t echnology for a ir p ollution c ontrol. t echniques w ithout u sing e missions c ontrol d evices...
TRANSCRIPT

TECHNOLOGY FOR AIR POLLUTION CONTROL

TECHNIQUES WITHOUT USING EMISSIONS CONTROL DEVICES Process Change
Wind, Geothermal, Hydroelectric, or Solar Unit instead of Fossil fired Unit.
Change in Fuel e.g. Use of Low Sulfur Fuel, instead of High Sulfur fuel.
Good Operating Practices Good Housekeeping Maintenance
Plant Shutdown

COMMONLY USED METHODS FOR AIR POLLUTION CONTROL
PARTICULATE
Cyclones Electrostatic Precipitators Fabric Filter Wet Scrubbers
GASES Adsorption Towers Thermal Incernation Catalytic Combustion

SOx CONTROL

GENERAL METHODS FOR CONTROL OF SO2 EMISSIONS
Change to Low Sulfur Fuel Natural Gas
Liquefied Natural Gas
Low Sulfur Oil
Low Sulfur Coal
Use Desulfurized Coal and Oil Increase Effective Stack Height Build Tall Stacks
Redistribution of Stack Gas Velocity Profile
Modification of Plume Buoyancy

GENERAL METHODS FOR CONTROL OF SO2 EMISSIONS (CONTD.) Use Flue Gas Desulfurization Systems
Use Alternative Energy Sources, such as Hydro-Power or Nuclear-Power

FLUE GAS DESULFURIZATION SO2 scrubbing, or Flue Gas Desulfurization processes can be
classified as: Throwaway or Regenerative, depending upon whether the recovered sulfur
is discarded or recycled. Wet or Dry, depending upon whether the scrubber is a liquid or a solid.
Flue Gas Desulfurization Processes The major flue gas desulfurization ( FGD ), processes are : Limestone Scrubbing Lime Scrubbing Dual Alkali Processes Lime Spray Drying Wellman-Lord Process

LIMESTONE SCRUBBING Limestone slurry is sprayed on the incoming flue gas.
The sulfur dioxide gets absorbed The limestone and the
sulfur dioxide react as follows :
CaCO3 + H2O + 2SO2 ----> Ca+2 + 2HSO3-+ CO2
CaCO3 + 2HSO3-+ Ca+2 ----> 2CaSO3 + CO2 + H2O

LIME SCRUBBING The equipment and the processes are similar to those in
limestone scrubbing Lime Scrubbing offers better utilization of the reagent. The operation is more flexible. The major disadvantage is the high cost of lime compared to limestone.
The reactions occurring during lime scrubbing are :
CaO + H2O -----> Ca(OH)2
SO2 + H2O <----> H2SO3
H2SO3 + Ca(OH)2 -----> CaSO3.2 H2O
CaSO3.2 H2O + (1/2)O2 -----> CaSO4.2 H2O

DUAL ALKALI SYSTEM Lime and Limestone scrubbing lead to deposits inside spray tower. The deposits can lead to plugging of the nozzles through which the
scrubbing slurry is sprayed. The Dual Alkali system uses two regents to remove the sulfur
dioxide. Sodium sulfite / Sodium hydroxide are used for the absorption of
sulfur dioxide inside the spray chamber. The resulting sodium salts are soluble in water,so no deposits are
formed. The spray water is treated with lime or limestone, along with make-
up sodium hydroxide or sodium carbonate. The sulfite / sulfate ions are precipitated, and the sodium hydroxide
is regenerated.

LIME – SPRAY DRYINGLime Slurry is sprayed into the chamber
The sulfur dioxide is absorbed by the slurry
The liquid-to-gas ratio is maintained such that the spray dries before it reaches the bottom of the chamber
The dry solids are carried out with the gas, and are collected in fabric filtration unit
This system needs lower maintenance, lower capital costs, and lower energy usage
WELLMAN – LORD PROCESS This process consists of the following subprocesses:
Flue gas pre-treatment. Sulfur dioxide absorption by sodium sulfite Purge treatment Sodium sulfite regeneration. The concentrated sulfur dioxide stream is processed to a
marketable product.
The flue gas is pre - treated to remove the particulate. The sodium
sulfite neutralizes the sulfur dioxide :
Na2SO3 + SO2 + H2O -----> 2NaHSO3

