the journal of supercritical fluids - um repositoryrepository.um.edu.my/93672/1/oxide scale growth...
TRANSCRIPT

Osu
WHa
Mb
c
d
a
ARRAA
KNHOU
1
mpirerraab
(
h0
J. of Supercritical Fluids 92 (2014) 215–222
Contents lists available at ScienceDirect
The Journal of Supercritical Fluids
j our na l ho me page: www.elsev ier .com/ locate /supf lu
xide scale growth and presumed exfoliation in a 700 ◦C or higherteam condition: A simulation study for future operations ofltra-supercritical power plants
.H. Yeoa,d, A.T. Fryb, J. Purbolaksonoa,∗, S. Ramesha, J.I. Inayat-Hussainc,.L. Liewa, M. Hamdia
Centre of Advanced Manufacturing and Materials Processing, Department of Mechanical Engineering, University of Malaya, Kuala Lumpur 50603,alaysiaNational Physical Laboratory, Teddington, Middlesex TW11 0LW, United KingdomDepartment of Mechanical Engineering, Universiti Tenaga Nasional, Jalan IKRAM-UNITEN, Kajang 43000, MalaysiaDepartment of Mechanical Engineering, Universiti Tunku Abdul Rahman, Kuala Lumpur 53330, Malaysia
r t i c l e i n f o
rticle history:eceived 25 April 2014eceived in revised form 3 June 2014ccepted 3 June 2014vailable online 11 June 2014
eywords:ickel-based alloyigh temperature operation
a b s t r a c t
The world is facing the challenge of providing abundant and affordable electricity to meet the need of agrowing global population, while lowering and controlling CO2 emissions. Both of these goals can be metthrough improving the efficiency of the boiler through increasing the operating pressure and temperature,although increasing steam temperature has been reported to be more economical than raising steampressure. However, higher temperatures may lead to increased boiler tube failure through steam-sideoxidation and fireside corrosion mechanisms. Ni-based alloys are candidate materials for these aggressiveconditions. The study reported here is evaluating steam-side oxide growth in a given length of superheaterand reheater tubes of ultra-supercritical boilers operating at 700 ◦C or higher/35 MPa steam condition
xide scale growthltra-supercritical boiler
under different presumed service conditions. A simple and inexpensive procedure to estimate the oxidescale growth and the metal temperature increase in a boiler tube over a period of time is proposed.Verification of the findings with the actual data from the power plants is provided. The oxide scalegrowth rates of nickel-based alloys at steam temperatures up to 750 ◦C seemed to be tolerable in servicebased on the procedures demonstrated here.
© 2014 Elsevier B.V. All rights reserved.
. Introduction
To support rapid developments of industrialization and to helpillions of people to get rid of energy shortage, coal remains the
romising choice to be considered to sustain electricity generationn the future. It may be estimated that the global population willeach about nine billion by 2050. Due to up-and-coming growthconomy and necessity of a better quality of life, sustainable energyesources are required. In comparison to other fossil fuels, e.g. theeserves of oil that are projected to last about 40 years, coal is widely
nd dispersedly available around the world and is estimated to lastbout 250 years. Therefore, the global demand and price issue cane resolved by the use of coal [1].∗ Corresponding author. Tel.: +60 3 79675341.E-mail addresses: [email protected], [email protected]
J. Purbolaksono).
ttp://dx.doi.org/10.1016/j.supflu.2014.06.002896-8446/© 2014 Elsevier B.V. All rights reserved.
As reported by the International Energy Agency (IEA), theincrease of global energy demand is projected to be around 50%by 2030. While realizing an improved quality of life globally, it isnot easy to resolve the issues with the solutions that are associatedwith the increased energy demand [1]. Furthermore, in order toaddress the essential reduction of CO2 emissions, operating higherstream temperature may be reasonable step to improve the effi-ciency of coal power plants [2]. Pollutants and levels of CO2 resultedfrom the traditional methods of coal combustion are widely knownto be higher in comparison to those by other generation options.Thus, these environmental issues shall be addressed by employ-ing suitable methods while using coal as a generating option inthe 21st century [3]. Today’s modern technology allows coal-firedpower plant to emit less pollutants over its life time in comparison
to the earlier generations of coal plants that emitted in just a singleyear [1,4]. Since technology has grown to be available, it is essen-tial to put into practice the policies that will sustain the advanceddevelopment of coal-fired power plants. High-efficiency coal-fired
2 ritical Fluids 92 (2014) 215–222
pesroTsebsemsgomceu7(FidcbaImo2acfio
apIttcspsttttsflitcctspOiaba
bp
Fig. 1. A schematic diagram of heat transfer of staggered superheater/reheater tubes
16 W.H. Yeo et al. / J. of Superc
ower plant is purposefully designed for realizing the increase ofnergy demand and reducing CO2 emissions [1]. Under the suppo-ition of coal as a technologically clean energy source, abundanteserves and the low-level of prices would make coal to be onef the major energy alternatives for oil and gas in the future [5].o this end, the ultra-supercritical (USC) boilers that seem moreuitable technology for power generation from coal will be gen-rally employed by the power plant operators [6–9]. As reportedy Viswanathan et al. [3], increasing steam temperature and pres-ure can simultaneously increase the efficiency and reduce the CO2missions that result from pulverized coal-fired boilers. However,uch more economical operation can viably be achieved by raising
team temperature than increasing steam pressure. To preserve theains of the power plant efficiency with higher steam temperatureperation, more advanced materials may be utilized by loweringain steam pressure. Since operating 600 ◦C steam condition in
oal-fired power plant has been commercially established withxcellent availability [1], several programs for developing advancedltra-supercritical power plants with steam temperatures above00 ◦C (e.g. the European AD700 programme, the American A-USC760 ◦C) program, and the Japanese A-USC) have been launched.ukuda [10] reported the development programs for advanced USCn Japan by particularly focusing on the employments of the candi-ate materials that have excellent resistances to high-temperatureorrosion and steam oxidation. The use of materials that are capa-le of withstanding steam conditions up to 650 ◦C with a view ofrriving at 700 ◦C over the next decade is the aim of the programs.n addition, China has planned a program that is projected to com-
ence in 2018 for constructing demonstration power plants withperating 700 ◦C steam condition and is targeted for completion by020 [1]. Therefore, the feasibility of designing an USC boiler oper-ting at 700 ◦C or higher and 35 MPa with current development ofandidate materials is encouraging. The improvement of the coal-red plant efficiency by more than 50% is generally the overall goalf the programs worldwide.
