Đstanbul teknĐk ÜnĐversĐtesĐ fen bĐlĐmlerĐ enstĐtÜsÜ deĞer...
TRANSCRIPT

ĐSTANBUL TEKNĐK ÜNĐVERSĐTESĐ ���� FEN BĐLĐMLERĐ ENSTĐTÜSÜ
YÜKSEK LĐSANS TEZĐ Hande ALACA
Anabilim Dalı : Endüstri Mühendisliği
Programı : Mühendislik Yönetimi
HAZĐRAN 2010
DEĞER AKIŞ HARĐTALAMA ARAÇLARI ĐLE DEĞER ZĐNCĐRĐ ANALĐZĐ: BEYAZ EŞYA SEKTÖRÜNDE BĐR UYGULAMA
Tez Danışmanı: Öğr.Gör. Dr. Cahit Ali BAYRAKTAR


HAZİRAN 2010
İSTANBUL TEKNİK ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
YÜKSEK LİSANS TEZİ Hande ALACA
(507071212)
Tezin Enstitüye Verildiği Tarih : 03 Mayıs 2010 Tezin Savunulduğu Tarih : 08 Haziran 2010
Tez Danışmanı : Öğr. Gör. Dr. Cahit Ali BAYRAKTAR (İTÜ)Diğer Jüri Üyeleri : Prof. Dr. Fatma KÜSKÜ AKDOĞAN (İTÜ)
Yrd. Doç. Dr. Murat BASKAK (İTÜ)
DEĞER AKIŞ HARİTALAMA ARAÇLARI İLE DEĞER ZİNCİRİ ANALİZİ:BEYAZ EŞYA SEKTÖRÜNDE BİR UYGULAMA


iii
ÖNSÖZ
Bir işletmenin rekabet gücü,, işletmenin ürettiği ürünlerin (mamul ya da hizmetlerin) müşteriler tarafından alternatifleri karşısında tercih edilmesini, sürdürebilir bazda sağlayabilme yeteneğidir. Değer zinciri analizindeki ana düşünce, müşteriye yönelik olarak daha fazla değer sunuldukça, daha yüksek rekabet gücü kazanıldığıdır. Bir işin ortaya çıkardığı değerin, değer operasyonlarının gerçekleştirilmesine yönelik maliyeti geçmesi durumunda bu iş kârlı olarak nitelendirilebilecektir. Bu çalışmada, beyaz eşya sektöründe faaliyet gösteren bir firmada değer zinciri analizi yaparak katma değer yaratmayan faaliyetleri ortadan kaldırmak ve müşteriye daha fazla değer sunmak amaçlanmıştır.
Çalışmalarım süresince yardımını esirgemeyen BSH Çamaşır Makinası fabrikası Üretim Müdürü Kenan TELLĐ’ye; Ön Üretim Alan Yöneticisi Fikret BATAN’a ve Ön Üretim çalışanları ile proje ilerlemesinde katkıda bulunan ve yol gösteren Öğr. Gör. Dr. Cemil CEYLAN’a ve Öğr. Gör. Dr. Cahit Ali BAYRAKTAR’a teşekkürlerimi sunarım.
Mayıs 2010
Hande Alaca
Endüstri Mühendisi


v
ĐÇĐNDEKĐLER
Sayfa ÖZET .......................................................................................................................xiii SUMMARY .............................................................................................................. xv 1. GĐRĐŞ ...................................................................................................................... 1 2. DEĞER ZĐNCĐRĐ TARĐHSEL GELĐŞĐMĐ......................................................... 5 3. DEĞER ZĐNCĐRĐ KAVRAMI ............................................................................. 7 4. DEĞER ZĐNCĐRĐ ANALĐZĐ, PLANLAMA VE KONTROL MODELĐ ......... 9
4.1 Değer ................................................................................................................ 10 4.2 Müşteri Değer Modeli ...................................................................................... 13 4.3 Değer Belirliyicilerin Analizi........................................................................... 14 4.4 Değer Önerileri................................................................................................. 15 4.5 Değer Üretimi ve Koordinasyonu .................................................................... 16
5. DEĞER ZĐNCĐRĐ ................................................................................................ 17 5.1 Endüstri Bakış Açısna Göre ............................................................................. 17 5.2 Firma Bakış Açısına Göre ................................................................................ 19
5.2.1 Tasarım ve geliştirme................................................................................ 20 5.2.2 Satın Alma................................................................................................. 21 5.2.3 Üretim ....................................................................................................... 22 5.2.4 Pazarlama .................................................................................................. 23 5.2.5 Servis......................................................................................................... 24 5.2.6 Lojistik ...................................................................................................... 25
6. DEĞER ZĐNCĐRĐ ANALĐZĐ .............................................................................. 27 7. DEĞER ZĐNCĐRĐ YÖNETĐMĐ .......................................................................... 31
7.1 Teorik Đskelet Yapısı ........................................................................................ 31 7.2 Değer Zinciri Yönetimi’nin Faydaları.............................................................. 32 7.3 Değer Zinciri Yönetimi’nin Kritik Başarı Faktörleri ....................................... 33
8. DEĞER ZĐNCĐRĐNDE KULLANILACAK YÖNTEMLER........................... 37 8.1 Süreç Faaliyet Haritalama ................................................................................ 40 8.2 Tedarik Zinciri Matrisi ..................................................................................... 41 8.3 Üretim Çeşitliliği Hunisi .................................................................................. 44 8.4 Kalite Filtre Haritalama.................................................................................... 46 8.5 Talep Yükseltme Haritalama............................................................................ 48 8.6 Karar Noktası Analizi....................................................................................... 50 8.7 Fiziksel Yapı Haritalama.................................................................................. 51 8.8 Değer Katan Zaman Profili .............................................................................. 53 8.9 Uygun Değer Akış Haritalama Aracının Seçilmesi ......................................... 59
9. UYGULAMA........................................................................................................ 65 9.1 Metod ............................................................................................................... 65 9.2 Uygulama Yapılacak Firma Hakkında Bilgi .................................................... 66 9.3 BSH Değer Zinciri ........................................................................................... 71 9.4 BSH Değer Zinciri Analizi............................................................................... 74
9.4.1 Analiz yapılacak sürecin belirlenmesi ...................................................... 74 9.4.2 Değer akış haritalama aracının belirlenmesi ............................................. 76

vi
9.4.3 Süreç faaliyet haritalama........................................................................... 84 9.4.4 Tedarik zinciri matrisi .................................................................................. i 9.4.5 Kalite Filtre Haritalama................................................................................ i
9.5 Haritalama Araçlarında Çıkan Sonuçların Değerlendirilmesi.......................... 97 9.5.1 Süreç faaliyet haritası değerlendirme........................................................ 98 9.5.2 Tedarik zinciri matrisi değerlendirme ..................................................... 100 9.5.3 Kalite filtre haritalama değerlendirme .................................................... 101
9.6 Çözüm Önerileri .................................................................................................. i 9.7 Çözümlerin Uygulanması.................................................................................... i 9.8 Đyileştirme Sonrası Değer Akış Analizi............................................................... i
9.8.1 Süreç faaliyet haritalama......................................................................... 109 9.8.2 Tedarik zinciri matrisi ............................................................................. 114 9.8.3 Kalite filtre haritalama ................................................................................. i
10. SONUÇ VE DEĞERLENDĐRME.................................................................. 121 KAYNAKLAR ....................................................................................................... 125 EKLER.................................................................................................................... 129

vii
KISALTMALAR
CSL : Customer Service Level (Müşteri Servis Düzeyi) TPM : Total Productive Management (Toplam Üretken Bakım) BSH : Bosch Siemens Ev Aletleri San. ve Tic. A.Ş.


ix
ÇĐZELGE LĐSTESĐ
Sayfa
Çizelge 8.1 : Haritalama aracı ................................................................................. 38 Çizelge 8.2 : 7 Kayıp – haritalama aracı korelasyon tablosu (Hines, 1998). .......... 39 Çizelge 8.3 : Süreç faaliyet haritalama örneği......................................................... 42 Çizelge 8.4 : Değer katan zaman profili verileri...................................................... 56 Çizelge 8.5 : Değer katan zaman profili verileri 2................................................... 57 Çizelge 8.6 : Değer katan zaman profili maliyet verileri......................................... 57 Çizelge 8.7 : Değer katan zaman profili zaman verileri. ......................................... 57 Çizelge 8.8 : Değer katan zaman profili örneği. ...................................................... 58 Çizelge 8.9 : VALSAT tablosu 1............................................................................. 60 Çizelge 8.10 : VALSAT tablosu 2............................................................................. 61 Çizelge 8.11 : Haritalama araçlarının faydaları. ........................................................ 63 Çizelge 9.1 : TPM 16 kayıp. .................................................................................... 79 Çizelge 9.2 : TPM 16 kaybın önceliklendirilmesi. .................................................. 80 Çizelge 9.3 : Yalın üretime göre 7 kayıp. ................................................................ 80 Çizelge 9.4 : TPM’e göre 16 kayıp.......................................................................... 81 Çizelge 9.5 : 16 Kayıp – haritalama aracı korelasyon tablosu. ............................... 82 Çizelge 9.6 : 16 Kayıp – haritalama aracı korelasyon tablosu 2. ............................ 83 Çizelge 9.7 : Süreç faaliyet haritası özet tablosu..................................................... 91 Çizelge 9.8 : Tedarik zinciri matrisi Y ekseni verileri............................................. 92 Çizelge 9.9 : Tedarik zinciri matrisi X ekseni verileri............................................. 94 Çizelge 9.10 : Süreç faaliyet haritası özet tablosu..................................................... 98 Çizelge 9.11 : Süreç faaliyet haritası karşılaştırma tablosu 1.................................. 113 Çizelge 9.12 : Süreç faaliyet haritası karşılaştırma tablosu 2.................................. 113 Çizelge 9.13 : Süreç faaliyet haritası karşılaştırma tablosu 3.................................. 114 Çizelge 9.14 : Tedarik zinciri matrisi Y ekseni verileri........................................... 115 Çizelge 9.15 : Tedarik zinciri mat. Y ekseni verileri (iyileştirme sonrası).............. 115 Çizelge 9.16 : Tedarik zinciri matrisi X ekseni verileri........................................... 117 Çizelge 9.17 : Tedarik zinciri matrisi X ekseni verileri (iyileştirme sonrası). ........ 117


xi
ŞEKĐL LĐSTESĐ
Sayfa
Şekil 3.1 : Porter değer zinciri modeli. ...................................................................... 7 Şekil 4.1 : Değer zinciri analizi planlama ve kontrol modeli. ................................... 9 Şekil 4.2 : Müşteri değer modeli.............................................................................. 13 Şekil 4.3 : Müşteri değer belirleyicilerinin analizi. ................................................. 14 Şekil 4.4 : Değer önerileri........................................................................................ 15 Şekil 4.5 : Değer üretimi ve koordinasyonu. ........................................................... 16 Şekil 5.1 : Değer zinciri yaklaşımından değer teslimatına. ........................................ i Şekil 5.2 : Değer zinciri yönetim............................................................................. 18 Şekil 5.3 : Kurumsal değer zinciri. .......................................................................... 19 Şekil 5.4 : Tasarım ve geliştirme. ............................................................................ 20 Şekil 5.5 : Satın alma. .............................................................................................. 21 Şekil 5.6 : Üretim..................................................................................................... 22 Şekil 5.7 : Pazarlama. .............................................................................................. 23 Şekil 5.8 : Servis. ..................................................................................................... 24 Şekil 5.9 : Lojistik. .................................................................................................. 25 Şekil 6.1 : Değer zinciri analizi. .............................................................................. 28 Şekil 7.1 : Değer zinciri analizine ait teorik iskelet yapısı. ..................................... 31 Şekil 7.2 : Değer zinciri optimizasyonuna bariyerler. ............................................. 34 Şekil 7.3 : Formel değer zinciri stratejisi................................................................. 34 Şekil 7.4 : Değer zinciri yönetimi yol haritası. ........................................................ 35 Şekil 8.1 : Tedarik zinciri matrisi. ........................................................................... 43 Şekil 8.2 : Üretim çeşitliliği hunisi. ......................................................................... 45 Şekil 8.3 : Kalite filtre haritalama............................................................................ 47 Şekil 8.4 : Talep yükseltme haritalama.................................................................... 50 Şekil 8.5 : Karar noktası analizi............................................................................... 51 Şekil 8.6 : Fiziksel yapı haritalama örneği (hacime göre). ...................................... 52 Şekil 8.7 : Fiziksel yapı haritalama örneği (maliyete göre)..................................... 53 Şekil 8.8 : Değer katan zaman profili. ..................................................................... 53 Şekil 8.9 : VALSAT iş akışı. ................................................................................... 59 Şekil 9.1 : BSH iş süreçleri...................................................................................... 72 Şekil 9.2 : BSH iş süreçleri 2................................................................................... 73 Şekil 9.3 : F02B Bosch Pano. .................................................................................. 75 Şekil 9.4 : F10C Siemens Pano. .............................................................................. 75 Şekil 9.5 : F10S Bosch Pano. .................................................................................. 75 Şekil 9.6 : F10E Bosch Pano. .................................................................................. 75 Şekil 9.7 : F10S Siemens Pano. ............................................................................... 75 Şekil 9.8 : Serigrafi baskı bölümü yerleşim planı. .................................................. 76 Şekil 9.9 : Serigrafi baskı bölümü iş akışı (bubble diyagram). ............................... 85 Şekil 9.10 : Serigrafi baskı bölümü ip (spaghetti) diyagramı.................................... 86 Şekil 9.11 : Süreç faaliyet haritası (1. süreç). .......................................................... 87 Şekil 9.11 : Süreç faaliyet haritası 1. süreç (devamı). ............................................... 88

xii
Şekil 9.12 : Süreç faaliyet haritası 2. süreç................................................................ 89 Şekil 9.12 : Süreç faaliyet haritası 2. süreç (devamı). ............................................... 90 Şekil 9.13 : Süreç faaliyet haritası 3. süreç................................................................ 91 Şekil 9.14 : Tedarik zinciri matrisi 1. süreç. .............................................................. 94 Şekil 9.15 : Kalite filtre haritalama............................................................................ 97 Şekil 9.16 : Süreç faaliyet haritası 1. süreç (detay). .................................................. 99 Şekil 9.17 : Yerleşim düzeni (iyileştirme sonrası)................................................... 106 Şekil 9.18 : Serigrafi baskı böl. iş akışı (bubble diyagram) (iyileştirme sonrası).... 107 Şekil 9.19 : Serigrafi baskı bölümü ip (spaghetti) diyagramı (iyileştirme sonrası). 108 Şekil 9.20 : Süreç faaliyet haritası 1.süreç (iyileştirme sonrası).............................. 109 Şekil 9.20 : Süreç faaliyet haritası 1. süreç (iyileştirme sonrası) (devamı). ............ 110 Şekil 9.21 : Süreç faaliyet haritası 2. süreç (iyileştirme sonrası)............................. 111 Şekil 9.22 : Süreç faaliyet haritası 3. süreç (iyileştirme sonrası)............................. 112 Şekil 9.23 : Tedarik zinciri matrisi (iyileştirme öncesi). ......................................... 116 Şekil 9.24 : Tedarik zinciri matrisi (iyileştirme sonrası). ........................................ 116 Şekil 9.25 : Kalite filtre haritalama (iyileştirme öncesi).......................................... 119 Şekil 9.26 : Kalite filtre haritalama (iyileştirme sonrası)......................................... 120

xiii
DEĞER AKIŞ HARĐTALAMA ARAÇLARI ĐLE DEĞER ZĐNCĐRĐ ANALĐZĐ: BEYAZ EŞYA SEKTÖRÜNDE BĐR UYGULAMA
ÖZET
Bu çalışmada değer akış haritalama araçları ile değer zinciri analizi metodolojisi ele alınmıştır. Çalışmada ilk olarak değer zinciri analizi ile ilgili literatür araştırılmış, literatürde bulunan değer akış haritalama araçları incelenmiştir. Çalışmanın uygulama alanı olarak beyaz eşya sektörü seçilmiştir. Değer akış haritalama araçları kullanılarak değer zinciri analizi yapılması için metodoloji oluşturulmuştur. Bu metodolojiye dayanarak beyaz eşya sektöründe faaliyet gösteren bir firmada değer zinciri analizi yapılmıştır. Değer zinciri analizi yapılırken 3 farklı haritalama aracından faydalanılmıştır. Değer zinciri analizi sonucunda katma değer yaratmayan faaliyetleri elimine etmek için öneriler geliştirilmiş ve bu öneriler uygulanarak süreç iyileştirilmiştir.
Yapılan çalışma 10 bölümden oluşmaktadır.
Đkinci bölümde değer zincirinin tarihsel gelişimi ele alınırken, üçüncü bölümde değer zinciri kavramından bahsedilmiştir.
Çalışmanın dördüncü bölümünde talep zinciri ve tedarik zinciri analizinden oluşan değer zinciri analizi modeli açıklanmıştır. Bir sonraki bölümde endüstri ve firma bakış açısına göre değer zincirine ait bilgiler verilmiştir.
Altıncı bölümde değer zinciri analizi, yedinci bölümde ise değer zinciri yönetimi ele alınmıştır ve bir sonraki bölümde de değer zinciri analizinde kullanılan değer akış haritalama araçları incelenmiştir.
Dokuzuncu bölüm geliştirilen metodoloji ve beyaz eşya sektöründe yapılan uygulamaya ayrılmıştır. Bu bölümde öncelikle uygun değer akış haritalama araçları seçilmiş ve bu araçlarla değer zinciri analizi yapılmıştır. Analiz sonucunda ise çeşitli öneriler geliştirilmiş ve uygulanmıştır.
Son bölümde ise sonuçlara yer verilmiştir. Bu çalışmanın sonucunda elde edilen faydalar bu bölümde açıklanmıştır.


xv
VALUE CHAIN ANALYSIS WITH VALUE STREAM MAPPING TOOLS: WHITE GOOD INDUSTRY APPLICATION
SUMMARY
In this study, value stream mapping tools and value chain analysis were discussed. Firstly, literature related to the value chain analysis and value stream mapping tools was searched. White good industry was selected for application. Methodology is defined for value chain analysis with value stream mapping tools. Value chain analysis was made in the white good industry company by using this methodology. 3 different value stream mapping tools were used for value chain analysis. As a result of value chain analysis, some ideas were created to eliminate non-value added activities. Process was improved after these ideas were implemented.
The study consists of 10 sections.
In the second section historical development of value chain analysis was handled and in the third section the term of value chain was discussed.
In the fourth section, value chain analysis model that consists of demand chain and supply chain analysis was described. In the next section information about value chain from the point of view of industry and company.
In the sixth section, value chain analysis and in the seventh section value chain management was discussed. In the next section, value stream mapping tools that were used for value chain analysis were investigated.
Methodology and white good industry application were discussed in the ninth section. In this section, firstly suitable value stream mapping tools were selected and value chain analysis were made with them. As a result of analysis, some ideas were created and implemented.
In the last section, results were discussed. Also, benefits of this study were explained in this section.


1
1. GĐRĐŞ
Bir organizasyonun kendi sunduğu servis veya ürünlere, belirli bir sırayla uyguladığı
işlemlerin, yani bir değer zincirinin sayesinde anlam kattığını kabul eden işletme
felsefesinde, bu zincirdeki güçlü ve zayıf yönleri sistematik olarak ortaya çıkarmak,
tanımlamak ve analiz etmek için değer zinciri analiz yöntemini kullanır.
Organizasyon işlemlerini birer zincir halkası olarak görür ve her bir halkanın
değerini artırmayı hedefler (Dekker, 2002).
Porter (1985), değer zincirini bir firmanın rekabet üstünlüğü kazanmada anahtar
etken olarak görmektedir ve entegrasyon sürecinde gerçekleştirdiği tüm
operasyonları sistematik olarak incelemenin en temel aracı olarak tanımlamaktadır.
Diğer bir deyişle değer zinciri, firmanın operasyonlarını stratejik öneme sahip
operasyonlar olarak ayrıştırma ve bu operasyonların maliyet ve değer üzerindeki
etkilerini anlama yöntemidir. Değer zinciri çerçevesinin amacı maliyetleri en az
düzeye indirirken değer sunumunu en yüksek düzeye yükseltebilmektir (Porter,
1985).
Değer zinciri bir ürünün veya hizmetin kavramsal tasarımından nihai tüketiciye
teslimine kadar gerekli olan tüm operasyonları (üretim, satın alma, dağıtım ve
tüketim gibi) tanımlamaktadır. Değer zinciri, esasen rekabet üstünlüğünün gelişimini
incelemeye yönelik sistematik bir yöntemdir. Bu itibarla değer zinciri analizi, bir
firmanın ana yetkinlik alanlarının tanımlanması ve rekabet üstünlüğü kazanmada
etkili olan operasyonların tespitinde yararlı bir analiz aracı olarak kullanılmaktadır.
Rekabet üstünlüğünü bir firmaya genel olarak bakarak anlamak mümkün değildir.
Nitekim, rekabet üstünlüğü firmanın tasarım, üretim, pazarlama, teslimat ve ürün
destek hizmetleri gibi gerçekleştirmekte olduğu birçok farklı operasyondan
kaynaklanmaktadır. Rekabet üstünlüğünü kazandıran operasyonları daha iyi
anlayabilmek için, öncelikle genel kapsamı ile değer zincirinden başlamak ve daha
sonra o firmaya özgü uygun operasyonları tespit etmek gerekmektedir.

2
Bu çalışmada değer akışı analizi ile ilgili teorik bilgilere dayanarak değer zinciri
analizi için bir uygulama modeli oluşturmak ve bu modeli BSH süreçlerinden birine
uygulayarak sürecin iyileştirilmesi amaçlanmıştır.
Çalışmada öncelikle değer zinciri analizine ait literatür araştırması yer almaktadır.
Literatür araştırmasından sonra ise BSH Ev Aletleri San. ve A.Ş., Çamaşır Makinası
fabrikasında uygulanan değer zinciri analizi örneği bulunmaktadır. Literatür
kısmında öncelikle değer zincirinin 2. dünya savaşından günümüze kadar uzanan
tarihsel gelişimi anlatılmıştır. Değer zinciri kavramı için literatürde yer alan farklı
tanımlar ise üçüncü bölümde anlatılmıştır. 4. bölümde ise talep zinciri ve tedarik
zinciri analizinden oluşan değer zinciri analizi modeli açıklanmıştır. Bu modele ait
bileşenler (müşteri değer modeli, değer belirleyicilerinin analizi, değer önerileri,
değer üretimi ve koordinasyonu) de bu bölümde açıklanmıştır. Bir sonraki bölümde
endüstri ve firma bakış açısına göre değer zincirine ait bilgiler verilmiştir. 6.
bölümde ise değer zinciri analizine yer verilmiştir. Değer zinciri yönetiminin
faydaları ve kritik başarı faktörleri ise bir sonraki bölümde açıklanmıştır. Literatürün
son bölümünde ise değer zinciri analizinde kullanılabilecek 8 farklı yöntemin (süreç
faaliyet haritalama, tedarik zinciri matrisi, üretim çeşitliliği hunisi, kalite filtre
haritalama, talep yükseltme haritalama, karar noktası analizi, fiziksel yapı haritalama,
değer katan zaman profili) amacı ve metodolojisi anlatılmıştır. Ayrıca bu bölümde
süreçlere uygun değer akış analizinin hangi metotla nasıl seçileceği de açıklanmıştır.
Uygulama kısmında ise öncelikle metodolojiye yer verilmiştir. Metod oluşturulurken
literatürde 4. bölümde açıklanan değer zinciri modelindeki temel düşünce göz önüne
alınmıştır. Değer zinciri analizi yapılacak süreç (1. adım) ve süreç içerisindeki
kayıplar (2. adım) belirlendikten sonra VALSAT analizi ile uygun haritalama
araçları (3. adım) belirlenmiştir. Analiz yapıldıktan sonra sonuçlara göre çözüm
önerileri (4. ve 5. adım) geliştirilmiştir. Çözüm önerileri uygulanarak (6. adım)
sonuçları ortaya konmuş (7. adım) ve tekrar değer zinciri analizi yapılarak önceki
durum ile karşılaştırma yapılmıştır (8. adım). Oluşturulan metoda uygun olarak
seçilen firmada değer zinciri analizi yapılmıştır. Uygulama yapılacak firma hakkında
bilgi verildikten sonra BSH firmasındaki değer zinciri hakkında bilgi verilmiştir.
BSH değer zinciri yapısı açıklanırken literatürde açıklanan firma bakış açısına göre
değer zinciri (5.2) yapısı temel alınmıştır. Dördüncü bölümde ise BSH değer zinciri
analizi yapılmıştır. Değer zinciri analizi yapılacak süreç olarak BSH içerisindeki
3
süreç grupları içerisinden temel süreçler’den ürün üretimi süreci seçilmiştir.
(Müşteri temel olarak ürüne (beyaz eşyanın kendisine) para ödediği için ve en fazla
değer üretimde yaratıldığı için bu süreç seçilmiştir.) Ürün olarak Çamaşır Makinası
alınmıştır. Daha sonra bu sürece ait 16 kayıp belirlenmiştir. Belirlenen kayıpları
ortadan kaldırmaya yönelik uygun haritalama araçlarını seçmek için literatürün son
bölümünde açıklanan VALSAT analizinden yararlanılmıştır. VALSAT analizine
göre süreç faaliyet haritalama, tedarik zinciri matrisi, kalite filtre haritalama araçları
seçilmiştir. 3 haritalama aracı kullanılarak BSH’da seçilen süreç analiz edilmiştir.
Bir sonraki bölümde ise haritalama araçları ile yapılan analiz sonuçları
değerlendirilmiştir. Seçilen süreçteki en büyük kayıpların beklemeler, kalite hataları
ve stoklar olduğu tespit edilmiştir ve bu kayıpların kök nedenleri araştırılmıştır.
Uygulama kısımının 6. bölümünde değer katmayan faaliyetleri ortadan kaldırmaya
yönelik 3 farklı çözüm önerisi geliştirilmiştir. 7. bölümde bu önerilerin
uygulanmasına ilişkin detaylar verilmiştir. Son bölümde ise iyileştirme sonrası 3
haritalama aracı kullanılarak tekrar değer akış analizi yapılmıştır. Analiz ve yapılan
iyileştirmeler sonucunda elde edilen iyileştirmeler açıklanmıştır. Bu sonuçlara göre
toplam stoklar 4,62 gün’den 4,05 güne düşerek stoklarda % 12,3 değerinde, teslimat
süresinde (lead time) ise 0,49 gün’den 0,36 gün’e düşerek % 26,5 değerinde ve kalite
hataları 23.468 ppm’den 20.584 ppm düzeyine düşerek % 12,2 değerinde bir
iyileşme sağlanmıştır.

5
2. DEĞER ZĐNCĐRĐ TARĐHSEL GELĐŞĐMĐ
Değer analizi kavramı ilk kez 2. Dünya Savaşı esnasinda L.D. Miles’in
girişimleriyle ortaya atılmış bir kavram olarak karşımıza çıkmaktadır. Bu dönemde
General Electric daha ucuz alternatif malzeme kullanarak üretim yapmaya baslamış
ve savaş sonrası da bu tutumunu devam ettirme kararı almıştır. Sistemli çalışmalar da
o dönemlerde başlatılmıştır. Daha sonraları ürünün fonksiyonel görünümü önem
kazanmiş ve değişiklikler sadece ürünün malzeme veya üretimi yönünden değil,
tasarımı yönünden de göz önüne alınmıştır. 1978 yılında, T. Fowler ve T. Snodgrass,
kullanıcı ya da müşterinin bakiş açısından bir ürünün tamamının incelenmesi üzerine
yoğunlaşan bir fonsiyonel analiz sistemleri tekniği geliştirmişlerdir. Müşteri ve
pazarlamayı dikkate alarak; bir ürünün temel fonksiyonlarının yanısıra, kolaylık
sağlaması, güvenilirlik sağlaması, kullanıcıyı cezbetmesi ve kullanıcıyı tatmin etmesi
ile ilgili fonksiyonları da bu tekniğe dahil etmişlerdir. Bu dönemde ürün ve müşteri
birlikte göz önüne alınmış; temel olmayan, fakat müşteri için önemli olan estetik
fonksiyonlar da dikkate alınmıştır (Al-Mudimigih, 2004).
1985 yılında Michael Everett Porter Değer zinciri modelini geliştirmiştir. Harvard
Üniversitesi Đşletme Bölümü’nde ekonomi ve yönetim bilimleri profesörü olan Porter
üç genel rekabet stratejisinin açıklanması (segmanlara ayırma, maliyet öncülüğü ve
farklı konuşlanma stratejileri), bir şirketin üretim süreçlerini blok bir ok şeklinde
betimleyen değer zinciri (Value chain) ve beş güç modeli (five forces model)
kullanarak bir endüstrinin veya pazarın çekicilik ve rekabet analizinin yapılması
konusunda araştırmalara sahiptir (Al-Mudimigih, 2004).
Günümüzde de değer analizi veya değer mühendisliği, mamul ve hizmetlerin
değerini geliştirme de bir disiplin olarak yaygın bir kabul görmektedir (Al-
Mudimigih, 2004).
1960’tan 1975 yılına kadar, organizasyonlar dikey tipte yapıya sahiptiler ve
faaliyetler, fonksiyonların optimizasyonuna odaklanmıştır. Satıcılarla ilişkiler kazan
- kaybet ilişkisine dayanmaktaydı. Üretim sistemleri malzeme ihtiyaç planlanmasına
(MRP) odaklanmıştı (Al-Mudimigih, 2004).

6
1975 ile 1990 yılları arasında organizasyonlar dikey olarak yapılanıyordu fakat
birçoğu operasyonlarını değerlendirmek için süreç haritalamayı ve analizlerini
kullanmaktaydı. Bu organizasyonlar, üretim tasarımı ve imalat gibi fonksiyonlar
entegrasyonun faydalarından yararlanmıştır. Toplam kalite yönetimi, Deming, Juran,
ve Crosby filozofisi ve ISO standartları gibi kalite ile ilgili birçok konuda adımlar
atmışlardır. Đmalat sistemleri MRP II’e odaklanmıştır (Al-Mudimigih, 2004).
1990 yılından bu yana, tüm dünyadaki organizasyonlar ulusal ve uluslar arası rekabet
ile karşı karşıya kalmıştır. Organizasyonlar arasındaki stratejik ittifaklar gelişmiştir.
Organizasyon yapıları, süreçlere uygun şekilde düzenlenmeye başlamıştır. Đmalat
sistemleri; ERP, dağıtım ihtiyaç planlama, elektronik ticaret, ürün veri yönetimi vb.,
bilgi teknolojileri ile zenginleştirilmiştir (Al-Mudimigih, 2004).
Demontaj için tasarım, senkron imalat ve esnek imalat, imalattaki bazı yeni
paradigmalardır. Birçok organizasyon, ürünün kaynağından tüketimine kadar oluşan
toplam maliyete odaklanmaya başlamıştır. Ayrıca tedarikçi sayısının azaltılması ile
birlikte satın alınan malzemelere karşı güven artmıştır ve satıcılarla ve müşterilerle
bilgi paylaşımı artmıştır. Öne çıkan tedarik zincirinin yönetimi felsefesi, değişen iş
eğilimlerine cevap verebilmek için gelişmiştir (Al-Mudimigih, 2004).

