trends in biopharmaceutical manufacturing
TRANSCRIPT

Sponsored by
TRENDS INBIophaRmacEuTIcalmaNufacTuRINg
WWW.PHARMAMANUFACTURING.COM

Biopharmaceutical manufacturing
remains the pharmaceutical
industry’s most dynamic sector.
Innovation continues to drive
upstream and downstream processing,
as disposable process equipment and
modular construction reduce the risk
and time required for new plants.
At the same time, biosimilars promise
to increase competition and change
the market. There are also signs that
the industry is maturing, and that
more advanced methods, such as
process analytical technology (PAT)
are being used to improve quality
control. In this e-resource, experts
discuss each of these areas in depth,
offering an overview of the trends
shaping biopharmaceutical
manufacturing today.
2
IntroductIon / table of contents
Contents3 Biopharma’s
Flexible Imperative by Robert Dream
8 Manufacturing Strategies for Biosimilars
by Tom Fritz, Christina Lightcap and Kundini Shah
14 Biomanufacturing Shows Signs of Maturity
by Eric Langer
17 BIoPRoCESS ConTRoL: What the next 15 Years Will Bring
By Michael Boudreau & Trish Benton
21 BIo PRoCESS ConTRoL: Process Modeling By Michael Boudreau & Gregory McMillan
26 Additional Resources

3
recently, a number of different trends have converged to demand a new type of biopharmaceutical facility, one that emphasizes flex-ibility and agility. Drawing this new blueprint are:• business needs to minimize time-
lines and financial risks;• “biotech on demand,” and the abil-
ity to shore up local manufacturing capacity, quickly, to meet market needs;
• national security needs for systems that can easily and rapidly respond to biological attacks;
• urgent national health needs to pro-tect the public from large-scale, fast moving epidemics and pandemics. Today’s biopharmaceutical
manufacturing facilities are smaller and more flexible, efficient and cost-effective than those of the 1990’s, and they are able to adapt quickly to market changes.
The goal isn’t technology in and of itself, but greater product and process knowhow for speed to market. With modular systems, we can now place an entire small-scale clinical production line inside an 18’ x 42’ x 13’ (W x L x H) environment.
Based on defense and health department standards, vaccine
manufacturing facilities have been blazing new trails. Traditionally, it has taken between 14 and 20 years to move from pathogen identification to vaccine safety and efficacy trials. The new goal, set by the U.S. Defense Department’s DARPA (Defense Advanced Research Projects Agency), and repeated in specs set by BARDA, is to cover the same ground in less than 22 weeks.
The lifeblood of this flexible, multiproduct and multitechnology
future will be the Mobile Bioprocessing Unit (MBU), which has already been built for manufacturing small, clinical-scale quantities of some therapies. (Figures 1-4 illustrate the National Center for Therapeutics Manufacturing, housed at Texas A&M University in College Station, Texas.) The key feature of these mobile units is that they are self-contained, with inherent air handling and other critical equipment and controls built in and standard.
Business forces, bioterror and pandemic risks demand new approaches
By Robert F. Dream, Principal, HDR Company, LLC
Figure 1. National Center for Therapeutics Manufacturing, designed and built based on Flexible
Manufacturing Criteria
bIopharmaceutIcal facIlItIes

4
Each MBU is used for a single, biologically distinct technology (bacteria, mammalian cells, plants, etc.), thereby eliminating any cross-contamination issues with regulatory agencies. When they are not being used, MBUs are designed to be moved to cleaning and refurbishing areas, and ready to connect when needed. The goal is to:• Enable low-cost, rapid production
of proteins/products, all of which are correctly folded and biologically active, as well as cGMP-qualified master virus banks and cell lines;
• Draw on extensive clinical use and regulatory history;
• Scale MBU’s to large volumes and high cell densities;
• Feature FDA-qualified cell lines and virus banks;
• Produce cGMP clinical materials affordably and to provide manufac-turing and treatment capacity on a moment’s notice.The Strategic National Stockpile
facility for flu vaccine, for instance, calls for 8 to 10 modular process trains for surge production, and allows surge capability to 10 times baseline capacity within 24 hours.
Key features of these facilities will be stockpile pods containing
complete process lines, and a life-cycle management program, with scheduled rotation through production.
In addition, DARPA is considering construction of adjacent facilities to integrate and validate “clinic ready” emerging technology platforms. These facilities will be closely integrated with other operations, including animal model development and validation,
biomarker evaluation, imaging, GLP pre-clinical studies and animal rule efficacy, and human Phase 1 clinical trials.
VaccInes, bIotherapeutIcs and personalIzed medIcIne demand agIlItyBusiness demands are also de-manding new facility designs and technologies. By 2016, five of the top ten biopharmaceuticals
Figure 2. Manufacturing Wing of the NCTM
Figure 3. Depiction of a manufacturing suite in the NCTM
bIopharmaceutIcal facIlItIes

5
are expected to be monoclonal antibodies (MAb’s). Follow-on (biosimilar) versions of these will most likely become available in the coming years due to patent expiry and the introduction of legislation for biosimilars. Personalized therapies will further drive the fractionation of the biopharmaceuticals market, thus increasing the need for smaller batch sizes and campaign-based production schemes.
Business realities, combined with demographic and market forces, will accentuate the national imperative for flexible and more cost-effective manufacturing. Compared with other biopharmaceutical products, monoclonal antibodies are large proteins that require relatively high doses—and traditionally necessitate high-volume manufacturing process equipments/systems and facilities. Many biopharmaceutical facilities are still designed as traditional fixed equipment/systems and facilities, with fixed piping and vessel layout and large bioreactor volumes. Such facilities require a significant financial investment along with high total installation costs.
Recent increases in cell culture yields/titer have led to significantly reduced bioreactor volume requirements, which again have opened the door for single-use manufacturing technologies such as pre-sterilized assemblies of single-use bags, tubing and filters that are only used once and then disposed of.
With a financial investment reduction and simplified installation, single-use technology could be more appealing than other fixed technologies.
Combining single-use technology and high-yield processes could further reduce the price tag for comparable facilities by 50 percent. This combination is being pursued in a number of biopharmaceutical facilities today—the full effect is truly a paradigm shift.
Additionally, single-use technology runs a much lower risk of batch-to-batch contamination, which is of particular importance in multipurpose facilities. A facility based on single-use technology is easy to reconfigure and can therefore be ready for a new product in a matter of days. This flexibility translates to reduced development timelines and thus accelerated time-to-market peak.
In an increasingly fractionated market, the need for speed to secure market shares is more important than initial minimal cost of manufacturing. And with remarkably increased cell titer, the cost contribution from the manufacturing facility is limited compared with development costs.
With single-use technology, it becomes possible to optimize facility installations based on anticipated product life cycle stages. For instance, to start with, the strategy could be to use just one single-use bioreactor to get material for clinical trials and then upgrade the facility
bIopharmaceutIcal facIlItIes
Figure 4. Inside the NCTM

6
with additional bioreactors later in anticipation of market supply production while clinical trials are taking place. As the next pipeline product must be developed, the facility can change the lifecycle stage back to clinical production and the extra bioreactors moved to a market supply expansion facility. Such a strategy becomes possible because single-use technology is so decoupled from the facility building itself.
As an interesting side effect, environmental impact studies show that single-use technology is up to 50% less energy intensive than fixed reusable manufacturing. It may appear counterintuitive, but the emissions from disposing single-use material are more than offset by elimination of the cleaning and sterilization processes required for reusable technology, basically because heating up many tons of water and metal is extremely energy intensive. Full implementation of high-yield processes and single-use technology results in facilities with a markedly reduced carbon footprint per kilogram of product compared to the fixed facilities of the 1990s. Usually 60% of piping in a fixed facility is installed to perform CIP/SIP.
The need for local biopharma manufacturing capacity is increasing in the fast-growing emerging markets as the customer base expands and national initiatives manage
the markets. The trend is being amplified by blockbuster patent expiry and the implementation of regulatory legislation for accelerated pathways for biosimilars. For biopharmaceuticals, emerging markets are not about low-cost manufacturing hubs, but about being on location to get access to the local market. Consequently, many big pharmaceutical companies as well as local manufacturers are investing in new facilities in these countries. A blueprint facility concept that can be established as interesting markets develop will become an important strategic asset for biopharmaceutical players with global aspirations.
In reality, the important issue is not stainless steel or single-use technology, but rather how technologies could be combined to provide the most productive and cost-effective process in a fast and predictable way. Choosing one or the other technology concept or a hybrid of the two depends on both strategic considerations and feasibility studies of each individual case.
Clearly, biopharmaceutical manufacturing’s paradigm is changing from stainless steel to hybrid combinations of single-use and stainless steel, and complete single-use facilities. Manufacturers are already exploring opportunities, aggressively, and we can expect this trend to continue.
bIopharmaceutIcal facIlItIes
Figure 5. A downstream processing suite
developed as part of Project GreenVAX
at NCTM. GreenVAX uses tobacco rather
than egg-based vaccine technology.

