tradicija i suvremenost u oblikovanju i -...
TRANSCRIPT



Tradicija i suvremenost u oblikovanju i
dekoriranju keramike
Osnove tehnologije i metode
oblikovanja gline
ROBERT KUHAR
Zagreb, 2014.
Tiskanje ovog priručnika novčano su pripomogli:
Upravni odjel za prosvjetu, kulturu, šport i tehničku kulturu, mlade i dru-
ge, krapinsko-zagorska županije
Keramica.info, Josip Srabotnak
Zahvaljujem se svim učenicima proizvođačima keramike u SŠ Bedekov-
čina, u Bedekovčini, koji su sudjelovali u izvođenju radioničkih faza rada
i pripomogli u ostvarivanju foto-dokumentiranog sadržaja priručnika.

TRADICIJA I SUVREMENOST U OBLIKOVANJU I DEKORIRANJU KERAMIKE
OSNOVE TEHNOLOGIJE I METODE OBLIKOVANJA GLINE
Autor: ROBERT KUHAR
Naklada: Robert Kuhar u vlastitom aranžmanu
e-mail. [email protected]
recenzenti:
mr. sci. Branko Punek, dipl. ing. kem.
Ružica Blazinić, dipl. ing. kem. tehnologije
Alojzije Tkalec, ing. građ. mat.
Dragana Palčić, prof. lik. kulture
Lektor:
Mikša Krasnodor, prof. knjiž. i hrv. jezika
Dizajn i grafička obrada priručnika:
Robert kuhar, prof. lik kulture
Dizajn naslovnice:
Robert Kuhar
Fotografije:
Robert Kuhar
Tisak:
MI Studio
Kralja Krešimira IV., br. 41
10430 Samobor
Naklada:
500
Zagreb, 2014.
Katalogizacija u publikaciji NSK
ISBN 978-953-57933-0-4
CIP zapis dostupan u računalnom katalogu
Nacionalne i sveučilišne knjižnice u Zagrebu
pod brojem 868663
Sva prava pridržana. Niti jedan dio ove knjige ne može se reproducirati ili prenositi ni u
kojem obliku: elektronički, mehanički, fotografski ili na drugi način bez prethodne sug-
lasnosti vlasnika autorskih prava.

Osnove tehnologije i metode
oblikovanja gline
Autor: ROBERT KUHAR

sadržaj
RIJEČ AUTORA 10
RECENZIJE 13 1. UVOD 15
2. NASTANAK GLINA 22 3. NALAZIŠTA 23
4. PODJELA GLINA PREMA NAMJENI 25 5. GLINENI MINERALI 25
6. VATROSTALNI MATERIJALI I TOPITELJI 28 7. ŠTETNE PRIMJESE U KERAMIČKIM SIROVINAMA 30
8. SVOJSTVA GLINENIH SIROVINA 33 9. KEMIJSKI SASTAV SIROVINA I METODE ODREĐIVANJA 39
10. ODREĐIVANJE BOJE GLINE 42 11. SVOJSTVO PLASTIČNOSTI PRI OBLIKOVANJU GLINE 43
12. NAČINI OBLIKOVANJA KERAMIČKIH PROIZVODA 45 12.1. Ručno oblikovanje 45
12.2. Oblikovanje ravnom i savijenom plohom 56
12.3. Oblikovanje reljefa 98
12.4. Oblikovanje trodimenzionalnog modela s armaturom 109
12.5. Oblikovanje tekućim postupkom – lijevanje 111
12.6. Oblikovanje na lončarskom kolu - lončarenje i tokarenje 116
12.7. Oblikovanje polusuhim i suhim postupkom 123
12.8. Oblikovanje utiskivanjem mase u kalup - kvečanje 124
13. OSNOVNI I POMOĆNI ALATI, SREDSTVA, UREĐAJI I STROJEVI 126
13.1. Osnovni alati za oblikovanje gline 126
13.2. Pomoćni alati i druga sredstva 129
13.3. Uređaji i strojevi 132
14. SREDSTVA ZA OSNOVNU ZAŠTITU 136
15. LITERATURA 137
16. ŽIVOTOPIS 139
RIJEČ AUTORA
10
Keramika je jedna od najstarijih djelatnosti i, unatoč tome, još uvijek nije do-
voljno istražena. Glina je i danas najpodatnije sredstvo oblikovanja koje doz-
voljava najrazličitije pristupe u obradi tehnikama i razrađenim metodama izra-
de.
Već više od 15 godina učim i istražujem različite pristupe u obradi gline i nas-
tojim evidentirati pojedine procese, što mi je pripomoglo temeljito istražiti za-
nimljiva područja keramike kao tradicijskog i suvremenog medija. Kao preda-
vač strukovnih predmeta u Srednjoj školi Bedekovčina u Bedekovčini, nastojim
učenicima prenijeti svoje znanje i znanje drugih majstora, posebno znanje o
tradicijskom lončarstvu koje vuče duboke korijene u našu prošlost, a isto tako
iz njega crpimo nove ideje za svoja buduća ostvarenja na području likovne
umjetnosti.
Za područje izražavanja u keramici možemo reći da pripada jednakopravno
sveukupnom likovnom stvaralaštvu i ne smijemo ga zapostaviti kao takvo.
Danas se sve više stavlja naglasak na tradiciju u odnosu na koju ćemo se
predstaviti narodima u drugim regijama, zato je trebamo obnoviti i razviti na
vrijedan i prepoznatljiv, suvremen način. Pritom je važno educirati sve naraš-
taje kojima je interesantan ovaj medij.
Do danas je napisano nekoliko tekstova edukativnog sadržaja o keramičkim
materijalima, alatima i tehnološkim postupcima izrade keramičkih proizvoda,
ali komplet priručnika pod zajedničkim nazivom Tradicija i suvremenost u obli-
kovanju i dekoriranju keramike koncipiran je u odnosu na prethodne po svom
metodološki istraženom i objašnjenom pristupu popraćenom kvalitetnim ilus-
tracijama. Komplet priručnika čine naslovi: Osnove tehnologije i metode obli-
kovanja gline, Tehnike oblikovanja na lončarskom kolu, Tehnike oslikavanja
keramičkih proizvoda, Tehnike izrade kalupa, kvečanje i lijevanje, Oblikovanje
fučke, ''žlaburača''. Priručnik Osnove tehnologije i metode oblikovanja gline
sadrži osnovne informacije iz većine područja tehnologije, oblikovanja i dekori-
ranja keramike, dok ostali priručnici detaljno objašnjavaju procese rada, nasta-
le probleme i načine kako ih riješiti.
Ovaj i drugi priručnici pod zajedničkim naslovom Tradicija i suvremenost u
oblikovanju i dekoriranju keramike pomoći će profesionalno i amaterski, da se
sadržajem i metodološkim pristupom mnoge, za širu javnost još uvijek čuvane
tajne, savladaju i s njihovim mističnim vrijednostima pokušaju osmisliti neka
nova likovno vrijedna rješenja.
11

Priručnici su nastali na osnovi višegodišnjeg rada pri istraživanju područja ke-
ramike i oblikovanja gline, tijekom nastavnog procesa u srednjoj školi na odje-
lu proizvođača keramike i kroz javna profesionalna djelovanja u osobnom liko-
vnom stvaralaštvu. Mogu reći, da je keramika neiscrpno mistično područje i
asocijativno izrazito dobra podloga za likovno izražavanje na suvremeni način.
Važno je podsjetiti se: ne zaboravi tko si, upoznaj druge svojim vrijednostima i
budi ponosan gdje god se nalazio.
Robert Kuhar
12

RECENZIJE
13
RECENZIJA Priručnika Osnove tehnologije i metode oblikovanja gline
Obzirom na sadržaj, ovaj priručnik namijenjen je učenicima strukovnih škola ke-ramičarskog i dizajnerskog usmjerenja za zanimanje proizvođač keramike, ali također i svima onima koji imaju potrebu upoznati metode i radne postupke obli-kovanja i glaziranja predmeta u procesu proizvodnje ukrasne i dekorativne, tj. pretežito umjetničke i unikatne keramike.
U tekstu priručnika sva su poglavlja detaljno obrađena i posebno dobro ilustrirana velikim brojem slika, tako da je gradivo zorno predstavljeno i prikazano. Svaka slika popraćena je odgovarajućim tekstom u naslovu i opisu slike, što pridonosi boljem razumijevanju gradiva koje slika ilustrira. U tekstu su nadalje detaljno ob-rađeni odgovarajući pojmovi i dat je jasan opis njihova značenja, što vrijedi i za navedene tehnološke operacije. Upotrjebljeni pojmovi i izrazi terminološki su kon-kretni i najčešće uobičajeni u stručnoj primjeni.
Gradivo priručnika pisano je jasno i pregledno, tako da učenicima i ostalim zainte-resiranim za predmetnu problematiku omogućava prihvatljivo upoznavanje i sav-ladavanje gradiva. Temeljem navedenog sadržaja recenzije, recenzent uz prepo-ruku predlaže da se predmetni priručnik objavi kako bi poslužio u obrazovnom procesu učenika za zvanje proizvođač keramike i dizajnera, ali i svima drugima čiji je interes izrada predmeta od keramike.
U Zagrebu, kolovoz 2011.
mr. sci. Branko Punek, dipl. ing. kem.
14

Ružica Blazinić, dipl. ing. kem. tehnologije Srednja škola Bedekovčina Gajeva 1, Bedekovčina
Zagreb, 2013-09-15
RECENZIJA Priručnika Osnove tehnologije i metode oblikovanja gline Edicija: Tradicija i suvremenost u oblikovanju i dekoriranju keramike
Autor: Robert Kuhar
1. OPĆI DIO
1.1. Podaci o priručniku Priručnik obuhvaća 138 stranica, formata 24 x 17 cm. Osim uvoda na početku i sadržaja, na kraju je popis literature. Priručnik ima 338 ilustracija.
1.2. Struktura i sadržaj priručnika Uvod obuhvaća definiciju, nastanak i nalazišta glina, podjelu, osnovna svojstva i kemijski sastav. Glina kao sirovina za keramičku industriju, tehnološki procesi i proizvodi. Tehnike i tipovi oblikovanja obuhvaćaju tip oblikovanja s ravnom i savi-jenom plohom, plohom savinutom u valjak, pločicama, kuglicama, valjušcima i oblikovanje dodavanjem punom masom.
1.3. Analiza strukture i sadržaja priručnika Struktura i sadržaj priručnika odgovara dijelu nastavnih sadržaja proizvođača ke-ramike, i to: tehnologija keramike, oblikovanje keramike, praktična nastava. Sadržaj priručnika može se koristiti i u programima osposobljavanja i usavršava-nja u području keramike.
2. POSEBNI DIO Stil pisanja i izlaganja jednostavan je, jezik je razumljiv i usklađen s terminologi-jom iz područja keramike. Autor se prilikom pisanja koristio didaktičkim načelima: primjerenošću, logičnošću, raščlanjivanjem i međusobnim povezivanjem. Sadržaj priručnika je strukturiran tako da autor polazi od bližeg prema daljnjem, od jednos-tavnog prema složenom, od lakšeg prema težem. 3. ZAKLJUČAK Priručnik Roberta Kuhara pod nazivom Osnove tehnologije i metode oblikovanja gline bavi se osnovama poznavanja gline i samim postupcima oblikovanja na vrlo jednostavan i pristupačan način. Priručnik se može koristiti u nastavi proizvodnje keramike, kao i vodič u samoj praksi oblikovanja. Recenzent: Ružica Blazinić, dipl.ing.kem. tehnologije, predavač strukovnih predmeta
15

Alojzije Tkalec, ing.građ.mat.
Srednja škola Bedekovčina
Gajeva 1, Bedekovčina
Bedekovčina, 2013-09-15
RECENZIJA
Priručnika Osnove tehnologije i metode oblikovanja gline
Edicija: Tradicija i suvremenost u oblikovanju i dekoriranju keramike
Autor: Robert Kuhar
Od strane tehnoloških metoda i izrade keramičkih proizvoda ručno, na lončarskom
kolu, utiskivanjem i lijevanjem iz gipsanih kalupa smatram da su neke metode i
postupci u ovom prvom općem priručniku objašnjeni detaljnije, a neke će autor
obraditi sistematičnije i detaljnije u slijedećih nekoliko priručnika praktične primjere
popraćene bogatim ilustrativnim sadržajima u sljedećim naslovima:
Tehnike oblikovanja kalupa-lijevanje i kvečanje
Tehnike oblikovanja na lončarskom kolu
Tehnike oslikavanja keramičkih proizvoda
Oblikovanje tradicijske fučke „žlaburača“ u glini
Sušenje i pečenje keramičkih proizvoda
Smatram da će ovaj priručnik podijeljen u više svezaka pripomoći da korisnicima
praktičnije i jednostavnije služi u praksi, a učenicima omogući jednostavnost uče-
nja i kvalitetnu primjenu znanja.
Recenzent:
Alojzije Tkalec, ing.građ.mat., predavač strukovnih predmeta
16
Dragana Palčić, prof.lik.kulture Osnovna škola Viktora Kovačića Hum na Sutli
Zagreb, 2014-01-20 RECENZIJA
Priručnik Osnove tehnologije i metoda oblikovanja gline Edicija: Tradicija i suvremenost u oblikovanju i dekoriranju keramike Autor: Robert Kuhar
1. OPĆI DIO.
1.1. Podaci o priručniku
Priručnik obuhvaća 128 stranica, formata 24x17 cm. Priručnik ima recenzije, miš-ljenje autora, uvod, sadržaj i na kraju popis literature. Priručnik je bogato ilustriran s ukupno 338 ilustracija.
1.2. Analiza strukture i sadržaja priručnika u odnosu na nastavna područja oblikovanja od 5. - 8. razreda
ZA 5. RAZRED/ nastavno područje: prostorno oblikovanje/ 3d Priručnik kvalitetno usmjerava učenike da kroz cjelinu 12. NAČINI OBLIKOVANJA
KERAMIČKIH PROIZVODA i poglavlja 12.1. Ručno oblikovanje, 12.2. Oblikovanje
ravnom i savijenom plohom, 12.3. Oblikovanje reljefa, 12.8. Oblikovanje utiskiva-
njem mase u kalup, mogu proučiti metode oblikovanja potiskivanjem, izvlačenjem,
savijanjem i građenjem ravne i savijene plošno oblikovane mase, pri čemu će
kvalitetnije uočiti, istražiti i izraziti, vrjednovati, spoznati kontraste oblika i tekstura i
oblika u niskom i visokom reljefu. Pri savladavanju mase/volumena i prosto-
ra/osnovnih trodimenzionalnih oblika, kroz priručnik, poglavlje 12.1. Ručno obliko-
vanje istražiti će mogućnosti odnosa mase i prostora koristeći metode oblikovanja
plohe savijene u valjak, oblikovanje trodimenzionalnog prošupljenog modela i ob-
likovanje s armaturom. Koristeći različite metode učenik će indirektno koristiti i
graditi osobno iskustvo u savladavanju tehničkih komponenti građenja i odnosa
veličine i težine kroz osnovne proporcije.
ZA 6. RAZRED/nastavno područje: prostorno oblikovanje/3d
Priručnik omogućava učenicima kroz cjelinu 12. NAČINI OBLIKOVANJA KERA-
MIČKIH PROIZVODA i poglavlja 12.1. Ručno oblikovanje, 12.2. Oblikovanje rav-
nom i savijenom plohom, 12.3. Oblikovanje reljefa, da putem metoda oblikovanja
istraže mogućnosti postizanja određenih tehničkih trenutaka koji će im pomoći
lakše izraziti i spoznati odnose mase, volumena i prostora, te spoznati razliku iz-
među reljefa i pune plastike. Učenici će kroz predočene i ilustrativno bogato po-
17
praćene metode oblikovanja lakše savladati međuprostore, prohodnost i njihovu
funkcionalnost kroz sklad oblika/forme, materijala i funkcije, što će im pripomoći u
izradi određenih rješenja u nastavnom području izrade dizajna.
ZA 7. RAZRED/nastavno područje: prostorno oblikovanje/3d
Učenici će u priručniku kroz cjelinu 12. NAČINI OBLIKOVANJA KERAMIČKIH
PROIZVODA i poglavlje 12.1. Ručno oblikovanje 12.2. oblikovanje ravnom i savi-
jenom plohom, 12.3. Oblikovanje reljefa, 12.4. oblikovanje trodimenzionalnog mo-
dela, 12.6. Oblikovanje na lončarskom kolu, lončarenje i tokarenje, 12.8. Obliko-
vanje utiskivanjem mase u kalup-kvečanje, svladati metode izražavanja tipom
usijecanja, rotacijom plošno istanjenih masa i njihov ritam, alternacijom i intervali-
ma istraživati likovni stvaralački prostor, lakše shvatiti proporcionalnost s razmje-
rima i kontrastima u odnosu na mogućnosti oblikovanja, te simetriju, zrcaljenje,
statiku i ravnotežu, pri čemu će posebno pomoći oblikovanje na lončarskom kolu.
ZA 8. RAZRED/ nastavno područje: prostorno oblikovanje/3d
Učenici će u priručniku kroz cjelinu 12. NAČINI OBLIKOVANJA KERAMIČKIH
PROIZVODA i poglavlje 12.1. Ručno oblikovanje 12.2. oblikovanje ravnom i savi-
jenom plohom, 12.3. Oblikovanje reljefa, 12.4. oblikovanje trodimenzionalnog mo-
dela, 12.6. Oblikovanje na lončarskom kolu, lončarenje i tokarenje, 12.8. Obliko-
vanje utiskivanjem mase u kalup-kvečanje, svladati metode oblikovanja i načine
izražavanja putem kontrasta puno-prazno, mogućnosti građenja piramidalne, dija-
gonalne, vertikalne, horizontalne, kružne kompozicije i oblikovanje prostornih po-
vršina putem instalacija, nacionalne baštine i land-arta.
2. POSEBNI DIO Tekst je pisan pristupačnim likovnim jezikom budući da djeca istu terminologiju
koriste kroz nastavne teme od 5. - 8. razreda. Informacije putem ilustracija su vrlo
jasne i detaljno objašnjavaju i vode učenika kroz metode oblikovanja. Učeniku se
omogućava da putem ponuđenih različitih metoda oblikovanja dođe samostalno i
spontano do novih kreativnih ideja.
3. ZAKLJUČAK
Priručnik Roberta Kuhara pod nazivom Osnove tehnologije i metode oblikovanja gline vrlo je koristan za analizirane teme od 5.-8. razreda predmeta likovna kultura i slobodne aktivnosti. Recenzent: Dragana Palčić, prof.lik.kulture
18
1. UVOD
Pod pojmom gline podrazumijevamo materijale od zemlje, različite po
svom kemijskom i mineraloškom sastavu, koji pomiješani s vodom postaju
(neki više, neki manje) plastične mase koje se daju oblikovati, a sušenjem i
pečenjem ne mijenjaju koncepciju oblika, već samo dimenzije veličine te
dobivaju određenu tvrdoću i čvrstoću.
Glina je u prirodi produkt sporog mehaničkog i složenog kemijskog proce-
sa raspadanja stijena vulkanskog porijekla (granit, porfit, trahit, sijenit) koje
se događa uz djelovanje vode, zraka i ugljične kiseline. Govorimo o silikat-
nim stijenama koje sadrže u dovoljnoj mjeri aluminijev hidrosilikat (glineni
mineral) kaolinit kao osnovni, bitni sastojak gline za upotrebu u keramičkoj
industriji. Gline su inače slabo vezani materijali sastavljeni od vrlo sitnih
čestica minerala, manjih od 0,02 mm (kaolinita, tinjaca, feldspata, kvarca i
dr.), a predstavljaju osnovu sirovine za proizvodnju keramičkih proizvoda.
Keramika je pojam koji vuče poveznicu iz više izvora, od kojih se primje-
njuje ''keramikos'' (grčki: κεραμικός), što je bio naziv za glinu (kao materijal)
od koje su stari Grci izrađivali lončarske predmete.
Razvoj keramike možemo pratiti od paleolitika i pojave najstarijih kultura,
a najveći su utjecaj na današnju keramiku ostavile vrste paljenja poput te-
rakote, fajanse/majolike, kamenine, kamenjače i porculana različitih stilskih
izraza u različitim kulturama. Te vrste razvijale su se prema razvoju opće
tehnologije poznavanja novih materijala (bronca, željezo) i njihove obrade
sve do danas.
Keramika u suvremeno doba cjelokupna je grana industrijske proizvod-
nje lončarskih i umjetnički oblikovanih proizvoda koja se bavi obradom i
oblikovanjem proizvoda od više vrsta glina pečenih na visokim temperatu-
rama.
Keramički materijali složeni su kemijski spojevi koji sadržavaju kovine i
anorganske elemente, a imaju mehanička i fizikalna svojstva koja pokrivaju
široko područje.
Granicu između kovine i keramike najlakše možemo definirati pomoću
temperaturnog koeficijenta električne otpornosti koji kod keramičkih materi-
jala ima negativan, a kod kovine pozitivan predznak.
19

Svi keramički materijali nastaju pod utjecajem visoke temperature (peče-
njem i taljenjem).
Zbog svojih ionskih i kovalentnih veza keramika je obično tvrda, krta, ima
visoku temperaturu taljenja, nisku električnu i toplinsku vodljivost, dobru
kemijsku i toplinsku stabilnost i visoku tlačnu čvrstoću. Keramiku mogu
činiti monofazni materijali (tip monofazne keramike, aluminijev oksid
(Al2O3) i magnezijev oksid (MgO)) i složeni keramički materijali (višesloj-
ni, kordierit - magnezijev alumosilikat, forsterit - magnezijev silikat).
Keramički materijali široke su primjene: od izrade građevinske opeke i cre-
pova, sanitarne opreme, lončarske i umjetnički oblikovane keramike do
alata za rezanje metala, vatrostalnih obloga ložišta i svemirskih letjelica,
vjetrobrana i stakla vozila, svjećica motora, dijalektrike kondenzatora, sen-
zora i magnetnih memorija.
Keramički proizvodi izrađuju se od glina i drugih sirovina koje zajedni-
čkim imenom nazivamo keramičke sirovine.
Keramičke sirovine dijelimo na plastične i manje plastične. Plastične
sirovine omogućuju oblikovanje keramičkih proizvoda, utječu na ponašanje
mase prilikom oblikovanja, sušenja i pečenja. One osnovnoj masi daju
svojstvo elastičnosti, mekoće i kompaktnosti pri oblikovanju, kao i svojstvo
vezivanja mase. Manje plastične sirovine su mršavila, a miješaju se s pla-
stičnima radi smanjivanja plastičnosti kod sirovine.
Podjela keramike
a) prema makrostrukturi
kristalična keramika sa staklenom matricom
kristalična (holokristalna) keramika
keramičko staklo
b) prema načinu i finoći izrade
gruba keramika
fina keramika
Gruboj keramici pripadaju svi proizvodi izrađeni na bazi gline s dodacima
drugih sirovina potrebnih za kvalitetu građevinske i industrijske keramike
(opeke i blokovi, crijep, kanalizacijske i drenažne cijevi – kamenština, i vat-
rostalni materijali). 20

Finoj keramici pripadaju svi proizvodi izrađeni u terakoti, majolici, kame-
nini i porculanu, zidne i podne pločice, sanitarna
keramika, lončarska i umjetnička keramika, indus-
trijski i umjetnički porculan, elektroporculan i vat-
rostalni porculan).
a) prema crijepovini1
Kamenština
Materijal je vrlo blizak porculanu. Crijepovina je sinterirana2, nepropusna
za vodu, otporna na kemijske utjecaje i tvrda, ali nije transparentna kao
porculan. Obično je sive do žutosmeđe boje, lako sinterira, ali se teško tali.
Zbog toga se u njoj mogu izrađivati predmeti većih dimenzija, što kod por-
culana nije moguće.
Proizvodi od kamenštine obično se dijele u četiri vrste:
- proizvodi grube kamenštine - u tu skupinu uvrštavamo proizvode ot-
porne na kiseline i lužine: kade, kupke za galvanizaciju, kanalizacijske ci-
jevi i građevinski materijal od kojeg su najznačajniji klinkeri i pločice za
popločivanje.
- proizvodi fine kamenštine - ukrasno i uporabno posuđe - proizvodi bijele kamenštine - tehnički predmeti većih dimenzija - elektroporculan - materijal se osobito pažljivo pročišćava za proizvod-
nju visoko kvalitetnih izolatora u elektroindustriji.
Kamenina
Materijal je blizak porculanu s vrlo malo poroznom i neprovidnom ili polu-
providnom crijepovinom. Proizvodi imaju vrlo fino zrnatu crijepovinu. Izra-
đuje se od fino plastičnih glina koje pečenjem daju bijelu ili žućkastu boju
crijepa. U ovu skupinu velikim dijelom spadaju proizvodi sanitarne kerami-
ke.
Porculan
1 Crijepovina - pečeni keramički materijal. 2 Sinteriranje - stapanje razmrvljene tvari u čvrstu masu grijanjem bez taljenja
Sl. 1. terakota
Keramički materijal koji je neporozan s bijelom, ostakljenom i providnom
crijepovinom. Prema sirovinama i temperaturi pečenja razlikujemo više
vrsta porculana:
- tvrdi porculan - sastav sirovine je 50 % kaolina, 25 % kvarca, 25 %
feldspata, peče se na temperaturi od 1400 °C, SK 14.
- mekani porculan - sastav sirovine razlikuje se po većem postotku
feldspata i temperaturi koja je niža od 1300 °C. U njegov sastav dodaju
se i drugi topitelji, kao što u CaO i MgO.
- fritani porculan - sirovina s dodatkom umjetnog topitelja u obliku ''fri-
te''.
2. NASTANAK GLINA Promatrajući presjek Zemljine kore, lako bismo utvrdili da se ona uglavnom
sastoji od površinskog sloja, tzv. humusa, koji se sastoji od jednog ili više
slojeva, različitog sastava, različitih debljina i različitih čvrstoća.
Površinski slojevi nastali su uglavnom kao produkti raspadanja organskih
materijala biljnog i životinjskog porijekla.
Podpovršinski slojevi (slojevi ispod površinskih) nastali su fizičkim i geo-
kemijskim razlaganjem sedimentnih, eruptivnih i metamorfnih stijena.
Kaolinizacija je raspadanje eruptivnih stijena koje sadrže feldspate, dugot-
rajan vremenski proces koji ovisi o raznim utjecajima kao što su:
- djelovanje ugljične kiseline (CO2)
- djelovanje vode - hidratacija
- djelovanje kisika - oksidacija
- temperaturne promjene
- djelovanje mikroorganizama i sl.
Na kraju nastaje glina veće ili manje čistoće. Primjer: raspadanje kalijevog glinenca djelovanjem vode
(Al2O3 ∙ 2SiO2 ∙2H2O + 4H4SiO4 + K2CO3)
kaolinit ortosilicijeva kiselina kalijev karbonat
Razlikujemo mehaničko, kemijsko i organsko raspadanje eruptivnih stijena.
Mehaničko raspadanje nastaje uslijed temperaturnih promjena mraza,
vode i vjetra. Nagle promjene između toplih dana i hladnih noći djeluju
razarajuće, što je karakteristično za tople krajeve. U hladnim krajevima
Sl. 2. Pješčenjak s fosilom školjke
21
razaranje je uzrokovano smrzavanjem vode koja je prodrla u pukotine sti-
jena. Pri tome se gornji dijelovi stijena lome i padaju u doline, a onda se
dalje usitnjavaju. Na visokim planinama na raspadanje utječu još i lavine,
odroni zemlje i glečeri. Ovakvim djelovanjem prirode, koje za posljedicu
ima pretvaranje snažnih i čvrstih stjenovitih masa u prah, pripremljen je
teren za kemijsko raspadanje.
Kemijsko raspadanje uzrokuje materijalne promjene minerala iz kojih su
sastavljene stijene. Naročito je snažno djelovanje ugljičnog dioksida (CO2)
koji je u stanju zajedno s kišom razoriti i najčvršće stijene. Znatni su utjeca-
ji hladnih i toplih mineralnih voda, vulkanskih para i plinova, kao i kiselih
voda iz bara koje sadrže humusnu kiselinu i djeluju na stijene omekšavaju-
ći ih.
Organsko raspadanje uzrokuju najniža/najmanja živa bića (mikrobi, bak-
terije, gljive) koja prodiru u najsitnije pukotine stijena u kojima izumiru. Ti-
me su stvoreni uvjeti za nastanak humusa te se u daljnjem procesu tu na-
seljavaju i niže biljke (lišajevi, mahovina) koje pomoću korijenja razaraju
stijene.
3. NALAZIŠTA
Prema načinu i mjestu postanka razlikujemo dva osnovna tipa mineralnih
nalazišta sirovina (gline) koje koristimo u keramičkoj industriji:
- primarna nalazišta
- sekundarna nalazišta.
Primarna nalazišta nalaze se na mjestu postanka ili u neposrednoj blizini.
Najviše se koriste za ukrasnu keramiku, a za opekarsku industriju nemaju
veće značenje. Najpoznatiji predstavnici ovakvih nalazišta su kaolini. Kao-
lini nastaju raspadanjem granita i porfira, imaju bijelu ili žućkastobijelu boju
i neraspadnute dijelove ostataka stijena (kvarc, tinjac i feldspat). Osobine
kaolina srednja su plastičnost, mala vezivna moć, veće skupljanje poslije
pečenja i otpornost na visoke temperature.
Sl.3. Primarno metamorfno nalazište gline, glinište u Bedekovčini
22
Sekundarna nalazišta nastaju premještanjem, odnosno pretaloženjem
glina iz primarnih nalazišta, a danas se nalaze u sekundarnom, drugom
nalazištu i posjeduju veću plastičnost od primarnih glina. Jedne i druge
gline omekšavaju i tale se na 1580 °C. Uvrštavamo ih u visoke vatrostalne
gline i označavamo ih Segerovim konusom (26 SK3). U ove gline spadaju
kaolini, škriljaste gline, gline bogate ugljikom i neki oksidi metala.
Sekundarna nalazišta dijelimo na:
a) glacijalna (ledenjačka) - nastaju razarajućim djelovanjem lede-
njaka i njegovim prenošenjem čestica, pri čemu se vrši njihovo dalj-
nje usitnjavanje trenjem i ispiranjem. Sirovine iz ovakvih nalazišta
najviše se koriste u opekarskoj i cementnoj industriji.
b) aluvijalna nalazišta - nastaju prenošenjem sirovine s primarnih na-
lazišta pomoću vode. Taloženje čestica ovisi o više čimbenika: brzi-
ni vodenog toka, veličini čestica i raznim primjesama. Pri velikim br-
zinama vodenog toka talože se samo krupniji, odnosno teži sastojci,
dok se oni sitniji i lakši prenašaju nizvodno i talože se tek smanje-
njem brzine vode.
Aluvijalna nalazišta dijelimo na:
- fluvijalna ili riječna nalazišta
- jezerska i močvarna nalazišta
- morska nalazišta.
c) eolska nalazišta - nastaju prijenosom čestica uzgonom vjetra, a
predstavljaju ih les, gline i dine.
Les i raznovrsne gline međusobno su slijepljene karbonatima u
suhom stanju i imaju veliku čvrstoću, dok pod utjecajem vode gube
čvrstoću.
Dine su pokretni humci pijeska koje vjetar nanosi i prenosi stvaraju-
ći nove nanose.
d) metamorfna nalazišta - predstavljaju gline nastale utjecajem ''di-
namometamorfoze'' (preobražaja pod pritiskom) ili uslijed
3 Segerovi stošci/konusi/čunjić (eng. Seger cones) - prvi puta ih koristi Hermann Seger, u njemačkoj
keramičkoj tehnologiji 1886. g. u tehnološkim procesima i operacijama.
23

