ships ships heat generation plantheat generation · pdf filepag |1 - 94 report: alvaro...
TRANSCRIPT

Pag |1 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
SHIPS SHIPS SHIPS SHIPS HEAT GENERATION PLANTHEAT GENERATION PLANTHEAT GENERATION PLANTHEAT GENERATION PLANT
Boilers Water TreatmentBoilers Water TreatmentBoilers Water TreatmentBoilers Water Treatment
2014.07.14

Pag |2 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
INDEXINDEXINDEXINDEX
1. Introduction1. Introduction1. Introduction1. Introduction
2. Boiler2. Boiler2. Boiler2. Boilerssss water treatment water treatment water treatment water treatment –––– three factorsthree factorsthree factorsthree factors
3. Boilers 3. Boilers 3. Boilers 3. Boilers water water water water fundamentalfundamentalfundamentalfundamental knowledgeknowledgeknowledgeknowledge
4444. . . . ShipsShipsShipsShips heat generation plantheat generation plantheat generation plantheat generation plant
5555. . . . BoilerBoilerBoilerBoilers water treatments water treatments water treatments water treatment
6666. Main problems in boilers caused by water. Main problems in boilers caused by water. Main problems in boilers caused by water. Main problems in boilers caused by water
7777. Unex boiler. Unex boiler. Unex boiler. Unex boilerssss water water water water recommendationsrecommendationsrecommendationsrecommendations
8888. Lessons learned. Lessons learned. Lessons learned. Lessons learned
9999. Water chemistry terms. Water chemistry terms. Water chemistry terms. Water chemistry terms

Pag |3 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
1. INTRODUCTION1. INTRODUCTION1. INTRODUCTION1. INTRODUCTION
If boilers water doesn’t receive proper treatment, the boiler will suffer from
carryover, sludging, scale and corrosion, leading to weak and dangerous
machinery.
Long before the boiler fails, water-related problems will cause:
● Growing safety hazard
● Increased maintenance cost
● Additional fuel required - higher energy costs
● Lower boiler efficiency
Correct boiler water treatment and follow-up of the water and steam condition,
are of utmost importance for keeping the heat generation systems in good
condition.
By implementing a rigorous program of boiler water treatment, a vessel can
greatly extend equipment life, reduce maintenance and enable thermal efficiency
to be maintained at the designed level.
The present report characterizes a ship heat generation system, its water
treatment procedures and maintenance required. The main objective is to
document the system and to establish optimal and standard operation processes.
It is also an important piece of digital information, part of the ship information
system, shareable and available for present and future crews, and a helpful tool to
support company management.

Pag |4 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
2. BOILER2. BOILER2. BOILER2. BOILERSSSS WATER TREATMENT WATER TREATMENT WATER TREATMENT WATER TREATMENT ---- THREE FACTORSTHREE FACTORSTHREE FACTORSTHREE FACTORS
1. CHEMICAL TREATMENT
Water normally contains various levels of contaminants, dissolved solids
(minerals) and dissolved gases. These contaminants cause major operational
problems and damage to boilers unless they are removed or controlled on a
continuing basis. Correct application of chemical treatment programs can
eliminate many problems associated with boiler operations.
But other problems can and do impact operations.
They are into two major areas:
Management concerns - Addresses the administration of boiler water operations.
Operator performance - Addresses the hands-on operation of boilers.
2. MANAGEMENT CONCERNS
Every installation has its own mode of operation and style of management.
Boiler water treatment is one small area of operations but is so critical that
complete base operations may cease if boilers are not operated properly.
Observations indicate that major difficulties found in boiler water treatment
systems can be traced to management actions.
3. OPERATORS PERFORMANCE
The successful operation of boilers requires accurate analysis of the water that is
used, proper treatment to remove corrosive minerals and gases, and careful
attention to the controls and procedures for the taking of water samples, their
testing, and all required inspections.
The key players are the boiler operators and, of course, assigned supervisors.
A basic knowledge of boiler mechanics and water chemistry is an absolute
requirement, whether through formal training or on the job training.

Pag |5 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
3. BOILER3. BOILER3. BOILER3. BOILERSSSS WATER FUNDAMENTAL KNOWLEDGEWATER FUNDAMENTAL KNOWLEDGEWATER FUNDAMENTAL KNOWLEDGEWATER FUNDAMENTAL KNOWLEDGE
A boiler is a device for generating steam, which consists of two principal parts: the
furnace, which provides heat, usually by burning a fuel, and the boiler proper, a
device in which the heat changes water into steam. The steam is then recirculated
out of the boiler for use in various processes in heating applications.
There are basically two types of boilers:
A. WATER TUBE (20% of boilers in use)
Water is fed through a bundle of tubes inside the boiler, and heat is applied to the
outside of the tubes to heat the water.
B. FIRE TUBE (80% of boilers in use)
Heat travels through a bundle of tubes inside the boiler to heat the water
surrounding the tubes.
The bundle of tubes which carries water in the Water Tube Boiler and heat in the
Fire Tube Boiler is called the Heat Transfer Surface.
Both the Water Tube and the Fire Tube Boiler have the following components:
HEAT SOURCE - A gas, oil, or coal burner heats the water in the oiler.
HOTWELL - Tank that receives make-up water from ship water tanks and steam
condensate from the condenser, feeding the boiler with water. The hotwell is
heated to drive off dissolved oxygen and carbon dioxide gases before the water
enters the boiler. Since these gases dissolve more readily in cold water, heating
helps to eliminate them. Dissolved gases cause corrosion in the boiler. Scale and
corrosion prevention chemicals are added at the hotwell to condition the water
before it enters the boiler.
CONDENSER – Equipment where steam return from consumers and is condensed
by lowering its temperature, through sea water circulation and heat transfer.
FEED WATER - The water entering the boiler from the hotwell.
Feedwater = Make-up Water + Condensate Return

Pag |6 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
MAKE-UP WATER - The fresh water entering the hotwell from ship water tanks, to
compensate steam losses and blow-down. It could be raw water received from
shore or distilled water produced on ship.
Make-up Water = Blow-Down + Condensate Loss
FEED WATER PUMP - When heated water from the boiler is given off as steam,
and the pump feeds water into the boiler from the hotwell. The feed water pump
must generate sufficient pressure to overcome the pressure in the boiler.
BLOW-DOWN VALVE - This valve allows some of the water carrying accumulated
solids ("sludge") in the boiler to drain off. The act of removing water and sludge
from the boiler is called "blow-down."
WATER LEVEL CONTROL - The Water Level Control maintains the proper water
level inside the boiler. This water level can be visually checked at the sight glass.
The boiler tubes will become overheated if the water level is too low to keep the
heat transfer surface covered. Low water level will cause excessive stress to the
boiler. High water level will allow water to get into the steam lines, reducing the
efficiency of the boiler system.
SAFETY VALVES - These valves automatically releases any excess pressure that
builds up in the boiler. Every boiler has several safety mechanisms that will shut it
off in the event of malfunction.
The boiler receives the feed water, which consists of varying proportion of
recovered condensed water (return water) and fresh water, which has been
purified in varying degrees (make-up water).
The make-up water is usually distilled water or natural water, either in its raw
state, or treated by some process before use. Feedwater composition therefore
depends on the quality of the make-up water and the amount of condensate
returned to the boiler.
The steam, which escapes from the boiler, frequently contains liquid droplets and
gases. The water remaining in liquid form at the bottom of the boiler picks up all
the foreign matter from the water that was converted to steam. The impurities
must be blown down by the discharge of some of the water from the boiler to the
drains. The permissible percentage of blow-down is strictly limited by running
costs and initial outlay. The tendency is to reduce this percentage to a very small
figure.

Pag |7 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Proper treatment of boiler feed water is an important part of operating and
maintaining a boiler system.
As steam is produced, dissolved solids become concentrated and form deposits
inside the boiler. This leads to poor heat transfer and reduces the efficiency of the
boiler. Dissolved gasses such as oxygen and carbon dioxide will react with the
metals in the boiler system and lead to boiler corrosion.
In order to protect the boiler from these contaminants, they should be controlled
or removed, trough external or internal treatment.
Natural water can damage a boiler by producing:
1) Scale and
2) Corrosion
Water always contains some impurities in the form of dissolved solids and gases.
The solids are calcium, magnesium, and other salts that form scale; the dissolved
oxygen and carbon dioxide gases cause corrosion of metal.
DISTILLED WATER SHOULD BE USED AT ALL TIMES.
SCALE
As water flows over rock formations and through the earth, it picks up and
dissolves calcium and other metallic salts. When water enters a boiler, where it is
heated to produce steam, these dissolved solids precipitate out of solution. The
precipitates are left behind in the boiler water - they do not travel with the steam.
If they are allowed to accumulate, they will settle out as scale on the boiler metal.
This is what happens when water in a pan on the stove is allowed to boil dry, or
when water in a glass is allowed to evaporate completely. A residue of salts will be
left, which is scale.
When chemical treatment is not used, scale forms in a boiler. If scale is allowed to
build up, it reduces the heating efficiency of the boiler. A heavily scaled boiler
heats water to steam at a slower rate, because the scale acts as an insulator. This
increases operating costs.
Pag |8 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The amount of scale depends on the amount of dissolved solids in the water. If
water is added, the scale residue will not go back into solution. The U.S. Bureau of
Mines has determined that a thickness of only 2,82 mm scale in a boiler increases
fuel costs in 16%.
CORROSION
Gases in the air are soluble in water. The two that cause the most problems are
oxygen and carbon dioxide.
Dissolved oxygen in water entering the boiler causes corrosion, which will pit and
weaken the boiler. Rust is formed as a by-product. Rust deposits interfere with the
boiler's heating efficiency. This slower heating ability increases the boiler's
operating cost.
Carbon dioxide corrosion occurs in the condensate return system. Carbon dioxide
is released as a gas when water is converted to steam. This gas travels with the
steam. When steam liquefies and enters the condensate return lines, the carbon
dioxide gas is absorbed in the condensate water, forming a weak acid which will
eventually "groove" or wear away the metal.
TREATING THE WATER
Natural water is not pure. Rain water is contaminated by airborne dust particles.
Water passing through soil and over rocks picks up minerals. Even mountain
spring water derives its good taste from the minerals it contains. These same
minerals cause scale in boilers. Consequently, all boiler feed water requires
treatment.
Water contains various impurities in an infinite variety of combinations and
amounts. Water from different locations, then, will differ in the amount of
chemical treatment needed to prevent scaling and corrosion. Tests must be made
on the water at each location to determine how much treatment should be used.
The tests usually used are as follows:
HARDNESS TEST - Hardness is a word used to describe dissolved calcium and
magnesium salts in water. We can determine the amount of these salts in water
by simple titration; that is, adding chemical Hardness indicators to a sample of
water.

Pag |9 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Hardness is expressed in ppm, which stands for parts per million. Let's say the
result of the Hardness test is 20 ppm. This means that for every 1 million Kg of
water, there are 20 Kg of hardness salts (dissolved calcium and magnesium).
Hardness must be precipitated out of water so that scale does not form. When
high alkalinity is present in the water, hardness is precipitated as soft sludge that
is held in suspension until blow-down. When low alkalinity is present in the raw
water, the alkaline builders in added chemical products provide the alkalinity
necessary to precipitate the hardness as soft sludge. A smaller dosage of
chemicals will be used if the make-up water is highly alkaline.
ALKALINITY TEST - Sodium hydroxide provides a highly alkaline environment in the
boiler. This is about the only environment where water and steel get along well.
Heat magnifies the normally corrosive effect water has on steel, since it speeds up
chemical reactions. Maintaining the correct alkalinity range minimizes this highly
corrosive effect of water. Alkalinity also plays a critical part in various chemical
reactions in the boiler. Frequently, most of boiler water alkalinity comes from the
addition of sodium hydroxide in the chemical program. Some of the alkalinity
comes from naturally occurring alkalinity found in raw water supplies. If it is
present naturally, it contributes to the required alkalinity in the boiler and
decreases the amount of sodium hydroxide needed.
Alkalinity is typically measured as either P-Alkalinity (Phenylthalein Alkalinity),
M-Alkalinity (Methyl Orange Alkalinity), or OH-Alkalinity (Hydroxide Alkalinity).
P-Alkalinity is determined by a relatively simple titration procedure. OH-Alkalinity
is determined by either using a modified version of the P-Alkalinity test, or by
calculation using P and M-Alkalinity (2xP-M=OH). OH-Alkalinity is primarily the
most important. However, P-Alkalinity is more convenient to test. If P-Alkalinity is
in range, the OH-Alkalinity will be also. Boiler alkalinity is directly related to boiler
pH so if the alkalinities are in range, the pH will be also.
"M" ALKALINITY TEST - This is used to determine the Total Alkalinity of the raw
water in ppm. The result of the "M" Alkalinity test is used to determine how much
chemical products should be added to feedwater.
SULFITE TEST - This test indicates the amount of Sulfite in the water. Sulfite and
oxygen cannot coexist; therefore, by keeping an excess of sulfite in the boiler
water, we can be sure there is no oxygen is present. If no oxygen is present, no
acid can be formed and there will be no corrosion.
Sulfite is used to consume dissolved oxygen in steam boiler systems. If dissolved
oxygen is permitted to exist in the boiler, it attacks the steel in the boiler forming

Pag |10 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
oxygen pits. This pitting causes serious damage and eventually tube failure. This is
the most common form of corrosive attack in steam boilers. Dissolved oxygen can
also flash-out with the steam and cause corrosion throughout the condensate
return system. Sulfite reacts with dissolved oxygen to form sulfate, thus making
the oxygen unavailable to damage system metals. Sulfite is best fed into the feed
water system as far upstream as possible. The optimum feed location is at the
storage portion of a deaerator. A long distance in the feed water stream increases
the reaction time of the sulfite with the oxygen decreasing the possibility of
oxygen getting into the boiler. Consequently, much of the feed water system also
gets protected.
PHOSPHATES TEST - Phosphates are used to react with calcium and magnesium
hardness to produce controllable materials removable by blow-down. Phosphates
should be added to low pressure boilers to maintain a residual of 30 to 60 ppm as
ortho-phosphate. Any calcium or magnesium present will consume the ortho-
phosphate. Hard make-up water requires enough phosphate to maintain the 30 to
60ppm residual in addition to that needed to neutralize all of the calcium and
magnesium hardness in the boiler water. Soft make-up water only requires
enough phosphate to maintain the same 30 to 60 ppm residual. A boiler on soft
make-up can be operated at higher cycles of concentration, thus requiring less
blow-down and less chemical treatment in general.
CONTROL TEST FOR ISOMINE - Phenolphthalein is an indicator which is colorless
below and pink above a pH of 8.2. When the pH of the condensate is higher than
8.2, pink indicates that corrosion is being prevented effectively. A red color
indicates excess chemical is being used; therefore, the feed rate should be
reduced.
CONDUCTIVITY TEST - Conductivity testing is used to monitor the amount of
material dissolved in water by measuring its ability to conduct electricity. The
more material dissolved in the water, the higher its conductivity will be. As a
boiler approaches its maximum allowable cycles, it will also approach its maximum
allowable conductivity. If boiler water's conductivity gets too high, indicating
excessive dissolved material is present, steam will start to have trouble escaping
the water's surface. This phenomenon is due to increased water surface tension
from higher dissolved solids concentrations. The boiler at this point will begin to
prime, or foam and bounce, resulting in tiny droplets of boiler water carrying over
with the steam. Good quality steam is essentially distilled water. Carryover
reduces the BTU content of the steam resulting in excess fuel consumption and
reduced efficiency.

Pag |11 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
CHLORIDE TEST - When water is converted to steam, the dissolved solids do not
travel with the steam, but are left behind in the boiler water. Water enters the
boiler to replace the amount lost through steam evaporation. When this new
water is converted to steam, more solids are left behind. As steam is continually
produced, evaporated, and replaced with new water, the amount of solids in the
boiler continues to increase.
For every Kg of steam generated, a Kg of water must be replaced. The amount of
solids in the water will have doubled when the amount of new water that has
entered the boiler is equal to the amount of water that was used to originally fill
the boiler. When the amount of solids has doubled, there are 2 cycles of
concentration in the water; when the amount of solids has tripled, there are 3
cycles of concentration. Cycles of concentration is an indicator of the amount of
solids build-up in the water.
Chloride is chosen as the indicator for cycles of concentration because, 1) it is
always present in the make-up water, 2) it does not change character when
heated, 3) it is not affected by chemical treatment, and 4) like the other dissolved
solids, it does not leave the water in the boiler when steam is produced.
If the Chloride in the water doubles, all the solids have doubled. Elevated levels of
chlorides (over 200 ppm) in the water of steam boilers will accelerate water side
corrosion and shorten the operating life of the boiler.
DISPERSANTS - Phosphate precipitates (sludge) must be dispersed thoroughly to
prevent them from baking on to the heat transfer surfaces of boilers. A variety of
dispersants are used for this purpose and must be fed in a proper ratio to the
phosphate treatment.
AMINES - Return condensate is naturally corrosive because of its purity. The pH of
pure water is easily decreased in the presence of carbon dioxide. Carbon dioxide
dissolves in the water to form carbonic acid. Oxygen readily dissolves in pure
water also. Both low pH and dissolved oxygen lead to corrosion in any water
system especially in the presence of heat. The amount of carbon dioxide depends
primarily on the amount of carbonates present in the make-up water. Various
amines are used to neutralize the resulting carbonic acid in condensate causing
the pH to stabilize at higher less corrosive levels. The return condensate system is
then protected from carbonic acid corrosion.
Reducing corrosion decreases the amount of corrosion products that would
normally return to boiler and form deposits. These deposits can be the most
difficult to remove.

