torno cnc emco concept turn 55 descripción
TRANSCRIPT

Torno CNC EMCO Concept Turn 55 descripción: El torno de control numérico es una maquina con la que se pueden fabricar sólidos de revolución, es decir, piezas cilíndricas, al ser de control numérico podemos asegurar la precisión de las piezas producidas así como la calidad y el menor tiempo de producción. El principal funcionamiento, desarrollar metodologías que permiten encontrar parámetros óptimos de maquinado. Los Tornos CNC también conocidos como torno de Control Numérico Computarizado son un tipo de máquina de la familia de los tornos que actúan siendo guiados por una computadora que ejecuta programas controlados por medio de datosalfa-numéricos, teniendo en cuenta los ejes cartesianos X,Y,Z. Se caracterizan por ser máquinas muy eficaces para mecanizar piezas de revolución. Estos tornos CNC ofrecen unas grandes capacidades de producción y precisión en el mecanizado por su estructura funcional y porque los valores tecnológicos del mecanizado están guiados por el ordenador que lleva incorporado, el cual procesa las órdenes de ejecución contenidas en un software que previamente ha confeccionado un programador conocedor de la tecnología de mecanizado en torno CNC. En un amplio sentido se podría decir que un torno CNC puede hacer todos los trabajos que normalmente se realizan mediante diferentes tipos de tornos como tornos paralelos, tornos copiadores, tornos revólver, tornos automáticos e incluso los tornos verticales pueden actuar con control numérico. La rentabilidad de estos tornos CNC depende del tipo de pieza que se vaya a mecanizar y de la cantidad de piezas en una serie. Los tornos CNC tienen 3 ejes de referencia: El eje Z del desplazamiento longitudinal de la herramienta para operaciones de cilindrado. El eje X realiza movimiento transversal de la herramienta y corresponde a las operaciones de refrentado. Los ejes Z y X son los ejes principales, pero en tornos CNC de última tecnología, se comienza a dar mayor importancia el eje Y: eje que comanda la altura de las herramientas del CNC. La Concept TURN 55 es un torno de sobremesa CNC de dos ejes controlado por ordenador. Su estructura y funcionamiento equivalen al estándar industrial. Permite la explicación y la comprensión práctica de todas las etapas esenciales del proceso de fabricación moderno gracias a su semejanza con la realidad. La simplificación práctica, el diseño transparente de la máquina y su fácil manejo hacen posible un aprendizaje rápido y exitoso. Conforme con las normas de la industria en cuanto a diseño y funcionamiento. Todos los procesos claves en la fabricación moderna pueden ilustrarse usando este torno e implementarse de una manera práctica y realista. Con una adecuada simplificación, un diseño de máquina muy claro y su sencillez de manejo, los operadores aprenderán rápidamente como usarlo con éxito.

Aplicaciones: Maquinado exterior Maquinado interior Careado: Darle la cara a la pieza Conicidad Cusidas o hilas Radios Hacer cajas Moleteado Machuelar tuercas
Funcionamiento: Los ejes X, Y y Z pueden desplazarse simultáneamente en forma intercalada, dando como resultado mecanizados cónicos o esféricos según la geometría de las piezas. Las herramientas se colocan en portaherramientas que se sujetan a un cabezal que puede alojar hasta 20 portaherramientas diferentes que rotan según el programa elegido, facilitando la realización de piezas complejas. En el programa de mecanizado se pueden introducir como parámetros la velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza. La máquina opera a velocidades de corte y avance muy superiores a los tornos convencionales por lo que se utilizan herramientas de metal duro o de cerámica para disminuir la fatiga de materiales. Modos de funcionamiento: El eje X es el que realiza el movimiento transversal de la herramienta y corresponde a las operaciones de refrenado, siendo perpendicular al eje principal de la máquina. Estos son los dos ejes principales, pero con los CNC de última tecnología comienza a tener mucha más importancia el EJE Y: eje que comanda la altura de las herramientas del CNC. Estos ejes tienen incorporada la función de interpolación, es decir que puedan desplazarse de forma simultánea, pudiendo conseguir mecanizados cónicos y esféricos de acuerdo a la geometría que tengan las piezas. Las herramientas van sujetas en un cabezal en forma de tambor donde pueden ir alojadas de seis a veinte portaherramientas diferentes las cuales van rotando de acuerdo con el programa de mecanizado. Este sistema hace fácil el mecanizado integral de piezas complejas. La velocidad de giro de cabezal porta piezas, el avance de los carros longitudinal y transversal y las cotas de ejecución de la pieza están programadas, y, por tanto, exentas de fallos humanos imputables al operario de la máquina. Dada la robustez de las máquinas, permiten trabajar a velocidades de corte y avance muy superiores a los tornos convencionales y, por tanto, requiere una gran calidad de las herramientas que utiliza suelen ser de metal duro o de cerámica.