e) djelovanja geokemijskih procesa. Sirovine iz takvih nalazišta upot-
rebljavaju se uglavnom u industriji vatrostalnih proizvoda.
4. PODJELA GLINA PREMA NAMJENI
Kaolin je glinena sirovina bijele boje koja bijelu boju zadržava i nakon
pečenja. Osnovni sastojak kaolina naziva se kaolinit; pod prstima je mekan
i nije osobito plastičan, vrlo je vatrostalan i najčešće se upotrebljava u proi-
zvodnji porculana.
Kaolinske gline sastoje se pretežito od kaolinita s primjesama mineralnog
i organskog podrijetla. U prirodnom su stanju svijetlih i tamnih tonova, a
nakon pečenja zadržavaju svijetlu, gotovo bijelu boju. Upotrebljavaju se za
izradu vatrostalnih i neporculanskih proizvoda.
Vatrostalne gline ograničene su na manji postotak oksida, ispod 6 %
(K2O, Na2O, CaO, MgO, Fe2O3, TiO2), a imaju vatrostalnost iznad SK 26
(1580 °C).
Gline za kameninu imaju primjese željeznog hidroksida Fe(OH)3 i zato im
se s porastom tih primjesa smanjuje svojstvo vatrostalnosti. Obično se ko-
riste za proizvodnju boljeg glinenog posuđa, zidnih pločica, sanitarija i sl.
Nakon pečenja zadržavaju vrlo svijetlu nijansu, gotovo bijelu boju.
Opekarske gline u svome sastavu sadrže pretežito primjese Fe(OH)3,
CaCO3 i Fe2O3, uz nešto manji postotak kvarca i nekih drugih primjesa.
5. GLINENI MINERALI
Glineni minerali najvažniji su sastojci svih glina.
Kaolinit je glavni mineral koji ulazi u sastav keramičkih glina, a ubrajamo
ga u hidrosilikate (Al) s dvoslojnom i električki neutralnom površinom kris-
talne rešetke.
Postanak kaolinita vezan je uz postupak kaolinizacije, tj. trošenja eruptivnih
i metamorfnih stijena koje su bogate alumosilikatima (granit, gvajs, sije-
nit...) pod utjecajem vode i ugljičnog dioksida. Glavni je sastojak kaolina
(najčešće gline).
Prema rendgenografskim ispitivanjima kristalizira u triklinskom sustavu.
24
Kemijska formula kaolinita glasi Al2(OH)4{Si2O5}.
Kemijski sastav kaolinita u postocima: 46,50 % SiO2 39,56 % Al2O3 13,94 % H2O.
Ilit nastaje djelomičnom hidrolizom, trošenjem silikata, u prvom redu gli-
nenca. Kristalizira monoklinski. Sličan je muskovitu, a nalazi se više ili ma-
nje u svim glinama. Od tinjca se razlikuje po tome što ima veću količinu
vode, a manje kalija.
Kemijska formula ilita glasi (KH)Al2(OH){AlSi3O10}.
Haloazit je izgrađen od štapićastih kristala heksagonalnog tipa i kristalizira
monoklinski. Čine ga tetraedri povezani u rešetku u jednoj ravnini, ima pla-
vičastobijelu, zelenu i sivu boju i proizvodi školjkast lom.
Kemijska formula haloazita glasi Al2(OH)4{Si2O5}∙NH2O. Kemijski sastav haloazita u postocima:
35,73 - 48,70 % SiO2 30,06 - 39,77 % Al2O3
3,38 - 28,04 % H2O. U tragovima možemo pronaći Fe2O3, Cr2O3, MgO, MnO, FeO i NiO.
Montmorilonit je nastao atmosferskim trošenjem isključivo bazičnih erup-
tivnih stijena, uz sudjelovanje alkalija. Kristalizira rompski, a sličan je glini,
blagog opipa i nije plastičan.
Upotrebljava se zbog svoje velike apsorpcijske moći kod čišćenja naftnih
derivata, u tekstilnoj, sapunskoj i kozmetičkoj industriji i za čišćenje voda.
Kemijska formula montmorilonita glasi Al2(OH2) {Si4O10}∙NH2O.
Kemijski sastav montmorilonita u postocima: 42,12 - 59,57 % SiO2 18,0 - 27,1 % Al2O3 12,0 - 24,0 % H2O 0 - 5 % Fe2O3 4 - 9 % MgO 0,8 - 3,5 % CaO do 1 % K2O.
25
26
Feldspati su naziv za skupinu značajnih petrogenih minerala koji tvore
više od 60 % Zemljine kore. Tvrdoća po Mohsovoj ljestvici4 iznosi 6 do 6,5.
Feldspati se mogu javiti i u intruzivnim i u efuzivnim magmatskim stijena-
ma. Skupina feldspata dijeli se na dvije podskupine:
alkalni feldspati
plagioklas.
Minerali alkalnih feldspata razlikuju se po uređenosti kristalne rešetke, što
je posljedica načina kristalizacije i temperature na kojima se ona vrši.
Minerali alkalnih feldspata:
- sanidin (K,Na){Si3O8}
- ortoklas K{AlSi3O8}
- mikroklin K{AlSi3O8}.
Sanidin je stabilan na visokim temperaturama, a mikroklin na nižim. To
znači da se sanidin javlja u intruzivnim magmatskim stijenama, u dubini,
gdje je magma toplija i gdje ima više vremena za kristalizaciju. Zbog toga
je njegova kristalna rešetka uređena. Mikroklin, za razliku od sanidina, kris-
talizira na nižim temperaturama kada se magma izlije na površinu, tj. ulazi
u sastav efuzivnih magmatskih stijena. Zbog toga je njegova kristalna reše-
tka samo djelomično uređena. Temperatura na kojoj ortoklas započinje
kristalizaciju viša je nego kod mikroklina, a niža nego kod sanidina. Zbog
toga se ortoklas javlja obično u obliku krupnih fenokristala (ima dosta vre-
mena za kristalizaciju) u porfiroidnoj strukturi. K-feldspati (ortoklas,
K2O∙Al2O3∙6SiO2) ima točku taljenja na 1300 °C, SK 10 i upotrebljava se u
keramičkoj industriji.
Podskupina plagioklasa predstavlja izomorfnu seriju od albita, koji je čisti
natrijev alumosilikat,do anortita, koji je čisti kalcijev alumosilikat. Ostali čla-
novi ove izomorfne serije imaju određeni postotak albita i anortita.
Minerali podskupine plagioklasa:
- albit Na{AlSi3O8} (0 - 10 % anortitske komponente) - oligoklas (10 - 30 % anortitske komponente) - andazin (30 - 50 % anortitske komponente)
4 Mohsova ljestvica tvrdoće - niz od deset minerala poredanih po tvrdoći koji se
koriste za procjenu relativne tvrdoće drugih minerala ili tvari
27
- labrador (50 - 70 % anortitske komponente) - bitovnit (70 - 90 % anortitske komponente) - anortit Ca{Al2Si2O8} (90 - 100 % anortitske komponente).
Na-feldspati (albit, Na2O∙Al2O3∙6SiO2) ima točku taljenja na 1160 °C, SK 4 i upotrebljava se najviše za proizvodnju kamenine.
Plagioklasi su vrlo važna skupina petrogenih minerala koji ulaze u sastav
gotovo svih magmatskih stijena (osim najbazičnijih). Pritom, albit ulazi u
sastav kiselih magmatskih stijena, oligoklas i andezin u sastav inter-
medijarnih, a labrador, bitovnit i anortit u sastav bazičnih magmatskih stije-
na.
U keramičkim masama feldspati imaju ulogu topitelja jer su oni nosioci
alkalija koji znatno snižavaju temperature pečenja keramike. Stvaranje sta-
klastih sustava u keramičkoj masi znatno ubrzava proces sinteriranja i na
nižim temperaturama, tako da se snižava i temperatura pečenja. Osim to-
ga, oni ispune pore u pečenoj masi i pospješuju neporoznost keramike.
Silikati su najveći razred minerala koji čine većinom silicij i kisik, s doda-
cima iona poput aluminija, magnezija, željeza i kalcija. Neki od važnih mi-
nerala iz ove grupe, a koji čine stijene jesu feldspati,kvarc, olivin, piroksin,
amfiboli, granati i tinjci.
6. VATROSTALNI MATERIJALI I TOPITELJI Šamot je glineni vatrostalni materijal. Po kemijskom sastavu djeluje neut-
ralno, kiselo i bazično, a dobiva se iz vatrostalne gline siromašne topitelji-
ma koja se peče i melje. Tim postupkom dobiveno ''brašno'' nazivamo ša-
mot koji u pripremi za oblikovanje miješamo u gustu mekanu masu (s vo-
dom i svježom glinom kao vezivom) koju konačno oblikujemo, a zatim su-
šimo i pečemo. Šamotni vatrostalni materijal je svijetložute boje, najviše se
upotrebljava za oblaganje visokih peći, ložišta, generatora, industrijskih
peći i sl.
Silicijev karbid (SiC) je umjetna vatrostalna sirovina koja se dobiva peče-
njem u električnim pećima iz mješavine silicijeva dioksida (SiO2) i ugljena.
Glinica je međuprodukt kod dobivanja aluminija iz boksita, a služi za po-
većanje vatrostalnosti jer je aluminijev oksid, po kemijskom sastavu Al2O3.
28

Kremen ili kvarc je polimorfna modifikacija (kristalni oblik) silicijeva dioksi-
da, SiO2 (kvarcni pijesak), i jedan od najrasprostranjenijih minerala u priro-
di, a nastaje raspadanjem stijena. Kristalizira heksa-
gonalno, bezbojan je ili različito obojen te proziran i
optički aktivan mineral. Može biti bijeli (mliječni),
bezbojni (kameni kristal), ljubičasti (ametist), ružiča-
sti, sivi (dimni), smeđi (kaingorn), crni (morion), žuti
(citrin) i zeleni (prejz). Ispod površine ima bijelu boju
i staklast sjaj i ima vrlo široku primjenu. Nalazimo ga u raznim kristalnim
modifikacijama, u istom kemijskom sastavu, a s različitim fizikalno-
kemijskim osobinama. Prema Mohsu ima tvrdoću 7. Sastavni je i bitni dio
magmatskih (kiselih eruptivnih), sedimentnih i metamorfnih stijena, a u ob-
liku pijeska dio naslaga u Zemljinoj kori. U prirodi se mogu pronaći različite
modifikacije kvarca, a zajedno ovi minerali formiraju oko 12 % Zemljine
kore.
Nisko temperaturni kremen (α kremen) stabilan je do 573 °C kada prelazi
u visoko temperaturnu modifikaciju (β kremen) koja pri 870 °C prelazi u ß2
tridimit. Staklaste je sjajnosti i velike tvrdoće, lomi se nepravilno, a na prije-
lomu je masna sjaja.
Otporan je na djelovanje svih kiselina osim fluorovodične, a lužine ga vrlo
slabo i polagano otapaju. Reagira tek s taljevinama alkalijskih hidroksida ili
karbonata, pri čemu nastaju silikati. Taljenjem kremena pri 1700 °C dobiva
se kremeno staklo koje propušta ultraljubičaste zrake. Zbog vrlo velike ot-
pornosti prema kemijskim agensima i malog koeficijenta rastezanja upot-
rebljava se i za izradu kemijskog posuđa; može izdržati nagle promjene
temperature, a da ne popuca.
Koristi se i u keramičkoj industriji, industriji vatrostalnih materijala (dinas je
najpoznatiji vatrostalni materijal koji nastaje paljenjem kvarca uz dodatak
nešto vapna ili gline – do 4 %), koristi se i u kemijskoj industriji i u industrij-
skoj proizvodnji građevinskih materijala.
Kremen/kvarc uvrštavamo u vatrostalne materijale, a može biti vrlo štetan
u pojedinim keramičkim masama.
Kvarcni pijesak bitan je sastavni dio keramičkih masa, a dodaje se kao čista komponenta u sastav masa i glazura. Ako je prisutan u većim zrnima, štetno djeluje na proizvode tako da tijekom žarenja uzrokuje zrakasto pu-canje proizvoda.
Sl. 4. Kvarc
29

7. ŠTETNE PRIMJESE U KERAMIČKIM SIROVINAMA Kalcijev karbonat (CaCO3), vapnenac, kalcij je karbonatna stijena nasta-
la taloženjem ljuštura školjki, puževa, koralja i drugih morskih i jezerskih
životinja. Kalcijev karbonat nije tipična keramička sirovina, ali se u novije
vrijeme dosta koristi u masama za zidne pločice (do 20 %).
Vapnenac se tretira kao najčešća i najopasnija štetna primjesa u glinama.
Uglavnom se koriste prirodni oblici kalcijeva karbonata, kao što su mramor,
kreda ili vrlo čisti kalcit. U sirovim masama djeluje kao mršavilo, a pri
pečenju djeluje kao topitelj.
U prirodi postoji čitav niz sirovina kod kojih se razabire prijelaz od čistog
vapnenca do gline:
- vapnenac - laporasti vapnenac - vapnenački lapor - lapor - glineni lapor - laporasta glina - čista glina. Formula 1: CaCO3 →(zagrijavanje na 900 °C)→CaO+CO2 vapnenac živo vapno
Formula 2: CaO+H2O→Ca(OH)2 gašeno vapno
Vapnenac u opekarskim glinama dolazi često u većem udjelu pa je uz
Fe2O3 glavni topitelj u procesu pečenja opekarskih proizvoda. Vapnenac
nije štetan do otprilike 20 %, ako je u vrlo sitnim česticama. Vapnenac se
često javlja u zrnatom, gomoljastom obliku, pa i u obliku većih granula. U
tom slučaju potrebno ga je iz sirovine izlučiti ili samljeti sirovinu na veličinu
zrna (oko 1,0 mm).
Kod pečenja proizvoda koji sadrže veća zrna ubrzo će se nakon pečenja
pojaviti oštećenja u obliku kraterastih ljusaka, što bitno utječe na kvalitetu i
trajnost proizvoda.
Sl. 6. Vapnenac
Sl. 5. Lapor
30
Štetno djelovanje vapnenca je u tome što se on žarenjem pretvara u živo
vapno (CaO) koje se upijanjem vlage iz zraka pretvara u gašeno vapno
Ca(OH)2. Pri toj pretvorbi povećava se volumen koji izaziva tlak u gotovom
proizvodu, uslijed čega se javljaju pukotine ili dolazi do potpunog razaranja
proizvoda. Štetno djelovanje vapnenca može se smanjiti ili eliminirati na
jedan od sljedećih načina:
- odstranjivanjem vapnenih supstanci pri eksploataciji sirovine ručno ili
strojno
- razmuljivanjem ili taloženjem
- drobljenjem, odnosno mljevenjem na potrebnu veličinu
- žarenjem na višim temperaturama ukoliko to svojstva sirovine podnose.
Sadrovac (CaSO4∙2H2O) se javlja u grudama ili u slojevima kao primjesa u
opekarskim glinama. Djelovanje mu je štetno jer tijekom žarenja povećava
svoj volumen i izaziva pukotine na proizvodima. Osim toga, može izazvati
rascvjetavanje (eflorescenciju) izbijanjem i kristalizacijom rastvorivih soli po
površini proizvoda. Štetno djelovanje se umanjuje finijim usitnjavanjem i
homogenizacijom, a najsigurnije je odstranjivanje već tijekom eksploataci-
je.
Pirit (FeS2) nalazimo u sirovini u manjim ili većim komadima boje slične
zlatu te su ga mnogo puta zamijenili za zlato. Tijekom žarenja keramičke
sirovine pirit izaziva rastaline po površini i unutrašnjosti proizvoda, pukotine
i deformacije. Štetno djelovanje smanjujemo finijim usitnjavanjem i boljim
miješanjem gline.
Muskovit (K2O∙3Al2O3∙6SiO2∙2H2O) nalazimo u opekarskoj glini u obliku
tankih listića, a štetno djelovanje mu se pokazuje tijekom žarenja i odraža-
va se povećavanjem volumena i stvaranjem šupljina jer se muskovit ne
spaja s glinom. Povećanim upijanjem vode glina poprima svojstvo smanje-
ne otpornosti na smrzavanje. Muskovit smanjuje plastičnost gline i čvrstoću
gotovih proizvoda. Njegovo štetno djelovanje ne možemo umanjiti i zbog
toga takve sirovine možemo koristiti samo za proizvode slabije kvalitete.
Oksidi željeza (Fe2O3 i FeO) svojom količinom određuju vatrostalnost i
boju pečenih proizvoda. Gline bogate spojevima željeza imaju nisku vat-
rostalnost, a pečenjem glina poprima jarku crvenu do tamnocrvenu boju.
Pri žarenju se željezni oksidi u prisutnosti organskih materija razlažu, stva-
rajući plinovite produkte (O2 i CO2) koji mogu izazvati bubrenje (ekspandi-
31
ranje) proizvoda. Na ovom svojstvu zasniva se proizvodnja ''ekspandirane
gline'', tj. agregata za izradu laganih betona.
Oksidi željeza u opekarskim se glinama javljaju kao:
- limonit
- hematit
- magnetit
- siderit.
Štetno djelovanje možemo ublažiti finijim usitnjavanjem i boljim miješanjem
gline.
Organske primjese, kao što su lignit, treset, korijenje drveća, ostaci bilja-
ka i životinja, štetno djeluju u proizvodnji keramičkih proizvoda.
Primjer: Korijenje smeta pri prešanju i rezanju proizvoda i uzročnik je deformacija i
pukotina, a pri žarenju organske primjese izgore i ostavljaju šupljine ispunjene pepe-
lom, što uzrokuje veću poroznost, veće upijanje vode i manju čvrstoću proizvoda.
Topive soli mogu biti prisutne u glini. Iako gline predstavljaju završnu
točku razgradnje silikatnog stijenja, one svejedno nisu oslobođene topivih
materija. One su podložne onečišćenju uslijed podzemnih voda koje sa
sobom nose otopljene soli te otopljene sekundarne minerale.
Do prisutnosti topivih soli može doći i kada:
- sirovina sadrži veću količinu tih soli
- voda kojom pripremamo radnu masu sadrži veću količinu tih soli
- teren/prostor na kojem skladištimo ima veću količinu tih soli.
Kontrolom kemijskog sastava sirovine lako se može utvrditi ima li ili nema
u glini topivih soli.
Najštetnije soli koje izazivaju cvjetanje (eflorescenciju):
1. sulfati
2. sulfidi
3. kloridi
4. nitrati
5. karbonati.
Sulfati (soli sumporne kiseline, H2SO4)
32
- magnezijev sulfat - gorka sol (MgSO4)
- natrijev sulfat - Glauberova sol (Na2SO4)
- kalcijev sulfat - gips (CaSO4)
Sulfidi (soli sumporovodika, H2S)
- željezni bisulfid - pirit (FeS2)
Kloridi (soli klorovodične kiseline, HCl)
- natrijev klorid - kuhinjska sol (NaCl)
- magnezijev klorid (MgCl2)
- kalijev klorid (KCl)
Nitrati (soli dušične kiseline, HNO3)
- natrijev nitrat - čilska salitra (NaNO3)
- kalijev nitrat - kalijeva salitra (KNO3)
Karbonati (soli ugljične kiseline, H2CO3)
- kalcijev karbonat - vapnenac (CaCO3)
- magnezijev karbonat - magnezit (MgCO3)
- kalcijev magnezijev karbonat - dolomit (CaCO3∙MgCO3)
Soli sumporne, klorovodične i dušične kiseline imaju veliku mogućnost
otapanja u vodi i prije i poslije žarenja. Druge soli imaju neznatno svojstvo
topivosti, ali tijekom žarenja proizvoda one prelaze u druge spojeve s ne-
kim elementima (npr. sumpor iz ugljena). Novonastali spojevi imaju veću
topivost i mogu izazvati ''cvjetanje'' (eflorescenciju) proizvoda. Eflorescen-
cija je fina prevlaka na rudama koja nastaje od vlastitih vodenih otopina.
Utvrđivanje karbonata vrlo je jednostavno: dovoljno je glinu preliti kloro-
vodičnom (solnom) kiselinom i ako u ispitivanoj sirovini ima karbonata, doći
će do pjenušanja i šuštave reakcije. Ukoliko u ispitivanoj sirovini ima više
karbonata, reakcija će biti burnija.
8. SVOJSTVA GLINENIH SIROVINA
Plastičnost
Tehnički je najvažnije i najpotrebnije fizikalno-kemijsko svojstvo keramičkih
sirovina. Pod tim pojmom podrazumijevamo sposobnost glinenih masa da
33

pod djelovanjem vanjskih sila poprimi željeni oblik, a da pri tome ne dođe
do pucanja i da po prestanku djelovanja sile masa zadrži dati joj oblik.
Razlikujemo dvije vrste plastičnosti:
a) kinetičku plastičnost
b) stvarnu plastičnost.
a) Kinetička (osobna) plastičnost - unutrašnje je svojstvo sirovine i pred-
stavlja maksimum plastičnosti koju sirovina može pružiti.
b) Stvarna plastičnost - (nazivamo je i ''sposobnost oblikovanja'') preds-
tavlja svojstvo sirovine u određenim uvjetima, kao što su manja ili veća
količina vode, smanjena plastičnost dodavanjem neplastičnih doda-
taka (mršavila) ili poboljšanje plastičnosti pomoću određenih tehnolo-
ških postupaka (odležavanje, zaparivanje, vakuumiranje).
Na temelju teoretskih i praktičnih proučavanja možemo zaključiti da na pla-
stičnost sirovine utječu sljedeći čimbenici:
- veličina glinenih čestica
- oblik čestica
- prisutnost koloidnih materija (kemijske i koloidne reakcije)
- prisutnost primjesa.
Keramički proizvodi izrađuju se od glina i drugih sirovina koje zajedni-
čkim imenom nazivamo keramičke sirovine.
Keramičke sirovine dijelimo na plastične, vrlo malo plastične i neplastične
sirovine.
Plastične sirovine omogućavaju oblikovanje keramičkih proizvoda, utječu
na njihovo ponašanje prilikom oblikovanja te pri sušenju i pečenju. One
osnovnoj masi daju svojstvo plastičnosti da bi se mogle oblikovati, a mogu
služiti i kao vezivna komponenta.
Vrlo plastične gline nazivamo i masne gline zbog glatkog i masnijeg sja-
ja površine. Masne gline vezuju velike količine vode i imaju veliku vezivnu
moć, što znači da u sebi mogu zadržati i znatne količine neplastičnih doda-
taka. Pri tome se prvobitna plastičnost nešto smanjuje. Ova značajna oso-
34

bina dozvoljava nam da različitim dodacima poboljšavamo razna svojstva
gline, kao što su npr. čvrstoća, boja nakon pečenja, vatrostalnost i sl.
Osobine ''masnih'' glina primjećuju se u reakcijama glinene mase kod
sušenja i pečenja proizvoda. Gline se pri sušenju znatno skupljaju i tada su
sklone pucanju i deformacijama. Pri pečenju omekšavaju i ostakljuju se
ranije nego posne gline.
Za lijevanje u gipsanim kalupima nisu pogodne jer njihova masa na unu-
tarnjoj strani kalupa stvara sloj najsitnijih čestica gline koje ne propuštaju
vodu i sprečavaju daljnje upijanje vode.
Osobine manje masnih (posnih) glina pokazuju suprotne osobine od
''masnih'' glina.
Neplastične, ''posne'' gline imaju hrapavu površinu, pod prstima su pjes-
kovite, lako se raspadaju u vodi, u njima se neznatno zadržava voda, uza
se vezuju malo neplastičnih dodataka, manje su sklone deformacijama,
sinteriraju tek na visokim temperaturama te se lako oblikuju lijevanjem u
gipsanim kalupima.
Skupljanje glinenih sirovina i masa
Skupljanje je svojstvo glinenih sirovina i masa da uslijed gubitka vode u
procesu sušenja i pečenja smanjuju svoj volumen.
Određivanje linearnog skupljanja pri sušenju
Da bi se moglo točno odrediti skupljanje gline, potrebno je izraditi probna
tijela u obliku pločica dimenzija 5 x 4 cm. Izrada probnih tijela vrši se ru-
čnim utiskivanjem gline u gipsane kalupe.
Primjer: Potrebno je uzeti nešto veći komad gline od volumena otvora na kalupu i za-
tim prstima utiskivati glinu u kalup.
Nakon što glinom ispunimo zapremninu, lopaticom odstranimo višak gline i tu utisnutu
glinu poravnamo u visini gornje površine gipsa. Glinenu površinu označimo šifrom,
rednim brojem i ''markom'' raspona 50 mm, koja se utisne dijagonalno na dvije strane.
Ukupno skupljanje glinene pločice određujemo tako da se nakon pečenja pločice
izmjeri dužina (raspon marke po dijagonalama) te se prosječna vrijednost dvaju mje-
renja unese u formulu:
35

L1 - L2 Su = ———— ∙ 100
L1
Su - stezanje pri sušenju u postocima
L1 - razmak dužine marke po dijagonali u milimetrima, prije sušenja
L2 - razmak dužine marke po dijagonali u milimetrima, nakon pečenja
Skupljanje gline pri pečenju dobije se tako da od skupljanja pri pečenju
(Su) oduzmemo skupljanje pri sušenju.
Sp = Su – S Sp - skupljanje pri pečenju u postocima
Su - ukupno skupljanje u postocima
S - skupljanje pri sušenju u postocima
Nije moguće jednostavno zbrojiti postotke skupljanja pri sušenju i skuplja-
nja pri pečenju da bismo dobili ukupno skupljanje, jer se postotak skuplja-
nja pri pečenju i ukupnog skupljanja proračunava prema vlažnom, a skup-
ljanje pri pečenju prema suhom stanju gline. Ako kod pečenja dođe do ši-
renja, izračuna se negativno skupljanje ili se ono samo konstatira.
Primjer: Kada se stranice pločica počinju odvajati od stjenke gipsanog kalupa, kalup
izvrnemo za 180° nad radnom površinom i malo ga protresemo kako bi glinena pločica
ispala iz kalupa. Stranice pločice treba što brže retuširati, a zatim se pločica izvaže. U
procesu sušenja pločice se preokrenu i stave pod lagano opterećenje da se ne bi de-
formirale. U daljnjem procesu pločice se nastave sušiti na sobnoj temperaturi i konač-
nim dosušivanjem u sušari. Za određivanje skupljanja potrebno je izraditi minimalno
deset pločica.
Određivanje volumnog skupljanja pri sušenju Volumno skupljanje ponekad je važnije od linearnog, npr. kod posude, kod
koje je od dužine i širine mnogo važniji volumen.
Primjer: Određivanje se vrši na probnim tijelima u obliku pločica koje su osušene na
105 ± 5 °C.
Izmjere se marke, tj. razmak između oznaka, i skupljanje se izračuna prema sljedećoj formuli:
L1 - L2 Su = ———— ∙ 100
L1
L1 - razmak dužine marke prije sušenja (50 mm)
L2 - razmak dužine marke poslije sušenja (izmjeri se pomičnim mjerilom)
36
Skupljanje pri pečenju i ukupno skupljanje
Pečenje je kemijski proces u kojem dolazi do dehidratizacije i prekristaliza-
cije tvari, što je popraćeno i promjenom volumena, a što se najčešće odra-
žava na skupljanje mase.
Točno određivanje skupljanja od velike je važnosti za rad i primjenu pred-
meta od keramike.
Skupljanje pri pečenju definira se kao razlika dužine u suhom stanju i
nakon pečenja, izraženo u postocima.
Ukupno skupljanje predstavlja ukupno smanjenje od vlažnog do pečenog
stanja u postocima.
Volumno skupljanje izračunavamo prema sljedećoj formuli:
3a² a² Ks = 3a ̶ ( —— ̶ ̶ —— ) 100 100 Ks - volumno skupljanje u postocima
a - linearno skupljanje u postocima
Čvrstoća gline u suhom stanju određuje se kroz njezino savijanje, na-
prezanje i tlačnu čvrstoću.
Savojna čvrstoća (čvrstoća na savijanje) gline u suhom stanju
Pod čvrstoćom u suhom stanju osušene, još nepečene gline, podrazumije-
va se njena otpornost na lomljivost izazvanu udarom, pritiskom ili savija-
njem.
Ova osobina od velike je važnosti u tvorničkoj proizvodnji jer mnogi radni
procesi s nepečenim proizvodima, kao što su transport, retuširanje, sirovo
glaziranje ili slaganje u peć, ovise o lomljivosti tih predmeta.
Danas se posvećuje sve veća pažnja smanjenju lomova i zbrinjavanju nas-
talog sirovinskog otpada od nepečene gline. Kao osnovna mjera mehani-
čke čvrstoće keramičkih sirovina i masa usvojena je čvrstoća na savijanje
koja se određuje na probnim tijelima u sirovom i pečenom stanju.
37
Čvrstoća na savijanje izračunava se kod maksimalnog naprezanja pred-
meta, pri kojem se predmet lomi pod djelovanjem sile na savijanje.
Čvrstoća na savijanje izražava se u N/mm² (MPa).
Naprezanje je u mehanici unutrašnja sila kojom se tijelo odupire vanjskim
silama razdijeljena na površinu presjeka. Okomito naprezanje uzrokuje sila
okomita na presjek, određena izrazom σ=F/A. (σ- sigma)
U međunarodnom sustavu mjernih jedinica (SI) mjerna jedinica naprezanja
je N/m2, odnosno paskal (Pa), dok se u praksi obično koriste njegovi višek-
ratnici, kao što je megapaskal (MPa = N/mm2).
Čvrstoća na savijanje predmeta u suhom stanju ovisi o:
- vrsti gline (što je glina plastičnija, čvrstoća je veća)
- granulometrijskom sastavu (sitno zrnate gline pokazuju veću čvrstoću)
- načinu oblikovanja (npr. predmeti oblikovani lijevanjem imaju veću čvr-
stoću od predmeta koji su oblikovani tokarenjem)
- sadržaju vode (najveću čvrstoću imaju predmeti koji su potpuno suhi).
Čvrstoća pri savijanju određuje se lomljenjem osušenih probnih tijela na
posebnom uređaju (kidalici), a izračunava se formulom:
3 ∙ F ∙ l
fb =
2 ∙ b ∙ h2
fb – savojna čvrstoća ( N/mm2)
F - sila loma (u N)
l - razmak između oslonca (u mm)
b - širina štapa na mjestu prijeloma (u mm)
h - visina štapa na mjestu prijeloma (u mm)
Tlačna čvrstoća Pod tlačnom čvrstoćom podrazumijevamo maksimalno naprezanje pri ko-jem se predmet lomi pod djelovanjem sile na tlak. Tlačna čvrstoća određu-je se na probnim tijelima u obliku ciglica. Primjer: Nakon pečenja na određenoj temperaturi ciglice se u paru međusobno sljep-ljuju cementnim mortom te im se poravna gornja i donja površina. Nakon stvrdnjavanja
38
morta ciglice se lome na hidrauličnoj preši na kojoj se očitava sila loma (kN), koja dje-luje na prethodnu izmjerenu površinu (mm²). Tlačna čvrstoća izračunava se prema formuli:
F
fc = — ( N/mm²) ili (MPa)
A
fc - tlačna čvrstoća (N/mm²)
F - sila loma (N) A - naležna površina (mm²)
9. KEMIJSKI SASTAV SIROVINA I METODE ODREĐIVANJA
Uz rendgensku, diferencijalno-tehničku i diferencijalno-gravimetrijsku ana-lizu, keramičari upotrebljavaju i metode granulometrijske, kemijske i raci-onalne analize kako bi različite gline i njihove sastavne dijelove rastavili i ispitali njihova kemijska svojstva. Kemijska analiza Kemijska analiza ima svojstvo kemijske reakcije. Ona je kemijska promje-na nastala rastavljanjem neke tvari na jednostavnije dijelove. Može se pro-vesti s vrlo velikom točnošću (ne 100 %) i to metodama uobičajenim za izvedbu analiza silikatnog stijenja.
Kemijski sastav izražava se sljedećim oznakama:
- titan oksid (u malim količinama) (TiO2) - silicijev dioksid (Al2O3) - željezni oksid (Fe2O3) - magnezijev oksid (MgO) - kalijev oksid (K2O) - natrijev oksid (Na2O) - kalcijev oksid (CaO).
Važno je navesti da se hlapljiva organska materija gubi postupkom žare-nja. Mineraloška analiza
Mineraloška analiza je postupak ispitivanja sastava mase gline prema kla-sifikaciji minerala i njihovim kristalokemijskim svojstvima. Da bi se izvršila
39

podjela, mora se poznavati stehiometrijski odnos elemenata koji grade mi-neral i kristalne strukture minerala. Stehiometrija je računanje kvantitativnih (mjerljivih) odnosa između reakta-nata i produkata u izjednačenim kemijskim reakcijama, a pomaže izračunu koliko se produkata može dobiti iz određenih količina reaktanata, pritom uzimajući u obzir i iskoristivost reakcije. Mineraloška analiza često se vrši proračunavanjem iz kemijske analize. Pritom se pretpostavlja da su sve gline mješavine glinene supstance (Al2O3∙H2O∙SiO2), što može biti kaolin ili koloidne supstance kaolinitnog tipa, uz koje se nalaze minerali kvarca i feldspata, liskuna, kalcita, limonita, oksida, hidroksida željeza i drugih minerala. Ovom analizom određuje se orijentacijski udjel minerala u originalnom u-zorku, kao i semikvantitativni udjel kvarca, plagioklasa i K-feldspata. Za uspješno determiniranje minerala u uzorku neophodno je prije analize iz uzorka ukloniti karbonate, humusne tvari i željezne okside. Primjer: U postupku pripreme uzorka za dobivanje frakcije čestica humusne tvari se iz uzorka mogu ukloniti postupkom oksidacije s vodikovim peroksidom nakon što je uzo-rak mokro prosijan, a željezni oksidi mogu se ukloniti ditionit-citrat-bikarbonat tretma-nom, nakon čega se višestruko centrifugira, a zatim ispire otopinom natrijevog klorida i destiliranom vodom. Nakon toga ciklus je spreman za izvlačenje frakcije čestice. Iz suspenzije dobivene metodom izvlačenja analizirani prilog se zatim zagrijava na tem-peraturi od 105 °C i na taj način pokušava se izračunati koliki je težinski udjel frakcije u odnosu na suspenziju.
Racionalna analiza
Ova metoda počiva na pojavi da kaolinit djelovanjem sumporne kiseline određene koncentracije prelazi u aluminijev sulfat i silicijevu kiselinu, dok istodobno kvarc ostaje nepromjenjiv, a feldspat se samo djelomično otopi.
Ove metode se danas više ne koriste i racionalni sastav se izračunava iz kemijske analize RTG, DTA, DTG i granulometrijske analize.
Svrha je granulometrijske analize određivanje postotaka zrna različitih veli-
čina sadržanih unutar uzorka tla, što je važno za klasifikaciju tla. Prilikom
ispitivanja od opreme se koriste vaga, set sita, četka za čišćenje, tresaljka,
mikser, areometar, cilindar za sedimentiranje, termometar i štoperica.
40
Granulometrijska analiza
Granulometrijska analiza izvodi se ispitivanjem granulometrijskog sastava,
pri čemu se određuju veličine čes-
tica u glinenim sirovinama. Postu-
pak se provodi prosijavanjem gli-
nene mase kroz više sita. Usitnja-
vanje kao osnovna operacija u pri-
premi masa može se sprovesti
kroz dva suprotstavljena postupka:
mokri postupak i suhi postupak.
Primjer: Priprema sirovine za postupak razmuljivanja Uzorak gline usitni se prstima u sitne listiće i zatim se osuši na 105 ± 5 °C do otvrdnu-
te nepromjenjive mase. Od osušenog uzorka odvagne se 100 g i razmulji s 10 do 20
puta većom količinom vode. Ako je uzorak izrazito plastičan, u cilju bržeg razmuljiva-
nja može se dodati elektrolit (otapalo) uz miješanje ili se čaša s uzorkom stavi na za-
grijavanje (elektroploča), čime će se razmuljivanje bitno ubrzati. Miješanje uzorka vrši
se staklenim štapićem obloženim gumom.
Primjer: Postupak prosijavanja
Namjenski posložena sita u ''bateriju'', na taj način da je gornje sito najvećeg, a donje
sito najmanjeg promjera očica, prenesu se u odgovarajući prostor koji ima mogućnost
konstantnog otjecanja vode. Uzorak iz posude izlije se zatim u bateriju sita, a posuda
se dobro ispere vodom. Prosijavanje uzorka izvodimo ispiranjem uzorka sa sita od
gornjeg sita prema donjemu, tako dugo dok na donjem situ ne poteče bistra voda.
Ostatke uzorka koji ostanu na situ skupljamo naginjanjem sita na jednu stranu, dok
pomoću mlaza vode te iste ostatke prenosimo u označenu posudu, a uzorak stavljamo
na sušenje. Postupak prosijavanja dosljedno vršimo dok ne sakupimo ostatke sa svih
sita.
U pripremi mase kod grubog usitnjavanja koriste se odgovarajući uređaji
prema tvrdoći i vlažnosti sirovine. Kod tvrdih sirovina ili šamota koriste se
drobilice, mrvilice, kolni mlinovi, udarni mlinovi i sl.
Kod pripreme tzv. grubih sirovina, u gruboj keramici i opekarstvu, koriste
se sandučasti dodavač, kolni mlin, nazubljeni valjci i dvostruki valjci, koji su
podešeni za usitnjavanje plastičnih sirovina različite vlažnosti.
Sl.7. Sita različitih struktura
41