WELLMAN – LORD PROCESS (CONTD.) Some of the Na2SO3 reacts with O2 and the SO3 present in the flue
gas to form Na2SO4 and NaHSO3.
Sodium sulfate does not help in the removal of sulfur dioxide, and is
removed. Part of the bisulfate stream is chilled to precipitate the
remaining bisulfate. The remaining bisulfate stream is evaporated
to release the sulfur dioxide, and regenerate the bisulfite.

NOX CONTROL

BACKGROUND ON NITROGEN OXIDES There are seven known oxides of nitrogen :
NO
NO2
NO3
N2O
N2O3
N2O4
N2O5
NO and NO2 are the most common of the seven oxides listed
above. NOx released from stationary sources is of two types

GENERAL METHODS FOR CONTROL OF NOX EMISSIONS NOx control can be achieved by:
Fuel Denitrogenation
Combustion Modification
Modification of operating conditions
Tail-end control equipment
Selective Catalytic Reduction
Selective Non - Catalytic Reduction
Electron Beam Radiation
Staged Combustion

FUEL DENITROGENATION o One approach of fuel denitrogenation is to remove a large part of
the nitrogen contained in the fuels. Nitrogen is removed from liquid
fuels by mixing the fuels with hydrogen gas, heating the mixture
and using a catalyst to cause nitrogen in the fuel and gaseous
hydrogen to unite. This produces ammonia and cleaner fuel.
This technology can reduce the nitrogen contained in both naturally
occurring and synthetic fuels.

COMBUSTION MODIFICATION Combustion control uses one of the following strategies:
Reduce peak temperatures of the flame zone. The methods are : increase the rate of flame cooling decrease the adiabatic flame temperature by dilution
Reduce residence time in the flame zone. For this we, change the shape of the flame zone
Reduce Oxygen concentration in the flame one. This can be accomplished by:
decreasing the excess air controlled mixing of fuel and air using a fuel rich primary flame zone

MODIFICATION OF OPERATING CONDITIONS The operating conditions can be modified to achieve
significant reductions in the rate of thermal NOx
production. the various methods are: Low-excess firing
Off-stoichiometric combustion ( staged combustion )
Flue gas recirculation
Reduced air preheat
Reduced firing rates
Water Injection

TAIL-END CONTROL PROCESSES o Combustion modification and modification of operating
conditions provide significant reductions in NOx, but not enough to meet regulations.
For further reduction in emissions, tail-end control equipment is required.
Some of the control processes are:
Selective Catalytic Reduction
Selective Non-catalytic Reduction
Electron Beam Radiation
Staged Combustion

SELECTIVE CATALYTIC REDUCTION (SCR) In this process, the nitrogen oxides in the flue gases are reduced to
nitrogen
During this process, only the NOx species are reduced
NH3 is used as a reducing gas
The catalyst is a combination of titanium and vanadium oxides. The
reactions are given below :
4 NO + 4 NH3 + O2 -----> 4N2 + 6H2O
2NO2 + 4 NH3+ O2 -----> 3N2 + 6H2O
Selective catalytic reduction catalyst is best at around 300 too 400 oC.
Typical efficiencies are around 80 %

ELECTRON BEAM RADIATION This treatment process is under development, and is not
widely used. Work is underway to determine the
feasibility of electron beam radiation for neutralizing
hazardous wastes and air toxics. Irradiation of flue gases containing NOx or SOx produce
nitrate and sulfate ions. The addition of water and ammonia produces NH4NO3, and
(NH4)2SO4 The solids are removed from the gas, and are sold as
fertilizers.

STAGED COMBUSTION PRINCIPLE
Initially, less air is supplied to bring about incomplete
combustion
Nitrogen is not oxidized. Carbon particles and CO are released.
In the second stage, more air is supplied to complete the
combustion of carbon and carbon monoxide.
30% to 50% reductions in NOx emissions are achieved.

