sistemas de manufactura integrados por computadora
TRANSCRIPT

Nombre de la asignatura:Sistemas de Manufactura Integrados por Computadora
Carrera: Ing. IndustrialClave de la asignatura: CME-07-06Presenta: Ing. José Agustín Colina SánchezPeríodo escolar: Ago-Dic2013

UNIDAD TEMAS SUBTEMAS
1 Etapas de la industria manufacturera
1.1.- INDUSTRIALIZACION1.2.- MECANIZACION1.3.- AUTOMATIZACION1.4.- INTEGRACION
2 Grupos Tecnológicos
2.1.- DEFINICION2.2.- SISTEMAS DE PRODUCCION2.3.- IMPACTO DE GT EN EL DESEMPEÑO DE SISTEMAS DE PRODUCCION2.4.- IMPACTO DE GT EN OTRAS AREAS FUNCIONALES2.5.- VENTAJAS Y DESVENTAJAS DE GT2.6.- REQUERIMIENTOS PARA APLICAR GT2.7.- NECESIDADES DE LA INFORMACION2.8.- METODOLOGIA PARA LA INFORMACION DE GT2.9.- SISTEMAS DE CLASIFICACION Y CODIFICACION2.10.- DISTRIBUCION DE PLANTA PARA GT
3 Control Numérico
3.1.- OPERACIONE SY MAQUINAS PARA EL MAQUINADO DE SUPERFICIES3.2.- FORMACIÓN ESTÁNDARES DE MATERIALES.3.3.-MAQUINAS – HERRAMIENTAS CONTROLADAS NUMÉRICAMENTE.3.4.- CRITERIO PARA USAR MAQUINAS – HERRAMIENTAS CON CONTROL NUMÉRICO.3.5.- CONTROL NUMÉRICO.3.6.- EVOLUCIÓN DE CONTROL COMPUTARIZADO EN MANUFACTURA.3.7.- EVOLUCIÓN DE LOS SISTEMAS DE MANUFACTURA BASADOS EN CN.3.8.- BENEFICIOS DE LAS MAQUINAS DE CONTROL NUMÉRICO.
4 Programación de control numérico
4.1.- ONE PIECE FLOW (FLUJO DE UNA SOLA PIEZA)4.2.- PALABRAS USADAS EN CONTROL NUMÉRICO.4.3.- PALABRAS DE FUNCIÓN PREPARATORIA.4.4.- PALABRAS DE FUNCIÓN MISCELÁNEAS.4.5.- EJEMPLOS DE APLICACIÓN.
5 Introducción y generalidades del CIM
5.1.-CONCEPTOS BÁSICOS DE LA MANUFACTURA INTEGRADA POR COMPUTADORA.5.2.-VENTAJAS Y DESVENTAJAS DE LOS SISTEMAS CIM.5.3.-PANORAMA HISTÓRICO DE LOS SISTEMAS CIM5.4.-ELEMENTOS DEL CIM

UNIDAD 1ETAPAS DE LA INDUSTRIA MANUFACTURERA

Se conoce como industrialización el proceso por el que un Estado o comunidad social pasa de una economía basada en la agricultura a una fundamentada en el desarrollo industrial y en el que éste representa en términos económicos el sostén fundamental del Producto Interior Bruto y en términos de ocupación ofrece trabajo a la mayoría de la población.
Unidad 1. Etapas de la industria manufacturera1.1 Industrialización
Supone además una economía de libre cambio, se elimina al sector del campesinado, obligándolo a migrar a las ciudades donde se han ido instalando las fábricas, que con grandes, muestras de avances tecnológicos, aumentan la velocidad de producción (y así aumentan el capital), ahora en fabricas, antes en el espacio domestico de los campesinos, como ser tejidos, utensilios, cerámica.
Dicho de una manera más simple: "Dar predominio a las industrias en la economía de un país."1 o " Desarrollo del sistema económico y técnico necesario para transformar las materias primas en productos adecuados para el consumo."2

Mecanización consiste en proveer a operadores humanos con maquinaria para ayudarles con los requerimientos físicos del trabajo.
También se refiere al uso de máquinas para reemplazar la labor manual o el uso de animales. El siguiente paso de la mecanización es la automatización.
El término es principalmente usado en el ámbito industrial. Con la aparición de herramientas mecanizadas, como el torno propulsado por vapor se redujo drásticamente el tiempo necesario para llevar a cabo diversas tareas, mejorando la productividad. Hoy en día, muy pocas de las labores de construcción se llevan a cabo con herramientas manuales.
Unidad 1. Etapas de la industria manufacturera1.2 Mecanización

Automatización Industrial (automatización; del griego antiguo auto: guiado por uno mismo) es el uso de sistemas o elementos computarizados y electromecánicos para controlar maquinarias y/o procesos industriales.
Las primeras máquinas simples sustituían una forma de esfuerzo en otra forma que fueran manejadas por el ser humano, tal como levantar un peso pesado con sistema de poleas o con una palanca. Posteriormente las máquinas fueron capaces de sustituir formas naturales de energía renovable, tales como el viento, mareas, o un flujo de agua por energía humana.
Unidad 1. Etapas de la industria manufacturera1.3 Automatización
Primeros ejemplos (griegos y árabes) deControl automático:
• Reloj de agua, Ktesibio (flotador): 270 a.C.
• Lámpara de aceite de nivel constante., Philon de Byzantium: 250 a. C.
Revolución Industrial:
• J. Watt inventó, en 1769, la máquina de vapor con Regulador Automático de velocidad.
La automatización como una disciplina de la ingeniería que es más amplia que un mero sistema de control, abarca la instrumentación industrial, que incluye los sensores, los transmisores de campo, los sistemas de control y supervisión, los sistemas de transmisión y recolección de datos y las aplicaciones de software en tiempo real para supervisar, controlar las operaciones de plantas o procesos industriales.
Unidad 1. Etapas de la industria manufacturera1.3 Automatización
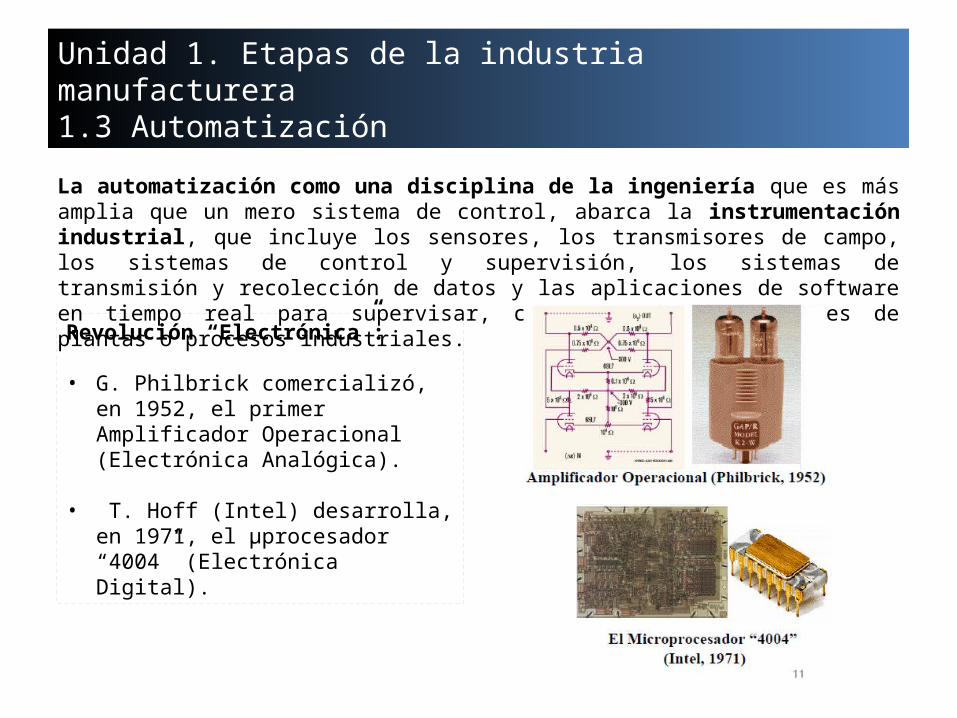
Revolución “Electrónica”:
• G. Philbrick comercializó, en 1952, el primer Amplificador Operacional (Electrónica Analógica).
• T. Hoff (Intel) desarrolla, en 1971, el μprocesador “4004” (Electrónica Digital).

Es un sistema de fabricación que integra el diseño asistido por computador (CAD), la ingeniería asistida por computador (CAE) y la fabricación asistida por computador (CAM) con la verificación, la comercialización y la distribución.
Unidad 1. Etapas de la industria manufacturera1.4 Integración
La automatización integrada suele recibir el nombre de CIM (Computer Integrated Manufacturing).
Dado que en ella se automatizan, de forma coordinada, todas las tareas que forman parte del ciclo completo del proceso del producto, se la conoce también por las siglas TIA (Totally Integrated Automation).

