servicio nacional de adiestramiento en...
TRANSCRIPT
SERVICIO NACIONAL DE ADIESTRAMIENTO EN TRABAJO INDUSTRIAL
MANUAL DE APRENDIZAJE
CÓDIGO: 89001563
CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA



CONTROL ESTADÍSTICO DE PROCESOS
ÍNDICE TEMA PÁG. I. INTRODUCCIÓN. 9
II. PROCESO ESTADÍSTICO. 11
III. COLOCAR UN PROCESO BAJO CONTROL ESTADÍSTICO 13
IV. CONCEPTOS ESTADÍSTICOS FUNDAMENTALES 15
4.1. La Distribución de Frecuencias. 20
4.2. Medidas de Posición. 23
4.3. Estadísticos de Variabilidad o Dispersión 33
4.4. Medidas de Covariación y Correlación 36
V. HISTOGRAMAS DE FRECUENCIA 39
VI. GRÁFICAS DE CONTROL POR VARIABLES 43
VII. GRÁFICAS DE CONTROL POR ATRIBUTOS. 54
VIII. ANÁLISIS DE LA CAPACIDAD DE PROCESO. 66
IX. HERRAMIENTAS PARA SOLUCIONAR PROBLEMAS
DE CALIDAD. 70
9.1. Tormenta de ideas (brainstorming) 70 9.2. Diagrama de Ishikawa (Causa-Efecto) 73 9.3. Hojas de Control. 79 9.4. Diagrama de Pareto 85 X. EJERCICIOS DIVERSOS. 91 XI. BIBLIOGRAFÍA. 95
INDUSTRIA ALIMENTARIA 5

CONTROL ESTADÍSTICO DE PROCESOS Hacia una cultura de responsabilidad. David FISCHMAN (*) ¿Que es lo más importante para alcanzar el éxito en la vida: “una buena educación o tener “contactos”?- Esa fue una de las preguntas que la revista América Economía se hizo en un estudio sobre ejecutivos de negocios, realizado simultáneamente en Argentina, Brasil, Colombia, Chile, México, Venezuela y Perú. Lo que más llamó la atención fue que el Perú es el único país donde los ejecutivos consideran que las conexiones personales son significativamente más importantes que su nivel de educación para lograr el éxito en la vida. Estos resultados nos revelan una creencia muy arraigada en el Perú: el éxito no depende de nosotros mismos, de nuestro esfuerzo o de nuestra perseverancia, sino más bien de terceras personas o circunstancias, de contactos, varas u oportunismos. Esta creencia viene acompañada de una marcada actitud ante la vida; no hacernos responsables de nosotros mismos, no afrontar los problemas, no tomar la iniciativa y culpar siempre a terceros de nuestras desgracias. En otras palabras, lo que Steven Covey llamaría “actitud reactiva”: la incapacidad de enfrentar nuestro destino con seguridad y determinación. La gran pregunta es ¿por qué? Parte de la respuesta tiene que ver con nuestro pasado y educación. En el curso del largo y difícil proceso que llevó a la formación del Perú como país, se puede advertir ciertos factores constantes desde el Incanato hasta nuestros días, que han contribuido a la formación de una cultura reactiva. Estos factores se agrupan en torno a los conceptos de centralismo, estatismo y autoridad. La formación del Imperio Incaico, mediante el sometimiento de las culturas preincas, es la culminación de un difícil y nada pacífico proceso de centralización, que se corona con el establecimiento de una autoridad verticalmente impuesta. A continuación, la colonización hispanoamericana muestra un marcado contraste con la ocupación de América del Norte. Mientras la conquista española se iniciaba como una empresa pública -en nombre, por encargo y autoridad de la Corona-, los pioneros que ocupaban el territorio norteamericano lo hacían en base a su propia iniciativa y sin el respaldo de un Estado. El
INDUSTRIA ALIMENTARIA 6

CONTROL ESTADÍSTICO DE PROCESOS resultado: este último tipo de colonización dio origen a un sistema basado en la iniciativa individual que reforzaba las actitudes y los valores de la determinación, responsabilidad, perseverancia e independencia. En cambio, en Iberoamérica, se construía un Estado basado en la realidad española de fines del medioevo, que introducía conceptos tales como cooperativismo, centralización, autoritarismo y burocracia, como hacen notar Véliz y Prats. Los conceptos propios de la tradición se heredan, prolongan y extienden al nacimiento de las repúblicas independientes y el Perú no es ajeno a ello. De allí que sus reglas básicas y su economía permanecieran basadas en el mercantilismo y en la hegemonía del Estado, al decir de Wiarda. Sus organizaciones políticas, según Prats -y, añadiría yo, sus organizaciones empresariales- fueron más jerárquicas y autoritarias que democráticas y participativas. Este sistema político y económico reforzó los valores y actitudes de dependencia y pasividad, y profundizó la creencia de que son terceras personas o circunstancias las que definen las vidas de las personas. Otro elemento que explica la formación de una cultura reactiva es nuestra educación, que responde al molde tradicional concebido para la era industrial. De acuerdo a ese concepto, lo que se requería era formar trabajadores obedientes, disciplinados, que se desempeñaran bien en líneas de ensamblaje industrial, ejerciendo labores repetitivas, sin necesidad de iniciativa, liderazgo o creatividad. En la mayoría de escuelas del Perú se sigue usando el sistema tradicional de enseñanza, donde el profesor posee y expone los conocimientos, mientras el alumno se limita a escuchar y tomar notas, Este sistema solo genera valores y actitudes de pasividad, acostumbrando al alumno a que le digan lo que tiene que hacer, sin crearse el hábito de indagar por sus propios medios, destreza necesaria para la formación de iniciativa y de independencia. En honor a la verdad, el fenómeno de una cultura reactiva no es sólo peruano; en mayor o menor medida, se da en todo el mundo. La sociedad en que vivimos tiende a reforzar el concepto de no hacernos responsables de nuestras vidas. En los versos de la música latinoamericana es muy frecuente encontrar manifestaciones de esta cultura, como el popular bolero que interpreta Luis Miguel: “Usted es la culpable/ de todas mis angustias/ y todos mis quebrantos”. Puede que la búsqueda de culpables sea muy romántica y convierta las canciones en éxitos, pero también trae como consecuencia el refuerzo de una cultura reactiva.
INDUSTRIA ALIMENTARIA 7

CONTROL ESTADÍSTICO DE PROCESOS Y, sin embargo, esta cultura está cambiando porque el mundo está cambiando. El Perú hoy en día se enmarca en una economía globalizada, donde las empresas compiten agresivamente con mucha calidad y donde la única ventaja comparativa válida que dura en el tiempo es la capacidad de innovar rápidamente. Este nuevo entorno exige organizaciones diseñadas para potenciar al máximo sus recursos humanos, trabajando con equipos autodirigidos con poder, y explotando la creatividad e iniciativa de sus miembros. Ya no es posible que las organizaciones sean dirigidas por pocas personas que piensan y toman las decisiones, y seguidas por mucha gente que se limita a hacer lo que se le indica. Este nuevo entorno empresarial esta logrando un nuevo cambio en la cultura ejecutiva peruana, reforzando y premiando la responsabilidad, la iniciativa, la determinación y la independencia. La educación también está cambiando, con la modernización de la metodología de enseñanza escolar. Un estudio desarrollado por la Universidad Peruana de Ciencias Aplicadas revela que actualmente el 60 % de colegios privados en Lima incorpora técnicas de enseñanza creativa en el proceso de aprendizaje, aplicando técnicas que fomentan el descubrimiento y dejando de lado las clases expositivas. Víctor Frakle, autor del libro “El hombre en búsqueda de sentido”, señala que las circunstancias externas constituyen apenas el 10 % de nuestro desempeño en la vida, el 90 % restante viene de nuestra capacidad interior para afrontar retos. Quizás los peruanos, hace una década, teníamos los porcentajes invertidos. Pero está realidad está cambiando; Estoy seguro de que si América Economía repitiera el estudio en tres años más, los resultados serían drásticamente diferentes. (*) Director del Centro de Liderazgo e Innovación. Universidad Peruana de Ciencias Aplicadas.
INDUSTRIA ALIMENTARIA 8

CONTROL ESTADÍSTICO DE PROCESOS I. INTRODUCCIÓN. La Estadística se ocupa de la recolección, agrupación, presentación, análisis e interpretación de datos. La Estadística actual es el resultado de la unión de dos disciplinas que evolucionaron de forma independiente hasta confluir en el siglo XIX: • el Cálculo de Probabilidades, que nació en el siglo XVII como la teoría
matemática de los juegos de azar. • La “Estadística” o ciencia del Estado, que estudia la descripción de datos,
y que tiene una raíces más antiguas, de hacho, tan antiguas como la humanidad (censos de población)
La interacción de ambas líneas de pensamiento da lugar a la ciencia que estudia cómo obtener conclusiones de la investigación empírica mediante el uso de modelos matemáticos. Por lo tanto, la Estadística actúa como disciplina puente entre los modelos matemáticos y los fenómenos reales. Un modelo matemático es una abstracción simplificada de una realidad más compleja y siempre existirá una cierta discrepancia entre lo que se observa y lo previsto por el modelo. La Estadística proporciona una metodología para evaluar y juzgar estas discrepancias entre la realidad y la teoría. Cuando coloquialmente se habla de estadística, se suele pensar en una relación de datos numéricos presentada de forma ordenada y sistemática. Esta idea es la consecuencia del concepto popular que existe sobre el término y que cada vez está más extendido debido a la influencia del entorno, ya que hoy día es casi imposible que cualquier medio de difusión -periódico, radio, televisión, etc.- no aborde diariamente cualquier tipo de información estadística sobre accidentes de tránsito, índices de comportamiento económico, población, turismo, tendencias políticas, etc. Sólo cuando uno se encuentra en un mundo más específico como es el campo de la investigación de las Ciencias: Medicina, Biología, Psicología, Ingeniería; se empieza a percibir que la Estadística no sólo es algo más, sino que se
INDUSTRIA ALIMENTARIA 9

CONTROL ESTADÍSTICO DE PROCESOS convierte en la única herramienta que, hoy por hoy, permite dar luz y obtener resultados, y por tanto beneficios, en cualquier tipo de estudio, cuyos movimientos y relaciones, por su variabilidad intrínseca, no pueden ser abordadas desde la perspectiva de las leyes deterministas. Desde un punto de vista, más amplio, se puede definir a la estadística como la ciencia que estudia cómo debe emplearse la información y cómo dar una guía de acción en situaciones prácticas que entrañan incertidumbre. La Estadística se ocupa de los métodos y procedimientos para recoger, clasificar, resumir, hallar regularidades y analizar los datos, siempre y cuando la variabilidad e incertidumbre sea una causa intrínseca de los mismos; así como de realizar inferencias a partir de ellos, con la finalidad de ayudar a la toma de decisiones y en su caso formular predicciones. Se podría por tanto clasificar la Estadística en descriptiva, cuando los resultados del análisis no pretenden ir más allá del conjunto de datos, e inferencial cuando el objetivo del estudio es derivar las conclusiones obtenidas a un conjunto de datos más amplio.
INDUSTRIA ALIMENTARIA 10

CONTROL ESTADÍSTICO DE PROCESOS II. PROCESO ESTADÍSTICO.
Un proceso de fabricación es un conjunto de equipos, materiales, personas y métodos de trabajo que genera un producto fabricado.
Para analizar el comportamiento del proceso, se toman muestras de producto fabricado y se realizan ensayos para determinar el valor de una característica de calidad seleccionada previamente. Desde el punto de vista del control estadístico, es conveniente incluir la etapa de muestreo y ensayo dentro del proceso mismo.
Cualquier modificación en las condiciones del proceso (Modificación en el equipo, cambio de materias primas, etc.) conceptualmente debe considerarse como que se trata de otro proceso, diferente del anterior. El primer paso para aplicar una técnica estadística es definir la característica de calidad que se va a medir en el producto fabricado. Desde el punto de vista estadístico, esta característica de calidad constituye una variable aleatoria, porque aún después de realizar una serie de mediciones, el valor que se obtendría en la siguiente medición no puede predecirse por cálculo. El conjunto de todos los resultados de mediciones que pueden obtenerse es el universo o población. Cualquier subconjunto de mediciones extraído del
INDUSTRIA ALIMENTARIA 11