Pag |12 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Neutralizing amines should be fed at a rate sufficient to produce a return
condensate pH of 8 to 9 for best results. The exact feed rate depends on the
percent of condensate return since higher return rates mean less make-up, the
primary source of carbon dioxide. A higher return rate also means better recycling
of the amine already fed into the system. As a result, less amine has to be fed to
replace what is lost. Amines may be fed in several locations depending on the
configuration of the system. They may be fed directly into the boiler, the steam
header, or into various strategic steam line locations.
Some recycled amine will be lost in a deaerator since some steam is vented from
it. Adding the amine to the steam header downstream of steam line to the
deaerator makes economical sense.
EFFICIENT AND EFFECTIVE BOILER CHEMISTRY
In order to fully understand what a given boiler needs for treatment, a basic study
of its supply water must be done first. Three types of impurities exist in all supplies
and can cause a wide range of problems in boilers. These impurities are
suspended solids, dissolved solids, and dissolved gasses.
Water picks up the impurities from the ground it contacts and the air through
which it falls. The type of impurity depends on contact time, and stream velocity.
The amount of rainfall and where the rain occurs on the watershed can and does
result in changes in the character of the water throughout the year. Water
supplies typically come from one of two sources, ground water or surface water.
Generally, ground water contains more dissolved solids and less suspended solids
and dissolved gases. Generally, surface water contains more suspended solids and
dissolved gases and less dissolved solids.
Most problems due to impurities present in the water can be solved chemically,
one way or another. It is usually most economical, however, to address the
impurities by physical or mechanical means, using chemical treatment only to
clean up the remaining traces left after physical treatment.
Boiler operators have control over two basic aspects of the chemical program:
blow-down and chemical feed. Blow-down requirements are determined by the
type and amount of impurities that exist in the make-up water. Blow-down rates
of course directly affect chemical feed rates. Therefore, a complete analysis of the
raw and make-up water is the first step in establishing the correct program.

Pag |13 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Specifically, there are a number of advantages to a properly managed boiler
chemistry program. Boiler chemistry programs include not only chemical addition,
but also pre-treatment equipment. Maximized equipment life, reduced
maintenance costs, minimized down time, maximized safety, optimized chemical
costs, minimized fuel costs, minimized water consumption, and minimized waste
water are the main benefits.
Equipment that is properly protected will last longest and will require the least
amount of maintenance and down time. The same equipment is less likely to have
catastrophic failures leading to safety concerns. Properly treated systems will also
reduce chemical, fuel, and water consumption to a minimum. Reduced water
consumption directly translates into further reduced fuel consumption since every
Kg of water that enters the system requires energy to raise its temperature to turn
it to steam.
Chemical feed
Chemical feed is best done in proportion with water use. Like blow-down control,
make-up or feed water flow rates can be used to actuate chemical feed systems.
This chemical feed technique automatically compensates for changes in steam
load, giving stable chemical treatment control in the system.
One of the simplest ways to employ this technique is to have the feed water
pumps actuate the chemical pump(s). Once blow-down and chemical feed rates
are correct and stable, testing should be done regularly to monitor any changes
that may occur in the system. Any chemistry changes may be indicators of
mechanical changes in the system. Once the relationship of boiler chemistry is
fully understood, an attentive operator can diagnose problems to his plant by
noticing changes to boiler chemistry.
Understanding Boiler Treatment Control Ranges
Many factors, such as the system design, operating conditions, make-up water
quality, chemical feed and control equipment, on-site monitoring program, and
treatment chemicals, are considered when specifying the control ranges for a
boiler treatment program.
Operation outside of these control parameters can result in problems that
increase operation and maintenance costs, damage the boiler system, and result
in system failure.

Pag |14 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
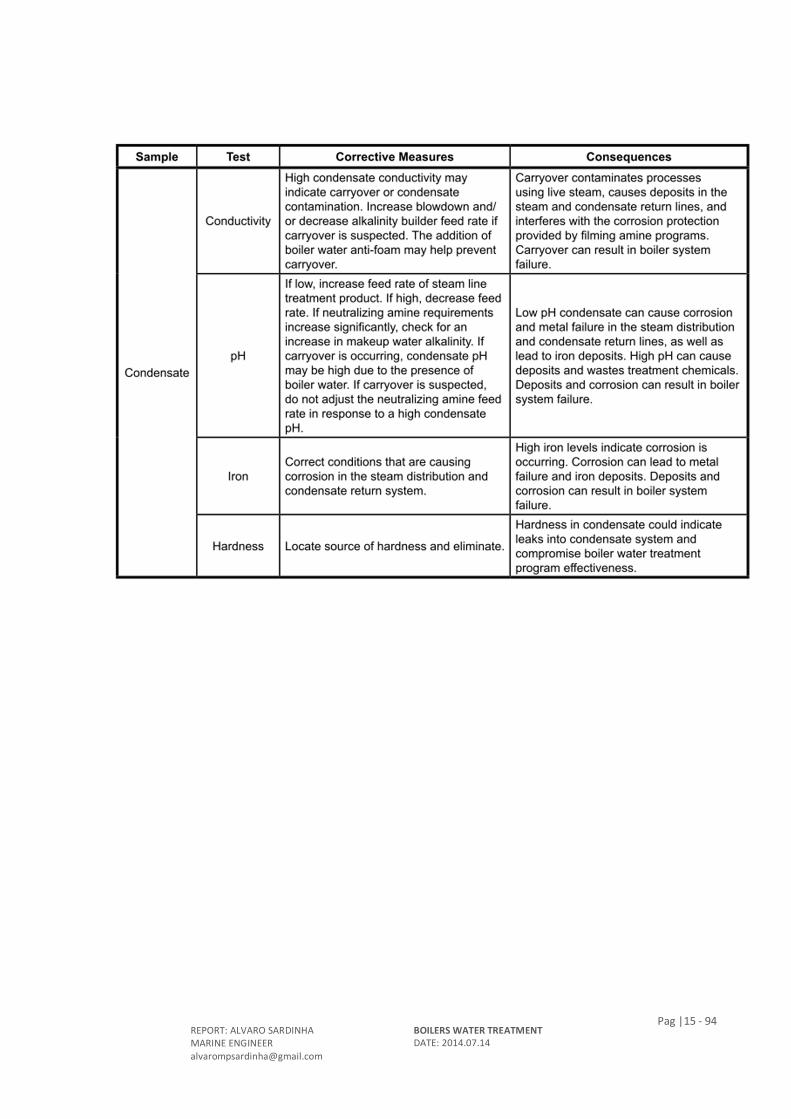
Below are presented descriptions of some common boiler treatment control
ranges and their importance to the water treatment program.
Pag |15 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14

Pag |16 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
4444. SHIP. SHIP. SHIP. SHIP HEAT GENERATION PLANTHEAT GENERATION PLANTHEAT GENERATION PLANTHEAT GENERATION PLANT
The heat generating plant in a ship, may include oil-fired steam boilers with fire-
tubes (auxiliary boiler) and exhaust gas boilers with water tubes.
EXAMPLE OF AN OIL-FIRED BOILER

Pag |17 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14

Pag |18 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
EXAMPLE OF AN EXHAUST GAS BOILER
An exhaust gas boiler with water tubes has internal piping with forced water circulation.
Hot and partly evaporated circulating water is led from the outlet side of exhaust gas
boiler to the upper part of the water space at a oil-fired steam boiler, where steam gets
separated. Circulation pump will then pump the water back to the exhaust gas boiler,
from the lower part of the water space at a oil-fired steam boiler.

Pag |19 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14

Pag |20 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
CONDENSATE SYSTEM
The heat generation plant includes a condensator. It is circulated by sea water to cool and
condensate steam returning from several consumers. The condensates return then to the
water feed tank (hotwell).
May also be available one observation tank that receives the return steam, used to heat
fuel for main engines, diesel generators and oil-fired boilers, and steam used to heat the
fuel oil and lubricating oil, at purifier’s plant. At this tank is possible to check if there is oil
or fuel contamination of steam.

Pag |21 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14

Pag |22 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
5555. . . . BOILERBOILERBOILERBOILERSSSS WATER TREATMENTWATER TREATMENTWATER TREATMENTWATER TREATMENT
Correct use and careful maintenance of the boiler, increase its service life.
Maintenance of the burner and careful cleaning of the boiler are the most
important prerequisites for faultless operation. Also important for safety, working
life and security of boiler, are the correct treatment and maintenance of boiler’s
water.
The quality of water and functioning of the treatment equipment must be
regularly observed and any potential defects must be immediately eliminated.
A book of water values and functioning of devices must also be kept. In case of
potential malfunctioning, conclusions on reasons for them can be drawn on this
basis.
Characteristics of boiler feed water
Water absorbs more heat for a given temperature rise than any other common
inorganic substance. It expands 1600 times as it evaporates to form steam at
atmospheric pressure. The steam is capable of carrying large quantities of heat.
These unique properties of water make it an ideal raw material for heating and
power generating processes.
All natural waters contain varying amounts of dissolved and suspended matter
and dissolved gases. Since water impurities cause boiler problems, careful
consideration must be given to the quality of the water used for generating steam.
The composition of boiler feed water must be such that the impurities in it can be
concentrated a reasonable number of times inside the boiler, without exceeding
the tolerance limits of the particular boiler design. If the feed water does not meet
these requirements it must be pre-treated to remove impurities. The impurities
need not be completely removed in all cases, however, since chemical treatment
inside the boiler can effectively and economically counteract them.
Feedwater purity is a matter both of quantity of impurities and nature of
impurities: some impurities such as hardness, iron and silica are of more concern,
for example, than sodium salts. The purity requirements for any feedwater
depend on how much feedwater is used as well as what the particular boiler
design (pressure, heat transfer rate, etc.) can tolerate. Feedwater purity
requirements therefore can vary widely. A low-pressure fire-tube boiler can
usually tolerate high feed-water hardness with proper treatment while virtually all
Pag |23 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
impurities must be removed from water used in some modern, high-pressure
boilers.
Only relatively wide ranges can be given as to maximum levels of alkalis, salt,
silica, phosphates etc, in relation to working pressure. The actual maximum levels
must be obtained from the boiler manufacturer, who will base them on the
characteristics of the boiler in question.
The need for control
Whether distilled or raw (city) water is used for boiler make-up, chemical
treatment is necessary to counteract harmful substances which are present.
Particularly, the contaminants present in raw water are inorganic sodium
compounds of chloride, sulfate and carbonate and the hardness (calcium and
magnesium) compounds of these same materials. Gases such as oxygen and
carbon dioxide are present in feed water, distilled or row water. Marine
evaporators do not remove all of the salts and minerals from seawater.
Minute particles are carried over from the evaporator in the water vapour and are
present in the distillate. Any leaks in the distiller, condensers or any part of the
feed system which is sea water cooled will add solids and further magnify the
existing problems.
Common impurities found in water
CALCIUM CARBONATE (CaCO3)
Calcium carbonate precipitates from calcium bicarbonate, a much more soluble
form, at the boiling point of water. But as calcium carbonate it has a measurable
solubility in water of approximately 19 ppm. This low solubility is sufficient to
cause it to form scale; the insoluble precipitate is in equilibrium with that which is
in solution, some therefore dissolving, while some comes out of solution. In so
crystallizing, it cements other free particles of matter not otherwise scale forming,
including precipitated calcium carbonate.
CALCIUM SULFATE (CaSO4)
Calcium sulfate precipitates forming a hard scale if the solubility at a given
temperature is exceeded. For example, at 40oC the solubility is 1551 ppm; at
100oC the solubility is 1246 ppm; and 40 ppm at 220
oC. Calcium sulfate has inverse
solubility (becomes less soluble as the temperature increases) causing deposition
problems. This negative solubility characteristic makes it more prone to crystallize

Pag |24 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
where the heat is greatest; principally in the fire box where the highest heat
concentration occurs. Normal acids have no effect in dissolving this scale.
MAGNESIUM SULFATE (MgSO4)
Magnesium sulfate is one of the most soluble of salts, having a solubility of 20% in
cold water and 42% in boiling water. It exists only in water of low pH.
COPPER
Copper is introduced into the system by corrosion of copper piping and copper
alloys. In cooling systems this may be caused by excessive use of water treatment,
causing highly alkaline conditions. In boilers, the source of this corrosion is
excessive use of hydrazine, or leaking internal de-super-heater elements in boiler
drums, which allow alkaline boiler water to enter the de-super-heater steam
system and corrode copper and copper alloys, bringing the copper to the boiler.
Copper in the boiler displaces tube steel or “plates out”. This condition frequently
takes place under scale or sludge deposits and is often described as “under
deposit corrosion”.
SILICA (Si02)
Silica is not generally found in marine boilers except in minute quantities. Silica
will produce a very hard scale and may be admitted to systems only if severe
carryover has occurred from evaporators distilling water from rivers where the
silica content is high, or if feed water is taken from cement washed tanks. In
certain cases, when row water is evaporated and is high in silica, carryover may
admit silica into the distilled water system.
On some new vessels where silicate coatings have been used in distilled water
storage tanks, initial silica readings may be high and should be tested often and
controlled by blow-down. Silica may cause difficulty in cooling water systems by
forming calcium and magnesium silicate scale.
IRON OXIDES (FeO - Fe2O3 - Fe3O4)
Iron may enter the boiler as a result of corrosion in the pre-boiler sections or parts
of the feed system, or may redeposit as a result of corrosion in the boiler itself.
Often, iron oxide will deposit and retard heat transfer within a boiler tube,
sometimes resulting in tube failure. When iron is not present in the row water
feed, its presence in the boiler or cooling system indicates active corrosion, a
more serious problem than its presence in scale in which it appears by occlusion.

Pag |25 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Rust, the reddish form, is fully oxidized. More often, in a boiler with limited
oxygen, it is in the reduced or black form (Fe3O4). Fe3O4 is magnetic and can be
readily detected with a magnet.
OIL
To prevent oil from entering condensate and feedwater systems, certain safety
equipment is generally incorporated to remove or arrest such contamination if
this should arise. There are certain occasions due to mechanical failure (for
example, faulty oil deflectors at turbine glands passing lube oil to gland seal
condensers and main condensers, etc., or leaks at tank heating coils) causing oil to
enter a boiler.
Any oil film on internal heating surfaces is dangerous, impairing heat transfer
drastically to the extent that comparable heat retarding effects can be likened to
considerable dense scale build-up. Oil films therefore cause overheating of tube
metal, resulting in tube blistering and failure, or cracking of engine parts. If oil
contamination is suspected, immediate action must be undertaken for its removal.
DISSOLVED GASES
Dissolved gases are present in distilled water in the form of oxygen and carbon
dioxide. Each enters the condensate system from leaks in the vacuum side or open
exposure to the atmosphere, the atmospheric drain tank, surge tank, or feed filter
tank. Due to chemical reactions in water, carbon dioxide can form carbonic acid
(H2CO3), lowering the pH of the condensate, making it corrosive.
Oxygen is highly corrosive causing localized pitting and attack of boiler metal.
Mechanical deaerating equipment, if installed, is designed to remove the
majority of these dissolved gases. However, the most efficient deaerating
equipment still passes about 5 ppb (parts per billion) of dissolved gases. Chemical
treatment is required to render these gases harmless.

Pag |26 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
ACIDITY, NEUTRALITY AND ALKALINITY
All water can be classified into one of these categories. Acidity, Neutrality and
Alkalinity are, however, only very general terms, and to know the degree of each
condition we require accurate methods of monitoring. The accepted terminology
denoting the exact characteristics we desire is pH.
pH is a numerical designation between 0 and 14 with 7 (the midway point) being
neutral. Any value down from 7 to 0 is the acid range, and values from 7 up to 14
are in the alkaline range.
The terminology pH is the negative logarithm of the hydrogen ion concentration
to the base 10. Therefore, a hydrogen ion concentration of 10 is expressed as pH 7
(neutral), 10-1 pH 1 (acid), and 10-14 pH 14 (alkaline). It is therefore obvious that
the difference between each number is 10 times and the difference between pH 7
and pH 10 is actually 1000 times.

Pag |27 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
In the following tables are presented lists of the common boiler feed water
contaminants, their effect and their possible treatment.
IMPURITY RESULTING IN GOT RID OF BY
SOLUBLE GASSES
Hydrogen sulphide (H2S) Water smells like rotten eggs: Tastes
bad, and is corrosive to most metals.
Aeration, Filtration, and Chlorination.
Comments: Found mainly in groundwater, and polluted streams.
Carbon Dioxide (CO2) Corrosive. Forms carbonic acid in
condensate.
Deaeration; Neutralization with
alkalis.
Comments: Filming, neutralizing amines used to prevent condensate line
corrosion.
Oxygen (O2) Corrosion and pitting of boiler tubes. Deaeration; Chemical treatment with
Sodium Sulfite or Hydrazine.
Comments: Pitting of boiler tubes, and turbine blades, failure of steam lines, and
fittings etc.
IMPURITY RESULTING IN GOT RID OF BY
SUSPENDED SOLIDS
Sediment & Turbidity Sludge and scale carryover. Clarification and filtration.
Comments: Tolerance of approx. 5ppm max. for most applications, 10ppm for
potable water.
Organic Matter Carryover, foaming, deposits can clog
piping, and cause corrosion.
Clarification; Filtration; Chemical
treatment.
Comments: Found mostly in surface waters, caused by rotting vegetation, and
farm run offs. Organics break down to form organic acids. Results in low of
boiler feed-water pH, which then attacks boiler tubes. Suspended particles
collect on the surface of the water in the boiler and render difficult the liberation
of steam bubbles rising to that surface.