8
amIdst bIologIcs patent expirations and the push for personalized (yet low-cost) medicines, the age of biosimilars is upon us. The European Union has paved the way with its biosimilar approval pathway, while FDA passed the Biologics Price Competition and Innovation Act (BPCIA) in 2010. The Act codified into law the 351(k) abbreviated regulatory pathway for biosimilars approval, and formally opened the door for biosimilars product approval in the U.S. However, the law provided no advice regarding what requirements the FDA would need for approval, so in early 2012, the Agency issued draft guid-ances describing CMC considerations in demonstrating biosimilarity to a reference protein product (U.S.-ap-proved or foreign innovator biologic) [1].
Like their reference products, biosimilars are complex, difficult to characterize, typically have more than one biological effect, and frequently generate immune responses. Because of this, the guidance necessarily lacks a list of specific steps for developing biosimilars, leaving developers to integrate quality attributes on a case-by-case basis using the totality of evidence approach. Although approval of a biosimilar will rely on current data of the reference product, the guidance paves the way for producing biosimilar proteins through the use of alternative expression systems and novel manufacturing technologies. To do this, however, developers must ensure they use the principles of Integrated Drug Development to incorporate robust quality considerations in their development programs.
This article provides a review of the essentials of developing and manufacturing biosimilars today. We review current animal-, yeast-, and plant-based expression systems, predominant manufacturing technologies, and key quality considerations for developers and manufacturers of biosimilars—all with an eye toward the integration of these elements.
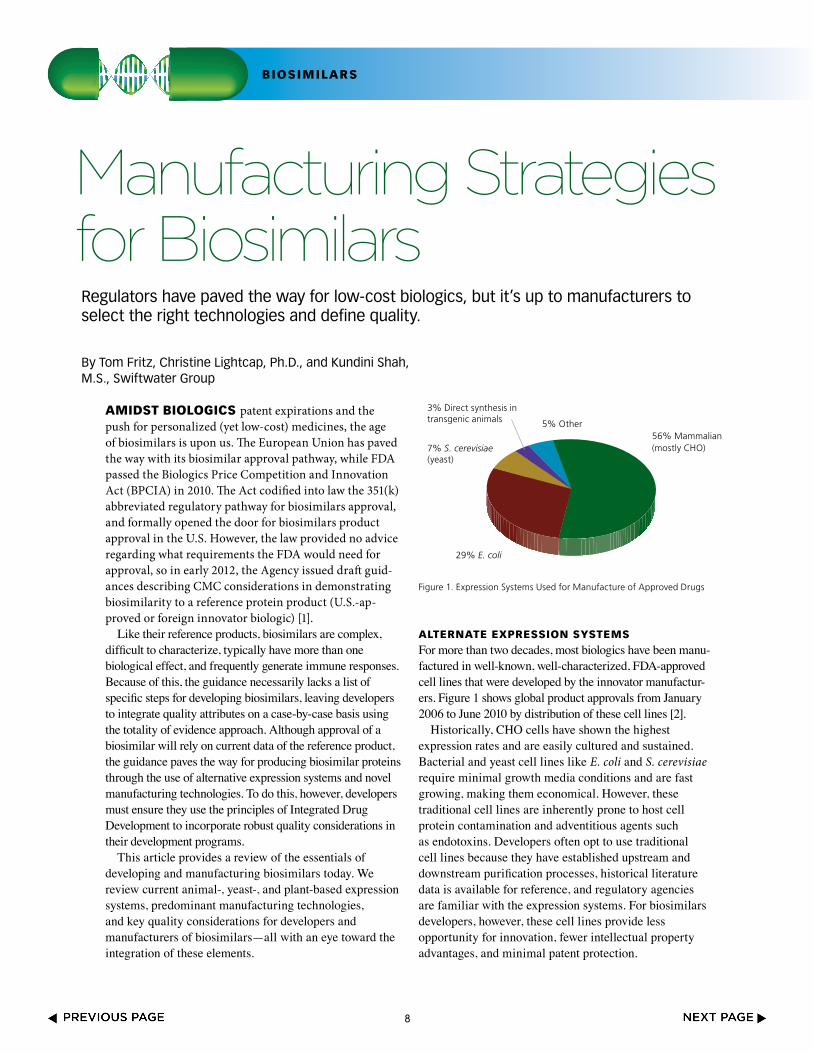
alternate expressIon systems For more than two decades, most biologics have been manu-factured in well-known, well-characterized, FDA-approved cell lines that were developed by the innovator manufactur-ers. Figure 1 shows global product approvals from January 2006 to June 2010 by distribution of these cell lines [2].
Historically, CHO cells have shown the highest expression rates and are easily cultured and sustained. Bacterial and yeast cell lines like E. coli and S. cerevisiae require minimal growth media conditions and are fast growing, making them economical. However, these traditional cell lines are inherently prone to host cell protein contamination and adventitious agents such as endotoxins. Developers often opt to use traditional cell lines because they have established upstream and downstream purification processes, historical literature data is available for reference, and regulatory agencies are familiar with the expression systems. For biosimilars developers, however, these cell lines provide less opportunity for innovation, fewer intellectual property advantages, and minimal patent protection.
Regulators have paved the way for low-cost biologics, but it’s up to manufacturers to select the right technologies and define quality.
By Tom Fritz, Christine Lightcap, Ph.D., and Kundini Shah, M.S., Swiftwater Group
Figure 1. Expression Systems Used for Manufacture of Approved Drugs
56% Mammalian (mostly CHO)
29% E. coli
7% S. cerevisiae (yeast)
3% Direct synthesis in transgenic animals 5% Other
bIosImIlars

9
Drug Name IndicationStage of
DevelopmentSponsor Cell Line
Xigris(withdrawn in 2011)
Sepsis Approved 2001 Eli Lilly & Company HEK293 cells
RotaTeqRotavirus
gastroenteritisApproved 2006
Merck Sharp and Dohme Corp.
VERO cells
ACAM2000 Small Pox Approved 2007 Sanofi Pasteur VERO cells
RotarixRotavirus
gastroenteritisApproved 2008 GlaxoSmithKline VERO cells
YF-Vax Yellow Fever Approved 2008 Sanofi PasteurALV-Free Chicken
Embryos
KalbitorHereditary
angioedema (HAE)Approved 2009 Dyax Corp. P. pastoris cells
Ixiaro Japanese Encephalitis Approved 2009 Intercell Biomedical VERO cells
CeravixHuman
Papillomavirus (HPV)Approved 2011 GlaxoSmithKline Baculovirus Insect cell
Benlysta Lupus Approved 2011Human Genome
SciencesNS0 cells
Table 1. Recent FDA-Approved Products Using Animal/Yeast Alternative Expression Systems
Drug Name Indication Stage of Development Sponsor Cell Line
Elelyso Gaucher disease Approved 2012 Protalix Therapeutics Carrot
Locteron Hepatitus C Virus (HCV) Phase 2 Biolex Therapeutics Lemna (duckweed)
H5N1 Influenza Phase 2/3 Medicago Inc. Tobacco
Lactoferrin Antibiotic Associated Diarrhea Phase 3 Ventria Bioscience Rice
Table 2. Biologic Products Using Plant-based Alternative Expression Systems
AnimAl- or YeAst-BAsed AlternAtive expression sYstemsFDA has approved novel products using animal or yeast-based alternative expression systems (Table 1). • YF-Vax was developed in Avian Leukosis Virus (ALV)-
free chicken embryos. Chicken embryos have historical-ly been used for protein expression and experimentation, and are economical and easily accessible. Most impor-tantly, chicken embryos lack an immune system, making them ideal candidates for production.
• Due to their susceptibility to a wide range of viruses, VERO cells, a kidney epithelial line isolated from the African Green Monkey, have served as a popular expres-sion system for vaccines, such as RotaTeq, Rotarix, ACAM2000, and Ixiaro.
• HEK293 cells (Human Embryonic Kidney cells) have also been used in the manufacture of an approved drug, Xigris. (Note: Xigris was withdrawn from the market in 2011 due to lack of efficacy, not due to any manufactur-ing deficiencies.) Similar to CHO cells, HEK293 cell lines are easy to culture, have higher rates of expression for proteins of interest, and are easily scaleable.
• The baculovirus insect cell line, used to produce Ceravix
for the treatment of HPV, produces large quantities of proteins in cultured insect cells or insect larvae and these proteins are easily purified with tags or using af-finity chromatography techniques.
• In 2009, Kalbitor produced from P. pastoris (a yeast) was also approved. These yeast cells can grow to high densi-ties compared to the more common yeast S. cerevisiae. S. cerevisae is also known to release ethanol during the fermentation process, which can deter cell growth and protein production.
• In 2011, Benlysta was approved for the treatment of lupus and was expressed in the mouse myeloma cell line NS0. The NS0 cell line cannot produce endogenous antibodies, making it an attractive platform for protein production. However, as seen with CHO cells, NS0 cells have the potential to generate glycosylated proteins, which are known to produce immunogenic effects.
plAnt-BAsed AlternAtive expression sYstemsFDA has also been open to plant-based expression sys-tems (i.e., plant cell cultures and whole plants). (See Table 2.) These systems have gained increasing popularity due
BiosimilArs