7
3. DEĞER ZĐNCĐRĐ KAVRAMI
Porter (1985) Değer Zincirini, “maliyetlerin davranışlarını ve farklılaşmanın
potansiyel kaynaklarını anlamak için işletmeyi, stratejik ilgili faaliyetler şeklinde
parçalara ayırmaktır” şeklinde tanımlamıştır. Şekil 3.1 ‘de görüldüğü gibi Porter
değer zincirini tedarik zinciri ve talep zincirinin birleşimi olarak ifade etmiştir
(Walters, 2007).
Şekil 3.1 : Porter değer zinciri modeli.
“Değer zinciri”, “talep zincirindeki aynı faaliyetleri ifade ederken odak noktası
“malların arzı” yerine “değer yaratmaktır”. Bu nedenle değer zinciri analizi, talep
zinciri analizine kıyasla daha geniş bir görüş açısı gerektirmektedir. Ayrıca,
müşteriler açısından aynı değer zinciri kapsamındaki işletmeler rekabet eden
işletmeler değildir. Değer zinciri içindeki faaliyetlerin gerçekleştirilmesi, farklı
grupların zincir içinde danışıklı olarak birlikte iş görmelerini gerektirmektedir.
“Birlikte danışıklı iş görmek” her zaman için ortak olmak anlamına gelmemektedir
(Walters, 2007).
Değer zinciri, hem müşteri hem de kurumun beklentilerini içeren bir model
önermektedir. Fırsatların operasyonel ve stratejik analizini makro (proses) ve mikro
(faaliyet) düzeyinde yapılmasını önerir.
SERVĐSSATIŞ &
PAZARLAMADIŞ
LOJĐSTĐkÜRETĐMĐÇ LOJĐSTĐk
TEKNOLOJĐ SĐSTEMLERĐ
ĐNSAN KAYNAKLARI YÖNETĐMĐ
TEDARĐK ZĐNCĐRĐ TALEP ZĐNCĐRĐ
SERVĐSSATIŞ &
PAZARLAMADIŞ
LOJĐSTĐkÜRETĐMĐÇ LOJĐSTĐk
TEKNOLOJĐ SĐSTEMLERĐ
ĐNSAN KAYNAKLARI YÖNETĐMĐ
TEDARĐK ZĐNCĐRĐ TALEP ZĐNCĐRĐ

8
Değer ağları yaklaşımında olduğu gibi müşterinin değer beklentilerinin nasıl
karşılanacağı ile ilgili herhangi bir kısıt olmadığı varsayımına dayanarak başlar.
Fakat daha sonra, değer zinciri sisteminin kendine özgü finansal kısıtlarını göz
önüne alır (Walters, 2007).
Normann ve Ramirez (1997)’e göre, başarılı şirketler “değer yaratan sistem”
üzerindeki karar ve stratejik analizlere odaklanmaktadır. Ayrıca, Normann ve
Ramirez bu sistem içerisindeki fonksiyonların (birimlerin) ortak bir değer
oluşturabilmek için nasıl çalışması gerektiğini tanımlamıştır (Walters, 2007).
Porter’in orijinal değer zinciri ile Normann ve Ramirez’in yaklaşımı arasında bazı
temel farklılıklar bulunmaktadır; Porter şirket değer zincirini başlangıç noktası
alırken, Normann ve Ramirez değer yaratan sistemlerin önemini vurgulamaktadır.
Değer yaratan sistemler öncelikle müşteri beklentilerini düşünmelidir, müşteri değeri
için gerekli kaynak ve yetenekleri daha sonra düşünmelidir (Walters, 2007).
Bovet ve Martha (2000), ise “değer ağları” terimini kullanmıştır. “Değer ağları, daha
ileri müşteri memnuniyetine ulaşmak ve şirket karlılığını arttırmak için ileri tedarik
zinciri konseptini kullananır.” Değer ağları müşteri ile başlar ve müşterilerin
ürünlerini kendilerinin tasarlamalarına izin verir ve taleplerini karşılar. Müşteri karar
prosesinde merkezdedir ve şirket tarafından çevrelenmiştir. Değer ağları modeli ile
Porter’in değer zinciri modeli arasındaki temel farklılık ise değer zincirindeki
fonksiyonlarının (birimler) değer yaratan faaliyetler kümesi olarak düşünülmesi ve
bu faaliyetlerin son müşterinin bakış açısına göre tanımlanmasıdır (Walters, 2007).
“Değer akışı”, müsteri özelliklerinden hammadde kaynaklarına kadar birbirine bağlı
fonksiyonları belirlemek ve şirketlerdeki ürün ve hizmet ailesini tasarlamak için
görev ve faaliyetler bütünü olarak tanımlanmıştır (Walters, 2007).
Değer odaklı yönetim için 3 farklı ana değişiklik öngörülmektedir. Đlk olarak
performansa odaklanılması gerekir. Günümüzde birçok organizasyon maliyet odaklı
verimliliği temel amaç olarak kabul ediyor. Sadece kısıt olarak değil, paydaşların
karları olarak da düşünülmelidir. Đkinci olarak, varlık ve kaynaklara sahip olmak
yerine kurumun kaynakları ve varlıkları yönetmesine doğru kaymak gerekmektedir.
Üçüncü olarak, organizasyonların hem müşteriye hem tedarikçiye ilişkin
operasyonlarında proaktif olması gerekir (Walters, 2007).
9
4. D
EĞ
ER
ZĐN
CĐRĐ
AN
ALĐZĐ,
PL
AN
LA
MA
VE
KO
NT
RO
L M
OD
ELĐ
Şek
il 4
.1 :
Değ
er z
inci
ri a
nali
zi p
lanl
ama
ve k
ontr
ol m
odel
i.
Paz
ar F
ırsa
t A
nali
zi
Müşt
eri D
eğer
M
odel
i
Değ
er
Bel
irle
yici
leri
nin
A
nal
izi
Değ
er Ö
ner
iler
i (Ü
rün
-Hiz
met
n
itel
ikle
ri)
Değ
er Ü
reti
mi v
e K
oord
inas
yon
u
Sür
ekli
re
kabe
t av
anta
jı
yara
tmak
ve
deva
m
etti
rmek
: en
düst
ri d
eğer
be
lirl
iyic
iler
ini
n an
aliz
i
Değ
er Z
inci
ri A
nali
zi
Tal
ep Z
inci
ri A
nali
zi
Değ
er
Dağ
ıtım
ı
Ted
arik
Zin
ciri
Ana
lizi
Str
atej
ik P
lanl
ama
(mak
ro-a
nali
z)
Müş
teri
ve
orga
niza
syon
el
değe
r
End
üstr
i değ
er
beli
rley
icil
erin
in, k
ayna
klar
ının
, or
gani
zasy
onel
al
tern
atif
leri
n an
aliz
i
Müş
teri
Ana
lizi
(m
ikro
-ana
liz)
Yat
ırım
değe
ri

10
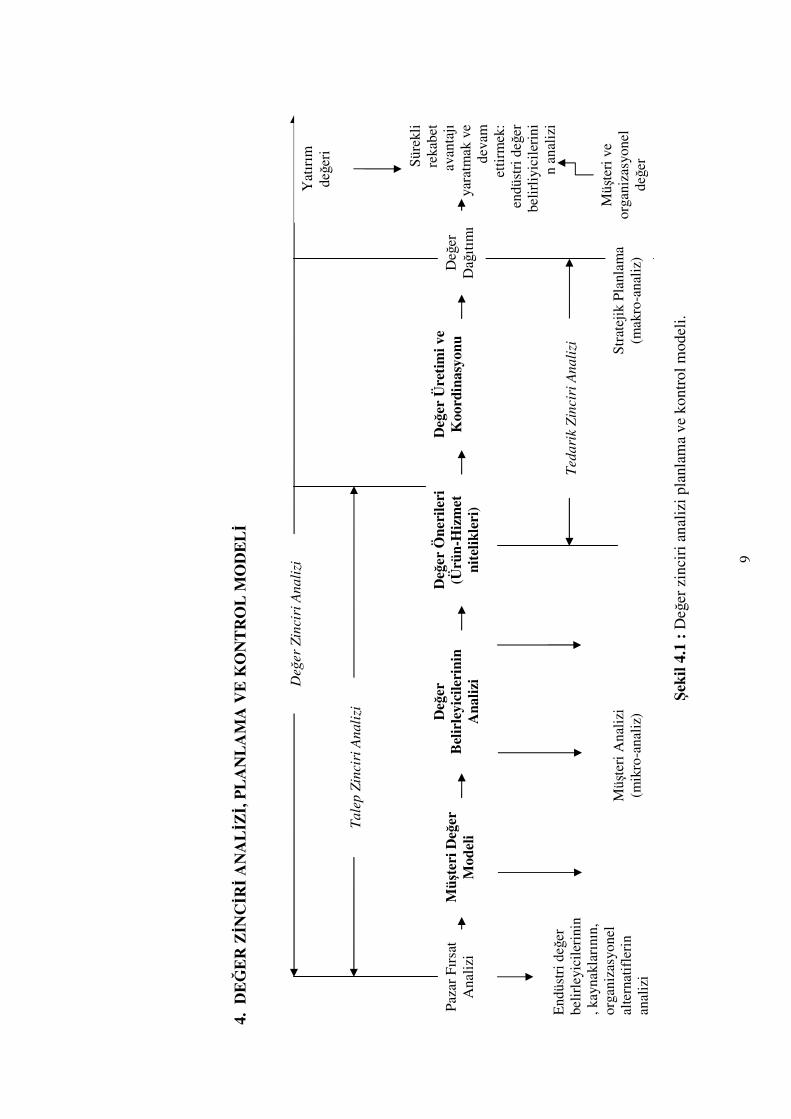
Değer zinciri modelini uygulamak için birden fazla yaklaşım önerilmiştir. Şekil 4.1
’deki model değer zinciri analizini araştırma ve öğretme periyodunu temel alır.
Model birden fazla basit felsefeyi içermektedir. Đlk felsefe yalın olmaya
dayanmaktadır, ikinci felsefe ise bu analize dayalı olarak hem müşteri hem de
paydaşların beklentilerini karşılayacak şekilde müşteri memnuniyetini ve stratejik
kararları içeren talep zinciri prosesine açık bir anlayış geliştirmeye dayanmaktadır.
Son olarak artan pazar fırstalarının, diğer organizasyonlarla işbirliği yaparak daha
başarılı bir şekilde elde edileceğinin kabul edilmesine dayanır (Walters, 2007).
Değer zincirinin, entegre yönetim faaliyeti olduğu şekil 4.1’deki modelde
görülmektedir. Öncelikle pazar araştırlır ve anlaşılır; pazar fırsat analizinden sonra
proses boyunca, endüstri belirleyicileri ve kaynak gereklilikleri tanımlanır; daha
sonra gerçekçi pazarlama ve finansal amaçlara başarı ile ulaşmak için potansiyel
organizasyonel alternatifler düşünülür. Müşteri değer beklentileri, modelinin en
önemli çıktısıdır ve müşteri değer belirleyicilerine açık bir anlayış sağlar. Müşteri
değer belirliyicileri, müşterinin demogarfi ve sosyo-ekonomik anlayışını tespit eder
ve planlama ile değer önerisinin geliştiği, etkin ürün-pazar stratejisi için temel
oluşturur. Değer önerisi iki açıdan önemlidir. Öncelikle, müşteri için
organizasyonun müşteri beklentilerine karşı sağladığı ürünleri ve hizmetleri tanımlar.
Daha sonra, iç ve dış paydaşların bu beklentileri karşılamak için üstleneceği rolleri
ve görevleri belirler. Bu noktada tedarik zinciri yönetimi başlar. Değer üretimi ve
koordinasyon kararı, ürünü ve satın alma tercihlerini etkiler ve tek organizasyondan
birbirine bağlı organizasyonlara geçilir. Organizasyonun sürekli başarısı için sürekli
rekabet avantajı yaratarak güçlü bir pazar pozisyonu sağlanması gerekir (Walters,
2007).
4.1 Değer
Günümüzde “değer” oluşturmanın rekabet avantajı elde etmede ve devam
ettirmedeki rolü oldukça büyük bir önem kazanmıştır. Böylece işletmeler, kendi
ürünleri veya süreçlerinin etkinliğini arttırmak ve devam ettirmek, dolayısıyla
rekabet avantajını elde etmek için “değer yönetimi”ne yönelmişlerdir (Walters,
2007).

11
“Değer” kavramı çok fazla kullanılan fakat çok fazla anlaşılmayan bir terimdir.
Değer yeni bir konsept olmamakla birlikte, ilk olarak Adam Smith tarafından 1776
yılında “kullanım değeri” (value-in use) olarak tanımlanmıştır. Adam Smith, değerin
2 farklı yönü üzerinde durmuştur. Đlk kısmı üretim maliyetleri, diğeri de müşteri için
önemli olan kullanım değeridir (Ürün veya hizmetin kullanıldığı zaman elde edilen
fayda). Ticari kapsamda, değer paydaşların memnuniyetini yani sadece müşterinin
değil çalışanların, tedarikçilerin, hissederların, yatırımcıların da beklentilerini
karşılamayı kapsamaktadır (Walters, 2007).
Genel olarak değer, bir müşterinin ödediği fiyat karşılığında elde etmiş olduğu
teknik, ekonomik, sosyal faydaların ve hizmetin parasal karşılığıdır. Buna göre,
değer para ile ifade edilebilir, müşterinin ödediği fiyat için elde etmiş olduğu net
faydadır. McDowell (1994), değeri; “Değer = Fonksiyon / Maliyet” şeklinde bir
formülle açıklamaktadır. Burada değer, ürün veya sürecin çalışması ve en az olası
maliyete satılması için sahip olması gereken performanstır. Fonksiyon; ürünün
performansı, sağlamlığı, kalitesi, güvenirliği ile ölçülmektedir ve ürün müşterileri
tatmin etmek zorundadır. Maliyet ise, kaynakların, zamanın, enerjinin, insanların,
paranın ve hammaddenin harcanmasıdır.
“Değer” kavramının birçok tanımı vardır, fakat genelde birbirinden çok farklı
değildir. Bu tanımlardaki ana temalar şu şekildedir;
• Müşteri değeri, ürün veya servisin kullanımı ile ilişkilidir, bu suretle kişisel
değerlerden arındırılmıştır.
• Müşteri değeri, satıcı tarafından objektif olarak belirlenmek yerine müşteri
tarafından algılanır.
• Müşteri değeri, müşterinin aldıkları (Örn: kalite, fayda, maliyet) ürünü veya
servisi elde etmek için verdikleri (Örn: fiyat, özveri) arasındaki ilişkiyi içerir
(Al-Mudimigih, 2004).
Değeri yönetmek için öncelikle “fiyat” ve “değer” arasındaki farkı anlamak
gerekmektedir. Fiyat, müşterileri çekebilecek ve satışından kar elde edebilecek
düzeyde ürün veya servis için belirlenen bedeldir.

12
Değer, alıcının fiyata bakışından etkilenir ve ürünün algılanan fayda, fonksiyon ve
niteliği ile ilişkilidir. Değer fiyata eşitse veya daha fazla ise, müşteri bu ürünü veya
servisi almak ister. Çünkü fiyat satıcı tarafından müşterinin algıladığı ürün veya
servisin değerine karşılık vereceği para olarak belirlenir. Fiyatlandırma stratejileri
kritiktir. Fiyatı maliyete, olasılığa, talebe dayalı olarak belirleyen geleneksel
yöntemler müşterinin algıladığı değere bağlı olarak fiyatı belirler (Al-Mudimigih,
2004).
Değer Zinciri bakış açısı Porter’in (1985)’teki modeline dayanmaktadır. Porter’a
göre bu yaklaşım, McKinsey ve Gluck’un fonksiyonel yaklaşımına karşılık,
yönetimin tedarikçi ve müşterilerle bağlantılı iç faaliyetlerine dayanan rekabet
avantajı getirmektedir. Bunun üzerin McKinsey modelini revize etmiştir ve modelini
“değer tedarik sistemi”ne dayandırmıştır. Ayrıca bu konsept “değer önerisi” olarak
da bilinmektedir. Şirketlerin, geleneksel fonksiyonel organizasyon (iç odaklı)
yapısından, dış odaklı proses bazlı yapıya geçişini vurgulamaktadır.
Değer tedarik sistemi, değer zincirine zıt olarak iç odaklı fonksiyonlar yerine müşteri
algılarına odaklanmıştır. Payne ve Holt (2001), “değer takımı” yaklaşımını Porter’in
değer zinciri yaklaşımına karşı geliştirmiştir. Stratejik analizin odağının
organizasyonlar olmadığını, değer yaratan sistemler (ortaklık ve işbirliği ile ürün
değeri elde eden sistemler) olduğunu iddia etmiştirler.
Slywotzky ve Morrision (1997) “müşteri merkezli düşünce” kavramını
geliştirmişlerdir. Şirketin temel yetkinlikleri, varlıkları ile başlayan, girdiler ve
malzemelere doğru ilerleyen, pazarlama kanalları aracılığıyla ürün arz eden ve nihai
müşteriye ulaşan geleneksel değer zincirini fazla gereksiz bulmuşlardır. Müşterinin
ilk bağlantı olduğunu ve herşeyin onu takip ettiğini iddia etmişlerdir (Walters, 2007).
Değer müşteriye sağlanan fayda ile belirlenir, fakat müşterinin bu faydaları elde
edebilmesi için bazı maliyetlere katlanılması gerekmektedir. Tüketicinin bakış
açısından “değer”, elde etme maliyeti ile faydanın kombinasyonundan oluşur.
Organizasyonun bakış açısından, müşteri beklentilerine verilen cevap değer
önerisidir (müşteriye sağlanan değer) (Walters, 2007).

13
4.2 Müşteri Değer Modeli
Müşteri değer modeli, belirlenen pazar şartlarında, belirlenmiş hedef müşteri kitlesi
için maliyet ve faydanın değerlendirilmesine dayanır. Anderson ve Narus(1998),
tarafından değer aşağıdaki şekilde tanımlanmıştır:
Müşterinin elde ettiği teknik, ekonomik ve sosyal faydanın parasal değerine karşılık,
müşterinin ödediği fiyat arasındaki fark “değer”i belirler. Bu tanımdan yola çıkarak
rekabetçi pazarda denklem şu şekilde tanımlanabilir;
(Değert ve Fiyatt) > (Değera ve Fiyata)
Değert ve Fiyatt , tedarikçinin pazara sunduğudur, Değera ve Fiyata, bir sonraki en iyi
alternatifin pazara sunduğudur. Değer ve Fiyat arasındaki fark müşterinin satın
alması için oluşan teşviktir. Diğer bir deyişle, müşterinin o ürünü satın alması için,
bir sonraki en iyi alternatiften daha iyi teşvik sağlaması gerekmektedir.
Şekil 4.2 Anderson ve Narus modelinin yalınlaştırılmış halidir;
Şekil 4.2 : Müşteri değer modeli.
Müşteri Değer Modeli yeni değildir. Heskett (1997)’de müşteri değer denklemini
önermiştir. Müşteri faydasına ve elde etme maliyetine ek olarak proses kalitesi ve
fiyatı da içermektedir. Model aşağıdaki şekilde açıklanmıştır;
Değer = ( Müşteri için elde edilen sonuç + Proses Kalitesi ) < ( Fiyat + Ürün Elde
Etme Maliyeti) (Walters, 2007).
Müşteri Değer Modeli (Değer
Belirleyicileri
Müşteri Profili; • Kim • Ne • Ne zaman • Nerede
Müşteri Elde Etme Maliyeti
Müşteri Değer Kriterleri Temel Müşteri
Değer Belirleyicileri; • Varlık Yön. • Zaman Yön. • Performans Yön.
o Finansal o Pazar o Kalite o Hizmet o Esneklik o Seçenek o Rahatlık
• Risk Yön. • Bilgi Yön.

14
4.3 Değer Belirliyicilerin Analizi
Eğer organizasyon güçlü, rekabetçi bir pozisyon geliştirecek ise, nihai müşteri için
önemli olan değer belirleyicilerini ve diğer değer zinciri katılımcılarını etkileyen
değer tedarik sisteminin yapısını açık bir şekilde tanımlaması gereklidir (Walters,
2007).
Şekil 4.3 ’den de görüldüğü gibi, değer belirleyicilerinin analizinde birden fazla
husus vardır. Đlk olarak, değer belirleyicilerinin ve hedef müşteri grubu için göreceli
önemininin açıkça tanımlanması gerekmektedir. Eğer burada temel farklılıklar varsa,
birden fazla hedef müşteri kitlesi seçilmelidir. Daha sonra değer kapsamında temel
rekabetçiler ve onların değer teslimat yapıları tanımlanmalıdır. Stratejik ve
operasyonel kaynak gereklilikleri, müşteri beklentilerinin üretimi ve teslimatı için
şartları oluşturmaktadır. Şekil 4.3’den de görülebileceği üzere, paydaşların değer
beklentilerini etkiliyen birden fazla yatırım ve maliyet kararı bulunmaktadır.
Şekil 4.3 : Müşteri değer belirleyicilerinin analizi.
Müşteri Değer Belirliyicilerinin
Analizi
Stratejik Kaynaklar • Duran varlıklar • Đşletim Sermayesi • Yönetim Zamanı • Giriş ve çıkış
maliyetleri
Operasyonel Kaynaklar • Sabit maliyetler • Değişken maliyetler
Kritik Endüstri Başarı
Belirleyicileri
Maliyet Profili, Finansal Riskler
Paydaş değer beklentileri • Serbest nakit akışı • Karlılık • Üretkenlik • Büyüme/risk
• Müşteri değer belirliyicilerinin göreceli önemi
• “Pazar” kısıtları • Rekabetçi faaliyetler
ve yapı
• Đşletme Sermayesi Kısıtları
• Finansal yapı • Nakit akış profilleri

15
4.4 Değer Önerileri
Değer önerileri, hedef müşteri için beklentilerini karşılayacak şekilde
tanımlanmalıdır. Müşteri değer niteliklerinin açık bir ifadesi olmalıdır (hem değer
kriterleri, hem de müşteri için elde etme maliyetlerini minimize edecek şekilde
olmalıdır). Ürün ve hizmet özelliklerini kapsarken, servis destek özelliklerini de
kapsamalıdır. Şekil 4.4’de, değer önerilerinin bileşenleri ve etki eden faktörler
tanımlanmıştır (Walters, 2007).
Şekil 4.4 : Değer önerileri.
Müşteri/Pazar Teklifi • Garanti & Servis • Spesifikasyon • Stil & Görüntü • Zaman & Yer
Bulunabilirliği • Ürün Ömrü
maliyeti/fiyatı/performansı • Bakım periyodu
Değer Önerileri (Ürün – Hizmet
Önerileri)
Müşteri Katkısı • Karlı ve sık işlemler • Uzun dönemli sadakat • Geri Bildirim
o Ürün-hizmet teslimatı
o Rekabetçi faaliyetler
o Ürün-hizmet fırsatları
Partner/Paydaşların Beklentisi Partner ve Tedarikçiler • ROI • Sürekliliği olan karlılık
artışı • Devamlı yüksek
düzeyde prodaktivite • Güçlü, pozitif nakit akışı Çalışanlar • Đş Tatmini • Adil ücret oranları • Đş garantisi Aracıları • Karlı işlemler • Devam eden ilişkiler • Pazar hacminde büyüme • Güçlü, pozitif nakit akışı
Partner/Paydaşların Katkısı • Yatırımcılar: Sermaye artışı, uzun
dönemli destek • Aracılar:Planlama ve tahmin etme,
stok yönetimi • Çalışanlar: Esneklik, sadakat, çok
yetenekli • Tedarikçiler: yüksek müşteriye özel
üretim, entegrasyon • Toplum: Yetkin çalışan havuzu

16
4.5 Değer Üretimi ve Koordinasyonu
Değer üretimi ve koordinasyonu, organizasyonel yapı, paydaşların yönetimi ve
operasyon yönetimini kapsamaktadır (Walters, 2007).
Şekil 4.5 : Değer üretimi ve koordinasyonu.
Organizasyonel Yapı • Garanti & Servis • Spesifikasyon • Stil & Görüntü • Zaman & Yer
Bulunabilirliği • Ürün Ömrü
maliyeti/fiyatı/performansı • Bakım periyodu
Değer Üretimi ve Koordinasyonu
Müşteri Katkısı • Karlı ve sık işlemler • Uzun dönemli sadakat • Geri Bildirim
o Ürün-hizmet teslimatı
o Rekabetçi faaliyetler
o Ürün-hizmet fırsatları
Operasyonel Yönetim • Üretim • Lojistik • Servis

17
5. DEĞER ZĐNCĐRĐ
Porter’a göre (1985), stratejik maliyet analizinin en önemli amaçlarından biri değer
zincirindeki tedarikçi ile alıcı arasındaki ilişkiyi daha iyi yönetmektir. Değer zinciri
“hammadde tedarikçisinden ürünün teslim edildiği nihai müşteriye kadar olan
süreçteki tüm değer yaratan faaliyetlerin kümesidir (toplamıdır).” (Shank, 1989).
Değer zincirinde farklı tipte bağlantılar bulunmaktadır; faaliyetler arası ilişki, firma
içindeki iş birimleri arasındaki ilişki, firma, alıcı ve tedarikçi arasındaki ilişki (Porter,
1985). En son tipteki ilişki, tedarik zincirindeki “dikey bağlantılar” olarak görülür,
firmanın iç değer zincirinin alıcılar ve tedarikçilerle olan ilişkisi ile ilgilenir.
Bağlantı, bir faaliyetin performansı ve onun diğer faaliyetin performansına olan
etkisi arasındaki ilişkiyi ifade eder. Diğer bir deyişle, faaliyetler arasında kesin bir
bağımsızlık varsa, bağlantıdan söz edilebilir (Shank and Govindarajan, 1992).
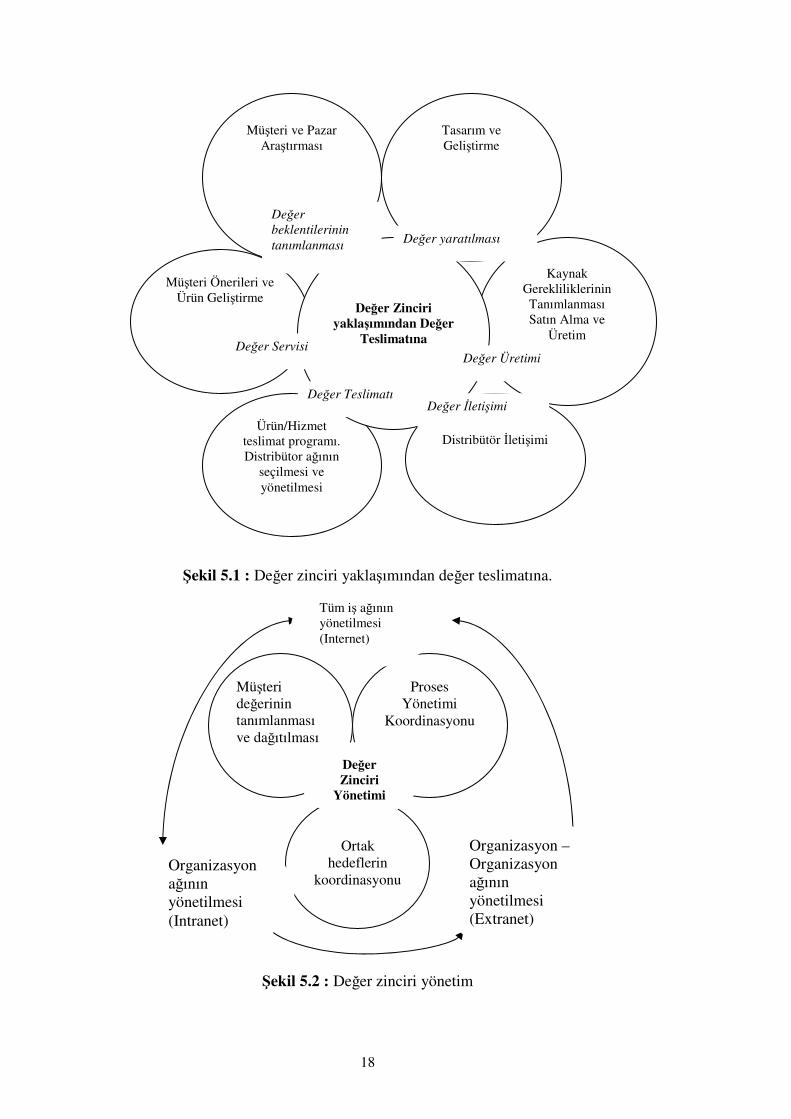
Şekil 5.1 ’den de görüldüğü üzere, değer yaratımı ve teslimatı kompleks ve kapsamlı
bir prosestir. Bu prosesin, yenilikçi organizasyonların merkezine yerleşeceği
beklenmektedir. Pazar fırsatlarını tanımlar, müşteri beklentilerini somut ve soyut
açıdan araştırır ve hem müşteri beklentilerini karşılayan hem de pazarda güçlü bir
pozisyon sağlayan değer zincirini geliştirir. Bunları daha sonra birçok
organizasyonun dahil olduğu değer teslimat prosesi takip eder (Walters, 2007).
5.1 Endüstri Bakış Açısna Göre
Değer Zinciri; Müşteri ile değer üreticileri arasındaki şebeke; şebeke yapısının
başarılı olması için, görevlerin, rollerin ve sorumlulukların anlaşılması ve kabul
edilmesi gereklidir. Değeri yaratan organizasyon içinde ve organizasyon ile müşteri
arasındaki ağın koordinasyonu stratejik yönetim ile gerçekleşir (Walters, 2007).
Değer zinciri kapsamında, ağlar sadece basit bilgi teknoloji tabanlı değildir, fakat
ilişki, bilgi ve proses tabanlıdır (Walters, 2007).
18
Şekil 5.1 : Değer zinciri yaklaşımından değer teslimatına.
Şekil 5.2 : Değer zinciri yönetim
Tasarım ve Geliştirme
Müşteri ve Pazar Araştırması
Müşteri Önerileri ve Ürün Geliştirme
Kaynak Gerekliliklerinin Tanımlanması Satın Alma ve
Üretim
Distribütör Đletişimi
Ürün/Hizmet teslimat programı. Distribütor ağının
seçilmesi ve yönetilmesi
Değer Zinciri yaklaşımından Değer
Teslimatına
Değer yaratılması
Değer Servisi
Değer Teslimatı Değer Đletişimi
Değer Üretimi
Değer beklentilerinin tanımlanması
Müşteri değerinin tanımlanması ve dağıtılması
Proses Yönetimi
Koordinasyonu
Ortak
hedeflerin koordinasyonu
Değer Zinciri
Yönetimi
Organizasyon ağının yönetilmesi (Intranet)
Tüm iş ağının yönetilmesi (Internet)
Organizasyon – Organizasyon ağının yönetilmesi (Extranet)

19
5.2 Firma Bakış Açısına Göre
Değer zinciri yönetimi, müşteri memnuniyetine karşı proaktif bir yaklaşımtır, tedarik
zinciri tasarımı için belirli görev özelliklerini tanımlamak için talep zincirini
kullanmaktadır (Walters, 2007).
Kurumsal veya organizasyonel değer zinciri, şekil 5.3’de gösterilmiştir. Endüstri
değer zincirinin proses yapısını içermekle birlikte organizasyonel düzeyde karar
verme konularını da içermektedir.
Şekil 5.3 : Kurumsal değer zinciri.
Değer zinciri içindeki firma sadece paydaşlardan biridir. Değer zincirindeki her bir
ana prosesdeki faaliyetler aşağıdaki bölümlerde tanımlanmıştır.
Lojistik
Müşteri ve paydaşların beklentileri
Kaynaklar
Tasarım ve Geliştirme
Üretim
Pazarlama
Servis
Değer Teslimatı
Satın Alma

20
5.2.1 Tasarım
ve geliştirme
Şek
il 5.4 : Tasarım
ve geliştirme.
L
ojistik
D
eğer T
eslimatı
Müşteri ve
payd
aşların
bek
lentileri
Kayn
aklar
Varlıklar
Proesesler
Yetkinlikler
Tasarım
ve Geliştirm
e •
Ürün ve H
izmet D
estek Spesifikasyonu
• P
azar bağlantısı o
N
ihai müşteri için tasarım
o
L
okasyon, servis ulaşımına
kolaylığın göz önüne alınması
• Y
etkinlik ve kapasite profilini karşılamak
için proses tasarımı
o
Üretim
için tasarım
o
Ürün platform
ları ve standart bileşenler
• O
rtak güçlü ve zayıf yönler o
V
arlıklar &P
rosesler & Y
etkinlikler (N
e? Nerede?N
asıl?) •
Fırsat ve T
ehditler o
T
alep & T
eknoloji ömür çevrim
leri o
R
ekabetçi karşılık •
Gelir, m
aliyet & nakit akışı opsiyonlarının
tanımlanm
ası (finansman ile)
Servis
Pazarlam
a
Üretim
Satın
A
lma

21
5.2.
2 S
atın
Alm
a
Şek
il 5
.5 :
Sat
ın a
lma.
L
ojis
tik
D
eğer
T
esli
mat
ı
Müşt
eri v
e p
ayd
aşla
rın
b
ekle
nti
leri
Kay
nak
lar
Var
lıkl
ar
Pro
eses
ler
Yet
kinl
ikle
r
Tas
arım
v
e G
eliş
tirm
e
Ser
vis
Paz
arla
ma
Üre
tim
Sat
ın A
lma
•
Spe
sifi
kasy
onla
rı s
ağla
yan
alte
rnat
if k
ayna
k m
odel
leri
nin
araş
tırı
lmas
ı •
Kay
nakl
arın
tan
ımla
nmas
ı o
A
lış
bors
ası
o
Açı
k ar
ttır
ma
o
Ris
kler
in t
anım
lanm
ası
•
Gör
üşm
e &
Đşl
emle
r o
O
pera
syon
ve
naki
t çe
vrim
pro
fili
o
R
isk
prof
ille
rini
n ta
hmin
edi
lmes
i •
Ort
ak g
üçlü
ve
zayı
f yö
nler
o
V
arlı
klar
&P
rose
sler
& Y
etki
nlik
ler
(Ne?
Ner
ede?
Nas
ıl?)
•
Fır
sat
ve T
ehdi
tler
o
T
edar
ik p
azar
ları
nın
beli
rlen
mes
i o
Đk
ame
bileşe
n &
mal
zem
eler
•
Gel
ir, m
aliy
et &
nak
it a
kışı
ops
iyon
ları
nın
tanı
mla
nmas
ı (f
inan
sman
ile
)

22
5.2.3 Üretim
Şek
il 5.6 : Üretim
.
L
ojistik
D
eğer T
eslimatı
Müşteri ve
payd
aşların
bek
lentileri
Kayn
aklar
Varlıklar
Proesesler
Yetkinlikler
Tasarım
ve G
eliştirme
Servis
Pazarlam
a
Satın
A
lma
Üretim
•
Ürün spesifikasyonlarını karşılam
ak ve hacim
tahminleri için gerekli varlıklara,
proseslere, yetkinliklere, kapasiteye karar verilm
esi •
Am
açlara ulaşmak için optim
um prosese
karar verilmesi
o
Müşteri spesifikasyonları
o
Ürün kalitesi
o
Fabrika kullanım
ı o
Đşçilik kullanım
ı o
E
sneklik o
Ç
eviklik •
Đçeride üretim/dışarıda üretim
•
Çeşitlilik, kalite ve m
aliyet yönetimi
• O
rtak güçlü ve zayıf yönler o
V
arlıklar &P
rosesler &
Yetkinlikler (N
e? N
erede?Nasıl?)
• F
ırsat ve Tehditler
o
Ürün &
Süreç teknolojilerinin
belirlenmesi
o Đkam
e bileşen & m
alzemeler
• G
elir, maliyet &
nakit akışı

23
5.2.
4 P
azar
lam
a
Şek
il 5
.7 :
Paz
arla
ma.
Loj
isti
k
D
eğer
T
esli
mat
ı
Müşt
eri v
e p
ayd
aşla
rın
b
ekle
nti
leri
Kay
nak
lar
Var
lıkl
ar
Pro
eses
ler
Yet
kinl
ikle
r
Tas
arım
v
e
Gel
işti
rme
Ser
vis
Sat
ın
Alm
a
Üre
tim
Paz
arla
ma
•
Değ
er p
ozis
yonl
ama
o
Kul
lanı
m d
eğer
i o
O
rtak
lık
fırs
atla
rı
•
Değ
er z
inci
rind
e ka
tma
değe
r po
zisy
onla
ma
•
“Mar
ka”
gelişi
mi
ve y
önet
imi
o
Gen
işle
tme
•
Ürü
n-P
azar
gel
işim
i o
M
üşte
ri u
ygul
amal
arı
o
Tek
nolo
ji –
ürü
n, p
rose
s op
siyo
nlar
ı •
Kan
al g
eliş
imi
ve y
önet
imi
o
Müş
teri
paz
arı
o
Ted
arik
çi p
azar
ı •
Paz
ar b
ilgi
yön
etim
i o
O
rtak
ver
itab
anı
o
Onl
ine
eriş
im
•
Ort
ak g
üçlü
ve
zayı
f yö
nler
o
R
ekab
etçi
poz
isyo
nlam
a o
A
lter
nati
f ya
pıla
r •
Fır
sat
ve t
ehdi
tler
o
A
lter
nati
f st
rate
jile
r
o
Alt
erna
tif
yapı
lar
•
Gel
ir, m
aliy
et &
nak
it a
kışı
op
siyo
nlar
ının
tan
ımla
nmas
ı (f
inan
sman
ile
)