10. ODREĐIVANJE BOJE GLINE
Boja gline prije pečenja, ustvari, njezina je prirodna boja. Nama je bitna
boja koju glina poprima nakon pečenja. Boja gline je promjenjiva. Na boju
gline utječu razne primjese, kao i uvjeti pečenja. Najčešće primjese koje
utječu na obojenost gline nakon pečenja primjese su željeza, kalcijevog
karbonata, borovih oksida i raznih organskih tvari.
Uvjeti pečenja
Za obojenost pečene gline najznačajniji je utjecaj plinovite okoline (at-
mosfere) unutar peći.
Primjer: željezo u oksidacijskoj atmosferi daje žutu do crvenu boju, a u redukcij-
skoj atmosferi tamnosivu do crnu boju. Organske tvari daju svijetlu boju. Minerali,
kao što su kvarc i feldspat, daju svjetliju boju.
Boja pečenja
Boja pečenja se određuje na probnim tijelima koja su u obliku pločica (cig-
lica). Probnu pločicu nakon pečenja treba prelomiti i promatrati njezinu u-
nutrašnjost, kao i boju prijeloma, jer se ponekad utjecaj atmosfere pokazu-
je samo na površini, a unutrašnjost je druge boje.
Pri provjeri boje nakon pečenja, boja se određuje promatranjem golim
okom u uvjetima prirodnog osvjetljenja, a ton boje može se odrediti na
sljedeće načine:
- slobodnom procjenom na osnovu promatranja uzorka
- uspoređivanjem boje uzorka s gotovim etalonom boja koji je istraži-
vanjem (s probama) već ranije pripremljen.
Mnoge čišće gline i kaolini pri pečenju u redukcijskoj atmosferi poprime sivi
ili smeđi ton boje. Vrlo čisti kaolini, uz neznatnu primjesu željeza (Fe), po-
primaju blago žućkastu boju, još uvijek vidljivu, dok samo najčišći kaolini i
gline, bez ikakvih primjesa, poprimaju nakon pečenja potpuno bijelu boju.
Ako se želi izbjeći žućkasta boja kod kaolina (keramičke crijepovine), pro-
izvode treba peći u oksidacijskoj atmosferi. Takav postupak koristi se pri
proizvodnji porculana da bi se dobila vrlo bijela crijepovina, koja glazirana
prozirnom glazurom daje potpuno bijele proizvode.
42
Veća prisutnost željeznog oksida (FeO) izaziva jako obojenje pečene cri-
jepovine u crvenim, crvenosmeđim i smeđim tonovima.
Na boju pečene crijepovine, osim željeznog oksida, djeluje i titan dioksid
(TiO2). On uzrokuje žutosiva obojenja.
Oksidi kalcija (Ca) i magnezija (Mg) djeluju na obojenje crijepovine u smi-
slu da osnovna boja postane svjetlija.
Utjecajem oksida kobalta (Co) dobivamo plavu boju, dok pod utjecajem
oksida kroma (Cr) i bakra (Cu) dobivamo zelenu boju.
Neka bojila osjetljiva su na temperaturu i atmosferu pečenja; osobito su
osjetljiva bojila koja daju crvenu obojanost. Na temperaturi pečenja iznad
1000 °C teže se postiže kvalitetna nijansa crvene boje gline.
11. SVOJSTVO PLASTIČNOSTI PRI OBLIKOVANJU GLINE Svojstvo glinene mase da se pod određenim uvjetima oblikovanja, tj. dje-
lovanjem okoline (pritisak, brzina formiranja stjenke) i djelovanjem s od-
ređenim sredstvima (alati i strojevi), može oblikovati u željene forme i
oblike predmeta nazivamo svojstvo plastičnosti pri oblikovanju gline.
Za određeni način oblikovanja i sastav prema recepturi biraju se i sirovine
koje rezultiraju kvalitetom i ispravnošću gotovih keramičkih proizvoda.
Određivanje težinskog sastava mase gline U rijetkim slučajevima gline se upotrebljavaju u onom stanju u kojem su
nađene u prirodi. Obično se prilagođavaju određenoj svrsi s odgovarajućim
dodacima kako bi se odredio njihov težinski sastav mase.
Takve smjese glina s dodacima nazivamo ''radnom masom'' ili osnov-
nom masom; ukratko, ''masom''.
Keramičke mase su, dakle, mješavine gline ili kaolina sa sredstvima za
mršavljenje, topiteljima, a isto tako i ostalim sirovinama.
Bitni sastojci osnovne mase su glineni minerali, kvarc, feldspati, a za
neke sastave i kalcijev karbonat. Ovi minerali u određenoj količini daju ''te-
žinski sastav''.
Iz ''težinskog sastava'' jasno se iščitava koje sirovine i u kojoj količini treba
upotrijebiti, dakle preraditi, radi mljevenja i homogeniziranja težinske mase.
43

Tipičan ''težinski sastav'' mase za lijevanje: Primjer 1:
30,0 kg plavljenog kaolina
27,5 kg gline
28,5 kg kvarca
9,0 kg feldspata
5,0 kg krede
ukupno: 100 kg mase kao suhe tvari
S obzirom da su gline same po sebi smjese u kojima se (u različitim količi-nama) nalaze mršavilo, kvarc i topitelji, feldspat i vapnenac (što se vidi iz racionalne analize), ne možemo poistovjetiti dva ista težinska sastava koji sadrže različite gline. Isto tako, potpuno je moguće da dva različita težin-ska sastava daju isti rezultat, odnosno istu masu, a da se to ne može na prvi pogled iz sastava vidjeti. Istovjetna gotova masa za lijevanje priprema se ovisno o potrebnim sastojcima. Primjer 2:
Glina A 58,7 kg
Kvarc 34,0 kg
Feldspat 7,3 kg
=100.0 kg
Glina B 60,7 kg
Kvarc 32,0 kg
Feldspat 7,3 kg______________________________________________
=100,0 kg
Iz razloga što glina A sadrži u prirodnom stanju više kvarcnog pijeska nego glina B,
treba toj glini dodati u odgovarajućem postotku manje slobodnog kvarca.
Da bi se dobila potpuno točna mogućnost usporedbe, pored ''težinskog
sastava'' uveden je i ''teorijski sastav'', odnosno ''postotni sastav'', koji
nam pokazuje količinski odnos u postocima, u kojem se (u masi) kao glavni
sastojci javljaju glinena supstanca, kvarc i feldspat (ponekad i vapnenac).
Jedan takav teorijski sastav odgovara principu i tijeku racionalne analize
gline, a naziva se i ''racionalni sastav''.
Gore navedena masa za lijevanje sada ima sljedeći teorijski sastav izražen u
postocima:
Glinena tvar 50,0 %
Kvarc 36,0 %
Feldspat 9,0 %
Kalcijev karbonat 5,0 %
= 100.0 %
44
''Teorijski sastav'' u odnosu na ''postotni sastav'' ima tu prednost što se
pomoću njega mogu usporediti dvije različite mase i da se u jednoj masi do
tada korištena glina zamijeni drugom (prema osobinama sa sličnim grupa-
ma gline).
Oblikovanje u glini moramo obavezno izvoditi u suhim i toplim prostorijama
s jednolikom, tzv. sobnom temperaturom (od 20 do 25 °C) kako bi se pos-
tigli kvalitetni temperaturni uvjeti za pravilno i odmjereno isušivanje obliko-
vanog proizvoda u sirovoj glini.
Sirovu glinu ne smijemo isušivati naglo, kako ne bi došlo do raspucavanja
i deformiranja oblika, već je moramo prekriti plastičnom folijom i povreme-
no raskrivati kako bi se ona postepeno sušila.
Glina prilikom obrade ne smije biti previše mekana (da se ne prima za pr-
ste) i pretvrda, kako bi bila podobna za modeliranje.
12. NAČINI OBLIKOVANJA KERAMIČKIH PROIZVODA
1. Ručno oblikovanje (proizvodi oblikovani rukom, bez strojnih poma-
gala)
2. Oblikovanje tekućim postupkom (proizvodi oblikovani lijevanjem u
gipsanim kalupima)
3. Oblikovanje plastičnim postupkom (opekarski proizvodi, dio porcu-
lana)
4. Oblikovanje na lončarskom kolu (modeliranje rukom i tokarenje)
5. Oblikovanje polusuhim i suhim postupkom, prešanjem (pneumatsko
nabijani predmeti kompliciranih oblika i keramičke pločice)
12.1. Ručno oblikovanje
Ručno oblikovanje najstariji je način oblikovanja glinenih masa, a dijeli se
na više slobodnih postupaka kojima se mogu (uz što manje napora i u
kratkom vremenskom roku) oblikovati određene forme.
Slobodni postupci ručnog oblikovanja
a) Oblikovanje otvaranjem forme - potiskivanje mase gline dlanom i prs-
tima od sredine prema rubovima mase
45
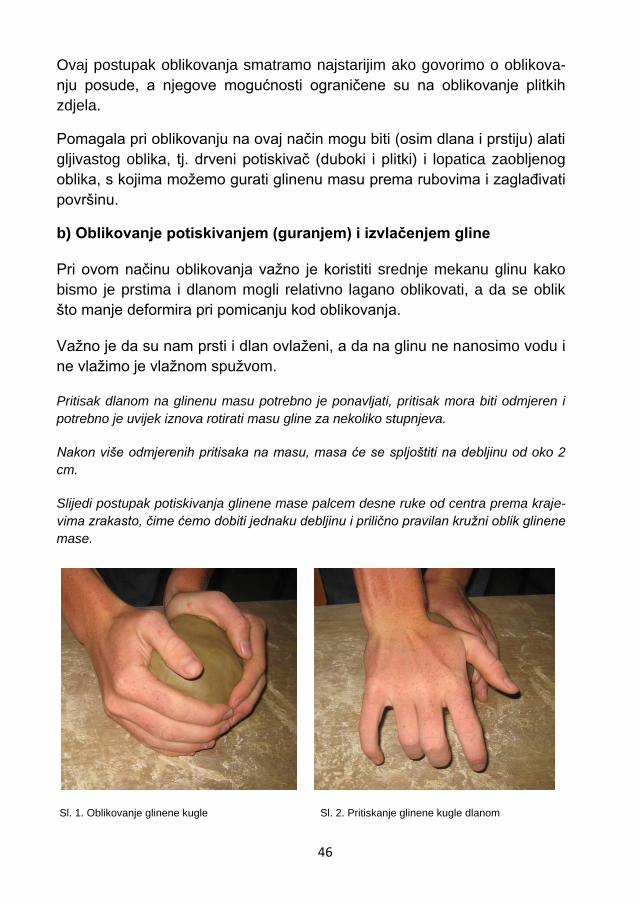
Ovaj postupak oblikovanja smatramo najstarijim ako govorimo o oblikova-
nju posude, a njegove mogućnosti ograničene su na oblikovanje plitkih
zdjela.
Pomagala pri oblikovanju na ovaj način mogu biti (osim dlana i prstiju) alati
gljivastog oblika, tj. drveni potiskivač (duboki i plitki) i lopatica zaobljenog
oblika, s kojima možemo gurati glinenu masu prema rubovima i zaglađivati
površinu.
b) Oblikovanje potiskivanjem (guranjem) i izvlačenjem gline
Pri ovom načinu oblikovanja važno je koristiti srednje mekanu glinu kako
bismo je prstima i dlanom mogli relativno lagano oblikovati, a da se oblik
što manje deformira pri pomicanju kod oblikovanja.
Važno je da su nam prsti i dlan ovlaženi, a da na glinu ne nanosimo vodu i
ne vlažimo je vlažnom spužvom.
Pritisak dlanom na glinenu masu potrebno je ponavljati, pritisak mora biti odmjeren i
potrebno je uvijek iznova rotirati masu gline za nekoliko stupnjeva.
Nakon više odmjerenih pritisaka na masu, masa će se spljoštiti na debljinu od oko 2
cm.
Slijedi postupak potiskivanja glinene mase palcem desne ruke od centra prema kraje-
vima zrakasto, čime ćemo dobiti jednaku debljinu i prilično pravilan kružni oblik glinene
mase.
Sl. 1. Oblikovanje glinene kugle Sl. 2. Pritiskanje glinene kugle dlanom
46

Sl. 3. Pritiskanje dlanom dok rotiramo Sl. 4. Pritiskanje dlanom sve do jednolike
komad gline stanjenosti mase
Sl. 5. Palcem ruke guramo glinu od Sl. 6. Pogled na zrakasto oblikovanu
sredine prema rubovima glinenu površinu
c) Oblikovanje potiskivanjem i izvlačenjem gline
Ovaj postupak započinjemo na sličan način kao i kod oblikovanja glinenog
mlinca za dno posude.
Postupak se razlikuje tek u načinu pritiska: palcem pritišćemo snažnije na sredini kug-
laste mase, a manje na rubovima mase. Na taj način ostvarujemo konkavniji oblik
same mase. Važno je da s gornje strane masu oblikujemo samo palcem, a da donji
dio glinene kuglaste mase ostane što manje deformiran (oštećen).
47

Sl. 1. Pritisak palcem na sredinu kuglaste mase Sl. 2. Guranje glinene mase palcem od
sredine prema rubovima
Sl. 3. Ponavljanje pokreta palcem u obliku Sl. 4. Pritisak i izvlačenje palcem dok ne
lepeze dobijemo željeni konkavni oblik mase
Sl. 5. Pritiskanje prstima glinene stjenke Sl. 6. Izvanjsko guranje palcem radi zaglađi-
radi dobivanja jednake debljine mase vanja neravnina na glinenoj površini
48

Sl. 7. Unutarnje zaglađivanje neravnina Sl. 8. Zaglađivanje neravnina na glinenoj
palcem površini savinutim prstom
Sl. 9. Povlačenje prstima (istovremeno) Sl. 10. Pogled na oblikovanu posudu
s vanjske i unutarnje strane
d) Oblikovanje pomoću glinenih valjaka
Oblikovanje glinenim valjcima nadovezuje se na prethodna dva načina ob-
likovanja. Ovaj kasniji postupak prethodio je lončarskom oblikovanju, a
otkriće takvog postupka pomoglo je da se oblikuju posude veće od uobiča-
jenih.
Postupak oblikovanja spiralnim nizanjem izvodi se utiskivanjem svježih
valjkastih glinenih valjušaka koji se spiralno nadograđuju jedan na drugi.
Oblik glinenog valjka oblikujemo na taj način da dlanovima jedne i druge ruke valjamo
masu gline na radnoj podlozi sve dok ne dobijemo duži glineni valjak debljine 2 - 3 cm
49

i dužine 20 - 30 cm (po potrebi može i duži). Nakon što glineni valjak oblikujemo, za-
počinjemo s drugom fazom: postavljanjem valjka na ranije oblikovani glineni mlinac.
Apliciranje glinenog valjka izvodimo na sljedeći način: prstima lijeve ruke pridržavamo
glineni valjak, dok prstima i palcem desne ruke potiskujemo masu glinenog mlinca u
jednolikim razmacima prema ranije oblikovanom glinenom mlincu. Ukoliko smo izradili
dugačak valjak, možemo jednu stranu valjka staviti preko svoga ramena, dok drugom
stranom valjka oblikujemo stjenku. Zatim dosljednim oblikovanjem u nizu potiskujemo
palcem glineni valjak (s unutarnje strane) prateći oblik dna zamišljene posude. Potis-
kivanje palcem moramo dalje usmjeriti na spoj valjka i dna glinene mase (s vanjske
strane). Podignut ćemo lijevom rukom oblikovani proizvod, a zatim palcem i prstima
desne ruke nastaviti potiskivati masu gline s podnožja preko glinenog valjuška prema
gore i na taj način načiniti čvrsti spoj nadodanog glinenog valjuška s podlogom.
Sl. 1. Oblikovanje glinenog valjuška Sl. 2. Glineni valjušak oblikovan dlanovima ruke
Sl. 3. Dodavanjem glinenog valjuška na Sl. 4. Prstima lijeve ruke pritišćemo glineni
već ranije oblikovanu podlogu valjušak, a pritiskom palca desne ruke
izvlačimo glinu prema podlozi valjka
50

Sl. 5. Rezanje viška glinenog valjka Sl. 6. Spajanje preklapanjem valjka
Sl. 7. Izvlačenje gline prema podlozi Sl. 8. Potiskivanje gline palcem od podloge
palcem desne ruke (pokreti u nizu) preko zalijepljenog glinenog valjuška
s vanjske strane
Sl. 9. Izrada dužeg glinenog valjka Sl.10. Postavljanje glinenog valjka
51

Sl. 11. Potiskivanje i izvlačenje gline s valjka Sl. 12. Potiskivanje i izvlačenje gline s
prema donjoj površini (unutarnje) valjka prema donjoj površini (vanjsko)
Sl. 13. Zaglađivanje gline metalnom šablonom Sl. 14. Zaglađivanje gline metalnom
(unutarnje) šablonom (vanjsko)
e) Oblikovanje povišenog dna zdjele glinenim valjkom
Povišeno dno zdjele može biti oblikovano oblicima valjka, trake, nožica i
sl., što posudi omogućava da bude odignuta od podloge na kojoj stoji. Za
izradu skice koja će nam olakšati izradu može nam poslužiti i neki drugi
gotovi proizvod.
U glini izradimo valjušak i postavimo ga na posudu prema urezanoj skici (s vanjske
strane ureza).
52

Sl. 1. Izrada skice prema šabloni Sl. 2. Postavljanje valjka prema urezanoj
za izradu povišenog dna skici
Bitno je valjušak postaviti što pravilnije i odrezati višak gline (tako da ostavimo nešto
veću dužinu) kako bismo mogli preklopiti rubne dijelove valjka i na taj način spojiti
početak i kraj valjka.
Sl. 3. Postavljanje valjuška na podlogu Sl. 4. Rezanje viška glinenog valjuška
prema skici
Preklapanjem ne smijemo deformirati kružni oblik. Zatim je potrebno valjušak spojiti s
podlogom: palcem ruke potrebno je izvlačiti glinu uz potiskivanje s valjuška prema
glinenoj podlozi (isprva s unutrašnje strane, a zatim i s vanjske). Važno je potiskivanje
izvoditi u nizu prema ilustraciji i pratiti oblik valjuška.
53

Sl. 5. Preklapanje i spajanje Sl. 6. Potiskivanje i guranje gline palcem s
glinenog valjuška prema podlozi
Sl. 7. Potiskivanje gline s valjuška Sl. 8. Poravnavanje i izjednačavanje debljine
prema podlozi
f) Oblikovanja jednostavnog lijevka na posudi
Lijevak na posudi ima namjenu usmjeravati mlaz tekućine prilikom izlijeva-
nja i stoga je neophodan na posudama u kojima čuvamo ili iz kojih izlije-
vamo/prelijevamo tekućinu (npr. vrč). Najjednostavniji oblik lijevka možemo
oblikovati.
Ispod ruba gornjeg otvora na posudi postavimo raširene prste (kažiprst i palac), a
kažiprstom druge ruke, s unutarnje strane otvora posude, povlačimo stjenku otvora
polagano prema sebi. Istovremeno moramo kažiprstom i palcem oblikovati izgled li-
jevka.
54

Sl. 1. Postavimo kažiprst i palac ispod Sl. 2. Iznad otvora kažiprstom desne ruke gornjeg otvora povlačimo stjenku prema sebi
Sl. 3. Pogled bočno na mjesto postavljanja Sl. 4. Pogled od gore, povlačenje stjenke
prstiju
Sl. 5. i 6. Pogled na posudu s oblikovanim lijevkom
55
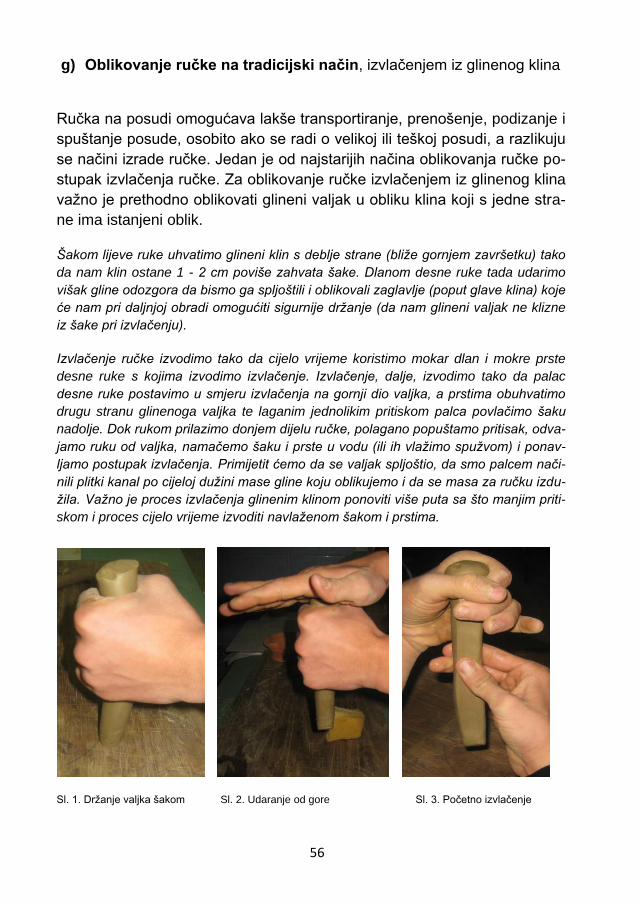
g) Oblikovanje ručke na tradicijski način, izvlačenjem iz glinenog klina
Ručka na posudi omogućava lakše transportiranje, prenošenje, podizanje i
spuštanje posude, osobito ako se radi o velikoj ili teškoj posudi, a razlikuju
se načini izrade ručke. Jedan je od najstarijih načina oblikovanja ručke po-
stupak izvlačenja ručke. Za oblikovanje ručke izvlačenjem iz glinenog klina
važno je prethodno oblikovati glineni valjak u obliku klina koji s jedne stra-
ne ima istanjeni oblik.
Šakom lijeve ruke uhvatimo glineni klin s deblje strane (bliže gornjem završetku) tako
da nam klin ostane 1 - 2 cm poviše zahvata šake. Dlanom desne ruke tada udarimo
višak gline odozgora da bismo ga spljoštili i oblikovali zaglavlje (poput glave klina) koje
će nam pri daljnjoj obradi omogućiti sigurnije držanje (da nam glineni valjak ne klizne
iz šake pri izvlačenju).
Izvlačenje ručke izvodimo tako da cijelo vrijeme koristimo mokar dlan i mokre prste
desne ruke s kojima izvodimo izvlačenje. Izvlačenje, dalje, izvodimo tako da palac
desne ruke postavimo u smjeru izvlačenja na gornji dio valjka, a prstima obuhvatimo
drugu stranu glinenoga valjka te laganim jednolikim pritiskom palca povlačimo šaku
nadolje. Dok rukom prilazimo donjem dijelu ručke, polagano popuštamo pritisak, odva-
jamo ruku od valjka, namačemo šaku i prste u vodu (ili ih vlažimo spužvom) i ponav-
ljamo postupak izvlačenja. Primijetit ćemo da se valjak spljoštio, da smo palcem nači-
nili plitki kanal po cijeloj dužini mase gline koju oblikujemo i da se masa za ručku izdu-
žila. Važno je proces izvlačenja glinenim klinom ponoviti više puta sa što manjim priti-
skom i proces cijelo vrijeme izvoditi navlaženom šakom i prstima.
Sl. 1. Držanje valjka šakom Sl. 2. Udaranje od gore Sl. 3. Početno izvlačenje
56
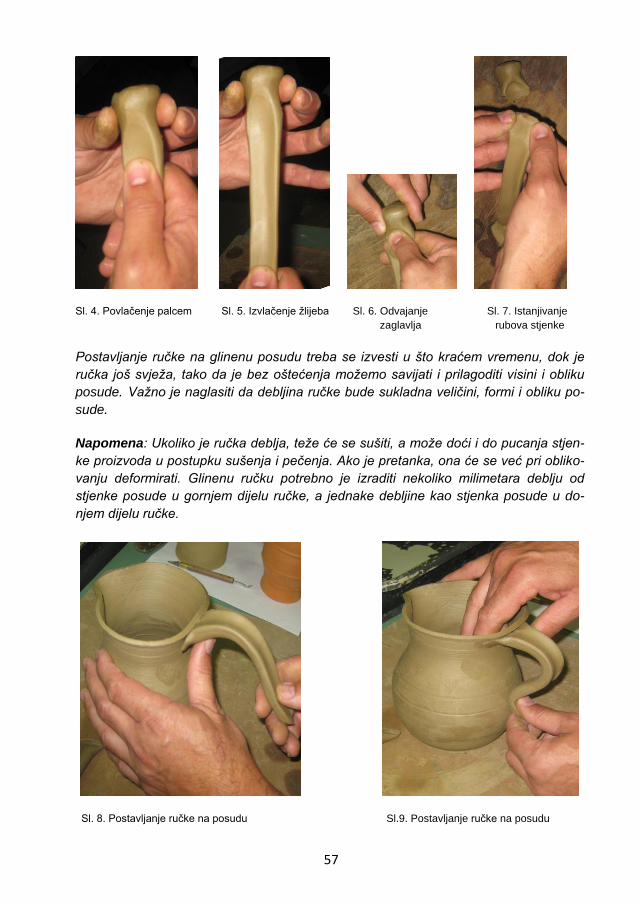
Sl. 4. Povlačenje palcem Sl. 5. Izvlačenje žlijeba Sl. 6. Odvajanje Sl. 7. Istanjivanje
zaglavlja rubova stjenke
Postavljanje ručke na glinenu posudu treba se izvesti u što kraćem vremenu, dok je
ručka još svježa, tako da je bez oštećenja možemo savijati i prilagoditi visini i obliku
posude. Važno je naglasiti da debljina ručke bude sukladna veličini, formi i obliku po-
sude.
Napomena: Ukoliko je ručka deblja, teže će se sušiti, a može doći i do pucanja stjen-
ke proizvoda u postupku sušenja i pečenja. Ako je pretanka, ona će se već pri obliko-
vanju deformirati. Glinenu ručku potrebno je izraditi nekoliko milimetara deblju od
stjenke posude u gornjem dijelu ručke, a jednake debljine kao stjenka posude u do-
njem dijelu ručke.
Sl. 8. Postavljanje ručke na posudu Sl.9. Postavljanje ručke na posudu
57

Sl. 10. Pritiskanje palcem pri dnu na Sl. 11. Pritiskanje palcem pri dnu na spoju ručke s lijeve strane spoju ručke s desne strane
Pripajanje ručke na posudu mora se izvoditi prvo na gornjem dijelu posude tako da je
zalijepimo pritiskom prstima i izvlačenjem gline u procesu zaglađivanja. U postupku
lijepljenja važno je stjenku posude prstima pridržavati iznutra, pogotovo ako je još
svježa. Obično se na proizvod ručka postavlja tek drugi dan, kada se stjenka proizvo-
da djelomično osuši, iz razloga što se oblik posude zbog težine ručke može deformira-
ti.
Ručka je dodatni dio konačno oblikovane posude na kojoj su nekada lon-
čari stavljali svoje znakove, poput pritiska jagodice prsta, ureza i sl.
h) Oblikovanje mase gline uz pomoć odgovarajućih alata
Starije načine oblikovanja glinene mase zamijenili su suvremeniji postupci
povezani s razvojem oruđa (alata): oblikovanje s ravnom i savijenom
plohom, oblikovanje s plohom savinutom u valjak, oblikovanje prema
šabloni, oblikovanje s pločicama, oblikovanje s kuglicama i oblikova-
nje s glinenim valjušcima.
12.2. Oblikovanje ravnom i savijenom plohom (s pomoćnim alatima)
Priprema podloge i alata
Za radnu površinu preporuča se drvena daska željenih dimenzija jer se na
takvu podlogu glina ne lijepi (daska svojom poroznošću upija višak vlage) i
58
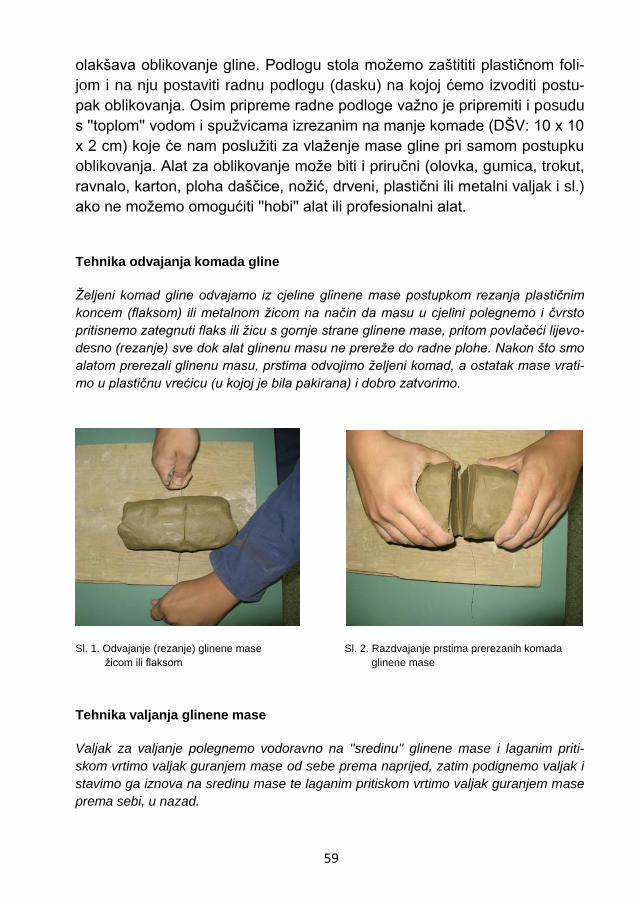
olakšava oblikovanje gline. Podlogu stola možemo zaštititi plastičnom foli-
jom i na nju postaviti radnu podlogu (dasku) na kojoj ćemo izvoditi postu-
pak oblikovanja. Osim pripreme radne podloge važno je pripremiti i posudu
s ''toplom'' vodom i spužvicama izrezanim na manje komade (DŠV: 10 x 10
x 2 cm) koje će nam poslužiti za vlaženje mase gline pri samom postupku
oblikovanja. Alat za oblikovanje može biti i priručni (olovka, gumica, trokut,
ravnalo, karton, ploha daščice, nožić, drveni, plastični ili metalni valjak i sl.)
ako ne možemo omogućiti ''hobi'' alat ili profesionalni alat.
Tehnika odvajanja komada gline
Željeni komad gline odvajamo iz cjeline glinene mase postupkom rezanja plastičnim
koncem (flaksom) ili metalnom žicom na način da masu u cjelini polegnemo i čvrsto
pritisnemo zategnuti flaks ili žicu s gornje strane glinene mase, pritom povlačeći lijevo-
desno (rezanje) sve dok alat glinenu masu ne prereže do radne plohe. Nakon što smo
alatom prerezali glinenu masu, prstima odvojimo željeni komad, a ostatak mase vrati-
mo u plastičnu vrećicu (u kojoj je bila pakirana) i dobro zatvorimo.
Sl. 1. Odvajanje (rezanje) glinene mase Sl. 2. Razdvajanje prstima prerezanih komada
žicom ili flaksom glinene mase
Tehnika valjanja glinene mase
Valjak za valjanje polegnemo vodoravno na ''sredinu'' glinene mase i laganim priti-
skom vrtimo valjak guranjem mase od sebe prema naprijed, zatim podignemo valjak i
stavimo ga iznova na sredinu mase te laganim pritiskom vrtimo valjak guranjem mase
prema sebi, u nazad.
59