Piezas del torno EMCO Concept Turn 55
Cantidad # de pieza PIEZAS Tiempo de vida1 1 Tapa de ruedas 2 a 4 años1 2 Cabezal del husillo 2 a 4 años
1 3 Plato de tres mordazas
9 meses a 18 meses
1 4 Bandeja de virutas 3 a 4 años1 5 Protección contra
virutas o rebabas5 a 8 años
1 6 Motor de paso 1 a 2 años1 7 Giro de
herramienta1 a 2 años
1 8 Carro transversal 30 meses a 3 años1 9 Carro longitudinal 2 años a 31 10 Contrapunta 1 año a 18 meses1 11 Bancada de la
maquina1 a 2 años
1 12 Botón de emergencia
4 a 8 años
1 13 Caja eléctrica 3 a 4 años1 14 Interruptor con
llave4 a 6 años

Tapa de ruedas: Cabezal del huesillo: Está fijo en el lado izquierdo de la bancada del torno y en él van montados generalmente los órganos encargados de transmitir el movimiento del motor al eje. Contiene el husillo que se encuentra sostenido por rodamientos en sus extremos y mueve los diversos dispositivos de sujeción de la pieza de trabajo; es hueco para hacer pasar por él las piezas de trabajo largas y esbeltas. La nariz del husillo es el extremo del husillo que sobresale en el cabezal
Plato de 3 mordazas: El plato auto centrador, tiene tres garras que se aproximan hacia el centro o se separan del mismo simultáneamente, por eso éstas garantizan el centrado preciso de la pieza (alineación de los ejes de la pieza y del husillo), o sea, sirve de base la superficie cilíndrica exterior. Bandejas de virutas: Tolva o deposito que nos permite o en el cual se realiza la recolección los residuos de agua de refrigerante y material. Protección contra virutas: evade la salida de los residuos del material. Motor de pasos: Es el encargado de hacer el movimiento longitudinal del carro del torno. Giro de herramienta: nos permite posicionar a diferentes grados la pieza de corte para poder obtener un terminado fino. Carro transversal: Se mueve perpendicularmente al eje del torno en forma manual, girando la manivela de avance transversal o embragando la palanca de avance transversal automático. Carro longitudinal: Este se desliza sobre la parte superior de las guías de la bancada. El carro entero puede moverse a lo largo de la bancada del torno en forma manual, dando vuelta a la manivela, o en forma automática, embragando los controles de avance automático en el delantal. Una vez en posición, puede fijarse el carro a la bancada apretando el tornillo de fijación correspondiente. Contrapunto: Se usa para soportar el otro extremo de la pieza de trabajo durante el maquinado, o para sostener diversas herramientas de corte, como brocas, escariadores y machuelos. El contrapunto se ubica en el cabezal móvil a la derecha del torno, que se desliza sobre las guías prismáticas y puede fijarse en cualquier posición a lo largo de la bancada. Tiene un husillo deslizante que se mueve mediante una manivela y cuya posición se fija con una palanca. Bancada: Constituye la superficie de apoyo y la columna vertebral de un torno. Su rigidez y alineación afectan la precisión de las partes maquinadas en el torno. La bancada puede ser escotada o entera, según las guías tengan o no, un hueco llamado escote, cuyo objeto principal es permitir el torneado de piezas de mayor diámetro. Este escote, se cubre con un puente cuando no se requiere el volteo adicional. Encima de la bancada se encuentran las guías prismáticas, las cuales consisten generalmente en dos “V” invertidas y dos superficies planas de apoyo. Las guías de los tornos son piezas maquinadas con gran exactitud por rectificado. Cuando las guías están desgastadas o tienen algún daño, se afecta la precisión de las piezas maquinadas y el torno pierde su valor. Botón de emergencia: interruptor o switch utilizado para un paro total de emergencia en caso de accidente ya sea del operario o máquina. Caja eléctrica: es un cajón donde se localizan las conexiones eléctricas del torno.
