soldadura homogenea 2013
TRANSCRIPT
SOLDADURA HOMOGENEA
YAURI HERRERA PEDRO ALDEA PEZO YASHIEL INES ROMERO MONROY GIANCARLO CRUZ CUEVA BRUNO COCHON RODRIGUEZ JHOEL

¿En qué piensas al escuchar la palabra “SOLDADURA”?
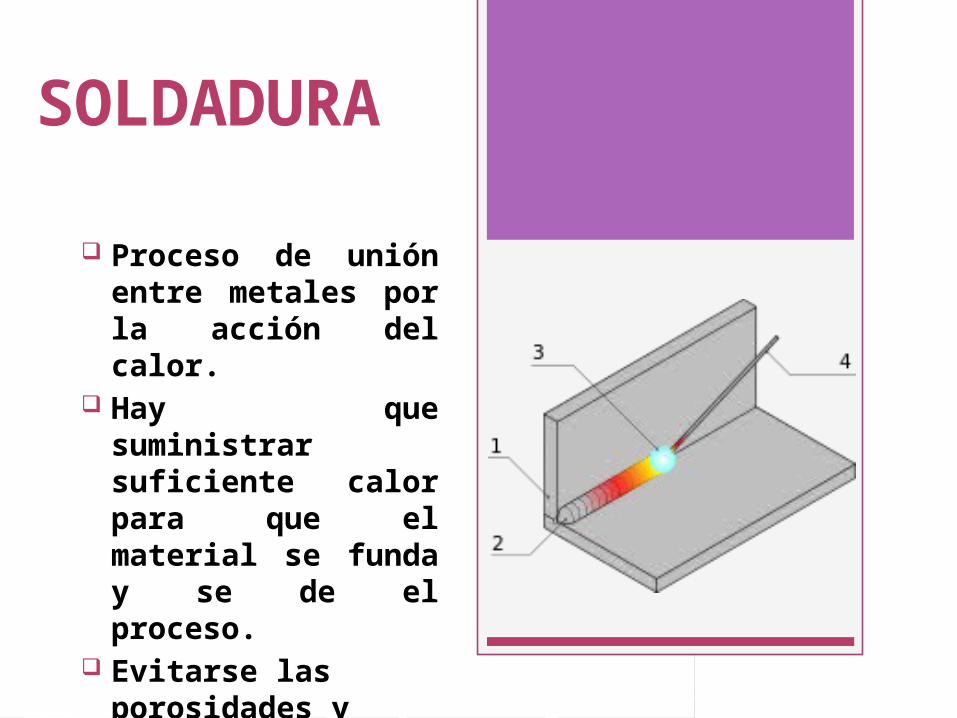
SOLDADURA
Proceso de unión entre metales por la acción del calor.
Hay que suministrar suficiente calor para que el material se funda y se de el proceso.
Evitarse las porosidades y grietas
DEFINICONES
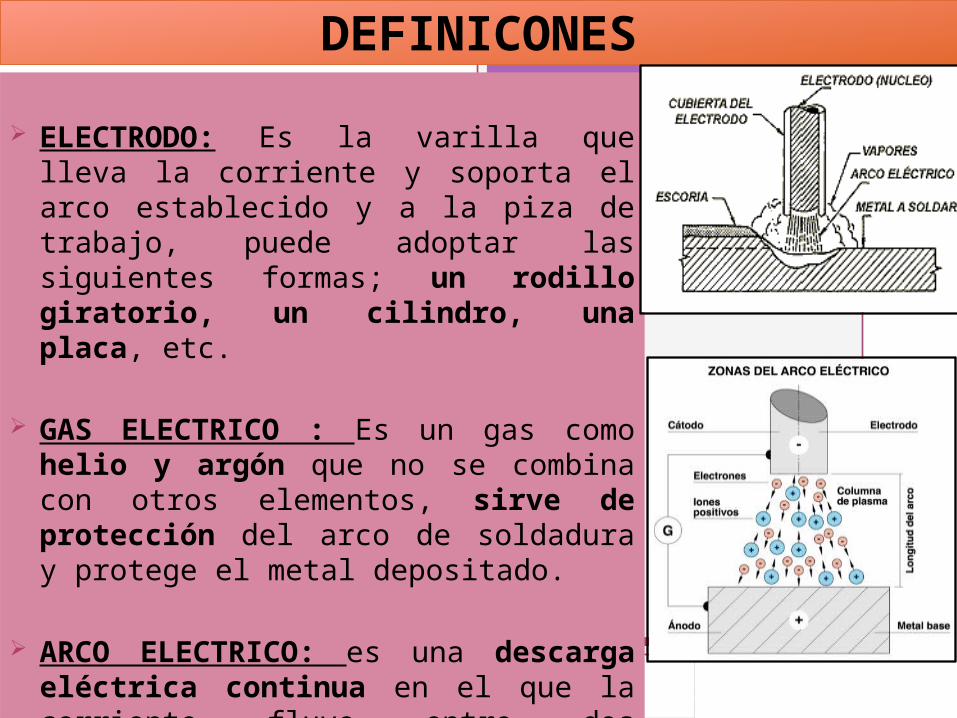
ELECTRODO: Es la varilla que lleva la corriente y soporta el arco establecido y a la piza de trabajo, puede adoptar las siguientes formas; un rodillo giratorio, un cilindro, una placa, etc.
GAS ELECTRICO : Es un gas como helio y argón que no se combina con otros elementos, sirve de protección del arco de soldadura y protege el metal depositado.
ARCO ELECTRICO: es una descarga eléctrica continua en el que la corriente fluye entre dos electrodos.
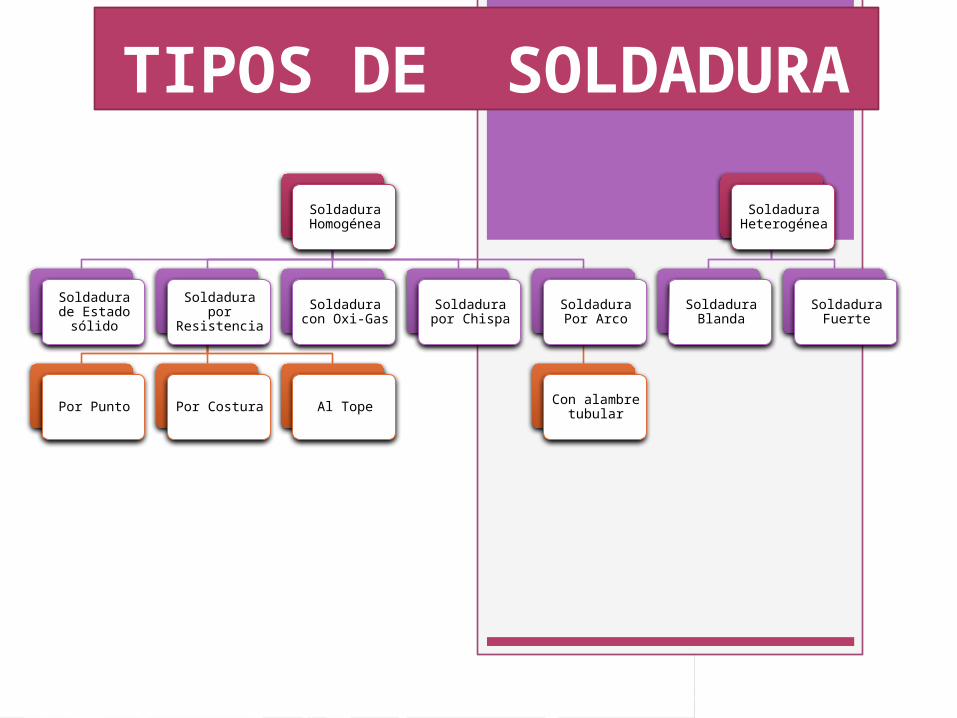
TIPOS DE SOLDADURA
Soldadura Homogénea
Soldadura de Estado sólido
Soldadura por
Resistencia
Por Punto Por Costura Al Tope
Soldadura con Oxi-Gas
Soldadura por Chispa
Soldadura Por Arco
Con alambre tubular
Soldadura Heterogénea
Soldadura Blanda
Soldadura Fuerte
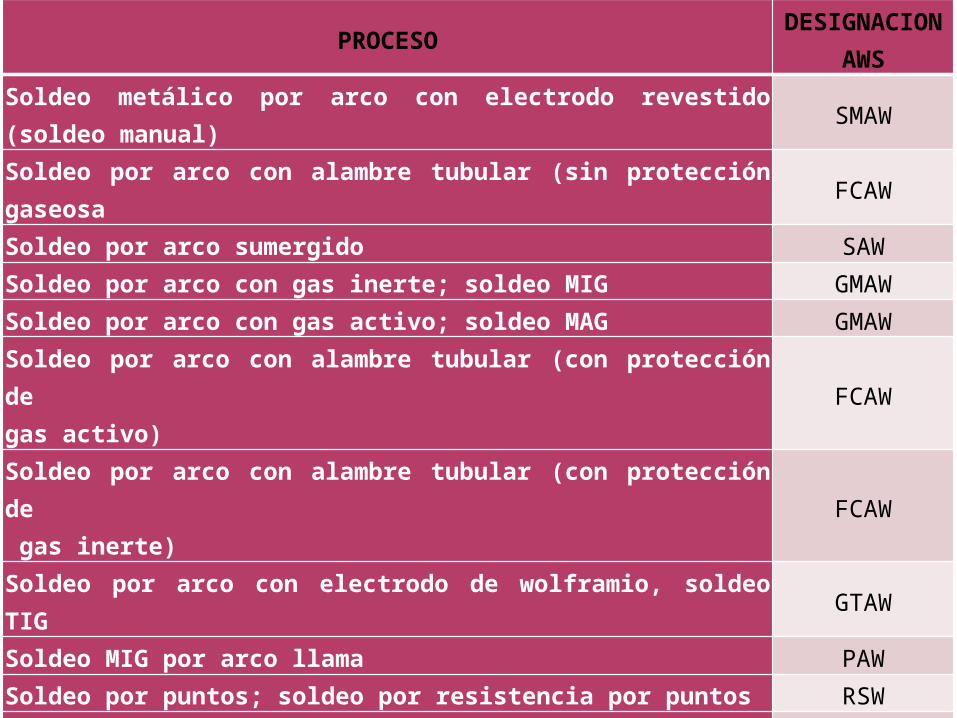
PROCESODESIGNACIO
N AWS
Soldeo metálico por arco con electrodo revestido (soldeo manual)
SMAW
Soldeo por arco con alambre tubular (sin protección gaseosa
FCAW
Soldeo por arco sumergido SAW
Soldeo por arco con gas inerte; soldeo MIG GMAW