Sl. 3. Valjanje komada gline valjkom Sl. 4. Valjanje gline valjkom od sebe
(prema naprijed)
Glinenu masu zatim zarotiramo na podlozi za 90˚ i ponovimo postupak tehnike valja-
nja na način da jednoliko pritišćemo valjak kako ne bismo deformirali komad gline koji
valjamo.
Sl. 5. Valjanje glinene mase valjkom prema sebi Sl. 6. Rotiranje komada glinene mase i valjanje
(prema nazad) valjkom od sebe (prema naprijed)
Sl. 7. Valjanje glinene mase valjkom prema sebi Sl. 8. Valjanje glinene mase valjkom od
(prema nazad) sebe (prema naprijed)
60
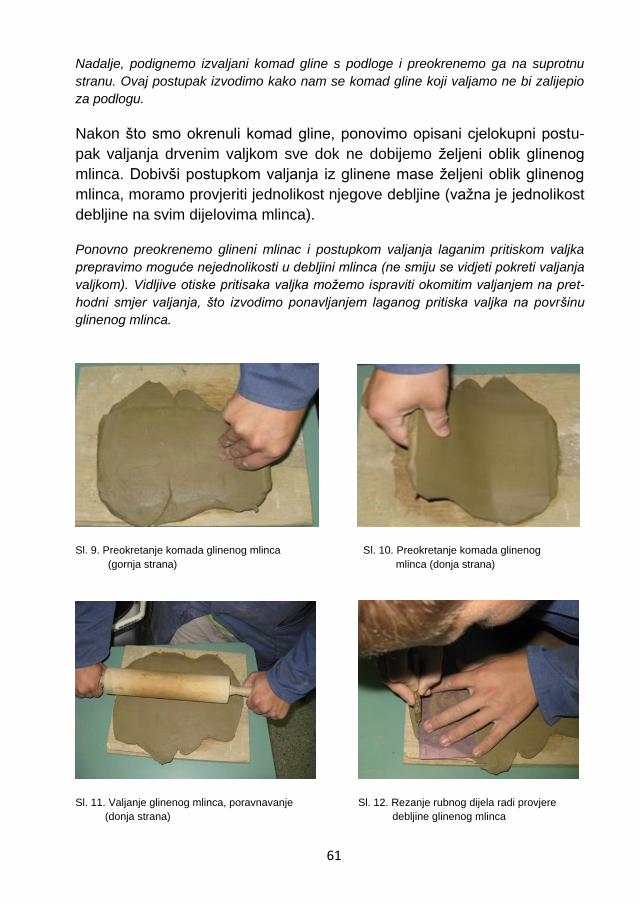
Nadalje, podignemo izvaljani komad gline s podloge i preokrenemo ga na suprotnu
stranu. Ovaj postupak izvodimo kako nam se komad gline koji valjamo ne bi zalijepio
za podlogu.
Nakon što smo okrenuli komad gline, ponovimo opisani cjelokupni postu-
pak valjanja drvenim valjkom sve dok ne dobijemo željeni oblik glinenog
mlinca. Dobivši postupkom valjanja iz glinene mase željeni oblik glinenog
mlinca, moramo provjeriti jednolikost njegove debljine (važna je jednolikost
debljine na svim dijelovima mlinca).
Ponovno preokrenemo glineni mlinac i postupkom valjanja laganim pritiskom valjka
prepravimo moguće nejednolikosti u debljini mlinca (ne smiju se vidjeti pokreti valjanja
valjkom). Vidljive otiske pritisaka valjka možemo ispraviti okomitim valjanjem na pret-
hodni smjer valjanja, što izvodimo ponavljanjem laganog pritiska valjka na površinu
glinenog mlinca.
Sl. 9. Preokretanje komada glinenog mlinca Sl. 10. Preokretanje komada glinenog
(gornja strana) mlinca (donja strana)
Sl. 11. Valjanje glinenog mlinca, poravnavanje Sl. 12. Rezanje rubnog dijela radi provjere
(donja strana) debljine glinenog mlinca
61
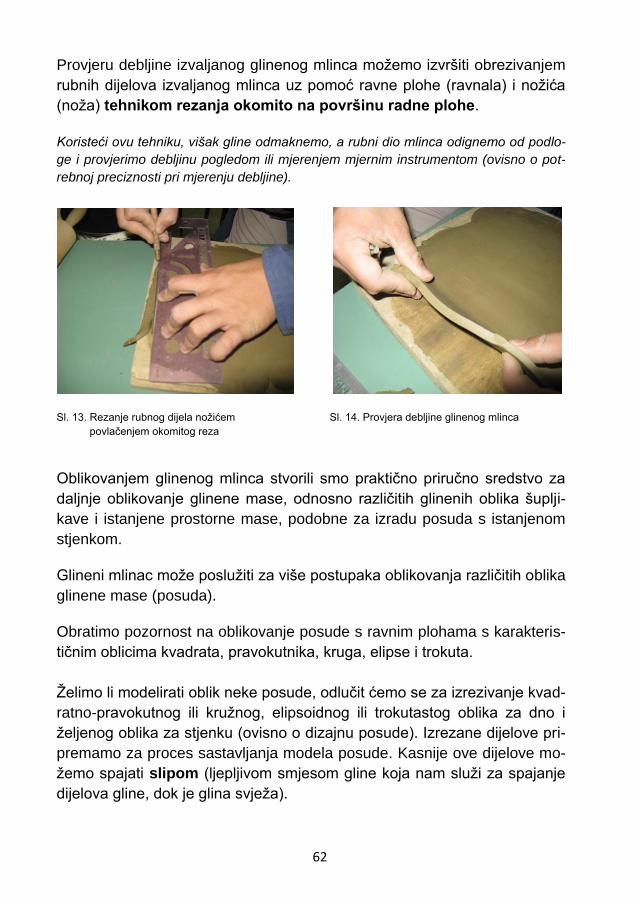
Provjeru debljine izvaljanog glinenog mlinca možemo izvršiti obrezivanjem
rubnih dijelova izvaljanog mlinca uz pomoć ravne plohe (ravnala) i nožića
(noža) tehnikom rezanja okomito na površinu radne plohe.
Koristeći ovu tehniku, višak gline odmaknemo, a rubni dio mlinca odignemo od podlo-
ge i provjerimo debljinu pogledom ili mjerenjem mjernim instrumentom (ovisno o pot-
rebnoj preciznosti pri mjerenju debljine).
Sl. 13. Rezanje rubnog dijela nožićem Sl. 14. Provjera debljine glinenog mlinca
povlačenjem okomitog reza
Oblikovanjem glinenog mlinca stvorili smo praktično priručno sredstvo za
daljnje oblikovanje glinene mase, odnosno različitih glinenih oblika šuplji-
kave i istanjene prostorne mase, podobne za izradu posuda s istanjenom
stjenkom.
Glineni mlinac može poslužiti za više postupaka oblikovanja različitih oblika
glinene mase (posuda).
Obratimo pozornost na oblikovanje posude s ravnim plohama s karakteris-
tičnim oblicima kvadrata, pravokutnika, kruga, elipse i trokuta.
Želimo li modelirati oblik neke posude, odlučit ćemo se za izrezivanje kvad-
ratno-pravokutnog ili kružnog, elipsoidnog ili trokutastog oblika za dno i
željenog oblika za stjenku (ovisno o dizajnu posude). Izrezane dijelove pri-
premamo za proces sastavljanja modela posude. Kasnije ove dijelove mo-
žemo spajati slipom (ljepljivom smjesom gline koja nam služi za spajanje
dijelova gline, dok je glina svježa).
62

Nakon što izrezane željene oblike izmjerimo i izrežemo iz izvaljanog mlinca, spojimo ih
u kompoziciju, tj. u skladni model glinene posude.
Potrebno je stvoriti preduvjete: organizirati prostor glinenog mlinca koji smo izvaljali na
način da izmjerimo prostor i obrežemo nepotrebne dijelova (na način da sačuvamo što
više površine izvaljanog mlinca). Na izdvojenoj glinenoj površini ravnalom (trokutom)
izmjerimo i označimo potrebne mjere (u odnosu na pripremljenu skicu) i nožićem zacr-
tane mjere lagano urežemo na površinu gline. Tada izrežemo glineni mlinac prema
označenim mjerama uz pomoć ravnala i nožića.
Sl.15. Obrezivanje mlinca i Sl.16. Rezanje duže površine Sl.17. Rezanje po širini okomitim
uzimanje mjere na vodoravnim rezom rezom
površini
Pri postupku rezanja ravnalom (ili nekim drugim sredstvom) samo ravnalo moramo
postaviti što točnije, blizu označene crte, a nožić postavimo okomito na podlogu tako
da što točnije načinimo potreban rez (pri rezanju ne smijemo naginjati nožić i pomicati
ravnalo, nožić smijemo naginjati samo u smjeru u kojem ga povlačimo). Pri rezanju uglatih završetaka (ako ne želimo
oštetiti okolnu površinu glinenog mlinca) obavezno nožićem treba rezati od vanjskog
ugla prema unutarnjem dijelu glinene plohe.
Važno je dodatno provjeriti pravilnost reza, kao i dimenzije izrezanih gline-
nih ploha. Nakon faze rezanja slijedi nazupčavanje dijelova zupčastom
šablonom koje ćemo lijepiti slipom. Masa slipa mora biti kompaktna (bez
grudičastoga sastava) i ne previše rijetka.
Kada masu slipa zahvatimo kistom, ona ne smije kliziti s četkice kista; ne
smije biti ni prečvrsta jer je nećemo moći razmazati po željenoj površini.
Ukoliko je masa slipa previše čvrsta, ona može deformirati plohe gline (ako
su mekanije od mase slipa) od kojih oblikujemo kompoziciju.
63
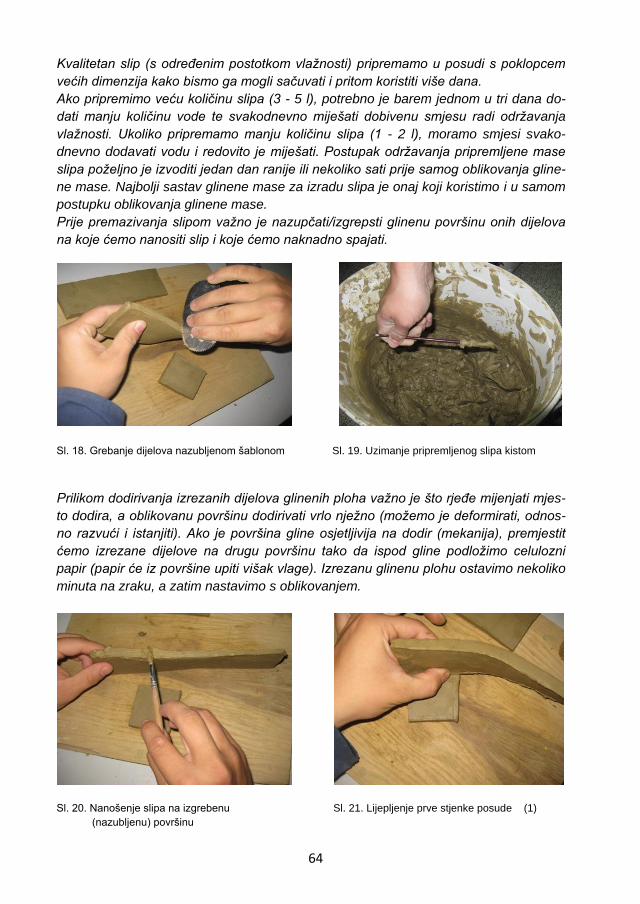
Kvalitetan slip (s određenim postotkom vlažnosti) pripremamo u posudi s poklopcem
većih dimenzija kako bismo ga mogli sačuvati i pritom koristiti više dana.
Ako pripremimo veću količinu slipa (3 - 5 l), potrebno je barem jednom u tri dana do-
dati manju količinu vode te svakodnevno miješati dobivenu smjesu radi održavanja
vlažnosti. Ukoliko pripremamo manju količinu slipa (1 - 2 l), moramo smjesi svako-
dnevno dodavati vodu i redovito je miješati. Postupak održavanja pripremljene mase
slipa poželjno je izvoditi jedan dan ranije ili nekoliko sati prije samog oblikovanja gline-
ne mase. Najbolji sastav glinene mase za izradu slipa je onaj koji koristimo i u samom
postupku oblikovanja glinene mase.
Prije premazivanja slipom važno je nazupčati/izgrepsti glinenu površinu onih dijelova
na koje ćemo nanositi slip i koje ćemo naknadno spajati.
Sl. 18. Grebanje dijelova nazubljenom šablonom Sl. 19. Uzimanje pripremljenog slipa kistom
Prilikom dodirivanja izrezanih dijelova glinenih ploha važno je što rjeđe mijenjati mjes-
to dodira, a oblikovanu površinu dodirivati vrlo nježno (možemo je deformirati, odnos-
no razvući i istanjiti). Ako je površina gline osjetljivija na dodir (mekanija), premjestit
ćemo izrezane dijelove na drugu površinu tako da ispod gline podložimo celulozni
papir (papir će iz površine upiti višak vlage). Izrezanu glinenu plohu ostavimo nekoliko
minuta na zraku, a zatim nastavimo s oblikovanjem.
Sl. 20. Nanošenje slipa na izgrebenu Sl. 21. Lijepljenje prve stjenke posude (1)
(nazubljenu) površinu
64
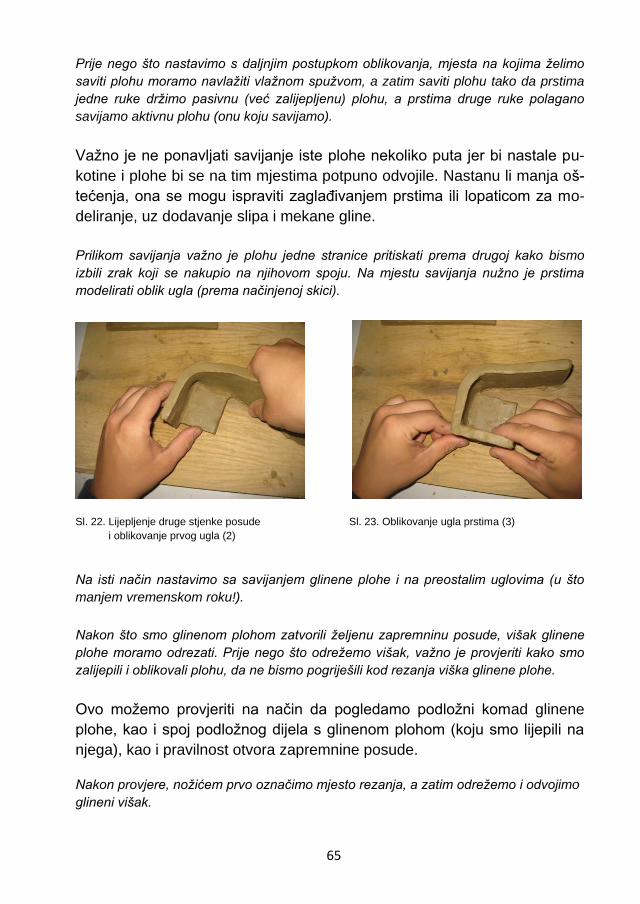
Prije nego što nastavimo s daljnjim postupkom oblikovanja, mjesta na kojima želimo
saviti plohu moramo navlažiti vlažnom spužvom, a zatim saviti plohu tako da prstima
jedne ruke držimo pasivnu (već zalijepljenu) plohu, a prstima druge ruke polagano
savijamo aktivnu plohu (onu koju savijamo).
Važno je ne ponavljati savijanje iste plohe nekoliko puta jer bi nastale pu-
kotine i plohe bi se na tim mjestima potpuno odvojile. Nastanu li manja oš-
tećenja, ona se mogu ispraviti zaglađivanjem prstima ili lopaticom za mo-
deliranje, uz dodavanje slipa i mekane gline.
Prilikom savijanja važno je plohu jedne stranice pritiskati prema drugoj kako bismo
izbili zrak koji se nakupio na njihovom spoju. Na mjestu savijanja nužno je prstima
modelirati oblik ugla (prema načinjenoj skici).
Sl. 22. Lijepljenje druge stjenke posude Sl. 23. Oblikovanje ugla prstima (3)
i oblikovanje prvog ugla (2)
Na isti način nastavimo sa savijanjem glinene plohe i na preostalim uglovima (u što
manjem vremenskom roku!).
Nakon što smo glinenom plohom zatvorili željenu zapremninu posude, višak glinene
plohe moramo odrezati. Prije nego što odrežemo višak, važno je provjeriti kako smo
zalijepili i oblikovali plohu, da ne bismo pogriješili kod rezanja viška glinene plohe.
Ovo možemo provjeriti na način da pogledamo podložni komad glinene
plohe, kao i spoj podložnog dijela s glinenom plohom (koju smo lijepili na
njega), kao i pravilnost otvora zapremnine posude.
Nakon provjere, nožićem prvo označimo mjesto rezanja, a zatim odrežemo i odvojimo
glineni višak.
65

Sl. 24. Lijepljenje treće stjenke i oblikovanje Sl. 25. Lijepljenje četvrte stjenke, oblikovanje
drugog ugla (4) trećeg ugla i rezanje viška gline (5)
Spajanje dviju ploha ponavlja se (na već prikazan način) tako da glinene plohe pret-
hodno nazupčamo (zupčastom šablonom), a tek zatim premazujemo slipom i spajamo
pritiskom jedne glinene plohe prema drugoj.
Sl. 26. Razmicanje glinenih ploha Sl. 27. Premazivanje slipom Sl. 28. Spajanje dviju ploha
i grebanje (zupčanje) nazubljene površine prstima ruke
Pri spajanju dviju ploha pritisak prstima treba odmjereno vršiti po cijeloj površini spoja
(s jedne plošne strane prema drugoj) sve dok spojem ne zatvorimo (izvana i iznutra)
sve odvojene dijelove. Površinu jedne glinene plohe povlačimo prstima preko spoja na
površinu druge glinene plohe i obratno (tzv. postupak ''lemljenja'').
Zatim tankim glinenim valjušcima (mekanija glina) ojačamo mjesto spajanja (možemo
ih zagladiti jagodicama prstiju, nožićem ili lopaticom za modeliranje).
66

Sl. 29. ''Lemljenje'' spoja Sl. 30. Stavljanje glinenog valjuška Sl. 31. Zaglađivanje spoja prstima na spoj iznutra s valjuškom
Nakon što smo zagladili glinene valjuške, potrebno je zagladiti i cijele, već oblikovane
površine. Postupak zaglađivanja glinene površine izvodit ćemo lopaticom za oblikova-
nje ili metalnom šablonom s ravnim bridom za oblikovanje ravne površine.
Zaglađujemo i unutarnju i vanjsku površinu sve dok ne dobijemo zaglađenu ravnu
površinu. Pri zaglađivanju odstranjujemo samo višak nakupljene gline, a po potrebi
možemo na mjestima dodati po koji komadić gline.
Važno je pripaziti da pri zaglađivanju šablonom/lopaticom ne deformiramo
oblik ili da ga nejednoliko ne istanjimo. Po završetku zaglađivanja možemo
navlaženom spužvom (iscijeđena tekućina) dodatno zagladiti površinu:
trljanjem površine kružno ili povlačenjem (gore-dolje i lijevo-desno).
Sl. 32. Zaglađivanje površine Sl. 33. Zaglađivanje površine navlaženom
šablonom spužvom
67

Za izrezivanje pojedinih oblika glinenih ploha možemo koristiti bilo koje
priručno sredstvo (npr. oblik neke posude i sl.). U sljedećem postupku obli-
kovanja glinene posude koristimo oblik kružnog otvora posude za izreziva-
nje kružnog oblika glinene plohe.
Sl. 34. Uzimanje mjere i rezanje okruglog Sl. 35. Podizanje modela i provjera okomitog
oblika gline reza
Izrezivanje u ovom slučaju izvodimo tako da pazimo na cjelinu izvaljane glinene plohe
iz koje trebamo izrezati sve željene oblike. Kada isplaniramo prostor izvaljane glinene
plohe i ucrtamo željene oblike, započinjemo s izrezivanjem tih glinenih oblika. S tako
isplaniranim i organiziranim prostorom površine glinene plohe preostane nam malo
glinenih otpadaka. Svu suvišnu glinenu masu, odvojenu od glinene plohe, istovremeno
odvajamo na unaprijed pripremljeni komad plastične folije ili je stavljamo u vrećastu
foliju kako bismo sačuvali njezinu vlažnost za ponovno korištenje.
Sl. 36. Provjera reza i zarezivanje okolne Sl. 37. Odvajanje okolne glinene plohe od
glinene plohe izrezanog kružnog oblika
68

Izrezani oblik moramo pažljivo izdvojiti iz cjeline izvaljanog glinenog mlinca i odvojiti
od podloge daske da se ne ošteti. Nožićem načinimo rez u izvaljanoj glinenoj plohi od
početka izvaljane plohe do oblika koji je potrebno izrezati, zatim razdvojimo izvaljanu
glinenu plohu dviju cjelina uokolo izrezanog oblika kako bismo imali bolji pristup tom
izrezanom obliku.
Potom pažljivo gurnemo nožić ili lopaticu (špahtlu) ispod izrezanog oblika gline i pola-
ko podižemo izrezani oblik glinene plohe (odvajanjem od podloge), dio po dio, sve dok
se većina glinene površine ne odvoji od podloge. Pri podizanju možemo si pripomoći
prstima, pomoću kojih izrezani oblik do kraja odvojimo od podloge.
Sl. 38. Podizanje izrezanog kružnog oblika Sl. 39. Odvojeni kružni glineni oblik
(nožićem ili lopaticom)
Izrezani kružni oblik glinene plohe označimo nožićem tako da urežemo vidljivu crtu.
Na glinenom kružnom obliku označeni rez (crtu) postavimo na početak izvaljane veće
glinene plohe, a zatim rotiranjem tog kružnog oblika (u smjeru vrtnje kotača) rotiramo
po glinenoj površini, sve dok se urezana crta kružno ne zarotira u jednom smjeru za
180˚ i ne dodirne glineni plohu. Na kraju postupka nožićem označimo mjesto dodira.
Sl. 40. Označavanje reza na izrezanom kružnom Sl. 41. Prikaz označenog reza (urez/crta)
obliku
69
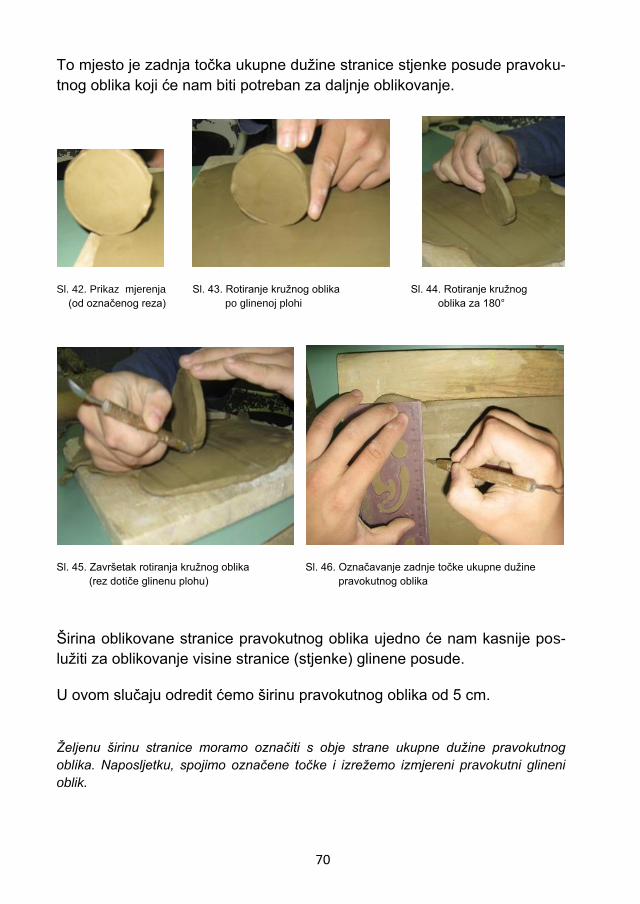
To mjesto je zadnja točka ukupne dužine stranice stjenke posude pravoku-
tnog oblika koji će nam biti potreban za daljnje oblikovanje.
Sl. 42. Prikaz mjerenja Sl. 43. Rotiranje kružnog oblika Sl. 44. Rotiranje kružnog
(od označenog reza) po glinenoj plohi oblika za 180°
Sl. 45. Završetak rotiranja kružnog oblika Sl. 46. Označavanje zadnje točke ukupne dužine
(rez dotiče glinenu plohu) pravokutnog oblika
Širina oblikovane stranice pravokutnog oblika ujedno će nam kasnije pos-
lužiti za oblikovanje visine stranice (stjenke) glinene posude.
U ovom slučaju odredit ćemo širinu pravokutnog oblika od 5 cm.
Željenu širinu stranice moramo označiti s obje strane ukupne dužine pravokutnog
oblika. Naposljetku, spojimo označene točke i izrežemo izmjereni pravokutni glineni
oblik.
70
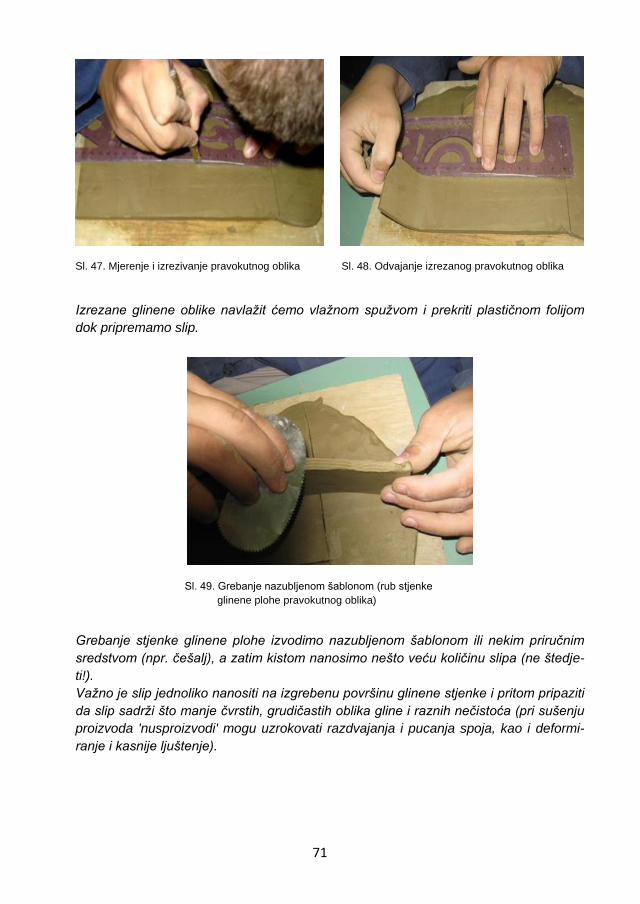
Sl. 47. Mjerenje i izrezivanje pravokutnog oblika Sl. 48. Odvajanje izrezanog pravokutnog oblika
Izrezane glinene oblike navlažit ćemo vlažnom spužvom i prekriti plastičnom folijom
dok pripremamo slip.
Sl. 49. Grebanje nazubljenom šablonom (rub stjenke
glinene plohe pravokutnog oblika)
Grebanje stjenke glinene plohe izvodimo nazubljenom šablonom ili nekim priručnim
sredstvom (npr. češalj), a zatim kistom nanosimo nešto veću količinu slipa (ne štedje-
ti!).
Važno je slip jednoliko nanositi na izgrebenu površinu glinene stjenke i pritom pripaziti
da slip sadrži što manje čvrstih, grudičastih oblika gline i raznih nečistoća (pri sušenju
proizvoda 'nusproizvodi' mogu uzrokovati razdvajanja i pucanja spoja, kao i deformi-
ranje i kasnije ljuštenje).
71
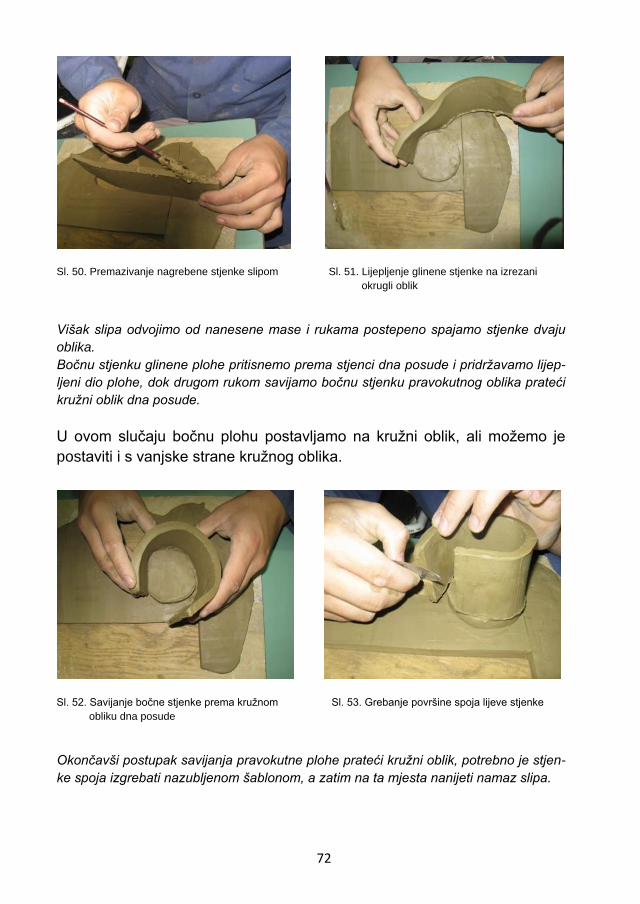
Sl. 50. Premazivanje nagrebene stjenke slipom Sl. 51. Lijepljenje glinene stjenke na izrezani
okrugli oblik
Višak slipa odvojimo od nanesene mase i rukama postepeno spajamo stjenke dvaju
oblika.
Bočnu stjenku glinene plohe pritisnemo prema stjenci dna posude i pridržavamo lijep-
ljeni dio plohe, dok drugom rukom savijamo bočnu stjenku pravokutnog oblika prateći
kružni oblik dna posude.
U ovom slučaju bočnu plohu postavljamo na kružni oblik, ali možemo je
postaviti i s vanjske strane kružnog oblika.
Sl. 52. Savijanje bočne stjenke prema kružnom Sl. 53. Grebanje površine spoja lijeve stjenke
obliku dna posude
Okončavši postupak savijanja pravokutne plohe prateći kružni oblik, potrebno je stjen-
ke spoja izgrebati nazubljenom šablonom, a zatim na ta mjesta nanijeti namaz slipa.
72