CARBON MONOXIDE CONTROL

FORMATION OF CARBON MONOXIDE
Due to insufficient oxygen
Factors affecting Carbon monoxide formation:
Fuel-air ratio
Degree of mixing
Temperature

GENERAL METHODS FOR CONTROL OF CO EMISSIONS Control carbon monoxide formation.
Note : CO & NOx control strategies are in conflict.
Stationary Sources Proper Design Installation Operation Maintenance
Process Industries Burn in furnaces or waste heat boilers.

CARBON DIOXIDE CONTROL

SOURCES OF CARBON DIOXIDEHuman-Related Sources Combustion of fossil fuels: Coal, Oil, and Natural Gas in
power plants, automobiles, and industrial facilities Use of petroleum-based products Industrial processes: Iron and steel production, cement,
lime, and aluminum manufactures
Natural Sources Volcanic eruptions Ocean-atmosphere exchange Plant photosynthesis
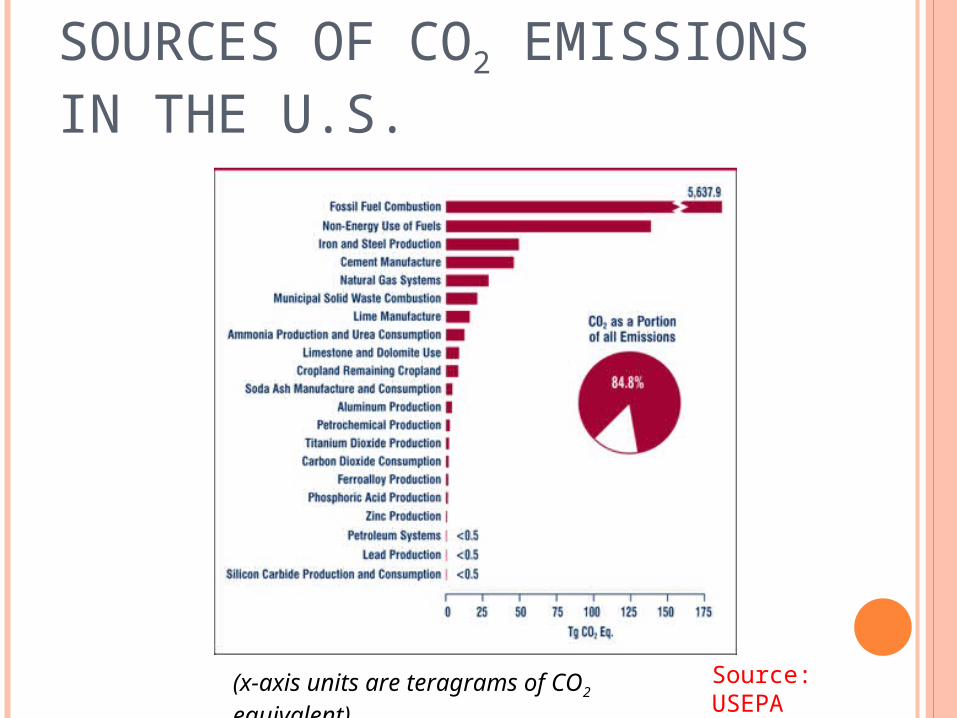
SOURCES OF CO2 EMISSIONS IN THE U.S.
Source: USEPA(x-axis units are teragrams of CO2 equivalent)

CO2 EMISSIONS FROM FOSSIL FUEL COMBUSTION BY SECTOR AND FUEL TYPE
Source: USEPA(y-axis units are teragrams of CO2 equivalent)

GENERAL METHODS FOR CONTROL OF CO2 EMISSIONS Reducing energy consumption, increasing the efficiency
of energy conversion
Switching to less carbon intensive fuels
Increasing the use of renewable sources
Sequestering CO2 through biological, chemical, or physical processes