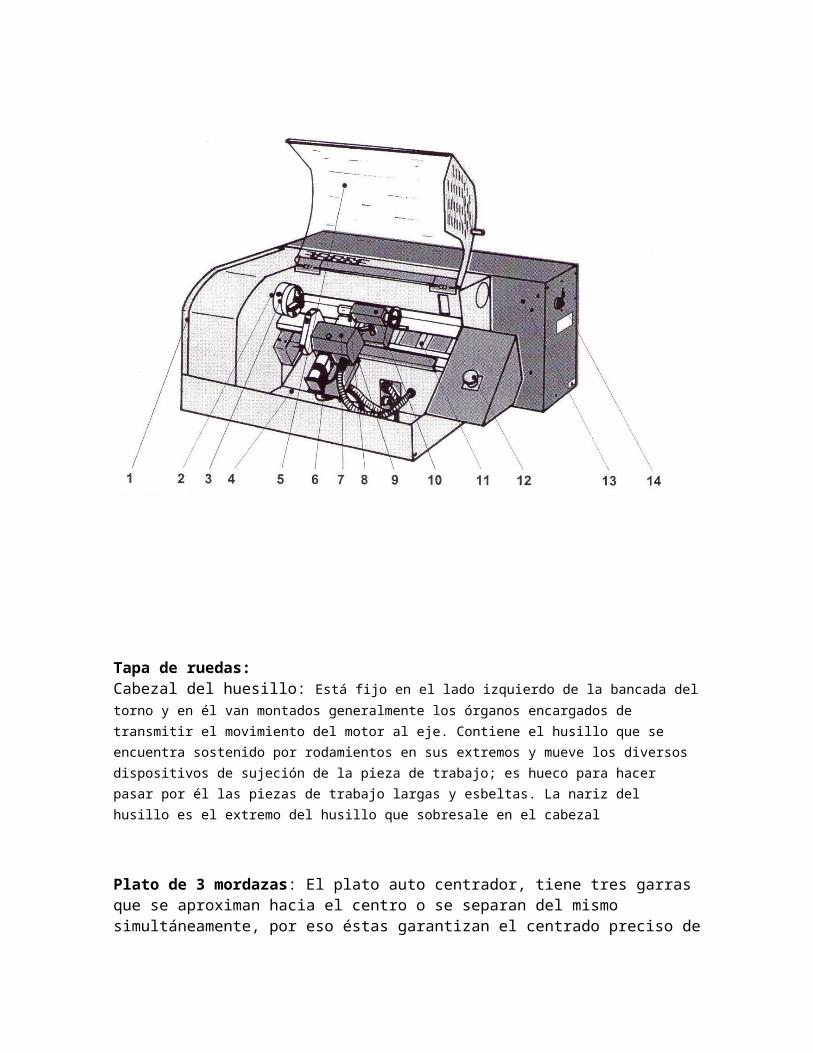
Interruptor con llave: es el que nos permite liberar el paso de la corriente eléctrica para alimentar el torno con alta seguridad.