24
5.2.5 Servis
Şek
il 5.8 : Servis.
Lojistik
D
eğer T
eslimatı
Müşteri ve
payd
aşların
beklen
tileri
Kayn
aklar V
arlıklar P
roesesler Y
etkinlikler
Tasarım
ve G
eliştirme
Satın
A
lma
Üretim
Pazarlam
a
Servis
• M
üşteri bağlantıları &geliştirm
e o
Ü
rün & S
ervis spesifikasyonlarını geliştirm
e o
K
urulum
o
Bakım
o
Eğitim
o
G
aranti yönetim
programları
• V
arlık Yönetim
i o
Ü
retkenlik yönetimi
o
Varlık stok yönetim
i •
Dağıtım
bağlantıları o
S
tok Yöetim
i o
M
üşteri Desteği
• Ü
rün ve Servis S
orumluluğu
o
Ürün geri alm
a programları
o
Dağıtıcılar için saha
desteği •
Fırsat ve tehditler
o
Alternatif servis stratejileri
o
Alternatif servis yapıları
• G
elir, maliyet &
nakit akışı opsiyonlarının tanım
lanması
(finansman ile)

25
5.2.
6 L
ojis
tik
Şek
il 5
.9 :
Loj
isti
k.
D
eğer
T
esli
mat
ı
Müşt
eri v
e p
ayd
aşla
rın
b
ekle
nti
leri
Kay
nak
lar
Var
lıkl
ar
Pro
eses
ler
Yet
kinl
ikle
r
Tas
arım
v
e G
eliş
tirm
e
Sat
ın
Alm
a
Üre
tim
Paz
arla
ma
Loj
isti
k
•
Sip
ariş
çev
rim
yön
etim
i: ü
rün
& m
alze
me
akış
ı o
S
ipar
iş P
lanl
ama
o
Sip
ariş
Gir
işi
o
Sip
ariş
Pro
sesi
, tes
lim
at &
fat
ural
ama
o
Sat
ış Y
önet
imi
� Đa
de
�
Tal
ep
�
Ürü
n el
den
çıka
rma
•
Bil
gi a
kışı
o
Ü
rün
bulu
nabi
lirl
iği
o
Sip
ariş
işl
eyiş
i o
S
ipar
iş T
akib
i o
K
redi
kul
lanı
labi
lirl
iği
o
Müş
teri
ser
vis
ceva
plar
ı •
Nak
it a
kışı
o
S
tok
dağı
tım
ı o
S
tok
ciro
su


27
6. DEĞER ZĐNCĐRĐ ANALĐZĐ
Değer zinciri analizi işletmelerin rekabetsel durumlarına oldukça yararlı bir bakış
açısı sağlayan önemli bir yöntemdir. Değer zinciri analizi; içinde ürünün müşteriye
sunulduğu zincirin tamamını tanımlamaya çalışmaktadır (Dekker, 2002)
Bir organizasyonun kendi sunduğu servis veya ürünlere, belirli bir sırayla uyguladığı
işlemlerin, yani bir değer zincirinin sayesinde anlam kattığını kabul eden işletme
felsefesinde, bu zincirdeki güçlü ve zayıf yönleri sistematik olarak ortaya çıkarmak,
tanımlamak ve analiz etmek için kullanılan analiz yöntemidir. Organizasyon
işlemlerini birer zincir halkası olarak görür ve her bir halkanın değerini artırmayı
hedefler (Dekker, 2002).
Değer zinciri analizinin odak noktası, olaylara dışsal açıdan bakmak ve maliyetleri
etkin bir biçimde yönetmek için değer zincirini satıcılardan nihai müşterilere kadar
stratejik olarak ilgili faaliyetlere ayırarak analiz etmektir. Zincir içindeki her bir bağ
“değer ilavesi” yapmaktadır (Dekker, 2002).
Değer Zinciri Analizinin Ana Görevlerini; mevcut faaliyeleri denetlemek,
gelecekteki faaliyetleri geliştirmek, değer yaratan faaliyetleri belirlemek, müşteri
ihtiyaçlarının tatmimine toplam katkısını analiz etmek, sistematik bir yol sunmak ve
rakiplerin değer zinciri ile karşlaştırma yapmak olarak belirliyebiliriz (Dekker,
2002).
Finans yönetimi literatüründe Değer Zinciri Analizi stratejik finans yönetiminin
analitik araçlarından biri olarak kabul edilir. Bu method, strateji gelişimi için değer
zincirini analiz etmek için Porter (1985) tarafından geliştirilen bir metottur ve finans
yönetimi literatüründe Shank (1989) Shank ve Govindarajan (1992, 1993).
tarafından geliştirilmiştir. Bu analizin ana fikri “ hammaddeden nihai müşteriye
kadar olan faaliyetlerin zincirini alakalı kısımlara bölmek ve maliyetlerin davranışını
ve farklılıaşma kaynağını anlayabilmektir” (Shank and Govindarajan, 1992, p. 180).
Bu yazarlara göre, Değer zinciri analizi, değer zincirindeki faaliyetler arasındaki
bağımsızlığa odaklanarak faaliyetler arasındaki bağlantıyı analiz etmek, koordine
etmek ve optimize etmek için kullanılır (Dekker, 2002).
Literatürde değer zinciri analizi öncelikle konsept olarak gelişmiştir. Pratikte çok az

28
deneysel kanıt mevcuttur, bu nedenle konseptin pratik ile alakası eleştirilmektedir.
Ayrıca, Değer zinciri analizi konsept olarak tüm değer zincirini kapsamasına ve
organizasyonel sınırları geçmesine rağmen, firma içi ilişkilerdeki rolü tamamen
kabul edilmemiştir (Dekker, 2002).
Porter’a göre (1985), değer zinciri analizi tedarik zinciri yönetimi konseptinin
merkezi fikri olan değer zincirindeki bağlantıları yönetmek, maliyetleri düşürmek ve
farklılaşmayı zenginleştirmek için kullanılır. Değer zinciri analizi, değer zincirindeki
maliyet ve farklılaştırmadaki stratejik olarak önemli faaliyetlerin etkilerinin analiz
edilmesi için kullanılan yapısal bir metodtur. Bu analiz metodu, değer zinciri
maliyetlerinin nerede düşürülebileceği ve nerede farklılaşma için kullanılacağını
göstererek firma içi bağlantıların yönetimine destekleyicidir. Diğer bir ifade ile,
değer zinciri analizi değer zincirindeki bağımsız faaliyetlerin koordinasyonu ve
optimizasyonunu sağlayan mekanizmadır (Dekker, 2002).
Toplam Maliyet Sahiplik Sistemleri (Total Cost of Ownership (TCO) systems);
belirli tedarikçiden satın alma maliyetinden (sipariş, teslimat, kalite ve yönetim)
kaynaklanan muhasebe sistemidir . Değer ziniciri analizinın kapsamı ile
karşılaştırıldığında Toplam maliyet sahiplik sistemleri sadece alıcının maliyete
etkisini analiz eder, hem alıcının hem tedarikçinin maliyetlerini içeren ve analiz eden
daha geniş değer zinciri bakış açısı göz önüne almaz. Değer zinciri analizi, alıcının
maliyetlerine ek olarak, değer zincirindeki diğer firmaların da maliyetlerini ve
faaliyetlerini göz önüne alır ve bu faaliyetler ve maliyetler arasındaki bağımsızlığı
tanımlar (Dekker, 2002).
Şekil 6.1 : Değer zinciri analizi.
Değer zinciri analizi metodolojisinin tanımında, Shank and Govindarajan değer
zinciri analizindeki alıcı ve tedarikçilerin sınırlarının ötesine bakarak, analizin bir
Değer Zinciri Analizi
Toplam Maliyet Sahiplik Sistemleri
Tedarikçi Perakendeci Üretici
Katma değerli

29
firma tarafından gerçekleşeceğini varsaymıştır. Firma içi ilişkilerde, değer zinciri
analizi tedarik zincirindeki alıcı ve satıcılar tarafından birlikte gerçekleştirilmelidir.
Bu amaçla, firmalar maliyet ve performans bilgilerini paylaşmalıdır. Bu şekildeki
değer zincirinin analizi birçok firmanın maliyet bilgisini entegre eder, içsel odaklı
değer zinciri analizine göre daha geniş bir kapsamda yönetir ve eğer analiz dış
perspektife sahip bir firma tarafından yapılırsa (ve diğer firmaların maliyetleri ve
faaliyetleri hakkında varsayımlar yaparak), maliyet verilerinde daha yüksek
doğruluğu elde eder. Fakat hem tadarikçinin hem de alıcının değer zinciri analizine
katılması için istekli olması gerekmektedir. Firma ve tedarikçi, tedarik zincirini daha
verimli yönetmeye ikna olduğunda, bireysel optimizasyon yerine işbirliği
yapıldığında başarılı olunur. Bazen, bu işbirliği bilgi paylaşımı ve tedarik zincirinde
birlikte hareket etme konularında yaşanan fikir ayrılığı nedeniyle başarılı olmayabilir
(Dekker, 2003).
Değer zinciri analizinin birlikte uygulanmasından dolayı bazı belirli tehlikeler
oluşabilir.
• Firmanın bilgilerinin değiş tokuş edilmesi
• Maliyet ve faydada adil bölümlendirme
• Özel varlıklarda yapılan yatırımın ayrılması
Đlk konu ile ilgili olarak, Değer zinciri analizinin birlikte gerçekleştirilme olasılığı
değer zincirindeki firmaların diğer firmalarla bilgi paylaşımı için olan isteğine
bağlıdır. Firmalar ve tedarikçiler birbirlerine kitaplarını açtıklarında, maliyet ve
performans bilgisi değişimi yaptıklarında, pazarlık durumları ve rakiplere bilgi
sızdırma artabilir. Bu nedenle, bu bilginin kendilerine karşı kullanılmayacağından
emin olmadan önce, gizli bilgileri değiş tokuş etmezler (Dekker, 2003).
Firmalar bilgi değiş tokuşunda değer zinciri analizi konusunda istekli olduklarında,
mevcut prosesteki değişimler değer zinciri performansını geliştirecektir (Dekker,
2003).
Maliyet ve faydanın bölümlendirilmesi konusunda, Tomkins’e göre işbirlikçi
kararlar, analizin iki düzeyine dayanarak alınmalıdır. Paydaşlar projeye dahil
olmadan önce, faydaların eşit olarak paylaşılacağını bilmelidirler. Ayrıca, yatırımdan
yeterli geri dönüş elde edilirken ,yatırım yapan firmaların, yatırımın diğerlerinin
zimmetine geçirilmeyeceğini bilerek kendilerini güvende hissetmeleri gerekmektedir.
Sonuç olarak, bu kararlar alınırken, işbirlikçi firmaların fırsatçı davranışların
gerçekleşmeyeceğine dair güven duymaları gerekmektedir. Bu güven, daha önceki

30
etkileşimler sırasında kurulmuş olabilir. Fakat, güven düzeyi yeterli değilse, değer
zinciri analizine dahil olmadan önce, firmalar güveni sağlayabilmek için formel
anlaşmalar yaparlar. Bu anlaşmalar çeşitli şekillerde olabilir, kar ve maliyet
paylaşımları, sipariş miktarları ile ilgili kontratlar, bilgi alışverişi, birlikte yapılacak
ekipman yatırımları ile ilgili güvenli anlaşmalar gibi (Dekker, 2003).

31
7. DEĞER ZĐNCĐRĐ YÖNETĐMĐ
7.1 Teorik Đskelet Yapısı
Değer zinciri yönetimi için Dumond (2000) tarafından önerilen iskelet, yöneticileri
misyon ve vizyon doğrultusunda proses yönetimini kolaylaştıran organizasyonel
sistem oluşturmalarını destekler. Süreç yönetiminin kullanılması değer yönetimini
destekleyen organizasyonel kültürün oluşmasınu ve korunmasını sağlar.
Organizasyonun genelindeki geribildirim mekanizması, organizasyonel sistem ve
proseslerin ince ayarını yapmaya devam eder. Değer yönetimindeki anahtar
elamanlara odaklanarak, şirket sabit müşteri tabanını geliştirebilir ve devam eden
başarısının ayrılmaz bir parçası olabilir, böylece rekabet avantajını geliştirebilir.
Değer yönetiminde, yönetimin birincil görevi sürekli değerin yaratıldığı
organizasyonel sistemi geliştirmek ve korumaktır. Yönetim yetki düzeyini
yükseltmek için eğitim programları geliştirmelidir, uygun ödüllendirme sistemleri
yaratmak için çalışanlarka çalışmalıdır, kontrolü ve bilgiyi paylaşmalıdır,
çalışanlarını yetkilendirmelidir (Al-Mudimigih, 2004).
Şekil 7.1 : Değer zinciri analizine ait teorik iskelet yapısı.
Organizasyon Misyon ve Stratejisi
Eğitim Đş tasarımı Arayüz ilişkileri Performans Ölçme Sistemi Bilgi Sistemleri
Proses Yönetimi
Organizasyonel Kültür Sürekli Đyileşme
Müşteri Başarısı
Geribildirim mekanizması

32
Eğer firmalar değer zincirini yönetmek istiyorlarsa ve müşterileri ile yakın ilişkiler
geliştirmek istiyorlarsa 2 konuya dikkat etmeleri gerekir;
• Değer zinciri analizi hammaddeden nihai müşteriye kadar olan süreçteki her
adımı analiz etmelidir. Tedarik zinciri yönetiminin nihai amacı, mümkün olan
en düşük maliyet ile müşteriye maksimum faydayı sağlamaktır.
• Tedarik zincirinin değer zinciri yönetimini sağlayacak şekilde genişletilmiş
olması gerekir. Değer zinciri yönetimi model konsepttir ve tedarik zinciri
sadece alt kümedir. Değer zinciri yönetimi, stoklardaki hataları azaltmak,
süreç hızını artırmak, zamanında teslimat ve müşteri memnuniyetini arttırmak
için tedarikçiden nihai kullanıcıya kadar olan ürün akışı ile ilgili entegre
bilginin yönetilmesi ile ilişkilidir. Değer zinciri yönetimi, baştan sona kadar
müşteri ile ilgilidir (Al-Mudimigih, 2004).
Değer zinciri yönetimi konsepti ile başarıya ulaşmak için darboğazlardan, hiyerarşik
yapıdan kurtulmak, müşteri odaklı bir iletişim akışı sağlamak, ön gerekliliktir. Etkin
tedarik zinciri yönetiminde, değer yaratmak için yöneticilerin yapması gereken en
temel 2 değişiklik: (1): Fonksiyonların yönetilmesi yerine süreçlerin daha düzgün
akışını sağlamak (2): Yönetimde daha yatay ve yanıt veren bir yapıya geçmek. (Al-
Mudimigih, 2004).
7.2 Değer Zinciri Yönetimi’nin Faydaları
Değer zinciri yönetiminin prensipleri uygulandığı takdirde birçok faydası
bulunmaktadır. Bunlar organizasyonel, stratejik ve ekonomik rekabet faydaları
olarak sınıflandırılabilir (Sheridan, 1993; Greis and Kasarda, 1997).
Đlk ve en önemlisi, Değer zinciri yönetimi, organizasyonlara değerlerini geliştirme
fırsatını sağlar. Diğer bir deyişle, organizasyonlar ana yetkinliklerini ve pazardaki
pozisyonlarını güçlü ve rekabetçi kabileyetlerine göre tanımlamar (Sheridan, 1993;
Greis and Kasarda, 1997).
Đkinci olarak, Değer zinciri yönetimi, organizasyonların değer yaratan, maliyetlere
yönlendiren ve müşteri ihtiyaçlarını ve isteklerini göz önüne alan zincirleri kurmasını
sağlar. Diğer bir deyişle, değişik faaliyetler arasındaki sinerji düzeyinin geliştirilmesi
ile ilgilidir, müşteri ihtiyaçlarını somut çıktılara dönüştürmeyi içerir (Sheridan, 1993;
Greis and Kasarda, 1997).

33
Üçüncü olarak, müşteri odağınının yaratılmasını, müşteri ile sürekli ve kesintisiz bir
ilişki kurulmasını ve her iki yönlü bilgi akışının oluşmasını sağlar. Dolayısıyla,
modern iş dünyasında gerekli olan odağı yaratır ve organizasyonların hızlı, esnek ve
çevik hareket etmesini sağlar (Sheridan, 1993; Greis and Kasarda, 1997).
Değer akış yönetiminin diğer faydaları tedarikçi ve diğer paydaşlarla ortaklığı
geliştirir. Gerçekten, teknoloji organizasyonlara daha geniş bir ölçüde şebeke olanağı
sağlar ve müşteriye daha iyi servis sağlar (Sheridan, 1993; Greis and Kasarda, 1997).
Değer yaratırken müşteriye odaklanarak elde edilen maliyet avantajı ise diğer bir
faydasıdır (Sheridan, 1993; Greis and Kasarda, 1997).
Çeviklik, modern iş dünyasında mutlaka olmalıdır, yenilik yapabilme yeteneği,
esnek, maliyet etkin olabilme, hızlı tepki verebilme farklı rakipleri birbirinden
ayıran önemli etkenlerdir (Sheridan, 1993; Greis and Kasarda, 1997).
Son olarak bilgi akışı aracılığıyla müşterilerin, tedarikçilerin ve diğer paydaşların
ulaşabileceği şebekeyi, bilgi tabanını ve veri tabanını yönetebilme yeteneği
firmaların efektif olarak rekabet etmesini sağlayacaktır (Al-Mudimigih, 2004).
7.3 Değer Zinciri Yönetimi’nin Kritik Başarı Faktörleri
Değer Zinciri Yönetimi’nin prensiplerini benimsemek ve literatürde bahsedilen
faydaları arttırmak çok kolay değildir. Örneğin, Ernest and Young (Harnan, 2000)
tarafından gerçekleştirilen son araştırmaya göre, organizasyonlar bahsedilen
faydalara ulaşabilmek için birçok zorlukla karşılaşmaktadırlar.
Değer Zinciri Optimizasyonu
Şekil 7.2’den da görülebileceği gibi teknoloji en az etki eden faktördür. Araştırmaya
katılan birçok organizasyon, modernleşme için yapılan fiyat baskısının
karşılaşılaşılan zorluklardan biri olduğunu kabul etmiştir.
Değer Zinciri Performansı
Araştırmaya katılan organizasyonlara, organizasyonlarındaki değer zinciri konsepti
ile organizasyonun performansını nasıl algıladıkları sorulmuştur ve maalesef bir çok
organizasyonun Değer Zinciri Yönetimi prensiplerini çok etkin kullanmadığı ve bu
yönde performanslarını optimize edemediği görülmüştür.
Değer Zinciri Stratejisi
Şekil 7.2’den de görüldüğü gibi organizasyonların karşılaştığı kritik problemlerden
biri, sistematik ve gelecek ihtiyaçlarına dayalı değer zinciri stratejini oluşturmadaki

34
yetenek eksikliğidir. Birçok organizasyon bu prosese başlamış gibi görünür, fakat
çok fazla belirgenleştiremez ve dökümante edemez.
Değer Zinciri Bilgi Paylaşma
Organizasyonlar hala karşılığında yanıt bekledikleri bilgiyi paylaşmaktadırlar.
Ortakların uzun dönemli vizyonlarını ve stratejilerini içeren bilgi yerine ürün ile igili
bilgiye odaklanmaktadırlar. Şekil 7.2 ve 7.3’de, müşteri tarafına gelindiğinde de
stratejik bakış açısı ve satış tahmini ile ilgili bilgi paylaşımı yerine ürün ve servis ile
ilgili bilgi paylaşımı yapılır. Benzer şekilde tedarikçiler ile de, ürün ve servis ile ilgili
bilgi paylaşımı eğilimi vardır.
Şekil 7.2 : Değer zinciri optimizasyonuna bariyerler.
Şekil 7.3 : Formel değer zinciri stratejisi.
Güven eksikliği
Teknoloji Uyuşmazlığı
Kurumsal Felsefi Farklılıklar
Bilgi / Eğitim
Değer Akış Yönetimi Liderlik Yokluğu
Zayıf Đletişim
Fiyat Baskısı
Gelişmekte
Hayır
Evet
Küçük işletmeler
Büyük işletmeler
Hepsi

35
Değer Zinciri Yönetimi Yol Haritası
Önerilen yol haritası geniş literatür taramasına, prensip ve değer zinciri yönetimi ile
ilgili mevcut deneyimlere dayanır ve şekil 7.4’den de görüleceği gibi temelde 4
önemli dayanağı vardır ve çeviklik ve hızın önemini vurgular.
Şekil 7.4 : Değer zinciri yönetimi yol haritası.
Değer Zinciri Vizyonu
Organizasyonlar, değer zinciri prensiplerini kullanarak mükemmel ve sürekliliği
olan performans standartlarını başarmak isterler. Değer zinciri prensipleri, değer
yaratımı, misyon/vizyon ve geniş bir müşteri bilgisine dayanır. Ayrıca en değerli
kaynaklarda olduğu gibi, bilgiyi kullanmalıdır.
Proses Yönetimi
Prosesin analiz edilmesi, organizasyonların temel faaliyetlerinin belirlenmesi, herkesi
aynı derecede etkileyen optimizasyona ulaşılması, iş süreçlerinin geliştirilmesi, gibi
IT ile Entegre Altyapı
Ortaklık yaklaşımı
Proses Yönetimi Felsefesi
Değer Zinciri Yönetimi Vizyonu
HIZ ÇEVĐKLĐK

36
araçların kullanılması önemlidir. Prosesler iyileştirmeleri, maliyet etkinliğini ve
katma değer miktarını belirlemek için ölçümler ile çevrilmiştir.
Ortaklık Yaklaşımı
Modern iş kapsamıda ortaklık doğrultusunda çalışmak organizasyonlar için
gereklidir. Değer Zinciri Yönetimi ortaklıkların mümkün olduğu ana fikrine dayanır.
Özgür bilgi paylaşımı ve farklı yetkinliklerin karşılıklı arttırılması aracılığıyla
işbirlikçi ticaret gözle görülebilir. Organizasyonlar toplam yetkinliklerini,
müşterilerinin önceliklerini ve tercihlerini göz önüne alarak geliştirebilirler.
Bilgi Teknolojileri Entegre Altyapı
Eğer değer zinciri gerçekleşecek ise entegresyon gereklidir ve e-tabanlı çevre ve bilgi
teknolojileri entegresyonunun kurulması önemlidir. Bu nedenle, bilişim
teknolojilerini iyileştirerek ve optimize ederek ; üretim sürecinin, tüketici taleplerinin
ve çeşitli alt proseslerin faaliyetlerinin anlaşılması sağlanarak, organizasyonların
girişimcilik bilgisinin genişletilmesinin kolaylaştırılması zorunludur.
Çeviklik ve Hız
Çeviklik, 1970’ten beri çeşitli evrimlerin sonucudur. Bu dönemde organizasyonlar
daha çok maliyete odaklanıyorlardı. 1980’lerde odak biraz daha kaliteye kaydı ve
1990’larda hız öncelikle gerekli oldu. Çeviklik, dünya çapında her müşteriye ürün ve
servis sağlayarak değeri kişiye özel hale getirmeye çalışıyor. Bilgi Teknolojileri ve
Internet sayesinde, bunu sağlamak daha mümkün olacaktır (Al-Mudimigih, 2004).

37
8. DEĞER ZĐNCĐRĐNDE KULLANILACAK YÖNTEMLER
Geçtiğimiz 25 yıl içerisinde birçok yeni iş çözümü ile birlikte yeni bakış açıları
gelişmiştir. Yeni bir bakış açısı ise Womack ve Jones tarafından tanımlanmıştır.
Başlangıç noktası, firmanın varlık nedeni olan müşterinin bakış açısına göre değer
yaratımı olarak belirlenmiştir.
Farklı firmalardaki birçok fonksiyon, bir ürünün veya servisin oluşturulması için
birlikte çalışmaktadır. Tedarik zincirindeki bu fonksiyonların ayrı ayrı optimizasyonu
en düşük maliyetli çözümü getirmemektedir. Müşteriden tedarikçiye kadar olan tüm
akış incelenmelidir.Tüm zincire odaklanmak ilk adımdır, ürüne odaklanmak ikinci
adımdır, değer yaratımı akışına odaklanmak üçüncü adımdır. “Değer akışı” yeni bir
kavramdır ve tedarik zincirinin veya tek bir firmanın analizine gore daha faydalı bir
analiz yöntemidir (Jones, 1997).
Bir sipariş yaratılırken veya bir ürün üretilirken müşteri için katma değer yaratmayan
birçok faaliyet gerçekleştirilir ve müşteri, katma değer yaratmayan bu faaliyetlere
para ödemek istemez. Bir fabrikada katma değer yaratan faaliyetler % 5’ten az, yarı
katma değer yaratan faaliyetler % 35, katma değer yaratmayan faaliyetler ise
%60’dır. Katma değer yaratmayan faaliyetleri görmek kolaydır, fakat bunları
çevreleyen kayıpları görebilmek zordur. Taiichi Ohno maliyet yaratan fakat değer
yaratmayan 7 kaybı tanımlamıştır; fazla üretim, bekleme, taşıma, uygun olmayan
proses, gereksiz stok, gereksiz stok ve hatalı ürünler (Jones, 1997).
Bu bölümde Taiichi Ohno’nun maliyet yaratan fakat değer yaratmayan 7 kaybı
engellemek için kullanılacak haritalama araçları anlatılacaktır. Kullanılacak 8 araç,
çizelge 8.1 ’den de görüleceği üzere farklı disiplinlerden gelmektedir (Hines, 1997).

38
Çizelge 8.1 : Haritalama aracı
Haritalama Aracı Haritalama Aracının Kökeni
1) Süreç Faaliyet Haritalama Endüstri Mühendisliği
2) Tedarik Zinciri Haritalama Zaman Baskısı (Lojistik)
3) Üretim Çeşitliliği Hunisi Yöneylem Araştırması
4) Kalite Filtre Haritalama Yeni araç
5) Talep Yükseltme Haritalama Sistem Dinamiği
6) Karar Noktası Analizi Verimli Tüketici Tepkisi (Lojistik)
7) Fiziksel Yapı Haritalama Yeni araç
8) Değer Katan Zaman Profili Yeni araç
Haritalama aracını belirlemek için, oluşan kayıpların ağırlıklı ortalaması (kayıplar
kendi içlerinde önceliklendirilir ve kayıp/araç korelasyon çizelgesindeki değerler ile
çarpılır. Bakınız VALSAT analizi D ve G sütunları) alınır ve kayıp/araç korelasyon
çizelgesinden (çizelge 8.2) faydalanılarak, hangi kayıp için hangi haritalama
aracının kullanılacağı belirlenir (Hines, 1998).
Y: Yüksek derecede korelasyon
O: Orta derecede korelasyon
D: Düşük derecede korelasyon

39
Çiz
elge
8.2
: 7
Kay
ıp –
har
ital
ama
arac
ı ko
rela
syon
tab
losu
(H
ines
, 199
8).
Kay
ıpla
r S
üreç
Faa
liye
t
Har
ital
ama
Ted
arik
Zin
ciri
Mat
risi
Üre
tim
Çeş
itli
liği
Hun
isi
Kal
ite
Fil
tre
Har
ital
ama
Tal
ep
Yük
selt
me
Har
ital
ama
Kar
ar
Nok
tası
Ana
lizi
Fiz
ikse
l Y
apı
(a)
Hac
im (
b)
Değ
er
Değ
er K
atan
Zam
an
Pro
fili
Faz
la Ü
reti
m
D
O
D
O
O
D
Bek
lem
e Y
Y
D
O
O
O
Taş
ıma
Y
D
Uyg
un o
lmay
an p
rose
s iş
lem
i Y
O
D
D
Ger
eksi
z st
ok
O
Y
O
Y
O
D
Y
Ger
eksi
z ha
reke
tler
Y
D
Hat
alar
D
Y

40
8.1 Süreç Faaliyet Haritalama
Amaç:
Süreç faaliyet haritalama, belirlenmiş tedarik zinciri içerisinde, katma değer
yaratmayan faaliyetlerin analizi için kullanılır (Hines, 1998).
Açıklama: (Uygulama alanı)
Sipariş karşılama sürecinin detaylı haritalanması için önemli bir araçtır. Mühendislik
türevi bir yaklaşımdır ve geleneksel olarak imalat firmalarında üretim için kullanılır.
Ayrıca, hem malzeme hem de bilgi akışlarının termin zamanının ve üretkenlik
fırsatlarının tanımlanması için sadece fabrikada değil tedarik zincirinin diğer
alanlarında da kullanılır.
Yöntem:
Adım 1: Öncelikle çizelge 8.3’deki gibi bir tablo oluşturulur ve tablonun ana
bölümü doldurulur.
Prosesin başlangıcı, yani tetikleyici noktasından başlayarak tüm faaliyetler kayıt
altına alınır. Her proses adımı için faaliyetlere ilişkin yürüme mesafesi, faaliyet
süresi, faaliyeti gerçekleştiren kişi sayısı kayıt altına alınır. Mesafe, zaman ve kişi
sayısının bulunduğu sütunlardaki değerler toplanır.
Adım 2: Faaliyet türlerinin belirlenmesi
4 tip faaliyet vardır; Operasyon (●), Taşıma (→), Kontrol (▼), Gecikme (■) (Stok)
Operasyon (●): Müşterinin para ödediği değer katan faaliyettir veya yapılması
gereken zorunlu bir faaliyet (örn: makinayı çalıştırmadan önce kapıyı kapama)
Taşıma (→): Müşterinin para ödemekten kaçındığı fabrika içindeki vaya fabrikalar
arasındaki haraketler
Kontrol (▼): Ürün veya bilginin miktarının veya kalitesinin kontrolü
Bekleme (veya stok) (■): Ürün veya bilginin beklemesi, herhangi bir faaliyetin
olmadığı yer

41
Adım 3: Analiz
Öncelikle, faaliyet tiplerinin oranları (adet veya zaman olarak) analiz edilir. Analiz
ve aksiyon planlama için veriler kullanılır. Ana problemler belirlenir, bunların
nedenleri anlaşılmaya çalışılır ve karşı tedbirler tespit edilir (Hines, 2000).
Sonuç:
Bu yaklaşım kullanılarak, gereksiz faaliyetler elimine edilir, bazı faaliyetlerde is
basitleştirme yapılarak, faaliyetlerin sıralarının değiştirilir ve kayıplar azaltılabilir
(Hines, 1997). Örneğin çizelge 8.3’de tanımlanan bekleme ve taşımalar elimine
edilerek katma değer faaliyetler azaltılmış olur veya pinlerdeki oluk kesme işlemi
daha basit bir yöntem ile yapılabilir.
8.2 Tedarik Zinciri Matrisi
Amaç:
Bu haritalama yönteminin amacı, tüm zincirin servis düzeyini düşük maliyetlerle
geliştirmektir (Hines, 2000).
Açıklama (Uygulama alanı):
Bu haritalama tekniği, müşteriye verilen hizmetin seviyesini etkileyen
(CSL:Customer Service Level) tedarik zincirindeki stokları ve termin zamanını
değerlendirmek için kullanılır. Đstenilen termin süresine göre stok düzeyinin
belirlenmesini sağlar. Tedarik zincirinde herhangi bir yerde sağlanan stok düzeyinde
azalma ve termin süresini düşürme, tüm zincirin yönetimini kolaylaştırır. Bu tekniğin
kökeni zaman baskısına ve lojistik hareketlerine dayanmaktadır ve çeşitli isimler
altında anılır. Beesley,” zaman bazlı proses haritalama” adı altında otomativ, uzay ve
inşaat sektörlerinde uygulamıştır (Hines, 1998).

42
Çizelge 8.3 : S
üreç faaliyet haritalama örneği.
Sü
reç F
aa
liye
tiA
kış
Ma
kin
a/A
let
Me
safe
(m)
Za
ma
n (d
k)
Kişi
●→
■▼
Pin
lerin kesilm
esi ve olu
k açılm
ası●
Kesici
601
Taşım
a→
Kreyn
205
2
Boyu
nun ölçü
lmesi ve olu
ğun
kontro
l edilm
esi■
Kum
pas
102
Bir ken
ara koyma
▼Torb
a70
2
Taşım
a→
Kreyn
103
2
Dış yü
zeyinin
cilalanm
ası●
Cilalayıcı
151
Taşım
a→
Kreyn
205
2
Dış çap
ının
ölçülm
esi■
Kum
pas
52
Taşım
a→
Kreyn
205
2
Pin
in yu
vaya girip
girm
ediğ
inin
ko
ntro
lü■
102
Taşım
a→
Kreyn
154
2
Bir ken
ara koyma
▼10
2
Sto
klama
▼50
To
pla
m13
faaliyet85
metre
252 d
akika22
75 d
k22 d
k25
dk
130 d
k

43
Ambara geçişTedarikçi
26,5 gün termin zamanı
Perakendeci ambar
Mağazaya geçiş
Perekandeci mağaza
10 3020
10
20
30
40
46 gün stok
Şekil 8.1 : Tedarik zinciri matrisi.
Yöntem;
Herhengi bir noktadaki stok miktarını ve herhangi bir operasyona kadar olan termin
süresini belirlemek için, tedarik zincirindeki her düzey için basit XY grafiği
oluşturulur. Dikey eksen, tedarik zincirinin her düzeyinde tutulan kümülatif stoğu
gösterir. Yatay eksen ise ürünlerin planlanması ve müşteriye iletilmesi için gerekli
kümülatif termin süresini göstermektedir. Örnekte, tedarikçi, müşteri stoğu ve
perakende stoğu bulunmaktadır ve kümülatif stok 46 gündür. Ürünü üretip müşteriye
göndermenin termin süresi de 26,5 gündür (Hines, 2000).
Sonuç:
Uzun beklemelerin (uzun yatay çizgiler) ve yüksek düzeydeki stok miktarını (uzun
dikey çizgiler) tespit etmek için grafik analiz edilir. Örneğin, şekil 8.1’de görüldüğü
gibi tedarikçinin ürünü üretip müşteri stoğuna göndermesi 25 gün almaktadır (25 gün
alan bekleme yatay olarak çizilmiştir). Dikey eksende de toplam 46 günlük stok
bulunmaktadır. %100 müşteri servis düzeyini sağlayan toplam 72,5 gün stok ve
transfer zamanı bulunmaktadır.
Bu beklemelerin ve stokların nedenleri ve bu maliyetleri elimine etmek için
potansiyel çözümler araştırılır ve tüm tedarik zincirinde yaygınlaştırılır (Hines,
2000).