Soldeo por arco con gas activo; soldeo MAG GMAW
Soldeo por arco con alambre tubular (con protección de gas activo)
FCAW
Soldeo por arco con alambre tubular (con protección de gas inerte)
FCAW
Soldeo por arco con electrodo de wolframio, soldeo TIG GTAW
Soldeo MIG por arco llama PAW
Soldeo por puntos; soldeo por resistencia por puntos RSW
Soldeo por costura; soldeo de costuras por resistencia RSEW
Soldeo fuerte por llama; soldeo fuerte con soplete TB
Soldeo blando por llama; soldeo blando por soplete TS
Soldeo oxiacetilénico OAW
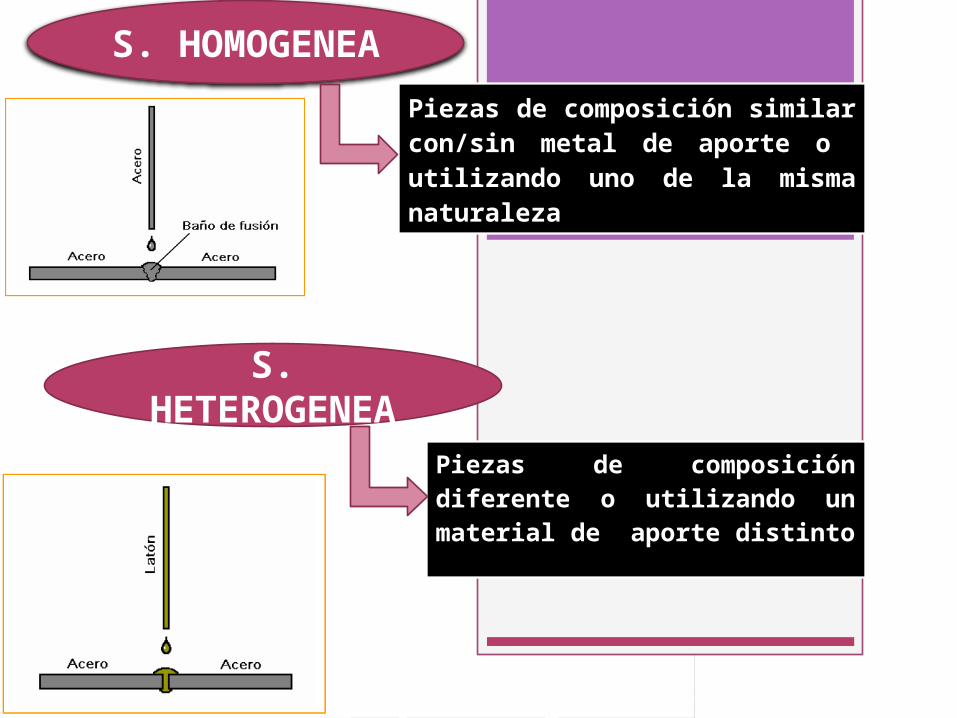
Piezas de composición similar con/sin metal de aporte o utilizando uno de la misma naturaleza
Piezas de composición diferente o utilizando un material de aporte distinto
S. HOMOGENEA
S. HETEROGENE
A

SOLDADURAS MAS UTILIZADOS
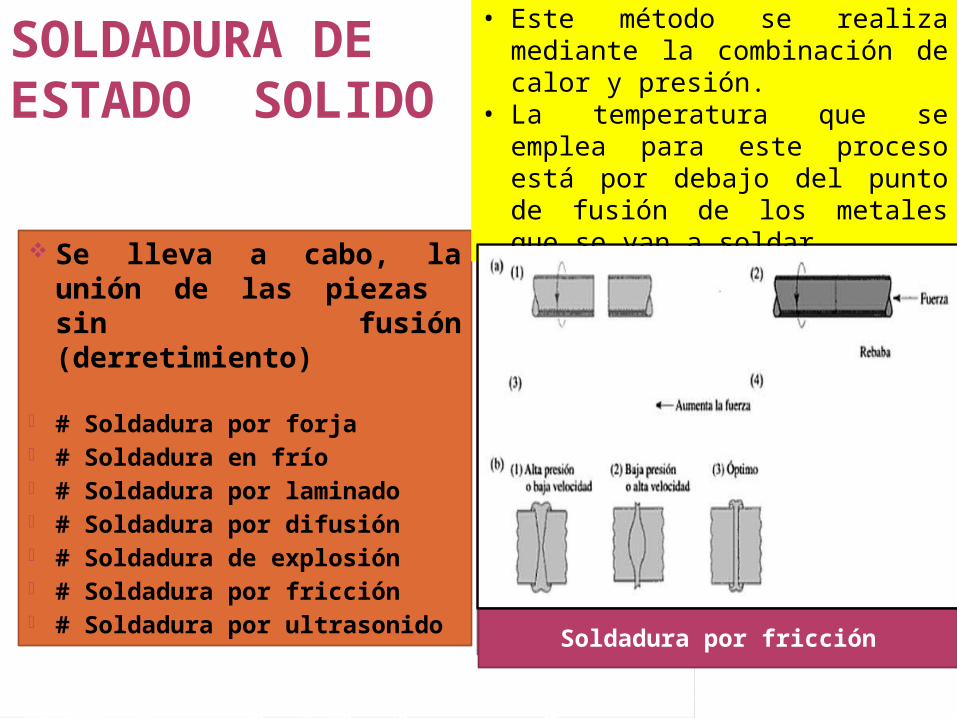
SOLDADURA DE ESTADO SOLIDO
Se lleva a cabo, la unión de las piezas sin fusión (derretimiento)
- # Soldadura por forja- # Soldadura en frío- # Soldadura por laminado- # Soldadura por difusión- # Soldadura de explosión- # Soldadura por fricción - # Soldadura por ultrasonido
Soldadura por fricción
• Este método se realiza mediante la combinación de calor y presión.
• La temperatura que se emplea para este proceso está por debajo del punto de fusión de los metales que se van a soldar.
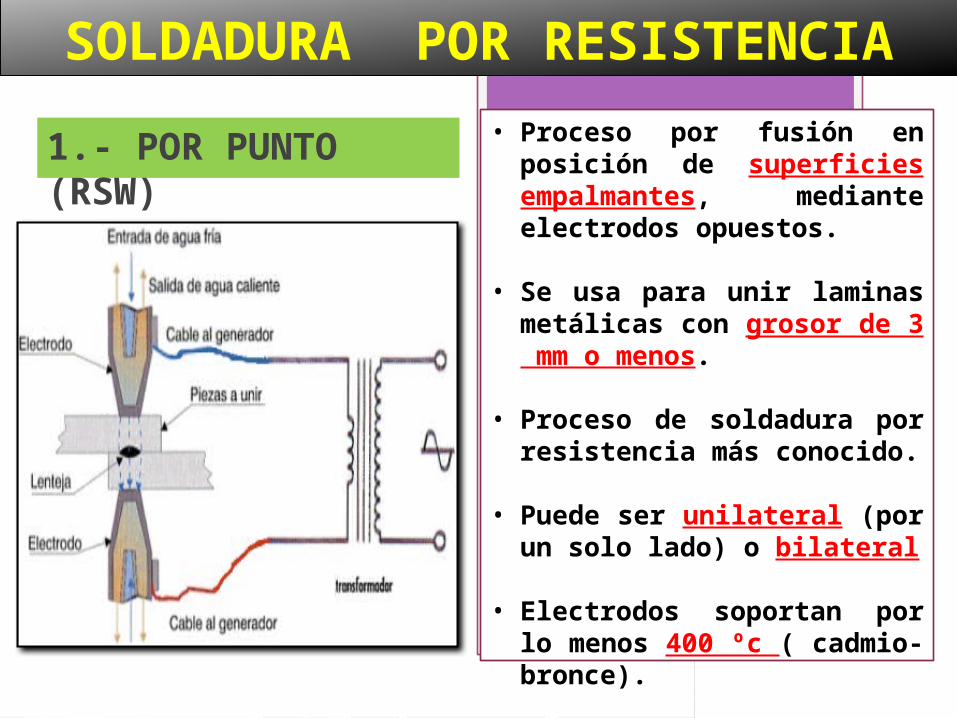
SOLDADURA POR RESISTENCIA
1.- POR PUNTO (RSW)
• Proceso por fusión en posición de superficies empalmantes, mediante electrodos opuestos.
