surface layer characteristics of s30432 austenite
TRANSCRIPT

Surface Layer Characteristics of S30432 Austenite Stainless Steelafter Shot Peening
K. Zhan1, C. H. Jiang1,+, X. Y. Wu1 and Vincent Ji2
1School of Materials Science and Engineering, Shanghai Jiao Tong University,800 Dongchuan Road, Shanghai 200240, P. R. China2LEMHE/ICMMO, UMR 8182, Université Paris-Sud 11, 91405 Orsay, France
Three types of shot peening treatments were applied to S30432 stainless steel. The effect of shot peening intensity and shot peening methodon the residual stress and microstructure has been investigated. The domain size and micro-strain evolutions in near surface layer werecharacterized systematically via Voigt method. The results reveal that shot peening could induce compressive residual stress in the deformedlayer for all shot peening conditions. As the shot peening step and intensity increase, the compressive residual stresses increase in near surfacelayer, and decease faster in deeper deformed layer. In the deformed layer, the domain size increases, while the micro-strain decreases with thedepth increasing. Comparing with the micro-hardness after shot peening, it is concluded that increasing the shot peening step is a considerableway to improve the shot peening effect. [doi:10.2320/matertrans.M2011390]
(Received December 20, 2011; Accepted February 23, 2012; Published April 18, 2012)
Keywords: S30432 stainless steel, shot peening, residual stress, microstructure, X-ray diffraction
1. Introduction
Shot peening (SP) is a beneficial surface treatment that caneffectively improve the surface properties of metal parts inindustry.1,2) During the process, a large amount of hardnessballs with a high velocity impact on the materials surface.It could induce a compressive residual stress field and refineits microstructure in near surface layer.3,4) S30432 austenitesteel, developed on the basis of TP 304H austenite steel,5) isextensively used as the super-heater tubes in critical andsuper critical power plants, due to its superior mechanicalproperties at elevated temperature.68) However, the excessivesteam-side oxidization of the super-heaters and subsequentexfoliation of iron-based oxide often cause unexpected tubesfailure.9,10) Recently, SP has been applied on its inner surface.And it produced a favorable effect.11) After the SP treatment,grain boundary, micro-strain and other defects are increased.These defects provide a rapid and short-circuit paths fordiffusion at elevated temperature. And the higher the densityof the short circuit diffusion paths at the free surface, themore likely it will be to rapidly diffuse beneficial soluteatoms to the surface and create protective oxide layer.12) ForS30432 austenite stainless steel, improved oxidization canbe attributed to the rapid diffusion of chromium from theinternal to the surface and form a continuous chromic oxidelayer, which greatly reduce the outward diffusion of iron andminimize the formation of iron-based scales. Besides, thecompressive residual stress could impede the micro-crackinitiation and propagation, which prevent the oxidizationscales from exfoliating. Therefore, it is significant toinvestigate the relationship between compressive residualstress/microstructure and SP treatment.
The compressive residual stress and micro-structure aftershot peening largely depend on the intensity and method ofSP. In this paper, three SP methods (traditional SP, dual SP,and triple SP) with different intensity have been used. X-raydiffraction line profile analysis is a powerful approach to
characterize the microstructure of crystalline materials asit is reliable and non-destructive to the sample.13) It couldestimate the domain size of the specimen and quantify thevariation of micro-strain after SP and facilitate analyzing theinfluence of different SP treatments on the microstructure. Inthis report, the effect of SP methods on the compressiveresidual stress and microstructure was investigated via X-raydiffraction line profile analysis.
2. Experimental
2.1 MaterialsThe chemical composition of S30432 is given in Table 1.
Before SP treatment the surface was polished by severaldifferent types of alumina waterproof abrasive papers. Thesizes of alumina abrasive grain of these abrasive papers werefrom 58.5 to 25.8 µm.
