementación 29
3.4 Conclusiones 30
3.5 Recomendaciones 30
ANEXOS 32
BIBLIOGRAFÍA 47

viii
Índice de Tablas
N° Descripción Pág.
1 Recursos productivos 9
2 Unidades producidas 11
3 Capacidad de producción 12
4 Registro de problemas Imp.Tapa 13
5 Registro de problemas Polytype1 14
6 Registro de problemas Polytype 2 16
7 Registro de problemas OMSO 17
8 Registro de problemas Tampoprint 18
9 Registro de problemas KASE 20
10 Valor energía eléctrica 22
11 Valor mano de obra directa 22
12 Valor mano de obra indirecta 22
13 Valor repuestos y materiales 23
14 Valor reparaciones y mantenimiento externo 23
15 Total impacto económico en área de impresión en periodo de 6 meses 23
16 Propuesta área de impresión 25
17 Valor propuesta de mantenimiento mensual 26
18 Valores repuestos y materiales 27
19 Valor propuesta de capacitación 27
20 Valor de la propuesta 28
21 Cálculo del beneficio 29

ix
Índice de Figuras
N° Descripción Pág.
1 Ubicación Plásticos Ecuatorianos. 8
2 Diagrama del proceso. 10
3 Análisis de pareto Imp. Tap. 13
4 Problemas Imp. Tapa. 14
5 Análisis de Pareto Polytype 1 15
6 Problemas Polytype . 16
7 Análisis de pareto Polytype 2 16
8 Problemas Polytype 2. 18
9 Análisis de pareto OMSO 17
10 Problemas OMSO. 18
11 Análisis de pareto Tampoprint 19
12 Problemas Tampoprint. 19
13 Análisis de Pareto KASE 20
14 Problemas KASE 21
15 Cronograma de implementación. 30

x
Índice de Anexos
N° Descripción Pág.
1 Organigrama estructura del Holding 33
2 Distribución de planta de Plásticos Ecuatorianos S. A. 34
3 Máquina impresora de tapa 35
4 Máquina impresora Polytype 1 36
5 Máquina impresora Polytype 2 37
6 Máquina impresora OMSO 38
7 Máquina impresora Tampoprint 39
8 Máquina impresora Kase 40
9 Clise impresora de tapa 41
10 Clise impresora Polytype 1 y 2 42
11 Clise impresora OMSO 43
12 Clise impresora Tampoprint 44
13 Clise impresora Kase 45
14 Antigüedad de máquinas 46

xi
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA/CARRERA INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
ANÁLISIS DEL ÁREA DE IMPRESIÓN, REPOTENCIACIÓN DE LA
PRODUCTIVIDAD Y MATENIMIENTO DE LOS EQUIPOS EN LA EMPRESA
PLÁSTICOS ECUATORIANOS S.A.
Autor: TUMBACO QUIMIS STALIN EDUARDO
Tutor: ING. MEC. RUÍZ SÁNCHEZ TOMÁS ESIQUIÓ, MSC.
RESUMEN
Este trabajo se realizó en la empresa Plásticos Ecuatorianos S.A. basado en los problema
presentados en las diferentes líneas del área de impresión donde se plasman los diseños
solicitados por el cliente; el objetivo principal es el análisis para generar propuesta que
permitan disminuir las horas paradas, realizar mantenimiento de los equipos, aumentar la
productividad, se aplica métodos basados en técnicas de Ingeniería Industrial como Diagrama
Ishikawa y Pareto los que permiten identificar los problemas en las diferentes líneas y sus
causas por desgastes de partes mecánicas, tiempo perdido por cambios de formatos. Se
propone contemplar un mantenimiento programado y capacitar al personal operativo, para
lograr la disminución de horas de paralización y optimización de cambios en impresora de
tapa, polytype 1 y 2 , omso, kase y tampoprint; la inversión $36.296,08, el valor del
problema asciende a $165.538,96 anuales, con la propuesta de mejora presentada se
considera disminuir los problemas antes descritos en un 40% con lo que se obtiene un
beneficio anual de $66.215,58; la Relación beneficio costo determina que por cada dólar que
invierte la organización en el proyecto se recibirá $1,84 de beneficio lo que indica que la
propuesta es realizable.
PALABRAS CLAVES: Análisis, Productividad, Impresión, Plástico, Mantenimiento
Programado.

xii
FACULTAD DE INGENIERÍA INDUSTRIAL
ESCUELA/CARRERA INGENIERÍA INDUSTRIAL
UNIDAD DE TITULACIÓN
ANALYSIS OF THE PRINTING AREA, REPOWERING OF THE PRODUCTIVITY
AND MAINTENANCE OF THE EQUIPMENT IN THE PLASTICOS
ECUATORIANOS COMPANY S.A
Autor: TUMBACO QUIMIS STALIN EDUARDO
Tutor: MEC. ENG. RUIZ SÁNCHEZ TOMÁS ESIQUIÓ, MSC.
ABSTRACT
This work was carried out in the company Plásticos Ecuatorianos S.A. based on the
problems presented in the different lines of the printing area where the designs requested by
the client are reflected; the main objective is the analysis to generate proposals to reduce
downtime, perform equipment maintenance, and increase productivity, methods based on
industrial engineering techniques such as Ishikawa and Pareto diagrams are applied, that
allow to identify the problems in the different lines and their causes due to the wearing of
mechanical parts, time lost due to changes in formats. It is proposed to contemplate a
scheduled maintenance and to train the operative staff, to achieve the reduction of hours of
paralysis and optimize the changes in Cap Printer, Polytype 1 and 2, Omso, Kase and
Tampoprint; the investment is $ 36,296.08, the value of the problem amounts to $ 165,538.96
per year, with the improvement proposal presented, it is considered to reduce the problems
described above by 40%, with an annual benefit of $ 66,215.58; The cost benefit ratio
determines that for each dollar that the organization invests in the project, $ 1.84 will be
received, which indicates that the proposal is feasible.
KEY WORDS: Analysis, Productivity, Printing, Plastic, Scheduled maintenance.

Introducción
El presente trabajo fue realizado en base a la información recopilada en la empresa
Plásticos Ecuatorianos S. A. en el área de impresión, tiene como objetivo analizar,
repotenciar y mejorar el mantenimiento de los equipos.
Se clasifica en tres capítulos, el primero tenemos diseño de la investigación donde se
detalla los antecedentes referente a la empresa, justificativos, metodología, objetivos,
ubicación, su historia, su misión, su visión, línea de producción, productos y procesos de
producción.
Posteriormente continúa el capítulo dos, situación actual diagnóstico de los problemas
encontrados, capacidad de producción, identificación de problemas en líneas de
producción, análisis de datos y registros, impacto económico de los problemas, para
culminar con el diagnostico que da paso a la propuesta.
En el tercer capítulo, donde se definen las opciones más convenientes para la solución
de los problemas planteados, propuesta y evaluación económica, planteamiento de
alternativa de solución a problemas, valor de la propuesta, mantenimiento, materiales,
capacitación, evaluación y selección de alternativa de solución, plan de inversión y
financiamiento, planificación y cronograma de implementación, conclusión y
recomendaciones.

Capítulo I
Diseño de la investigación
1.1 Antecedentes de la investigación
Desde su constitución Plásticos Ecuatorianos se destacó en la industria plástica por el
compromiso con sus colaboradores y sus diversos procesos, Soplado, Termo formado
Rígido, Inyección, Termo formado Foam e Impresión que es el área en estudio de este
presente trabajo. Poco a poco con mucho esfuerzo y soportado por sus colaboradores, tras
grandes logros y dando frutos sus gestiones se fue adquiriendo más maquinaria usada, en
ese momento en mal estado, con inversión y mucho empeño, se las puso en
funcionamiento y también se adquirieron nuevos moldes, de diferentes artículos y para
diferentes procesos de fabricación, y con servicios adicionales como es el proceso de
Impresión de envases industriales y artículos descartables.
Después de más de cinco décadas, con el mismo espíritu de pujanza y mejoramiento,
Plásticos Ecuatorianos S.A. sigue con este firme propósito y lo evidencia con la
adquisición de nuevas tecnologías y la constante innovación en maquinarias de última
generación, su personal capacitado, y lo más importante, comprometido.
1.2 Objeto de estudio
1.2.1 Justificación
Conociendo los inconvenientes presentado en el área, baja eficiencia en la producción
se pretende aumentar su capacidad de manufactura.
El área cuenta con máquinas que no están trabajando a su máximo volumen por ende se
tiene que ajustar su capacidad y después ver cuáles son las que necesitan atención y cómo
será su proceso de mejoramiento. Plásticos Ecuatorianos S.A. elabora empaques plásticos
para uso industrial y descartables de consumo masivo, por lo que muchos de sus productos
son considerados como materia prima para otras organizaciones, por tanto se debe asegurar
que sus variables cumplan las funciones al cual va a destinado su uso mediante las
especificaciones dadas de los clientes.
1.3 Delimitación del Problema
Dicha investigación estará delimitada bajo las siguientes condiciones:
Este trabajo se orienta al área de Impresión en la empresa Plásticos Ecuatorianos
ubicada en la ciudad de Guayaquil vía a Daule.