• Se usa para unir laminas metálicas con grosor de 3 mm o menos.
• Proceso de soldadura por resistencia más conocido.
• Puede ser unilateral (por un solo lado) o bilateral
• Electrodos soportan por lo menos 400 ºc ( cadmio-bronce).

Existen algunas máquinas de la soldadura por
puntos:
• Robots para la soldadura por puntos.
• 10000 puntos / h• 400 kw• Tensión secundaria
1-12 voltios• Densidad de
corriente 80 A / mm2 • Espesor 2-15 kg /
mm2
SOLDADURA POR RESISTENCIA
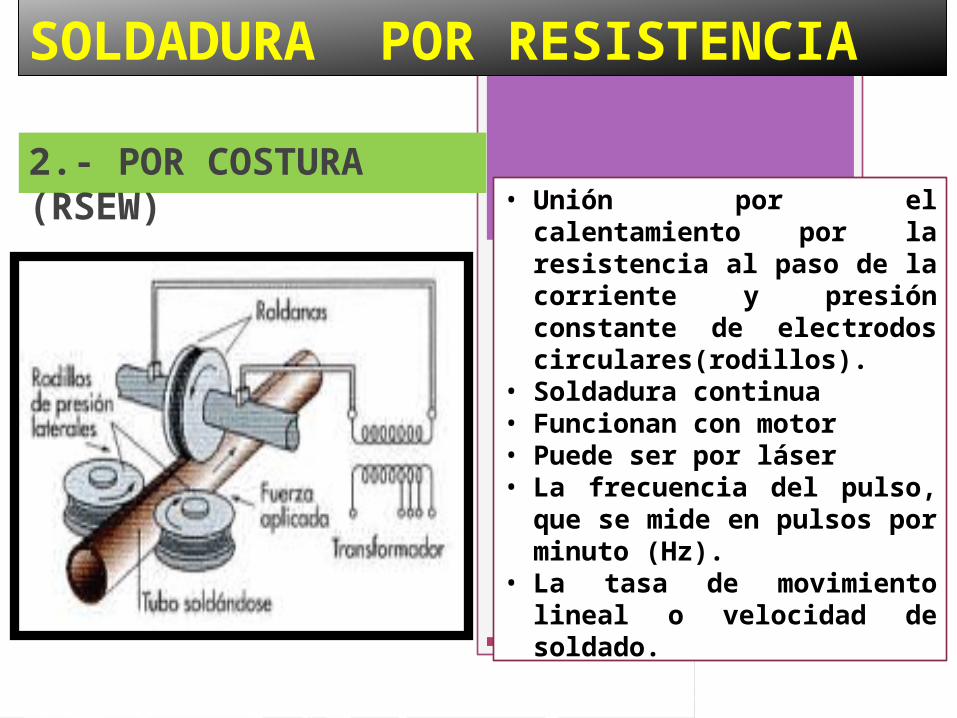
2.- POR COSTURA (RSEW) • Unión por el
calentamiento por la resistencia al paso de la corriente y presión constante de electrodos circulares(rodillos).
• Soldadura continua• Funcionan con motor• Puede ser por láser• La frecuencia del pulso,
que se mide en pulsos por minuto (Hz).
• La tasa de movimiento lineal o velocidad de soldado.
SOLDADURA POR RESISTENCIA
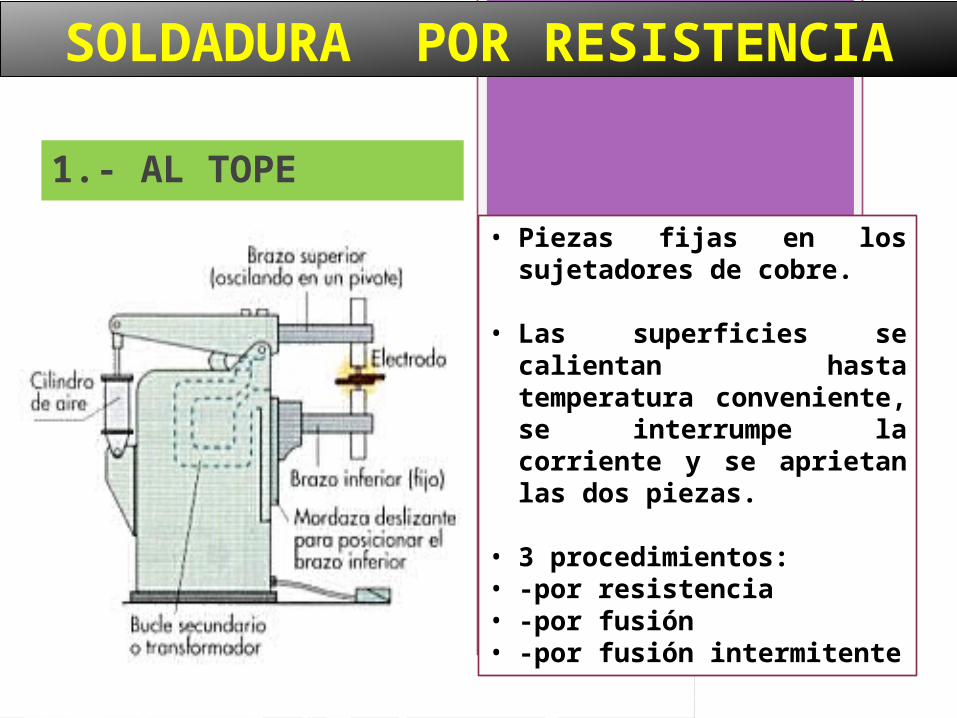
1.- AL TOPE
• Piezas fijas en los sujetadores de cobre.
• Las superficies se calientan hasta temperatura conveniente, se interrumpe la corriente y se aprietan las dos piezas.