2.2 Shot peening treatmentSP treatments were carried out by an air blast machine
(Carthing Machinery Company, Shanghai). The intensity ofSP was measured by the arc height of A type Almenspecimen, which was mainly determined by the jet pressure,SP time, SP medium, the distance between the sample and thenozzle. In our work, the distance between the sample and thenozzle was 100mm. The SP mediums were stainless cut shotswith 0.6mm average diameter and ceramic balls with 0.3mmaverage diameter. Three types of SP (traditional SP, dual SP,and triple SP) were carried out, the traditional SP was with anintensity of 0.46mmA, dual SP was based on the traditionalSP with a second SP of a lower intensity of 0.23mmA tostrengthen the shot peening effect, triple SP was added athird step with an even lower intensity mainly to smooth thesurface. And the detailed parameters are given in Table 2.
2.3 Characterization of residual stress and microstruc-ture
The measurements of residual stress distribution along thedepth were performed by iterative electrolytical removal of+Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 53, No. 5 (2012) pp. 1002 to 1006©2012 The Japan Institute of Metals EXPRESS REGULAR ARTICLE
thin surface layers and subsequent X-ray measurements usingX-ray stress analyzer (LXRD, Proto, Canada) with Mn-K¡radiation, voltage 30 kV, and current 25mA. The shifts ofaustenite (311) peaks were detected in the measurements andthen the residual stress was determined by the sin2¼ method.
At each depth, the diffraction patterns of all samples weremeasured by Rigaku Ultima IV diffractometer with a D/tex1D high-speed detector, which was operated at voltage 40 kVand current 30mA with Cu-K¡ radiation. The scanningvelocity was 2°/min and the step was 0.01°. The depthdistributions of domain size and micro-strain in deformedlayer were investigated through Voigt method, which is atypical X-ray diffraction line profile analysis approach.14) InXRD profile, the measured line profile h(x) can be expressedas
hðxÞ ¼Z þ1
�1gðyÞfðx� yÞdy ð1Þ
where the g and f denote instrumental and structural lineprofile, respectively. According to Voigt method, the basicrelationships between the integral breadth ¢ are shown aseq. (2):15,16)
¢hC ¼ ¢fC þ ¢
gC; ¢h
2
G ¼ ¢f2
G þ ¢g2
G ð2ÞWhere subscripts G and C denote the Gaussian and
Cauchy breadth and superscripts h, f, g denote the measuredline profile, the structural profile and the instrumental profile,respectively. It is assumed that the Cauchy breadth of the fprofile is due to crystallite size and the Gaussian contributionarises from micro-strain. Then, the domain size (D) andmicro-strain (¾) are given by the following equations:
D ¼ =¢fC cosðªÞ; ¾ ¼ ¢fG=4 tanðªÞ ð3Þ
where ª is the Bragg diffraction angle. In order to calculatethe micro-strain and domain size via Voigt method, X-raydiffraction patterns of S30432 after different SP conditionsand annealing iron powder were measured as the h and g lineprofiles, respectively. In this report, (111) diffraction directionwas selected as the research object. The domain size andmicro-strain then can be obtained from formulas (3).
Besides, the micro-hardness distribution along the depthfrom the surface was measured by a Digital Micro-hardnessTester (DHV-1000, Beijing) with experimental force of2.94N and loading time of 15 s.