Increased rates of strength degradation of materials due to creepnd oxidation are well known failure mechanism in higher tem-erature operations, resulting in a shorter component lifetime.
mprovements of the creep strength and oxidation resistance ofhe material with reasonable cost for high-temperature applica-ions have been the challenges to achieve [11]. One of the importantonsiderations in the selection of materials for a USC boiler isteam-side oxidation. Power plants operating at higher steam tem-eratures would pose the possibility of having higher rates ofteam-side oxidation. In a power plant, steam-side oxidation hashree potential unfavorable aspects, all of which are worsened athe higher temperatures planned for USC operation: (1) the wallhinning can escalate the hoop stress, causing creep rupture, (2)he low thermal conductivity as a result of the thickening oxidecale would further insulate the tube material from the coolinguid, leading to the increase of fireside metal temperature, thus
ncreasing the fire-side and steam-side corrosion rates, (3) Thehicker oxide scales may more easily spall during the cooling pro-ess of the shutdown of the power plant, blocking steam flow orausing erosion damage of the steam turbine [12]. Consequently,he control of steam-side oxidation is an important factor in theuccessful operation of a USC boiler, as demonstrated in the USrogramme sponsored by the U.S. Department of Energy and thehio Coal Development Office. In which, one of the main task
s devoted to the study of the steam-side oxidation of candidatelloys. The goal of this task is to study the steam-side oxidationehavior and temperature limits of currently available candidate
lloys [12].It has been widely reported that the austenitic and nickel-ased alloys are suitable for higher temperature applications inower plants [13,14]. In a relevant work, Kritzer [15] reported
and scale formations in coal-fired power plant.
phenomena of wet air oxidation and supercritical water oxida-tion. However, there are relatively few published reports of thesystematic collection of data concerning the growth of oxide scaleson the steam-side surfaces of austenitic and nickel-based alloysin steam boilers. Sarver and Tanzosh [16] reported an extensiveliterature review on the oxidation kinetics and the steam oxida-tion resistance of the candidate materials that could potentially beused in the USC coal power plants where the power plant couldbe operated up to 760 ◦C and 38 MPa steam conditions. Limitedinformation was found for the alloys of interest at these high tem-peratures and pressures. Currently, a number of relevant researchesparticularly for studying the oxidation of nickel-based alloys, arein progress and associated with the US USC Steam Boiler Tubingprogram as well as in European and Japanese programs. Results ofthese endeavors are expected to be available in a few upcomingyears [17].
The work presented here is in line with the ongoing programsworldwide particularly in addressing steam-side oxidation of can-didate alloys for USC operation. A simple procedure utilizing aclassical heat flow formula shown in Fig. 1 and the relationshipbetween the Larson–Miller parameter (LMP) and the scale thick-ness presented by the National Physical Laboratory [18], UnitedKingdom (Fig. 2) is proposed for estimating the oxide scale growthand temperature increase in a given length of nickel-based alloytubes for a range of service conditions (varying the steam and fluegas temperatures) for a period of time. This procedure requires nonumerical modeling, such as using finite element method (FEM)or boundary element method (BEM). The procedure can also beused for simulating the implications of the oxide scale exfoliationsthat are assumed to take place in service. In particular, this work
attempts to show acceptability of steam-side oxide growths at thesteam temperature of 700 ◦C or higher in the USC boilers. Estima-tions of the scale growth and the temperature increase in austenitic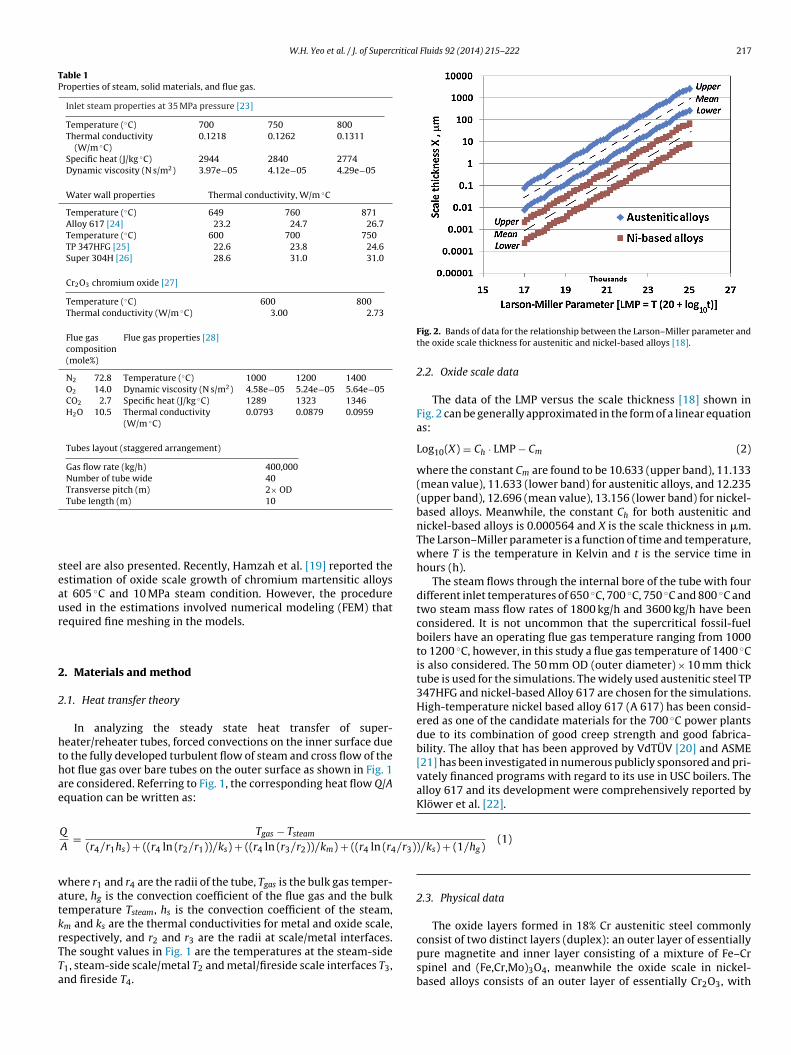
W.H. Yeo et al. / J. of Supercritical Fluids 92 (2014) 215–222 217
Table 1Properties of steam, solid materials, and flue gas.