• 3 procedimientos:• -por resistencia• -por fusión• -por fusión intermitente
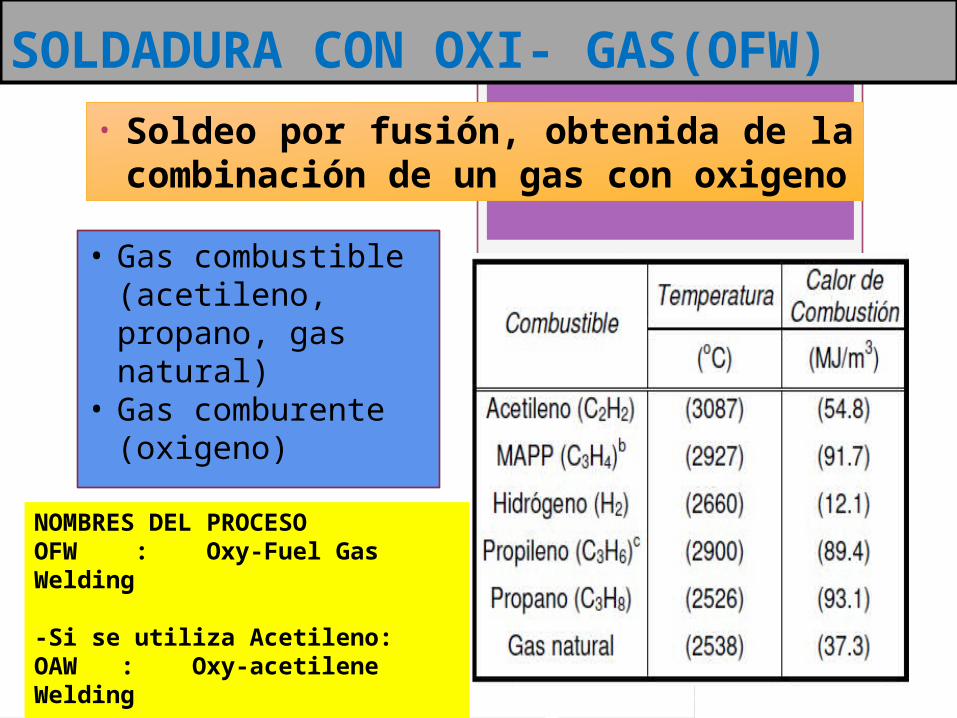
SOLDADURA CON OXI- GAS(OFW)
• Soldeo por fusión, obtenida de la combinación de un gas con oxigeno
• Gas combustible (acetileno, propano, gas natural)
• Gas comburente (oxigeno)
NOMBRES DEL PROCESO OFW : Oxy-Fuel Gas Welding
-Si se utiliza Acetileno:OAW : Oxy-acetilene Welding
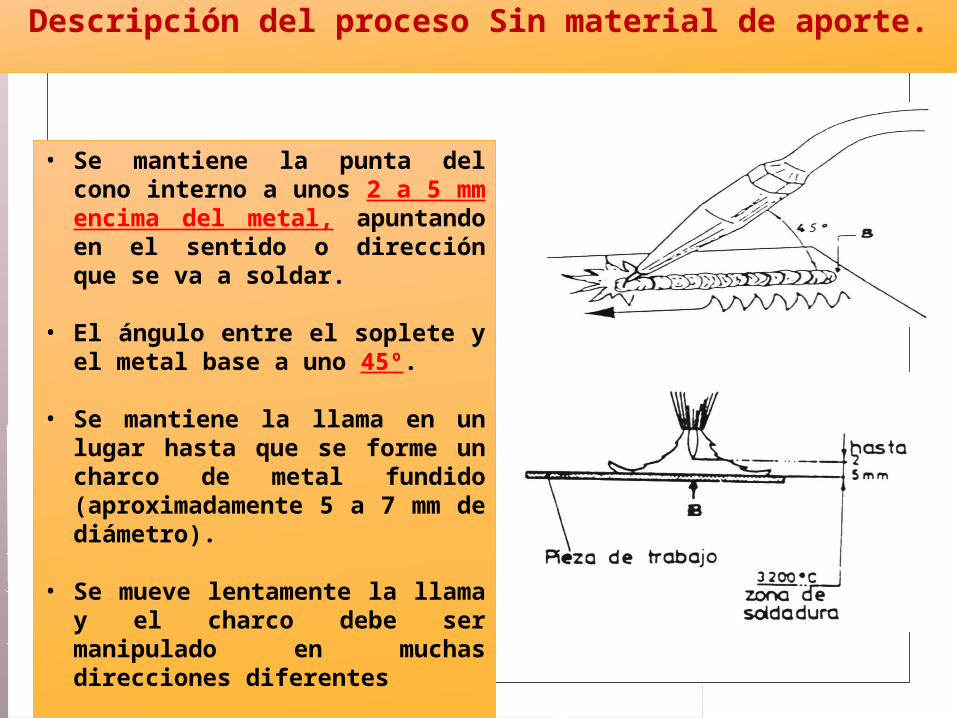
Descripción del proceso Sin material de aporte.
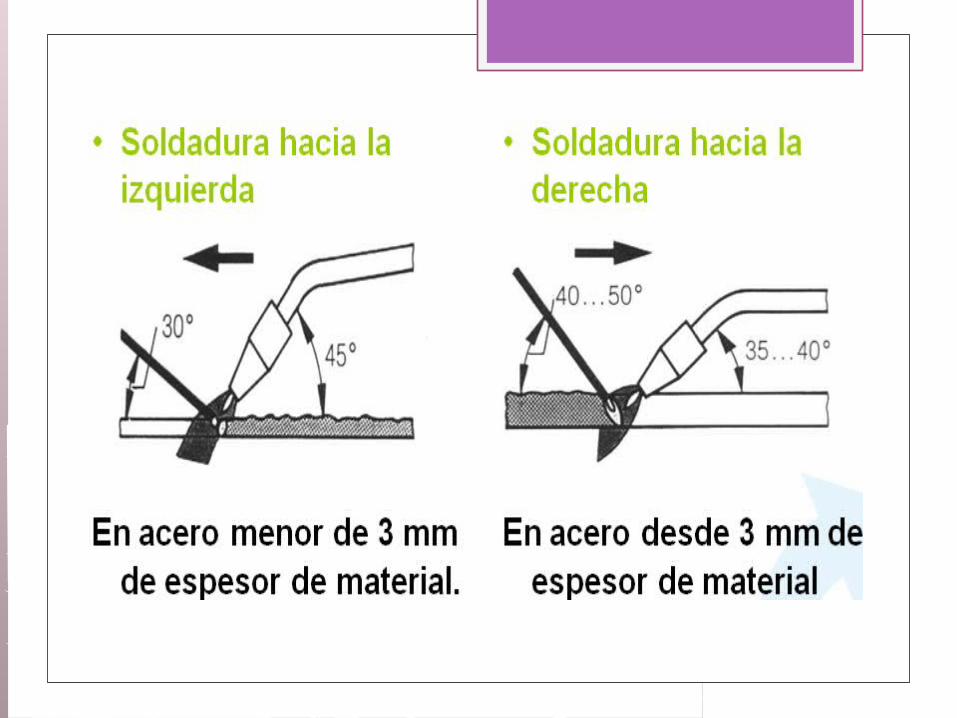
• Se mantiene la punta del cono interno a unos 2 a 5 mm encima del metal, apuntando en el sentido o dirección que se va a soldar.
• El ángulo entre el soplete y el metal base a uno 45º.
• Se mantiene la llama en un lugar hasta que se forme un charco de metal fundido (aproximadamente 5 a 7 mm de diámetro).
• Se mueve lentamente la llama y el charco debe ser manipulado en muchas direcciones diferentes
Con material de aporte
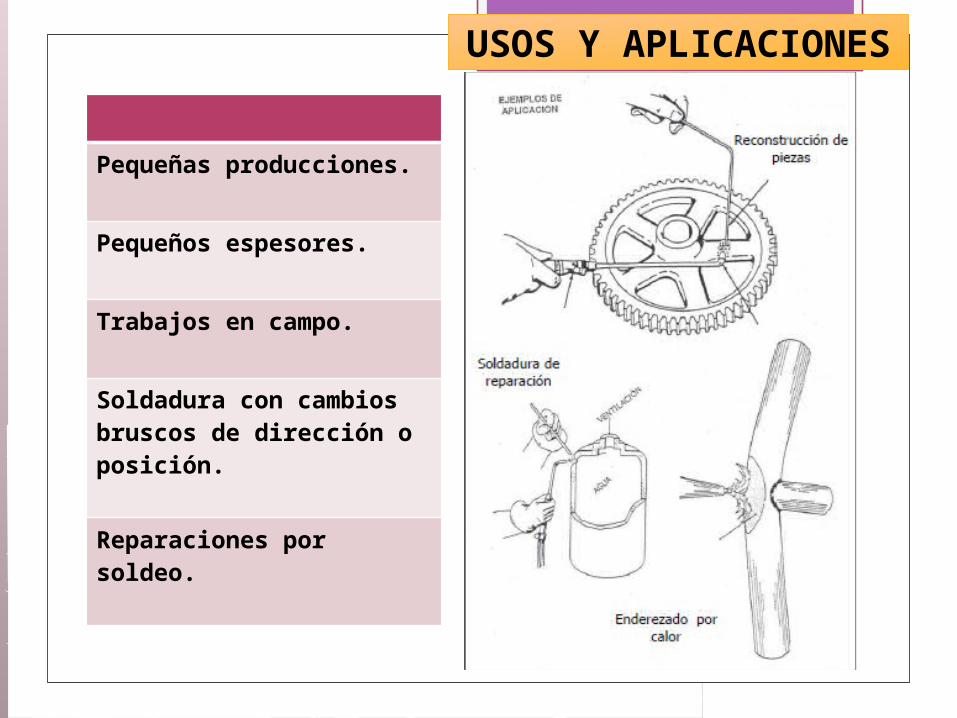
Pequeñas producciones.
Pequeños espesores.
Trabajos en campo.
Soldadura con cambios bruscos de dirección o posición.
Reparaciones por soldeo.
