talc (mg3si4o10(oh)2) là khoáng chất thuộc nhóm khoáng
TRANSCRIPT

1
MỞ ĐẦU
Talc (Mg3Si4O10(OH)2) là khoáng chất thuộc nhóm khoáng silicat. Với cấu trúc
tinh thể, các đặc tính lý hóa đặc thù, khoáng chất talc đã được ứng dụng rộng rãi trong
nhiều ngành công nghiệp như: gốm sứ, thủy tinh, chất dẻo, cao su, sơn và vật liệu
phủ; giấy, nông nghiệp, công nghiệp thực phẩm, và hóa mỹ phẩm.
Talc là một khoáng chất được sử dụng nhiều trong công nghiệp chủ yếu do tính
chất hóa học bề mặt độc đáo và tinh thể dạng phiến của nó với tỷ lệ hình hoc rất lớn.
Talc tương tác khá tốt với nhiều polyme nền [1-4].
Để tương tác giữa chất độn và vật liệu nền polymer được tốt hơn, nhiều tác giả
[5-7] đã biến đổi bề mặt chất độn bằng các hợp chất silan trước khi đưa vào nền
polyme.
Việt Nam là nước có mặt trên bản đồ khoáng talc thế giới nhưng chưa khai thác
và sử dụng có hiệu quả loại loại khoáng chất đặc biệt này. Xuất phát từ tầm quan trọng
của khoáng talc cũng như tính đặc thù về khả năng tương tác của chúng với các vật
liệu nền, trong dó có vật liệu nền polymer, chúng tôi đã đề xuất luận án tiến sỹ:
“Nghiên cứu nâng cao tính chất của một số vật liệu polyme bằng khoáng talc biến tính
hữu cơ”.
Mục tiêu của luận án là:
Nghiên cứu biến tính bề mặt khoáng talc bằng hợp chất silan để tăng khả năng
tương hợp với vật liệu cao su và nhựa epoxy.
Nghiên cứu sử dụng khoáng talc để gia cường tính chất vật liệu polyme, điển
hình là cao su thiên nhiên và blend cao su NBR/PVC; tăng khả năng bảo vệ và khả
năng phồng nở chống cháy của lớp phủ trên cơ sở chất tạo màng là nhựa epoxy.
Các nội dung nghiên cứu của luận án bao gồm:
Khảo sát khoáng talc và nghiên cứu biến tính bề mặt khoáng talc
Nghiên cứu khả năng gia cường của khoáng talc cho cao su
Nghiên cứu ảnh hưởng của khoáng talc đến khả năng bảo vệ của màng phủ

2
CHƢƠNG 1. TỔNG QUAN
1. 1. Khoáng talc và các đặc điểm cơ bản
Talc là một khoáng chất trong tự nhiên được khai thác từ lớp vỏ trái đất. Chính xác
hơn, talc là hydrat magie silicat thuộc họ của phyllosilicates. Bình thường, talc được cho là
đá xà phòng do có cảm giác giống xà phòng khi chạm vào.
Công thức hóa học của talc là Mg3Si4O10(OH)2 [8,9], tồn tại dưới dạng bánh kẹp với
cấu trúc tinh thể. Talc bao gồm một lớp Mg(OH)2 kẹp giữa là hai lớp SiO2 [10]. Các lớp đều
trung hòa điện tích, xen giữa chúng không có cation trao đổi và chúng liên kết với nhau
bằng lực liên kết yếu (xem hình 1.1 và 1.2). Điều này dẫn đến độ cứng thấp và có khuyết tật
trong trình tự sắp xếp các lớp của talc [11].
Hình 1.1. Cấu trúc tinh thể khoáng talc [10]
Hình 1.2. Talc dưới kính hiển vi điện tử quét [12]
OH-
O--2-
Si+4
Mg+2
3
Giữa các tập hay các phiến talc được liên kết với nhau bằng các lực Van Der
Waals yếu do vậy chúng cũng rất dễ tách ra khỏi nhau [13]. Tinh thể talc kết tinh trong
hệ đa nghiêng hoặc đơn nghiêng có hình thái dạng phiến, dạng hạt, hay dạng sợi [14].
Các khoáng vật đi cùng với talc thường là chlorit, tremolit và các carbonat như
magnesit, calcit và dolomit. Hầu hết cấu trúc của talc rất gần với thành phần lý tưởng.
Tuy nhiên, trong tự nhiên, nó có dấu vết của các vị trí thay thế đồng hình mà không có
trường hợp ngoại lệ. Thay thế đồng hình trong cấu trúc khoáng vật talc thường là Fe2+
và Fe3+
thay thế Mg2+
và đồng thời Al3+
thay thế Si4+
với nhiệm vụ duy trì sự cân bằng
[15]. Sự đa dạng về thành phần do khoáng chất đi kèm và thay thế đồng hình sẽ ảnh
hưởng đến chất lượng và kéo theo sự hạn chế hoặc lợi thế trong ứng dụng của talc [16,
17].
Micoud et al đã nghiên cứu mẫu talc ở Trimouns và mẫu chlorite ở Pyrénées
của Pháp nổi tiếng thế giới bằng các phương pháp quang phổ khác nhau [18]. Họ chỉ
ra rằng những sự thay thế nhỏ gây ra sự thiếu hụt điện tích trong lớp tứ diện đã được
bù bằng một lượng điện tích quá mức trong lớp bát diện, đảm bảo tính trung hòa điện
của cấu trúc. Petit et al đã nghiên cứu tinh thể hóa học của nhiều mẫu talc từ các nguồn
khác nhau [19]. Sự đa dạng và phức tạp về tình trạng điện tích đã gây khó khăn để đưa
ra một kết luận khái quát về tính chất hóa học của talc. Thảo luận chi tiết về tinh thể
hóa học của các khoáng clay có thể được tìm thấy trong công trình của Newman [20].
Talc tinh khiết có màu trắng [15]. Màu sắc của talc trong tự nhiên thay đổi, có
thể là màu trắng, nâu, xanh hoặc xanh nhạt [21], cũng có thể là màu hồng và thậm chí
là màu đen. Màu của talc không rõ ràng khi ở dạng nhỏ và mỏng. Talc còn có màu bạc
hoặc ánh ngọc trai đặc trưng. Tuy nhiên, khi nghiền nhỏ, Tất cả các loại bột talc đều có
màu sắc từ màu xám tới màu trắng với độ sáng khác nhau.
Talc không hòa tan trong nước và ít tan trong axit loãng. Nó cho độ cứng 1 trên
thang đo độ cứng Mohs từ 1-10 [22,23]. Các lớp silicat của nó nằm trên đỉnh của một
lớp khác, không có liên kết hóa học nhưng được giữ bởi các lực Van der Waals yếu,
cho phép chúng dễ dàng trượt qua nhau [24]. Điều này giải thích cho sự mềm mại của
talc, tính trơn nhờn, cảm giác giống xà phòng khi chạm tay vào nên nó được gọi là “đá
xà phòng” và được sử dụng như một chất bôi trơn ở nhiệt độ cao. Trọng lượng riêng
của talc nằm trong khoảng 2,5 -2.8 g/cm3
[25]. Steatit là đá có chứa talc thô và đá xà

4
phòng, là một loại talc không tinh khiết [26]. Nó chứa các khoáng chất khác như canxi,
clorit, dolomit, magnesit, thạch anh, tremolit hoặc vecmiculit [24].
Hình 1.3. Một số quặng talc có màu khác nhau [12]
1.1.1. Tính chất hóa lý của khoáng talc
Talc là thành phần chính của đá được gọi là đá xà phòng hoặc steatit. Thành
phần talc thay đổi tùy thuộc vào nguồn gốc của nó. Yếu tố quan trọng nhất là số lượng
có mặt của tremolit. Ví dụ ở Hoa Kỳ, talc ở Montana được coi là amiăng và tremolite
tự do. Talc ở California giống dạng đĩa, chứa một lượng nhỏ tremolit (ít hơn 3%),
trong khi talc cứng chứa từ 5 đến 25% tremolit [27].
Talc không mùi, không hòa tan trong nước, axit yếu và kiềm. Mặc dù Talc có ái
lực rõ rệt đối với một số hóa chất hữu cơ, nhưng nhìn chung nó có rất ít phản ứng hóa
học, không nổ cũng không dễ cháy.
Talc là một chất không dẫn điện, do đó được sử dụng trong sản xuất vật liệu
cách điện cao tần.
Talc ổn định ở nhiệt độ cao, tới 1650 0F (900
0C), có tính dẫn nhiệt thấp và khả
năng chống sốc nhiệt cao. Talc tinh khiết ổn định nhiệt đến 930 0C và mất nước liên
kết tinh thể (4,8%) trong khoảng từ 9300C đến 970
0C, tạo ra enstatit (anhydrit magiê
silicat) và cặn cristobalit. Enstatit cứng hơn đáng kể so với talc với độ cứng 5-6 moh
[28]. Hầu hết các sản phẩm talc thương mại đều bị phân hủy ở nhiệt độ 9300C do sự
5
hiện diện của cacbonat, nó mất cacbon dioxit ở 6000C và clorit mất nước ở 800
0C.
Nhiệt độ nóng chảy của talc là 15000C. Khi nung, talc có hiệu ứng nhiệt mạnh bắt đầu
từ 9000C, thông thường là 920-1060°C nếu nung nóng trong môi trường không khí. Ở
khoảng nhiệt độ này talc bị mất nước hóa học tạo thành magiê metasilicat [29,30]:
3 MgO.4SiO2.H2O 3 MgSiO3 + SiO2 + H2O
(talc)
Khi đó SiO2 được tách ra ở trạng thái vô định hình. Ở 11000C nó chuyển một
phần sang cristobalit kèm theo giãn nở thể tích. Cristobalit có khối lượng riêng nhỏ và
nó sẽ bù trừ sức co khi nung talc. Vì thế, thể tích khoáng talc khi nung rất ổn định.
Nhờ tính ổn định thể tích và độ mềm của nó cho phép ta tạo quặng talc thành dạng
viên, có thể sử dụng làm gạch xây lò, buồng đốt nhiên liệu khí.
Talc không bị phân hủy bằng axit trừ axit flohydric (HF), nó có thể sử dụng làm
vật liệu chịu lửa forsterite theo phản ứng :
3.MgO.4SiO2.H2O + 5MgO → 4[2MgO.SiO2] + H2O
Tạp chất Al2O3 và CaO làm giảm độ chịu lửa của sản phẩm. Oxit sắt mặc dù
xúc tiến quá trình kết khối của gạch forsterite nhưng hạ thấp độ chịu lửa của chúng.
FeO có trong nguyên liệu magiê silicat sẽ bị oxi hóa ở nhiệt độ 500-600°C. Ở nhiệt độ
cao hơn nó sẽ phản ứng với forsterite để tạo metasilicat magiê theo phản ứng :
2MgO.SiO2 + Fe2O3 → MgO.SiO2 + MgO.Fe2O3
Cấu trúc dạng phiến cung cấp vật liệu chứa talc có các tính chất quan trọng,
chẳng hạn như điện trở suất cao và độ thấm khí thấp. Điều này xảy ra bởi vì đường
khuếch tán khí phức tạp [31]. Một số tính chất độc đáo khác của talc có liên quan đến
cấu trúc, bao gồm cả tác dụng bôi trơn của nó, gây ra bởi sự phân tách dễ dàng, độ mài
mòn thấp bởi vì talc là khoáng chất mềm nhất trong thang độ cứng của mohs và tính
kỵ nước trên bề mặt của nó. Khả năng kỵ nước có thể tăng hơn nữa bằng cách phủ trên
bề mặt bằng kẽm stearate.
1.1.2. Nguồn gốc hình thành khoáng talc [32,33]
Talc là khoáng vật có nguồn gốc biến chất (bao gồm cả biến chất tiếp xúc và
biến chất khu vực) và nguồn gốc biến đổi nhiệt dịch các đá phun trào mafic và siêu
mafic chứa magiê. Khoáng vật này thường có mặt trong đá biến chất như một khoáng

6
chất thứ sinh [34-36]. Các phản ứng hình thành talc được công bố trong tài liệu của Deer
et al. [37]. Talc thu được do biến đổi các khoáng giàu magiê như serpentin, Pyroxene,
Amphibole, Olivin, với sự có mặt của cacbon dioxit và nước được biết như talc
cacbonat hóa. Kết quả tạo ra đá talc cacbonat. Chủ yếu là hydrat hóa và cacbonat hóa
của serpentine dẫn đến hình thành talc thông qua phản ứng sau.
Serpentin + Carbon dioxit Talc+ Magnesit + Nước
2 Mg3Si2O5(OH)4 + 3 CO2 = Mg3Si4O10(OH)2 + 3 MgCO3 + 3 H2O
Talc cũng được tạo ra do biến đổi của dolomit [CaMg(CO3)2] hoặc Magiezit
(MgO) với sự có mặt của silica (SiO2) hòa tan trong nước dư. Điều này liên quan đến
sự khan hiếm của dolomit ở silica có trong các quầng biến chất tiếp xúc.
Dolomit + Thạch anh + Nước Talc + Calcit + Carbon-dioxit
3 CaMg(CO3)2 + 4 SiO2 + H2O = Mg3Si4O10(OH)2 + 3 CaCO3 +3 CO2
Talc có thể được hình thành từ magiê clorit và thạch anh trong diệp thạch xanh
và đá eclogit biến chất thông qua các phản ứng biến đổi sau đây.
Chlorit + Thạch anh + Oxy → Talc + Kyanit + Hematit + Nước
200(Mg3.97,Al2.5,Fe0.5)(Si2.9)O10(OH)8 + 711SiO2 + 14O2 →
274Mg2.9Al0.19Si3.9O10(OH)2 + 223Al2SiO5 + 50Fe2O3 + 526H2O
Trong phản ứng này, tỷ lệ talc và kyanit phụ thuộc vào hàm lượng nhôm, đá
chứa nhôm có nhiều hơn sẽ tạo ra kyanite nhiều hơn [38].
Talc là khoáng biến chất ở các vành đai biến chất có chứa các loại đá siêu cứng
như đá xà phòng, diệp thạch trắng và diệp thạch xanh biến chất. Diệp thạch trắng bao
gồm vành đai biến chất Franciscan của miền tây Hoa Kỳ, dãy núi Alps thuộc Tây Âu ở
Ý, một số có nguồn gốc va chạm khi hình thành núi như dãy núi Hymalaya, kéo dài
dọc theo Pakistan, Ấn Độ, Nepal và Bhutan [39]. Ở Tây Úc, talc hình thành thông qua
các cuộc xâm nhập siêu mafic. Tập đoàn Luzenac là nhà cung cấp talc khai thác lớn
nhất thế giới, sản xuất 8% sản lượng của thế giới [23].
Talc có mặt ở nhiều nơi trên thế giới, tập trung nhiều ở Châu Âu và Mỹ. Các
mỏ talc lớn trên thế giới được phát hiện và khai thác ở Texas, Georgia và New York

7
của Hoa Kỳ; The Piedmont, Lombardy và Sardinia của Italia; và vùng Luzenac của
Pháp.
Hình 1.4. Phân bố các mỏ talc trên thế giới [12]
1.1.3. Thành phần hóa học và thành phần khoáng talc [40]
Thành phần hóa học
Bột talc là một loại khoáng chất có sẵn trong tự nhiên. Bột talc có tên gọi hóa
học là hydrous magnesium silicate và có công thức hóa học là Mg3Si4O16(OH)2 với tỷ
lệ MgO: 31,9% , SiO2: 63,4% và H2O: 4,7%. Trong tự nhiên quặng talc thường chứa
các tạp chất như FeO, Al2O3, Na2O, K2O, CaO...với hàm lượng vài phần trăm. Trong
những tạp chất trên người ta lưu ý nhiều đến thành phần của các oxit kim loại nhóm d
vì chúng có khả năng gây màu, mạnh nhất là FeO. Nếu sử dụng talc làm nguyên liệu
sản xuất gốm, sứ hay vật liệu chịu lửa thì người ta thường chọn talc có thành phần FeO
nhỏ. Màu của talc thường là màu xanh sáng, trắng hoặc xanh xám. Nếu FeO lớn thì có
màu trắng ngà hoặc phớt hồng. Bột talc sử dụng làm chất độn cho giấy hay phụ gia
cho chất dẻo thì hàm lượng sắt phải được giảm thiếu để đảm bảo độ trắng của sản
phẩm.
Thành phần khoáng chất
Tùy loại quặng talc khác nhau và tỷ lệ kết hợp những khoáng có mặt, chúng ta
có thể chia thành hai loại chính theo mỏ: talc-clorit và talc-cacbonat. Quặng talc-clorit
gồm chủ yếu talc (đôi lúc 100%) và clorit (gọi là magiê hydrat và nhôm silicat). Clorit
dạng phiến, mềm và ưa hữu cơ giống talc. Tuy nhiên nó hơi ít thấm nước hơn talc.
Quặng talc-cacbonat chủ yếu gồm talc cacbonat và vết tích của clorit. Cacbonat điển

8
hình là magiêzit (magiê cacbonat) hoặc dolomit (magiê và canxi cacbonat). Quặng talc
cacbonat được loaị bỏ các khoáng khác để thu được hàm lượng talc tinh khiết hơn.
Do nguồn gốc của talc được hình thành từ quá trình biến đổi nhiệt dịch đá giàu
magiê, các đá silicat trầm tích, các đá cacbonat magiê nên ngoài talc
Mg3[Si4O10(OH)2] thì còn có các khoáng như: dolomit Mg.Ca(CO3)2; manhezit
MgCO3; serpentin 4MgO.2SiO2.2H2O; actinolit Ca2Fe5[Si4O11]2.(OH)2; manhetit
Fe3O4; hêmantit Fe2O3…
Trong thực tế cùng họ khoáng silicat magiê ba lớp có khoáng pyrophillit
Al2O3.2SiO2.H2O mà trực quan và một số tính chất vật lý ứng dụng rất giống talc.
1.1.4. Phân loại
Talc được phân loại theo thành phần khoáng chất, hình thái và yếu tố địa lý
[41]. Sự phân loại này giúp định hướng cho quá trình chế biến và sử dụng talc.
Talc dạng phiến: loại talc này có cấu trúc dạng phiến rõ ràng, rất mềm mịn,
thường chứa tới >90% khoáng chất talc (ở dạng tự nhiên hay sau khi chế biến). Loại
talc này có thể được sử dụng trong mỹ phẩm, dược phẩm, và chất gia cường.
Talc steatit: là loại talc có độ tinh khiết cao, đặc sít, hạt rất mịn (có thể do
nghiền). Loại talc này có tính chất cách điện cao và được sử dụng trong sản xuất sứ
cách điện. Đây là loại talc thương phẩm tinh khiết nhất.
Đá xà phòng: là loại talc ít tinh khiết hơn talc steatit, có thể được chạm khắc,
xẻ, khoan hoặc chế biến. Do có tính chất bền hóa học, độ chịu nhiệt cao và đặc sít, talc
dạng này có thể dùng để chế tạo các sản phẩm như bồn, bếp lò.
Talc tremolit: là loại talc hạt mịn nhưng rất cứng, thường chứa <50% khoáng
chất talc, nhưng các tính chất lại bị quyết định bởi khoáng vật tremolit cứng và khoáng
vật serpentin dạng phiến, mịn. Đá talc dạng này cũng có thể chứa một lượng nhỏ
anthophyllit (khoáng vật nhóm amphibol) dạng lăng trụ, và chút ít các cacbonat và
thạch anh. Nó thiếu các đặc tính dạng phiến, mềm, kị nước của talc và thường không
được kể đến trong các ứng dụng truyền thống của talc. Tuy nhiên, lợi dụng các tính
chất không điển hình này mà talc dạng này được ứng dụng trong sản xuất sứ gốm và
sơn.

9
Talc còn được phân loại theo chuẩn chất lượng ISO 3262 [42] như trong bảng 1.1.
Bảng 1.1: Tiêu chuẩn chất lượng talc theo ISO 3262
Loại Hàm
lƣợng talc
Mất khi nung ở
1000°C (%)
Khả năng hòa talc
trong HCl tối đa (%)
A 95 4 – 6,5 5
B 90 4 – 9 10
C 70 4 – 18 30
D 50 4 – 27 30
Do talc có cấu trúc phiến nên dễ dàng phối trộn với các loại nhựa, nó là hàng
rào tốt chống lại sự xâm nhập nước, dầu và khí (CO2 và O2). Điều này làm cho talc có
lợi thế rõ ràng khi sử dụng trong chế tạo bao bì, nhất là bao bì bảo vệ thực phẩm [10].
Những đặc tính của talc như trên có ảnh hưởng nhiều tới khả năng sử dụng làm
chất độn cho polyme. Talc mềm nên khó nghiền mịn và dẫn đến phân bố kích thước
rộng; talc có ít các nhóm định chức OH và chỉ định vị ở cạnh các phiến nên không
thuận lợi cho quá trình biến đổi bề mặt bằng các hợp chất silan; các phiến talc liên kết
với nhau bằng các lực Van der Waals yếu nên dễ trơn trượt lên nhau, tạo điều kiện
thuận lợi khi trộn hợp với nhựa, polyme, ít gây mòn thiết bị và có thể trộn với hàm
lượng lớn; talc bền nhiệt tới 9000C nên có thể tăng cường độ bền nhiệt cho vật liệu
polyme.
Talc là một thành phần trong giấy, sơn, nhựa, cao su, ceramic, phân bón, thức
ăn gia súc, mỹ phẩm, dược phẩm và các ứng dụng khác.
Trong nhựa, sử dụng talc làm tăng độ cứng của nhựa nhiệt dẻo, chủ yếu là
polypropylen nhưng cũng có thể là polyetylen và polyamit (nylon), ứng dụng chủ yếu
trong các bộ phận động cơ, thiết bị gia dụng và nhựa kỹ thuật [43].
Việc phân lớp, phân tán, phân bố của talc bên trong polyme, tương tác pha giữa
các hạt talc và polyme nền, tất cả đều có ảnh hưởng tới tính chất của polyolefin/talc.
Talc chưa xử lý bề mặt sẽ dẫn đến quá trình kết tụ khi được phối trộn với polyolefin,
kết quả là độ phân bố thấp. Bên cạnh đó, khả năng tương hợp kém giữa bề mặt talc và
polypropylene (PP) dẫn đến độ bám dính bề mặt pha thấp, kết quả là tính chất cơ lý

10
của vật liệu không cao.
Để tăng cường khả năng tương tác pha, từ đó nâng cao tính chất cơ lý của vật
liệu, phương pháp được sử dụng phổ biến ngày nay là biến đổi chất nền, bề mặt chất
độn, hoặc cả hai. Biến đổi chất nền thực hiện bằng cách sử dụng peroxit, nhưng tính
chất cuối cùng bị suy giảm bởi vì khối lượng phân tử suy giảm do sự cắt mạch. Tăng
tương tác pha giữa chất độn - chất nền có thể đạt được bằng biến đổi bề mặt chất độn.
Sử dụng tác nhân ghép nối làm giảm sự kết tụ của hạt chất độn cũng như tăng khả năng
phân bố của nó trong nền polyme [44].
Để cải thiện tính chất cơ của PP/talc, Luciana Castillo và các cộng sự đã ghép
nhóm acetoxy (-COOCH3) lên bề mặt bột talc. Quá trình xử lý bề mặt khoáng talc đã
giúp cải thiện độ bền kéo đứt, độ giãn dài khi đứt của vật liệu [44].
Chuah Ai Wah và các cộng sự đã nghiên cứu ảnh hưởng của các tác nhân liên
kết titan đến tính chất lưu biến, các đặc trưng phân tán và tính chất cơ lý của vật liệu
PP được gia cường bột talc. Kết quả chỉ ra rằng độ chảy nhớt của vật liệu giảm trong
khi khả năng phân tán của các hạt chất độn trong chất nền được tăng cường với sự có
mặt của tác nhân liên kết [45]. Xác định nhiệt độ thủy tinh hóa cho thấy ảnh hưởng
dẻo hóa gây ra bởi tác nhân liên kết, từ đó dẫn tới sự thay đổi đáng kể các đặc trưng về
hình thái cấu trúc và các tính chất cơ lý.
1.2. Hợp chất silan
Silic là một nguyên tố thuộc cùng nhóm nguyên tử với cacbon trong bảng hệ
thống tuần hoàn. Trong trạng thái cân bằng, cả cacbon và silic đều tạo liên kết hóa trị
với 4 nguyên tử khác, nhưng các hợp chất của silic bộc lộ những tính chất vật lý và
hóa học quan trọng, khác với các hợp chất của cacbon tương đương. Silic có tính
dương điện hơn cacbon, không tạo liêt kết đôi và có khả năng tham gia những phản
ứng rất đặc biệt và hữu ích. Các hợp chất của silic bao gồm các hợp chất đơn phân tử
và polyme [46].
Các hợp chất silan là các hợp chất đơn phân tử của silic. Cấu trúc của một hợp
chất silan và một hợp chất của cacbon tương đương được biểu diễn ở hình 1.5.

11
C
H
OCH3
CH2CH2CH2NH2
CH3
Si
H
OCH3
CH2CH2CH2NH2
CH3
(a) Hợp chất của cacbon (b) Hợp chất của silic
Hình 1.5. Phân tử hữu cơ (a) và phân tử silan (b)
Bốn nhóm phân tử liên kết với cacbon và silic được lựa chọn để giải thích sự
giống và khác nhau về tính chất vật lý và hóa học giữa hợp chất của cacbon và hợp
chất của silic. Các hợp chất mà cấu trúc của nó có chứa ít nhất một liên kết C-Si được
gọi là các hợp chất silan hữu cơ. Liên kết C-Si rất bền vững, không phân cực và năng
lượng bề mặt tăng chậm. Các hợp chất của cacbon cũng có ảnh hưởng tương tự kém
hơn so với các hợp chất silan.
Tác nhân liên kết silan là các hợp chất hóa học của nguyên tử silic có chứa hai
nhóm hoạt động trên cùng một nguyên tử với cấu trúc điển hình là:
(RO)3SiCH2CH2CH2-X
Trong đó RO là nhóm có khả năng thủy phân như: metoxy, etoxy hay
acetoxy,…và X là nhóm chức hữu cơ như: amino, metacryloxy, epoxy,…[46,47].
Những nhóm này thể hiện vai trò chức năng khác nhau và có thể phản ứng lần
lượt. Một tác nhân liên kết silan sẽ hoạt động ở bề mặt phân cách pha giữa chất vô cơ
(như thủy tinh, kim loại hay khoáng chất) và một vật liệu hữu cơ (như polime hữu cơ,
chất phủ hay chất kết dính) để liên kết hay ghép nối hai loại vật liệu không giống nhau
này.
Silan có thể thực hiện tương tác giữa các nền vô cơ như thuỷ tinh, kim loại hay
khoáng chất với các vật liệu hữu cơ như cao su hay polyme tạo thành các liên kết hoá
học hay kết nối khác.

12
1.2.1. Biến tính bề mặt bột khoáng bằng các hợp chất silan
Quá trình biến tính bề mặt
khoáng xảy ra qua bốn giai đoạn:
1. Đầu tiên 3 nhóm alkoxy bị
thuỷ phân tạo thành silanol,
2. Tiếp đó là quá trình ngưng tụ
của các silanol thành oligome,
3. Các oligome sau đó tạo liên
kết hydro với các nhóm
hydroxyl có trên bề mặt của
bột khoáng,
4. Cuối cùng là quá trình làm khô
cùng với sự tách nước tạo
thành các liên kết hóa trị giữa
hợp chất silan với bột khoáng.
Hình 1.6. Cơ chế phản ứng silan hóa
trên bề mặt chất độn [47-49]
Sau khi được biến tính bề mặt, các chất độn hay chất màu sẽ xuất hiện các
nhóm chức của phân tử silan trên bề mặt của chúng:
Hình 1.7. Bề mặt chất độn sau khi được biến tính bằng hợp chất silan
Chất độn hoặc
bột màu
Chất độn hoặc
bột màu
Nhóm hoạt
động
Silan
13
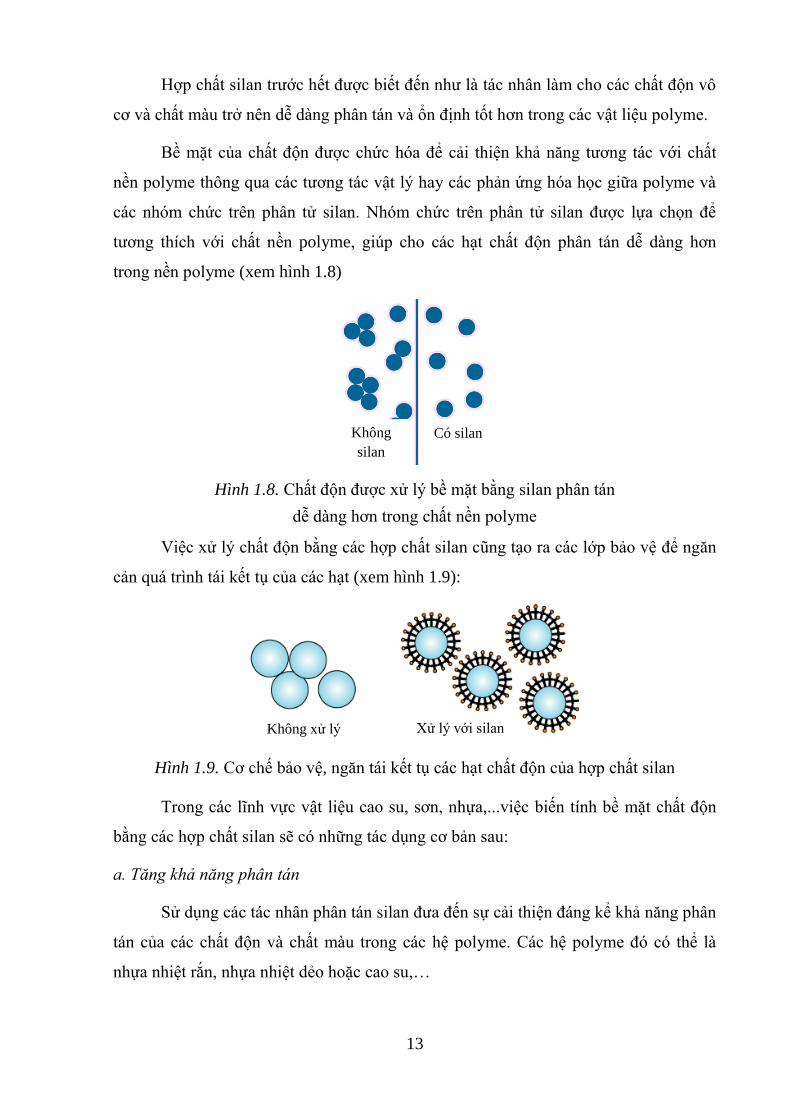
Hợp chất silan trước hết được biết đến như là tác nhân làm cho các chất độn vô
cơ và chất màu trở nên dễ dàng phân tán và ổn định tốt hơn trong các vật liệu polyme.
Bề mặt của chất độn được chức hóa để cải thiện khả năng tương tác với chất
nền polyme thông qua các tương tác vật lý hay các phản ứng hóa học giữa polyme và
các nhóm chức trên phân tử silan. Nhóm chức trên phân tử silan được lựa chọn để
tương thích với chất nền polyme, giúp cho các hạt chất độn phân tán dễ dàng hơn
trong nền polyme (xem hình 1.8)
Hình 1.8. Chất độn được xử lý bề mặt bằng silan phân tán
dễ dàng hơn trong chất nền polyme
Việc xử lý chất độn bằng các hợp chất silan cũng tạo ra các lớp bảo vệ để ngăn
cản quá trình tái kết tụ của các hạt (xem hình 1.9):
Hình 1.9. Cơ chế bảo vệ, ngăn tái kết tụ các hạt chất độn của hợp chất silan
Trong các lĩnh vực vật liệu cao su, sơn, nhựa,...việc biến tính bề mặt chất độn
bằng các hợp chất silan sẽ có những tác dụng cơ bản sau:
a. Tăng khả năng phân tán
Sử dụng các tác nhân phân tán silan đưa đến sự cải thiện đáng kể khả năng phân
tán của các chất độn và chất màu trong các hệ polyme. Các hệ polyme đó có thể là
nhựa nhiệt rắn, nhựa nhiệt dẻo hoặc cao su,…
Có silan Không
silan
Không xử lý Xử lý với silan

14
Các hợp chất alkoxysilan, như methyltrimethoxysilane - CH3-Si(OCH3)3 sẽ tạo
ra các lớp bảo vệ để giảm xuống mức thấp nhất khả năng tái kết tụ của các hạt chất
độn và loại bỏ ảnh hưởng của bề mặt đến khả năng lưu hóa và tính chất điện của nhựa.
Đối với các hệ nhựa nhiệt dẻo, việc cải thiện khả năng phân tán sẽ dẫn đến các
kết quả:
- Hàm lượng chất độn hay chất màu đưa vào hệ cao hơn
- Độ nhớt nội của vật liệu thấp hơn
- Khuyết tật trên bề mặt vật liệu thấp hơn
- Tính chất cơ lý tốt hơn
- Tính chắn ánh sáng của các chất màu tốt hơn (ví dụ: TiO2)
Với các hệ nhựa rắn, khả năng phân tán của chất độn tốt hơn thường đưa đến
kết quả làm giảm khả năng tạo bọt khí trong sản phẩm, độ nhớt ở trạng thái lỏng thấp
hơn. Cho phép chảy dễ dàng hơn trong quá trình tạo mẫu và làm tăng khả năng sử
dụng tỷ lệ các chất độn giá rẻ.
b. Giảm độ nhớt
Quá trình đưa chất độn vào trong polyme nóng chảy làm tăng độ chảy nhớt của
chất hỗn hợp. Độ nhớt tăng phụ thuộc vào nhiều thông số như:
- Độ nhớt của polyme nóng chảy
- Hàm lượng chất độn
- Khả năng kết dính giữa polyme và chất độn
- Phân bố kích thước hạt chất độn
Xử lý các hạt chất độn với silan làm cho khả năng tương tác của chất độn với
polyme tốt hơn, giúp cho các chất độn phân tán tốt hơn và làm cho hỗn hợp có độ nhớt
thấp hơn so với chất độn không được xử lý. Điều này làm cho quá trình gia công trở
nên dễ dàng hơn, độ đồng nhất cao hơn, chất lượng bề mặt sản phẩm tốt hơn, hàm
lượng chất độn đưa vào cao hơn.
Hình 1.10 cho biết ảnh hưởng của việc xử lý bề mặt TiO2 bằng hợp chất silan
đến mômen xoắn và nhiệt độ nóng chảy của PE/TiO2 ở hàm lượng 80% TiO2.

15
Hình 1.10. Sử dụng TiO2 xử lý bề mặt bằng silan làm giảm
momen xoắn và nhiệt độ nóng chảy của PE
c. Giảm những hạn chế trong quá trình đóng rắn
Các chất độn được biết có những ảnh hưởng ở những mức độ khác nhau đến hệ
đóng rắn của nhựa nhiệt rắn, dẫn đến hạn chế khả năng đóng rắn của chúng. Hợp chất
silan làm tác nhân phân tán có thể làm giảm thiểu những hạn chế nêu trên. Các chất
độn được xử lý bằng silan khắc phục được những hạn chế trong quá đóng rắn của cả
hai hệ polyeste và epoxy. Các chất silan là tác nhân phân tán tốt nhất thường cho nhiệt
cao nhất (xem hình 1.11.).
Các hệ vật liệu
Hình 1.11. Các chất silan cho độ giảm tỏa nhiệt lớn nhất
và là tác nhân phân tán tốt nhất
d. Nâng cao tính chất điện
Khả năng tăng cường tính chất điện của các tác nhân phân tán silan được thể hiện
trong bảng 1.2. với nhựa epoxy được gia cường bằng chất độn thạch anh.
TiO2 xử lý
bằng silan
TiO2 xử lý
bằng silan
TiO2 đã xử lý (không
bằng silan)
TiO2 đã xử lý
(không bằng
silan)
Nhiệ
t độ n
óng c
hảy
Mô m
en x
oắn (
%)
TiO
2 k
hông
xử
lý
TiO
2 k
hông
xử
lý
Giới hạn 100% Có thể làm việc
Giả
m t
ỏa n
hiệ
t, Δ
T (
0C
)
Không xử lý
Nhựa tỏa nhiệt với chất độn được xử lý bằng silan

16
Bảng 1.2: Cải thiện tính chất điện với tác nhân phân tán silan xử lý thạch anh gia
cường cho nhựa epoxy
Hệ Hằng số điện môi, Hệ số tổn hao, tg
Khô Ướt* Khô Ướt*
Nhựa epoxy không có thạch anh 3.44 3.43 0.007 0.005
Thạch anh không xử lý 3.39 14.60 0.017 0.305
Thạch anh xử lý bằng Z-6040 3.40 3.44 0.016 0.024
Thạch anh xử lý bằng Z-6011 3.46 3.47 0.013 0.023
* sau 72h ngâm trong nước sôi
Trường hợp không có chất độn, nhựa epoxy có tính chất điện tốt, hằng số điện
môi và hệ số tiêu hao không thay đổi sau khi ngâm trong nước sôi 72h. Tuy nhiên, khi
thêm thạch anh, bề mặt ưa nước của thạch anh làm giảm rất nhiều tính chất điện trong
quá trình ngâm trong nước sôi. Xử lý bằng 2 loại silan Z-6040 (epoxysilan) và Z-6011
(aminsilan), vật liệu epoxy độn thạch anh thể hiện tính chất điện tốt hơn nhiều.
Để biến tính bề mặt khoáng bằng các hợp chất silan, có ba phương pháp thông
dụng đươc mô tả chung theo Power Chemical Corporation Limited [50]:
Phương pháp ướt: Được thực hiện bằng cách khuấy trộn chất độn vô cơ cần
biến tính trong dung dịch loãng của hợp chất silan. Phương pháp này có thể biến tính
bề mặt của các chất độn vô cơ với độ đồng đều cao.
Phương pháp khô: cần một máy trộn có tốc độ cao để phân tán các tác nhân
ghép silan lên trên bề mặt vật liệu vô cơ. Hợp chất silan thường được sử dụng tinh
khiết hoặc dạng dung dịch đặc. Phương pháp này thường được áp dụng khi phải xử lý
bề mặt của một khối lượng lớn chất độn, chỉ cần thời gian ngắn và cũng giải phóng ít
chất thải. Tuy nhiên nó khó có được độ đồng đều cao như phương pháp ướt.
Phương pháp phun: Các tác nhân ghép silan được phun lên bề mặt của chất độn
ở nhiệt độ cao, thường diễn ra trong buồng sấy. Phương pháp này có thể rút ngắn thời
gian vì bỏ qua giai đoạn sấy khô và quá trình thực hiện đơn giản hơn nhưng phải chú ý
tới khả năng bắt cháy.