Diseño de la investigación 3
Orientada a mejorar las condiciones de máquinas del área de impresión generando
mayor productividad y disminuyendo paralizaciones lo que generara mayor
eficiencia de las operaciones.
1.4 Objetivo
1.4.1 Objetivo General
Análisis del área de impresión, repotenciación de la productividad y mantenimiento de
los equipos en la Empresa Plásticos Ecuatorianos.
1.4.1.1 Objetivos Específicos.
Realizar un análisis preliminar del área de Impresión en Plásticos Ecuatorianos S.A.
Minimizar la cantidad de paralizaciones no programadas.
Proponer cambiar el diseño actual de trabajo que permita salvaguardar la
operatividad de las maquinas en el área de Impresión.
Establecer capacitación de personal operativo.
Reducir reparaciones externas de partes mecánicas y operacionales.
1.4.2 Marco Teórico
A partir de la Revolución Industrial del siglo XVIII, surgieron nuevas relaciones entre
los volúmenes de producción y las personas involucradas en el trabajo; Federick Taylor
(1856 – 1915) a finales del siglo XIX y principios del siglo XX desarrolló en Estados
Unidos los conceptos de la administración científica para alcanzar mayor eficiencia en las
tareas operativas; por el mismo tiempo, Henry Fayol (1841 – 1925) estableció los
principios de la Administración y la Organización funcional de las empresas que aún se
aplica de forma extendida.
Tiene sus inicios a fines del siglo XVlll y principios del siglo XlX. Consiste en un
cambio de los modelos de producción; Aquella producción artesanal, hecha a mano y
limitada, pasa a ser una producción hecha a máquina y en serie. Donde se presenta con
mayor fuerza es en Inglaterra, pero también hay cambios fuertes en Francia, Italia,
Alemania, EE.UU., etc. Dentro de los principales cambios y aportaciones de la revolución
industrial están:
1. Cambios de los sistemas de producción.
2. Disminución en los costos de producción.
3. Aparecen los grandes inventos.
4. Aparece una nueva clase social :el obrero.
5. Aparece la competencia.
Diseño de la investigación 4
Administración científica es el nombre que recibió debido al intento de aplicar los
métodos de la ciencia a los problemas de la administración para lograr una gran eficiencia
industrial.
Los principales métodos científicos aplicables a los problemas de la administración son
la observación y la medición. La teoría de la administración científica surgió en parte por
la necesidad de elevar la productividad. A mediados del siglo XX, en Estados
Unidos en especial, había poca oferta de mano de obra. La única manera de elevar la
productividad era elevando la eficiencia de los trabajadores.
Así fue como Frederick W. Taylor, Henry L. Gantt y Frank y William Gilbreth
inventaron el conjunto de principios que se conocen como la teoría de la administración
científica.
Henry Fayol suele ser recordado como el fundador de la escuela clásica de la
administración, no porque fuera el primero en estudiar el comportamiento
gerencial, sino porque fue el primero en sistematizarlo. Fayol pensaba que las
prácticas administrativas aceptadas siguen ciertos patrones, los cuales se
pueden identificar y analizar. A partir de esta premisa básica, trazó el
proyecto de una doctrina congruente de la administración, la cual sigue
conservando mucha fuerza hasta la fecha.
Pérez (2013) afirma “Productividad y competitividad son los retos de los
sectores de manufactura y de servicios, el grado de desarrollo va
implícito con los avances tecnológicos y de información que impone la
globalización. Competir con países que han logrado altos estándares en
sus procesos exige de estos sectores identificar las
mejores prácticas en sus sistemas de producción y de
operaciones.” (pág. 2).
Tejero (2016) afirma “El objetivo previsto por el autor en la presente
obra no es otro que el de sistematizar la evolución de una forma
didáctica, de las diferentes filosofías, métodos y procedimientos que se
han ido aplicando en las empresas industriales en todo lo relativo a su
estructura organizativa y técnicas de gestión aplicables a las mismas; de
tal manera que el lector encuentre los elementos de juicio necesarios para
una eficaz dirección operativa de la producción industrial, rehusando al
máximo entrar en divagaciones o especulaciones teóricas que no hayan
sido avaladas por la práctica empresarial.” (pág. 1).

Diseño de la investigación 5
Villanueva (2014) “durante todo este tiempo nos encontramos que ante
este universo en constante evolución y esta búsqueda de mejorar el
mantenimiento para una mejor supervivencia humana, siempre pasamos
indefectiblemente a tocar en forma profunda a las prácticas
administrativas, comprobando que desde finales del siglo pasado y recién
iniciado este siglo XXI, nos enfrentamos ante nuevas teorías de lo que es
el mantenimiento industrial y su administración. Recordemos que en
1992 nació en Inglaterra el concepto administración de activos (asset
management), lo cual dio lugar al establecimiento de grandes y eficientes
empresas” (pág. 267)
Grupo Editorial Patria (2014)” La ingenieria industrial se considera una
de las ingeniarías más versátiles y completas. Con base en su
preparación, el ingeniero industrial posee la habilidad para desarrollarse
en las áreas de recursos humanos, compras, logística u ocupar alguna
dirección administrativa o del estudio del trabajo, entre otras áreas. Esta
es la razón principal por la que el estudiante de ingeniería industrial que
inicia su carrera, adquiera un panorama amplio acerca de las diferentes
asignaturas que forman parte de sus estudios profesionales.” (pág. 73).
Sánchez (2014) expone “las técnicas necesarias para conseguir una
organización de la producción eficaz. La parte primera es una
introducción en la que se da a conocer la organización general de la
empresa, el concepto de productividad, las causas que la afectan
negativamente, las técnicas más adecuadas para eliminarlas y las
cuestiones que se han de tener en cuenta en el diseño del producto para
que éste sea de calidad y obtenido al menor coste. La parte segunda está
dedicada a la mejora de los métodos de las operaciones de fabricación y
de la preparación de las máquinas. En la parte tercera se estudian las
distribuciones en planta, el diseño de las cadenas de montaje, el sistema
de producción de Toyota y cómo hacer una implantación del lean
production” (pág. 1)
Campos (2014) afirma “las tecnologias de información juegan un amplio
rol en la sociedad y, en particular resultan decisivas en la economía al
convertirse en uno de los pilares fundamentales de la ventaja competitiva
de las empresas. Es por ello, que en los últimos años la medición de la

Diseño de la investigación 6
productividad en esta actividad se ha convertido en un gran reto.” (pág.
112).
Vásquez (2014) narra “sin la frialdad y el embrollo que produce la teoria
de las ciencias exactas, se involucra la subjetividad humana dedicada al
servicio de mantenimiento con la, en muchas ocasiones, insensible
industria moderna de la que se ha escrito demasiado sobre técnicas de
mantenimiento, pero donde todos se han olvidado de ciertos aspectos
muy importantes: Hablar del "recurso inteligente minimizado" o
¿explotado? donde ya es visto igual que máquina. De la "interconexión
ignorada" entre administración, técnica humana y planta productiva. De
la "inteligencia inexistente" para poner al ser humano en armonía con su
entorno laboral. De las "alternativas desperdiciadas" para que el
producto de su actuación técnica sea de calidad” (pág. 390).
Acevedo, Cachay; Linares (2017) “En el propósito de resultados óptimos
en su desempeño, el ingeniero industrial considera la gestión de procesos,
recursos humanos y materiales buscando la productividad y eficiencia,
también la gestión de oportunidades, el primero se enfoca en el sistema
en equilibrio y su funcionamiento, el segundo es el desarrollo de
herramientas y técnicas de me-jora continua que caracteriza a la
profesión. El objetivo es mostrar la propensión del ingeniero industrial
hacia la estabilidad y productividad o hacia el cambio y mejora” (pág.
94).
Luis Carlos (2016)” En todo centro de trabajo, mejorar el rendimiento
de los procesos para incrementar la productividad y eficiencia es una
constante. Sin embargo, variables relacionadas con el equipo humano, la
fabricación de productos, el clima organizacional, las instalaciones y las
tecnologías utilizadas pueden afectar los procesos y, por ello, reducir los
resultados esperados.
“Descubrir estas fuentes de ineficiencias y desperdicios con el fin de corregirlos,
estandarizarlos y medirlos para contribuir al progreso empresarial es el objetivo de la
ingeniería de métodos, movimientos y tiempos. (pág. 8)”
Molina (2014) “Ajustar los elementos que conforman el grupo impresor
y su correcta rotación en el proceso de producción y con la calidad
requerida. Realizar ajustes en las presiones y revestimientos de los