44
8.3 Üretim Çeşitliliği Hunisi
Amaç:
Üretimin her bir proses adımındaki ürün varyantlarının sayısını belirleyen görsel
haritalama tekniğidir. Müşteriye özel veya jenerik (markasız) ürünlerin artmaya
başladığı noktayı tanımlamak için de bu teknik kullanılır. Aynı zamanda harita,
fabrika esnekliği ile kısa termin süresini biraraya getirerek fabrika stok
politikalarının belirlenmesini sağlar (Hines, 2000).
Açıklama: (Uygulama alanı)
Bu tekniğin kökeni yöneylem araştırmasına dayanmaktadır ve tekstil endüstrisine
uygulanmıştır (Hines, 1997).
Buna benzer olan IVAT analizi metodu ise şirket içindeki iç faaliyetleri analiz eder
ve içerdiği faaliyetlere gore şirketi aşağıda tanımlandığı şekli ile I, V, A veya T
şekline benzetir (Lee, 2001).
“I” fabrikalar; tekyönlü, çeşitli olmayan birbirinin benzeri üretim unsuru içerir.
(örneğin; kimya sektöründeki fabrikalar)
“V” fabrikalar; çok çeşitli bitmiş ürün için sınırlı sayıda hammadde içerir. V
fabrikalar, tipik tekstil ve metal endüstrisinde yer alan fabrikalardır.
“A” fabrikalar ise tam tersine, sınırlı bitmiş ürün çeşitlilği ve birden fazla hammadde
kullanan fabrikalardır. Örneğin, uzay sanayi ve diğer ana montaj endüstrilerindeki
fabrikalardır.
“T” fabrikaları, sınırlı sayıda komponentten yarı işlenmiş parçaların yapıldığı ve
bunlardan da farklı kombinasyonlu ürünlerin yapıldığı fabrikalardır. Örneğin,
elektronik ve ev aletleri üreten endüstrideki fabrikalardır (Jones, 1997).
Üretim çeşitliliği hunisi, firmanın veya tedarik zincirinin hangi alanda faaliyet
gösterdiğinin anlaşılmasına yardımcı olur (süreç karmaşıklığına bağlı olarak).
Ayrıca, araştırmacılar bu haritalama tekniğini kullanarak endüstriler arasında
benzerlikleri ve farklılıkları da anlarlar. Bu yaklaşım, hedef stok azaltımının ve
ürünlerin proseslerinde değişiklik yapılacak yerlerin belirlenmesinde de kullanılır
(Hines, 1998).

45
Yöntem:
1. Yatay eksen ( süreç yolu) ve dikey eksen (ürün sayısı) çizilir.
2. Bir ürün veya ürün grubu seçilir. Bu ürünün veya ürün grubunun üretim
süreci tanımlanır. Malzeme reçetesinin anahtar öğesi, tüm üretim sırasını
(serisini) takip eden tek bir öğe olmalıdır. Bu tip ürünlere örnek olarak su
(meşrubat imalatının ana elemanı) ve tekstil ürünlerinin elyafı verilebilir.
3. Prosesin her adımında, yaratılan ürün sayısı tanımlanır. Her proses analiz
edilirken, her proses adımı sonundaki çıktı sayısı grafikte gösterilir (Şekil
8.2).
PosaKarıştırma
Tavlama
Mayalanma
Kutu Doldurma
Paketleme tablası
Paletler
3
5
15
60Ürü
n sayısı
Süreç yolu
3
5
15
60
0
Şekil 8.2 : Üretim çeşitliliği hunisi.

46
Sonuç:
Üretim çeşitliliği hunisi, ürün farklılaşması için mantıksal nedenler ile ilgili bir seri
soruyu da beraberinde getirir. Müşteriye özel üretimden (kişiselleştirmeden) önce
tutulması gereken optimum ara stok miktarını belirler. Ürün çeşitliliğinin hızla arttığı
nokta endişe duyulmaya başlanılan kilit noktadır ve bu nokta üretim sistemine
esneklik görevi yapan denge noktasıdır. Kısaca, bu denge noktası (buffer) stok tutma
maliyeti olmadan, yüksek düzeyde müşteri servis memnuniyeti yaratabilir. Ayrıca,
harita potansiyel ürün ve stok rasyonilazyonu için kullanışlı bilgiler sağlamaktadır
(Hines, 2000).
8.4 Kalite Filtre Haritalama
Amaç:
Dördüncü değer akış haritalama aracı kalite filtre haritalamadır. Kalite filtre
haritalama yaklaşımı, sipariş gerçekleştirme prosesindeki veya daha geniş bir tedarik
zincirindeki kalite problemlerini tanımlamak için geliştirilmiş yeni bir araçtır. Bu
yaklaşım, kalite ve lojistik performans ölçütleri ile entegredir. Hem iç hem de dış
(aynı zamanda müşteri servis düzeyini de) kalite düzeyini belirlemek için
tasarlanmıştır (Hines, 2000).
Açıklama: (Uygulama alanı)
Harita, değer akışında nerelerde farklı 3 tip hata olacağını göstermektedir (Hines,
2000).
Ürün hataları: Üretim hattı üzerinde veya son kontrolde yakalanmayan hatalardır ve
dolayısıyla müşteriye giderler.
Hurda hataları: Üretim hattı üzerinde veya son kontrolde yakalanan hatalardır. Hat
üzerindeki kontrol yöntemleri çeşitlenebilir. Geleneksel ürün kontrolü veya istatiksel
proses kontrol olabilir. Bunların yanı sıra, hatalar poke-yoke ile de yakalanabilir.
Servis hataları: Müşteriye giden fakat doğrudan ürünlerin kendisi ile ilgisi olmayan,
servis düzeyi ile ilgili hatalardır. En önemli servis hataları uygun olmayan (geç veya
erken) teslimattır. Diğerleri yanlış evrak işleri, dökümantasyon, hatalı paketleme
veya etiketleme, yanlış miktar ve yanlış faturalamadır.

47
Yöntem:
1. Değer akışının değişik adımlarındaki farklı tipteki hatalar harita üzerinde ppm
cinsinden gösterilir. Eğer uygun olursa, logaritmik skala da gösterilir.
2. Örneğin otomativ endüstrisindeki değer akışı, dağıtıcıdan geriye doğru
montaj fabrikasına, ikinci ve üçüncü sıradaki tedarikçilere ve hammadde
üreticilerine kadar gitmektedir.
3. Kalite filtre haritalama dikkatleri aşağıdaki konulara çeker;
a. Genellikle alt bileşen üreticilerinde yüksek düzeydeki hurdalar
b. Montaj fabrikalarında göreceli düzeyde yüksek ürün hurdaları
c. Dağıtıcı firmalardaki yüksek düzeyde servis hataları
d. Hammadde üreticilerindeki düşük performans
4. Eğer kalite filtre haritalalama firma içinde kullanılacak ise, şekil 8.3’de
görüldüğü gibi farklı firmaları karşılaştırmak yerine firma içindeki
departmanlar karşılaştırılır. Bu durumda, iç müşteriye veya bir sonraki
departmana geçerken oluşan ürün hataları kayıt altına alınır. Servis hataları da
iç müşteriye geçen ürün dışı hatalardır. Hurda hataları da herbir iş alanındaki
veya kısımdaki herhangi bir hurdadır (Hines, 2000).
1
10
100
1000
10000
100000
1000000
10000000
Dağıtı
cı
Mon
taj fi
rmas
ı
1.ka
dem
e ür
etici
2.ka
dem
e ür
etici
3. ka
dem
e ür
etici
Hammadd
e
Hat
alı O
ranı (
ppm
)
Servis hataları
Ürün hataları
Hurdalar
Şekil 8.3 : Kalite filtre haritalama.

48
8.5 Talep Yükseltme Haritalama
Amaç:
Bir ürünün, değişik proses safhalarındaki parti büyüklüğünü gösteren zamana karşı
miktar grafiğidir. Hem şirket içinde hem de tedarik zinciri boyunca planlanabilir.
Ayrıca, tedarik zincirinin farklı safhalarında tutulan stok miktarını göstermek için de
kullanılır. 4 haftadan 6 haftaya kadar olan veriler net bir resim açığa çıkarsa da 1
aylık veri genellikle yeterlidir (Hines,2000).
Harita aşağıda belirtilen amaçlar için kullanılır;
1. Siparişler üretime ulaştığında, müşteri talebindeki yükselmenin kapsamını
görmek. Müşteri talebinde çok fazla yükselme, daha zor akış yönetimi anlamına
gelmektedir. Đdeal olan, üretimin tüm basamaklarında kesiksiz bir akış ile
müşterinin talep hızında çalışmaktır.
2. Hem miktara hem zamana bakarak detaylı lot büyüklüğü ve çizelgeleme
politikaları için görüş sahibi olmak. Aşırı lot büyüklüğünün ve senkronizasyon
eksikliğinin sebepleri araştırılabilir.
3. Stok kararlarını kontrol etmek için. Stoklar talep ile tedarik arasında tampon
görevi görmektedir. Eğer talep ile tedarik arasında senkronizasyon varsa stoklar
düşük olur (Hines, 2000).
Açıklama (Uygulama Alanı):
Talep yükseltme haritalamanın kökeni, Forrester ve Burbidge’nin sistem dinamiği
çalışmalarına dayanmaktadır. Harvard Business Review makelesinde de belirtildiği
gibi Forrester etkisi olarak bilinir. Bu etki, beklemeler ve bilgi, malzeme akışına
ilişkin zayıf karar verme ile bağlantılıdır. Tedarik zinciri üyelerinden birinden
diğerine bilgi akışı esnasında oluşacak bilgi çarpıtması, zaman ve enerjinin etkili bir
şekilde kullanılmaması nedeniyle aşırı stok yatırımları, verimsiz müşteri servisi, gelir
ve kar kayıpları, kapasite planı sapmaları, verimsiz taşıma ve uyulanmayan üretim
çizelgeleri gibi çok büyük verimsizlikler ortaya çıkarır (Lee ve diğ., 1997).

49
Kırbaç etkisi (Bullwhip Effect) olarak bilinen bu durum pek çok araştırmacı
tarafından incelenmiştir. Bazı endüstrilerde “whipsaw” ya da “whiplash” etkisi
olarak da adlandırılan budurum ilk olarak Jay Forrester (1961) tarafından ele alındığı
için “Forrester Etkisi” olarak tanınmıştır (Disney ve diğ., 2003). Sonuç olarak,
tedarik zincirinde genellikle fazla stok, üretim, işçilik ve kapasite bulunur. Tedarik
zinciri içerisinde, üreticiler sorunlardan kaçınmak için büyük miktarlarda stok
tutarlar (Jones, 1997).
Yöntem:
1. Verilerin toplanacağı safhalar açıklanır. Đlk safha, müşteri tarafından yapılan
gerçek talepler olacaktır. Bir sonraki safhalar, temel üretim safhalarıdır. Stoklar
incelenir ve herbir stok lokasyonundan sonra veriler kaydedilir.
2. Çalışılacak ürünler veya parçalar tanımlanır. Eğer diğer haritalar için veri
toplandı ise aynı parçalar kullanılabilir veya temsili bir parça seçilir.
3. Veri toplamak için zaman aralığına karar verilir. Periyod, en uzun üretim
çevrimindeki minumum 3 partiyi içermelidir. Örneğin, eğer 15 günlük partiler
presleme safhasında yapılıyorsa, fakat montaj her iki günde bir gerçekleşiyorsa,
veriler 4 haftalık zaman aralığında 3 presleme partisi için kaydedilir.
4. Analiz için periyoda karar verilir. Bu “tipik” bir periyot olmalıdır. Mümkünse
“yüksek talep” veya “düşük talep” periyotlarından kaçınılmalıdır. Şirket kayıt
sistemleri tarafından kısıtlanabilirsiniz.
5. Parti büyüklüğü ve stoklar ile ilgili veriler toplanır. Partinin üretilmesinin 1
günden fazla aldığına dikkat edilmelidir. Stok bilgisi mevcut olabilir veya
olmayabilir, fakat stokların enstantane fotoğrafı çekilmek şartıyla parti
büyüklüklerinden türetilebilir.
6. Veriler grafik üzerinde gösterilir (Hines, 2000).
Sonuç:
Talep yükseltme haritalama, planlama ve stok politikalarını, kararlarını incelemek
için önemli bir araçtır. Planlamacılara nasıl plan yaptıklarını sormak yerine, harita ile
gerçekten neler olduğunu ve nasıl geliştirebileceğini görmek mümkündür (Hines,
2000). Bu basit analiz yöntemi, değişen zaman içinde değer akışı boyunca talebin
nasıl değiştiğini göstermek için kullanılır. Bu bilgi daha sonra karar vermenin temeli

50
olarak ve değer akış yapısının yeniden dizayn edilmesi için ileri analiz yapılırken,
dalgalanmaları yönetmekte ve azaltmakta kullanılabilir (Jones, 1997).
Talep yükseltme haritalamanın en önemli sonucu, “Kamçı” veya “Forrester etkisini”
göstermesidir. Harita ayrıca çizelgeleme ve parti büyüklüğü politikalarının ve stok
kararlarının analizi için de kullanılır. Şekil 8.4, çikolatanın talep yükseltme haritasını
göstermektedir (Hines, 2000).
Şekil 8.4 : Talep yükseltme haritalama.
8.6 Karar Noktası Analizi
Amaç ve açıklama (Uygulama alanı):
Karar noktası analizi, diğer endüstri tiplerinde kullanılacağı gibi, özellikle “T” tipi
fabrikalar veya benzer özellikler gösteren değer akışları için kullanılır. Karar noktası,
değer akışında gerçek talebin itme noktasından, tahmin odaklı çekmeye geçildiği
noktadır. Diğer bir deyişle, gerçek talep nedeniyle üretilen ürün durur ve sadece
tahmine göre üretim yapılır. Şekil 8.5’da hızlı tüketim endüstrisinden bir örnek
görülmektedir. Karar noktası, üretici firma içerisinde veya tedarik zinciri içerisinde
veya bölgesel dağıtım merkezlerinden ulusal dağıtım merkezlerine doğru herhangi
bir yerde olabilir.

51
Tedarikçiler
Fabrika Mağaza
Hammadde Proses içi stok
Bitmiş ürünUlusal dağıtım
merkeziBögesel dağıtım
merkezi
Đtme
Çekme
Sipariş için montaj
Üret ve yerel stoğa sevk et
Üret ve ulusal stoğa sevk et
Sipariş için satın almaAnahtar
Müşteri odaklıTahmin odaklı
Tedarik akışı karar noktası
Sipariş için üretim
Şekil 8.5 : Karar noktası analizi.
Karar noktasının nerede olduğuna dair, temel bir anlayış belirlemek 2 nedenden
dolayı faydalıdır. Birincisi, bu noktadan prosesi hem yukarı hem de aşağı yönde
değerlendirmek mümkündür. Bunun amacı, bunların (yukarı ve aşağı akışın) itme
veya çekme felsefesi ile uyumunu sağlamaktır. Đkinci olarak, daha temel düzeyde ve
uzun dönemli olarak, eğer karar noktası değişecek ise, değer akışındaki operasyonları
görebilmek için “what if” seneryalorı tasarlamak mümkündür. Bu değer akışının
daha iyi tasarlanmasını sağlar (Hines, 1997).
8.7 Fiziksel Yapı Haritalama
Amaç:
Fiziksel yapı haritalama, tedarik zincirinin endüstri düzeyinde nasıl göründüğünü
anlamak için kullanılan yeni bir araçtır. Bu bilgi, endüstrinin neye benzediğini, nasıl
faaliyet gösterdiğini anlamak için, yeterli gelişim elde edilememiş faaliyet alanlarına
yönlendirmede faydalı olur.
Açıklama:
Şekil 8.6 ve 8.7 ‘de görüldüğü gibi haritalama aracı 2 ayrı kısımda isimlendirilir;
hacim yapısı ve maliyet yapısı. Đlk şekilde (Şekil 8.6 ) endüstrinin yapısı hem
tedarikçi alanında hem de dağıtım alanında varolan çeşitli kademelere göre (montaj
ortada olmak üzere) gösterilmiştir. Bu örnekte, 3 tedarikçi ve 3 dağıtım kademesi
vardır. Buna ilave olarak, tedarikçi alanı hammadde kaynaklarını ve diğer destek
tedarikçileri (kalıp, sermaye ekipmanları ve tüketici firmaları) de kapsar. Bu 2 grup

52
firma (kalıp, sermaye ekipmanları ve tüketici firmaları), şekil 8.6 ve 8.7’de de
görüleceği gibi tedarikçi kademesinde gösterilmemiştir. Şekil 8.6’daki dağıtım alanı
3 kademeyi kapsar; pazar sonrası kısım (yedek parçalar için), tüketim ve hizmet
birimleri gibi diğer destek organizasyonlar.
Montaj
1.
2.
3.3.
3.
2.
1.3.
Montaj
Tedarikçiler
Dağıtıcılar
Destek
DestekHammadde
Satış sonrası
Kademeler
(a) Firma sayısına göre
Şekil 8.6 : Fiziksel yapı haritalama örneği (hacime göre).
Şekil 8.7’den de görüleceği gibi, endüstri de aynı şekilde aynı organizasyon
kümelerini kullanarak haritalandırılır. Fakat, diyagramdaki alanlar arasındaki
bağlantıyı kurmak yerine , doğrudan değer katan sürece bağlantı kurulur (diğer bir
deyişle maliyet katan sürece). Otomotiv örneğinde olduğu gibi, ilk kademe
tedarikçiler ve montaj firması ana katma değer yaratır. Bu durumda dağıtım
maliyetleri önemsizdir.
Şekil 8.7 yardımı ile müşteriye satılan nihai ürüne değer katan faaliyetlerin analizi
yapılır. Bu nedenle değer analizi araçları tüm endüstri veya tedarik zinciri yapısına
odaklanmak için endüstri mühendisleri tarafından kullanılır. Eğer sektörde Benetton
gibi baskın bir firma varsa veya endüstrideki tüm firmalar aynı amaca ulaşmak için
biraraya gelmişseler, bu şekildeki bir yaklaşım ile endüstri fonksiyonlarının yeniden
tasarlanması sağlanabilir. Süreç haritalamada da belirtildiği gibi, kayıpları azaltmak
için gereksiz faaliyetlerin elimine edilmesi, basitleştirilmesi, diğer faaliyetlerle
birleştirilmesi için çaba gösterilmelidir (Hines, 1997).

53
(b) Maliyete göre
1.3.
1.3.2.
2.
3.
3.
Satış sonrası
Destek
Destek
Hammadde
Montaj
Şekil 8.7 : Fiziksel yapı haritalama örneği (maliyete göre).
8.8 Değer Katan Zaman Profili
Amaç:
Değer katan zaman profili, zamana bağlı olarak değer katan ve katmayan
maliyetlerin birikimlerinin gösterildiği haritalama yöntemidir. Zaman baskısının
veya paranın kaybolduğu yerin haritalanması için mükemmel bir araçtır.
Açıklama:
Malzem
eleri taşı ve
stokla
Boşaltılm
ış parçaların
taşın
ması ve sto
klanm
ası
Basılm
ış parçaların
taşın
ması ve
stoklan
ması
Bitm
iş ürü
nü
n sto
klanm
ası
Parçaların
boşaltılm
ası
Parçaların
basılm
ası
Basılm
ış parçaların
mo
ntajı
Toplam kayıp
Zaman (toplam 70 saat)→
Değer katan maliyet = € 15
Toplammaliyet = € 20
← D
eğ
er / Zam
an (€)
€ 10 →
Şekil 8.8 : Değer katan zaman profili.

54
Toplam maliyet çizgisi ve değer katan maliyet çizgisi arasındaki fark kayıpların
maliyetini göstermektedir. Toplam maliyet çizgisinin altındaki alan ise bir birim
stoktaki para miktarını göstermektedir. Farklı tipteki kayıplar arasındaki fark çok
kolay gözlemlenmektedir.
Şekil 8.8’den da gördüğümüz gibi, stok gibi belirli faaliyetler katma değer
yaratmamak ile birlikte maliyete de neden olmamaktadır. Fakat maliyetle
karşılaştırıldığında çok düşük düzeyde değer katmaktadır. Çünkü set-up ve hurda
gibi katma değer yaratmayan faaliyetler maliyet de oluşturmaktadır. Bu maliyetlerin
ciddiyeti stoklama gibi değer yaratmayan maliyetler ile karşılaştırıldığında
anlaşılmaktadır.
Tüm tedarik zinciri için çizim yapıldığında, zincir boyunca konuların göreceli önemi
daha iyi anlaşılmaktadır. Örneğin, stoklama bir kısımda en önemli problem iken
diğer kısımda rework önemli bir problem olabilir (Hines, 2000).
Yöntem:
Değer katan zaman profili, özellikle projelerin nelere dayandığını üst yöneticilere
kanıtlamak için çok faydalı bir araçtır. Diğer araçlara kıyasla, yapılması daha zordur.
1. Öncelikle süreç faaliyet haritalama verileri toplanır, fakat faaliyet tanımlarına
ek olarak, akış tipi ve zamanları, çalışan sayısı, makina tipi, stok ve gerekli
alan ile ilgili bilgilere de ihtiyaç vardır.
2. Birim maliyetler, kullanılan tüm kaynaklar, kaplanan alanın tahmini maliyeti
ile ilgili veriler toplanır.
3. Parçayı üretmek için gerekli birim maliyet, eklenen her ilave maddenin
maliyetleri ile ilgili veriler toplanır.
4. Stok tutma maliyeti ( % olarak ifade edilmelidir) tahmin edilir. Bu maliyet,
sermaye, stoklama ve sigorta maliyetini de içermelidir. Yıllık olarak en az %
20 olmalıdır, fakat çalışma süresine çevrildiğinde daha düşük bir değer
olacaktır.
5. Veriler bir hesap çizelgesine yazılır. Pratik olarak bu gereklidir, çünkü
yapılacak herhangi bir revizyon, tüm maliyet adımlarının tekrar
hesaplanmasına neden olur.
55
6. Hesap tablosundaki sütunlarda; adım numarası, adım tanımı, adım kategorisi,
zaman, stok, kullanılan alan, kullanılan makina, çalışan sayısı, adım maliyeti,
kümülatif değer katan maliyet, kümülatif toplam maliyet. Kategori bazında,
ekstra maliyet ve zaman sütunları ilave edilebilir.
7. Her adıma ait birim bileşen maliyetleri hesaplanır. Her adım da toplam
maliyete ilave edilir, fakat değer katan maliyete ilave edilmesine gerek
yoktur. Bunu yapmak için, adım zamanı kullanılan tüm kaynakların maliyeti
ile çarpılır. Birçok operasyon, hem işgücü hem de makina maliyetlerini
kapsar. Stok ve beklemeler genellikle işgücü maliyetlerini içermez.
8. Eğer stok veya bekleme varsa, stok veya bekleme periyodu boyunca bir
parçanın elde tutma maliyeti hesaplanır. Elde tutma maliyeti, ürünün
kümülatif toplam maliyeti ile çarpılır.
9. Eğer makina proses zamanı veya değer yaratan faaliyet içeriyorda, maliyet bu
adım boyunca birlikte işlem gören parça sayısına göre hesaplanmalıdır. Bu
genelde bir birim olabilir, fakat örneğin 2 pres simültane çalışıyorsa daha
fazla olabilir.
10. Eğer taşıma varsa, birlikte hareket ettirilen parça sayısına göre maliyet
hespalanır (örneğin, adımın maliyeti, hareket ettirilen miktara bölünür).
11. Kullanılan alanın maliyetini hesaplamak için, alanın birim maliyeti, içerdiği
parça sayısına bölünür. Genelde makina için bir alınır ve stok ve beklemeler
için de lot büyüklüğü alınır (Hines, 2000).

56
Çizelge 8.4 : Değer katan zaman profili verileri.
Hammadde
Bitmiş ürünün maliyeti (peni) 100
Tesis alan maliyeti
Kira 50000
Vergi 30000
Isıtma 10000
Toplam Maliyet 90000
Toplam m² 10000
Maliyet / m² (€) 9
Maliyet / m² (peni) 900
Maliyet / m² / dk (peni) 0,002068
Forklift Maliyeti
Amortisman (€) 10000
Bakım (€) 1000
Đşçilik (€) 16000
Toplam maliyet (€) 27000
Toplam maliyet / dk (peni) 6,21
Fabrika
Amortisman (€) 1000
Bakım (€) 250
Direkt işçilik (€) 12000
Alan (€) 50
Toplam maliyet (€) 13300
Toplam maliyet (peni) 1330000
% fabrika kullanımı 70
Etkin dakika 304584
Maliyet/etkin dk (peni) 4,37

57
Çizelge 8.5 : Değer katan zaman profili verileri 2.
% Stok Tutma Maliyeti
% Fırsat Maliyeti 20
% Sigorta 3
% Hasar 3
% Eskime 4
% Toplam 30
% Maliyet / dk 6,39E-05
Diğer Direkt Đşçilik
Maliyet / dk (peni) 3,68
Çizelge 8.6 : Değer katan zaman profili maliyet verileri.
Birim hammadde maliyeti
Tesisin alan maliyeti (m²/dk)
Forklift maliyeti
Fabrika maliyeti
Stok tutma maliyeti (%)
100 peni 0,0021 peni 6,21 peni 4,37 peni 6,89E-0,5%
Gerekli Maliyet Verileri 2
Çizelge 8.7 : Değer katan zaman profili zaman verileri.
Hafta Vardiya/hafta Saat/Vardiya Saat/HaftaMaks. dk /hafta
Maks. dk/yıl
49 18,5 8 148 880 435120
Gerekli Zaman Verileri
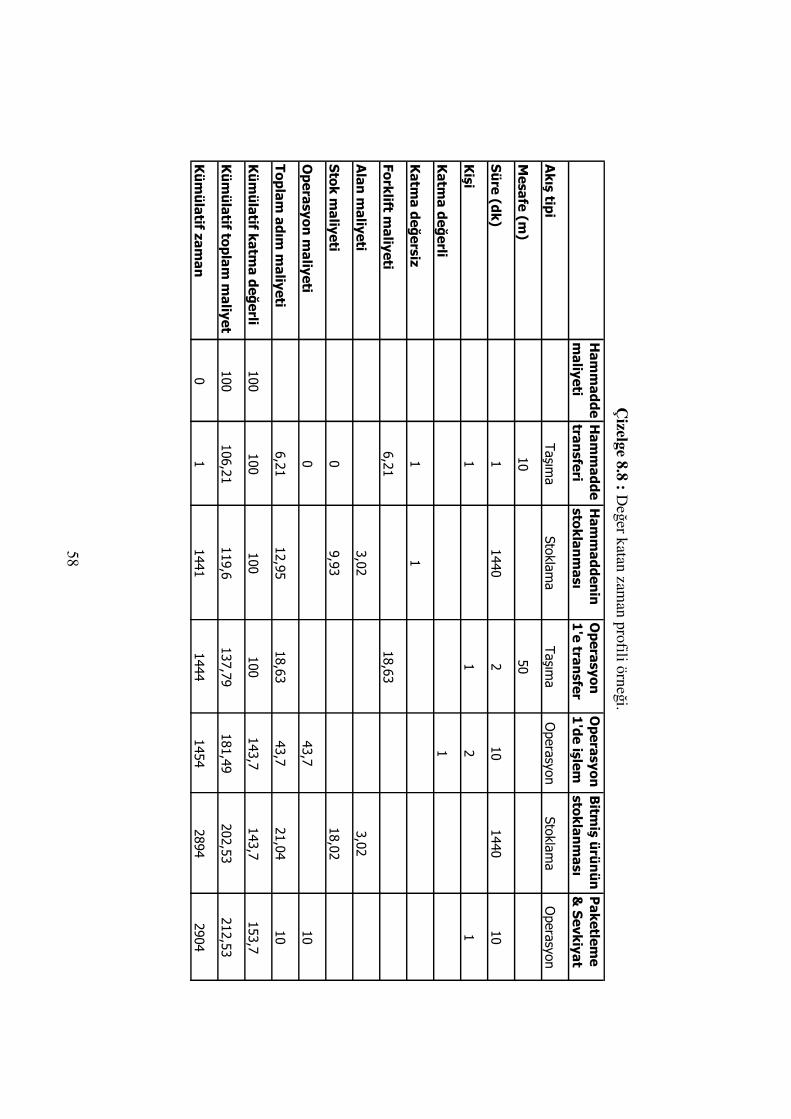
58
Çizelge 8.8 : D
eğer katan zaman profili örneği.
Ha
mm
ad
de
m
aliy
eti
Ha
mm
ad
de
tra
nsfe
riH
am
ma
dd
en
in
stok
lan
ma
sıO
pe
rasy
on
1
'e tra
nsfe
rO
pe
rasy
on
1
'de
işlem
Bitm
iş ürü
nü
n
stok
lan
ma
sıP
ak
etle
me
&
Se
vk
iya
t
Ak
ış tipi
Taşım
aStoklam
aTaşım
aO
perasyonStoklam
aO
perasyon
Me
safe
(m)
1050
Sü
re (d
k)
11440
210
144010
Kişi
11
21
Ka
tma
de
ğe
rli1
Ka
tma
de
ğe
rsiz1
1
Fo
rklift m
aliy
eti
6,2118,63
Ala
n m
aliy
eti
3,023,02
Sto
k m
aliy
eti
09,93
18,02
Op
era
syo
n m
aliy
eti
043,7
10
To
pla
m a
dım
ma
liye
ti6,21
12,9518,63
43,721,04
10
Kü
mü
latif k
atm
a d
eğ
erli
100100
100100
143,7143,7
153,7
Kü
mü
latif to
pla
m m
aliy
et
100106,21
119,6137,79
181,49202,53
212,53
Kü
mü
latif za
ma
n0
11441
14441454
28942904

59
8.9 Uygun Değer Akış Haritalama Aracının Seçilmesi
Detaylı analiz yapılırken en uygun araç seçilmelidir. Haritaların kullanılması,
problemlerin açığa çıkması ve hem firma içindeki hem de tedarik zincirindeki
firmalar arasındaki ilişki ve bağlantılardaki fırsatların görülmesi açısından önemlidir
(Hines, 1997).
Hangi aracın hangi şartlar altında kullanılacağı belirlenirken, değer akış analiz
aracının basitleştirilmiş versiyonu (VALSAT) kullanılır (Hines, 1998). VALSAT,
yeni ürün geliştirilmesi için özellikle otomatif ve Japon firmalar tarafından kullanılan
Kalite fonksiyon yayılım metodunun (QFD) yeniden uyarlanmış halidir (Samuel,
1999).
Şekil 8.9 : VALSAT iş akışı.
A. Analiz yapılacak değer akışının seçilmesi
B. Yöneticiler ile görüşmelerin yürütülmesi
C. Değer akışındaki kayıpların tanımlanması
D. Kayıpların önem derecelerine göre ağırlıklandırılması
E. Değer akış haritalama araçlarının belirlenmesi
F. Rakiplere göre değerlendirme yapılması
G. Đlişki matrisinin oluşturulması
H. Toplam önceliklendirme skorunun hesaplanması

60
A.Sürecin ilk kısmı, gözden geçirilecek belirli değer akışının tanımlanmasıdır
(Çizelge 8.9).
Çizelge 8.9 : VALSAT tablosu 1.
A. Değer Akışı
B. Yönetici Geribildirimleri (Kayıplar
ile ilgili)
B.Đkinci olarak, müdürler ile yapılan görüşmeler sonucunda, müdürlerin elimine
edilebileceğine inandığı çeşitli kayıplar (daha önceden belirtilen 7 kayıp göz önüne
alınır) tanımlanır. Aracın başarılı bir şekilde seçilebilmesi için, görüşmecilerin
müdürlere endüstri içinde bu kayıpların nasıl tanımlandığını çok iyi açıklaması
gerekir. Bu adımda eğer gerekirse, 7 kayıp endüstriye uygun olan başka kelimeler ile
ifade edilebilir. Örneğin, sağlık sektöründe “aşırı üretim” kavramının pek önemi
yoktur. Bunun yerine, bu potansiyel kayıp “işlerin önce yapılması” şeklinde
tanımlanabilir ve görüşme yapılan kişilerin bu kavramı daha iyi algılamalarını sağlar
(Çizelge 8.9).
C.Bu yapıldıktan sonra, tanımlanan kayıplar çizelge 8.10’daki C bölgesine yazılır.
.Çizelge 8.2’i ve Çizelge 8.10’u karşılaştırdığımızda, Çizelge 8.10’daki C,D ve G
kısımlarının Çizelge 8.2’de basitleştirilmiş olduğu görülmektedir.

61
Çizelge 8.10 : VALSAT tablosu 2.
1 2 3 4 5 6 7 8
H. Toplam Önceliklendirme
Skoru
G. Đlişki MatrisiC. KayıplarD.Ağırlıklandırma
(Önem derecelerine göre)
E. Haritalama Araçları
F.Rakiplere göre
Değerlendirme
D. Bir sonraki adım (D), 7 kaybın önem derecelerine göre ağırlıklandırılmasıdır.
Toplam 35 puan, görüşmeciler tarafından faktörlerin kendi içindeki önemlerine bağlı
olarak 7 kayba dağıtılır ve herhangi bir faktör için en fazla 10 puan verilir. Eğer bir
görüşmeciden fazla varsa, farklı skorların ortalaması alınır ve 35 puana tamamlanır.
E. VALSAT yöntemi kullanılarak, 8 değer akış haritalama aracı (E) ilave edilir, 8
kaybın nasıl tanımlanacağı ise bu haritalama araçları ile belirlenir.
F. Bu noktada, firmanın veya firmaların 8 kaybı (F) sektördeki benchmark (örnek)
şirketlere göre tanımlaması bilgi verici olabilir. Diğer bir deyişle, bu adımda
firmaların tartışması sağlanır ve bu adım firmaların hangi rakiplerinin kayıp
azaltımında ve değer zinciri yönetiminde en iyi olduğunun farkına varmasını sağlar.
G. Çizelge 8.10’ daki G alanı, Çizelge 8.2’de belirlenen araçlar ve kayıplar
arasındaki korelasyona göre tanımlanır. Çizelge 8.10’daki farklı korelasyonların
skorları oluşturulur. Yüksek korelasyon 9 puan, orta korelasyon 3 puan ve düşük
korelasyon 1 puandır.
H. Bu yaklaşımdaki son aritmetik adım her bir araç için toplam ağırlığın
oluşturulmasıdır. Bu kısımda yapılan, çeşitli kayıpları tanımlamadaki faydasına göre
herbir araç değerlendirilir. Daha sonra, herbir korelasyon için, toplam önem skoru
hesaplanır. Yani herbir kaybın ağırlığı ile korelasyonu çarpılır. Çizelge 8.10’daki
ağırlıklandırmaya gore (D sütunu) , eğer “fazla üretim” için ağırlık 6 puan ise hangi
aracın faydalı olacağı aşağıdaki şekildedir;

62
• Süreç faaliyet haritalama için 6x1 = 6
• Tedarik zinciri matrisi için 6x3 = 18
• Üretim çeşitliliği tüneli 6x0 = 0
• Kalite filtre haritalama 6x1 =6
• Talep yükseltme haritalama 6x3 =18
• Karar noktası analizi 6x3 =18
• Fiziksel yapı haritalama 6x0 =0
Bu hesaplama diğer satırlara da uygulanır, böylece her korelasyon için skorlar
belirlenir. Bu tamamlandıktan sonra her sütun için bu skorlar toplanır ve toplam
ağırlık kısmına veya Çizelge 8.10’daki “H” sütununa yazılır. Yüksek skora sahip
olan sütunlar, en uygun araçları içerir. Kural olarak birden fazla araç seçilmesi
faydalıdır. Önemli olan 2 veya 3 kayıp, yüksek korelasyonun olduğu araçlar ile veya
orta korelasyona sahip 2 araç ile eşleştirilir. Bu da her kayıp için yeterli haritalama
aracı olduğunu gösterir. Araçlar kullanıldığında, beklenmedik önemli bir kayıp da
açığa çıkabilir. Örneğin, talep yükseltme haritalama aracı, fazla stok ve beklemeleri
tanımlayabilir. Fakat, “fazla üretim” gibi bir kayıp varsa ve müdürler tarafından
tanımlanmamış ise “fazla üretim” ile orta korelasyona sahip araç da tanımlama için
kullanılır. Bu haritalama prosesi tamamlandığında, araştırmacılar, daha detaylı değer
akış analizini yapabilmek için herbir aracı (yararları ile ilişkilendirerek) kulanabilir
(Hines, 1997).