17
1.2.2. Biến tính bề mặt bột talc bằng các hợp chất silan [51]
Trong vai trò là chất độn hay chất gia cường trong lĩnh vực vật liệu polyme, talc
phải được biến tính bề mặt. Việc sử dụng hợp chất silan xử lý talc có thể nâng cao khả
năng phân tán cũng như tính chất của vật liệu nhựa được gia cường bột talc.
Lợi thế của bột talc được xử lý bằng hợp chất silan:
- Lợi thế cho quá trình gia công chế tạo:
Hàm lượng talc cho vào cao hơn
Sự hình thành các điểm chết thấp hơn
Tốc độ gia công nhanh hơn
Mở rộng khoảng gia công
- Lợi thế cho sản phẩm:
Độ ổn định màu sắc tốt hơn
Tính chất quang và độ bóng cao hơn
Tính chất cơ học cao hơn
Biến tính bề mặt talc là một quá trình quan trọng. Khác với một số chất độn gia
cường khác như oxit silic, talc có đặc trưng kiềm nhẹ trong nước và quá trình biến tính
bề mặt phải có mặt của một tác nhân có tính axit. Khi tác nhân kết nối được sử dụng,
các liên kết hóa học được hình thành trên bề mặt chất độn giữa các nhóm hydroxyl hay
silanol và các nhóm alkoxy của tác nhân liên kết.
Hình 1.12. Cơ chế proton hóa phân tử silan

18
Hình 1.13. Cơ chế silan hóa bề mặt bột talc với sự có mặt của tác nhân axit
Keyan Liu và các cộng sự [52] đã sử dụng bột talc có kích thước hạt trung bình
3,8 µm để biến tính bề mặt bằng ba tác nhân ghép nối silan khác nhau (3-
aminopropyltriethoxysilane, 3-glycidoxypropyltrimethoxysilane và 3-
methacryloxypropyltrimethoxysilane). Tác giả sử dụng 1% khối lượng hợp chất silan
(so với lượng bột talc) để biến tính bề mặt bột talc ở nhiệt độ 1500C trong máy trộn.
Sau khi trộn 30 phút bột talc được đưa ra ngoài và sấy ở 80 0C bằng tủ sấy chân không
trong thời gian 24 giờ. Sau khi được biến tính bề mặt, bột talc đã cải thiện khả năng
tương tác bề mặt với chất nền polypropylene.
1.3. Ứng dụng của khoáng talc trong các ngành công nghiệp
Talc được sử dụng rộng rãi trên thị trường vì có cấu trúc dạng phiến với các
tính chất đặc trưng như: mềm, trắng, có khả năng lưu giữ hương thơm, bóng và tinh
khiết hóa học. Tính chất quan trọng khác trong công nghệ của talc là trơ hóa học, độ
mài mòn thấp, độ dẫn nhiệt và độ ổn định nhiệt cao, độ dẫn điện thấp và độ hấp thụ
dầu mỡ cao … [53,54]. Talc được ứng dụng trong nhiều ngành công nghiệp khác nhau
như gốm sứ, sơn, giấy, vật liệu lợp, chất dẻo, mỹ phẩm và dược phẩm [13,55-56]. Tỉ lệ
ứng dụng trong các lĩnh vực công nghiệp khác nhau cũng đa dạng ở các quốc gia khác
nhau và thay đổi tùy theo từng năm. Năm 2018 talc sản xuất ở các nước trên thế giới
được thể hiện trên bảng 1.3.

19
Bảng 1.3: Talc được sản xuất ở các quốc gia trên thế giới năm 2018 [57].
Quốc Gia Sản lƣợng (tấn) Tỷ trọng (%)
Mỹ 620 000 8,32
Brazil 850 000 11,41
Trung Quốc 1 800 000 24,16
Phần Lan 350 000 4,70
Pháp 450 000 6,04
Ấn Độ 900 000 12,08
Nhật Bản 370 000 4,97
Hàn Quốc 610 000 8,19
Các quốc gia khác 1 500 000 20,13
Hình 1.14 giới thiệu cơ cấu sử dụng khoáng chất talc trong nền công nghiệp Mỹ
năm 2003 [57], và năm 2011 [58]
Hình 1.14. Ứng dụng talc trong các ngành công nghiệp ở Hoa Kỳ các năm 2003 và 2011
Talc được sử dụng để sản xuất ở Mỹ năm 2015 và năm 2016 được thể hiện trên
bảng 1.4.
Talc đƣợc sử dụng ở Mỹ năm 2011
Nhựa
Gốm sứ
Sơn
Giấy
Mỹ phẩm
Tấm lợp
Cao su
Lĩnh vực khác

20
Bảng 1.4: Talc được sử dụng để sản xuất ở Mỹ năm 2015 và năm 2016 [59]
Lĩnh vực sử
dụng
Năm 2015 Năm 2016
(tấn) (%) (tấn) (%)
Gốm sứ 123 000 22,99 109 000 20,68
Mỹ phẩm 17 600 3,29 15 800 2,99
Sơn 117 000 21,87 98 000 18,60
Giấy 83 000 15,51 86 600 16,43
Nhựa 50 800 9,50 47 200 8,96
Mái lợp 27 200 5,08 19 100 3,62
Cao su 26 300 4,90 28 100 5,33
Lĩnh vực
khác 91 000 17,00 123 000 23,34
Tổng 535 000 100 527 000 100
1.3.1. Khoáng talc trong mỹ phẩm và dược phẩm
Chăm sóc cơ thể [38]: Talc sử dụng trong mỹ phẩm yêu cầu phải có độ tinh
khiết cao và kích thước hạt mịn. Do tính chất trơ, mềm và lưu giữ hương thơm tự
nhiên của talc, nó được sử dụng để sản xuất các mỹ phẩm. Talc mềm và hấp thụ dầu
nên được sử dụng làm thành phần chính trong bột phấn rôm trẻ em và bột xoa chân,
kem bảo dưỡng da và trang điểm. Bản chất ưa dầu của talc giúp hấp thụ độ ẩm và mùi
do con cơ thể con người tạo ra, ngăn mùi hôi và hạn chế ẩm ướt.
Công nghiệp xà phòng [38]: Từ xưa, talc được sử dụng làm xà phòng đó là lý
do tại sao talc còn được gọi là đá xà phòng. Talc hoạt động như một chất mang cho
nhiều loại xà phòng, nó làm giảm giá thành chất tẩy rửa. Với da của chúng ta, talc vô
hại và trơ làm cho nó trở thành khoáng chất lý tưởng để đưa vào chất tẩy rửa như một
chất độn. Trong xà phòng tắm, nó hoạt động như một chất độn và không làm tổn
thương da
Công nghiệp dược phẩm: Chỉ có talc dạng phiến với độ trắng cao và độ tinh

21
khiết đặc biệt mới được sử dụng trong mỹ phẩm và dược phẩm. Talc dùng trong mục
đích này phải có độ trơn tốt, có thể hấp phụ chất tạo mùi và độ ẩm. Nó cũng phải tuân
thủ các đòi hỏi nghiêm ngặt về hàm lượng các chất tan trong axit, độ mất nước khi
nung; hàm lượng vi khuẩn, clorua, sắt và các kim loại nặng.
Trong mỹ phẩm, talc được sử dụng để trang điểm và làm bột tạo nền. Do bột
talc ưa dầu và có độ hấp thụ tốt nên nó dễ dàng bám trên cơ thể người, hút dầu và khi
loại bỏ đi sẽ tạo ra làn da khô và mượt. Với tính chất kị nước, bột talc giúp bảo vệ làn
da trẻ em khỏi bị ướt. Ngoài ra, người ta còn tìm thấy ứng dụng của bột talc cho sản
xuất kem làm đẹp, phấn đánh bóng mắt ...
Trong dược phẩm, talc được sử dụng để sản xuất các viên thuốc với vai trò như
một chất độn và bôi trơn, và như một chất tăng cường trong chất phủ màng mỏng, chất
chống dính cho cao su và găng tay cao su. Các ứng dụng nói trên thường đòi hỏi talc
cỡ hạt rất mịn. Tuy nhiên, talc cỡ hạt thô hơn có thể được sử dụng như chất trợ lọc
trong chế biến dược phẩm. Talc cũng có một số nhược điểm như làm cho thuốc chậm
tan rã và không nên sử dụng talc trong găng tay phẫu thuật vì chỉ cần một lượng nhỏ
để lại trong cơ quan nội tạng hoặc vết thương hở thì các u hạt có thể được hình thành.
Talc không tan trong nước, trong dung môi hữu cơ, axit lạnh và kiềm loãng. Nó
có thể chứa vi khuẩn nhưng có thể diệt khuẩn khô ở 160 0C trong vòng 1 giờ hoặc cho
tiếp xúc với oxit ethylen. Tùy thuộc vào nguồn khai thác, talc cũng có các tính chất bề
mặt khác nhau, ví dụ như talc ở Montalca có bản chất kị nước nhưng talc ở California
lại chủ yếu là ưa nước.
Nhiều loại bột chống nấm bao gồm bột talc giúp diệt vi khuẩn và khử mùi hôi
của cơ thể. Talc được sử dụng nhiều làm thuốc giảm độ axit cho dạ dày và chữa chứng
khó tiêu hóa. Talc kháng axit và hóa chất cao nên rất hiệu quả khi làm chất độn cho
các viên thuốc. Nhiều loại thuốc mỡ dùng talc làm tá dược vì nó không phản ứng với
hóa chất. Viên thuốc thường được bảo vệ, tránh hút ẩm bằng màng phủ có bột talc.
Talc được dùng phổ biến như là phụ gia công nghệ trong quá trình ép tạo viên
thuốc. Nhờ đặc tính trơn nhẵn trên bề mặt bột khoáng talc, các hạt thuốc linh động
hơn, quá trình ép viên thuận lợi hơn và hạn chế đáng kể phế liệu. Đây là lý do tại sao
người ta nói, talc là một khoáng dược quan trọng [38].

22
1.3.2. Khoáng talc trong công nghiệp giấy, nông nghiệp và thực phẩm
Trong công nghiệp giấy: Talc được sử dụng như là chất độn và chất bổ sung
trong công nghiệp giấy. Nó hoạt động như là bột phủ bên ngoài bề mặt giấy, làm cho
giấy nhẵn hơn, bóng hơn, chất lượng in cao [60]. Talc còn được sử dụng trong cả hai
loại giấy in có lớp phủ và không có lớp phủ, chúng cải thiện khả năng bám mực cũng
như giảm độ ma sát của bề mặt giấy. Talc cũng cải thiện độ trắng và giảm sự giây
mực. Talc có khả năng hấp phụ bất kỳ hạt nhựa cây nào còn lại trong bột giấy lên trên
bề mặt dạng phiến của chúng, do đó ngăn ngừa quá trình kết tụ và lắng đọng của
những hạt nhựa này trên bề mặt giấy [16,61].
Nông nghiệp và thực phẩm: Talc là tác nhân chống tạo khối, tác nhân phân tán
và bôi trơn do đó giúp thức ăn chăn nuôi và phân bón cây hoạt động hiệu quả tốt hơn.
Trong qúa trình trộn lẫn sơ bộ với các hóa chất nông nghiệp, nó là chất mang trơ lý
tưởng. Talc cũng được sử dụng như chất chống dính trong thực phẩm như kẹo cao su,
thịt ướp muối và để đánh bóng gạo. Trong sản xuất dầu ô liu, talc có tác dụng hỗ trợ
gia công, nó làm tăng năng suất và cải thiện độ trong của dầu [16].
1.3.3. Khoáng talc trong cao su
Để tăng khả năng ứng dụng của cao su cũng như cao su blend, người ta thường
đưa vào các chất độn gia cường như than đen, silica, talc…[62].
Than đen là dạng vô định hình của nguyên tố cacbon. Mỗi hạt bao gồm các lớp
vi tinh thể định hướng ngẫu nhiên của vòng cacbon. Bởi định hướng ngẫu nhiên của
chúng, nhiều cạnh của lớp mở ra với liên kết cacbon không no của các hạt ở bề mặt,
điều này giúp cho chúng trở thành chất độn hoạt tính [62,63].
Than đen là chất độn thông dụng nhất cho cao su. Nhiều tác giả đã nghiên cứu
dùng than đen làm chất độn gia cường cho cao su. Wanvimon Arayaprance (Thái Lan)
[64] đã chỉ ra rằng than đen làm tăng tính chất cơ của vật liệu cao su như độ bền kéo,
độ bền xé, độ cứng và giảm giá thành cho vật liệu.
Khi nghiên cứu ảnh hưởng của hàm lượng than đen tới độ bền kéo, độ bền nén,
độ cứng và tính chất mài mòn của hai loại cao su SBR và NBR, tác giả A. Mostafa và
các cộng sự [65] thấy rằng, độ bền của các mẫu từ hai loại cao su có than đen đều cao
hơn khi không có than đen. Tăng hàm lượng than đen, độ bền kéo của các mẫu tăng,

23
trong khi độ dãn dài khi đứt của các mẫu lại giảm. Độ cứng của vật liệu có than đen
cao hơn mẫu không có than đen. Hàm lượng than đen tăng, độ cứng vật liệu tăng. Khi
được gia cường bằng than đen, khả năng chống mài mòn của vật liệu được gia tăng
đáng kể và nó tăng khi tăng hàm lượng than đen. Hàm lượng than đen trên 50%, khả
năng chống mài mòn của vật liệu tăng chậm, điều này được cho là mật độ liên kết
ngang gần tới giới hạn tối đa.
M.A. Hassan và các đồng nghiệp [66] đã khảo sát tính chất cơ học của NBR với
hàm lượng than đen khác nhau. Khi tăng hàm lượng than đen từ 20 pkl tới 70 pkl độ
bền kéo đứt của vật liệu tăng dần, độ giãn dài khi đứt của vật liệu giảm dần.
Bột talc thay thế hoặc thay thế một phần cho than đen cũng giúp các nhà sản
xuất lốp xe giảm độ dày và trọng lượng của lốp. Việc này không chỉ làm tăng sức cản
lăn mà nó còn khiến cho lốp xe được sản xuất rẻ hơn nhiều và tiêu thụ nhiên liệu ít
hơn. Việc sử dụng Mistron HAR trong lốp xe cho phép giảm lượng than đen, giảm
mức độ thẩm thấu khí lên tới 40% và cũng như cải thiện khả năng chống lão hóa và
chịu nhiệt [67].
Bột talc cũng được sử dụng như chất độn gia cường. Krysztafkiewicz và cộng
sự [51] đã nghiên cứu sử dụng bột talc làm chất độn hoạt tính cho cao su SBR và đã
thu được các kết quả khả quan. Các tính chất của SBR đều được gia tăng, như độ bền
kéo đứt tăng từ 0,93 MPa lên 3,45 MPa khi được phối trộn với bột talc.
Talc làm giảm độ nhớt của các hợp chất cao su, do đó làm cho các bộ phận đúc
và ép dễ dàng hơn. Chúng cũng cải thiện điều kiện công nghệ của các quá trình này,
tăng tốc độ gia công và nâng cao khả năng chống tia cực tím cho các bộ phận thường
xuyên tiếp xúc với ánh nắng mặt trời. Talc cung cấp khả năng kháng nén tốt cho các
loại đệm cao su, talc đóng vai trò như chất cách điện trong dây cáp điện, [16].
Talc được sử dụng trong nhiều sản phẩm cao su. Talc làm cho vật liệu cao su có
độ bền xé rách, khả năng kháng mài mòn và độ cứng lớn hơn [60]. Ống cao su chế tạo
với bột talc được sử dụng trong hầu hết mọi loại ô tô trên thị trường [33]. Bột talc cũng
giúp các nhà sản xuất giảm độ dày và trọng lượng của lốp xe hơi. Việc này không chỉ
làm tăng sức cản lăn mà nó còn khiến cho lốp xe được sản xuất rẻ hơn nhiều và tiêu
thụ nhiên liệu ít hơn. Cao su bổ sung bột talc HAR® cũng có thể tiết kiệm giá thành
trong khi độ thẩm thấu không khí không thay đổi so với dùng toàn cao su [67,68].

24
H. Ismail và các cộng sự [69] đã so sánh ảnh hưởng của mica và talc trong cao
su EPDM (ethylene propylene diene monomer) đến khả năng lưu hóa, độ bền kéo, tính
chất nhiệt của vật liệu. Tỷ lệ EPDM/chất độn khoáng nghiên cứu là 100/0, 100/10,
100/15, 100/30, 100/50, 100/70, mẫu được lưu hóa ở 1600C. Kết quả chỉ ra rằng, thời
gian lưu hóa tối ưu (t90) giảm, trong khi mô men xoắn cực đại (MH) tăng khi tăng hàm
lượng đối với cả hai chất khoáng. Đô bền kéo của vật liệu EPDM/mica, EPDM/talc
tăng khi tăng hàm lượng khoáng, độ bề kéo và modul kéo đạt giá trị tối đa ở 50 phần
khối lượng chất độn. Trong cả hai trường hợp, độ bền nhiệt của vật liệu tăng khi tăng
hàm lượng chất độn.
Tác giả G. Meli [70,71] và cộng sự thấy rằng, khi đưa vào hoặc thay thế một
phần than đen trong các tổ hợp cao su bằng khoáng talc, các điều kiện công nghệ gia
công như độ nhớt của tổ hợp, tính chất chảy và tốc độ đùn đã được cải thiện đáng kể.
Sự kết hợp của talc và than đen cũng cung cấp một hiệu ứng hiệp lưc làm tăng tính
chất cơ học. Talc cải thiện độ dãn dài khi đứt mà không làm giảm độ bền kéo. Khả
năng chống cắt/xé rách của cao su lưu hóa được tăng cường đáng kể khi có mặt của
bột talc, kết quả làm tăng độ cứng và độ bền trong sử dụng. Việc sử dụng Mistron talc
và than đen gia cường trong tổ hợp giúp cải thiện khả năng chịu nhiệt, chống thấm và
thời tiết. Mistron talc đã được chứng minh là có khả năng cải thiện độ phân tán than
đen, cho phép thời gian trộn giảm được 20% mà không ảnh hưởng đến động năng và
tính chất cơ học của vật liệu. Phát hiện này có ứng dụng quan trọng trong năng suất
trộn hợp vốn là công đoạn mất nhiều thời gian trong quá trình chế tạo vật liệu.
1.3.4. Khoáng talc trong chất dẻo
Talc lần đầu tiên sử dụng để gia cường cho polypropylen trong những năm
1960, ở phần dưới mui xe ô tô. Những ứng dụng đầu tiên chủ yếu là để chế tạo các chi
tiết của quạt và cánh quạt. Giữa những năm 1970, talc gia cường copolyme có thể thay
thế một phần kim loại, như những vỏ bơm, bồn rửa,…. Talc siêu mịn sử dụng làm phụ
gia trong olefin nhựa nhiệt dẻo (TPO) hợp chất này thay thế polyuretan và acrylonitril-
butadien-styren (ABS). Cuối những năm 1980, người Nhật sử dụng talc siêu mịn để
cải thiện độ cứng của copolyme [72].
Thay đổi tính chất polypropylen có thể bằng cách thêm vào một chất độn thích
hợp. Talc là một chất độn được thương mại hóa với khối lượng lớn và tăng trưởng

25
hàng năm. Ban đầu sử dụng talc với mục đích làm hạ giá thành sản phẩm. Tuy nhiên,
sau một thời gian người ta đã tìm thấy nhiều đặc tính hữu ích mà talc có thể mang lại
cho sản phẩm được gia cường như, độ cứng và nhiệt độ biến dạng cao hơn, độ bền và
khả năng chống uốn cao hơn, độ dẫn nhiệt cao hơn và độ biến dạng nhiệt giảm đi [73].
Do talc dạng phiến, trơ, cách điện nên nó đáp ứng nhu cầu với khối lượng rất
lớn làm chất độn cho nhựa. Talc đưa vào nhựa làm cho vật liệu cải thiện độ bền va
đập, tăng tính ổn định, độ cứng và giúp vật liệu nhựa cách điện tốt hơn. Talc cải thiện
khả năng bền hóa chất và chịu nhiệt, cũng như gia tăng độ cứng, độ bền kéo của nhựa
[51].
Độ cứng: Khi chọn một khoáng để làm tăng độ cứng của nhựa, có hai yếu tố
quan trọng là tỷ lệ hình học của khoáng và kích thước hạt của nó. Tỷ lệ hình học của
một hạt được định nghĩa là chiều dài lớn nhất của hạt chia cho chiều dày của nó [74].
Các hạt thường có dạng hình cầu, chẳng hạn như canxi cacbonat, có chiều dài
và độ dày ngang bằng nhau và tỷ lệ hình học là 1:1. Talc dài, mỏng, có hình phiến;
trong ảnh chụp dưới kính hiển vi, talc có tỷ lệ hình học cao hơn canxi cacbonat; tỷ lệ
hình học của talc thường khoảng 20:1 [74].
Hình 1.15. Tỷ lệ hình học của chất độn [74]
Các hạt có tỷ lệ hình học là 1:1 cũng làm tăng độ cứng của nhựa nhưng khi các
hạt có tỷ lệ hình học cao hơn độ cứng của nhựa sẽ tăng nhiều hơn. Talc là khoáng có tỷ
lệ hình học cao, là một trong những khoáng hiệu quả nhất để cải thiện modul uốn [74].
Kích thước hạt là nhân tố thứ hai để xem xét khi lựa chọn chất độn làm tăng độ
cứng của polyme. Thông thường, tỷ lệ hình học của một loại khoáng là không thay đổi
khi nó được nghiền mịn, nhưng với công nghệ nghiền talc đặc biệt, chẳng hạn như
Tỷ lệ hình học chất độn
Tỷ lệ hình học = L / T

26
dùng SMI để sản xuất talc siêu mịn, tỷ lệ hình học tăng lên bởi vì chiều dày hạt giảm
nhanh hơn chiều dài của nó. Do đó, talc nghiền theo SMI có tỷ lệ hình học cao hơn
làm cho nhựa có độ cứng lớn hơn. Khi kích thước bột talc giảm xuống còn 3
micromet, tỷ lệ hình học của khoáng là tương đối ổn định [74].
Nhiều nghiên cứu cho thấy, độ cứng của một polyolefin sẽ tăng gấp đôi khi
thêm 20% bột talc. Tuy nhiên hình dạng hạt là rất quan trọng, bột talc có hình phiến
nhiều hơn, độ cứng sẽ lớn hơn. Với mỗi hạt có dạng hạt nhất định, độ cứng tăng nhẹ
khi kích thước hạt giảm. Do đó, một thân quặng được được nghiền mịn sẽ có độ cứng
cao hơn một chút so với thân quặng nghiền thô [75].
Độ cứng của PP phụ thuộc vào hàm lượng bột talc, tỷ lệ hình học và độ mịn của
bột talc. Nhìn chung, khi lượng khoáng sử dụng nhiều hơn, lượng chất độn cao hơn
modul của PP tăng nhiều hơn [75]. Điều này được thấy rõ trong ví dụ này, khoáng talc
đặc biệt Flextalc@
610, cỡ hạt 1 micro, trong nhựa 7523 Basell (là một copolymer
polypropylene). Modul uốn tăng đều đặn khi thêm hàm lượng bột talc từ 0 tới 30%
[74].
Tính chất nhiệt của vật liệu: Bởi talc có độ dẫn nhiệt cao hơn đáng kể so với
polyme, nhiệt ban đầu và nhiệt sinh ra trong quá trình gia công được truyền qua hỗn
hợp nhanh hơn. Nhiệt này cũng bị suy giảm nhanh hơn trong quá trình làm nguội sản
phẩm. Talc trong PP làm tăng tính dẫn nhiệt, dẫn đến làm tăng tốc độ sản xuât sản
phẩm. Kinh nghiệm cho thấy với polyme có chứa chất độn, tính dẫn nhiệt chỉ phụ
thuộc vào hàm lượng chất độn trong phạm vi hợp lý [76]. Talc làm tăng nhiệt nhiệt độ
biến dạng của polyme. Nó thường được sử dụng trong polypropylen để tăng nhiệt độ
làm việc, ứng dụng trong điều kiện nhiệt độ cao, thí dụ, dưới mui xe ô tô (quạt, vật che
phủ, ống dẫn nhiệt), đồ gia dụng (tay cầm bằng thép, lò nướng bánh), và trong công
nghiệp yêu cầu sử dụng vật liệu ở nhiệt độ cao. Với 40% hàm lượng talc, điểm chảy
mềm của PP tăng từ 66oC lên tới 100
oC [75].
Nhiệt độ gây biến dạng nhiệt có thể sử dụng để giải thích một khoáng ảnh
hưởng tới độ cứng của nhựa ở nhiệt độ cao như thế nào. Talc dạng phiến có tỷ lệ hình
học cao cải thiện độ biến dạng nhiệt của polyolefin lớn hơn talc có tỷ lệ hình học thấp.
Trong quá trình kết tinh PP, khoáng talc có mặt đóng vai trò như một tác nhân
tạo mầm giúp cho quá trình kết tinh của sản phẩm trở nên dễ dàng hơn. Nhiệt độ bắt

27
đầu diễn ra quá trình kết tính tăng lên đồng thời tỷ lệ kết tinh cũng được tăng lên. Điều
này dẫn đến sự đồng nhất của các tinh thể trong toàn bộ thể tích vật liệu, dẫn đến độ
cứng của nó cao hơn so với sản phẩm không chứa talc [10].
Talc làm tăng nhiệt độ kết tinh trong PP dẫn tới rút ngắn chu kỳ đúc của sản
phẩm làm cho sản phẩm được lấy ra từ khuôn nhanh hơn.
Độ bền va đập: Trong khi tất cả các loại chất độn đưa vào nhựa nhiệt dẻo làm
giảm độ bền va đập, nhưng ảnh hưởng này được giảm thiểu bằng cách sử dụng bột
talc. Bột talc siêu mịn, được sử dụng trong polyolefin có độ linh động cao, tăng độ
cứng và giảm ít nhất độ bền va đập [75].
Ví dụ như sử dụng talc trong nhựa PP để làm vật liệu cho bộ phận cản va của xe
ô tô. Trong trường hợp từ 5 đến10% của talc được thêm vào, độ bền va đập vật liệu
tăng. Độ bền va đập của vật liệu giảm khi hàm lượng bột talc sử dụng ở mức cao hơn
[76].
1.3.5. Khoáng talc trong sơn và vật liệu phủ phồng nở chống cháy
1.3.5.1. Khoáng talc trong sơn
Sơn đã sử dụng từ hàng nghìn năm về trước. Thủa sơ khai, sơn được làm từ dầu
thực vật, sơn ta, cánh kiến…hoặc pha chế từ nhựa thiên nhiên với các loại bột màu tự
nhiên. Do vậy nên các tính năng, phạm vi sử dụng và phương pháp gia công đều bị hạn
chế. Công nghiệp dầu mỏ phát triển mạnh mẽ ở thế kỷ XX đã tạo ra rất nhiều loại
nhựa tổng hợp có tính năng ưu việt, là cơ sở sản xuất ra các chủng loại sơn khác nhau
như sơn nitroxenlulo, sơn alkyd. Trong 60 năm trở lại đây, những loại sơn cao cấp
trong công nghiệp đều sử dụng chất tạo màng từ nhựa tổng hợp như nhựa có gốc amin,
nhựa acrylat, nhựa polyeste, nhựa polyuretan, nhựa epoxy v.v. [77].
Hầu hết các loại sơn đều ở dạng huyền phù, các hạt chất khoáng nằm lơ lửng
trong chất lỏng. Phần chất lỏng của sơn tạo điều kiện thuận lợi khi sử dụng, nhưng sau
khi chất lỏng bay hơi, các hạt khoáng vẫn còn trên bề mặt cần sơn. Talc được sử dụng
làm chất độn cho sơn, làm sơn lót bên trong và sơn phủ bên ngoài, chúng hoạt động
như chất độn hoạt tính cải thiện hiệu quả khả năng phủ cuả titan dioxit [78].
Talc rất trơ. Talc không tan trong axit hoặc bazơ, một tính chất rất quan trọng
khi làm chất độn cho nhiều loại sơn.

28
Dạng phiến của talc làm cho sơn dễ dàng sử dụng và cải thiện khả năng chống rạn
nứt và làm võng màng sơn. Chúng cũng tăng khả năng làm bóng, chống ăn mòn lớp sơn lót,
talc được sử dụng để cải thiện tính chống ăn mòn và bám dính màng sơn [16].
Hơn nữa, dạng phiến của các hạt talc cải thiện trạng thái lơ lửng của chất rắn trong
chất lỏng, giảm sự lắng của các hạt chất rắn, giúp sơn lỏng bám dính tốt hơn vào bề mặt cần
sơn [16]. Các hạt talc dạng phiến cũng tạo ra một rào chắn rất tốt, ngăn cản sự thâm nhập
các chất không mong muốn như nước, CO2 và O2 vào màng sơn. Dạng phiến của hạt talc có
tác dụng giảm sự co ngót của chất tạo màng trong quá trình đóng rắn và tăng bám dính của
màng sơn với chất nền.
Talc là khoáng chất mềm nhất được biết đến do cấu trúc phiến của talc. Các phiến
talc trượt qua lẫn nhau khi được tác dụng bởi lực bên ngoài, ví dụ như khi trà sát bột talc
giữa các ngón tay. Cảm giác trơn trượt cũng được cảm nhận roaats rõ từ hiện tượng này. Sự
mềm mại cùng với dạng phiến của khoáng talc đã cải thiện độ nhám của sơn lót và độ mềm
dẻo của màng sơn.
Talc làm tăng khả năng chống thời tiết của sản phẩm. Việc sử dụng talc tạo ra tác
dụng che chắn, làm hạn chế sự thâm nhập của nước và các chất ăn mòn vào trong sơn và
màng phủ. Điều này dẫn đến giảm sự hình thành bọt khí, chống ăn mòn và hạn chế bong
tróc sơn [40].
Sơn kỹ thuật thường sử dụng talc cỡ 325 mesh, trong khi sơn công nghiệp thì thường
sử dụng talc cấp hạt micromet.
Theo dữ liệu của F. Lehner [79,80] talc là chất độn khoáng đứng hàng thứ ba ở
châu Âu về khối lượng sử dụng trong công nghiệp sơn. Không một chất độn nào được
dùng nhiều như talc chính là vì sự đa dạng của nó trong các ứng dụng làm chất độn.
Những đặc tính của talc dùng trong lớp phủ bảo vệ phụ thuộc vào những tính chất tự
A B
Hình 1.16. Quá trình khuyếch tán môi trường ăn mòn qua lớp sơn bảo vệ
có pigment dạng hạt (A) và dạng vẩy (B)

29
nhiên của nguyên liệu khoáng và vào công nghệ chế biến, chính vì vậy khi phân tích
những đặc tính của talc ứng dụng trong công nghệ sơn cần thiết phải xét đến tác động
của mỗi mặt riêng biệt.
Từ những năm 1970, Xigorin đã sử dụng bột talc để nghiên cứu chế tạo hệ sơn
lót sử dụng trong nước biển trên cơ sở nhựa epoxy ED-6. Kết quả cho thấy hàm lượng
bột talc có thể lên tới 25% mà tính chất bảo vệ của sơn vẫn đảm bảo [81]. Yuanwei
Liu đã Kết hợp bột talc với natri vonframat đưa vào nhựa epoxy để tạo ra một chất
chống ăn mòn. Trở kháng mẫu vẫn được duy trì lớn hơn 109Ω cm
2 sau 25 ngày ngâm
trong nước muối. Trong khi đó, sau 90 giờ thử nghiệm trong tủ mù muối, mẫu chỉ bị
ăn mòn nhẹ, xuất hiện ở mặt cắt ngang của lớp phủ có chứa bột talc với natri
vonframat, trong khi các mẫu trắng, bị ăn mòn đáng kể [82].
1.3.5.2. Khoáng talc trong vật liệu phủ phồng nở chống cháy
Hiện nay, lớp phủ phồng nở chống cháy được sử dụng rộng rãi và là quy chuẩn
đối với các công trình xây dựng có sử dụng kết cấu kim loại. Lớp phủ phồng nở chỉ
hoạt động khi xuất hiện ngọn lửa hoặc nguồn nhiệt. Ba thành phần chính tạo nên lớp
than phồng nở ngăn cách với nguồn lửa là tác nhân tạo axit, tác nhân cacbon hóa (hóa
than) và tác nhân tạo khí.
Tác nhân tạo axit: thường dùng là các axit vô cơ hay amoni polyphotphat
(APP). Ở nhiệt độ khoảng 2000C, APP phân hủy thành polyphotphoric axit và giải
phóng NH3.
Tác nhân cacbon hóa: thường là pentaerytritol (PER) hay tris-(2-hydrocethyl)
isosyanurate (THEIC). Khi có mặt của axit, các tác nhân cacbon hóa này sẽ bị phân
hủy và tạo thành các phân đoạn polyme kết thúc bằng nhóm –C=CH2, chúng sẽ phân
hủy tiếp và tạo thành than ở nhiệt độ cao. Toàn bộ quá trình được M. Jimenez mô tả
trong sơ đồ dưới đây [83, 84]:

30
Tác nhân tạo khí: thường được sử dụng là các hợp chất melamin (MAL). Ở
nhiệt độ trên 3500C, melamin bị phân hủy thải ra khí amoniac và tạo thành melam,
melem và melon [85], sản phẩm cuối là N2 và nước. Quá trình này làm cho màng
cacbon phồng rộp.
- Chất phụ gia: được thêm vào trong lớp phủ để nâng cao hiệu quả và tính ổn
định của lớp bọt than cách ly, có thể đưa vào lớp phủ các chất như axit boric. Axit
boric bị phân hủy, giải phóng nước ở nhiệt độ 100-140°C và tạo thành axit metaboric.
Ở nhiệt độ cao hơn, phản ứng khử nước tiếp tục xảy ra và tạo thành axit boron.
Ba thành phần cơ bản tạo nên lớp than phồng nở ngăn cách với nguồn nhiệt là
tác nhân tạo axit, tác nhân cacbon hóa (hóa than) và tác nhân tạo khí nêu trên. Khi có
nhiệt, ba thành phần cơ bản này sẽ phản ứng với nhau, hình thành những chuỗi cácbon
xốp để bảo vệ nền kim loại [86].
Số lượng các công trình nghiên cứu về lớp phủ phồng nở ngày càng tăng [87]
hình 1.17 biểu diến số lượng các nghiên cứu có liên quan đến lớp phủ phồng nở từ
năm 1971 đến năm 2007.
H3BO3 H2O+ HBO2
2HBO2 H2O + B2O3

31
Hình 1.17. Số lượng các nghiên cứu có liên quan đến lớp phủ phồng nở
Các công trình nghiên cứu tập trung tìm các giải pháp nâng cao độ phồng nở,
khả năng cách nhiệt và độ bền cơ của lớp than tạo thành sau khi cháy. Người ta thấy
rằng, khoáng talc có khả năng đáp ứng các yêu cầu trên.
Talc được sử dụng như là chất độn trong lớp phủ phồng nở vì nó có nhiệt độ
nóng chảy cao, khoảng 1300 °C và có thể chịu được nhiệt độ cao hơn. Talc cũng là
chất độn silicat nhiều lớp có thể tạo thành lớp bảo vệ để bảo vệ lớp nền bên dưới. Talc
đã được sử dụng trong nghiên cứu này là phyllosilicat. Talc được chọn làm chất độn
cho sơn phồng nở chống cháy là do khả năng ổn định nhiệt, nóng chảy ở nhiệt độ cao,
kết hợp với các oxit khác tạo ceramics bền vững và đặc tính tự dập tắt của nền polyme
khi chúng được kết hợp với talc [88]. Cấu trúc dạng phiến của talc dễ dàng trong việc
hình thành lớp rào cản với tỷ lệ hình học lớn và khả năng phồng nở cao cho hiệu quả
tốt khi đưa vào nền polyme của sơn chống cháy [88].
Theo Duquesne et al. [89], talc có ảnh hưởng đến sự phát triển của lớp bảo vệ
phồng nở theo nhiều cách khác nhau. Talc là chất gia cường làm tăng các tính chất cơ
học của polyme, và đặc biệt là PP, nó biến đổi tạo ổn định cơ học của lớp phủ bảo vệ
phồng nở. Tính chất cơ học của lớp than bảo vệ phồng nở là thông số chính về hiệu
quả của lớp phủ. Nếu lớp bảo vệ dễ dàng bị phá hủy bởi yếu tố bên ngoài (ví dụ gió)
Tất cả các công trình
Bằng sáng chế
Năm
Số lƣ
ợn
g c
ác
côn
g t
rìn
h c
ôn
g b
ố

32
hoặc bởi áp suất bên trong của chất bay hơi bay ra khi vật liệu xuống cấp, tác dụng bảo
vệ bị mất. Theo cách đó, kết hợp của talc sẽ ảnh hưởng đến quá trình cháy của lớp phủ
phồng nở theo hướng tích cực [90].
Mặt khác, việc kết hợp các chất độn dạng phiến vào lớp phủ phồng nở có thể
dẫn đến giảm tỷ lệ phồng nở của vật liệu, có liên quan đến việc giảm hiệu quả chống
cháy [90, 91]. Hơn nữa, phản ứng hóa học giữa talc và lớp phủ phồng nở cũng bị nghi
ngờ [92] sẽ ảnh hưởng đến quá trình cháy của lớp phủ phồng nở. Kết quả này chứng
minh rằng tỷ lệ giữa hàm lượng phụ gia phồng nở và hàm lượng talc phải được tối ưu
hóa để màng phủ phồng nở đạt hiệu quả tối ưu.
Một số nhà nghiên cứu đã sử dụng talc trong nghiên cứu của mình và hầu hết
dựa trên polyme nhiệt dẻo như EVA và polyamid-6 (PA6). Levchick và các đồng
nghiệp gần đây đã công bố nghiên cứu của mình về ảnh hưởng của talc đến tính chất
dễ cháy polyamid-6 (PA-6) bị chậm lại bởi APP [93]. Trong nghiên cứu riêng biệt [94]
về biểu hiện nhiệt của APP và talc, Levchick và đồng nghiệp đã phát hiện ra rằng
lượng cặn còn lại sau khi chạy TGA tăng gấp đôi khi thêm các chất được kết hợp so
với khi chúng được gia nhiệt riêng. Nghiên cứu cũng thấy rằng, talc đã làm cho than
bền chắc hơn do kết hợp với các tác nhân phồng nở, ngăn chặn sự chảy giọt và kết quả
xếp hạng V-0 trong thử nghiệm UL-94 [94].
Trong luận văn “Nâng cao hiệu quả của lớp phủ phồng nở bằng việc kết hợp
talc như là chất độn chống cháy”, Hannatul hazwani binti dzulkfli đã thấy rằng, bẳng
việc đưa vào 5 pkl đến 20 pkl bột talc, khả năng bảo vệ của lớp phủ phồng nở chống
cháy cao hơn so với mẫu không chứa bột talc. Ở mẫu không chứa bột talc, độ phồng
nở sau khi nung là 3,82 lần thì các mẫu chứa 5%, 10%, 15%, 20% bột talc, độ phồng
nở sau khi nung lần lượt là 4,64; 5,99; 6,73 và 6,86 lần tương ứng. Ngoài ra, bột talc
cũng làm tăng khả năng chịu nước, khả năng bền nhiệt của vật liệu [95].
1.4. Khoáng talc và nghiên cứu ứng dụng ở Việt Nam
Công tác tìm kiếm khoáng sản talc ở Việt Nam mới được bắt đầu từ những năm
90 của thế kỷ 20 tại nhiều nơi trên cả nước. Chỉ riêng 16 tụ khoáng và điểm, quặng
talc đã phát hiện tập trung chủ yếu ở khu vực Tây Bắc Bộ, có trữ lượng vào khoảng 7
triệu tấn [96,97]. Bộ công thương đã tiến hành lập quy hoạch phân vùng thăm dò, khai
thác, chế biến và sử dụng nhóm khoáng chất công nghiệp talc đến năm 2015, có xét

33
đến năm 2025 [98]. Theo quy hoạch này thì trữ lượng và tài nguyên talc nằm trên địa
bàn huyện Thanh Sơn, tỉnh Phú Thọ là 2.714.555 tấn chiếm tới trên 96 % tổng trữ
lượng và tài nguyên talc trong cả nước. Kết quả nghiên cứu ban đầu cho thấy các mỏ
khoáng talc trong vùng Thanh Sơn Phú Thọ có hàm lượng talc tương đối cao, dao
động từ 24,39 – 27,83 % MgO, cá biệt có mẫu tới 30,86 %.
Tuy đã được khai thác và chế biến thành các sản phẩm chào bán trên thị trường
nhưng các sản phẩm bột talc được sản xuất ở các công ty trong nước vẫn chỉ dừng lại
ở mức độ khai thác chọn lọc và nghiền thô. Do vậy chất lượng các sản phẩm còn thấp
và không ổn đinh. Điều này đã làm giảm giá trị của sản phẩm bột talc Việt Nam.
Năm 2010, chương trình khoa học và công nghệ trọng điểm Quốc gia về công
nghệ khai thác và chế biến khoáng sản đã phê duyệt đề tài "Nghiên cứu công nghệ chế
biến khoáng chất talc vùng Phú Thọ làm nguyên liệu cho ngành sản xuất ceramic, sơn,
dược phẩm và hóa mỹ phẩm". Đề tài đã nghiên cứu một cách có hệ thống từ quá trình
khai thác, chế biến để có thể sử dụng được toàn bộ nguồn nguyên liệu khoáng talc đến
quá trình nghiên cứu ứng dụng để phân loại cũng như định hướng sử dụng khoáng talc
vào các lĩnh vực khác nhau [99].
Sản phẩm tinh quặng talc được chế tạo từ mỏ Thu Ngac, Phú Thọ bằng công
nghệ tuyển nổi có hàm lượng talc cao, lớn hơn 94%, có thành phần hóa học đáp ứng
yêu cầu làm phụ gia cho vật liệu polyme trong công nghiệp sơn và nhựa với hàm
lượng MgO gần bằng 30 % và hàm lượng SiO2 lớn hơn 62 % [100].
Các tác giả đã nghiên cứu ảnh hưởng hàm lượng khoáng talc và khả năng tương
tác pha đến tính chất cơ lý và độ dẫn nhiệt của vật liệu compozit trên cơ sở
polypropylene [101]. Hàm lượng khoáng talc 10, 30 và 50 pkl đã được nghiên cứu.
Bên cạnh khoáng talc ban đầu, ảnh hưởng của hai loại hợp chất biến tính bề mặt chất
độn bao gồm aminopropyltriethoxysilan và vinyltrimetoxysilan cũng đã được xác
định. Kết quả cho thấy rằng, quá trình biến tính bề mặt giúp cho các hạt chất độn phân
bố đồng đều hơn, hạn chế các lỗ trống xuất hiện giữa bề mặt chất độn và chất nền.
Modul đàn hồi của vật liệu tăng tuyến tính theo hàm lượng chất độn. Chất độn khoáng
talc gia tăng độ bền kéo đứt của vật liệu và đạt giá trị lớn nhất ở hàm lượng 30%
(38,36 MPa). Điều thú vị là, khoáng talc đã có tác dụng gia tăng hệ số dẫn nhiệt của
vật liệu nền PP từ 0,28 W/mK lên đến 1,07 W/mK ở hàm lượng 50% chất độn.