Diseño de la investigación 7
cilindros porta planchas, porta caucho e impresor de acuerdo a la orden
de trabajo. Comprobar la correcta recepción de la forma impresora, de
acuerdo a la orden de fabricación y verificar la colocación correcta de la
forma impresora. Aplicar los planes de seguridad e higiene y su
correspondiente normativa vigente para utilizar correctamente medios y
equipos de seguridad en las operaciones de preparación y calibración del
grupo impresor” (pág. 130)
Susuki (2017) “El enfoque TPM resulta en mejoras dramáticas en
calidad, costo de producción y entrega de productos. Muchas industrias
de proceso tienen una producción integrada y continua con control
centralizado de grandes complejos de equipos. A menudo, una amplia
gama de equipos está controlada por unos pocos operarios” (pág. 404).
1.4.3 Metodología
Los métodos de estudio de la presente propuesta se realizará mediante:
Investigación por medio de observación científica. Nos permitirá tener una
percepción directa de la investigación y su estructura está basada en el desarrollo
de un diagnóstico inicial para determinar el problema existente en el área de
Impresión de la empresa en mención.
Entrevistas directas. Para obtener fuentes de información primaria de los
responsables y ejecutores de los procesos, datos que proporcionaran detalles
relevantes en nuestro estudio.
Análisis de datos estadísticos de indicadores de desempeño. Para evaluar la
tendencia del comportamiento de los procesos en el transcurso del tiempo.
Información documental. Como procedimientos, registros, formatos y métodos
utilizados para la ejecución de los procesos.
1.5 La Empresa
1.5.1 Datos generales
Un 17 de Octubre en el año 1967, al norte de la ciudad de Guayaquil, en el Km. 8 ½
vía Daule, donde a unos metros más, hacía estación la línea de buses No. 14, se fundó
Plásticos Ecuatorianos S.A. con una sola máquina procesadora de plástico, en la línea de
Inyección, la Plastiniector V308, de procedencia Italiana y con moldes únicamente para
fabricar muñecas.
Siendo su fundador el Sr. Don Francisco Alarcón Fernández-Salvador.

Diseño de la investigación 8
C2013 Fabricación de plásticos y cauchos sintéticos en formas primarias.
C2013.1 Fabricación de plásticos en formas primarias.
C2013.11 Fabricación de plásticos en formas primarias: polímeros, incluidos los
polímeros de etileno, propileno, estireno, cloruro de vinillo, acetato de vinillo y
acrílicos; Poliamidas, resinas fenólicas y epoxídicas y poliuretanos, resinas
alquídicas y resinas de poliéster y poliésteres, siliconas, intercambiadores de iones
basados en polímeros.
Misión: “Generar el máximo valor para los clientes, colaboradores, comunidades y
accionistas, satisfaciendo en todo momento y con excelencia las expectativas de los
consumidores”
Visión: “Ser líderes en todas las ocasiones de consumo de bebidas y alimentos en los
mercados que participan, de forma rentable y sustentable”.
Clientes de la empresa Los clientes de Plásticos Ecuatorianos S.A., están clasificados
en:
Cliente estratégico TONI
Clientes Industriales: Son atendidos directamente por la Fábrica, a través de su
fuerza de ventas.
Distribuidoras DIPOR
1.5.2 Ubicación
Las instalaciones de Plásticos Ecuatorianos S.A. se encuentra ubicada en el Km 8 ½
vía a Daule frente a la parada de metro vía.
Figura 1. Ubicación Plásticos Ecuatorianos. Información tomada de Google. Elaborado por Tumbaco
Quimi Stalin Eduardo.
1.5.3 Organización
En la actualidad Plásticos Ecuatorianos S.A. opera como un Centro de Operaciones
formando parte del grupo corporativo Holding Tonicorp conformado por tres empresas

Diseño de la investigación 9
TONI, DIPOR y PESA, recibiendo lineamientos directos de los accionistas Arca
continental y The Coca Cola Company.
1.5.4 Productos
Los productos de Plásticos Ecuatorianos S.A., se dividen en las siguientes líneas de
productos:
Línea de Envases Industriales: Incluye tambores, baldes, línea de envases
agroindustriales.
Línea de Descartables (foam y rígidos): Incluye platos, cubiertos, vasos, tarrinas,
contenedores para alimentos y sorbetes.
1.5.5 Recursos Productivos
Maquinarias y equipos. – Las maquinarias y equipos más importantes de la planta de
producción de la empresa Plásticos Ecuatorianos S. A., están conformadas por 12
inyectoras y 5 máquinas selladoras de tapas que están incluidas en la sección antes
mencionada, 20 sopladoras y 16 termo formadoras como lo es expandido y rígido así como
también 5 laminadoras, 6 impresoras las mismas que se detallan a continuación:
Tabla 1. Recursos productivos
DIVISIÓN MÁQUINA
Impresos Imp. Tapa
Impresos Imp. Polytype 1
Impresos Imp. Polytype 1
Impresos Imp. Omso
Impresos Imp. Tampoprint
Impresos Imp. Kase
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
1.5.6 Proceso de Producción
Proceso de Impresión
Proceso que por transmisión de tinta al contacto, adhiere uno o varios colores en
las caras de artículos, pasando antes por una etapa de flameado con gas, en las
paredes del articulo donde se va a colocar la impresión
Sin flamear con un secado después de colocar la impresión y sometido a un
tratamiento de temperatura con resistencias, sobre las caras impresas.

Diseño de la investigación 10
Con un tratamiento corona, sobre las caras a imprimir y con un secado después
de colocar la tinta, con luz ultravioleta.
Figura 2. Diagrama del proceso. Información tomada de la empresa Pesa Elaborado por Tumbaco Quimi
Stalin Eduardo.
Capítulo II
Situación actual y Diagnóstico
2.1 Situación Actual
El proceso de impresión consiste en la transmisión de tinta al contacto, adhiere uno o
varios colores en las caras de artículos.
Flexo grafía es una técnica de impresión en relieve, puesto que las zonas impresas de
las formas están realzadas respecto a las zonas no impresas, secado al calor y UV.
Tampografia consta de sus elementos básicos son el tampón, el cliché, y la tinta .
Transferencia de tinta luego del entintado del cliché la cuchilla recoge el excedente de tinta
y el tampo cae sobre la imagen.
En la impresión el tampo cae sobre la pieza a imprimir y deja la imagen sobre él.
Serigrafía reproducción de imágenes sobre cualquier material, consiste en transferencia
de tinta a través de una malla tensada en un marco.
2.1.1 Capacidad de producción
La capacidad de producción en el área de impresión es dada por la elaboración de los
diferente artículos, a continuación se presenta un cuadro donde se indicara las unidades
producidas durante el primer semestre del 2018, los productos con mayor movimiento.
Tabla 2. Unidades producidas
MÁQUINA PRODUCTO TOTAL
UNIDADES
Imp. Tapas Tapas 6.958.500
Imp. Polytype 1 Tarrinas 30.638.180
Imp. Polytype 2 Tarrinas 27.330.538
Imp. Omso Tarrinas 1.406.500
Imp. Tampoprint Descartables 583
Imp. Kase Baldes 256.376 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
A continuación se observará la tabla 3 acerca de la capacidad de producción.

Situación actual y diagnóstico 12
Tabla 3. Capacidad de producción
DIVISION MÁQUINA
CAPACIDAD
UNIDADES
POR
MINUTO
CAPACIDAD
TURNO 8
HORAS
UNIDADES
Impresos Imp. Tapa 80 38.400
Impresos Imp. Polytype 1 250 120.000
Impresos Imp. Polytype 2 250 120.000
Impresos Imp. Omso 20 9.600
Impresos Imp. Tampoprint 6 2.880
Impresos Imp. Kase 10 4.800 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
2.1.2 Identificación de problemas en Líneas de producción
Se detalla a continuación los problemas que se presenta en las maquinas que forman
parte del área en análisis.
Máquina impresora de TAPAS presenta desgaste en los diferentes blocks, cadena de
banda transportadora, piñones de unidad de impresión.
Máquina POLYTYPE 1 daño de unidad electrónica, desgaste de sistema de
recorrido, mandriles en mal estado, desgastes de blocks.
Máquina POLYTYPE 2 desgaste de sistema de recorrido, mandriles en mal estado,
desgastes de blocks.
Máquina OMSO sistema de abastecimiento obsoleto, daño de unidad electrónica,
desgastes de block.
Máquina TAMPOPRINT paralizaciones frecuentes por colocar aditivos a tinta,
desgastes de clichés.
Máquina KASE falla en la unidad de secado, desgaste de sistema de recorrido,
mandriles en mal estado, desgastes de blocks.
Uno de los problemas generales en todas las maquinas del área es el número de cambios
de presentación e impresión.
2.2 Análisis y diagnóstico
Para examinar el análisis de los problemas en el área de impresión se identifican los
siguientes.