63
Çizelge 8.11 : Haritalama araçlarının faydaları.
Araç Fayda
Süreç
Faaliyet
Haritalama
Gerçek deliller kullanarak, fabrikalar arasındaki ilişkiyi kapsayan faaliyetlerin
performansı ele alınır. Daha sonra, sistemi geliştirmek için tedarik zincirini
geliştirecek yollar araştırılabilir. Kolay hedefleri belirlemek ve “neden”sorusunu
harekete geçirmek için yararlı bir araçtır.
Talep
Yükseltme
Haritalama
Tedarik zincirinde seviyelendirilmemiş ve düzensiz planlamaya neden olan talepteki
dalgalanmaları açığa çıkartır. Sipariş miktarları ile düşük stok kontrolünün gerçek
etkisindeki uygunsuzlukları açığa çıkartır. Bu ve süreç haritalama metodu en güçlü
tekniklerdir. Talep Yükseltme Haritalama grafiği stoğun neden var olduğunu
gösterir; stokların ve müşteri veya tedarikçi tarafından benimsenen parti büyüklüğü
politikalarındaki problemleri ortaya çıkartır.
Kalite Filtre
Haritalama
Hata türlerinin oluşumu ve tedarik zincirinde oluşma eğilimi olan yerler ile ilgili
değerli veri sağlar. Bu veri firmanın içerdiği proses faaliyetlerindeki
modifikasyonları araştırmak için kullanılır. Ayrıca, bu veri, stok sistemindeki
modifikasyonlardan önce tedarik kalitesini sağlamak için ihtiyaçları belirler.
Bu teknik tedarikçi ve müşterideki kalite kayıplarının çeşitini tanımlamak için
kullanılır. Satın alma spesifikasyonları ve toleransları ile ilgili problemleri açığa
çıkartır. Kalite kayıplarının oluştuğu firmalardaki kısa dönemli kayıplara odaklanır.
Tedarik
Zinciri
Matrisi
Gerekli bir tekniktir ve işletmede tutulan stoğun miktarını gösterir. Grafik aynı
zamanda tedarik zincirinde durgun veya geciken ürünlere önem verir. Harita aynı
zamanda bir yıldan diğer yıla olan ilerlemeyi de gösterir.
Üretim
Çeşitliliği
Hunisi
Bu teknik, tedarikçi ve müşteri süreçleri boyunca tek elementin hammaddesindeki
farklılaşmayı vurgular. Ayrıca tasarımdaki darboğazları da vurgular.
Değer Katan
Zaman
Profili
Üretim ile ilgili kayıp ve maliyetler geliştirme çabasını gösterebilmek için gereklidir.
Fakat, müşteri maliyetleri hakkında çok az takım veya tedarikçi entegrasyonu vardır.


65
9. UYGULAMA
Uygulama bölümünde öncelikle metot tanımlanmıştır. Daha sonra uygulama
yapılacak firma hakkında kısa bir bilgi verilmiştir. BSH Ev Aletleri San. ve Tic. A.Ş.
çamaşır makinası fabrikasından bir süreç seçilmiştir ve değer zinciri analizi
yapılmıştır. Analiz sonuçlarına bağlı olarak iyileştirme önerileri geliştirilmiş ve süreç
iyileştirilmiş ve sonuçlar ortaya konmuştur.
9.1 Metod
Literatür araştırmasında, değer zinciri, değer zinciri analizi ve değer akış analiz
yöntemleri gibi konular üzerinde durulmuştu. Bu bölümde ise uygulama aşamasında
takip edilecek metodoloji detaylandırılacaktır.
1. Değer akış analizi yapılacak sürecin ve kapsamın belirlenmesi:
Firma içerisinde hangi süreçlere değer akış analizi yapılacağı yöneticilerle yapılan
görüşmelere göre karar verilmiştir. Analiz yapılacak süreçler, firmanın hedeflerine
ve müşteri bakış açısına göre belirlenmiştir.
Eğer analiz yapılacak süreçte birden fazla ürün (ürün grubu) var ise analiz için tek bir
ürün (ürün grubunun) seçilir. Karar verirken, ürün talebi ve getirisi göz önüne
alınmıştır (yüksek talep ve getirisi olan ürün seçilmelidir).
2. Kayıpların belirlenmesi:
Farklı departmanların üst düzey yöneticileri ile yapılan görüşmeler sonucunda firma
içindeki kayıplar tanımlanmıştır.
3. Değer akış analizi yöntemlerinin belirlenmesi (Haritalama araçları):
VALSAT analiz yöntemi kullanılarak seçilen proses için kullanılacak analiz yöntemi
belirlenmiştir. VALSAT analizi, prosesteki kayıpları açığa çıkartabilecek haritalama
araçlarının seçilmesine yardımcı olur.
4. Haritalama araçları kullanılarak analizin yapılması:

66
VALSAT analizi ile seçilen bir veya daha fazla haritalama aracı ile analiz yapılmıştır
ve sürece ait önemli kayıplar ortaya konmuştur.
5. Yapılan analizlerin değerlendirilmesi:
Uygun haritalama araçları ile analiz yapıldıktan sonra elde edilen somut bulgular
detaylı olarak değerlendirilmiştir ve büyük kayıplar belirlenmiştir.
6. Yapılan analize göre çözüm önerilerinin belirlenmesi:
3. adımda belirlenen kayıpları ortadan kaldırmaya yönelik olarak çözüm önerileri
belirlenmiştir. Bu çözüm önerilerinin belirlenmesi sırasında haritalama araçları ile
yapılan analizden faydalanılmıştır.
7. Çözümlerin uygulanması:
6. adımda belirlenen çözüm önerileri firmada uygulanmıştır.
8. Uygulama sonucunda iyileştirmelerin ölçülmesi:
Uygulama sonucunda yapılan iyileştirmelerin getirileri tespit edilmiştir ve analiz
yapılan haritalama araçları kullanılarak iyileştirme öncesi ve sonrası durum
karşılaştırılmıştır.
9.2 Uygulama Yapılacak Firma Hakkında Bilgi
Bosch ve Siemens Ev Aletleri Grubu dünyanın üçüncü büyük beyaz eşya üreticisidir.
12 markasıyla, dünyanın dört bir yanında toplam 42 fabrikada üretim yapan BSH
Grubu’nun en büyük üretim merkezi, Türkiye'de bulunan Çerkezköy fabrikalarıdır.
2008 yılında satışları 8.76 milyar Avro'ya ulaşan BSH Grubu, Avrupa beyaz eşya
sektöründeki liderliğini bir kez daha pekiştirmiştir.
BSH Ev Aletleri Sanayi ve Ticaret A.Ş. ana markaları Bosch ve Siemens, özel
markası Gaggenau ve yerel markası Profilo ile Türkiye beyaz eşya sektörünün lider
şirketlerinden biridir. % 26 pazar payını elinde tutan BSH, sektörün ikinci büyük
şirketi konumundadır.

67
Satışlarını ve yatırımlarını hızla artıran BSH, bugün Türkiye'de faaliyet gösteren 7.
en büyük yabancı sermayeli şirkettir.* Buzdolabı, fırın, çamaşır makinesi ve bulaşık
makinesi üreten dört fabrikasında toplam 3.5 milyon birimin üzerinde kapasiteyle
üretim yapan şirket, ürünlerinin yarıdan fazlasını Avrupa, Kuzey Amerika,
Avustralya ve Afrika gibi dünya pazarlarına ihraç etmektedir. Son on yıldaki
başarılarının verdiği güvenle Türkiye'deki yatırımlarını yaklaşık yarım milyar Avro
seviyesine yükselten BSH, Türkiye büyük beyaz eşya sektörünün en büyük yabancı
yatırımlı şirketidir.
Ülke çapında yaklaşık 4000 bayiden oluşan güçlü bir dağıtım ağına sahip olan şirket,
Bosch, Siemens ve Profilo bayilerinin 2000 kadarını exclusive bayi statüsünde
tutmaktadır. BSH, ürünlerinin Azerbaycan, Kazakistan, Özbekistan, Gürcistan,
Türkmenistan, Ermenistan, Kırgızistan, Tacikistan, KKTC ve Irak gibi gelişmekte
olan pazarlara dağıtımını Türkiye'den ve Almati'deki BSH temsilci ofisinden
gerçekleştirmektedir.
Beyaz eşya sektörünün En Đyi Servis Sağlayıcısı seçilen BSH, satış sonrası servis
hizmetleriyle müşterilerine destek vermektedir.
BSH ürün portföyü fırın, bulaşık makinesi, çamaşır makinesi, kurutucu, buzdolabı,
derin dondurucu, klima, ütü, elektrikli süpürge, mutfak robotu, ev konfor ürünleri ve
elektronik cihazlar gibi küçük ve büyük ev aletlerinden oluşur.
BSH Ev Aletleri Sanayi ve Ticaret A.Ş. ana markaları Bosch ve Siemens, özel
markası Gaggenau ve yerel markası Profilo ile Türkiye beyaz eşya sektörünün lider
şirketlerinden biridir. % 26 pazar payını elinde tutan BSH, sektörün ikinci büyük
şirketi konumundadır.
Satışlarını ve yatırımlarını hızla artıran BSH, bugün Türkiye'de faaliyet gösteren 7.
en büyük yabancı sermayeli şirkettir. Buzdolabı, fırın, çamaşır makinesi ve bulaşık
makinesi üreten dört fabrikasında toplam 3.5 milyon birimin üzerinde kapasiteyle
üretim yapmaktadır.

68
BSH Üretim Tesisleri:
Türkiye’de kurulduğu ilk yıllardan itibaren çalışmalarını hızla geliştiren BSH, kısa
bir süre içerisinde büyüyerek dört büyük beyaz eşya fabrikasıyla iç ve dış pazarlara
yönelik üretim yapan uluslararası bir şirket halini aldı.
450,000 m2’lik bir arazi üzerine yayılan ve Türkiye’nin ISO 14000 sertifikalı ilk
sanayi tesisleri arasında yer alan fabrikalar, kalite ve etkin çalışma açısından
benchmark oluşturuyor. Altı Sigma, EFQM, Open Space ve Sürekli Đyileştirme
Programı gibi sistematik yaklaşımlar fabrikalarda verimliliğin günden güne
artmasına ve maliyet etkinliğinin korunmasına katkıda bulunuyor.
2005 yılında, yeni ürün modellerinin üretime alınmasına olanak sağlamak için tüm
fabrikaların üretim hatlarında büyük ölçekli yatırımlar gerçekleştirildi. En üstün
kalite standartlarıyla üretilen ürün kapasitesini artırmak amacıyla tüm fabrikalar
yenilendi. Yıl içinde, fabrikaların iyileştirilmesi ve modernizasyonu doğrultusunda
yapılan toplam 66 milyon euro yatırım sonucunda Şirketin yıllık üretim kapasitesi
3.5 milyon birime yükseldi.
BSH’nin Çerkezköy fabrikaları, aynı zamanda sektörün en gelişmiş lojistik merkezi
konumunu koruyor. Genişletilen depomuz yurtdışı sevkiyat performansımızı
yükseltiyor, yurtiçinde ise fabrikadan çıkan ürünü doğrudan doğruya alıcının evine
ulaştırmamıza olanak veriyor. Özel olarak tasarlanan konteyner sahası ihracata
yönelik sevkiyatı hızlandırdığı gibi, maliyet etkinliğini de artırıyor.
Buzdolabı Fabrikası; 54 bin metre kare alana yayılmış olan Buzdolabı fabrikası, hem
yerel hem de ihraç pazarların ihtiyaçlarını karşılamak üzere 900 birime
yakın buzdolabı üretimi gerçekleştirmektedir.
Çamaşır Makinesi Fabrikası; 17 bin metre kare alana yayılmış olan çamaşır fabrikası,
hem yerel hem de ihraç pazarların ihtiyaçlarını karşılamak üzere 1milyon birime
yakın çamaşır makinesi üretimi gerçekleştirmektedir.
Bulaşık Makinesi Fabrikası; 2006 yılında faaliyete geçen bulaşık makinesi fabrikası
hem yerel hem de ihraç pazarların ihtiyaçlarını karşılamak üzere solo ve ankastre
üretim yapılmakta ve yıllık ortalama 500 bin birim üretim gerçekleşmektedir.

69
Fırın Fabrikası; 11 bin metre kare alana yayılmış olan fırın fabrikası, hem yerel hem
de ihraç pazarların ihtiyaçlarını karşılamak üzere yaklaşık 700 bin adet fırın üretimi
gerçekleştirmektedir.
Gardırop Tipi Ankastre Buzdolabı Fabrikası; 2006 yılında faaliyete geçen Gardırop
tipi buzdolabı fabrikası kurulduğu yıl %100'ü Amerika pazarı için üretim
yapmaktaydı. 2007 yılından itibaren Türkiye ve Avrupa pazarları için de yılda 33 bin
adet üretim yapmakta.
Marka Portföyü:
BSH’nin temel başarısı, farklı hedef gruplarına hitap eden 14 farklı markadan oluşan,
güçlü ve açıkça tanımlanmış portföyünde yatmaktadır. Marka, global rekabet
şartlarında işletmeye en çok değer yaratan, tüketicide ise güven oluşturan ve yol
gösteren en önemli unsurdur.
BSH markalarının algısının güçlendirilmesi ve doğru konumlandırılması için
müşterilerinin, bayilerinin, tedarikçilerinin ve çalışanlarının markanın karakteristik
değerleri ve özellikleri hakkında ortak bir fikre sahip olması esastır.
BSH, Türkiye’de dört markasıyla yer alır: ana markaları Bosch ve Siemens, özel
markalarından Gaggenau ve yerel markası Profilo ile faaliyet göstermektedir. Marka
özü, markanın kişiliğinin benzersizliğini ve karşılaştırılamaz gücünü özetler. Aynı
zamanda tüketicilerin markalardan sağlayabileceği faydaları ortaya koyar.
BSH’nin başarı ilkelerinin başında güçlü marka stratejisi, marka portföyü ve hizmet
verdiği hedef kitleleri içerisindeki güçlü konumu gelir. Uluslararası pazarlarda
yarışabilmek, güvenilir markalara sahip olmakla mümkündür.

70
Ana Markalar:
Bosch; Robert Bosch’un, 100 yılı aşkın bir süredir Bosch markasına rehberlik eden
ismi, kalitenin ve güvenilirliğin garantisidir. Bosch'un ürettiği her cihaz, kullanıcısına
üstün tasarım, yüksek performans ve güvenilir çözümler sunar.Yeni ürünler
tasarlarken sağlam ekolojik ilkelerden yola çıkar, doğal kaynakları en verimli şekilde
değerlendirerek hava, su ve toprak kirlenmesini en aza indirmeye odaklanır.
Ürünlerin performans ve etkinliğinden taviz vermeksizin su ve enerji kullanımını
azaltmaya yönelik yeni çözümler geliştirir; bu şekilde hem doğal çevreyi, hem de
daha düşük maliyetler sayesinde tüketicinin bütçesini korur. Bosch, üstün kalite,
mükemmel mühendislik ve uzun ömürlülük özellikleriyle tanınır. “Yararlı teknolojik
gelişmelere öncülük ederek yaşam kalitesini yükseltmek ve kalıcı değer sunmak”
marka felsefesinin özünü oluşturur. Bosch markasını oluşturan ve onu insanların
güvenini kazanmakta benzersiz kılan değerler şunlardır: Kalite, Teknik uzmanlık,
Yaşam kalitesi , Sorumluluk.
Siemens; Bugün dünyanın dört bir yanında milyonlarca insan için yenilikçi fikirler,
titiz mühendislik ve tavizsiz estetik anlamına gelen Siemens, 55'ten fazla ülkede
faaliyet gösteriyor. Siemens çamaşır makinesinden elektrikli süpürgeye ve elektronik
cihazlara kadar uzanan çok geniş bir ürün gamıyla tüketicilerin gereksinimlerine
cevap verir. Almanya'nın “bir numaralı” ev aletleri markası Siemens, ankastre
ürünler konusunda sadece Türkiye’de değil, Avrupa’da ve dünyada da pazar
lideridir. Teknolojik üstünlükleri ve göz alıcı tasarımlarıyla Siemens ürünleri uzun
yıllardır tüketicilerin, bayilerin ve mimarların gözdesidir. Teknolojinin dev ismi
Siemens, ev aletlerinin teknik özellikleri ve tasarımı alanında çağdaş yaklaşımı,
akılcı yenilikleri, ileri görüşlülüğü simgeler. En son teknolojileri kullanarak ev
aletlerinin işlevselliğini sürekli geliştirir, ilerlemenin avantajlarını ve heyecanını
kullanıcıların gündelik hayatına taşıyan öncü ürünler ve çözümler üretir. Siemens ev
aletleri yalın, işlevsel tasarımları ve mükemmel işleyişleriyle benzerlerinden ayrılır.
Đlerici fikirlerin, tutarlı bir sistemin, performans odaklı bir yaklaşımın ve titiz
üretimin eseri olan Siemens ürünleri sektörün standartlarını belirler. Đşte Siemens
ürünlerini anlatan dört temel değer: Etkileyicilik, Dışadönüklük, Akılcılık,
Performans.
Özel Markalar:

71
Gaggenau; Gaggenau çağdaş evlere profesyonel bir mutfağın tekniğini getirir. Marka
yüksek performanslı ankastre mutfak cihazları alanında uzmanlaşmıştır. Gaggenau
mutfak cihazları uzmanlığın, yeteneğin ve yüzyılı aşkın tecrübenin ürünüdür.
Avrupa'da üretilip satılan ilk ankastre cihaz olan Gaggenau, kusursuz bir işçilik
gösterir, kolay kullanılır ve tam anlamıyla güvenilirdir. Markanın birbiri ardından
kazandığı sayısız tasarım ödülünün kanıtladığı gibi, her Gaggenau cihazı estetik
çizgileriyle de zirvededir. Fakat Gaggenau'nun üstünlüğü sadece güzelliğinden ibaret
değildir. Kullanışlılığı ve profesyonel işlevleriyle de müşterilerin kalbini kazanır.
Gaggenau üst sınıf bir marka olarak uluslararası şöhretini 2. Dünya Savaşı'ndan
sonra edindi. Kendisi de tutkulu bir amatör aşçı olan Georg von Blanquet 1951'de
şirketin başına geçince, Gaggenau mutfak tekniğinin gelişimine hız verdi. Bunu
üstün kaliteli ankastre cihazların üretimi izledi. Yenilikçi mühendislik, dayanıklı
malzeme, yalın hatlar ve usta işçilik özellikleriyle tanınan Gaggenau, yemek ve
yaşam kültüründe ismiyle özdeş standartların yaratıcısıdır.
Yerel Markalar:
Profilo; Türkiye'nin yaşam tarzı tercihlerine uluslararası bilgi birikimiyle çözüm
üretir. Ülkemizin en eski lider markalarından biri olan Profilo kaliteye ve
dayanıklılığa öncelik veren tüketicilerin gözdesidir. Profilo markasını taşıyan
ürünlerin tasarımında, Türk tüketicilerin istek ve alışkanlıkları belirleyici olmaktadır.
Đç pazarın gereksinim ve duyarlılıklarını çok iyi tanıyan Profilo, beklentileri en iyi
şekilde karşılar. Markanın yıllara meydan okumasının sırrı da, tüketicinin temel
ihtiyaçlarını doğru okuyup doğru cevaplamasında yatar. Profilo parasının değerini
bilen müşteriler için üretim yapar. Uzun ömürlü, kullanımı kolay, sorunsuz ürünleri,
geniş ürün yelpazesi ve işlev seçenekleriyle tanınır Profilo markasını oluşturan ve
tüketici nezdinde onu benzersiz kılan değerler şunlardır: Dayanıklılık, Empati,
Erişilebilirlik.
9.3 BSH Değer Zinciri
Değer akış analizi yapılacak süreç seçilmeden önce firma değer zinciri gözden
geçirilmiştir. Değer zincirindeki tüm fonksiyonlar bölüm 5.2’de belirtildiği gibi firma
bakış açısına göre incelenmiştir. Bu incelemeler sonucunda aşağıdaki bulgular elde
edilmiştir.

72
Firmada 2 grup süreç bulunmaktadır; Birincil seviye iş süreçleri ve ikincil seviye iş
süreçleri. Birincil seviye iş süreçleri temel süreçler olarak adlandırılır. Đkincil seviye
iş süreçleri ise yönetim süreçleri ve destek süreçleri olarak ikiye ayrılır (Şekil 9.1).
Şekil 9.1 : BSH iş süreçleri.
Yönetim süreçleri, stratejik yönetim ve kurumsal gelişimi içermektedir. Temel
süreçler, ürün yönetimi, ürün gamının belirlenmesi, müşteri talebinin yaratılması,
siparişin oluşturulması ve tamamlanması, tedarik ve ürün sevkiyatı, sahadaki
ürünlerin işlevselliğinin sağlanması, ürün üretimi süreçlerini kapsamaktadır. Destek
süreçler ise, tedarikçi yönetimi, bilgi yönetimi, bilgi teknolojisi, controlling/ finans /
muhasebe, insan kaynakları, teknik altyapının sağlanması ve idari altyapının
yönetiminden oluşmaktadır (Şekil 9.2).
Bu süreçlerin daha detaylı değer akışları ek A-1’de sırasıyla özetlenmiştir.

73
Şek
il 9
.2 :
BS
H iş
süre
çler
i 2.
4S
ipar
işin
Oluştu
rulm
asıv
e T
amam
lan
mas
ı„G
FO
“
5T
edar
ik v
e Ü
rün
Sev
kıya
tı„S
DP
“
6 S
ahad
aki
Ürü
nle
rin
Đşle
vsel
liğin
in S
ağla
nm
ası
„EO
P“
2Ü
rün
Gam
ının
Bel
irle
nm
esi
„DP
R“
7T
edar
ikçi
Y
ön
etim
i
8B
ilgi
Yö
net
imi
9B
ilgi
Tek
no
loji
si
10C
on
tro
llin
g /
Fin
ans
/M
uh
aseb
e
11Đn
san
K
ayn
akla
rı
12T
ekn
ik
Alt
yap
ının
S
ağla
nm
ası
13 Đdar
i A
ltya
pın
ın
Yö
net
imiE
tkin
Bö
lges
elM
arka
Po
rfö
yü
Glo
bal
Ürü
n
Po
rtfö
yü;
Yer
elP
azar
Bilg
isi
Tey
itli
Sip
ariş şşş
, G
erçe
kleş şşşe
n
Sip
ariş şşş
Sev
kE
dilm
işÜ
rün
İş İşİşİşle
vsel
Ürü
n
14
Ürü
n Y
ön
etim
i (Ü
rün
öm
rüyö
net
imi )
(ürü
n g
rup
ları
n id
ares
ind
e g
ün
lük
işle
r B
SH
-TR
tar
afın
dan
yü
rütü
lür)
15
Ürü
nÜ
reti
mi(
Üre
tim
)(ü
rün
gru
pla
rın
idar
esin
de
gü
nlü
k iş
ler
BS
H-T
R t
araf
ınd
an y
ürü
tülü
r)
3M
üş
teri
Tal
ebin
Yar
atılm
ası
„CC
D“
Tey
itli
Sip
ariş şşş
Tal
ep, K
anal
Hiz
met
Tal
ebi
Tal
ep, K
anal
Etk
inB
ölg
esel
Mar
ka P
orf
öyü
Kal
itel
i Gü
ven
celi
Ürü
n,Y
arı ııı-M
amü
l,ve
Yed
ek P
arça
Üre
tim
vey
aY
edek
Par
çaS
ipar
iş şşşi
Yü
ksek
Kal
itel
iO
nay
lan
mış ışışış
Ürü
nT
üke
tici
İ İİİhti
yacı ııı,
Tal
ebi,
Yen
ilik
1AS
trat
eji
Yö
net
imi
1BK
uru
msa
l G
eliş
im
4S
ipar
işin
Oluştu
rulm
asıv
e T
amam
lan
mas
ı„G
FO
“
5T
edar
ik v
e Ü
rün
Sev
kıya
tı„S
DP
“
6 S
ahad
aki
Ürü
nle
rin
Đşle
vsel
liğin
in S
ağla
nm
ası
„EO
P“
2Ü
rün
Gam
ının
Bel
irle
nm
esi
„DP
R“
7T
edar
ikçi
Y
ön
etim
i
8B
ilgi
Yö
net
imi
9B
ilgi
Tek
no
loji
si
10C
on
tro
llin
g /
Fin
ans
/M
uh
aseb
e
11Đn
san
K
ayn
akla
rı
12T
ekn
ik
Alt
yap
ının
S
ağla
nm
ası
13 Đdar
i A
ltya
pın
ın
Yö
net
imiE
tkin
Bö
lges
elM
arka
Po
rfö
yü
Glo
bal
Ürü
n
Po
rtfö
yü;
Yer
elP
azar
Bilg
isi
Tey
itli
Sip
ariş şşş
, G
erçe
kleş şşşe
n
Sip
ariş şşş
Sev
kE
dilm
işÜ
rün
İş İşİşİşle
vsel
Ürü
n
14
Ürü
n Y
ön
etim
i (Ü
rün
öm
rüyö
net
imi )
(ürü
n g
rup
ları
n id
ares
ind
e g
ün
lük
işle
r B
SH
-TR
tar
afın
dan
yü
rütü
lür)
15
Ürü
nÜ
reti
mi(
Üre
tim
)(ü
rün
gru
pla
rın
idar
esin
de
gü
nlü
k iş
ler
BS
H-T
R t
araf
ınd
an y
ürü
tülü
r)
3M
üş
teri
Tal
ebin
Yar
atılm
ası
„CC
D“
Tey
itli
Sip
ariş şşş
Tal
ep, K
anal
Hiz
met
Tal
ebi
Tal
ep, K
anal
Etk
inB
ölg
esel
Mar
ka P
orf
öyü
Kal
itel
i Gü
ven
celi
Ürü
n,Y
arı ııı-M
amü
l,ve
Yed
ek P
arça
Üre
tim
vey
aY
edek
Par
çaS
ipar
iş şşşi
Yü
ksek
Kal
itel
iO
nay
lan
mış ışışış
Ürü
nT
üke
tici
İ İİİhti
yacı ııı,
Tal
ebi,
Yen
ilik
1AS
trat
eji
Yö
net
imi
1BK
uru
msa
l G
eliş
im

74
9.4 BSH Değer Zinciri Analizi
9.4.1 Analiz yapılacak sürecin belirlenmesi
BSH içerisindeki süreç grupları içerisinden temel süreçler’den ürün üretimi süreci
analiz edilecektir. (Müşteri temel olarak ürüne (beyaz eşyanın kendisine) para
ödediği için ve en fazla değer üretimde yaratıldığı için bu süreç seçilmiştir.) Ürün
olarak Çamaşır Makinası alınmıştır.
Ürün üretimi sürecinde hangi sürecin analiz edilmesi gerektiği belirlenirken Çamaşır
Makinası fabrikasının üretim müdürü ile görüşmeler yapılmıştır. Bu görüşmelerin
sonucunda maliyetlerin, kayıpların yüksek olduğu ve geliştirme potansiyelinin fazla
olduğu bir bölüm olan “Kontrol Panosu Serigrafi Baskı“ üretimi seçilmiştir. Ön
üretim bölümüne bağlı olan serigrafi baskı üretimi değer akış haritalama
yöntemlerinden bazıları kullanılarak analiz edilecektir (Üretimde bu kısım
seçilmiştir, çünkü fabrika içerisinde en fazla kaybın oluştuğu bölümdür).
Bölümün amacı; Kontrol panosu üzerine baskı yapılması ve gösterge camlarının
kontrol panosuna kaynağının yapılmasıdır.
Makina parkı; Serigrafi baskı bölümünde 2 adet tek renk baskı yapabilen baskı
(Morlock) makinaları, 4 adet birden fazla renk basabilen (Comec) baskı makinaları, 2
adet de kaynak makinası bulunmaktadır.
Çalışan durumu: Serigrafi baskı bölümünde vardiyada 11 kişi çalışmaktadır. Her
makinanın birer operatörü bulunmaktadır. Ayrıca tip değişimlerini gerçekleştiren 3
hazırlık operatörü bir vardiyada çalışmaktadır.
Ürün Bilgisi; Toplam 250’e yakın varyantın baskısı yapılmaktadır. F02B Bosch,
F02B Siemens, F02B Profilo, F02C Bosch, F02C Siemens, F10C Bosch, F10C
Siemens, F10B Bosch, F10B Profilo, F10E Siemens, F10E Bosch; F10S Siemens,
F10S Bosch olmak üzere 10 ürün grubu vardır. Serigrafide baskısı yapılmış ürünlerin
birkaçının fotoğrafları şekil 9.3 – 9.7’de görülmektedir.

75
Şekil 9.3 : F02B Bosch Pano.
Şekil 9.4 : F10C Siemens Pano.
Şekil 9.5 : F10S Bosch Pano.
Şekil 9.6 : F10E Bosch Pano.
Şekil 9.7 : F10S Siemens Pano.

76
Çevrim Süreleri; Morlock makinalarının çevrim süresi 28 sn’dir. Comec
makinalarının çevrim süresi ise modelin tasarımına göre değişkenlik göstermektedir.
Kaynak makinalarından birinin çevrim süresi 60 sn iken diğerinin çevrim süresi ise
35 sn ’dir.
Yerleşim Planı; Serigrafi baskı bölümüne ait yerleşim planı şekil 9.8’de
görülmektedir.
Şekil 9.8 : Serigrafi baskı bölümü yerleşim planı.
9.4.2 Değer akış haritalama aracının belirlenmesi
A.Gözden geçirilecek değer akışı “Kontrol Panosu Serigrafi Baskı“ üretimi olarak
belirlenmiştir (Üretimde bu kısmın seçilmiştir, çünkü fabrika içerisinde en fazla
kaybın oluştuğu bölümdür).
B. Serigrafi baskı üretimindeki kayıpları belirlemek için fabrikadaki yöneticiler ile
görüşmeler yapılmıştır. Fabrikada TPM (Total Productive Management, Toplam
Üretken Yönetim) uygulandığı için kayıplar sürekli takip edilmektedir. TPM’in
Tanımı; Günlük üretim faaliyetleri içinde, çalışanların tamamının katılımını
gerektiren, Operatöre üzerinde çalıştığı tezgah veya ekipmanın otonom (kendi
kendine yeten) bakım sorumluluğunu da getiren, Arızaları önleyen, Ekipman
etkinliğini en üst düzeye çıkaran, yeni bir işletmecilik yaklaşımıdır. Fakat yalın
üretime göre tanımlanan 7 kayıp (Fazla üretim, bekleme, taşıma, uygun olmayan
proses işlemi, gereksiz stok, gereksiz hareket, hatalar) yerine TPM’e göre 16 kayıp
(Arıza kaybı, setup kaybı, takım değişimi, başlangıç kayıpları, küçük duruş, hız
kaybı, hata tamir kaybı, kapatma kaybı, yönetim kaybı, hat organizasyon kaybı,
üretim hareket kaybı, lojistik kaybı, ölçme ve ayar kaybı, enerji kaybı, kullanım dışı
ekipman kaybı, ürün kaybı) tanımlanmıştır. 16 kaybın bölümler bazında fabrikaya

77
yarattığı maliyetler her ay düzenli olarak takip edilmektedir. Kayıp ve maliyetlerin
eşleştirildiği matrise ise “kayıp-maliyet (loss-cost)” matrisi denmektedir. Kayıp
Maliyet “Loss-cost matrisi”, işletme içerisinde tespit edilen 16 büyük kaybın makina,
işçilik, malzeme, enerji ve stoklar başlıkları altında gruplanarak bir tablo üzerinde
katma değerli ve katma değersiz olarak rakamlar üzerinden ifade edilmesidir.
16 Kayıp şu şekilde tanımlanmıştır:
1.Arıza kaybı: Arıza kayıpları ekipmanın veya hattın tanımlanmış fonksiyonunu
yerine getirememesi yani durmasıdır. Bu süre işletmenin sektörüne göre 3 ila 10
dakika arası (1 defada) alınmaktadır. Ekipmanın tanımlı süreden daha fazla durması
arıza kaybı anlamına gelir.
2. Setup kaybı: Setup model değişimlerinde ilk kaliteli ürünü elde edinceye kadar
geçen süredir.
3. Takım değişimi: Belli bir kullanım periyodunda aşınmış, kırılmış bıçak ve jiglerin
değişimi süresince yaşanan kayıplardır.
4. Başlangıç kayıpları: Başlangıç kaybı vardiya başlarında yaşanır. Vardiya başında
herhangi bir nedenden dolayı üretim yapılamadığında geçen süre başlangıç kaybıdır.
5. Küçük duruş: Đşletmenin sektörüne göre makine veya hattın 3 ila 10 dakika (1
defada) altında üretim yapamayarak durmasına denir.
6. Hız kaybı: Makinenin üretimde olan ürünün standar hızı (eğer otomatik makina ise
tanımlanmış hız, eğer montaj ve bir kişinin performansına bağlı ise normal
tempodaki hızdır) yerine daha yavaş bir hızda çalıştırılması sonucu oluşan
kayıplardır.
7. Hata tamir kaybı: Hatalı üretilen ürünün tamiri için harcanan süreye denir. Bu
kayıp hata ve tamir (Rework) olarak ikiye ayrılır.
8. Kapatma kaybı: Önceden planlanmış tüm planlı duruş süreleri bu kaybın
içerisindedir.
9. Yönetim kaybı: Fabrikaya henüz gelmemiş malzemeler, takım, talimat vs. gibi
durumlar için üretim yapılamadığı durumlarda kaybedilen sürelerdir.
10. Hat Organizasyon kaybı: Hat dengesinin bozulması sonucu oluşan kayıplardır.