34
Phạm Thị Lánh và các cộng sự cũng đã nghiên cứu khả năng gia tăng độ dẫn
nhiệt của khoáng talc cho nhựa epoxy. Kết quả nghiên cứu cho thấy, với 40% bột talc
biến tính bề mặt, hệ số dẫn nhiệt của vật liệu compozit epoxy/talc đạt 0,343 W/mK
(tăng 25,6%), với 40% bột talc biến tính aminosilan, hệ số dẫn nhiệt đạt 0,627 W/mK
(tăng 129,7%) so với mẫu epoxy không có độn (0,273 w/mK) [102].
Trong luận án Tiến sỹ “Nghiên cứu ảnh hưởng của sự biến đổi bề mặt một số
khoáng chất đến tương tác pha và tính chất cơ lý của vật liệu tổ hợp trên cơ sở nhựa
nền polypropylene”, tác giả đã khảo sát ảnh hưởng của tương tác pha, độ linh động
phân tử đến tính chất cơ của vật liệu compozit trên cơ sở polypropylen với 3 loại chất
độn đặc trưng: hạt thủy tinh, canxi cacbonat và bột khoáng talc. Hạt thủy tinh được xử
lý bề mặt bằng dầu silicon và hợp chất vinyl silan, canxi cacbonat được xử lý bề mặt
bằng axit stearic và axit oleic và khoáng talc được xử lý bề mặt bằng
metacryloxypropyltrimetoxy silan. Trong ba loại chất độn, khoáng talc có khả năng gia
cường tốt nhất cho polypropylen ở hàm lượng 10%, làm tăng cả độ bền kéo đứt và độ
bền va đập của vật liệu [103].
Nhận xét
Khoáng talc có nhiều tính ưu việt, được sử dụng làm chất độn gia cường cho vật
liệu polyme. Nó có thể tăng độ bền cơ cho PP, CSTN; giảm ma sát nội trong quá trình
gia công chất dẻo; tăng khả năng bảo vệ chống ăn mòn cho các màng phủ, đáp ứng yêu
cầu kéo dài tuổi thọ cho các lớp sơn bảo vệ các công trình làm việc ở nới có môi
trường xâm thực cao. Đặc biệt talc có khả năng tăng độ bền cơ và nhiệt của các lớp
phủ phồng nở, chống cháy cho các công trình có kết cấu bằng kim loại. Nhiều công
trình nghiên cứu trên thế giới vẫn đang tiếp tục tìm các ứng dụng mới của khoáng talc
trong công nghệ chất dẻo và cao su, cũng như các lớp phủ bảo vệ.
Ở Việt Nam, khoáng talc có trữ lượng khá lớn ở Phú Thọ, Sơn La …, nhưng
ứng dụng khoáng talc trong công nghiệp nhựa, cao su và sơn bảo vệ chưa nhiều.
Nghiên cứu về lĩnh vực này - tác dụng của khoáng talc như là chất độn gia cường cho
vật liệu polyme cũng chưa được các nhà khoa học quan tâm thích đáng.
Đề tài luận án này "Nghiên cứu nâng cao tính chất của một số vật liệu polyme
bằng khoáng talc biến tính hữu cơ" được thực hiện với mong muốn góp phần vào giải
quyết hiện trạng thực tế nêu trên.

35
CHƢƠNG 2. THỰC NGHIỆM
2.1. Nguyên vật liệu
2.1.1. Khoáng talc và chất biến tính bề mặt
Khoáng talc: Khoáng talc có nguồn gốc từ Thanh Sơn, Thanh Thủy, tỉnh Phú
Thọ với thành phần phần chủ yếu là các oxit kim loại trong đó SiO2 chiếm
61,8% và MgO chiếm 28,5%.
Chất biến tính bề mặt: Chất biến tính bề mặt là tác nhân liên kết silan của
hãng Dow Corning (Mỹ):
Bảng 2.1: Các hợp chất silan được sử dụng
TT Ký hiệu Hợp chất silan
1 γ-APTMS
aminosilan
γ-Aminopropyltrimetoxysilan
NH2 - CH2 - CH2 - CH2 -Si(OCH)3
2 γ-MPTMS
metacrylsilan
γ-Metacryloxypropyltrimetoxysilan
CH2 C
CH3
C
O
O (CH3)2 Si OCH3
OCH3
OCH3
3 VTMS
Vinylsilan
Vinyltriethoxysilan
CH2=CH-Si(OC2H5)3
5 Si69 Bis-triethoxysilylpropyltetrasulfit
(CH2)3Si
OCH3
H3CO
OCH3
S
S
S
S
(CH2)3 Si
OCH3
OCH3
OCH3
6 MePTMS
Mecaptosilan
γ-Mecaptopropyltrimetoxysilan:
[HS - CH2 - CH2 - CH2 -Si(OCH)3].

36
2.1.2. Cao su và các phụ gia của cao su
CSTN là loại SVR - 3L: Của công ty cao su Việt Trung, Quảng Bình. Hàm lượng
tạp chất ≤0,03%, hàm lượng tro ≤0,50%, Hàm lượng nitơ ≤ 0,60%, hàm lượng
chất bay hơi ≤ 0,80%, Độ dẻo đầu (Po) ≥35%.
Cao su P70K: Là blend của NBR/PVC của hãng NIPOL,
- Thành phần NBR/PVC = 70/30.
- Hàm lượng acrylonitril trong NBR là 33,5%.
Có thể sử dụng để chế tạo những sản phẩm có tính kháng dầu và ozon, và chịu
mài mòn tốt.
Các phụ gia cao su
Lưu huỳnh của hãng Sae Kwang Chemical IND. Co. Ltd (Hàn Quốc): Bột
màu vàng, hàm lượng 100%, tỷ trọng 2,07, nhiệt độ nóng chảy 112-120oC.
Oxit kẽm Zincollied của Ấn Độ: Bột màu trắng, hàm lượng 99,9%.
Axit stearic (CH3-(CH2)16-COOH) của PT. Orindo Fine Chemical
(Indonesia): Dạng hạt trứng cá, màu trắng, chỉ số axit 198,57 mgKOH/g, độ
ẩm 0,11%.
Xúc tiến DM ((Dibenzo Thiazyl disufide) (Trung Quốc):
Dạng hạt màu trắng xám, mùi hắc, không độc. Tỷ trọng 1,45 - 1,54, hàm
lượng 98%.
Xúc tiến D (Diphenyl guanidine) (Trung Quốc):
Dạng hạt màu trắng xám, không vị, không độc. Tỷ trọng: 1,08-1,19

37
Phòng lão A (N-Phenyl-1-naphthylamine) (Trung Quốc);
Tinh thể dạng mảnh, mầu hồng nhạt, tỷ trọng 1,1. Hàm lượng 98%.
Phòng lão D (N-Phenyl-2-naphthylamine) (Trung Quốc).
Dạng bột màu nâu nhạt, hàm lượng 96%.
Xúc tiến M (2-Mercapto Benzo Thiazole) (Trung Quốc);
Dạng hạt màu vàng nhạt, vị đắng. Tỷ trọng 1,42-1,52.
Phòng lão 4020 (N-1,3-dimethylbutyl-N'-phenyl-p-phenylenediamine)
(Trung Quốc).
Dạng hạt màu nâu nhạt đến nâu đen, hàm lượng ≥ 97%. Tổn hao
khối lượng khi làm khô ≤ 0,5%.
2.1.3. Nhựa epoxy và các phụ gia
a) Chế tạo màng phủ
Nhựa epoxy: Loại YD-011X75 của hãng KUKDO, Hàn Quốc (hàm lượng
75% trong xylen).

38
Tính chất YD-011X75 Phƣơng pháp thử
Đương lượng epoxy (g/eq) 450-500 KD-AS-001
Độ nhớt *1
Z3-Z6 KD-AS-007
Hàm lượng chất không bay hơi
(wt.%)
74-76 KD-AS-018
Màu sắc (G) 1.0 max. KD-AS-025
*1 Phương pháp Gardner Holdt
Chất đóng rắn: Loại Kingmide 315 của hãng SANHO, Đài loan.
Tính chất KINGMIDE 315-L Chú thích
Hình thái Chất lỏng màu vàng KD-AS-001
Độ nhớt, MPa.s 1,500~3,000 25oC
Trị số Amin 440 ±20 Phương pháp đo JIS
Trọng lượng riêng, g/cm3 0.97 25
oC
Màu sắc, G 1.0 max. KD-AS-025
Điểm bắt cháy, 0C 178
Dung môi sử dụng là xylen, butanol, metyl isobutyl keton (MIBK)
Các phụ gia khác cho sơn như chất làm khô, chất dàn đều, chất chống tạo bọt
được cung cấp bởi Công ty sơn Tổng hợp Hà Nội.
b) Chế tạo sơn chống cháy
Nhựa epoxy: Epikote 828, có độ nhớt trung bình, được chế tạo từ nhựa
bisphenol A và epichlorohydrin, không chứa chất pha loãng. Epikote 828 có
khả năng làm ướt và chống lắng tốt, có độ bền cơ học cao và khả năng kháng
hóa chất tốt khi đóng rắn.
Đặc tính Đơn v Mô tả
Số nhóm epoxy mmol/kg 5260 – 5420
Độ nhớt (25oC) Pa-s 12 – 14
Chất đóng rắn: Kingcure 367, một loại cycloaliphatic polyamin, được sử dụng
cho lớp phủ ít dung môi, có độ ổn định màu tốt và màng phủ có độ bóng cao.

39
Đặc tính Mô tả
Trạng thái Lỏng, màu vàng sáng
Độ nhớt (25°C) 100 – 400 mPa-s
Giá trị amin 310 ± 20
Các phụ gia
Ammonium polyphotphate (APP): Amoni poly phốt phát (NH4PO3)n
được cung cấp từ Clariant với tên sản phẩm là AP 422. Nó là một muối
vô cơ của axit polyphotphoric và amoni.
Đặc tính Mô tả
pH 5.5-7.5
Khả năng tan trong nước Lớn nhất 0.5 % (w/w)
Kích thước hạt trung bình < 50 µm
Độ bám dính 100 MPa
Nhiệt độ phân hủy >275°C
Pentaerythritol (PER): Pentaerythritol (C5H12O4) được cung cấp từ hãng
Perstorp (Singapore)
Đặc tính Mô tả
Trạng thái Bột
Màu sắc Trắng
Nhiệt độ nóng chảy 262oC

40
Melamine (MEL): Melamine (C3H6N6) được cung cấp từ công ty TNHH
Er Sheng (Trung Quốc)
Đặc tính Mô tả
Trạng thái Bột
Màu sắc Trắng
Độ tinh khiết 99,98%
pH 7,5 – 9,5
Điểm nóng chảy 345oC
Titan dioxit (TiO2): TiO2 là bột màu màu trắng và có chỉ số khúc xạ cao.
Sản phẩm có sẵn trên thị trường với nguồn gốc khác nhau
Đặc tính Mô tả
Trọng lượng phân tử 79.87 g/mol
Trạng thái Bột trắng
Điểm nóng chảy 1825°C
Axit boric (H3BO3):
Đặc tính Mô tả
Trọng lượng phân tử 61,83 g/mol
Trạng thái Bột trắng
Điểm nóng chảy 170,9 °C
2.2. Phƣơng pháp chế tạo mẫu
2.2.1. Biến tính bề mặt bột khoáng talc
Quá trình nghiên cứu biến tính bề mặt khoáng talc bằng phương pháp dung dịch
được tiến hành như sau:

41
Hợp chất silan được pha trong dung dịch etanol 96% đã được điều chỉnh pH
trong khoảng 4-5 bằng axit axetic với các nồng độ khác nhau 1%, 2% 4% và 6%.
Dung dịch silan hóa chuẩn bị ở trên được khuấy trộn trong thời gian 30 phút. Sau đó
bột khoáng talc đã axit hóa từ trước bằng dung dịch HCl được đưa vào trong dung dịch
silan hóa.
Quá trình silan hóa được khảo sát ở nhiệt độ 30; 40; 60 và 90 0C, ở các thời gian
khác nhau 0,5; 1,0; 2,0; 4,0 và 8 h.
Kết thúc phản ứng, sản phẩm được lọc và làm khô ở nhiệt độ 60°C trong 8h để
thực hiện quá trình polyme hóa.
2.2.2. Chế tạo mẫu CSTN
Cán trộn và hỗn luyện:
CSTN được cán đứt mạch trên máy cán hai trục để tăng khả năng phối trộn.
Tiếp theo cán trộn CSTN đã đứt mạch với bột talc và các phụ gia khác ở nhiệt
độ phòng.
Lưu huỳnh được đưu vào cán trộn cuối cùng.
Kết thúc quá trình cán trộn, mẫu được xuất tấm để chuẩn bị cho giai đoạn ép
lưu hóa.
Ép lưu hóa: Mẫu được ép lưu hóa trên máy ép thủy lực phòng thí nghiệm
TOYOSEIKI (Nhật Bản), trong khuôn có kích thước 200 x 200 mm và chiều dầy
2 mm. Các mẫu thử nghiệm được lưu hoá ở chế độ công nghệ:
- Áp suất ép: 6 kg/cm2
- Thời gian lưu hóa: 25 phút
- Nhiệt độ lưu hóa: 145oC.
42
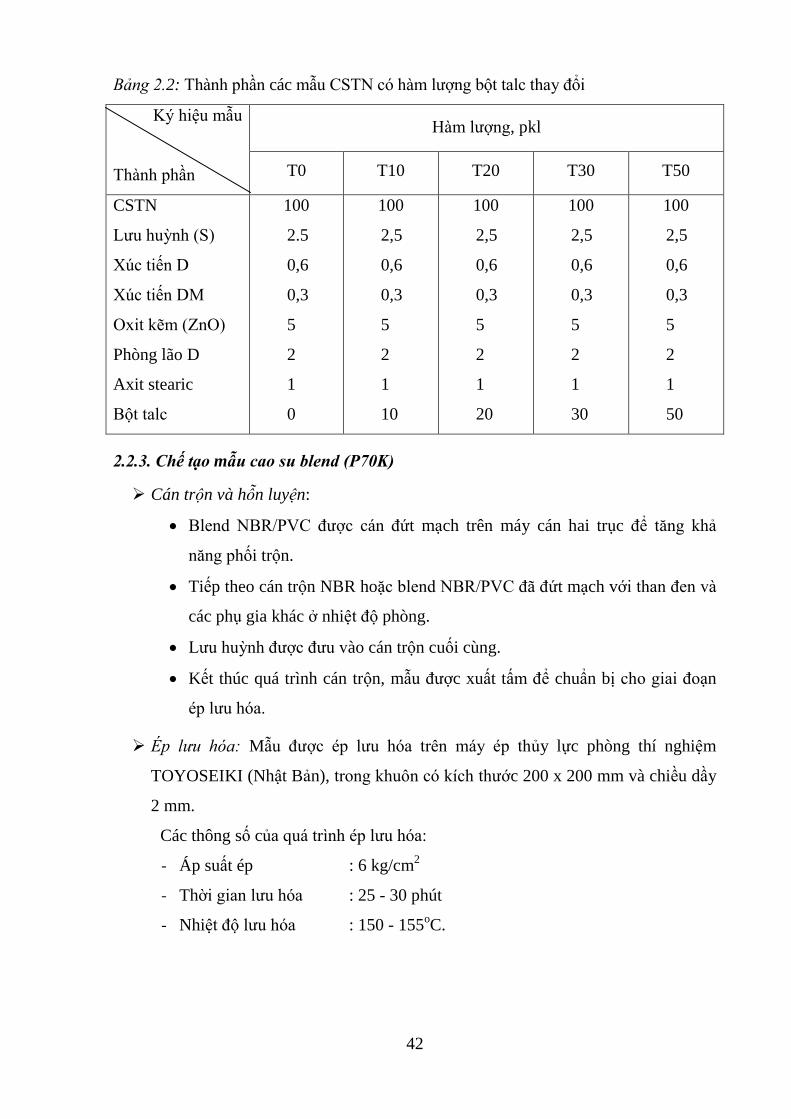
Bảng 2.2: Thành phần các mẫu CSTN có hàm lượng bột talc thay đổi
Ký hiệu mẫu
Thành phần
Hàm lượng, pkl
T0 T10 T20 T30 T50
CSTN
Lưu huỳnh (S)
Xúc tiến D
Xúc tiến DM
Oxit kẽm (ZnO)
Phòng lão D
Axit stearic
Bột talc
100
2.5
0,6
0,3
5
2
1
0
100
2,5
0,6
0,3
5
2
1
10
100
2,5
0,6
0,3
5
2
1
20
100
2,5
0,6
0,3
5
2
1
30
100
2,5
0,6
0,3
5
2
1
50
2.2.3. Chế tạo mẫu cao su blend (P70K)
Cán trộn và hỗn luyện:
Blend NBR/PVC được cán đứt mạch trên máy cán hai trục để tăng khả
năng phối trộn.
Tiếp theo cán trộn NBR hoặc blend NBR/PVC đã đứt mạch với than đen và
các phụ gia khác ở nhiệt độ phòng.
Lưu huỳnh được đưu vào cán trộn cuối cùng.
Kết thúc quá trình cán trộn, mẫu được xuất tấm để chuẩn bị cho giai đoạn
ép lưu hóa.
Ép lưu hóa: Mẫu được ép lưu hóa trên máy ép thủy lực phòng thí nghiệm
TOYOSEIKI (Nhật Bản), trong khuôn có kích thước 200 x 200 mm và chiều dầy
2 mm.
Các thông số của quá trình ép lưu hóa:
- Áp suất ép : 6 kg/cm2
- Thời gian lưu hóa : 25 - 30 phút
- Nhiệt độ lưu hóa : 150 - 155oC.

43
Bảng 2.3: Thành phần các mẫu cao su blend P70K có hàm lượng than đen thay đổi
Ký hiệu mẫu
Thành phần
Hàm lượng, pkl
CB20 CB35 CB50 CB65 CB80
Cao su blend P70K
Lưu huỳnh (S)
Xúc tiến M
Oxit kẽm (ZnO)
Phòng lão 4020
Axit stearic,
Hóa dẻo DOP
Than đen N330
100
2
1
6
1
1
4,5
20
100
2
1
6
1
1
4,5
35
100
2
1
6
1
1
4,5
50
100
2
1
6
1
1
4,5
65
100
2
1
6
1
1
4,5
80
2.2.4. Chế tạo sơn chứa bột talc
Hỗn hợp gồm nhựa epoxy, bột talc biến tính bằng γ-
Aminopropyltrimetoxysilan, dung môi và các phụ gia được nghiền bằng cối nghiền bi
trong 48 giờ. Bổ sung các thành phần còn lại, thu được sơn epoxy chứa bột talc. Chất
đóng rắn được đưa vào sơn sau cùng, khi sử dụng.
Bảng 2.4: Thành phần chế tạo lớp màng phủ
Ký hiệu mẫu
Thành phần
Hàm lượng, %
M0 M1 M2 M3
Nhựa epoxy YD-011X75 100 100 100 100
T2A 0 10 20 30
Xylen 10 10 10 10
Butanol 4 4 4 4
MIBK 6 6 6 6
Đóng rắn Kingmide 315L 20 20 20 20
Mẫu đo điện hóa: Mẫu thép được sử dụng là thép CT3 có kích thước 10×15×0,2
cm, được ngâm bảo quản trong dầu. Mẫu được rửa sạch dầu bằng xà phòng, lau và sấy
khô, sau đó tiến hành tẩy gỉ bằng dung dịch axit HCl rồi bằng kiềm, rửa sạch bằng

44
nước, đánh bóng bằng giấy ráp có độ mịn 400, rửa sạch bằng nước cất, cồn tuyệt đối
và sấy khô. Màng sơn được tạo trên mẫu thép bằng máy tạo màng li tâm. Màng sơn
sau khi khô có độ dày khoảng 30 µm.
Mẫu đo các tính chất cơ: Mẫu đo các tính chất cơ, như độ bền va đập, độ bền
uốn, độ cứng, độ bám dính được chế tạo trên tấm thép hay tấm kính theo tiêu chuẩn
TCVN.
2.2.5. Chế tạo lớp phủ phồng nở
Thành phần cơ bản lớp phủ chậm cháy với cơ chế phồng nở trong đề tài nghiên
cứu này bao gồm: Nguồn tạo axit là amoni polyphotphat (APP), nguồn tạo cacbon là
pentaerylthritol (PER) và tác nhân làm phồng nở melamin (MEL). Chất kết dính được
lựa chọn trong nghiên cứu này là nhựa nhiệt rắn epoxy đóng rắn bằng hợp chất amin.
Để nghiên cứu gia tăng khả năng chậm cháy cho lớp phủ, đề tài sử dụng bột khoáng
talc có và không có biến tính bề mặt.
Chúng tôi lựa chọn hệ lớp phủ phồng nở có thành phần như sau:
Bảng 2.5: Thành phần chế tạo lớp phủ phồng nở
Ký hiệu mẫu
Thành phần
Hàm lượng, %
D1 D2 D3 D4 D4-T2A D5
APP + PER + MEL 30 30 30 30 30 30
TiO2 5 5 5 5 5 5
H3BO3 15 15 15 15 15 15
Khoáng talc 0 5 10 15 15 20
Nhựa Epoxy
Epikote 828 50 45 40 35 35 30
Trong đó:
D1, D2, D3, D4, D5: Mẫu lớp phủ phồng nở chứa talc chưa biến tính bề mặt.
D4-T2A: Mẫu lớp phủ phồng nở chứa talc biến tính bề mặt bằng γ-aminopropyl
- trimetoxysilan
45
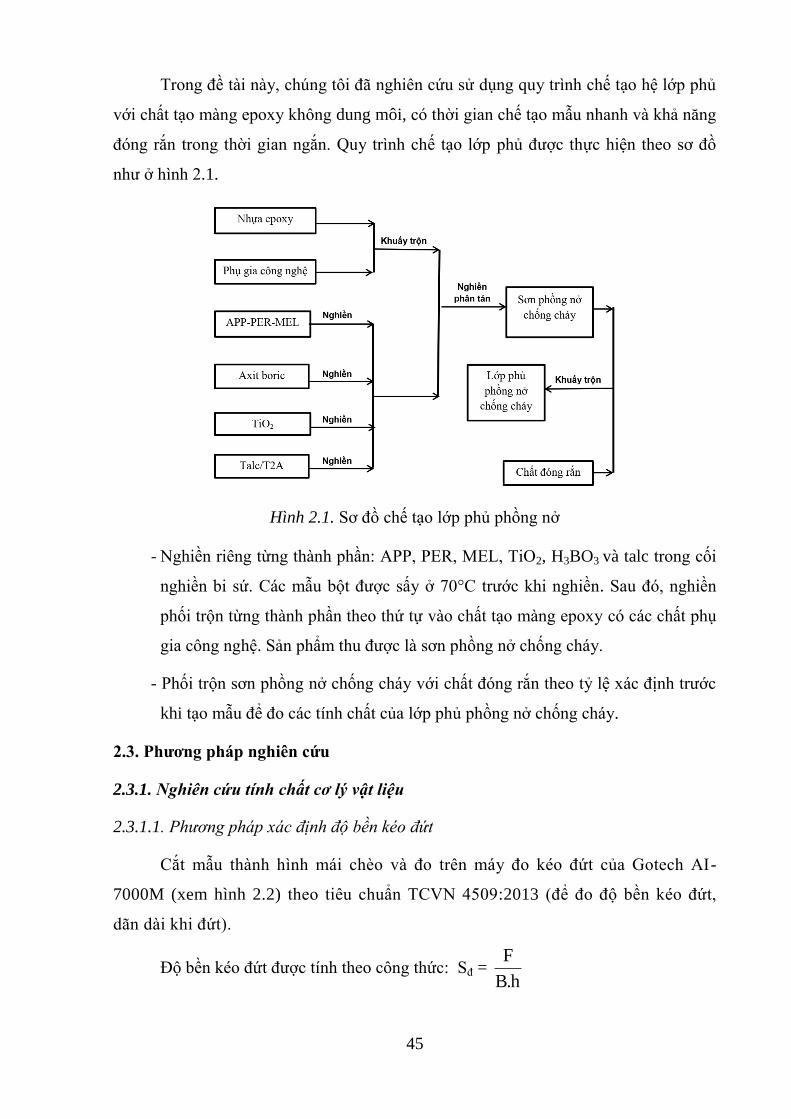
Trong đề tài này, chúng tôi đã nghiên cứu sử dụng quy trình chế tạo hệ lớp phủ
với chất tạo màng epoxy không dung môi, có thời gian chế tạo mẫu nhanh và khả năng
đóng rắn trong thời gian ngắn. Quy trình chế tạo lớp phủ được thực hiện theo sơ đồ
như ở hình 2.1.
Hình 2.1. Sơ đồ chế tạo lớp phủ phồng nở
- Nghiền riêng từng thành phần: APP, PER, MEL, TiO2, H3BO3 và talc trong cối
nghiền bi sứ. Các mẫu bột được sấy ở 70°C trước khi nghiền. Sau đó, nghiền
phối trộn từng thành phần theo thứ tự vào chất tạo màng epoxy có các chất phụ
gia công nghệ. Sản phẩm thu được là sơn phồng nở chống cháy.
- Phối trộn sơn phồng nở chống cháy với chất đóng rắn theo tỷ lệ xác định trước
khi tạo mẫu để đo các tính chất của lớp phủ phồng nở chống cháy.
2.3. Phƣơng pháp nghiên cứu
2.3.1. Nghiên cứu tính chất cơ lý vật liệu
2.3.1.1. Phương pháp xác định độ bền kéo đứt
Cắt mẫu thành hình mái chèo và đo trên máy đo kéo đứt của Gotech AI-
7000M (xem hình 2.2) theo tiêu chuẩn TCVN 4509:2013 (để đo độ bền kéo đứt,
dãn dài khi đứt).
Độ bền kéo đứt được tính theo công thức: Sđ = h.B
F
46
Trong đó: Sđ : độ bền kéo đứt (MPa) hay N/mm2; F : lực kéo đứt mẫu (N); B :
bề rộng mẫu trước khi kéo (mm); h : chiều dày mẫu trước khi kéo (mm)
Hình 2.2. Thiết bị đo lực kéo/ độ dãn dài hãng Gotech AI – 7000M
2.3.1.2. Phương pháp xác định độ giãn dài khi đứt
Độ dãn dài khi đứt được tính theo công thức:
= 0
01
l
ll . 100%
Trong đó:
l0 : là độ dài giữa 2 điểm được đánh dấu lên mẫu trước khi kéo (mm)
l1 : là chiều dài giữa 2 điểm đánh dấu trên mẫu ngay khi đứt (mm)
2.3.1.3. Phương pháp xác định độ giãn dư
Độ dãn dài dư được tính theo công thức
dư = 0
02
l
ll . 100%
Trong đó:
dư : là độ dãn dài dư (%)

47
l0 : là độ dài giữa 2 điểm được đánh dấu trước khi kéo (mm).
l2 : là độ dài giữa 2 điểm được đánh dấu sau khi đứt (mm).
2.3.1.4. Phương pháp xác định độ cứng vật liệu cao su
Độ cứng của vật liệu cao su xác định theo tiêu chuẩn TCVN 1595:2013 trên
thiết bị TECLOCK kí hiệu Jisk 6301A.
Cách đo: Lau sạch bề mặt mẫu, đặt mẫu lên mặt phẳng nằm ngang. Dùng ngón
tay ấn mạnh đồng hồ đo xuống mẫu. Đọc và ghi giá trị hiện trên đồng hồ hiển thị sau 3 giây.
Mỗi vật liệu được đo ở 5 vị trí khác nhau và lấy giá trị trung bình.
2.3.1.5. Phương pháp xác định độ bền mài mòn
Độ mài mòn của vật liệu được xác định bằng phương pháp AKRON, theo tiêu
chuẩn TCVN 1594:87, biên soạn lại năm 2008.
Mẫu đo hình trụ có kích thước đường kính vòng ngoài 68±0.1mm, đường kính
lỗ trong 12.7±0.1 mm, chiều dày 12.7±0.5 mm. Góc mài mòn 15o. Lực tỳ trên đá mài
là 27,2 N. Đá mài có đường kính 150 mm, dày 25 mm, có ký hiệu A36-P5.
Vận tốc mẫu quay 76 80 vòng/phút, vận tốc đá mài 3335 vòng/phút
Độ mài mòn được tính theo công thức:
d
mmV 21
Trong đó: Đơn vị cm3/1,61 km
m1 là khối lượng của mẫu trước khi đo, g
m2 là khối lượng của mẫu sau khi đo, g
d là khối lượng riêng của mẫu, g/cm3
2.3.1.6. Phương pháp xác định độ bền va đập của màng phủ
Độ bền va đập của các mẫu được đo trên thiết bị Sheen 807 với vết lõm có diện
tích lớn (xem hình 2.3) theo TCVN 2100-1:2013, tại Phòng nghiên cứu vật liệu
Polyme & Compozit, Viện Khoa học Vật liệu, Viện Hàn lâm Khoa học và Công nghệ
Việt Nam và Công ty sơn Đại bàng.

48
2.3.1.7. Phương pháp xác định độ cứng của màng phủ
Phương pháp xác định độ cứng của màng phủ dựa trên cơ sở xác định tỷ số giữa
thời gian dao động của con lắc đặt trên bề mặt màng phủ với thời gian dao động của
chính con lắc đó trên tấm kính ảnh (không có màng phủ), xác định theo TCVN
2098:2007. Độ cứng của màng phủ được đo trên máy Sheen 707P (xem hình 2.5) tại
Viện Khoa học Vật liệu, Viện Khoa học và Công nghệ Việt Nam và Công ty sơn Đại
bàng.
2.3.1.8. Phương pháp xác định độ bền uốn của màng phủ
Độ bám dính của màng phủ được đo trên dụng cụ Erichsen model 266 tại Viện
Khoa học Vật liệu và Công ty sơn Đại bàng theo TCVN 2099:2013.
2.3.1.9. Phương pháp xác định độ bám dính của màng phủ theo phương pháp kéo nhổ
Xác định độ bám dính của màng phủ theo phương pháp kéo nhổ được tiến hành
trên thiết bị ADHESION TESTER model 525 của hãng Erichsen để xác định độ bám
dính của màng sơn theo tiêu chuẩn ASTM D4541-09 (Hình 2.4). Độ bám dính được
đo sau khi màng sơn đã khô hoàn toàn.
Hình 2.3. Thiết bị đo độ
bền va đập màng sơn
Hình 2.4. Thiết bị đo độ
bám dính màng sơn
Hình 2.5. Thiết bị đo độ
cứng màng sơn
2.3.2. Nghiên cứu cấu trúc vật liệu
2.3.2.1. Phương pháp phân tích nhiệt xác định thành phần cấu trúc vật liệu
Độ bền nhiệt của vật liệu được đánh giá bằng phương pháp phân tích nhiệt vi

49
sai. Các phép đo được tiến hành trên máy phân tích nhiệt trọng lượng (DTA,TG) của
hãng Netzsch STA 409 tại bộ môn Hóa lý, khoa Hóa học, trường Đại học Sư phạm Hà
Nội. Phân tích được thực hiện ở các điều kiện:
+ Tốc độ nâng nhiệt : 5 °C/phút.
+ Khoảng nhiệt độ nghiên cứu : 25 - 1200 °C.
+ Môi trường : Không khí.
2.3.2.2. Phương pháp phổ hồng ngoại IR xác định cấu trúc vật liệu
Phổ hồng ngoại được đo trên máy IMPACT 410 - NICOLET –FTIR ở vùng
bước sóng từ 4000 cm-1
đến 400 cm-1
tại Viện Kỹ thuật nhiệt đới. Hạt hydotalcite được
đo ở dạng viên ép với KBr.
2.3.2.3. Phương pháp SEM xác định cấu trúc hình thái của vật liệu
Cấu trúc hình thái của vật liệu được nghiên cứu bằng kính hiển vi điện tử quét
(SEM), trên thiết bị FESEM S-4800 của hãng Hitachi tại phòng thí nghiệm trọng điểm,
Viện khoa học vật liệu.
Mẫu nghiên cứu được ngâm vào nitơ lỏng, dùng kìm bẻ gẫy, cắt lấy kích thước
thích hợp. Mẫu tạo thành được gắn lên đế, bề mặt gãy được phủ một lớp platin mỏng
bằng phương pháp bốc bay trong chân không. Ảnh SEM thể hiện cấu trúc và độ tương
hợp giữa các pha trong mẫu đo.
2.3.3. Nghiên cứu khả năng chống cháy vật liệu
2.3.3.1. Khảo sát độ phồng nở lớp phủ bằng phương pháp nung
Quá trình nung mẫu lớp phủ được thực hiện tại Phòng Kỹ thuật điện, viện Kỹ
thuật Nhiệt đới và Phòng Vật liệu vô cơ – khoa Hóa học, trường đại học Khoa học Tự
nhiên.
Khả năng phồng nở của các lớp phủ khác nhau được đánh giá bằng cách nung
mẫu ở 800°C theo chu trình đã được thể hiện trên hình 2.6. Nhiệt độ được giữ ở 50°C
trong 15 phút, tăng lên đến 800°C và giữ trong khoảng thời gian 30 phút để đốt cháy
hoàn toàn mẫu. Sau đó mẫu được làm nguội khoảng 30 phút để tránh bị nứt vỡ.