3. Results and Discussion
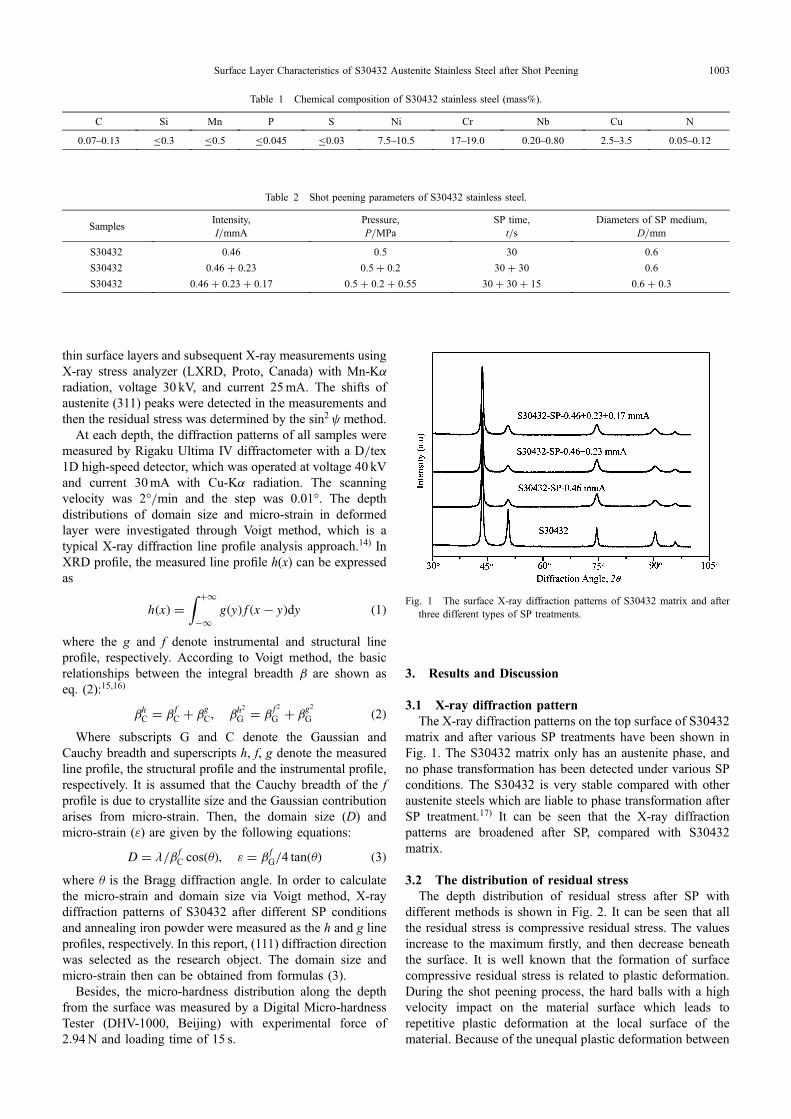
3.1 X-ray diffraction patternThe X-ray diffraction patterns on the top surface of S30432
matrix and after various SP treatments have been shown inFig. 1. The S30432 matrix only has an austenite phase, andno phase transformation has been detected under various SPconditions. The S30432 is very stable compared with otheraustenite steels which are liable to phase transformation afterSP treatment.17) It can be seen that the X-ray diffractionpatterns are broadened after SP, compared with S30432matrix.
3.2 The distribution of residual stressThe depth distribution of residual stress after SP with
different methods is shown in Fig. 2. It can be seen that allthe residual stress is compressive residual stress. The valuesincrease to the maximum firstly, and then decrease beneaththe surface. It is well known that the formation of surfacecompressive residual stress is related to plastic deformation.During the shot peening process, the hard balls with a highvelocity impact on the material surface which leads torepetitive plastic deformation at the local surface of thematerial. Because of the unequal plastic deformation between
Table 2 Shot peening parameters of S30432 stainless steel.
SamplesIntensity,I/mmA
Pressure,P/MPa
SP time,t/s
Diameters of SP medium,D/mm
S30432 0.46 0.5 30 0.6
S30432 0.46 + 0.23 0.5 + 0.2 30 + 30 0.6
S30432 0.46 + 0.23 + 0.17 0.5 + 0.2 + 0.55 30 + 30 + 15 0.6 + 0.3
Fig. 1 The surface X-ray diffraction patterns of S30432 matrix and afterthree different types of SP treatments.
Table 1 Chemical composition of S30432 stainless steel (mass%).
C Si Mn P S Ni Cr Nb Cu N
0.070.13 ¯0.3 ¯0.5 ¯0.045 ¯0.03 7.510.5 1719.0 0.200.80 2.53.5 0.050.12
Surface Layer Characteristics of S30432 Austenite Stainless Steel after Shot Peening 1003

the surface and the internal layer of the material, shot peeninginduces a compressive residual stress at the surface and acompensation tensile residual stress inside the specimenaway from the surface.18) The residual stress value at thesurface is ¹629, ¹699 and ¹778MPa for traditional SP, dualSP and triple SP, respectively. It increases as the SP intensityincreases, which agrees with other reports.19) With the depthincreases, the traditional SP reaches its maximum value of¹759MPa at 25 µm. But for the dual SP and triple SP,a maximum of ¹805 and ¹865MPa is found at 10 µm,respectively. The compressive residual stress near the surface(<100 µm) is very high and the variance is not obvious.However, as the depth beyond 100 µm, the stress decreaserates of dual and triple SP are faster than that of traditionalone. Beyond the depth of 150 µm, the residual stress of tripleSP is lower than that of dual SP. Additionally, the depths ofsurface deformation layer of three types SP are all larger than500 µm.