78
11. Üretim hareket kaybı: Operatörün yaptığı iş ile ilgili bilgisizliği, hatalı el aleti
veya malzeme kaynaklı yavaşlamalardır.
12. Lojistik kaybı: Fabrika içerisinde malzeme taşıma ve besleme kaynaklı tüm
duraklamalardır.
13. Ölçme ve Ayar kaybı: Hatalı üretim yapmayı engellemek için sık olarak
tekrarlanan ve hatta üretimin durmasına neden olan kayıplardır.
14. Enerji Kaybı: Üretim yapmadan fazladan harcanan enerjinin oluşturduğu
kayıptır.
15. Kullanım dışı ekipman kaybı: Kullanılmayan veya hiç kullanılmayacak
ekipmanların oluşturduğu kayıptır.
16. Ürün kaybı: Hatalı üretim nedeniyle israf edilen malzemelerin oluşturduğu
kayıptır. Bu kayıp israf ve fire olarak ikiye ayrılır.
C. Kayıplar tanımlandıktan sonra VALSAT tablosunda C bölgesine yazılmıştır.
D. Bir sonraki adım (D), 16 kaybın önem derecelerine göre ağırlıklandırılmasıdır.
Loss-cost (Kayıp-Maliyet) matrisi göz önüne alınarak, hangi kayıp daha fazla
maliyet yaratıyor ise ona göre kayıpların önceliklendirmesi yapılmıştır. Toplam 80
puan, kayıpların yarattığı maliyetlere orantılı olarak dağıtılmıştır. Puanlama üretim
müdürü ile birlikte yapılmıştır. Kayıp-Maliyet matrisinde hangi kayıp daha fazla
maliyet yaratıyorsa o kayba daha yüksek bir puan verilmiştir. Kayıpların yarattıkları
maliyetlere göre, verilen puanlar arasında belirli oranlar vardır (Çizelge 9.2) .
E. VALSAT yöntemi kullanılarak, 8 değer akış haritalama aracı (E) ilave edilir, 16
kaybın nasıl tanımlanacağı ise bu haritalama araçları ile belirlenir. Çizelge 8.2’deki
kayıp – haritalama araç tablosu 7 kayıba göre oluşturulduğu için öncelikle 16 kayba
göre yeniden korelasyon tablosu hazırlanmıştır (Çizelge 9.4 ). Bu korelasyon tablosu
hazırlanırken yalın üretime göre tanımlanan 7 kayıp ve 16 kayıp gruplandırılmış ve
aralarında ilişki kurulmuştur (Çizelge 9.1 ve 9.3).

79
Çizelge 9.1 : TPM 16 kayıp.
C
C. TPM - 16 Kayıp
Arıza Kayıpları
Setup Ayar Kayıpları
Takım Değişimi
Başlangıç Kayıpları
Küçük Duruşlar
Hız Kayıpları
Hatalı Üretim ve Tamir Kayıpları
Kapatma Kayıpları
Yönetim Kayıpları
Üretim Hareket KayıplarıHat Organizasyon Kayıpları
Lojistik Kayıpları
Ölçme ve Ayar Kayıpları
Enerji Kayıpları
Jig,Kalıp ve El Aleti Kayıpları
Ürün Kaybı
Eki
pm
anO
pera
syon
Mal
zem
e

80
Çizelge 9.2 : TPM 16 kaybın önceliklendirilmesi.
C D
C. TPM - 16 Kayıp Maliyet D
Arıza Kayıpları 1.392 TL 0,37
Setup Ayar Kayıpları 45.423 TL 12,13
Takım Değişimi 0 TL 0,00
Başlangıç Kayıpları 0 TL 0,00
Küçük Duruşlar 22.462 TL 6,00
Hız Kayıpları 32.854 TL 8,78
Hatalı Üretim ve Tamir Kayıpları 37.946 TL 10,13
Kapatma Kayıpları 45.000 TL 12,02
Yönetim Kayıpları 11.195 TL 2,99
Üretim Hareket Kayıpları 7.088 TL 1,89Hat Organizasyon Kayıpları 36.082 TL 9,64
Lojistik Kayıpları 8.549 TL 2,28
Ölçme ve Ayar Kayıpları 7.332 TL 1,96
Enerji Kayıpları 103 TL 0,03
Jig,Kalıp ve El Aleti Kayıpları 0 TL 0,00
Ürün Kaybı 44.096 TL 11,78
Eki
pm
anO
pera
syon
Mal
zem
e
Çizelge 9.3 : Yalın üretime göre 7 kayıp.
YALIN - 7 Kayıp
Hatalar
Süreç verimsizliği
Bekleme
Gereksiz hareketler
Gereksiz stok
Taşıma
Fazla Üretim
Ekipman
Operasyon
Malzeme

81
Çizelge 9.4 : TPM’e göre 16 kayıp.
TPM - 16 Kayıp
Sü
reç
Fa
ali
ye
t H
ari
tala
ma
Te
da
rik
Zin
ciri
Ma
tris
i
Üre
tim
Çe
şitl
iliğ
i H
un
isi
Ka
lite
Fil
tre
Ha
rita
lam
a
Ta
lep
Yü
kse
ltm
e H
ari
tala
ma
Ka
rar
No
kta
sı A
na
lizi
Fiz
ikse
l Y
ap
ı (a
) H
aci
m (
b)
De
ğe
r
De
ğe
r K
ata
n Z
am
an
Pro
fili
Arıza Kayıpları Y D D D
Setup Ayar Kayıpları Y Y O D
Takım Değişimi Y Y D D
Başlangıç Kayıpları Y D D
Küçük Duruşlar Y D
Hız Kayıpları D D
Hatalı Üretim ve Tamir Kayıpları
Y O Y D
Kapatma Kayıpları Y D O O D
Yönetim Kayıpları Y D O O D
Üretim Hareket Kayıpları Y D
Hat Organizasyon Kayıpları Y D O O D
Lojistik Kayıpları Y D
Ölçme ve Ayar Kayıpları Y Y D O O D
Enerji Kayıpları Y D O O D
Jig,Kalıp ve El Aleti Kayıpları
Ürün Kaybı D Y
Eki
pman
Ope
rasy
onM
alze
me
Y: Yüksek derecede korelasyon
O: Orta derecede korelasyon
D: Düşük derecede korelasyon
G. Çizelge 8.10’daki G alanı, Çizelge 9.4’te belirlenen araçlar ve kayıplar arasındaki
korelasyona göre tanımlanır. Çizelge 9.5’deki farklı korelasyonların skorları
oluşturulur. Yüksek korelasyon 9 puan, orta korelasyon 3 puan ve düşük korelasyon
1 puandır.

82
Çizelge 9.5 : 16 Kayıp – haritalama aracı korelasyon tablosu.
C. TPM - 16 Kayıp
Sü
reç
Fa
ali
ye
t H
ari
tala
ma
Te
da
rik
Zin
ciri
Ma
tris
i
Üre
tim
Çe
şitl
iliğ
i H
un
isi
Ka
lite
Fil
tre
Ha
rita
lam
a
Ta
lep
Yü
kse
ltm
e H
ari
tala
ma
Ka
rar
No
kta
sı A
na
lizi
Fiz
ikse
l Y
ap
ı (a
) H
aci
m (
b)
De
ğe
r
De
ğe
r K
ata
n Z
am
an
Pro
fili
Arıza Kayıpları 9 1 1 1
Setup Ayar Kayıpları 9 9 3 1
Takım Değişimi 9 9 1 1
Başlangıç Kayıpları 9 1 1
Küçük Duruşlar 9 1
Hız Kayıpları 1 1
Hatalı Üretim ve Tamir Kayıpları 9 3 9 1
Kapatma Kayıpları 9 1 3 3 1
Yönetim Kayıpları 9 1 3 3 1
Üretim Hareket Kayıpları 9 1
Hat Organizasyon Kayıpları 9 1 3 3 1
Lojistik Kayıpları 9 1
Ölçme ve Ayar Kayıpları 9 9 1 3 3 1
Enerji Kayıpları 9 1 3 3 1
Jig,Kalıp ve El Aleti Kayıpları
Ürün Kaybı 1 9
Oper
asyo
nM
alze
me
Eki
pman
H. Bu yaklaşımdaki son aritmetik adım her bir araç için toplam ağırlığın
oluşturulmasıdır. Bu kısımda yapılan, çeşitli kayıpları tanımlamadaki faydasına göre
herbir araç değerlendirilir. Daha sonra, herbir korelasyon için, toplam önem skoru
hesaplanır. Yani herbir kaybın ağırlığı ile korelasyonu çarpılır.Örneğin, set-up
(hazırlık) kaybı için önem skoru 12,13 puandır. Süreç faaliyet haritalama ile set-up
kaybı arasında yüksek korelasyon vardır. Yüksek korelasyonun puanı da 9’dur.
Önem skoru 12,13 ile yüksek korelasyon puanı 9 çarpılır ve 109 puan bu haritalama
aracı ve kayıp için bulunur (Çizelge 9.6).

83
Çizelge 9.6 : 16 Kayıp – haritalama aracı korelasyon tablosu 2.
C D
C. TPM - 16 Kayıp D
Sü
reç
Faa
liy
et
Ha
rita
lam
a
Te
da
rik
Zin
ciri
Ma
tris
i
Üre
tim
Çe
şitl
iliğ
i H
un
isi
Ka
lite
Fil
tre
Ha
rita
lam
a
Ta
lep
Yü
kse
ltm
e H
ari
tala
ma
Ka
rar
No
kta
sı A
na
lizi
Fiz
ikse
l Y
ap
ı (a
) H
aci
m (
b)
De
ğe
r
De
ğe
r K
ata
n Z
am
an
Pro
fili
Arıza Kayıpları 0,37 3 0 0 0 0 0 0 0
Setup Ayar Kayıpları 12,13 109 0 109 36 0 12 0 0
Takım Değişimi 0,00 0 0 0 0 0 0 0 0
Başlangıç Kayıpları 0,00 0 0 0 0 0 0 0 0
Küçük Duruşlar 6,00 54 0 0 0 0 6 0 0
Hız Kayıpları 8,78 9 0 0 0 0 9 0 0
Hatalı Üretim ve Tamir Kayıpları 10,13 91 0 30 91 0 10 0 0
Kapatma Kayıpları 12,02 0 108 12 0 36 36 0 12
Yönetim Kayıpları 2,99 0 27 3 0 9 9 0 3
Üretim Hareket Kayıpları 1,89 17 2 0 0 0 0 0 0
Hat Organizasyon Kayıpları 9,64 0 87 10 0 29 29 0 10
Lojistik Kayıpları 2,28 21 0 0 0 0 0 2 0
Ölçme ve Ayar Kayıpları 1,96 18 18 2 0 6 6 0 2
Enerji Kayıpları 0,03 0 0 0 0 0 0 0 0
Jig,Kalıp ve El Aleti Kayıpları 0,00 0 0 0 0 0 0 0 0
Ürün Kaybı 11,78 12 0 0 106 0 0 0 0
TOPLAM 80 334 242 167 234 80 117 2 27
Ope
rasy
onM
alze
me
E
Eki
pman
VALSAT analizi sonucunda, serigrafi baskı üretiminin anlizinde “Süreç Faaliyet
Haritalama” , “Tedarik Zinciri Matrisi” ve “Kalite Filtre Haritalama” kullanılmasına
karar verilmiştir.

84
9.4.3 Süreç faaliyet haritalama
Serigrafi baskı bölümünde 3 farklı proses gerçekleştirilmektedir. 1.proses; cam
kaynağı işleminden sonra tuş baskısının yapılması daha sonra ise pano serigrafisinin
yapılmasıdır. (3’lü Kaynak - Tuş baskı – Serigrafi); 2. proses; önce serigrafi
baskısının daha sonra kaynağın yapılmasıdır. (Serigrafi – Tekli Kaynak) 3. proses ise
Morlock makinalarında tek renk serigrafi baskısıdır. (Serigrafi) Bu akışlar özet
olarak şekil 9.9’da (bubble diagram) gösterilmiştir. Ayrıca yerleşim planı üzerinde 3
proses akışının spaghetti diagramı da görülmektedir (Şekil 9.10).

85
Şek
il 9
.9 :
Ser
igra
fi b
askı
böl
ümü
iş a
kışı
(bu
bble
diy
agra
m).

86
Şek
il 9.10 : Serigrafi baskı bölüm
ü ip (spaghetti) diyagramı.

87
1. sürece (Kaynak –Tuş baskı – Serigrafi) ait proses faaliyet haritası şekil 9.11’de
görülmektedir.
1 Süreç Faaliyeti AkışMakina/ Alet
Mesafe (m)
Zaman (dk)
Kişi ● →■ ▼
1Ambardan kontrol panolarının kaynak 2 makinasına getirilmesi
→ Transpalet 3 0,5 1
2Ambardan kaynak yapılacak camların getirilmesi
→ Transpalet 3 0,5 1
3Kaynak makinasında model (tip) değişiminin yapılması
▼ 40 2
4Kontrol panosunun alınıp kontrol edilmesi ■ Gözle 0,3 1
5Kontrol panosunun kaynak makinasına konması
▼ 0,1 1
6Camın alınıp kontrol edilmesi ■ Gözle 0,3 1
7Camın kontrol panosu üzerine yerleştirilmesi ▼ 0,1 1
8Camın kontrol panosuna kaynağının yapılması ● Kaynak mak. 0,75 1
9Kontrol panosundaki kaynağın kontrol edilmesi ■ Gözle 0,3 1
10Kontrol panosunun taşıma arabasına konması ▼ 32 1
11Taşıma arabasının Morlock makinasına taşınması
→ Taşıma arabası
18 3 1
KAYN
AK
Şekil 9.11 : Süreç faaliyet haritası (1. süreç).

88
1 Süreç Faaliyeti AkışMakina/Alet
Mesafe (m)
Zaman (dk)
Kişi ● →■ ▼
12Morlock makinasında model (tip) değişiminin yapılması
▼ 25 2
13Kontrol panosuna tuş baskı yapılması ● Morlock
mak.0,5 1
14Kontrol panosundaki tuş baskısının kontrol edilmesi
■ Gözle 0,3 1
15Kontrol panosunun taşıma arabasına konması ▼ 32 1
16Tuş baskılarının kuruması için bekletme ▼ 120 1
17Taşıma arabasının Comec makinasına taşınması → Taşıma
arabası12 2 1
18Comec makinasında model (tip) değişiminin yapılması
▼ 40 2
19Kontrol panosuna serigrafi baskısı yapılması ● Comec mak. 1 1
20Kontrol panosundaki serigrafi baskısının kontrol edilmesi
■ Gözle 0,3 1
21Kontrol panosunun taşıma arabasına konması ▼ 32 1
22 Stoklama ▼ 430
Toplam22
faaliyet36
metre760,95
dk 242,25 dk 6 dk
1,5 dk
751, 2dk
TU
Ş B
ASK
ISE
RĐG
RAFĐ
BASK
I
Şekil 9.11 : Süreç faaliyet haritası 1. süreç (devamı).
2. sürece ait (Serigrafi-Kaynak) proses faaliyet haritası şekil 9.12’de görülmektedir.

89
2 Süreç Faaliyeti AkışMakina/ Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
1
Ambardan kontrol panolarının Comec makinasına getirilmesi → Transpalet 12 2 1
2
Comec makinasında model (tip) değişiminin yapılması ▼ 40 2
3
Kontrol panosuna serigrafi baskısı yapılması ● Comec mak. 1 1
4
Kontrol panosundaki serigrafi baskısının kontrol edilmesi ■ Gözle 0,3 1
5
Kontrol panosunun taşıma arabasına konması ▼ 32 1
6
Serigrafi baskısının kuruması için bekletme ▼ 300 1
7
Taşıma arabasının kaynak 1 makinasına taşınması →
Taşıma arabası 9 1,5 1
SER
ĐGRAFĐ
BASKI
Şekil 9.12 : Süreç faaliyet haritası 2. süreç.

90
2 Süreç Faaliyeti AkışMakina/ Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
8
Ambardan kaynak yapılacak camların kaynak 1 makinasına getirilmesi → Transpalet 3 0,5 1
9
Kaynak makinasında model (tip) değişiminin yapılması ▼ 40 2
10
Kontrol panosunun alınıp kontrol edilmesi ■ Gözle 0,3 1
11
Kontrol panosunun kaynak makinasına konması ▼ 0,1 1
12
Camın alınıp kontrol edilmesi ■ Gözle 0,3 1
13
Camın kontrol panosu üzerine yerleştirilmesi ▼ 0,1 1
14
Camın kontrol panosuna kaynağının yapılması ● Kaynak mak. 0,75 1
15
Kontrol panosundaki kaynağın kontrol edilmesi ■ Gözle 0,3 1
16
Kontrol panosunun taşıma arabasına konması ▼ 32 1
17Stoklama ▼ 430
Toplam17
faaliyet
24 metre
881,1 dk 18
1,75 dk 4 dk
1,2 dk
874 dk
KAYN
AK
Şekil 9.12 : Süreç faaliyet haritası 2. süreç (devamı).
3. sürece ait (Serigrafi) proses faaliyet haritası şekil 9.13’de görülmektedir.
Herbir prosesin içindeki katma değer katan sürelerin oranının çok düşük olduğu
görülmektedir. Katma değer yaratan süre olarak sadece “işlem” süresi göz önüne
alınmıştır. Buna göre 1.proseste katma değer yaratan işlerin oranı % 0.3 , 2.proseste
% 0.2 ve 3.proseste % 0.2’dir.

91
3 Süreç Faaliyeti AkışMakina/Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
1
Ambardan kontrol panolarının Morlock makinasına getirilmesi → Transpalet 21 3,5 1
2
Morlock makinasında model (tip) değişiminin yapılması ▼ 25 2
3
Kontrol panosuna serigrafi baskısı yapılması ●
Comec mak. 1 1
4
Kontrol panosundaki serigrafi baskısının kontrol edilmesi ■ Gözle 0,3 1
5
Kontrol panosunun taşıma arabasına konması ▼ 32 1
6 Stoklama ▼ 430
Toplam6
faaliyet21 metre
491,8 dk
6 1 dk 3,5 dk 0,3 dk487 dk
SERĐG
RAFĐ
BASKI
Şekil 9.13 : Süreç faaliyet haritası 3. süreç.
Çizelge 9.7 : Süreç faaliyet haritası özet tablosu.
1.proses Süre Adet
Đşlem 2,25 3
Taşıma 6 4
Kontrol 1,5 5
Bekleme 751,2 10
Katma değer katan süre 0,30
2.proses Süre Adet
Đşlem 1,75 2
Taşıma 4 3
Kontrol 1,2 4
Bekleme 874,2 8
Katma değer katan süre 0,20

92
3.proses Süre Adet
Đşlem 1 1
Taşıma 3,5 1
Kontrol 0,3 1
Bekleme 487 3
Katma değer katan süre 0,20
9.4.4 Tedarik zinciri matrisi
Tedarik Zinciri matrisinde, Y ekseninde prosesteki her kademenin stoklarının
kümülatif süresi gösterilir, X ekseninde prosesteki her kademenin teslimat süresi
kümülatif olarak gösterilir.
Öncelikle stokların süresi her bir proses için hesaplanacaktır. Y eksendeki stokların
sürelerini hesaplamak için hem tedarikçideki hem firma içindeki stoklar göz önüne
alınır. Çizelge 9.8’deki herbir sütun detaylı olarak açıklanmıştır.
Çizelge 9.8’de A sütununda değer zincirinde stokların tutulduğu kademeler yer
almaktadır (Tedarikçi, ambar, proses içi ve bitmiş ürün stokları).
Çizelge 9.8 : Tedarik zinciri matrisi Y ekseni verileri.
A B C
Stok (adet) Süre (gün) 1.pros. 2.pros. 3.pros.
Tedarikçi 12000 2,50 2,50 2,50 2,50
Ambar 4800 1,00 3,50 3,50 3,50
WIP(Proses 1) 372 0,08 3,58
WIP(Proses 2) 248 0,05 3,55
WIP(Proses 3) 124 0,03 3,53Serigrafili pano (Bitmiş ürün)
4994 1,04 4,62 4,59 4,57
Stoklar
D
Kümülatif stok (gün)

93
Çizelge 9.8’de B sütununda belirtilen kademelerdeki stoklar miktar olarak
görülmektedir. Bu stoklar, prosesteki stokların ortalama değerleridir. 3 farklı proses
için tedarikçide toplam 1200 adet kontrol panosu, ambarda 4800 adet kontrol panosu
ve bitmiş ürün olarak 4994 adet serigrafili kontrol panosu bulunmaktadır. 3 proses
birbirine paralel çalıştığı için proses içi stoklar (WIP) ayrı ayrı göz önüne alınmıştır.
Yani 1.proseste üretilen ürünler hedef ürün olarak seçilirse WIP 372 adet olarak
alınırken, 2.proseste üretilen ürünler hedef ürün olarak seçilirse WIP 248 adet olarak
alınacaktır.
Çizelge 9.8’de C sütununda stoklar süre (gün) olarak görülmektedir. Yani müşteri
talebine göre bu stokların kaç günde biteceğini göstermektedir. Müşteri talebi ise
günde 4800 adettir. Örneğin, serigrafili pano stoğu 4994 adettir. Dolayısıyla bu
stoklar müşterinin 1,04 günlük talebini karşılar.
Çizelge 9.8’de D sütununda ise kümülatif stoklar gün olarak görülmektedir. Her bir
prosese ilişkin farklı stok miktarları vardır. 1.proses için 4,62 gün (2,5 + 1,5 + 0,8 +
4,62), 2.proses için 4,59 gün ve son proses için de 4,57 gündür.
1.proses için tedarik zinciri matrisi çizilmiştir ve şekil 9.16’da görülmektedir.
1.proses için stok değerleri (tedarikçi, ambar, proses içi, bitmiş ürün) toplamda 4,62
gün olacak şekilde Y (dikey) eksene yazılır (Şekil 9.14).
5
4,54
3,53
2,52
1,51
0,50,1 0,2 0,31 0,4 0,6
BĐTMĐŞ ÜRÜNWIP
0,5TEDARĐKÇĐ
AMBAR
Kümülatif Stok: 4,62 gün
Kümülatif teslimat süresi: 0,49 gün
Toplam: 5,11 gün
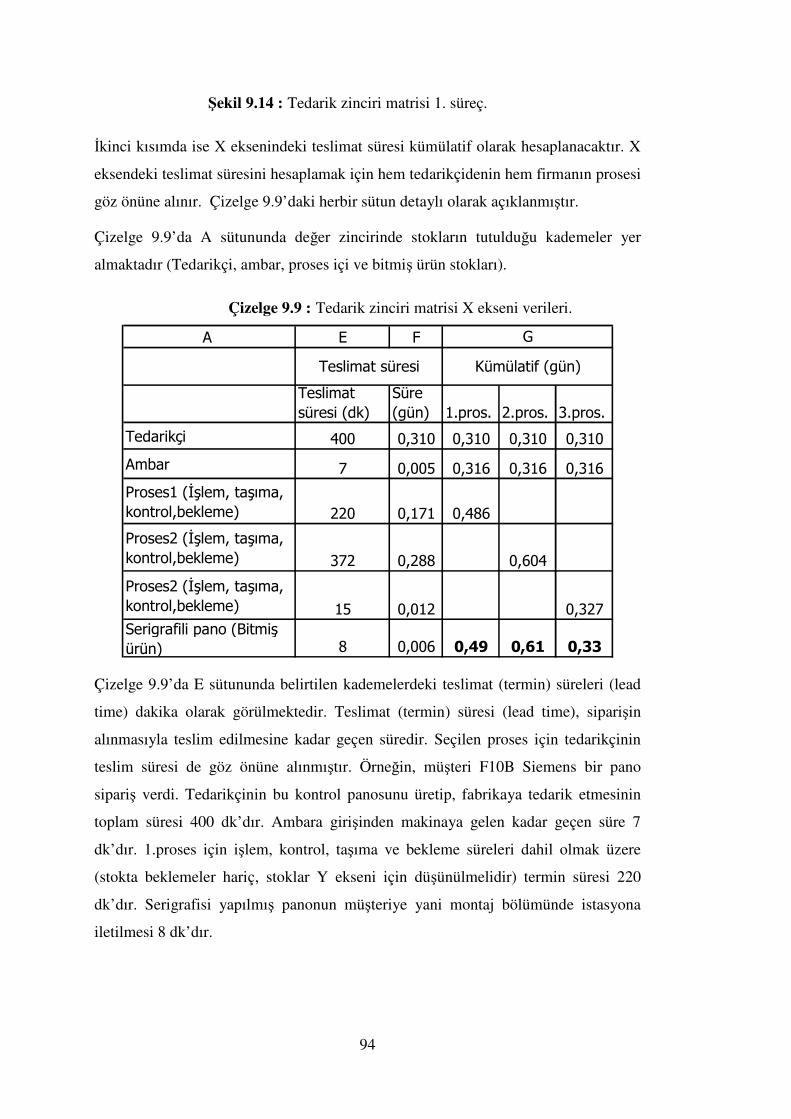
94
Şekil 9.14 : Tedarik zinciri matrisi 1. süreç.
Đkinci kısımda ise X eksenindeki teslimat süresi kümülatif olarak hesaplanacaktır. X
eksendeki teslimat süresini hesaplamak için hem tedarikçidenin hem firmanın prosesi
göz önüne alınır. Çizelge 9.9’daki herbir sütun detaylı olarak açıklanmıştır.
Çizelge 9.9’da A sütununda değer zincirinde stokların tutulduğu kademeler yer
almaktadır (Tedarikçi, ambar, proses içi ve bitmiş ürün stokları).
Çizelge 9.9 : Tedarik zinciri matrisi X ekseni verileri.
A E F
Teslimat süresi (dk)
Süre (gün) 1.pros. 2.pros. 3.pros.
Tedarikçi 400 0,310 0,310 0,310 0,310
Ambar 7 0,005 0,316 0,316 0,316
Proses1 (Đşlem, taşıma, kontrol,bekleme) 220 0,171 0,486
Proses2 (Đşlem, taşıma, kontrol,bekleme) 372 0,288 0,604
Proses2 (Đşlem, taşıma, kontrol,bekleme) 15 0,012 0,327Serigrafili pano (Bitmiş ürün) 8 0,006 0,49 0,61 0,33
Teslimat süresi Kümülatif (gün)
G
Çizelge 9.9’da E sütununda belirtilen kademelerdeki teslimat (termin) süreleri (lead
time) dakika olarak görülmektedir. Teslimat (termin) süresi (lead time), siparişin
alınmasıyla teslim edilmesine kadar geçen süredir. Seçilen proses için tedarikçinin
teslim süresi de göz önüne alınmıştır. Örneğin, müşteri F10B Siemens bir pano
sipariş verdi. Tedarikçinin bu kontrol panosunu üretip, fabrikaya tedarik etmesinin
toplam süresi 400 dk’dır. Ambara girişinden makinaya gelen kadar geçen süre 7
dk’dır. 1.proses için işlem, kontrol, taşıma ve bekleme süreleri dahil olmak üzere
(stokta beklemeler hariç, stoklar Y ekseni için düşünülmelidir) termin süresi 220
dk’dır. Serigrafisi yapılmış panonun müşteriye yani montaj bölümünde istasyona
iletilmesi 8 dk’dır.

95
Çizelge 9.9’da F sütununda teslimat (termin) süresi (gün) olarak görülmektedir.
(Dakika birimi güne çevrilirken 1 vardiyadaki çalışma zamanı 430 dk olarak
alınmıştır ve 3 vardiya çalışıldığı kabul edilmiştir.).
Çizelge 9.9’da G sütununda ise kümülatif teslimat (termin) süresi gün olarak
görülmektedir. Her bir prosese ilişkin farklı teslimat süreleri vardır. 1.prosesde
üretilen bir ürün için kümülatif teslimat süresi 0,49 (0,31+0,005+0,171) gün yani 635
dk’dır. 2. proseste teslimat süresi 0,61 gün iken 3.proseste teslimat süresi 0,33
gündür.
1.proses için teslimat süresi (tedarikçi, ambar, proses içi, bitmiş ürün) toplamda 0,49
gün olacak şekilde X (yatay) eksene yazılır (Şekil 9.14).
Şekil 9.14’den da görüleceği üzere en fazla stok tedarikçide bulunmaktadır. Daha
sonra ise sırasıyla bitmiş ürün ve ambar stokları yer almaktadır. Fakat proses içindeki
stoklar da önemli bir yer kaplamaktadır.
Teslimat (termin) süresine (lead time) baktığımızda ise ürünün tedarikçide üretilip
(tüm proseslerden geçerek) fabrikaya teslim edilene kadar geçen süre en uzun
süredir. Đkinci uzun teslimat süresi, makinaların başına ham kontrol panosu geldikten
sonra süreçteki tüm aşamaların gerçekleşip panoların bitmiş ürün haline gelmesine
kadar geçen süredir. Teslimat süresini oluşturan temel faaliyetler süreç faaliyet
haritasındaki işlem, bekleme, taşıma ve kontrollerdir. Fakat bekleme süreleri
içerisindeki stok zamanları teslimat süresine dahil değildir. Beklemeyi oluşturan en
önemli faaliyet ise serigrafi baskılarının kuruması için geçen süredir.
9.4.5 Kalite Filtre Haritalama
Kontrol panel serigrafi baskı prosesindeki en önemli kayıplardan biri de kalite
kayıplarıdır. Bu kayıpları ortaya çıkartmak için kullanılacak en önemli araç ise kalite
filtre haritalamadır. Haritalama araçları açıklanırken 3 farklı kalite hatasından
bahsedilmişti (8.4). Bu bölümde ise öncelikle kalite filtre haritalama aracında analiz
edilecek 3 farklı kalite hatası seçilen süreç için tanımlanacaktır. Daha sonra ise bu
hataların 2009 yılında yarattıkları kayıp ortaya konacaktır. Tedarikçi serigrafi baskısı
yapılmamış kontrol panellerin tedariğini sağlayan firmadır. Müşteri ise kontrol panel
serigrafi baskı prosesinin müşterisi yani montaj hattıdır.
Kümülatif Stok: 4,62 gün

96
Serigrafi baskı yapıldıktan sonra her operatör ürünün görsel kontrolünü yapar. Ayrıca
her lot başında kaliteye bağlı çalışan proses kontrol operatörleri 1 ürünün görsel
kontrolünü yapar.
Ürün hataları: Serigrafi baskı yapıldıktan sonra operatör ve proses kontrolcü
tarafından yapılan kontrollerde yakalanmayan hatalardır ve dolayısıyla müşteriye
yani montaj hattına giderler.
Hurda hataları: Serigrafi baskı yapıldıktan sonra operatör ve proses kontrolcü
tarafından yapılan kontrollerde yakalanan hatalardır.
Servis hataları: Montaja giden fakat doğrudan ürünlerin kendisi ile ilgisi olmayan,
servis düzeyi ile ilgili hatalardır. Bu kısım için en önemli servis hatası siparişin
gecikmesi veya eksik sipariş olmasıdır. Her varyantın(modelin) montaj yapılacağı
tarih ve saat bellidir, eğer serigrafi baskı bölümü bu tarihte bitmiş ürünü teslim
edemez ise montaj yetişmeyen partiyi atlar ve sipariş müşteriye geç gitmiş olur. Bir
diğer servis hatası ise eksik sipariştir. Her varyanttan (modelden) üretilecek sipariş
miktarı bellidir ve ham pano tedariği partinin içerdiği miktara göre sağlanır. Eğer
proses içerisinde beklenenden fazla hurda çıkarsa montaj bölümüne eksik serigrafili
pano teslim edilmiş olur.
Belirtilen 3 farklı hata seçilen sürecin değer akışının farklı kademelerinde olabilir.
Bu hata tedarikçinin prosesinden kaynaklanıyor olabilir, panoların taşınması
sırasında (iç lojistik kaynaklı) oluşan bir hatadan kaynaklanıyor olabilir veya
serigrafi baskı sürecinden kaynaklanıyor olabilir. 3 farklı kademede oluşan hataların
ppm (milyonda bir birim) cinsinden değeri kalite filtreleme haritasında (şekil
9.15’de) gösterilmiştir. Kalite filtre haritalamada kullanılan veriler 2009 yılına aittir.

97
Kalite Filtre Haritalama
6250
9375
1094
313625
1563
1719
2500
310
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Hurda hataları Ürün hataları Servis hataları
Hata tipleri
Hat
alı O
ran
ı (p
pm
)
Tedarikçi
Serigrafi Baskı
Đç Lojistik
Şekil 9.15 : Kalite filtre haritalama.
Kalite filtre haritalamaya göre en fazla hata serigrafi baskı yapıldıktan sonra operatör
ve proses kontrolcü tarafından yapılan kontrollerde yakalanan hatalardır (9375 ppm)
ve bu hatalı panolar hurdaya atılmaktadır. Đkinci sırada ise, tedarikçiden kaynaklanan
ve serigrafi baskısından sonra yakalanan hurdaya atılan hatalı panolardır. Đç lojistik
kaynaklı oluşan hatalar ise hem serigrafi baskı hem de tedarikçi kaynaklı hatalara
göre daha düşüktür. Çünkü iç lojistik kaynaklı hatalar (hurda ve ürün hataları) sadece
transfer sırasında çarpma, düşürme sonucu oluşur. Đç lojistik kaynaklı servis hataları
ise malzemeci operatörün ürünlerin montaja teslimatını zamanında yapamamasından
kaynaklanır. Toplamdaki hata oranı ise 23.468 ppm, yani % 2,34’dür.
9.5 Haritalama Araçlarında Çıkan Sonuçların Değerlendirilmesi
Çözüm önerilerinden önce farklı haritalama araçlarında açığa çıkan kayıplar
tanımlanacaktır. Bu kayıpları ortadan kaldırmaya yönelik öneriler geliştirilecektir.