Unidad 1. Etapas de la industria manufacturera1.4 Integración

UNIDAD 2GRUPOS TECNOLÓGICOS

GRUPOS TECNOLÓGICOS es una filosofía de manufactura en donde las partes similares son identificadas y agrupadas tomando ventaja de su similitud en manufactura y diseño. Partes similares son agrupadas dentro de familias de partes. Entonces, estas resultan de la existencia de problemas similares que se agrupan para formar grupos de familias de problemas similares que ofrecen la solución sencilla, con ahorro de tiempo y esfuerzo.
Las similitudes son de dos tipos:
• Atributos de diseño.- Comúnmente los criterios calificativos son las dimensiones, tolerancias, formas, acabados y tipo de material.
• Atributos de manufactura.- los criterios calificativos son los procesos de producción, la secuencia de operaciones, el tiempo de producción, las herramientas requeridas, los escantillones requeridos y el tamaño de lote.
Unidad 2. Grupos tecnológicos2.1 Definición

Su objetivo es conseguir alta repetibilidad con bajos volúmenes de producción y consta de las siguientes fases:
Unidad 2. Grupos tecnológicos2.1 Definición
• Creación de familias basándose en el tamaño, forma, prestaciones, rutas de proceso, etc.
• Organización de las máquinas necesarias para desarrollar los procesos básicos, que se realiza en áreas separadas denominadas células o celdas de fabricación.
• Definición e implantación de un sistema de clasificación y codificación de los productos.

Componentes de un sistema de producción industrial:
• Máquinas
• Sistemas de manipulación y/o transporte de materiales
• Sistemas de control por computador
• Recursos humanos
Unidad 2. Grupos tecnológicos2.2 Sistemas de producción

Tipos de máquinas de producción:
• Manuales: están directamente supervisadas por un operario. La máquina proporciona la fuerza y la energía, y el trabajador proporciona el control.
• Semiautomáticas: un programa en la máquina ocupa una parte del ciclo y el operario la otra parte del ciclo.
• Automáticas: las máquinas operan largos periodos de tiempo sin intervención del operario. Se requiere su vigilancia cada cierto número de ciclos.
Unidad 2. Grupos tecnológicos2.2 Sistemas de producción

Tipos de sistemas de manipulación de material:
• Carga: mueven la unidad de trabajo hasta las máquinas de producción o equipamiento de proceso.
• Colocación o posicionamiento: cuando se requiere precisión y exactitud, se encargan de situar la unidad de trabajo en la máquina con una colocación determinada.
• Descarga: una vez la operación de producción está terminada, se retira la unidad de trabajo de la máquina y se realiza su transporte a otra o simplemente se retira.
Unidad 2. Grupos tecnológicos2.2 Sistemas de producción
Funciones de los sistemas de control por computador:
• Comunicar instrucciones a los trabajadores
• Descarga de programas de piezas a las máquinas controladas por computador
• Control y/o coordinación de los sistemas de manipulación y transporte de material
• Planificación de la producción en planta
• Diagnóstico de averías
• Supervisión de seguridad en los procesos
• Control de calidad
Unidad 2. Grupos tecnológicos2.2 Sistemas de producción

Funciones de los recursos humanos:
• OperariosQue realizan el trabajo manual o semiautomáticoQue controlan el proceso automático
• Operadores informáticos y/o programadores
• Personal de mantenimiento
• Otras tareas indirectas…
Unidad 2. Grupos tecnológicos2.2 Sistemas de producción

Los sistemas de manufactura pueden ser clasificados y diferenciados por varias características, entre las principales se encuentra el volumen de producto y la variedad de estos. Esto mismo da la pauta para medir la flexibilidad de los procesos, establecer el grado de especialización de la mano de obra así como el nivel de automatización.
• TRABAJO DE TALLER. En esta configuración se producen lotes más o menos pequeños de una amplia variedad de productos de poca o nula estandarización, empleándose equipos de escasa especialización, los cuales suelen agruparse en talleres o centros de trabajo CT a partir de la función que desarrollan. En este tipo de proceso, en los que la sofisticación tecnológica es muy baja y la automatización nula, suele requerir que el personal domine cada una de las tareas necesarias para la fabricación del producto.
• CÉLULAS DE MANUFACTURA. Consiste en organizar las máquinas herramientas necesarias en áreas separadas para la producción de familias de partes, surgidas de la utilización de la tecnología de grupos.
Unidad 2. Grupos tecnológicos2.3 Impacto de GT en el desempeño de sist. de prod.

• MANUFACTURA FLEXIBLE. Consiste en grupos de estaciones de procesamiento (maquinas-herramientas) interconectadas con mano de obra y almacenamiento que son controlados por un sistema de computo. Este sistema es considerado para llenar un hueco entre la alta producción y la baja. La diferencia está en que los GT es una técnica que se emplea para una gran variedad de productos con bajos volúmenes de producción, mientras que los FMS es un sistema que se utiliza para medios volúmenes de producción con una variedad media de sus modelos.
• LINEAS EN FLUJO. Cuando se trata de la fabricación de grandes lotes de pocos productos diferentes ( con pocas opciones) pero técnicamente homogéneos, usando para ello las mismas instalaciones se usa esta configuración. Se trata de artículos cuyo proceso de obtención en los CT requiere una secuencia similar de operaciones, por lo que dichas máquinas se disponen en líneas, una tras otra. Tras fabricar un lote de un artículo, se procede a ajustar las máquinas y se fabrica un lote de otro distinto y así sucesivamente.
• FLUJO CONTINUO. La fabricación en lotes se transforma en flujo continuo cuando se eliminan los tiempos ociosos y de espera, de forma que siempre se están ejecutando las mismas operaciones, en las mismas máquinas, para la obtención del mismo producto, con una disposición en cada línea. Cada máquina y equipo.
Unidad 2. Grupos tecnológicos2.4 Impacto de GT en otras áreas funcionales

La tecnología de grupos ha sido favorecida por diversos factores, entre los que cabe citar:
• La complejidad de muchas tecnologías o combinaciones de ellas, que han hecho proliferar el número de artículos con diferentes prestaciones, lo cual produce una reducción del tamaño de lotes.
• La necesidad creciente de trabajar con una mayor variedad de materiales diferentes.
• El mayor peso del costo de los materiales en el costo total del producto como resultado de la mayor eficacia del sistema productivo. Este hecho hace que se busquen formas de reducir la tasa de defectos y los residuos.
Unidad 2. Grupos tecnológicos2.5 Ventajas y desventajas de GT

La tecnología de grupos no está exenta de inconvenientes, entre los que cabe citar:
• La instalación de sistemas de clasificación consume mucho tiempo y tiene, en general, un costo elevado.
• No existen enfoques normalizados ni normas de aplicación.
• La agrupación de máquinas no siempre produce una utilización eficiente de ese grupo.
• En ocasiones, la redistribución en planta tiene un costo elevado.
• Debido a que hay que cambiar la forma y los métodos de trabajo, es posible que los empleados opongan cierta resistencia por la adopción de dicha tecnología.
Unidad 2. Grupos tecnológicos2.5 Ventajas y desventajas de GT

CLASIFICAR: Es un proceso separativo en el cual los artículos son divididos en grupos, basados en la existencia o ausencia de características atribuibles.
CODIFICAR: es el proceso de establecer símbolos para ser usados en una significativa comunicación. Para identificar partes con características especificas. Para modelar componentes sin detalles.
Cuando se construye un sistema de código para representar un componente, hay varios factores que se deben considerar:1. La población de un componente ( rotacional, prismático, hojas de metal, etc.)2. Los detalles que representará el código.3. El tipo de estructura: jerárquico, de cadena o híbrido.4. La representación digital (binario, octal, decimal, alfanumérico o hexadecimal,etc)
Unidad 2. Grupos tecnológicos2.6 Requerimientos para aplicar GT
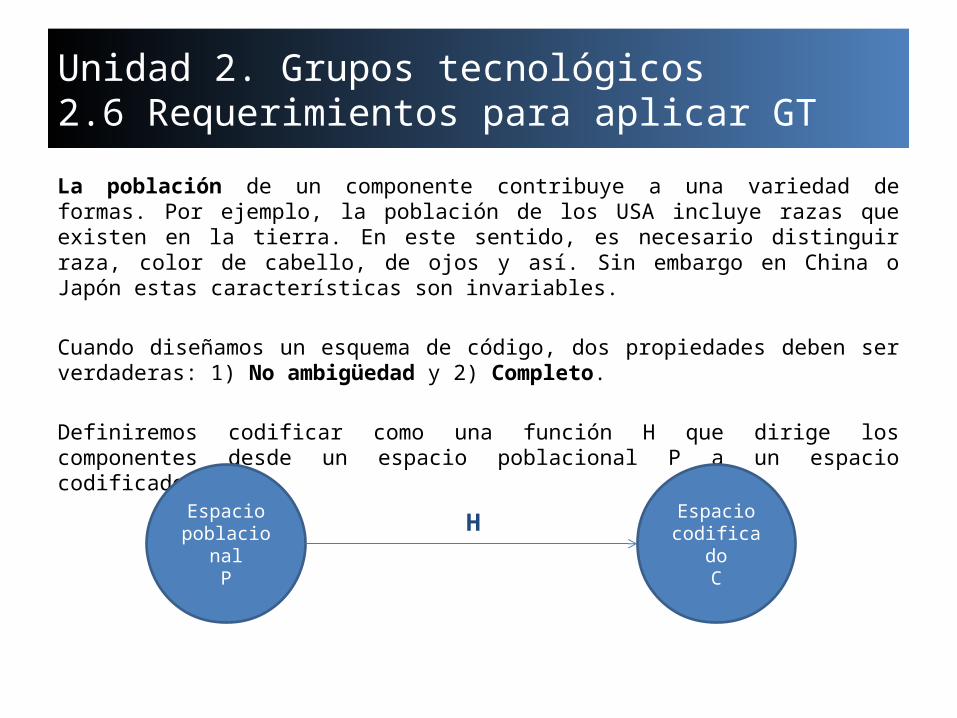
La población de un componente contribuye a una variedad de formas. Por ejemplo, la población de los USA incluye razas que existen en la tierra. En este sentido, es necesario distinguir raza, color de cabello, de ojos y así. Sin embargo en China o Japón estas características son invariables.
Cuando diseñamos un esquema de código, dos propiedades deben ser verdaderas: 1) No ambigüedad y 2) Completo.
Definiremos codificar como una función H que dirige los componentes desde un espacio poblacional P a un espacio codificado C
Unidad 2. Grupos tecnológicos2.6 Requerimientos para aplicar GT
Espacio poblacional
P
Espacio codificado
C
H