CONTROL ESTADÍSTICO DE PROCESOS universo constituye una muestra. Con respecto al concepto de universo o población, cuando se aplica a resultados de mediciones en un proceso, es necesario puntualizar lo siguiente: La población o universo de resultados es el conjunto de datos que se obtuvieron hasta ese momento mas aquellos que se obtendrían si el proceso continuara funcionando siempre bajo las mismas condiciones. Esto se conoce como Universo Hipotético de mediciones de la característica de calidad. Antes de aplicar cualquier técnica estadística, es necesario establecer algunas hipótesis bajo las cuales se va a desarrollar el análisis. En primer lugar, se a d suponer que la característica de calidad (Variable aleatoria) es continua y de distribución normal. En segundo lugar, considerará que el proceso está bajo control estadístico, es decir que la variabilidad se debe solamente a un sistema constante de causas aleatorias (No intervienen causas asignables). Al realizar una sucesión de mediciones de la característica de calidad sobre muestras del producto fabricado, se encuentra que los valores fluctúan alrededor de un valor central. Esto es lo que se llama la fluctuación natural y esperable del proceso. Esta variación de la característica de calidad medida se debe a un conjunto muy grande de causas que afectan el proceso, cuyo efecto individual es pequeño y que actúan en forma aleatoria (Sistema constante de causas aleatorias). La fluctuación natural del proceso es inherente al mismo y no puede eliminarse, sólo puede reducirse realizando modificaciones al proceso mismo, lo cual significa, como ya se ha dicho, trabajar con otro proceso. La fluctuación natural de un proceso puede cuantificarse a través de la desviación standard del mismo, con la cual se pueden calcular Límites de Tolerancia Natural del proceso. Se debe insistir en que estos límites no pueden fijarse voluntariamente, dependen del proceso y de las variables no controlables del mismo. Los Límites de Especificación de un producto son fijados voluntariamente por el cliente, por el fabricante o por alguna norma. Estos límites constituyen un requisito a cumplir por el producto y no deben confundirse en ningún caso con los Límites de Control o con los Límites de Tolerancia Natural del proceso. La Capacidad de un proceso es la aptitud para generar un producto que cumpla con determinadas especificaciones. En el mejor de los casos, es conveniente que los Límites de Tolerancia Natural del proceso se encuentren dentro de los Límites de Especificación del producto. De esta manera uno se aseguramos que toda la producción cumplirá con las especificaciones.
INDUSTRIA ALIMENTARIA 12

CONTROL ESTADÍSTICO DE PROCESOS III. COLOCAR UN PROCESO BAJO CONTROL ESTADÍSTICO.
Se puede obtener mucha información a través de la estratificación. Sin embargo se requieren instrumentos más sofisticados para detectar causas de variación menos obvias. Es en estos casos que se requiere del control estadístico de procesos, ya que cuando un proceso se encuentra controlado de esta manera se vuelve más predecible y se tiene un buen punto de partida para iniciar mejoras en él. Los gráficos de control son la mejor manera de hacerlo, pues prácticamente los procesos hablan a través de ellos indicando donde se originan las causas especiales de variación. Cuando se eliminan estas causas el proceso se vuelve predecible dentro de ciertos límites. Sin embargo las personas involucradas deben ser entrenadas en esta herramienta. Esto es especialmente válido para los gerentes, mandos medios y supervisores. Es también importante contar con la guía de un experto en estadísticas. 1. Planear los gráficos. Se requiere involucrar al experto en estadísticas en esta etapa ya que su experiencia será necesaria durante, por lo menos, el primer año de su implantación. • ¿Qué se medirá? ¿cuáles características de calidad son las relacionadas con
los requerimientos del cliente? • ¿Cuándo, cómo y dónde se recolectará la información? ¿Cómo se verificará
su validez? ¿cómo se seleccionarán las muestras? • ¿Qué tipos de gráficos y escalas son apropiados? • ¿Quién recolectará la información? ¿quién la graficará? Generalmente son
los operadores del proceso quienes recolectan y grafican la información, trabajando posteriormente en eliminar las causas especiales de variación. Por lo tanto, es importante colocar los gráficos donde los operadores puedan tener acceso a ellos.
• ¿Qué pasará si hay causas especiales? ¿quién tendrá la autoridad para tomar medidas correctivas? Los directivos necesitan apoyar activamente las acciones correctivas, pero hay muchas ocasiones en que los operadores
INDUSTRIA ALIMENTARIA 13
CONTROL ESTADÍSTICO DE PROCESOS
tienen una mejor posición para conocer cuales acciones son las mas apropiadas.
2. Iniciar los gráficos. Iniciar la recolección de información y elaboración de gráficos. Definir los límites adecuados cuando se haya generado la suficiente información. En los gráficos se requiere anotar las condiciones del proceso, causas especiales y cualquier información útil. • ¿Son los procedimientos para muestrear los adecuados? • ¿Arroja el gráfico la información que necesitas? Si no es así ¿qué debe
modificarse? 3. Eliminar causas especiales. Detectar las causas especiales marcadas en los gráficos y evaluar la capacidad del proceso. ¿Deben tomarse acciones sobre estas causas? ¿Están identificadas las causas raíz del problema? ¿Han sido eliminadas? ¿Puede reducirse el impacto de las causas de variación conocidas? Por ejemplo la variabilidad de un producto puede deberse a la variación de los insumos. Trabajar de manera colaborativa con un solo proveedor puede solucionar este problema. 4. Planear la mejora continua. Una vez que las fuentes de variación desaparecen, pueden aparecer otros problemas. Se requiere planear como atenderlos y hacer las mejoras obvias. • ¿Qué cambios recomiendas que se implementen? • ¿Quién será responsable de implantarlos? 5. Evaluar la utilidad de los gráficos. Revisa los gráficos periódicamente. Si las causas especiales continúan ocurriendo la elaboración de los gráficos es crítica. Si no se detectan causas especiales durante un período de tiempo hay que evaluar la importancia de los gráficos, pues tal vez ya no sean necesarios y pueda dedicarse el esfuerzo de realizarlos a otra cosa.
INDUSTRIA ALIMENTARIA 14

CONTROL ESTADÍSTICO DE PROCESOS IV. CONCEPTOS ESTADÍSTICOS FUNDAMENTALES.
Por lo general se ha visto el caso de fenómenos o experimentos cuyo espacio muestral asociado tiene un número pequeño de elementos. Pero en muchos casos es necesario trabajar con experiencias o procesos que generan un número muy grande de datos o resultados numéricos, es decir, espacios muestrales con un número infinito o muy grande de elementos. Cuando se tiene un conjunto muy grande de datos numéricos para analizar se dice que se tiene un Universo o Población de observaciones.
Cada dato numérico es un elemento de la población o universo. Una Muestra es un subconjunto pequeño de observaciones extraídas de un universo o población:
La Estadística trabaja con poblaciones de datos y con muestras extraídas de las mismas. Los conceptos de población y muestra a veces resultan ambiguos
INDUSTRIA ALIMENTARIA 15

CONTROL ESTADÍSTICO DE PROCESOS en su aplicación práctica. Por ejemplo, supóngase que en una ciudad de 5000 habitantes se realiza un censo médico en el cual se mide el peso, la altura y se relevan otros datos de todos los habitantes de la ciudad. Alguien podría referirse al universo o población censada teniendo en mente el conjunto de los habitantes de la ciudad. Pero cuando se habla en términos estadísticos, uno se refiere a poblaciones o universos de datos.
Por ejemplo, el conjunto de todas las mediciones de altura (de los habitantes de la ciudad) es un conjunto de datos y por lo tanto constituye un universo o población de datos desde el punto de vista estadístico. Otro universo o población de datos son los pesos medidos (de los habitantes de la ciudad). Pero la población de habitantes, es decir, las personas que habitan la ciudad no son la población a la que se está refiriendo desde el punto de vista estadístico. Suponiendo que en una empresa se fabrica un lote muy grande, por ejemplo 10 toneladas de un producto químico, y un técnico debe controlar la calidad del mismo. El técnico toma una pequeña porción, por ejemplo, 100 gramos y dirá que tomó una muestra del producto para analizar en el laboratorio. Hasta el momento, la muestra no fue analizada y por lo tanto no se tiene ningún dato numérico.
Cuando el laboratorio efectúa algún ensayo en la muestra y obtiene un resultado numérico, recién ahí se tiene un dato que puede ser analizado desde el punto de vista estadístico. Suponiendo que el técnico continúa sacando otras muestras del producto, hasta agotar el lote y cada una es ensayada en el laboratorio, el cual da los resultados. Como se tenían 10 ton. de producto y las
INDUSTRIA ALIMENTARIA 16

CONTROL ESTADÍSTICO DE PROCESOS muestras son aproximadamente de 100 gr., el técnico seguramente extraerá alrededor de 100,000 muestras y el laboratorio entregará alrededor de 100,000 resultados. Este conjunto de datos numéricos es el universo o población de datos.
Si se toman al azar 10 de esos resultados, se puede decir que se tiene una muestra de 10 elementos de ese universo o población. No se debe confundir esta muestra (desde el punto de vista estadístico) con la muestra de material que extrajo el técnico para ser analizada en laboratorio. Ahora bien, el universo o población de datos a veces no existe en la realidad, sino que es un concepto o abstracción que se utiliza para referir al universo o población que hipotéticamente podría existir. Véase el ejemplo anterior. Suponiendo que el técnico toma solamente 5 muestras y las envía para analizar al laboratorio. El laboratorio remitirá sólo 5 resultados, y se dirá que se tiene una muestra de datos extraída del universo o población de datos total. Y se está pensando en el universo o población que se tendría si se hubieran extraído y analizado las 100,000 muestras de material. Muchas veces resulta difícil imaginarse cuál es el universo del cual se extraen los datos. Suponiendo que se tiene una máquina que produce piezas de plástico en serie y un técnico toma 5 piezas sucesivas y les mide la altura con un calibre. Se tiene entonces, 5 resultados, es decir una muestra de 5 elementos. ¿Cuál es el universo al cual pertenece esa muestra de datos? Se debe imaginar lo siguiente: Si la máquina continuara trabajando en las mismas condiciones (es decir, a la misma velocidad, con las mismas materias primas, a la misma temperatura, manejada por el mismo operario, etc.)... y a cada pieza que produce se le mide la altura se tendría un conjunto muy grande de resultados numéricos. Ese conjunto muy grande de resultados numéricos que no existe, pero que podría obtenerse en esas condiciones es el universo o población del cual se extrajeron la muestra de 5 observaciones. Otro ejemplo. Suponiendo que el sindicato de la industria textil desea saber cual es el sueldo promedio que gana un operario en esa industria. Entonces,
INDUSTRIA ALIMENTARIA 17
CONTROL ESTADÍSTICO DE PROCESOS encarga una encuesta a una empresa especializada, que entrevista a 20 operarios de la industria textil y averigua sus salarios. Estos datos son una muestra de 20 observaciones del universo o población formado por los salarios de todos los operarios de la industria textil del país. Aunque el encuestador no disponga de esos datos, se sabe que existen miles de operarios que ganan un salario determinado y por lo tanto se puede hablar de un universo o población cuyos elementos son los salarios de los operarios de la industria textil en el país. Además, esa población de datos es seguramente diferente de la población de salarios de los operarios de la industria textil chilena o brasileña (Usando una misma moneda de referencia). ¿Qué representa una población de datos? El análisis estadístico de una población o universo de datos tiene como objetivo final descubrir las características y propiedades de aquello que generó los datos. Por ejemplo, se tiene una población de escolares (Población física, población humana) y se les mide la altura. El conjunto de datos de altura constituye una población o universo estadístico. El análisis de estos datos de altura (Universo estadístico) sirve para caracterizar y estudiar a la población de estudiantes (Que no es una Población estadística). Suponiendo que un instituto dedicado a estudios económicos ha realizado una encuesta de ingresos en el país. El universo de datos generados por la encuesta sirve a los fines de caracterizar a la población física, a la población real del país, desde un punto de vista económico.
INDUSTRIA ALIMENTARIA 18

CONTROL ESTADÍSTICO DE PROCESOS Un ingeniero controla un proceso industrial, que genera a diario muchos lotes de un producto (Población de lotes). Para cada lote se mide una característica de calidad, obteniéndose una gran cantidad de resultados numéricos (Población de datos).
El ingeniero realiza esta tarea no porque esté interesado en jugar con números, sino porque a través de los datos numéricos obtenidos se puede evaluar el comportamiento del proceso, que es lo que realmente le interesa. Entonces, es importante destacar que detrás de un universo o población de datos se encuentra una población física subyacente, formada por elementos de la realidad que rodea, de la cual, a través de algún tipo de medición, se obtuvieron los datos numéricos. Es esa población física subyacente (Elementos de la realidad, seres humanos, lotes de material, etc.) la que se desea estudiar y caracterizar por medio del análisis estadístico de los datos obtenidos. La población estadística está representando, entonces, una población física o natural formada por elementos de la realidad, con respecto a una característica o propiedad de esa población física. Es muy importante, al utilizar métodos estadísticos, no confundir la población física, formada por elementos de la realidad que se está estudiando, con la población o universo de datos generados a partir de la primera. De aquí en adelante, cuando se utilicen los términos población o universo sin otro aditamento se estará refiriendo a población o universo de datos numéricos (También llamados observaciones o mediciones o valores).
INDUSTRIA ALIMENTARIA 19