USOS Y APLICACIONES
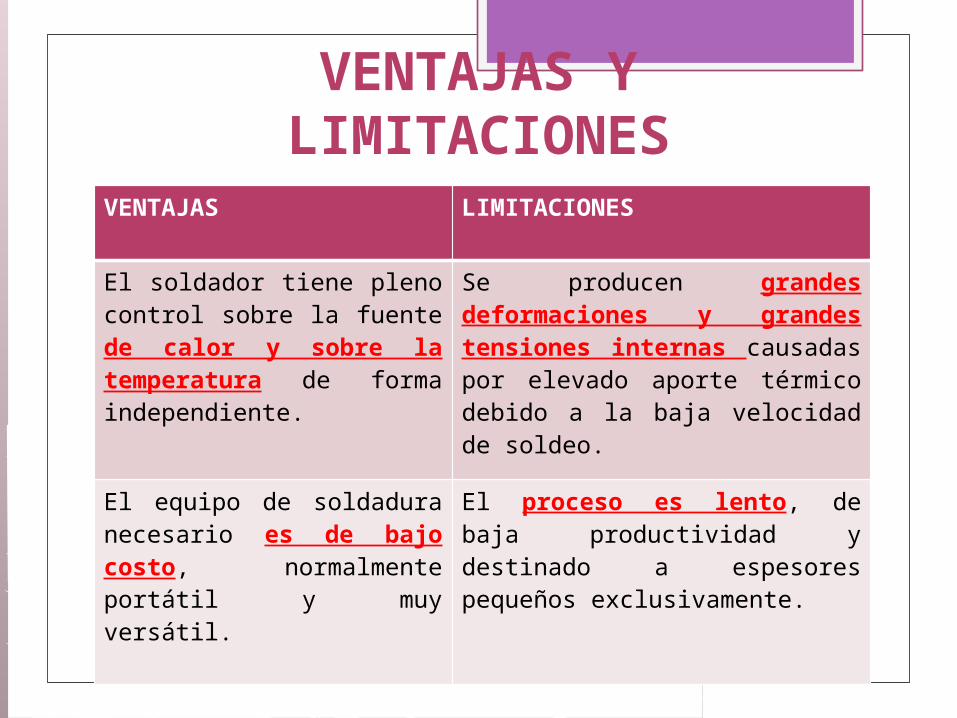
VENTAJAS Y LIMITACIONES
VENTAJAS LIMITACIONES
El soldador tiene pleno control sobre la fuente de calor y sobre la temperatura de forma independiente.
Se producen grandes deformaciones y grandes tensiones internas causadas por elevado aporte térmico debido a la baja velocidad de soldeo.
El equipo de soldadura necesario es de bajo costo, normalmente portátil y muy versátil.
El proceso es lento, de baja productividad y destinado a espesores pequeños exclusivamente.
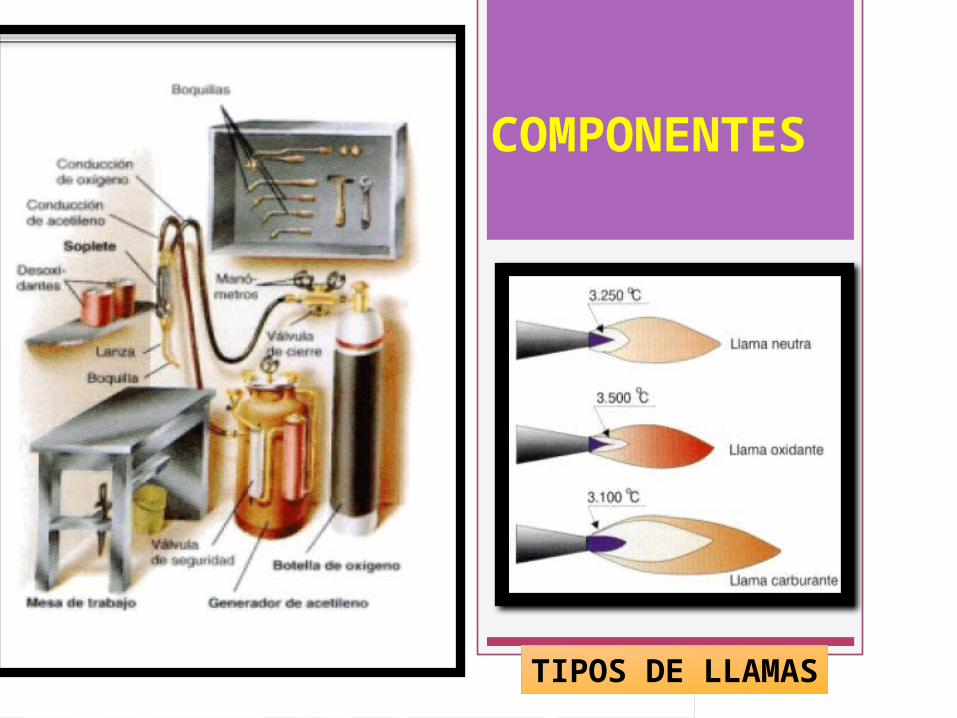
COMPONENTES
TIPOS DE LLAMAS
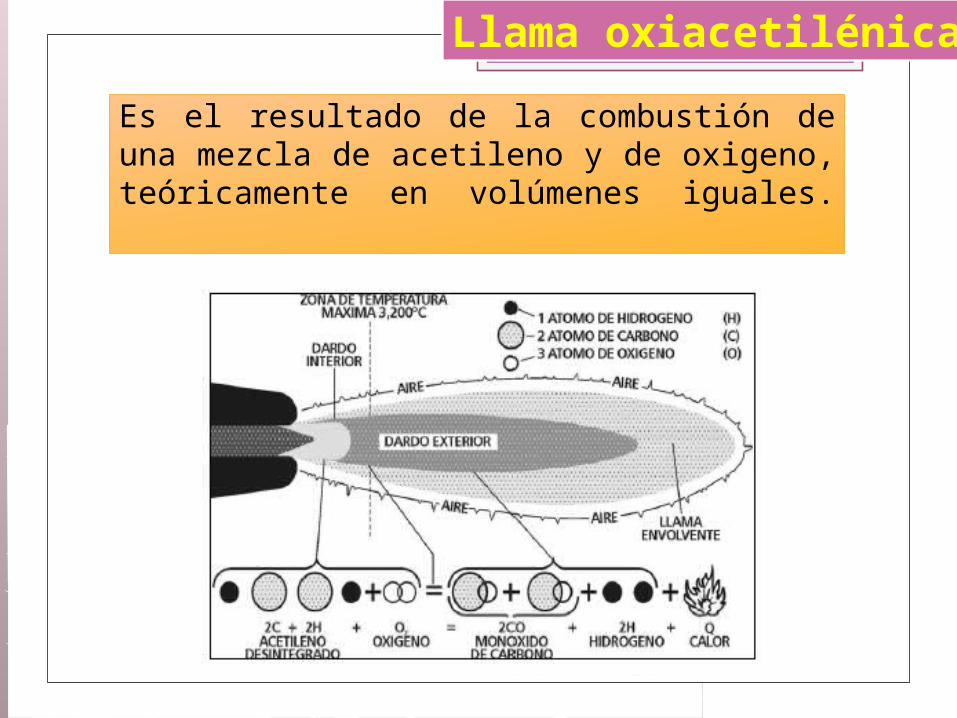
Es el resultado de la combustión de una mezcla de acetileno y de oxigeno, teóricamente en volúmenes iguales.
Llama oxiacetilénica
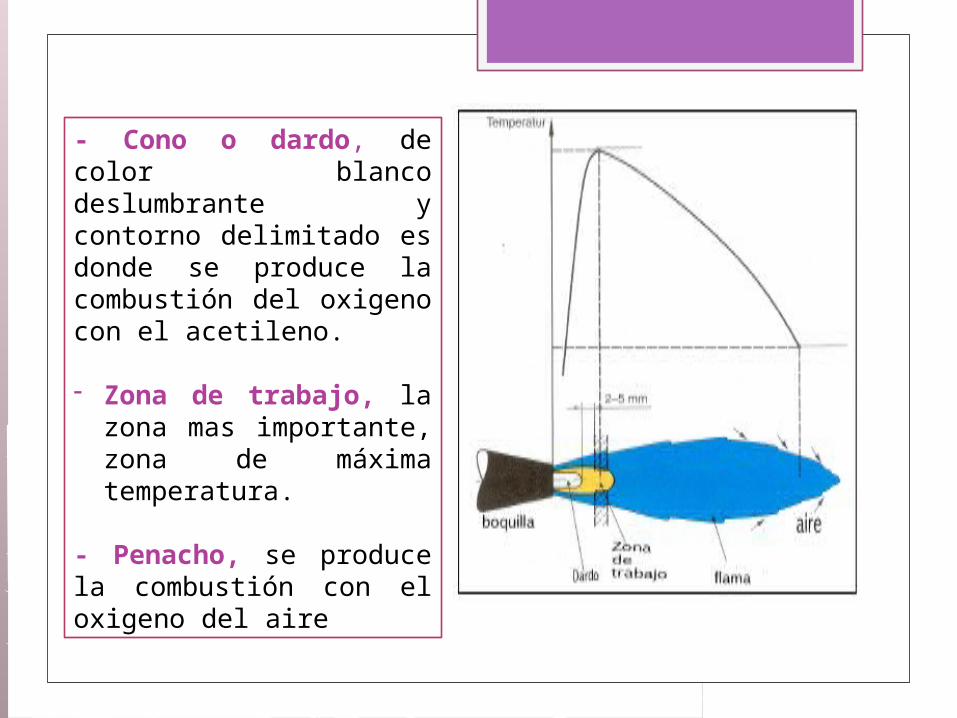
- Cono o dardo, de color blanco deslumbrante y contorno delimitado es donde se produce la combustión del oxigeno con el acetileno.
- Zona de trabajo, la zona mas importante, zona de máxima temperatura.