Los detalles que representa el código depende solamente de la aplicación del código. El código tiene que ser conciso, si un código se puede representar con 10 o con 100 dígitos, es mejor seleccionar el de 10. La aplicación de una estructura de código depende de la aplicación. Sin embargo, la selección permite diferentes precisiones para diferentes esquemas.
La representación digital.- Por ejemplo, un código de N dígitos con diferentes características permite la siguiente combinación del código.Binario 2 0,1Octal 8 0-7Decimal 10 0-9Hexadecimal 16 0-9, A-FAlfanumérico 26+10 0-9 A-Z
En el desarrollo de un sistema de codificación y clasificación, la pregunta básica es ¿Que hace tu código?. Diferentes departamentos requieren diferente tipo de información. Lo interesante sería generar un código que tuviera toda la información de un sistema
Unidad 2. Grupos tecnológicos2.6 Requerimientos para aplicar GT

La codificación puede ser usada para propósitos de clasificación y los requerimientos de clasificación deben ser considerados durante la construcción de un esquema de código. Entonces, codificación y clasificación están estrechamente relacionados.
Antes de que un código pueda ser construido, un estudio de las características de todos los componentes debe ser completado y entonces valores de códigos pueden ser asignados a las características dependiendo de la aplicación del esquema del código.
Por ejemplo, las tolerancias no son importantes para la recuperación del diseño, entonces, estas no son características en un sistema de codificación orientado al diseño. Sin embargo, en un sistema de codificación orientado a la manufactura, las tolerancias son características importantes.
Unidad 2. Grupos tecnológicos2.7 Necesidades de la información

La estructura de un código es importante porque afecta su longitud, la accesibilidad y la expansibilidad. Hay tres tipos de estructura de código en GT:1. Jerárquico2. De cadena (Matriz)3. Híbrido o Mixto.
Unidad 2. Grupos tecnológicos2.8 Metodología para la información de GT
Estructura Jerárquica: es también llamado monocódigo. En un monocódigo, cada número de código es calificado por un carácter precedente.
VENTAJA: Puede ser almacenada una gran cantidad de información con muy pocas posiciones de códigos.DESVENTAJAS: es muy complejo y es difícil desarrollar porque todas las ramas tiene que ser definidas.

Estructura de Cadena: También llamada poli código. Cada posición del código representa un poco de información, indiferente al número previo.
VENTAJA: Es compacto, mucho más fácil de construir y usar.DESVENTAJA: N O es tan detallado como la estructura jerárquica.
Unidad 2. Grupos tecnológicos2.8 Metodología para la información de GT
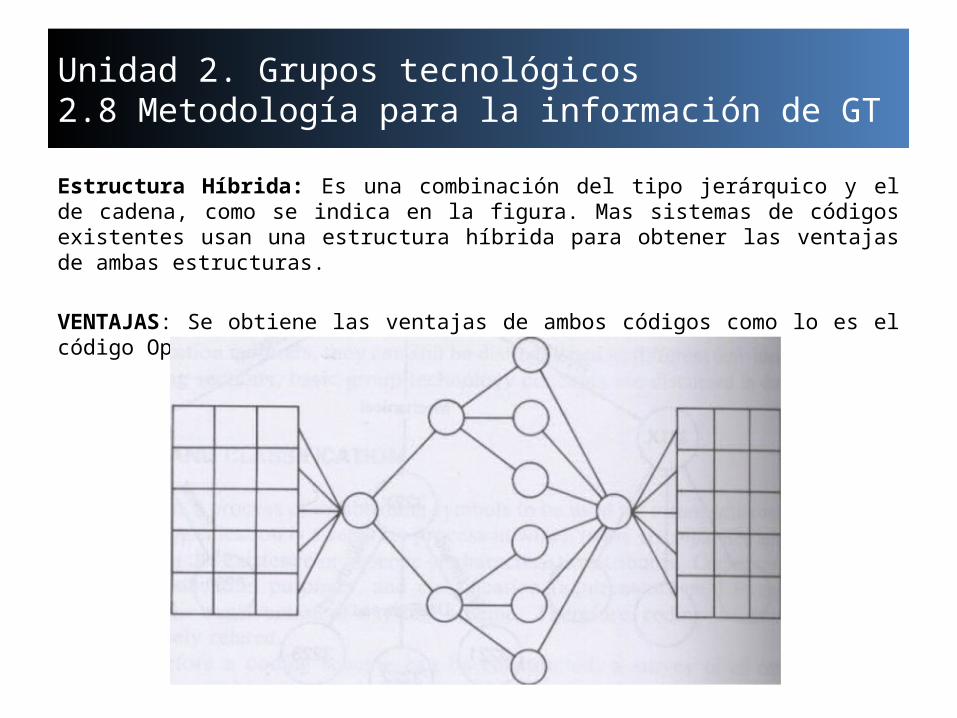
Estructura Híbrida: Es una combinación del tipo jerárquico y el de cadena, como se indica en la figura. Mas sistemas de códigos existentes usan una estructura híbrida para obtener las ventajas de ambas estructuras.
VENTAJAS: Se obtiene las ventajas de ambos códigos como lo es el código Opitz
Unidad 2. Grupos tecnológicos2.8 Metodología para la información de GT

SISTEMA DE CLASIFICACIÓN OPITZ
• Es el código más conocido, fue desarrollado por H. Opitz de la Universidad de Aachen Tech en Alemania en 1970.
• Es un sistema alfanumérico, usa una estructura mixta, sin embargo se puede considerar como una estructura de matriz más compacta si no se considera el primer dígito.
• Consiste de tres partes: un código geométrico , suplementario y de producción.• En el código geométrico se pueden representar partes rotacionales, lisas y cúbicas. La
dimensión L/D ( largo entre diámetro) es utilizado en la clasificación de partes rotatorias, las relaciones L/B ( largo entre ancho) y L/W (largo sobre peso) se utiliza para componentes no rotatorios.
Unidad 2. Grupos tecnológicos2.9 Sist. de clasificación y codificación

El código geométrico utiliza 5 dígitos, los cuales representan los atributos de diseño:1. El tipo de componente2. La forma básica3. El maquinado de superficies cilíndricas4. El maquinado de superficies planas5. Perforaciones, dientes y formas auxiliares
El código suplementario esta formado por 4 dígitos los cuales representan los atributos de manufactura:
1. Representa la dimensión principal ( diámetro o largo) el rango de dimensiones va desde 0.8 hasta 80 pulgadas y para dimensiones menores de 0.8 pulg. Se representa por el 9.2. Tipo de material3. Forma del material4. Tolerancias
El código de producción esta formado por la parte alfabética del código, representando la secuencia de las operaciones de producción.
Unidad 2. Grupos tecnológicos2.9 Sist. de clasificación y codificación
Ej. 12345 6789 abcd


SISTEMA DE CLASIFICACIÓN KK3
• Tiene como propósito principal la clasificación de maquinado de partes en forma general• Fue desarrollado por la Sociedad Japonesa para la Promoción de máquinas industriales (JSPMI,1980).• Las partes a ser clasificadas son primordialmente de corte de metal y componentes.• Usa un sistema de 21 dígitos decimales• Es una modificación del KK1. Es más grande que el código Opitz
Los dígitos clasifican:1. Nombre ( 2 dígitos)2. Función: a) General b) Especifica3. Material ( 2 dígitos)4. El tipo de material b) La forma del material en crudo.5. Dimensiones ( 2 dígitos)6. Longitud y b) diámetro7. Formas primarias y relación de las dimensiones ( 1 dígito)8. Formas detalladas y tipos de procesos ( 13 dígitos)9. Tolerancias ( 1 dígito)
Unidad 2. Grupos tecnológicos2.9 Sist. de clasificación y codificación