Situación actual y diagnóstico 13
2.2.1 Análisis de datos y registros de problemas en cada línea
Las causas que se muestran a continuación son las que producen las paradas en el área
de impresión estas fueron recopiladas de los registros realizados por los operadores en el
último semestres del presente año.
Tabla 4. Registro de problemas Imp.Tapa
Concepto General Horas % %
Acumulado
Cambio De Impresion (Nuevo Formato) 143 28,3% 28,4%
Limpieza De Rodillo Y Tambor 71 14,0% 42,4%
Calibracion Y Arreglo Desplaz. Rodilla 63 12,6% 55,0%
Cambio De Mantilla (P.) 57 11,2% 66,2%
Limpieza De Clise 47 9,4% 75,6%
Limpieza De Mantilla 41 8,1% 83,6%
Calibracion De Guias 33 6,5% 90,2%
Limpieza De Block 28 5,6% 95,7%
Calibracion De Colores 22 4,3% 100,0%
Total Horas 504
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Figura 3. Análisis de pareto Imp. Tap. Información tomada de la empresa Pesa Elaborado por Tumbaco
Quimi Stalin Eduardo
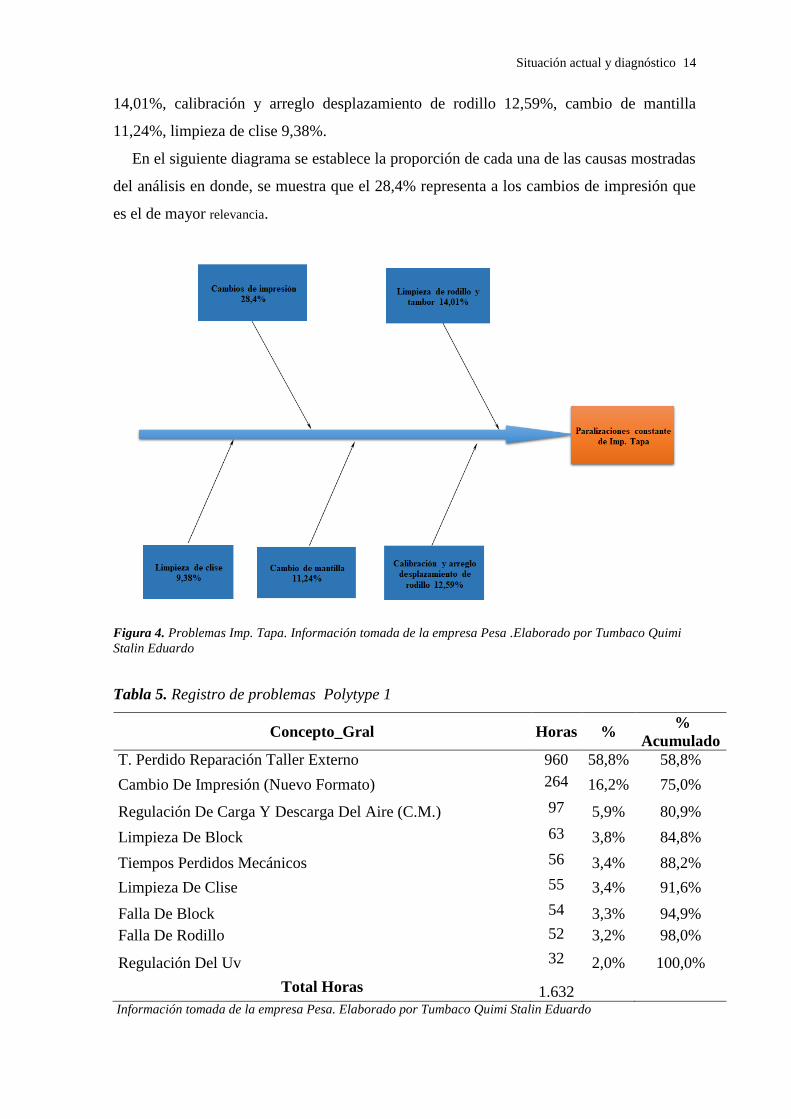
En el análisis de Pareto en la figura 3 se evidencia que existen cinco problemas que
influyen que son cambios de impresión con un 28,4%, limpieza de rodillo y tambor con un
Situación actual y diagnóstico 14
14,01%, calibración y arreglo desplazamiento de rodillo 12,59%, cambio de mantilla
11,24%, limpieza de clise 9,38%.
En el siguiente diagrama se establece la proporción de cada una de las causas mostradas
del análisis en donde, se muestra que el 28,4% representa a los cambios de impresión que
es el de mayor relevancia.
Figura 4. Problemas Imp. Tapa. Información tomada de la empresa Pesa .Elaborado por Tumbaco Quimi
Stalin Eduardo
Tabla 5. Registro de problemas Polytype 1
Concepto_Gral Horas % %
Acumulado
T. Perdido Reparación Taller Externo 960 58,8% 58,8%
Cambio De Impresión (Nuevo Formato) 264 16,2% 75,0%
Regulación De Carga Y Descarga Del Aire (C.M.) 97 5,9% 80,9%
Limpieza De Block 63 3,8% 84,8%
Tiempos Perdidos Mecánicos 56 3,4% 88,2%
Limpieza De Clise 55 3,4% 91,6%
Falla De Block 54 3,3% 94,9%
Falla De Rodillo 52 3,2% 98,0%
Regulación Del Uv 32 2,0% 100,0%
Total Horas 1.632
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo

Situación actual y diagnóstico 15
Figura 5. Análisis de Pareto Polytype 1. Información tomada de la empresa Pesa. Elaborado por Tumbaco
Quimi Stalin Eduardo.
En el análisis de Pareto en la figura 5 se evidencia que existen tres problemas que
influyen que son reparación de partes en taller externo con un 58,8%, cambio de impresión
con un 16,2%, regulación de carga y descarga 5,9%.
En el siguiente diagrama se establece la proporción de cada una de las causas mostradas
del análisis en donde, se muestra que el 58,8% representa a las reparación de partes en
taller externo que es el de mayor relevancia.
Figura 6. Problemas Polytype . Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi
Stalin Eduardo.

Situación actual y diagnóstico 16
Tabla 6 . Registro de problemas Polytype 2
Concepto_Gral Horas % %
Acumulado
Cambio De Impresión (Nuevo Formato) 357 37,0% 37,0%
Limpieza De Block 118 12,3% 49,3%
Limpieza De Clise 111 11,5% 60,8%
Tiempos Perdidos Mecánicos 84 8,8% 69,6%
Regulación De Carga/Descarga De Aire 73 7,6% 77,2%
Cambio De Mantilla (P.) 73 7,5% 84,7%
Regulación De Descarga De Tarrinas 58 6,0% 90,7%
Falla De Block 52 5,4% 96,2%
Regulación De Entrada De Tarrinas 37 3,8% 100,0%
Total Horas 963
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Figura 7. Análisis de pareto Polytype 2. Información tomada de la empresa Pesa. Elaborado por Tumbaco
Quimi Stalin Eduardo
En el análisis de Pareto en el figura 7 se evidencia que existen cinco problemas que
influyen que son cambios de impresión con un 37,0%, limpieza de blocks con un 12,3%,
limpieza de clise 15,5%, daños de partes mecánicas 8,8%, regulación ce carga y descarga
de aire 7,6%. En el siguiente diagrama se establece la proporción de cada una de las causas
mostradas del análisis en donde, se muestra que el 37,0% representa a los cambios de
impresión que es el de mayor relevancia.