PROGRAMA DE MANTENIMIENTO (TPM) Que es el TPM: Es una filosofía de vida que se implementó originalmente en las empresas japonesas para afrontar la recesión economía que se estaba desarrollando en la década de los 70 y la competencia que se avecinaba de occidente. El TPM busca agrupar a toda la cadena productiva con miras a cumplir objetivos específicos y cuantificables. Uno de los objetivos que se busca cumplir en el TPM es la reducción de las pérdidas. En TPM se destacan seis grandes pérdidas: -Pérdida por avería en los equipos, pérdida debidas a preparaciones, pérdidas provocadas por tiempo de ciclo vacío y paradas cortas, perdidas por funcionamiento a velocidad reducida, pérdidas por defecto de calidad, recuperaciones y reprocesado, pérdidas en funcionamiento por puesta en marcha del equipo. Por ser el TPM una metodología TOP-DOWN, esta busca integrar todas las áreas de la empresa desde el nivel más bajo hasta la gerencia o ramas administrativas. El tpm involucrando a los niveles más bajos de la cadena productiva, busca que estos se den cuenta que tan importante es el proceso y como sus esfuerzos llevan al cumplimiento de las metas. Asignándoles responsabilidades para lograr la obtención de las metas fijadas. Cuando la junta directiva de la empresa o la gerencia general deciden implementar TPM en la empresa debe estar consciente que el camino es largo y no es fácil, la implementación del TPM como la mayoría de las metodologías, conllevan a seguir una serie de paso establecidos y el éxito o fracaso de la implementación del TPM depende de la constancia y la rigurosidad con que las empresas practiquen la filosofía. Cabe destacar que el TPM es un camino largo, que debe ser alimentado todos los días con disciplina y constancia este camino no es sencillo, pero si las empresas logran implementar esta metodología los resultado obtenidos serán satisfactorios y marcaran la diferencia con la competencia. TPM se puede mirar como una filosofía sobre mantenimiento de origen japonés que se ha difundido por todo el mundo gracias a su gran éxito y a su capacidad de transformar entornos, mejorar procesos y optimizar recursos. TPM se puede mirar como una estrategia de mejora que involucra no solo a la alta dirección sino también a todos los empleados y que utiliza herramientas como el liderazgo, la perseverancia y la disciplina para lograr que este recurso humano se vea involucrado en un mejoramiento continuo. En la implementación de un programa de TPM se deben enfrentar varios retos como el compromiso por parte de toda la organización, la adaptación de las personas para los cambios que traerán mejoras en la producción, el mantenimiento, los equipos, la calidad, la satisfacción del cliente, los empleados, la seguridad, el medio ambiente, etc. Para lograrlo se deben romper aquellas barreras ideológicas y culturales, además empezar a ver a mantenimiento como una gran inversión mas no como un gasto. El TPM se sustenta en la gente y sus pilares básicos son los siguientes: Los ocho pilares de TPM: 1. Mejoras enfocadas.
2. Mantenimiento autónomo.

3. Mantenimiento planeado. 4. Control inicial. 5. Mantenimiento de la calidad. 6. Entrenamiento. 7. TPM en oficinas. 8. Seguridad y medio ambiente. El Mantenimiento Autónomo: Básicamente prevención del deterioro de los equipos y componentes de los mismos. El mantenimiento llevado a cabo por los operadores y preparadores del equipo, puede y debe contribuir significantemente a la eficacia del equipo. Esta será participación del "apartado" producción o del operador dentro del TPM, en la cual mantienen las condiciones básicas de funcionamiento de sus equipos. Estas etapas o pasos son basadas en la experiencia de muchas compañías que han implementado el TPM prósperamente. Representan una óptima división de responsabilidades entre los departamentos de producción y mantenimiento al llevar a cabo las actividades de mantenimiento y mejora. 1. Limpieza inicial. 2. Elimine fuentes de contaminación y áreas inaccesibles. 3. Estándares de limpieza y lubricación. 4. Inspección general. 5. Inspección autónoma. 6. Organización y mantenimiento del lugar de trabajo. 7. Implemente el programa de mantenimiento autónomo completamente.