Pag |28 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
IMPURITY RESULTING IN GOT RID OF BY
DISSOLVED SOLIDS
Oil & Grease Foaming, deposits in boiler Coagulation & filtration
Comments: Enters boiler with condensate
Hardness, Calcium (Ca),
and Magnesium (Mg)
Scale deposits in boiler, inhibits heat
transfer, and thermal efficiency. In
severe cases can lead to boiler tube
burn thru, and failure.
Softening, plus internal treatment in
boiler.
Comments: Forms are bicarbonates, sulfates, chlorides, and nitrates, in that
order. Magnesium reacts with carbonates to form compounds of low solubility.
Sodium, alkalinity, NaOH,
NaHCO3, Na2CO3
Foaming, carbonates form carbonic
acid in steam, causes condensate
return line, and steam trap corrosion,
can cause embrittlement.
Deaeration of make-up water and
condensate return; Ion exchange;
Deionization; Acid treatment of make-
up water.
Comments: Sodium salts are found in most waters. They are very soluble, and
cannot be removed by chemical precipitation.
Sulfates (SO4) Hard scale if calcium is present Deionization
Comments: Tolerance limits are about 100-300ppm as CaCO3
Chlorides, (Cl) Priming, i.e. uneven delivery of steam
from the boiler, carryover of water in
steam lowering steam efficiency, can
deposit as salts on superheaters and
turbine blades. Foaming if present in
large amounts.
Deionization
Comments: Priming, or the passage of steam from a boiler in "belches", is
caused by the concentration of sodium carbonate, sodium sulfate, or sodium
chloride in solution.
Iron (Fe) and Manganese
(Mn)
Deposits in boiler, in large amounts
can inhibit heat transfer.
Aeration; Filtration; Ion exchange.
Comments: Most common form is ferrous bicarbonate.
Silica (SiO2) Hard scale in boilers and cooling
systems. Turbine blade deposits.
Deionization; Lime soda process;
Hot-lime-zeolite treatment.
Comments: Silica combines with many elements to produce silicates. Silicates
form very tenacious deposits in boiler tubing. Very difficult to remove, often only
by flourodic acids. Most critical consideration is volatile carryover to turbine
components.
Pag |29 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Boiler water treatment
The treatment and conditioning of boiler feed water must satisfy three main
objectives:
• Continuous heat exchange
• Corrosion protection
• Production of high quality steam
External treatment
External treatment is the reduction or removal of impurities from water outside
the boiler. In general, external treatment is used when the amount of one or more
of the feedwater impurities is too high to be tolerated by the boiler system in
question. There are many types of external treatment (softening, evaporation,
deaeration, membrane contractors etc.) which can be used to tailor make
feedwater for a particular system.
The water treatment facilities purify and deaerate make-up water or feedwater.
Water is sometimes pre-treated by evaporation to produce relatively pure vapour,
which is then condensed and used for boiler feed purposes. Evaporators are of
several different types, the simplest being a tank of water through which steam
coils are passed to heat the water to the boiling point. Sometimes to increase the
efficiency the vapor from the first tank is passed through coils in a second tank of
water to produce additional heating and evaporation. Evaporators are suitable
where steam or other source of heat is readily available.
Certain natural and synthetic materials have the ability to remove mineral ions
from water in exchange for others. For example, in passing water through a simple
cation exchange softener all of calcium and magnesium ions are removed and
replaced with sodium ions. Since simple cation exchange does not reduce the total
solids of the water supply, it is sometimes used in conjunction with precipitation
type softening. One of the most common and efficient combination treatments is
the hot lime-zeolite process. This involves pre-treatment of the water with lime to
reduce hardness, alkalinity and in some cases silica, and subsequent treatment
with a cation exchange softener. This system of treatment accomplishes several
functions: softening, alkalinity and silica reduction, some oxygen reduction, and
removal of suspended matter and turbidity.
Chemical treatment of water inside the boiler is usually essential and
complements external treatment by taking care of any impurities entering the
Pag |30 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
boiler with the feed water (hardness, oxygen, silica, etc.). In many cases external
treatment of the water supply is not necessary and the water can be treated only
by internal methods.
Internal treatment
Internal treatment is the conditioning of impurities within the boiler system. The
reactions occur either in the feed lines or in the boiler proper. Internal treatment
may be used alone or in conjunction with external treatment. Its purpose is to
properly react with feed water hardness, condition sludge, scavenge oxygen and
prevent boiler water foaming.
Internal treatment can constitute the unique treatment when boilers operate at
low or moderate pressure, when large amounts of condensed steam are used for
feed water, or when good quality raw water is available. The purpose of an
internal treatment is to:
1) React with any feedwater hardness and prevent it from precipitating on the
boiler metal as scale;
2) Condition any suspended matter such as hardness sludge or iron oxide in the
boiler and make it non-adherent to the boiler metal;
3) Provide anti-foam protection to allow a reasonable concentration of dissolved
and suspended solids in the boiler water without foam carryover;
4) Eliminate oxygen from the water and provide enough alkalinity to prevent
boiler corrosion.
In addition, as supplementary measures an internal treatment should prevent
corrosion and scaling of the feedwater system and protect against corrosion in the
steam condensate systems.
During the conditioning process, which is an essential complement to the water
treatment program, specific doses of conditioning products are added to the
water. The commonly used products include:
Phosphates-dispersants, polyphosphates-dispersants (softening chemicals):
reacting with the alkalinity of boiler water, these products neutralize the hardness
of water by forming tricalcium phosphate, and insoluble compound that can be
disposed and blow-down on a continuous basis or periodically through the bottom
of the boiler.

Pag |31 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Natural and synthetic dispersants (Anti-scaling agents): increase the dispersive
properties of the conditioning products.
Sequestering agents: such as inorganic phosphates, which act as inhibitors and
implement a threshold effect.
Oxygen scavengers: sodium sulfite, tannis, hydrazine, hydroquinone/progallol-
based derivatives, hydroxylamine derivatives, hydroxylamine derivatives, ascorbic
acid derivatives, etc. These scavengers, catalyzed or not, reduce the oxides and
dissolved oxygen. Most also passivate metal surfaces. The choice of product and
the dose required will depend on whether a deaerating heater is used.
Anti-foaming or anti-priming agents: mixture of surface-active agents that modify
the surface tension of a liquid, remove foam and prevent the carryover of fine
water particles in the steam.
The softening chemicals used include soda ash, caustic and various types of
sodium phosphates. These chemicals react with calcium and magnesium
compounds in the feed water. Sodium silicate is used to react selectively with
magnesium hardness. Calcium bicarbonate entering with the feed water is broken
down at boiler temperatures or reacts with caustic soda to form calcium
carbonate. Since calcium carbonate is relatively insoluble it tends to come out of
solution.
Sodium carbonate partially breaks down at high temperature to sodium hydroxide
(caustic) and carbon dioxide. High temperatures in the boiler water reduce the
solubility of calcium sulfate and tend to make it precipitate out directly on the
boiler metal as scale. Consequently calcium sulfate must be reacted upon
chemically to cause a precipitate to form in the water where it can be conditioned
and removed by blow-down. Calcium sulfate is reacted on either by sodium
carbonate, sodium phosphate or sodium silicate to form insoluble calcium
carbonate, phosphate or silicate. Magnesium sulfate is reacted upon by caustic
soda to form a precipitate of magnesium hydroxide. Some magnesium may react
with silica to form magnesium silicate. Sodium sulfate is highly soluble and
remains in solution unless the water is evaporated almost to dryness.
Sludge
Sludge is the mud-like residue from the chemical treatment of hardness in the
water and should be expected as the normal by-product of water treatment.
There are two general approaches to conditioning sludge inside a boiler: by
coagulation or dispersion. When the total amount of sludge is high (as the result

Pag |32 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
of high feedwater hardness) it is better to coagulate the sludge to form large
flocculent particles. This can be removed by blow-down. The coagulation can be
obtained by careful adjustment of the amounts of alkalis, phosphates and organics
used for treatment, based on the feedwater analysis.
When the amount of sludge is not high (low feed water hardness) it is preferable
to use a higher percentage of phosphates in the treatment. Phosphates form
separated sludge particles. A higher percentage of organic sludge dispersants is
used in the treatment to keep the sludge particles dispersed throughout the boiler
water.
The materials used for conditioning sludge include various organic materials of the
tannin, lignin or alginate classes. It is important that these organics are selected
and processed, so that they are both effective and stand stable at the boiler
operating pressure. Certain synthetic organic materials are used as anti-foam
agents. The chemicals used to scavenge oxygen include sodium sulfite (Na2SO3)
and hydrazine (N2H4). Various combinations of polyphosphates and organics are
used for preventing scale and corrosion in feedwater systems. Volatile neutralizing
amines and filming inhibitors are used for preventing condensate corrosion.
Chemical feeding methods
Common internal chemical feeding methods include the use of chemical solution
tanks and proportioning pumps or special ball briquette chemical feeders. In
general, softening chemicals (phosphates, soda ash, caustic, etc.) are added
directly to the feedwater at a point near the entrance to the boiler drum. They
may also be fed through a separate line discharging in the feedwater drum of the
boiler.
The chemicals should discharge in the feedwater section of the boiler so that
reactions occur in the water before it enters the steam generating area. Softening
chemicals may be added continuously or intermittently depending on feedwater
hardness and other factors.
Chemicals added to react with dissolved oxygen (sulfate, hydrazine, etc.) and
chemicals used to prevent scale and corrosion in the feedwater system
(polyphosphates, organics, etc.) should be fed in the feedwater system as
continuously as possible.
Chemicals used to prevent condensate system corrosion may be fed directly to the
steam or into the feedwater system, depending on the specific chemical used.

Pag |33 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Continuous feeding is preferred but intermittent application will suffice in some
cases.
Within the boiler
At the elevated temperatures and pressures within a boiler, water exhibits
different physical and chemical properties than those observed at room
temperature and atmospheric pressure.
Chemicals may be added to maintain pH levels, to prevent foaming, to consume
oxygen before it corrodes the boiler, to precipitate dissolved solids before they
form scale on steam-generating surfaces, and to remove those precipitates from
the vicinity of the steam-generating surfaces.
Pre-treatment
Raw water used in the boiler shall always be evaporated. Normal water can only
be used in emergency with special arrangements. This way, the hardness and
salinity of water will never get very high. Salinity after evaporator shall
automatically be controlled with a salinometer.
Gas removal
Many boilers recycle condensed steam for re-use within the boiler. Steam
condensate is distilled water, but it may contain dissolved gases. A deaerator is
often used to convert condensate to feed water by removing potentially damaging
gases including oxygen, carbon dioxide, ammonia and hydrogen sulfide.
A closed system equipped with a thermal degas unit is recommended for a feed
water tank. This ensures that the amount of gases dissolved in feed and
condensate water stays at the minimum. If a closed system cannot be arranged,
the open feed water tank shall be equipped with direct steam heating, in such a
way that the settling value of temperature is about 90 oC. In each system, gases
separate from water thermally and are blown out through the blow-out pipe.
Chemicals
Feed water is treated with chemicals, in order to bind hardness and residual
oxygen, and to control pH. For the binding of water hardness, trisodium
phosphate is used (Na3PO4), which at the same time, also raises the pH value of
water. The final adjustment of pH is done with alkali (NaOH).
For the binding of oxygen, hydrazine or sodium sulfate (Na2SO3) can be used.
Hydrazine has more advantages, since it as a compound flowing with steam, also

Pag |34 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
protects condensate pipelines. Sodium sulfate is not poisonous and is suitable for
use in boilers with working pressure below 40 bar. This compound does not
evaporate in the boiler and does not give the same level of protection to the
condensate piping as hydrazine.
Control of salinity
The salinity of boiler water is maintained within ratings by means of periodical
blow-out. The salinity of feed water is controlled automatically by a salinometer.
Standard values
Using a UNITOR water treatment kit, the recommended values for boiler water
are:
Alkalinity 100 - 300 ppm max
Chlorides 200 ppm max
pH 9.5 – 11
Water and Steam Formed Deposits
Deposits can occur anywhere if water or steam is present in a boiler. While wall
and screen tubes are usually the most heavily fouled, roof and floor tubes often
contains deposits as well. Super heaters and re-heaters frequently contains
deposits that are formed elsewhere and are carried into the systems with boiler
water. Steam is not often generated in economizers. Deposits in these tubes are
usually made up of corrosion products moved from their origination sites.
Deposition can be substantial during steam generation. Tube orientation can
influence the location and amount of deposition. Deposits are usually heaviest on
the hot side of steam-generating tubes.
Carryover
If a boiler is mal-operated there is risk of water containing solids passing over the
steam. This is usually caused by sudden pressure drops coupled with high "take
off" and aggravated by high water levels. If the boiler water is a high solid's levels,
the risk of carryover is greatly increased as water being denser will rise and foam
more rapidly.
Thermal shock derived from carry over can damage valves and other equipment as
globules of water in the steam strike components creating very sudden
temperature changes. The physical impact of water droplets can seriously damage

Pag |35 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
components. This is especially important in the case of vessels which have
auxiliary turbines fitted.
The long term effect of carryover is the deposition of contaminants. These can
result in seizure of valves spindles, damage to seats, corrosion and again, in the
case of turbines, a build-up on the nozzles and blades changing designed shapes,
which can seriously reduce the machine's efficiency and cause unbalance. A motor
vessel equipped with turbine machinery must be especially alert to symptom's
causes and remedies for carry over.
Corrosion
Corrosion in low pressure boilers can be caused by dissolved oxygen, acidity and
excessive alkalinity. Water treatment therefore should remove the dissolved
oxygen and maintain the boiler water with the appropriate pH and alkalinity
levels.
Carbonate and bicarbonate alkalinities are decomposed by heat in boiler water
releasing carbon dioxide into the steam. This gas combines with the condensed
steam in process equipment and return lines to form carbonic acid. This depresses
the pH value of the condensate returns and results in corrosive attack on the
equipment and piping.
Boiler Scale Control
Scale is any hard water-formed deposit on the waterside surfaces of the boiler.
Most scale is a build-up of water hardness particles deposited on the boiler
tube walls and other heated surfaces.
Scale build-up can reduce boiler water circulation, cause overheating, tube
failure, and waste fuel.
One sure way to prevent boiler scale build-up is to follow a regular schedule of
water testing and treatment application. For scale control in boilers, water tests
usually run are TDS, OH, and phosphate. These tests are all closely tied together
and are all affected by blow-down, therefore, before interpreting any of these
tests individually, run all of them.
There is a direct relationship between the amount of TDS in the boiler and
scale control, foaming and carryover. Therefore, the boiler water TDS should
be kept within a practical working range. High TDS in boiler water indicates not
enough continuous blow-down. Low TDS indicates too much continuous blow-
down.

Pag |36 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The major function of 'OH' alkalinity in the boiler water is to create proper
conditions for scale control reactions. If the OH is below established control limits,
converting and precipitating scaling impurities won't be fully accomplished.
Corrective actions should not be taken until all your water tests are run
and you have interpreted your reading.
Hotwell Temperature Control
Very few motor vessels have deaerators fitted to reduce oxygen in the boiler feed.
Those that have still require an oxygen scavenger but use less. Dissolved oxygen
can be greatly reduced by maintaining high hotwelI temperatures approaching
boiling point. This is due to the fact that dissolved oxygen levels decrease as water
temperatures approach boiling point. The excess oxygen is released to
atmosphere at the tank surface.
Many systems are operated with no control of this temperature. Hotwell’s are
often over-cooled or the other extreme where they are boiling, which is a direct
waste of energy as water vapour is released to the atmosphere.
The over-cooled hotwell leads to high oxygen levels and also means that a loss of
thermal energy has taken place. Ideally the temperature is controlled at 80-90 oC,
either by bypassing the drain cooler, or reducing cooling water flow, dependant
on system design. Very often, the maximum acceptable temperature, prior to
wasteful loss of vapour is a function of feed pump design.
In view of this, the ideal temperature for any particular vessel must be evaluated
with respect to the risk of feed pump cavitation caused by "boil off' of feed water
at the low pressure area of the pump impeller suction. Experience indicates that
80 oC can be safely used on most motor vessels.
Please remember that this form of control reduces oxygen and therefore requires
less chemical products, but it also means that less energy is required in the
auxiliary boiler or exhaust gas economiser to produce steam. Thus, it is a
significant fuel saving device, where an oil fired unit is operating.
This also reduces the risk of reaching "dew point" on gas side of the exhaust gas
economiser. This in turn will greatly reduce corrosion in that area.
Blow-down control
Blow-down is necessary to lower the boiler water concentration by removing
dissolved and suspended solids. Without controlled blow-down, oil solids in the
boiler water would build-up. Excessive build-up can cause priming and carryover

Pag |37 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
and could choke boiler tubes and headers with sludge, resulting in poor
circulation, over-heating and possible tube failures.
When chemicals are added to boiler water to protect the internals, it is obvious
that an increase in dissolved solids will occur. As the treatment reacts with the
contaminants in the water, sludge is formed. Additionally, solids, dissolved and
suspended, are carried into the boiler by the make-up water, and concentration of
these continues. Eventually there is a need for blow-down and it is necessary to
monitor this rate of concentration. A positive method of determining total
dissolved solids of boiler water is the measurement of specific conductance using
a dissolved solids meter.
Blow-down is conducted depending upon the degree of solids by the following
methods:
Continuous Blow-down: Used when dissolved solids are high. This method is
usually adopted through the sampling line, if a continuous blow-down line is not
installed, and can safely be used when a boiler is steaming.
Bottom Flash Blow: When giving a boiler a bottom flash blow, all fires must be
extinguished to prevent blistering of tubes, due to upset circulation. Bottom flash
blows are given when quick dilution of boiler water is required and to remove
sludge. Boilers should be allowed to cool and pressure lowered to no more than
75% of working pressure. This allows suspended solids to drop to the mud drum
so they can be removed when the blow-down valve is opened.
The blow-down valve should be opened quickly and immediately closed to
prevent boiler tube damage. Boiler should be allowed to stand for 5 minutes,
which allows more solids to gravitate to mud drum and blow-down should be
repeated by quickly opening and closing bottom blow-down valve. This procedure
should be repeated allowing about 5 minutes between each blow, until desired
quantity of sludge has been removed or replaced.
It should be stressed that too little blow-down is dangerous for reasons already
stated and excessive blow-down is costly in the form of wasted water, heat, fuel
and chemicals.