Situación actual y diagnóstico 17
Figura 8. Problemas Polytype 2. Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi
Stalin Eduardo
Tabla 7. Registro de problemas OMSO
Concepto_Gral Horas % % Acumulado
Falla De Block 150 25,1% 25,1%
Cambio De Impresion (Nuevo Formato) 116 19,4% 44,6%
Cambio De Mantilla (P.) 96 16,2% 60,8%
Limpieza De Clise 63 10,5% 71,3%
Limpieza De Banda 52 8,7% 80,0%
Limpieza De Block 40 6,8% 86,7%
Limpieza De Rodillo Y Tambor 39 6,5% 93,2%
Falla Bomba De Vacio 21 3,5% 96,8%
Cambio De Clise Y Calibracion(P.) 19 3,2% 100,0%
Total Horas 595
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Figura 9. Análisis de pareto OMSO, Información tomada de la empresa Pesa. Elaborado por Tumbaco
Quimi Stalin Eduardo.
Situación actual y diagnóstico 18
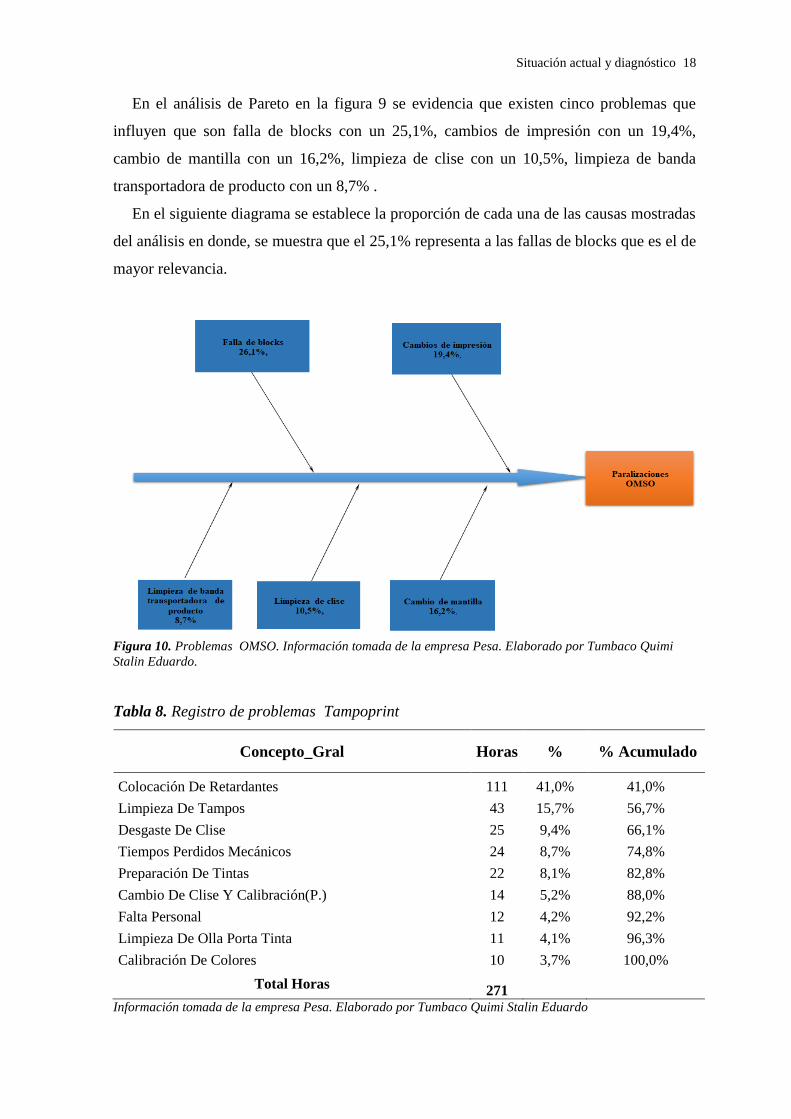
En el análisis de Pareto en la figura 9 se evidencia que existen cinco problemas que
influyen que son falla de blocks con un 25,1%, cambios de impresión con un 19,4%,
cambio de mantilla con un 16,2%, limpieza de clise con un 10,5%, limpieza de banda
transportadora de producto con un 8,7% .
En el siguiente diagrama se establece la proporción de cada una de las causas mostradas
del análisis en donde, se muestra que el 25,1% representa a las fallas de blocks que es el de
mayor relevancia.
Figura 10. Problemas OMSO. Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi
Stalin Eduardo.
Tabla 8. Registro de problemas Tampoprint
Concepto_Gral Horas % % Acumulado
Colocación De Retardantes 111 41,0% 41,0%
Limpieza De Tampos 43 15,7% 56,7%
Desgaste De Clise 25 9,4% 66,1%
Tiempos Perdidos Mecánicos 24 8,7% 74,8%
Preparación De Tintas 22 8,1% 82,8%
Cambio De Clise Y Calibración(P.) 14 5,2% 88,0%
Falta Personal 12 4,2% 92,2%
Limpieza De Olla Porta Tinta 11 4,1% 96,3%
Calibración De Colores 10 3,7% 100,0%
Total Horas 271
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Situación actual y diagnóstico 19
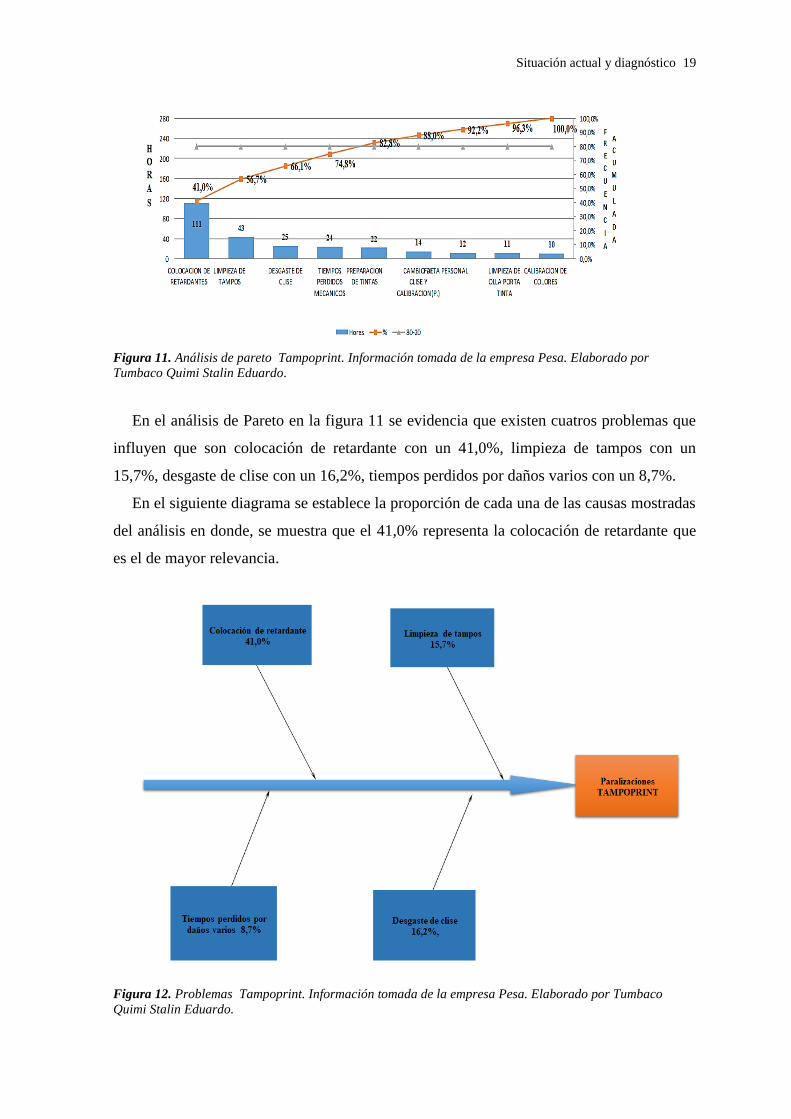
Figura 11. Análisis de pareto Tampoprint. Información tomada de la empresa Pesa. Elaborado por
Tumbaco Quimi Stalin Eduardo.
En el análisis de Pareto en la figura 11 se evidencia que existen cuatros problemas que
influyen que son colocación de retardante con un 41,0%, limpieza de tampos con un
15,7%, desgaste de clise con un 16,2%, tiempos perdidos por daños varios con un 8,7%.
En el siguiente diagrama se establece la proporción de cada una de las causas mostradas
del análisis en donde, se muestra que el 41,0% representa la colocación de retardante que
es el de mayor relevancia.
Figura 12. Problemas Tampoprint. Información tomada de la empresa Pesa. Elaborado por Tumbaco
Quimi Stalin Eduardo.

Situación actual y diagnóstico 20
Tabla 9. Registro de problemas KASE
Concepto_Gral Horas % % Acumulado
Cambio de impresión (Nuevo Formato) 368 72,3% 72,3%
Arranque Y Calibración (C.M.) 28 5,5% 77,8%
Limpieza De Mantilla (C.M.) 23 4,4% 82,2%
Limpieza De Mantilla 22 4,4% 86,6%
Limpieza De Block (C.M.) 21 4,1% 90,7%
Limpieza De Envases 21 4,1% 94,9%
Limpieza De Clise (C.M.) 16 3,2% 98,1%
Preparación De Tintas (C.M.) 10 1,9% 100,0%
Total Horas 509
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Figura 13. Análisis de Pareto KASE. Información tomada de la empresa Pesa. Elaborado por Tumbaco
Quimi Stalin Eduardo.
En el análisis de Pareto en la figura 13 se evidencia que existen tres problemas que
influyen que son cambios de impresión con un 72,3%, arranque y calibración después del
cambio de impresión con un 5,5%, cambio de mantilla después del cambio de impresión
con un 4,4%.