CONTROL OF MERCURY EMISSIONS
MERCURY EMISSIONS Mercury exists in trace amounts in
Fossil fuels such as Coal, Oil, and Natural Gas Vegetation Waste products
Mercury is released to the atmosphere through combustion or natural processes
It creates both human and environmental risks Fish consumption is the primary pathway for human and
wildlife exposure United states is the first country in the world to regulate
mercury emissions from coal-fired power plants (March 15, 2005).
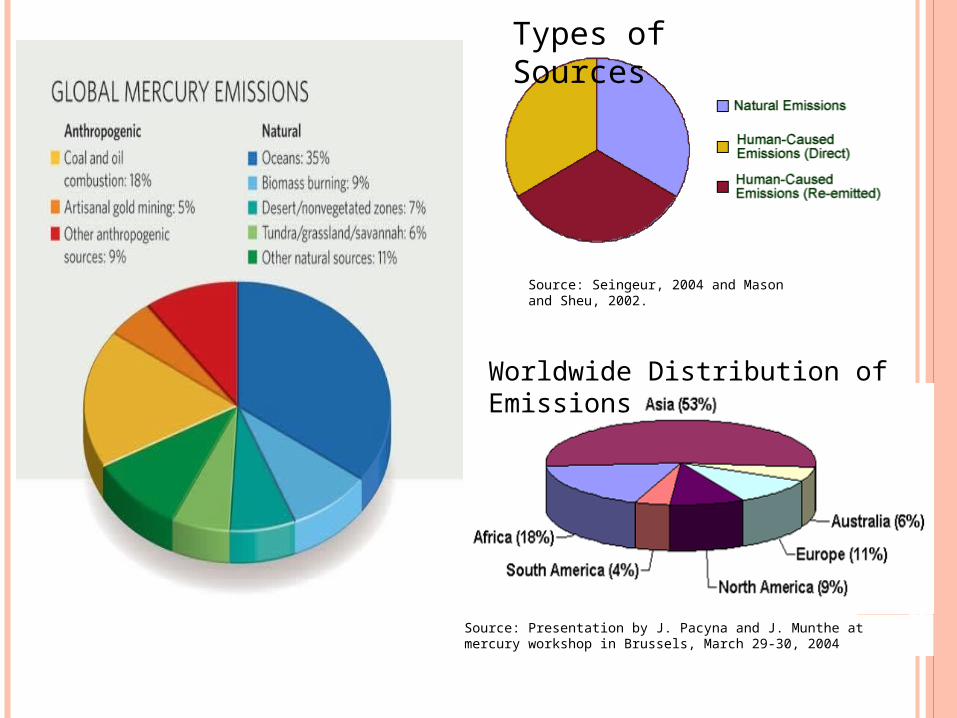
Source: Seingeur, 2004 and Mason and Sheu, 2002.
Source: Presentation by J. Pacyna and J. Munthe at mercury workshop in Brussels, March 29-30, 2004
Types of Sources
Worldwide Distribution of Emissions

CONTROL TECHNOLOGIES FOR MERCURY EMISSIONS Currently installed control devices for SO2, NOX, and particulates, in a
power plant, remove some of the mercury before releasing from the stack
Activated Carbon Injection: Particles of activated carbon are injected into the exit gas flow, downstream
of the boiler. The mercury attaches to the carbon particles and is removed in a particle control device
Thief process for the removal of mercury from flue gas:It is a process which extracts partially burned coal from a pulverized coal-
fired combustor using a suction pipe, or "thief," and injects the resulting sorbent into the flue gas to capture the mercury.

PARTICULATE MATTER CONTROL
GENERAL METHODS FOR CONTROL OF PARTICULATE EMISSIONS Five Basic Types of Dust Collectors :
Gravity and Momentum collectors Settling chambers, louvers, baffle chambers
Centrifugal Collectors Cyclones
Mechanical centrifugal collectors
Fabric Filters Baghouses
Fabric collectors

GENERAL METHODS FOR CONTROL OF PARTICULATE EMISSIONS (CONTD.)
Electrostatic Precipitators Tubular Plate Wet Dry
Wet Collectors Spray towers Impingement scrubbers Wet cyclones Peaked towers Mobile bed scrubbers

PARTICULATE COLLECTION MECHANISM Gravity Settling
Centrifugal Impaction
Inertial Impaction
Direct Interception
Diffusion
Electrostatic Effects