- Penacho, se produce la combustión con el oxigeno del aire

SOLDADURA POR ARCO
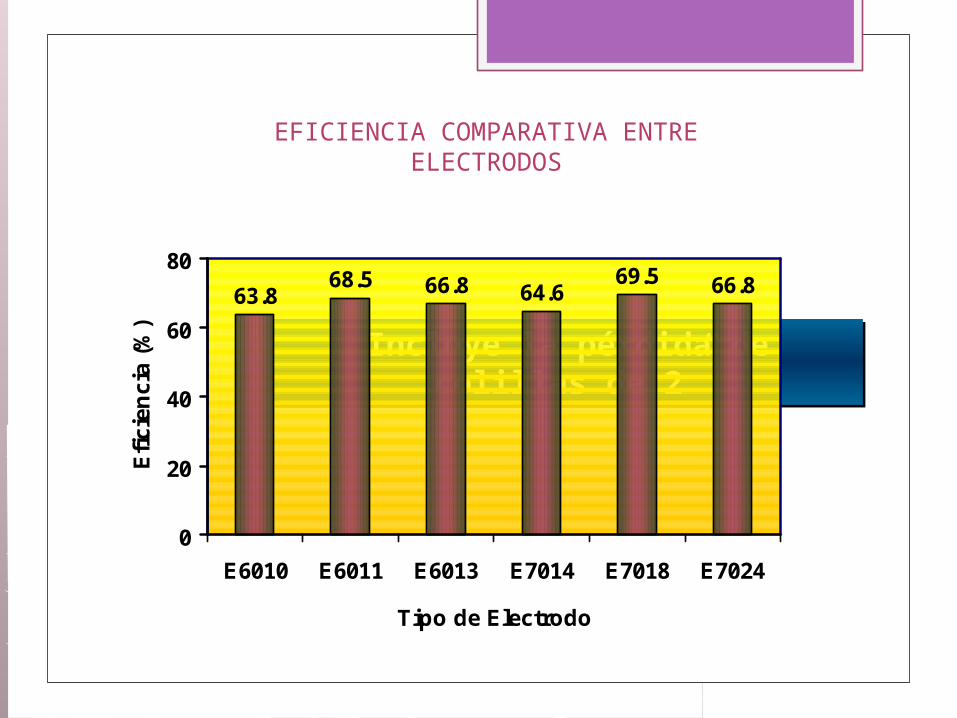
EFICIENCIA COMPARATIVA ENTRE ELECTRODOS
63.868.5 66.8 64.6
69.5 66.8
0
20
40
60
80
E6010 E6011 E6013 E7014 E7018 E7024
Tipo de Electrodo
Efi
cien
cia
(%)
Incluye la pérdida de colillas de 2”
Incluye la pérdida de colillas de 2”
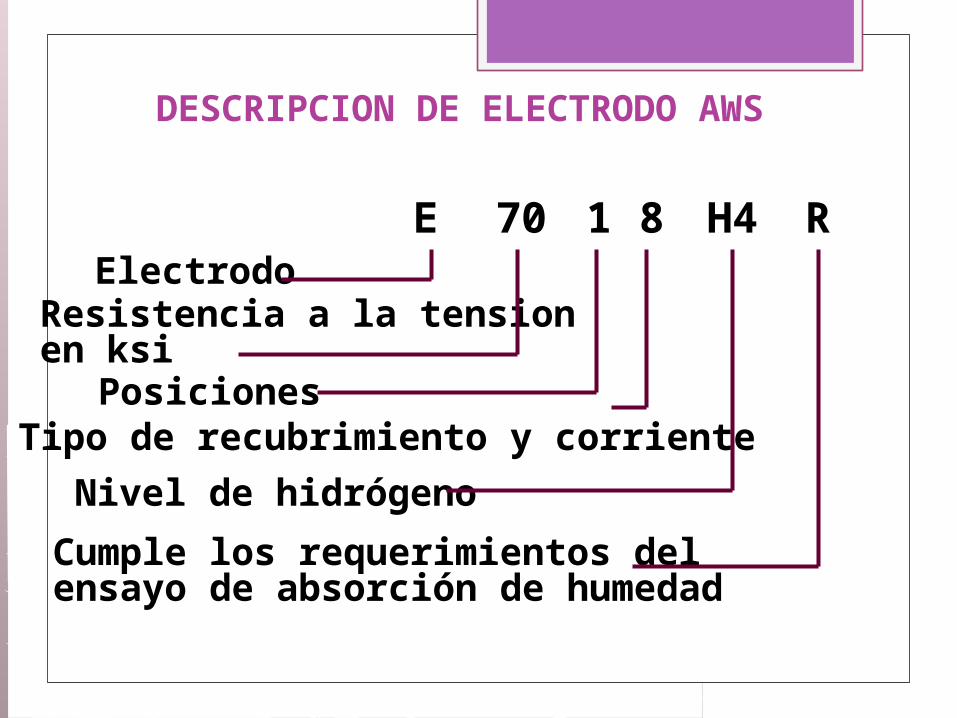
ElectrodoResistencia a la tensionen ksi
PosicionesTipo de recubrimiento y corriente
Nivel de hidrógeno
Cumple los requerimientos delensayo de absorción de humedad
E 70 1 8 H4 R
DESCRIPCION DE ELECTRODO AWS

SOLDADURA POR CHISPA
• La vemos en cada ferretería
• Superficies enfrentadas entre sí
• Ejemplos: barras accionadoras, cadenas, tuberías, vías ferroviarias, etc.
SOLDADURA POR ARCO
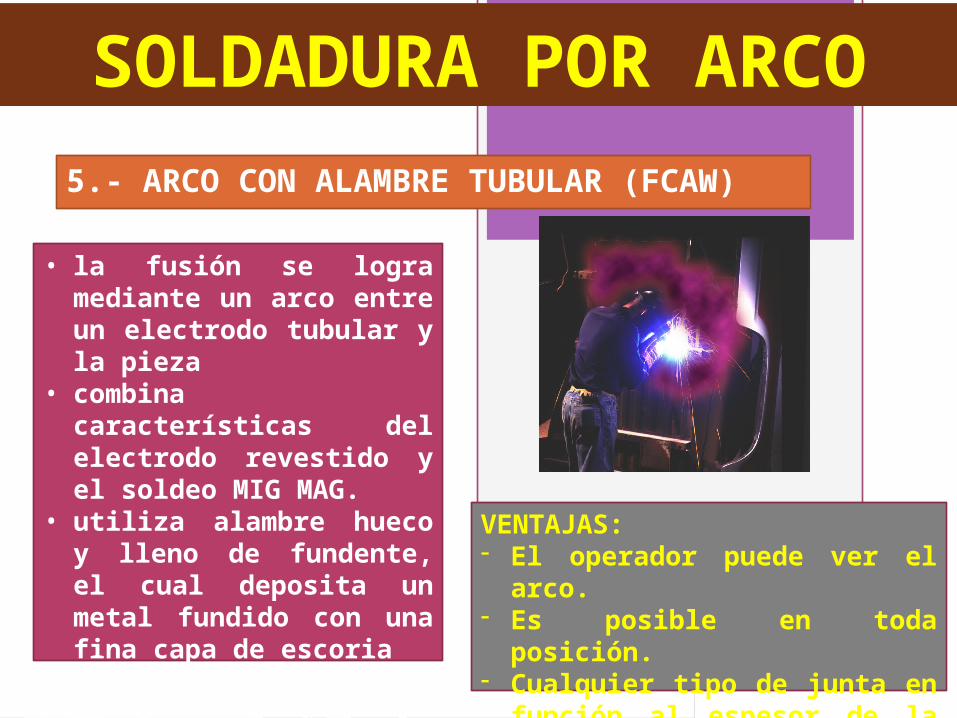
5.- ARCO CON ALAMBRE TUBULAR (FCAW)
• la fusión se logra mediante un arco entre un electrodo tubular y la pieza
• combina características del electrodo revestido y el soldeo MIG MAG.