50
Hình 2.6. Chu trình gia nhiệt lớp phủ phồng nở
Khi lớp phủ được cung cấp nhiệt, phản ứng của axit photphoric sinh ra từ APP
với chất cacbon hóa PER sẽ tạo ra một lớp than cách ly chống cháy để bảo vệ cho vật
liệu nền. Quá trình mềm ra của epoxy tạo ra một lớp vỏ giãn nở trên toàn bộ lớp than.
Do đó khí sinh ra từ phản ứng phân hủy của MEL sẽ không bị thoát ra ngoài làm cho
lớp than cácbon trở thành một lớp phủ dạng xốp với nhiều lỗ trống, có hiệu quả cách
nhiệt cao.
2.3.3.2. Khảo sát khả năng chống cháy theo tiêu chuẩn UL 94
Tiêu chuẩn đo UL 94 được chia làm hai dạng đo:
UL 94 – HB, thử nghiệm theo phương nằm ngang: Một mẫu thí nghiệm có độ
dầy nhỏ hơn 3 mm, rộng 1,25cm và chiều dài 12,5 cm được kẹp trên một thanh thẳng
đứng. Hai vạch được tạo ra trên mẫu thí nghiệm có độ dài từ một đầu của mẫu lần lượt
là 2,5 cm và 10 cm. Mẫu được đốt trong thời gian 30 giây hoặc cho đến khi mẫu cháy
đến vạch đầu tiên (vạch 2,5 cm), bắt đầu tính thời gian cháy. Một mẫu vật liệu sẽ được
chấp nhận đạt chỉ tiêu UL 94 HB nếu tốc độ cháy nhỏ hơn 76 mm/phút hoặc dừng
cháy trước vạch 10 cm.
Nhiệ
t độ (
°C)
Thời gian (phút)
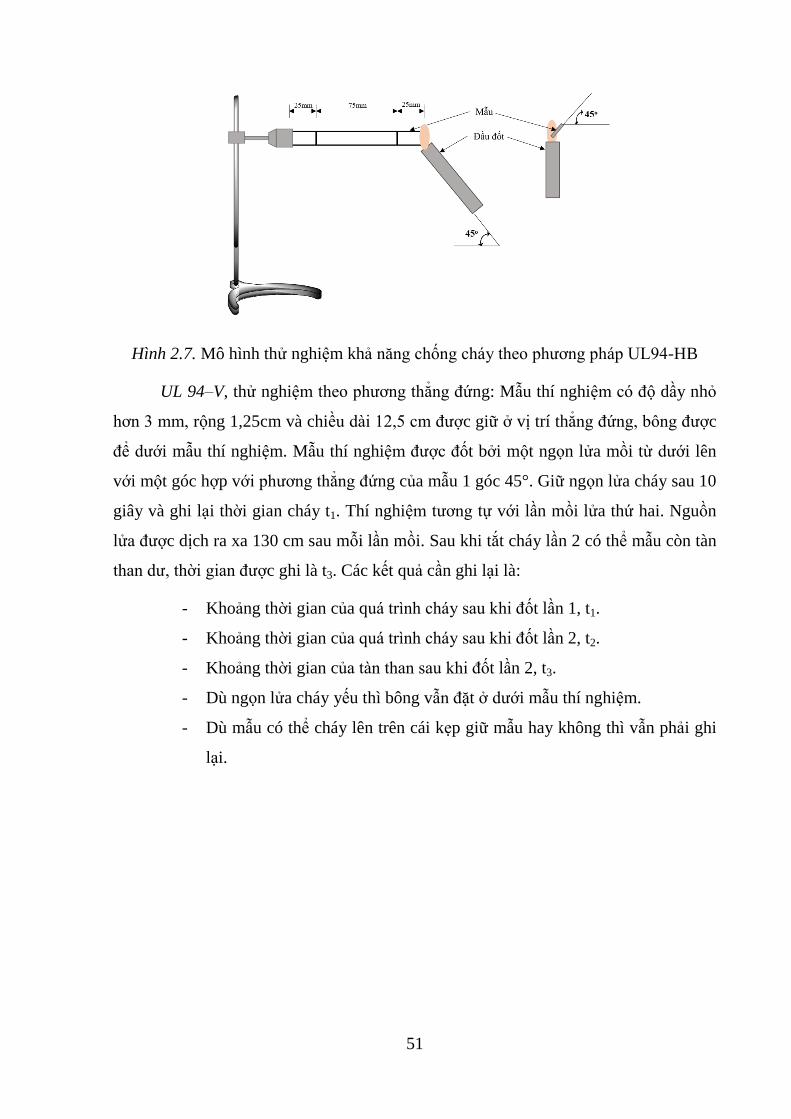
51
Hình 2.7. Mô hình thử nghiệm khả năng chống cháy theo phương pháp UL94-HB
UL 94–V, thử nghiệm theo phương thẳng đứng: Mẫu thí nghiệm có độ dầy nhỏ
hơn 3 mm, rộng 1,25cm và chiều dài 12,5 cm được giữ ở vị trí thẳng đứng, bông được
để dưới mẫu thí nghiệm. Mẫu thí nghiệm được đốt bởi một ngọn lửa mồi từ dưới lên
với một góc hợp với phương thẳng đứng của mẫu 1 góc 45°. Giữ ngọn lửa cháy sau 10
giây và ghi lại thời gian cháy t1. Thí nghiệm tương tự với lần mồi lửa thứ hai. Nguồn
lửa được dịch ra xa 130 cm sau mỗi lần mồi. Sau khi tắt cháy lần 2 có thể mẫu còn tàn
than dư, thời gian được ghi là t3. Các kết quả cần ghi lại là:
- Khoảng thời gian của quá trình cháy sau khi đốt lần 1, t1.
- Khoảng thời gian của quá trình cháy sau khi đốt lần 2, t2.
- Khoảng thời gian của tàn than sau khi đốt lần 2, t3.
- Dù ngọn lửa cháy yếu thì bông vẫn đặt ở dưới mẫu thí nghiệm.
- Dù mẫu có thể cháy lên trên cái kẹp giữ mẫu hay không thì vẫn phải ghi
lại.

52
Hình 2.8. Mô hình thử nghiệm khả năng chống cháy theo phương pháp UL94-V
Dựa trên thời gian cháy của vật liệu có thể phân loại khả năng chậm cháy của
vật theo UL 94V như thể hiện trong bảng 2.6.
Bảng 2.6: Tiêu chuẩn đánh giá tính chất chống cháy của vật liệu theo UL 94
Điều kiện tiêu chuẩn cho các loại 94 V 94V-0 94V-1 94 V-2
Thời gian cháy cho mỗi mẫu, t1 hoặc t2 <10 s 30s 30s
Tổng thời gian cháy t1+t2 cho tất cả 5 mẫu 50 s 250 s 250 s
Tổng thời gian t2+t3 cho mỗi mẫu 30s 60s 60s
Giọt cháy rơi xuống làm bông phát cháy Không Không Có
Mẫu bị cháy đến giá kẹp Không Không không
Các mẫu thí nghiệm khảo sát khả năng chống cháy theo tiêu chuẩn UL 94 được
thực hiện tại Viện Kỹ thuật nhiệt đới và Trung tâm nghiên cứu vật liệu Polyme,
Trường Đại học Bách khoa Hà Nội.
2.3.3.3. Khảo sát khả năng chống cháy theo LOI
LOI (Limited oxygen index) được định nghĩa như sau:
Trong đó:
[O2,cr] : Nồng độ oxy tối thiểu trong khí cần để đốt cháy độ dài mẫu tối

53
thiểu
[N2] : Nồng độ khí nitơ trong dòng khí.
LOI là phần trăm nồng độ oxy của mẫu được đốt trong một ống thủy tinh. Mẫu
được kẹp dọc ống mà ở trong ống nồng đô hỗn hợp khí oxy và nitơ có thể thay đổi.
LOI được đo với một mẫu (có kích thước chiều dài khoảng tư 70 đến 150 mm,
rộng 6.5 mm, dày < 3 mm) đặt ở giữa trong một ống thủy tinh, trong ống hỗn hợp khí
oxy/nitơ được thổi từ dưới lên. Sau khi đưa hỗn hợp vào trong ống trong 30s, mẫu
được mồi bằng ngọn lửa đưa từ trên xuống và mẫu được quan sát cho đến khi tắt cháy.
Vì không khí chiếm khoảng 20,9 % O2 vậy nên bất kì vật liệu nào có LOI nhỏ
hơn sẽ dễ cháy hơn trong không khí. Ngược lại, mẫu có LOI > 20.95 sẽ khó bắt cháy
hơn hoặc thậm chí tắt cháy sau khi bỏ ngọn lửa mồi.
Bảng 2.7: Phân loại vật liệu theo kết quả chỉ số LOI
Chỉ số LOI Phân loại vật liệu
< 20.95 Dễ cháy
20.95 - 28 Chậm cháy
28 - 100 Tự dập lửa
> 100 Không cháy
Khảo sát khả năng chống cháy theo LOI được thực hiện tại Trung tâm nghiên
cứu vật liệu Polyme, Trường Đại học Bách khoa Hà Nội.
2.3.4. Các phƣơng pháp khác
2.3.4.1. Xác định độ ngấm dầu của bột talc
Độ ngấm dầu của các mẫu bột talc được xác định theo tiêu chuẩn ASTM D281–
12 (2021), quá trình xác định được tiến hành như sau:
a. Dụng cụ
- Tấm kính kích thước 10 cm x 10 cm
- Cân kỹ thuật có độ chính xác đến 0,01g
- Dầu lanh
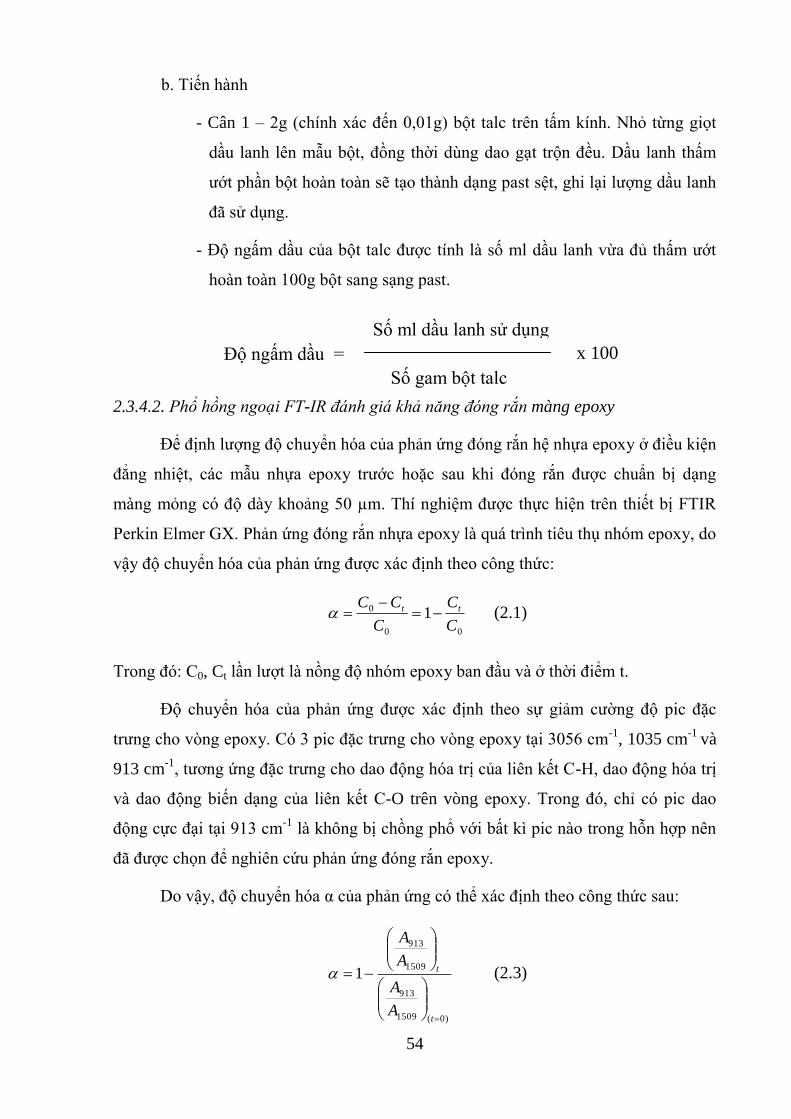
54
Độ ngấm dầu =
Số gam bột talc
x 100
b. Tiến hành
- Cân 1 – 2g (chính xác đến 0,01g) bột talc trên tấm kính. Nhỏ từng giọt
dầu lanh lên mẫu bột, đồng thời dùng dao gạt trộn đều. Dầu lanh thấm
ướt phần bột hoàn toàn sẽ tạo thành dạng past sệt, ghi lại lượng dầu lanh
đã sử dụng.
- Độ ngấm dầu của bột talc được tính là số ml dầu lanh vừa đủ thấm ướt
hoàn toàn 100g bột sang sạng past.
2.3.4.2. Phổ hồng ngoại FT-IR đánh giá khả năng đóng rắn màng epoxy
Để định lượng độ chuyển hóa của phản ứng đóng rắn hệ nhựa epoxy ở điều kiện
đẳng nhiệt, các mẫu nhựa epoxy trước hoặc sau khi đóng rắn được chuẩn bị dạng
màng mỏng có độ dày khoảng 50 µm. Thí nghiệm được thực hiện trên thiết bị FTIR
Perkin Elmer GX. Phản ứng đóng rắn nhựa epoxy là quá trình tiêu thụ nhóm epoxy, do
vậy độ chuyển hóa của phản ứng được xác định theo công thức:
00
0 1C
C
C
CC tt
(2.1)
Trong đó: C0, Ct lần lượt là nồng độ nhóm epoxy ban đầu và ở thời điểm t.
Độ chuyển hóa của phản ứng được xác định theo sự giảm cường độ pic đặc
trưng cho vòng epoxy. Có 3 pic đặc trưng cho vòng epoxy tại 3056 cm-1
, 1035 cm-1
và
913 cm-1
, tương ứng đặc trưng cho dao động hóa trị của liên kết C-H, dao động hóa trị
và dao động biến dạng của liên kết C-O trên vòng epoxy. Trong đó, chỉ có pic dao
động cực đại tại 913 cm-1
là không bị chồng phổ với bất kì pic nào trong hỗn hợp nên
đã được chọn để nghiên cứu phản ứng đóng rắn epoxy.
Do vậy, độ chuyển hóa α của phản ứng có thể xác định theo công thức sau:
)0(1509
913
1509
913
1
t
t
A
A
A
A
(2.3)
Số ml dầu lanh sử dụng

55
Trong đó:
- A913: là diện tích pic tại 913 cm-1
, đặc trưng cho dao động của vòng epoxy.
- A1509: là diện tích pic tại 1509 cm-1
, đặc trưng cho dao động biến dạng của
liên kết C=C của vòng thơm, là pic không tham gia phản ứng được chọn làm
pic so sánh.
2.3.4.3. Phương pháp tổng trở điện hóa đánh giá khả năng bảo vệ màng phủ
Tổng trở điện hoá là một trong các phương pháp hữu hiệu để nghiên cứu các
quá trình ăn mòn điện hoá xảy ra trên bề mặt phân chia pha. Đây cũng là phương pháp
hiện đại cho kết quả có độ tin cậy cao, có thể xác định được chính xác các thông số
của màng sơn như: điện trở màng Rf, điện dung màng Cf và đánh giá đúng tình trạng
của mẫu, không áp đặt điều kiện bên ngoài (phương pháp nghiên cứu không phá huỷ)
và phán đoán được quá trình ăn mòn.
Nguyên tắc của phương pháp là: áp một xung điện xoay chiều có biên độ thấp
lên điện thế tĩnh của điện cực và theo dõi dòng điện phản hồi ở các tần số khác nhau.
Xung điện xoay chiều đặt vào điện cực là một hàm sin của tần số (f):
∆Et = ∆E sin(ωt) = ∆E sin(2 ft)
Với ω là tần số góc : ω = 2 ft
Biến thiên suất điện động xoay chiều là kết quả giao thoa của xung điện (∆E(t))
với thế tĩnh của điện cực (Eo):
Et = Eo + ∆Et = Eo +∆E sin (ω t)
Ở khoảng biên độ (∆E(t)) đủ nhỏ thì dòng phản hồi có dạng:
It = Io + ∆It
Với ∆It = ∆I sin (ωt + θ)
Trong đó θ là độ lệch pha giữa dòng điện phản hồi với xung điện xoay chiều.
Tổng trở Z là tỉ số giữa xung điện thế trên xung động dòng thu được:
Z =It
Et

56
Có hai phương pháp biểu diễn trong phép đo tổng trở là: giản đồ Bode và giản
đồ Nyquist.
Giản đồ Nyquist: biểu diễn tổng trở ở các giá trị khác nhau của tần số. Giản đồ
Nyquist cho phép dựng trên một mặt phẳng một đường cong có dạng hình bán nguyệt
mà ở đó giá trị tần số giảm dần.
Dựa trên các giai đoạn của hiện tượng ăn mòn điện hóa trong hệ dung dịch điện
li /màng sơn/kim loại, ta chia ra các trường hợp sau:
Khi màng sơn ngăn cách hoàn toàn dung dịch điện li với kim loại, ta có sơ đồ
mạch điện (gồm có điện trở dung dịch điện li Re nối tiếp với điện dung màng sơn Cf )
và phổ tổng trở như sau:
Hình 2.9. Sơ đồ mạch điện và phổ tổng trở khi màng sơn ngăn cách
hoàn toàn kim loại khỏi dung dịch điện ly
Khi dung dịch điện li ngấm vào màng sơn nhưng chưa tiếp xúc với bề mặt kim
loại thì xuất hiện thêm điện trở màng Rf :
Hình 2.10. Sơ đồ mạch điện và phổ tổng trở khi dung dịch điện li ngấm vào màng
sơn nhưng chưa tiếp xúc với bề mặt kim loại

57
Khi dung dịch điện li đã tiếp xúc với bề mặt kim loại, do đó xuất hiện thêm điện
dung của lớp điện kép Cđl và điện trở phân cực Rp. Sơ đồ mạch điện và phổ tổng trở
tương ứng là:
Hình 2.11. Sơ đồ mạch điện và phổ tổng trở
khi dung dịch điện li tiếp xúc với bề mặt kim loại
Các thông số cung ở tần số cao (Rf, Cf) đặc trưng cho tính chất của màng sơn,
còn các thông số cung ở tần số thấp (Rp, Cđl) đặc trưng cho các quá trình ăn mòn trên
bề mặt kim loại.
Sơ đồ đo tổng trở là hệ 3 điện cực: điện cực làm việc là mẫu thép phủ màng sơn
được chụp ống PVC hình trụ có chứa dung dịch NaCl 3%, diện tích tiếp xúc của bề
mặt mẫu với môi trường xâm thực là 12,56 cm2, điện cực so sánh là điện cực calomen
bão hòa, điện cực đối là điện cực platin.
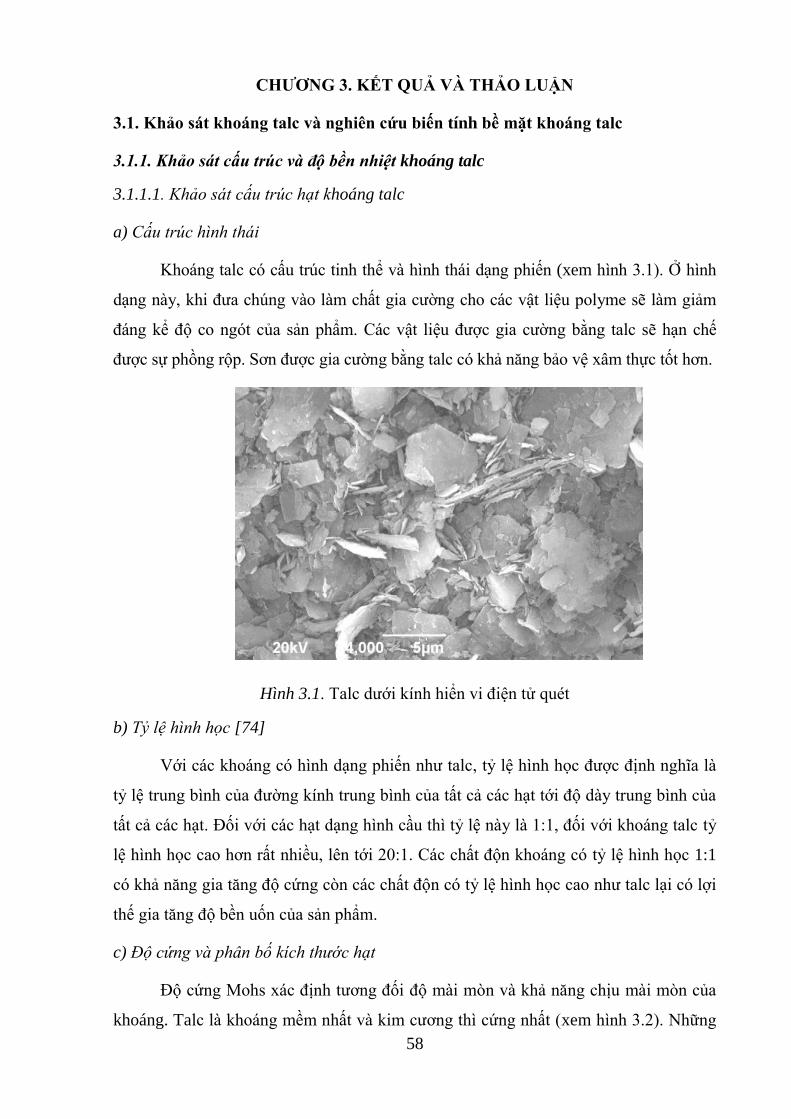
58
CHƢƠNG 3. KẾT QUẢ VÀ THẢO LUẬN
3.1. Khảo sát khoáng talc và nghiên cứu biến tính bề mặt khoáng talc
3.1.1. Khảo sát cấu trúc và độ bền nhiệt khoáng talc
3.1.1.1. Khảo sát cấu trúc hạt khoáng talc
a) Cấu trúc hình thái
Khoáng talc có cấu trúc tinh thể và hình thái dạng phiến (xem hình 3.1). Ở hình
dạng này, khi đưa chúng vào làm chất gia cường cho các vật liệu polyme sẽ làm giảm
đáng kể độ co ngót của sản phẩm. Các vật liệu được gia cường bằng talc sẽ hạn chế
được sự phồng rộp. Sơn được gia cường bằng talc có khả năng bảo vệ xâm thực tốt hơn.
Hình 3.1. Talc dưới kính hiển vi điện tử quét
b) Tỷ lệ hình học [74]
Với các khoáng có hình dạng phiến như talc, tỷ lệ hình học được định nghĩa là
tỷ lệ trung bình của đường kính trung bình của tất cả các hạt tới độ dày trung bình của
tất cả các hạt. Đối với các hạt dạng hình cầu thì tỷ lệ này là 1:1, đối với khoáng talc tỷ
lệ hình học cao hơn rất nhiều, lên tới 20:1. Các chất độn khoáng có tỷ lệ hình học 1:1
có khả năng gia tăng độ cứng còn các chất độn có tỷ lệ hình học cao như talc lại có lợi
thế gia tăng độ bền uốn của sản phẩm.
c) Độ cứng và phân bố kích thước hạt
Độ cứng Mohs xác định tương đối độ mài mòn và khả năng chịu mài mòn của
khoáng. Talc là khoáng mềm nhất và kim cương thì cứng nhất (xem hình 3.2). Những

59
loại khoáng cứng hơn sẽ có khả năng chịu chùi rửa và chịu được sự đánh bóng tốt hơn.
Tuy nhiên khoáng cứng dễ làm hỏng thiết bị công nghệ hơn khoáng mềm trong quá
trình gia công.
1. Talc
2. Thạch cao
3. Khoáng canxi
4. Khoáng fluorit
5. Apatite
6. Feldspar
7. Thạch anh
8. Khoáng topaz
9. Khoáng corundum
10. Kim cương
Hình 3.2. Độ cứng của một số loại khoáng, tính theo cấp độ Mohs [104]
Sau quá trình tuyển tách, khoáng talc được nghiền bằng cối nghiền sứ với tỷ lệ
bi:mẫu là 10:1. Quá trình nghiền này sẽ đưa toàn bộ mẫu bột talc xuống kích thước
phù hợp, không có các hạt thô. Kích thước trung bình đạt được là 6,56 μm với Q90 =
15,875 μm (xem hình 3.3).
Hình 3.3. Phân bố kích thước khoáng talc

60
Với kích thước hạt này, khoáng talc hoàn toàn phù hợp làm chất độn cho các
vật liệu polyme. Khi làm chất gia cường cho sơn, các hạt talc có thể phân tán dễ dàng
trong quá trình chế tạo sơn.
Sau khi nghiền sơ bộ rồi tiến hành tuyển nổi, sản phẩm thu được là các mẫu
khoáng talc A, B và C với các kích thước hạt khác nhau.
Hình 3.4. Phân bố kích thước khoáng talc A
Mẫu khoáng talc A có kích thước trung bình là 4,9661 µm và kích thước trội ở
4,7890 µm.
Hình 3.5. Phân bố kích thước khoáng talc B

61
Mẫu khoáng talc B có kích thước trung bình là 6,4740 µm và kích thước trội ở
5,4826 µm.
Hình 3.6. Phân bố kích thước khoáng talc C
Mẫu khoáng talc C có kích thước trung bình là 17,4378 µm và kích thước trội ở
18,5767 µm.
Các mẫu talc A, talc B, talc C dùng để nghiên cứu tăng khả năng chống mài mòn
của khoáng talc cho cao su P70K
3.1.1.2. Khảo sát độ bền nhiệt và độ hấp thụ dầu của khoáng talc
Hình 3.7 biểu diễn giản đồ phân tích nhiệt của bột talc được gia nhiệt từ nhiệt
độ phòng lên đến 1200ºC với tốc độ 10ºC/phút. Kết quả phân tích nhiệt mẫu talc cho
thấy xuất hiện hai vùng suy giảm khối lượng chính ở 830ºC và 996ºC.

62
Hình 3.7. Giản đồ phân tích nhiệt DTA-TG mẫu talc Phú Thọ
Như vậy, sự đề hyđroxyl của mẫu talc nghiên cứu trong không khí bắt đầu ở
khoảng 8000C và sự phân hủy talc xảy ra nhanh ở khoảng 900
0C - 990
0C. Từ 800
0C đến
1100 0C talc mất 4,58% khối lượng, kết quả này phù hợp với kết quả phân tích thành
phần bột talc ở trên. Từ 11000C trở lên gần như không thấy sự mất khối lượng.
Độ hấp thụ dầu của talc được so sánh với độ hấp thụ dầu của một số loại chất
độn khác mà chúng tôi đang nghiên cứu như sericit, tro bay. Kết quả được chỉ ra ở
bảng 3.1.
Bảng 3.1: Độ hấp thụ dầu của một số mẫu vật liệu
STT Mẫu bột khoáng Độ hấp thụ dầu (ml/100g)
1 Talc 55
2 Sericit 51
3 Tro bay 24
Từ bảng kết quả trên có thể thấy rằng, trong 3 loại vật liệu thì talc có độ hấp
thụ dầu lớn nhất, điều này phản ánh tính chất bề mặt của bột talc.
Có thể kết luận rằng:

63
- Talc bền vững, không bị phân hủy ở nhiệt độ dưới 8000C. Khoáng talc có thể
sử dụng để làm bột độn cho các vật liệu polyme làm việc ở nhiệt độ cao, nhất là cho
các loại sơn chịu nhiệt.
- Đến khoảng 11000C talc bị phân hủy gần như hoàn toàn và trên khoảng nhiệt
độ này chỉ xảy ra sự chuyển pha và phản ứng giữa các pha rắn.
-Talc là loại khoáng kỵ nước và ưa hữu cơ hơn. Tuy nhiên, để tăng khả năng tương
tác với các pha nền hữu cơ thì talc vẫn cần phải được biến tính bề mặt.
3.1.2. Nghiên cứu biến tính bề mặt khoáng talc bằng hợp chất silan
γ-metacryloxypropyltrimetoxysilan là hợp chất silan được lựa chọn để nghiên
cứu biến tính bề mặt khoáng talc bởi nó có các nhóm chức đặc trưng khi khảo sát bằng
phổ hông ngoại. Quá trình biến tính khoáng talc được khảo sát ảnh hưởng của nông độ
silan, nhiệt độ, thời gian và môi trường phản ứng. Đề tài đã sử dụng phổ FT-IR để
đánh giá định tính, phân tích nhiệt TGA để đánh giá định lượng lớp silan trên bề mặt
bột talc biến tính. Hiệu ứng của bột talc biến tính bằng hợp chất silan được đánh giá
thông qua độ hấp thụ dầu.
3.1.2.1. Nghiên cứu ảnh hưởng của nồng độ hợp chất biến tính bề mặt
Nghiên cứu ảnh hưởng của nồng độ hợp chất γ-metacryloxypropyl
trimetoxysilan được thực hiện ở nhiệt độ 300C, trong thời gian 4h.
a) Nghiên cứu ảnh hưởng của nồng độ hợp chất biến tính bề mặt bằng phổ hồng ngoại
Hình 3.8 biểu diễn phổ hồng ngoại của γ-metacryloxypropyltrimetoxysilan. Các
píc hấp thụ ở 2947 cm-1
và 2842 cm-1
đặc trưng cho dao động hóa trị của liên kết C-H.
Píc hấp thụ nhọn và mạnh ở 1719 cm-1
đặc trưng cho dao động hóa trị của nhóm C=O.
Dao động hóa trị của nhóm vinyl C=C có đỉnh hấp thụ ở 1637 cm-1
. Do ảnh hưởng của
hiệu ứng truyền điện tử liên hợp trong phân tử silan giữa nhóm vinyl và cabonyl C=C-
C=O làm cho tần số hấp thu đặc trưng của các nhóm này chuyển dịch về phía tần số
hấp thụ thấp hơn so với các hợp chất biệt lập. Ngoài ra, các tần số đặc trưng này sẽ
thay đổi khi các hợp chất silan được polyme hóa và tồn tại ở trạng thái rắn, các nhóm
có sự tương tác điện với nhau mạnh mẽ hơn gây ra sự thay đổi tần số hấp thụ.

64
Hình 3.8. Phổ FT-IR của γ-metacryloxypropyltrimetoxysilan
Hình 3.9. Phổ FT-IR của mẫu bột talc ban đầu
Hình 3.9 biểu diễn phổ hồng ngoại của mẫu khoáng talc ban đầu. Píc hấp thụ ở
3676,84 cm-1
đặc trưng cho dao động hóa trị của liên kết của nhóm OH không tạo liên
kết hydro. Nhóm hydroxyl này có trong tinh thể của khoáng talc. Liên kết Si-O-Si có
các dao động hóa trị đặc trưng ở vùng 1010 cm-1
.

65
Hình 3.10. Phổ FT-IR của mẫu bột talc biến tính với 1% γ- MPTMS
Phổ hồng ngoại của mẫu talc biến tính với 1% γ-MPTMS xuất hiện các pic hấp
thụ mới đặc trưng cho phân tử silan (xem hình 3.10). Các pic này không xuất hiện trên
phổ đồ hồng ngoại mẫu bột talc ban đầu. Píc hấp thụ ở 2936 cm-1
đặc trưng cho liên
kết C-H bão hòa có trong các phân tử γ-MPTMS. Píc hấp thụ có đỉnh ở 1719 cm-1
đặc
trưng cho dao động hóa trị của liên kết C=O trong phân tử silan. Ngoài ra ta còn thấy
píc hấp thụ yếu ở khoảng 1647 cm-1
đặc trưng cho dao động hóa trị của liên kết C=C.
Hình 3.11. Phổ FT-IR của mẫu bột talc biến tính với 2% γ- MPTMS

66
Nhìn trên phổ đồ hồng ngoại của mẫu bột talc biến tính với 2% γ- MPTMS
(xem hình 3.11) có thể thấy rằng các pic đặc trưng cho phân tử silan ở 2936 cm-1
và
1719 cm-1
đã tăng một cách đáng kể về cường độ so với mẫu talc biến tính với 1% γ-
MPTMS. Điều này cho thấy rằng, trong dung dịch 2% hợp chất silan, số lượng các
phân tử silan đã thủy phân liên kết hydro với các nhóm hydroxyl tăng lên, từ đó tăng
số lượng các phân tử silan liên kết trên bề mặt khoáng talc. Tiếp tục nghiên cứu theo
hướng này, chúng tôi đã tăng nồng độ dung dịch silan biến tính bề mặt bột talc lên 4%
(xem hình 3.12)
Hình 3.12. Phổ FT-IR của mẫu bột talc biến tính với 4% γ- MPTMS
Có thể thấy rằng cường độ các vạch phổ đặc trưng cho các phân tử silan ở 2936
cm-1
và 1702 cm-1
của mẫu bột talc biến tính trong dung dịch 4% silan tăng không
đáng kể so với cường độ các vạch phổ với mẫu biến tính trong dung dịch 2%. Điều
này cho biết, trong dung dịch 2% hợp chất silan thì các phân tử silan thủy phân tạo liên
kết hydro với bề mặt của bột khoáng talc gần như đã đạt tới trạng thái bão hòa. Vì vậy
mà khi tăng nồng độ của dung dịch biến tính bề mặt thì số lượng các phân tử silan tạo
liên kết trên bề mặt bột khoáng talc tăng không đáng kể. Tuy nhiên để khẳng định điều
này, chúng tôi thực hiện phản ứng biến tính bề mặt khoáng talc trong dung dịch chứa
6% hợp chất silan. Hình 3.13 biểu diễn phổ hồng ngoại của mẫu bột talc biến tínhi bề
mặt với dung dịch 6% hợp chất silan.

67
Hình 3.13. Phổ FT-IR của mẫu bột talc biến tính với 6% γ- MPTMS
Phổ hồng ngoại của mẫu bột talc biến tính trong dung dịch chứa 6% hợp chất
silan cũng thể hiện các pic đặc trưng cho phân tử silan ở 2933 cm-1
và 1717 cm-1
. Tuy
nhiên, có thể thấy cường độ các pic phổ đặc trưng này so với phổ đồ của các mẫu bột
talc biến đổi với 2% và 4% hợp chất silan không thay đổi đáng kể.
Như vậy, từ kết quả khảo sát ảnh hưởng của nồng độ hợp chất silan đến quá
trình biến tính bề mặt khoáng talc bằng phương pháp phổ hồng ngoại có thể nhận thấy
rằng nồng độ hợp chất silan phù hợp cho quá trình biến tính bề mặt là ở 2%. Ở nồng
độ này, các hợp chất silan thủy phân tạo liên kết hydro với bề mặt chứa các nhóm
hydroxyl của bột talc đã đạt tới trạng thái bão hòa. Hiệu quả của phản ứng biến tính bề
mặt ở nồng độ này là cao nhất.
b) Nghiên cứu ảnh hưởng của nồng độ hợp chất biến tính bề mặt bằng phân tích nhiệt
Khoáng talc khá bền với nhiệt. Sự thay đổi về khối lượng chỉ diễn ra từ khoảng
800°C. Dưới nhiệt độ này gần như không có sự thay đổi về khối lượng nào. Với các
mẫu bột talc biến đổi bằng hợp chất silan, có nhiệt độ phân hủy thấp, chúng tôi chỉ
khảo sát các mẫu bột talc biến tính bề mặt đến 400°C, tốc độ gia nhiệt thấp 5°C/phút.
Các hình 3.14 đến 3.17 biểu diễn giản đồ phân tích nhiệt của các mẫu bột talc biến tính
bề mặt trong dung dịch chứa 1%, 2%, 4% và 6%.
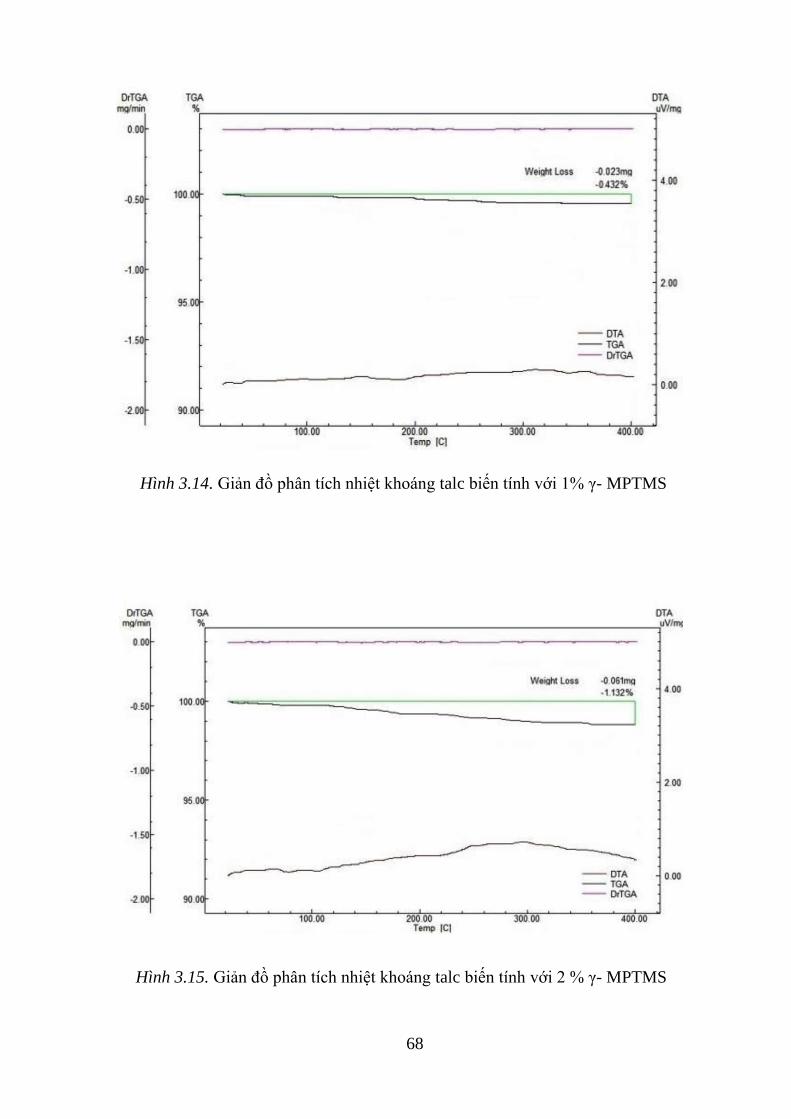
68
Hình 3.14. Giản đồ phân tích nhiệt khoáng talc biến tính với 1% γ- MPTMS
Hình 3.15. Giản đồ phân tích nhiệt khoáng talc biến tính với 2 % γ- MPTMS

69
Hình 3.16. Giản đồ phân tích nhiệt khoáng talc biến tính với 4 % γ- MPTMS
Hình 3.17. Giản đồ phân tích nhiệt khoáng talc biến tính với 6% γ- MPTMS
Từ giản đồ phân tích nhiệt của các mẫu bột talc biến tính bề mặt ở các nồng độ
hợp chất silan khác nhau có thể thấy rằng hầu hết các mẫu đã có sự thay đổi khối
lượng với các mức độ khác nhau. Khối lượng suy giảm này chính là phần khối lượng
của hợp chất silan có trên bề mặt khoáng talc. Sự suy giảm khối lượng chủ yếu diễn ra

70
ở khoảng 200°C - 300°C khi các hiệu ứng nhiệt được thể hiện rõ ở vùng nhiệt độ này.
Bảng 3.2 trình bày khối lượng suy giảm của từng mẫu bột talc khác nhau:
Bảng 3.2: Hàm lượng silan trên bề mặt khoáng talc ở nồng độ khác nhau
Nồng độ hợp chất silan (%) 1 2 4 6
Khối lƣợng suy giảm (%) 0,432 1,132 2,261 2,501
Khi tăng hàm lượng hợp chất silan trong dung dịch biến tính trong khoảng nồng
độ từ 1% đến 4% thì hàm lượng hợp chất silan có trên bề mặt khoáng talc tăng khá
mạnh. Tuy nhiên, khi tăng nồng độ hợp chất silan đến 6% thì hàm lượng hợp chất silan
trên bề mặt khoáng talc tăng không nhiều. Kết quả này cũng phù hợp với các phổ đồ
hồng ngoại đã chỉ ra ở trên. Như vậy, nồng độ dung dịch silan biến tính bề mặt khoáng
talc 2% -4% là phù hợp với hàm lượng hợp chất silan có trên bề mặt khoáng là 1,132%
và 2,261% tương ứng.
Việc lựa chọn nồng độ hợp chất silan thích hợp phụ thuộc vào khả năng phản
ứng của hợp chất silan với bề mặt của bột khoáng mà còn phụ thuộc vào kích thước
hạt hay diện tích bề mặt của nó. Một số nghiên cứu đã chỉ ra nồng độ thích hợp cho
các kích thước hạt như bảng 3.3 [105]:
Bảng 3.3: Lựa chọn nồng độ silan thích hợp cho các kích thước hạt khác nhau
Kích thƣớc hạt của chất độn khoáng
(µm)
Nồng độ hợp chất silan
(%)
< 1 1 - 5
1 đến 10 1 - 2
10 đến 20 0.75 - 1
20 đến 100 < 0.1
Khoáng talc sử dụng trong đề tài có kích thước trung bình 6,56 µm với
Q90=15,875 µm, như vậy nồng độ silan thích hợp nằm trong khoảng 1-2 µm.
Mặt khác, silan trên bề mặt khoáng được biến tính không bền, nó có thể bị rửa
trôi, chỉ có lớp silan trong cùng trên bề mặt khoáng là bền vững. Điều này đã được
nghiên cứu và trình bầy ở mục 3.1.2.5. Thực tế thấy rằng, hiệu ứng của bột khoáng
biến đổi bề mặt ít phụ thuộc vào độ dầy của lớp silan, điều này cũng được thể hiện khi
nghiên cứu độ hấp thụ dầu của sản phẩm.