Inlet steam properties at 35 MPa pressure [23]
Temperature (◦C) 700 750 800Thermal conductivity
(W/m ◦C)0.1218 0.1262 0.1311
Specific heat (J/kg ◦C) 2944 2840 2774Dynamic viscosity (N s/m2) 3.97e−05 4.12e−05 4.29e−05
Water wall properties Thermal conductivity, W/m ◦C
Temperature (◦C) 649 760 871Alloy 617 [24] 23.2 24.7 26.7Temperature (◦C) 600 700 750TP 347HFG [25] 22.6 23.8 24.6Super 304H [26] 28.6 31.0 31.0
Cr2O3 chromium oxide [27]
Temperature (◦C) 600 800Thermal conductivity (W/m ◦C) 3.00 2.73
Flue gascomposition(mole%)
Flue gas properties [28]
N2 72.8 Temperature (◦C) 1000 1200 1400O2 14.0 Dynamic viscosity (N s/m2) 4.58e−05 5.24e−05 5.64e−05CO2 2.7 Specific heat (J/kg ◦C) 1289 1323 1346H2O 10.5 Thermal conductivity
(W/m ◦C)0.0793 0.0879 0.0959
Tubes layout (staggered arrangement)
Gas flow rate (kg/h) 400,000Number of tube wide 40Transverse pitch (m) 2× ODTube length (m) 10
seaur
2
2
hthae
/r3))
watkrTTa
consist of two distinct layers (duplex): an outer layer of essentiallypure magnetite and inner layer consisting of a mixture of Fe–Cr
teel are also presented. Recently, Hamzah et al. [19] reported thestimation of oxide scale growth of chromium martensitic alloyst 605 ◦C and 10 MPa steam condition. However, the proceduresed in the estimations involved numerical modeling (FEM) thatequired fine meshing in the models.
. Materials and method
.1. Heat transfer theory
In analyzing the steady state heat transfer of super-eater/reheater tubes, forced convections on the inner surface dueo the fully developed turbulent flow of steam and cross flow of theot flue gas over bare tubes on the outer surface as shown in Fig. 1re considered. Referring to Fig. 1, the corresponding heat flow Q/Aquation can be written as:
Q
A= Tgas − Tsteam
(r4/r1hs) + ((r4 ln (r2/r1))/ks) + ((r4 ln (r3/r2))/km) + ((r4 ln (r4
here r1 and r4 are the radii of the tube, Tgas is the bulk gas temper-ture, hg is the convection coefficient of the flue gas and the bulkemperature Tsteam, hs is the convection coefficient of the steam,m and ks are the thermal conductivities for metal and oxide scale,espectively, and r2 and r3 are the radii at scale/metal interfaces.he sought values in Fig. 1 are the temperatures at the steam-side
1, steam-side scale/metal T2 and metal/fireside scale interfaces T3,nd fireside T4./ks) + (1/hg)(1)
Fig. 2. Bands of data for the relationship between the Larson–Miller parameter andthe oxide scale thickness for austenitic and nickel-based alloys [18].
2.2. Oxide scale data
The data of the LMP versus the scale thickness [18] shown inFig. 2 can be generally approximated in the form of a linear equationas:
Log10(X) = Ch · LMP − Cm (2)
where the constant Cm are found to be 10.633 (upper band), 11.133(mean value), 11.633 (lower band) for austenitic alloys, and 12.235(upper band), 12.696 (mean value), 13.156 (lower band) for nickel-based alloys. Meanwhile, the constant Ch for both austenitic andnickel-based alloys is 0.000564 and X is the scale thickness in �m.The Larson–Miller parameter is a function of time and temperature,where T is the temperature in Kelvin and t is the service time inhours (h).
The steam flows through the internal bore of the tube with fourdifferent inlet temperatures of 650 ◦C, 700 ◦C, 750 ◦C and 800 ◦C andtwo steam mass flow rates of 1800 kg/h and 3600 kg/h have beenconsidered. It is not uncommon that the supercritical fossil-fuelboilers have an operating flue gas temperature ranging from 1000to 1200 ◦C, however, in this study a flue gas temperature of 1400 ◦Cis also considered. The 50 mm OD (outer diameter) × 10 mm thicktube is used for the simulations. The widely used austenitic steel TP347HFG and nickel-based Alloy 617 are chosen for the simulations.High-temperature nickel based alloy 617 (A 617) has been consid-ered as one of the candidate materials for the 700 ◦C power plantsdue to its combination of good creep strength and good fabrica-bility. The alloy that has been approved by VdTÜV [20] and ASME[21] has been investigated in numerous publicly sponsored and pri-vately financed programs with regard to its use in USC boilers. Thealloy 617 and its development were comprehensively reported byKlöwer et al. [22].