Pag |38 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14

Pag |39 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
6666. . . . MAIN PROBLEMS IN BOILERSMAIN PROBLEMS IN BOILERSMAIN PROBLEMS IN BOILERSMAIN PROBLEMS IN BOILERS CAUSED BY WATERCAUSED BY WATERCAUSED BY WATERCAUSED BY WATER
The principal difficulties caused by water in boiler are:
• Scaling
• Foaming and priming
• Corrosion
SCALING IN BOILERS
Boiler scale is caused by impurities being precipitated out of the water directly on
heat transfer surfaces or by suspended matter in water settling out on the metal
and becoming hard and adherent. Evaporation in a boiler causes impurities to
concentrate. This interferes with heat transfers and may cause hot spots, leading
to local overheating.
Scaling mechanism is the exceeding of the
solubility limits of mineral substances due to
elevated temperature and solids concentration at
the tube/water interface. The deposition of
crystalline precipitates on the walls of the boiler
interferes with heat transfer and may cause hot
spots, leading to local overheating. The less heat
they conduct, the more dangerous they are.
Common feed water contaminants that can form
boiler deposits include calcium, magnesium, iron,
aluminium, and silica. Scale is formed by salts that
have limited solubility but are not totally insoluble
in boiler water. These salts reach the deposit site
in a soluble form and precipitate.

Pag |40 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The values corresponding to their thermal conductivity are:
Steel 15 kcal/ m2.h per degree C
CaSO4 1 - 2 kcal/ m2.h per degree C
CaCO3 0.5 - 1 kcal/ m2.h per degree C
SiO2 0.2 - 0.5 kcal/m2.h per degree C
Scaling is mainly due to the presence of calcium and magnesium salts (carbonates
or sulfates), which are less soluble hot than cold, or to the presence of too high
concentration of silica in relation to the alkalinity of the water in the boiler.
A carbonate deposit is usually granular and sometimes of a very porous nature.
The crystals of calcium carbonate are large but usually are matted together with
finely divided particles of other materials so that the scale looks dense and
uniform. Dropping it in a solution of acid can easily identify a carbonate deposit.
Bubbles of carbon dioxide will effervesce from the scale.
A sulfate deposit is much harder and more dense than a carbonate deposit
because the crystals are smaller and cement together tighter. A sulfate deposit is
brittle, does not pulverize easily, and does not effervesce when dropped into acid.
A high silica deposit is very hard, resembling porcelain. The crystal of silica is
extremely small, forming a very dense and impervious scale. This scale is
extremely brittle and very difficult to pulverize. It is not soluble in hydrochloric
acid and is usually very light coloured.
Iron deposits, due either to corrosion or iron contamination in the water, are very
dark coloured. Iron deposits in boilers are most often magnetic. They are soluble
in hot acid giving a dark brown coloured solution.
Pag |41 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
If unchecked, scaling causes progressive lowering of the boiler efficiency by heat
retardation, acting as an insulator. Eventually, scale built-up will cause the tube to
overheat and rupture.
Boiler deposits can also cause plugging or partial obstruction of corrosive attack
underneath the deposits may occur. In general, boiler deposits can cut operating
efficiency, produce boiler damage, cause unscheduled boiler outages, and
increase cleaning expense.
The first anti-scaling preventative measure is to supply good quality demineralised
water as make-up feed water. The purer the feed water is, the weaker the driving
mechanism to form scale. Scale-forming minerals that do enter the boiler can be
rendered harmless by internal chemical treatment. A long-established technique is
to detach the hardness cations, magnesium and calcium, from the scale forming
minerals and to replace them with sodium ions.
Presence of Silica
Silica can vaporize into the steam at operating pressures as low as 28 bars. Its
solubility in steam increases with increased temperature; therefore, silica
becomes more soluble as steam is superheated. The conditions under which
vaporous silica carryover occurs have been thoroughly investigated and
documented. Researchers have found that for any given set of boiler conditions
using demineralized or evaporated quality make-up water, silica is distributed
between the boiler water and the steam at a defined ratio. This ratio depends on
two factors: boiler pressure and boiler water pH. The value of the ratio increases
almost logarithmically with increasing pressure and decreases with increasing pH.
If the silica enters the boiler water, the usual corrective action is to increase boiler
blow-down, to decrease it to acceptable levels and then to correct the condition
that caused the silica contamination.

Pag |42 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
FOAMING AND PRIMING IN BOILERS
Boiler water carryover is the contamination of the steam with boiler-water solids.
Bubbles or froth actually build-up on the surface of the boiler water and pass out
with the steam. This is called foaming and it is caused by high concentration of
any solids in the boiler water. It is generally believed, however, that specific
substances such as alkalis, oils, fats, greases, certain types of organic matter and
suspended solids are particularly conducive to foaming.
In theory, suspended solids collect in the surface film surrounding a steam bubble
and make it tougher. The steam bubble therefore resists breaking and builds up
foam. It is believed that the finer the suspended particles the greater their
collection in the bubble.
Priming is the carryover of varying amounts of droplets of water in the steam
(foam and mist), which lowers the energy efficiency of the steam and leads to the
deposit of salt crystals on the super heaters and in the turbines. Priming may be
caused by improper construction of boiler, excessive ratings, or sudden
fluctuations in steam demand. Priming is sometimes aggravated by impurities in
the boiler-water.
Priming is common cause of high levels of boiler water carryover and is governed
by alkalinity, the presence of certain organic substances and by total salinity or
TDS. The degree of priming also depends on the design of the boiler and its
steaming rate.
The most common measure to prevent foaming and priming is to maintain the
concentration of solids in the boiler water at reasonably low levels. Avoiding high
water levels, excessive boiler loads, and sudden load changes also helps. Very
often contaminated condensate returned to the boiler system causes carryover
problems. In these cases the condensate should be temporarily wasted until the
source of contamination is found and eliminated. The use of chemical anti-
foaming and anti-priming agents, mixtures of surface-active agents that modify
the surface tension of a liquid, remove foam and prevent the carryover of fine
water particles in the stream, can be very effective in preventing carryover due to
high concentrations of impurities in the boiler-water.

Pag |43 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
CORROSION IN BOILERS
Corrosion is one of the main causes of reduced reliability in steam generating
systems. It is estimated that problems due to boiler system corrosion cost industry
billions of euros per year.
Many corrosion problems occur in the hottest areas of the boiler, the water wall,
screen, and superheater tubes. Other common problem areas include deaerators,
feedwater heaters, and economizers.
Methods of corrosion control vary depending upon the type of corrosion
encountered. The most common causes of corrosion are dissolved gases (primarily
oxygen and carbon dioxide), underdeposit attack, low pH, and attack of areas
weakened by mechanical stress, leading to stress and fatigue cracking.
These conditions may be controlled through the following procedures:
• Maintenance of proper pH and alkalinity levels
• Control of oxygen and boiler feedwater contamination
• Reduction of mechanical stresses
• Operation within design specifications, especially for temperature and
pressure
• Proper precautions during start-up and shutdown
• Effective monitoring and control
CORROSION TENDENCIES OF BOILER SYSTEM COMPONENTS
Most industrial boiler and feedwater systems are constructed of carbon steel.
Many have copper alloy and/or stainless steel feedwater heaters and condensers.
Some have stainless steel superheater elements.
Proper treatment of boiler feedwater effectively protects against corrosion of
feedwater heaters, economizers, and deaerators.
The consensus is that feedwater oxygen, iron, and copper content should be very
low (e.g., less than 7 ppb oxygen, 20 ppb iron, and 15 ppb copper for a 60 bar
boiler) and that pH should be maintained between 8.5 and 9.5 for system
corrosion protection.

Pag |44 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
In order to minimize boiler system corrosion, an understanding of the operational
requirements for all critical system components is necessary.
Feedwater Heaters
Boiler feedwater heaters are designed to improve boiler efficiency by extracting
heat from streams such as boiler water blow-down and turbine extraction or
excess exhaust steam. Feedwater heaters are generally classified as low-pressure
(ahead of the deaerator), high-pressure (after the deaerator), or deaerating
heaters.
Regardless of feedwater heater design, the major problems are similar for all
types. The primary problems are corrosion, due to oxygen and improper pH, and
erosion from the tube side or the shell side. Due to the temperature increase
across the heater, incoming metal oxides are deposited in the heater and then
released during changes in steam load and chemical balances. Stress cracking of
welded components can also be a problem. Erosion is common in the shell side,
due to high-velocity steam impingement on tubes and baffles.
Corrosion can be minimized through proper design (to minimize erosion), periodic
cleaning, control of oxygen, proper pH control, and the use of high-quality
feedwater (to promote passivation of metal surfaces).
Deaerators
Deaerators are used to heat feedwater and reduce oxygen and other dissolved
gases to acceptable levels. Corrosion fatigue at or near welds is a major problem
in deaerators. Most corrosion fatigue cracking has been reported to be the result
of mechanical factors, such as manufacturing procedures, poor welds, and lack of
stress-relieved welds. Operational problems such as water/steam hammer can
also be a factor.
Effective corrosion control requires the following practices:
• Regular monitoring of operation
• Minimization of stresses during start-up
• Maintenance of stable temperature and pressure levels
• Control of dissolved oxygen and pH in the feedwater
• Regular out-of-service inspection using established non-destructive
techniques

Pag |45 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Other forms of corrosive attack in deaerators include stress corrosion cracking of
the stainless steel tray chamber, inlet spray valve spring cracking, corrosion of
vent condensers due to oxygen pitting, and erosion of the impingement baffles
near the steam inlet connection.
Economizers
Economizer corrosion control involves procedures similar to those employed for
protecting feedwater heaters.
Economizers help to improve boiler efficiency by extracting heat from flue gases
discharged from the fireside of a boiler. Economizers can be classified as non-
steaming or steaming. In a steaming economizer, 5-20% of the incoming
feedwater becomes steam. Steaming economizers are particularly sensitive to
deposition from feedwater contaminants and resultant under-deposit corrosion.
Erosion at tube bends is also a problem in steaming economizers.
Oxygen pitting, caused by the presence of oxygen and temperature increase, is a
major problem in economizers; therefore, it is necessary to maintain essentially
oxygen-free water in these units. The inlet is subject to severe pitting, because it is
often the first area after the deaerator to be exposed to increased heat.
Whenever possible, tubes in this area should be inspected closely for evidence of
corrosion.
Economizer heat transfer surfaces are subject to corrosion product build-up and
deposition of incoming metal oxides. These deposits can slough off during
operational load and chemical changes.
Corrosion can also occur on the gas side of the economizer due to contaminants in
the flue gas, forming low-pH compounds. Generally, economizers are arranged for
downward flow of gas and upward flow of water. Tubes that form the heating
surface may be smooth or provided with extended surfaces.
Superheaters
Superheater corrosion problems are caused by a number of mechanical and
chemical conditions. One major problem is the oxidation of superheater metal due
to high gas temperatures, usually occurring during transition periods, such as
start-up and shutdown. Deposits due to carryover can contribute to the problem.
Resulting failures usually occur in the bottom loops, the hottest areas of the
superheater tubes.

Pag |46 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Oxygen pitting, particularly in the pendant loop area, is another major corrosion
problem in superheaters. It is caused when water is exposed to oxygen during
downtime. Close temperature control helps to minimize this problem. In addition,
a nitrogen blanket and chemical oxygen scavenger can be used to maintain
oxygen-free conditions during downtime.
TYPES OF CORROSION
Corrosion control techniques vary according to the type of corrosion encountered.
Major methods of corrosion control include maintenance of the proper pH,
control of oxygen, control of deposits, and reduction of stresses through design
and operational practices.
Galvanic Corrosion
Galvanic corrosion occurs when a metal or alloy is electrically coupled to a
different metal or alloy.
The most common type of galvanic corrosion in a boiler system is caused by the
contact of dissimilar metals, such as iron and copper. These differential cells can
also be formed when deposits are present. Galvanic corrosion can occur at welds
due to stresses in heat-affected zones or the use of different alloys in the welds.
Anything that results in a difference in electrical potential at discrete surface
locations can cause a galvanic reaction. Causes include:
• Scratches in a metal surface
• Differential stresses in a metal
• Differences in temperature
• Conductive deposits
Pitting of boiler tube banks has been encountered due to metallic copper
deposits. Such deposits may form during acid cleaning procedures if the
procedures do not completely compensate for the amount of copper oxides in the
deposits or if a copper removal step is not included. Dissolved copper may be
plated out on freshly cleaned surfaces, establishing anodic corrosion areas and
forming pits, which are very similar to oxygen pits in form and appearance. This
process is illustrated by the following reactions involving hydrochloric acid as the
cleaning solvent.
Pag |47 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Magnetite is dissolved and yields an acid solution containing both ferrous (Fe²+)
and ferric (Fe³+) chlorides (ferric chlorides are very corrosive to steel and copper)
Fe3O4 + 8HCl →→→→ FeCl2 + 2FeCl3 + 4H2O
magnetite hydrochloric acid ferrous chloride ferric chloride water
Metallic or elemental copper in boiler deposits is dissolved in the hydrochloric acid
solution by the following reaction:
FeCl3 + Cu →→→→ CuCl + FeCl2
ferric chloride copper cuprous chloride ferrous chloride
Once cuprous chloride is in solution, it is immediately redeposited as metallic
copper on the steel surface according to the following reaction:
2CuCl + Fe →→→→ FeCl2 + 2Cu0
cuprous chloride iron ferrous chloride copper oxide
Thus, hydrochloric acid cleaning can cause galvanic corrosion unless the copper is
prevented from plating on the steel surface. A complexing agent is added to
prevent the copper from redepositing. The following chemical reaction results:
FeCl3 + Cu + Complexing Agent →→→→ FeCl2 + CuCl
ferric chloride copper ferrous chloride cuprous chloride complex
This can take place as a separate step or during acid cleaning. Both iron and the
copper are removed from the boiler, and the boiler surfaces can then be
passivated.
In most cases, the copper is localized in certain tube banks and causes random
pitting. When deposits contain large quantities of copper oxide or metallic copper,
special precautions are required to prevent the plating out of copper during
cleaning operations.

Pag |48 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Caustic Corrosion
Concentration of caustic (NaOH) can occur either as a result of steam blanketing
(which allows salts to concentrate on boiler metal surfaces) or by localized boiling
beneath porous deposits on tube surfaces.
Caustic corrosion (gouging) occurs when caustic is concentrated and dissolves the
protective magnetite (Fe3O4) layer. Iron, in contact with the boiler water, forms
magnetite and the protective layer is continuously restored. However, as long as a
high caustic concentration exists, the magnetite is constantly dissolved, causing a
loss of base metal and eventual failure.
Steam blanketing is a condition that occurs when a steam layer forms between
the boiler water and the tube wall. Under this condition, insufficient water
reaches the tube surface for efficient heat transfer. The water that does reach the
overheated boiler wall is rapidly vaporized, leaving behind a concentrated caustic
solution, which is corrosive.
Porous metal oxide deposits also permit the development of high boiler water
concentrations. Water flows into the deposit and heat applied to the tube causes
the water to evaporate, leaving a very concentrated solution. Again, corrosion
may occur.
Caustic attack creates irregular patterns, often referred to as gouges. Deposition
may or may not be found in the affected area.
Boiler feedwater systems using demineralized or evaporated makeup or pure
condensate may be protected from caustic attack through coordinated
phosphate/pH control. Phosphate buffers the boiler water, reducing the chance of
large pH changes due to the development of high caustic concentrations. Excess
caustic combines with disodium phosphate and forms trisodium phosphate.
Sufficient disodium phosphate must be available to combine with all of the free
caustic in order to form trisodium phosphate.
Disodium phosphate neutralizes caustic by the following reaction:
Na2HPO4 + NaOH →→→→ Na3PO4 + H2O
disodium phosphate sodium hydroxide trisodium phosphate water
This results in the prevention of caustic build-up beneath deposits or within a
crevice where leakage is occurring. Caustic corrosion (and caustic embrittlement,
Pag |49 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
discussed later) does not occur, because high caustic concentrations do not
develop.
Different forms of phosphate consume or add caustic as the phosphate shifts to
the proper form. For example, addition of monosodium phosphate consumes
caustic as it reacts with caustic to form disodium phosphate in the boiler water
according to the following reaction:
Na2HPO4 + NaOH →→→→ Na2HPO4 + H2O
monosodium phosphate sodium hydroxid disodium phosphate water
Conversely, addition of trisodium phosphate adds caustic, increasing boiler water
pH:
Na3PO4 + H2O →→→→ Na2HPO4 + NaOH
trisodium phosphate water disodium phosphate sodium hydroxide
Control is achieved through feed of the proper type of phosphate to either raise or
lower the pH while maintaining the proper phosphate level. Increasing blow-down
lowers both phosphate and pH. Therefore, various combinations and feed rates of
phosphate, blow-down adjustment, and caustic addition are used to maintain
proper phosphate/pH levels.
Elevated temperatures at the boiler tube wall or deposits can result in some
precipitation of phosphate. This effect, termed "phosphate hideout," usually
occurs when loads increase. When the load is reduced, phosphate reappears.
Clean boiler water surfaces reduce potential concentration sites for caustic.
Deposit control treatment programs, such as those based on chelants and
synthetic polymers, can help provide clean surfaces.
Where steam blanketing is occurring, corrosion can take place even without the
presence of caustic, due to the steam/magnetite reaction and the dissolution of
magnetite. In such cases, operational changes or design modifications may be
necessary to eliminate the cause of the problem.