CONTROL ESTADÍSTICO DE PROCESOS 4.1. LA DISTRIBUCIÓN DE FRECUENCIAS. Se vio que una Población o Universo de datos es un conjunto muy grande de números. Estos números pueden estar en un gran listado o puede ser un conjunto hipotético, es decir, se pueden imaginar los números pero no se tienen realmente. Una gran tabla de números ordenados al azar prácticamente no muestra información acerca de la población de datos. Suponiendo que se dispone de los datos del universo, ¿cómo se pueden clasificar y ordenar los números para obtener más información acerca de ese universo de datos? Una forma sería escribir los números desde el menor hasta el mayor y colocar encima de cada uno tantas cruces o cuadraditos como veces que figure repetido en la población:
El número de veces que aparece repetido cada dato es la frecuencia de dicho valor. La representación gráfica que hemos visto se denomina Distribución de Frecuencias de la población. La representación gráfica permite ver información que antes no aparecía tan evidente. Por ejemplo, sin hacer ningún cálculo nos damos cuenta donde está aproximadamente el promedio de la población:
INDUSTRIA ALIMENTARIA 20

CONTROL ESTADÍSTICO DE PROCESOS También muestra cuales son los valores máximo y mínimo de la población, es decir, el rango:
En el caso anterior, los datos de la población son números enteros. Cuando los números no son enteros o cuando se tiene un número muy grande de datos, se divide el rango total en subintervalos y se cuenta el número de valores que cae dentro de cada subintervalo. Suponiendo que se tiene una cierta población de N = 500 datos, por ejemplo el peso de varones adultos de 40 años. Una manera de caracterizar esta población es construir una distribución de frecuencias o gráfico de frecuencias. Para ello se siguen los pasos siguientes: 1) Tomar nota del valor máximo y el valor mínimo de la serie de datos que se
está considerando. 2) Subdividir el intervalo entre el máximo y el mínimo en algún número de
intervalos (15 ó 20) más pequeños iguales entre sí. 3) Contar el número de datos que se encuentran dentro de cada intervalo
(Frecuencia). Por ejemplo, suponiendo que en el intervalo i hay ni observaciones (ni = N).
4) Para construir el gráfico, colocar en el eje de abscisas (Horizontal) los intervalos y levantar en cada intervalo un rectángulo de altura proporcional al número ni de datos dentro del mismo.
Si se hace el área del rectángulo levantado sobre el intervalo i− ésimo igual a la frecuencia relativa n i/N, el área total bajo el histograma será igual a la unidad:
INDUSTRIA ALIMENTARIA 21

CONTROL ESTADÍSTICO DE PROCESOS Se obtiene así una representación gráfica (Llamada también histograma) que muestra la distribución de frecuencias de la población:
Esta distribución de frecuencias muestra las características de una población, por ejemplo, si hay resultados que son mas frecuentes que otros. Muestra si los valores están ubicados alrededor de un valor central, si están muy dispersos o poco dispersos. Se puede observar que fracción de todas las mediciones cae por ejemplo, entre 70 y 80 Kg. (Zona rayada en el gráfico):
Si se elige una persona del grupo y se pesa, el resultado es un dato que pertenece a la población de datos representada en el gráfico. Se dice entonces, que se está extrayendo un dato de la población de datos. Pero hay distintas maneras de elegir la persona, es decir, distintas maneras de realizar la extracción del dato.
INDUSTRIA ALIMENTARIA 22

CONTROL ESTADÍSTICO DE PROCESOS Si uno se para frente al grupo y se elije una persona, se estará seleccionando al más gordo, al más flaco o al más alto (y por lo tanto pesa más que otros), de acuerdo a criterios subjetivos que no se pueden evitar. En cambio, si se escriben los nombres de todas las personas en una etiqueta, se meten todas las etiquetas en una caja y luego se pide a alguien que retire una etiqueta, la selección no estará influída por la subjetividad. En este caso, se dice que la extracción es aleatoria.
Una extracción aleatoria es aquella en que cada miembro de la población tiene la misma posibilidad de ser elegido. Suponiendo que se realiza una extracción aleatoria de la población antedicha y se obtiene el valor y. Entonces: 1) La probabilidad P (y<70) de que y sea menor que 70 Kg. es igual al área del
histograma a la izquierda de 70 Kg. 2) La probabilidad P (y>70) de que y sea mayor que 70 Kg. es igual al área del
histograma a la derecha de 70 Kg. 3) La probabilidad P (y>70, y<80) de que y sea mayor que 70 Kg. pero menor
que 80 Kg. es igual al área del histograma entre 70 y 80 Kg. 4.2. MEDIDAS DE POSICIÓN. Anteriormente se ha visto cómo se pueden resumir los datos obtenidos del estudio de una muestra (o una población) en una tabla estadística o un gráfico. No obstante, tras la elaboración de la tabla y su representación gráfica, en la mayoría de las ocasiones resulta más eficaz “condensar” dicha información en algunos números que la expresen de forma clara y concisa. Los fenómenos en general no suelen ser constantes, por lo que será necesario que junto a una medida que indique el valor alrededor del cual se agrupan los
INDUSTRIA ALIMENTARIA 23

CONTROL ESTADÍSTICO DE PROCESOS datos, se asocie una medida que haga referencia a la variabilidad que refleje dicha fluctuación. Por tanto el siguiente paso y objeto de este capítulo consiste en definir algunos tipos de medidas (estadísticos o parámetros) que los sintetizan aún más. Es decir, dado un grupo de datos organizados en una distribución de frecuencias (o bien una serie de observaciones sin ordenar), se pretende describirlos mediante dos o tres cantidades sintéticas. En este sentido pueden examinarse varias características, siendo las más comunes: - La tendencia central de los datos; - La dispersión o variación con respecto a este centro; - Los datos que ocupan ciertas posiciones. - La simetría de los datos. - La forma en la que los datos se agrupan. ESTADÍSTICOS DE TENDENCIA CENTRAL. Las tres medidas más usuales de tendencia central son: - La media, - La mediana, - La moda.
• La Media. La media aritmética de una variable estadística es la suma de todos sus posibles valores, ponderada por las frecuencias de los mismos. Es decir, si la tabla de valores de una variable X es:
X ni ƒi
x1 N1 ƒ1
… … … xk nk ƒk
La media es el valor que se puede escribir de las siguientes formas equivalentes:
kk fxfxx ++= ...11
)...(111 kknxnx
n+=
INDUSTRIA ALIMENTARIA 24

CONTROL ESTADÍSTICO DE PROCESOS
i
k
iinx
n∑==
1
1
Si los datos no están ordenados en una tabla, entonces:
Desventajas de la media: - Es muy sensible a los valores extremos de la variable, ya que todas las
observaciones intervienen en el cálculo de la media, la aparición de una observación extrema, hará que la media se desplace hacia dicha dirección. En consecuencia: No es recomendable usar la media como medida central en las distribuciones muy asimétricas. Si se considera una variable discreta; por ejemplo, el número de hijos de las familias de Lima, el valor de la media puede no pertenecer al conjunto de
valores de la variable; por ejemplo x = 2,3 hijos. • La Mediana. Si se considera una variable discreta X cuya observaciones en una tabla estadística han sido ordenadas de menor a mayor. Se denominará mediana, al primer valor de la variable que deja por debajo de sí al 50 % de las observaciones. La mediana, Med, es el valor de la variable que divide la distribución de tal modo que la mitad de los valores son iguales o menores que ella y la otra mitad son iguales o mayores. Si los datos no se repiten y no están agrupados para calcular la mediana basta con ordenarlos y contarlos; el que ocupe el lugar del medio es la mediana. Si hay un número par, muchos definen la mediana como el promedio de los dos valores intermedios. Entre las propiedades de la mediana se debe destacar: - Como medida descriptiva, tiene la ventaja de no estar afectada por las
observaciones extremas, ya que no depende de los valores que toma la variable, sino del orden de las mismas. Por ello es adecuado su uso en distribuciones asimétricas.
- Es de cálculo rápido y de interpretación sencilla. - A diferencia de la media, al mediana de una variable discreta es siempre un
valor de la variable que se estudia (por ejemplo, la mediana de una variable número de hijos toma siempre valores enteros).
nxxx n++= ...1
INDUSTRIA ALIMENTARIA 25

CONTROL ESTADÍSTICO DE PROCESOS Ejemplo de cálculo de mediana: 1. Sea X una variable discreta que ha presentado sobre una muestra las
modalidades:
2, 5, 7, 9, 12 x = 7, Med = 7
Si se cambia la última observación por otra anormalmente grande, esto no afecta a la mediana, pero sí a la media:
2, 5, 7, 9, 125 x = 29.6, Med = 7
En este caso la media no es un posible valor de la variable (discreta), y se ha visto muy afectada por la observación extrema. Este no ha sido el caso para la mediana.
2. Obtener la media aritmética y la mediana en la distribución adjunta.
Determinar gráficamente, cuál de los dos promedios es más significativo.
li-1-li ni
0 – 10 60 10 – 20 80 20 – 30 30
30 – 100 20 100 – 500 10
Solución:
ii ll −−1 in iα ix iinx iN `in
0 - 10 60 10 5 300 60 60 10 - 20 80 10 15 1200 140 80 20 - 30 30 10 25 750 170 30 30 - 100 20 70 65 1300 190 2.9 100 - 500 10 400 300 3000 200 0.25 n = 200 550,6=∑ iinx
La media aritmética es: 75.32200550,61
=== ∑ ixn
x
La primera frecuencia absoluta acumulada que supera el valor n/2 = 100 es Ni = 140. Por ello el intervalo mediano es (10-20). Así:
INDUSTRIA ALIMENTARIA 26

CONTROL ESTADÍSTICO DE PROCESOS
151080
6010010.2/ 11 =
−+=
−+= −
− xan
NnlM ii
iied
Para ver la representatividad de ambos promedios, se realiza el histograma de la Figura N° 9, y se observa que dada la forma de la distribución, la mediana es más representativa que la media.
Figura N° 9: Para esta distribución de frecuencias es más representativo usar como estadístico de tendencia central la mediana que la media.
• La Moda. Se denominará moda a cualquier máximo relativo de la distribución de frecuencias, es decir, cualquier valor de la variable que posea una frecuencia mayor que su anterior y su posterior. De la moda se destacan las siguientes propiedades: - Es muy fácil de calcular, - Puede no ser única, - Es función de los intervalos elegidos a través de su amplitud, número y límite
de los mismos. - Aunque el primero o el último de los intervalos no posean extremos inferior o
superior respectivamente, la moda puede ser calculada.
INDUSTRIA ALIMENTARIA 27

CONTROL ESTADÍSTICO DE PROCESOS ESTADÍSTICOS DE POSICIÓN. Los estadísticos de posición van a ser valores de la variable caracterizados por superar a cierto porcentaje de observaciones en la población (o muestra). Se tiene fundamentalmente a los percentiles como medidas de posición, y asociados a ellas se verán también los cuarteles y los deciles. Para una variable discreta, se define el percentil de orden k, como la observación Pk, que deja por debajo de sí el k % de la población; como consecuencia de la definición la mediana es: Med = P50. En el caso de una variable continua, el intervalo donde se encuentra Pk є (li-1, li), se calcula buscando el que deja debajo de si al k % de las observaciones. Dentro de él, Pk se obtiene según la relación:
Por su propia naturaleza, el percentil puede estar situado en cualquier lugar de la distribución, por lo que no puede considerársele como una medida de tendencia central. Los cuartiles, Ql, son un caso particular de los percentiles. Hay tres, y se definen como:
De forma análoga se definen los deciles como los valores de la variable que dividen a las observaciones en 10 grupos de igual tamaño. Más precisamente, se definen D1, D2, …, D9 como:
Ejemplo: Dada la siguiente distribución en el número de hijos de cien familias, calcular sus cuartiles.
xi ni Ni
0 14 14
1 10 24
INDUSTRIA ALIMENTARIA 28

CONTROL ESTADÍSTICO DE PROCESOS
2 15 39
3 26 65
4 20 85
5 15 100
n=100
Solución:
1. Primer cuartil:
2. Segundo cuartil:
3. Tercer cuartil:
Calcular los cuartiles en la siguiente distribución de una variable continua:
li-1 - li ni Ni
0 - 1 10 10
1 - 2 12 22
2 - 3 12 34
3 - 4 10 44
4 - 5 7 51
n=51
Solución:
1. Primer cuartil:
2. Segundo cuartil:
INDUSTRIA ALIMENTARIA 29

CONTROL ESTADÍSTICO DE PROCESOS
3. Tercer cuartil:
Ejemplo: Han sido ordenados los pesos de 21 personas en la siguiente tabla:
Intervalos f.a.
li-1 -- li ni
38 -- 45 3
45 -- 52 2
52 -- 59 7
59 -- 66 3
66 -- 73 6
21
Encontrar aquellos valores que dividen a los datos en 4 partes con el mismo número de observaciones.
Solución: Las cantidades que se buscan son los tres cuartiles: Q1, Q2 y Q3. Para calcularlos, se debe agregar a la tabla las columnas con las frecuencias acumuladas, para localizar qué intervalos son los que contienen a los cuartiles buscados:
i-1 -- li ni Ni
38 -- 45 3 3
45 -- 52 2 5
52 -- 59 7 12 59 -- 66 3 15
66 -- 73 6 21 21
INDUSTRIA ALIMENTARIA 30