Sl. 54. Grebanje površine spoja desne stjenke Sl. 55. Premazivanje spojeva slipom
Premazivanje spojeva slipom izvodimo prema ranije navedenim uputama.
Završna faza oblikovanja kružnog oblika glinene posude izvodimo prema
ranije navedenim uputama.
Sl. 56. Spajanje dviju površina (1) Sl. 57. Spajanje dviju površina (2)
(lagani zahvat stjenke prstima) (čvršći pritisak na spoj)
Oblikovanje plohom savijenom u valjak
Ovakav postupak oblikovanja koristimo za oblikovanje kompozicija sa-
stavljenih od valjkastih glinenih oblika.
Za oblikovanje glinene mase potrebni su nam nožić, valjak za valjanje gli-
nene plohe i nekoliko priručnih valjkastih oblika različitih debljina (npr.
73

kartonski tuljac, metalna ili plastična cijev, držalo kista i sl.). Priručni valj-
kasti oblici poslužit će nam kao modeli pomoću kojih možemo na lakši na-
čin oblikovati valjke načinjene od izrezanih glinenih ploha.
Flomaster (marker) poslužit će nam za zacrtavanje potrebnih oznaka na
priručnim valjcima, a ravnalo ili trokut za mjerenje dimenzija.
Priprema za valjanje glinene plohe istovjetna je ranije navedenim postupcima za obli-
kovanje glinene plohe. Nakon što smo izvaljali glinenu plohu, neophodno je provjeriti
jednolikost njezine debljine. S jedne strane izvaljane plohe uz pomoć ravnala nožićem
odrežemo manju ravninu glinene plohe i provjerimo jednolikost debljine stjenke.
Ovaj postupak možemo ponavljati na više strana izvaljane glinene plohe kako bismo
se uvjerili da je glinena ploha na svim stranama jednake debljine.
Nakon što smo provjerili debljinu plohe, odabrat ćemo najveći priručni valjak i na jed-
nom kraju flomasterom ili olovkom označiti crtu.
Crta na priručnom valjku pomoći će nam da pri postupku rotiranja priručnog valjka po
izvaljanoj plohi načinimo izračun dimenzija potrebne glinene površine za oblikovanje
novog glinenog valjka.
Sl. 1. Valjanje glinene plohe Sl. 2. Rezanje rubnog dijela radi provjere debljine
izvaljane glinene plohe
Priručni oblik valjka, označen flomasterom, polegnut ćemo na izvaljanu glinenu plohu i
zarotirati za 180° sve dok označena crta ne prođe cijeli krug rotiranja i ponovo ne do-
dirne podlogu glinene plohe.
74
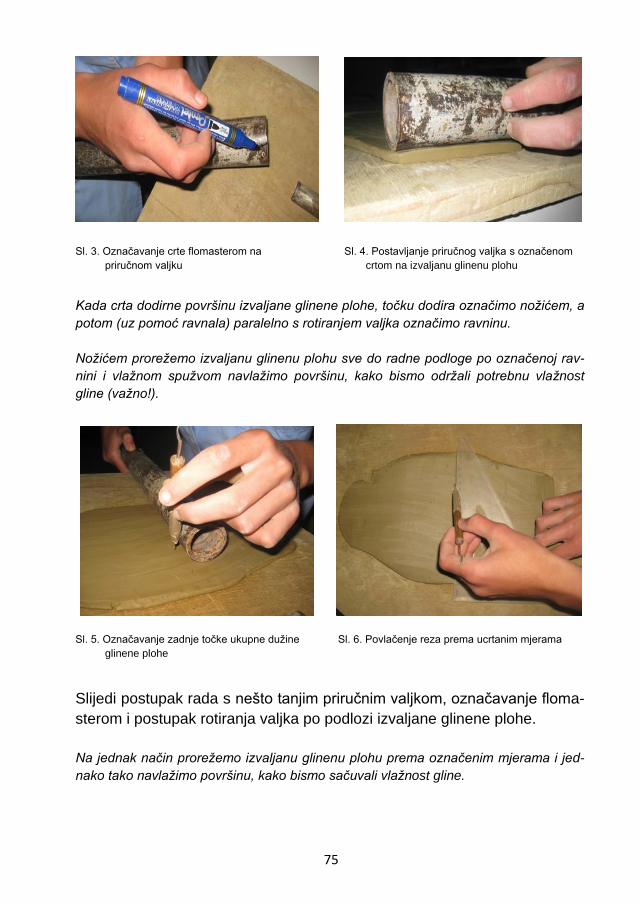
Sl. 3. Označavanje crte flomasterom na Sl. 4. Postavljanje priručnog valjka s označenom
priručnom valjku crtom na izvaljanu glinenu plohu
Kada crta dodirne površinu izvaljane glinene plohe, točku dodira označimo nožićem, a
potom (uz pomoć ravnala) paralelno s rotiranjem valjka označimo ravninu.
Nožićem prorežemo izvaljanu glinenu plohu sve do radne podloge po označenoj rav-
nini i vlažnom spužvom navlažimo površinu, kako bismo održali potrebnu vlažnost
gline (važno!).
Sl. 5. Označavanje zadnje točke ukupne dužine Sl. 6. Povlačenje reza prema ucrtanim mjerama
glinene plohe
Slijedi postupak rada s nešto tanjim priručnim valjkom, označavanje floma-
sterom i postupak rotiranja valjka po podlozi izvaljane glinene plohe.
Na jednak način prorežemo izvaljanu glinenu plohu prema označenim mjerama i jed-
nako tako navlažimo površinu, kako bismo sačuvali vlažnost gline.
75

Sl. 7. Označavanje crte na manjem Sl. 8. Rotiranje manjeg priručnog valjka
priručnom valjku
Sl. 9. Prorezivanje izvaljane glinene plohe Sl. 10. Prikaz reza (nakon rotiranja prvog i
drugog valjka)
Sl. 11. Rezanje potrebnih ravnina Sl. 12. Namatanje izrezane glinene plohe
glinene plohe na veći priručni valjak
Nakon što smo izmjerili površinu za širi i uži oblik valjka, na izvaljanoj glinenoj plohi
moramo poravnati rubne dijelove glinene podloge. U daljnjem postupku navlažimo
veliki priručni valjak i na njega namotamo već izrezani, obrađeni oblik glinene plohe.
76
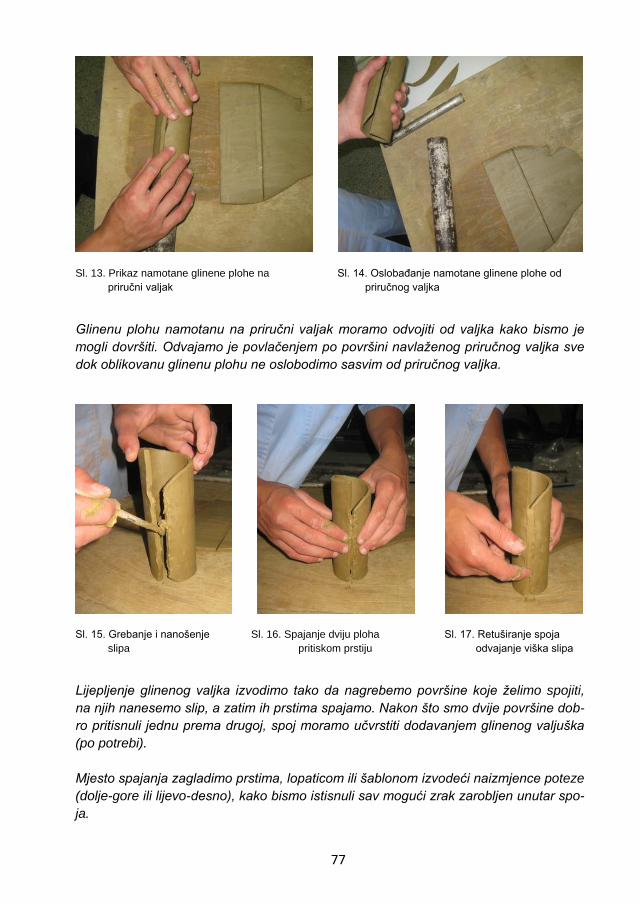
Sl. 13. Prikaz namotane glinene plohe na Sl. 14. Oslobađanje namotane glinene plohe od
priručni valjak priručnog valjka
Glinenu plohu namotanu na priručni valjak moramo odvojiti od valjka kako bismo je
mogli dovršiti. Odvajamo je povlačenjem po površini navlaženog priručnog valjka sve
dok oblikovanu glinenu plohu ne oslobodimo sasvim od priručnog valjka.
Sl. 15. Grebanje i nanošenje Sl. 16. Spajanje dviju ploha Sl. 17. Retuširanje spoja
slipa pritiskom prstiju odvajanje viška slipa
Lijepljenje glinenog valjka izvodimo tako da nagrebemo površine koje želimo spojiti,
na njih nanesemo slip, a zatim ih prstima spajamo. Nakon što smo dvije površine dob-
ro pritisnuli jednu prema drugoj, spoj moramo učvrstiti dodavanjem glinenog valjuška
(po potrebi).
Mjesto spajanja zagladimo prstima, lopaticom ili šablonom izvodeći naizmjence poteze
(dolje-gore ili lijevo-desno), kako bismo istisnuli sav mogući zrak zarobljen unutar spo-
ja.
77

Po završetku postupka zaglađivanjem nožićem obradit ćemo nastalu kosinu na rub-
nom djelu valjka i iskoristiti je za oblikovanje nove kompozicije.
Sl. 18. Retuširanje spoja Sl. 19. Obrada rubnog dijela Sl. 20. Provjera stabilnosti
zaglađivanjem glinenog valjka
Tako oblikovani veći glineni valjak polegnemo na rub radne površine i nas-
tavimo s oblikovanjem manjeg oblika glinenog valjka.
Unaprijed pripremljeni izrezani oblik glinene plohe namotamo na priručni oblik manje-
ga valjka, spojimo slipom, a potom retuširamo mjesto spajanja.
Sl. 21. Namatanje glinene plohe Sl. 22. Savijanje glinene plohe Sl. 23. Spajanje dviju glinenih
na manji priručni valjak na manji priručni valjak površina
S jedne strane manjeg glinenog valjka načinimo kosi rez. Manji glineni valjak uhvatimo
šakama te cijelu površinu valjka ravnomjerno savijamo dok ne dobijemo željeni oblik.
78

Sl. 24. Kosi rez na manjem glinenom valjku Sl. 25. Savijanje manjeg valjka (šakama)
Spajanje većega i manjeg glinenog valjka odvija se u nekoliko faza.
Veći (širi) glineni valjak postavimo kosinom okrenutom prema radnoj podlozi (pridrža-
vamo ga sve dok na njega ne zalijepimo drugi valjak i ne pronađemo njihovu stabilnu
ravnotežu). Zatim manji (uži) glineni valjak postavimo na željeno mjesto spajanja s
većim glinenim valjkom. Dok glinene valjke pridržavamo, nožićem označimo mjesto
spoja (laganim urezivanjem u glinu). Odvojimo ih i na označenom mjestu na većem
glinenom valjku izrežemo otvor. Stjenke otvora zatim nagrebemo i na njih nanesemo
slip.
Sl. 26. Spajanje manjeg i većeg glinenog valjka Sl. 27. Izrezivanje otvora nožićem
(označavanje mjesta spajanja)
79

Stjenke s nanesenim slipom potrebno je jednu prema drugoj kvalitetno spojiti prstima
ruke (laganim pritiskom) i potom ih ojačati glinenim valjuškom (ne predebelim ni suvi-
še tankim).
Važno je pronaći ravnotežu dva zalijepljena valjka kako bi tako spojeni
valjci imali uravnoteženu stabilnost na podlozi.
Glineni valjušak koji nanosimo na spoj dviju glinenih stjenki navlažimo spužvom i prs-
tima ga zaglađujemo sve do jednoliko zaglađene površine.
Sl. 28. Lijepljenje dvaju glinenih valjaka Sl. 29. Stavljanje glinenog valjuška na
mjesto spajanja
Sl. 30. Vlaženje glinenog valjuška (spužvom) Sl. 31. Zaglađivanje glinenog valjuška (prstima)
80

Kompoziciju sastavljenu od glinenih valjaka možemo nadograđivati koliko
želimo u visinu dodavanjem glinenih valjaka različitih debljina i savijanjem
valjaka u različitim smjerovima.
Sl. 32. Lijepljenje glinenog valjka Sl. 33. Lijepljenje sljedećega glinenog valjka
Oblikovati možemo i konusni glineni valjak, odnosno stožasti oblik valjka.
On će nam poslužiti kao premosnica za sužavanje i proširivanje debljina
raznolikih valjaka tako da njime možemo naizmjence mijenjati debljinu valj-
ka, već prema potrebi, u odnosu na željenu kompoziciju oblikovanu valjci-
ma.
Konusni oblik izrađujemo na način da nožićem na glinenoj površini iscrtamo oplošje
razmotanog stošca (trapezoidan oblik s dvije zaobljene stranice), izrežemo ga i njegov
uži dio omotamo oko odabranog priručnog valjka. Stranice šireg dijela oplošja spojimo
prateći izrezane rubne dijelove glinene plohe.
Sl. 34. Iscrtavanje trapezoidnog oblika Sl. 35. Izrezivanje trapezoidnog oblika
(oplošje stošca)
81

Nakon što smo uži dio omotali oko priručnog valjka, ne razmotavamo ga, već tako
namotanog oslobodimo izvlačenjem priručnog valjka. Površinu koju želimo slijepiti
nagrebemo nazubljenom šablonom, a potom premažemo slipom i čvrsto zalijepimo.
Sl. 36. Namatanje izrezanog trapezoidnog oblika Sl. 37. Grebanje glinene stjenke i nanošenje
glinenog valjka slipa
Prstima uhvatimo premazane površine slipom i laganim pokretima (jednoliko) potisku-
jemo stjenke ploha jednu prema drugoj, sve dok površine ne spojimo u cijelosti.
Sl. 38. Savijanje i lijepljenje dviju glinenih ploha Sl. 39. Lijepljenje dviju ploha potiskivanjem
(jedne prema drugoj)
Nakon što smo dvije površine spojili potiskivanjem, njihovo mjesto spajanja moramo
pojačati glinenim valjušcima (iznutra i izvana), a zatim zagladiti površine lopaticama za
modeliranje i kasnije ovlažiti spužvom.
Oblikovanje pomoću šablone
Šablona je priručno pomagalo koje nam koristi kao model pomoću kojega
možemo oblikovati.
82
Šablonu možemo izraditi od tvrđeg papira, kartona, plastike, metala ili dr-
veta. Kvaliteta materijala od kojega je šablona izrađena mora podnijeti um-
nožavanje određenog broja kopija prema modelu.
Ukoliko želimo umnožiti od jednog do četiri ista modela, za izradu šablone
bit će dovoljan i nešto deblji papir (npr. 'hamer' od 200 do 300 g). Šablonu
izrađujemo prema već ranije oblikovanom keramičkom modelu, u svrhu
kopiranja oblika različitih stranica, svake pojedinačno ili izrade više istih
ponovljenih oblika.
Razvedeni oblik šablone ne može podnijeti mnogo korištenja, stoga je pot-
rebno istovremeno izraditi i koristiti dvije ili više istih šablona kako bi se pri
umnožavanju rasteretilo njihovo korištenje.
Ako šablonu izradimo iz ranije navedenog papira, potrebno ga je premazati
tekućim ljepilom za drvo koje će očvrsnuti površinu i izolirati je od utjecaja
vlage pri dodiru sa svježom glinom. Rubne dijelove i sitne detalje na šablo-
ni potrebno je dodatno premazati. Dodatno premazivanje izvodi se zbog
češćih oštećivanja pri procesu oblikovanja pomoću šablone.
Kada želimo izraditi šablone za stranice proizvoda od sirove i vlažne gline,
tada će nam mjere na papirnatoj šabloni biti identične mjerama glinenih
stranica.
Ako želimo izraditi šablone za stranice pečenog proizvoda, unaprijed mo-
ramo izračunati postotak isušivanja gline pri sušenju i pečenju jer se proiz-
vod smanjuje za određeni postotak vlage. U tom slučaju mjere stranica
prenesene na šablonu moraju biti uvećane za izračunat postotak.
Postupak izrade šablone - izrada šablone prema obliku gotovog osušenog proi-
zvoda
Gotovi osušeni proizvod promotrimo sa svih strana. Moramo prepoznati model ponav-
ljanja pojedinih stranica, kao i različitosti u mjerama pojedinih stranica.
Ustanovimo broj stranica koje se ponavljaju i broj preostalih stranica. Za stranice s
istim mjerama izradit ćemo zajedničku šablonu, a za ostale stranice izrađujemo samo-
stalne šablone. Naravno, moramo predvidjeti koliko puta stranice trebamo umnožiti i
za koliko gotovih proizvoda, a zatim, ako je to potrebno, izraditi za neke stranice više
istih šablona. Jedna šablona može izdržati samo manji broj kopiranja.
83

Sl. 1. Oblikovani osušeni Sl. 2. Crtanje modela šablone Sl. 3. Izrezivanje nacrtanog
glineni proizvod prema mjerama stranica modela šablone
gotovog proizvoda
Sl. 4. Izrezane šablone prema gotovom Sl. 5. Izrezivanje glinene plohe u svježoj glini uz pomoć
modelu proizvoda šablone
Nakon što smo isplanirali cijeli postupak i izrezali odgovarajuće šablone, možemo
započeti s izradom potrebnih ploha. Najprije je potrebno izvaljati nešto veću glinenu
plohu određene debljine (debljina stranice ovisi o širini i visini iste). Iz izvaljane glinene
plohe (većih dimenzija) izrezat ćemo pomoću šablone više manjih ploha za stranice
neke posude. Na ravnomjerno izvaljanu glinenu plohu postavit ćemo šablonu i organi-
zirati prostor glinene plohe u odnosu na potreban broj glinenih ploha koje je potrebno
izrezati.
Prema planu izrezivanja započinjemo s preciznim izrezivanjem glinenih ploha. Izrezi-
vanje je potrebno izvoditi ravnalom i nožićem postavljenim okomito na podlogu reza-
nja kako bismo što točnije i jednolično izrezali glinene plohe. Zatim podignemo
84
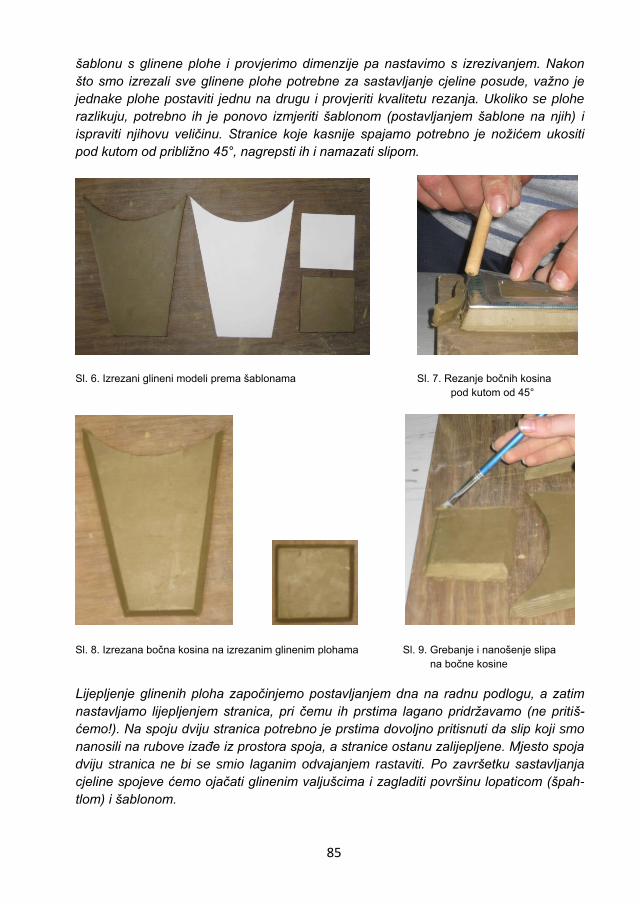
šablonu s glinene plohe i provjerimo dimenzije pa nastavimo s izrezivanjem. Nakon
što smo izrezali sve glinene plohe potrebne za sastavljanje cjeline posude, važno je
jednake plohe postaviti jednu na drugu i provjeriti kvalitetu rezanja. Ukoliko se plohe
razlikuju, potrebno ih je ponovo izmjeriti šablonom (postavljanjem šablone na njih) i
ispraviti njihovu veličinu. Stranice koje kasnije spajamo potrebno je nožićem ukositi
pod kutom od približno 45°, nagrepsti ih i namazati slipom.
Sl. 6. Izrezani glineni modeli prema šablonama Sl. 7. Rezanje bočnih kosina
pod kutom od 45°
Sl. 8. Izrezana bočna kosina na izrezanim glinenim plohama Sl. 9. Grebanje i nanošenje slipa
na bočne kosine
Lijepljenje glinenih ploha započinjemo postavljanjem dna na radnu podlogu, a zatim
nastavljamo lijepljenjem stranica, pri čemu ih prstima lagano pridržavamo (ne pritiš-
ćemo!). Na spoju dviju stranica potrebno je prstima dovoljno pritisnuti da slip koji smo
nanosili na rubove izađe iz prostora spoja, a stranice ostanu zalijepljene. Mjesto spoja
dviju stranica ne bi se smio laganim odvajanjem rastaviti. Po završetku sastavljanja
cjeline spojeve ćemo ojačati glinenim valjušcima i zagladiti površinu lopaticom (špah-
tlom) i šablonom.
85
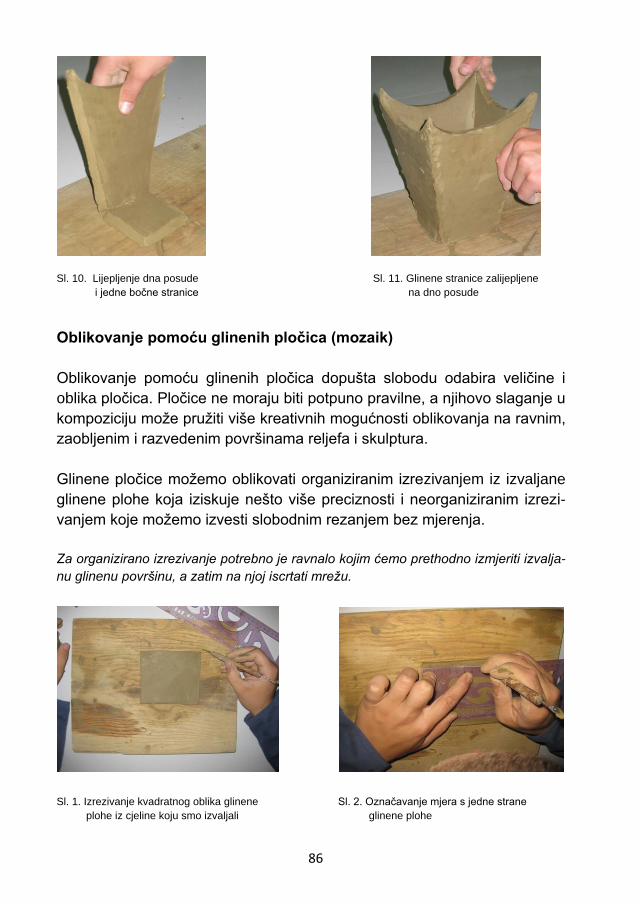
Sl. 10. Lijepljenje dna posude Sl. 11. Glinene stranice zalijepljene
i jedne bočne stranice na dno posude
Oblikovanje pomoću glinenih pločica (mozaik)
Oblikovanje pomoću glinenih pločica dopušta slobodu odabira veličine i
oblika pločica. Pločice ne moraju biti potpuno pravilne, a njihovo slaganje u
kompoziciju može pružiti više kreativnih mogućnosti oblikovanja na ravnim,
zaobljenim i razvedenim površinama reljefa i skulptura.
Glinene pločice možemo oblikovati organiziranim izrezivanjem iz izvaljane
glinene plohe koja iziskuje nešto više preciznosti i neorganiziranim izrezi-
vanjem koje možemo izvesti slobodnim rezanjem bez mjerenja.
Za organizirano izrezivanje potrebno je ravnalo kojim ćemo prethodno izmjeriti izvalja-
nu glinenu površinu, a zatim na njoj iscrtati mrežu.
Sl. 1. Izrezivanje kvadratnog oblika glinene Sl. 2. Označavanje mjera s jedne strane
plohe iz cjeline koju smo izvaljali glinene plohe
86

Mrežu iscrtavamo urezivanjem u razmacima od jednog centimetra po dužini i širini
glinene plohe. Nakon što u glinenu površinu urežemo mjere, pomoću ravnala spojimo
sve nasuprotno označene mjere.
Sl. 3. Označavanje mjera s druge strane Sl. 4. Spajanje oznaka laganim rezom nožića
glinene plohe
Tako urezanu mrežu izrežemo u trake pazeći da ih međusobno ne odvajamo. Pri re-
zanju glinenih traka nožić je potrebno držati okomito na podlogu i nagnuti ga u smjeru
povlačenja kako bismo dobili što pravilniji rez. Nakon što smo glinene trake izrezali po
širini i dužini (prema urezanoj mreži), dobili smo pločice koje je vrhom nožića potrebno
pažljivo odvojiti.
Sl. 5. Prikaz urezane (označene) mreže Sl. 6. Postupak rezanja (jedan smjer)
Sl. 7. Postupak rezanja (dugi smjer) Sl. 8. Prikaz izrezanih pločica/kockica
87

Izrezane pločice možemo lijepiti na željenu podlogu ili s njima graditi određenu kom-
poziciju. Pločice lijepimo slipom i slažemo jednu do druge. Glinene pločice možemo
postavljati i na ranije pripremljen urezani crtež na sirovoj glinenoj površini prateći dije-
love crteža (poput izrade mozaika). Slip nanosimo kistom na one plohe glinenih pločica koje se lijepe, a zatim ih vršcima
prstiju lijepimo jednu s drugom ili na željenu podlogu. Pritom je važno ne oštetiti ploči-
ce, a pritisak prstima mora biti odmjeren i lagan.
Sl. 9. Nanošenje slipa na bočnu plohu kockice Sl. 10. Lijepljenje dviju glinenih kockica
Kada lijepimo bočne plohe glinenih kockica (dok su još svježe), možemo ih slagati
pravocrtno, a moguće ih je i rotirati.
Mjesto spajanja dviju glinenih kockica možemo pročistiti nožićem (odstraniti višak
slipa), a zatim, nakon što se površina gline djelomično osuši, zagladiti spužvom mjesto
spajanja. Pri lijepljenju se pločice ne smiju razdvajati. Cjelinu spojenih (slijepljenih)
glinenih pločica treba što manje odvajati od radne podloge (u suprotnom će se kom-
pozicija raspadati). Ukoliko mozaik postavljamo na ranije oblikovanu glinenu podlogu
(npr. vaze i sl.), nećemo imati sličnih problema jer će glinene pločice već imati čvrstu
glinenu podlogu.
Sl. 11. Lijepljenje glinenih pločica/kockica Sl. 12. Način rotiranja dvoredno oblikovanih
(dvoredno) pločica
88
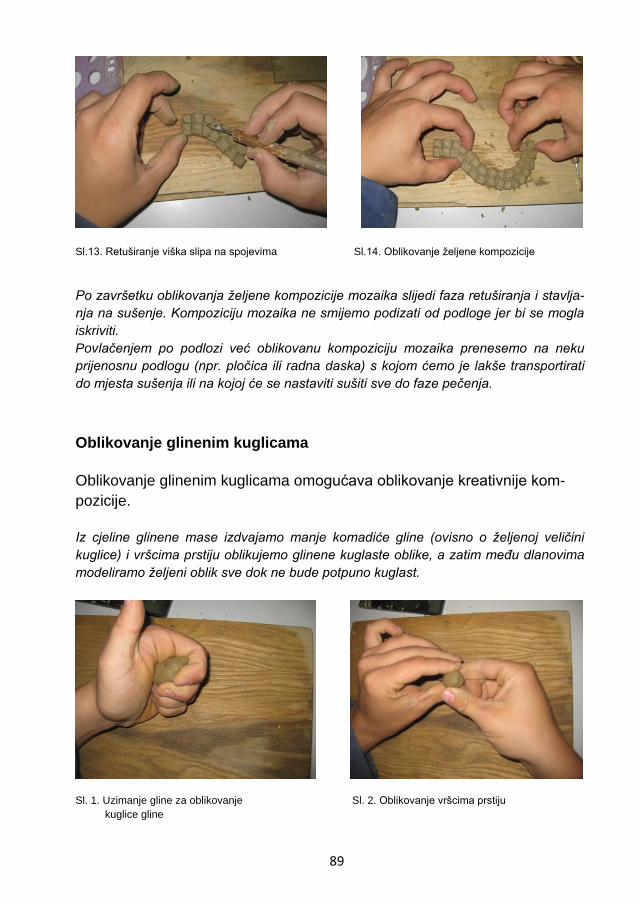
Sl.13. Retuširanje viška slipa na spojevima Sl.14. Oblikovanje željene kompozicije
Po završetku oblikovanja željene kompozicije mozaika slijedi faza retuširanja i stavlja-
nja na sušenje. Kompoziciju mozaika ne smijemo podizati od podloge jer bi se mogla
iskriviti.
Povlačenjem po podlozi već oblikovanu kompoziciju mozaika prenesemo na neku
prijenosnu podlogu (npr. pločica ili radna daska) s kojom ćemo je lakše transportirati
do mjesta sušenja ili na kojoj će se nastaviti sušiti sve do faze pečenja.
Oblikovanje glinenim kuglicama
Oblikovanje glinenim kuglicama omogućava oblikovanje kreativnije kom-
pozicije.
Iz cjeline glinene mase izdvajamo manje komadiće gline (ovisno o željenoj veličini
kuglice) i vršcima prstiju oblikujemo glinene kuglaste oblike, a zatim među dlanovima
modeliramo željeni oblik sve dok ne bude potpuno kuglast.
Sl. 1. Uzimanje gline za oblikovanje Sl. 2. Oblikovanje vršcima prstiju
kuglice gline
89
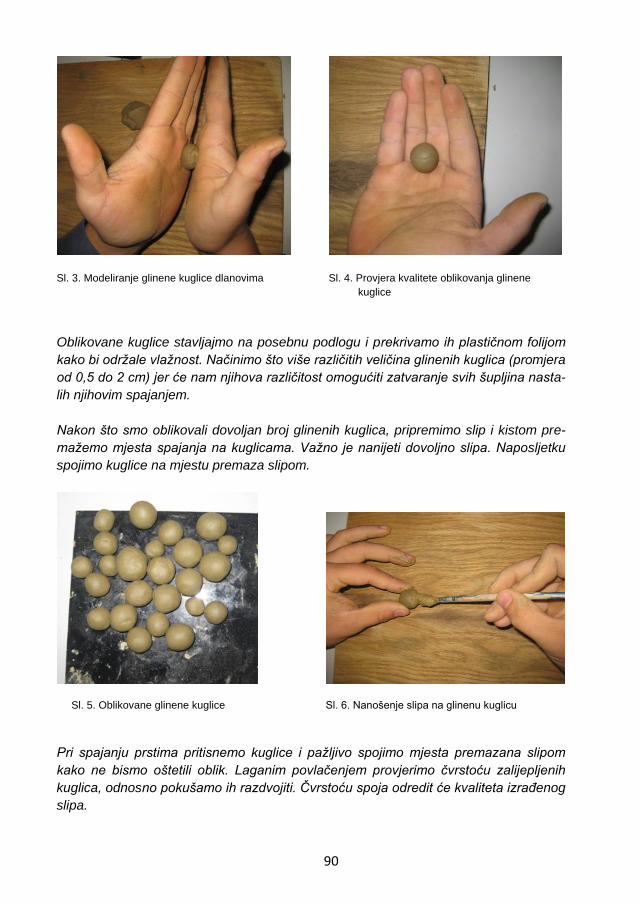
Sl. 3. Modeliranje glinene kuglice dlanovima Sl. 4. Provjera kvalitete oblikovanja glinene
kuglice
Oblikovane kuglice stavljajmo na posebnu podlogu i prekrivamo ih plastičnom folijom
kako bi održale vlažnost. Načinimo što više različitih veličina glinenih kuglica (promjera
od 0,5 do 2 cm) jer će nam njihova različitost omogućiti zatvaranje svih šupljina nasta-
lih njihovim spajanjem.
Nakon što smo oblikovali dovoljan broj glinenih kuglica, pripremimo slip i kistom pre-
mažemo mjesta spajanja na kuglicama. Važno je nanijeti dovoljno slipa. Naposljetku
spojimo kuglice na mjestu premaza slipom.
Sl. 5. Oblikovane glinene kuglice Sl. 6. Nanošenje slipa na glinenu kuglicu
Pri spajanju prstima pritisnemo kuglice i pažljivo spojimo mjesta premazana slipom
kako ne bismo oštetili oblik. Laganim povlačenjem provjerimo čvrstoću zalijepljenih
kuglica, odnosno pokušamo ih razdvojiti. Čvrstoću spoja odredit će kvaliteta izrađenog
slipa.
90