Pag |50 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Acidic Corrosion
Low make-up or feedwater pH can cause serious acid attack on metal surfaces in
the pre-boiler and boiler system. Even if the original makeup or feedwater pH is
not low, feedwater can become acidic from contamination of the system.
Common causes include the following:
• Improper operation or control of demineralizer cation units
• Process contamination of condensate
• Cooling water contamination from condensers
Acid corrosion can also be caused by chemical cleaning operations. Overheating of
the cleaning solution can cause breakdown of the inhibitor used, excessive
exposure of metal to cleaning agent, and high cleaning agent concentration.
Failure to neutralize acid solvents completely before start-up has also caused
problems.
In a boiler and feedwater system, acidic attack can take the form of general
thinning, or it can be localized at areas of high stress such as drum baffles, "U"
bolts, acorn nuts, and tube ends.
Oxygen Attack
Without proper mechanical and chemical deaeration, oxygen in the feedwater will
enter the boiler. Much is flashed off with the steam; the remainder can attack
boiler metal. The point of attack varies with boiler design and feedwater
distribution. Pitting is frequently visible in the feedwater distribution holes, at the
steam drum waterline, and in downcomer tubes.
Oxygen is highly corrosive when present in hot water. Even small concentrations
can cause serious problems. Because pits can penetrate deep into the metal,
oxygen corrosion can result in rapid failure of feedwater lines, economizers, boiler
tubes, and condensate lines. Additionally, iron oxide generated by the corrosion
can produce iron deposits in the boiler.
Oxygen corrosion may be highly localized or may cover an extensive area. It is
identified by well defined pits or a very pockmarked surface. The pits vary in
shape, but are characterized by sharp edges at the surface. Active oxygen pits are
distinguished by a reddish brown oxide cap (tubercle). Removal of this cap
exposes black iron oxide within the pit.

Pag |51 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Oxygen attack is an electrochemical process that can be described by the
following reactions:
Anode:
Fe →→→→ Fe2+
+ 2e¯
Cathode:
½ O2 + H2O + 2e¯ →→→→ 2OH¯
Overall:
Fe + ½O2 + H2O →→→→ Fe(OH)2
The influence of temperature is particularly important in feedwater heaters and
economizers. A temperature rise provides enough additional energy to accelerate
reactions at the metal surfaces, resulting in rapid and severe corrosion.
At 15°C and atmospheric pressure, the solubility of oxygen in water is
approximately 8 ppm. Efficient mechanical deaeration reduces dissolved oxygen
to 7 ppb or less. For complete protection from oxygen corrosion, a chemical
scavenger is required following mechanical deaeration.
Major sources of oxygen in an operating system include poor deaerator operation,
in-leakage of air on the suction side of pumps, the breathing action of receiving
tanks, and leakage of undeaerated water used for pump seals.
The acceptable dissolved oxygen level for any system depends on many factors,
such as feedwater temperature, pH, flow rate, dissolved solids content, and the
metallurgy and physical condition of the system. Based on experience in
thousands of systems, 3-10 ppb of feedwater oxygen is not significantly damaging
to economizers. This is reflected in industry guidelines.
MECHANICAL CONDITIONS AFFECTING CORROSION
Many corrosion problems are the result of mechanical and operational problems.
The following practices help to minimize these corrosion problems:
• Election of corrosion-resistant metals
• Reduction of mechanical stress where possible (e.g., use of proper
welding procedures and stress-relieving welds)

Pag |52 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
• Minimization of thermal and mechanical stresses during operation
• Operation within design load specifications, without over-firing, along
with proper start-up and shutdown procedures
• Maintenance of clean systems, including the use of high-purity
feedwater, effective and closely controlled chemical treatment, and acid
cleaning when required
Caustic Embrittlement
Caustic embrittlement (caustic stress corrosion cracking), or inter-crystalline
cracking, has long been recognized as a serious form of boiler metal failure.
Because chemical attack of the metal is normally undetectable, failure occurs
suddenly-often with catastrophic results.
For caustic embrittlement to occur, three conditions must exist:
• The boiler metal must have a high level of stress
• A mechanism for the concentration of boiler water must be present
• The boiler water must have embrittlement-producing characteristics
Where boiler tubes fail as a result of caustic embrittlement, circumferential
cracking can be seen. In other components, cracks follow the lines of greatest
stress. A microscopic examination of a properly prepared section of embrittled
metal shows a characteristic pattern, with cracking progressing along defined
paths or grain boundaries in the crystal structure of the metal. The cracks do not
penetrate the crystals themselves, but travel between them; therefore, the term
"inter-crystalline cracking" is used.
If boiler water possesses embrittling characteristics, steps must be taken to
prevent attack of the boiler metal. Sodium nitrate is a standard treatment for
inhibiting embrittlement in lower-pressure boiler systems. The inhibition of
embrittlement requires a definite ratio of nitrate to the caustic alkalinity present
in the boiler water. In higher-pressure boiler systems, where demineralized make-
up water is used, embrittling characteristics in boiler water can be prevented by
the use of coordinated phosphate/pH treatment control, described previously
under "Caustic Corrosion." This method prevents high concentrations of free
sodium hydroxide from forming in the boiler, eliminating embrittling tendencies.

Pag |53 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Fatigue Cracking
Fatigue cracking (due to repeated cyclic stress) can lead to metal failure. The
metal failure occurs at the point of the highest concentration of cyclic stress.
Examples of this type of failure include cracks in boiler components at support
brackets or rolled in tubes when a boiler undergoes thermal fatigue due to
repeated start-ups and shutdowns.
Thermal fatigue occurs in horizontal tube runs as a result of steam blanketing and
in water wall tubes due to frequent, prolonged lower header blow-down.
Corrosion fatigue failure results from cyclic stressing of a metal in a corrosive
environment. This condition causes more rapid failure than that caused by either
cyclic stressing or corrosion alone. In boilers, corrosion fatigue cracking can result
from continued breakdown of the protective magnetite film due to cyclic stress.
Corrosion fatigue cracking occurs in deaerators near the welds and heat-affected
zones. Proper operation, close monitoring, and detailed out-of-service inspections
(in accordance with published recommendations) minimize problems in
deaerators.
Steam Side Burning
Steam side burning is a chemical reaction between steam and the tube metal. It is
caused by excessive heat input or poor circulation, resulting in insufficient flow to
cool the tubes. Under such conditions, an insulating superheated steam film
develops. Once the tube metal temperature has reached 400 °C in boiler tubes or
510 - 540 °C in superheater tubes (assuming low alloy steel construction), the rate
of oxidation increases dramatically; this oxidation occurs repeatedly and
consumes the base metal. The problem is most frequently encountered in
superheaters and in horizontal generating tubes heated from the top.
Erosion
Erosion usually occurs due to excessive velocities. Where two-phase flow (steam
and water) exists, failures due to erosion are caused by the impact of the fluid
against a surface. Equipment vulnerable to erosion includes turbine blades, low-
pressure steam piping, and heat exchangers that are subjected to wet steam.
Feedwater and condensate piping subjected to high-velocity water flow are also
susceptible to this type of attack. Damage normally occurs where flow changes
direction.
Pag |54 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
METALLIC OXIDES IN BOILER SYSTEMS
Iron and copper surfaces are subject to corrosion, resulting in the formation of
metal oxides. This condition can be controlled through careful selection of metals
and maintenance of proper operating conditions.
Iron Oxide Formation
Iron oxides present in operating boilers can be classified into two major types. The
first and most important is the 0.005 - 0.018 millimetres thick magnetite formed
by the reaction of iron and water in an oxygen-free environment. This magnetite
forms a protective barrier against further corrosion.
Magnetite forms on boiler system metal surfaces from the following overall
reaction:
3Fe + 4H2O →→→→ Fe3O4 + 4H2
iron water magnetite hydrogen
The magnetite, which provides a protective barrier against further corrosion,
consists of two layers. The inner layer is relatively thick, compact, and continuous.
The outer layer is thinner, porous, and loose in structure. Both of these layers
continue to grow due to water diffusion (through the porous outer layer) and
lattice diffusion (through the inner layer). As long as the magnetite layers are left
undisturbed, their growth rate rapidly diminishes.
The second type of iron oxide in a boiler is the corrosion products, which may
enter the boiler system with the feedwater. These are frequently termed
"migratory" oxides, because they are not usually generated in the boiler. The
oxides form an outer layer over the metal surface. This layer is very porous and
easily penetrated by water and ionic species.
Iron can enter the boiler as soluble ferrous ions and insoluble ferrous and ferric
hydroxides or oxides. Oxygen-free, alkaline boiler water converts iron to
magnetite, Fe3O4. Migratory magnetite deposits on the protective layer and is
normally gray to black in color.

Pag |55 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Copper Oxide Formation
A truly passive oxide film does not form on copper or its alloys. In water, the
predominant copper corrosion product is cuprous oxide (Cu2O). A typical
corrosion reaction follows:
8Cu + O2 + 2H2O →→→→ 4Cu2O + 2H2
copper oxygen water cuprous oxide hydrogen
The oxide that develops on the copper surfaces is comprised of two layers. The
inner layer is very thin, adherent, nonporous, and comprised mostly of cupric
oxide (CuO). The outer layer is thick, adherent, porous and comprised mainly of
cuprous oxide (Cu2O). The outer layer is formed by breakup of the inner layer. At a
certain thickness of the outer layer, an equilibrium exists at which the oxide
continually forms and is released into the water.
Maintenance of the proper pH, elimination of oxygen, and application of metal-
conditioning agents can minimize the amount of copper alloy corrosion.
Metal Passivation
The establishment of protective metal oxide layers through the use of reducing
agents (such as hydrazine, hydroquinone, and other oxygen scavengers) is known
as metal passivation or metal conditioning. Although "metal passivation" refers to
the direct reaction of the compound with the metal oxide and "metal
conditioning" more broadly refers to the promotion of a protective surface, the
two terms are frequently used interchangeably.
The reaction of hydrazine and hydroquinone, which leads to the passivation of
iron-based metals, proceeds according to the following reactions:
N2H4 + 6Fe2O3 →→→→ 4Fe3O4 + 2H2O + N2
hydrazine hematite magnetite water nitrogen
C6H4 (OH)2 + 3Fe2O3 →→→→ 2Fe3O4 + C6H4O2 + H2O
hydroquinone hematite magnetite benzoquinone water
Pag |56 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Similar reactions occur with copper-based metals:
N2H4 + 4CuO →→→→ 2Cu2O + 2H2O + N2
hydrazine cupric oxide cuprous oxide water nitrogen
C6H6O2 + 2CuO →→→→ Cu2O + C6H6O2 + H2O
Hydroquinone cupric oxide cuprous oxide benzoquinone water
Magnetite and cuprous oxide form protective films on the metal surface. Because
these oxides are formed under reducing conditions, removal of the dissolved
oxygen from boiler feedwater and condensate promotes their formation. The
effective application of oxygen scavengers indirectly leads to passivated metal
surfaces and less metal oxide transport to the boiler whether or not the scavenger
reacts directly with the metal surface.
A significant reduction in feedwater oxygen and metal oxides can occur with
proper application of oxygen scavengers.
CORROSION CONTROL FACTORS
Steel and Steel Alloys
Protection of steel in a boiler system depends on temperature, pH, and oxygen
content. Generally, higher temperatures, high or low pH levels, and higher oxygen
concentrations increase steel corrosion rates.
Mechanical and operational factors, such as velocities, metal stresses, and severity
of service can strongly influence corrosion rates. Systems vary in corrosion
tendencies and should be evaluated individually.
Copper and Copper Alloys
Many factors influence the corrosion rate of copper alloys:
• Temperature
• pH
• Oxygen concentration

Pag |57 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
• Amine concentration
• Ammonia concentration
• Flow rate
The impact of each of these factors varies depending on characteristics of each
system. Temperature dependence results from faster reaction times and greater
solubility of copper oxides at elevated temperatures. Maximum temperatures
specified for various alloys range from 90 to 150 °C.
Methods of minimizing copper and copper alloy corrosion include:
• Replacement with a more resistant metal
• Elimination of oxygen
• Maintenance of high-purity water conditions
• Operation at the proper pH level
• Reduction of water velocities
• Application of materials which passivate the metal surfaces
pH Control
Maintenance of proper pH throughout the boiler feedwater, boiler, and
condensate systems is essential for corrosion control. Most low-pressure boiler
system operators monitor boiler water alkalinity because it correlates very closely
with pH, while most feedwater, condensate, and high-pressure boiler water
requires direct monitoring of pH. Control of pH is important for the following
reasons:
• Corrosion rates of metals used in boiler systems are sensitive to
variations in pH
• Low pH or insufficient alkalinity can result in corrosive acidic attack
• High pH or excess alkalinity can result in caustic gouging/cracking and
foaming, with resultant carryover
• Speed of oxygen scavenging reactions is highly dependent on pH levels

Pag |58 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The pH or alkalinity level maintained in a boiler system depends on many factors,
such as system pressure, system metals, feedwater quality, and type of chemical
treatment applied.
The corrosion rate of carbon steel at feedwater temperatures approaches a
minimum value in the pH range of 9.2 - 9.6. It is important to monitor the
feedwater system for corrosion by means of iron and copper testing. For systems
with sodium zeolite or hot lime softened makeup, pH adjustment may not be
necessary. In systems that use deionized water makeup, small amounts of caustic
soda or neutralizing amines, such as morpholine and cyclohexylamine, can be
used.
In the boiler, either high or low pH increases the corrosion rates of mild steel. The
pH or alkalinity that is maintained depends on the pressure, make-up water
characteristics, chemical treatment, and other factors specific to the system.
The best pH for protection of copper alloys is somewhat lower than the optimum
level for carbon steel. For systems that contain both metals, the condensate and
feedwater pH is often maintained between 8.8 and 9.2 for corrosion protection of
both metals. The optimum pH varies from system to system and depends on many
factors, including the alloy used.
To elevate pH, neutralizing amines should be used instead of ammonia, which
(especially in the presence of oxygen) accelerates copper alloy corrosion rates.
Also, amines form protective films on copper oxide surfaces that inhibit corrosion.
Oxygen Control
Chemical Oxygen Scavengers. The oxygen scavengers most commonly used in
boiler systems are sodium sulfite, sodium bisulfite, hydrazine, catalyzed versions
of the sulfites and hydrazine, and organic oxygen scavengers, such as
hydroquinone and ascorbate.
It is of critical importance to select and properly use the best chemical oxygen
scavenger for a given system. Major factors that determine the best oxygen
scavenger for a particular application include reaction speed, residence time in the
system, operating temperature and pressure, and feedwater pH. Interferences
with the scavenger/oxygen reaction, decomposition products, and reactions with
metals in the system are also important factors. Other contributing factors include
the use of feedwater for attemperation, the presence of economizers in the
system, and the end use of the steam. Chemical oxygen scavengers should be fed

Pag |59 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
to allow ample time for the scavenger/oxygen reaction to occur. The deaerator
storage system and the feedwater storage tank are commonly used feed points.
In boilers operating below 70 bar, sodium sulfite and a concentrated liquid
solution of catalyzed sodium bisulfite are the most commonly used materials for
chemical deaeration due to low cost and ease of handling and testing. The oxygen
scavenging property of sodium sulfite is illustrated by the following reaction:
2Na2SO3 + O2 →→→→ 2Na2SO4
sodium sulfite oxygen sodium sulfate
Theoretically, 7.88 ppm of chemically pure sodium sulfite is required to remove
1.0 ppm of dissolved oxygen. However, due to the use of technical grades of
sodium sulfite, combined with handling and blow-down losses during normal plant
operation, approximately 10 Kg of sodium sulfite per Kg of oxygen is usually
required. The concentration of excess sulfite maintained in the feedwater or boiler
water also affects the sulfite requirement.
Sodium sulfite must be fed continuously for maximum oxygen removal.
As with any oxygen scavenging reaction, many factors affect the speed of the
sulfite-oxygen reaction. These factors include temperature, pH, initial
concentration of oxygen scavenger, initial concentration of dissolved oxygen, and
catalytic or inhibiting effects. The most important factor is temperature. As
temperature increases, reaction time decreases; in general, every 10 °C increase in
temperature doubles reaction speed. At temperatures of 100 °C and above, the
reaction is rapid. Overfeed of sodium sulfite also increases reaction rate. The
reaction proceeds most rapidly at pH values in the range of 8.5-10.0.
Commercial sodium sulfite is not as faster and efficient in removal of oxygen as
catalyzed sodium sulfite. After 25 seconds of contact, catalyzed sodium sulfite
removed the oxygen completely. Uncatalyzed sodium sulfite removed less than
50% of the oxygen in this same time period. In a boiler feedwater system, this
could result in severe corrosive attack.
The following operational conditions necessitate the use of catalyzed sodium
sulfite:
• Low feedwater temperature
• Incomplete mechanical deaeration

Pag |60 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
• Rapid reaction required to prevent pitting in the system
• Short residence time
• Use of economizers
High feedwater sulfite residuals and pH values above 8.5 should be maintained in
the feedwater to help protect the economizer from oxygen attack.
Some natural waters contain materials that can inhibit the oxygen/sulfite reaction.
For example, trace organic materials in a surface supply used for makeup water
can reduce speed of scavenger/oxygen reaction time. The same problem can
occur where contaminated condensate is used as a portion of the boiler
feedwater. The organic materials complex metals (natural or formulated catalysts)
and prevent them from increasing the rate of reaction.
At operating pressures of 70 bar and higher, hydrazine or organic oxygen
scavengers are normally used in place of sulfite. In these applications, the
increased dissolved solids contributed by sodium sulfate (the product of the
sodium sulfite-oxygen reaction) can become a significant problem. Also, sulfite
decomposes in high-pressure boilers to form sulfur dioxide (SO2) and hydrogen
sulfide (H2S). Both of these gases can cause corrosion in the return condensate
system and have been reported to contribute to stress corrosion cracking in
turbines. Hydrazine has been used for years as an oxygen scavenger in high-
pressure systems and other systems in which sulfite materials cannot be used.
Hydrazine is a reducing agent that removes dissolved oxygen by the following
reaction:
N2H4 + O2 →→→→ 2H2O + N2
hydrazine oxygen water nitrogen
Because the products of this reaction are water and nitrogen, the reaction adds no
solids to the boiler water. The decomposition products of hydrazine are ammonia
and nitrogen. Decomposition begins at approximately 200°C and is rapid at 300°C.
The alkaline ammonia does not attack steel. However, if enough ammonia and
oxygen are present together, copper alloy corrosion increases. Close control of the
hydrazine feed rate can limit the concentration of ammonia in the steam and
minimize the danger of attack on copper-bearing alloys. The ammonia also
neutralizes carbon dioxide and reduces the return line corrosion caused by carbon
dioxide.