CONTROL ESTADÍSTICO DE PROCESOS
Q1 y Q2 se encuentran en el intervalo 52-59, ya que N3 = 12 es la f.a.a. que supera a 21*¼ y 21*2/4.
Q3 está en 66-73, pues N5 = 21 es el primer Ni mayor que 21*3/4.
Así se tiene que:
Observar que Q2 = Med. Esto es lógico, ya que la mediana divide a la distribución en dos partes con el mismo número de observaciones, y Q2, hace lo mismo, pues es deja a dos cuartos de los datos por arriba y otros dos cuartos por abajo.
Ejemplo: La distribución de una variable tiene por polígono acumulativo de frecuencias el de la Figura. Si el número total de observaciones es 50: 1. Elaborar una tabla estadística con los siguientes elementos: intervalos,
marcas de clase, frecuencia absoluta, frecuencia absoluta acumulada, frecuencias relativas y frecuencias relativas acumuladas.
2. Cuántas observaciones tuvieron un valor inferior a 10, cuántas inferior a 8 y cuántas fueron superior a 11.
3. Calcular las modas. 4. Determinar los cuartiles.
INDUSTRIA ALIMENTARIA 31

CONTROL ESTADÍSTICO DE PROCESOS
Diagrama acumulado de frecuencias relativas.
Solución:
1. En la siguiente tabla se proporciona la información pedida y algunos cálculos auxiliares que nos permitirán responder a otras cuestiones.
Intervalos ni Ni fi Fi xi ai 0 - 5 10 10 0,2 0,3 2,5 5 2
5 - 7 25 35 0,5 0,7 6 2 12,5
7 - 12 5 40 0,1 0,8 9,5 5 1
12 - 15 10 50 0,2 1 13,5 7 3,33
2. Se calcula el número de observaciones pedido:
10 + 25+3 = 38 observaciones tomaron un valor inferior a 10
10 + 25+1 = 36 observaciones tomaron un valor inferior a 8
50 -(10 + 25+4) = 50-39=11 observaciones tomaron un valor superior a 11
INDUSTRIA ALIMENTARIA 32

CONTROL ESTADÍSTICO DE PROCESOS
3. Hay dos modas. Se calcula la más representativa:
4. Cuartiles:
4.3. ESTADÍSTICOS DE VARIABILIDAD O DISPERSIÓN. Los estadísticos de tendencia central o de posición tienen como objetivo el sintetizar los datos en un valor representativo, indican dónde se sitúa un grupo de puntuaciones. Los de variabilidad o dispersión dicen hasta que punto estas medidas de tendencia central son representativas como síntesis de información. Las medidas de dispersión cuantifican la separación, la dispersión, la variabilidad de los valores de la distribución respecto al valor central; indican si esas puntuaciones o valores están próximas entre sí o si por el contrario están muy dispersas. Se distinguen las medidas de dispersión absolutas, que no son comparables entre diferentes muestras y las relativas que permiten comparar varias muestras. Rango (R). Una medida razonable de la variabilidad podría ser la amplitud o rango, que se obtiene restando el valor más bajo de un conjunto de observaciones del valor más alto. Se denomina también ancho o recorrido. En el caso de datos sueltos se obtiene buscando el máximo y el mínimo valor entre los datos, que se llaman valores extremos, y se realiza la diferencia. Ventajas:
INDUSTRIA ALIMENTARIA 33

CONTROL ESTADÍSTICO DE PROCESOS - Es de fácil cálculo y es comúnmente usado como una medida burda, pero
eficaz, de variabilidad. - Es comprensible por todas las personas, inclusive las no relacionadas a la
estadística. Desventajas: - No arroja información de todas las variables, sólo los extremos. - Se puede ver muy afectada por alguna observación extrema. No es aconsejable su uso para muestras grandes, puede conducir a errores. Pero sí, por lo común, se lo utiliza en muestras pequeñas, sobre todo en el control estadístico de la calidad.
Varianza ( 2S ). La varianza de una muestra, S², se define como la media de las diferencias cuadráticas de n puntuaciones con respecto a su media aritmética, es decir:
2
1
2 )(1 xxn
Sn
ii −= ∑
=
Mientras que la varianza de una población finita, de N elementos:
2
1
2 )(1 µσ −= ∑=
n
iix
N
Esta medida es siempre una cantidad positiva, con propiedades interesantes para la realización de inferencia estadística: Como sus unidades son las del cuadrado de la variable, es más sencillo usar su raíz cuadrada. Desviación Standard. La varianza no tiene la misma magnitud que las observaciones. Si se quiere que la medida de dispersión sea de la misma dimensionalidad que las observaciones bastarán con tomar su raíz cuadrada. Por ello se define la desviación típica, S, como
2SS = Ejemplo: Calcular el Rango, Varianza y Desviación Standard de las siguientes cantidades medidas en metros: 3, 3, 4, 4, 5, 6.
INDUSTRIA ALIMENTARIA 34

CONTROL ESTADÍSTICO DE PROCESOS Solución: El Rango de estas observaciones es la diferencia entre la mayor y la menor de ellas, es decir, 6 – 3 = 3. Para calcular las restantes medidas de dispersión es necesario calcular previamente el valor con respecto al cual se van a medir las diferencias. Este es la media:
17,46
654433=
+++++=x
La varianza es:
2
1
22 1 xxn
Sn
ii −= ∑
=
= 11,117,4)654433(61 2222222 =−+++++
Siendo la desviación Standard su raíz cuadrada: 054,12 == SS Propiedades de la Varianza y de la Desviación Standard: - Ambas son sensibles a la variación de cada una de las puntuaciones, es
decir, si una puntuación cambia, cambia con ella la varianza. - No es recomendable su uso cuando tampoco lo sea el de la media como
medida de tendencia central. Coeficiente de Variación. Se ha visto que las medidas de centralización y dispersión dan información sobre una muestra. Es posible preguntar si tiene sentido usar estas magnitudes para comparar dos poblaciones. Por ejemplo, comparar la dispersión de los pesos de las poblaciones de elefantes de dos circos diferentes, S dará información útil. Pero, ¿qué ocurre si se compara la altura de unos elefantes con respecto a su peso? Tanto la media como la desviación típica, se expresan en las mismas unidades que la variable. Por ejemplo, en la variable altura se puede usar como unidad de longitud el metro y en la variable peso, el kilogramo. Comparar una desviación (con respecto a la media) medida en metros con otra en kilogramos no tiene ningún sentido. El problema no deriva sólo de que una de las medidas sea de longitud y la otra sea de masa. El mismo problema se plantea si se mide cierta cantidad, por ejemplo la masa, de dos poblaciones, pero con distintas unidades. Este es el caso en que se compara el peso en toneladas de una población de 100
INDUSTRIA ALIMENTARIA 35

CONTROL ESTADÍSTICO DE PROCESOS elefantes con el correspondiente en miligramos de una población de 50 hormigas. El problema no se resuelve tomando las mismas escalas para ambas poblaciones. Por ejemplo, se nos puede ocurrir medir a las hormigas con las mismas unidades que los elefantes (toneladas). Si la ingeniería genética no con alguna barbaridad, lo lógico es que la dispersión de la variable peso de las hormigas sea prácticamente nula. En estos ejemplos el problema viene de la dimensionalidad de las variables, y de la diferencia enorme entre las medias de ambas poblaciones. El coeficiente de variación es lo que permite evitar estos problemas, pues elimina la dimensionalidad de las variables y tiene en cuenta la proporción existente entre medias y desviación Standard. Se define del siguiente modo:
xSCV x=
Propiedades del coeficiente de variación: - Sólo se debe calcular para variables con todos los valores positivos. Todo
índice de variabilidad es esencialmente no negativo. Las observaciones pueden ser positivas o nulas, pero su variabilidad debe ser siempre positiva. De ahí que sólo se debe trabajar con variables positivas, para la que se tiene con seguridad que x > 0.
- No es invariante ante cambios de origen. Es decir, si a los resultados de una medida se le suma una cantidad positiva, b > 0, para tener Y = X + b, entonces CVY < CVX.
- Es invariante a cambios de escala. Así por ejemplo el coeficiente de variación de una variable medida en metros es una cantidad adimensional que no cambia si la medición se realiza en centímetros.
4.4. MEDIDAS DE COVARIACIÓN Y CORRELACIÓN. La forma de medir si existe asociación entre variables continuas es usando el coeficiente de correlación, teniendo siempre presente que este se aplica solo a variables continuas y sólo mide asociación lineal. Diagrama de Dispersión.
INDUSTRIA ALIMENTARIA 36

CONTROL ESTADÍSTICO DE PROCESOS La distribución conjunta de dos variables puede expresarse gráficamente mediante un diagrama de dispersión: en un plano se representa cada elemento observado haciendo que sus coordenadas sobre los ejes cartesianos sean los valores que toman las dos variables para esa observación. Por ejemplo, véanse los datos correspondientes a un conjunto de diez pares de observaciones de estaturas de padres e hijos:
PADRE 1.70 1.77 1.68 1.75 1.80 1.75 1.69 1.71 1.72 1.73 HIJO 1.74 1.78 1.72 1.77 1.78 1.77 1.71 1.76 1.73 1.74
1.70
1.71
1.72
1.73
1.74
1.75
1.76
1.77
1.78
1.79
1.66 1.68 1.70 1.72 1.74 1.76 1.78 1.80 1.82
ESTATURA DE PADRES
ESTA
TURA
DE
HIJO
S
Es costumbre representar la variable dependiente en el eje vertical (ordenadas) y la independiente en el eje horizontal (abscisas). Cuando se estudia la relación entre dos variables, una puede considerarse causa y la otra resultado o efecto de la primera, siendo ésta una decisión teórica. Se denominará variable exógena, o variable independiente a la que causa el efecto y variable endógena, o variable independiente a la que lo recibe. Por supuesto que diferentes conjuntos de datos darán diagramas diferentes. Se pueden considerar varios tipos de diagramas de dispersión, que son los más típicos.
INDUSTRIA ALIMENTARIA 37

CONTROL ESTADÍSTICO DE PROCESOS
El caso (A) corresponde a la relación tal que al aumentar los valores de la variable independiente aumenta –en promedio- el valor de la variable dependiente. Cuando esto ocurre se dice que hay una relación lineal positiva. El caso (B) representa otra relación de nuevo lineal, pero negativa. El caso (C) representa una situación en la que no hay relación entre ambas variables. Se dice entonces que las variables son independientes. El caso (D) muestra una relación entre ambas, pero no lineal.
INDUSTRIA ALIMENTARIA 38

CONTROL ESTADÍSTICO DE PROCESOS V. HISTOGRAMAS DE FRECUENCIA: La dispersión de los
datos.
“Un criterio para juzgar la CALIDAD de los productos, es si, en relación al PROMEDIO, la vida es larga y al mismo tiempo, la DISPERSIÓN es pequeña”
¿CÓMO PREPARAR UN HISTOGRAMA? Caso Práctico.- Los datos de la siguiente Tabla representan los espesores (en mm.) de 100 bloques metálicos que constituyen partes de instrumentos ópticos.
Cuando hay muchos datos como en el presente caso, es difícil determinar la distribución de los mismos sólo mirando a las figuras. En una situación como ésta, es conveniente ordenar los datos en orden secuencial y dibujar el histograma para poder ver la tendencia general. Paso Nº 1: Contar los datos. N= 100 Paso Nº 2: Dividir los datos en 10 grupos. (Ver Tabla Nº 1) Paso Nº 3: Entresacar el mayor en cada grupo como XG, y el menor como XP. Paso Nº 4: Determinar el mayor XG y el menor XP del total de datos, obteniéndose: XG = 3.68 XP = 3.30 Paso Nº 5: Determinar el Rango (R) de todos los datos. R = XG - XP = 0.38 Paso Nº 6: Dividir el Rango en Clases. El número de Clases (= número de barras del histograma) se determina sobre la base de la siguiente Tabla (Nº 2).
INDUSTRIA ALIMENTARIA 39

CONTROL ESTADÍSTICO DE PROCESOS
Para el presente caso, se tomará: k = 10. Paso Nº 7: Se determina el Intervalo de Clase (h) = (XG - XP) / k = 0.38/10 = 0.038 Este Intervalo de Clase se utilizará en el eje horizontal y se puede redondear a: h = 0.05 Paso Nº 8: Para determinar la frontera de la Clase, ésta se demarca comenzando en uno de los extremos del rango. Es problemático cuando algún dato cae en la misma frontera de Clase. Para evitar esto, la unidad de frontera es tomada como la mitad de la unidad de medida escogida. En este caso es: 0.025, quedando la Tabla de Frecuencias como sigue: Paso Nº 9: A continuación se dibuja el correspondiente histograma:
INDUSTRIA ALIMENTARIA 40