• utiliza alambre hueco y lleno de fundente, el cual deposita un metal fundido con una fina capa de escoria
VENTAJAS:- El operador puede ver el
arco.- Es posible en toda posición.- Cualquier tipo de junta en
función al espesor de la plancha

SOLDADURA POR ARCO
5.- ARCO CON ALAMBRE TUBULAR (FCAW)
A) Con protección de gas:
- Soldaduras sanas y suaves
- Penetración profunda
B) Sin protección o auto protegido:- Penetración moderada- Posibilidad de soldar en corriente
de aire- Metal depositado de alta calidad
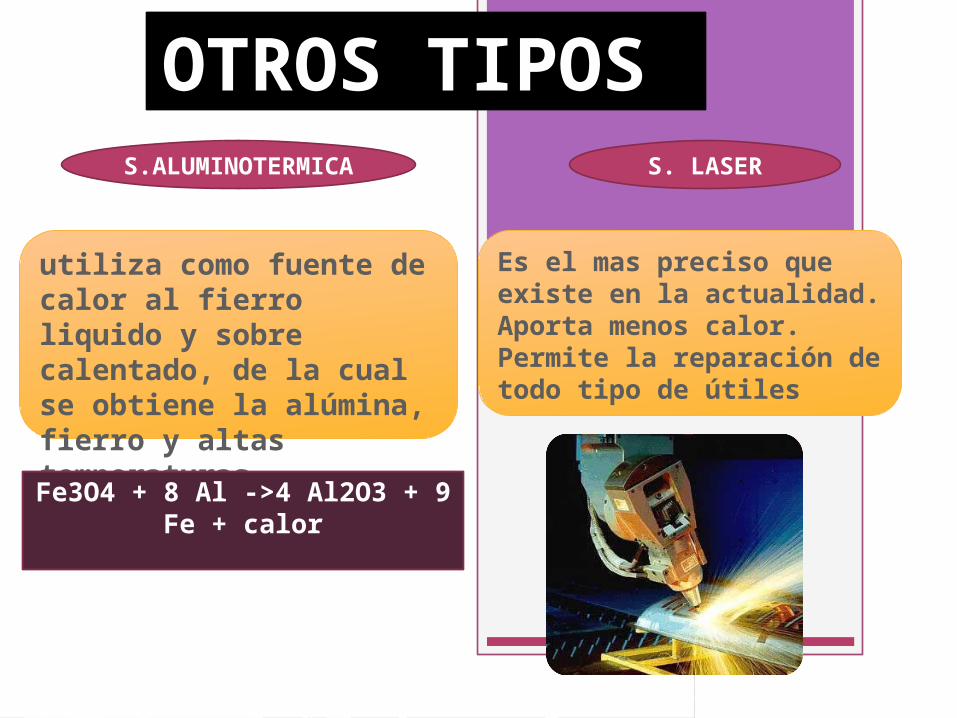
OTROS TIPOS S.ALUMINOTERM
ICAS. LASER
utiliza como fuente de calor al fierro liquido y sobre calentado, de la cual se obtiene la alúmina, fierro y altas temperaturas
Es el mas preciso que existe en la actualidad. Aporta menos calor.Permite la reparación de todo tipo de útiles
Fe3O4 + 8 Al ->4 Al2O3 + 9 Fe + calor
NORMASAplicar normas y códigos asegura que una estructura o componente tendrá un nivel de calidad adecuado para una función especifica con condiciones de seguridad y uniformidad
ASME B31
BPVC
ANSI
UNE- EN
“code for pressure piping”
“the ASME boiler and pressure vessel code”
“americam national standards institute”
Normativa española europea
INSPECCION Y CONTROL DE CALIDAD
ANTES:- Chequear equipos de
soldaduras- Chequear montaje y
alineamiento- Chequear limpieza
de las piezas.- Chequear
precalentamiento cuando se requiera
DURANTE:- inspección visual de
capa pase.- chequear la limpieza
entre pases.- chequear la
temperatura.- chequear colocación
y secuencia de pases.
- Chequear superficies de respaldo
DESPUES:- Chequear longitudes
y distancias.- Chequear la
apariencia final.- Chequear la
precisión dimensional del ensamble soldado.
- Chequear el tamaño
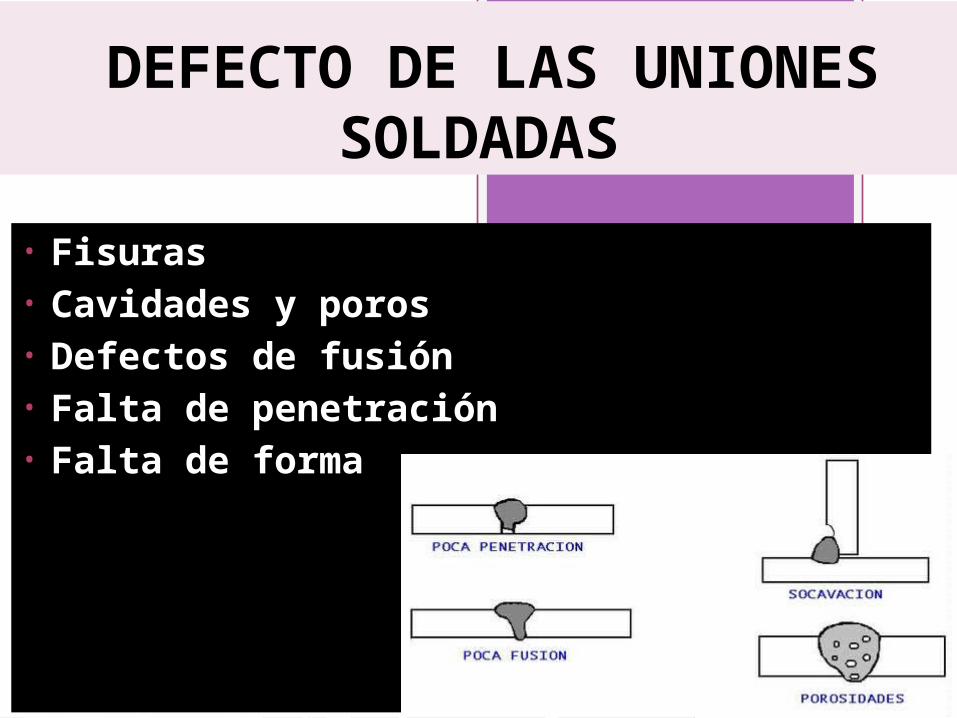
DEFECTO DE LAS UNIONES SOLDADAS
• Fisuras• Cavidades y poros• Defectos de fusión • Falta de penetración• Falta de forma
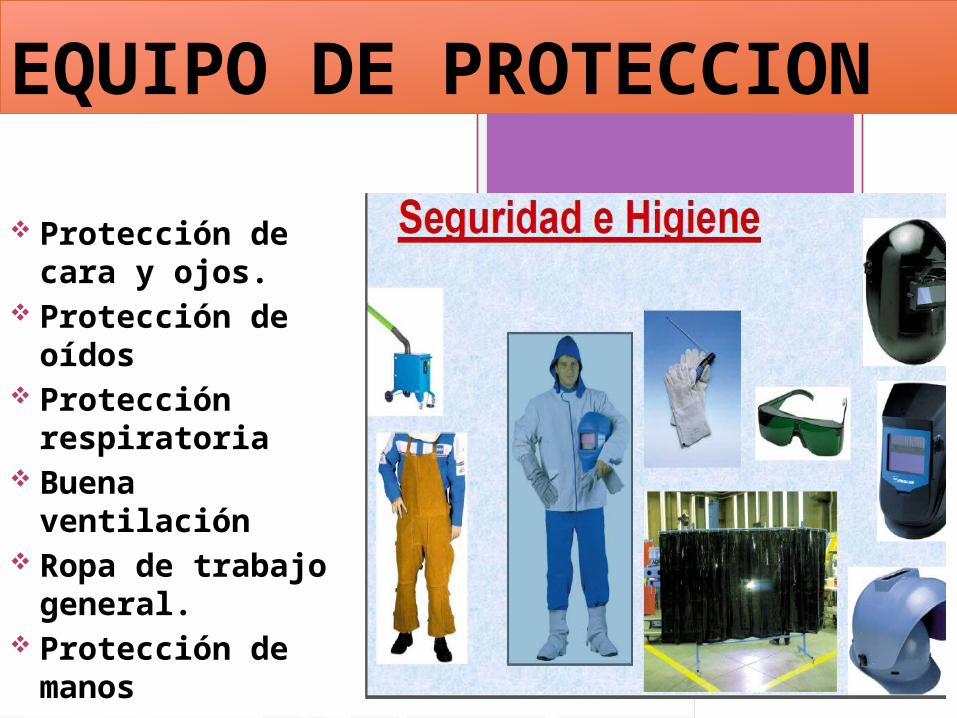
EQUIPO DE PROTECCION
Protección de cara y ojos.