Sl. 7. Spajanje dviju glinenih kuglica Sl. 8. Spajanje dviju kuglica laganim pritiskom
Sl. 9. Spajanje glinenih kuglica u nizu Sl. 10. Provjera spojenih kuglica (slip je vidljiv)
Slaganje glinenih kuglica u željenu kompoziciju ovisi o našoj kreativnoj
mašti.
Prilikom spajanja glinenih kuglica (ako su veće i podjednake veličine), stvaraju se
neispunjene šupljine između kuglica. Šupljine možemo maskirati (zatvoriti) utiskiva-
njem mekane gline i slipa pomoću štapića (npr. držalom kista ili četkom kista).
Sl. 11. Lijepljenje glinenih kuglica u kompoziciju Sl. 12. Zatvaranje (retuširanje) šupljina kistom
91
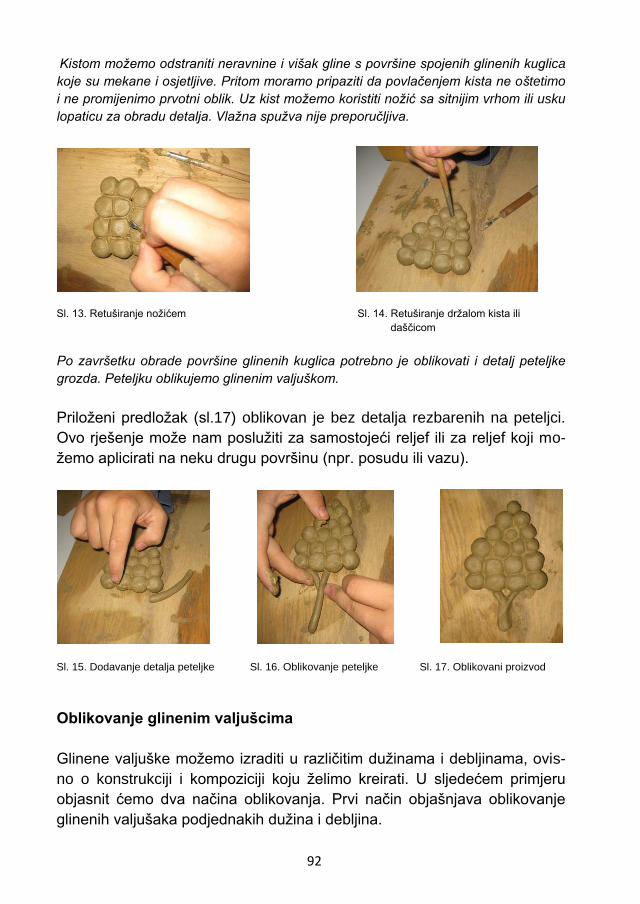
Kistom možemo odstraniti neravnine i višak gline s površine spojenih glinenih kuglica
koje su mekane i osjetljive. Pritom moramo pripaziti da povlačenjem kista ne oštetimo
i ne promijenimo prvotni oblik. Uz kist možemo koristiti nožić sa sitnijim vrhom ili usku
lopaticu za obradu detalja. Vlažna spužva nije preporučljiva.
Sl. 13. Retuširanje nožićem Sl. 14. Retuširanje držalom kista ili
daščicom
Po završetku obrade površine glinenih kuglica potrebno je oblikovati i detalj peteljke
grozda. Peteljku oblikujemo glinenim valjuškom.
Priloženi predložak (sl.17) oblikovan je bez detalja rezbarenih na peteljci.
Ovo rješenje može nam poslužiti za samostojeći reljef ili za reljef koji mo-
žemo aplicirati na neku drugu površinu (npr. posudu ili vazu).
Sl. 15. Dodavanje detalja peteljke Sl. 16. Oblikovanje peteljke Sl. 17. Oblikovani proizvod
Oblikovanje glinenim valjušcima
Glinene valjuške možemo izraditi u različitim dužinama i debljinama, ovis-
no o konstrukciji i kompoziciji koju želimo kreirati. U sljedećem primjeru
objasnit ćemo dva načina oblikovanja. Prvi način objašnjava oblikovanje
glinenih valjušaka podjednakih dužina i debljina.
92
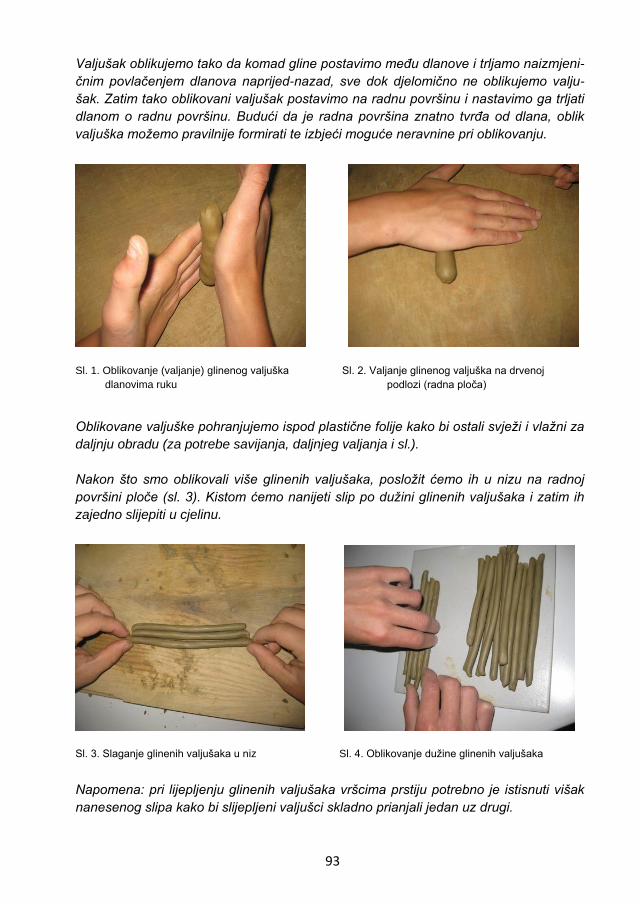
Valjušak oblikujemo tako da komad gline postavimo među dlanove i trljamo naizmjeni-
čnim povlačenjem dlanova naprijed-nazad, sve dok djelomično ne oblikujemo valju-
šak. Zatim tako oblikovani valjušak postavimo na radnu površinu i nastavimo ga trljati
dlanom o radnu površinu. Budući da je radna površina znatno tvrđa od dlana, oblik
valjuška možemo pravilnije formirati te izbjeći moguće neravnine pri oblikovanju.
Sl. 1. Oblikovanje (valjanje) glinenog valjuška Sl. 2. Valjanje glinenog valjuška na drvenoj
dlanovima ruku podlozi (radna ploča)
Oblikovane valjuške pohranjujemo ispod plastične folije kako bi ostali svježi i vlažni za
daljnju obradu (za potrebe savijanja, daljnjeg valjanja i sl.).
Nakon što smo oblikovali više glinenih valjušaka, posložit ćemo ih u nizu na radnoj
površini ploče (sl. 3). Kistom ćemo nanijeti slip po dužini glinenih valjušaka i zatim ih
zajedno slijepiti u cjelinu.
Sl. 3. Slaganje glinenih valjušaka u niz Sl. 4. Oblikovanje dužine glinenih valjušaka
Napomena: pri lijepljenju glinenih valjušaka vršcima prstiju potrebno je istisnuti višak
nanesenog slipa kako bi slijepljeni valjušci skladno prianjali jedan uz drugi.
93
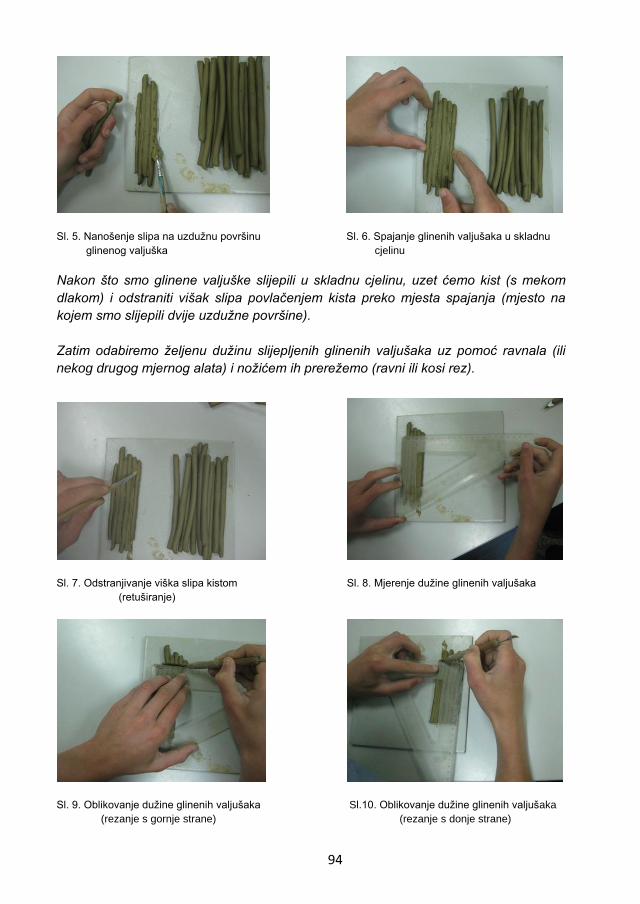
Sl. 5. Nanošenje slipa na uzdužnu površinu Sl. 6. Spajanje glinenih valjušaka u skladnu
glinenog valjuška cjelinu
Nakon što smo glinene valjuške slijepili u skladnu cjelinu, uzet ćemo kist (s mekom
dlakom) i odstraniti višak slipa povlačenjem kista preko mjesta spajanja (mjesto na
kojem smo slijepili dvije uzdužne površine).
Zatim odabiremo željenu dužinu slijepljenih glinenih valjušaka uz pomoć ravnala (ili
nekog drugog mjernog alata) i nožićem ih prerežemo (ravni ili kosi rez).
Sl. 7. Odstranjivanje viška slipa kistom Sl. 8. Mjerenje dužine glinenih valjušaka
(retuširanje)
Sl. 9. Oblikovanje dužine glinenih valjušaka Sl.10. Oblikovanje dužine glinenih valjušaka
(rezanje s gornje strane) (rezanje s donje strane)
94

Pri oblikovanju dužine pojedinačnih cjelina slijepljenih glinenih valjušaka ravnalom
ćemo izmjeriti, a nožićem označiti mjesta pojedinih rezova (udaljenost rezova može
biti iste ili različite dužine).
Pri izrezivanju je važno nožićem izvoditi okomiti rez jer ćemo rezanjem na taj način (u
daljnjem postupku) lakše spajati i zatim iznova lijepiti netom izrezane cjeline.
Sl. 11. Označavanje dužina pojedinačnih cjelina Sl. 12. Rezanje cjelina okomitim rezom
Izrezane dijelove možemo nadalje dvojako slagati: rotacijom zasebnih cje-
lina ili preslagivanjem cjelina u drugi niz spajajući ih slipom.
Sl. 13. Premazivanje valjušaka slipom u Sl. 14. Lijepljenje valjušaka u novu cjelinu
novu cjelinu
U sljedećem primjeru prikazat ćemo oblikovanje glinenih valjušaka savija-
njem i isprepletanjem njihovih površina.
95

Sl. 15. Mjerenje iste dužine glinenih valjušaka Sl. 16. Savijanje valjušaka u oblik vala
(tri valjuška u nizu)
Glinene valjuške savijamo, sa što manje dodira, u željeni oblik vala. Kako bismo sma-
njili mogućnost oštećenja u postupku oblikovanja, potrebno je vršcima prstiju što ma-
nje dodirivati osjetljivu površinu glinenih valjušaka.
Sl. 17. Ponavljanje postupka oblikovanja Sl. 18. Savijanje valjušaka u oblik vala
(novi oblik vala) (u suprotnom smjeru)
Okončavši postupak savijanja glinenih valjušaka, potrebno je razdvojene savinute
valjuške namazati slipom, spojiti ih i pritom zalijepiti. Glinene valjuške spajamo laga-
nim pritiskom prstiju ne podižući ih s radne površine. Rubne dijelove valjušaka poželj-
no je odrezati ravno.
Sl. 19. Razdvajanje valjušaka i premazivanje Sl. 20. Spajanje valjušaka pritiskom prstiju
slipom
96

Nakon što smo odrezali rubove, potrebno je fino obraditi spojeve (retuširanje).
Sl. 21. Rezanje nepotrebne dužine valjušaka Sl. 22. Oblikovani modeli (oblik vala)
Oblikovane cjeline glinenih valjušaka u obliku vala ispreplest ćemo u konačan oblik
pletera.
Važno je da mjesto prepletanja već oblikovanih cjelina glinenih valjušaka u obliku vala
premažemo slipom i potom lagano prstima pritisnemo ne deformirajući im oblik.
Nakon postupka lijepljenja kistom zagladimo (retuširamo) mjesta spajanja. Zaglađiva-
nje površine vlažnom spužvom možemo izvoditi i kasnije.
Postupak preplitanja izvodimo tako da jednu cjelinu glinenih valjušaka u obliku vala
polegnemo na radnu ploču, a završetak druge cjeline, također u obliku vala, pod-
vučemo ispod polegnute cjeline vala.
Sl. 23. Postupak podvlačenja dviju cjelina vala Sl. 24. Postupak spajanja dviju cjelina vala
u oblik pletera
97
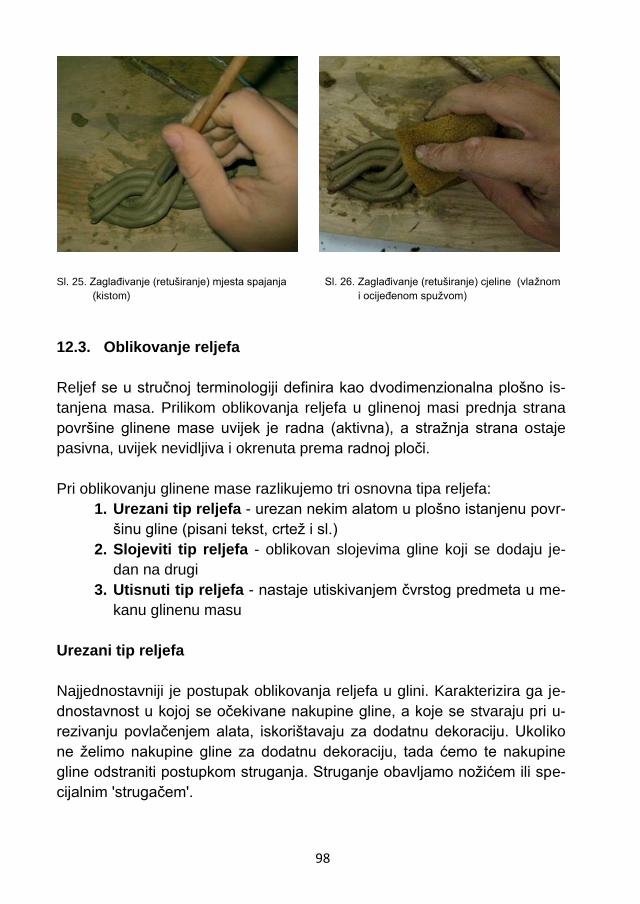
Sl. 25. Zaglađivanje (retuširanje) mjesta spajanja Sl. 26. Zaglađivanje (retuširanje) cjeline (vlažnom
(kistom) i ocijeđenom spužvom)
12.3. Oblikovanje reljefa
Reljef se u stručnoj terminologiji definira kao dvodimenzionalna plošno is-
tanjena masa. Prilikom oblikovanja reljefa u glinenoj masi prednja strana
površine glinene mase uvijek je radna (aktivna), a stražnja strana ostaje
pasivna, uvijek nevidljiva i okrenuta prema radnoj ploči.
Pri oblikovanju glinene mase razlikujemo tri osnovna tipa reljefa:
1. Urezani tip reljefa - urezan nekim alatom u plošno istanjenu povr-
šinu gline (pisani tekst, crtež i sl.)
2. Slojeviti tip reljefa - oblikovan slojevima gline koji se dodaju je-
dan na drugi
3. Utisnuti tip reljefa - nastaje utiskivanjem čvrstog predmeta u me-
kanu glinenu masu
Urezani tip reljefa
Najjednostavniji je postupak oblikovanja reljefa u glini. Karakterizira ga je-
dnostavnost u kojoj se očekivane nakupine gline, a koje se stvaraju pri u-
rezivanju povlačenjem alata, iskorištavaju za dodatnu dekoraciju. Ukoliko
ne želimo nakupine gline za dodatnu dekoraciju, tada ćemo te nakupine
gline odstraniti postupkom struganja. Struganje obavljamo nožićem ili spe-
cijalnim 'strugačem'.
98
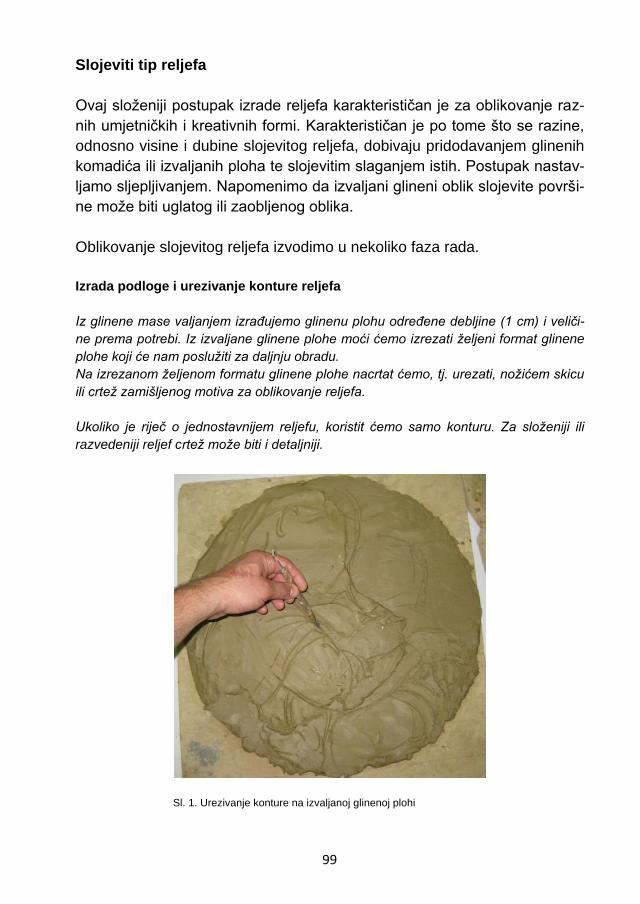
Slojeviti tip reljefa
Ovaj složeniji postupak izrade reljefa karakterističan je za oblikovanje raz-
nih umjetničkih i kreativnih formi. Karakterističan je po tome što se razine,
odnosno visine i dubine slojevitog reljefa, dobivaju pridodavanjem glinenih
komadića ili izvaljanih ploha te slojevitim slaganjem istih. Postupak nastav-
ljamo sljepljivanjem. Napomenimo da izvaljani glineni oblik slojevite površi-
ne može biti uglatog ili zaobljenog oblika.
Oblikovanje slojevitog reljefa izvodimo u nekoliko faza rada.
Izrada podloge i urezivanje konture reljefa
Iz glinene mase valjanjem izrađujemo glinenu plohu određene debljine (1 cm) i veliči-
ne prema potrebi. Iz izvaljane glinene plohe moći ćemo izrezati željeni format glinene
plohe koji će nam poslužiti za daljnju obradu.
Na izrezanom željenom formatu glinene plohe nacrtat ćemo, tj. urezati, nožićem skicu
ili crtež zamišljenog motiva za oblikovanje reljefa.
Ukoliko je riječ o jednostavnijem reljefu, koristit ćemo samo konturu. Za složeniji ili
razvedeniji reljef crtež može biti i detaljniji.
Sl. 1. Urezivanje konture na izvaljanoj glinenoj plohi
99

Izrezivanje, postavljanje i lijepljenje glinenih ploha za građenje reljefa
Iz glinene mase izvaljat ćemo dodatne glinene plohe debljine 0,5 cm sličnih dimenzija.
Iz novo izvaljanih glinenih ploha izrezivat ćemo razne pojedine ''oblike'', već prema
planu i potrebi, koje ćemo lijepiti unutar urezanih kontura crteža. Nakon što smo ispla-
nirali slijed postavljanja pojedinih oblika, započet ćemo s njihovim slojevitim postavlja-
njem i lijepljenjem unutar urezanih kontura crteža. Proces postavljanja i sljepljivanja
započet ćemo postavljanjem oblika većih dimenzija na koje ćemo kasnije slojevito
dograđivati manje oblike i ostale detalje.
Premazivanje i lijepljenje izvodimo slipom koji nanosimo lopaticom, prstima ili kistom.
Sl. 2. Postavljanje oblika unutar urezane konture Sl. 3. Lijepljenje oblika većih dimenzija
Sl. 4. Premazivanje 'slipom' i lijepljenje
100

Oblikovanje volumena i postupak ''pročišćavanja''
Prilikom lijepljenja glinene plohe na već postavljenu važno je novo postavljanu plohu
kvalitetno pritisnuti i lopaticom za oblikovanje potisnuti slijepljenu glinenu plohu uzduž
cijele njene površine kako bismo istisnuli zarobljeni zrak na mjestu spajanja. Lopati-
com za oblikovanje moramo oblikovati spojeve ploha, kao i osnovne oblike volumena,
želimo li dobiti ukošene i zaobljene površine, posebno kod osnovne konstrukcije. Obli-
kovanje volumena izvodimo na taj način da lopaticu naginjemo i njome pritišćemo
površinu gline (to možemo činiti i prstima, nožićem, štapićem i sl.).
Sl. 5. Oblikovanje rubnih dijelova volumena Sl. 6. Oblikovanje rubnih dijelova volumena
(poravnavanje lijevo) (poravnavanje desno)
Naginjanjem lopatice (špahtle) oblikujemo ''voluminoznost'' osnovnih oblika, bez osta-
lih detalja. Važno je preciznije oblikovati osnovne elemente konstrukcije jer će njihov
smještaj unutar kompozicije određivati daljnje oblikovanje.
Sl. 7. Potiskivanje glinene površine Sl. 8. Oblikovanje ostalih površina
(lopaticom) prema iscrtanom modelu
101
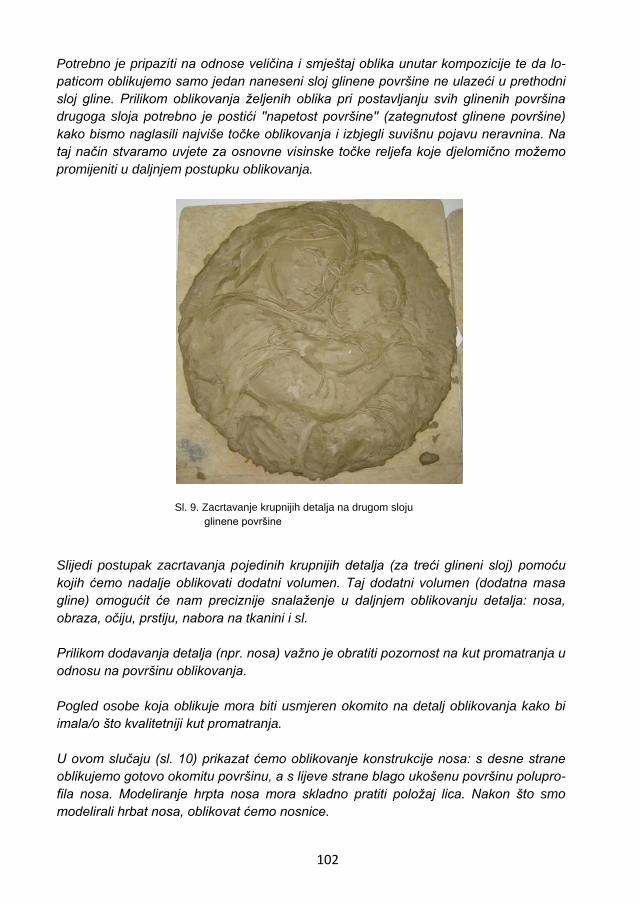
Potrebno je pripaziti na odnose veličina i smještaj oblika unutar kompozicije te da lo-
paticom oblikujemo samo jedan naneseni sloj glinene površine ne ulazeći u prethodni
sloj gline. Prilikom oblikovanja željenih oblika pri postavljanju svih glinenih površina
drugoga sloja potrebno je postići ''napetost površine'' (zategnutost glinene površine)
kako bismo naglasili najviše točke oblikovanja i izbjegli suvišnu pojavu neravnina. Na
taj način stvaramo uvjete za osnovne visinske točke reljefa koje djelomično možemo
promijeniti u daljnjem postupku oblikovanja.
Sl. 9. Zacrtavanje krupnijih detalja na drugom sloju
glinene površine
Slijedi postupak zacrtavanja pojedinih krupnijih detalja (za treći glineni sloj) pomoću
kojih ćemo nadalje oblikovati dodatni volumen. Taj dodatni volumen (dodatna masa
gline) omogućit će nam preciznije snalaženje u daljnjem oblikovanju detalja: nosa,
obraza, očiju, prstiju, nabora na tkanini i sl.
Prilikom dodavanja detalja (npr. nosa) važno je obratiti pozornost na kut promatranja u
odnosu na površinu oblikovanja.
Pogled osobe koja oblikuje mora biti usmjeren okomito na detalj oblikovanja kako bi
imala/o što kvalitetniji kut promatranja.
U ovom slučaju (sl. 10) prikazat ćemo oblikovanje konstrukcije nosa: s desne strane
oblikujemo gotovo okomitu površinu, a s lijeve strane blago ukošenu površinu polupro-
fila nosa. Modeliranje hrpta nosa mora skladno pratiti položaj lica. Nakon što smo
modelirali hrbat nosa, oblikovat ćemo nosnice.
102

Slijedi oblikovanje očiju i područja oko očiju. Slojevito ćemo oblikovati anatomske dije-
love oka: izrađujemo kuglicu, spljoštimo je i tako oblikovanu zalijepimo na predviđeno
mjesto.
Zatim oblikujemo maleni valjušak za oblikovanje donjeg kapka, lijepimo ga preko pos-
tavljene glinene kuglice (s donje strane) te oblikujemo nešto širi valjušak i lijepimo ga
(s gornje strane) za oblikovanje gornjeg kapka. Na taj način dobili smo tzv. ''slojeviti
reljefni oblik'' oka, dok konačni položaj oka oblikujemo prema nagibu glave i položaju
nosa.
Na primjeru oblikovanja oka (sl. 11) možemo vidjeti kako s desne strane oblikujemo
okomitiju površinu gline, a s lijeve strane oblikujemo površinu s manjim nagibom (vrlo
mali nagib).
Sl.10. Oblikovanje konstrukcije nosa Sl. 11. Oblikovanje konstrukcije oka
Nanošenjem trećeg sloja glinene mase oblikujemo preostale dijelove lica (obraz, usne,
brada, čeljust).
Obraz oblikujemo tako da pripremljenu masu gline nanesemo na već označeno mjesto
(drugi sloj) i potom je razvlačimo sve dok ne formiramo željeni oblik.
Jednostavnim postupkom oblikujemo usne: manji glineni valjušak lijepimo na zamiš-
ljeno mjesto donje usne (ispod urezane crte), a nešto veći valjušak lijepimo na mjesto
gornje usne (iznad urezane crte).
Glinene valjuške oblikujemo s naglašenim šiljatim završecima, dok središnju masu
valjuška neznatno zadebljamo.
103
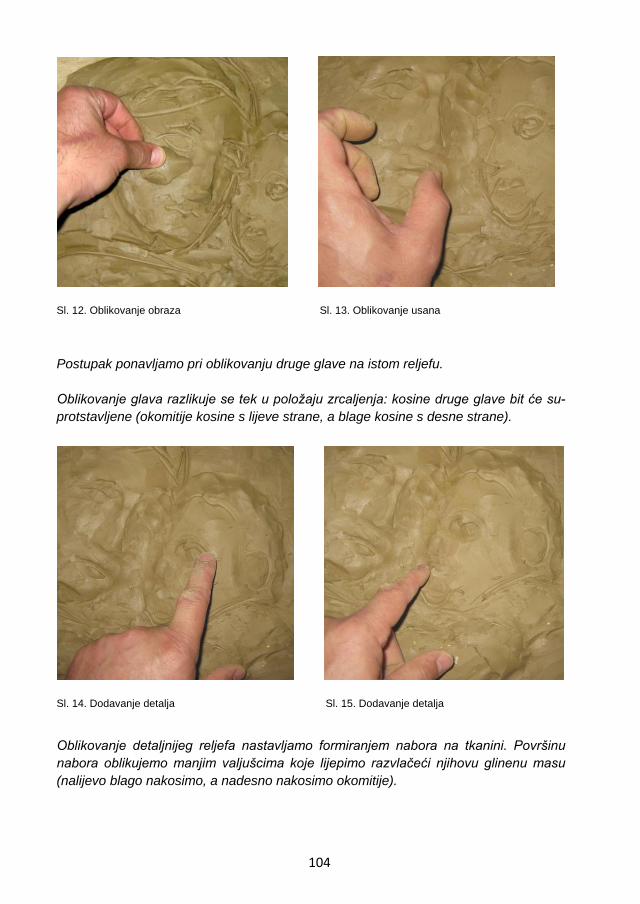
Sl. 12. Oblikovanje obraza Sl. 13. Oblikovanje usana
Postupak ponavljamo pri oblikovanju druge glave na istom reljefu.
Oblikovanje glava razlikuje se tek u položaju zrcaljenja: kosine druge glave bit će su-
protstavljene (okomitije kosine s lijeve strane, a blage kosine s desne strane).
Sl. 14. Dodavanje detalja Sl. 15. Dodavanje detalja
Oblikovanje detaljnijeg reljefa nastavljamo formiranjem nabora na tkanini. Površinu
nabora oblikujemo manjim valjušcima koje lijepimo razvlačeći njihovu glinenu masu
(nalijevo blago nakosimo, a nadesno nakosimo okomitije).
104

Sl. 16. Oblikovanje nabora plašta Sl. 17. Oblikovanje nabora rukava
Sl. 18. Sirovo oblikovani glineni reljef (treći sloj)
Nakon što smo detaljno oblikovali glineni reljef, postupak oblikovanja nije
okončan. Potrebno je pripremiti podatnost glinene površine za postupak
zaglađivanja: trenutna mekoća glinenih naslaga (prvi, drugi i treći sloj) nije
podatna za daljnju obradu. Površina glinenih slojeva neravnomjerna je i
suviše mekana.
105

Kako bismo ostvarili podatnu mekoću glinene površine, sirovo oblikovani
glineni reljef odmjereno ćemo sušiti od 6 do 12 sati na sobnoj temperaturi
(od 18 do 22 °C) u prikladnim uvjetima. Procesom sušenja glina će popri-
miti ravnomjernu mekoću i postati podatnija za daljnju obradu u postupku
zaglađivanja.
Pri postupku sušenja glineni reljef prekrijemo najlonskim pokrivačem, a
zraku dopuštamo protok s bočnih strana.
Glineni reljef nipošto ne vlažimo. Nakon što je sirovo oblikovani glineni re-
ljef dovoljno odstajao, slijedi postupak zaglađivanja i retuširanja suvišnih
glinenih naslaga (grudice i nepotrebne neravnine). Zaglađivanje se vrši
lopaticom za oblikovanje.
U izmjeničnom postupku retuširanja i zaglađivanja povremeno dodajemo komadiće
gline na pojedina mjesta kako bismo upotpunili oblik koji nam nedostaje.
Sl. 19. Zaglađene površine nabora Sl. 20. Detalj pročišćene površine
Nožićem ili štapićem odstranjujemo suvišne detalje glinene mase i zaglađujemo spo-
jeve novo pridodanih oblika kako bismo dobili čistiju površinu i pritom naglasili slojeve
reljefa. Prilikom zaglađivanja novopostavljenih detalja unutar već oblikovana reljefa ne
smiju se oštećivati ranije komponirani oblici. Nožićem treba pratiti usklađeno oblikova-
ne forme reljefa.
Pri oblikovanju volumena potrebno je, dakle, obratiti pozornost na oblikovanje sitnijih
detalja reljefa. Kao i kod izražavanja volumena, pri oblikovanju detalja nabora važno je
izraziti i detalje volumena prstiju, detalje oka, uha i kose.
106

Sl. 21. Oblikovanje volumena prstiju i šake Sl. 22. Oblikovanje preklopljenih šaka
Pri oblikovanju detalja oka potrebno je, bez urezivanja, iskoristiti ranije postavljene
slojeve gline (iz ranije faze modeliranja oka) i naglasiti debljinu gornjeg i donjeg kapka,
posebno u dodiru s bjeloočnicom oka. Moramo pročistiti sve nakupine gline koje se
stvaraju pri oblikovanju, pazeći na istaknutost volumena. Kod oblikovanja kose važno
je naglasiti kako se glinena masa kojom se modelira kosa izdiže iznad površine čela i
zatim razmješta ispod oblikovana ''vela'', kao i u prostoru iza uha.
Naglašenije izdizanje i udubljivanje glinene mase oblikovat ćemo prema prethodno
prikazanom obrascu oblikovanja kosina (slijeva ili zdesna), ovisno o položaju obliko-
vanih glava.
Sl. 23. Oblikovanje detalja lica Sl. 24. Oblikovanje detalja kose
(pročišćavanje)
Svaki pojedini detalj ima svoj osobni volumen i gradi površinu samoga reljefa. Površi-
na glinenog reljefa može se izdizati ili udubljivati, a izmjenjivanjem i kombiniranjem
ova dva svojstva možemo u konačnici oblikovati cjeloviti reljef.
107