71
c) Nghiên cứu ảnh hưởng của nồng độ hợp chất biến tính bề mặt đến độ hấp thụ dầu
Quá trình biến tính bề mặt bằng các hợp chất silan sẽ làm tăng khả năng hấp thụ
dầu của bột talc khi bề mặt của nó được phủ lớp hợp chất silan có chứa các nhóm chức
hữu cơ.
Hình 3.18 biểu diễn đồ thị hấp thụ dầu của mẫu bột talc ban đầu và các mẫu bột
talc biến tính bề mặt bằng hợp chất silan γ- MPTMS với hàm lượng 0%, 1%, 2%, 4%
và 6%.
55
63 64 64 65
0
10
20
30
40
50
60
70
0 1 2 4 6
Hàm lượng hợp chất silan (%)
Độ
hấ
p t
hụ
dầ
u (
ml/1
00
g)
Hình 3.18. Độ hấp thụ dầu của các mẫu bột talc biến tính bề mặt
ở các nồng độ khác nhau
Đã có sự khác biệt độ hấp thụ dầu khá rõ giữa các mẫu bột talc biến tính và
không biến tính bề mặt bằng các hợp chất silan. Các mẫu bột talc biến tính bề mặt có
khả năng hấp thụ dầu tốt hơn các mẫu bột talc chưa biến tính khá nhiều (tăng khoảng
16%). Điều này cho biết khả năng tương tác của khoáng talc biến tính bề mặt với các
chất hữu cơ đã được cải thiện đáng kể.
Ở mẫu với hàm lượng silan trên bề mặt 1,132% có độ hấp thụ dầu 64 ml/100g,
bằng độ hấp thụ dầu của mẫu với hàm lượng silan trên bề mặt 2,261%. Đề tài xác định
nồng độ độ dung dịch silan biến tính bề mặt khoáng talc 2% là phù hợp với hàm lượng
hợp chất silan có trên bề mặt khoáng là 1,132%.
3.1.2.2. Ảnh hưởng của nhiệt độ phản ứng đến quá trình biến tính bề mặt
Nghiên cứu ảnh hưởng của nhiệt độ phản ứng silan hóa khoáng talc được thực

72
hiện ở nồng độ 2% γ-metacryloxypropyl trimetoxysilan, trong thời gian 4h.
a) Nghiên cứu ảnh hưởng của nhiệt độ phản ứng biến tính bề mặt khoáng talc bằng
phương pháp phổ hồng ngoại
Hình 3.19 đến hình 3.22 biểu diễn phổ hồng ngoại của mẫu bột talc biến tính bề
mặt bằng 2% γ-MPTMS ở 30°C, 400C, 60
0C và 90
0C.
Hình 3.19. Phổ FT-IR của mẫu bột talc biến tính bề mặt với nhiệt độ phản ứng 30°C
Hình 3.20. Phổ FT-IR của mẫu bột talc biến tính bề mặt với nhiệt độ phản ứng 40°C
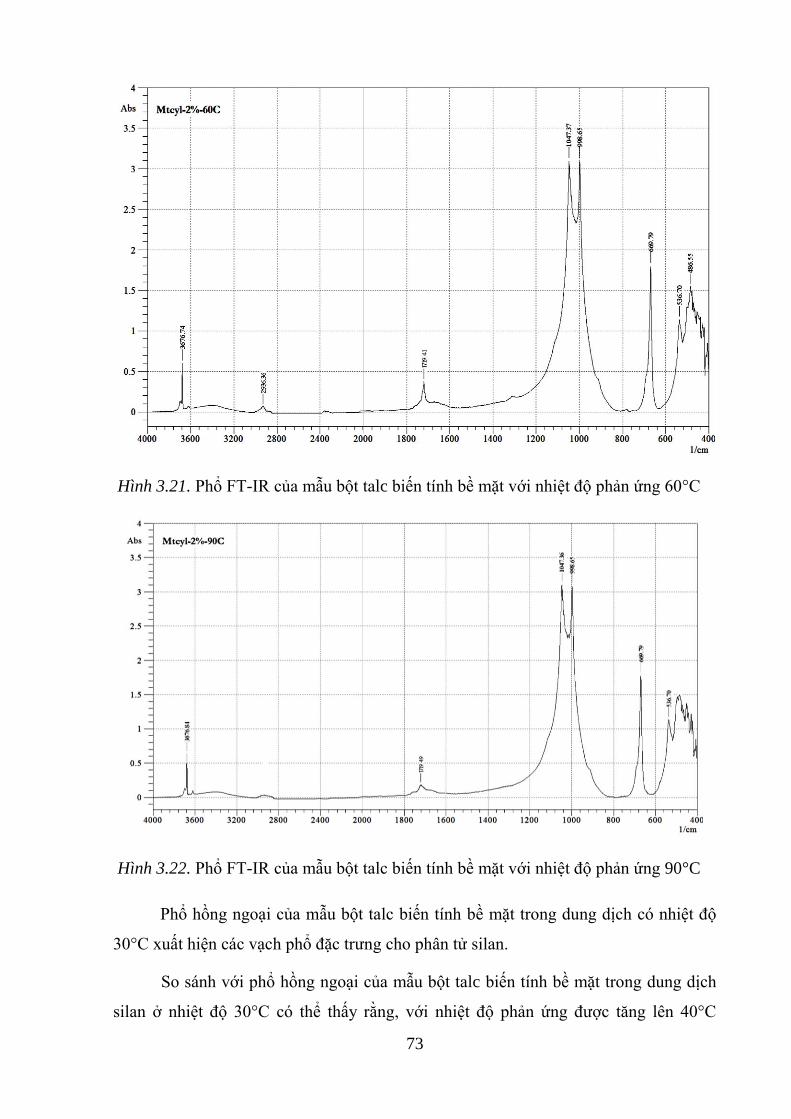
73
Hình 3.21. Phổ FT-IR của mẫu bột talc biến tính bề mặt với nhiệt độ phản ứng 60°C
Hình 3.22. Phổ FT-IR của mẫu bột talc biến tính bề mặt với nhiệt độ phản ứng 90°C
Phổ hồng ngoại của mẫu bột talc biến tính bề mặt trong dung dịch có nhiệt độ
30°C xuất hiện các vạch phổ đặc trưng cho phân tử silan.
So sánh với phổ hồng ngoại của mẫu bột talc biến tính bề mặt trong dung dịch
silan ở nhiệt độ 30°C có thể thấy rằng, với nhiệt độ phản ứng được tăng lên 40°C

74
cường độ các vạch phổ đặc trưng cho phân tử silan tăng nhẹ ở các vạch phổ 2936cm-1
và 1719 cm-1
(xem hình 3.20), điều này cho thấy rằng nhiệt độ cũng đã có ảnh hưởng
tới phản ứng biến tính bề mặt của khoáng talc.
Tiếp tục nâng nhiệt độ của phản ứng lên 60°C. Hình 3.21 biểu diễn phổ hồng
ngoại của mẫu bột talc biến tính bề mặt trong dung dịch silan với nhiệt độ phản ứng là
60°C. Có thể thấy ở đây có sự suy giảm đáng kể cường độ của các vạch phổ đặc trưng
cho phân tử silan so với hai trường hợp mẫu bột talc được biến tính bề mặt ở 30°C và
40°C. Khi tăng nhiệt độ của phản ứng lên cao, chuyển động nhiệt của các phân tử silan
lớn hơn, phá vỡ cân bằng của các liên kết hydro trong dung dịch dẫn đến sự suy giảm
các phân tử silan tạo liên kết được với bề mặt khoáng talc, làm giảm hiệu suất của quá
trình biến tính bề mặt. Bên cạnh đó, phản ứng diễn ra ở nhiệt độ cao cũng gia tăng
phản ứng ngưng tụ để tạo ra các oligome của các phân tử silan, điều này cũng làm
giảm đáng kể hiệu suất của quá trình biến tính bề mặt. Để khẳng định điều này, chúng
tôi tiếp tục nâng nhiệt độ của phản ứng lên 90°C. Hình 3.22 biểu diễn phổ hồng ngoại
của mẫu bột talc biến tính bề mặt trong dung dịch silan ở nhiệt độ 90°C.
Phổ hồng ngoại của mẫu bột talc biến tính bề mặt trong dung dịch silan ở 90°C
đã khẳng định các nhận định ở trên.
b) Nghiên cứu ảnh hưởng của nhiệt độ phản ứng biến tính bề mặt khoáng talc bằng
phương pháp phân tích nhiệt
Tiến hành phân tích nhiệt mẫu bột talc biến tính bề mặt ở các nhiệt độ khác
nhau để xác định hàm lượng hợp chất silan có trên bề mặt khoáng talc. Hình 3.23 –
hình 3.26 biểu diễn giản đồ phân tích nhiệt của mẫu bột talc biến tính bề mặt trong
dung dịch silan ở các nhiệt độ phản ứng khác nhau.

75
Hình 3.23. Giản đồ TGA của mẫu bột talc biến tính bề mặt với nhiệt độ
phản ứng 30°C
Hình 3.24. Giản đồ TGA của mẫu bột talc biến tính bề mặt với nhiệt độ
phản ứng 40°C

76
Hình 3.25. Giản đồ TGA của mẫu bột talc biến tính bề mặt với nhiệt độ
phản ứng 60°C
Hình 3.26. Giản đồ TGA của mẫu bột talc biến tính bề mặt với nhiệt độ
phản ứng 90°C
Qua các giản đồ phân tích nhiệt, chúng ta đã xác định được hàm lượng hợp chất
silan có trên bề mặt khoáng talc ở các nhiệt độ phản ứng khác nhau. Bảng 3.4 thống kê
sự suy giảm khối lượng của các mẫu bột talc.

77
Bảng 3.4: Hàm lượng silan trên bề mặt bột talc biến tính ở các nhiệt độ khác nhau
Nhiệt độ dung d ch biến tính (°C) 30 40 60 90
Hàm lƣợng silan (%) 1,132 1,162 0,901 0,332
Có thể thấy khi tăng nhiệt độ phản ứng từ 30°C lên 40°C có sự tăng nhẹ về khối
lượng hợp chất silan trên bề mặt khoáng talc (1,132% lên 1,162%). Tuy nhiên, khi
tăng nhiệt độ phản ứng lên 60°C thì hàm lượng hợp chất silan lại suy giảm khá nhiều
xuống 0,901%. Nếu tiếp tục tăng nhiệt độ phản ứng lên 90°C thì khối lượng hợp chất
silan có trên bề mặt khoáng talc chỉ còn 0,332%. Các kết quả này hoàn toàn phù hợp
với kết quả phổ FT-IR chúng tôi đã nhận được ở trên.
c) Ảnh hưởng nhiệt độ phản ứngbiến tính bề mặt khoáng talc đến độ hấp thụ dầu
Chúng tôi tiếp tục nghiên cứu khả năng hấp thụ dầu của mẫu khoáng talc biến
tính bề mặt ở các nhiệt độ phản ứng khác nhau để xác định khả năng tương tác với các
pha hữu cơ của các mẫu bột talc đã được biến tính bề mặt. Hình 3.27 biểu diễn đồ thị
độ hấp thụ dầu của các mẫu bột talc.
55
64 66 6460
0
10
20
30
40
50
60
Khoáng tan
ban đầu
30 40 60 90
Nhiệt độ phản ứng (°C)
Độ h
ấp t
hụ d
ầu (
ml/100g)
Hình 3.27. Độ hấp thụ dầu của các mẫu talc biến tính bề mặt ở nhiệt độ khác nhau
Kết quả đo độ hấp thụ dầu của khoáng talc cho thấy các mẫu bột talc biến tính
bề mặt đều có độ hấp thụ dầu cao hơn mẫu khoáng talc chưa được được biến tính bề
mặt. Mẫu bột talc biến tính bề mặt ở nhiệt độ phản ứng 40°C có độ hấp thụ dầu cao
nhất với 66 ml/100g (tăng 20 % so với mẫu chưa được biến tính bề mặt). Điều này cho
Khoáng talc
ban đầu

78
biết rằng, mẫu bột talc biến tính bề mặt ở nhiệt độ 40°C cho khả năng tương tác pha
với chất nền hữu cơ tốt nhất. Các mẫu bột talc biến tính bề mặt ở 30°C và 60°C tuy có
hàm lượng silan trên bề mặt khác nhau nhưng có độ hấp thụ dầu ngang nhau. Mẫu bột
talc biến tính ở nhiệt độ 90°C có hàm lượng silan thấp nhất nên có độ hấp thụ dầu thấp
nhất, tuy nhiên, nó vẫn cao hơn so với mẫu không được biến tính bề mặt. Điều này cho
thấy rằng với một hàm lượng hợp chất silan trên bề mặt thấp, tính chất của bề mặt hay
khả năng tương tác pha với chất nền cũng đã được cải thiện.
Như vậy, các kết quả phân tích bằng FT-IR, TGA và hấp thụ dầu đều xác định
nhiệt độ phản ứng 400C cho kết quả tốt nhất.
3.1.2.3. Ảnh hưởng của thời gian phản ứng đến quá trình biến tính bề mặt
Nghiên cứu ảnh hưởng của thời gian phản ứng silan hóa khoáng talc được thực
hiện ở nồng độ hợp chất γ-metacryloxypropyltrimetoxysilan 2% và nhiệt độ 400C.
a) Nghiên cứu ảnh hưởng của thời gian phản ứng đến quá trình biến tính bề mặt bằng
phương pháp phổ
Hình 3.28 đến hình 3.32 biểu diễn phổ FT-IR mẫu bột talc biến tính bề mặt
trong thời gian 0,5 giờ, 1 giờ, 2 giờ, 4 giờ và 8 giờ.
Hình 3.28. Phổ FT-IR mẫu bột talc biến tính bề mặt trong thời gian 0,5 giờ

79
Hình 3.29. Phổ FT-IR mẫu bột talc biến tính bề mặt trong thời gian 1 giờ
Hình 3.30. Phổ FT-IR mẫu bột talc biến tính bề mặt trong thời gian 2 giờ

80
Hình 3.31. Phổ FT-IR mẫu bột talc biến tính bề mặt trong thời gian 4 giờ
Hình 3.32. Phổ FT-IR mẫu bột talc biến tính bề mặt trong thời gian 8 giờ
Nhìn trên phổ hồng ngoại có thể thấy với thời gian phản ứng 0,5 giờ (xem hình
3.28) không xuất hiện các pic đặc trưng cho phân tử hợp chất silan. Với thời gian phản
ứng ngắn, các phân tử silan sau quá trình thủy phân chưa tạo được cân bằng qua các
liên kết hydro với bề mặt chứa nhóm hydroxyl của khoáng talc. Do đó chưa hình thành
được các phân tử silan bao phủ trên bề mặt silan tạo điều kiện cho quá trình polyme
hóa diễn ra đòi hỏi các phân tử silan phải tạo liên kết hydro với nhau.

81
Với thời gian phản ứng là 1 giờ (xem hình 3.29), trên phổ hồng ngoại của mẫu
bột talc biến tính đã thấy xuất hiện pic đặc trưng cho phân tử silan ở vùng 2900 cm-1
.
Tuy nhiên, cường độ của pic đặc trưng này rất nhỏ, vì vậy cần tiếp tục tăng thêm thời
gian phản ứng để các phân tử silan tạo các liên kết hydro ổn định trong dung dịch.
Đã có sự tăng đáng kể cường độ của các pic đặc trưng cho phân tử silan khi
tăng thời gian phản ứng lên 2 giờ (xem hình 3.30). Tiếp tục tăng thời gian phản ứng
lên 4 giờ (xem hình 3.31). Có sự gia tăng cường độ các pic đặc trưng cho phân tử silan
ở 2936 cm-1
và 1719 cm-1
. Tuy nhiên sự gia tăng cường độ này so với trường hợp tăng
thời gian phản ứng từ 1 giờ lên 2 giờ là ít hơn.
Khi tăng thời gian phản ứng lên trong khoảng 2-4 giờ, quá trình tạo liên kết
hydro trong dung dịch gần như đã ổn định khi cường độ các pic đặc trưng cho phân tử
silan tăng lên đáng kể. Để khẳng định điều này, chúng tôi tiếp tục tăng thời gian phản
ứng lên 8 giờ (xem hình 3.32).
Không có sự thay đổi đáng kể cường độ các pic đặc trưng cho phân tử silan ở
2936 cm-1
và 1719 cm-1
. Từ đây có thể nhận xét rằng, thời gian phản ứng trong khoảng
2-4 giờ là phù hợp cho quá trình biến tính bề mặt. Với thời gian phản ứng này, các
phân tử silan thủy phân tạo ra các liên kết hydro ổn định và bão hòa trong dung dịch.
Từ đó tạo ra lớp phủ silan bề vững trên bề mặt khoáng tan sau quá trình polyme hóa.
b) Nghiên cứu ảnh hưởng của thời gian phản ứng đến quá trình biến tính bề mặt bằng
phân tích nhiệt
Các mẫu bột talc biến tính bề mặt ở các thời gian phản ứng khác nhau được tiến
hành phân tích nhiệt để xác định hàm lượng hợp chất silan trên bề mặt khoáng talc.
Hình 3.33 đến hình 3.37 biểu diễn giản đồ phân tích nhiệt mẫu bột talc được biến tính
bề mặt trong thời gian 0,5 giờ, 1 giờ, 2 giờ, 4 giờ và 8 giờ.
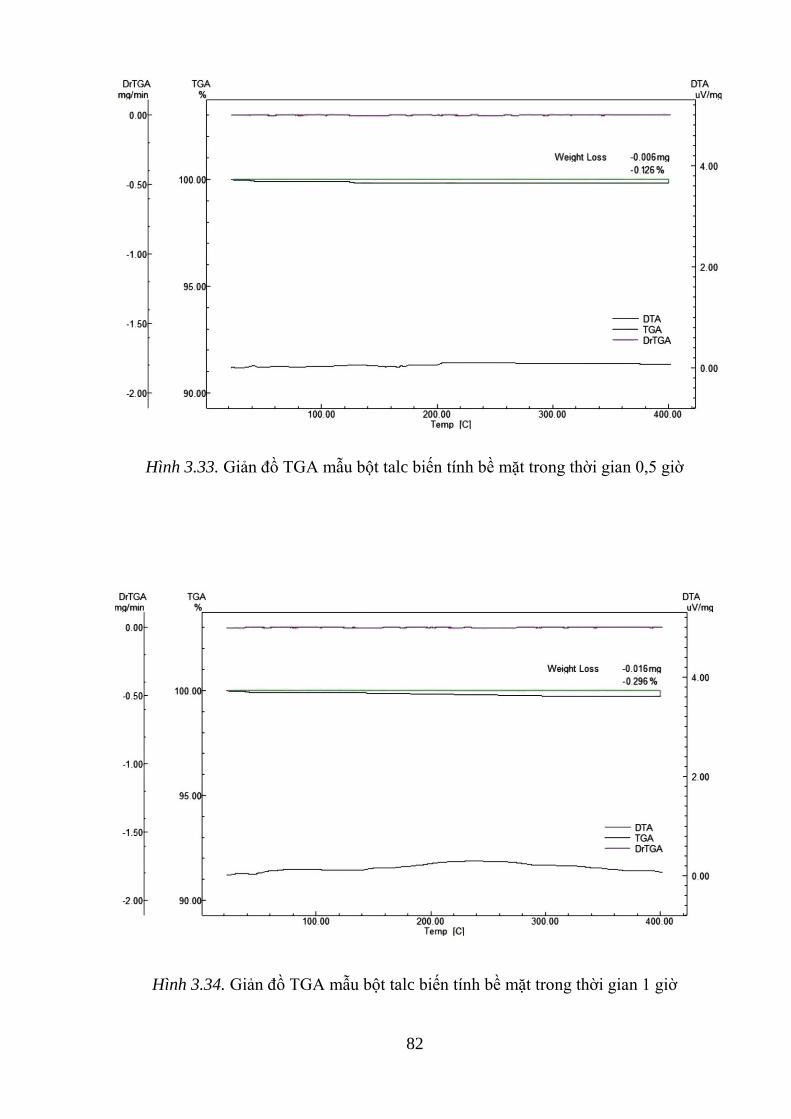
82
Hình 3.33. Giản đồ TGA mẫu bột talc biến tính bề mặt trong thời gian 0,5 giờ
Hình 3.34. Giản đồ TGA mẫu bột talc biến tính bề mặt trong thời gian 1 giờ

83
Hình 3.35. Giản đồ TGA mẫu bột talc biến tính bề mặt trong thời gian 2 giờ
Hình 3.36. Giản đồ TGA mẫu bột talc biến tính bề mặt trong thời gian 4 giờ

84
Hình 3.37. Giản đồ TGA mẫu bột talc biến tính bề mặt trong thời gian 8 giờ
Giản đồ phân tích nhiệt của các mẫu bột talc biến tính bề mặt ở các thời gian
phản ứng khác nhau đã xác định hàm lượng hợp chất silan có trên bề mặt khoáng talc.
Hầu hết hợp chất silan đều bị phân hủy ở nhiệt độ khoảng dưới 300°C khi các hiệu
ứng nhiệt đều cho các cực đại tại đây. Các kết quả phân tích nhiệt hoàn toàn phù hợp
với các kết quả chụp phổ hồng ngoại khi các mẫu talc biến tính với thời gian thấp 0,5-
1 giờ cho hàm lượng silan thấp tương ứng với 0,126 và 0,296%. Với thời gian phản
ứng tăng gấp đôi (2 giờ) thì hàm lượng silan trên bề mặt khoáng talc tăng lên đến
0,902%. Bảng 3.5 cho biết hàm lượng silan trên bề mặt khoáng talc ở các thời gian
phản ứng khác nhau.
Bảng 3.5: Hàm lượng silan trên bề mặt bột talc biến tính bề mặt ở thời gian khác nhau
Thời gian phản ứng (giờ) 0,5 1 2 4 8
Hàm lƣợng silan (%) 0,126 0,296 0,902 1,162 1,262
Thời gian phản ứng khoảng 4h cho hàm lượng silan trên bề mặt khoáng talc gần
như bão hòa với hàm lượng 1,162% do khi tăng thời gian phản ứng khá nhiều lên 8 giờ
nhưng hàm lượng hợp chất silan hấp phụ trên bề mặt khoáng talc chỉ tăng nhẹ lên
1,262%. Điều này cho biết rằng thời gian phản ứng silan hóa bề mặt khoáng talc thích
hợp là 4 giờ với hàm lượng hợp chất silan trên bề mặt đạt 1,162%.
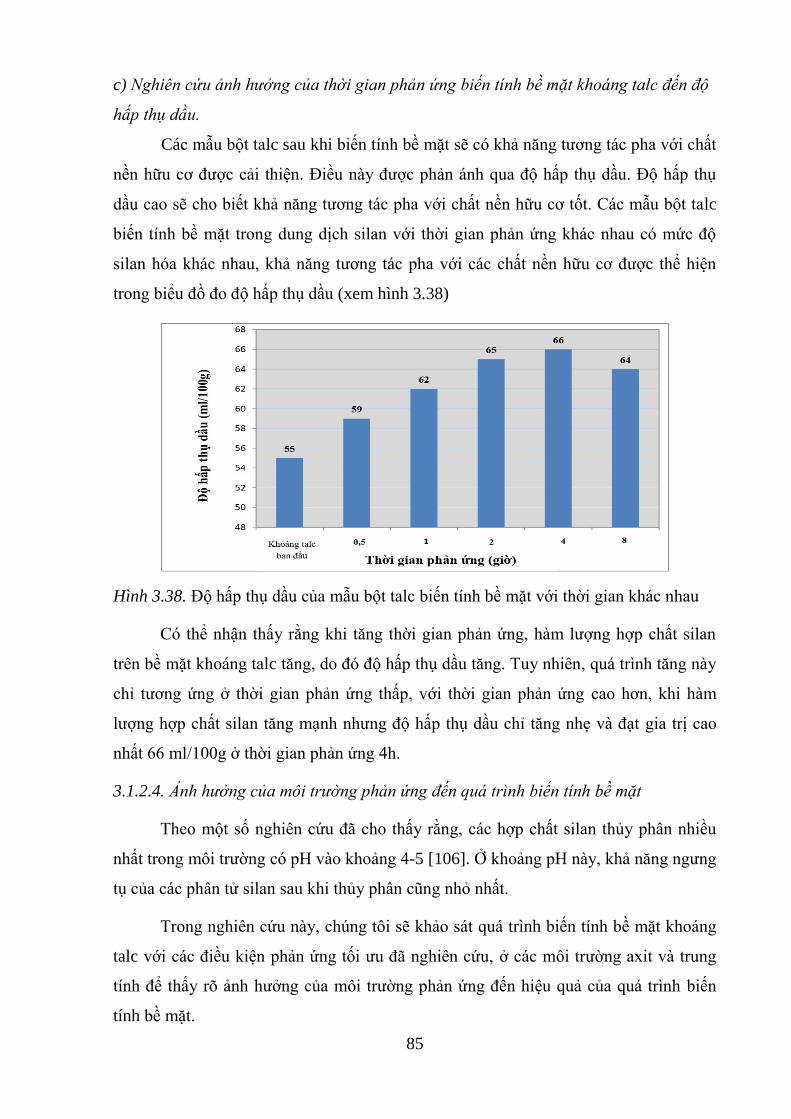
85
c) Nghiên cứu ảnh hưởng của thời gian phản ứng biến tính bề mặt khoáng talc đến độ
hấp thụ dầu.
Các mẫu bột talc sau khi biến tính bề mặt sẽ có khả năng tương tác pha với chất
nền hữu cơ được cải thiện. Điều này được phản ánh qua độ hấp thụ dầu. Độ hấp thụ
dầu cao sẽ cho biết khả năng tương tác pha với chất nền hữu cơ tốt. Các mẫu bột talc
biến tính bề mặt trong dung dịch silan với thời gian phản ứng khác nhau có mức độ
silan hóa khác nhau, khả năng tương tác pha với các chất nền hữu cơ được thể hiện
trong biểu đồ đo độ hấp thụ dầu (xem hình 3.38)
Hình 3.38. Độ hấp thụ dầu của mẫu bột talc biến tính bề mặt với thời gian khác nhau
Có thể nhận thấy rằng khi tăng thời gian phản ứng, hàm lượng hợp chất silan
trên bề mặt khoáng talc tăng, do đó độ hấp thụ dầu tăng. Tuy nhiên, quá trình tăng này
chỉ tương ứng ở thời gian phản ứng thấp, với thời gian phản ứng cao hơn, khi hàm
lượng hợp chất silan tăng mạnh nhưng độ hấp thụ dầu chỉ tăng nhẹ và đạt gia trị cao
nhất 66 ml/100g ở thời gian phản ứng 4h.
3.1.2.4. Ảnh hưởng của môi trường phản ứng đến quá trình biến tính bề mặt
Theo một số nghiên cứu đã cho thấy rằng, các hợp chất silan thủy phân nhiều
nhất trong môi trường có pH vào khoảng 4-5 [106]. Ở khoảng pH này, khả năng ngưng
tụ của các phân tử silan sau khi thủy phân cũng nhỏ nhất.
Trong nghiên cứu này, chúng tôi sẽ khảo sát quá trình biến tính bề mặt khoáng
talc với các điều kiện phản ứng tối ưu đã nghiên cứu, ở các môi trường axit và trung
tính để thấy rõ ảnh hưởng của môi trường phản ứng đến hiệu quả của quá trình biến
tính bề mặt.

86
a) Nghiên cứu ảnh hưởng của môi trường phản ứng bằng phương pháp phổ hồng ngoại
Hình 3.39 biểu diễn phổ hồng ngoại của mẫu bột talc biến tính bề mặt bằng 2%
γ-MPTMS trong dung dịch được axit hóa tới pH = 5. Thời gian phản ứng là 4h ở nhiệt
độ 400C
Hình 3.39. Phổ FT-IR của mẫu bột talc biến tính trong dung dịch
được điều chỉnh pH
Hình 3.40. Phổ FT-IR của mẫu bột talc biến tính trong dung dịch
không điều chỉnh pH
Rõ ràng ở đây, cường độ các vạch phổ đặc trưng cho phân tử silan ở 2939 cm-1
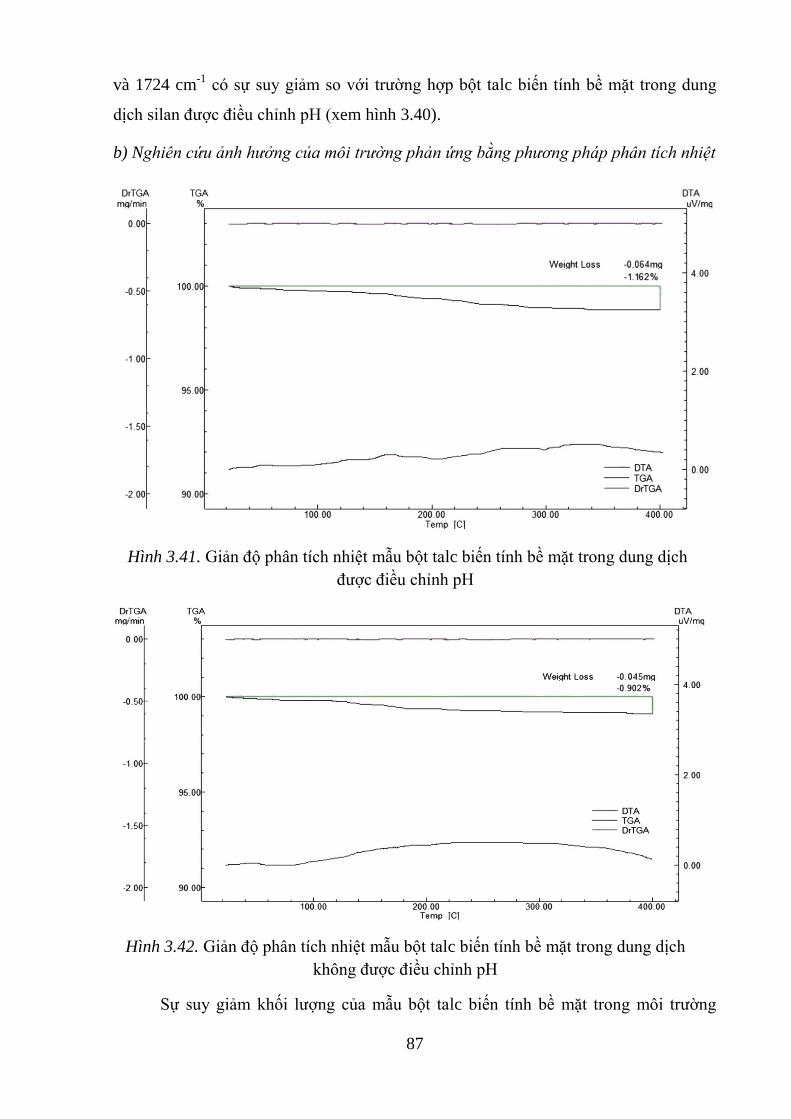
87
và 1724 cm-1
có sự suy giảm so với trường hợp bột talc biến tính bề mặt trong dung
dịch silan được điều chỉnh pH (xem hình 3.40).
b) Nghiên cứu ảnh hưởng của môi trường phản ứng bằng phương pháp phân tích nhiệt
Hình 3.41. Giản độ phân tích nhiệt mẫu bột talc biến tính bề mặt trong dung dịch
được điều chỉnh pH
Hình 3.42. Giản độ phân tích nhiệt mẫu bột talc biến tính bề mặt trong dung dịch
không được điều chỉnh pH
Sự suy giảm khối lượng của mẫu bột talc biến tính bề mặt trong môi trường

88
không được điều chỉnh pH ít hơn so với trong trường hợp dung dịch biến tính bề mặt
có được điều chỉnh pH. Điều này hoàn toàn phù hợp với kết quả chụp phổ hồng ngoại
như đã khảo sát. Với mẫu bột talc biến tính bề mặt trong dung dịch chứa 2% γ-
MPTMS được điều chỉnh pH có hàm lượng hợp chất silan trên bề mặt đạt 1,162%
trong khi mẫu bột talc biến tính bề mặt trong dung dịch không được điều chỉnh pH có
hàm lượng hợp chất silan trên bề mặt là 0,902%. Hiệu suất của phản ứng biến tính bề
mặt lớn hơn so với quá trình biến tính bề mặt trong dung dịch không được điều chỉnh
pH.
c) Nghiên cứu ảnh hưởng của môi trường phản ứng qua độ hấp thụ dầu
Mẫu bột talc biến tính trong dung dịch không được điều chỉnh pH có độ hấp thụ
dầu gần như không thay đổi so với mẫu bột talc biến tính trong dung dịch được điều
chỉnh pH (xem hình 3.43).
Có thể thấy ở đây độ hấp thụ dầu chỉ có sự khác biệt giữa các mẫu biến tính bề
mặt và không biến tính bề mặt. Giữa các mẫu có và không điều chỉnh pH không có sự
khác biệt nhiều. Điều này cũng phản ánh đúng giá trị phân tích nhiệt đã xác định được
ở trên. Các mẫu bột talc đều có hàm lượng nhất định hợp chất silan trên bề mặt. Sự có
mặt các hợp chất silan trên bề mặt khoáng talc đã thay đổi đáng kể tính chất bề mặt
của chúng.
Hình 3.43. Độ hấp thụ dầu của mẫu khoáng talc không điều chỉnh và điều chỉnh pH

89
3.1.2.5. Ảnh hưởng của quá trình polyme hóa đến độ bền của lớp phủ silan
Quá trình polyme hóa lớp phủ silan là giai đoạn cuối cùng trong quá trình biến
tính bề mặt khoáng talc, quá trình này liên quan đến độ bền của lớp phủ silan trên bề
mặt khoáng talc. Độ bền này được quyết định bởi quá trình tạo các liên kết bền vững
giữa các phân tử silan với bề mặt khoáng talc cũng như giữa các phân tử silan với
nhau. Để kiểm chứng cho giai đoạn này, chúng tôi nghiên cứu khả năng rửa giải của
các phân tử silan hấp phụ trên bề mặt khoáng talc trước và sau quá trình polyme hóa
bằng nhiệt. Các phương pháp phổ hồng ngoại, phân tích nhiệt và độ hấp thụ dầu được
sử dụng để khảo sát. Polyme hóa được thực hiện ở 60 0C trong 8 h.
a) Nghiên cứu ảnh hưởng của quá trình polyme hóa bằng phương pháp phổ
Hình 3.44 biểu diễn phổ hồng ngoại của mẫu bột talc biến tính bề mặt trong
dung dịch 2% γ-MPTMS được rửa giải sau quá trình polyme hóa.
Hình 3.44. Phổ FT-IR của mẫu bột talc biến tính bề mặt được rửa giải sau
quá trình polyme hóa
Không có sự thay đổi nhiều về cường độ các vạch phổ đặc trưng cho phân tử
silan trên phổ đồ hồng ngoại của mẫu talc biến tính bề mặt được rửa giải sau quá trình
polyme hóa. Quá trình polyme hóa đã tạo ra các liên kết ngang bền vững giữa các
phân tử silan với nhau và với bề mặt khoáng talc qua cầu nối oxi:
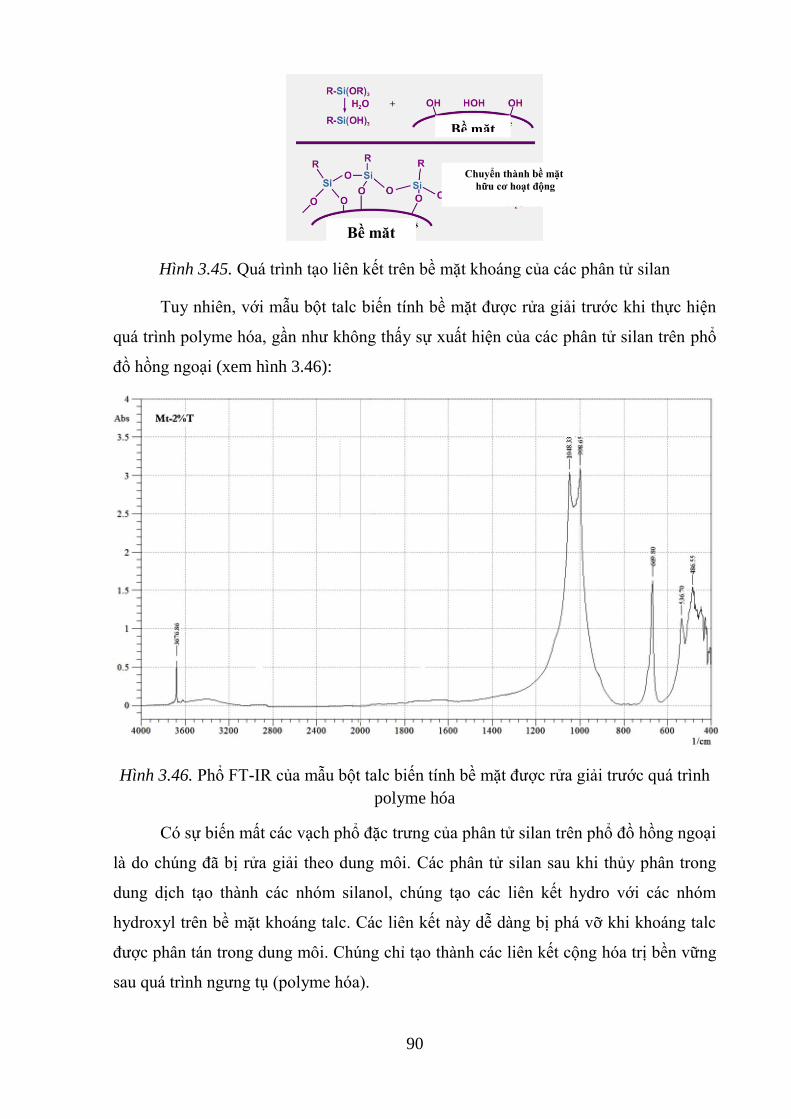
90
Hình 3.45. Quá trình tạo liên kết trên bề mặt khoáng của các phân tử silan
Tuy nhiên, với mẫu bột talc biến tính bề mặt được rửa giải trước khi thực hiện
quá trình polyme hóa, gần như không thấy sự xuất hiện của các phân tử silan trên phổ
đồ hồng ngoại (xem hình 3.46):
Hình 3.46. Phổ FT-IR của mẫu bột talc biến tính bề mặt được rửa giải trước quá trình
polyme hóa
Có sự biến mất các vạch phổ đặc trưng của phân tử silan trên phổ đồ hồng ngoại
là do chúng đã bị rửa giải theo dung môi. Các phân tử silan sau khi thủy phân trong
dung dịch tạo thành các nhóm silanol, chúng tạo các liên kết hydro với các nhóm
hydroxyl trên bề mặt khoáng talc. Các liên kết này dễ dàng bị phá vỡ khi khoáng talc
được phân tán trong dung môi. Chúng chỉ tạo thành các liên kết cộng hóa trị bền vững
sau quá trình ngưng tụ (polyme hóa).
Bề mặt
Bề mặt
Chuyển thành bề mặt
hữu cơ hoạt động