INDUSTRIAL SOURCES OF PARTICULATE EMISSIONS Iron & Steel Mills, the blast furnaces, steel making furnaces.
Petroleum Refineries, the catalyst regenerators, air-blown asphalt stills, and sludge burners.
Portland cement industry
Asphalt batching plants
Production of sulfuric acid
Production of phosphoric acid
Soap and Synthetic detergent manufacturing
Glass & glass fiber industry
Instant coffee plants

EFFECTS OF PARTICULATE EMISSIONS Primary Effects • Reduction of visibility
• size distribution and refractive index of the particles • direct absorption of light by particles • direct light scattering by particles • 150 micro g / m3 concentration ~ average visibility of 5 miles
( satisfactory for air and ground transportation )
• Soiling of nuisance• increase cost of building maintenance, cleaning of furnishings,
and households • threshold limit is 200 - 250 micro g / m3 ( dust ) • levels of 400 - 500 micro g / m3 considered as nuisance

CYCLONES
Principle • The particles are removed by the application of a centrifugal
force. The polluted gas stream is forced into a vortex. the motion of the gas exerts a centrifugal force on the particles, and they get deposited on the inner surface of the cyclones
Overall collection η
Ci inlet concentration
Co outlet concentration

CYCLONES (CONTD.)Construction and Operation
The gas enters through the inlet, and is forced into a spiral. • At the bottom, the gas reverses direction and flows upwards.
• To prevent particles in the incoming stream from contaminating the clean gas, a vortex finder is provided to separate them. the cleaned gas flows out through the vortex finder.

CYCLONES (CONTD.) Advantages of Cyclones
• Cyclones have a lost capital cost • Reasonable high efficiency for specially designed cyclones. • They can be used under almost any operating condition. • Cyclones can be constructed of a wide variety of materials. • There are no moving parts, so there are no maintenance
requirements.
Disadvantages of Cyclones • They can be used for small particles • High pressure drops contribute to increased costs of operation.

FABRIC FILTERS Principle
The filters retain particles larger than the mesh size
Air and most of the smaller particles flow through. Some of the smaller particles are retained due to interception and diffusion.
The retained particles cause a reduction in the mesh size.
The primary collection is on the layer of previously deposited particles.

DESIGN OF FABRIC FILTERS The equation for fabric filters is based on Darcy’s law for
flow through porous media. Fabric filtration can be represented by the following
equation:S = Ke + KswWhere,S = filter drag, N-min/m3
Ke = extrapolated clean filter drag, N-min/m3
Ks = slope constant. Varies with the dust, gas and fabric, N-min/kg-m
W= Areal dust density = LVt, where L = dust loading (g/m3), V = velocity (m/s)
Both Ke and Ks are determined empirically from pilot tests.

Fabric Filters
Δ P Total pressure drop
Δ Pf Pressure drop due to the fabric
Δ Pp Pressure drop due to the particulate layer
Δ Ps Pressure drop due to the bag house structure

ADVANTAGES OF FABRIC FILTERS
Very high collection efficiency
They can operate over a wide range of volumetric flow rates
The pressure drops are reasonably low.
Fabric Filter houses are modular in design, and can be pre-assembled at the factory

FABRIC FILTERS (CONTD.) Disadvantages of Fabric Filters
Fabric Filters require a large floor area.
The fabric is damaged at high temperature.
Ordinary fabrics cannot handle corrosive gases.
Fabric Filters cannot handle moist gas streams
A fabric filtration unit is a potential fire hazard

Darcy’s equation
ΔPf Pressure drop N/m2
ΔPp Pressure drop N/m2
Df Depth of filter in the direction of flow (m)
Dp Depth of particulate layer in the direction of flow (m)
μ Gas viscosity kg/m-sV superficial filtering velocity m/minKf, Kp Permeability (filter & particulate layer m2)
60 Conversion factor δ/minV = Q/A
Q volumetric gas flow rate m3/minA cloth area m2

Dust Layer
L Dust loading kg/m3
t time of operation min
ρL Bulk density of the particulate layer kg/m3
ΔP = ΔPf + ΔPp
Filter Drag S = ΔP/VAreal dust density W = LVtS= k1+k2W

ELECTROSTATIC PRECIPITATOR Principle
The particles in a polluted gas stream are charged by passing them through an electric field.
The charged particles are led through collector plates The collector plates carry charges opposite to that on the particles The particles are attracted to these collector plates and are thus removed from
the gas steam
Construction and Operation of Electrostatic Precipitator Charging Electrodes in the form of thin wires are placed in the path of the
influent gas. The charging electrodes generate a strong electric field, which charges the
particles as they flow through it. The collector plates get deposited with the particles. the particles are
occasionally removed either by rapping or by washing the collector plates.