Situación actual y diagnóstico 21
En el siguiente diagrama se establece la proporción de cada una de las causas mostradas
del análisis en donde, se muestra que el 72,3% representa el cambio de impresión que es el
de mayor relevancia.
Figura 14. Problemas KASE. Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi
Stalin Eduardo.
2.2.2 Impacto económico de problemas
Para calcular el impacto económico de los problemas presentados en las diferentes
líneas del área de Impresión se tomara como referencia las horas perdidas presentadas en
este trabajo, se considera los siguientes.
Energía eléctrica
Mano de obra directa
Mano de obra indirecta
Repuestos y materiales
Reparaciones y Mantenimiento
Situación actual y diagnóstico 22
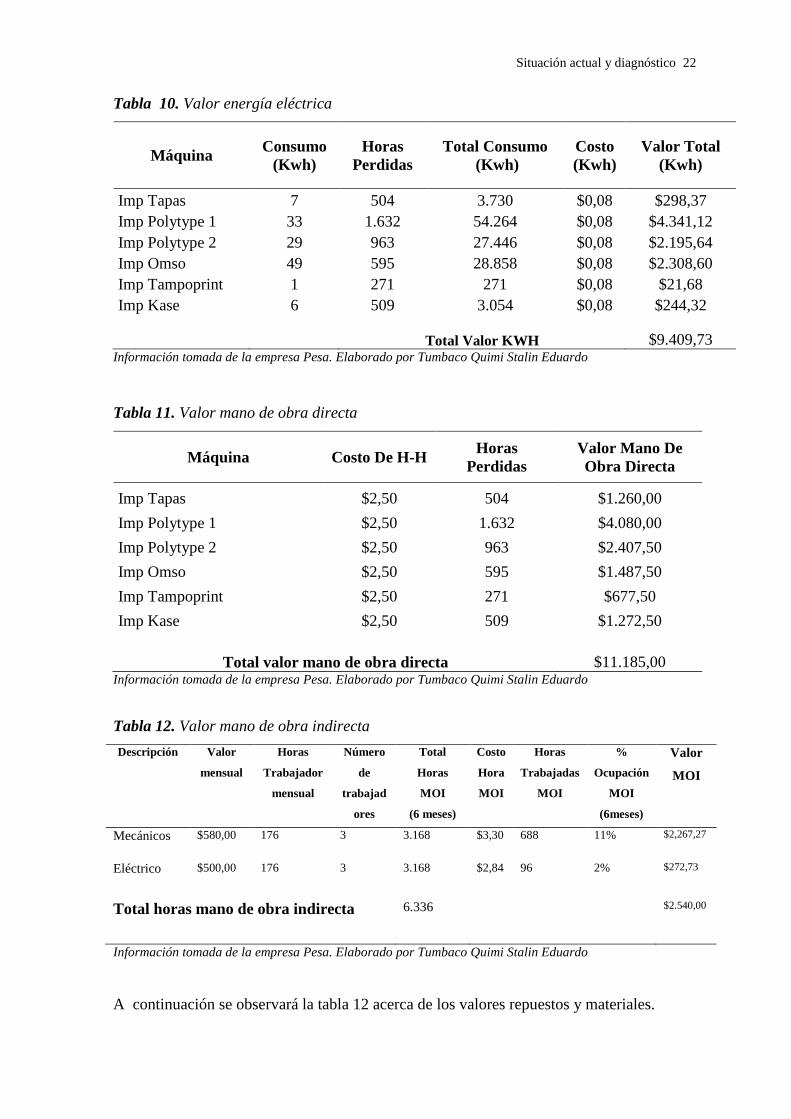
Tabla 10. Valor energía eléctrica
Máquina Consumo
(Kwh)
Horas
Perdidas
Total Consumo
(Kwh)
Costo
(Kwh)
Valor Total
(Kwh)
Imp Tapas 7 504 3.730 $0,08 $298,37
Imp Polytype 1 33 1.632 54.264 $0,08 $4.341,12
Imp Polytype 2 29 963 27.446 $0,08 $2.195,64
Imp Omso 49 595 28.858 $0,08 $2.308,60
Imp Tampoprint 1 271 271 $0,08 $21,68
Imp Kase 6 509 3.054 $0,08 $244,32
Total Valor KWH $9.409,73 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Tabla 11. Valor mano de obra directa
Máquina Costo De H-H Horas
Perdidas
Valor Mano De
Obra Directa
Imp Tapas $2,50 504 $1.260,00
Imp Polytype 1 $2,50 1.632 $4.080,00
Imp Polytype 2 $2,50 963 $2.407,50
Imp Omso $2,50 595 $1.487,50
Imp Tampoprint $2,50 271 $677,50
Imp Kase $2,50 509 $1.272,50
Total valor mano de obra directa $11.185,00 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Tabla 12. Valor mano de obra indirecta
Descripción Valor
mensual
Horas
Trabajador
mensual
Número
de
trabajad
ores
Total
Horas
MOI
(6 meses)
Costo
Hora
MOI
Horas
Trabajadas
MOI
%
Ocupación
MOI
(6meses)
Valor
MOI
Mecánicos $580,00 176 3 3.168 $3,30 688 11% $2,267,27
Eléctrico $500,00 176 3 3.168 $2,84 96 2% $272,73
Total horas mano de obra indirecta 6.336 $2.540,00
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
A continuación se observará la tabla 12 acerca de los valores repuestos y materiales.

Situación actual y diagnóstico 23
Tabla 13. Valor repuestos y materiales
Máquina Valor
Imp Tapas $2.733,43
Imp Polytype 1 $10.881,12
Imp Polytype 2 $12.858,50
Imp Omso $3.465,09
Imp Tampoprint $2.350,25
Imp Kase $5.937,80
Total $38.226,19 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Tabla 14. Valor reparaciones y mantenimiento externo
Máquina Valor
Imp Tapas $4.144,00
Imp Polytype 1 $11.323,50
Imp Polytype 2 $4.623,00
Imp Omso $2.023,00
Imp Tampoprint $462,00
Imp Kase $220,00
Total $22.795,50 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Tabla 15. Total impacto económico en área de impresión en periodo de 6 meses
Descripción Valor
Energía eléctrica $9.409,73
Mano de obra directa $9.798,06
Mano de obra directa $2.540,00
Repuestos y materiales $38.226,19
Reparaciones y Mantenimiento $22.795,50
Total $82.769,48
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
Con los valores obtenidos se proyecta para el año en curso y tenemos un valor de
$165.538,96.
2.2.3 Diagnóstico
Después de haber analizado la información presentada por la empresa correspondiente a
las diferentes líneas del área de impresión se determina que los cambios de impresión en

Situación actual y diagnóstico 24
tres de las seis maquinas en estudio es la que generan el mayor tiempo perdido, KASE,
POLYTYPE 2, POLYTYPE 1, se puede evidenciar lo expuesto en los cuadros
correspondiente de registros de problemas de cada línea.
Las paralizaciones por diferentes situaciones llevan a que las líneas no sean constantes
en su producción, también se agrega los inconveniente de planificación, lotes pequeños de
fabricación y parte de los equipos que cuentan las maquinas han cumplido su vida útil.
Todos los puntos antes mencionados nos dejan una pérdida global de $165.538,96 en el
presente año.
Capítulo III
Propuesta y evaluación económica
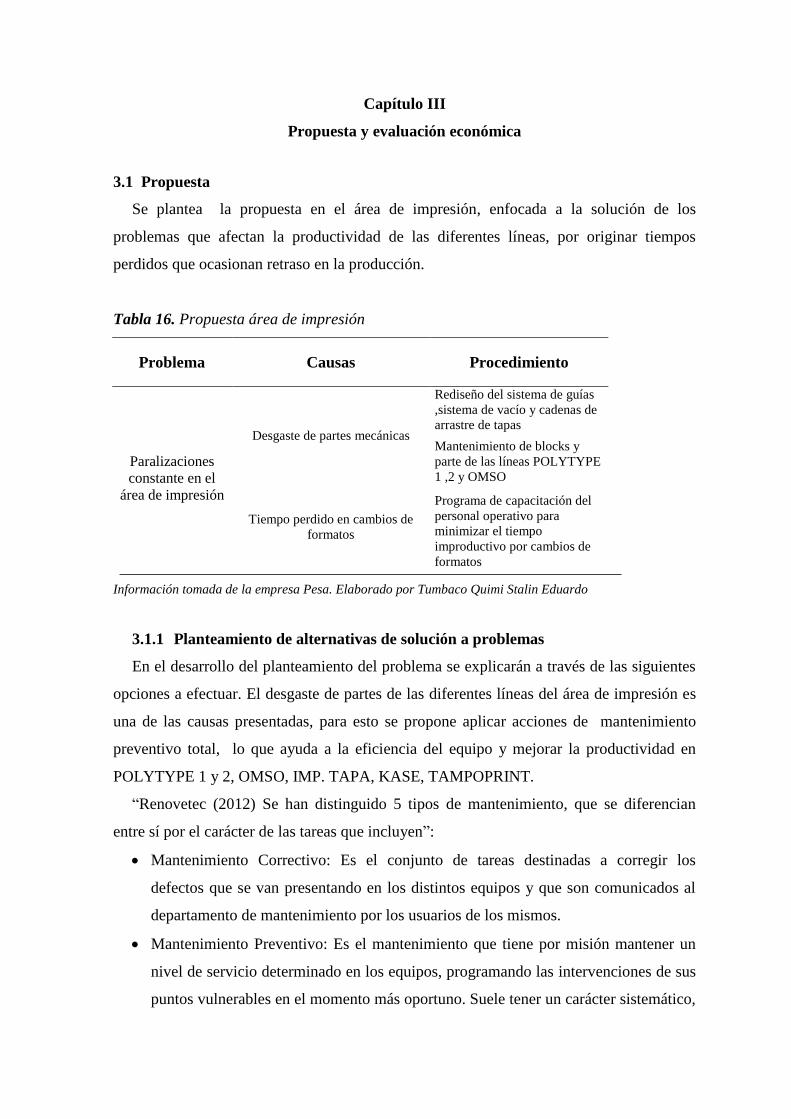
3.1 Propuesta
Se plantea la propuesta en el área de impresión, enfocada a la solución de los
problemas que afectan la productividad de las diferentes líneas, por originar tiempos
perdidos que ocasionan retraso en la producción.
Tabla 16. Propuesta área de impresión
Problema Causas Procedimiento
Paralizaciones
constante en el
área de impresión
Desgaste de partes mecánicas
Rediseño del sistema de guías
,sistema de vacío y cadenas de
arrastre de tapas
Mantenimiento de blocks y
parte de las líneas POLYTYPE
1 ,2 y OMSO
Tiempo perdido en cambios de
formatos
Programa de capacitación del
personal operativo para
minimizar el tiempo
improductivo por cambios de
formatos
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
3.1.1 Planteamiento de alternativas de solución a problemas
En el desarrollo del planteamiento del problema se explicarán a través de las siguientes
opciones a efectuar. El desgaste de partes de las diferentes líneas del área de impresión es
una de las causas presentadas, para esto se propone aplicar acciones de mantenimiento
preventivo total, lo que ayuda a la eficiencia del equipo y mejorar la productividad en
POLYTYPE 1 y 2, OMSO, IMP. TAPA, KASE, TAMPOPRINT.
“Renovetec (2012) Se han distinguido 5 tipos de mantenimiento, que se diferencian
entre sí por el carácter de las tareas que incluyen”:
Mantenimiento Correctivo: Es el conjunto de tareas destinadas a corregir los
defectos que se van presentando en los distintos equipos y que son comunicados al
departamento de mantenimiento por los usuarios de los mismos.
Mantenimiento Preventivo: Es el mantenimiento que tiene por misión mantener un
nivel de servicio determinado en los equipos, programando las intervenciones de sus
puntos vulnerables en el momento más oportuno. Suele tener un carácter sistemático,