CONTROL ESTADÍSTICO DE PROCESOS ¿CÓMO UTILIZAR UN HISTOGRAMA? Basándose en el caso resuelto, responder las siguientes interrogantes: - ¿Cuál es el espesor más común de los bloques metálicos? ... - ¿Cuán grande es la dispersión? ... - ¿Es la distribución simétrica o sesgada? ... - ¿Solamente tiene un “pico”?.,. - ¿Es como un “risco”? ... - ¿Luce como una rueda dentada? ... - ¿Hay barras aisladas? ... - En otras palabras... ¿CUALES SON LAS CARACTERÍSTICAS DEL
PRODUCTO? - ¿Cuál es el porcentaje de productos fuera de especificación? ... - ¿Cumplen los productos plenamente con las especificaciones? ... - ¿Está el valor promedio en el centro exacto de los límites especificados? ... ¿Hay necesidad de cambiar el histograma? ... Cuando los datos son estratificados de acuerdo con los materiales, máquinas, ejes, trabajadores, meses, etc.., la distribución es probablemente diferente para cada caso. En situaciones extremas, la distribución del histograma puede tomar la forma de dos “picos” (distribución bimodal). En el caso de distribución bi-modal o dispersión en bordes, esta distribución a menudo incluye 2 o más distribuciones, los cuales tienen diferentes promedios. En tal caso, se debe indicar ello con marcas (Ej. “o” para materiales suministrados por la compañía A y “x” para los materiales de la compañía B), chequear los factores de estratificación, preparar dos histogramas y comparar distribuciones. Si no hay diferencia entre estos factores, los datos pueden dibujarse en un mismo gráfico. Problema. Los registros de inspección de una operación de ensamble de mangueras mostraban un alto índice de rechazos. Analizando los registros se encontró que la principal causa del problema eran las “fugas”. Se revisaron las operaciones de ensamble y se tomó la decisión de investigar la operación de poner abrazaderas a las mangueras. Se midió la fuerza de sujeción, o memento de torsión de veinticinco ensambles de mangueras. La torsión se registró en pies-libra, como sigue:
INDUSTRIA ALIMENTARIA 41

CONTROL ESTADÍSTICO DE PROCESOS 7 pies-libra 10 pies-libra 14 pies-libra
11 “ 13 “ 12 “
13 “ 15 “ 12 “
13 “ 14 “ 10 “
11 “ 15 “ 13 “
9 “ 13 “ 14 “
16 “ 17 “ 15 “
19 “ 12 “ 16 “
14 “
La especificación establecida para el momento de torsión es de 12 a 24 pies-libra. ¿Cómo se compara este proceso con la especificación? ¿Debe tomarse alguna acción correctiva? Si así fuera, ¿Cuál sería? Problema. En el problema anterior, la presión de aire en la pistola neumática se redujo para hacer que se detuviera al llegar a una torsión de 18 pies-libra. Antes de tomar esta acción correctiva, la presión de aire no estaba regulada. Esto significaba que el operario debía “sentir” la abrazadera lo suficientemente apretada. Se tomaron otras veinticinco lecturas de la torsión después de la medida correctiva, con los siguientes resultados: 17 pies-libra 20 pies-libra 19 pies-libra
19 “ 17 “ 20 “
19 “ 20 “ 19 “
20 “ 21 “ 19 “
21 “ 20 “ 18 “
17 “ 19 “ 19 “
18 “ 18 “ 19 “
20 “ 18 “ 18 “
19 “
¿Resultó efectiva la medida correctiva?
INDUSTRIA ALIMENTARIA 42

CONTROL ESTADÍSTICO DE PROCESOS VI. GRÁFICAS DE CONTROL POR VARIABLES. Se puede definir una carta de control como: un método gráfico para evaluar si un proceso está o no en un estado de control estadístico, es decir cuando sólo actúan causas comunes o aleatorias, inherentes a cualquier proceso. (Armand V. Feingenbaum 1994). Como lo muestra la siguiente gráfica, la carta consiste en una línea central (L.C.) y dos pares de líneas límites espaciadas por encima y por debajo de la línea central, que se denominan límite de control superior (L.C.S.) y límite de control inferior (L.C.I.).
Estos se eligen de tal manera que los valores situados entre los límites puedan atribuirse al azar, mientras que los que caigan fuera puedan interpretarse como una carencia de control. Cuando un punto cae fuera de los límites de control, se le considera problemático; pero aún cuando caiga dentro de los límites de control, una tendencia o algún otro patrón sistemático puede servir para advertir que tal acción debe interpretarse a fin de evitar algún problema serio. Sin embargo no indica la razón o motivo por el cual un proceso esta fuera de control. Las características de calidad sobre las cuales se constituyen las cartas de control generalmente caen en dos categorías: • Variables • Atributos Cuando se lleva un registro sobre una medida real de una característica de calidad, tal como una dimensión expresada en milímetros, se dice que la calidad se expresa por variables y las cartas que se construyen se llaman Cartas de Control por Variables.
INDUSTRIA ALIMENTARIA 43

CONTROL ESTADÍSTICO DE PROCESOS Como ejemplos, se tienen las dimensiones, la dureza en unidades Rockwell, las temperaturas en grados Fahrenheit, la resistencia a la tensión en Kilogramos por centímetro cuadrado (Kg./cm²). Cuando se requiere que las características de calidad indiquen nada más que él artículo “se adapta a la norma”, es decir si no existe una medición continua que es crucial para el comportamiento del artículo, el registro se dice que es por atributos y la carta en este caso se llama Carta de Control por Atributos. Este trabajo de investigación aborda el estudio de las cartas de control por variables. Típicamente los diagramas de variables son utilizados en parejas, un diagrama revisa la variación del proceso para el control de la precisión, mientras que el otro revisa el promedio del proceso, o sea la exactitud Hay dos condiciones distintas bajo las que se usan estas gráficas de control: • Sin Estándar dado. Las gráficas usadas para investigar el estado de control de un proceso, puede ser, uno que no haya sido examinado previamente, o al que se le han realizado grandes cambios en el proceso, o que se examina para el estado de control continuo después de que un análisis preliminar de distribución de frecuencias demostró control inicial. Los valores de los límites de control y de la tendencia central se calculan como parte del análisis de las lecturas sobre las características de calidad de las partes y productos. En este caso la condición se denomina “sin estándar dado”. • Con Estándar dado. Esta condición implica que la tendencia central y los valores de dispersión han sido establecidos inicialmente. Las cartas de tipo variables, normalmente se utilizan en parejas, una carta revisa el promedio del proceso y la otra revisa la variación. Encontrándose con distintos tipos de cartas en parejas: Carta Media-Rango, Carta Media-Desvío Estándar y Carta Mediana–Rango. Carta Media-Rango: Se trata de una carta de tipo variable, en la que la medida de tendencia central,
la media muestral , esta controlada por la Carta Media , en tanto que la variabilidad se controla por medio del rango, lo que constituye la Carta Rango
INDUSTRIA ALIMENTARIA 44

CONTROL ESTADÍSTICO DE PROCESOS (R). El rango o amplitud representa la diferencia entre el mayor y el menor valor de las mediciones de una muestra.
INDUSTRIA ALIMENTARIA 45
CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 46

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 47

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 48

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 49

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 50
CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 51

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 52

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 53

CONTROL ESTADÍSTICO DE PROCESOS VII. GRÁFICAS DE CONTROL POR ATRIBUTOS. Muchas características de calidad no se pueden representar en forma conveniente por números. En tales casos, cada artículo inspeccionado suele clasificarse como conforme o disconforme con las especificaciones para tal característica de calidad, llamada atributo. LLooss ddiiaaggrraammaass ddee ccoonnttrrooll ppoorr aattrriibbuuttooss ccoonnssttiittuuyyeenn llaa hheerrrraammiieennttaa eesseenncciiaall uuttiilliizzaaddaa ppaarraa ccoonnttrroollaarr ccaarraacctteerrííssttiiccaass ddee ccaalliiddaadd ccuuaalliittaattiivvaass,, eessttoo eess,, ccaarraacctteerrííssttiiccaass nnoo ccuuaannttiiffiiccaabblleess nnuumméérriiccaammeennttee.. EEjjeemmppllooss ddee ttaalleess ccaarraacctteerrííssttiiccaass nnoo mmeeddiibblleess ssoonn llaa ffrraacccciióónn oo ppoorrcceennttaajjee ddee uunniiddaaddeess ddeeffeeccttuuoossaass eenn llaa pprroodduucccciióónn ((PP)),, eell nnúúmmeerroo ddee uunniiddaaddeess ddeeffeeccttuuoossaass eenn llaa pprroodduucccciióónn ((NNPP)),, eell nnúúmmeerroo ddee ddeeffeeccttooss ppoorr uunniiddaadd pprroodduucciiddaa ((UU)),, yy eell nnúúmmeerroo ddee ddeeffeeccttooss ddee ttooddaass llaass uunniiddaaddeess pprroodduucciiddaass ((CC)).. Al igual que en los gráficos de control por variables, el diagrama de atributos representa un estadístico T del proceso (como puede ser el número de defectos) frente al número de la muestra o al tiempo. Una línea central representa el valor medio o esperado del estadístico, mientras que los límites de control suelen definir una zona de control que abarca 3σT por encima y por debajo de la línea central. Estos límites son escogidos de manera que si el proceso está bajo control, casi la totalidad de los puntos muestrales se halle entre ellos. Así, un punto que se encuentra fuera de los límites de control se interpreta como una evidencia de que el proceso está fuera de control. Además, incluso si todos los puntos se hallan comprendidos entre los límites de control, pero se comportan de manera sistemática o no aleatoria, también tendríamos un proceso fuera de control (veremos cómo estudiar la existencia de tales patrones no aleatorios mediante los llamados tests para causas especiales).
INDUSTRIA ALIMENTARIA 54

CONTROL ESTADÍSTICO DE PROCESOS EEssttee ttiippoo ddee ggrrááffiiccooss ssee ssuueellee aapplliiccaarr eenn ssiittuuaacciioonneess eenn llaass qquuee eell pprroocceessoo eess uunnaa ooppeerraacciióónn ddee mmoonnttaajjee ccoommpplliiccaaddaa,, yy llaa ccaalliiddaadd ddeell pprroodduuccttoo ssee mmiiddee eenn ttéérrmmiinnooss ddee llaa ooccuurrrreenncciiaa ddee ddiissccoonnffoorrmmiiddaaddeess,, ddeell ffuunncciioonnaammiieennttoo eexxiittoossoo oo ffaalllliiddoo ddeell pprroodduuccttoo,, eettcc.. LLooss ddiiaaggrraammaass ddee ccoonnttrrooll ppoorr aattrriibbuuttooss ttiieenneenn llaa vveennttaajjaa ddee qquuee hhaacceenn ppoossiibbllee ccoonnssiiddeerraarr vvaarriiaass ccaarraacctteerrííssttiiccaass ddee ccaalliiddaadd aall mmiissmmoo ttiieemmppoo yy ccllaassiiffiiccaarr llooss pprroodduuccttooss ccoommoo ddiissccoonnffoorrmmeess ssii nnoo ssaattiissffaacceenn llaass eessppeecciiffiiccaacciioonneess ddee ccuuaallqquuiieerraa ddee llaass ccaarraacctteerrííssttiiccaass.. SSee ttiieenneenn ddooss ooppcciioonneess aa llaa hhoorraa ddee rreeaalliizzaarr uunn ggrrááffiiccoo ddee ccoonnttrrooll ppoorr aattrriibbuuttooss:: 11.. SSee ppuueeddee ccoommppaarraarr uunn pprroodduuccttoo ccoonn uunn eessttáánnddaarr yy ccllaassiiffiiccaarrlloo ccoommoo
ddeeffeeccttuuoossoo oo nnoo ((ggrrááffiiccooss PP yy NNPP)).. 22.. EEnn eell ccaassoo ddee pprroodduuccttooss ccoommpplleejjooss,, llaa eexxiisstteenncciiaa ddee uunn ddeeffeeccttoo nnoo
nneecceessaarriiaammeennttee ccoonnlllleevvaa aa qquuee eell pprroodduuccttoo sseeaa ddeeffeeccttuuoossoo.. EEnn ttaalleess ccaassooss,, ppuueeddee rreessuullttaarr ccoonnvveenniieennttee ccllaassiiffiiccaarr uunn pprroodduuccttoo sseeggúúnn eell nnúúmmeerroo ddee ddeeffeeccttooss qquuee pprreesseennttaa ((ggrrááffiiccooss CC yy UU))..
Es importante notar que los gráficos P, NP, y U permiten trabajar con muestras de tamaños diferentes, mientras que los gráficos C están diseñados para muestras de igual tamaño. Gráficos de control para el número de piezas disconformes. El objeto de este gráfico es controlar la proporción de piezas defectuosas o disconformes que genera el proceso con el fin de que esta proporción disminuya y, sobre todo, evitar que aumente. Suponiendo que el proceso de producción funciona de manera estable de modo que la probabilidad de que cualquier artículo sea disconforme con las especificaciones es p, y que los artículos producidos sucesivamente son independientes. Entonces cada artículo producido es una variable aleatoria de Bernoulli con parámetro p. Si se selecciona una muestra aleatoria de n artículos del producto, y si D representa el número de artículos disconformes, entonces D tiene una distribución binomial con parámetros n y p.
INDUSTRIA ALIMENTARIA 55