91
b) Nghiên cứu ảnh hưởng của quá trình polyme hóa bằng phương pháp phân tích nhiệt
Để xác định chính xác hàm lượng hợp chất silan có trên bề mặt khoáng talc sau
các quá trình rửa giải, chúng tôi tiến hành phân tích nhiệt các mẫu này. Kết quả được
chỉ ra ở các hình 3.47 và hình 3.48.
Hình 3.47. Giản đồ phân tích nhiệt mẫu bột talc được rửa giải sau quá trình polyme hóa
Hình 3.48. Giản đồ phân tích nhiệt mẫu bột talc được rửa giải trước quá trình polyme hóa
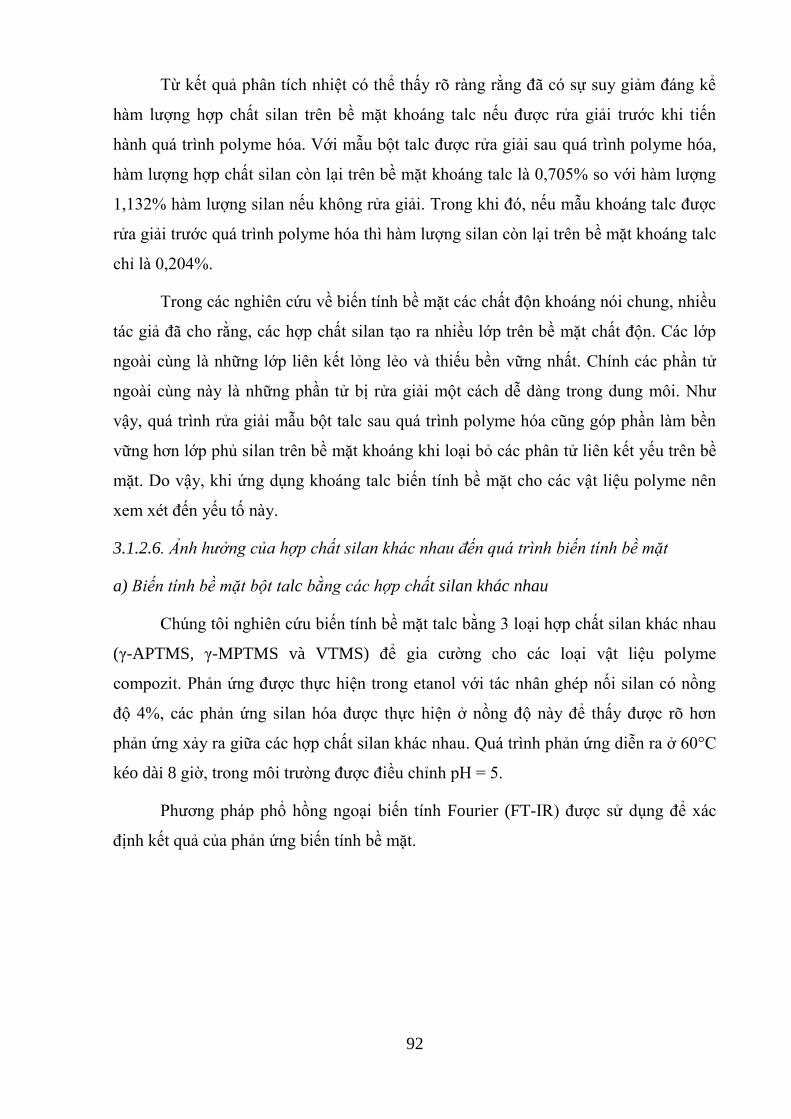
92
Từ kết quả phân tích nhiệt có thể thấy rõ ràng rằng đã có sự suy giảm đáng kể
hàm lượng hợp chất silan trên bề mặt khoáng talc nếu được rửa giải trước khi tiến
hành quá trình polyme hóa. Với mẫu bột talc được rửa giải sau quá trình polyme hóa,
hàm lượng hợp chất silan còn lại trên bề mặt khoáng talc là 0,705% so với hàm lượng
1,132% hàm lượng silan nếu không rửa giải. Trong khi đó, nếu mẫu khoáng talc được
rửa giải trước quá trình polyme hóa thì hàm lượng silan còn lại trên bề mặt khoáng talc
chỉ là 0,204%.
Trong các nghiên cứu về biến tính bề mặt các chất độn khoáng nói chung, nhiều
tác giả đã cho rằng, các hợp chất silan tạo ra nhiều lớp trên bề mặt chất độn. Các lớp
ngoài cùng là những lớp liên kết lỏng lẻo và thiếu bền vững nhất. Chính các phần tử
ngoài cùng này là những phần tử bị rửa giải một cách dễ dàng trong dung môi. Như
vậy, quá trình rửa giải mẫu bột talc sau quá trình polyme hóa cũng góp phần làm bền
vững hơn lớp phủ silan trên bề mặt khoáng khi loại bỏ các phân tử liên kết yếu trên bề
mặt. Do vậy, khi ứng dụng khoáng talc biến tính bề mặt cho các vật liệu polyme nên
xem xét đến yếu tố này.
3.1.2.6. Ảnh hưởng của hợp chất silan khác nhau đến quá trình biến tính bề mặt
a) Biến tính bề mặt bột talc bằng các hợp chất silan khác nhau
Chúng tôi nghiên cứu biến tính bề mặt talc bằng 3 loại hợp chất silan khác nhau
(γ-APTMS, γ-MPTMS và VTMS) để gia cường cho các loại vật liệu polyme
compozit. Phản ứng được thực hiện trong etanol với tác nhân ghép nối silan có nồng
độ 4%, các phản ứng silan hóa được thực hiện ở nồng độ này để thấy được rõ hơn
phản ứng xảy ra giữa các hợp chất silan khác nhau. Quá trình phản ứng diễn ra ở 60°C
kéo dài 8 giờ, trong môi trường được điều chỉnh pH = 5.
Phương pháp phổ hồng ngoại biến tính Fourier (FT-IR) được sử dụng để xác
định kết quả của phản ứng biến tính bề mặt.

93
Hình 3.49. Phổ FT-IR của talc biến tính bề mặt với γ-APTMS
Hình 3.49 biểu diễn phổ hồng ngoại của mẫu bột talc biến tính bề mặt bằng γ-
aminopropyltrimetoxysilan (γ-APTMS). Nhìn trên phổ đồ hồng ngoại của mẫu talc biến
tính bằng γ-APTMS ta thấy có píc hấp thụ 3418,43 cm-1
đặc trưng cho dao động hóa
trị của liên kết N-H trong phân tử silan. Píc dao động hóa trị của các liên kết C-H no ở
vùng 2934,25 cm-1
và 2860 cm-1
. Cơ chế của quá trình biến tính bề mặt talc bằng γ-
APTMS đã được một số tác giả biểu diễn như sau [51]:
Hình 3.50. Bề mặt talc được biến tính với aminosilan
Các chất độn được biến tính bề mặt bằng hợp chất silan có chứa nhóm
metacryloxy có tác dụng tốt với các chất acrylic, polyeste, polyolefin,… Hình 3.51
biểu diễn phổ FT-IR của mẫu bột talc biến tính bề mặt bằng γ-
Metacryloxypropyltrimethoxysilan (γ-MPTMS).
Bề mặt talc
Hấp phụ trên bề
mặt
Tương tác ion
nội bộ

94
Hình 3.51. Phổ FT-IR của talc biến tính bề mặt với γ-MPTMS
Trên hình 3.51 nhận thấy xuất hiện các pic đặc trưng mới, không xuất hiện trên
phổ của mẫu bột talc ban đầu. Băng sóng hấp thụ ở vùng 2900 cm-1
đặc trưng cho liên
kết C-H bão hòa. Băng sóng hấp thụ có đỉnh nhọn ở 1720 cm-1
đặc trưng cho dao động
hóa trị của liên kết C=O trong phân tử silan. Ngoài ra ta còn thấy băng sóng hấp thụ
yếu ở khoảng 1650 cm-1
đặc trưng cho dao động hóa trị của liên kết C=C. Như vậy,
phổ hồng ngoại đã xác nhận sự có mặt của các phân tử metacrylsilan có trên bề mặt
bột talc.
Hình 3.52. Phổ FT-IR của talc biến tính bề mặt với VTMS

95
Các hợp chất vinylsilan có tác dụng tốt đối với các chất nền polyolefin hay
polyeste. Quá trình biến tính bề mặt bột talc bằng vinyltriethoxysilane được xác nhận
bằng phổ FT-IR (xem hình 3.52)
Phổ FT-IR của mẫu bột talc biến tính bề mặt bằng hợp chất vinyl silan có các
píc đặc trưng của liên kết C-H không no ở khoảng 3040 cm-1
. Dao động hóa trị của
liên kết C=C ở 1627 cm-1
.
b) Độ hấp thụ dầu của các mẫu bột talc biến tính bề mặt
Hình 3.53 biểu diễn đồ thị hấp thụ dầu của mẫu bột talc ban đầu và các mẫu bột
talc biến tính bề mặt bằng các hợp chất silan khác nhau.
Hình 3.53. Độ hấp thụ dầu của các mẫu bột talc biến tính bề mặt bằng hợp chất silan
khác nhau
Trong đó: 1- Mẫu bột talc ban đầu
2- Bột talc biến tính bề mặt với aminosilan
3- Bột talc biến tính bề mặt với metacryl silan
4- Bột talc biến tính bề mặt với vinyl silan
Nhìn vào đồ thị độ hấp thụ dầu của mẫu bột talc chưa biến tính bề mặt và các
mẫu đã được biến tính bề mặt bằng các hợp chất silan khác nhau, chúng tôi nhận thấy
đã có sự gia tăng độ hấp thụ dầu của các mẫu bột talc biến tính bề mặt so với mẫu ban
đầu. Mẫu bột talc được biến tính bề mặt bằng amino silan cũng có độ hấp thụ dầu cao
hơn đáng kể so với mẫu bột talc ban đầu.

96
Nhận xét và thảo luận
Talc có độ hấp thụ dầu cao so với nhiều loại chất độn khác. Tuy nhiên, để sử
dụng làm chất độn trong các vật liệu hữu cơ, talc cần phải được biến tính bề mặt để
tăng khả năng tương tác với pha nền. Khảo sát quá trình biến tính bề mặt talc bằng γ-
MPTMS thấy rằng, điều kiện phản ứng tối ưu xảy ra trong dung dịch 2% γ-
MPTMS/cồn nước được điều chỉnh pH=5, ở nhiệt độ 40°C, thời gian kéo dài 4 giờ.
Sau khi kết thúc phản ứng gắn kết silan, cần thiết phải thực hiện quá trình
Polyme hóa để có được lớp phủ silan bền vững:
+ Làm khô tự nhiên trong 12 giờ
+ Sấy ở nhiệt độ 60°C trong 8 giờ
Với các điều kiện phản ứng như trên, hàm lượng γ-MPTMS được hấp phụ trên
bề mặt talc đạt giá trị 1,162 %.
Chúng tôi đã tiến hành nghiên cứu biến tính bề mặt bột talc bằng 3 loại hợp chất
silan khác nhau. Bằng phương pháp chụp phổ hồng ngoại biến tính Fourier (FT-IR) đã
xác định được các hợp chất silan có trên bề mặt bột talc được biến tính bề mặt. Độ hấp
thụ dầu của các mẫu bột talc được biến tính bề mặt bằng các hợp chất silan khác nhau
đều cao hơn mẫu bột talc chưa biến tính bề mặt. Các mẫu bột talc được biến tính bề
mặt này đều có khả năng ứng dụng trong các vật liệu polyme khác nhau với khả năng
tương tác pha cao và nâng cao một số tính chất của vật liệu.
3.2. Nghiên cứu khả năng gia cƣờng của khoáng talc cho cao su
3.2.1. Nghiên cứu khả năng gia cừng của khoáng talc cho cao su thiên nhiên
3.2.1.1. Ảnh hưởng của khoáng talc chưa biến tính bề mặt tới tính chất cơ lý của
CSTN.
Khi chế tạo các mẫu cao su có chứa bột talc chưa biến tính bề mặt, chúng tôi cố
định các thành phần CSTN, các phụ gia, chỉ thay đổi hàm lượng bột talc.

97
Hình 3.54. Giản đồ ứng suất biến - dạng vật liệu CSTN có khoáng talc chưa biến tính bề mặt
Trên giản đồ ứng suất - biến dạng của vật liệu CSTN có chứa bột talc chưa biến
đổi bề mặt (xem hình 3.54) cho thấy bột talc đã làm gia tăng độ dốc của giản đồ ứng
suất-biến dạng. Hàm lượng bột talc càng lớn, độ dốc của giản đồ càng lớn, độ cứng
của vật liệu càng cao.
Bảng 3.6: Ảnh hưởng hàm lượng khoáng talc chưa biến tính bề mặt tới tính chất cơ lý
vật liệu CSTN
Mẫu thử
nghiệm
Hàm lƣợng
talc (pkl)
Độ bền kéo
(MPa)
Độ dãn dài khi
đứt (%)
T0 0 16 700
T10 10 17 669
T20 20 21 650
T30 30 22 615
T50 50 20 560
Độ bền kéo đứt của mẫu tăng dần khi hàm lượng bột talc tăng từ 0 pkl tới 30
pkl, đạt giá trị cao nhất ở mẫu có hàm lượng bột talc là 30 pkl. Khi tăng hàm lượng bột
talc lên 50 pkl, độ bền kéo đứt của mẫu bắt đầu suy giảm.
Khi đưa bột talc vào thành phần CSTN, độ dãn dài khi đứt của mẫu giảm, mẫu

98
T0 có độ dãn dài là lớn nhất. Hàm lượng bột talc càng cao thì độ dãn dài khi đứt của
mẫu giảm.
Như vậy, bột talc có khả năng làm chất độn gia cường độ bền kéo đứt cho
CSTN. Khi hàm lượng bột talc là 30 pkl, mẫu có độ bền kéo đứt đạt giá trị cực đại (22
MPa), tăng gần 40% so với mẫu cao su ban đầu. Khi đó, độ dãn dài khi đứt có suy
giảm song còn giá tri tương đối cao (615%). Trên cơ sở đó chúng tôi lựa chọn hàm
lượng bột talc là 30 pkl để khảo sát tiếp.
3.2.1.2. Ảnh hưởng của quá trình biến tính bề mặt khoáng talc đến tính chất cơ lý của
vật liệu CSTN
Chúng tôi đã tiến hành nghiên cứu biến tính bề mặt khoáng talc bằng 3 loại hợp
chất silan khác nhau. Các hợp chất silan này đều có những tương tác hóa học hoặc vật
lý khác nhau đối với nền cao su thiên nhiên. Trong phần này, chúng tôi nghiên cứu ảnh
hưởng của các hợp chất biến tính bề mặt đến tính chất của vật liệu nhằm xác định hợp
chất biến tính phù hợp cho CSTN.
Hình 3.55. Giản đồ ứng suất biến dạng vật liệu CSTN
có 30 pkl khoáng talc biến tính bề mặt bằng các silan khác nhau
Hình 3.55 biểu diễn giản đồ ứng suất-biến dạng của các mẫu cao su thiên nhiên
có chứa 30 pkl bột talc ban đầu chưa biến tính và bột talc biến tính bằng các hợp chất
silan khác nhau.

99
Trong đó:
- T0 : Mẫu CSTN không chứa chất độn
- T30 : Mẫu CSTN chứa 30 pkl talc ban đầu
- T2A30 : Mẫu CSTN chứa 30 pkl talc biến tính bằng aminosilan
- T2Mc30: Mẫu CSTN chứa 30 pkl talc biến tính bằng mecaptosilan
- T2S30 : Mẫu CSTN chứa 30 pkl talc biến tính bằng Si69
Bảng 3.7: Ảnh hưởng hàm lượng khoáng talc biến tính bề mặt tới tính chất cơ lý vật
liệu CSTN
Tên mẫu Hàm lƣợng talc
(pkl)
Độ bền kéo
(MPa)
Độ dãn dài
khi đứt (%)
T0 0 16 700
T30 30 22 615
T2A30 30 23 661
T2Mc30 30 21 558
T2S30 30 21 688
Tất cả các mẫu có khoáng talc được biến tính bề mặt đều có tác dụng gia tăng
độ bền kéo đứt cho vật liệu CSTN, trong đó vật liệu được gia cường talc biến tính
bằng aminosilan có độ bền kéo đứt lớn hơn cả, đạt giá trị 23 MPa.
Với mẫu vật liệu chứa bột talc biến tính bằng các hợp chất mecaptosilan và
Si69, độ bền của vật liệu có tăng song lại tăng ít hơn mẫu chứa bột talc chưa biến tính
bề mặt. Điều này có thể là do phản ứng biến tính bề mặt mẫu bột talc với hai loại hợp
chất silan này hiệu quả không cao.
Mặt khác, aminosilan có tác dụng xúc tiến quá trình lưu hóa bởi các nhóm amin
–NH2, làm cho quá trình lưu hóa nhanh và triệt để hơn nên độ bền kéo đứt của vật liệu
tăng. Mecaptosilan và Si69 tham gia quá trình lưu hóa, song không có hoạt tính bằng
lưu huỳnh do án ngữ không gian và không bền vững trên bề mặt bột khoáng talc.
Chính vì vậy độ bền kéo đứt của vật liệu thấp hơn. Điều này cũng được thể hiện bằng
sự suy giảm của độ giãn dài.

100
Như vậy, qua nghiên cứu này có thể thấy hợp chất aminosilan thích hợp nhất để
biến tính bề mặt khoáng talc.
3.2.1.3. Ảnh hưởng của hàm lượng khoáng talc biến tính bề mặt bằng aminosilan đến
tính chất CSTN
Tính chất của vật liệu từ cao su nói chung và từ CSTN nói riêng không chỉ phụ
thuộc vào các yếu tố như bản chất vật liệu, phụ gia sử dụng, điều kiện phối trộn và
công nghệ gia công mà còn phụ thuộc rất nhiều vào hàm lượng chất độn. Trong phần
này, ảnh hưởng của hàm lượng bột talc biến tính bề mặt bằng aminosilan đến tính chất
cơ lý của vật liệu đã được khảo sát.
Hình 3.56. Giản đồ ứng suất biến dạng vật liệu CSTN
có khoáng talc biến tính bề mặt bằng aminosilan
Khi tăng hàm lượng bột talc trong khoảng từ 0-30 pkl, độ bền kéo đứt của vật
liệu tăng và đạt giá trị cao nhất ở 30% (23 MPa). Khi tiếp tục tăng hàm lượng bột talc
lên 50 pkl, độ bền kéo đứt của vật liệu bắt đầu suy giảm (xem hình 3.32). Ở đây có thể
thấy rằng, với hàm lượng 30 pkl bột talc biến tính bề mặt bằng aminsilan đã tạo ra
được sự đồng đều nhất về cấu trúc cũng như sự liên kết bền vững hơn giữa các mạch
phân tử của CSTN.

101
Độ dãn dài khi đứt giảm khi hàm lượng bột talc tăng. Mức độ suy giảm độ dãn
dài khi đứt chậm khi tăng hàm lượng bột talc đến 30 pkl, sau đó giá trị này giảm rất
nhanh (xem hình 3.57).
Bảng 3.8: Tính chất của vật liệu CSTN chứa hàm lượng khoáng talc biến tính bề mặt
bằng aminosilan
Tên mẫu Hàm lƣợng
talc T2A (pkl)
Độ bền kéo
(MPa)
Độ dãn dài
khi đứt (%)
Độ dãn
dƣ (%)
Độ cứng
(Shore A)
T0 0 16 700 8 55
T2A10 10 20 626 13 60
T2A20 20 22 578 20 62
T2A30 30 23 561 24 65
T2A50 50 22 443 28 68
Với hàm lượng 30 pkl bột talc, vật liệu CSTN đạt được các tính chất cơ lý tốt
nhất (xem bảng 3.8).
16
20
2223
22
700
626
578561
443
0
5
10
15
20
25
0 10 20 30 50
Hàm lƣợng bột talc (%)
Độ b
ền k
éo đ
ứt
(MP
a)
400
500
600
700
800
Độ g
iãn d
ài khi đứ
t (%
)
Độ bền kéo đứt (MPa) Độ giãn dài khi đứt (%)
Hình 3.57. Độ bền kéo đứt các mẫu CSTN chứa hàm lượng bột talc biến tính bề mặt
bằng aminosilan
Khi tăng hàm lượng bột khoáng talc, độ giãn dư và độ cứng của vật liệu tăng
dần. Các mẫu đều có độ cứng lớn hơn 40 Shore A, trong khi độ dãn dư của mẫu CSTN
có chứa 50% bột khoáng talc (T2A50) có độ dãn dư là 28% (xem bảng 3.8).

102
3.2.2. Nghiên cứu khả năng gia tăng độ kháng mòn của khoáng talc cho cao su blend
P70K
3.2.2.1. Nghiên cứu ảnh hưởng của hàm lượng than đen đến tính chất của cao su
blend P70K.
Vật liệu cao su blend P70K được phối trộn với các phụ gia theo đơn pha chế ở
bảng 2.3. Thành phần than đen được khảo sát ở hàm lượng 20, 35, 50, 65 và 80 pkl.
Theo bảng 3.9. Độ bền kéo của các mẫu đạt giá trị cao nhất ở hàm lượng than
đen từ 20 tới 50 pkl than đen, khi hàm lượng than đen từ 50 pkl trở đi, độ bền kéo của
các mẫu có giá trị giảm dần.
Bảng 3.9: Tính chất của vật liệu cao su blend P70K chứa hàm lượng than đen
Tên
mẫu
Hàm lƣợng
than đen
(pkl)
Độ bền kéo
(MPa)
Độ mài mòn
(cm3/1,61km)
Độ dãn dài
khi đứt (%)
Độ cứng
(Shore A)
CB20
CB35
CB50
CB65
CB80
20
35
50
65
80
23,197
24,972
25
20,985
19,495
0,089
0.069
0,061
0,157
----
572,76
515,043
438,499
318,683
221,708
73
79
85
92
94
Than đen đã có tác dụng gia tăng độ bền cơ học của vật liệu cao su blend P70K.
Tuy nhiên hàm lượng tối ưu của than đen là 50 pkl, ở hàm lượng này độ bền kéo đứt
đạt giá trị cực đại 25 MPa. Ở 50 pkl, mẫu vật liệu cho độ bền kéo tốt nhất. Điều này là
do mật độ liên kết ngang giữa cao su và than đen ở 50 pkl đã đạt đến giới hạn tối đa.
Khi tăng hàm lượng than đen từ 20 pkl tới 50 pkl, độ mài mòn của vật liệu giảm
dần, hai mẫu CB35 và CB50 có độ mài mòn thấp nhất. Khi hàm lượng than đen tăng
lên đến 65 pkl độ mài mòn của vật liệu tăng nhanh, đạt giá trị 0,157 (cm3/1,61 km).
Khi tăng hàm lượng than đen, độ dãn dài khi đứt của các mẫu giảm dần. Độ dãn
dài khi đứt mẫu CB80 thấp nhất đạt giá trị 221,708%.
Ngược lại với độ dãn dài khi đứt, độ cứng của các mẫu vật liệu đều tăng khi
tăng hàm lượng than đen. Độ cứng của các mẫu vật liệu tăng từ 73 Shore A của mẫu

103
CB20 tới 94 Shore A của mẫu CB80. Bản chất P70K là blend của cao su nitril và nhựa
PVC, đây là vật liệu có độ cứng cao, với hàm lượng than đen 20 PKL, độ cứng của vật
liệu P70K đạt giá trị 73 Shore A.
Hàm lượng than đen 50 pkl được lựa chọn để xây dựng đơn pha chế vật liệu
cao su P70K.
3.2.2.2. Ảnh hưởng của khoáng talc tới tính chất vật liệu cao su blend P70K
Cao su blend P70K là một loại blend của cao su nitril và PVC. Cao su blend
P70K được phối trộn với oxit kẽm, phòng lão, xúc tiến M, axit stearic, hóa dẻo DOP
và S với hàm lượng xác định. Hàm lượng than đen N330 được thay một phần bằng bột
talc để khảo sát ảnh hưởng của khoáng talc đến các tính chất của vật liệu P70K. Luận
án đã sử dụng khoáng talc B biến tính bề mặt bằng aminsilan để nghiên cứu.
Các mẫu có chứa bột khoáng talc B biến tính bề mặt bằng aminsilan được ký
hiệu là: CB50, CB50.1B, CB50.3B, CB50.5B, CB50.10B, CB50.15B với tỷ lệ than
đen/talc trình bày ở bảng 3.10 tương ứng. Tính chất cơ lý của vật liệu được khảo sát
thông qua độ bền kéo đứt, độ dãn dài khi đứt và độ cứng. Độ bền kéo của các mẫu được
thể hiện trên bảng 3.10.
Bảng 3.10: Ảnh hưởng khoáng talc đến độ bền kéo đứt vật liệu
Tên mẫu
Hàm
lƣợng than
đen (pkl)
Hàm lƣợng
bột talc
(pkl)
Độ bền kéo
(MPa)
Độ dãn dài
khi đứt
(%)
CB50
CB50.1B
CB50.3B
CB50.5B
CB50.10B
CB50.15B
50
49
47
45
40
35
0
1
3
5
10
15
25
23,54
23,
25,16
22,03
21,53
363
402,53
430,42
432,08
457,69
477,86
Khi thay 1, 3, 5, 10 và 15 pkl than đen bằng bột talc B đã biến tính bề mặt bằng
aminosilan, độ bền kéo của các mẫu ban đầu có giảm hơn mẫu CB50 nhưng sau đó đạt
cực đại ở mẫu CB505B, khi tiếp tục thay than đen bằng bột talc độ bền kéo của mẫu suy
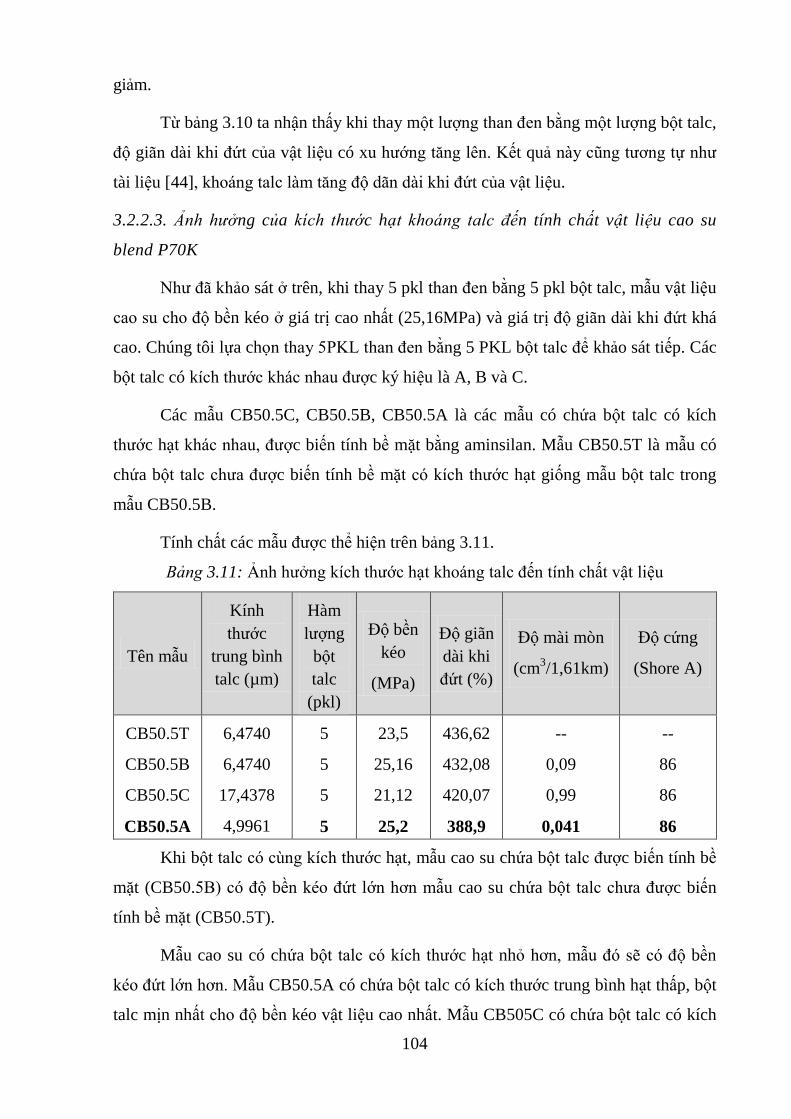
104
giảm.
Từ bảng 3.10 ta nhận thấy khi thay một lượng than đen bằng một lượng bột talc,
độ giãn dài khi đứt của vật liệu có xu hướng tăng lên. Kết quả này cũng tương tự như
tài liệu [44], khoáng talc làm tăng độ dãn dài khi đứt của vật liệu.
3.2.2.3. Ảnh hưởng của kích thước hạt khoáng talc đến tính chất vật liệu cao su
blend P70K
Như đã khảo sát ở trên, khi thay 5 pkl than đen bằng 5 pkl bột talc, mẫu vật liệu
cao su cho độ bền kéo ở giá trị cao nhất (25,16MPa) và giá trị độ giãn dài khi đứt khá
cao. Chúng tôi lựa chọn thay 5PKL than đen bằng 5 PKL bột talc để khảo sát tiếp. Các
bột talc có kích thước khác nhau được ký hiệu là A, B và C.
Các mẫu CB50.5C, CB50.5B, CB50.5A là các mẫu có chứa bột talc có kích
thước hạt khác nhau, được biến tính bề mặt bằng aminsilan. Mẫu CB50.5T là mẫu có
chứa bột talc chưa được biến tính bề mặt có kích thước hạt giống mẫu bột talc trong
mẫu CB50.5B.
Tính chất các mẫu được thể hiện trên bảng 3.11.
Bảng 3.11: Ảnh hưởng kích thước hạt khoáng talc đến tính chất vật liệu
Tên mẫu
Kính
thước
trung bình
talc (µm)
Hàm
lượng
bột
talc
(pkl)
Độ bền
kéo
(MPa)
Độ giãn
dài khi
đứt (%)
Độ mài mòn
(cm3/1,61km)
Độ cứng
(Shore A)
CB50.5T
CB50.5B
CB50.5C
CB50.5A
6,4740
6,4740
17,4378
4,9961
5
5
5
5
23,5
25,16
21,12
25,2
436,62
432,08
420,07
388,9
--
0,09
0,99
0,041
--
86
86
86
Khi bột talc có cùng kích thước hạt, mẫu cao su chứa bột talc được biến tính bề
mặt (CB50.5B) có độ bền kéo đứt lớn hơn mẫu cao su chứa bột talc chưa được biến
tính bề mặt (CB50.5T).
Mẫu cao su có chứa bột talc có kích thước hạt nhỏ hơn, mẫu đó sẽ có độ bền
kéo đứt lớn hơn. Mẫu CB50.5A có chứa bột talc có kích thước trung bình hạt thấp, bột
talc mịn nhất cho độ bền kéo vật liệu cao nhất. Mẫu CB505C có chứa bột talc có kích

105
thước trung bình hạt cao, hạt không được mịn như những mẫu khác nên cho độ bền
kéo mẫu thấp hơn.
Mẫu chưa biến tính bề mặt CB50.5T có độ giãn dài khi đứt lớn hơn mẫu cao su
chứa bột talc biến tính bề mặt CB50.5B.
Mẫu cao su chứa bột talc kích thước hạt nhỏ hơn, có độ giãn dài khi đứt thấp hơn
mẫu cao su chứa bột talc có kích thước hạt lớn hơn.
Khi kích thước trung bình của bột khoáng talc giảm dần, mẫu cao su có chứa
bột talc có kích thước trung bình nhỏ hơn có độ mài mòn vật liệu thấp hơn mẫu cao su
chứa bột talc có kích thước trung bình hạt lớn hơn.
Mẫu cao không chứa bột khoáng talc (CB50) có độ mài mòn ở giá trị rất thấp.
Chỉ có mẫu CB50.5A (độn mài mòn 0,041cm3/1,61km) là mẫu cao su có chứa bột
khoáng talc có kích thước trung bình của hạt nhỏ nhất mới có độ mài mòn thấp hơn
mẫu CB50 (độn mài mòn 0,061cm3/1,61km).
Độ cứng của các mẫu vật liệu cao su không phụ thuộc vào kích thước bột
khoáng talc. Các mẫu này đều có độ cứng 86 shore A, thấp hơn mẫu cao su CB50 có
độ cứng 88 shore A.
Cấu trúc hình thái của các mẫu cao su được phân tích bằng kính hiển vi điện tử
quét. Ảnh SEM của mẫu cao su chứa than đen và bột talc với kích thước hạt thay đổi
được trình bày trên hình 3.58 đến hình 3.61. Hình 3.61 cho thấy than đen và bột talc
được phân tán đều nhất trong nền cao su. Tương tác pha giữa than đen, bột talc và nền
cao su rất tốt. Chính vì vậy mà bột talc đã gia tăng khả năng kháng mài mòn của vật
liệu cao su P70K và độ bền của vật liệu.