2.3. Physical data
The oxide layers formed in 18% Cr austenitic steel commonly
spinel and (Fe,Cr,Mo)3O4, meanwhile the oxide scale in nickel-based alloys consists of an outer layer of essentially Cr2O3, with
218 W.H. Yeo et al. / J. of Supercritical Fluids 92 (2014) 215–222
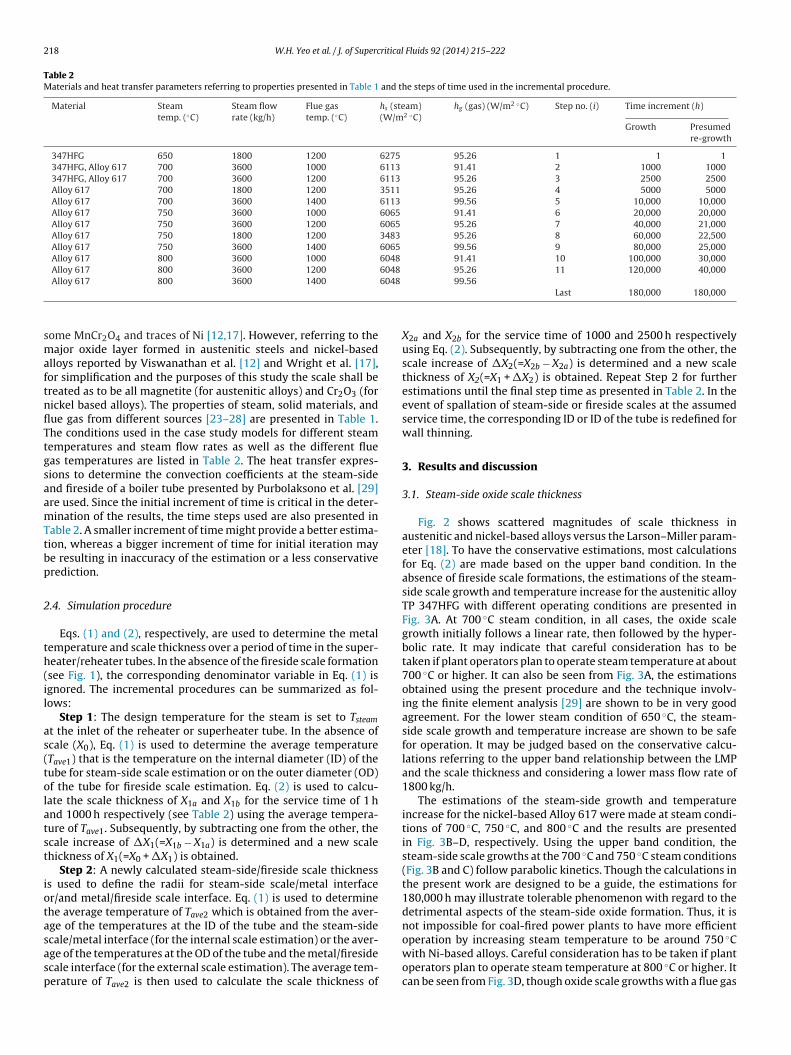
Table 2Materials and heat transfer parameters referring to properties presented in Table 1 and the steps of time used in the incremental procedure.
Material Steamtemp. (◦C)
Steam flowrate (kg/h)
Flue gastemp. (◦C)
hs (steam)(W/m2 ◦C)
hg (gas) (W/m2 ◦C) Step no. (i) Time increment (h)
Growth Presumedre-growth
347HFG 650 1800 1200 6275 95.26 1 1 1347HFG, Alloy 617 700 3600 1000 6113 91.41 2 1000 1000347HFG, Alloy 617 700 3600 1200 6113 95.26 3 2500 2500Alloy 617 700 1800 1200 3511 95.26 4 5000 5000Alloy 617 700 3600 1400 6113 99.56 5 10,000 10,000Alloy 617 750 3600 1000 6065 91.41 6 20,000 20,000Alloy 617 750 3600 1200 6065 95.26 7 40,000 21,000Alloy 617 750 1800 1200 3483 95.26 8 60,000 22,500Alloy 617 750 3600 1400 6065 99.56 9 80,000 25,000Alloy 617 800 3600 1000 6048 91.41 10 100,000 30,000Alloy 617 800 3600 1200 6048 95.26 11 120,000 40,000
6048
smaftnflTtgsaamTtbp
2
th(il
as(tolatst
iotasasp
Alloy 617 800 3600 1400
ome MnCr2O4 and traces of Ni [12,17]. However, referring to theajor oxide layer formed in austenitic steels and nickel-based
lloys reported by Viswanathan et al. [12] and Wright et al. [17],or simplification and the purposes of this study the scale shall bereated as to be all magnetite (for austenitic alloys) and Cr2O3 (forickel based alloys). The properties of steam, solid materials, andue gas from different sources [23–28] are presented in Table 1.he conditions used in the case study models for different steamemperatures and steam flow rates as well as the different flueas temperatures are listed in Table 2. The heat transfer expres-ions to determine the convection coefficients at the steam-sidend fireside of a boiler tube presented by Purbolaksono et al. [29]re used. Since the initial increment of time is critical in the deter-ination of the results, the time steps used are also presented in
able 2. A smaller increment of time might provide a better estima-ion, whereas a bigger increment of time for initial iteration maye resulting in inaccuracy of the estimation or a less conservativerediction.
.4. Simulation procedure
Eqs. (1) and (2), respectively, are used to determine the metalemperature and scale thickness over a period of time in the super-eater/reheater tubes. In the absence of the fireside scale formationsee Fig. 1), the corresponding denominator variable in Eq. (1) isgnored. The incremental procedures can be summarized as fol-ows:
Step 1: The design temperature for the steam is set to Tsteam
t the inlet of the reheater or superheater tube. In the absence ofcale (X0), Eq. (1) is used to determine the average temperatureTave1) that is the temperature on the internal diameter (ID) of theube for steam-side scale estimation or on the outer diameter (OD)f the tube for fireside scale estimation. Eq. (2) is used to calcu-ate the scale thickness of X1a and X1b for the service time of 1 hnd 1000 h respectively (see Table 2) using the average tempera-ure of Tave1. Subsequently, by subtracting one from the other, thecale increase of �X1(=X1b − X1a) is determined and a new scalehickness of X1(=X0 + �X1) is obtained.
Step 2: A newly calculated steam-side/fireside scale thicknesss used to define the radii for steam-side scale/metal interfacer/and metal/fireside scale interface. Eq. (1) is used to determinehe average temperature of Tave2 which is obtained from the aver-ge of the temperatures at the ID of the tube and the steam-side
cale/metal interface (for the internal scale estimation) or the aver-ge of the temperatures at the OD of the tube and the metal/firesidecale interface (for the external scale estimation). The average tem-erature of Tave2 is then used to calculate the scale thickness of99.56Last 180,000 180,000
X2a and X2b for the service time of 1000 and 2500 h respectivelyusing Eq. (2). Subsequently, by subtracting one from the other, thescale increase of �X2(=X2b − X2a) is determined and a new scalethickness of X2(=X1 + �X2) is obtained. Repeat Step 2 for furtherestimations until the final step time as presented in Table 2. In theevent of spallation of steam-side or fireside scales at the assumedservice time, the corresponding ID or ID of the tube is redefined forwall thinning.