In traditional SP, the residual stress values decrease whilethe SP intensity decreases, and the depth of compressiveresidual stress becomes shallower. The dual and triple SPcould be looked as overlying of several traditional SP. As thedepth of compressive residual stress field with the intensity of0.46mmA is larger than that of 0.23mmA. At a deeper depth,the residual stress of SP with 0.23mmA intensity becomestensile stress. Therefore, the compressive residual stress ofthe dual SP with a second SP of 0.23mmA is lower than thatof the traditional SP, when the depth beyond 250 µm.
3.3 Micro-structureThe properties of a material could be influenced by its
microstructure. After SP treatment plastic deformation isinduced into near surface layer, and it could effectively refinethe microstructure. In order to investigate the microstructurevariation, (111) crystalline plane of normalized X-raydiffraction patterns after different SP treatments along thedepths are shown in Fig. 3. For each SP treatment, the peaksbecome narrow as the depth increases, which reflects thevariation of microstructure.
It is known that the structural breadth is influenced by twofactors, the domain size and micro-strain. In order to clarifythe influence of SP methods on domain size and micro-strain
in deformed layer, the depth distributions of Cauchy breadthand Gaussian breadth after different SP treatments areobtained through Voigt method. The details are shown inFigs. 4 and 5. It can be seen that both the Cauchy andGaussian breadth attain the maximum values at the topsurface, decrease sharply in near surface layer and the changerates become gently in deeper modified layer. For Cauchybreadth, little difference is found at the top surface for threeSP process. But after dual and triple SP treatments, the
Fig. 2 Distributions of residual stresses along surface after three differenttypes of SP treatments.
Fig. 3 Normalized X-ray diffraction patterns of (111) crystalline plane atdifferent depths (a) after SP treatment with 0.46mmA intensity, (b) afterdual SP treatment with 0.46 + 0.23mmA intensity, (c) after triple SPtreatment with 0.46 + 0.23 + 0.17mmA intensity.
K. Zhan, C. H. Jiang, X. Y. Wu and V. Ji1004
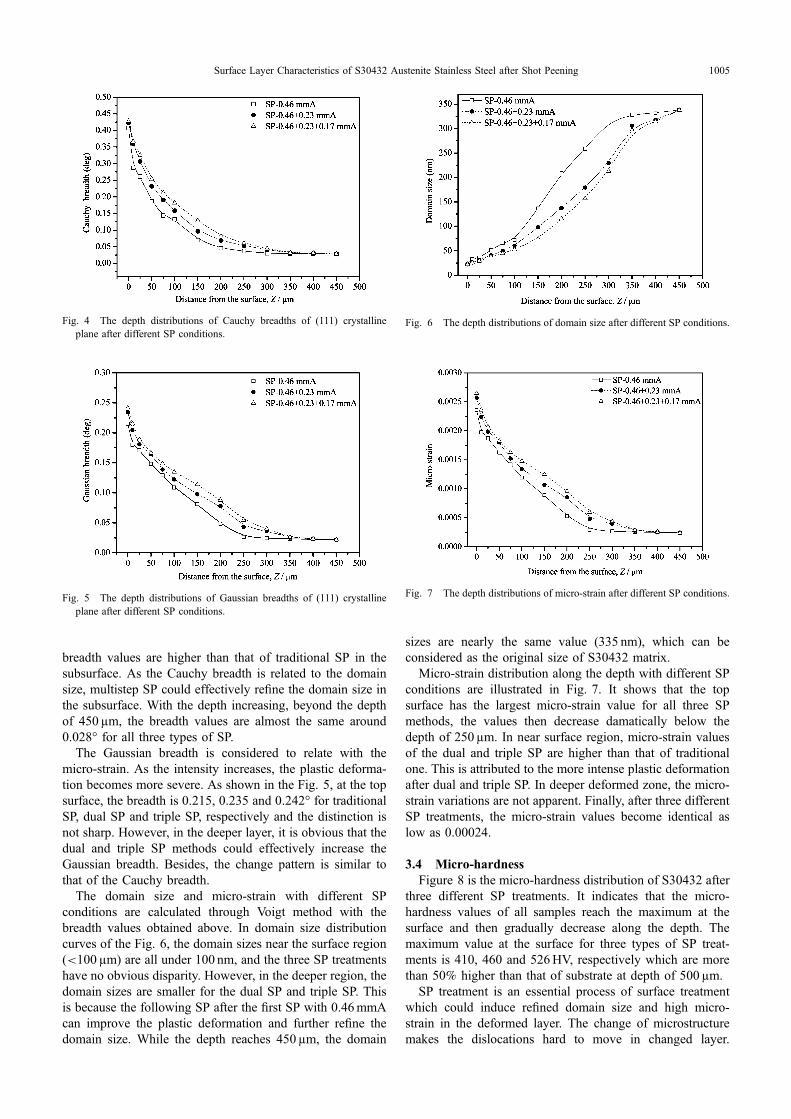
breadth values are higher than that of traditional SP in thesubsurface. As the Cauchy breadth is related to the domainsize, multistep SP could effectively refine the domain size inthe subsurface. With the depth increasing, beyond the depthof 450 µm, the breadth values are almost the same around0.028° for all three types of SP.
The Gaussian breadth is considered to relate with themicro-strain. As the intensity increases, the plastic deforma-tion becomes more severe. As shown in the Fig. 5, at the topsurface, the breadth is 0.215, 0.235 and 0.242° for traditionalSP, dual SP and triple SP, respectively and the distinction isnot sharp. However, in the deeper layer, it is obvious that thedual and triple SP methods could effectively increase theGaussian breadth. Besides, the change pattern is similar tothat of the Cauchy breadth.