SISTEMA DE CLASIFICACIÓN VUOSO-PRAHA
• Este sistema consta de 4 dígitos, los cuales son tipo, clase, grupo y material.• Es usado para clasificar piezas , así como identificar el tipo de departamento al cual
pertenece esa pieza• Resulta ser de los más sencillo por su fácil manejo
1. El primer dígito nos dice el tipo de pieza que se va a trabajar, éste se localiza en la parte superior colocado horizontalmente, puede ser de tipo rotacional con barrenos o dentado.2. El segundo dígito es la clase de material que se va a trabajar, que describe las características físicas de la pieza como diámetro, longitud, etc. Este dígito se localiza en la parte superior izquierda colocado verticalmente. Depende del diámetro de la pieza y de la relación L/D.3. El tercer dígito nos indica la forma de la pieza a trabajar, es decir, que tipo de operación es necesario practicarle. Esta escala se localiza en la parte inferior izquierda de la tabla colocada verticalmente.4. El cuarto y último dígito nos dice la constitución del material, es decir, de que tipo de material es, este se localiza en la parte superior de la tabla, colocado verticalmente.
Unidad 2. Grupos tecnológicos2.9 Sist. de clasificación y codificación


SISTEMA DE CLASIFICACIÓN MCLASS• Es un sistema desarrollado por la TNO de Holanda y actualmente es utilizado por EUA en la
Organización para Investigación Industrial.• Es un código de 12 dígitos• Esta diseñado para ser universal incluyendo información de diseño y manufactura.
Unidad 2. Grupos tecnológicos2.9 Sist. de clasificación y codificación

SISTEMA DE CLASIFICACIÓN DCLASS• Fue desarrollado por Del Allen en Brigham Young University 1980• Fue diseñado para toma de decisiones y sistemas de clasificación• Es un sistema de estructura de árbol que puede generar códigos para componentes,
materiales, procesos, máquinas y herramientas.• Para componentes se usan 8 dígitos.• En el código cada rama representa una condición.• La construcción del código es estableciendo ciertas rutas.
Dígito 1 a 3 Forma básicaDígito 4 Características de la formaDígito 5 TamañoDígito 6 PrecisiónDígito 7 y 8 Material
Unidad 2. Grupos tecnológicos2.9 Sist. de clasificación y codificación


• Una tecnología de grupo o distribución celular agrupa maquinas disimiles en centros de trabajo (o células) para trabajar en productos que tengan formas y requisitos de procesamiento similares.
• Una distribución de tecnología de grupo es similar a la distribución por proceso en que las células están diseñadas para ejecutar una serie específica de procesos, y es similar a la distribución por producto en que las células están dedicadas a una gama limitada de productos.
Unidad 2. Grupos tecnológicos2.10 Distribución de planta para GT

UNIDAD 3CONTROL NUMÉRICO

El mecanizado es un proceso de fabricación que comprende un conjunto de operaciones de conformación de piezas mediante la eliminación de material, ya sea por arranque de viruta o por abrasión.
Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas previamente conformadas por otros procesos como moldeo o forja. Los productos obtenidos pueden ser finales o semielaborados que requieran operaciones posteriores.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies
Mecanizado sin arranque de viruta
Todas las piezas metálicas, excepto las fundidas, en algún momento de su fabricación han estado sometidas a una operación al menos de conformado de metales, y con frecuencia se necesitan varias operaciones diferentes. Así, el acero que se utiliza en la fabricación de tubos para la construcción de sillas se forja, se lamina en caliente varias veces, se lamina en frío hasta transformarlo en chapa, se corta en tiras, se le da en frío la forma tubular, se suelda, se maquina en soldadura y, a veces, también se estira en frío. Esto, aparte de todos los tratamientos subsidiarios. La teoría del conformado de metales puede ayudar a determinar la forma de utilizar las máquinas de la manera más eficiente posible, así como a mejorar la productividad.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies

Mecanizado por abrasión
La abrasión es la eliminación de material desgastando la pieza en pequeñas cantidades, desprendiendo partículas de material, en muchos casos, incandescente. Este proceso se realiza por la acción de una herramienta característica, la muela abrasiva. En este caso, la herramienta (muela) está formada por partículas de material abrasivo muy duro unidas por un aglutinante. Esta forma de eliminar material rayando la superficie de la pieza, necesita menos fuerza para eliminar material apretando la herramienta contra la pieza, por lo que permite que se puedan dar pasadas de mucho menor espesor. La precisión que se puede obtener por abrasión y el acabado superficial pueden ser muy buenos pero los tiempos productivos son muy prolongados.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies
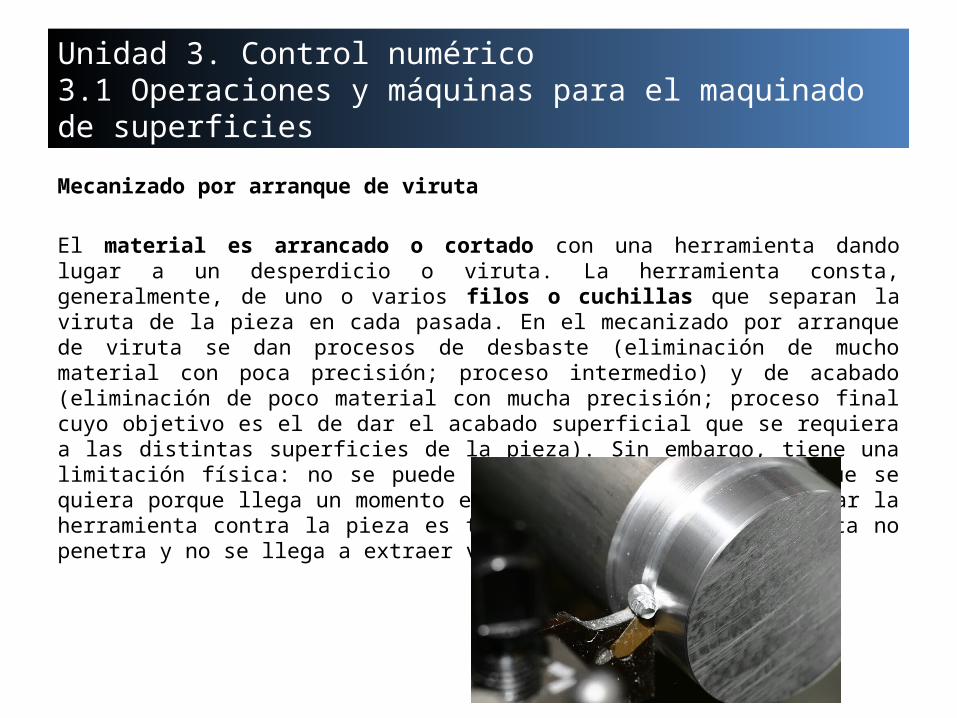
Mecanizado por arranque de viruta
El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión; proceso intermedio) y de acabado (eliminación de poco material con mucha precisión; proceso final cuyo objetivo es el de dar el acabado superficial que se requiera a las distintas superficies de la pieza). Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies

Mecanizado manual
Es el realizado por una persona con herramientas exclusivamente manuales: sierra, lima, cincel, buril; en estos casos el operario maquina la pieza utilizando alguna de estas herramientas, empleando para ello su destreza y fuerza.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies

El mecanizado se hace mediante una máquina herramienta, manual, semiautomática o automática, pero el esfuerzo de mecanizado es realizado por un equipo mecánico, con los motores y mecanismos necesarios. Las máquinas herramientas de mecanizado clásicas son:
• Taladro: La pieza es fijada sobre la mesa del taladro, la herramienta, llamada broca, realiza el movimiento de corte giratorio y de avance lineal, realizando el mecanizado de un agujero o taladro teóricamente del mismo diámetro que la broca y de la profundidad deseada.
• Limadora: esta máquina herramienta realiza el mecanizado con una cuchilla montada sobre el porta herramientas del carnero, que realiza un movimiento lineal de corte, sobre una pieza fijada la mesa, que tiene el movimiento de avance perpendicular al movimiento de corte.
• Mortajadora : máquina que arranca material linealmente del interior de un agujero. El movimiento de corte lo efectúa la herramienta y el de avance la mesa donde se monta la pieza a mecanizar.
• Cepilladora: de mayor tamaño que la limadora, tiene una mesa deslizante sobre la que se fija la pieza y que realiza el movimiento de corte deslizándose longitudinalmente, la cuchilla montada sobre un puente sobre la mesa se desplaza transversalmente en el movimiento de avance.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies

• Brochadora: Máquina en la que el movimiento de corte lo realiza una herramienta brocha de múltiples filos progresivos que van arrancando material de la pieza con un movimiento lineal.
• Torno: el torno es la máquina herramienta de mecanizado más difundida, éstas son en la industria las de uso más general, la pieza se fija en el plato del torno, que realiza el movimiento de corte girando sobre su eje, la cuchilla realiza el movimiento de avance eliminando el material en los sitios precisos.
• Fresadora: en la fresadora el movimiento de corte lo tiene la herramienta; que se denomina fresa, girando sobre su eje, el movimiento de avance lo tiene la pieza, fijada sobre la mesa de la fresadora que realiza este movimiento. Es junto al torno la máquina herramienta más universal y versátil.
Desde hace ya tiempo, la informática aplicada a la automatización industrial, ha hecho que la máquina-herramienta evolucione hacia el Control Numérico. Así pues hablamos de centros de mecanizado de 5 ejes y tornos multifunción, que permiten obtener una pieza compleja, totalmente terminada, partiendo de un tocho o de una barra de metal y todo ello en un único amarre.
Estas máquinas con Control Numérico, ofrecen versatilidad, altas capacidades de producción y preparación, ofreciendo altísima precisión del orden de micras.
Unidad 3. Control numérico3.1 Operaciones y máquinas para el maquinado de superficies

