tool management introduction. organization tm project introduction service center tm project i
TRANSCRIPT

TOOL MANAGEMENT INTRODUCTIONTOOL MANAGEMENT INTRODUCTION

OrganizationTM Project Introduction
ManagerTM Projects China
Assistant
ToolManagerProject I
Service CenterMgr.
ToolSetters
ToolEngineers
StockKeepers
CoatingOperator
ToolDeliverers
ToolGrinders
MaintenanceEngineer
QualityInspectors
QualityInspector
Purchaser Accountant Cashier
StockKeeper
ToolManagerProject II
ToolManager
Project III
Service Center
TM
Pro
ject
I

09-11-008eDr. Lang
Structure of Technological Tool Management
Tool Flow Information Flow
Tool StockTool Setter´s Room
Disassembly/Valuation
Assembly/Tool Setting
ToolStock
ServiceCentre
GühringOrganisationProcess Optimisation
Logistics
• De-coating• Regrinding• Recoating• Modifications• Repair
• Application Engineers• R&D• Test Area
• ABC-Analysis of Tooling Costs• Analysis of non- stable Processes• Action Plan• Monitoring of Actions and Results• Tool Optimisation
Production of Customer
Scrapping
New Tools
Customer´s internaltechnological
Production Support
• Schedule• Purchase
• Stock Management• Cost Allocation
ToolBoard
Transition of used Tools
ToolBoard
Transition of newTools
Customer’s Responsibility Responsibility Gühring TM
Customer’s Production Schedule
Production Site Customer
Tasks of the TM • Training of the Employees• Tool Purchasing• Stock Management• 100% Incoming Inspection• Technical support of the customer
– Tool optimizing– Cost optimizing– Reporting– Tool presetting/tool circulation– regrinding/recoating in the service center
• Communication with the customer (e.g. tool wear cards/meetings etc.)
TM Project Introduction
Training of the Employees
TM Project Introduction
• Engineers get training from experienced German tooling engineer during start up of the TM project
• Tool setters get training from experienced German tool setters during start up of the TM project
• Tool Manager, Stock Keepers, Purchasers and Administrative Staff are trained by the Project Manager
• It is always possible to get support from experienced trainers in Guehring Changzhou or in Guehring Germany. There are also experienced tooling engineers and tool setters in the TM projects in China which are available for supporting new projects
During starting up a new TM Project

Training of the Employees
TM Project Introduction
• Weekly trainings held by the Tool Manager. Mostly review of actual problems, solutions and work organization issues with the target of continuous improvement
• Monthly trainings held by the Tool Manager and Project Manager.
Review of different actual issues• Special trainings held several times per year by German experts or
by experts from Guehring Changzhou. Mostly training for special tools, e. g. PCD/CBN tools, taps, which tool is the best for a special application etc.
While the TM Project is running

Training of the Employees
TM Project Introduction
• Trainings in cooperation with technical schools are held several times per year. Exchange of theoretical and practical knowledge, possibility to select qualified and suitable future employees
• Weekly safety trainings including review of actual safety issues
While the TM Project is running