3. Results and discussion
3.1. Steam-side oxide scale thickness
Fig. 2 shows scattered magnitudes of scale thickness inaustenitic and nickel-based alloys versus the Larson–Miller param-eter [18]. To have the conservative estimations, most calculationsfor Eq. (2) are made based on the upper band condition. In theabsence of fireside scale formations, the estimations of the steam-side scale growth and temperature increase for the austenitic alloyTP 347HFG with different operating conditions are presented inFig. 3A. At 700 ◦C steam condition, in all cases, the oxide scalegrowth initially follows a linear rate, then followed by the hyper-bolic rate. It may indicate that careful consideration has to betaken if plant operators plan to operate steam temperature at about700 ◦C or higher. It can also be seen from Fig. 3A, the estimationsobtained using the present procedure and the technique involv-ing the finite element analysis [29] are shown to be in very goodagreement. For the lower steam condition of 650 ◦C, the steam-side scale growth and temperature increase are shown to be safefor operation. It may be judged based on the conservative calcu-lations referring to the upper band relationship between the LMPand the scale thickness and considering a lower mass flow rate of1800 kg/h.
The estimations of the steam-side growth and temperatureincrease for the nickel-based Alloy 617 were made at steam condi-tions of 700 ◦C, 750 ◦C, and 800 ◦C and the results are presentedin Fig. 3B–D, respectively. Using the upper band condition, thesteam-side scale growths at the 700 ◦C and 750 ◦C steam conditions(Fig. 3B and C) follow parabolic kinetics. Though the calculations inthe present work are designed to be a guide, the estimations for180,000 h may illustrate tolerable phenomenon with regard to thedetrimental aspects of the steam-side oxide formation. Thus, it isnot impossible for coal-fired power plants to have more efficient
operation by increasing steam temperature to be around 750 ◦Cwith Ni-based alloys. Careful consideration has to be taken if plantoperators plan to operate steam temperature at 800 ◦C or higher. Itcan be seen from Fig. 3D, though oxide scale growths with a flue gas
W.H. Yeo et al. / J. of Supercritical Fluids 92 (2014) 215–222 219
Fig. 3. The steam-side growth and temperature increase for: (A) TP347HFG at 650 and 700 ◦C steam conditions; (B) nickel-based alloy 617 at 700 ◦C steam condition; (C)nickel-based alloy 617 at 750 ◦C steam condition; (D) nickel-based alloy 617 at 800 ◦C steam condition. The legends for TP347HFG (A): × A-U-S-1000*, A-U-T-1000*,
A-U-S-1000* (by FEA), A-U-T-1000* (by FEA), A-U-S-1200*, A-U-T-1200*, A-M-S-1200*, A-M-T-1200*, A-U-S-1200/steam temperature = 650#, +
A-U-T-1200/steam temperature = 650#. The legends for Alloy 617 (B–D): N-U-S-1000*, N-U-T-1000*, N-U-S-1200*, N-U-T-1200*, ♦ N-U-S-1200#, � N-U-T-1200#,� el-bast g/h. T
ti2tsii
wltmuttcepsa
N-U-S-1400*, © N-U-T-1400*. The notations are defined as: A, austenitic; N, nickemperature; * steam mass flow rate of 3600 kg/h; # steam mass flow rate of 1800 k
emperature up to 1200 ◦C follow parabolic rate, the correspond-ng estimated metal temperatures are higher than 825 ◦C after just0,000 h in service. The creep strength of the nickel-based alloys ishus of great concern. Furthermore, if the flue gas temperature iset to 1400 ◦C, the oxide scale growth and the metal temperaturencrease are shown to be almost linear after a few thousands hoursn service.
It is necessary to verify the estimations of the oxide scale growthith the actual experimental/testing data from power plants. Uer-
ings et al. [30] have reported the measurements of steam-side scalehickness taken from the power plants for four different experi-
ent/test steam loops (5890 h, 12,000 h, 17,770 h, and 23,215 h)nder the KOMET 650 joint research project. It was reported thathe average steam mass flow rate was 1 kg/s (3600 kg/h) and theube geometry used was 31.8 mm OD × 5 mm [31]. Three steamonditions, i.e. 575 ◦C, 600 ◦C, and 630 ◦C, were considered. How-
ver, more detailed operating heat transfer parameters of thoseower plants were not reported. It is not uncommon that theupercritical fossil-fuel boilers have the operating flue gas temper-ture up to 1200 ◦C. In the following comparisons, the steam-sideed; M, mean fitting equation; U, upper fitting equation; S, scale thickness; T, metalhe numbers of 1000, 1200, and 1400 denote the flue gas temperatures in ◦C.
scale growths are estimated by referring to the upper band ofthe relationship between the LMP and the scale thickness (Fig. 2).The convection coefficients for the steam conditions of 600 ◦C,630 ◦C, and 650 ◦C in 31.8 mm OD × 5 mm are 11,862 W/m2 ◦C,11,557 W/m2 ◦C, and 11,414 W/m2 ◦C, respectively. The flue gastemperature of 1200 ◦C (hg = 74.5 W/m2 ◦C) is considered. Theexperimental data of the actual coal-fired power plant operations[30] and the estimated results for the austenitic steels are pre-sented in Fig. 4A. For a given service time, the oxide scale growthsfor Super 304H are shown to be larger than those of TP347HFG.It indicates that TP347HFG shows positive results. The actual datafrom the power plants are fairly within the estimations. Uerlingset al. [30] also reported the measurements for Alloy 617 for a steamcondition of 630 ◦C at the same test steam loops. The steam-sideoxide thicknesses were reported to be less than 10 �m for the teststeam loops as shown in Fig. 4B. The estimations are shown to be
in agreement with the actual data [30] at 630 ◦C and 650 ◦C steamconditions (Fig. 4B). However, the calculations demonstrated hereare intended to have rough estimations and shall ideally considerthe real-time operating parameters for better estimations.