Propuesta y evaluación económica 26
es decir, se interviene aunque el equipo no haya dado ningún síntoma de tener un
problema
Mantenimiento Predictivo: Es el que persigue conocer e informar permanentemente
del estado y operatividad de las instalaciones mediante el conocimiento de los
valores de determinadas variables, representativas de tal estado y operatividad. Para
aplicar este mantenimiento, es necesario identificar variables físicas (temperatura,
vibración, consumo de energía, etc.) cuya variación sea indicativa de problemas que
puedan estar apareciendo en el equipo..
Mantenimiento Cero Horas (Overhaul): Es el conjunto de tareas cuyo objetivo es
revisar los equipos a intervalos programados bien antes de que aparezca ningún fallo,
bien cuando la fiabilidad del equipo ha disminuido apreciablemente de manera que
resulta arriesgado hacer previsiones sobre su capacidad productiva. Dicha revisión
consiste en dejar el equipo a Cero horas de funcionamiento, es decir, como si el
equipo fuera nuevo. En estas revisiones se sustituyen o se reparan todos los
elementos sometidos a desgaste. Se pretende asegurar, con gran probabilidad un
tiempo de buen funcionamiento fijado de antemano.
Mantenimiento En Uso: es el mantenimiento básico de un equipo realizado por los
usuarios del mismo. Consiste en una serie de tareas elementales (tomas de datos,
inspecciones visuales, limpieza, lubricación, reapriete de tornillos) para las que no es
necesario una gran formación, sino tal solo un entrenamiento breve. Este tipo de
mantenimiento es la base del TPM (Total Productive Maintenance, Mantenimiento
Productivo Total). (pág. 1).
Tabla 17. Valor propuesta de mantenimiento mensual
máquina costo hora
mecánicos
costo hora
eléctricos
horas mantt.
programadas
mecánicos
horas mantt.
programadas
eléctricos
valor mensual
mantt.
mecánico
valor mensual
mantt. eléctrico
Imp, Tapas $3,30 $2,84 40 16 $264,00 $45,44
Imp Polytype 1 $3,30 $2,84 32 16 $211,20 $45,44
Imp Polytype 2 $3,30 $2,84 24 16 $158,40 $45,44
Imp Omso $3,30 $2,84 24 16 $158,40 $45,44
Imp Tampoprint $3,30 $2,84 16 16 $105,60 $45,44
Imp Kase $3,30 $2,84 16 16 $105,60 $45,44
TOTAL $1.003,20 $272,64
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo

Propuesta y evaluación económica 27
En la tabla 17 se observa el valor total de la propuesta mensual del mantenimiento, el
mismo que se proyecta a un año con el valor de $15.310,08.
Tabla 18. Valores repuestos y materiales
Materiales valor
Bomba de vacío $3.200,00
Cadena $1.400,00
Modificación plancha de vacío $300,00
Rectificación guías de bronce $100,00
Fabricación de Piñones $200,00
Guías $630,00
TOTAL $5.830,00 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
En la tabla 18 se obtiene el valor de repuestos y materiales a utilizar en el
mantenimiento, el mismo que tiene un valor de $5.830,00, se realiza una sola vez.
Como propuesta se presenta un Programa de capacitación de los colaboradores con el
fin de aumentar las competencias en cambios de mandriles, preparación de tintas,
calibración de colores para minimizar los tiempos improductivos por los cambios de
formatos.
Tabla 19. Valor propuesta de capacitación
Modalidad Contenido N◦ de
Colaboradores
Costo por
Colaborador
Valor
Total
Curso
Curso de
Mantenimiento
TPM
36 $296,00 $10.656,00
Curso Curso de SMED 36 $125,00 $4.500,00
Valor Total $15.156,00 Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
3.1.2 Costos de alternativas de solución
El valor total para las alternativas de la propuesta de mejora en las líneas del área de
impresión lograran aumentar la productividad y acrecentar la eficiencia en los equipos que
permitirá cumplir con el objetivo, el detalle del valor se lo representa en el cuadro N◦ 19.
Propuesta y evaluación económica 28
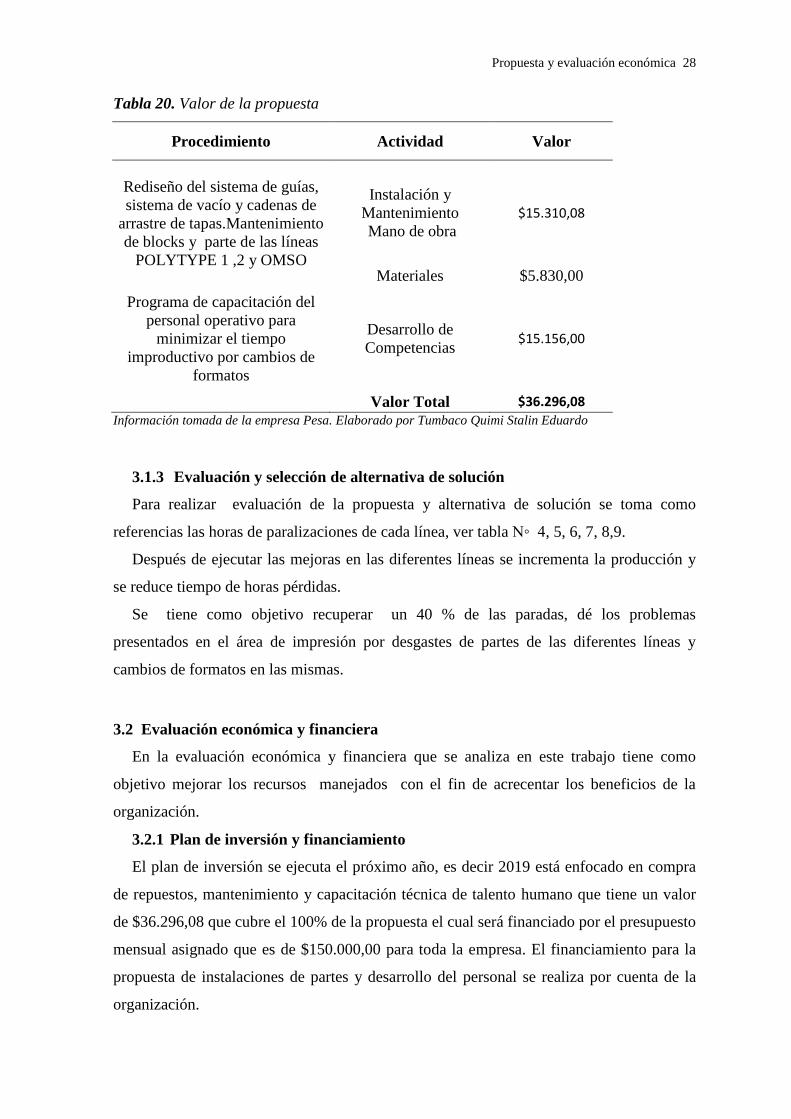
Tabla 20. Valor de la propuesta
Procedimiento Actividad Valor
Rediseño del sistema de guías,
sistema de vacío y cadenas de
arrastre de tapas.Mantenimiento
de blocks y parte de las líneas
POLYTYPE 1 ,2 y OMSO
Instalación y
Mantenimiento
Mano de obra
$15.310,08
Materiales $5.830,00
Programa de capacitación del
personal operativo para
minimizar el tiempo
improductivo por cambios de
formatos
Desarrollo de
Competencias $15.156,00
Valor Total $36.296,08
Información tomada de la empresa Pesa. Elaborado por Tumbaco Quimi Stalin Eduardo
3.1.3 Evaluación y selección de alternativa de solución
Para realizar evaluación de la propuesta y alternativa de solución se toma como
referencias las horas de paralizaciones de cada línea, ver tabla N◦ 4, 5, 6, 7, 8,9.
Después de ejecutar las mejoras en las diferentes líneas se incrementa la producción y
se reduce tiempo de horas pérdidas.
Se tiene como objetivo recuperar un 40 % de las paradas, dé los problemas
presentados en el área de impresión por desgastes de partes de las diferentes líneas y
cambios de formatos en las mismas.
3.2 Evaluación económica y financiera
En la evaluación económica y financiera que se analiza en este trabajo tiene como
objetivo mejorar los recursos manejados con el fin de acrecentar los beneficios de la
organización.
3.2.1 Plan de inversión y financiamiento
El plan de inversión se ejecuta el próximo año, es decir 2019 está enfocado en compra
de repuestos, mantenimiento y capacitación técnica de talento humano que tiene un valor
de $36.296,08 que cubre el 100% de la propuesta el cual será financiado por el presupuesto
mensual asignado que es de $150.000,00 para toda la empresa. El financiamiento para la
propuesta de instalaciones de partes y desarrollo del personal se realiza por cuenta de la
organización.