DESIGN OF ELECTROSTATIC PRECIPITATORS The efficiency of removal of particles by an Electrostatic
Precipitator is given by
η = fractional collection efficiency
w = drift velocity, m/min.A = available collection area, m2
Q = volumetric flow rate m3/min

MIGRATION VELOCITY
Where, q = charge (columbos)
Ep = collection field intensity (volts/m)r = particle radius (m)μ = dynamic viscosity of gas (Pa-S)c = cunningham correction factor

Cunningham correction factor
where,T = absolute temperature (°k)dp = diameter of particle (μm)

ELECTROSTATIC PRECIPITATOR (CONTD.) Advantages of Electrostatic Precipitators
Electrostatic precipitators are capable very high efficiency, generally of the order of 99.5-99.9%.
Since the electrostatic precipitators act on the particles and not on the air, they can handle higher loads with lower pressure drops.
They can operate at higher temperatures. The operating costs are generally low.
Disadvantages of Electrostatic Precipitators The initial capital costs are high. Although they can be designed for a variety of operating
conditions, they are not very flexible to changes in the operating conditions, once installed.
Particulate with high resistivity may go uncollected.

WET SCRUBBERS Principle
Wet scrubbers are used for removal of particles which have a diameter of the order of 0.2 mm or higher.
Wet scrubbers work by spraying a stream of fine liquid droplets on the incoming stream.
The droplets capture the particles The liquid is subsequently removed for treatment.
Construction and Operation A wet scrubber consists of a rectangular or circular chamber in
which nozzles are mounted. The nozzles spray a stream of droplets on the incoming gas stream The droplets contact the particulate matter, and the particles get
sorbed. The droplet size has to be optimized.

WET SCRUBBERS (CONTD.)o Construction and Operation (contd.)
Smaller droplets provide better cleaning, but are more difficult to remove from the cleaned stream.
The polluted spray is collected. Particles are settled out or otherwise removed from the liquid. The liquid is recycled. Wet scrubbers are also used for the removal of gases from the air
streams.

SCRUBBER Efficiency
where,k = Scrubber coefficient (m3 of gas/ m3 of liquid)R = Liquid-to-gas flow rate (QL/QG)ψ = internal impaction parameter
Internal impaction parameter
where,c = cunningham correction factorρp = particle density (kg/m3)Vg = speed of gas at throat (m/sec)dp = diameter of particle (m)dd = diameter of droplet (m)μ = dynamic viscosity of gas, (Pa-S)

WET SCRUBBERS (CONTD.) Advantages of Wet Scrubbers
Wet Scrubbers can handle incoming streams at high temperature, thus
removing the need for temperature control equipment. Wet scrubbers can handle high particle loading. Loading fluctuations do not affect the removal efficiency. They can handle explosive gases with little risk. Gas adsorption and dust collection are handled in one unit. Corrosive gases and dusts are neutralized.
Disadvantages of Wet Scrubbers High potential for corrosive problems Effluent scrubbing liquid poses a water pollution problem.

CYCLONE SPRAY CHAMBERS These scrubbers combine a cyclone with a spray nozzle.
The added centrifugal force permits good separation of
the droplets, hence a smaller droplet size can be used.
Cyclone spray chambers provide up to 95% removal of
particles > 5 micron.

ORIFICE SCRUBBERS The gas is impacted onto a layer of the scrubbing liquid.
The gas passes through the liquid, thus removing almost
all the particulate matter, and a large portion of the
probable gases.
After coming out of the liquid, the gas is passed through baffles to remove the liquid droplets.