Protección de oídos
Protección respiratoria
Buena ventilación Ropa de trabajo
general. Protección de
manos

UNIONES SOLDADAS1.- CORTES

UNIONES SOLDADAS
2.- CARA Y RAIZ DE UNA SOLDADURA
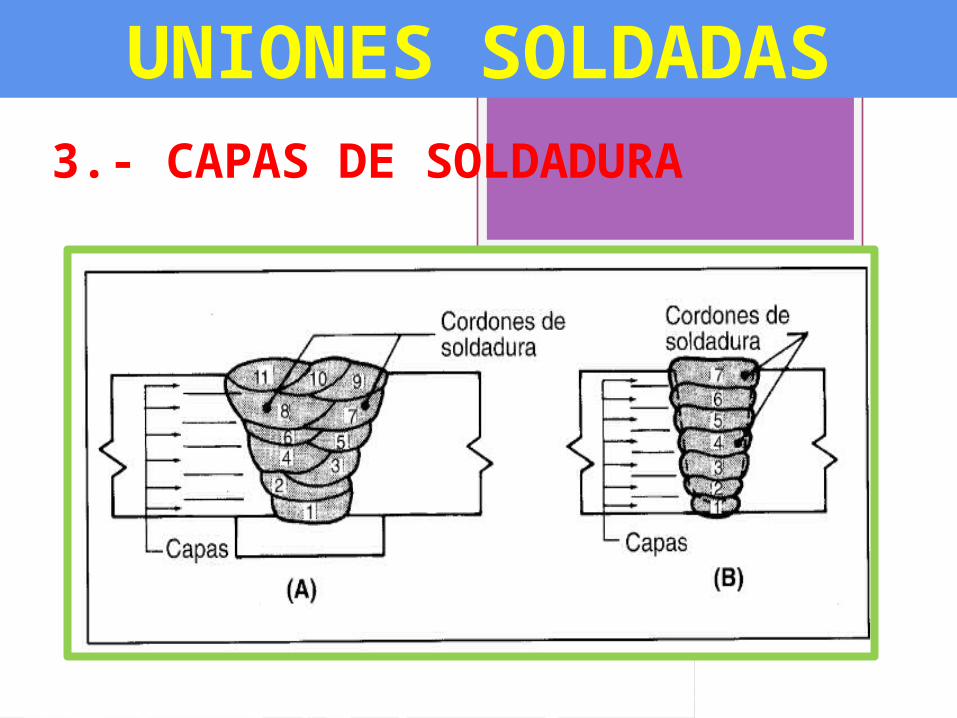
UNIONES SOLDADAS3.- CAPAS DE SOLDADURA

UNIONES SOLDADAS4.- TIPOS DE UNIONES
SIMBOLOGIA
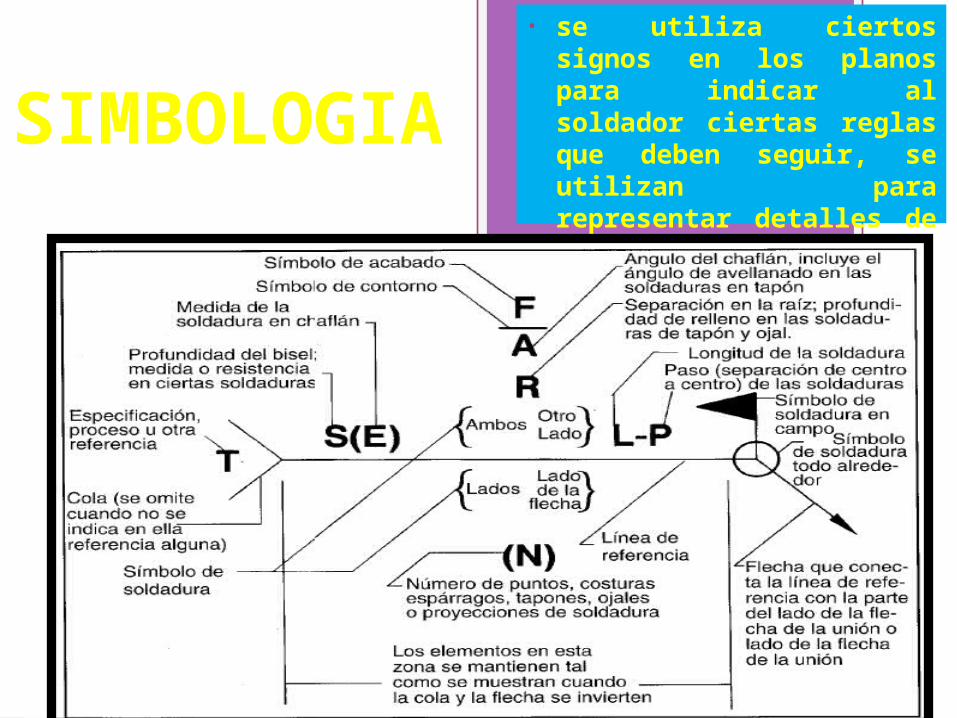
• se utiliza ciertos signos en los planos para indicar al soldador ciertas reglas que deben seguir, se utilizan para representar detalles de diseños
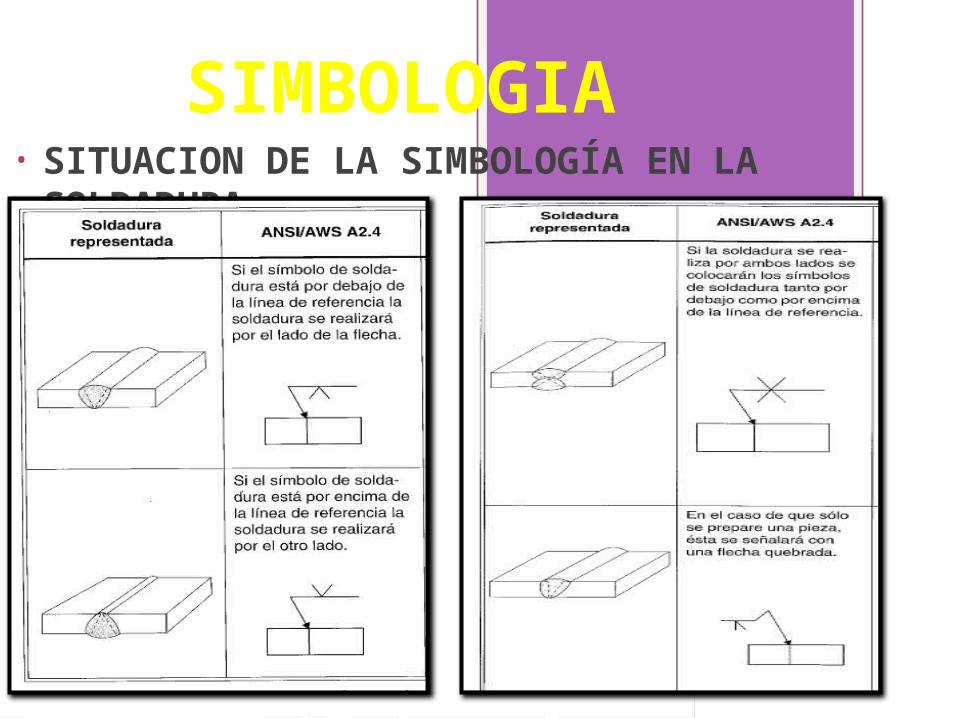
• SITUACION DE LA SIMBOLOGÍA EN LA SOLDADURA
SIMBOLOGIA
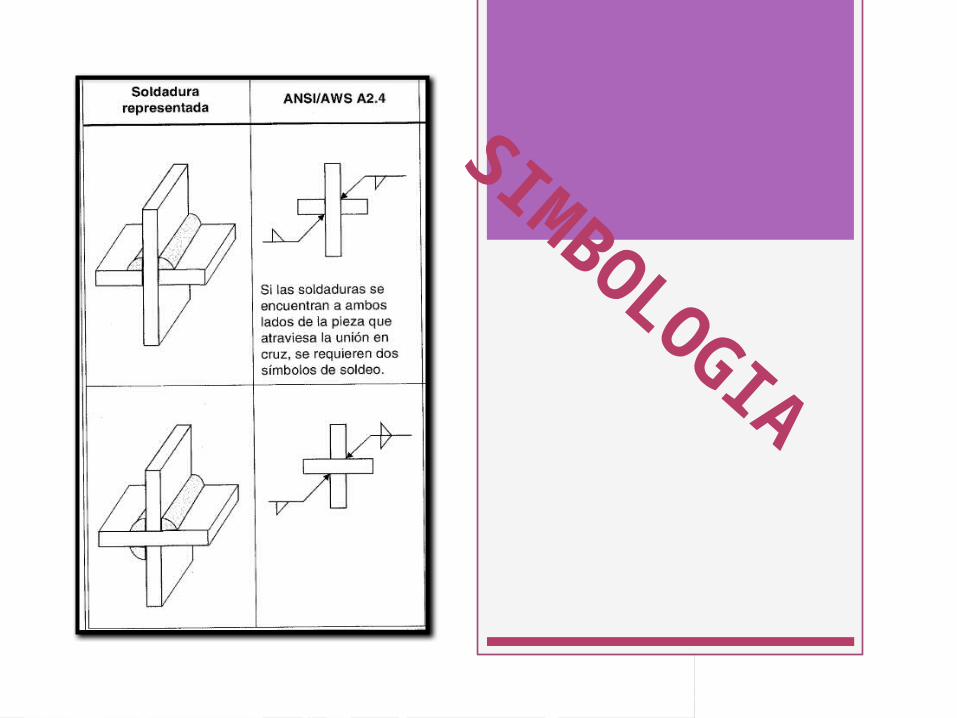
SIMBOLOGIA
CONCLUSIONES Para cada aplicación existirá la posibilidad
de emplear varios procesos de soldadura. La selección dependerá de los procesos que
tengamos disponibles y del dominio de cada uno de ellos.
Desde el punto de vista técnico, cada proceso brinda diferentes calidades de uniones soldadas.
Desde el punto económico cada proceso de soldadura nos brindara diferentes costos de uniones soldadas

GRACIAS…!