10
to attractive protein yields; simpler methods of expression, cultivation, and manufacturing; and economical developmental requirements when compared to mammalian cell lines. One of the most enticing benefits to using a plant-based production system is the decreased likelihood of clinical immunogenic responses, since plants do not contain mammali-an pathogens or endotoxins. However, when working with plant-based ex-pression systems, extensive DNA or protein characterization is required, unlike with mammalian cell lines. These systems also show greater po-tential for aflatoxin contamination.
FDA approved the first plant-based recombinant therapeutic protein, Elelyso, in 2012. Protalix developed Elelyso using ProCellEx (ProCellRx Platform Overview), a proprietary carrot cell expression system in combination with a closed novel bioreactor system using disposable plastic bags. The 12-month delay in approval was due to a lack of efficacy data, not FDA’s concerns about the novel cell line.
Although not discussed here, companies are pursuing expression systems outside even these novel systems, including ciliates, alternative yeast and bacterial species, and cell-free expression systems. One day these expression
systems may have the same degree of success as animal and plant-based systems.
selected manufacturIng technologIesSeveral innovative manufacturing technologies are available for both high throughput screening of recom-binant protein variants as well as rapid protein production. Principles of synthetic biology and industrial engineering are used to enhance product expression and development.
hIgh throughput screenIngThese principles form the basis of Intrexon Corporation’s proprietary UltraVector Platform which of-fers a dynamic library of modular components to customize, test, and optimize various protein candidates in a cell line of interest based on host cell performance. Combined with its Laser-Enabled Analysis and Process-ing (LEAP), developers have the option to rapidly identify and select high-secreting, genetically modified mammalian cell lines producing the protein of interest. productIon technologyThe need to get to the market quickly will lead companies to explore flex-ible, cost-effective manufacturing tools such as single-use technology (SUT). SUTs have reduced clean-
ing validation requirements between product changeovers and batch-to-batch processing. Single-use portable bioreactors, for example, are available at various capacities, providing linear scaleability throughout the manufac-turing process for biosimilars using alternate cell lines.
According to technology provider Xcellerex, the SUT platform allows production lines to start up within 15-18 months, and manufacturers benefit from a decrease in total capital cost by 50-75% and operating cost by 20%. This presents biosimilars developers with the ability to accelerate upstream manufacturing processes and dedicate the upfront cost savings towards commercial production needs.
purIfIcatIon processIng While high-producing alternative cell lines and less complex upstream manufacturing techniques offer some advantages, downstream purification processing can be a significant bottle-neck to CMC development. For some development programs, downstream purification accounts for 80% of the total manufacturing cost [2]. Stream-lining purification and reducing the number of steps required in the purifi-cation process are two commonly used techniques. However, more emphasis is being placed on optimizing purifica-tion systems. For example, 3M Puri-fication’s Zeta Plus line of single-use, depth-filtration systems can remove cells and selected contaminants and host cell proteins from cell culture media at the primary recovery step us-ing charge-modified depth filters. This system can also be applied to mam-malian cell harvest or bacteria, yeast, and insect cell lysates clarification. The specialty media has been shown to reduce host cell proteins, protein aggregates, and endotoxins. This not only provides time and cost efficiency but reduces protein yield loss observed during multiple purification steps.
Attribute Assay
Identity
DNA Sequencing
Enzyme-linked immunosorbent assay (ELISA)
Mass Spectrometry - Peptide Mapping
Identity and Purity
Mass Spectrometry - Intact Molecular Mass
Western Blot
High Pressure Liquid Chromatography (HPLC) such as reverse phase (RP), size exclusion (SEC), and ion-exchange (IEC)
Purity SDS-PAGE
FunctionalityBinding Capacity
In vitro and in vivo biopotency
Table 3. Protein Assays for Product Characterization
bIosImIlars

11
QualIty consIderatIons for bIosImIlar deVelopmentIf using a different expression system, it is impossible to generate a biosimilar which is identical to the reference product. However, it is possible to develop highly similar products with no clinically meaningful differences by remembering that “the process is the product.” Upstream production and downstream processing techniques can yield protein fluctuations and impurity profiles that vary among expression systems.
When using alternate cell lines, the FDA expects developers to provide sufficient justification that the construct encodes the same primary amino acid sequence as the reference product, with data supporting that minor modifications do not affect safety, purity, or potency of the product. Comprehensive cell line development and characterization data shared early in the development process with the FDA will enable the developers to collect sufficient safety and efficacy data.
Products that are highly similar to reference products can be developed by implementing consistent and complete product characterization testing per International Conference on Harmonization (ICH) quality guidelines. This includes identity testing and structure
confirmation during all stages of protein folding (primary through quaternary). A purity assessment accounting for all host cell-related protein availability, and those impurities associated with the protein itself, such as truncated forms, aggregates, or modifications (e.g., glycosylation) should be completed. These impurities could have an effect on protein quality, potency, and the amount of safety and efficacy data required during development. Protein function should also be assessed. Table 3 lists recommended assays for product characterization, which will vary based on the type of protein and production process.
Once fully characterized, a master cell bank (or seed bank when working with plant expression systems) is generated based on the quality traits desired. This banking system is designed to ensure consistent production of a highly similar protein product. A stability protocol using many of the assays used to characterize the original protein should be in place to control for changes during storage and shelf-life of the product. Agency reviewers expect that the stability protocol assesses phenotypic traits, such as protein production and titre, as well as genotypic stability. DNA sequencing and segregation analysis can be used to monitor potential
bIosImIlars
From design to fabrication, we’re the premium supplier of innovative stainless steel equipment.
Dissolve • Disperse • Mix
• Processing and storage vessels• Agitators from ¼ to 300 HP• Site-Fab (fi eld-fabricated tanks)• Field service and repair• Agitation controls and other components• Factory operational test runs and guaranteed
performance including PMI• Customer factory acceptance testing/inspection room
Why DCI?Blend • Ferment • Store
An Employee Owned Company
Corporate Headquarters600 North 54th AvenueSt. Cloud, MN 56303(320) 252-8200dciinc.com
We’ve built our reputation as a leader in custom-built equipment for the the pharmaceutical, bioscience, chemical, and cosmetic industries.
DCI 1/2 Page Publication Ad.indd 1 8/1/12 3:20 PM