Pag |61 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Hydrazine is a toxic material and must be handled with extreme care. Because the
material is a suspected carcinogen, federally published guidelines must be
followed for handling and reporting. Because pure hydrazine has a low flash point,
a 35% solution with a flash point of greater than 90°C is usually used.
Theoretically, 1.0 ppm of hydrazine is required to react with 1.0 ppm of dissolved
oxygen. However, in practice 1.5-2.0 parts of hydrazine are required per part of
oxygen.
The factors that influence the reaction time of sodium sulfite also apply to other
oxygen scavengers. The reaction is also dependent upon pH (the optimum pH
range is 9.0-10.0).
In addition to its reaction with oxygen, hydrazine can also aid in the formation of
magnetite and cuprous oxide (a more protective form of copper oxide), as shown
in the following reactions:
N2H4 + 6Fe2O3 →→→→ 4Fe3O4 + N2 + 2H2O
hydrazine hematite magnetite nitrogen water
and
N2H4 + 4CuO →→→→ 2Cu2O + N2 + 2H2O
hydrazine cupric oxide cuprous oxide nitrogen water
Because hydrazine and organic scavengers add no solids to the steam, feedwater
containing these materials is generally satisfactory for use as attemperating or
desuperheating water.
The major limiting factors of hydrazine use are its slow reaction time (particularly
at low temperatures), ammonia formation, effects on copper-bearing alloys, and
handling problems.
Organic Oxygen Scavengers. Several organic compounds are used to remove
dissolved oxygen from boiler feedwater and condensate. Among the most
commonly used compounds are hydroquinone and ascorbate. These materials are
less toxic than hydrazine and can be handled more safely. As with other oxygen
scavengers, temperature, pH, initial dissolved oxygen concentration, catalytic
effects, and scavenger concentration affect the rate of reaction with dissolved

Pag |62 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
oxygen. When fed to the feedwater in excess of oxygen demand or when fed
directly to the condensate, some organic oxygen scavengers carry forward to
protect steam and condensate systems.
Hydroquinone is unique in its ability to react quickly with dissolved oxygen, even
at ambient temperature. As a result of this property, in addition to its
effectiveness in operating systems, hydroquinone is particularly effective for use
in boiler storage and during system start-ups and shutdowns. It is also used widely
in condensate systems.
Hydroquinone reacts with dissolved oxygen as shown in the following reactions:
C6H4(OH)2 + O2 →→→→ C6H4O2 + H2O
hydroquinone oxygen benzoquinone water
Benzoquinone reacts further with oxygen to form polyquinones:
C6H4O2 + O2 →→→→ polyquinones
benzoquinone oxygen
These reactions are not reversible under the alkaline conditions found in boiler
feedwater and condensate systems. In fact, further oxidation and thermal
degradation (in higher-pressure systems) leads to the final product of carbon
dioxide. Intermediate products are low molecular weight organic compounds,
such as acetates.
Oxygen Level Monitoring. Oxygen monitoring provides the most effective means
of controlling oxygen scavenger feed rates. Usually, a slight excess of scavenger is
fed. Feedwater and boiler water residuals provide an indication of excess
scavenger feed and verify chemical treatment feed rates. It is also necessary to
test for iron and copper oxides in order to assess the effectiveness of the
treatment program. Proper precautions must be taken in sampling for metal
oxides to ensure representative samples.
Due to volatility and decomposition, measurement of boiler residuals is not a
reliable means of control. The amount of chemical fed should be recorded and
compared with oxygen levels in the feedwater to provide a check on the control of
dissolved oxygen in the system. With sodium sulfite, a drop in the chemical
Pag |63 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
residual in the boiler water or a need to increase chemical feed may indicate a
problem. Measures must be taken to determine the cause so that the problem
can be corrected.
Sulfite residual limits are a function of boiler operating pressure. For most low-
and medium-pressure systems, sulfite residuals should be in excess of 20 ppm.
Hydrazine control is usually based on a feedwater excess of 0.05-0.1 ppm. For
different organic scavengers, residuals and tests vary.
MONITORING AND TESTING
Effective corrosion control monitoring is essential to ensure boiler reliability. A
well planned monitoring program should include the following:
• Proper sampling and monitoring at critical points in the system
• Completely representative sampling
• Use of correct test procedures
• Checking of test results against established limits
• A plan of action to be carried out promptly when test results are not
within established limits
• A contingency plan for major upset conditions
• A quality improvement system and assessment of results based on
testing and inspections
Monitoring Techniques
Appropriate monitoring techniques vary with different systems. Testing should be
performed at least once per shift. Testing frequency may have to be increased for
some systems where control is difficult, or during periods of more variable
operating conditions. All monitoring data, whether spot sampling or continuous,
should be recorded.
Boiler feedwater hardness, iron, copper, oxygen, and pH should be measured.
Both iron and copper, as well as oxygen, can be measured on a daily basis. It is
recommended that, when possible, a continuous oxygen meter be installed in the
feedwater system to detect oxygen intrusions. Iron and copper, in particular,
should be measured with care due to possible problems of sample contamination.

Pag |64 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
If a continuous oxygen meter is not installed, periodic testing with spot sampling
ampoules should be used to evaluate deaerator performance and potential for
oxygen contamination from pump seal water and other sources.
For the boiler water, the following tests should be performed:
• Phosphate (if used)
• P-alkalinity or pH
• Sulfite (if used)
• Conductivity
Sampling
It is critical to obtain representative samples in order to monitor conditions in the
boiler feedwater system properly. Sample lines, continuously flowing at the
proper velocity and volume, are required. Generally, a velocity of 1,5 mt/sec and a
flow of 800-1000 ml/min are satisfactory. The use of long sample lines should be
avoided. Iron and copper sampling should be approached with extreme care
because of the difficulty of obtaining representative samples and properly
interpreting results. Trends, rather than individual samples, should be used to
assess results. Copper sampling requires special precautions, such as acidification
of the stream. Composite sampling, rather than spot sampling, can also be a
valuable tool to determine average concentrations in a system.
Oxygen sampling should be performed as close to the line as possible, because
long residence time in sampling lines can allow the oxygen scavenger to further
react and reduce oxygen readings. Also, if in-leakage occurs, falsely high data may
be obtained. Sampling for oxygen should also be done at both the effluent of the
deaerator and effluent of the boiler feedwater pump, to verify that oxygen ingress
is not occurring.
Results and Action Required
All inspections of equipment should be thorough and well documented.
Conditions noted must be compared to data from previous inspections. Analytical
results and procedures must be evaluated to ensure that quality standards are
maintained and that steps are taken for continual improvement. Cause-and-effect
diagrams can be used either to verify that all potential causes of problems are
reviewed, or to troubleshoot a particular corrosion-related problem.

Pag |65 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
CORROSION PROTECTION DURING DOWNTIME AND STORAGE
Oxygen corrosion in boiler feedwater systems can occur during start-up and
shutdown and while the boiler system is on standby or in storage, if proper
procedures are not followed. Systems must be stored properly to prevent
corrosion damage, which can occur in a matter of hours in the absence of proper
lay-up procedures. Both the water/steam side and the fireside are subject to
downtime corrosion and must be protected.
Off-line boiler corrosion is usually caused by oxygen in-leakage. Low pH causes
further corrosion. Low pH can result when oxygen reacts with iron to form
hydroferric acid. This corrosion product, an acidic form of iron, forms at water-air
interfaces.
Corrosion also occurs in boiler feedwater and condensate systems. Corrosion
products generated both in the pre-boiler section and the boiler may deposit on
critical heat transfer surfaces of the boiler during operation and increase the
potential for localized corrosion or overheating.
The degree and speed of surface corrosion depend on the condition of the metal.
If a boiler contains a light surface coating of boiler sludge, surfaces are less likely
to be attacked because they are not fully exposed to oxygen-laden water.
Experience has indicated that with the improved cleanliness of internal boiler
surfaces, more attention must be given to protection from oxygen attack during
storage. Boilers that are idle even for short time periods (e.g., weekends) are
susceptible to attack.
Boilers that use undeaerated water during start-up and during their removal from
service can be severely damaged. The damage takes the form of oxygen pitting
scattered at random over the metal surfaces. Damage due to these practices may
not be noticed for many years after installation of the unit.
The choice of storage methods depends on the length of downtime expected and
the boiler complexity. If the boiler is to be out of service for a month or more, dry
storage may be preferable. Wet storage is usually suitable for shorter down-time
periods or if the unit may be required to go on-line quickly. Large boilers with
complex circuits are difficult to dry, so they should be stored by one of the wet
storage methods.
Dry Storage
For dry storage, the boiler is drained, cleaned, and dried completely. All horizontal
and non-drainable boiler and superheater tubes must be blown dry with

Pag |66 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
compressed gas. Particular care should be taken to purge water from long
horizontal tubes, especially if they have bowed slightly.
Heat is applied to optimize drying. After drying, the unit is closed to minimize air
circulation. Heaters should be installed as needed to maintain the temperature of
all surfaces above the dew point.
Immediately after surfaces are dried, one of the three following desiccants is
spread on water-tight wood or corrosion-resistant trays:
• Quicklime-used at a rate of 0,90 Kg/10 m³ of boiler volume
• Silica gel-used at a rate of 2,5 Kg/10 m³ of boiler volume
• Activated alumina-used at a rate of 4,0 Kg/10 m³ of boiler volume
The trays are placed in each drum of a water tube boiler, or on the top flues of a
fire-tube unit. All manholes, handholes, vents, and connections are blanked and
tightly closed. The boiler should be opened every month for inspection of the
desiccant. If necessary, the desiccant should be renewed.
Wet Storage
For wet storage, the unit is inspected, cleaned if necessary, and filled to the
normal water level with deaerated feedwater.
Sodium sulfite, hydrazine, hydroquinone, or another scavenger is added to control
dissolved oxygen, according to the following requirements:
• Sodium sulfite. 0,36 Kg of sodium sulfite and 0,36 Kg of caustic soda should be
added per 1000 liters of water contained in the boiler (minimum 400 ppm P-
alkalinity as CaCO3 and 200 ppm sulfite as SO3).
• Hydrazine. 0,59 Kg of a 35% solution of hydrazine and 0,012 Kg of ammonia or
0,37 Kg of a 40% solution of neutralizing amine can be added per 1000 liters
(minimum 200 ppm hydrazine and 10.0 pH). Due to the handling problems of
hydrazine, organic oxygen scavengers are normally recommended.
• Hydroquinone. Hydroquinone-based materials are added to achieve
approximately 200 ppm as hydroquinone in previously passivated on-line systems.
In new systems, or those considered to have a poorly formed magnetite film, the
minimum feed rate is 400 ppm as hydroquinone. pH should be maintained at 10.0.
No matter which treatment is used, pH or alkalinity adjustment to minimum levels
is required.

Pag |67 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
After chemical addition, with vents open, heat is applied to boil the water for
approximately 1 hour. The boiler must be checked for proper concentration of
chemicals, and adjustments made as soon as possible.
If the boiler is equipped with a non-drainable superheater, the superheater is
filled with high-quality condensate or demineralized water and treated with a
volatile oxygen scavenger and pH control agent. The normal method of filling non-
drainable superheaters is by back-filling and discharging into the boiler. After the
superheater is filled, the boiler should be filled completely with deaerated
feedwater. Morpholine, cyclohexylamine, or similar amines are used to maintain
the proper pH.
If the superheater is drainable or if the boiler does not have a superheater, the
boiler is allowed to cool slightly after firing. Then, before a vacuum is created, the
unit is filled completely with deaerated feedwater.
A surge tank (such as a 208 liters drum) containing a solution of treatment
chemicals or a nitrogen tank at 5 psig pressure is connected to the steam drum
vent to compensate for volumetric changes due to temperature variations.
The drain between the non-return valve and main steam stop valve is left open
wide. All other drains and vents are closed tightly.
The boiler water should be tested weekly with treatment added as necessary to
maintain treatment levels. When chemicals are added, they should be mixed by
one of the following methods:
• Circulate the boiler water with an external pump
• Reduce the water level to the normal operating level and steam the boiler for a
short time
If the steaming method is used, the boiler should subsequently be filled
completely, in keeping with the above recommendations.
Although no other treatment is required, standard levels of the chemical
treatment used when the boiler is operating can be present.
Boilers can be protected with nitrogen or another inert gas. A slightly positive
nitrogen (or other inert gas) pressure should be maintained after the boiler has
been filled to the operating level with deaerated feedwater.
Pag |68 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Storage of Feedwater Heaters and Deaerators
The tube side of a feedwater heater is treated in the same way the boiler is
treated during storage. The shell side can be steam blanketed or flooded with
treated condensate.
All steel systems can use the same chemical concentrations recommended for wet
storage. Copper alloy systems can be treated with half the amount of oxygen
scavenger, with pH controlled to 9.5.
Deaerators are usually steam or nitrogen blanketed. However, they can be
flooded with a lay-up solution as recommended for wet lay-up of boilers. If the
wet method is used, the deaerator should be pressurized with 5 psig of nitrogen
to prevent oxygen ingress.
Cascading Blow-down
For effective yet simple boiler storage, clean, warm, continuous blow-down can be
distributed into a convenient bottom connection on an idle boiler. Excess water is
allowed to overflow to an appropriate disposal site through open vents. This
method decreases the potential for oxygen ingress and ensures that properly
treated water enters the boiler. This method should not be used for boilers
equipped with non-drainable superheaters.
Cold Weather Storage
In cold weather, precautions must be taken to prevent freezing. Auxiliary heat,
light firing of the boiler, cascade lay-up, or dry storage may be employed to
prevent freezing problems. Sometimes, a 50/50 water and ethylene glycol mixture
is used for freeze protection. However, this method requires that the boiler be
drained, flushed, and filled with fresh feedwater prior to start-up.
Fireside Storage
When boilers are removed from the line for extended periods of time, fireside
areas must also be protected against corrosion.
Fireside deposits, particularly in the convection, economizer, and air heater
sections, are hygroscopic in nature. When metal surface temperatures drop below
the dew point, condensation occurs, and if acidic hygroscopic deposits are
present, corrosion can result.
The fireside areas (particularly the convection, economizer, and air heater
sections) should be cleaned prior to storage.

Pag |69 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
High-pressure alkaline water is an effective means of cleaning the fireside areas.
Before alkaline water is used for this purpose, a rinse should be made with fresh
water of neutral pH to prevent the formation of hydroxide gels in the deposits
(these deposits can be very difficult to remove).
Following chemical cleaning with a water solution, the fireside should be dried by
warm air or a small fire. If the boiler is to be completely closed up, silica gel or lime
can be used to absorb any water of condensation. As an alternative, metal
surfaces can be sprayed or wiped with a light oil.
If the fireside is to be left open, the metal surfaces must be maintained above the
dew point by circulation of warm air.
Pag |70 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
7777. . . . UNEX UNEX UNEX UNEX BOILERBOILERBOILERBOILERSSSS WATER WATER WATER WATER RECOMMENDATRECOMMENDATRECOMMENDATRECOMMENDATIONSIONSIONSIONS
Concept of water treatment
Most important aspects having effect on the safety, working life and security of
boiler plant are the correct treatment and maintenance of water. The quality of
water and functioning of the treatment equipment must be regularly observed
and any potential defects must be immediately eliminated. This way faultless
operation of the plant is ensured.
A book of water values and functioning of devices must also be kept. In case of
potential malfunctioning, conclusions on reasons for them can be drawn on this
basis.
Below there are main instructions for water treatment, normative water values
and methods for measurement.
Pre-treatment:
Raw water used in the boiler plant shall always be evaporated. Normal water can
only be used in emergency with special arrangements. Thus, the hardness and
salinity of water will never get very high. Salinity after evaporator shall
automatically be controlled with a salinometer.
Gas removal:
A closed system equipped with a thermal degas unit is recommended, in the first
place, for a feed water tank. This ensures that the amount of gases dissolved in
feed and condensate water stays at the minimum.
If a closed system cannot be arranged, the open feed water tank shall, however,
be equipped with direct steam heating in such a way that the setting value of
temperature is approx. 90 - 95 °C. In each system gases separate from water
thermally and are blown out through the blow-out pipe.
Chemicals:
Feed water is also treated with chemicals, which are used to bind hardness and
residual oxygen and to control pH.
For the binding of water hardness e.g. trisodium phosphate (Na3PO4) is used,
which, at the same time, also raises the pH value of water.