98
9.5.1 Süreç faaliyet haritası değerlendirme
1. En fazla kayıp zaman beklemelerden kaynaklanmaktadır (Çizelge 9.10).
Çizelge 9.10 : Süreç faaliyet haritası özet tablosu.
1.proses Süre Adet
Đşlem 2,25 3
Taşıma 6 4
Kontrol 1,5 5
Bekleme 751,2 10
Katma değer katan süre 0,30
2.proses Süre Adet
Đşlem 1,75 2
Taşıma 4 3
Kontrol 1,2 4
Bekleme 874,2 8
Katma değer katan süre 0,20
3.proses Süre Adet
Đşlem 1 1
Taşıma 3,5 1
Kontrol 0,3 1
Bekleme 487 3
Katma değer katan süre 0,20
Beklemelerin alt nedenleri ise;
1.1 Stoklama
Stoklamanın nedeni; Süreç faaliyet haritasında açığa çıkan bitmiş ürün stoğudur.
Bitmiş ürün stoğunun yapılmasının nedeni ise süreç içinde oluşabilecek herhangi bir
probleme karşı (makinaların verimliliğinde düşüş, darboğaz makinaların olması,...vb)
müşteriye her an ürün tedariği sağlayabilmektir.

99
1 Süreç Faaliyeti AkışMakina/Alet
Mesafe (m)
Zaman (dk)
Kişi ● →■ ▼
12Morlock makinasında model (tip) değişiminin yapılması
▼ 25 2
13Kontrol panosuna tuş baskı yapılması ● Morlock
mak.0,5 1
14Kontrol panosundaki tuş baskısının kontrol edilmesi
■ Gözle 0,3 1
15Kontrol panosunun taşıma arabasına konması ▼ 32 1
16Tuş baskılarının kuruması için bekletme ▼ 120 1
17Taşıma arabasının Comec makinasına taşınması → Taşıma
arabası12 2 1
18Comec makinasında model (tip) değişiminin yapılması
▼ 40 2
19Kontrol panosuna serigrafi baskısı yapılması ● Comec mak. 1 1
20Kontrol panosundaki serigrafi baskısının kontrol edilmesi
■ Gözle 0,3 1
21Kontrol panosunun taşıma arabasına konması ▼ 32 1
22 Stoklama ▼ 430
Toplam22
faaliyet36
metre760,95
dk 242,25 dk 6 dk
1,5 dk
751, 2dk
TU
Ş B
ASK
ISE
RĐG
RAFĐ
BASK
I
Şekil 9.16 : Süreç faaliyet haritası 1. süreç (detay).
1.2 Serigrafilerin kuruması sırasında bekleme
Kuruma sırasında beklemenin nedeni; Baskının kuruması için proses gereği
beklemeler oluşmaktadır.
1.3 Tip değişimi sırasında bekleme
1.1
1.4
1.3
1.2
2

100
Tip değişimi sırasında beklemenin nedeni; Belirli bir süre içinde toplam tip değişim
süresini etkileyen temelde 2 faktör vardır. Bunlardan birincisi bir makinada yapılan
tip değişim sıklığı (örn: adet/ay) ikincisi ise tip değişimin süresi (örn: dk/ 1 defa)’dir.
Đki faktörden biri veya ikisi iyileştirildiği takdirde tip değişim sırasındaki beklemeler
azalacaktır.
1.4 Taşıma arabasına konma esnasında bekleme
Ara stok olmasının nedeni; Đstasyonlar arasında transfer için kullanılan taşıma
arabaları ara stoğa neden olmaktadır. 3 farklı proses için ürünler sırasıyla farklı
makinalarda işlem görmektedir. Bu farklı makinalarda birbirine çok uzak olduğu için
transfer sırasında bu şekilde arabalar kullanılmaktadır.
2. Süreç faaliyet haritasına göre, ikinci önemli kayıp zaman ise taşımalardan
kaynaklanmaktadır.
Taşımanın temel nedeni ise taşıma arabalarının kullanılma nedeni ile aynıdır. 3 farklı
proses için ürünler sırasıyla farklı makinalarda işlem görmektedir. Bu farklı
makinalarda birbirine çok uzak olduğu için ürünlerin taşıma süresi artmaktadır.
9.5.2 Tedarik zinciri matrisi değerlendirme
Tedarik zinciri matrisinde bir eksende stoktan kaynaklanan kayıplar bulunmaktadır.
Buradaki stoklar ise süreç faaliyet haritasında belirtilen stoklardan daha kapsamlıdır.
Bitmiş ürün stoğu (süreç faaliyet haritasında 1.1’de belirtilen kayıp) ve proses içi
stoklar (taşıma arabasındakiler- süreç faaliyet haritasında 1.2’de belirtilen kayıp) ile
birlikte tedarikçideki stoklar, ambardaki stoklar da bu haritalama aracında
görülmektedir.
Diğer bir eksende ise teslimat (termin) süresi (lead time) bulunmaktadır. Bu sürenin
tamamı kayıp olmamak ile birlikte (süreç faaliyet haritasındaki işlem kayıp değildir),
içerisinde süreç faaliyet haritasındaki bekleme (süreç faaliyet haritasında 1.3 ve
1.4’de belirtilen kayıp), taşıma (süreç faaliyet haritasında 2’de belirtilen kayıp) ve
kontroller de yer almaktadır. Bu kayıplar azaltıldığı takdirde teslimat süresi de
kısalacaktır.

101
9.5.3 Kalite filtre haritalama değerlendirme
Kalite filtre haritalama ise diğer haritalama araçlarına göre daha farklı kayıplara
yönelmiştir. Süreçteki kademeleri 3 farklı kalite hatasına göre değerlendirmiştir.
1. En büyük kayıp ise hurdalardır. Hurdalar 2 farklı aşamada oluşur. Birinci olarak
her tip değişimi sonrası, modeli ayarlamak için zorunlu hurda verilir. Bu aşamda
oluşan hurda sayısı tip değişimi sıklığı ile doğru orantılı olarak artar.
2. Đkinci olarak ise proses esnasında farklı nedenlerden dolayı oluşan hurdalardır.
Ürün hatalarının nedeni ise proses esnasında oluşan hurdaların operatör veya
proses kontrol operatörü tarafından farkedilemeden son montaja gitmesidir.
Öncelikle hataların kök nedenini ortadan kaldırmak gerekir, bu esnada da kontrol
prosesini iyileştirmek gerekir.
3. Servis hataları ise genelde ürünlerin montaja yetiştirilememesinden
kaynaklanmaktadır. Her makina her ürünü bastığı için ve arada çok fazla
beklemeler olduğundan proseste bir karmaşa söz konusudur. Bu karmaşa
nedeniyle bazı durumlarda montajın talebi zamanında ve eksiksiz
karşılanamamaktadır.
9.6 Çözüm Önerileri
Bu bölümde, önceki bölümlerde yapılan değer akış analizine ve bir önceki bölümde
değer akış haritalarının değerlendirmeleri göz önüne alınacaktır ve süreçte katma
değer yaratmayan faaliyetleri ortadan kaldırmaya yönelik çözüm önerileri
geliştirilecektir.
Çözüm Önerisi 1: Kontrol panel serigrafi baskı bölümünde kaynak makinaları bir
grup şeklinde belirli bir bölgeye yerleştirilirken, çok renkli baskı yapabilen COMEC
makinaları başka bir bölgeye yerleştirilmiş, tek renkli baskı yapabilen MORLOCK
makinaları da başka bir alana yerleştirilmiştir.
Bunun sonuncunda ise makinalar arasındaki proses içi stoklar artmaktadır ve (Süreç
faaliyet haritasındaki 1.4’de belirtilen kayıptır ve tedarik zinciri matrisinde dikeyde
yer alan stok içindeki kayıplardır), makinalar arasındaki transfer süreleri
uzamaktadır. ( Süreç faaliyet haritasında belirtilen 2. kayıptır ve tedarik zinciri
matrisinde yatayda yer alan teslimat süresi içindeki kayıplardır).
102
Ayrıca belirli ürün grupları belirli makinalara atanmadığı için proseslerde darboğaz
oluşmaktadır. (Örneğin; Morlock makinalarında F02B Siemens, F02B Bosch, F02B
Profilo basılabilir) Bu darboğaz sonucunda da makinalar arasında çok fazla ara stok
oluşmaktadır.
Benzer modeller aynı makinada üretilmediği için tip değişim sıklıkları artmaktadır.
Tip değişim süresi artınca proseste beklemeler oluşmaktadır (süreç faaliyet
haritalamada 1.3’de belirtilen kayıptır), ayrıca tip değişim sonucunda oluşan
hurdalar artmaktadır (kalite filtre haritlamada belirtilen 1. kayıptır).
Ayrıca darboğaz olan makinalarda üretilen ürünler zamanında montaja teslim
edilemeyeceği için servis hatalarına neden olmaktadır (kalite filtre haritalamada
belirtilen 3.kayıptır).
Süreç tanımından ve analizlerden de anlaşılabileceği gibi bu bölümde “atelye tipi
üretim” yapılmaktadır. Atelye tipi üretim biçiminin en belirgin özelliği, değişik
nitelik ve nicelikteki ürünleri üretmek üzere çok amaçlı iş makinalarının üretim
sürecindeki değişik işlere göre işlevsel olarak merkezi bir biçimde yerleştirilmiş
olmalarıdır. Sonuç olarak bu tarz üretim tipi, çok değişik modelleri üreten bir süreç
için uygun değildir. Çünkü atelye tipi üretim sonucunda yüksek düzeyde stok ve
uzun teslimat süreleri oluşmaktadır.
Atelye tipi üretim yani geleneksel üretim yerine hücresel üretime geçilmesi daha
uygun olacaktır.
En basit anlamıyla Hücresel Üretim Sistemi, Grup Teknolojisi'nin atelye sistemine
uygulanmasıdır. Grup Teknolojisi, benzer parçaların üretim ve tasarımında
benzerliklerinin avantajlarından yararlanmak amacıyla birlikte tanımlanıp
gruplandıgı bir üretim felsefesidir. Benzer parçalar, parça aileleri biçiminde
düzenlenmektedir. Buradaki anlayış, çok sayıda yapının yerine az sayıda oluşturulan
ailelerle çalışmak suretiyle verimliligi arttırmaktır. Bu amaçla üretim teçhizatı,
makine grupları ya da hücrelere ayrılıp iş akışı, yeni duruma göre düzenlenmektedir.
Ürün tasarımında, aileler biçiminde gruplanan parçalar tarafından elde edilen
avantajlar vardır ve bu avantajlar parçaların sınıflama ve kodlamasında
uzanmaktadır.

103
Parçaları sınıflama ve kodlama, parçalar arasındaki benzerliklerin belirlenmesi ve bir
kodlama sistemi için bu benzerliklerle ilgi kurulması ile bağlantılı olmaktadır. Parça
aileleri iki açıdan değerlendirilmektedir: tasarım durumları, üretim durumları.Grup
Teknolojisinde de parça aileleri oluşturulduktan sonra bu ailelerin üretiminde
kullanılacak makineler belirlenerek hücreler oluşturulmaktadır. Bu uygulama atelye
tipi yerleşimin daha verimli duruma getirilmesi amacı taşımaktadır. Hücresel Üretim
Sistemin'de, ekonomik yararlarını basarmak amacıyla parçalar, parça-aileleri
oluşturmak için birlikte tanımlanıp gruplandırılmaktadır. Hücresel Üretim Sistemi,
günümüzde yığın üretim sistemlerindeki verimliliği arttırmaya ilişkin popüler bir
üretim tekniği durumundadır. Diüer yandan Shanker ve Vrat Hücresel Üretim
Sistemi'ni asagıdaki gibi tanımlamaktadırlar:
“Hücresel Üretim Sistemi, parçaların, parça aileleri biçiminde ve makinelerin,
makine hücreleri biçiminde gruplandıgı bir üretim sistemidir. Parça tasarımı ve
üretim özelliği benzerliği kümelemeyi başarabilmek için kullanılmaktadır.”
Bu aşamada dikkat edilmesi gereken nokta, hücresel planın işlevsel plandan farklı
olduğudur. Çünkü işlevsel plan, parçalar için çok yönlü yolları içermektedir. Ayrıca,
parça ailelerinin kimliğine yönelik olarak, hücresel plana oranla fazla bir ayrıntıya
gereksinim duyulmamaktadır. Hücresel üretim tekniğinin kullanılması için, benzer
süreçleme özelliklerine sahip parça gruplarının olması; dahası, bu parça gruplarının
benzerliklerinin belirlenmesi de gerekmektedir. Hücresel Üretim Sistemi'nin esas
çıkıs noktasını, etkin ve kontrol edilmesinin kolay olması gibi üstünlükleri bulunan
küçük bir sistemin söz konusu üstünlüklerinin büyük bir sisteme yansıtılması
olusturmaktadır. Bu açıklamalara göre Hücresel Üretim Sistemleri, sistem içinde
benzer üretim özelliklerine sahip belirli bir parça ailesinin tam olarak üretimi için
işlem, insan ve özellikle, makine gruplarının bulunduğu ya da olusturulduğu
sistemlerdir. Hücresel Üretim Sistemleri atelye tarzı üretim sistemi ile
karşılaştırıldıklarında pek çok avantajlarının oldugu görülmektedir. Bu
yararlar/avantajlar asagıdaki biçimde sıralanabilmektedir (Gökşen, 2003).
• hazırlık zamanlarının azalması (süreç faaliyet haritalaması 1.3’de tespit edilen
kayba yönelik ve ve tedarik zinciri matrisinde yatayda bulunan teslimat süresi
içindeki kayıplara yönelik),

104
• süreç içi envanterlerin azalması (süreç faaliyet haritalaması 1.1, 1.2 ve 1.4’de
tespit edilen kayba yönelik ve tedarik zinciri matrisinde dikeyde bulunan stok
değeri içindeki kayıplara yönelik),
• malzeme tasımada kolaylık (süreç faaliyet haritalaması 4’de tespit edilen
kayba yönelik),
• malzeme aktarma maliyetlerinin azalması (süreç faaliyet haritalaması 4’de
tespit edilen kayba yönelik),
• geçiş zamanlarının azalması,
• insan ilişkilerinin iyileşmesi,
• kaliteden direkt isçinin sorumlu olması nedeniyle kusurlu üretim miktarının
azalması (kalite filtre haritalamada 1 ve 2’de belirtilen kayıplar),
• kapasite planlama, malzeme planlama ve kontrollerin basitleştirilmesi.
Yukarıda belirtilen avantajlar, kontrol panel serigrafi üretimindeki kayıplar ile
eşleşmektedir. Hücresel üretim sisteminin uygulanması ile detaylar çözümün
uygulanması yani bir sonraki bölümde anlatılacaktır. Özet olarak her bir proses için
bir makina adası oluşturulacaktır. Dolayısıyla 3 makina grubu olacaktır.
Çözüm Önerisi 2: Süreç faaliyet haritalamada tespit edilen en önemli kayıplardan biri
de serigrafi baskısının kuruması için kaybedilen bekleme zamanıdır. (Bir önceki
bölümde süreç faaliyet haritalamada 1.2 olarak belirtilen kayıptır ve tedarik zinciri
matirisinde teslimat süresi içerisinde belirtilen kayıptır.) Bu kaybı engellemek için
baskıların hızla kurumasını sağlayan fırın alınmalıdır. Makina grupları
oluşturulduktan sonra fırın ihtiyacı belirlenecektir.
Çözüm Önerisi 3: Süreç faaliyet haritalama yapılmadan önce kontrol panel serigrafi
baskı üretimindeki akış bubble diyagarmında (şekil 9.9) gösterilmiştir. Bu şekilden
görüleceği üzere aynı makina hem tuş baskısı hem de kontrol panosunun karakter
baskısının yapılması için kullanılmaktadır. Bu durumda bu makinada hurda miktarı
artmaktadır (kalite filtre haritlamada belirtilen 1. kayıptır).

105
Ayrıca makina darboğaz makina haline gelmektedir ve müşteriye ürüm yetişebilmek
için stok yapmak zorundadır (Süreç faaliyet haritalamada 1.1’de belirtilen kayıptır).
Makina adaları oluşturulduktan sonra 1. prosesteki tuş baskısı için ayrı bir makina
ayrılmalıdır. Bu şekilde süreç içerisinde hem karmaşa engellenmiş olur hem de
belirtilen kayıplar azaltılmış olur.
9.7 Çözümlerin Uygulanması
Bu bölümde bir önceki bölümde belirtilen çözüm önerilerinin uygulama aşaması
anlatılacaktır ve uygulandıktan sonra oluşan proses tanımlanacaktır.
Ürün Bilgisi: Kontrol panel serigrafi baskı bölümünde hücresel üretime geçebilmek
için öncelikle mevcut ürün grupları (F02B Bosch, F02B Siemens, F02B Profilo,
F02C Bosch, F02C Siemens, F10C Bosch, F10C Siemens, F10B Bosch, F10B
Profilo, F10E Siemens, F10E Bosch; F10S Siemens, F10S Bosch) benzerliklerine
(kaynak işlemi (tekli kaynak veya 3’lü kaynak), proses sıralamasına (önce serigrafi
sonra kaynak veya önce kaynak sonra serigrafi), renk sayısı) göre 3 ana gruba
ayrılmıştır. Ayrıca 3 ana grup oluşturulurken mevcut durumda açıklanan 3 farklı
proses göz önüne alınmıştır. Buna göre;
1. grup: F02B Bosch, F02B Siemens, F02B Profilo modellerinin tek renk ve 2 renkli
olanları;
2. grup: F10E Siemens, F10E Bosch; F10S Siemens, F10S Bosch
3. grup: F02C Bosch, F02C Siemens, F10C Bosch, F10C Siemens
Makina parkı: Bu 3 ana ürün grubunun (yani 3 farklı prosesin) gerektirdiği şekilde
makinalar biraraya getirilerek 3 ada oluşturulmuştur.
Yerleşim Planı: Serigrafi baskı bölümüne ait yeni yerleşim planı şekil 9.17’de
görülmektedir.
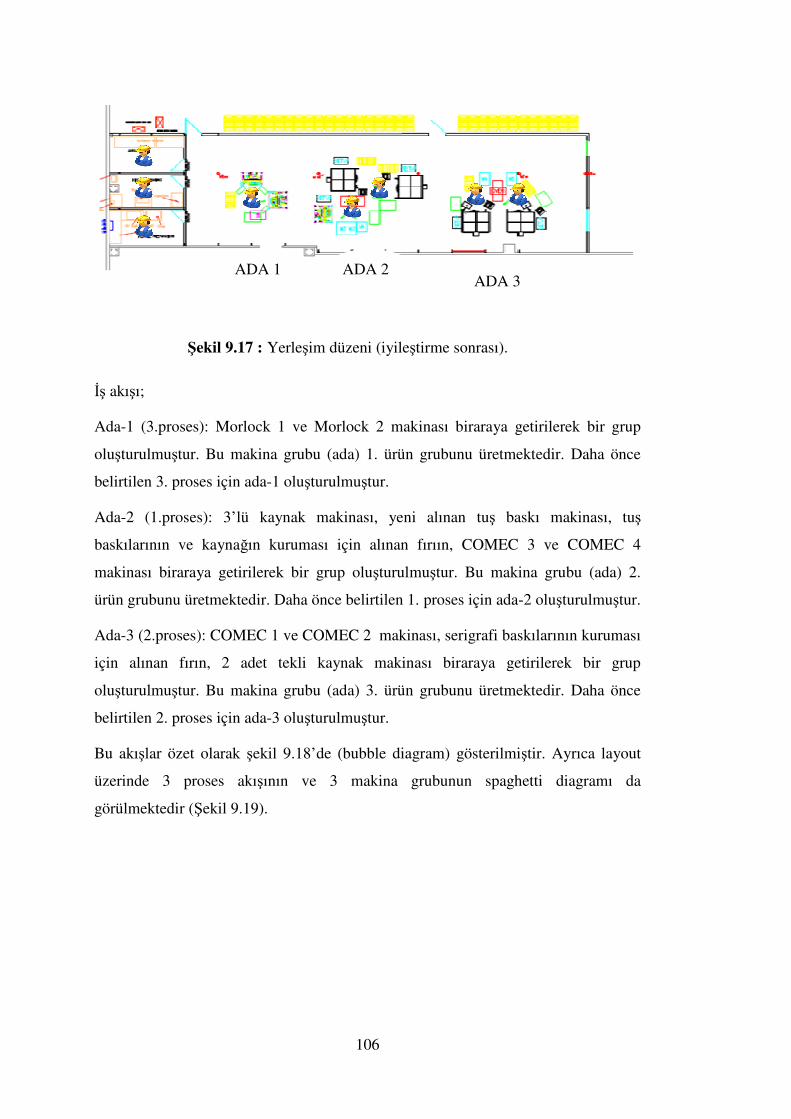
106
Şekil 9.17 : Yerleşim düzeni (iyileştirme sonrası).
Đş akışı;
Ada-1 (3.proses): Morlock 1 ve Morlock 2 makinası biraraya getirilerek bir grup
oluşturulmuştur. Bu makina grubu (ada) 1. ürün grubunu üretmektedir. Daha önce
belirtilen 3. proses için ada-1 oluşturulmuştur.
Ada-2 (1.proses): 3’lü kaynak makinası, yeni alınan tuş baskı makinası, tuş
baskılarının ve kaynağın kuruması için alınan fırıın, COMEC 3 ve COMEC 4
makinası biraraya getirilerek bir grup oluşturulmuştur. Bu makina grubu (ada) 2.
ürün grubunu üretmektedir. Daha önce belirtilen 1. proses için ada-2 oluşturulmuştur.
Ada-3 (2.proses): COMEC 1 ve COMEC 2 makinası, serigrafi baskılarının kuruması
için alınan fırın, 2 adet tekli kaynak makinası biraraya getirilerek bir grup
oluşturulmuştur. Bu makina grubu (ada) 3. ürün grubunu üretmektedir. Daha önce
belirtilen 2. proses için ada-3 oluşturulmuştur.
Bu akışlar özet olarak şekil 9.18’de (bubble diagram) gösterilmiştir. Ayrıca layout
üzerinde 3 proses akışının ve 3 makina grubunun spaghetti diagramı da
görülmektedir (Şekil 9.19).
ADA 1 ADA 2 ADA 3

10
7
Şek
il 9
.18
: S
erig
rafi
bas
kı b
öl. iş
akış
ı (b
ubbl
e di
yagr
am)
(iyi
leşt
irm
e so
nras
ı).

108
Şek
il 9.19 : Serigrafi baskı bölüm
ü ip (spaghetti) diyagramı (iyileştirm
e sonrası).
AD
A 1
AD
A 2
AD
A 3
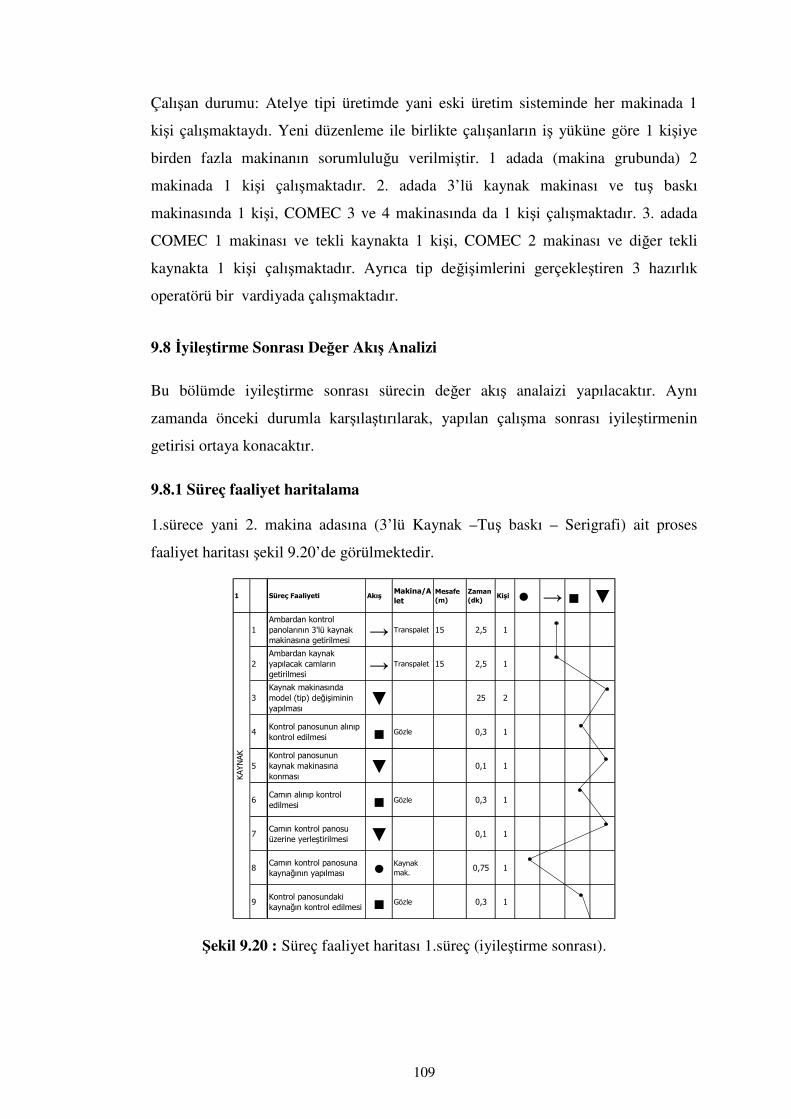
109
Çalışan durumu: Atelye tipi üretimde yani eski üretim sisteminde her makinada 1
kişi çalışmaktaydı. Yeni düzenleme ile birlikte çalışanların iş yüküne göre 1 kişiye
birden fazla makinanın sorumluluğu verilmiştir. 1 adada (makina grubunda) 2
makinada 1 kişi çalışmaktadır. 2. adada 3’lü kaynak makinası ve tuş baskı
makinasında 1 kişi, COMEC 3 ve 4 makinasında da 1 kişi çalışmaktadır. 3. adada
COMEC 1 makinası ve tekli kaynakta 1 kişi, COMEC 2 makinası ve diğer tekli
kaynakta 1 kişi çalışmaktadır. Ayrıca tip değişimlerini gerçekleştiren 3 hazırlık
operatörü bir vardiyada çalışmaktadır.
9.8 Đyileştirme Sonrası Değer Akış Analizi
Bu bölümde iyileştirme sonrası sürecin değer akış analaizi yapılacaktır. Aynı
zamanda önceki durumla karşılaştırılarak, yapılan çalışma sonrası iyileştirmenin
getirisi ortaya konacaktır.
9.8.1 Süreç faaliyet haritalama
1.sürece yani 2. makina adasına (3’lü Kaynak –Tuş baskı – Serigrafi) ait proses
faaliyet haritası şekil 9.20’de görülmektedir.
1 Süreç Faaliyeti AkışMakina/Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
1Ambardan kontrol panolarının 3'lü kaynak makinasına getirilmesi
→ Transpalet 15 2,5 1
2Ambardan kaynak yapılacak camların getirilmesi
→ Transpalet 15 2,5 1
3Kaynak makinasında model (tip) değişiminin yapılması
▼ 25 2
4Kontrol panosunun alınıp kontrol edilmesi ■ Gözle 0,3 1
5Kontrol panosunun kaynak makinasına konması
▼ 0,1 1
6Camın alınıp kontrol edilmesi ■ Gözle 0,3 1
7Camın kontrol panosu üzerine yerleştirilmesi ▼ 0,1 1
8Camın kontrol panosuna kaynağının yapılması ● Kaynak
mak.0,75 1
9Kontrol panosundaki kaynağın kontrol edilmesi ■ Gözle 0,3 1
KAYN
AK
Şekil 9.20 : Süreç faaliyet haritası 1.süreç (iyileştirme sonrası).

110
1 Süreç Faaliyeti AkışMakina/Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
10Tuş baskı makinasında model (tip) değişiminin yapılması
▼ 10 2
11Kontrol panosuna tuş baskı yapılması ● Tuş baskı
mak.0,5 1
12Kontrol panosundaki tuş baskısının kontrol edilmesi ve fırına konması
■ Gözle 0,3 1
13Tuş baskılarının kuruması için fırınlama ● 0,5 1
14Comec 3/4 makinasında model (tip) değişiminin yapılması
▼ 25 2
15Kontrol panosunun fırından alınıp serigrafi baskısı yapılması
● Comec mak.
1 1
16Kontrol panosundaki serigrafi baskısının kontrol edilmesi
■ Gözle 0,3 1
17Kontrol panosunun taşıma arabasına konması ▼ 32 1
18 Stoklama ▼ 215
Toplam18
faaliyet30
metre316,4
dk 202,75 dk 5 dk
1,5 dk
307 dk
SER
ĐGR
AFĐ
BASKI
TU
Ş BASK
I
Şekil 9.20 : Süreç faaliyet haritası 1. süreç (iyileştirme sonrası) (devamı).
2.sürece ait yani 3.makina adasına (Serigrafi- Tekli Kaynak) proses faaliyet haritası
şekil 9.21’de görülmektedir.

111
2 Süreç Faaliyeti AkışMakina/ Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
1
Ambardan kontrol panolarının Comec 1/2 makinasına getirilmesi → Transpalet 9 1,5 1
2
Comec makinasında model (tip) değişiminin yapılması ▼ 25 2
3
Kontrol panosuna serigrafi baskısı yapılması ●
Comec mak. 1 1
4
Kontrol panosundaki serigrafi baskısının kontrol edilmesi ve fırına konması ■ Gözle 0,3 1
5
Serigrafi baskısının kuruması için fırınlama ● 0,5 1
6
Ambardan kaynak yapılacak camların kaynak 1 makinasına getirilmesi → Transpalet 9 1,5 1
7
Kaynak makinasında model (tip) değişiminin yapılması ▼ 25 2
8
Kontrol panosunun kaynak makinasına konması ▼ 0,1 1
9
Camın alınıp kontrol edilmesi ■ Gözle 0,3 1
10
Camın kontrol panosu üzerine yerleştirilmesi ▼ 0,1 1
11
Camın kontrol panosuna kaynağının yapılması ●
Kaynak mak. 0,75 1
12
Kontrol panosundaki kaynağın kontrol edilmesi ■ Gözle 0,3 1
13
Kontrol panosunun taşıma arabasına konması ▼ 32 1
14Stoklama ▼ 215
Toplam14
faaliyet18
metre303,3
dk 152,25 dk 3 dk 0,9 dk
297 dk
SERĐG
RAFĐ
BASK
IKAYN
AK
Şekil 9.21 : Süreç faaliyet haritası 2. süreç (iyileştirme sonrası).
3.sürece yani 1.makina adasına ait (Serigrafi) proses faaliyet haritası şekil 9.22’de
görülmektedir.

112
3 Süreç Faaliyeti AkışMakina/Alet
Mesafe (m)
Zaman (dk)
Kişi ● → ■ ▼
1
Ambardan kontrol panolarının Morlock makinasına getirilmesi →
Transpalet 21 3,5 1
2
Morlock makinasında model (tip) değişiminin yapılması ▼ 15 2
3
Kontrol panosuna serigrafi baskısı yapılması ●
Comec mak. 1 1
4
Kontrol panosundaki serigrafi baskısının kontrol edilmesi ■ Gözle 0,3 1
5
Kontrol panosunun taşıma arabasına konması ▼ 32 1
6 Stoklama ▼ 215
Toplam6
faaliyet21 metre
266,8 dk
6 1 dk 3,5 dk 0,3 dk 262 dk
SERĐG
RAFĐ
BASK
I
Şekil 9.22 : Süreç faaliyet haritası 3. süreç (iyileştirme sonrası).
Her bir sürecin katma değer yaratan sürelerini karşılaştırdığımızda herbirinde artış
olduğu görülmektedir.
1.proseste (2. ada) katma değer yaratan süre % 0,30’dan % 0,87’e çıkmıştır. (Çizelge
9.11) Yapılan en önemli iyileştirme beklemelerin yarı yarıya azaltılmasıdır. Özellikle
kuruma için fırın alındığından, kuruma kaynaklı beklemeler sıfırlanmıştır. Fırınlama
zamanı da işlem süresine eklenmiştir. Makinalar birbirine yaklaştırıldığı için
prosesler arası stoklar azaltılmıştır ve taşıma süreleri kısalmıştır. Faaliyet sayısı
22’den 18’e düşürülerek daha yalın bir üretim sistemi elde edilmiştir.

113
Çizelge 9.11 : Süreç faaliyet haritası karşılaştırma tablosu 1.
1.proses Süre Adet Süre Adet
Đşlem 2,25 3 2,75 4
Taşıma 6 4 5 2
Kontrol 1,5 5 1,5 5
Bekleme 751,2 10 307,2 7Katma değer katan süre
Sonra
0,30% 0,87%
Önce
2.proseste (3. ada) katma değer yaratan süre % 0,20’dan % 0,74’e çıkmıştır. (Çizelge
9.12) 1. proseste olduğu gibi yine yapılan en önemli iyileştirme beklemelerin yarı
yarıya azaltılmasıdır. Kuruma için alınan fırını ile bu proseste de kuruma kaynaklı
bekleme süresi sıfırlanmıştır. Makinalar birbirine yaklaştırıldığı için prosesler arası
stoklar azaltılmıştır ve taşıma süreleri kısalmıştır. Faaliyet sayısı 17’den 14’e
düşürülerek daha yalın bir üretim sistemi elde edilmiştir.
Çizelge 9.12 : Süreç faaliyet haritası karşılaştırma tablosu 2.
2.proses Süre Adet Süre Adet
Đşlem 1,75 2 2,25 3
Taşıma 4 3 3 2
Kontrol 1,2 4 0,9 3
Bekleme 874,2 8 297,2 6
Katma değer katan süre
Önce Sonra
0,20% 0,74%

114
3.proseste (1.ada) katma değer yaratan süre % 0,20’dan % 0,37’e çıkmıştır. (Çizelge
9.13) 1 ve 2. prosese göre, bu prosesteki katma değer yaratan sürenin artış oranı daha
azdır. Bunun nedeni ise bu prosesin mevcut halde de çok karmaşık olmaması ve
sadece serigrafi baskısından oluşmasıdır. Bu proseste sadece bekleme sürelerinde
azalma olmuştur.
Çizelge 9.13 : Süreç faaliyet haritası karşılaştırma tablosu 3.
2.proses Süre Adet Süre Adet
Đşlem 1 1 1 1
Taşıma 3,5 1 3,5 1
Kontrol 0,3 1 0,3 1
Bekleme 487 3 262 3
Katma değer katan süre
Önce Sonra
0,20% 0,37%
9.8.2 Tedarik zinciri matrisi
Tedarik Zinciri matrisinde Y ekseninde prosetkeki her kademenin stoklarının
kümülatif süresi alınırken, X ekseninde prosesteki her kademenin teslimat süresi
kümülatif olarak gösterilir.
Mevcut durumun değer akış analizi yapılırken tedarik zinciri matrisinin nasıl
yapıldığı açıklanmıştır. Bu bölümde sadece karşılaştırma yapılacaktır.
B sütunundaki stokların önceki ve sonraki durumunu karşılaştırdığımızda ilk 2
proses için de proses içi stoklar azaltılmıştır. Ayrıca serigrafili pano stokları da yarı
yarıya düşmüştür. Tedarikçi ve ambar prosesleri ile ilgili herhangi bir iyileştirme
yapılmadığından bu süreçlerin stoklarında herhangi bir azalma olmamıştır.