Las propiedades mecánicas de los materiales sólidos usados en los diseños de ingeniería se determinan mediante pruebas destructivas, en muestras estandarizadas del material; esto quiere decir que las muestras se someten a la acción de un tipo de fuerza hasta que se fracturan y esto da lugar al término “propiedad mecánica”, que son las propiedades más importantes cuando se seleccionan los materiales en diseños, donde la función principal de las piezas es soportar fuerza.
Hay pruebas estándares de diversos tipos, en donde se le puede aplicar a la muestra una fuerza de tensión, compresión, torsión, flexión, etcétera. Los resultados de estas pruebas son una ayuda para que los diseñadores puedan determinar el uso apropiado de los materiales.
Los estándares internacionales usados para llevar a cabo las pruebas, especifican las características de las muestras y las condiciones de ejecución de cada prueba, a fin de que los resultados obtenidos sean válidos.
Unidad 3. Control numérico3.2 Formación de estándares de materiales

Las propiedades de los materiales, se tienen que determinar, entre otras razones, para:
1) Determinar las características de nuevos materiales antes de que se puedan usar en forma confiable en los diseños.
2) Asegurar y controlar la calidad de las materias primas y los productos que se obtienen de ellos, para que cumplan con los requerimientos especificados por los clientes.
3) Comparar resultados obtenidos en diferentes partes del mundo.
Los resultados que se publican son valores promedio para cada material, lo cual considera que se ha llevado a cabo un muestreo estadístico para seleccionar el número de probetas.
Existen organismos internacionales que redactan estos estándares, entre los que se encuentran, por ejemplo, ASTM (Sociedad Norteamericana para Pruebas y Materiales); ISO (Organización Internacional para la Estandarización), DIN (Instituto Alemán para Estándares), entre otros.
Unidad 3. Control numérico3.2 Formación de estándares de materiales

A pesar de la utilidad de los datos obtenidos de estas pruebas, también tienen ciertas limitaciones, entre las que se pueden mencionar: muchos se obtienen a temperatura ambiente cuando solo se aplica un tipo de fuerza a la muestra; además, el tiempo en que se aplica la fuerza de deformación puede ser muy corto, por lo que hay que tener cuidado en su uso de los resultados, si las condiciones de servicio difieren de las condiciones en que se lleva a cabo la prueba.
Esto nos enseña que, a pesar de usar materiales con propiedades conocidas, no se puede asegurar un diseño funcional si las condiciones de trabajo no corresponden a las que se usaron para obtener los datos de las propiedades de los materiales usados.
Unidad 3. Control numérico3.2 Formación de estándares de materiales
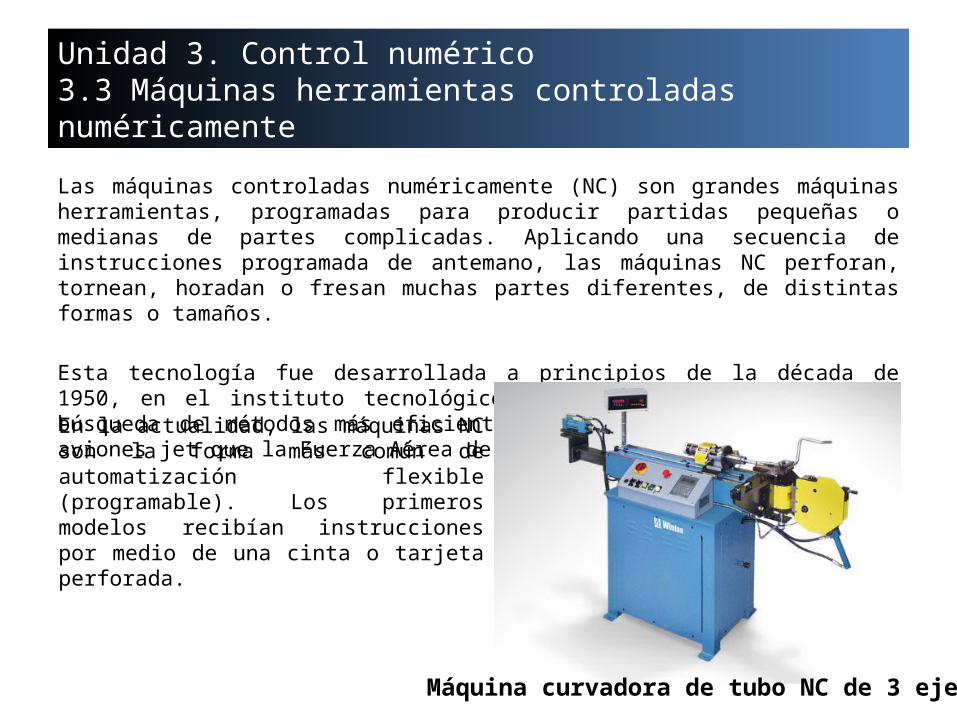
Las máquinas controladas numéricamente (NC) son grandes máquinas herramientas, programadas para producir partidas pequeñas o medianas de partes complicadas. Aplicando una secuencia de instrucciones programada de antemano, las máquinas NC perforan, tornean, horadan o fresan muchas partes diferentes, de distintas formas o tamaños.
Esta tecnología fue desarrollada a principios de la década de 1950, en el instituto tecnológico de Massachusetts, durante la búsqueda de métodos más eficientes para la fabricación de los aviones jet que la Fuerza Aérea de los EU requería.
Unidad 3. Control numérico3.3 Máquinas herramientas controladas numéricamente
Máquina curvadora de tubo NC de 3 ejes
En la actualidad, las máquinas NC son la forma más común de automatización flexible (programable). Los primeros modelos recibían instrucciones por medio de una cinta o tarjeta perforada.

De ordinario, las máquinas con control numérico computarizado (CNC) son unidades autónomas de equipo, cada una de las cuales está controlada por su respectiva microcomputadora. Desde principios de los años 80, la industria japonesa ha gastado en equipo de fábrica más del doble que la industria estadounidense o la europea, y más de la mitad de esa suma se ha destinado a máquinas CNC.
Las máquinas NC y CNC ocupan el siguiente sitio, inmediatamente después del CAD, como las tecnologías CIM más importantes.
Unidad 3. Control numérico3.3 Máquinas herramientas controladas numéricamente

Servocontrol en sistemas de control numérico.
• En los sistemas en lazo abierto (a) la mesa puede sobrepasar o no alcanzar la posición deseada debido a cambios en la inercia, desgastes y/o fricción.
• En los sistemas en lazo cerrado (b), los sensores de posición permiten corregir el movimiento de la mesa y conseguir una mayor precisión y repetitibilidad.
Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

Categorías básicas en control de movimiento
• Control punto a punto: no es posible realizar trayectorias.
• Control lineal: sólo es posible controlar simultáneamente el movimiento de un eje.
• Control de contorno: es posible controlar el movimiento de dos o más ejes de forma simultánea.
Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

Componentes funcionales en máquinas CNC
• Programa CNC
• Dispositivo entrada programa (IHM)
• Controlador máquina
• Sistemas de actuación
• Sistemas de realimentación
• Herramientas de la máquina
Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

Unidad 3. Control numérico3.4 Criterio para usar Máquinas-Herramienta con control numérico

• El control numérico (CN) es un sistema de automatización de máquinas herramienta que son operadas mediante comandos programados en un medio de almacenamiento, en comparación con el mando manual mediante volantes o palancas.
• Las primeras máquinas de control numérico se construyeron en los años 1940 y 1950, basadas en las máquinas existentes con motores modificados cuyos mandos se accionaban automáticamente siguiendo las instrucciones dadas en un sistema de tarjeta perforada. Estos servomecanismos iniciales se desarrollaron rápidamente con equipos analógicos y digitales.
• El abaratamiento y miniaturización de los microprocesadores ha generalizado la electrónica digital en las máquinas herramienta, lo que dio lugar a la denominación control numérico por computadora , control numérico por computador o control numérico computarizado (CNC), para diferenciarlas de las máquinas que no tenían computadora. En la actualidad se usa el término control numérico para referirse a este tipo de sistemas, con o sin computadora.
• Este sistema ha revolucionado la industria debido al abaratamiento de microprocesadores y a la simplificación de la programación de las máquinas de CNC.
Unidad 3. Control numérico3.5 Control numérico

Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura
SISTEMAS DE CONTROL NUMÉRICO
• En 1949, la US Air Force solicitó al MIT la realización de la primera máquina-herramienta “controlada numéricamente”.
• John T. Parsons lideró el desarrollo del primer prototipo de sistema NC en el año 1952 (servocontrol, lenguaje de programación APT). Posteriormente patentó el concepto.
• En la década de 1970 se empiezan a desarrollar los primeros sistemas CNC (Computer Numerical Control)

Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura
AUTÓMATAS PROGRAMABLES.
• En 1968, GM Hydramatic realiza un concurso para la propuesta de un controlador electrónico que sustituya a las soluciones de control cableado utilizadas hasta ese momento.
• La propuesta ganadora corresponde a la consultora Bedford Associates, que propone un Controlador Lógico Programable (PLC). El primer PLC comercial, denominado MODICON 084, fue presentado por esta empresa. Uno de sus componentes, Richard E. Morley, es considerado en la actualidad el “padre” del PLC.
• Quien patentó, en 1974, el término PLC fue la marca ALLEN-BRADLEY (hoy Rockwell Automation). El Dr. Odo J. Struger, fallecido en 1998, es considerado el “padre” de sus PLC´s.
• El Dr. Struger, de origen Austriaco, trabajó para la empresa A & B durante 40 años y colaboró activamente en el desarrollo del estándar IEC 1131-3.