Pag |71 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The final adjustment of pH is done with alkali (NaOH).
For the binding of oxygene, e.g. hydrazine or sodium sulfate can be used.
Hydrazine has more advantages, since it, as a compound flowing with steam, also
protects condensate pipe lines. ln some countries, however, hydrazine is
considered slightly poisonous and therefore there are restrictions regarding its
use. Sodium sulfate is not poisonous and is suitable for use in boilers with working
pressure below 40 bar. This compound does not evaporate in the boiler and does
not give a same kind of protection to the condensate piping as hydrazine.
Control of salinity:
The salinity of boiler water is maintained within ratings by means of periodical
blow-out. The salinity of feed water is controlled automatically by a salinometer.
Pipings:
The pipe lines of the boiler plant shall be made of steel. Use of copper is restricted
to a minimum. In this way, the risk of galvanic corrosion is as small as possible.
Instructions for use of UNEX Boilers
The following instruction for use and analysing relating to water treatment of
auxiliary steam boilers have been drawn up on the basis of different sources and
practical experience. The facts that must be considered as most important for a
boiler and its devices have been taken under continuous observance. Methods
that have been chosen for analysing are those that can be carried out with simple
and few devices, though the analysis precision has often been reduced in this way.
TREATMENT OF FEED WATER
Treatment of feed water on board can be divided in the following phases:
A. Thermal degassing in order to eliminate oxygen and carbonic acid dissolved in
water. The aim of this is to reduce corrosion in boiler, steam and condensate
piping and related devices.
B. Chemical treatment of water, which can be divided into:
a) Phosphate feed mainly for binding the residual hardness
b) Alkali feed for raising the pH value to reduce corrosion

Pag |72 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
c) Hydrazine or Sodium Sulfite feed for eliminating the residual oxygen to reduce
corrosion
In addition to the above, the out-blow arrangement is considered to be part of
water treatment. Furthermore it is presumed that all feed water is led through a
water softener, if evaporated water is not available.
Gas removing and feedwater tank
Feedwater and returning condensate shall flow as evenly as possible into the feed
water tank. At the bottom of the water space in feedwater tank, there must be
arranged feed of steam through an automatic temperature regulator. With the aid
of steam, blow water in the feed water tank is kept moving and hemothermal. It
can also be used to heat up the water quickly, if it has got cool.
Dosing of Trisodium Phosphate (Na3PO4)
The amount of dosing depends of the volume of out-blow and is directly in
proportion to it. The aim is to maintain the P205 content of boiler water between
20-40 mg/l. If the volume of out-blow is approximately 5 %, the amount of
phosphate to be added to feed water is 5 - 10 g/m3. Trisodium Phosphate contains
approximately 19 % of P205.
Dosing of Sodium Hydroxide (Alkali) (NaOH)
If the volume of out-blow is 5 % of the additional water amount, dosing of alkali
can be started with the amount 20 g/m3. If the volume of out-blow is smaller, the
dosing is correspondingly smaller, as well. The rating table shows the boiler water
pH, which should be achieved. In addition to pH also the p-value must be
observed. It may not exceed the value 15.
Dosing of hydrazine or Sodium Sulfite
a) The aim of the dosing is that there is a slight surplus of hydrazine (N2H4) in
boiler water of 0,1 - 0,3 mg/l. Hydrazine is a powerful reducer which changes
together with free oxygen in water into nitrogen and water. Theoretically 1 g of
hydrazine binds 1 g of oxygen, but in practice, at least a tripled value is
recommended.
Hydrazine dissolves as ammonia and nitrogen, if there is not oxygen in water.
Ammonia moves with steam and increases the pH value of the condensate, which
value protects the condensate piping’s from corrosion.

Pag |73 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The need of hydrazine is directly in proportion to oxygen content of water. The
table below shows normative values for dosing of hydrazine. The estimation there
is that hydrazine contains 24 % of N2H4 and the dosing is 300 % of the theoretical
need. When hydrazine with a content of active N2H4 over 24 %, is utilized, dosing
shall be reduced accordingly.
When the feed water temperature is 80 °C, dosing is 30 g of hydrazine per each
ton of feed water and with different temperatures as shown below:
85 °C 20 g / ton
90 °C 18 g / ton
95 °C 15 g / ton
96 °C 13 g / ton
97 °C 10 g / ton
98 °C 7 g / ton
> 99 °C 4 g / ton
b) The aim of the dosing is that there is always Sodium Sulfite in boiler water.
30-60 g/m3 is regarded as a suitable amount. If there is no thermal degassing,
dose must be 50-200 g/m3. The Sodium Sulfite used should be so-called activated
Sodium Sulfite, made for the purpose.
Blow-out
The boiler blow-out is used for maintaining the quality of boiler water within
desired limits, which have been given in the rating table. It is important that the
proportion of out-blown water and additional water remains constant, because
the chemical dosing succeeds only on that condition. On the other hand, the
volume of blow-out should be as small as possible and, however, sufficiently large
to prevent exceeding of critical analysis values in boiler water.
The volume of blow-out can be roughly calculated as the proportion of the
additional water salinity and the biggest allowed salinity of boiler water. If, e.g. the
salinity of additional water is 50 mg/l and biggest allowed concentration of boiler
water is 1000 mg/l, the volume of blow-out is 50/1000 = 0,05 or 5 % of the
additional water volume.

Pag |74 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
CONTROL
Chemical analyses are used to control functioning of water treatment equipment
of the boiler plant and dosing of chemicals. In addition, mechanical functioning of
the devices is controlled, as well.
SAMPLING
Before a chemical analysis there is always a sampling to be analysed. The correct
sampling is as important as the analysis itself. The sampling is performed in such a
way that the sample really contains the water to be examined.
Therefore, before sampling, water is let run with considerable speed so long that
it is changed 3-4 times in the sampling pipeline (30 seconds at the minimum) and
only then the actual sample needed for analysing is taken.
It is best to take boiler water sample through a special condensing coil designed
for this purpose. If this is not available, the analysis results must be multiplied by
the following numbers in order to correct the fault caused by evaporation loss:
Boiler pressure bar coefficient:
6 0,88
8 0,86
10 0,84
15 0,81
20 0,7826
RATINGS
The following table shows the water treatment ratings for boilers. While starting
up a new boiler or after a downtime, analyses must be performed more frequently
than stated in the table. After finding out that sampling continuously give the
same results, the analyses can be done according to the table. Hardness of
softened water must be defined the more often the longer the softening filter has
been in use, counted from regeneration.
The table also includes other ratings beside those, for which more detailed
definitions and analysis instructions have been given. This is to give a more
detailed description of the facts to be paid attention to while maintaining the
boiler.

Pag |75 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Recommended analysis values for feed and boiler water:
Boiler pressure: < 15 bar
Feed water
pH daily 8,5 - 9,5
Oxygen 02 mg/l monthly < 0,05
Hardness °dH daily < 0,1
Oil mg/l daily <2
Iron and copper Fe, Cu mg/l monthly < 0,1
Salinity mg/l daily < 100
Boiler water
pH daily 9 - 11,5
p-value mval/l daily 5 - 15
Salinity NaCl mg/l weekly < 1000
Dissolved solid content °Be weekly 0,35
Phosphate mg/I daily 20 - 40
KMn04 consumption mg/l monthly 500
Hydrazine N2H4 mg/I weekly 0,1 - 0,3
Conductivity μS/cm daily < 5000

Pag |76 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
8888. . . . LESSONS LEARNEDLESSONS LEARNEDLESSONS LEARNEDLESSONS LEARNED
Boilers are common equipment in ships and in land installations. There are many
reports and communications available, full of lessons learned that must be
considered and that are strategic to a successful water treatment program.
LESSONS LEARNED - I
Three serious auxiliary boiler explosions have been reported to the Department
and in two cases there was loss of life. The three boilers were of different types
and make.
(a) Vertical smoke tube boiler—combined exhaust and oil fired.
(b) Vertical combined water tube/smoke tube oil fired boiler.
(c) Double evaporation boiler (steam heated low pressure drum exploded).
These boilers contained large amounts of water and at the time of the incident
were 10 to 15 years old.
On investigation it was noted that all had been suffering from general corrosion
and pitting on the waterside for sometime. In two cases large cracks developed
from small crevices next to welding seams in the shell plating due to high oxygen
content in the boiler water over a period.
Special examination of such boilers has been carried out since. In a number of
cases cracks/fractures have been found in the lower section of the water space in
Pag |77 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
way of main circumferential seam and downcomers, in way of nozzle connections
and burner throats. It appears that the cracks/fractures are a result of a corrosion
fatigue mechanism, where a corrosive environment has had a significant effect in
conjunction with fatigue stress. Probable causes could be due to boiler water not
being properly treated, open feed system and low feed temperature.
Shipowners are advised that in case of oil fired, exhaust gas or steam heated type
boilers the following items need special attention as they contribute to corrosion
fatigue, development of cracks leading to boiler drum leakage and possible
rupture.
(a) Internal condition of drum with regard to corrosion.
(b) Feed water (hotwell) temperature.
(c) Boiler feed treatment.
Shipowners should advise their ship's staff as follows:
When the boilers are in service
(a) Proper feed treatment should be administered at all times.
(b) The boiler water to be kept alkaline at all times.
(c) It is recommended that the feed water temperature should be kept above 90°C
(it is worth noting that O2 content in feed water may be four times higher at 50°C
than it is at 90°C).
(d) Maker’s instructions should be followed.
During maintenance, routine cleaning and out of service periods
(a) Boilers when not in use should either be kept full of water which is alkaline or
completely empty and dry.
(b) When cleaning: all sludge should be removed, areas mentioned in paragraph 3
above should be thoroughly cleaned by wire brush and scraping and inspected for
pitting and cracks. If any cracks are suspected they must be further investigated by
magnetic crack detection procedure, dye penetrants or any other suitable
methods available.
(c) If any cracking or severe pitting is observed the Department's local Marine
Survey Office should be informed when a passenger ship is concerned. If a cargo
ship is involved the Classification Society should be informed. The repairs must be
effected to the satisfaction of either the Department or the Classification Society.
Department of Transport - Marine Directorate
London WC IV 6LP
January 1990

Pag |78 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
LESSONS LEARNED - II
MANAGEMENT CONCERNS
Inadequate Management Support
A serious problem at many boiler plants is the apparent lack of attention
from management and/or lack of communications between operating and
supervisory personnel. This inattention is reflected in numerous ways:
(a) Inaccurate direction or lack of water chemistry knowledge.
(b) Plants operating without assigned first-line supervisors.
(c) Lack of evidence that managers show a physical presence at the plant, or lack
face-to-face communications with operating personnel.
(d) Lack of initial or ongoing training for all levels of managers and operators.
(e) Lack of or inadequate safety program.
(f) Lack of proper maintenance procedures, records, and general order and
appearance of the plant.
Suggested Actions
With budgets under constant scrutiny, support functions such as boiler plant
operations tend to lack a champion, unless the assignment of operations is
delegated to one specific manager – a manager who should have a good
understanding of the operation and has, or takes, the time to monitor operating
performance.
In addition, a training schedule should be established to cover water treatment
and operational training for both managers and operators.
Lack of Effective Maintenance Programs
A ready indication of inadequate maintenance programs is the lack of
documentation of a planned Preventative Maintenance Plan, poor record keeping,
history of downtime, and/or expensive repair costs.
Pag |79 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Suggested Actions
Base management should ensure the assignment of single-point responsibility.
Specific duties would include development and maintenance of:
• A Preventative Maintenance Plan.
• Accurate records of tests and repair activities.
• A training schedule for personnel.
• A safety program.
• A schedule for general housekeeping activities to be followed.
Inadequate Acquisition Processes of Boiler Water Treatment Chemicals and/or
Support Services
High costs of operation, increased repair costs, boiler failures, contract disputes,
terminations and, on occasion, litigation can many times be traced to the
incomplete or inadequate preparation of requests for services.
The selection of a good chemical vendor is very important to plant operations.
Too often the selection is made on the basis of lowest price per pound of vendor
chemicals. What this does is reward the vendor that has the most water in their
chemical products! The competitive selection of chemicals and vendor should be
based on cost to treat 1000 liters of boiler feedwater.
Another factor in buying treatment chemicals is whether to buy chemicals with or
without service. Most of the companies recognized as boiler water treatment
chemical suppliers do not sell chemicals without service. Also, the quality of
service provided varies greatly by company and service representative. Service
includes monthly plant visits, technical assistance and possibly other services.
Conflicts arise because the company may provide advice that results in
unnecessary higher chemical use since the company has an interest in selling more
chemicals.
Typically, chemical products that include service in the purchase price can cost 5
to 20 times more than the generic chemicals.

Pag |80 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Lack of Effective Safety Programs
Several incidents with employee injuries have occurred in boiler installations.
Common safety problems include simply the lack of a formal safety program, not
maintaining the program through regularly scheduled safety meetings, not
providing back-up for single-shift operators, and lack of safety facilities such
as eye wash basins or shower stalls. Last but not least is the lack of clear, printed
warnings on chemicals used in boiler water treatment.
Suggested Actions
Assign a Safety Coordinator for each facility. Schedule regular safety meetings.
Document ANY safety violations. Conduct regular inspections and training in the
safe use of chemicals and equipment. Develop a standing list of protective
clothing and gear for each work location.

Pag |81 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
OPERATOR PERFORMANCE
Inadequate Control of Oxygen Is a Major Source of Boiler Corrosion
A common maintenance problem for boiler water treatment is a lack of control of
corrosion due to oxygen. Mistakes are made in the mechanical removal of
dissolved oxygen or the chemical scavenging of oxygen or both. This results in
corrosion pitting attack by oxygen on boiler water tubes and feed water lines
which calls for expensive replacement of failed metal and downtime for the boiler.
Suggested Actions
A. Improper Mechanical Removal of Oxygen from Feedwater
Mechanical removal of oxygen is accomplished with a deaerator (DA). The DA
works by heating the water to a boil at which point the solubility of dissolved
oxygen and other dissolved gasses are at their lowest level. The undissolved
gasses are vented to the atmosphere and the deaerated water is used in boiler
feedwater. The little remaining dissolved oxygen should be no more than the
parts per billion range (ppb) which is scavenged by chemical treatment.
Proper DA operation requires a vessel pressure of 3-4 psi above atmospheric and a
water temperature measured at the storage section of 5 °C above the boiling
point for water at the installation’s altitude. There should be a visible 0,4-0,6
meter steam plume coming from the DA’s vent. This contains the unwanted
oxygen and other gasses. Three things to check once per shift is 1.) operating
pressure, 2.) temperature of water in the storage section, and 3.) an 0,4-0,6 meter
steam plume at the DA vent. Oxygen should then be in the 7 to 20 ppb range
depending on the type of DA.
B. Chemical Scavenging of Dissolved Oxygen
The deaerator removes most but not all of the dissolved oxygen. The remainder
must be reacted with oxygen scavengers such as sodium sulfite. Sodium Sulfite is
the most common oxygen scavenger.
A common mistake is to overexpose Sulfite to air so that it is already consumed
before it is applied. This can result from excessive mechanical mixing of Sulfite in
the mix/feed vessel. A mix/feed vessel should also include a floating lid to
minimize its exposure to air. Sulfite and other oxygen scavengers should be fed
into the storage section of the DA -upstream from the boiler. This allows for it

Pag |82 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
react with oxygen before the oxygen gets into the boiler and it also helps to
protect feed water lines.
Sulfite should be fed continuously as a function of feed water flow as opposed to
slug dosages. This allows for a proper residual in the operating boiler at all times
and avoids conditions of overtreatment and under treatment swings.
Inadequate Treatment of Carbon Dioxide Is a Major Cause of Condensate
Piping Corrosion and Boiler Deposits
Carbon dioxide comes from the decomposition of the carbonate and bicarbonate
alkalinity that is naturally present in the makeup water. The decomposition occurs
in the boiler and the carbon dioxide that is formed, is volatile enough to escape
with the steam and later condense in the condensate system, forming carbonic
acid which is acidic and corrosive.
The presence of carbon dioxide can be easily determined by measuring the pH of
the condensate. Carbon dioxide lowers the pH. A reading below pH 7.5 indicates
corrosive levels of carbon dioxide.
Suggested Actions
A. Reduce the amount of carbon dioxide produced in the boiler.
One method is to reduce the amount of make-up water used. This is
accomplished by maintaining the optimal cycles of concentration through proper
blow-down and also by recovering as much condensate as possible since
condensate combines with make-up water to form boiler feedwater. Cycles of
concentration, often measured with conductivity or total dissolved solids readings,
should not exceed the point where scaling or carryover occurs. The amount of
condensate returned can be increased by eliminating wasted steam and of course
repairing condensate leaks.
Another method to reduce carbon dioxide is to reduce the amount of alkalinity
(bicarbonate) in the makeup water. Dealkalizers remove alkalinity from the
makeup water which is the precursor of carbon dioxide. This is a form of external
treatment.
B. Carbonic acid can be neutralized using neutralizing amine treatments which are
used to raise the pH to between 7.5 and 8.5.