CONTROL ESTADÍSTICO DE PROCESOS
Supongamos que se conoce la verdadera fracción disconforme p en el proceso de fabricación o que la administración especifica un valor estándar. Entonces, utilizando la aproximación a la normal de la distribución binomial,
la línea central y los límites de control de k sigmas del diagrama de control para el número de piezas disconformes serán:
Cuando se desconoce la fracción disconforme p del proceso, ésta es estimada a partir de los datos observados. El procedimiento normal consiste en seleccionar m muestras preliminares, cada una de tamaño n, cuando se supone que el proceso se encuentra bajo control. Entonces, si hay Di artículos disconformes en la muestra i, se calcula la fracción disconforme en la i-ésima muestra como
y la media de estas fracciones disconformes muestrales individuales es
En este caso la línea central y los límites de control de k sigmas se calculan del modo siguiente:
INDUSTRIA ALIMENTARIA 56

CONTROL ESTADÍSTICO DE PROCESOS Como en los gráficos de control de variables, en el gráfico np, una vez calculados los límites de control, se representan estas m primeras muestras en un gráfico. Si en este primer gráfico no se observan señales de fuera de control, se acepta que el proceso funcionaba correctamente y los límites de control calculados podrán ser usados en los gráficos siguientes. Si, por el contrario, existe alguna señal de fuera de control, se eliminan las muestras que producen estas señales y se recalculan unos nuevos límites de control. Si el número de número de muestras restantes fuera insuficiente, se reinicia el procedimiento volviéndose a tomar m muestras cuando se supone que el proceso se encuentra bajo control. Se repite este ciclo hasta obtener un gráfico que sirva de referencia para los siguientes gráficos de control. Ejemplo. Una empresa de plásticos produce para la industria farmacéutica obturadores-dosificadores. Esta pieza sirve de cierre y de dosificador en envases también de plástico para gotas oftálmicas. Las prescripciones para las diferentes características de calidad cualitativas (poros, grietas, etc.) se pueden comprobar visualmente con facilidad y para las características cuantitativas, que sólo son dimensiones, existen calibres pasa-no pasa. En consecuencia, la clasificación de cada pieza en correcta o defectuosa se realiza con rapidez y facilidad. Para realizar el gráfico np cuando el proceso estaba aparentemente bajo control, se tomaron m = 50 muestras de tamaño n = 40, contando en cada muestra el número de piezas defectuosas. En la tabla 1 se recogen estos datos. Los límites de control obtenidos son:
INDUSTRIA ALIMENTARIA 57

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 58

CONTROL ESTADÍSTICO DE PROCESOS Nuevos límites de control eliminando la muestra 42:
Recordar que el procedimiento utilizado para el cálculo de los límites de control ha consistido en la suposición de que la variable aleatoria D es una variable normal cuando realmente es binomial. La asimetría de esta variable hace que las rachas a ambos lados de la línea central no sean un indicativo fiable de que la proporción de defectuosas ha disminuido.
Gráficos de control para la proporción de piezas disconformes. Al igual que el gráfico anterior, el gráfico p o gráfico para la proporción de disconformes sirve para controlar el porcentaje de piezas defectuosas que genera el proceso. El gráfico p se diferencia del gráfico np en que no es necesario que todas las muestras tengan el mismo tamaño n y en que el estadístico a representar es la fracción disconforme muestral pi, el número de
INDUSTRIA ALIMENTARIA 59

CONTROL ESTADÍSTICO DE PROCESOS piezas disconformes en la muestra i-´esima, Di, dividido por el tamaño de la muestra, ni. Suponiendo que el número de disconformidades en la muestra i se distribuye normalmente,
la proporción de piezas defectuosas en la muestra i, pi = Di/ni se distribuye también normalmente
donde p es la proporción de piezas defectuosas del proceso. Si la proporción de piezas defectuosas que genera el proceso cuando este se encuentra bajo control p es conocida, los límites de control del gráfico p son:
Cuando p no es conocido, este se estima mediante
quedando los límites de control:
INDUSTRIA ALIMENTARIA 60

CONTROL ESTADÍSTICO DE PROCESOS Ejemplo. Se envasa zumo de naranja concentrado en botes de cartón de 1 litro. Estos envases son producidos por una máquina formando un tubo a partir de una pieza de cartón y aplicando luego un fondo metálico. Al inspeccionar un bote puede determinarse al llenarlo si goteará por la junta lateral o del fondo. Tal bote disconforme tiene un sellado inadecuado en la junta lateral o del fondo. Se desea elaborar un diagrama de control para vigilar la fracción de envases disconformes producidos por esta máquina. Para definir el diagrama de control, se seleccionaron 25 muestras de tamaños muestrales diferentes cada media hora durante un periodo de tres turnos, en los cuales la máquina operó continuamente. Los datos recogidos son los siguientes:
INDUSTRIA ALIMENTARIA 61

CONTROL ESTADÍSTICO DE PROCESOS Usando p como estimación para la fracción disconforme real del proceso, es posible calcular los límites superior e inferior de control para la i-´esima muestra como
Gráficos de control para el número de defectos. En el gráfico de control para el número de defectos o gráfico C, se toman muestras de tamaño n y se cuenta la cantidad de defectos en el conjunto de n piezas. Esta cantidad C es el estadístico a representar en el gráfico de control. En general, la variable C, número de defectos en una muestra, se ajusta bien a una distribución de Poisson, es decir:
Donde c, el parámetro de la distribución de Poisson, es el número medio de defectos en una muestra de tamaño n cuando el proceso está bajo control. Suponiendo que se dispone de un valor estándar para c y utilizando la aproximación a la normal de la distribución de Poisson.
INDUSTRIA ALIMENTARIA 62

CONTROL ESTADÍSTICO DE PROCESOS
Se obtienen los límites de control para el gráfico c
En general, c es desconocido y por tanto debe estimarse a partir de la información que suministran las muestras de tamaño n mediante:
con lo que los límites de control quedan:
Ejemplo. En la tabla 3 se presenta el número de defectos observados en 26 muestra de tamaño 100 de tarjetas de circuitos impresos. Puesto que las 26 muestras contienen un total de 516 defectos, la estimación de c es,
c = 516/26 = 19:85
y los límites de control son, con k = 3,
INDUSTRIA ALIMENTARIA 63

CONTROL ESTADÍSTICO DE PROCESOS
Eliminando las muestras 6 y 20, se obtiene la nueva estimación de c
y los límites de control son, con k = 3,
INDUSTRIA ALIMENTARIA 64

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 65

CONTROL ESTADÍSTICO DE PROCESOS VIII. ANÁLISIS DE LA CAPACIDAD DE PROCESO. La capacidad de un proceso de fabricación se suele interpretar como su aptitud para producir artículos de acuerdo con las especificaciones. También se suele interpretar como la aptitud del proceso o de una sola máquina para cumplir los límites de tolerancia. En este tema se introducen algunas medidas e la capacidad de un proceso. El análisis de la capacidad de un proceso debería realizarse cuando dicho proceso esté bajo control. Dicho análisis se suele iniciar cuando se necesita estudiar un nuevo proceso, cuando se ha modificado alguna de las partes esenciales del proceso, cuando se han emplazado una o más máquinas en otro lugar, cuando ha habido un reajuste en el funcionamiento de las máquinas, cuando los gráficos de control muestran cierta inestabilidad, etc. El análisis estadístico de la capacidad del proceso suele comenzar con un estudio de este para realizar estimaciones de los parámetros fundamentales que definen su funcionamiento; especialmente, de los parámetros que determinan su variabilidad. Este último aspecto es esencial, puesto que se puede considerar como un indicador de la uniformidad en el rendimiento. Se suelen analizar dos tipos de variabilidad: • La variabilidad instantánea, en un instante dado t; que determina la
capacidad del proceso a corto plazo. • La variabilidad en el transcurso del tiempo, que determina la capacidad del
proceso a largo plazo. El análisis de la capacidad del proceso a través de su variabilidad requiere el conocimiento o la estimación de la distribución de la característica estudiada, o bien la estimación de los parámetros que definen dicha variabilidad. Los gráficos de control proporcionan una herramienta útil para el análisis de la capacidad del proceso; en particular, como estimación de la capacidad del proceso se considera el porcentaje de variabilidad que queda dentro de los límites de control del diagrama. Por ejemplo, con una herramienta básica como el histograma se puede obtener una primera aproximación de la distribución de la característica estudiada y realizar una primera estimación del porcentaje de la producción que verifica las especificaciones. Índices de capacidad. En esta sección se consideran algunos índices que proporcionan una medida de la capacidad.
INDUSTRIA ALIMENTARIA 66

CONTROL ESTADÍSTICO DE PROCESOS Para una variable aleatoria X que representa la característica de la calidad que se pretende controlar en el producto fabricado, la variabilidad de X determina el nivel de calidad del producto. Una primera aproximación es proporcionada por los límites de 6σ que definen una situación de control del proceso. Esta medida de la variabilidad del proceso está asociada a la consideración de un escenario gaussiano donde el intervalo μ ± 3σ incluye aproximadamente al 99.7% de los valores de la característica X considerada. Los límites de dicho intervalo definen las tolerancias naturales o intrínsecas del proceso. La interpretación de dicha medida no es directa y sería de utilidad la construcción de una medida en términos relativos. Se consideran los límites de especificación (LIE y LSE) que definen el rango de valores de X que se han establecido como permisibles. Asimismo, el valor objetivo, definido por el valor medio poblacional μ se supondrá centrado respecto a los límites de especificación. Se define entonces el índice de capacidad estándar del proceso como
Este índice relaciona la diferencia entre los límites de especificación (establecidos) y un múltiplo de la desviación típica de la característica estudiada, que está asociado a la variabilidad del proceso y, por tanto, a las tolerancias naturales. Para IC = 1 el proceso fabrica un 0;3% de artículos defectuosos (bajo normalidad). Si IC < 1; el proceso fabrica una proporción de defectuosos superior al 0;3 %; dicha proporción aumenta según nos alejamos de la unidad. En este caso habría que actuar sobre el proceso para incrementar su capacidad. Si IC > 1; el proceso fabrica una proporción de defectuosos inferior al 0;3 %; dicha proporción disminuye según IC se aleja de la unidad. La frecuencia de muestreo y la fracción de muestreo dependen de los valores de este índice. Para índices inferiores a la unidad se suelen inspeccionar todas las unidades. En cambio, un incremento de este índice por encima de la unidad permite disminuir la frecuencia de muestreo y, por tanto, el número de unidades que se inspeccionan. En ocasiones, en el análisis de la capacidad del proceso interesa realizar un estudio sobre la variabilidad de una sola máquina (sin otros factores externos), investigando su capacidad en periodos cortos de tiempo frente a factores externos fijos. Se pueden considerar este u otros aspectos para el diseño de índices de capacidad. Así se tiene: Índice de capacidad para una máquina:
INDUSTRIA ALIMENTARIA 67

CONTROL ESTADÍSTICO DE PROCESOS
Herramientas estadísticas para el análisis de la capacidad. Según se ha comentado, el análisis de la capacidad requiere del conocimiento o la estimación de la distribución. Adicionalmente, según se han diseñado los límites de tolerancia naturales, la suposición de normalidad debe contrastarse para una interpretación adecuada de los índices de capacidad. Por tanto, en el análisis de la capacidad del proceso se suelen utilizar las siguientes herramientas: - Histogramas. - Diagramas de probabilidades. - Gráficos de control. - Diseño de experimentos. En una primera fase, para el análisis exploratorio de los datos, la forma del histograma proporciona una primera aproximación sobre el grado de normalidad de los datos. Los diagramas de probabilidades son una alternativa a los histogramas, permitiendo obtener una primera aproximación sobre la forma, el valor central y la dispersión de la característica de la calidad estudiada. En una segunda fase, para un análisis más preciso sobre la distribución de los datos, los contrastes de bondad de ajuste proporcionan una herramienta útil. En el tema anterior se ha estudiado el papel de los gráficos de control en el análisis de la capacidad del proceso, considerándose diferentes diseños de los mismos para controlar que el proceso se mantenga en torno a un valor umbral (medio), o bien en torno a unos valores especificados, con unos niveles de variabilidad establecidos por los límites de control que definen los gráficos para las medidas de dispersión correspondientes. En relación con la aplicación de la técnica de diseño de experimentos, se tiene que la determinación de las variables (factores) de entrada que influyen en la variable respuesta (salida o característica de la calidad estudiada) es fundamental para definir unas condiciones apropiadas que permitan, mediante selección de los niveles óptimos de cada factor, minimizar la variabilidad de la característica de la calidad estudiada, es decir, aislar las fuentes de variabilidad del proceso. La selección de un proceso óptimo de fabricación frente a diferentes alternativas se puede realizar a partir de la estimación de la capacidad o el
INDUSTRIA ALIMENTARIA 68

