subsea processing drivers, technical constraints … · subsea processing drivers, technical...
TRANSCRIPT

Subsea processing drivers, technical constraints
and production recoverability for longer and
deeper gas field developments
Session: New Trends in Flow Assurance
Terry Wood, Chief Engineer – Flow Assurance and ProcessPerth Convention Exhibition Centre, 11th March 2015

Objectives Modelling methodology Processing technologies Trends in recovery Commercial impact Review constraints Future direction Conclusions
Agenda
To compare and contrast current processing state of art (e.g. onshore compression) with emerging technologies (subsea separation) using integrated production modelling techniques
Objectives
Six processing arrangements were analysed:
1. Natural flow (baseline)2. Onshore compression3. Subsea separation only4. Subsea compression only5. Subsea separation and onshore compression6. Subsea separation and subsea compression
Each processing arrangement was tested against four variables:
1. Pipe slope (3°, 4°, 5°)2. Water depth (500m, 1000m, 3000m)3. Tieback distance (100km, 150km, 200km)4. Water/gas ratio (Low - 0.5bbl/MMSCF, Mid - 10bbl/MMSCF, High - 70bbl/MMSCF)
Number of simulations required to test all combinations: 486
Subsea Processing for Gas Field Developments

Constant parameters: Net to gross: 95% Porosity: 28% Water saturation: 25% Fixed draw down of 2e-5 GIIP = 5 TCF
Gas developed using maximum 10 wells through 5” tubing – max flow of 60 MMSCFD/well
Model Overview – Reservoir & Subsurface
Reservoir
Choke

Model Overview - Surface
Subsea compressorOnshore
compressor
Reservoir
Subsea 2-phase
separator
LNG terminal
Liquidoutput
Choke
Connectors activated/deactivated to construct different processing arrangements
Minimum turndown of 25% imposed on results
Lean gas composition with little hydrocarbon liquids condensing
Economics does not take into account amount of condensate in gas or loss in the reservoir
Cost of gas $10,270/MMSCFD
Discount rate of 0.1
Constraints on subsea processing units were not imposed initially
No additional volumetric flow rate associated with hydrate inhibitors was added to the water rates
Life of field simulations conducted for twenty years
Equipment associated with each case was operational from year 1
Key Assumptions

Each case contains data over a twenty year life of field simulation; the key data available includes:
Results

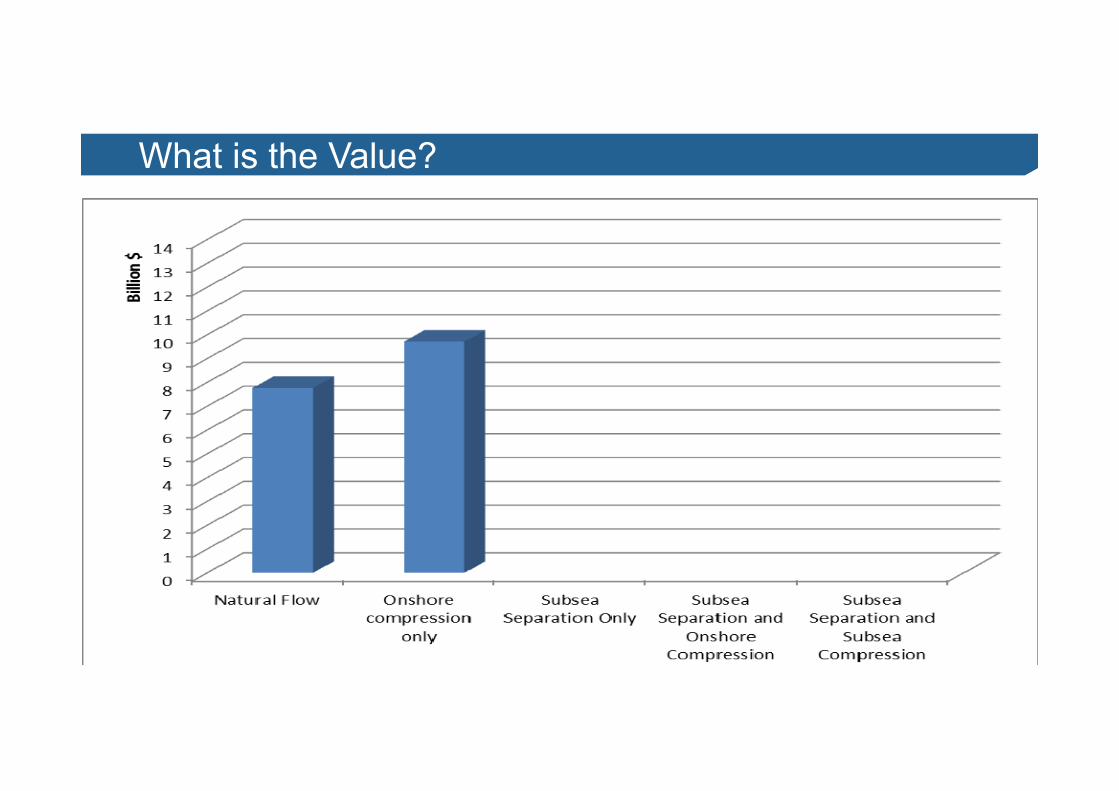
What is the Value?
What is the Value?

What is the Value?

What is the Value?

What is the Value?
$5B

Tie-back distance of 100km Mid WGR
Water Depth Trend

WGR Trend
Tie-back distance of 100km Water Depth of 3000m

Water Depth – 3000m High WGR
Tie-back Trend

Subsea Processing Poster in 2014 Offshore Magazine

Power Limit power to 36MW – 3 x 12
MW subsea compression trains No limit on onshore
compression Differential Pressure
Limit DP to 100 bar for subsea compression trains
No compression trains in series Limit DP to 200 bar for subsea
pumps Pipeline size
Evaluate Constraints

Tie-back distance of 100km Mid WGR
Water Depth Trend with Constraints

WGR Trend with Constraints
Tie-back distance of 100km Water Depth of 3000m

Water Depth – 3000m High WGR
Tie-back Trend with Constraints

Closing Thoughts Integrated production modelling with subsea processing plays an
important part in determining the value early in the development phase
Independence from equipment vendors is key to examine all potential options
Determines the small pre-investment in subsea layout to accommodate future processing requirement
Easy to add existing constraints on subsea equipment and determine significant OPEX costs (i.e. Power)
Future Direction Develop model to include CAPEX & OPEX and hence NPV for all
potential field development options
Closing Thoughts and Future Direction