12
changes to the protein construct on a DNA level, prior to the expression of the protein itself.
A developer must keep in mind that, although a full protein characterization may initially support a highly similar protein product, the expression system can introduce new, and specific, product- and process-related impurities
and substances. This is especially true if the reference product was made using a different system.
Not all impurities are detrimental to development. Levels should be based on ICH-guided drug substance and drug product impurity specifications and knowledge gained from the production process and
batch history analysis. FDA requires a functionality and potency assessment. In many cases, as long as the safety and efficacy of the protein drug is maintained, the additional substances are not a concern. If the specific impurities are shown to impact functionality, further upstream and downstream process optimization may be required. This can impact the product development plan from a safety and efficacy perspective as well.
an Integrated approachCMC challenges related to upstream scale-up and downstream purifica-tion strategies and the growing cost of product development have contributed to a shift in innovation and evaluation of product candidates in alternative systems and other technologies. Devel-opers are considering new ways to ex-pand product pipelines and will move to integrate those systems that provide them with a competitive advantage. The 351(k) pathway for biosimilars development will compel manufactur-ers to build quality into the process in the early stages, use a risk-based approach to proving comparability and characterization of their product, and to work together with key subject matter experts and the FDA to create a successful development program.
References1. FDA. Quality Considerations in Dem-
onstrating Biosmilarity to a Reference Listed Product (Draft Guidance). http://www.fda.gov/downloads/Drugs/Guid-anceComplianceRegulatoryInformation/Guidances/UCM291134.pdf
2. Walsh, G. (2010). Biopharmaceutical benchmarks 2010. Nature Biotechnology, 28 (9), 917-924.
ABouT THe AuTHoRS
Tom Fritz is the Managing Partner of Swiftwater Group, while Christine Lightcap, Ph.D., is a Senior Associate, and Kundini Shah, M.S., is a Manager at Swiftwater.
bIosImIlars
Together, we can precisely manage your bio-process flow, even under critical conditions.
The Porter 3600 Series Severe Duty MFC with industry standardconnectors is easy to install, clean and acquire.
Our newest digital gas flow controller series features IP66 and NEMA 4X enclosures for hygenic-area applications.
Inside you’ll find the same accurate and reliable components as in our other products, ensuring precision performance for your demanding applications. Standard external connectors provide simple plug-and-play installation.
Along with these benefits, you’ll get the responsive support and on-time delivery that Porter Instrument Division is known for.
We make finding the right flow controller extremely easy at PorterInstrument.com.
3600Ad_Pharma 4.indd 1 4/20/12 3:07 PM

SPX - HELPING TO MAKE YOUR PROCESS MORE PRECISE
SPX’s complete line of sanitary products is the answer for today’s stringent pharmaceutical and
biopharmaceutical facilities. For virtually any sanitary processing application, the SPX brands you
have come to trust can fulfi ll your validation and safety requirements with confi dence. Depend on us
for superior innovation, technology and service. Visit us at ww.spx.com
13
14
bIosImIlars
In bIopharmaceutIcal manufacturing today, quality management is critical for steering clear of pro-duction problems, capacity bottlenecks, and operation failures. The good news is that manufacturers appear to be doing a better job over the past 10 years.
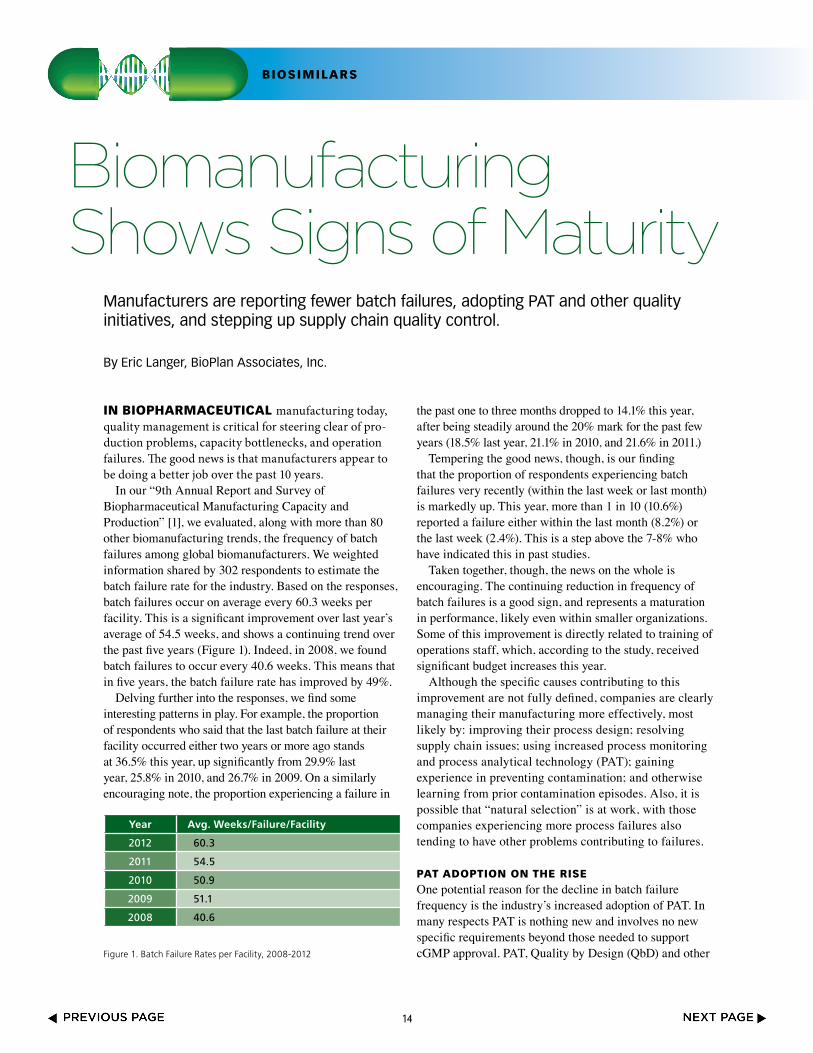
In our “9th Annual Report and Survey of Biopharmaceutical Manufacturing Capacity and Production” [1], we evaluated, along with more than 80 other biomanufacturing trends, the frequency of batch failures among global biomanufacturers. We weighted information shared by 302 respondents to estimate the batch failure rate for the industry. Based on the responses, batch failures occur on average every 60.3 weeks per facility. This is a significant improvement over last year’s average of 54.5 weeks, and shows a continuing trend over the past five years (Figure 1). Indeed, in 2008, we found batch failures to occur every 40.6 weeks. This means that in five years, the batch failure rate has improved by 49%.
Delving further into the responses, we find some interesting patterns in play. For example, the proportion of respondents who said that the last batch failure at their facility occurred either two years or more ago stands at 36.5% this year, up significantly from 29.9% last year, 25.8% in 2010, and 26.7% in 2009. On a similarly encouraging note, the proportion experiencing a failure in
the past one to three months dropped to 14.1% this year, after being steadily around the 20% mark for the past few years (18.5% last year, 21.1% in 2010, and 21.6% in 2011.)
Tempering the good news, though, is our finding that the proportion of respondents experiencing batch failures very recently (within the last week or last month) is markedly up. This year, more than 1 in 10 (10.6%) reported a failure either within the last month (8.2%) or the last week (2.4%). This is a step above the 7-8% who have indicated this in past studies.
Taken together, though, the news on the whole is encouraging. The continuing reduction in frequency of batch failures is a good sign, and represents a maturation in performance, likely even within smaller organizations. Some of this improvement is directly related to training of operations staff, which, according to the study, received significant budget increases this year.
Although the specific causes contributing to this improvement are not fully defined, companies are clearly managing their manufacturing more effectively, most likely by: improving their process design; resolving supply chain issues; using increased process monitoring and process analytical technology (PAT); gaining experience in preventing contamination; and otherwise learning from prior contamination episodes. Also, it is possible that “natural selection” is at work, with those companies experiencing more process failures also tending to have other problems contributing to failures.
pat adoptIon on the rIseOne potential reason for the decline in batch failure frequency is the industry’s increased adoption of PAT. In many respects PAT is nothing new and involves no new specific requirements beyond those needed to support cGMP approval. PAT, Quality by Design (QbD) and other
Manufacturers are reporting fewer batch failures, adopting PAT and other quality initiatives, and stepping up supply chain quality control.
By eric Langer, BioPlan Associates, Inc.
Year Avg. Weeks/Failure/Facility
2012 60.3
2011 54.5
2010 50.9
2009 51.1
2008 40.6
Figure 1. Batch Failure Rates per Facility, 2008-2012