Propuesta y evaluación económica 29
3.2.2 Evaluación financiera
Con la implementación de la propuesta se tiene estimado recuperar en un 40 % de las
horas perdidas registradas, para calcular el beneficio se considera el impacto económico
proyectado para un año el cual fue de $165.538,96, (ver tabla 21).
Tabla 21. Cálculo del beneficio
165.538,96 x 40%
Beneficio Anual $66.215,58
Beneficio Mensual $5.517,97 Información tomada de la empresa Pesa. Elaborado por el autor
Calculo del coeficiente beneficio/costo
Coeficiente Beneficio - Costo =
Coeficiente Beneficio Costo = = $1,84
Relación B/C > 1 La propuesta es factible
Relación B/C = 1 la propuesta apenas cubre los costos
Relación B/C < 1 la propuesta no es rentable
En la Relación B/C indica que por cada dólar que invierte la organización en el proyecto se
recibirá el valor de $1,84 de beneficio lo que indica que la propuesta es realizable.
3.3 Programación para puesta en marcha
Programación y ejecución de las actividades del trabajo presentado deben ser
planteadas de forma tal, que se puedan desarrollar ordenadamente, donde se detalla cada
una de las acciones y el tiempo en que se las va a realizar
3.3.1 Planificación y Cronograma de implementación
Planificación y cronograma de implementación por motivo de presupuesto se ejecuta el
próximo año, mantenimiento programados se realiza en el periodo de enero a diciembre
del 2019, cursos TPM, SMED se planifica en seis meses divididos en tres capacitaciones,
cambios y montajes de partes se hace una sola vez.

Propuesta y evaluación económica 30
Figura 15. Cronograma de implementación. Información tomada de la empresa Pesa. Elaborado por
Tumbaco Quimi Stalin Eduardo.
A continuación se detalla el resultado en el trabajo de titulación donde se define cuáles
son las conclusiones y recomendaciones que el director de la empresa debe aplicar para
lograr el objetivo deseado.
3.4 Conclusiones
Plásticos Ecuatorianos es parte del Holding Tonicorp y único proveedor de los
diferentes envases que utiliza una de las grandes empresas lácteas del país; por tal motivo
es fundamental medir y controlar las actividades que comprende el proceso.
En el estudio realizado se encontró problemas de mantenimiento que afectan la
productividad.
Para identificar los problemas se realizó un análisis de las horas de parada de cada línea,
la pérdida de tiempo improductivo incrementa el costo de cada ítem producido; por
consiguiente se recomienda actuar sobre la propuesta de mejora presentada en esta trabajo
de investigación, que sugiere la aplicación de un mantenimiento programado y la
capacitación del personal, esto permitirá optimizar la eficiencia en las diferentes líneas de
producción.
3.5 Recomendaciones
Se manifiesta que es de gran importancia lograr la reducción de las horas paradas; con
el estudio se da como recomendación su conformidad ya que la organización está
Propuesta y evaluación económica 31
desperdiciando una cantidad considerable de tiempo por paralizaciones no programadas
cada año, con su aplicación y desarrollo se lograra favorables efectos en la optimización y
acrecentamiento de la empresa.
Se sugiere a los directivos de la empresa, la formación y capacitación del Talento
humano de las líneas presentadas en este estudio, en operación de nueva tecnología, los
colaboradores deben ser entrenadas con herramientas que mejoren su desempeño en el
trabajo.

ANEXOS

Anexos 33
Anexo 1
Organigrama estructura del Holding

Anexos 34
Anexo 2
Distribución de planta de Plásticos Ecuatorianos S. A.

Anexos 35
Anexo 3
Máquina impresora de tapa

Anexos 36
Anexo 4
Máquina impresora Polytype 1
Anexos 37
Anexo 5
Máquina impresora Polytype 2

Anexos 38
Anexo 6
Máquina impresora OMSO

Anexos 39
Anexo 7
Máquina impresora Tampoprint

Anexos 40
Anexo 8
Máquina impresora Kase

Anexos 41
Anexo 9
Clise impresora de tapa

Anexos 42
Anexo 10
Clise impresora Polytype 1 y 2

Anexos 43
Anexo 11
Clise impresora OMSO

Anexos 44
Anexo 12
Clise impresora Tampoprint
Anexos 45
Anexo 13
Clise impresora Kase

Anexos 46
Anexo 14
Antigüedad de máquinas
Bibliografía
Acevedo, C., & Linares. (2017). Enfoque de productividad y mejora en el ingeniero
industrial de San Marcos. Estudio exploratorio para competitividad de categoría
mundial. Revista Industrial Data, 95.
Campos, A. M. (2014). Factores que afectan la productividad en empresas de desarrollo
de software administrativo. Monterrey: Instituto Tecnológico y de Estudios
Superiores de Monterrey, Campus Chihuahua., 2014.
Grupo Editorial Patria. (2014). Introducción a la Ingeniería Industrial. Mexico: Grupo
Editorial Patria, Oct 21, 2014 .
Luis Carlos, P. A. (2016). Ingenieria de Métodos: Movimientos y Tiempos. Ecoe
Ediciones, 2016.
Molina, D. P. (2014). Preparación y calibración del grupo de presión en máquinas de
impresión offset. Lima: IC Editorial, Jan 7, 2014.
Pérez, C. J. (2013). Producción y operaciones aplicadas a las Pyme. bogota: Ecoe
Ediciones, 2013 .
Renovetec. (2012). Mantenimientopetroquimica/tiposdemantenimiento. Recuperado el 30
de julio de 2018, de Mantenimientopetroquimica/tiposdemantenimiento:
www.mantenimientopetroquimica.com/tiposdemantenimiento.html
Sánchez, J. V. (2014). Organización de la producción. Barcelona: Ediciones Pirámide,
Nov 20, 2014.
Suzuki, T. (2017). TPM en industrias de proceso. Madrid: Routledge, 6 oct. 2017 .
Tejero, J. J. (2016). Organización de la producción industrial. Un enfoque de gestión
operativa en fábrica. Madrid: ESIC, 2016.
Vázquez, T. S. (2014). Lo secreto del mantenimiento industrial. Estados Unidos de
America: Palibrio, Dec 18, 2014 .
Villanueva, E. D. (2014). La Productividad en el Mantenimiento Industrial. Mexico:
Larousse - Grupo Editorial Patria, Oct 21, 2014.