The domain size and micro-strain with different SPconditions are calculated through Voigt method with thebreadth values obtained above. In domain size distributioncurves of the Fig. 6, the domain sizes near the surface region(<100 µm) are all under 100 nm, and the three SP treatmentshave no obvious disparity. However, in the deeper region, thedomain sizes are smaller for the dual SP and triple SP. Thisis because the following SP after the first SP with 0.46mmAcan improve the plastic deformation and further refine thedomain size. While the depth reaches 450 µm, the domain
sizes are nearly the same value (335 nm), which can beconsidered as the original size of S30432 matrix.
Micro-strain distribution along the depth with different SPconditions are illustrated in Fig. 7. It shows that the topsurface has the largest micro-strain value for all three SPmethods, the values then decrease damatically below thedepth of 250 µm. In near surface region, micro-strain valuesof the dual and triple SP are higher than that of traditionalone. This is attributed to the more intense plastic deformationafter dual and triple SP. In deeper deformed zone, the micro-strain variations are not apparent. Finally, after three differentSP treatments, the micro-strain values become identical aslow as 0.00024.
3.4 Micro-hardnessFigure 8 is the micro-hardness distribution of S30432 after
three different SP treatments. It indicates that the micro-hardness values of all samples reach the maximum at thesurface and then gradually decrease along the depth. Themaximum value at the surface for three types of SP treat-ments is 410, 460 and 526HV, respectively which are morethan 50% higher than that of substrate at depth of 500 µm.
SP treatment is an essential process of surface treatmentwhich could induce refined domain size and high micro-strain in the deformed layer. The change of microstructuremakes the dislocations hard to move in changed layer.
Fig. 4 The depth distributions of Cauchy breadths of (111) crystallineplane after different SP conditions.
Fig. 5 The depth distributions of Gaussian breadths of (111) crystallineplane after different SP conditions.
Fig. 6 The depth distributions of domain size after different SP conditions.
Fig. 7 The depth distributions of micro-strain after different SP conditions.
Surface Layer Characteristics of S30432 Austenite Stainless Steel after Shot Peening 1005

Previous report20) showed that nano-crystalline layer can beformed after SP, and the nano-layer has a much higher micro-hardness value because of its high dislocation density.Comparing with the three types of SP, it is found thatincreasing SP step would increase the hardness.