COMPUTADORAS INDUSTRIALES.
• Históricamente, la utilización del computador en aplicaciones industriales se inició (de forma casi coincidente con la comercialización del “PC” en 1980) para llevar a cabo las tareas IHM (visualización,…) y CAD (edición, puesta en marcha y depuración) de los programas de control asociados a los sistemas electrónicos de control de procesos, como los PLC, DCS, CNC, …
Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura

Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura
• El aumento de su capacidad de memoria y velocidad de operación, unido a su disminución de costo, está propiciando actualmente su utilización como sistemas de control. Se inició esta tendencia a comienzos de 1990 tanto en sectores industriales muy específicos y tecnológicamente punteros (aeroespacial, …) como en investigación (universidades, …).
• Actualmente, su aplicación se está trasladando de forma paulatina a las plantas industriales más tradicionales para llevar a cabo la integración de los procesos de gestión con las tareas de control realizadas tradicionalmente por otros sistemas electrónicos de control.
Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura

CONTROLADORES DE PROCESOS CONTINUOS
• Los primeros sistemas comerciales de control de procesos continuos se realizaron, a principios de 1970, con procesadores analógicos formados por amplificadores operacionales debidamente realimentados (Bob Widlar inventa el A.O. en 1964).
• Los computadores aplicados al control de procesos hacen sus primeros escarceos (son todavía muy caros) a mediados de la década de 1960.
• En los años 70 surgen los primeros sistemas digitales comerciales de control de procesos continuos denominados DCS (Distributed Control Systems). Entre ellos podemos citar la aparición a mediados de la década de 1970 de: TDC 2000 de HONEYWELL, el CENTUM de YOKOGAWA, el UCS 3000 de BRISTOL y el NETWORK 90 de Bailey (hoy ABB).
Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura

ROBOTS INDUSTRIALES
• En 1920, el escritor checoslovaco Karel Capek utiliza la palabra robot en su obra “Rossum Universal Robots” (en checo, robota significa labor tediosa).
• En 1938, Pollard y Roselund desarrollan el primer mecanismo “programable” para pintado con spray.
• En 1942, Isaac Asimov enuncia las “tres leyes de la robótica”.
• En 1946, surge el computador: Eckert y Mauchly construyen el ENIAC en la U. de Pennsylvania. En el MIT, Whirlwind crea un computador de propósito general y resuelve un primer problema.
• En 1951, el francés Raymond Goertz diseña el primer brazo articulado teleoperado para la comisión de la energía atómica. El diseño es puramente mecánico.
Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura

• En 1954, George Devol diseña el primer robot programable y acuña el término “Universal Automation”, germen del nombre de su futura empresa, UNIMATION, que funda junto a Joseph Engelberger (con el apoyo económico de Condec). En 1961, venden el primer robot a GM.
• En 1968, KAWASAKI fabrica (bajo licencia de UNIMATION) el primer robot japonés.
• En 1977 (1974 en Wikipedia), la compañía europea ASEA (hoy ABB) desarrolla sus primeros robots industriales.
• Los primeros robots eran hidráulicos, o sea, los accionamientos de los ejes eran hidráulicos.
• El sistema de control controlaba los movimientos del robot, que se ejecutaba de una forma secuencial.
• El programa se almacenaba en un tambor magnético que almacenaba hasta 4.000 pasos de programa.
Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura

• En la actualidad son robots totalmente eléctricos, o sea, sus movimientos están generados por motores eléctricos.
• El sistema de control se basa en sistemas multiprocesador, con un procesador específico para cada subsistema.
• Las trayectorias se autooptimizan para obtener las máximas prestaciones del sistema en cada momento y en función de las circunstancias.
• Los programas se almacenan en disco duro o por red en un dispositivo externo.
Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura

Unidad 3. Control numérico3.6 Evolución del control computarizado en manufactura
SISTEMAS DE FABRICACIÓN FLEXIBLE.
• Los sistemas de fabricación flexible (FMS, Flexible Manufacturing Systems) se pueden definir de dos formas, según se ponga énfasis en la producción o en la automatización.
• En el primer caso: “conjunto de máquinas e instalaciones, enlazadas entre sí mediante un sistema de transporte y control, que es capaz de producir una variedad de productos dentro de una gama sin necesidad de interrumpir el proceso de fabricación”.
• En el segundo caso: “sistema controlado por un computador central que conecta varios centros o estaciones de trabajo informatizadas mediante un sistema automático de manipulación de materiales”.
Unidad 3. Control numérico3.7 Evolución de los sistemas de manufactura basados en CN

Unidad 3. Control numérico3.7 Evolución de los sistemas de manufactura basados en CN

Unidad 3. Control numérico3.7 Evolución de los sistemas de manufactura basados en CN

Unidad 3. Control numérico3.7 Evolución de los sistemas de manufactura basados en CN

Una instalación de fabricación flexible posee, en general:
• Equipos de producción que realizan automáticamente el cambio de piezas y herramientas, lo que les permite trabajar sin operarios a pie de máquina durante largos periodos de tiempo
• Sistemas de manutención y transporte automático de piezas y herramientas, tanto entre máquinas como entre ellas y los almacenes
• Entrada al azar de un conjunto de piezas distintas adecuadamente identificadas dentro de una gama más o menos amplia predeterminada asociada a la tecnología de grupos.
• Un sistema de monitorización y control informatizado que coordina todo el proceso.
Unidad 3. Control numérico3.7 Evolución de los sistemas de manufactura basados en CN

• Un sistema de gestión de materiales, máquinas y herramientas que permite1.Fabricación Justo a Tiempo (JIT, Just In Time)2.Inspección de la producción3.Diagnóstico y mantenimiento preventivos
• Por todo ello, el concepto FMS presenta diversas variantes como son los módulos, células o celdas, las líneas y el taller de fabricación flexible.
Unidad 3. Control numérico3.7 Evolución de los sistemas de manufactura basados en CN

Ventajas e Inconvenientes de las máquinas CNC
Ventajas:• Elevada precisión (2.5>m o mejor) y repetitibilidad del proceso productivo Incrementa
significativamente la productividad • Capacidad para realizar piezas con contornos complejos• Flexibiliza los cambios de producción (cambio automático de herramienta, menos
deshechos…)• Producción más segura y de mejor calidad• Realización más rápida de prototipos, reducción de tiempos de diseño,…
Inconvenientes:• Necesidad de personal especializado, mayores inversiones en maquinaria• Requiere disponer de conocimientos sobre programación y computadores• Mantenimiento más complejo
Unidad 3. Control numérico3.8 Beneficios de las máquinas de control numérico

UNIDAD 4PROGRAMACIÓN DE CONTROL NUMÉRICO
La producción del flujo de una pieza es cuando las partes están cada una de ellas hechas al mismo tiempo y aprobadas en el siguiente proceso. Entre los beneficios del flujo de una pieza hay:
• La rápida detección de defectos para prevenir un lote de defectos, cortos tiempos de producción, reducir el material y costos de inventario y diseño del equipo y estaciones de trabajo de mínimo tamaño.
• La producción de flujo de una sola pieza puede ayudar a solucionar estos problema:
Unidad 4. Programación de Control numérico4.1.- One Piece Flow (Flujo de una sola pieza)
1. Los clientes pueden recibir un flujo de productos con menos retraso.
2. Los riesgos para el daño, la deterioración, o la obsolescencia se bajan.
3. Permite el descubrimiento de otros problemas para poderlos tratar