Además para implementar el mantenimiento autónomo prósperamente, considere los siguientes elementos importantes: Educación introductoria y entrenamiento. Cooperación entre departamentos. Actividades de grupo. El mantenimiento autónomo no es una actividad voluntaria. Práctica. La educación y entrenamiento debe ser progresiva. Apunte sobre resultados concretos. Los operadores deben determinar los estándares a seguir. La gerencia debe auditar el progreso del mantenimiento autónomo. Use modelos. Seleccione piezas de equipos o grupos individuales de TPM para servir como modelos en el desarrollo del programa TPM. Corrija los problemas del equipo rápidamente. Toma tiempo el perfeccionar el mantenimiento autónomo.
tabla
Hoja de operación estándar: Una hoja de operación estándar es: el método de trabajo por el cual se elimina la variación, desperdicio y el desequilibrio, realizando las operaciones con mayor facilidad, rapidez y menor costo teniendo siempre como prioridad la seguridad, asegurando la plena Satisfacción de los Clientes; hacer siempre lo mismo de la misma manera. Además de obtener algunos de los siguientes beneficios: 1. Calidad. Disminuyen los defectos, manteniéndose un mismo nivel de calidad. Se facilita el mejoramiento de la operación a través de la observación diaria. Facilita aclarar las fallas de la operación. 2. Costo. Se puede observar y eliminar la variación, del desperdicio y desequilibrio de las operaciones. Facilita la elaboración de balanceos de cargas de trabajo. Se eliminan los faltantes ocasionados por la mano de obra. Se reducen los costos por material dañado. Permite el mejoramiento de la productividad al conservar los niveles de calidad. Simplifica el aprendizaje del personal. 3. Cumplimiento. Se asegura la entrega de la producción al siguiente proceso. Con la eliminación de faltantes y defectos, se garantiza el flujo de la producción 4. Seguridad. Disminuye los accidentes, minimizando los actos inseguros. 5. Otros. Simplifica el aprendizaje del personal.
tablas
El mantenimiento programado El mantenimiento programado sistemático es el grupo de tareas de mantenimiento que se realizan sobre un equipo o instalación siguiendo un programa establecido, según el tiempo de trabajo, la cantidad producida, los kilómetros recorridos, de acuerdo con una periodicidad fija o siguiendo algún otro tipo de ciclo que se repite de forma periódica. Este grupo de tareas se realiza sin importar cuál es la condición del equipo. El mantenimiento programado sistemático es muy eficaz en equipos e instalaciones que requieren de una disponibilidad media o alta, de cierta importancia en el sistema productivo y cuyas averías causan trastornos en el plan de producción de la empresa y por tanto no puede esperarse a que den síntomas de fallo. Entre los tipos de tareas que suele incluir el mantenimiento sistemático están las siguientes: Limpiezas técnicas de equipos Sustitución de elementos sometidos a desgaste, como rodetes, rodamientos, cojinetes, elementos de estanqueidad, álabes, camisas, culatas, etc. Comprobación del estado interior de determinados elementos, cuya verificación no puede realizarse con el equipo en servicio y para el que se requiere un desmontaje complejo Comprobación del buen funcionamiento de la instrumentación, y calibración de esta Verificación de prestaciones
El mantenimiento sistemático puede aplicarse a un equipo concreto o a una instalación en su conjunto. Este tipo de mantenimiento sistemático se sustituye en algunas ocasiones por mantenimientos por condición: se verifica el equipo y sólo se interviene en él si hay síntomas de fallo que lo justifiquen. Se ha demostrado que en los procesos de revisión sistemática se inducen averías que el equipo no tenía, por lo que además de representar un alto coste no siempre justificado puede ser incluso contraproducente. No obstante, no siempre es posible evitar las intervenciones sistemáticas, sobre todo cuando se necesita a toda costa asegurar la producción y se dispone de un tiempo concreto para realizar una revisión programada. La diferencia de disponibilidad entre las instalaciones que se someten a un plan de revisiones programado y sistemático puede llegar a estar 20 puntos en disponibilidad por encima de una planta similar sujeta a revisiones condicionales o en la que no se aplica ningún plan sistemático.