U završnoj fazi oblikovanja reljefa važno je neke dijelove cjeline pročistiti i zagladiti, a
druge naglasiti isticanjem detalja kako bi cjelina reljefa bila razumljiva promatraču, a
poruka koju šaljemo jednostavna za ''čitanje''. Ponekad je nedovršeni reljef ujedno i
najkvalitetniji reljef jer određeni dijelovi reljefa nisu značajan dio poruke koju prenosi-
mo (npr. okolni prostor, prostor tkanine uz rubne dijelove reljefa i sl.).
Utisnuti tip reljefa
Metoda utiskivanje u mekanu površinu gline smatra se jednom od najstari-
jih metoda oblikovanja reljefne površine, pri čemu nastaju udubljenja u gli-
ni. Udubljenje nazivamo negativ, a predmet s kojim se utiskuje pozitiv. Po-
znato je da su najstarije metode utiskivanja bile noktom, vrhom kamena ili
drvenim štapićem.
Sl. 1. Utiskivanje noktom Sl. 2. Utiskivanje zašiljenim Sl. 3. Utiskivanje drvenim
drvenim štapićem štapićem
Utisnuti tip reljefa koristio se i u tehnici kaligrafije, jedne od najstarijih teh-
nika zapisivanja na glinenim pločicama.
U novije vrijeme utiskivanje se izvodi s grubom dekoriranom tkaninom, va-
lovitim kartonom ili nekim drugim reljefnim oblikom, pri čemu ti materijali
ostavljaju motiv svoje teksturirane površine na površini svježe glinene
pločice. Naime, smatra se da takva vrsta reljefa ne bi trebala ovisiti o pos-
tupku dodatnog retuširanja, već se neispravnosti otiska povremeno mogu
smatrati i kreativnim elementima samog postupka. Naravno, to ne vrijedi
za utisnuti tekst koji je namijenjen informiranju javnost. Neispravnosti su
obično vidljive kod neravnomjerno utisnutog segmenta jedne cjeline, stoga
neka cjelina otiska može još na određenim mjestima biti samo djelomično
vidljiva ili potpuno nevidljiva.
108

12.4. Oblikovanje trodimenzionalnog modela s armaturom
Oblikovanje trodimenzionalnog modela razlikuje se ako se radi o većem
modelu i ako je oblikovan tzv. postupkom oblikovanja punog modela, što
znači da nema unutrašnju šupljinu. Ovakav model teže se suši i duže vre-
mena ostaje svjež jer njegova unutrašnja popunjenost sprečava brzo isuši-
vanje. Unatoč tomu, površina gline mora se prekrivati vlažnom tkaninom.
Priprema konstrukcije sa žicom prva je faza u kojoj definiramo karakter
oblikovanog modela. Armaturnu konstrukciju možemo izraditi od drvene
ploče za postolje modela, cijevi za okomiti nosač modela i žice s drvenim
križićima na završetku koja će držati masu gline zajedno i neće dopustiti da
se oblikovana cjelina raspadne.
Sl. 1. Armaturna konstrukcija Sl. 2. Armaturna konstrukcija Sl. 3. Armaturna konstrukcija
za poprsje za figuru čovjeka za figuru životinje
Za armaturu možemo koristiti i mrežu od metalnih žica ako se radi o većoj
plohi. Ako koristimo razne debljine žica, tanje žice možemo naknadno oba-
viti oko debljih žica kako bismo omogućili konstruktivan prostor za kvalitet-
nije nanošenje gline. Na završetke žice obično je potrebno staviti drvene
modele križića (križno postavljene dvije daščice zavezane žicom) koji
sprečavaju da masa gline koju nanosimo klizi po žici prema dolje.
Nanošenje gline na konstrukciju razlikuje se ovisno o motivu oblikovanja.
Pri oblikovanju prvo se nanese masa gline na konstrukciju u donjem dijelu
koja će omogućiti stabilnost armature, a zatim se na nju (prema gore) do-
daje komad po komad gline, sve dok se ne oblikuje osnovni karakter polo-
žaja poprsja. On ovisi o nagibu prsa, vrata i glave (je li glava pognuta ili
zabačena prema natrag, nagnuta u lijevu ili desnu stranu i sl.).
109

Žicu s križićima, čvrsto vezanu za glavnu konstrukciju, važno je pravilno
rasporediti po unutrašnjosti mase gline i pripaziti da se nalazi što dublje,
kako nas kasnije njezino probijanje na površinu ne bi ometalo pri oblikova-
nju.
Sl. 4. Oblikovanje podnožja Sl. 5. Oblikovanje osnovnog Sl. 6. Dovršeni model
karakternog modela
Ako planiramo naknadno dodati neki oblik koji će se nastavljati na osnovni
model, tada žicu s križićem moramo ostaviti viriti na tom mjestu iz površine
gline (obično to činimo za podignutu kosu, šešir i sl.).
Glinu je potrebno nanositi postupkom dodavanja komadića ili komada gline
jedan na drugi i pritiskom ih prstiju lijepiti za osnovnu konstrukciju i žicu.
Kada pritiskivanjem i formiranjem očvrsnemo masu gline na armaturnoj
konstrukciji, možemo nastaviti s daljnjim oblikovanjem na isti način.
Sl. 7. Nanošenje komadića Sl. 8. Razvlačenje nanesenog Sl. 9. Zaglađivanje
gline komadića gline
110
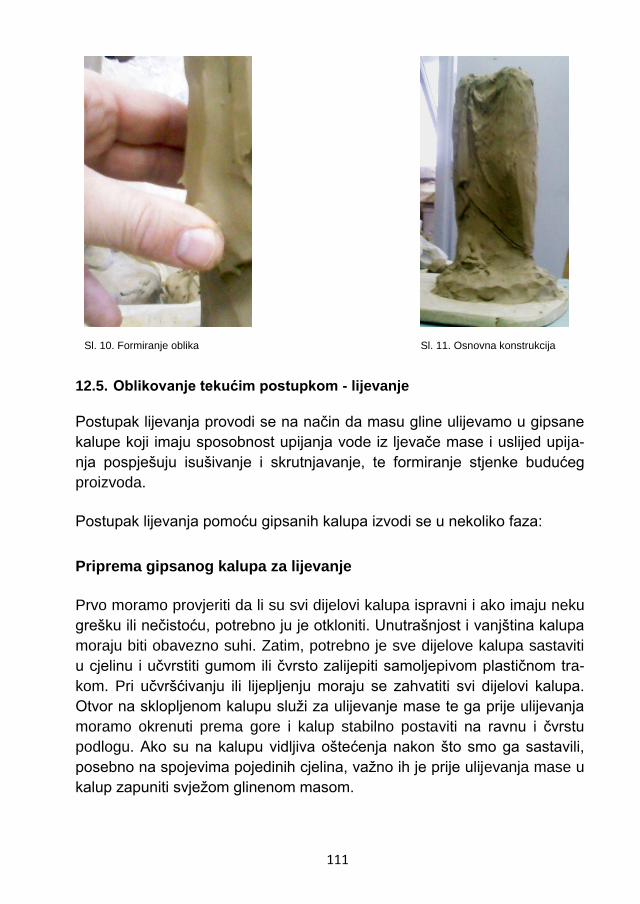
Sl. 10. Formiranje oblika Sl. 11. Osnovna konstrukcija
12.5. Oblikovanje tekućim postupkom - lijevanje
Postupak lijevanja provodi se na način da masu gline ulijevamo u gipsane
kalupe koji imaju sposobnost upijanja vode iz ljevače mase i uslijed upija-
nja pospješuju isušivanje i skrutnjavanje, te formiranje stjenke budućeg
proizvoda.
Postupak lijevanja pomoću gipsanih kalupa izvodi se u nekoliko faza:
Priprema gipsanog kalupa za lijevanje
Prvo moramo provjeriti da li su svi dijelovi kalupa ispravni i ako imaju neku
grešku ili nečistoću, potrebno ju je otkloniti. Unutrašnjost i vanjština kalupa
moraju biti obavezno suhi. Zatim, potrebno je sve dijelove kalupa sastaviti
u cjelinu i učvrstiti gumom ili čvrsto zalijepiti samoljepivom plastičnom tra-
kom. Pri učvršćivanju ili lijepljenju moraju se zahvatiti svi dijelovi kalupa.
Otvor na sklopljenom kalupu služi za ulijevanje mase te ga prije ulijevanja
moramo okrenuti prema gore i kalup stabilno postaviti na ravnu i čvrstu
podlogu. Ako su na kalupu vidljiva oštećenja nakon što smo ga sastavili,
posebno na spojevima pojedinih cjelina, važno ih je prije ulijevanja mase u
kalup zapuniti svježom glinenom masom.
111

Sl. 1. Dijelovi višedijelnog kalupa za lijevanje Sl. 2. Slaganje dijelova u cjelinu
Sl. 3. Složeni dijelovi kalupa, bez podnožja Sl. 4. Složena cjelina kalupa
Priprema ljevače mase i lijevanje
Za kvalitetnu pripremu mase važno se pridržavati napisanih uputa koje
objašnjavaju postupak doziranja elemenata sastava i dobivanja optimalnog
sastava ljevače mase.
Sastav ljevače mase čine voda (H2O), gline i elektroliti. Količina dodane
H2O ovisi o sastavu gline, naime, što je glina masnija treba više H2O. Kod
izrade keramičkih masa koristi se od 30-35 % količine vode, dok se elek-
troliti dodaju u malim količinama, ovisno o vrsti i proizvođaču elektrolita od
6 do 11 % na količinu suhe mase. Kao elektroliti najčešće se koriste: vo-
deno staklo Na2SiO3, soda Na2CO3, amonijevi fosfati i sl. Važno je napo-
menuti da se elektroliti dodaju sastavu mase tako da se prethodno otope u
vodi.
112
Obično se glina ne razrjeđuje samo s jednim elektrolitom, nego se upotreb-
ljava kombinacija. Ako koristimo kruti elektrolit, količina ne smije biti veća
od 0,6 %. Pokusom se odredi najpovoljniji odnos i količina elektrolita.
Ako glinu razrjeđujemo samo sa Na2SiO3 maksimalno možemo dodati 0,6
g ili 38% Na2SiO3. Ako razrjeđujemo s otopinom sode Na2CO3 možemo
dodati 6 g otopine.
primjer: rad sa 10 g sode Na2CO3 - kruto stanje i sa 38% u 100 g vodeno staklo
Na2SiO3
.
Za 0,6 g krutog Na2CO3 treba6 g otopine Na2CO3
10 g Na2CO3+90g H2O=100g ili 10% Na2CO3
U 100g ima 10% Na2CO3 ili 10 g Na2CO3
U 1 kg ima 10% Na2CO3 ili 10 g Na2CO3 =0,1g Na2CO3
100
U 100g 38% Na2SiO3 ima 38g Na2SiO3+62 g H2O
U1kg 38% Na2SiO3 ima 38g Na2SiO3+0,62 g H2O
100
Za 0,38 g krutog Na2SiO3 treba 1 g ili 38% otopine Na2SiO3
Za 0,6 g krutog Na2SiO3 treba x g otopine Na2SiO3
0,38 x =0,6 ·1
x = 0,6 · 1
0,38
x = 1,6 g ili 38% Na2SiO3
za pripremu ljevače mase vrijede sljedeće napomene:
- sastav mora imati optimalni sadržaj vode, jer niži postotak vode će
skratiti vrijeme stvaranja crijepovine i ubrzati sušenje gipsanih kalupa
- dodati optimalnu količinu elektrolita za potrebe razrjeđivanja mase
- masu treba miješati, sve dok se svi sastojci jednoliko ne promiješaju
Nakon što smo masu u velikoj posudi promiješali izdvojiti ćemo potrebnu
količinu mase u drugu posudu, npr. bokal iz kojeg ćemo ulijevati masu u
kalup.
113
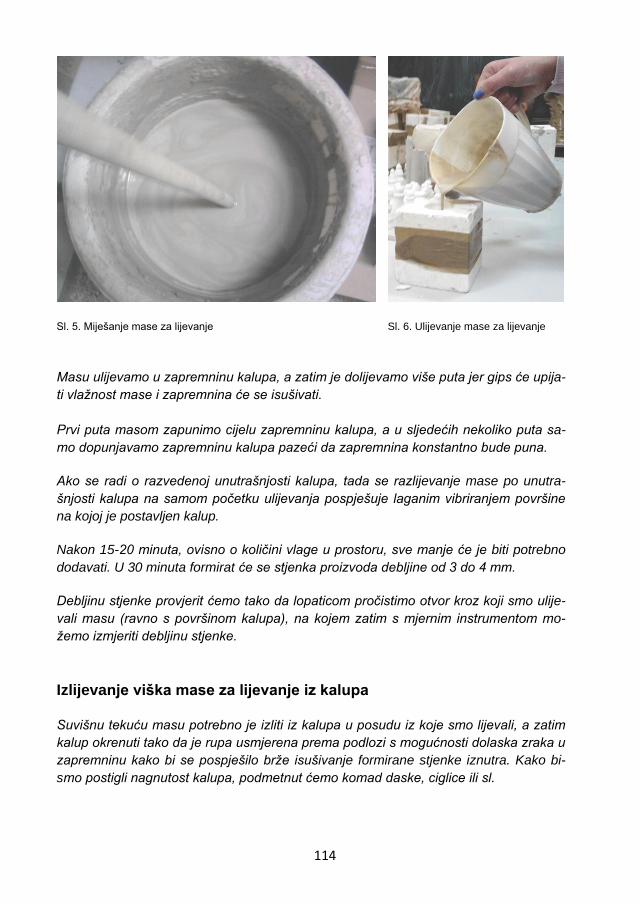
Sl. 5. Miješanje mase za lijevanje Sl. 6. Ulijevanje mase za lijevanje
Masu ulijevamo u zapremninu kalupa, a zatim je dolijevamo više puta jer gips će upija-
ti vlažnost mase i zapremnina će se isušivati.
Prvi puta masom zapunimo cijelu zapremninu kalupa, a u sljedećih nekoliko puta sa-
mo dopunjavamo zapremninu kalupa pazeći da zapremnina konstantno bude puna.
Ako se radi o razvedenoj unutrašnjosti kalupa, tada se razlijevanje mase po unutra-
šnjosti kalupa na samom početku ulijevanja pospješuje laganim vibriranjem površine
na kojoj je postavljen kalup.
Nakon 15-20 minuta, ovisno o količini vlage u prostoru, sve manje će je biti potrebno
dodavati. U 30 minuta formirat će se stjenka proizvoda debljine od 3 do 4 mm.
Debljinu stjenke provjerit ćemo tako da lopaticom pročistimo otvor kroz koji smo ulije-
vali masu (ravno s površinom kalupa), na kojem zatim s mjernim instrumentom mo-
žemo izmjeriti debljinu stjenke.
Izlijevanje viška mase za lijevanje iz kalupa
Suvišnu tekuću masu potrebno je izliti iz kalupa u posudu iz koje smo lijevali, a zatim
kalup okrenuti tako da je rupa usmjerena prema podlozi s mogućnosti dolaska zraka u
zapremninu kako bi se pospješilo brže isušivanje formirane stjenke iznutra. Kako bi-
smo postigli nagnutost kalupa, podmetnut ćemo komad daske, ciglice ili sl.
114

Sl. 7. Okretanje kalupa i postavljanje na otvor
Kalup je u ovom položaju potrebno ostaviti neko vrijeme, sve dok stjenka dovoljno ne
očvrsne. Svakih 5 minuta potrebno ga je zaokrenuti za 90° kako bismo iz svakog deta-
lja zapremnine višak tekućine izlili van i kako bi stjenka lakše i brže sušenjem otvrdnu-
la. Stjenka se kod većih kalupa (30 x 30 cm i više) i razvedenog oblika mora sušiti
najmanje 4 sata, a kod manjih i jednostavnih oblika 3 do 3 i pol sata.
Rastavljanje kalupa
Pri rastavljanju kalupa prvo odstranimo samoljepivu traku, a zatim se prisjetimo kako
naš formirani oblik stoji u kalupu i dio po dio kalupa koji se nalaze na gornjem dijelu
našeg oblika laganim pomicanjem rastavljamo.
Najbolje je isti dan ne rastaviti kalup kompletno, već samo jedan dio, i staviti ga u bli-
zinu radijatora na svježi topli zrak ili u sušaru da se stjenka lijevanog proizvoda dodat-
no osuši. Drugi dan kalup možemo kompletno rastaviti jer će stjenka lijevanog proiz-
voda dovoljno otvrdnuti da se pri laganom dodiru ne deformira.
Kalup je potrebno dodatno očistiti vlažnom spužvom i odstraniti tragove
mase za lijevanje mekanom drvenom lopaticom.
Retuširanje lijevanog proizvoda
Nakon lijevanja odljevci moraju imati što manje tipičnih ljevačkih grešaka
kao što su ljevače mrlje, valovitost površine, šupljine i sl.
Pri retuširanju na pola osušenog odljevka odstranimo spojeve koji su nastali spaja-
njem dijelova kalupa, a vidljivi su na odljevku. Retuširanje izvodimo preciznim nožićem
i raznim tipovima priručnih nožića prikladnih za odstranjivanje nepotrebnih viškova
mase.
115

Sl. 8. Izvađen model iz kalupa Sl. 9. Retuširanje standardnih grešaka
Sl. 10. Retuširanje grešaka nastalih Sl. 11. Zaglađivanje vlažnom spužvom
na spojevima dijelova kalupa
12. 6. Oblikovanje na lončarskom kolu - lončarenje i tokarenje
a) Oblikovanje na lončarskom kolu - lončarenje Lončarenje je vrlo stara vještina poznata još u doba neolitika iz kojeg po-
tječe najstariji uređaj koji prethodi drvenom tradicijskom lončarskom kolu.
Pri radu s takvim uređajem lončar je jednom rukom rotirao drvenu tablu na
stabilnoj kamenoj osnovi, stalku, a drugom rukom (postupkom utiskivanja
glinenog valjuška na tablu) oblikovao glineni predmet ili posudu.
Danas se za lončarenje koriste moderni strojevi na električni pogon na ko-
jima možemo pokretati tablu u raznim brzinama, od vrlo sporog do vrlo
brzog okretanja table uz pomoć ručke ili pedale, i na taj način, koristeći
obje ruke, precizno i vrlo brzo oblikovati željeni proizvod.
116

Lončarenje se izvodi u nekoliko faza:
- priprema alata i pomagala
- priprema gline
- centriranje gline
- izrada centralne šupljine
- podizanje stjenke cilindra
- formiranje oblika.
Priprema alata i pomagala
Od najosnovnijih alata za oblikovanje najosnovnijih proizvoda na lončar-
skom kolu potrebni su nam spužva, žica za rezanje gline i trokutasti stru-
gač ili nožić, a svi drugi alati olakšavaju nam oblikovanje posebnih profila
izvijanja i urezivanja forme te perforiranja mase.
Od pomagala potrebna nam je posuda od približno 3 litre sa širim otvorom
koju koristimo za toplu vodu s kojom povremeno vlažimo dlanove i prste na
rukama i masu gline koju oblikujemo.
Priprema gline
Glina za oblikovanje na lončarskom kolu nešto je mekanija od gline za ru-
čno oblikovanje i moramo je kvalitetno pripremiti.
Prvo moramo glinu promijesiti suhim dlanovima i prstima kako bismo izvukli sav višak
vlage iz gline, ako je to potrebno. Zatim komad gline oblikujemo u oblik kugle udara-
njem gline dlanom ruke i na taj način istiskujemo višak zraka iz gline. Tako pripremlje-
nu glinu u obliku kugle važno je snažnijim bacanjem na tablu kola postaviti u centar
suhe lončarske table dok je tabla u mirovanju. Zatim šake i glinu na tabli navlažimo
vodom u pripremljenoj posudi, a višak vode koji se nakupio na tabli odstranimo spuž-
vom.
Centriranje gline
Slijedi pokretanje table kola (s desna u lijevo, najvećom brzinom) i postav-
ljanje ruku na glinu za izvođenje prve faze centriranja. Postupak centriranja
glinene mase na tabli lončarskog kola odvija se na tradicionalan način:
križanjem dlanova obje ruke i postavljanjem desnog dlana direktno na ko-
mad gline, s prstima lijeve šake preko prstiju desne šake.
117

Sl. 1. Prikaz početne faze centriranja Sl. 2. Ispravljanje neravnina i odstranjivanje
na lončarskom kolu viška slipa
Bočnim dijelom dlana lijeve šake potiskujemo glinu od gore, a prstima lijeve šake vr-
šimo pritisak na prste desne šake i glinu s bočne desne strane održavajući ravnotežu
potiska s palčevima (lijevi palac preko desnog).
Ovaj postav vrijedi za dešnjake, dok za ljevake vrijedi sve jednako uz obrnuti postav
šaka. Pri centriranju glinene mase važno je nagnuti se nad tablu gornjim dijelom tijela i
koristiti podjednako snagu iz ruku uz prikladnu koncentraciju prilikom pritiskivanja prs-
tima.
Povremeno ispravljanje neravnina
izvodi se prilikom provjeravanja
pravilnosti centriranja mase i na-
gomilavanja mase slipa koja se
može nagomilavati pri prevelikom
namakanju mase gline vodom ili pri
korištenju vlažnije spužve kod cen-
triranja (centrirati možete bez spuž-
ve, kao i uz njezinu pomoć).
Sl. 3. Oblikovanje središnje šupljine palčevima
118
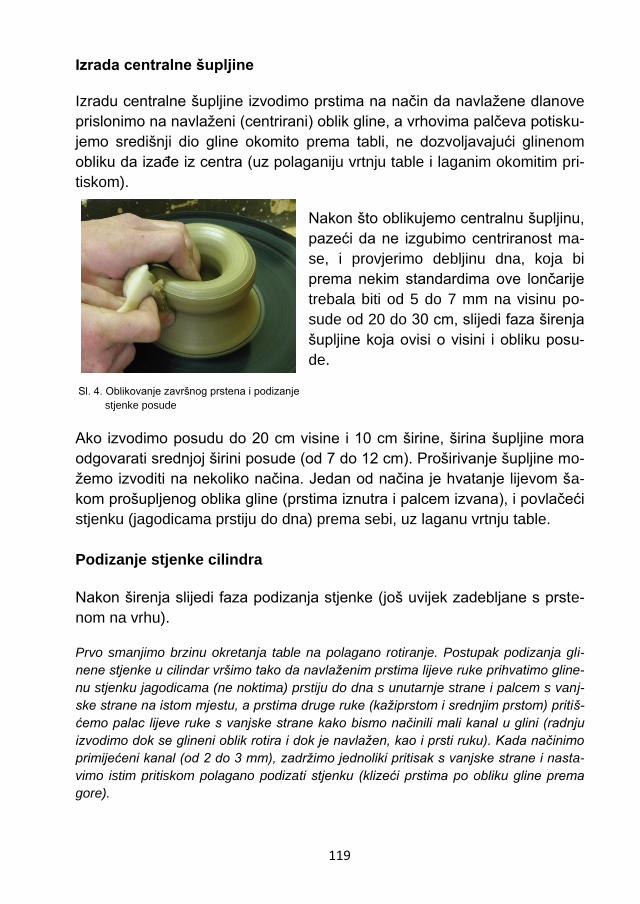
Izrada centralne šupljine
Izradu centralne šupljine izvodimo prstima na način da navlažene dlanove
prislonimo na navlaženi (centrirani) oblik gline, a vrhovima palčeva potisku-
jemo središnji dio gline okomito prema tabli, ne dozvoljavajući glinenom
obliku da izađe iz centra (uz polaganiju vrtnju table i laganim okomitim pri-
tiskom).
Nakon što oblikujemo centralnu šupljinu,
pazeći da ne izgubimo centriranost ma-
se, i provjerimo debljinu dna, koja bi
prema nekim standardima ove lončarije
trebala biti od 5 do 7 mm na visinu po-
sude od 20 do 30 cm, slijedi faza širenja
šupljine koja ovisi o visini i obliku posu-
de.
Sl. 4. Oblikovanje završnog prstena i podizanje
stjenke posude
Ako izvodimo posudu do 20 cm visine i 10 cm širine, širina šupljine mora
odgovarati srednjoj širini posude (od 7 do 12 cm). Proširivanje šupljine mo-
žemo izvoditi na nekoliko načina. Jedan od načina je hvatanje lijevom ša-
kom prošupljenog oblika gline (prstima iznutra i palcem izvana), i povlačeći
stjenku (jagodicama prstiju do dna) prema sebi, uz laganu vrtnju table.
Podizanje stjenke cilindra
Nakon širenja slijedi faza podizanja stjenke (još uvijek zadebljane s prste-
nom na vrhu).
Prvo smanjimo brzinu okretanja table na polagano rotiranje. Postupak podizanja gli-
nene stjenke u cilindar vršimo tako da navlaženim prstima lijeve ruke prihvatimo gline-
nu stjenku jagodicama (ne noktima) prstiju do dna s unutarnje strane i palcem s vanj-
ske strane na istom mjestu, a prstima druge ruke (kažiprstom i srednjim prstom) pritiš-
ćemo palac lijeve ruke s vanjske strane kako bismo načinili mali kanal u glini (radnju
izvodimo dok se glineni oblik rotira i dok je navlažen, kao i prsti ruku). Kada načinimo
primijećeni kanal (od 2 do 3 mm), zadržimo jednoliki pritisak s vanjske strane i nasta-
vimo istim pritiskom polagano podizati stjenku (klizeći prstima po obliku gline prema
gore).
119
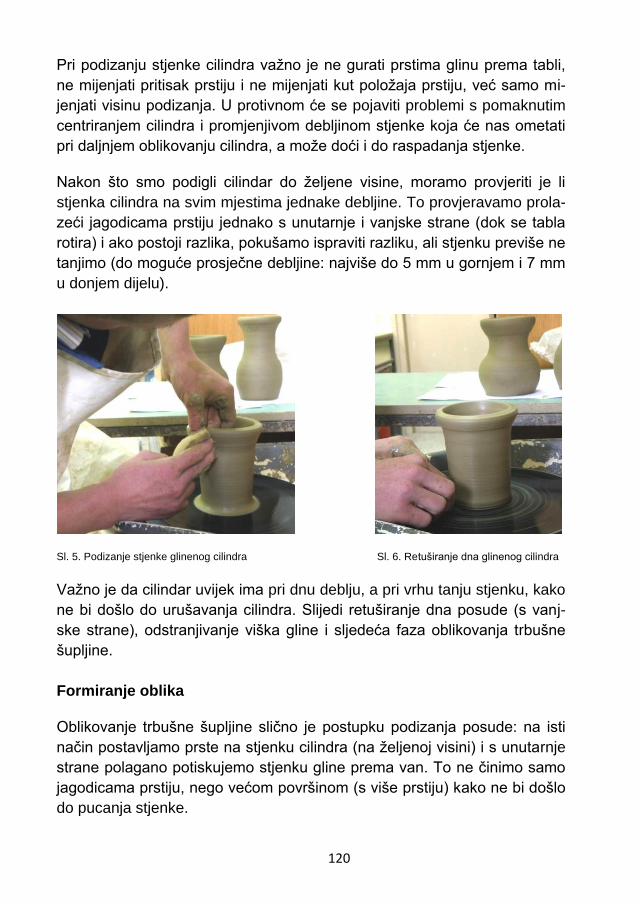
Pri podizanju stjenke cilindra važno je ne gurati prstima glinu prema tabli,
ne mijenjati pritisak prstiju i ne mijenjati kut položaja prstiju, već samo mi-
jenjati visinu podizanja. U protivnom će se pojaviti problemi s pomaknutim
centriranjem cilindra i promjenjivom debljinom stjenke koja će nas ometati
pri daljnjem oblikovanju cilindra, a može doći i do raspadanja stjenke.
Nakon što smo podigli cilindar do željene visine, moramo provjeriti je li
stjenka cilindra na svim mjestima jednake debljine. To provjeravamo prola-
zeći jagodicama prstiju jednako s unutarnje i vanjske strane (dok se tabla
rotira) i ako postoji razlika, pokušamo ispraviti razliku, ali stjenku previše ne
tanjimo (do moguće prosječne debljine: najviše do 5 mm u gornjem i 7 mm
u donjem dijelu).
Sl. 5. Podizanje stjenke glinenog cilindra Sl. 6. Retuširanje dna glinenog cilindra
Važno je da cilindar uvijek ima pri dnu deblju, a pri vrhu tanju stjenku, kako
ne bi došlo do urušavanja cilindra. Slijedi retuširanje dna posude (s vanj-
ske strane), odstranjivanje viška gline i sljedeća faza oblikovanja trbušne
šupljine.
Formiranje oblika
Oblikovanje trbušne šupljine slično je postupku podizanja posude: na isti
način postavljamo prste na stjenku cilindra (na željenoj visini) i s unutarnje
strane polagano potiskujemo stjenku gline prema van. To ne činimo samo
jagodicama prstiju, nego većom površinom (s više prstiju) kako ne bi došlo
do pucanja stjenke.
120
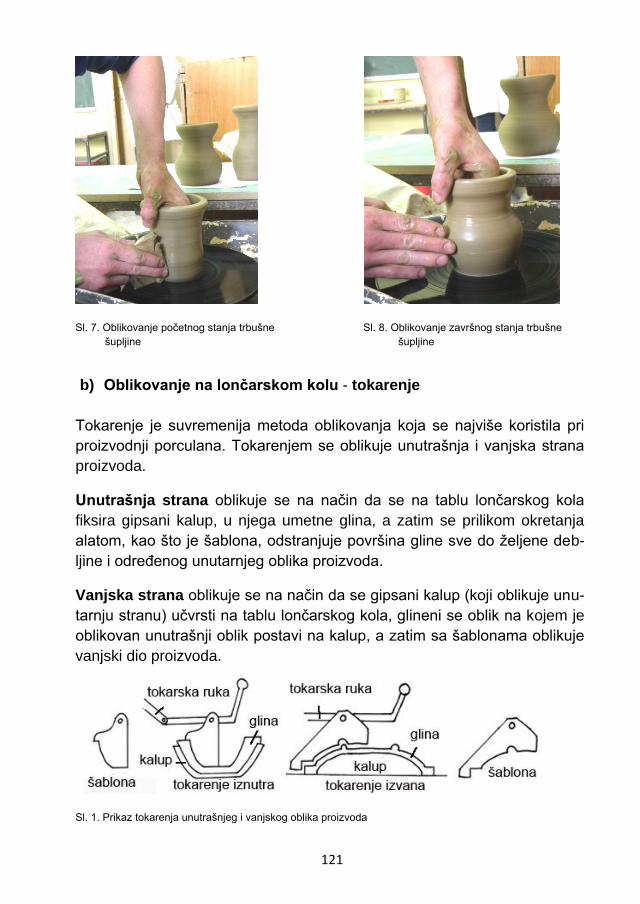
Sl. 7. Oblikovanje početnog stanja trbušne Sl. 8. Oblikovanje završnog stanja trbušne
šupljine šupljine
b) Oblikovanje na lončarskom kolu - tokarenje
Tokarenje je suvremenija metoda oblikovanja koja se najviše koristila pri
proizvodnji porculana. Tokarenjem se oblikuje unutrašnja i vanjska strana
proizvoda.
Unutrašnja strana oblikuje se na način da se na tablu lončarskog kola
fiksira gipsani kalup, u njega umetne glina, a zatim se prilikom okretanja
alatom, kao što je šablona, odstranjuje površina gline sve do željene deb-
ljine i određenog unutarnjeg oblika proizvoda.
Vanjska strana oblikuje se na način da se gipsani kalup (koji oblikuje unu-
tarnju stranu) učvrsti na tablu lončarskog kola, glineni se oblik na kojem je
oblikovan unutrašnji oblik postavi na kalup, a zatim sa šablonama oblikuje
vanjski dio proizvoda.
Sl. 1. Prikaz tokarenja unutrašnjeg i vanjskog oblika proizvoda
121

Šablone su izrađene od čeličnog lima čiji oblik odgovara određenom obliku
predmeta.
Sl. 2. Prikaz provjeravanja šablonom Sl. 3. Stroj za oblikovanje tokarenjem
Sl. 4. Tokarenje vanjskog oblika Sl. 5. Prikaz kalupa za tokarenje unutrašnjosti
Sl. 6. Prikaz izrade kalupa za oblikovanje Sl. 7. Prikaz izrade kalupa za oblikovanje
vanjskog oblika unutrašnjeg oblika
122