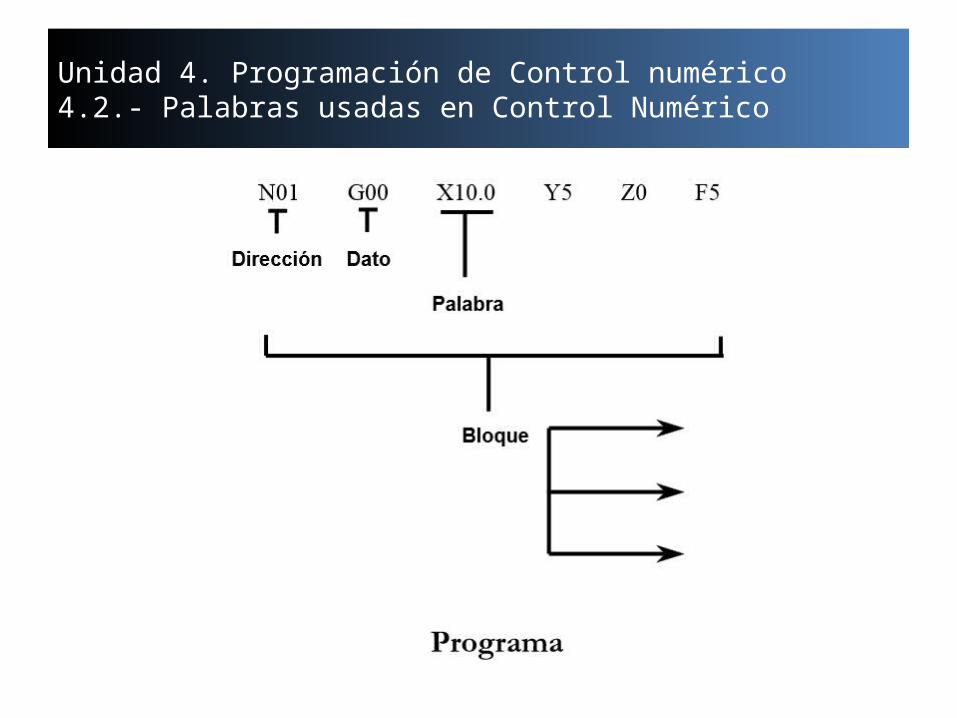
Los caracteres establecidos para estos programas están regidos por las normas DIN 66024 y 66025. Algunos de los caracteres son:
• N - corresponde al número de bloque o secuencia. Luego de la letra se coloca el número del o los bloques que se deben programar. El número de bloques debe estar comprendido entre 1 y 999.
• X, Y, Z - corresponde a los ejes de coordenadas X, Y, Z de la máquina herramienta. En los tornos solo se utilizan las coordenadas X y Z. El eje Z corresponde al desplazamiento longitudinal de la herramienta en las operaciones de cilindrado mientras que el X es para el movimiento transversal en las operaciones de refrentado y es perpendicular al eje principal de la máquina. El eje Y opera la altura de las herramientas del CNC.
• G - son funciones preparatorias que informan al control las características de las funciones de mecanizado. Está acompañado de un número de dos cifras para programar hasta 100 funciones.
Unidad 4. Programación de Control numérico4.2.- Palabras usadas en Control Numérico
Unidad 4. Programación de Control numérico4.2.- Palabras usadas en Control Numérico

De acuerdo con el estándar DIN 66025*, las letras A-Z, cuando se usan como letras de dirección, tienen el siguiente significado:
Unidad 4. Programación de Control numérico4.2.- Palabras usadas en Control Numérico
% Identificación automática de códigos ( comienzo de programa ).
: Secuencia principal

Estas funciones determinan las condiciones de desplazamiento, es decir, como se deben mover los carros o la mesa, el tipo de interpolación, el tipo de acotado. En otras palabras, el modo y la forma de realizar los desplazamientos.
Códigos G sFunciones de movimiento de la máquina (Movimientos rápidos, avances, avances radiales, pausas,ciclos).
La mayoría de los códigos G’s contienen variables (direcciones), definidas por el programador para cada función específica.
Unidad 4. Programación de Control numérico4.3.- Palabras de función preparatoria
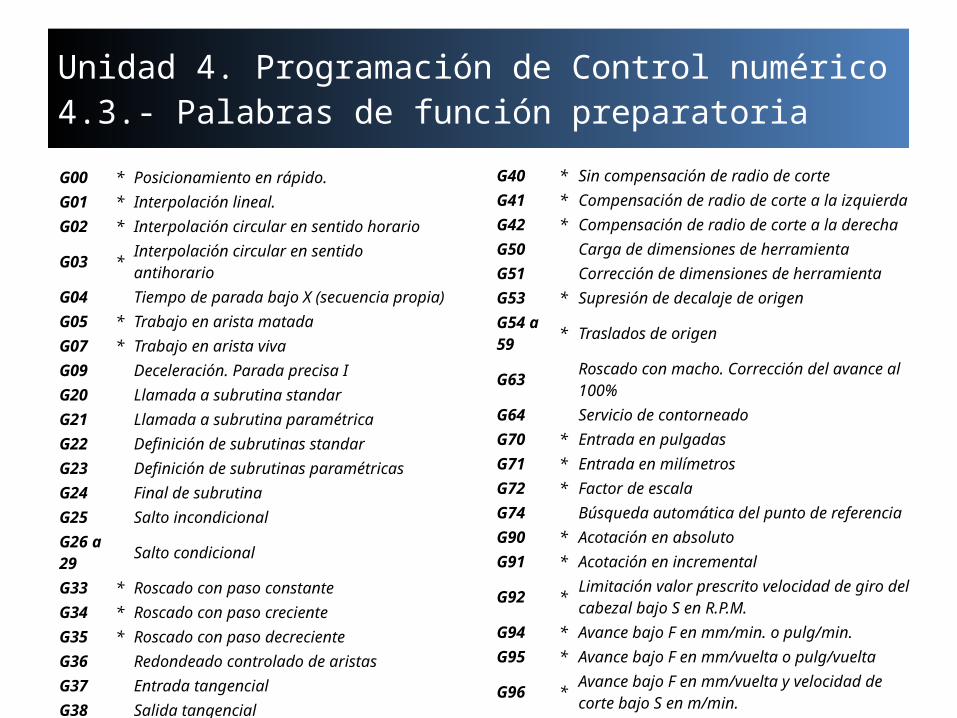
G00 * Posicionamiento en rápido.G01 * Interpolación lineal.G02 * Interpolación circular en sentido horarioG03 * Interpolación circular en sentido antihorarioG04 Tiempo de parada bajo X (secuencia propia)G05 * Trabajo en arista matadaG07 * Trabajo en arista vivaG09 Deceleración. Parada precisa I G20 Llamada a subrutina standar G21 Llamada a subrutina paramétrica G22 Definición de subrutinas standarG23 Definición de subrutinas paramétricasG24 Final de subrutinaG25 Salto incondicionalG26 a 29 Salto condicional
G33 * Roscado con paso constanteG34 * Roscado con paso crecienteG35 * Roscado con paso decrecienteG36 Redondeado controlado de aristasG37 Entrada tangencialG38 Salida tangencialG39 Achaflanado
Unidad 4. Programación de Control numérico4.3.- Palabras de función preparatoria
G40 * Sin compensación de radio de corteG41 * Compensación de radio de corte a la izquierdaG42 * Compensación de radio de corte a la derechaG50 Carga de dimensiones de herramientaG51 Corrección de dimensiones de herramientaG53 * Supresión de decalaje de origenG54 a 59 * Traslados de origen
G63 Roscado con macho. Corrección del avance al 100%G64 Servicio de contorneadoG70 * Entrada en pulgadas G71 * Entrada en milímetrosG72 * Factor de escalaG74 Búsqueda automática del punto de referenciaG90 * Acotación en absolutoG91 * Acotación en incremental
G92 * Limitación valor prescrito velocidad de giro del cabezal bajo S en R.P.M.
G94 * Avance bajo F en mm/min. o pulg/min.G95 * Avance bajo F en mm/vuelta o pulg/vuelta
G96 * Avance bajo F en mm/vuelta y velocidad de corte bajo S en m/min.
G97 * borrado de G96. Memoriza último valor de G92

Unidad 4. Programación de Control numérico4.3.- Palabras de función preparatoria
Las funciones preparatorias anteriores, son de utilización tanto en tornos como en fresas, mientras que un CNC de una fresa puede contener además las siguientes funciones:
G10 * Anulación de la imagen espejo
G11 * Imagen espejo en el eje X
G12 * Imagen espejo en el eje Y
G13 * Imagen espejo en el eje Z
G17 * Selección del plano de trabajo XY
G18 * Selección del plano de trabajo XZ
G19 * Selección del plano de trabajo YZ
G43 * Compensación de longitud de herramienta
G44 * Anulación de G43
G73 * Giro de sistemas de coordenadas
G80 * Anulación de ciclos fijos
G81 a 89 * Ciclos fijos
G98 * Vuelta de la herramienta al plano de partida después de terminar un ciclo fijo
G99 * Vuelta de la herramienta al plano de referencia ( de acercamiento) al terminar un ciclo fijo
Códigos M’s
Funciones misceláneas que se requieren para el maquinado de piezas, pero no son de movimiento de la máquina (Arranque y paro del husillo, cambio de herramienta, refrigerante, paro de programa, etc.)
Estas funciones pueden figurar en una misma secuencia como máximo tres M, una S y una T, en el siguiente orden: M - S - T
Unidad 4. Programación de Control numérico4.4.- Palabras de función miscelaneas

Unidad 4. Programación de Control numérico4.4.- Palabras de función miscelaneas
M00 * Parada programada incondicionalM01 * Parada programada condicionalM02 Fin de programaM03 * Giro del cabezal en sentido horarioM04 * Giro del cabezal en sentido antihorario
M05M06 * Parada del cabezal sin orientación
Cambio automático de torreta.
M08 * Apertura del líquido refrigeranteM09 * Cierre del líquido refrigeranteM17 Final de subprogramaM19 * Parada del cabezal orientado un ángulo bajo S (horario)M30 Fin de programaS Velocidad de giro del cabezal codificada
Velocidad de giro del cabezal en R.P.M.Velocidad de corte en m/minutoParada del cabezal en grados
T Orden de herramienta