Tool Purchasing
TM Project Introduction
• TM Software indicates when minimum stock is reached• Stock Keepers monitor the tool status. If minimum stock is
reached, stock keepers fill in a “pre-order-list” and pass it to the responsible tooling engineer
• Pre-order-list is confirmed by tooling engineer and passed to purchaser
• Purchaser is making inquiry (normally from at least 3 different suppliers for first time orders)
• After getting the quotations purchaser is choosing the supplier• Purchaser is getting confirmation (signature) of tooling manager• Tools are ordered• Orders are updated and tracked in the TM Software
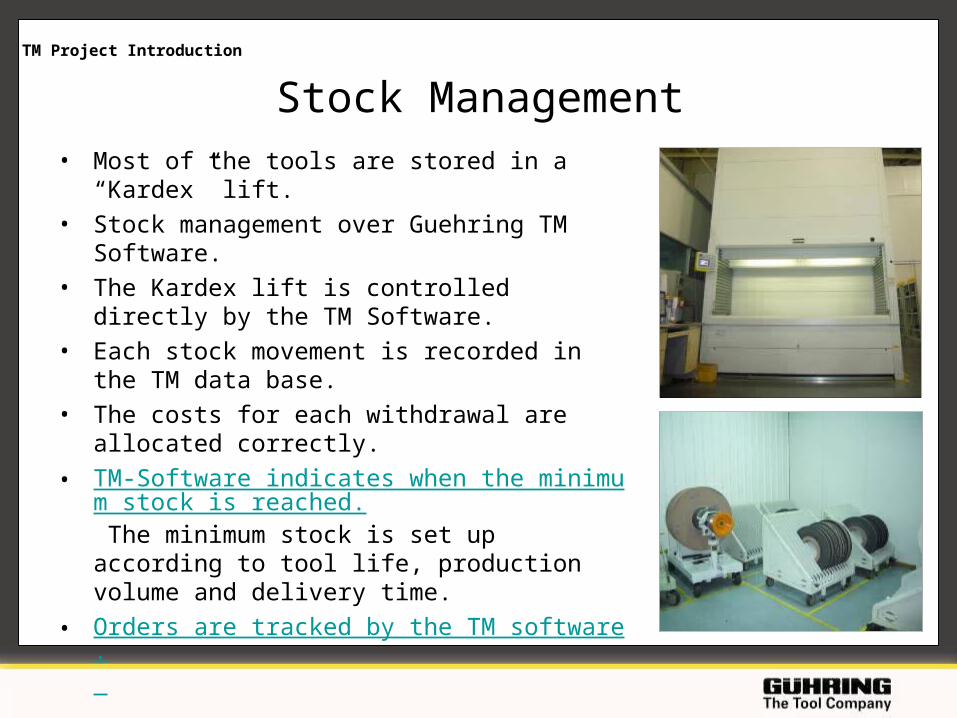
Stock Management• Most of the tools are stored in a “Kardex”
lift.• Stock management over Guehring TM
Software.• The Kardex lift is controlled directly by the
TM Software.• Each stock movement is recorded in the TM
data base. • The costs for each withdrawal are allocated
correctly. • TM-Software indicates when the minimum st
ock is reached. The minimum stock is set up according to tool life, production volume and delivery time.
• Orders are tracked by the TM software.
TM Project Introduction

Spare Parts Stock
Assembled Tools Stock
Kardex Lift (Tool Stock)Assembled Tools Stock
TM Project Introduction
Stock Management

Incoming Inspection
• 100% of the incoming tools are inspected. Exception: tools reground in the service center. These tools get a 100% outgoing check and are delivered with the checking report.
• Visual check and measuring of the tools.
TM Project Introduction

Inspection Report Delivery NoteInspection Drawing
Incoming Inspection• Inspection drawing available for each tool. Checking criteria is
clearly marked.• Measuring results for each tool are recorded in a inspection report.• Documentation of the incoming inspection by punch and signature
of the inspector on the delivery note.
TM Project Introduction
Technical Support• Tool Optimization
– Problem Feedback List:• Each problem that appears during the shift is recorded by
the Guehring engineers in a “problem feedback list”• Daily “problem review meeting” with Guehring’s and
customer’s engineers• If possible immediate problem solving with settling of the
root cause. If immediate solution not possible:follow up in the “monthly working plan” (see next slide)
TM Project Introduction

Technical Support• Tool Optimization
– “Monthly Working Plan”:• Weekly review and follow up of the status of open issues• Support from Guehring Changzhou available at any time• Support from Guehring Germany available at any time• Communication with external suppliers and organization of
their support if necessary
TM Project Introduction

Technical Support• Tool Optimization
– Tool Tests/Replacement of Tools:– Written agreements with suppliers– Get the customer’s written approval for the test– Conduct test according to the “Tool Test Process” – Test results are recorded and followed up in the “Tool Test
List”– Results are reported to the customer– If the test results are positive, Guehring will apply for the
replacement of the tools and the corresponding documents
TM Project Introduction

Technical Support• Cost Optimization
– “Top20 Tooling Cost List”:
• Tool Cost “Top20” are listed monthly
• Tool Manager and engineers follow up the “Top20” list and make action plan for cost reduction
• Planned and target oriented follow up of the action plans and monthly review
TM Project Introduction

Technical Support
• Reporting (monthly):
– Tool Cost per Part– Tool Cost Top20 and action plans – Stock Situation– Tool Consumption List– Abnormal Tooling Consumption
TM Project Introduction

Technical Support• Tool presetting & tool circulation
– Tools are withdrawn from the stock– Tools are assembled and set up– Collect measuring data in the pre-setting machine. Print out two set-up
data labels: one on the tool, one in the tool setter’s book.– Tool is sent to the assembled tools stock or directly to the production line– Tools are used in the production– After using the tool, the machine operator fills in the “tool wear card”– Tool and “tool wear card” are collected and sent back to the TM room.
Wear data for each tool is recorded in the TM software’s database– Tools are inspected– According to the status tools are set up again or disassembled and
cleaned– Worn out tools/inserts are replaced
TM Project Introduction