115
Çizelge 9.14 : Tedarik zinciri matrisi Y ekseni verileri.
ÖNCE
A B C
Stok (adet) Süre (gün) 1.pros. 2.pros. 3.pros.
Tedarikçi 12000 2,50 2,50 2,50 2,50
Ambar 4800 1,00 3,50 3,50 3,50
WIP(Proses 1) 372 0,08 3,58
WIP(Proses 2) 248 0,05 3,55
WIP(Proses 3) 124 0,03 3,53Serigrafili pano (Bitmiş ürün)
4994 1,04 4,62 4,59 4,57
D
Kümülatif stok (gün)Stoklar
Çizelge 9.15 : Tedarik zinciri mat. Y ekseni verileri (iyileştirme sonrası).
SONRA
A B C
Stok (adet) Süre (gün) 1.pros. 2.pros. 3.pros.
Tedarikçi 12000 2,50 2,50 2,50 2,50
Ambar 4800 1,00 3,50 3,50 3,50
WIP(Proses 1) 124 0,03 3,53
WIP(Proses 2) 124 0,03 3,53
WIP(Proses 3) 124 0,03 3,53Serigrafili pano (Bitmiş ürün)
2497 0,52 4,05 4,05 4,05
Stoklar
D
Kümülatif stok (gün)
Çizelge 9.14 ve 9.15’de C sütununda stoklar süre (gün) olarak görülmektedir.
Çizelge 9.14 ve 9.15’de D sütununda ise kümülatif stoklar gün olarak görülmektedir.
Her bir prosese ilişkin farklı stok miktarları vardır. 1.proses için stok değeri 4,62
günden 4,05 güne düşmüştür. 2. proses için 4,59 günden 4,05’e düşmüştür. 3.proses
için 4,57’den 4,05’e düşmüştür.
1.proses için tedarik zinciri matrisinin öncesi şekil 9.23’de görülmektedir, sonrası
ise şekil 9.24’de görülmektedir. 1.proses için stok değerleri (tedarikçi, ambar, proses
içi, bitmiş ürün) toplamda 4,62 günden 4,05’e düşmüştür ve bu değer Y (dikey)
eksene yazılır (Şekil 9.24).
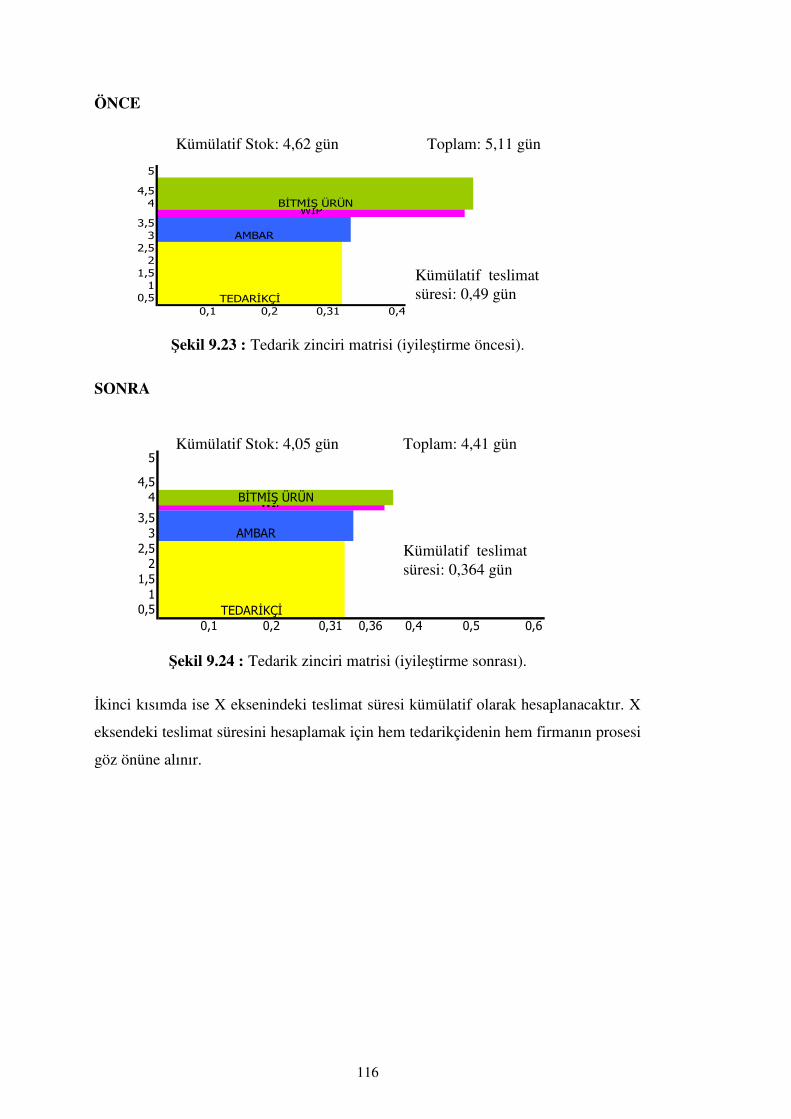
116
ÖNCE
5
4,54
3,53
2,52
1,51
0,50,1 0,2 0,31 0,4 0,6
BĐTMĐŞ ÜRÜNWIP
0,5TEDARĐKÇĐ
AMBAR
Şekil 9.23 : Tedarik zinciri matrisi (iyileştirme öncesi).
SONRA
5
4,54
3,53
2,52
1,51
0,50,1 0,2 0,31 0,36 0,4 0,5 0,6
TEDARĐKÇĐ
AMBAR
BĐTMĐŞ ÜRÜNWIP
Şekil 9.24 : Tedarik zinciri matrisi (iyileştirme sonrası).
Đkinci kısımda ise X eksenindeki teslimat süresi kümülatif olarak hesaplanacaktır. X
eksendeki teslimat süresini hesaplamak için hem tedarikçidenin hem firmanın prosesi
göz önüne alınır.
Kümülatif Stok: 4,62 gün
Kümülatif teslimat süresi: 0,49 gün
Toplam: 5,11 gün
Kümülatif Stok: 4,05 gün
Kümülatif teslimat süresi: 0,364 gün
Toplam: 4,41 gün

117
Çizelge 9.16 : Tedarik zinciri matrisi X ekseni verileri
ÖNCE
A E F
Teslimat süresi (dk)
Süre (gün) 1.pros. 2.pros. 3.pros.
Tedarikçi 400 0,310 0,310 0,310 0,310
Ambar 7 0,005 0,316 0,316 0,316
Proses1 (Đşlem, taşıma, kontrol,bekleme) 220 0,171 0,486
Proses2 (Đşlem, taşıma, kontrol,bekleme) 372 0,288 0,604
Proses2 (Đşlem, taşıma, kontrol,bekleme) 15 0,012 0,327Serigrafili pano (Bitmiş ürün) 8 0,006 0,49 0,61 0,33
Kümülatif (gün)
G
Teslimat süresi
Çizelge 9.17 : Tedarik zinciri matrisi X ekseni verileri (iyileştirme sonrası).
SONRA
A E F
Teslimat süresi (dk)
Süre (gün) 1.pros. 2.pros. 3.pros.
Tedarikçi 400 0,310 0,310 0,310 0,310
Ambar 7 0,005 0,316 0,316 0,316
Proses1 (Đşlem, taşıma, kontrol,bekleme) 58 0,045 0,360
Proses2 (Đşlem, taşıma, kontrol,bekleme) 45 0,035 0,350
Proses2 (Đşlem, taşıma, kontrol,bekleme) 9 0,007 0,322Serigrafili pano (Bitmiş ürün) 4 0,003 0,36 0,35 0,33
Kümülatif (gün)
G
Teslimat süresi

118
Çizelge 9.16 ve 9.17’de E sütununda belirtilen kademelerdeki teslimat süreleri
dakika olarak görülmektedir. Teslimat süresi, siparişin alınmasıyla teslim edilmesine
kadar geçen süredir. Teslimat süresinde de stoklarda olduğu gibi kontrol panosu
serigrafi baskıda 3 süreçte de azalma görülmektedir. Tedarikçi ve ambarda herhangi
bir iyileştirme yapılmadığı için bu bölümlerde herhangi bir iyileşme söz konusu
değildir.
1.proses için işlem, kontrol, taşıma ve bekleme süreleri dahil olmak üzere (stokta
beklemeler hariç, stoklar Y ekseni için düşünülmelidir) termin süresi 220 dk’dan 58
dk’ya düşmüştür. Serigrafisi yapılmış panonun müşteriye yani montaj bölümünde
istasyona iletilmesi 8 dk’dan 4 dk’a düşmüştür.
Çizelge 9.16 ve 9.17’de F sütununda teslimat süresi (gün) olarak görülmektedir.
Çizelge 9.16 ve 9.17’de G sütununda ise kümülatif teslimat süresi gün olarak
görülmektedir. Her bir prosese ilişkin farklı teslimat süreleri vardır. 1.prosesde
üretilen bir ürün için kümülatif teslimat süresi 0,49 (0,31+0,005+0,171+0,006) gün
yani 635 dk’dan 0,364 (0,31+0,005+0,045+0,003) güne düşmüştür. 2. proseste
teslimat süresi 0,61 gün’den 0,354 güne düşerken 3.proseste teslimat süresi 0,33’ten
0,325 güne düşmüştür.
1.proses için teslimat süresi (tedarikçi, ambar, proses içi, bitmiş ürün) toplamda
0,364 gün olacak şekilde X (yatay) eksene yazılır (Şekil 9.23 ve 9.24).
Toplam sure ise 0,7 gün azalarak 5,11 günden 4,41 güne düşmüştür.
9.8.3 Kalite filtre haritalama
Bu bölümde de diğer iki haritalama aracında olduğu gibi önceki ve sonraki durum
karşılaştırılacaktır.
Yapılan iyileştirmeler doğrudan serigrafi baskı bölümünün kalite düzeyi ile ilişkisi
olmamakla birlikte dolaylı olarak ilişkilidir.

119
Mevcut durumun kalite filtre haritalamasında ürün hataları, hurda hataları ve servis
hataları olmak üzere 3 farklı kalite hatasından söz edilmişti. Daha önce de belirtildiği
gibi 3 farklı hata, seçilen sürecin değer akışının farklı kademelerinde olabilir. Bu hata
tedarikçinin prosesinden kaynaklanıyor olabilir, panoların taşınması sırasında (iç
lojistik kaynaklı) oluşan bir hatadan kaynaklanıyor olabilir veya serigrafi baskı
sürecinden kaynaklanıyor olabilir. 3 farklı kademede oluşan hataların ppm (milyonda
bir birim) cinsinden değeri kalite filtreleme haritasında (şekil 9.25 ve 9.26’da)
gösterilmiştir. Đyileştirme öncesi kalite filtre haritalamada kullanılan veriler 2009
yılına ait iken, iyileştirme sonrası veriler Mart 2010 ayına aittir.
ÖNCE
Kalite Filtre Haritalama (Önce)
6250
9375
1094
313625
1563
1719
2500
310
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Hurda hataları Ürün hataları Servis hataları
Hata tipleri
Ha
talı
Ora
nı (
pp
m)
Tedarikçi
Serigrafi Baskı
Đç Lojistik
Şekil 9.25 : Kalite filtre haritalama (iyileştirme öncesi).

120
SONRA
Kalite Filtre Haritalama (Sonra)
6250
7500
875
219438
1563
1719
2000
220
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Hurda hataları Ürün hataları Servis hataları
Hata tipleri
Ha
talı
Ora
nı (
pp
m)
Tedarikçi
Serigrafi Baskı
Đç Lojistik
Şekil 9.26 : Kalite filtre haritalama (iyileştirme sonrası).
Yapılan iyileştirme ile birlikte birbirine benzer ürünler aynı makinede üretilmek
üzere gruplandırılmıştır. Böylece tip değişimi sayısında önemli bir azalma
gerçekleşmektedir. Her tip değişiminden sonra denemeler sırasında zorunlu hurda
verilmektedir. Bu durumda zorunlu hurdalar yaklaşık %20 azalarak 9375 ppm’den
7500 ppm’e düşmüştür. Hurda sayısı azaldıkça, ürün (2500 ppm’den 2000 ppm’e)
ve servis hatalarında da (1094 ppm’den 875 ppm’e) % 20 azalma görülmüştür.
Tedarikçi süreçleri ile ilgili herhangi bir iyileştirme yapılmadığı için tedarikçi
kaynaklı kalite hataları önceki durumun aynısıdır.
Hücresel üretim sisteminde makineler birbirine daha yaklaştırıldığı ve
gruplandırıldığı için transferler azalmıştır. Buna bağlı olarak iç lojistik kaynaklı
hatalarda (çarpma, düşürme gibi) da %30 azalma görülmektedir.

121
10. SONUÇ VE DEĞERLENDĐRME
Bir isletmenin tüm faaliyetlerinin ve bu faaliyetler arasındaki etkilesimin incelenmesi
ve temel yetkinliklerin ortaya konulması rekabet avantajının kaynaklarının analiz
edilmesi bakımından gereklidir. Deger zinciri analizi, bunun sistematik olarak
gerçeklestirilmesinde kullanılan temel araçlardan biridir. Bu çalışmada, literatür
araştırmasına dayanarak bir değer zinciri analizi modeli oluşturmak ve bu modeli
BSH değer zinciri analizinde kullanarak seçilen süreci iyileştirmek amaçlanmıştır.
Bu amaç doğrultusunda literatür arşatırmasında değer zincirinin tarihsel gelişimi,
değer zinciri kavramı, değer zinciri analizi modeli, endüstri ve firma bakış açısına
göre değer zinciri, değer zinciri yönetiminin faydaları ve kritik başarı faktörleri,
değer zinciri haritalama araçları, uygun haritalama aracının belirlenmesi için
kullanılacak analiz yöntemi gibi konulara yer verilmiştir.
Değer, tüketicilerin işletmenin kendilerine sunduğu faydaya karşılık olarak ödemeye
razı oldukları bedel olarak ifade edilmektedir. Değer toplam gelir şeklinde ifade
edildiğinde, bir işletmenin karlı olabilmesi için işletmenin ortaya koyduğu değerin,
ürünün üretilmesi ilgili maliyetlerden fazla olması gerekir. Diğer bir deyişle,
işletmenin ortaya koyduğu değer, işletmenin stratejik olarak önemli ve birbiriyle
bağlantılı faaliyetler sonucu elde ettiği kardan oluşmaktadır. Đşletmenin rekabet
üstünlüğü sağlayabilmesi için, değer yaratma sürecinde ya rakiplerinden daha düşük
maliyetlere sahip olması ya da farklılık ortaya koyması gerekmektedir. Đlk olarak
Porter tarafından ortaya atılan değer zinciri, farklılaşmanın mevcut ve potansiyel
kaynakları ile maliyetlerinin davranışlarını anlamak için işletmeyi ürünlerle ilgili
hammaddelerin sağlanmasından son tüketiciye sunulmasına kadar gerçekleştirmiş
olduğu stratejik açıdan birbirleriyle ilişkilendirilmiş faaliyetlere ayırmaktadır. Bu
tanımlamada “zincir” kavramının özellikle tercih edilmesi işletme içerisindeki
faaliyetlerin birbirine bağlı oldugunu benzeşim yoluyla somutlaştırma açısından
önemlidir. Bu benzeşim aynı zamanda, zincirdeki “zayıf” ve “güçlü” halkaların
tanımlanmasına, yani işletmenin stratejik rekabetteki avantaj ya da zayıflıklarını
belirlemeye hizmet etmektedir.
Değer zinciri analizinin ana görevlerini; mevcut faaliyeleri denetlemek, gelecekteki

122
faaliyetleri geliştirmek, değer yaratan faaliyetleri belirlemek, müşteri ihtiyaçlarının
tatmimine toplam katkısını analiz etmek, sistematik bir yol sunmak ve rakipler değer
zinciri ile karşlaştırma yapmak olarak belirliyebiliriz (Dekker, 2002).
Taiichi Ohno’nun maliyet yaratan fakat değer yaratmayan 7 kaybı engellemek için 8
haritalama aracı (süreç faaliyet haritalama, tedarik zinciri matirisi, üretim çeşitliliği
hunisi, kalite filtre haritalama, talep yükseltme haritalama, karar noktası analizi,
fiziksel yapı haritalama, değer katan zaman profili) kullanılmaktadır. Bu 8
haritalama aracının kökeni farklı disiplinlere dayanmaktadır, çeşitli amaçlar için
kulanılmaktadır ve kendilerine özgü metodolojileri vardır. Hangi aracın hangi şartlar
altında kullanılacağı belirlenirken, değer akış analiz aracının basitleştirilmiş
versiyonu (VALSAT) kullanılır (Hines, 1998). VALSAT, yeni ürün geliştirilmesi
için özellikle otomatif ve Japon firmalar tarafından kullanılan Kalite fonksiyon
yayılım metodunun (QFD) yeniden uyarlanmış halidir (Samuel, 1999).
Uygulama metodolojisi oluşturken literatür araştırmasında elde edilen teorik bilgiler
kullanılmıştır. Literatürde açıklanan değer zinciri modelinin felsefesi temel alınarak
metodoloji oluşturulmuştur. Değer zinciri analizi modelindeki temel felsefe yalın
olmak; müşteri, paydaşların beklentilerini karşılamak ve diğer organizasyonlarla
işbirliği yaparak pazar fırsatlarını elde etmektir. Uygulamada müşteri için katma
değer yaratmayan faaliyetlerin ortadan kaldırılmasına yönelik sistematik bir metod
geliştirilerek değer zinciri analizi yapılan firmada iyileştirme yapmak amaçlanmıştır.
Metodoloji 8 adımdan oluşmaktadır. Analiz yapılacak süreç ve bu süreçteki kayıplar
belirlendikten sonra VALSAT analizi ile kayıpları açığa çıkartmaya yönelik uygun
haritalama araçları seçilmektedir. Bu araçlar ile değer zinciri analizi yapıldıktan
sonra kayıpları ortadan kaldırmaya yönelik çözüm önerileri geliştirilmektedir.
Çözüm önerileri uygulandıktan sonra tekrar değer zinciri analizi yapılarak
iyileştirmelerin etkileri gözlemlenmektedir. Oluşturulan metodolojiye uygun olarak
BSH Ev Aletleri ve San. A.Ş firmasında değer zinciri analizi yapılmıştır. Değer
zinciri analizi için BSH Ev Aletleri ve San. A.Ş firmasındaki temel süreçlerden biri
olan “ürün üretimi” ve çamaşır makinası fabrikasında en fazla kaybın yer aldığı
“kontrol paneli serigrafi baskı bölümü” seçilmiştir. Bu bölümdeki kayıplar
belirlenirken literatürdeki 7 kayba ilave olarak 9 kayıp daha belirlenmiştir. 16 kaybın
yarattığı maliyete göre önceliklendirme yapılmıştır. Literatürde yer alan kayıp-
haritalama aracı korelasyon tablosu (çizelge 8.2) 7 kayıp göz önüne alınarak

123
oluşturulmuştur. Bu tablo biraz daha geliştirilerek 16 kayba uygun hale getirilmiştir
ve VALSAT analizinde temel alınmışır. VALSAT yöntemi ile değer akış analizinde
kullanılacak en uygun 3 haritalama aracı belirlenmiştir. Süreç faaliyet haritalama,
tedarik zinciri matrisi, kalite filtre haritalama kullanılarak süreç analiz edilmiştir ve
temel kayıpları belirlenmiştir. Haritalama araçları ile yapılan analiz sonuçlarına göre
en fazla kayıp baskıların kuruması için bekleme, proses içi stoklar, bitmiş ürün
stokları ve tedarikçideki stoklardan kaynaklanmaktadır. Ayrıca kalite filtre
haritalamada hem tedarikçiden hem serigrafi baskısından kaynaklanan hataların
(hurdalar, ürün hataları, servis hataları) önemli birer kayıp olduğu belirlenmiştir.
Kontrol panel serigrafi baskı prosesine ait kayıplara yönelik 3 çözüm önerisi
geliştirilmiştir (Bu çalışmanın kapsamında tedarikçi ve ambar proseslerine ait
herhangi bir iyileştirme önerisi yer almamaktadır).
Atelye tipi üretim sisteminden hücresel üretim sistemine geçilerek özellikle proses
içi stoklar ve bitmiş ürün stokları azaltılmıştır. Toplam stoklar 4,62 gün’den 4,05
güne düşerek stoklarda % 12,3 değerinde bir iyileşme elde edilmiştir. Kontrol panel
serigrafi baskısının daha hızlı kuruması için fırın kullanılması ile birlikte kuruma
nedeniyle oluşan kayıp süreler en düşük düzeye ulaşmıştır. Teslimat süresinde (lead
time) ise 0,49 gün’den 0,36 gün’e düşerek % 26,5 değerinde bir iyileştirme elde
edilmişitir. Ayrıca kalite hataları 23.468 ppm’den 20.584 ppm düzeyine düşerek %
12,2 değerinde bir iyileşme sağlanmıştır.
Sonuç olarak, BSH Ev Aletleri San. ve Tic. A.Ş firmasında çamaşır makinası
fabrikasında kontrol panel serigrafi baskı prosesinde değer akış analizi
uygulanmıştır. Hem stoklarda ve teslimat süresinde hem de kalite düzeyinde
iyileştirme sağlanmıştır. Gelecekte, özellikle tedarikçi prosesinde yapılacak
iyileştirmelere odaklanmalıdır. Kontrol panosu tedarikçisinde de aynı metodoloji ile
değer akış analizi yapılarak çeşitli iyileştirmeler yapılacaktır. Literatürde VALSAT
analizinde kullanılan kayıp – haritalama aracı korelasyon tablosu 16 kayba (TPM’de
kullanılan) göre yeniden oluşturulmuştur. Ayrıca literatürde 7 haritalama aracına
göre hazırlanan tablo 8 haritalama aracı kullanılacak şekilde düzenlenmiştir.


125
KAYNAKLAR
Abdulmalek, F. A., Rajgopal, J., 2007 Analyzing the benefits of lean manufacturing and value stream mapping via simulation: A process sector case study, Int. J. Production Economics , Vol. 107, pp.223-236.
Al-Mudimigh, A. S., Zairi, M., and Ahmed, M. A., 2004: Extending the concept of supply chain:The effective management of value chains, Int. J. Production Economics, Vol. 87, pp.309-320.
Anderson, J. C., Narus, A., 1998, Business marketing: understand what customers value, Harvard Business Review, November-December.
Chenhall, R., Langfield-Smith, K., 1998, Adoption and benefits of management accounting practices: an Australian study. Manage Acc. Res., Vol. 9, pp. 1-19.
Dejonckheere, J., Disney, S.M., Lambrecht, M.R., Towill, D. R., 2003, Measuring the Bullwhip effect:A control theoretic approach to analyse forecasting induced Bullwhip in order-up-to policies , European Journal of Operational Research, Vol. 147, pp.567-590.
Dekker, H. C., 2003, Value chain analysis in interfirm relationships: a field study, Management Accounting Research, Vol. 14, pp.1-23.
Dumond, E. J., 2000, Value management: An underlying framework, International Journal of Operations & Production Management, Vol. 20 (9), pp.1062-1077.
Eraslan, i. H., Kuyucu, A. D., Bakan, Đ., 2008, Değer Zinciri Yöntemi ile Türk Tekstil ve Hazır Giyim Sektörünün Değerlendirilmesi, Afyon Kocatepe Üniversitesi ĐĐBF Dergisi, 2008, Sayı 2, 307-332.
Gattorna, J. L., and Walters, D. W., 1996. Managing The Supply Chain. Palgrave Macmillan, New York.
Gökşen, Y., Erdem S., 2003, Hücresel Üretim Sisteminde Makine-Parça Ailelerinin Oluşturulmasında Dengeli Talep-Kapasite ve Dengesiz Kapasite Durumunun Analizi, D.E.Ü.Đ.Đ.B.F.F Dergisi, 2003, Sayı 2, 99-111.
Greis, N., Kasarda, J., 1997, Enterprise logistics in the information era. California Management Review 39 (3), 55-78.
Heskett, J. L., Sasser, W. E., 1997, The Service Profit Chain, Free Press, New York.
Hines, P., Rich, N.,1997, The seven value stream mapping tools, International Journal of Operations & Production Management, Vol. 17, pp.46-64.
126
Hines, P., Rich, N. and Esain, A., 1998, Creating a lean supplier network: a distribution industry case, European Journal of Purchasing & Supply Management, Vol. 27, pp.153-173.
Hines, P., Rich, N., and Hittmeyer, M., 1998, Competing against ignorance: advantage through knowledge, International Journal of Physical Distribution & Logistics Management, Vol. 28, pp.18-43.
Hines, P., Taylor, D., 2000, Going Lean. Lean Enterprise Research Centre, Cardiff Business School, UK.
Hitt, M., Hoskisson, R., and Ireland, R., 2007. Manegement of Strategy. Thomson, South-Western.
Jones, D. T., Hines, P., and Rich N., 1997, Lean Logistics, International Journal of Physical Distribution and Logistics Management, Vol. 4, pp.235-246.
Ketchen, D. J., Hult, G. T., 2007, Bridging organization theory and supply chain management: The case of best value supply chains, Journal of Operations Management, Vol. 25, pp.573-580.
Kuyucak, F., Şengür Y., 2009, Değer Zinciri Analizi: Havayolu işletmeleri için genel bir çerçeve, KMU ĐĐBF Dergisi, Sayı 16, 132-147.
Lee, B., 2001, Value Stream Mapping, Wichita State University, pp.1-5.
Lee, H. L., Padmanabhan, P., Whang, S., 1997, The bullwhip effect in supply chains, Sloan Management Review, Vol. 38(3), pp.93-102.
Normann, R., Ramirez, R., 1993, From value chain to value constellation: Designing interactive strategy. Harvard Business Review 71 (4).
Payne, A., Holt, S., 2001, Diagnosing customer value: integrating value process and relationship marketing, British Journal of Management, Vol. 12 (2).
Porter, M.E., 1985, Competitive Advantage: Creating and Sustaining Superior Performance, The Free Press, New York, pp. 34-43.
Samuel, D., Hines, P., 1999, Designing a supply chain change process: a food distribution case, International Journal of Retail & Distribution Management, Vol. 27 (10), pp.409-420.
Shank, J.K., 1989, Strategic cost management: new wine, or just new bottles, Manage. Acc. Res., Vol. 1, pp. 47-65.
Shank, J.K., Govindarjan, V., 1992, Strategic cost management: the value chain perspective, Manage. Acc. Res., Vol. 4, pp. 177-197.
Shank, J.K., Govindarjan, V., 1993, Strategic cost management. The Free Press, New York.
Sheridan, J., 1993, Agile manufacturing: Stepping beyond lean production. Industry Week, April 19.
Slywotzky, M., Morrison, D. J., 1997, The Profit Zone, Wiley, New York.
Tapping, D., Luyster, T., and Shuker, T., 2001. Value Stream Management: Eight Steps to Planning, Mapping, and Sıstaining Lean Improvements. Productivity, Inc., New York.

127
Tomkins, C., 2001, Interdependencies, trust and information in relationships, alliances and networks, Acc. Organ. Soc., Vol. 26, pp.161-191.
Walters, D. and Rainbird, M., 2007. Strategic Operations Management A Value Chain Approach. Palgrave Macmillan, New York.


129
EKLER
EK A.1 : BSH Değer Zinciri Detayları


131
EK A.1
1. Stratejik Yönetim
Süreç Tanımı: “Stratejik Yönetim” süreci; şirket vizyon ve misyonunun
belirlenmesini, kısa ve uzun vadeli stratejik kararların alınmasını, bu kararların
sürekli gözden geçirilmesini ve diğer süreçlerin alınan kararlar doğrultusunda
çalışmasını amaçlar (Şekil A.1).
2. Ürün Gamımının Belirlenmesi
Süreç Tanımı: “Ürün Gamının Belirlenmesi” süreci; doğru ürünlerin doğru zamanda,
doğru pazar fiyatı ile siparişe hazır olmasını ve ürünlerin pazardaki başarısını takip
etmeyi amaçlar (Şekil A.2).
3. Müşteri Talebinin Yaratılması
Süreç Tanımı: “Müşteri Talebinin Yaratılması” süreci; satış kanalının yönetilmesi,
fiyatların belirlenerek kampanyaların düzenlenmesi ve markaların müşterileri ile
iletişiminin gerçekleştirilmesiyle müşteri talebi yaratmayı; çağrı merkezi fonksiyonu
ile de müşterilerin sorularını yanıtlamayı ve servis taleplerini yönlendirmeyi amaçlar
(Şekil A.3).
4. Siparişin Oluşturulması ve Tamamlanması
Süreç Tanımı: “Siparişin Oluşturulması ve Tamamlanması” süreci; ciro ve karlılık
hedeflerine ulaşabilmek için,optimum stok seviyesini ve müşterilerin kredibilitesini
sağlamayı ve ürünleri müşterilere satmayı amaçlar (Şekil A.4).
5. Ürünlerin Tedariki ve Sevkiyatı
Süreç Tanımı:“Ürünlerin Tedariki ve Sevkiyatı“ süreci; ürünlerin müşterilere
zamanında, hasarsız ve az maliyetle sevk edilmesini amaçlar (Şekil A.5).
6. Sahadaki Ürünlerin Đşlevselliğinin Sağlanması
Süreç Tanımı: “Sahadaki Ürünlerin Đşlevselliğinin Sağlanması” süreci; ürünlerimiz
için belirlenen prosedürlerin çerçevesinde, onarım, montaj ve keşif hizmetleri
vererek, memnun müşteriler yaratmayı amaçlar (Şekil A.6).

132
7. Tedarikçi Yönetimi
Süreç Tanımı: “Tedarikçi Yönetimi” süreci; doğru malzeme, parça ve bileşenlerin
gerekli kalite & maliyetle temin edilerek üretimin devamlılığının sağlanması için
tedarikçilerin araştırılması,değerlendirilmesi seçilmesi, gerekli sözleşmelerin
yapılması ve tedarikçilerin geliştirilmesini amaçlar (Şekil A.7).
8. IT
Süreç Tanımı: “IT” süreci; iş süreçlerine yönelik IT ürünlerini, müşterilerinin ve
BSH’ nın ihtiyaçlarını, yasal gerekliliklerini de gözeterek sağlamayı; Bu süreçlere
ilişkin desteği ve eğitimi vermeyi amaçlar (Şekil A.8).
9. Finansal Denetleme (Controlling) Finans Muhasebe
Süreç Tanımı: “Finansal Denetleme (Controlling) Finans Muhasebe” süreci; bütçe &
revize bütçelerin organize edilerek gerçekleştirilmesini, bütçe/ fiili mukayeselerin
yapılmasını, gerekli finansal analizler ile yönetimin bilgilendirilmesini, Finans
politikamızı minimum risk & maliyet prensibini hedefleyerek uygulamayı, vergi
mevzuatını takip ederek şirketimizin yasal yükümlülüklerini eksiksiz yerine
getirmeyi & fiili muhasebe kayıtlarının doğru olarak kaydedilmesini amaçlar (Şekil
A.9).
10. Đnsan Kaynakları
Süreç Tanımı: “Đnsan Kaynakları” süreci; beyaz & mavi yakalı bütün şirket
çalışanlarının işgücü planlaması, işe alınması / yerleştirilmesi, ücretlendirilmesi,&
geliştirilmeleri ile ilgili şirket içi & dışı işlemleri & ilişkileri gerçekleştirmeyi
amaçlar (Şekil A.10).
11. Teknik Altyapının Sağlanması
Süreç Tanımı: “Teknik Altyapının Sağlanması” süreci; enerji kaynaklarının temini,
işletilmesi, dağıtımı ve bakımından sorumludur. Çevre, güvenlik, iş güvenliği,
itfaiye, kalibrasyon, DPO hizmetleri, yeni binaların ve yolların planlanması ve inşaatı
da bu sürecin sorumluluk alanına girer (Şekil A.11).

133
12. Đdari Đşler ve Güvenlik
Süreç Tanımı: “Đdari Đşler ve Güvenlik” süreci; şirket çalışanlarına örnek ve güvenli
bir çalışma ortamı sağlamak için, iç müşteri taleplerini karşılayacak sistemleri
kurmayı ve yönetmeyi amaçlar (Şekil A.12).
13. Ürün Geliştirme
Süreç Tanımı: “Ürün Geliştirme” süreci; tüketicilerin mevcut ve gelecekteki ihtiyaç
& taleplerini belirleyerek, kalitesi yüksek yenilikçi ürünler geliştirmeyi hedefler
(Şekil A.13).
14. Ürün Üretimi
Süreç Tanımı: “Ürün Üretimi” süreci; ürün geliştirme süreci tarafından tasarlanan
ürünlerin en yüksek kalitede üretilmesini, bu ürünlerde zamanla çıkabilecek
arızaların en iyi şekilde giderilmesini sağlamak üzere, kaliteli ürün ve yarı mamul
üretilmesini amaçlar (Şekil A.14).

134
Şek
il A.1 : S
tratejik yönetim.

13
5
Şek
il A
.2 :
Ürü
n ga
mın
ıın
beli
rlen
mes
i.

136
Şek
il A.3 : M
üşteri talebinin yaratılması.

13
7
Şek
il A
.4 :
Sip
ariş
in o
luşt
urul
mas
ı ve
tam
amla
nmas
ı.

138
Şek
il A.5 : T
edarik ve Ürün S
evkiyatı.

13
9
Şek
il A
.6 :
Sah
adak
i ür
ünle
rin
işle
vsel
liği
n sağl
anm
ası.

140
Şek
il A.7 :
Şek
il A.8 : T
edarikçi yönetimi.

14
1
Şek
il A
.9 :
IT
.

142
Şek
il A.10 : C
ontrolling, finans, muhasabe.

14
3
Şek
il A
.11
: Đn
san
kayn
akla
rı.

144
Şek
il A.12 : T
eknik altyapının sağlanması.

14
5
Şek
il A
.13
: Đd
ari
işle
r &
güv
enli
k.

146
Şek
il A.14 : Ü
rün geliştirme.

14
7
Şek
il A
.15
: Ü
rün
üret
im