Pag |83 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
The proper amine or blend of amines is dependent upon the length of condensate
piping runs to be protected. Morpholine for example is more effective for short
runs of say 250 meters or less. Diethylaminoethanol (DEAE) is more effective for
runs of up to 1500 meters while cyclohexylamine is more effective for runs over
1500 meters.
Neutralizing amines should be fed directly into the boiler or into feed water
piping. It should not be fed into the deaerator where it can escape via vent piping.
For long and complex condensate systems (over 1600 meters with multiple
locations for steam demands), “satellite” amine feed stations can augment amines
being fed at the boiler plant.
Neutralizing amines should be fed continuously as a function of feed water flow as
opposed to slug dosages. This allows for a proper pH in the condensate system at
all times and minimizes overtreatment and under-treatment swings.
Inadequate Control of Scale and Sludge Impacts Boiler Performance
Scale and sludge can result from mistakes made in: 1) the external treatment to
remove the unwanted scale forming minerals or 2) the internal chemical
treatment or both.
This result in scale and/or sludge that reduces boiler efficiency and even tube
failures which calls for chemical cleaning to remove scale or expensive
replacement of failed boiler tubes.
External treatment (ET) is designed to remove unwanted minerals before they
enter the boiler system i.e. sodium zeolite softeners remove calcium and
magnesium hardness. Problems develop when ET capacity is exceeded allowing
the unwanted minerals to enter the boiler system. The inadequate capacity can
result from improper sizing of ET equipment, excessive makeup water usage,
and/or inadequate regeneration. Often scale/scale damage is a result of poor
monitoring and control of softeners.
The use of improper internal chemical treatment can result in scale and sludge
deposits.
Suggested Actions
Determine the efficiency of external treatment by comparing the design versus
the realized capacity of ET equipment. The design capacity is information supplied
by the manufacturer, but can also simply be calculated based on the size of the

Pag |84 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
equipment for resin volume. The run time on a softener is measured by the
amount of water it can soften before regeneration is required. A running log of
softener capacity will show a trend of softener efficiency. As the realized capacity
drops below design capacity, regeneration needs to be performed more often to
prevent excursions of hardness or other unwanted ionic species. Resins may need
replacement or replenishment.
Feed phosphate and dispersant treatments continuously as a function of feed
water as opposed to slug dosages. This allows for a proper residual in the
operating boiler at all times and minimizes overtreatment and under-treatment
swings.
Improper Blow-down is a Major Cause for Scale Formation and Wasted
Scale and sludge can result of insufficient blow-down, even when chemicals are
applied at the desired treatment levels. In a number of cases, blow-down has
been treated as an unrelated procedure to the chemical treatment program,
rather than part of an overall treatment plan. At the same time, excessive blow-
down wastes energy, water, and chemical treatment. The most common problem
is excessive blow-down.
Suggested Actions
Use surface blow-down to control total dissolved solids (TDS) wherever practical.
This is achieved with a manual throttling valve or an automated microprocessor
blow-down controller. It is better to control blow-down continuously or in small
frequent increments rather than infrequent long increments. This avoids wide
swings in the TDS level as well as chemical levels.
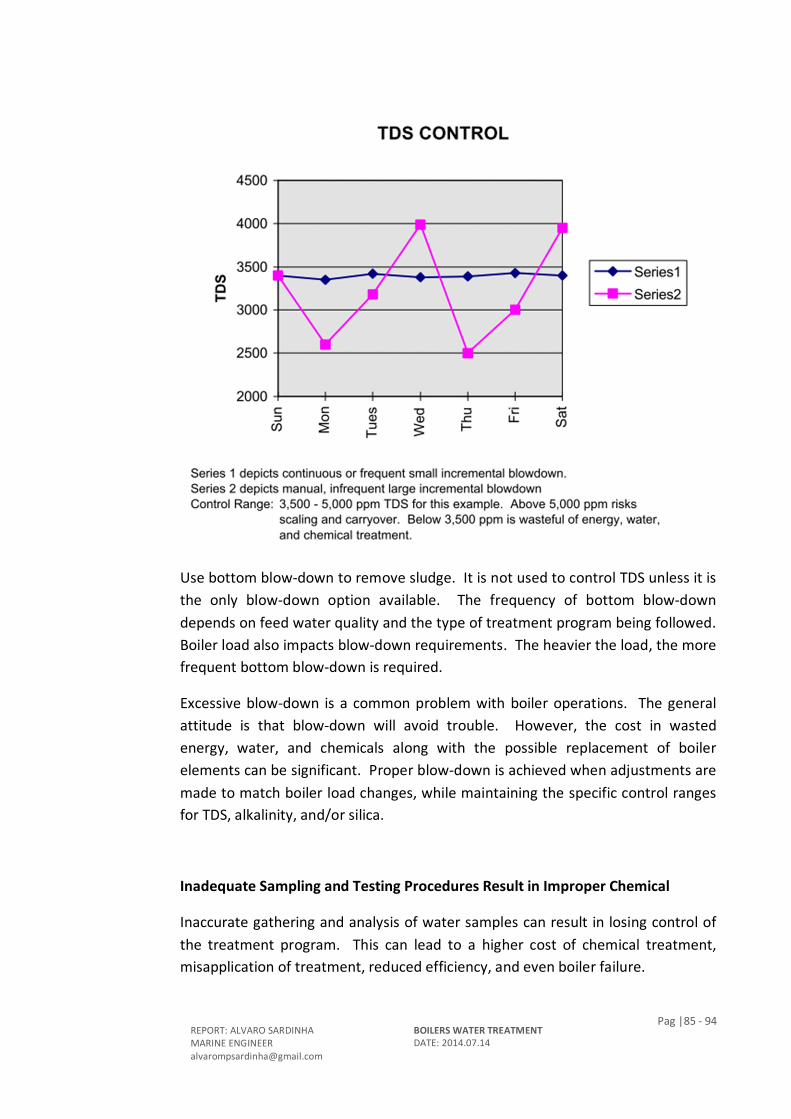
Pag |85 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Use bottom blow-down to remove sludge. It is not used to control TDS unless it is
the only blow-down option available. The frequency of bottom blow-down
depends on feed water quality and the type of treatment program being followed.
Boiler load also impacts blow-down requirements. The heavier the load, the more
frequent bottom blow-down is required.
Excessive blow-down is a common problem with boiler operations. The general
attitude is that blow-down will avoid trouble. However, the cost in wasted
energy, water, and chemicals along with the possible replacement of boiler
elements can be significant. Proper blow-down is achieved when adjustments are
made to match boiler load changes, while maintaining the specific control ranges
for TDS, alkalinity, and/or silica.
Inadequate Sampling and Testing Procedures Result in Improper Chemical
Inaccurate gathering and analysis of water samples can result in losing control of
the treatment program. This can lead to a higher cost of chemical treatment,
misapplication of treatment, reduced efficiency, and even boiler failure.

Pag |86 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Chemical test results are only as accurate as the sample collected. Therefore the
sample collected must be truly representative of the system conditions. A poor
sample will yield results that call for unwarranted or insufficient adjustments to
the program.
Suggested Actions
Specific rules apply to good sampling and test procedures:
Sample Point
Boiler samples should be collected at the continuous surface blow-down line using
a sample cooler for operator safety and to prevent flashing (water converting to
steam). If there is no continuous blow-down line then a sample can be collected
from the water column beneath the sight glass which again should be cooled.
Sampling Technique
Sample lines should be flushed thoroughly to minimize contaminants from
stagnant water in the lines. Sample containers should be clean prior to taking a
sample. Containers should be dedicated for sample type i.e. boiler, feedwater,
condensate etc. Heavy duty, high temperature, polypropylene, wide mouth
bottles are recommended over glass. Tests for trace metals like iron and copper
require special preparation. The sample needs to be preserved with acid to bring
the pH down to 2.0 or less. This is necessary to prevent the trace amount of metal
from being absorbed into the walls of the container.
Interval Between Sample Collection and Analysis
For some constituents in boiler water, it is critical that the interval between
sample collection and analysis be as short as possible. Long intervals may allow
some chemicals to continue reacting so that smaller than actual amounts will be
found. An example of this is Sulfite which continues to react with oxygen from the
atmosphere over time. Different constituents in boiler water have different
degrees of stability. Some must be tested immediately after removal: Sulfite,
hydroxide, and pH. Others can last indefinitely when properly contained. The
order of testing should be as follows: 1.) Sulfite, 2.) causticity and pH, and 3.) all
others.

Pag |87 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Poor Records Cause Ineffective Boiler Operations
Well documented logs of water testing results are necessary to indicate the
current status and trends of chemical treatment and general boiler operations.
Records are particularly valuable for preventing boiler failures or determining the
cause of failures that do occur. Well maintained records can predict the condition
of the boiler before inspections are performed.
Suggested Actions
Maintain log records that are organized and easy to read or they are not useable.
Many operations use computer generated spreadsheets and databases that they
create on their own or use from their water treatment service company. Records
worth keeping can include:
Records should be reviewed by supervisory personnel to see if that all parameters
are within specified control limits. If they are consistently out of the control
range, then corrective action is required.
Test results should be periodically verified by an independent testing laboratory to
make sure that accuracy is being achieved.
Inspections Are Invaluable for Boiler Operations
Boiler inspections are necessary to document the effectiveness of the water
treatment program. Proper chemical treatment application and record keeping
can allow one to predict the condition of the boiler, however the inspection
documents the condition. Proper documentation allows for comparison to
previous inspections to see if the condition of the boiler has changed for the
better or worse. Photos and videos should be used wherever practical.
Pag |88 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Suggested Actions
Obtain documents from the previous inspection if applicable, to serve as a
reference for the present condition of the boiler.
Inspect the watersides of the boiler. In many cases the view will be limited
especially for water tube boilers. Fiber optics video inspection equipment is useful
for this purpose. Note the presence or absence of deposits. If present, note the
thickness of the deposit and obtain a sample for laboratory analysis. Good control
of external treatment, chemical treatment, and blow-down will prevent deposits
from forming.
Inspect the watersides for corrosion control effectiveness. The metal should have
a thin layer of magnetite (ferrous-ferric oxide), a self-limiting form of corrosion
that is a protective film. Magnetite has a grayish/brown appearance. Its presence
is indicative of good pH control. The metal should not show any pitting due to
oxygen corrosion attack.
Inspect the mud drum of the boiler. There should be no significant accumulation
of sludge which indicates that adequate bottom blow-down control has been
accomplished.
Safety inspections are above and beyond those described above which are to be
done by operators and must be done by experts in this area.

Pag |89 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
9999. WATER CHEMISTRY TERMS. WATER CHEMISTRY TERMS. WATER CHEMISTRY TERMS. WATER CHEMISTRY TERMS
Acid An acid is a substance that furnishes hydrogen ions in an aqueous
solution. It reacts with a pH indicator to give a reading below a pH of 7.0
Algae A simple form of aquatic plant life, which multiply by division and requires
sunlight for survival.
Alkali A chemical compound that furnishes hydroxide ions in an aqueous
solution. It reacts with a pH indicator to give a reading above a pH of 7.0
Analysis The examination of a water sample to determine its chemical
composition and characteristics.
Bacteria A single cell organism without a nucleus, usually in the shape of
rods, spheres, or spirals, and is sub-divided into aerobic bacteria (bacteria which
require oxygen to survive), and anaerobic bacteria (bacteria which survive in the
absence of oxygen).
Biocide A toxic material such as chlorine which is used to kill living bacteria.
Bleed-off A term applied to the portion of re-circulating water that is drawn from
the water system, either continuously or intermittently, in order to de-
concentrate the dissolved and/or suspended solids concentration in water.
Blow-down A term applied to the portion of boiler water that is drawn from the
boiler, either continuously or intermittently, in order to de-concentrate the
dissolved and/or suspended solids concentration in the boiler water, and thus
diminish the potential for scale formation.
Boiler water Boiler water is the liquid phase of steam within a boiler. The term
may also be applied to raw water intended for use in boilers, treated boiler
feedwater, steam condensate being returned to a boiler, or boiler blow-down
being removed from a boiler.
Boiler Water Sample A representative sample of the circulating boiler water.
Buffer A substance that tends to resist changes in the pH of a solution.
Buffer Standard A buffer solution that is used to calibrate pH meters prior to pH
testing.

Pag |90 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Burette A long narrow titrating column that has been accurately calibrated
to indicate the exact volume of liquid dispenses in the test procedure.
Carryover The entrainment of small droplets of boiler water and associated
dissolved solids in the steam leaving the boiler.
Caustic This refers to caustic soda that is sodium hydroxide.
Chlorides Indicates the amount of solids build-up in the water, including salts of
calcium, sodium and potassium. If the Chlorides in the water doubles, all the solids
have doubled.
Chlorine A disinfecting oxidizing agent, which is most widely used in water
treatment.
Chlorine, Combined Available The chlorine residual, which exists in water
systems as a chemical combination with ammonia or organic matter after the
chlorine, has been satisfied.
Chlorine Demand The amount of chlorine consumed by organize matter and
bacteria in water systems.
Chlorine, Free Available The hypochlorous ions (OCI), hypochlorous acid (HOCI),
or any combination thereof present in water (the portion of chlorine in water
systems that is available for the immediate oxidation [killing] of bacteria and
organic matter).
Chlorine, Residual The total amount of free and combined chlorine remaining in
water systems after its chlorine demand has been satisfied.
Chlorine, Total The sum of free and combined chlorine.
Colour Standard A hermetically sealed glass tube containing a stable solution
equivalent in colour to the colour developed when an indicator is added to a
sample solution to determine the concentration of a chemical.
Colourimetric A name, which is given to a chemical test method where the results
of the test are determined by the amount or shade of colour that is developed.
Comparator The device for holding colour standards and a test sample in
adjacent positions so that the colours of each may be easily compared with
one another.
Concentration The amount of a substance per unit volume.

Pag |91 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Conductivity The ability of an aqueous solution to conduct an electrical
current, expressed as micromhos/cm (µS/cm).
Corrosion A process of deterioration where loss of metal occurs due to
chemical reactions at the interface of metal surface and solution.
Corrosion Coupon A pre-weighed metal specimen that is inserted into a liquid
stream in order to determine the corrosiveness of the liquid.
Dealkalized Water A process, which is used for the reduction of alkalinity in
water.
Deaeration The process of removing or drastically reducing the dissolved
gasses (usually oxygen) in water by passing steam upwards through the
water within a closed vessel called a de-aerator.
Demineralized Water Water which has had most of its salts removed by ion
exchange.
Dissolved Oxygen The amount of oxygen dissolved in water.
Endpoint The point in a titration procedure where a colour change in the sample
takes place.
Filtration The separating of a liquid from suspended matter in it by passing the
liquid through a filter paper.
Generic Chemical A chemical, which is identified with a chemical name and not a
proprietary one. It is usually composed of only one chemical.
Halogen The group of elements including chlorine, bromine, and iodine used for
the disinfection of water.
Hard Water Water that has a high calcium or magnesium content.
Hardness, Total The sum of the calcium hardness plus the magnesium hardness
Indicator A chemical reagent added to a test sample to bring about a colour
reaction.
Inhibitor A chemical that interferes with a chemical reaction to reduce or
eliminate corrosion.
Magnesium Hardness The amount of magnesium, which is present in the sample.
MIL (Milliliter or mL) One-thousandth part of a liter (which equals 1 cm3).
Pag |92 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Monitoring The regular sampling, measuring, recording, and/or signaling of the
characteristics of water or waterborne material.
Mpy A measure of corrosion penetration rate expressed as 'mils per year'
mg/L Milligrams per liter, the metric equivalent of parts per million (ppm).
Neutral A water sample is neutral if it has a pH reading of 7.0
ppm Parts per million. A unit of measurement used in chemical testing which
indicates the parts by weight in relation to one million parts of water.
Equivalent to mg/L.
ppb Parts per billion. A unit of measurement used in chemical testing which
indicates the parts by weight in relation to one billion parts of water.
pH This is a scale based on the hydrogen ion concentration by which water
and other substances are measured to determine if they are acid, neutral or
alkaline.
pH Scale Numerical scale used to measure the strength of acids and bases.
Pipette A 'dropper' device that is usually calibrated for measuring small amounts
of liquid.
Precipitate An insoluble compound formed by chemical action between two
or more soluble compounds in solution.
Proprietary Chemical A chemical, which is usually identified with a supplier
specific name and product number. It is usually composed of more than one
chemical.
Reagent A chemical material in liquid, powder or tablet form that has been
especially prepared for use in chemical testing.
Reserve Alkalinity A measure of the buffer capacity of glycol solutions,
determined by titrating the sample with standard hydrochloric acid. The buffer
acts as a corrosion inhibitor in glycol-based heat transfer fluids and the
reserve alkalinity is therefore a measurement of corrosion protection.
Reserve Alkalinity (100%) The reserve alkalinity mathematically converted to 100
vol. % glycol.
Residual The amount or level of an un-reacted material present in the water.

Pag |93 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Scale A hard, crusty deposit that may be found inside boilers, tubes, pipes,
valves, etc.
Shelf Life The length of time that an analytical reagent can be stored
without its chemical composition deteriorating or it undergoing some change that
will make the reagent unacceptable for use.
Shock Treatment The application of extremely high concentrations of chlorine
to destroy bacteria and algae.
Sludge A 'mud-like' residue, which is formed from the chemical treatment of
hardness salts in water, and is considered to be a normal by-product of
water treatment.
Soft Water Water that has a very low calcium and magnesium content.
Soluble A substance, which is easily dissolved.
Standard Solution A solution with a precise known composition.
Suspended Solids Particles within a liquid solution, which can be removed by
filtration.
TDS Total dissolved solids.
Titration A chemical test method using a reagent that is chemically keyed
to the unknown factor being tested. Usually an indicator is added to the
test sample and then the titrating solution is added in measured amounts.
When sufficient titrating solution is added to bring about a colour change in the
sample (the endpoint) the amount of solution added is noted and its volume
multiplied by a standard factor gives the result in ppm of the chemical
compound being measured.
Turbidity A suspension of fine particles that obscures light rays but requires many
days for settling out because of the small particle size.

Pag |94 - 94
REPORT: ALVARO SARDINHA
MARINE ENGINEER
BOILERS WATER TREATMENT
DATE: 2014.07.14
Hydrazine N2H4
Sodium Sulfite Na2SO3
Sodium Sulfate Na2SO4
Sodium Chloride NaCl
Trisodium Phosphate Na3PO4
Sodium Hydroxide (Alkali) NaOH
Calcium Carbonate CaCO3
Calcium Sulfate CaSO4
Magnesium Sulfate MgSO4
Silica SiO2
Carbonic Acid H2CO3
Iron Oxides FeO - Fe2O3 - Fe3O4