TM Project Introduction
Technical Support
Tool PresettingTool Presetting
Crank Grinding Wheel Assembly
Trolley for tool delivery, Tool wear card on used toolTrolley for tool delivery, Tool wear card on used tool
Above: set-up data label
Left: Wear Data Terminal: Input the wear data from the tool wear card
TM Project Introduction
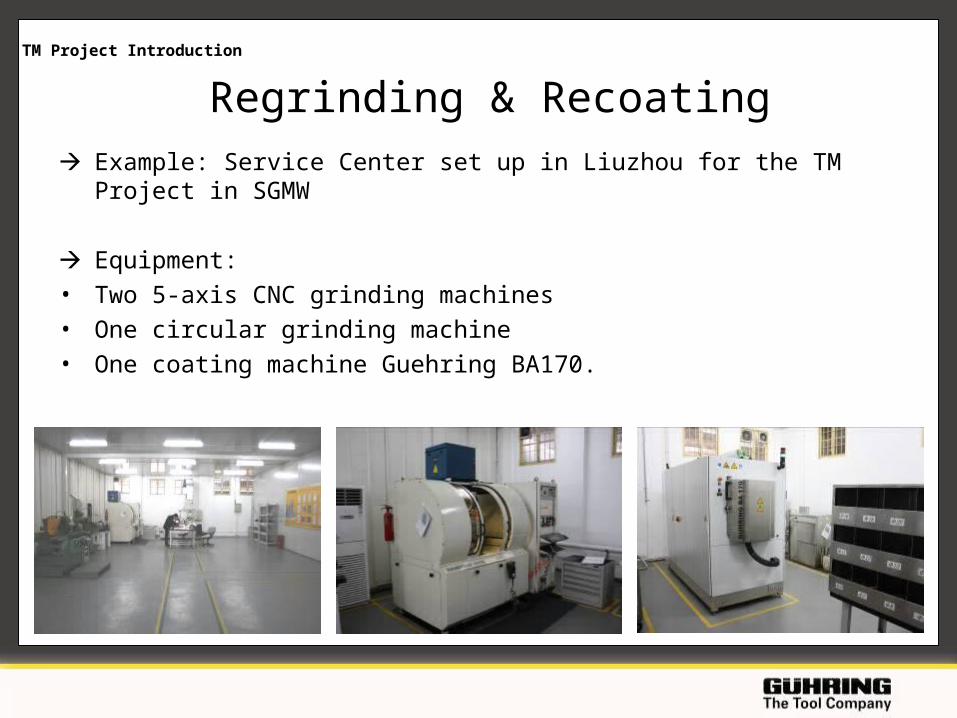
Regrinding & Recoating Example: Service Center set up in Liuzhou for the TM Project in SGMW
Equipment:
• Two 5-axis CNC grinding machines
• One circular grinding machine
• One coating machine Guehring BA170.

TM Project Introduction
Regrinding & Recoating
Used tools are collected separately in the TM stock room after coming back from the production line
The tools are sent to the service center regularly After receiving, QC is checking each tool’s status (some tools cannot be
reground, e. g. the tool is already too short, diameter already too small etc.). Disqualified tools are sent back to TM for disposal, qualified tools are put into the service center’s stock
According to the quantity of used tools in stock and the requirement of the TM, a production plan is made and agreed between the TM and the service center
The tools are reground and recoated according to the production plan’s sequence. If there are any deviations TM is informed immediately
100% of the finished tools are inspected by QC Tools are sent back to the TM
TM Project Introduction
Regrinding & Recoating
Advantages of the service center:
All carbide tools used in the TM project can be reground and recoated in the nearby service center.
Short delivery time
Direct and daily communication between service center and TM project
Direct influence on the production plan of the regrinding center, e. g. very urgent tools can be made immediately

TM Project Introduction
• Communication with Production Line (operators & line leaders)– Daily “morning meeting” of Guehring tooling engineers with the customer’s
machine operators and line leaders– Machine operators write down tool wear data for each tool on the “tool wear card”
• Communication with the customer’s tooling engineers:– Daily “morning meeting” in Guehring’s TM office– Weekly meeting in TM office– TM Software and other important information accessible for customer
• Communication with customer’s management:– Tool Test Applications– Tool Test Reports– Tool Changing Applications– Monthly reports– Monthly meeting
Communication

Honor from China Outsourcing Association