106
Hình 3.58. Ảnh SEM bề mặt gãy của mẫu CB50.5C
Hình 3.59. Ảnh SEM bề mặt gãy của mẫu CB50.5T

107
Hình 3.60. Ảnh SEM bề mặt gãy của mẫu CB50.5B
Hình 3.61. Ảnh SEM bề mặt gãy của mẫu CB50.5A
Nhận xét:
Khoáng talc có tác dụng gia tăng độ bền kéo vật liệu của vật liệu CSTN. Khi
bột talc được biến tính bề mặt bàng aminosilan làm cho vật liệu CSTN có độ bền kéo
tăng cao nhất ở hàm lượng 30 pkl bột khoáng talc.
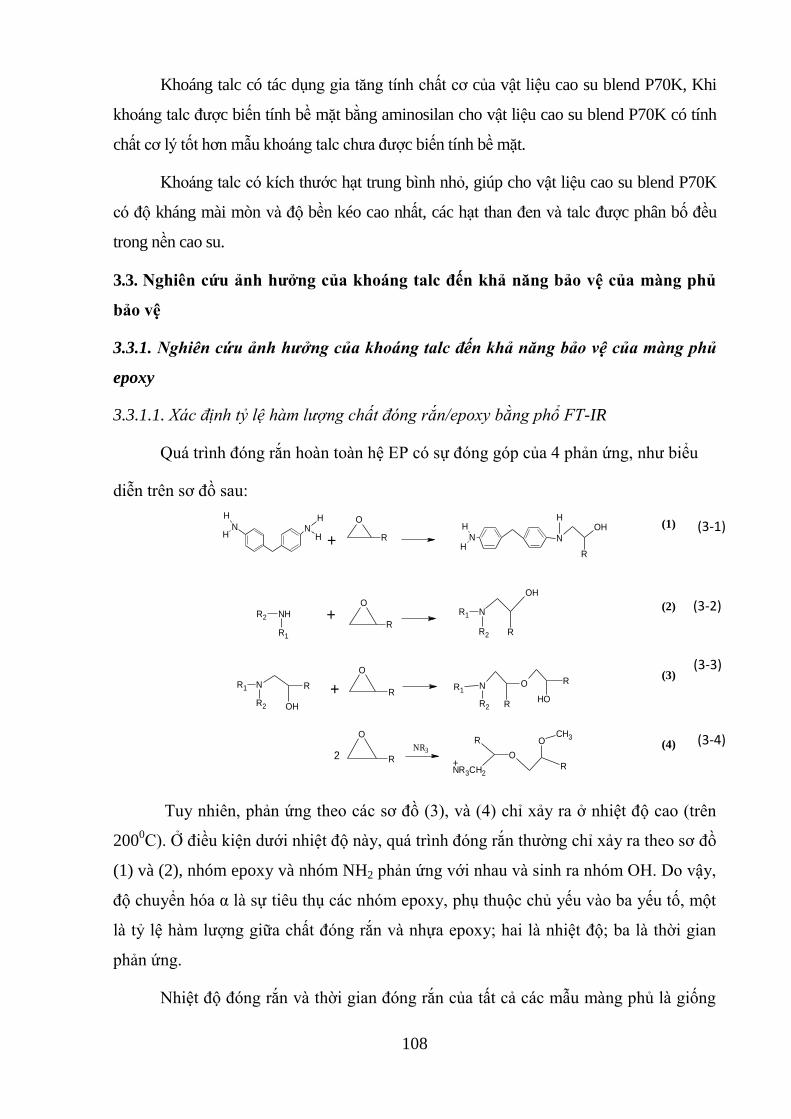
108
Khoáng talc có tác dụng gia tăng tính chất cơ của vật liệu cao su blend P70K, Khi
khoáng talc được biến tính bề mặt bằng aminosilan cho vật liệu cao su blend P70K có tính
chất cơ lý tốt hơn mẫu khoáng talc chưa được biến tính bề mặt.
Khoáng talc có kích thước hạt trung bình nhỏ, giúp cho vật liệu cao su blend P70K
có độ kháng mài mòn và độ bền kéo cao nhất, các hạt than đen và talc được phân bố đều
trong nền cao su.
3.3. Nghiên cứu ảnh hƣởng của khoáng talc đến khả năng bảo vệ của màng phủ
bảo vệ
3.3.1. Nghiên cứu ảnh hưởng của khoáng talc đến khả năng bảo vệ của màng phủ
epoxy
3.3.1.1. Xác định tỷ lệ hàm lượng chất đóng rắn/epoxy bằng phổ FT-IR
Quá trình đóng rắn hoàn toàn hệ EP có sự đóng góp của 4 phản ứng, như biểu
diễn trên sơ đồ sau:
N
H
HN
H
H O
R N N
H
HR
HOH
R2 NH
R1
O
R
R1 N
R2
OH
R
R1 N
R2 OH
R +
+
O
R
+
R1N
R2 R
O
OH
R
O
R
NR3
NR3CH2
O
R
R
OCH3
+2
Tuy nhiên, phản ứng theo các sơ đồ (3), và (4) chỉ xảy ra ở nhiệt độ cao (trên
2000C). Ở điều kiện dưới nhiệt độ này, quá trình đóng rắn thường chỉ xảy ra theo sơ đồ
(1) và (2), nhóm epoxy và nhóm NH2 phản ứng với nhau và sinh ra nhóm OH. Do vậy,
độ chuyển hóa α là sự tiêu thụ các nhóm epoxy, phụ thuộc chủ yếu vào ba yếu tố, một
là tỷ lệ hàm lượng giữa chất đóng rắn và nhựa epoxy; hai là nhiệt độ; ba là thời gian
phản ứng.
Nhiệt độ đóng rắn và thời gian đóng rắn của tất cả các mẫu màng phủ là giống
(3-2)
(3-3)
(3-4)
(1)
(2)
(3)
(4)
(3-1)

109
nhau, ở nhiệt độ phòng trong thời gian 7 ngày.
Ảnh hưởng của hàm lượng chất đóng rắn đến độ chuyến hóa α được khảo sát bằng phổ
FT-IR, dựa vào sự biến thiên cường độ pic nhóm epoxy tại 913 cm-1.
Tỷ lệ giữa hàm lượng chất đóng rắn và nhựa epoxy được xác định như trên
bảng 3.12.
Bảng 3.12: Thành phần các mẫu màng vật liệu epoxy
Thành phần Hàm lƣợng (g)
M-0 M-I M-II M-III M-IV M-V
Epoxy YD-011X75 100 100 100 100 100 100
KINGMIDE 315-L 0 10 15 20 25 30
Phổ hồng ngoại FT-IR của mẫu epoxy trắng M-0 và các màng phủ M-I đến M-
V được thể hiện trên hình 3.62 đến 3.67
Hình 3.62. Phổ hồng ngoại FT-IR mẫu M-0

110
Hình 3.63. Phổ hồng ngoại FT-IR mẫu M-I
Hình 3.64. Phổ hồng ngoại FT-IR mẫu M-II
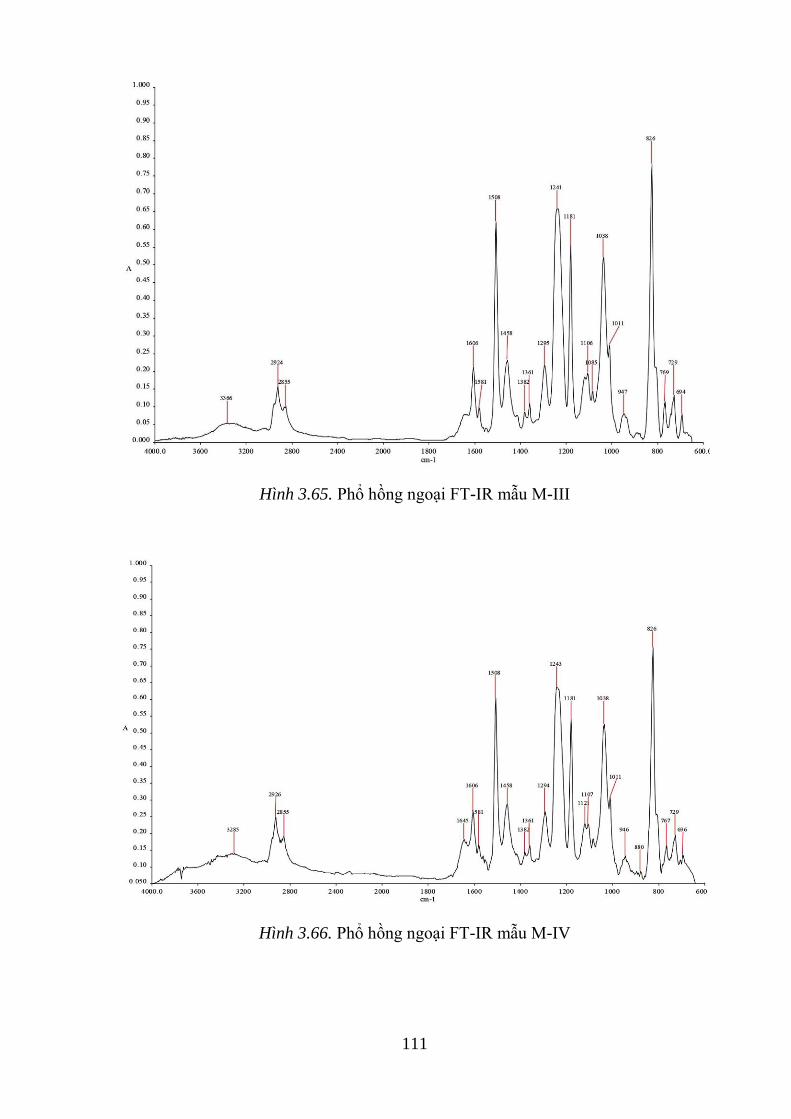
111
Hình 3.65. Phổ hồng ngoại FT-IR mẫu M-III
Hình 3.66. Phổ hồng ngoại FT-IR mẫu M-IV

112
Hình 3.67. Phổ hồng ngoại FT-IR mẫu M-V
Độ chuyển hóa nhóm epoxy được thể hiện trên bảng 3.13
Bảng 3.13: Độ chuyển hóa nhóm epoxy của các mẫu vật liệu epoxy
Tên mẫu Hàm lƣợng
Đóng rắn (g)/100g epoxy
Độ chuyển hóa
%
M-I 10 77
M-II 15 86
M-III 20 100
M-IV 25 100
M-V 30 100
Ở đây nhận thấy rằng, Mẫu M-I và M-II phản ứng đóng rắn nhựa epoxy chưa
hoàn toàn, độ chuyển hóa mới chỉ đạt 77 và 86% tương ứng. Các mẫu M-III, M-IV và
M-V đã có độ chuyển hóa nhóm epoxy 100%. Từ mẫu M-III phản ứng đóng rắn epoxy
đã xảy ra hoàn toàn. Tỷ lệ chất đóng rắn là 20/100 so với hàm lượng epoxy của mẫu
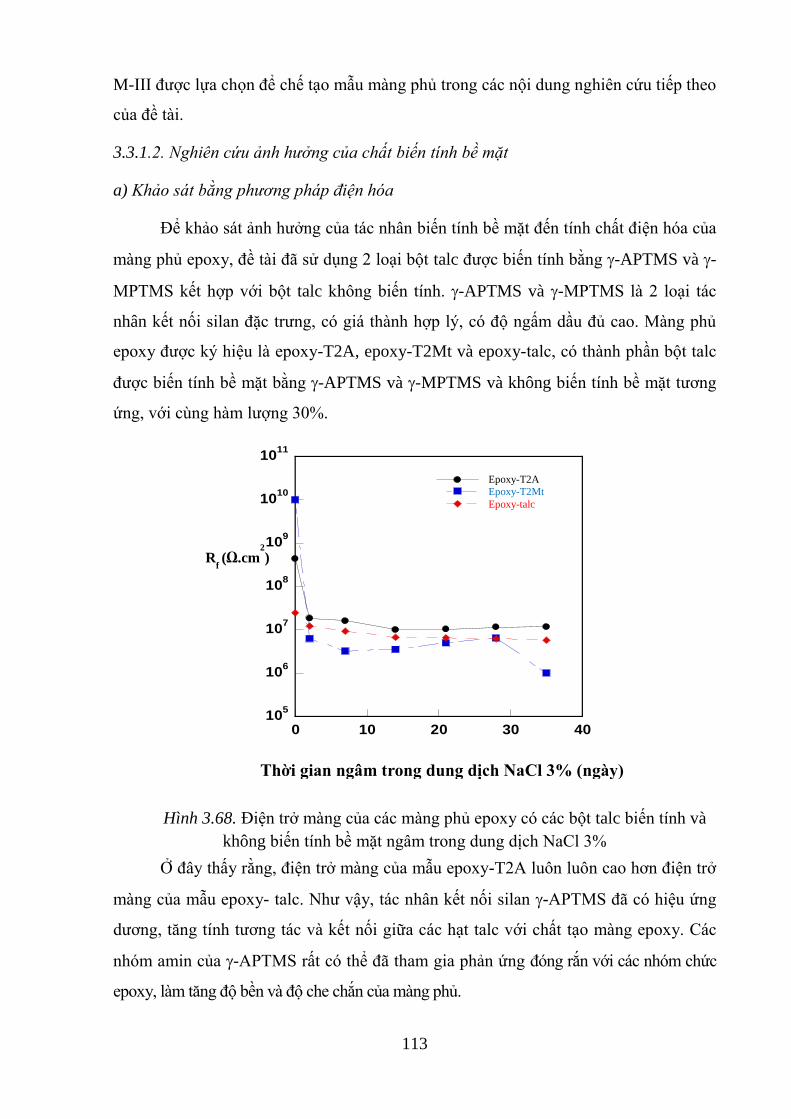
113
M-III được lựa chọn để chế tạo mẫu màng phủ trong các nội dung nghiên cứu tiếp theo
của đề tài.
3.3.1.2. Nghiên cứu ảnh hưởng của chất biến tính bề mặt
a) Khảo sát bằng phương pháp điện hóa
Để khảo sát ảnh hưởng của tác nhân biến tính bề mặt đến tính chất điện hóa của
màng phủ epoxy, đề tài đã sử dụng 2 loại bột talc được biến tính bằng -APTMS và -
MPTMS kết hợp với bột talc không biến tính. -APTMS và -MPTMS là 2 loại tác
nhân kết nối silan đặc trưng, có giá thành hợp lý, có độ ngấm dầu đủ cao. Màng phủ
epoxy được ký hiệu là epoxy-T2A, epoxy-T2Mt và epoxy-talc, có thành phần bột talc
được biến tính bề mặt bằng -APTMS và -MPTMS và không biến tính bề mặt tương
ứng, với cùng hàm lượng 30%.
Hình 3.68. Điện trở màng của các màng phủ epoxy có các bột talc biến tính và
không biến tính bề mặt ngâm trong dung dịch NaCl 3%
Ở đây thấy rằng, điện trở màng của mẫu epoxy-T2A luôn luôn cao hơn điện trở
màng của mẫu epoxy- talc. Như vậy, tác nhân kết nối silan -APTMS đã có hiệu ứng
dương, tăng tính tương tác và kết nối giữa các hạt talc với chất tạo màng epoxy. Các
nhóm amin của -APTMS rất có thể đã tham gia phản ứng đóng rắn với các nhóm chức
epoxy, làm tăng độ bền và độ che chắn của màng phủ.
105
106
107
108
109
1010
1011
0 10 20 30 40
epoxy 2Aepoxy 2MTepoxy talc
Rf (Ω.cm
2
)
Thời gian ngâm trong dung d ch NaCl 3% (ngày)
Epoxy-T2A
Epoxy-T2Mt
Epoxy-talc

114
Mẫu epoxy-T2Mt lúc đầu có điện trở màng rất lớn song đã suy giảm rất nhanh
sau 1 ngày ngâm mẫu, đạt đến giá trị thấp hơn cả điện trở của màng phủ có bột talc
không biến tính bề mặt epoxy- talc. Tác nhân kết nối silan -MPTMS có các nhóm
chức metacryl với cấu trúc cồng kềnh đã có hiệu ứng âm với phản ứng đóng rắn
epoxy.
Bột talc biến tính bề mặt bằng -APTMS đã được lựa chọn để nghiên cứu ứng
dụng, chế tạo sơn lót epoxy.
b) Khảo sát bằng phổ IR
Phổ hồng ngoại của các mẫu màng phủ epoxy có chứa các khoáng talc được
biến tính bằng các tác nhân liên kết silan khác nhau được thể hiện trên hình dưới đây.
Hình 3.69. Phổ FT-IR màng phủ epoxy có bột talc biến tính bằng chợp chất silan -APTMS
(epoxy-T2A)

115
Hình 3.70. Phổ FT-IR màng phủ epoxy có bột talc biến tính bằng chợp chất silan -
MPTMS (epoxy-T2Mt)
Hình 3.71. Phổ FT-IR màng phủ epoxy có chứa bột talc chưa biến tính bề mặt (epoxy-talc)
Độ chuyển hóa nhóm epoxy được thể hiện trên bảng 3.14

116
Bảng 3.14: Độ chuyển hóa nhóm epoxy của các lớp phủ có bột talc khác nhau
Mẫu Độ chuyển hóa, %
Epoxy-talc 0
Epoxy-T2A 4.8
Epoxy-T2Mt 2.1
Kết quả cho thấy rằng, bột talc không có ảnh hưởng đến phản ứng đóng rắn
epoxy. Bột talc biến tính bề mặt bằng các hợp chất silan đã có ảnh hưởng tới quá trình
đóng rắn epoxy. Trong đó amino silan đã làm cho hàm lượng nhóm epoxy giảm thiểu
tới 4,8%. Có thể khẳng định rằng các nhóm amin của silan trên bề mặt bột talc đã tham
gia phản ứng với nhóm epoxy. Metacryl silan trên bề mặt khoáng talc có làm suy giảm
hàm lượng epoxy song không nhiều.
Điện trở màng phủ và sự tham gia vào phản ứng của các nhóm chức silan có
trên bề mặt bột talc có liên quan với nhau nhưng không tuyến tính, nó còn phụ thuộc
vào bản chất và độ bền với môi trường của loại silan.
3.3.1.3. Nghiên cứu ảnh hưởng của hàm lượng khoáng talc đến tính chất lớp phủ
a) Nghiên cứu ảnh hưởng của bột talc đến tính chất điện hóa màng phủ epoxy
Để nghiên cứu chế tạo màng phủ chứa bột talc, chúng tôi tiến hành chế tạo 4
mẫu chứa hàm lượng bột talc T2A khác nhau. Mẫu trắng được ký hiệu là M0, các mẫu
có chứa 10, 20, 30% bột khoáng talc T2A được ký hiệu bằng M1, M2, M3 tương ứng.
Bảng 3.15: Hàm lượng bột talc trong các mẫu lớp phủ
Mẫu Hàm lƣợng bột talc, %
M0 0
M1 10
M2 20
M3 30
Tính chất bảo vệ của màng phủ trước hết được đánh giá bằng phương pháp tổng
trở điện hóa. Phổ tổng trở của các mẫu được đo theo thời gian ngâm trong dung dịch
NaCl 3%.

117
Hình 3.72, hình 3.73 và hình 3.74 trình bày phổ tổng trở của các mẫu sau 1 giờ,
2 ngày và 7 ngày ngâm trong dung dịch NaCl 3%.
Ta thấy sau 1 giờ ngâm trong dung dịch NaCl 3 % phổ tổng trở của mẫu M0,
M1 và M3 được đặc trưng bởi 2 cung trong khi phổ tổng trở của mẫu M2 chỉ có 1
cung. Cung thứ nhất ở tần số cao, đặc trưng cho các tính chất của màng phủ, cung thứ
hai ở tần số thấp đặc cho các qua trình ăn mòn trên bề mặt thép. Điều này cho thấy, với
mẫu M2 chất điện li chưa thẩm thấu đến bề mặt kim loại, trong khi với 3 mẫu còn lại
chất điện li đã ngấm qua màng phủ đến bề mặt kim loại.
Hình 3.72. Phổ tổng trở của màng phủ sau 1 giờ ngâm
trong dung dịch NaCl 3%
Phần thực (Ω.cm2)
Ph
ần
ảo (
Ω.c
m2)

118
Hình 3.73. Phổ tổng trở của màng phủ sau 2 ngày ngâm
trong dung dịch NaCl 3%
Hình 3.74. Phổ tổng trở của màng phủ sau 7 ngày ngâm trong dung dịch NaCl 3%
Khi thời gian ngâm trong dung dịch NaCl 3% tăng lên 2 ngày giá trị tổng trở
của các mẫu đều giảm. Giá trị tổng trở của mẫu M2 cao hơn 3 mẫu còn lại.
Sau 7 ngày ngâm trong dung dịch NaCl 3 %, dạng phổ tổng trở của các mẫu
M0, M1 và M3 giống nhau và có 2 cung. Phổ tổng trở của mẫu M2 vẫn chỉ có 1 cung
ở tần số cao. Như vậy thấy mẫu M2 có khả năng che chắn và bảo vệ cao hơn các mẫu
Ph
ần
ảo (
Ω.c
m2)
Phần thực (Ω.cm2)
Ph
ần
ảo (
Ω.c
m2)
Phần thực (Ω.cm2)

119
còn lại.
Từ phổ tổng trở, giá trị điện trở màng Rf và modul tổng trở tại 10 mHz, Z10mHz
được xác định và theo dõi theo thời gian ngâm trong dung dịch NaCl 3%. Hình 3.75
và hình 3.76 trình bày sự thay đổi giá trị Rf và Z10mHz theo thời gian ngâm trong dung
dịch NaCl 3%.
Hình 3.75. Sự biến tính điện trở màng của các mẫu theo thời gian ngâm
trong dung dịch NaCl 3%
Hình 3.76. Sự biến tính giá trị Z10mHz của các mẫu theo thời gian ngâm
trong dung dịch NaCl 3%
Z1
0m
Hz
(Ω.c
m2
)
Thời gian ngâm trong dung dịch NaCl 3% (ngày)
Thời gian ngâm trong dung dịch NaCl 3% (ngày)
Rf (
Ω.c
m2)

120
Từ hình 3.75 ta nhận thấy, giá trị điện trở màng ban đầu của các mẫu khác
nhau. So với mẫu M0, epoxy trắng không chứa bột talc, giá trị điện trở màng của mẫu
M1 chứa 10 % bột talc và mẫu M2 chứa 20 % bột cao hơn, trong khi đó mẫu M3 chứa
30 % bột talc có điện trở màng thấp hơn mẫu trắng. Khi thời gian ngâm trong dung
dịch NaCl 3 % tăng lên 1 ngày, giá trị điện trở màng Rf giảm, sau đó giá trị điện trở
màng thay đổi không nhiều. Sau 14 ngày ngâm trong dung dịch NaCl 3 % giá trị điện
trở màng của mẫu M2 cao hơn hẳn 3 mẫu còn lại. So với mẫu trắng M0, M1 có Rf cao
hơn M0 và M3 có Rf thấp hơn M0 nhưng không nhiều. Kết quả này cho thấy hàm
lượng bột talc ảnh hưởng đến khả năng che chắn của màng phủ. Khi bột talc với nồng
độ thấp 10 % có tác dụng tăng nhẹ khả năng che chắn của màng phủ, khi hàm lượng
bột talc tăng lên 20 % khả năng che chắn của màng phủ tăng đáng kế, nhưng khi tiếp
tục tăng hàm lượng bột talc lên 30 % thì khả năng che chắn của màng phủ lại giảm.
Hàm lượng 20 % bột talc cho màng phủ có khả năng che chắn cao nhất. Điều này có
thể được giải thích bởi hàm lượng bột talc ảnh hưởng đến độ đặc sít của màng phủ.
Khi hàm lượng bột talc thấp, bột talc phân tán trong nền epoxy, ngăn cản sự thấm của
dung dịch điện li, khi hàm lượng bột talc quá cao, ảnh hưởng đến liên kết của màng
epoxy, giảm khả năng che chắn của màng phủ.
Sự thay đổi giá trị Z10mHz cũng tương tự như giá trị Rf, mẫu M2 có giá trị điện
trở màng cao nhất, cao hơn hẳn mẫu trắng M0 và mẫu M1 chứa 10 % bột talc và mẫu
M3 chứa 30 % bột talc. Các kết quả trên cho thấy tác dụng của bột talc phụ thuộc vào
hàm lượng bột talc, trong khoảng hàm lượng bột talc khảo sát, hàm lượng 20% cho
tác dụng tăng khả năng bảo vệ cao nhất.
Cấu trúc hình thái của màng phủ được phân tích bằng kính hiển vi điện tử quét.
Ảnh SEM của màng epoxy chứa bột talc được trình bày trên hình 3.77. Hình 3.77-a
cho thấy bột talc được phân tán đều trong màng epoxy. Tương tác pha giữa bột talc và
nhựa nền rất tốt (hình 3.77-b). Chính vì vậy mà bột talc đã tăng khả năng che chắn và
bảo vệ chống ăn mòn của màng epoxy.

121
a
b
Hình 3.77. Ảnh SEM bề mặt gẫy màng phủ M2
122
b) Nghiên cứu ảnh hưởng của bột talc đến tính chất cơ lý màng phủ epoxy
Tính chất cơ lý của màng phủ được thể hiện trên bảng 3.16. Kết quả cho thấy,
độ bám dính và độ cứng của màng phủ epoxy tăng khi hàm lượng bột talc tăng. Như
vậy, sự có mặt của bột talc biến tính đã có tác dụng tăng độ bám dính của màng phủ
epoxy. Sự tăng độ bám dính có thể được giải thích do tác dụng của tác nhân liên kết
silan trong bột talc biến tính. Độ bền uốn của mẫu vật liệu không đổi khi hàm lượng
bột talc tăng. Trong khi đó, độ bền va đập của màng phủ đạt giá trị cao nhất ở hàm
lượng bột talc là 20%.
Bảng 3.16: Tính chất cơ học của màng phủ epoxy
Mẫu
Độ bám dính
dính (N/mm2)
Độ bền va
đập (kg.cm)
Độ bền uốn
(mm)
Độ cứng
tƣơng đối
M0 2,6 200 1 0,26
M1 2,7 200 1 0,27
M2 3,0 >200 1 0,29
M3 3,2 190 1 0,32
3.3.2. Nghiên cứu ảnh hưởng của khoáng talc trong lớp phủ phồng nở chống cháy
3.3.2.1. Ảnh hưởng của hàm lượng khoáng talc đến độ phồng nở lớp phủ
Đề tài đã nghiên cứu khảo sát khả năng gia tăng độ phồng nở của khoáng talc
cho màng phủ chống cháy trên cơ sở nhựa epoxy. Các mẫu chế tạo có các hàm lượng
bột talc khác nhau, từ 5% đến 20%. Sơn phồng nở chống cháy Trung Quốc ký hiệu
NCB JF203 của Công ty Mao Yuan đã được sử dụng làm đối chứng thử nghiệm. Chế
tạo mẫu thử nghiệm được mô tả ở mục 2.2.5. (chế tạo lớp phủ phồng nở), chương 2
Bảng 3.17: Hàm lượng khoáng talc ở các mẫu lớp phủ phồng nở chống cháy
Ký hiệu mẫu D1 D2 D3 D4 D4-T2A D5
Hàm lƣợng
khoáng talc 0 5 10 15 15 20
Trong đó:
D1, D2, D3, D4, D5: Mẫu lớp phủ phồng nở chứa talc chưa biến tính bề mặt.

123
D4-T2A: Mẫu lớp phủ phồng nở chứa talc biến tính bề mặt bằng γ-aminopropyl -
trimetoxysilan
Tạo mẫu trên tấm thép tiêu chuẩn, đóng rắn hoàn toàn ở nhiệt độ phòng. Độ
phồng nở của lớp phủ được xác định sau khi nung mẫu ở 8000C theo quy trình được
mô tả ở mục 2.3.3.1. (Khảo sát độ phồng nở lớp phủ bằng phương pháp nung), chương
2. Kết quả được thể hiện trên hình 3.78.
Ký hiệu
mẫu Trƣớc khi nung Sau khi nung
D1
(0% talc)
Độ phồng nở: (x) 3,9
D2
(5% talc)
Độ phồng nở: (x) 4,6

124
D3
(10% talc)
Độ phồng nở: (x) 5,0
D4
(15% talc)
Độ phồng nở: (x) 5,8
D5
(20% talc)
Độ phồng nở: (x) 4,7
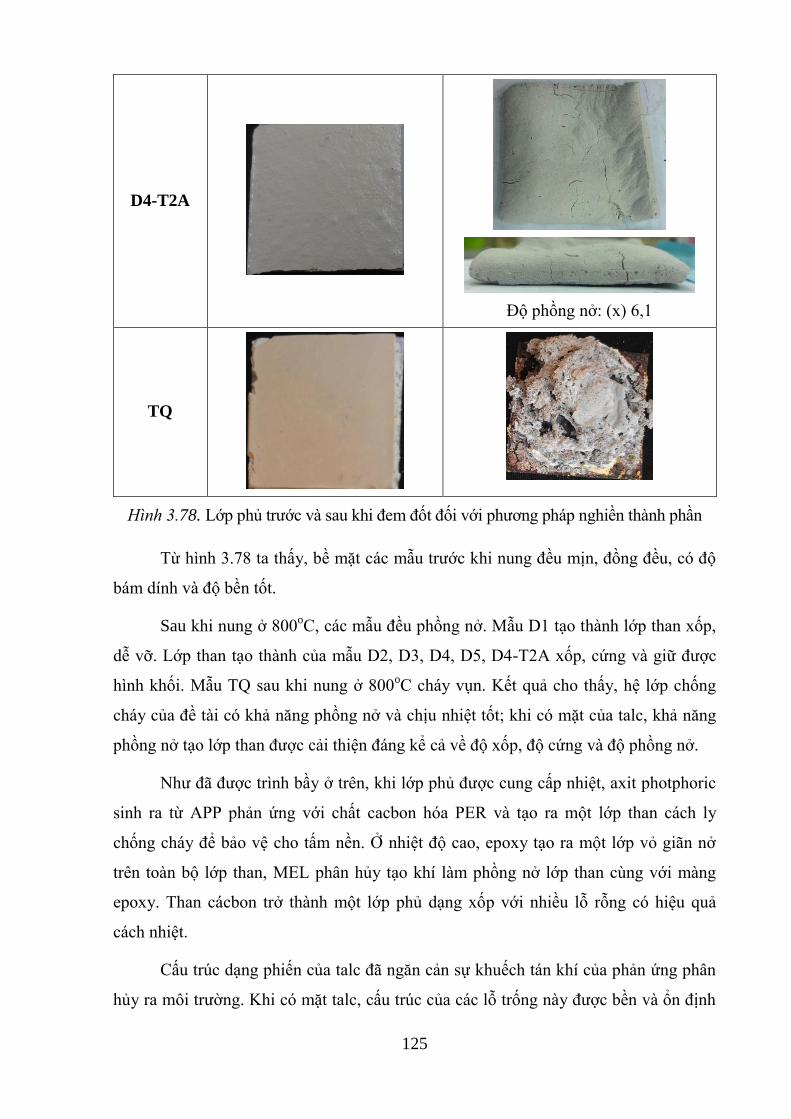
125
D4-T2A
Độ phồng nở: (x) 6,1
TQ
Hình 3.78. Lớp phủ trước và sau khi đem đốt đối với phương pháp nghiền thành phần
Từ hình 3.78 ta thấy, bề mặt các mẫu trước khi nung đều mịn, đồng đều, có độ
bám dính và độ bền tốt.
Sau khi nung ở 800oC, các mẫu đều phồng nở. Mẫu D1 tạo thành lớp than xốp,
dễ vỡ. Lớp than tạo thành của mẫu D2, D3, D4, D5, D4-T2A xốp, cứng và giữ được
hình khối. Mẫu TQ sau khi nung ở 800oC cháy vụn. Kết quả cho thấy, hệ lớp chống
cháy của đề tài có khả năng phồng nở và chịu nhiệt tốt; khi có mặt của talc, khả năng
phồng nở tạo lớp than được cải thiện đáng kể cả về độ xốp, độ cứng và độ phồng nở.
Như đã được trình bầy ở trên, khi lớp phủ được cung cấp nhiệt, axit photphoric
sinh ra từ APP phản ứng với chất cacbon hóa PER và tạo ra một lớp than cách ly
chống cháy để bảo vệ cho tấm nền. Ở nhiệt độ cao, epoxy tạo ra một lớp vỏ giãn nở
trên toàn bộ lớp than, MEL phân hủy tạo khí làm phồng nở lớp than cùng với màng
epoxy. Than cácbon trở thành một lớp phủ dạng xốp với nhiều lỗ rỗng có hiệu quả
cách nhiệt.
Cấu trúc dạng phiến của talc đã ngăn cản sự khuếch tán khí của phản ứng phân
hủy ra môi trường. Khi có mặt talc, cấu trúc của các lỗ trống này được bền và ổn định

126
hơn, độ phồng nở lớn hơn. Mặt khác, ở nhiệt độ từ 830ºC đến 1100ºC xảy ra phân hủy
cấu trúc tinh thể của khoáng talc [30]:
Mg3[(OH)2Si4O10] 3(MgO.SiO2) + SiO2 +H2O
Quá trình này giải phóng nước, dẫn đến hình thành enstatite (MgSiO3) rồi
chuyển thành protoentatit và silic đioxit vô định hình. Hơi nước tạo thành cũng góp
phần làm tăng độ phồng nở của lớp than và giảm nhiệt độ của đám cháy.
Khi hàm lượng talc tăng thì độ xốp, độ cứng và phồng nở tăng. Mẫu D2, D3,
D4 và D5 đều có độ phồng nở lớn, đạt giá trị 4,6; 5,0; 5.8; 4,7 và 6,1 lần tương ứng,
lớn hơn nhiều so với mẫu không có bột talc D1 (hình 3.79). Kết quả này cho thấy ở
hàm lượng talc 15%, độ phồng nở của màng phủ là cao nhất, cao hơn cả độ phồng nở
của mẫu có 20% bột talc. Có thể coi 15 % là hàm lượng tối ưu của talc trong màng phủ
phồng nở epoxy. Nếu talc được biến đổi bề mặt, mẫu có 15% bột talc còn có độ phồng
nở cao hơn (6,1 lần so với 5,8 lần). Talc biến đổi bề mặt đã tương tác tốt với lớp nền
epoxy, tránh được hiện tượng nứt vỡ sau quá trình nung; phân tán đều hơn nên có khả
năng ngăn cản thoát khí ra ngoài trong quá trình phồng nở.
Hình 3.79 thể hiện mức độ phồng nở của các mẫu với hàm lượng talc thay đổi.
Mẫu đối chứng TQ bị cháy vỡ vun, không xác định được độ phồng nở.
Hình 3.79. Mức độ phồng nở của các mẫu với hàm lượng talc thay đổi

127
3.3.2.2. Ảnh hưởng của khoáng talc đến cấu trúc hình thái lớp than phồng nở
Trên hình 3.78, trực quan cho thấy, các lớp than phồng nở có độ xốp và bền cơ
học khác nhau. Mẫu không có bột talc lớp than tạo thành không bền, dễ vỡ vụn. Mẫu
đối chứng bị cháy, vỡ vụn, không xác định được độ phồng nở. Lớp than tạo thành của
các mẫu có bột talc D2, D3, D4 và D5 xốp , cứng và giữ được hình khối.
Lớp phủ có chứa bột talc được biến tính bề mặt (mẫu D4-T2A) tạo ra lớp than
đồng đều và bề mặt không bị rỗ như các mẫu lớp phủ có chứa talc chưa biến tính bề
mặt (mẫu D2 đến D4).
Kết quả này được thể hiện rõ nét hơn dưới kính hiển vi điện tử quyét SEM
(hình 3.80; 3.81; 3.82).
Hình 3.80. Ảnh SEM của mẫu D1
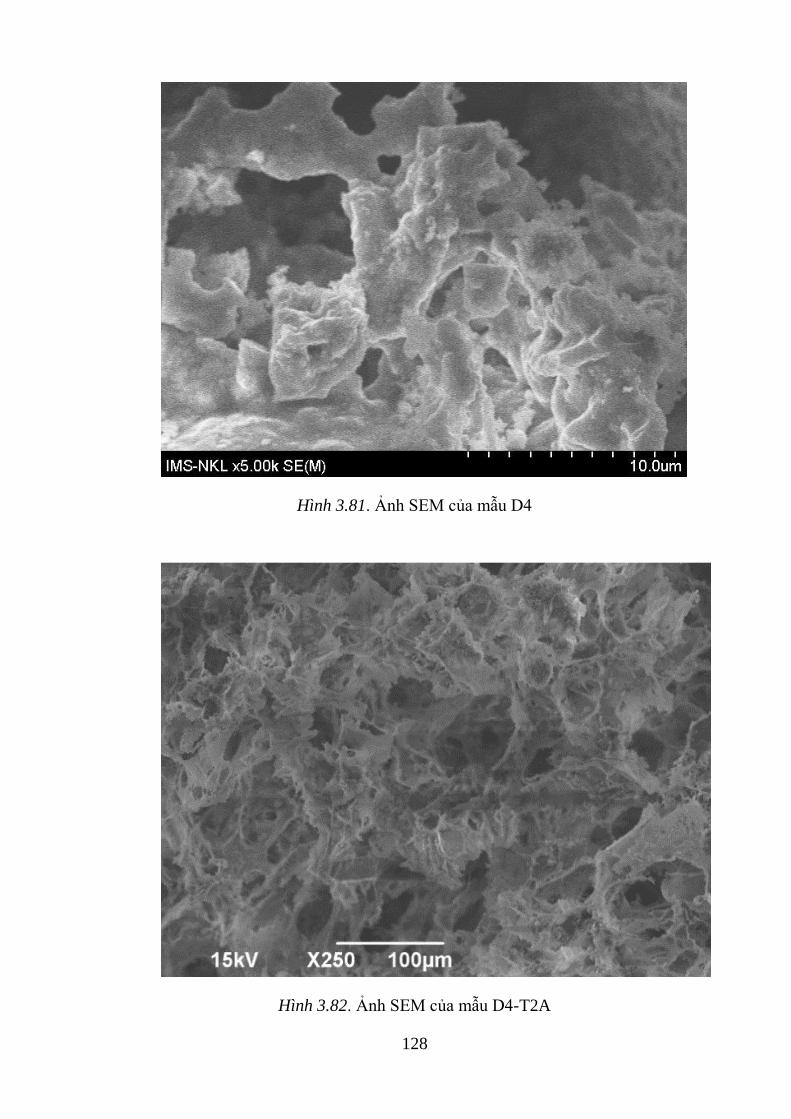
128
Hình 3.81. Ảnh SEM của mẫu D4
Hình 3.82. Ảnh SEM của mẫu D4-T2A

129
Quan sát cấu trúc hình thái của lớp than sau khi nung cho thấy rằng, lớp phủ
không chứa chất độn khoáng gần như không có sự xuất hiện của các lỗ trống của cấu
trúc xốp kín, trong khi các mẫu lớp phủ có chứa khoáng talc có cấu trúc xốp với rất
nhiều các lỗ trống được hình thành (hình 3.80 và 3.81).
Ảnh SEM cũng cho biết mẫu lớp phủ có chứa khoáng talc được biến tính bề
mặt tạo được cấu trúc xốp với các lỗ trống đồng đều hơn, điều này là do khả năng
phân tán đồng đều hơn của khoáng talc biến tính bề mặt trong chất kết dính (hình
3.82).
Các chất độn khoáng như talc có vai trò làm bền hóa lớp than, tạo ra các lớp vỏ
bảo vệ các lỗ trống giúp chúng được hình thành và bền vững. Việc sử dụng talc và
TiO2 góp phần hình thành lớp gốm, dẫn đến cấu trúc của lớp than tạo thành có cấu trúc
tế bào và bền hơn [107]. Điều này chứng tỏ, chất độn khoáng là thành phần quan trọng
trong việc hình thành lớp phủ phồng nở. Người ta tin rằng việc thêm các chất độn vô
cơ vào thành phần sơn chống cháy có thể cải thiện đáng kể khả năng chống cháy của
chúng. Cấu trúc lớp của chất độn đã góp phần hình thành lớp than có nhiều lỗ trống
với cấu trúc tế bào bền vững và ổn định [108].
3.3.2.3. Tính chất nhiệt của hệ sơn chống cháy có sử dụng bột khoáng talc
Quá trình phân hủy nhiệt của các vật liệu thô APP, PER và MEL sử dụng trong
nghiên cứu này được thể hiện trên hình 3.85. Kết quả cho thấy APP bắt đầu phân hủy
ở trên 250°C, giải phóng NH3 và H2O. PER bắt đầu nóng chảy và phân hủy trong
khoảng nhiệt độ từ 170 – 320°C. Do nhiệt độ phân hủy của APP và PER ở trong cùng
khoảng nhiệt độ nên chúng có thể phản ứng với nhau hình thành lớp than. MEL bắt
đầu phân hủy ở 250°C giải phóng khí NH3, vì vậy có thể thổi lớp than cacbon hình
thành bởi APP và PER để tạo ra lớp than phồng nở.