220 W.H. Yeo et al. / J. of Supercritical Fluids 92 (2014) 215–222
Fig. 4. (A) Estimated steam-side oxide scale growths and the actual experimental data (304H and TP347) from the power plants [30] for austenitic alloys (the legends:
estimations at 650 ◦C steam condition, estimations at 630 ◦C steam condition, estimations at 600 ◦C steam condition, × 304H at 575 ◦C, TP347a ◦ ◦ ◦ ◦ ◦ ); (B)f timati
3
acocasthfwtomb
saLnttqtctacmmsdHpemtgGo
t 575 C, 304H at 600 C, � TP347 at 600 C, © 304H at 630 C, � TP347 at 630 Crom the power plants [30] (the legends: estimations at 650 ◦C, es
.2. Fireside exfoliation
Fireside oxide scale formation in superheater/reheater tubes islso a common phenomenon during service. Materials that containhromium levels of 20% and higher are expected to have low ratesf exfoliation and the ability to form more protective chromiumontaining oxides. However, higher temperature operations couldlso affect higher chromium or nickel-based alloys to cause oxidecale exfoliations [32]. In this study, for simplicity only the forma-ion of oxides has been considered and hot corrosion and depositionave been ignored. It was reported that the fireside corrosion rates
rom hot corrosion processes typically follow a bell-shaped curveith increasing rates of corrosion up to a maximum, at about 690
o 730 ◦C, and then decreasing, depending on the fuel type. A-USCutlet steam temperatures at 700–760 ◦C will result in mean tubeetal temperature of 800 ◦C or higher and the rate of corrosion will
e reduced at this operating metal temperature [33,34].The proposed method reported here can also be used to demon-
trate the exfoliation and re-growth events. Oxide scale re-growthfter exfoliation has been discussed by Sabau et al. [35]. Evans andobb [36] described an oxide scale exfoliation process in two sce-arios called Route 1 and Route 2. The Route 1 process occurs whenhe oxide–metal interface is more resistant to rupture comparedo the oxide layer itself. At a larger temperature change, the subse-uent states of stress and strain energy are relaxed by decohesion athe oxide-metal interface, resulting in a spall particle. Route 2 pro-ess arises when the oxide–metal interface has a lower strengthhan the oxide layer. This process results in progressive bucklingnd rumpling of the surface film as the decrease of temperatureontinues, causing the increase of strain between the oxide and theetal. In the following case study, a conservative calculation wasade to study the repeated exfoliation-re-oxidation event of fire-
ide scale on a nickel-based alloy. The spalling event usually occursuring the cooling process of the shutdown of the power plant.owever, it could also take place during service. For the simulationsurpose, the exfoliation event is conservatively assumed to occurvery 20,000 h of the service life. A half-thickness of the scale for-ation is considered to exfoliate at each event. Fig. 5A shows that
he fireside/OD scale of Alloy 617 at 750 ◦C steam and 1400 ◦C flueas condition grows more rapidly than the steam-side/ID scales.enerally, this is agreeable with the study on reaction productsf boiler tubes as reported by Unocic et al. [37] which show that
estimated steam-side oxide growths and the actual experimental data (alloy 617)ons at 630 ◦C, actual data/alloy 617).
the OD scale of the as-received samples is found to be thicker thanthe steam-side scale. Adherent fireside scale as an insulator willhowever lower thermal performance of the flue-gas-to-steam heatflow. While the fireside scale is adhered, the consequence is notas serious as the damage caused by scale exfoliation that is result-ing in wall thinning, causing a serious consequence by elevatingoperating hoop stress. Thus, higher hoop stress at higher metaltemperatures will increase the likelihood of creep rupture.
3.3. Steam-side exfoliation
Here, more severe events due to steam-side scale exfoliationare simulated. The exfoliation of the steam-side scale which iscommon to both ferritic alloys and austenitic stainless steels is asso-ciated with the stress in the scale [17]. Exfoliation could becomeworse in the advanced steam plants because of increased oxidationrates due to the higher steam temperature. The differences in thecoefficients of expansion between the various scales and the basemetal have been identified by a number of researchers as being sig-nificant with respect to the magnitude of strain acting on the scalewhen it is cooled [12]. Similar to the fireside scale exfoliation, forthe simulation purpose, the event is also assumed to have takenplace at every 20,000 h in service and a half-thickness of the scaleformation is also considered to spall. In this case, the exfoliatedmaterials can collect somewhere in the tube-line to block steamflow. When