According to the discussion above, it reveals that SP is aneffective way to refine the microstructure of S30432 austenitesteel. SP method plays an important role on residual stressand microstructure. In terms of residual stress, dual SP andtriple SP could increase the compressive residual stress innear surface layer (<100µm), but in deeper layer (100500 µm) these two methods make the compressive residualstress decrease faster than that of traditional SP method. Thisis due to the lower depth of compressive residual stress of thesubsequent SP. In terms of microstructure, as the deformationin near surface is much stronger than that in deeper layer, thedomain size and micro-strain change dramatically in nearsurface. And the effect of the dual SP and triple SP is betterthan the traditional SP. All of the three SP methods canimprove the micro-hardness in the deformed layer, the moresteps of SP treatment, and the higher of the micro-hardnessvalue. Triple SP method got the largest value in every depth.This is in accordance with the microstructure results obtainedabove.
4. Conclusions
S30432 stainless steel was treated with three different SPmethods. The residual stress and microstructure wereinvestigated via X-ray diffraction method. After SP treat-ments, the compressive residual stress fields were induced
into the SP modified layer. The compressive residual stressvalues in near surface layer after dual SP and triple SP werehigher than that of traditional SP, but decreased faster indeeper deformed layer. The domain sizes were refined betterand the micro-strain became more severe when usingmultistep SP process. Besides, the hardness value increasedmore after triple SP treatments. Adding SP steps is aneffective way to optimize the compressive residual stress,microstructure and micro-hardness of S30432 austenitestainless steel.
Acknowledgement
The authors are grateful to Shanghai Bao-steel Corporationand Shanghai Carthing Machinery Co. Ltd. for supportingthis work.
REFERENCES
1) Y. F. Al-Obaid: Mech. Mater. 19 (1995) 251260.2) W. Luan, C. Jiang, V. Ji, Y. Chen and H. Wang: Mater. Sci. Eng. A 497
(2008) 374377.3) S. B. Mahagaonkar and P. K. Brahmankar: J. Adv. Manuf. Technol. 38
(2008) 563574.4) S. P. Wang and Y. J. Lia: J. Mater. Process. Technol. 73 (1998) 6473.5) B. Prabha and P. Sundaramoorthy: J. Mater. Eng. Perform. 18 (2009)
12941299.6) H. Sung-Min and M. Dong-Joon: Mater. Sci. Forum. 654 (2010) 170
173.7) R. Viswanathan: J. Mater. Eng. Perform. 143 (2005) 281292.8) A. Saud Abou-elazm and I. El Mahallawi: Eng. Failure Anal. 16 (2009)
433448.9) H. N. Anette, M. Melanie and A. J. Marcel: Mater. High Temp. 26
(2009) 3944.10) V. Lepingle, G. Louis, D. Allue and B. Lefebvre: Corros. Sci. 50 (2008)
10111019.11) X. Peng, J. Yan, Y. Zhou and F. Wang: Acta Mater. 53 (2005) 5079
5088.12) L. Tan, X. Ren, K. Sridharan and T. R. Allen: Corros. Sci. 50 (2008)
20402046.13) B. E. Warren: X-ray Diffraction, (Addison-Wesley, MA, 1969)
pp. 169172.14) Z. Wang and C. Jiang: Appl. Surf. Sci. 257 (2010) 11541160.15) S. Vives, E. Gaffet and C. Meunier: Mater. Sci. Eng. A 366 (2004)
229238.16) J. I. Langford: J. Appl. Crystallogr. 11 (1978) 1014.17) Z. Wang, W. Luan and J. Huang: Mater. Sci. Eng. A 528 (2011) 6417
6425.18) B. W. Fang: the Theory of Controlled Shot Peening and Residual
Stress, (Science and Technology Press, Shandong, China, 1991)pp. 7886.
19) B. X. Feng, X. N. Mao and G. L. Yang: Mater. Sci. Eng. A 512 (2009)105108.
20) M. Umemoto and Y. Todaka: Mater. Trans. 44 (2003) 14881493.
Fig. 8 The distributions of micro-hardness along the depth after differentSP conditions.
K. Zhan, C. H. Jiang, X. Y. Wu and V. Ji1006