130
Hình 3.83. Giản đồ phân tích nhiệt của APP, PER, MEL
Khoáng talc có khối lượng còn lại sau khi nung ở 1000°C là trên 95% (hình 3.7,
trang 62). Điều này cho thấy rằng talc có điểm nóng chảy rất cao, phân hủy tạo thành
enstatite (MgSiO3) rồi chuyển thành protoentatit và silic đioxit vô định hình cùng hơi
nước như đã mô tả ở trên. Ở nhiệt độ cao, Mg và Si của talc kết hợp với các oxit khác
trong màng phủ tạo gốm, giúp cho lớp than bền hơn; Nghiên cứu thực hiện bởi
Levchik và các đồng nghiệp [109], bằng XRD nhận thấy rằng, talc và APP phản ứng ở
300 °C là amoni Si(NH4)2P4O13. Ở nhiệt độ cao hơn, nhóm nitơ mất hết và thu được
magiê cyclotetrapolyphosphat Mg2P4O12, và silic oxomonophosphat, Si5O (PO4)6.
Hình 3.84, 3.85 và 3.86 thể hiện các giản đồ phân tích nhiệt cho các lớp phủ
được nghiên cứu trong đề tài. Giản đồ TG của các mẫu D1, D4 và D4-T2A, có nhiệt
độ phân hủy mạnh nhất trong khoảng 328°C-340°C. Hiệu ứng của quá trình này là thu
nhiệt.
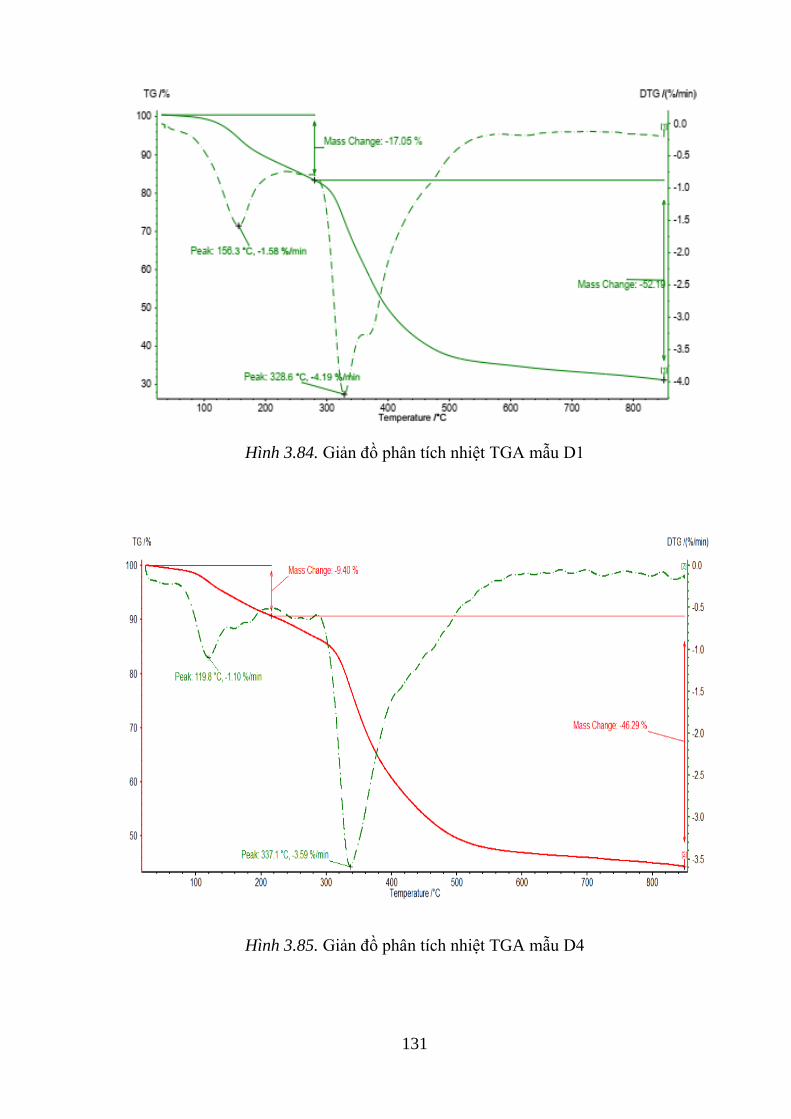
131
Hình 3.84. Giản đồ phân tích nhiệt TGA mẫu D1
Hình 3.85. Giản đồ phân tích nhiệt TGA mẫu D4

132
Hình 3.86. Giản đồ phân tích nhiệt TGA mẫu D4-T2A
Bảng 3.18: So sánh nhiệt độ phân hủy mạnh nhất và % khối lượng còn lại của
các mẫu D1, D4 và D4-T2A sau quá trình nâng nhiệt đến 850oC
Kí hiệu mẫu
Nhiệt độ phân hủy
mạnh nhất
( oC )
Khối lƣợng còn lại
(%)
D1 328,6 30,67
D4 337,1 44,31
D4-T2A 339,3 44,5
Nhiệt độ phân hủy mạnh nhất của mẫu có D4 có chứa 15% khoáng talc cao hơn
rất nhiều so với mẫu D1 không sử dụng khoáng talc, điều này chứng tỏ khoáng talc có
tác dụng làm tăng độ bền nhiệt của lớp phủ phồng nở.
Nhiệt độ phân hủy mạnh nhất của mẫu D4-T2A sử dụng khoáng talc biến tính
bề mặt cũng cao hơn mẫu có chứa khoáng talc không biến tính bề mặt D4. Điều này
thể hiện hiệu quả cũng như ảnh hưởng của quá trình biến tính bề mặt đến khả năng bền
nhiệt của vật liệu.
3.3.2.4. Khảo sát khả năng chống cháy của lớp phủ theo tiêu chuẩn UL 94:
Phương pháp kiểm tra UL 94 dùng để xác định tính dễ bốc cháy và chậm cháy

133
của vật liệu. Tính dễ cháy của vật liệu mà được tiêu chuẩn UL 94 chia thành các mức:
HB, V–0, V–1, V–2, 5VA, 5VB
Tiến hành khảo sát khả năng chống cháy theo tiêu chuẩn UL 94-HB đối với 5
mẫu D1, D2, D3, D4 và D5. Kết quả được thể hiện trên bảng 3.19
Bảng 3.19: Kết quả đo khả năng chống cháy theo tiêu chuẩn UL 94 của 5 mẫu D1, D2,
D3, D4 và D5
Kí hiệu
mẫu
Thời gian cháy
(s) Hiện tượng
Vận tốc cháy
(mm/phút) Kết quả
D1 250s Cháy đến kẹp, không có
giọt chảy xuống 18 Đạt
D2 330s Cháy đến kẹp, không có
giọt chảy xuống 13,6 Đạt
D3 330s Cháy đến kẹp, không có
giọt chảy xuống 13,6 Đạt
D4
120s (thời gian
cháy sau khi
bỏ ngọn lửa
mồi đến tắt)
Tự tắt cháy trước vạch 2,5
cm là 0,5 cm. Không có
giọt chảy xuống.
Đạt
D5
186s (thời gian
cháy sau khi
bỏ ngọn lửa
mồi đến tắt)
Tự tắt cháy sau vạch 2,5
cm là 0,5 cm. Không có
giọt chảy xuống.
Đạt
Từ bảng 3.19, ta thấy 5 mẫu D1, D2, D3, D4 và D5 đều đạt chống cháy theo
tiểu chuẩn UL 94 ở mức độ HB. Trong đó, mẫu D4 và D5 có khả năng tự tắt cháy,
mẫu D4 tự tắt cháy trước vạch 2,5cm là 0,5cm. Mẫu D5 tự tắt cháy sau vạch 2,5cm là
0,5cm. Mẫu D1, D2, và D3 cháy đến kẹp, xong tốc độ cháy vẫn nhỏ hơn tốc độ cháy
tiêu chuẩn (6mm/phút) nhiều lần, tốc độ cháy giảm khi hàm lượng talc tăng. Điều đó
chứng tỏ, khi tăng hàm lượng talc, khả năng chống cháy của lớp phủ phồng nở tăng, và
đạt tốt nhất với mẫu D4.
Khả năng chống cháy theo tiêu chuẩn UL 94-V đối với các mẫu D4, D4-T2A,
được khảo sát. Kết quả được thể hiện trên bảng 3.20.

134
Bảng 3.20: Kết quả đo khả năng chống cháy theo tiêu chuẩn UL 94 của mẫu
TT Tên mẫu t1
(s)
t1+t2
(s)
Giọt rơi
xuống
Cháy đến
k p Phân loại
1 D4 14,3 145,3 không có HB
2 D4 - T2A 9,4 15,1 không không V-0
Kết quả kiểm tra vật liệu theo tiêu chuẩn UL 94 cho thấy rằng hợp phần lớp phủ
D4-T2A có chứa bột talc biến tính bề mặt có khả năng bắt cháy được cải thiện đáng kể
so với hợp phần chứa bột talc không được biến tính bề mặt. Điều này chứng tỏ khả
năng phân tán đồng đều cũng như kết dính tốt của bột khoáng talc với chất kết dính
epoxy ảnh hưởng hiệu quả đến khả năng bắt cháy của vật liệu..
- Khảo sát khả năng chậm cháy theo phương pháp LOI
Mục đích của phương pháp là để kiểm tra tính dễ cháy của mẫu với ngọn lửa
mồi nhỏ thông qua việc tìm ra nồng độ oxy tối thiểu để duy trì sự cháy. Tiến hành
khảo sát khả năng chống cháy theo phương pháp LOI đối với các mẫu D4, D4-T2A.
Kết quả được thể hiện trên bảng 3.21.
Bảng 3.21: Kết quả đo khả năng chống cháy theo LOI
TT Tên mẫu LOI (%) Phân loại
1 D4 28,1 Tự dập lửa
2 D4 - T2A 28,9 Tự dập lửa
Kết quả đo LOI cho thấy tất cả các mẫu đều đạt được giá trị cao với 2 mẫu D4
và D4-T2A đạt phân loại vật liệu có khả năng tự dập lửa, điều này được cho là do
khoáng talc có khả năng bền nhiệt tốt.
Bảng 3.22: Mẫu vật liệu sau thử nghiệm đo LOI
Mẫu Vật liệu sau thử nghiệm
D4
D4-T2A

135
Nhận xét:
Nghiên cứu khả năng gia cường của khoáng talc cho sơn bảo vệ trên cơ sở nhựa
epoxy thấy rằng, talc không ảnh hưởng đến quá trình đóng rắn màng epoxy. Hàm
lượng bột talc 20 % cho màng phủ có khả năng bảo vệ chống ăn mòn cao nhất. Các kết
quả nghiên cứu mở ra triển vọng ứng dụng bột talc trong lớp phủ bảo vệ chống ăn mòn
kim loại, bền hóa chất.
Bột talc giúp cho vật liệu phồng nở chống cháy có độ phồng nở cao hơn, độ bền
nhiệt tốt hơn. Ở 15 pkl bột talc cho vật liệu có độ phồng nở và độ bền nhiệt tối ưu. Bột
talc biến tính bề mặt bằng aminsilan cho vật liệu có độ phồng nở, độ bền nhiệt cao
nhất.

136
KẾT LUẬN
Từ các kết quả nghiên cứu rút ra các kết luận như sau:
1. Talc có cấu trúc dạng phiến, tỷ lệ hình học cao, không bị phân hủy ở nhiệt độ
dưới 8000C. Khoáng talc có thể sử dụng để làm bột độn cho các vật liệu polyme
làm việc ở nhiệt độ cao, nhất là cho các loại sơn chịu nhiệt. Biến tính bề mặt
talc bằng γ-MPTMS cho thấy rằng, điều kiện phản ứng tối ưu xảy ra trong dung
dịch 2% γ-MPTMS/etanol nước được điều chỉnh pH=5, ở nhiệt độ 40°C, thời
gian kéo dài 4 giờ. Polyme hóa được thực hiện khi sấy ở nhiệt độ 60°C trong 8
giờ. Hàm lượng γ-MPTMS được hấp phụ trên bề mặt talc đạt giá trị 1,132 %.
2. Talc không biến tính bề mặt cũng có thể sử dụng làm chất độn cho CSTN, gia
tăng đáng kể tính chất cơ, nhất là độ bền kéo đứt. Hàm lượng talc tối ưu để làm
chất độn cho CSTN là 30 %. Tuy nhiên, khoáng talc biến tính bề mặt bằng
aminsilan có tác dụng xúc tiến quá trình lưu hóa, làm cho quá trình lưu hóa triệt
để hơn, tăng độ bền kéo đứt của vật liệu CSTN. Khi thay 5 pkl than đen bằng 5
pkl bột talc, mẫu vật liệu cao su blend P70K có độ bền kéo cao nhất (25,2
MPa), độ mài mòn thấp nhất (0,041 cm3/1,61 km), vật liệu phù hợp để chế tạo
bạc trượt cho trục động cơ máy bơm nước thủy lợi công suất lớn.
3. Hàm lượng bột talc 20 % cho màng phủ epoxy có khả năng bảo vệ chống ăn
mòn cao nhất. Sự có mặt của bột talc không ảnh hưởng đến quá trình đóng rắn
màng epoxy. Bột talc biến tính bề mặt bằng -APTMS tham gia phản ứng với
epoxy, gia tăng các tính chất của lớp phủ, đặc biệt là khả năng bảo vệ thông qua
giá trị điện trở màng. Bột talc có tác dụng tăng độ bám dính của màng epoxy, ít
ảnh hưởng đến độ bền va đập của màng phủ. Khoáng talc có khả năng gia tăng
độ phồng nở của lớp phủ phồng nở chống cháy, độ bền vững của lớp than hóa.
Lớp than hóa còn có khả năng cản nhiệt, cách nhiệt tốt hơn.

137
NHỮNG ĐÓNG GÓP MỚI CỦA LUẬN ÁN
- Lần đầu tiên ở Việt Nam, khoáng talc của vùng Thanh Sơn, Phú Thọ đã được
nghiên cứu có hệ thống về biến tính bề mặt và khả năng sử dụng làm chât độn
gia cường cho vât liệu CSTN và lớp phủ bảo vệ chống ăn mòn và lớp phủ
phồng nở chống cháy. Các kết quả của luận án có tác dụng định hướng khả
năng ứng dụng khoáng talc trong công nghệ vật liệu polyme nói chung, khuyến
khích các nhà khai khoáng chế biến sâu khoáng talc, tạo sản phẩm thương mại
có giá trị cao.
- Khoáng talc đã được nghiên cứu để gia tăng tính chất cho lớp phủ phồng nở
chống cháy. Kết quả là talc đã làm tăng độ phông nở và độ bền chắc của lớp
than sau khi cháy.
138
DANH MỤC CÁC CÔNG TRÌNH KHOA HỌC LIÊN QUAN
ĐẾN LUẬN ÁN ĐƢỢC CÔNG BỐ
1. Ngô Kế Thế, Nguyễn Việt Dũng, Nguyễn Văn Thủy, Nguyễn Thị Ngọc Tú, Vũ Ngọc
Hùng và Ngô Đức Tùng (2012), Nghiên cứu biến đổi bề mặt khoáng talc bằng các hợp
chất silan, Tạp chí Khoa học và Công Nghệ, T.50(1A), tr. 241-247.
2. Nguyễn Văn Thủy, Ngô Kế Thế, Nguyễn Việt Dũng, Nguyễn Thị Ngọc Tú, Trần Thu
Trang, Phạm Thị Hà Thanh (2014), Nghiên cứu ảnh hưởng của bột khoáng talc đến
tính chất cơ học của vật liệu cao su thiên nhiên, Tạp chí Khoa học và Công nghệ,
T.52(3C), tr.710-717.
3. Nguyễn Việt Dũng, Nguyễn Thị Ngọc Tú, Trần Thu Trang, Nguyễn Văn Thủy, Ngô
Kế Thế (2015), Khả năng chậm cháy của lớp phủ phồng nở trên cơ sở nhựa epoxy có
chứa chất độn khoáng, Tạp chí Hóa học, T.53 (5e3), tr.127-132.
4. Ngô Kế Thế, Nguyễn Văn Hạnh, Nguyễn Việt Dũng, Nguyễn Văn Thủy, Nguyễn Thị
Ngọc Tú, Trần Thu Trang, Phạm Thị Lánh (2016), Khoáng talc Phú Thọ và khả năng
gia cường cho vật liệu polyme, Tạp chí Hóa học, T.54 (6e1), tr.47-54.
5. Nguyễn Văn Thủy, Ngô Kế Thế, Tô Thị Xuân Hằng, Nguyễn Việt Dũng, Nguyễn Thị
Ngọc Tú, Trần Thu Trang, Lương Như Hải (2018), Nghiên cứu ảnh hưởng của khoáng
talc Thu Ngạc, Phú Thọ tới khả năng bảo vệ của màng phủ epoxy, Tạp chí Hóa học,
T.56(3), tr.318-323.
6. Nguyễn Thị Ngọc Tú, Ngô Kế Thế, Trần Thu Trang, Nguyễn Việt Dũng, Nguyễn
Văn Thủy, Phạm Thị Hà Thanh (2014), Nghiên cứu ảnh hưởng của khoáng talc đến
độ phồng nở trong hệ lớp phủ chống cháy epoxy, Kỷ yếu Hội nghị khoa học thanh
niên, Viện Hàn lâm khoa học và công nghệ Việt Nam năm 2014, Nhà xuất bản Khoa
học TN&CN, tr.1-7.
7. Nguyễn Văn Thủy, Ngô Kế Thế, (2016) Nghiên cứu ảnh hưởng của hàm lượng than
đen đến tính chất vật liệu cao su blend butadien nitril/polyvinylclorua, Kỷ yếu Hội
nghị khoa học thanh niên, Viện Hàn lâm khoa học và công nghệ Việt Nam năm 2016,
Nhà xuất bản Khoa học TN&CN, tr.118-125.
8. Nguyen Van Thuy, Ngo Ke The, Nguyen Viet Dung, Nguyen Thi Ngoc Tu, Tran Thu
Trang (2018), Study on the effects of carbon black, talc on properties of blend
butadiene nitrile rubber/polyvinyl chloride, Proceedings the 3rd
International
Workshop on Corrosion and Protection of Materials, Hanoi, September 18-21st.
139
TÀI LIỆU THAM KHẢO
1. Ammar O, Bouaziz Y, Haddar N, and Mnif N, Talc as Reinforcing Filler in
Polypropylene Compounds: Effect on Morphology and Mechanical Properties,
Polymer Sciences, 2017, vol. 3, p.1-8.
2. Youngjae Ryu, Joo Seong Sohn, Byung Chul Kweon, and Sung Woon Cha,
Shrinkage Optimization in Talc- and Glass-Fiber-Reinforced Polypropylene
Composites, Materials, 2019, vol.12, p.764.
3. Uğur Soy, Fehim Findik, Salih Hakan Yetgin, Tolga Gokkurt, and Ferhat
Yıldırım., Fabrication and Mechanical Properties of Glass Fiber/Talc/CaCO3 Filled
Recycled PP Composites, American Journal of Applied Sciences, 2017, vol. 14 (9),
p.878-885.
4. M. Delogua, L. Zanchia, S. Maltesebc, A. Bonolib, M. Pierini, Environmental and
economic life cycle assessment of a lightweight solution for an automotive
component: A comparison between talc-filled and hollow glass microspheres-
reinforced polymer composites, Journal of Cleaner Production, 2016, Vol.139,
p.548-560.
5. Ngô Kế Thế, Nghiên cứu ảnh hưởng của bột khoáng sericit đến tính chất và quá
trình chế tạo vật liệu cao su thiên nhiên, Tạp chí Hóa học, 2009, T.47 (6), Tr.623-
628.
6. Ngô Kế Thế, Nguyễn Việt Dũng, Nguyễn Văn Thủy, Đỗ Quang Kháng, Lương
Như Hải, Nguyễn Quang Khải, Nghiên cứu khả năng gia cường của tro bay biến
đổi bề mặt cho vật liệu cao su thiên nhiên, Tạp chí Hóa học, 2010, T.48 (4A),
Tr.312-318.
7. Lương Như Hải, Nguyễn Việt Dũng, Nguyễn Văn Thủy, Ngô Kế Thế, Đỗ
Quang Kháng, Nghiên cứu ảnh hưởng của tro bay xử lý bề mặt tới quá
trình lưu hóa blend CSTN/NBR, Tạp chí Hóa học, 2012, 50 (4B), 99-
108.
8. Nasir Khan, To study the process of production and manufacturing of mineral talc,
International Journal of Research in Advanced Engineering and Technology, 2017,
vol.3, p.32-34.
9. Perkins, D., Mineralogy, Prentice Hall. 315, 2nd
ed 2002, New Jersey.

140
10. Mondo Minerals B.V. ; Increased barrier properties of PE or PP sheets by using
platy talc; Technical Bulletin 1302
11. Trịnh Hân, Ngụy Tuyết Nhung, Cơ sở hóa học tinh thể, NXB Đại học Quốc Gia Hà
Nội, 2007, Hà Nội.
12. Mondo Minerals. http://www.mondominerals.com
13. Ciullo, P.A. , Industrial minerals and their uses: a handbook and formulary. Noyes
Publications, 1996, p.640.
14. Mineral Data Publishing, Tan - Mineral Data Publishing, 2001, version 1.2.
15. Gaines, R.V., et al., Dana’s New Mineralogy. 8th
ed; The System of Mineralogy of
James Dwight Dana and Edward Salisbury Dana, New York, : John Wiley&Sons,
1997, p.1437-1442,.
16. Anthony, John W.; Bideaux, Richard A.; Bladh, Kenneth W.; Nichols, Monte C.,
eds. Handbook of Mineralogy. II (Silica, Silicates). Chantilly, VA, US:
Mineralogical Society of America, 1995, ISBN 0962209716.
17. Tomaino G.P., Tan and Pyrophyllite, Mining Enginerring, 2005, 57(6), p.57.
18. Martin, S., et al., The structural formula of talc from the Trimouns deposit,
Pyrénesees, France, The Canadian Mineralogist, 1999, 37(4), p.997-1006.
19. Petit, S., et al., Crystal-chemistry of talc: A near infrared (NIR) spectroscopy
study, American Mineralogist, 2004, 89, p.319-326,
20. Newman, A.C.D. and G. Brown, The chemical constitution of clays, in chemistry
of Clays and clay Minerals, A.C.D. Newman, Longman Scientific&Technical:
London, 1987, p.1-128.
21. Deer, W.A., Howie, R.A., Zussman, J., An introduction to the Rock-Forming
Minerals; The Mineralogical Society London, Third Edition 2013, p.204.
22. Vanderbilt Minerals, LLC; Introduction to Mineral Fillers for Paints & Coatings.
23. Geology.com/minerals/talc. [homepage on the Internet]. Geoscience News and
Information Online Resources, Inc.; c 2005-2013. Available from:
http://www.geology.com/minerals/talc.shtml
24. Mondominerals.com/en/talc-production [Mineralogy and Geology]. Mondo
Minnerals Online Resources. Available from :
http://www.mondominerals.com/en/talcproduction/mineralogy-geology/.
141
25. Wikipedia.org/wiki/Talc. [homepage on the Internet]. [updated 2019 September
12]. Available from : http://www.en.wikipedia.org/wiki/Talc
26. Talc & pyrophyllite- 2000 by Robert Vitra
27. GS Kirschbaum, Recent developments in ATH and magnesium hydroxide A
challenge to traditional materials, Proceedings of the fall conference of the Fire
Retardant Chemical Association, Rancho Mirage CA, October 29-
November 01, 1995, Lanchester, PA: Technomic Publishing, p.145-155.
28. Clark, R.J. and W.P. Steen, Talc in polypropylene, In Handbook of polypropylene
and polypropylene composites, H.G. Karian, Editor.2003, Marcel Dekker: New
York, p.2-309.
29. Đỗ Quang Minh, Kỹ thuật xản suất vật liệu gốm, NXB ĐHQG TPHCM, 2006,
TPHCM, Tr.255-256.
30. Phan Văn Tường, Các phương pháp tổng hợp vật liệu gốm, NXB ĐHQGHN, 2007,
Hà Nội
31. W Zhu, ED Weil , A paradoxical flame-retardant effect of nitrates in ATH-filled
ethylene-vinyl acetate copolymer, J.Appl Polym.Sci., 1995, vol.56, p. 925-933.
32. http://en.wikipedia.org/wiki
33. Mustansar Mehmood, Sajid Hussain, A Report on TALC (Soap Stone), Trade
Development Authority of Pakistan
34. Agnello V.N., Bentonite, pyrophyllite and talc in the Republic of South Africa
2004, Report R46, 2005. http://www.dme.gov.za/publications.
35. Bandford A. W., Aktas Z., and Woodburn E. T., Interpretation of the effect of
froth structure on the performance of froth flotation using image analysis, Powder
Technology, 1998, vol. 98, p. 61-73.
36. Piniazkiewicz, R.J., et al, Talc, in Industrial Minerals and Rocks, Society for
Mining, Metallurgy and Exploration: Colorado, 1994, p.1049-1069.
37. McCarthy E.F., Talc, Kirk-Othmer Encyclopedia of Chemical Technology, 2000.
38. Mehmood M, Minerals & Metals Division, Trade Development Authority of
Pakistan: A Report on TALC (Soap Stone), p.1-33.
39. Jadhav NR, Paradkar AR, Salunkhe NH, Karade RS, Mane GG, Talc: A versatile
pharmaceutical excipient, World journal of pharmacy and pharmaceutical
sciences, 2013, vol 2, p.4639-4660

142
40. Phan Thị Hạnh, Tổng hợp vật liệu gốm diopzit CaO.MgO.2SiO2 và nghiên cứu
ảnh hưởng của talc đến cấu trúc, tính chất của vật liệu, Luận văn cao học, Trường
Đại học KHTN-Đại học Quốc Gia Hà Nội, 2010, Hà Nội.
41. Bùi Hữu Lạc, Nguyễn Văn Thắng, Hoàng Nga Đính, Tìm kiếm Talc 1:50.000
vùng Ngọc Lập - Tà Phù, Thanh Sơn, Phú Thọ, Báo cáo St.9, 1989, Cục Địa chất
và Khoáng sản Việt Nam.
42. ISO 3262, Extenders for paints – Specifications and methods of test.
43. Mohammadreza Nofar, Elif Ozgen, Burcu Girginer, Injection-molded PP
composites reinforced with talc and nanoclay for automotive applications, Journal
of Thermoplastic Composite Materials, 2019, doi.org/10.1177/0892705719830461.
44. Luciana Castillo, Silvia Barbosa, and Numa Capiati, Improved performance of
polypropylene/talc composites, Society of Plastics Engineers, Plastics Research online;
45. Chuah Ai Wah, Leong Yub Choong, Gan Seng Neon, Effects of titanate coupling agent
on rheological behavior, dispersion characteristics and mechanical properties of talc
filled polypropylene, Eur. Polym. J.l, 2000, vol 36, p.789-801.
46. Dow Corning, A Guide to Silane Solutions from Dow Corning.
47. Gelest, Silane Coupling Agents: Connecting Across Boundaries.
48. Gerald L. Witucki, Dow Corning Corporation; A Silane Primer: Chemistry and
Applications of AIkoxy Silanes
49. Hydrophobicity, Hydrophilicity and Silane Surface Modification, Gelest, Inc.
50. Power Chemical Corporation Limited, Silane Coupling Agents Guide., 2009,
SiSiB® SILANES. http: //www.PCC.asia www.SiSiB.com.
51. A. Krysztafldewicz, L. DomkaI, and W. Wieczorek; The modified talcs as
semi-active fillers of rubbers, Colloid & Polymer Sci 263, 1985, pp. 804-811.
52. Keyan Liu, Wolfgang Stadlbauer, Gernot Zitzenbacher, Christian Paulik and
Christoph Burgstaller, Effects of surface modification of talc on mechanical
properties of polypropylene/talc composites, AIP Conference Proceedings 1713,
2016, 120008.
53. Katz, H. and J.V. Milewski, handbook of Fillers for Plastics, New York: Van
Nostrand Reinhold, 1987, p.216-231.
54. Virta, R.L., Talc and Pyrophyllite, U.S. Geological Survey, 2002.

143
55. Chao He, Lin Zhang, Duoli Chen, Xiaoqiang Fan, Zhenbing Caib, and Minhao
Zhu, RSC Advanced, 2018, vol. 8, p. 17300-17311
56. Emi Govorčin Bajsić, Veljko Filipan, Vesna Ocelić Bulatović & Vilko Mandić,
The influence of filler treatment on the mechanical properties and phase behavior
of thermoplastic polyurethane/polypropylene blends, Polymer Bulletin, 2017, vol.
74, p. 2939–2955.
57. Geological Survey U. S., Mineral Commodity Summaries, January 2019.
58. United States Geological Survey 2012, Mineral Commodity Summaries, January
2012.
59. United States Geological Survey 2016, Minerals Yearbook, June 2019.
60. Okunlola, A.O. Akinola, O. O, Olorunfemi, A.O, petrochemical characteristics and
industrial features of talcose rock in ijero-ekiti area, Southwestern Nigeria, Ife
Journal of Sciencevol. 2011, 13, no. 2, p.317-326.
61. Rudenko, Pavlo; Bandyopadhyay, Amit, Talc as friction reducing additive to
lubricating oil, Applied Surface Science, 2013, vol. 276, p. 383–389.
62. Ngô Phú Trù, Kỹ thuật chế biến và gia công cao su, NXB Đại Học Bách Khoa Hà
Nội, 2003, Hà Nội
63. International carbon black association, Carbon Black User’s Guide, Safety, Health,
Environmental Information, 2016.
64. Wanvimon Arayapranee, Rubber Abrasion Resistance, Rangsit University
Thailand
65. A. Mostafa, A. Abouel-Kasem, M.R. Bayoumi, M.G. EI-Sebaie, Insight into the
effect of CB, compression, hardness and abrasion properties of SBR and NBR
filled compounds, Materials and Design, 2009, 30, p.1785-1791.
66. M.A. Hassan, A. Abouel-Kasem, Mahmoud A, EI-Sharief, F.Yusof, Evaluation of
the material constants of nitrile butadiene rubbers (NBRs) with different carbon
black loading (CB): FE-simulation and experimental, Polymer, 2012, 53, p.3807-
3814.
67. Zhen-Xiu Zhang, Xiao-pei Zhao, Bin Sun, Zhen-guo Ma, Zhen Xiang Xin, K
Prakashan, Synergistic effects of kaolin and talc in a bromobutyl rubber compound
for syringe plunger application, Journal of Elastomers & Plastics, 2015,
doi.org/10.1177/0095244315620915.

144
68. Dong Won Lee, Bok Ryul Yoo, Advanced silica/polymer composites: Materials
and applications, Journal of Industrial and Engineering Chemistry, 2016, vol. 38,
p. 1-12.
69. H. Ismail, S. Ishak and Z. A.A. Hamid, Comparison Effect of Mica and Talc as
Filler in EPDM Composites on Curing, Tensile and Thermal Properties, Progress
in Rubber, Plastics and Recycling Technology, 2013, vol. 29, No. 2, p.109-122.
70. Nicole Hershberger, Bonnie L. Stuck, Oscar Noel and Dr. Gilles Meli, Effect of
talc on the dispersion of carbon black, Presented at the Fall 180 th
Technical
Meeting of the Rubber Division of the American Chemical Society.
71. G. Meli, F. Jouffret, Toulouse (France) and S. Kochesfahani, Denver (USA),
Synergism of Mistron Talc with Carbon Black, Raw Materials and Applications,
2009.
72. Harutun G. Karian, Handbook of polypropylene and polypropylene composite,
Marcel Dekker, INC; Second Edition, Revised and Expanded, 2003.
73. S. Dı´ez-Gutie´rrez, M.A. Rodrı ´guez-Pe´rez, J.A. De Saja, J.I. Velasco, Dynamic
mechanical analysis of injection-moulded discs of polypropylene and untreated and
silane-treated talc-filled polypropylene composites, Polymer, 1999, 40, p.5345–
5353
74. Ciullo, P.A. , Industrial minerals and their uses: a handbook and formulary. Noyes
Publications, 1996, p. 353-383.
75. Luzenac America, A guide to Talc in plastics,
76. Mondo Minerals B.V., Talc in Plastics, Technical Bulletin 1301,
77. Nguyễn Văn Tuế, Giáo trình ăn mòn kim loại, NXB Đại học Tổng hợp Hà Nội,
1993, Hà Nội.
78. Ciullo, P.A. , Industrial minerals and their uses: a handbook and formulary. Noyes
Publications, 1996, p. 99-149.
79. V.V. Nazarenko, GEOKOM, Talc MITAL-functionalsolutions forvarnish-and-
paint materials,
80. Lehner, F. K., Pilaar, W.F., The emplacement of clay smears in synsedimentary
normal faults: inferences from field observations near Frechen, Germany,
Norwegian Petroleum Society Special Publication, 1997, 7, p.39- 50.
81. Xigorin V.G., Lakokrasochnie materialy, 1971, No. 1, p.45-46.

145
82. Yuanwei Liu, Yu Chen, Anticorrosion Performance of Epoxy-Resin Coating
Incorporating Talcum Powder Loaded with Sodium Tungstate, Int. J. Electrochem.
Sci., 2018, 13, p.530–541.
83. M. Jimenez, S. Duquensne, S. Bourbigot, Intumescent fire protective coating:
Toward a better understanding of their mechanism of action, Thermochimica Acta,
2006, 449, p.16-26
84. M. Jimenez, S. Duquesne, S. Bourbigot, Modelling of heat transfers on a steel
plate, “First approach in presence of intumescent coating” Proceedings of the
COMSOL Multiphysics User's Conference, Paris, 2005.
85. F. Laoutid, L. Bonnaud, M. Alexandre, J. M. Lopez-Cuesta, P. Dubois, New
prospects in flame retardant polymer materials: from fundamentals to
nanocomposites, Materials Science and Engineerring R, 2009, 63, p.100-25.
86. Bourbigot, S., et al, PA-6 clay nanocomposite hybrid as char forming agent
intumescent formulations, Fire and Materials, 2000, 24(4), p.201-208.
87. Serge Bourbigot and Sophie Duquesne, Fire retardant polymers: recent
developments and opportunities, J. Mater. Chem., 2007, 17, p.2283–2300.
88. J.Wang, Y.Chen, Flame-retardant Mechanism Resulting from an
Intumescent System, Journal of Fire Sciences, 2005, vol.23, p.55-74.
89. Duquesne S, Delobel R, Le Bras M, Camino G., A comparative study of the
mechanism of action of ammonium polyphosphate and expandable graphite in
polyurethane, Polymer Degradation Stability, 2002, vol.77. p. 333–344.
90. Duquesne S, Lefebvre J, Bourbigot S, Le Bras M, Delobel R, Recourt P,
Nanoparticles as potential synergists in intumescent systems, In Proceedings. of
228th ACS National Meeting, (22–26August 2004), Philadelphia, PA, U S A.
91. Jimenez M, Duquesne S, Bourbigot S., Multi scale experimental
approach for developing high-performance intumescent coatings, Ind.
Eng. Chem. Res, 2006, vol.45, p. 4500–4508.
92. Almeras X, Le Bras M, Poutch F, Bourbigot S, Marosi G, Anna P.,
Effect of fillers on fire retardancy of intumescent polypropylene
blends, Macromolecular Symposium, 2003, vol. 198, pp. 35–447. (7th European
Symposium on Polymer Blends)

146
93. Marcelo M. Hirschler, Sara M. Debanne, James B. Larsen and Gordon L. Nelson,
Carbon Monoxide and human Lethality: Fire and Non-Fire Studies, Taylor &
Francis e-Library, 2006, England.
94. Levchik GF, Levchik SV, Lesnikovich AI, Mechanisms of action in flame
retardant reinforced nylon 6 , Polymer Degradation
Stability, 1996, vol. 54, p.361-363.
95. Hannatul hazwani binti dzulkafli, Enhancement the performance of the intumescent
coating by incorporating talc as flame retardant filler, master of science mechanical
engineering department university teknologi petronas Bandar seri iskandar, perak,
2011, Malaysia.
96. Trần Văn Trị (chủ biên), Tài nguyên khoáng sản Việt Nam, Cục Địa chất và
Khoáng sản Việt Nam, 2000, Tr.214.
97. Trần Văn Trị & Vũ Khúc (chủ biên), Địa chất và Tài nguyên Việt Nam, XB Khoa
học Tự nhiên và Công nghệ, 2009, Tr.589.
98. Quyết định của Bộ trưởng Công thương số 41/2008/QĐ-BCT, ngày17/11/2008
99. Ngô Kế Thế, Báo cáo tổng kết đề tài "Nghiên cứu công nghệ chế biến khoáng chất
tan vùng Phú Thọ làm nguyên liệu cho ngành sản xuất ceramic, sơn, dược phẩm và
hóa mỹ phẩm", mã số ĐT.08.10/ĐMCNKK, Bộ Công thương, 2012.
100. Nguyễn Văn Trọng, Nguyễn Văn Hạnh, Ngô Kế Thế, Nguyễn Thu Thủy,
Dương Mạnh Hùng, Thái Thị Thu Thủy, Nghiên cứu chế tạo bột talc sử dụng làm
phụ gia cho vật liệu polyme bằng công nghệ tuyển nổi, Tạp chí Khoa học và công
nghệ, 2014, 52 (3C), Tr.666-673.
101. Nguyễn Việt Dũng, Ngô Kế Thế, Nguyễn Văn Thủy, Nguyễn Thị Ngọc Tú,
Trần Thu Trang, Phạm Thị Lánh, Ảnh hưởng hàm lượng khoáng talc và khả năng
tương tác pha đến tính chất cơ lý và độ dẫn nhiệt của vật liệu compozit trên cơ sở
polypropylene, Tạp chí Khoa học ĐHQGHN, 2016,.32 (4), Tr.77-82.
102. Phạm Thị Lánh, Nguyễn Việt Dũng, Nguyễn Văn Thủy, Nguyễn Thị Ngọc Tú,
Trần Thu Trang, Ngô Kế Thế, Nghiên cứu sử dụng bột talc để nâng cao khả năng
dẫn nhiệt và một số tính chất cơ học của vật liệu compozit trên cơ sở nhựa epoxy,
Tạp chí Hóa Học, 2017, 55 (4E23), Tr.99-104.
103. Nguyễn Việt Dũng, Nghiên cứu ảnh hưởng của sự biến đổi bề mặt một số
khoáng chất đến tương tác pha và tính chất cơ lý của vật liệu tổ hợp trên cơ sở
nhựa nền polypropylene, Luận án tiến sỹ, Học viện khoa học và công nghệ, 2020.
147
104. David Mills, Pneumatic Conveying Design Guide, Butterworth-Heinemann,
2015.
105. Filler Treatment with Famasil Silanes and Titanates, Famasil Technology
version 04/07
(https://pdf4pro.com/view/filler-treatment-with-famasil-silanes-and-titanates-
2182e5.html)
106. Organosilane Technology in Coating Applications: Review and
Perspectives
(http://www.dowcorning.com/content/publishedlit/26-1402-01.pdf)
107. Almerasa X., Le Brasa M., Hornsbyb P., et al., Effect of fillers on the fire
retardancy of intumescent polypropylene compounds, Polym. Degradation
Stability, 2003, vol 82 (issue 2), p.325-331.
108. Bertelli,G, Camino,G and Marchetti ,E, et al., Studies on chars from
intumescent Systems, Angew Makromo Chem, 1989, vol.169, p.137-142.
109. Charles A.Wilkie, Arthur F.Grand, "fire Retardancy of Polymeric Materials",
CRC Press, Taylor & Francis group, 2010.