there are instances of flow restriction, the convectivecoefficient hs can drop tremendously. The convection coefficientshs of 3000 and 1500 W/m2 ◦C are chosen to illustrate the flow star-vation after steam-side exfoliations. The estimations for no flowrestriction after spalling are used for comparison. It can be seenfrom Fig. 5B, when the steam flow experiences massive blockage(e.g. hs = 1500 W/m2 ◦C), the oxide scale grows rapidly. In turn itwill substantially elevate the metal temperature. Thus, tube rupturedue to short-term overheating is expected. If the flow restriction isquite moderate then the long-term overheating is the predominantcase to result in tube rupture. All cases of steam-side exfoliation willthreaten the plant availability. The tube wall thinning caused by the
steam-side spalling is perhaps not as severe as the case resultingfrom steam flow restriction. It is widely reported that the detachedscales are often very abrasive and can cause erosion in the steamturbine.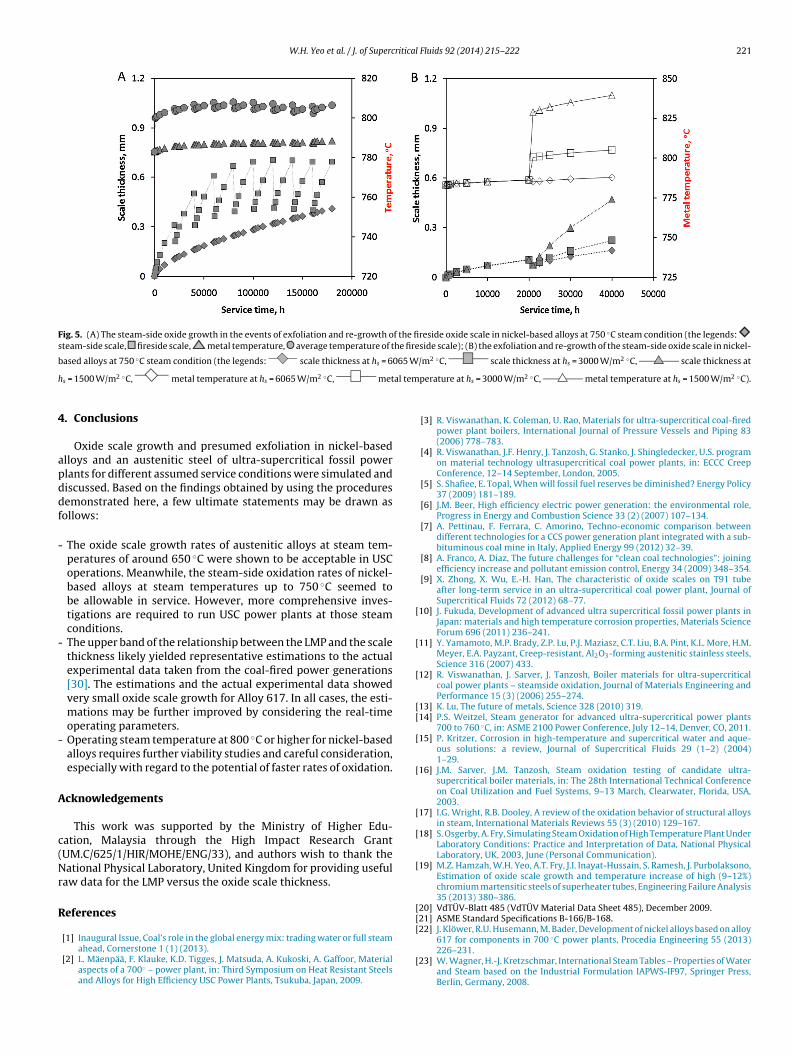
W.H. Yeo et al. / J. of Supercritical Fluids 92 (2014) 215–222 221
Fig. 5. (A) The steam-side oxide growth in the events of exfoliation and re-growth of the fireside oxide scale in nickel-based alloys at 750 ◦C steam condition (the legends:steam-side scale, fireside scale, metal temperature, average temperature of the fireside scale); (B) the exfoliation and re-growth of the steam-side oxide scale in nickel-
b ◦ 065 W 2 ◦ 2 ◦
h al tem
4
apddf
-
-
-
A
c(Nr
R
[
[
[
[[
[
[
[
[
[
[[[
ased alloys at 750 C steam condition (the legends: scale thickness at hs = 6
s = 1500 W/m2 ◦C, metal temperature at hs = 6065 W/m2 ◦C, met
. Conclusions
Oxide scale growth and presumed exfoliation in nickel-basedlloys and an austenitic steel of ultra-supercritical fossil powerlants for different assumed service conditions were simulated andiscussed. Based on the findings obtained by using the proceduresemonstrated here, a few ultimate statements may be drawn asollows:
The oxide scale growth rates of austenitic alloys at steam tem-peratures of around 650 ◦C were shown to be acceptable in USCoperations. Meanwhile, the steam-side oxidation rates of nickel-based alloys at steam temperatures up to 750 ◦C seemed tobe allowable in service. However, more comprehensive inves-tigations are required to run USC power plants at those steamconditions.
The upper band of the relationship between the LMP and the scalethickness likely yielded representative estimations to the actualexperimental data taken from the coal-fired power generations[30]. The estimations and the actual experimental data showedvery small oxide scale growth for Alloy 617. In all cases, the esti-mations may be further improved by considering the real-timeoperating parameters.
Operating steam temperature at 800 ◦C or higher for nickel-basedalloys requires further viability studies and careful consideration,especially with regard to the potential of faster rates of oxidation.
cknowledgements
This work was supported by the Ministry of Higher Edu-ation, Malaysia through the High Impact Research GrantUM.C/625/1/HIR/MOHE/ENG/33), and authors wish to thank theational Physical Laboratory, United Kingdom for providing useful
aw data for the LMP versus the oxide scale thickness.
eferences
[1] Inaugural Issue, Coal’s role in the global energy mix: trading water or full steamahead, Cornerstone 1 (1) (2013).
[2] L. Mäenpää, F. Klauke, K.D. Tigges, J. Matsuda, A. Kukoski, A. Gaffoor, Materialaspects of a 700◦ – power plant, in: Third Symposium on Heat Resistant Steelsand Alloys for High Efficiency USC Power Plants, Tsukuba, Japan, 2009.
[
/m C, scale thickness at hs = 3000 W/m C, scale thickness at
perature at hs = 3000 W/m2 ◦C, metal temperature at hs = 1500 W/m2 ◦C).
[3] R. Viswanathan, K. Coleman, U. Rao, Materials for ultra-supercritical coal-firedpower plant boilers, International Journal of Pressure Vessels and Piping 83(2006) 778–783.
[4] R. Viswanathan, J.F. Henry, J. Tanzosh, G. Stanko, J. Shingledecker, U.S. programon material technology ultrasupercritical coal power plants, in: ECCC CreepConference, 12–14 September, London, 2005.
[5] S. Shafiee, E. Topal, When will fossil fuel reserves be diminished? Energy Policy37 (2009) 181–189.
[6] J.M. Beer, High efficiency electric power generation: the environmental role,Progress in Energy and Combustion Science 33 (2) (2007) 107–134.
[7] A. Pettinau, F. Ferrara, C. Amorino, Techno-economic comparison betweendifferent technologies for a CCS power generation plant integrated with a sub-bituminous coal mine in Italy, Applied Energy 99 (2012) 32–39.
[8] A. Franco, A. Diaz, The future challenges for “clean coal technologies”: joiningefficiency increase and pollutant emission control, Energy 34 (2009) 348–354.