process measurement-based quality programs are efforts to better quantify, model and otherwise understand manu-facturing processes.
Our study shows that continued improvements in sensors, probes and analytical equipment are facilitating process quantification and PAT. Thus, as bioprocessing becomes increasingly monitored by improved and new chemical, physical and microbiological detection methods and assays, including single-use sensors/probes, the resulting data will increasingly support and be used for mathematical modeling and risk analysis. Besides this technological progress promoting increased use of PAT or comparable quality programs, industry adoption will also likely increase as PAT is recognized as an effective method to increase productivity by reducing waste, improving yields, increasing automation and facilitating other cost-saving measures.
Our survey data supports this view. When we asked respondents about the quality initiatives they have implemented, just 21.3% cited PAT, the lowest of the 12 initiatives we identified, and far behind others such as QbD and risk analysis. This may not be surprising, given that adoption of PAT is voluntary. However, when we factor in respondents’ plans for the next 12 months, the story changes. Indeed, 29.3% of respondents plan to use PAT in the next year, the highest proportion of any of the initiatives, and up from 16.1% who responded that way last year. This puts PAT adoption on par with process modeling (52% using or planning) and knowledge management (50.6%), and ahead of other initiatives such as multivariate data analysis, factorial testing of critical process parameters, and stage gate and in-line product reviews.
Increased use of PAT may also be owing to the lessening burden presented by various hurdles to implementation. When we asked respondents about the most significant hurdles in implementing PAT, we found that, in general, most factors are on a multi-year decline. For example, the most common factor identified as significant or very significant, “time required to implement,” was cited this year by just under three-quarters of respondents, down from 79.5% in 2009.
regulatory reQuIrements more of a Vendor problemRegulatory issues remain a concern for PAT adoption, and they’re also a key problem when looking at quality control in supply chain management. With PAT adoption increas-ing, and the frequency of batch failures decreasing, we examined what quality problems can be traced to vendors. In keeping with the positive findings from above, we find that overall, vendor problems are declining.
In fact, the only area in which significantly more respondents this year saw a problem was in vendors’ inexperience with industry’s regulatory requirements. This year, this problem was noted by 31.3% of our respondents, up from 28.1% last year, and halting a 4-year downward trend. This may reflect an increased view of the importance of regulatory factors and the perception and need to understand requirements.
Vendors are taking note of this issue, too. When we asked 185 suppliers to tell us the areas in which they perceive their clients are demanding additional support, 30.5% indicated better regulatory compliance, ranking this area higher than others such as lower prices (29.3%), better quality product offerings and better IP protection.
On the whole, though, most of the other quality issues traced to vendors by biomanufacturers have declined in importance. This year, as they did last year, respondents indicated that the key problem from vendors involves making promises they cannot keep (41.3%). (See Figure 2.) Even so, the proportion citing this has fallen relatively significantly from last year, when it stood at 49.1%. Other problems that have seen significant drops include poor quality of products (just 27.5% this year, as compared to 45.6% last year and a 5-year high of 53.8% in 2010), and poor quality of service (26.3% this year compared to 34.2% last year and a 5-year high of 45.8% in 2009).
global QualIty supply managementThe declining significance of problems traced to vendors might be a reflection of increased auditing that manufac-turers are undertaking in the supply chain. We separately
15
surVey methodologyThe 2012 Ninth Annual Report and Survey of Biopharmaceutical Manufacturing Capacity and Production in
the series of annual evaluations by BioPlan Associates, Inc. yields a composite view and trend analysis from 302
responsible individuals at biopharmaceutical manufacturers and contract manufacturing organizations (CMOs)
in 29 countries. The methodology also included 185 direct suppliers of materials, services and equipment to this
industry. This year’s survey covers such issues as: new product needs, facility budget changes, current capacity, fu-
ture capacity constraints, expansions, use of disposables, trends and budgets in disposables, trends in downstream
purification, quality management and control, hiring issues, and employment. The quantitative trend analysis
provides details and comparisons of production by biotherapeutic developers and CMOs. It also evaluates trends
over time, and assesses differences in the world’s major markets in the U.S. and Europe.
bIopharmaceutIcal manufacturIng

asked respondents to identify what, in the past 12 months, their organization has done to assure consistent quality in raw materials and ingredient supply. We found that a majority (51.4%) audited their suppliers more frequently, a relatively significant jump from 45.2% last year who were more frequently auditing suppliers. The proportion of respondents implementing more dual-sourcing also increased, from 39.4% last year to 45.9% this year.
Some factors dropped on a year-over-year basis. For example, the proportion of respondents who said that they audited secondary suppliers (those supplying their suppliers) fell from 49% to 40.5%, while this year only 36.5% implemented more comprehensive audits, down from 45.2% last year.
Even so, on a number of counts, we found that biomanufacturers are adopting more comprehensive quality supply management: More have developed new, more rigorous tests for incoming raw materials and supplies, while almost one-quarter have increased the volume of testing of incoming raw materials and supplies.
Comparing responses from biotherapeutic developers and CMOs yields some interesting divergences. CMOs, at a rate dramatically higher than biomanufacturers, are auditing their suppliers more frequently and implementing more dual-sourcing. They are also more likely to be verifying vendors’ certificates of analysis, and specifically identifying secondary suppliers.
By contrast, biomanufacturers appear to be much more active than CMOs in demanding that their suppliers demonstrate higher levels of GMP/GLP compliance, implementing more comprehensive audits, verifying the origin of individual ingredients more carefully and holding more frequent meetings with vendors.
We find a divergence in actions on a geographic basis, too. U.S. respondents are for the most part more
active than their Western European counterparts in quality supply management. Some of the larger disparities we found were in: Implementing more dual-sourcing (61.1% of U.S. biomanufacturers vs. 36% of Western European respondents); and Auditing more suppliers, including secondary suppliers (52.8% U.S. vs. 28% W. Europe).
optImIstIc pIctureAll told, our data paints a fairly optimistic picture. The frequency of batch failures is down to the lowest point in five years, and biomanufacturers are stepping up their supply chain quality control while complaining less of problems that can be traced to those vendors.
Despite its promise, PAT implementation remains slow and uneven, leading some to ask when this initiative will achieve its promise. Our data signals that perhaps the industry is finally ready to move to mainstream adoption of PAT. While intentions to implement may have outstripped reality in previous year, with improving economic situations and increased budgets, this may be changing. The success of PAT and QbD applications in pharmaceuticals will depend on better analytics, allowing biomanufacturers to make a strong business case for using these tools.
References1. 9th Annual Report and Survey of Biopharmaceutical
Manufacturing Capacity and Production, BioPlan As-sociates. www.bioplanassociates.com
about the author Eric S. Langer is president and managing partner at BioPlan Associates, Inc. He can be reached at [email protected].
16
“ In whIch of the followIng areas haVe Vendors created QualIty problems for you?”
Figure 2. Selected Quality Problems Traced to Vendors, 2008-2012
2012 31.3%
2011 28.1%
2010 30.8%
2009 35.9%
2008 46.3%
2012 41.3%
2011 49.1%
2010 48.7%
2009 46.6%
2008 44.0%
Vendors’ inexperience with industry’s regulatory requirements
Vendors make promises they can’t keep
bIopharmaceutIcal manufacturIng

17
bIoprocess control
mammalIan cell culture bioreactor processes are difficult to characterize and they demonstrate variability be-tween batches. Without sufficient online detection and con-trol, variations can lead to a high number of failed batches.
To eliminate batch variations, many biopharmaceutical manufacturers are moving beyond today’s “quality-by-inspection” methodology and adopting Quality by Design (QbD) methods. These methods center on measuring more variables online and increasing the sophistication of automation.
In-line process variables that could not be monitored in the past, can now be measured, analyzed, and used for advanced control schemes. Producers can use this additional process data to better understand how to reproduce consistent batch quality and yield, and to advance toward the goal of consistent batch-to-batch profiles.
Measuring cell health and metabolites can reduce risk, increase operators’ confidence level and provide more consistent results. Online detection of abnormal consumption and apoptosis would allow operators to terminate bad batches at an early stage. For instance, feedback control of glucose concentration enables a fixed, low concentration of glucose in a fed batch bioreactor that cannot be replicated with periodic, manual or open loop feeding.
Fixing the glucose concentration at a low value holds the potential to increase the quality of a glycosolated product by reducing uncontrolled glycation [1] and improve efficiencies of nutrient utilization [2]. The pre-requisite to monitoring is improved sensors. Analyzers coming onto the market can take key measurements online continuously or at-line periodically through automated samplers to optimize product quality and yield.
Measurements that, until now, were intermittent and off-line, can now be made periodically or continuously, online. In some cases, users can choose among several different techniques to analyze a component. Some online and at-line sensors that can fulfill bioreactor processing needs are already on the market and need only to be adapted to bioreactors. Other sensors specifically for use in microbial fermentors and cell culture bioreactors are in late stages of development. This article will review the next generation of sensors that will enable closer control of biopharmaceutical cell culturing. Most sensors discussed here are expected to be in common use within the next few years. Part 2 of this article, to be published next month, focuses on bioprocess modeling.
dIelectrIc spectroscopyThe dielectric or passive electrical properties of cells can be exploited to measure viable cell density online. In an induced electrical field, an intact cell membrane is a physical barrier to ion migration. The induced electrical field turns each cell into a small capacitor.
If the direction of the electrical field is alternated over a range of frequencies, the capacitance of the cell varies from a low frequency capacitance plateau to a background capacitance due to water at high frequencies. Capacitance measured in picoFarads plotted against the frequency of change of the electrical field, measured in MHz, is called a beta-dispersion spectrum. This curve is affected by electrode geometry but can be normalized.
The end result of the normalization is a similar curve based on a dimensionless relative permittivity verses frequency. However, the electrode is subject to a time-
Sensors are being developed that will advance process control in biopharmaceutical manufacturing. This article takes a look at the anticipated changes in bioprocess control in the upcoming years.
By Michael Boudreau, emerson Process Management, Inc. & Trish Benton, Broadley-James Corp.
BioProceSS control:
What the Next 15 Years Will Bring