CONTROL ESTADÍSTICO DE PROCESOS rendimiento de los procesos involucrados en las alternativas. Sin embargo, en algunos casos no se dispone de la información suficiente para obtener dicha estimación. Límites de tolerancia naturales. Se han considerado como límites de tolerancia naturales los límites μ ± 3σ. Este concepto se puede generalizar en varios sentidos; por ejemplo, se puede considerar un múltiplo arbitrario de la desviación típica poblacional, σ; o bien se puede considerar que la población no es normal. En un sentido más amplio, los límites de tolerancia naturales de un proceso son aquellos que contienen cierta fracción 1 – α de la distribución de la característica de la calidad estudiada. En el caso en que la distribución de la característica estudiada es normal (análogamente cuando es conocida), se tiene que, para μ y σ conocidos, los límites de tolerancia naturales que contienen al 100(1 - α)% de los valores se la característica estudiada son μ ± Zα/2.σ. Cuando μ y σ son desconocidos, entonces se debe calcular una estimación de los mismos.
INDUSTRIA ALIMENTARIA 69

CONTROL ESTADÍSTICO DE PROCESOS IX. HERRAMIENTAS PARA SOLUCIONAR PROBLEMAS DE
CALIDAD. 9.1. TORMENTA DE IDEAS (BRAINSTORMING). La mayoría de los problemas no se resuelven automáticamente con la primera idea que viene a la mente. Para obtener la mejor solución es importante considerar el mayor número posible de soluciones. Una de las mejores formas de hacerlo es a través de la técnica denominada “Tormenta de ideas”. Esta técnica parte de la definición de un problema y se traduce en enlazar ideas relacionadas al tópico en cuestión para resolver el mismo, sin importar cuan remota o descabellada la propuesta pueda ser. Todas estas ideas se registran y evalúan una vez que el proceso se ha concluido. Es una técnica para generar muchas ideas en un grupo y requiere la participación espontánea de todos los participantes. La Tormenta de Ideas es muy efectiva ya que aprovecha la experiencia y creatividad de todos los miembros de un grupo. Por tanto, cuando un individuo llega al límite en su idea, otros miembros del grupo pueden seguir aportando basados en su experiencia y creatividad. El clima de participación y motivación generado por la "Tormenta de Ideas" asegura mayor calidad en las decisiones tomadas por el grupo, más compromiso con la actividad y un sentimiento de responsabilidad compartido por todos. Propósito. El propósito de una sesión de “Tormenta de Ideas” es trabajar como grupo para identificar un problema, y hallar, a través de una intervención participativa, la mejor decisión de grupo para un plan de acción que lo solucione. Requerimientos. - Un problema que solucionar, - Un grupo con potencial para trabajar en equipo. Puede ser desde un
pequeño equipo operacional o gestor de entre cinco y diez personas, hasta una reunión de todo un pueblo de hasta 50 personas (por razones de manejo de grupos no se recomiendan grupos mayores),
INDUSTRIA ALIMENTARIA 70

CONTROL ESTADÍSTICO DE PROCESOS - Un rotafolio, grandes hojas de papel en blanco o algo que sea fácilmente
visible por todos, y algunos pinceles grandes para escribir, y - Un moderador, cuya función es provocar las sugerencias de los
participantes, no imponerles sus opiniones, aunque con aptitudes de liderazgo para mantener el orden y el propósito de la sesión.
Las reglas básicas. Esta técnica se puede utilizar en una reunión comunitaria, en una reunión ejecutiva, entre directivos de una institución, en un Ministerio o Secretaría Ejecutiva, o en una reunión de trabajo; con un número de participantes que oscile entre 5 y 50. La Tormenta de ideas es una forma efectiva de generar muchas ideas en un tópico especial y determinar que idea o grupo de ideas se acerca a la mejor solución. Esta técnica es mucho más efectiva en grupos de 8 a 15 personas pero, como se precisó anteriormente, puede ser utilizada para un mayor número de personas. Los participantes deben poder expresarse libremente en un ambiente cordial y sin presiones. Esto permitirá generar más y mejores ideas. La técnica funciona mejor cuando se puede articular un grupo diverso. Es incluso posible invitar profanos al tema en cuestión de manera que se cuente con ideas que no tienen ningún tipo de preconcepto. Es también recomendable combinar esta práctica con ejercicios creativos, juegos de rol, juegos de grupo, dinámica de grupos y otras técnicas de trabajo en equipo antes de comenzar la sesión de manera que se pueda contar con una audiencia relajada. El rol del moderador. Se necesitan muy buenas cualidades de liderazgo para moderar la sesión, y ser muy firme en hacer respetar el formato, en este sentido, el moderador debe: - Permitir y motivar la participación de todo el grupo, - Evitar que se efectúen críticas o comentarios, - Asegurarse que las decisiones las toma el grupo, - Facilitar la toma creativa de decisiones del grupo,
INDUSTRIA ALIMENTARIA 71

CONTROL ESTADÍSTICO DE PROCESOS - Ubicar las ideas dentro de una misma área o temática, y - Controlar el tiempo asignado al efecto. Procedimiento. - Iniciar la sesión explicando los objetivos de la sesión, las preguntas o los
problemas que van a ser discutidos y las reglas de juego. - Definir el problema asunto a resolver, por ejemplo: "En lo que va del año,
los accidentes automovilísticos con victimas fatales es numeroso" o "¿Qué podemos hacer para resolver las serias restricciones presupuestarias?". El asunto es escribir el problema de manera concisa y asegurarse de que todos y cada uno de los participantes entienden el problema y están de acuerdo en la manera en la que so lo expresó. Si el tema en cuestión es muy complejo o global, es recomendable desglosarlo y repetir el procedimiento en cada caso.
- Es necesario fijar un tiempo límite. Se recomienda aproximadamente 25 minutos, sin embargo, solo la experiencia nos permitirá establecer un tiempo ideal. Hay que tener siempre presente que, mientras más grande sea el grupo, más tiempo se deberá asignar.
- Una vez que el proceso de “Tormenta de Ideas” empieza, los participantes expresan sus ideas leyéndolas en voz alta y registrándolas en una tarjeta con letra muy grande de manera que pueda ser fácilmente vista. No debe escribirse más de una idea en cada tarjeta. No debe haber por ningún motivo crítica respecto a ninguna de las propuestas. No importa cuan imposible o descabellada parezca la idea. Los participantes podrán pedir aclaración sobre cualquier idea expuesta.
- Una vez que se termine el tiempo asignado, se deben seleccionar las 5 ideas que en opinión de todos sean las mejores. En principio se deberá reducir el número de ideas descartando aquellas que sean muy similares o aquellas que son prácticamente irrealizables. Una de las formas de reducir a 5 el número de ideas, es a través de un proceso de priorización a través de la votación individual. Cada participante votará por las tres mejores ideas de manera que al final, las 5 más votadas serán aquellas que gozan de mayor consenso.
La otra forma, más recomendable para grupos pequeños, consiste en determinar cinco criterios con los que debe cumplir cada idea de manera que se someta cada una de ellas a estos criterios determinados por los participantes (Debe ser legal, debe ser factible, etc.). Se elegirá la primera de las ideas para ponerla en práctica considerando que las otras 4 son alternativas válidas.
INDUSTRIA ALIMENTARIA 72

CONTROL ESTADÍSTICO DE PROCESOS 9.2. DIAGRAMA DE ISHIKAWA (CAUSA - EFECTO).
¿Por qué ocurre la dispersión de calidad? - Por la materia prima: Diferencias entre las fuentes de suministro y de tamaño
dentro de las tolerancias. - Por las máquinas o equipos: Ajustes de las mangas de eje o porque las
máquinas operan óptimamente sólo partes del tiempo. - Por el método de trabajo: El factor humano. - Por errores de medición: calibración de aparatos de medidas. Definiciones: - Característica de Calidad: Son propósitos de mejoras en su calidad. (Efecto) Ej. Longitudes, durezas, porcentajes de defectuosos, etc. - Factores: Son los causantes de la dispersión. (Causa) Ej. Composición química, diámetros, trabajadores, etc. “UN DIAGRAMA CAUSA - EFECTO ES ÚTIL PARA ORDENAR LAS CAUSAS DE DISPERSIÓN Y ORGANIZAR LAS RELACIONES MUTUAS” Etapas para preparar un diagrama causa - efecto: Ejemplo práctico: Tomado del articulo: “Eliminación de los defectos de rotación de masa a través de las actividades de los Círculos de Calidad” (Autor Ms. Tomiko Hashimoto; Publicación: Factory Work and QC, Nº 33). Paso Nº 1: Determinar la característica de calidad: oscilación durante la rotación de la máquina. Paso Nº 2: Escribir la característica de calidad en el lado derecho de una flecha troncal.
Paso Nº 3: Escribir los principales factores que pueden estar causando las
oscilaciones, dirigiendo una flecha rama hacia la flecha troncal.
INDUSTRIA ALIMENTARIA 73

CONTROL ESTADÍSTICO DE PROCESOS
Paso Nº 4: Dentro de cada rama, señalar como ramitas un mayor detalle de los
factores que pueden considerarse como causas. (En la Fig. 6.1 se muestra el
diagrama completo).
Paso Nº 5: Finalmente, chequear que todos los ítems que puedan estar
causando la dispersión estén incluidos en el diagrama.
¿CÓMO ENCONTRAR LA CAUSA DEL PROBLEMA?
Basándose en el caso resuelto, responder las siguientes interrogantes:
1) ¿Por qué ocurren los defectos del proceso de producción?...
2) ¿Por qué ocurre la oscilación (dispersión) de la máquina?...
3) ¿Por qué ocurre la dispersión en los materiales?...
4) ¿Por qué ocurre la dispersión en el cojinete del eje G?...
5) ¿Por qué ocurre la dispersión en el tamaño en el cojinete del eje G?
Métodos para graficar diagramas causa - efecto:
A) Análisis de dispersión: (Ver Fig. 6.1)
B) Clasificación de proceso: (Ver Figs. 6.2 y 6.3)
C) Enumeración de causas: Todas las posibles causas son simplemente
listadas, mediante una “sesión tormenta” y el apoyo de una pizarra.
INDUSTRIA ALIMENTARIA 74

CONTROL ESTADÍSTICO DE PROCESOS
DIAGRAMA C-E PARA OSCILACIONES (ANÁLISIS DE DISPERSIÓN).
INDUSTRIA ALIMENTARIA 75

CONTROL ESTADÍSTICO DE PROCESOS
DIAGRAMA C-E PARA OSCILACIONES (CLASIFICACIÓN DE PROCESOS).
INDUSTRIA ALIMENTARIA 76

CONTROL ESTADÍSTICO DE PROCESOS
DIAGRAMA C-E PARA RAJADURA DE TUBERÍA (CLASIFICACIÓN DE PROCESO).
INDUSTRIA ALIMENTARIA 77

CONTROL ESTADÍSTICO DE PROCESOS
ACTUALIZACIÓN DE DIAGRAMA C-E.
INDUSTRIA ALIMENTARIA 78

CONTROL ESTADÍSTICO DE PROCESOS UTILIDAD DE LOS DIAGRAMAS CAUSA – EFECTO. - Permite analizar cada propósito particular. - Es educativo en sí mismo. - Es guía de discusión. - Las causas son vistas ágilmente y los resultados son escritos sobre el
diagrama. - Los datos son recopilados con el diagrama. (Ver Fig. 6.4). - Muestra el nivel de tecnología del taller. - Usado para cualquier problema. 9.3. HOJAS DE CONTROL. “FACILITA LA RECOPILACIÓN DE DATOS Y SU UTILIZACIÓN” Funciones de las Hojas de Control. - Chequeo de la distribución del proceso de fabricación. (Ver Fig. 7.1) - Chequeo de los items defectuosos. (Ver Fig. 7.2) - Chequeo de la ubicación del defecto. (Ver Fig. 7.3) - Chequeo de las causas de los defectos. (Ver Fig. 7.4) - Chequeo que confirma el control. - Otras hojas de control (Ver Fig. 7.5)
INDUSTRIA ALIMENTARIA 79
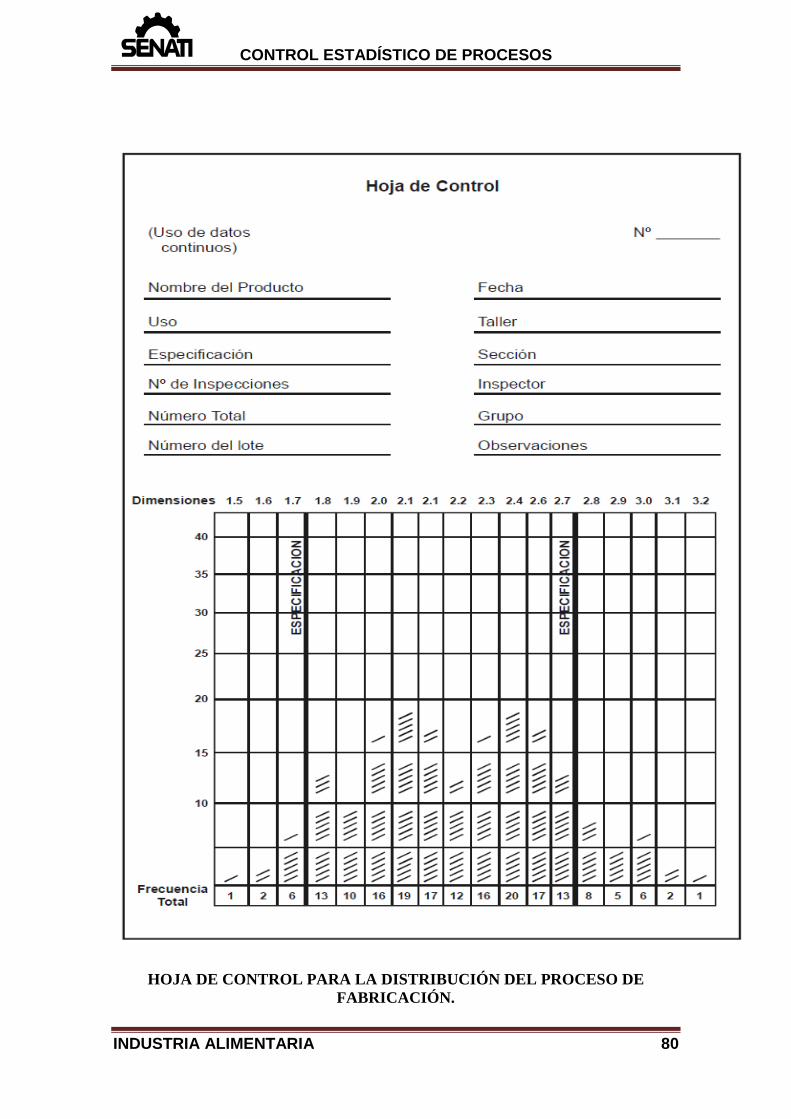
CONTROL ESTADÍSTICO DE PROCESOS
HOJA DE CONTROL PARA LA DISTRIBUCIÓN DEL PROCESO DE FABRICACIÓN.
INDUSTRIA ALIMENTARIA 80