[9] X. Zhong, X. Wu, E.-H. Han, The characteristic of oxide scales on T91 tubeafter long-term service in an ultra-supercritical coal power plant, Journal ofSupercritical Fluids 72 (2012) 68–77.
10] J. Fukuda, Development of advanced ultra supercritical fossil power plants inJapan: materials and high temperature corrosion properties, Materials ScienceForum 696 (2011) 236–241.
11] Y. Yamamoto, M.P. Brady, Z.P. Lu, P.J. Maziasz, C.T. Liu, B.A. Pint, K.L. More, H.M.Meyer, E.A. Payzant, Creep-resistant, Al2O3-forming austenitic stainless steels,Science 316 (2007) 433.
12] R. Viswanathan, J. Sarver, J. Tanzosh, Boiler materials for ultra-supercriticalcoal power plants – steamside oxidation, Journal of Materials Engineering andPerformance 15 (3) (2006) 255–274.
13] K. Lu, The future of metals, Science 328 (2010) 319.14] P.S. Weitzel, Steam generator for advanced ultra-supercritical power plants
700 to 760 ◦C, in: ASME 2100 Power Conference, July 12–14, Denver, CO, 2011.15] P. Kritzer, Corrosion in high-temperature and supercritical water and aque-
ous solutions: a review, Journal of Supercritical Fluids 29 (1–2) (2004)1–29.
16] J.M. Sarver, J.M. Tanzosh, Steam oxidation testing of candidate ultra-supercritical boiler materials, in: The 28th International Technical Conferenceon Coal Utilization and Fuel Systems, 9–13 March, Clearwater, Florida, USA,2003.
17] I.G. Wright, R.B. Dooley, A review of the oxidation behavior of structural alloysin steam, International Materials Reviews 55 (3) (2010) 129–167.
18] S. Osgerby, A. Fry, Simulating Steam Oxidation of High Temperature Plant UnderLaboratory Conditions: Practice and Interpretation of Data, National PhysicalLaboratory, UK, 2003, June (Personal Communication).
19] M.Z. Hamzah, W.H. Yeo, A.T. Fry, J.I. Inayat-Hussain, S. Ramesh, J. Purbolaksono,Estimation of oxide scale growth and temperature increase of high (9–12%)chromium martensitic steels of superheater tubes, Engineering Failure Analysis35 (2013) 380–386.
20] VdTÜV-Blatt 485 (VdTÜV Material Data Sheet 485), December 2009.21] ASME Standard Specifications B-166/B-168.22] J. Klöwer, R.U. Husemann, M. Bader, Development of nickel alloys based on alloy
617 for components in 700 ◦C power plants, Procedia Engineering 55 (2013)
226–231.23] W. Wagner, H.-J. Kretzschmar, International Steam Tables – Properties of Waterand Steam based on the Industrial Formulation IAPWS-IF97, Springer Press,Berlin, Germany, 2008.
2 ritical
[
[[
[
[
[
[
[
[
[
[
[
[
22 W.H. Yeo et al. / J. of Superc
24] NiDL, High-Temperature High Strength Nickel Base Alloy, 393, Nickel Develop-ment Institute, Toronto (www.nickelinstitute.org).
25] VdTÜV, Material Data Sheet 547 (03.2007), Federal Republic of Germany, 2007.26] Salzgitter, Data Sheet Boiler Grade DMV 304 HCu, Salzgitter Mannesmann
Stainless Tubes GmbH, Germany, 2008 www.smst-tubes.de27] B. Hay, G. Davee, J.-R. Filts, J. Hameury, R. Rongione, Diffusivity and thermal
conductivity of ceramic coating at high temperature by laser flash method,in: D.S. Gaal, P.S. Gaal (Eds.), Thermal Conductivity 30 Thermal Expansion18, Joint Conferences, August 29–02 September, Pittsburg, Pennsylvania, USA,2009.
28] V. Ganapathy, Industrial Boilers and Heat Recovery Steam Generators: Design,Applications, and Calculations, Marcel Dekker, Inc., New York, 2003.
29] J. Purbolaksono, A. Khinani, A.A. Ali, A.Z. Rashid, N.F. Nordin, Prediction of oxidescale growth in superheater and reheater tubes, Corrosion Science 51 (5) (2009)
1022–1029.30] R. Uerlings, U. Bruch, H. Meyer, KOMET 650 – investigations of the opera-tional behavior of boiler materials and their welded joints at temperaturesup to 650 ◦C, VGB Power Tech: International Journal for Electricity and HeatGeneration 3 (2008) 43–49.
[
Fluids 92 (2014) 215–222
31] H. Meyer, D. Erdmann, P. Moser, S. Polenz, KOMET 650 – coal-fired power sta-tions with steam temperatures up to 650 ◦C, VGB Power Tech: InternationalJournal for Electricity and Heat Generation 3 (2008) 36–42.
32] J.M. Sarver, J.M. Tanzosh, The steamside oxidation behavior of candidate USCMaterials at temperatures between 650 ◦C and 800 ◦C. Advances in materialstechnology for fossil power plants, in: R. Viswanathan, D. Gandy, K. Coleman(Eds.), Proceedings from the Fifth International Conference, 2007, pp. 471–487.
33] J.B. Kitto, S.C. Stultz, Steam: Its Generation and Use, 41st ed., The Babcock &Wilcox Company, Barberton, OH, 2005.
34] K. Natesan, J.H. Park, Fireside and steamside corrosion of alloys for USC plants,International Journal of Hydrogen Energy 32 (2007) 3689–3697.
35] A.S. Sabau, I.G. Wright, J.P. Shingledecker, Oxide scale exfoliation and regrowthin TP347H superheater tubes, Materials and Corrosion 63 (10) (2012) 896–906.
36] H.E. Evans, R.C. Lobb, Conditions for the initiation of oxide-scale cracking and
spallation, Corrosion Science 24 (3) (1984) 209–222.37] K.A. Unocic, B.A. Pint, I.G. Wright, Characterization of reaction products fromfield exposed tubes. Advances in materials technology for fossil power plants,in: D. Gandy, J. Shingledecker, R. Viswanathan (Eds.), Proceedings from the SixthInternational Conference, 2007, pp. 243–253.