18
dependent electrode polarization. The polarization effect is an increase in permittivity at low frequencies. The effective measurement frequency range is limited at low frequencies by the polarization effect and at high frequencies by background capacitance.
Older analyzers measured a single low frequency as close as practical to the electrode polarization effect. Newer analyzers take random measurements at frequencies between 0.1 and 15 MHz and use a non-linear least squared fit to generate the entire frequency spectrum. Cell suspension bio-volume, cell radius, membrane capacitance, internal conductivity of cells, homogeneity of cells, and medium conductivity parameters are computed from the spectra [3].
Although a computation-induced measurement lag exists, it is not significant compared to cell culture growth rate. Cell culture viable cell counts and bio-volume measurements from dielectric spectroscopy sensors have been found to match off-line measurements.
encoded photometrIc Infrared spectroscopyIn the past, infrared analysis has not applied in the phar-maceutical industry as frequently as in other industries. New technology like Encoded Photometric Infrared analy-sis and FDA’s PAT and QbD incentives increase the impor-tance of this technology to the pharmaceutical industry.
Any infrared senor used online in a cell culture bioreactor requires the analysis to be rapid and sensitive. The instrument must be stable and not require frequent re-standardization or calibration updates. Dispersive IR analyzers split the light source into individual frequencies before the light passes through the sample. Wavelengths over the entire spectrum are measured sequentially. The analysis is slow and only portions of the spectrum are needed for a given analysis.
Non-dispersive IR analyzers send the entire light source through the sample and use fixed frequency pass-band filters to select desired frequencies. This technique is most often used in field instruments for a specific analytical function. Although non-dispersive IR analyzers may meet online requirements of speed and stability, the analytical function is limited by the reduction in signal-to-noise ratio as the number of filters is increased [4].
Recently developed encoded photometric infrared analyzers can detect the constituents of multiple frequencies simultaneously. Unfortunately, array detectors that would allow rapid detection of the complete spectrum and are so common in visible light applications are too complex for mass production [5]. Instead, EP IR analyzers modulate the amplitudes of the components of each wavelength of interest in a process termed encoding.
The encoded beam is collected and received at a single point detector [4]. The EP IR analyzer is a non-dispersive measurement where the radiation beam is dispersed according to wavelength after it has passed through a sample. The energy is converted into spectral components and distributed according to frequency over a spinning disk; the encoder. The encoder disk contains dispersed radiation filters to modulate the amplitude of a single wavelength or channel as digital replicas of smooth functions and that render the encoded wavelength components orthogonal to one another. The orthogonal channels differentiate the contribution to the encoded beam caused by the wavelength components in the various channels [4]. The dispersed radiation filters, or modulators, on the encoded disk are specific to each analytical function.
Unlike nondispersive IR analyzers with fixed filters, the modulators can be replaced simply by replacing the encoder disk. Since the encoder disk is the only moving part, EP IR analyzers are suitable for online analysis. Unlike non-dispersive IR analyzers the analytical function is not limited by decreasing signal-to-noise ratios. Unlike dispersive IR analyzers, the sampling capability is as fast as 100 Hz. Online analysis of nutrients and metabolites in cell culture bioreactors is currently in development. The analysis must be split among several EP IR sensors; each with a unique encoded disk.
A single analysis function can measure glucose, glutamate, glutamine, proline, lactic acid, ammonia, and dissolved carbon dioxide in the cell culture medium. Only dissolved carbon dioxide can be measured online using currently available technology. Dissolved carbon dioxide sensors have lag times that make them impracticable. Amino acid IR fingerprints overlap, so analysis of all 20 amino acids in the medium must be grouped in as many as five EP IR analyzers.
Analyzers outputs must be regrouped in a way that functionally makes sense in a cell culture. More development work is needed here than in the glucose analysis, but successful application opens the door to amino acid feeding strategies. Several authors employ MPC control of concentrations of several amino acids to prevent starvation induced apoptosis in Chinese Hamster Ovary cell cultures. Direct measurement by EP IR analyzers would eliminate the need for state estimation of the amino acid concentrations proposed by these authors.
An early and sensitive indicator of the onset of apoptosis is the change in concentration of auto fluorescent NADH as mitochondria are disrupted [6]. It may be feasible to use EP IR to detect the fluorescence in a bioreactor provided optical density can compensate for the volumetric increase in HADH concentration associated with the increase in cell density.
bIoprocess control

19
Infrared spectra are not direct measurements. Rather, spectra must be correlated to known data in order to predict unknown data by way of a chemometric analysis. The training and validation data sets for the correlation must represent the full range of variability that can occur in a bioreactor.
automated multIfunctIon analyzersMultifunction analyzers are an auto-mated or robotic combination of enzy-matic, amperometric, potentiometric and coulter counter or CCD camera analyzers. The list of possible mea-surements includes; sugar and amino acid substrates, metabolic byproducts, dissolved oxygen and carbon dioxide, pH, cell density and viability, sodium, potassium, calcium, phosphate and osmolality. Installing online sensors for all these measurements is not practi-cal and in some cases is not feasible. Osmolality can only be inferred by a cluster of online sensors while at-line multifunction analyzers measure osmolality with the “gold standard” freezing point depression test.
At-line analysis does have a down side. Samples must be taken from the bioreactor manually. Help may soon come from autoclavable multi-point auto-samplers. If the sample volume is small, samples from multiple bioreactors can be taken at shorter time intervals. A manual sampling may be every 12 hours while an auto-sampler might run on a 4- hour schedule. Closed loop, negative feedback control with an auto-sampler is feasible if the sample interval is 25% of the dominant system response time.
onlIne product analysIsMost product analysis for quality and quantity is performed on manual samples, with assays that are specific to that product. In single product, dedicated facilities, automating those
assays is possible using specifi-cally developed systems. This level of sampling and analysis may come at a high, but warranted, cost. In multi-product facilities, the variability of assay techniques may hamper the ability to automate product analysis.
In cases where similar assays may be used across multiple products, such as using Protein A binding assays for quantitating monoclonal antibodies, automating assays is achievable. Autosamplers can be interfaced with HPLC systems to allow direct sampling from the tank but samples require special treatment to remove cells and debris that will clog the column. On the horizon are analyzers which have the ability to quantitate monoclonal antibodies in a “dirty” sample as well as metabolites and cell count. The ability to monitor the quantity and quality of a protein, or even a class of proteins, online is technically feasible using near-infrared technology, but requires development time and resources.
Other technologies that take advantage of molecular binding to a specific substrate to produce a measurable signal, such as surface
plasmon resonance (SPR), may hold promise in developing online sensors allowing the user to determine the quantity and quality of a product before it ever leaves the tank.
ReferencesYuk I, Huynh H, Leach K, Shen A, Zhang B, Dutina G, McKay P, Lim A, Snedecor B, Cell culture efforts to reduce glycation in recombi-nant humanized antibody. The 4th Recombi-nant Protein Production Meeting: a compara-tive view on host physiology Barcelona, Spain. 21–23 September 2006 Published: 10 October 2006 Microbial Cell Factories 2006, 5(Suppl 1):P57 doi:10.1186/1475-2859-5-S1-P57Marange L and Goochee C F, Metabolism of PER.C6 cells cultivated under fed-batch con-ditions at low glucose and glutamine levels. Biotechnol Bioeng 2006 May 5;94(1):130-50.Yardley J E, Douglas K B, Barrett J, Davey C L, On-Line, Real-Time Measurements of Cellular Biomass using Dielectric Spectros-copy. Biotechnology and Genetic Engineering Reviews – Vol 17, August 2000.U.S. Patent No. 6,982,788.US Patent No. 5,485,268.Toms S A, Muhammad O, Jackson H, Lin W C, Decline in NAD(P)H Autofluorescence Pre-ceeds Apoptotic Cell Death from Chemother-apy. Proc. Of SPIE, Vol. 6009, 60090Q, (2005).
Hypothetical beta dispersion spectrum of a cell suspension showing the
contribution of electrode polarization at low frequencies.
bIoprocess control