Unidad 4. Programación de Control numérico4.5.- Ejemplos de aplicación

Unidad 4. Programación de Control numérico4.5.- Ejemplos de aplicación

UNIDAD 5INTRODUCCIÓN Y GENERALIDADES DEL CIM

CIM se aplica en las empresas que tratan de integrar, en mayor o menor medida, y mediante el uso adecuado de computadores, todas las áreas de la empresa:
• Órdenes de entrada• Control de inventarios• Planificación de necesidades de materiales• Diseño del producto y proceso• Simulación• Planificación de la fabricación• Automatización de la producción• Control de calidad• Ensamblado automático• Control de ventas
Unidad 5. Introducción y generalidades del CIM5.1.- Conceptos básicos de la Manufactura Integrada por Computadora

La rueda CIM (CASA/SME 1985)
Unidad 5. Introducción y generalidades del CIM5.1.- Conceptos básicos de la Manufactura Integrada por Computadora

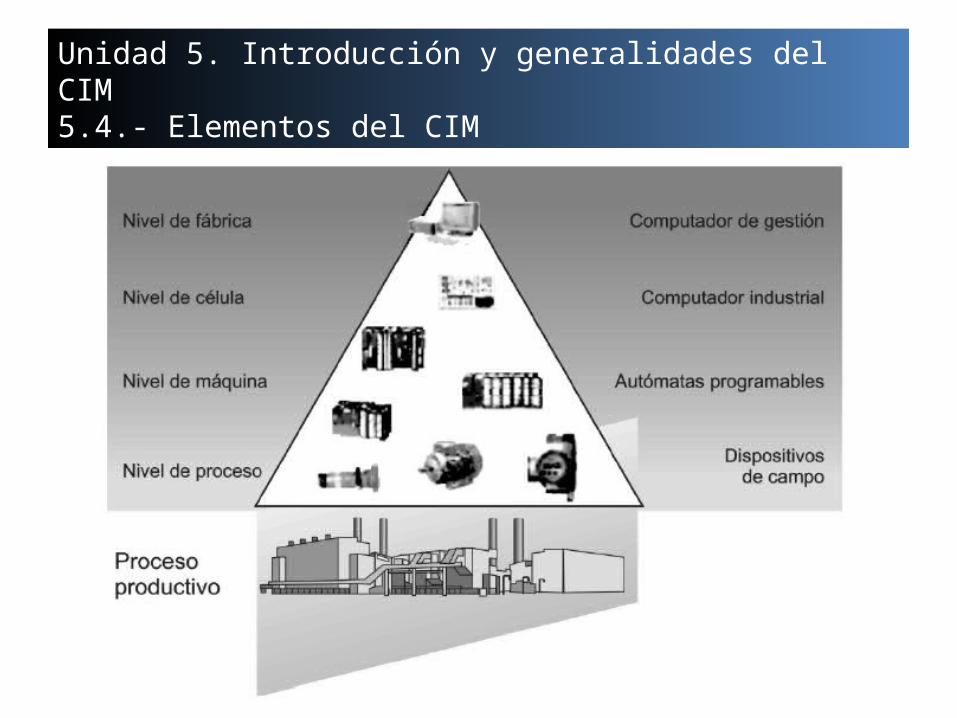
La división en niveles de la estructura funcional de un proceso propicia la representación de un sistema de fabricación integrada por computador mediante la denominada pirámide CIM, y que está formada conceptualmente por 5 o 6 niveles:
Unidad 5. Introducción y generalidades del CIM5.1.- Conceptos básicos de la Manufactura Integrada por Computadora

Reducción en costos de diseño 15 - 30 %Reducción en tiempo perdido 30 - 60 %
Incremento de la calidad del producto 2 - 5 veces el nivel anterior
Incremento en el aprovechamiento de los ingenieros respecto de la extensión y profundidad de sus análisis
3 - 35 veces
Incremento de la productividad de las operaciones de producción 40 - 70 %
Incremento de la productividad de las máquinas 2 - 3 vecesReducción de trabajo en el proceso 30 - 60 %Reducción de los costos de personal 5 - 20 %
Unidad 5. Introducción y generalidades del CIM5.2.- Ventajas y desventajas de los sistemas CIM
Beneficios de la implementación de un sistema CIM

Unidad 5. Introducción y generalidades del CIM5.2.- Ventajas y desventajas de los sistemas CIM
Flexibilidad Capacidad de responder más rápidamente a cambios en los requerimientos de volumen o composición
Calidad Resultante de la inspección automática y mayor consistencia en la manufactura
Tiempo perdido Reducciones importantes resultantes de la eficiencia en la integración de información
Inventarios Reducción de inventario en proceso y de stock de piezas terminadas, debido a la reducción de pérdidas de tiempo y el acceso oportuno a información precisa
Control gerencialReducción de control como resultado de la accesibilidad a la información y la implementación de sistemas computacionales de decisión sobre factores de producción
Espacio físico Reducciones como resultado de incremento de la eficiencia en la distribución y la integración de operaciones
Opciones Previene riesgos de obsolescencia, manteniendo la opción de explotar nueva tecnología
Beneficios estratégicos del CIM

Unidad 5. Introducción y generalidades del CIM5.2.- Ventajas y desventajas de los sistemas CIM
Desventajas:
• Se requiere una fuerte inversión
• Es necesaria la capacitación del personal que estará a cargo, generando costos adicionales.

• La manufactura integrada por computador (CIM) es un concepto acuñado a principios de los ´70 [Harrington 1973].
• Esta se propone utilizar el poder de análisis, cálculo y procesamiento de las computadoras al servicio de la producción de bienes de mercado [Waldner 1990, Rapetti 2002, Kalpakjian & Schmid 2002].
• CIM cubre varios aspectos de la industria, que van desde el diseño, la ingeniería, la manufactura hasta la logística, el almacenamiento y la distribución de los productos. El objetivo de esta tecnología es incrementar la capacidad de manufacturar piezas, productos terminados o semielaborados usando el mismo grupo de máquinas.
• Para ello se requiere que las herramientas utilizadas sean flexibles y capaces de modificar su programación adaptándose a los nuevos requerimientos del mercado.
Unidad 5. Introducción y generalidades del CIM5.3.- Panorama histórico de los sistemas CIM

Nivel de Proceso. (Producción)
• En este nivel se adquieren datos del proceso mediante sensores situados en él y se actúa mediante actuadores.
• Los sensores se transfieren a los sistemas de control que forman parte del nivel de estación para que ejecuten los algoritmos de control y que, teniendo en cuenta los resultados obtenidos, envíen las órdenes oportunas a los actuadores.
• Por lo tanto, este nivel es el encargado de la comunicación de los diferentes controladores del nivel de estación con los dispositivos de campo (Field devices).
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM

Nivel de Estación / Máquina.
• En este nivel se elabora la información procedente de los dispositivos del nivel inferior (sensores y actuadores) y se informa al usuario de la situación de las variables y alarmas.
• Forman parte de él los diferentes sistemas electrónicos de control utilizados en cada máquina (PLC´s, CNC´s, robots, computadores, DCS´s, …), que reciben el nombre genérico de controladores de máquinas.
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM

Nivel Taller / Célula
• En este nivel se realiza la coordinación de las máquinas pertenecientes a la célula de fabricación.
• Las tareas generadas en el nivel superior de área o de fábrica se descomponen en un conjunto de operaciones más sencillas que se trasladan, de forma sincronizada, hacia los subprocesos del nivel inferior (almacenamiento y transporte, fabricación, ensamblado, control de calidad, etc.)
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM

Nivel de Área.
• En este nivel se coordinan entre sí las diferentes células que conforman una línea de fabricación.
• Sólo existen en instalaciones de un elevado nivel de complejidad, por lo que a menudo no se incluye en la pirámide CIM.
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM

Nivel de fábrica.
• En este nivel se realiza el secuenciamiento de tareas y la administración de los recursos.
• Suele ser el responsable de la gestión de una planta o fábrica concreta.
• Las principales actividades se centran en la planificación y el control de la producción. En él se diseñan y definen los procesos de fabricación y su secuencia concreta, se gestiona el material y los recursos (máquinas, programas, etc.) necesarios para la obtención del producto final, se planifican las labores de mantenimiento, etc.
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM
Nivel de Empresa
• En este nivel se lleva a cabo la gestión e integración de los niveles inferiores.
• En él se consideran principalmente los aspectos de la empresa desde el punto de vista de su gestión global:1. Compras (materia prima, insumos)2. Ventas (vender el producto terminado)3. Comercialización (mercadotecnias, logística, cadenas de distrib.)4. Investigación (nuevas tecnologías, creación, etc)5. Objetivos estratégicos (nuevos mercados)6. Planificación a medio y largo plazo
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM
Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM

Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM

Unidad 5. Introducción y generalidades del CIM5.4.- Elementos del CIM