12. 7. Oblikovanje polusuhim i suhim postupkom
U tu skupinu spadaju proizvodi specijalnih oblika dobiveni ručnim ili pneu-
matskim nabijanjem iz drvenih ili metalnih kalupa, kao što su opeke, ploče
ili blokovi nepravilnih i kompliciranih oblika s jezgrom ili bez nje, koji se vrlo
teško ili uopće ne mogu dobiti drugim postupcima.
Oblikovanje polusuhim prešanjem:
- postupak izvođenja ručnim nabijanjem
U posebno pripremljene drvene ili metalne kalupe umetne se plasti-
čna polusuha vatrostalna masa, a zatim se kalupom nabija po pod-
lozi, pri čemu se izazivaju vibracije koje omogućavaju sabijanje čes-
tica mase i popunjavanje kalupa kojim se formira predmet.
Nakon što se postupak nabijanja izvede, gornju površinu potrebno
je ravnalom poravnati, suvišnu glinu pokupiti i kalup nakon nekoliko
minuta otvoriti, izvaditi predmet i pripremiti za fazu sušenja.
- postupak izvođenja sa strojem
Drugi način je sabijanje polusuhe mase na isti način, samo što se
izvodi pomoću pneumatskog čekića koji se pokreće na komprimirani
zrak.
Sl. 1. Prešanje polusuhim postupkom Sl. 2. Prešanje polusuhim postupkom u industriji
Oblikovanje suhim prešanjem:
- postupak oblikovanja nabijanjem pomoću hidraulične preše
123

Uređaj oblikuje proizvod uz pomoću kalupa s tehnikom prešanja u
dva udarca.
Prvi udarac koji je nešto slabiji ima namjenu izbijanja zarobljenog
zraka iz mase te pravilnog rasporeda čestica mase.
Drugi, znatno jači udarac daje konačni oblik proizvodu.
Sl. 3. Prešanje suhim postupkom u industriji
(proizvodnja pločica)
12. 8. Oblikovanje utiskivanjem mase u kalup - kvečanje
Postupak se izvodi ručnim utiskivanjem mase u gipsane ili metalne kalupe.
Prstima utisnemo glinu u gipsani kalup tako da jagodicama prstiju utisne-
mo glinu u svaki djelić negativa.
Ako je moguće, taj postupak treba izvesti glinom iz jednog komada, a za-
tim poravnati površinu s razinom površine gipsanog kalupa lopaticom, tako
da se jasno ocrtavaju rubni dijelovi negativa.
Sl. 1. Utiskivanje gline u negativ kalupa Sl. 2. Izrada ''pečata'' za odvajanje pozitiva od negativa
124
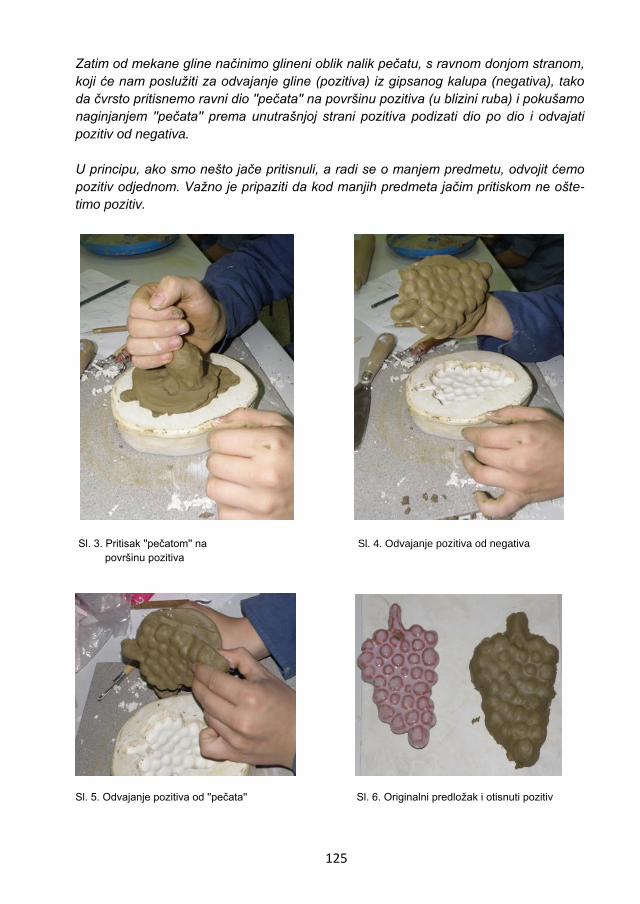
Zatim od mekane gline načinimo glineni oblik nalik pečatu, s ravnom donjom stranom,
koji će nam poslužiti za odvajanje gline (pozitiva) iz gipsanog kalupa (negativa), tako
da čvrsto pritisnemo ravni dio ''pečata'' na površinu pozitiva (u blizini ruba) i pokušamo
naginjanjem ''pečata'' prema unutrašnjoj strani pozitiva podizati dio po dio i odvajati
pozitiv od negativa.
U principu, ako smo nešto jače pritisnuli, a radi se o manjem predmetu, odvojit ćemo
pozitiv odjednom. Važno je pripaziti da kod manjih predmeta jačim pritiskom ne ošte-
timo pozitiv.
Sl. 3. Pritisak ''pečatom'' na Sl. 4. Odvajanje pozitiva od negativa
površinu pozitiva
Sl. 5. Odvajanje pozitiva od ''pečata'' Sl. 6. Originalni predložak i otisnuti pozitiv
125

Prilikom odvajanja glinenog pozitiva od ''pečata'' važno je pripaziti da pozi-
tiv ne ispuca i ne istrgnu se dijelovi, kao i da ne dođe do istezanja mase ili
neumjerenog utiskivanja jagodice prsta u svježu površinu gline.
13. OSNOVNI I POMOĆNI ALATI, SREDSTVA, UREĐAJI I STROJEVI
Osnovni alati za oblikovanje u glini su:
- drvene ili metalne lopatice
- zupčasta šablona
- nožić
- žica za rezanje gline
- valjak (drveni, metalni ili plastični).
Pomoćni alati i druga sredstva su:
- žičani strugači
- spužva za vlaženje
- posuda za vodu
- radna podloga (drvena daska, plastična ploča)
- plastična folija/najlon (za zamatanje proizvoda).
Uređaji i strojevi:
- ručno kolo
- keramička peć
- sušara
- ekstruder
13.1. Osnovni alati za oblikovanje gline
Drvene ili metalne lopatice
Drvene lopatice, poznatije kao ''špahtle'', vrsta su alata koji nam pripomažu
pri oblikovanju određene forme u glini kao da su nastavci naših prstiju ili
dlana. One su mnogo tvrđe, a njihovi oblici (ravni, kosi, zaobljeni, šiljati…)
omogućuju da njihovim vrhovima možemo prići i onim dijelovima do kojih s
vrhovima prstiju ne bismo mogli; pogotovo ako se radi o sitnijim detaljima ili
o uvučenim formama skulpture i reljefa.
126
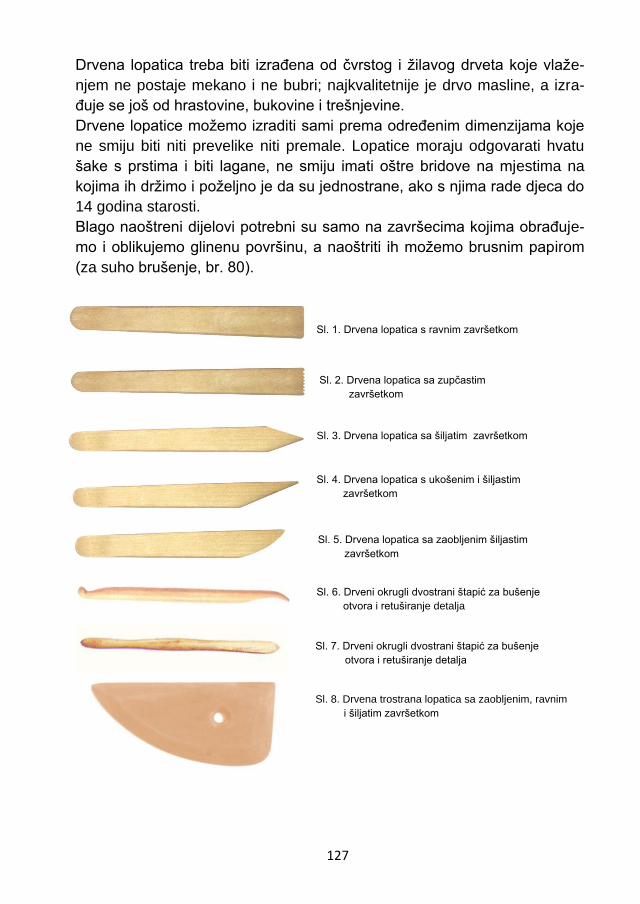
Drvena lopatica treba biti izrađena od čvrstog i žilavog drveta koje vlaže-
njem ne postaje mekano i ne bubri; najkvalitetnije je drvo masline, a izra-
đuje se još od hrastovine, bukovine i trešnjevine.
Drvene lopatice možemo izraditi sami prema određenim dimenzijama koje
ne smiju biti niti prevelike niti premale. Lopatice moraju odgovarati hvatu
šake s prstima i biti lagane, ne smiju imati oštre bridove na mjestima na
kojima ih držimo i poželjno je da su jednostrane, ako s njima rade djeca do
14 godina starosti.
Blago naoštreni dijelovi potrebni su samo na završecima kojima obrađuje-
mo i oblikujemo glinenu površinu, a naoštriti ih možemo brusnim papirom
(za suho brušenje, br. 80).
Sl. 1. Drvena lopatica s ravnim završetkom
Sl. 2. Drvena lopatica sa zupčastim
završetkom
Sl. 3. Drvena lopatica sa šiljatim završetkom
Sl. 4. Drvena lopatica s ukošenim i šiljastim
završetkom
Sl. 5. Drvena lopatica sa zaobljenim šiljastim
završetkom
Sl. 6. Drveni okrugli dvostrani štapić za bušenje
otvora i retuširanje detalja
Sl. 8. Drvena trostrana lopatica sa zaobljenim, ravnim
i šiljatim završetkom
Sl. 7. Drveni okrugli dvostrani štapić za bušenje
otvora i retuširanje detalja
127
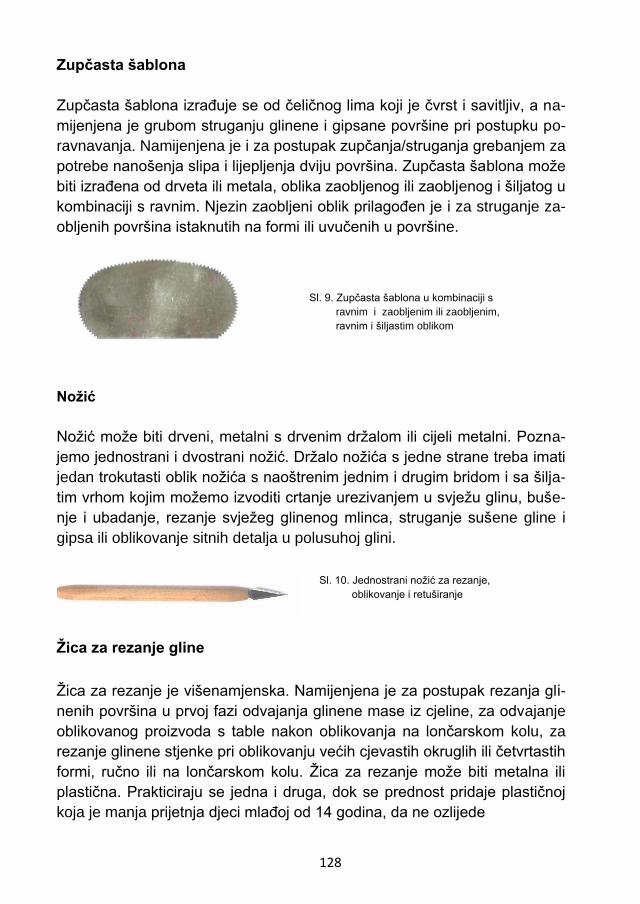
Zupčasta šablona
Zupčasta šablona izrađuje se od čeličnog lima koji je čvrst i savitljiv, a na-
mijenjena je grubom struganju glinene i gipsane površine pri postupku po-
ravnavanja. Namijenjena je i za postupak zupčanja/struganja grebanjem za
potrebe nanošenja slipa i lijepljenja dviju površina. Zupčasta šablona može
biti izrađena od drveta ili metala, oblika zaobljenog ili zaobljenog i šiljatog u
kombinaciji s ravnim. Njezin zaobljeni oblik prilagođen je i za struganje za-
obljenih površina istaknutih na formi ili uvučenih u površine.
Nožić
Nožić može biti drveni, metalni s drvenim držalom ili cijeli metalni. Pozna-
jemo jednostrani i dvostrani nožić. Držalo nožića s jedne strane treba imati
jedan trokutasti oblik nožića s naoštrenim jednim i drugim bridom i sa šilja-
tim vrhom kojim možemo izvoditi crtanje urezivanjem u svježu glinu, buše-
nje i ubadanje, rezanje svježeg glinenog mlinca, struganje sušene gline i
gipsa ili oblikovanje sitnih detalja u polusuhoj glini.
Žica za rezanje gline
Žica za rezanje je višenamjenska. Namijenjena je za postupak rezanja gli-
nenih površina u prvoj fazi odvajanja glinene mase iz cjeline, za odvajanje
oblikovanog proizvoda s table nakon oblikovanja na lončarskom kolu, za
rezanje glinene stjenke pri oblikovanju većih cjevastih okruglih ili četvrtastih
formi, ručno ili na lončarskom kolu. Žica za rezanje može biti metalna ili
plastična. Prakticiraju se jedna i druga, dok se prednost pridaje plastičnoj
koja je manja prijetnja djeci mlađoj od 14 godina, da ne ozlijede
Sl. 9. Zupčasta šablona u kombinaciji s
ravnim i zaobljenim ili zaobljenim,
ravnim i šiljastim oblikom
Sl. 10. Jednostrani nožić za rezanje,
oblikovanje i retuširanje
128

prste i šake. Plastična se prakticira u školama i na školskim praksama, a
metalna u profesionalnim oblicima oblikovanja i proizvodnje. Plastičnu žicu
možemo i sami izraditi uz pomoć plastične žice/flaksa i dva komada drve-
nih držala na koje ju pričvrstimo.
Valjak (drveni, metalni, plastični)
Valjak je vrsta alata koji se koristi za oblikovanje glinenih mlinaca ili ploš-
no istanjenih masa gline, što se prakticira pri profesionalnom oblikovanju
formi proizvođača i dizajnera keramike te tradicijskih lončara pri ručnom
oblikovanju i onom na lončarskom kolu.
U većini tipova oblikovanja prakticira se plošno istanjena masa i unutraš-
nja šuplja zapremnina forme jer se ona na taj način brže i ravnomjernije
suši, a u postupku pečenja rijetko dolazi do negativnih reakcija raspuca-
vanja.
13.2. Pomoćni alati i druga sredstva
Nožići i žičani strugači
Nožići i strugači mogu biti drveni, metalni s drvenim držalom ili u cijelosti
metalni. Poznajemo jednostrane i dvostrane. Držak s jedne strane treba
imati oblik žičanog strugača s naoštrenim jednim i drugim bridom kojim
možemo izvoditi urezivanjem u svježu glinu, bušenje, struganje sušene
gline i gipsa, oblikovanje sitnijih i krupnijih detalja u polusuhoj glini.
Sl. 11. Žica za rezanje gline
Sl. 12. Drveni valjak za valjanje
glinenih mlinaca
129

Spužva za vlaženje
Spužva je potrebna za postupak vlaženja i
zaglađivanja glinene površine tijekom obliko-
vanja, spajanja dviju površina, savijanja povr-
šine, retuširanja i sl.
Poželjno je da bude kompaktna i čvrsta ili mor-
ska spužva koja može upiti veću količinu vode i
nakon ocjeđivanja ostati duže vremena vlažna.
Postupak održavanja vlažnosti možemo izvoditi
na način da spužvu potpuno uronimo u vodu, a zatim je čvrsto ocijedimo.
Provjerimo još jednim pritiskom spužve cijedi li se ostatak upijene vode i
ako se to ne događa, spužva je spremna za zaglađivanje.
Posuda za vodu
Potrebna je za većinu postupaka: od oblikovanja do retuširanja i pripreme
mase za oslikavanje postupkom glaziranja i patiniranja, pripremanje gips-
Sl. 1. Dvostrani nožić za rezanje, struganje, obliko-
vanje i retuširane
Sl. 2. Jednostrani strugač za rezanje, struganje, odstra-
njivanje i retuširanje većih ravnih i zaobljenih po-
vršina gline i gipsa
Sl. 3. Dvostrani strugač za odstranjivanje i retuši-
ranje manjih ravnih i zaobljenih
glinenih površina
Sl. 5. Morska spužva
Sl. 4. Šestar za mjerenje veličina omjera i razmjera
pri prenošenju i provjeri određenih veličina
130
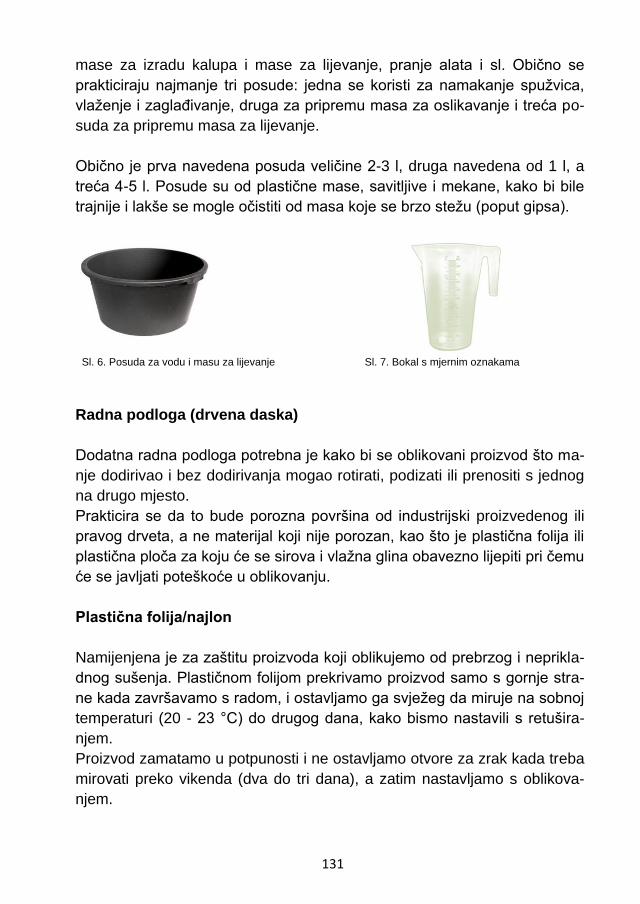
mase za izradu kalupa i mase za lijevanje, pranje alata i sl. Obično se
prakticiraju najmanje tri posude: jedna se koristi za namakanje spužvica,
vlaženje i zaglađivanje, druga za pripremu masa za oslikavanje i treća po-
suda za pripremu masa za lijevanje.
Obično je prva navedena posuda veličine 2-3 l, druga navedena od 1 l, a
treća 4-5 l. Posude su od plastične mase, savitljive i mekane, kako bi bile
trajnije i lakše se mogle očistiti od masa koje se brzo stežu (poput gipsa).
Radna podloga (drvena daska)
Dodatna radna podloga potrebna je kako bi se oblikovani proizvod što ma-
nje dodirivao i bez dodirivanja mogao rotirati, podizati ili prenositi s jednog
na drugo mjesto.
Prakticira se da to bude porozna površina od industrijski proizvedenog ili
pravog drveta, a ne materijal koji nije porozan, kao što je plastična folija ili
plastična ploča za koju će se sirova i vlažna glina obavezno lijepiti pri čemu
će se javljati poteškoće u oblikovanju.
Plastična folija/najlon
Namijenjena je za zaštitu proizvoda koji oblikujemo od prebrzog i neprikla-
dnog sušenja. Plastičnom folijom prekrivamo proizvod samo s gornje stra-
ne kada završavamo s radom, i ostavljamo ga svježeg da miruje na sobnoj
temperaturi (20 - 23 °C) do drugog dana, kako bismo nastavili s retušira-
njem.
Proizvod zamatamo u potpunosti i ne ostavljamo otvore za zrak kada treba
mirovati preko vikenda (dva do tri dana), a zatim nastavljamo s oblikova-
njem.
Sl. 7. Bokal s mjernim oznakama
Sl. 6. Posuda za vodu i masu za lijevanje
131
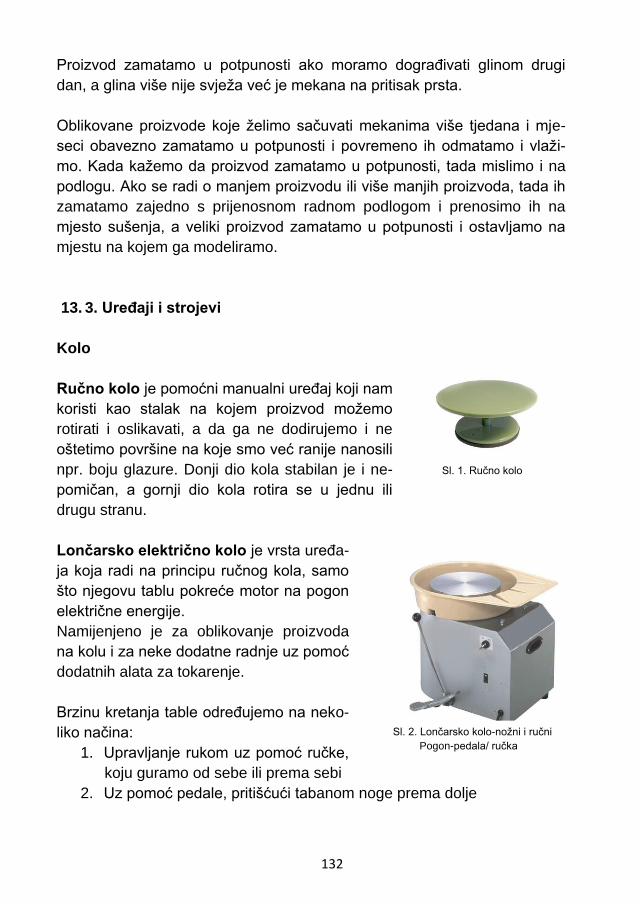
Proizvod zamatamo u potpunosti ako moramo dograđivati glinom drugi
dan, a glina više nije svježa već je mekana na pritisak prsta.
Oblikovane proizvode koje želimo sačuvati mekanima više tjedana i mje-
seci obavezno zamatamo u potpunosti i povremeno ih odmatamo i vlaži-
mo. Kada kažemo da proizvod zamatamo u potpunosti, tada mislimo i na
podlogu. Ako se radi o manjem proizvodu ili više manjih proizvoda, tada ih
zamatamo zajedno s prijenosnom radnom podlogom i prenosimo ih na
mjesto sušenja, a veliki proizvod zamatamo u potpunosti i ostavljamo na
mjestu na kojem ga modeliramo.
13. 3. Uređaji i strojevi
Kolo
Ručno kolo je pomoćni manualni uređaj koji nam
koristi kao stalak na kojem proizvod možemo
rotirati i oslikavati, a da ga ne dodirujemo i ne
oštetimo površine na koje smo već ranije nanosili
npr. boju glazure. Donji dio kola stabilan je i ne-
pomičan, a gornji dio kola rotira se u jednu ili
drugu stranu.
Lončarsko električno kolo je vrsta uređa-
ja koja radi na principu ručnog kola, samo
što njegovu tablu pokreće motor na pogon
električne energije.
Namijenjeno je za oblikovanje proizvoda
na kolu i za neke dodatne radnje uz pomoć
dodatnih alata za tokarenje.
Brzinu kretanja table određujemo na neko-
liko načina:
1. Upravljanje rukom uz pomoć ručke,
koju guramo od sebe ili prema sebi
2. Uz pomoć pedale, pritišćući tabanom noge prema dolje
Sl. 1. Ručno kolo
Sl. 2. Lončarsko kolo-nožni i ručni
Pogon-pedala/ ručka
132

3. Uz pomoć ručnog reduktora, kojeg vrtimo prstima ruke lijevo ili desno
Keramička peć
Keramička peć je uređaj u kojem zagrijavamo, dosušujemo i pečemo do-
voljno sušene glinene proizvode.
Poznajemo više osnovnih vrsta keramičkih peći:
1. Raku peć
Najstariji oblici peći gradili su se i slagali u obliku montažnih peći, či-
ji se oblik i veličina prilagođavala ovisno o vrsti i načinu pečenja.
Danas, od montažnih peći poznate su one za tehniku raku kerami-
ke. Za njih se kao pogonsko gorivo koriste drvo i slična goriva i plin-
ski plamenik.
Sl. 4. Lončarsko kolo-stolno-ručni
Reduktor
Sl. 3. Lončarsko kolo-nožni pogon-
pedala- montažno, podesivo
Sl. 3. Peć za raku tehniku Sl. 4. Plinski plamenik Sl. 5. Plinska boca
133

2. Komorne peći
Jedan su od suvremenih oblika i izgleda peći u kojima se postupak
pečenja prati uz pomoć dodatnih uređaja, koji automatski određuju
faze i temperaturu pečenja. Peći posjeduju vrata koja se hermetički
zatvaraju s bočne strane, ili od gore. Za njih se kao pogonsko sred-
stvo koriste električna energija i plin.
Termometar
Instrument koji je namijenjen za mjerenje temperature u keramičkoj peći.
Sastoji se od indikatora temperature povezanog kablom s displejom na
kojem se pri mjerenju dobivaju informacija o količini temperature u zapre-
mnini peći.
Sl. 2. Plinska peć za keramiku Sl. 1. Električna peć za keramiku
Sl. 3. Termometar Sl. 4. Hvataljke, kliješta
134

Sušara i plamenik
Uređaji su namijenjeni za dosušivanje proizvoda, a rade na principu struja-
nja i zagrijavanja zraka. Unutar sušare slažemo proizvode koje smo obli-
kovali i namjeravamo ih što prije osušiti. Svi proizvodi moraju biti odvojeni
kako bi se unutar prostora sušare grijačima i ventilatorima postiglo jednako
strujanje i zagrijavanje zraka.
Ekstruder
Uređaj je namijenjen za miješanje i obradu nove ili već korištene gline.
Svrdlo koje gura masu gline prema naprijed miješa glinu da bude jednako
mekana i vlažna, a vakuumski uređaj iz promiješane mase izbije zrak i pri-
tiskom vakuuma kroz otvor potiskuje i oblikuje masu u glinene valjke koja
je na taj način spremna za ponovno oblikovanje glinenih proizvoda.
Sl. 1. Ekstruder - električni uređaj za vakuumsku Sl. 2. Ekstruder - zidni manualni uređaj
obradu gline koju smo već ranije koristili za ručnu obradu i provlačenje gline
Sl. 1. Sušara za keramičke proizvode
karakteristična za obrtničke radionice
Sl. 2. Plamenik za sušenje keramičkih
proizvoda u industrijskom pogonu
135
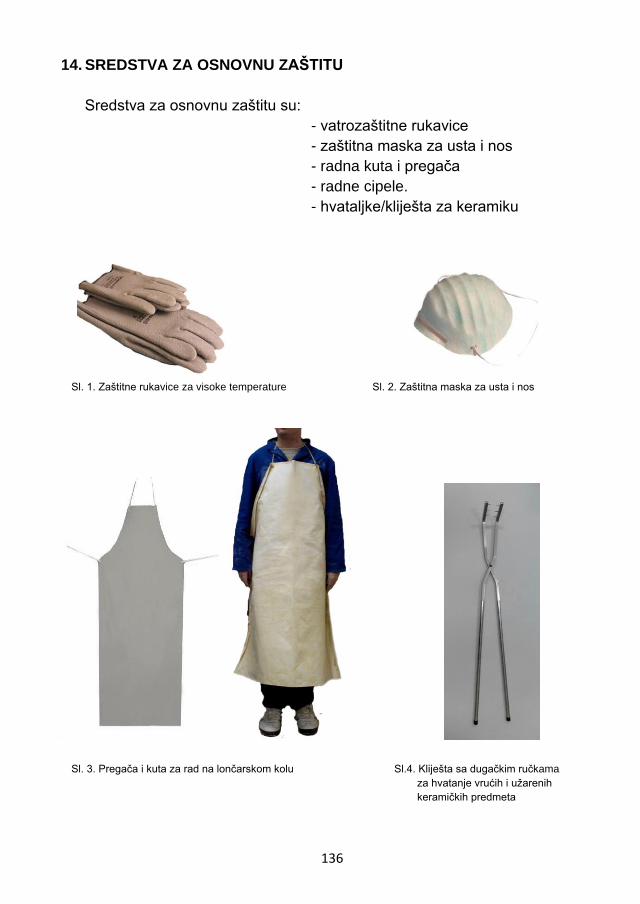
14. SREDSTVA ZA OSNOVNU ZAŠTITU
Sredstva za osnovnu zaštitu su:
- vatrozaštitne rukavice
- zaštitna maska za usta i nos
- radna kuta i pregača
- radne cipele.
- hvataljke/kliješta za keramiku
Sl. 1. Zaštitne rukavice za visoke temperature Sl. 2. Zaštitna maska za usta i nos
Sl. 3. Pregača i kuta za rad na lončarskom kolu Sl.4. Kliješta sa dugačkim ručkama
za hvatanje vrućih i užarenih
keramičkih predmeta
136
15. Literatura
1. Romuald Zlatunić, Tehnologija i mineralogija keramike, Histria ar-
heologica, 36/2005, stručni rad, udk. 903.02:666.32, 2006.
2. Libšer, I., Vilert, F., Tehnologija keramike, Univerzitet umjetnosti u
Beogradu, 1988.
3. Vrkljan, M., Babić, V., Takšić, J., Mineralogija, Školska knjiga, Za-
greb, 1998.
4. Slovenec, D., Bermanec, V. Sistematska mineralogija – mineralogija
silikata, Denona, Zagreb, 2003.
5. Tucker, M. E., Petrologija sedimenata, AZP Grafis, Samobor, 2008.
6. Ristić, P., Pamić, J., Petrografija i petrologija magmatskih stijena,
Svjetlost, Sarajevo, 1981.
137

16. ŽIVOTOPIS
Robert Kuhar, rođen je u Zagrebu 1970. god.. Diplomirao je na Akademiji
Likovnih Umjetnosti u Zagrebu, na Jabukovcu, 1998. god. Od 1989. god.
izlaže svoje slike, grafike i skulpture u Galerijama i Muzejima, u Hrvatskoj i
inozemstvu. Od 1998. god. zaposlen je u SŠ Bedekovčina, u Bedekovčini
na mjestu profesora stručnih predmeta, na odjelima: Proizvođač keramike,
Soboslikar-ličilac i Klesar. Od 2003.-2005. zaposlen je na ŠUDIGO, u Za-
boku, na odjelu: Dizajnera keramike. Do danas je napisao i pripremio više
radioničkih priprema za potrebe oblikovanju gline uz pomoć tradicijskih i
suvremenih tehnika. Od 2000. god. vodio je desetak radionica u suradnji s
MPŠ i HTZ kulture, na razini RH, za obučavanje i usavršavanje nastavnika,
profesora i mentora u osnovnim i srednjim školama sa znanjima tradicijskih
i suvremenih tehnika oblikovanja gline. Doktorski studij kiparstva na ALU u
Zagrebu, s temom sinopsisa:''Diskontinuitet u skulpturi'' upisuje 2008. god.
God. 2009. organizira Izložbu vrijedne tradicijske baštine;Tradicijsko lon-
čarstvo Hrv. zagorja, u Gal. ULUPUH, na koju poziva cij. g. Andriju Belača,
najstarijeg lončar u KZŽ i njegovog unuka Ivana Belača. God. 2010. orga-
nizira 1. SMOTRU LONČARA HRVATSKOG ZAGORJA, u Krapini, kao i
izložbu njihovih dotadašnjih postignuća i radi na projektu očuvanja lončars-
tva kao vrijedne tradicijske tehnike u keramici karakteristične za hrvatsko
zagorje. Od 2000. god. vodi keramičku sekciju učeničke zadruge Zvirek, u
SŠ Bedekovčina, pri čemu s učenicima ostvaruje kvalitetne višegodišnje
rezultate u osmišljavanju novih jedinstvenih suvenira karakterističnih za
hrvatsko zagorje. Na osnovi iskustva i višegodišnjeg rada, u okviru očuva-
nja tradicijskih znanja i vještina, 2011. god. započinje raditi na objedinjiva-
nju tema radionica i izradi serije priručnika pod zajedničkim nazivom “Vodič
kroz tradicijske i suvremene tehnike u keramici”, u kojima posebno obrađu-
je vrijedne tradicijske teme o keramici, kao što su; Osnove tehnologije i
metode oblikovanja glinom, Tehnike oblikovanja na lončarskom kolu, Teh-
nike oslikavanja keramičkih proizvoda, Tehnike izrade kalupa, kvečanje i
lijevanje, Oblikovanje tradicijske fučke ''žlaburača''. God. 2012. Sudjeluje u
izradi programa za prekvalifikaciju i obrazovanje odraslih izrađuje program
'Oblikovatelj keramike'.
139