20
Wisdom From WithinEliminate reliance on transmitters with Arc intelligence engineered into your sensor head.The Arc sensor head enables the first fully integrated intelligent sensors that do not rely on a transmitter. Arc can be integrated into existing 4-20 mA or digital environments to improve signal quality and data efficiency. Calibration statistics, usage history, and diagnostics are stored in the sensor for quality management and troubleshooting. Increase the productivity and quality of your analytical process.
© 2012 Hamilton Company. All rights reserved. Image Copyright Ammit, 2012. Used under license from Shutterstock.com
1-888-525-2123www.hamiltoncompany.com
For more information on how the Arc can improve your process analysis, visit www.ham-info.com/0525
HAM0525 Arc Ad May 2012 Pharmaceutical Manufacturing.indd 1 4/13/12 3:06 PM

21
bIopharmaceutIcal process control
deVelopment of a commercial product from a cell culture or a recombinant microbe can be greatly enhanced if the same control system configuration envi-ronment, control toolset, historian, HMI, and alarm and event database are used from the bench top through pilot scale to production.
Online process models deployed on a control system common to development and production offer many advantages.
They can:• help control process and sensor non-linearities• allow for creation and testing of control strategies and
batch recipes before clinical material is required if a process is represented by a high fidelity model.
In process development, high fidelity modeling can be used to determine the impact of operating conditions on yield and product quality. In production, on-line multivariate statistical modeling can help detect abnormal conditions and predict quality parameters at the end of the batch.
Where Part 1 of this article focused on developments in sensors for bioprocess control, this article will examine bioprocess modeling options, focusing on three types of models, all of which can run on a distributed control system (DCS):
• First order plus dead time (FOPDT)• High fidelity• Multivariate statistics.
Insight into changes during batch operation may be gained through the identification of simple first order plus deadtime (FOPDT) models at different points in the batch. The article will also examine the structure of a high fidelity model, exploring its use in process development and plant design.
In addition, the article will examine how PLS (for Partial Least Squares, or, if you prefer,Projection to Latent Structures) can be used to detect deviations in quality parameters and how Principle Component Analysis (PCA) can be used to determine abnormal conditions.
fopdt modelIng of process responseApplication of the latest sensor technologies enables cell characteristics as well as substrate and metabolic byprod-uct concentrations to be measured in a bioreactor.
Autoclaveable auto-samplers transform automated multifunctional analyzers into at-line instruments. In both at-line and online types, the sample periods are short relative to response times of a cell culture, sothese sensors open the door to closedloop concentration control.
Strategies for control of glucose concentration in perfusion or fed batch bioreactors have been proposed [1] but their implementation has been frustrated by the need for direct and reliable measurement. As far back as the 1980’s, it was suggested that glucose/glutamine ratio control would enhance cell growth, cell viability and product quantity in monoclonal antibody production. [2] The nature of the input and output relationships for new sensor-based control loops can most effectively be characterized by the identification of first order plus dead
Developing a model and using the same control system from development through manufacturing can improve process control.
BY Michael Boudreau & Gregory McMillan, emerson Process Management
BioPharmaceutical ProceSS control
Process Modeling

22
time (FOPDT) models.Nonlinear input/output
relationships can be characterized in a piecewise linear manner by breaking the control range into linear segments and identifying a unique FOPDT model in each segment. Turbidity as a measure of cell growth
is an example of a fixed nonlinearity that can be segmented over the range of the measured variable or signal. FOPDT models of the process gain and dynamics may change over the range of a measured variable. Once this relationship is known, then the tuning of the control may be
automatically changed to compensate for the nonlinearity.
process deVelopment wIth hIgh fIdelIty modelsHigh fidelity models used for design, control and optimization of cell culture bioreactors describe the relationship between substrate utilization, cell growth and product formation. They are first principle models from a chem-ical engineering view point because they are based on mass and energy bal-ances and they describe compressible and incompressible phases.
The pH is computed from a charge balance equation. Since high fidelity models are parameterized differential equations and depend on experimental data, they are also considered semi-empirical. In most cases, high fidelity models can extrapolate better than purely empirical models and thus can be used to examine process operation over a wider range.
Cell culture high fidelity models must account for viable and non-viable cells and recombinant microbe models must describe biomass segregation so they can be considered structured models. High fidelity models have been created for recombinant bacteria, fungi, yeast and mammalian cell cultures.
All the models are broken into three phases; a bulk liquid phase, a sparge gas phase and an overhead or sweeping gas phase. On a distributed control system, a practitioner can assemble a high fidelity model from a library of simpler models implemented in composite blocks. A composite block is a container for parameters and other control blocks. At the bottom level of the bioreactor simulations, composite blocks have input and output parameters and calculation blocks. At higher levels in the simulation, composite blocks still contain input and output parameters
bIopharmaceutIcal proces control
Save Valuable Time. Get custom assemblies crafted to your exact specifications.
Choose Your Components. Select from your favorite brands including the entire range of ® pump tubing.
Ensure Quality and Regulatory Compliance. Rely on complete validation.
Single-Use Custom Assemblies
Seamless solutions in custom assemblies.
Assembling the parts for you.
Your brands. Our assembly.
866-802-0579 ColeParmer.com/BioConnect
Make the connection with BioConnect
3550
Contact your Cole-Parmer representative today.
3550_BioCon_Pharma_SpAd_0612.indd 1 5/24/2012 3:12:40 PM

23
and nested composite blocks.Each of the gas and liquid phases
in a bioreactor high fidelity model is represented by a higher level composite block. Unsteady state component, mass and energy balance calculations are contained in each block. The phases also contain mixing and mass transfer composite blocks. A single kinetics
block contains growth and product formation blocks and substrate utilization blocks.
These blocks in turn contain at the lowest level composite blocks representing Michaels Mention saturation kinetics combined with inhibition. This block architecture allows for the creation of a library and the f lexibility to represent
bacterial, fungal and cell culture bioreactors. The fermenter or bioreactor composite block is combined in a module with other composite blocks representing mass and energy balances of valves, pumps and f low meters to create a virtual process. In other words, composite blocks from a library are interconnected to match a piping and instrument diagram of an actual bioreactor. If a control system configuration already exists, it can be copied and mapped to this plant simulation module to create a virtual plant.
If a control configuration does not exist, one can be created and tested in a virtual plant environment before the physical plant is completed. Batch recipes can be created and tested before clinical material is needed from pilot scale bioreactors. In a virtual environment, the process operation may be examined by running the process model and control faster than real time.
The fast execution allows users to play “what if ” scenarios and design experiments that may reduce a process development batch schedule. [3] In production, the predictive capability of the virtual plant has the potential to infer unmeasured or unmeasureable process variables like product concentration. The accuracy of the inferential calculation can be maintained by adapting model parameters to changes in the actual plant.[4]
data analytIcs wIth multIVarIate statIstIcal modelsMultivariate statistical models can monitor batch quality online, continuously. Monitoring can begin as early as the pilot scale clinical trial stage of product development. Alarm limits or univariate statistical techniques cannot be used to moni-
bIopharmaceutIcal proces control
Figure 1 - Data from multiple batches not aligned
Figure 2 - Batch data aligned by Dynamic Time Warping