IMPINGEMENT SCRUBBERS In Impingement scrubbers, the gas impacts a layer of
liquid/froth through a perforated tray.
Passing through this layer removes the particulate
matter.
The wet gas stream is then passed through a mist
collector.
VENTURI SCRUBBERS The dirty gas is led in to the chamber at high inlet
velocities.
At the inlet throat, liquid at low pressure is added to the
gas stream
This increases the relative velocity between the gas and
the droplets, thus increasing the efficiency of removal.
Efficiencies of the range of 95% for particles larger than
0.2 mm have been obtained.

VENTURI SCRUBBERAbsolute Pressure Drop
Δp = pressure drop ( cm of water)
ug = gas velocity (cm/s)
Qt = liquid volume flow rate
Qg = gas volume flow rate

HYDROCARBON CONTROL

GENERAL METHODS FOR CONTROL OF HYDROCARBON EMISSIONS Incineration or after burning
Direct flame incineration
Thermal incineration
Catalytic incineration

VOC INCINERATORS Principle
VOC incinerators thermally oxidize the effluent stream, in the presence of excess air.
The complete oxidation of the VOC results in the formation of carbon monoxide and water. The reaction proceeds as follows:
CxHy + ( x + y/4 ) O2 x CO2 + (y/2) H2O Operation
The most important parameters in the design and operation of an incineration system are what are called the ' three T's ' Temperature, Turbulence, and residence Time.

VOC INCINERATORS (CONTD.) Temperature
The reaction kinetics are very sensitive to temperature The higher the temperature, the faster the reaction
o Timing A certain time has to be provided for the reaction to proceed
o Turbulence
Turbulence promotes mixing between the VOC's and oxygen Proper mixing helps the reaction to proceed to completion in
the given time.

VOC INCINERATORS (CONTD.) The various methods for incineration are:
Elevated fires, for concentrated streams
Direct thermal oxidation, for dilute streams
Catalytic oxidation, for dilute streams.

Xi volume of i component in the mixture
Xm volume of mixture
LELi LEL of i component

GASES

AIR POLLUTION CONTROL FOR GASES
Adsorption Towers
Thermal Incernation
Catalytic Combustion

ADSORPTION TOWERS Principle
Adsorption towers use adsorbents to remove the impurities
from the gas stream.
The impurities bind either physically or chemically to the
adsorbing material.
The impurities can be recovered by regenerating the adsorbent.
Adsorption towers can remove low concentrations of impurities
from the flue gas stream.

ADSORPTION TOWERS (CONTD.) Construction and Operation
Adsorption towers consist of cylinders packed with the adsorbent. The adsorbent is supported on a heavy screen Since adsorption is temperature dependent, the flue gas is temperature
conditioned. Vapor monitors are provided to detect for large concentrations in the
effluent. Large concentrations of the pollutant in the effluent indicate that the adsorbent needs to be regenerated.
Advantages of Adsorption Towers Very low concentrations of pollutants can be removed. Energy consumption is low. Do not need much maintenance. Economically valuable material can be recovered during regeneration.

ADSORPTION TOWERS (CONTD.) Disadvantages of adsorption Towers
Operation is not continuous.
They can only be used for specific pollutants.
Extensive temperature pre-conditioning equipment to be
installed.
Despite regeneration, the capacity of the adsorbent decreases
with use.

INITIAL PLUME RADIUSInitial Standard Deviation:
Where,M = mass of liquidρ = density of the plume
σ = R/2.15

Adjustment – 1
where,w = initial width of the plumeh = initial width of the plume
Adjustment -2
where,H = length scale of the spill

PROBLEM Estimate the net cloth area for a shaker bag house that
must filter 40,000 cfm of air with 10 grams of flour dust per cubic foot of air. Also specify the number of components to be used and calculate the total number of bags required if each bag is 8 feet long and 0.5 feet in diameter. The maximum filtering velocity for flour dust is 2.5 ft/min.

SOLUTION Step 1: Calculate total area and number of components required.
A = Q/V Step 2:Calculate the area of each bag.
A = Π(d)l Step 3:Calculate the total number of bags required. Number of bags required = Total area / Area per bag
= 1270 bags