24
tor quality since those techniques do not account for cross correlation and/or co-linearity present in cell culture or microbial batches.
Multivariate techniques for bioreactor quality monitoring and process control provide a solution by converting process variables that may be collinear and cross correlated to independent, uncorrelated variables called principal components. Based on principal component techniques, Squared Prediction Error (SPE), and Hotelling’s control charts can be developed to reflect overall batch operation.
Two types of multivariable analysis used online are Principal Component Analysis (PCA) and Partial Least Squares or Projection to Latent Structures (PLS). PCA monitors batch variables and states to verify the preservation of cross correlation and co-linearity upon which the model is based. PCA is most often used to detect process or measurement faults during a batch. PLS predicts output parameters based on input variables and the current process state. The output parameters may be the end of the batch or the endpoint product quality.
Both methods use empirical models based on a reference set of good batches. To be effective, these reference batches must capture the variability expected in the batch. Too little variation may lead to false alarms and too much variability can render the analysis insensitive. To build a model, the reference batches must be aligned so the data is synchronized at each point of the batch and all batches have common end points.
For example, a phase transition may wait for a tank to reach a predefined temperature. The time to reach that temperature and end the phase is not likely to be the same in any two batches. The method of synchronizing batches with the broadest application is Time Warping, [5], [6].
Time Warping is demonstrated as a feature match between two time
series. The time series are non-linearly ‘warped” in the time dimension. The best results are obtained when a pattern or trajectory is optimized. Dynamic Programming is used to match elements of the time series so as to minimize discrepancies in each corresponding trajectory subject to constraints; hence the name Dynamic Time Warping. Constrains include sample beginning and end points, a monotonic solution and local continuity. Figures 1 and 2 compare batch data before and after alignment by Dynamic Time Warping.
Note how the oscillations are superimposed and the batch end points are equal after alignment. PCA and PLS techniques process continuous data in two dimensions; time and value. Batch data, on the other hand, is three dimensional; batch, value and time. Before PCA or PLS processing, batch data must be unfolded to two dimensions. There are several ways to unfold batch data.
Initially, batch-wise unfolding and variable-wise unfolding were considered separately. Batch-wise unfolding results in a two-dimensional matrix with each row containing all the data from a single batch. Variable-wise unfolding results in a two dimensional matrix segmented by time slices of the batch.
Each column of the variable-wise unfolded matrix contains all the values of a variable for all batches in that time segment. PCA and PLS analysis on batch-wise unfolded data can detect deviation from a desired operating trajectory. But in online application the data set is not complete until the end of the batch and prediction is necessary for batch-wise unfolding.
Online PCA and PLC analysis of variable-wise unfolded data does not require equal batch lengths or prediction of future values. However, nonlinear, time varying trajectories
bIopharmaceutIcal proces control
E X P E R T I S E
and
I N N O V AT I O N
Serving the Lifesciences
Industry
FW Biokinetics offers a flexible approach to
problem solving, addressing the complexities of
producing biopharmaceuticals
within a highly regulated environment.
fwc.com

25
remain in the data matrix and calculated loadings contain correlations between variables. Lee, et al, [5], eliminated both the time dependency and need of prediction by mean centering and scaling batch-wise unfolded data and then re-arranging the data variable-wise.
Hybrid unfolding is used to generate the results shown in Figures 1 and 2. On line prediction of batch quality with PLS is achieved by partitioning the entire batch into equally spaced statistical scans. Since Dynamic Time Warping is used to match the measured data to the reference batches, they are labeled DTW scans. Each time the running batch completes a DTW scan, a PLS analysis is performed and the final product quality is predicted.
summaryFirst order plus dead time, high fidelity and multivariate statistical models are valuable tools for batch operation improvement. First order plus dead time models can be identified automatically and high fidelity models can be generated from a library of composite block modules. Multivariate statistical analysis has been adapted to batch processes with dynamic time warping and hybrid unfolding. These online models can accelerate design of experiments and process design.
References• Kleman G.L.,Chalmers J. J., Luli G W, Strohl W R, A Predictive
and Feedback Control Algorithm Maintains a Constant Glucose Concentration in Fed-Batch Fermentations, APPLIED AND ENVI-RONMENTAL MICROBIOLOGY, Apr. 1991, p. 910-917
• Luan Y T, Mutharasan R, Magee W E, Effect of various Glucose/ Glutamine Ratios on Hybridoma Growth, Viability and Monoclonal Antibody Formation, Biotechnology Letters Vol 9 No 8 535-538 (1987)
• McMillan G, Benton T, Zhang Y, Boudreau M, PAT Tools for Accelerated Process Development and Improvement, BioProcess International Supplement MARCH 2008.
• Boudreau M A, McMillan G K, New Directions in bioprocess Mod-eling and Control. ISA. Research Triangle Park, NC 2006.
• Lee J M, Yoo C K, Lee I B, Enhanced process monitoring of fedbatch penicillin cultivation using time-varying and multivariate statisti-cal analysis. Journal of Biotechnology, 110 (2004) 119-136.
• Cinar A, Parulekar S J, Ündey C, Birol G, Batch Fermentation Modeling, Monitoring, and Control. Marcel Dekker, Inc. New York, NY 2003.
AuTHoRS
Corresponding author Michael Boudreau and Gregory McMillan are principal consultants for Emerson Process Management. Mr. Bou-dreau can be reached at [email protected]
bIopharmaceutIcal proces control
For additional information, please contact Foster Printing Service, the official reprint provider for Pharmaceutical Manufacturing.
PMS 370 C
C: 60M: 0Y: 100K: 28
Call 866.879.9144 or [email protected]
RepRints aRe ideal foR:n New Product Announcements n Sales Aid For Your Field Force n PR Materials & Media Kits n Direct Mail Enclosures n Conferences & Speaking Engagements n Recruitment & Training Packages n Customer & Prospect Communications/Presentations n Trade Shows/Promotional Events
Let Your Positive exPosure stand out.Let Your Positive exPosure stand out.

26
additional resources
ContaCt Foster Wheeler BioKinetiCs http://www.fwc.com/contact/More about Foster Wheeler BioKinetics’ life sciences Practicehttp://www.fwc.com/GlobalEC/Pharmaceuticals/pharmaceuticals.cfmread focus - Foster Wheeler BioKinetics’ Pharmaceutical Business Magazinehttp://www.fwc.com/publications/focus.cfmtechnical Papers From Foster Wheeler BioKinetics http://www.fwc.com/publications/tech_papers/index.cfm?comp=nongpg
ContaCt hamilton Companyhttp://www.hamiltoncompany.com/Contact/contactUs.phpBiopharmaceutical sensor selection toolhttp://www.hamiltoncompany.com/products/sensors/c/1008/Hamilton company technical documentshttp://www.hamiltoncompany.com/Apps/downloads.php?r=7Biopharmaceutical sensor solution Brochurehttp://www.hamiltoncompany.com/Apps/downloads.php?r=7
ContaCt Cole-parmerhttp://www.coleparmer.com/Bioconnect – disposable Biopharmaceutical assembly offering using components already Validatedhttp://www.coleparmer.com/BioConnect/request cole-Parmer cataloghttp://www.coleparmer.com/CatalogRequest/emptycole-Parmer technical resource libraryhttp://www.coleparmer.com/TechLibrary/empty
ContaCt DCi inC.http://www.dciinc.com/contact/index.phpdci Biopharmaceutical solutionshttp://www.dciinc.com/products/chemical.php#engineering capabilities & expertisehttp://www.dciinc.com/manufacturing/index.phpdci technical documentshttp://www.dciinc.com/literature/techdocs.php
ContaCt parKer’s porter instrument Divisionhttp://porterinstrument.com/rep-locator.phpPorter instrument 3600 series severe duty Flow Meters and controllershttp://www.porterinstrument.com/news-events.phpcustom Flow assemblies for Pharmaceutical and Biopharmaceutical applicationshttp://porterinstrument.com/industryv.phpParker’s Porter instrument division resources – technical documents & videoshttp://porterinstrument.com/resources
ContaCt spX http://www.spx.com/en/learn More about anhydro liquid contraction and Powder Processing solutionshttp://www.spx.com/en/product-brands/brands/anhydro/sPX solutions showcasehttp://www.spx.com/en/ideas-in-action/solutions-showcase/sPX Project Portfoliohttp://www.spx.com/en/ideas-in-action/project-portfolio/
ContaCt saint-GoBainhttp://www.biopharm.saint-gobain.com/en/ContactUs.asptubing/Hose Product selector http://www.biopharm.saint-gobain.com/en/Selector.aspsaint-Gobain White Papershttp://www.biopharm.saint-gobain.com/en/ResourcesWhitePapers.aspsaint-Gobain online cataloghttp://catalog.biopharm.saint-gobain.com/
for more information click on the links below
for more on biomanufacturing and other Pharmaceutical
manufacturing toPicshttp://www.pharmamanufacturing.com/