CONTROL ESTADÍSTICO DE PROCESOS
HOJA DE CONTROL DE DEFECTUOSOS.
INDUSTRIA ALIMENTARIA 81

CONTROL ESTADÍSTICO DE PROCESOS
HOJA DE CONTROL DE UBICACIÓN DE DEFECTO.
INDUSTRIA ALIMENTARIA 82
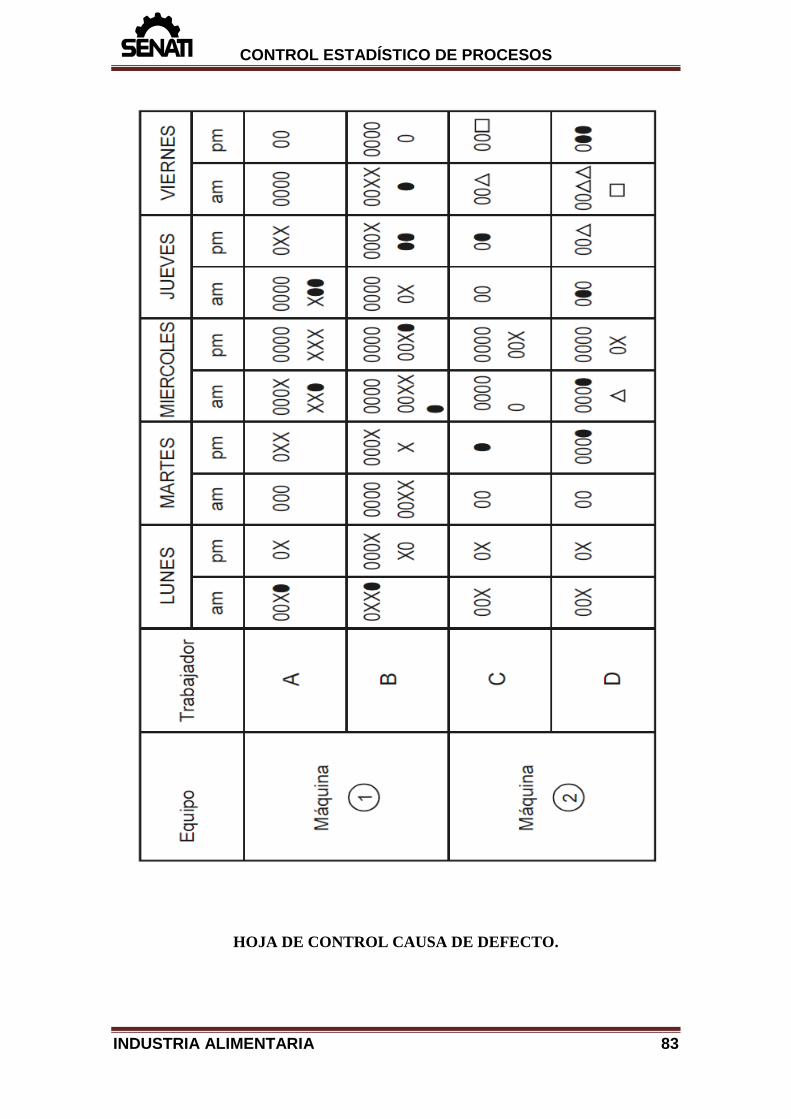
CONTROL ESTADÍSTICO DE PROCESOS
HOJA DE CONTROL CAUSA DE DEFECTO.
INDUSTRIA ALIMENTARIA 83

CONTROL ESTADÍSTICO DE PROCESOS
HOJA DE CONTROL MUESTREO DE TRABAJO.
INDUSTRIA ALIMENTARIA 84

CONTROL ESTADÍSTICO DE PROCESOS 9.4. DIAGRAMA DE PARETO. Es una herramienta que se utiliza para priorizar los problemas o las causas que los generan. El nombre de Pareto fue dado por el Dr. Juran en honor del economista italiano VILFREDO PARETO (1848-1923) quien realizó un estudio sobre la distribución de la riqueza, en el cual descubrió que la minoría de la población poseía la mayor parte de la riqueza y la mayoría de la población poseía la menor parte de la riqueza. El Dr. Juran aplicó este concepto a la calidad, obteniéndose lo que hoy se conoce como la regla 80/20. Según este concepto, si se tiene un problema con muchas causas, podemos decir que el 20% de las causas resuelven el 80 % del problema y el 80 % de las causas solo resuelven el 20 % del problema. Se recomienda el uso del diagrama de Pareto: - Para identificar oportunidades para mejorar. - Para identificar un producto o servicio para el análisis de mejora de la
calidad. - Cuando existe la necesidad de llamar la atención a los problemas o causas
de una forma sistemática. - Para analizar las diferentes agrupaciones de datos. - Al buscar las causas principales de los problemas y establecer la prioridad de
las soluciones - Para evaluar los resultados de los cambos efectuados a un proceso
comparando sucesivos diagramas obtenidos en momentos diferentes, (antes y después)
- Cuando los datos puedan clasificarse en categorías. - Cuando el rango de cada categoría es importante Para comunicar fácilmente a otros miembros de la organización las conclusiones sobre causas, efectos y costes de los errores. Los propósitos generales del diagrama de Pareto: - Analizar las causas. - Estudiar los resultados.
INDUSTRIA ALIMENTARIA 85

CONTROL ESTADÍSTICO DE PROCESOS - Planear una mejora continua. La Gráfica de Pareto es una herramienta sencilla pero poderosa al permitir identificar visualmente en una sola revisión las minorías de características vitales a las que es importante prestar atención y de esta manera utilizar todos los recursos necesarios para llevar a cabo una acción de mejora sin malgastar esfuerzos ya que con el análisis descartamos las mayorías triviales. Algunos ejemplos de tales minorías vitales serían: - La minoría de clientes que representen la mayoría de las ventas. - La minoría de productos, procesos, o características de la calidad causantes
del grueso de desperdicio o de los costos de retrabajos. - La minoría de rechazos que representa la mayoría de quejas de los clientes. - La minoría de vendedores que esta vinculada a la mayoría de partes
rechazadas. - La minoría de problemas causantes del grueso del retraso de un proceso. - La minoría de productos que representan la mayoría de las ganancias
obtenidas. - La minoría de elementos que representan la mayor parte del costo de un
inventario, etc. Ejemplo de aplicación del Diagrama de Pareto. Un fabricante de accesorios plásticos desea analizar cuáles son los defectos más frecuentes que aparecen en las unidades al salir de la línea de producción. Para esto, empezó por clasificar todos los defectos posibles en sus diversos tipos:
Tipo de Defecto Detalle del Problema
Mal color El color no se ajusta a lo requerido por el cliente.
Fuera de medida Ovalización mayor a la admitida
Mal terminación Aparición de rebabas
Rotura El accesorio se quiebra durante la instalación
Desbalanceo El accesorio requiere contrapesos adicionales.
Aplastamiento El accesorio se aplasta durante la instalación.
Incompleto Falta alguno de los insertos metálicos.
Mal alabeo Nivel de alabeo no aceptable
Otros Otros defectos
INDUSTRIA ALIMENTARIA 86
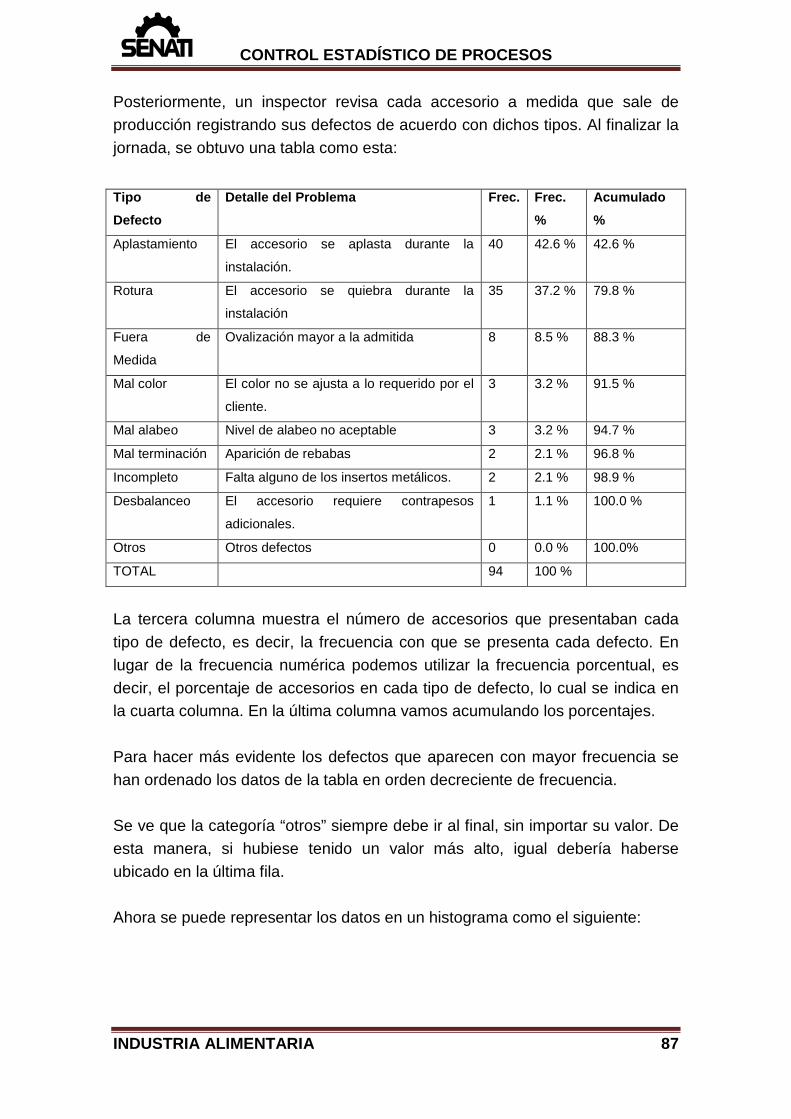
CONTROL ESTADÍSTICO DE PROCESOS Posteriormente, un inspector revisa cada accesorio a medida que sale de producción registrando sus defectos de acuerdo con dichos tipos. Al finalizar la jornada, se obtuvo una tabla como esta: Tipo de Defecto
Detalle del Problema Frec. Frec. %
Acumulado %
Aplastamiento El accesorio se aplasta durante la
instalación.
40 42.6 % 42.6 %
Rotura El accesorio se quiebra durante la
instalación
35 37.2 % 79.8 %
Fuera de
Medida
Ovalización mayor a la admitida 8 8.5 % 88.3 %
Mal color El color no se ajusta a lo requerido por el
cliente.
3 3.2 % 91.5 %
Mal alabeo Nivel de alabeo no aceptable 3 3.2 % 94.7 %
Mal terminación Aparición de rebabas 2 2.1 % 96.8 %
Incompleto Falta alguno de los insertos metálicos. 2 2.1 % 98.9 %
Desbalanceo El accesorio requiere contrapesos
adicionales.
1 1.1 % 100.0 %
Otros Otros defectos 0 0.0 % 100.0%
TOTAL 94 100 %
La tercera columna muestra el número de accesorios que presentaban cada tipo de defecto, es decir, la frecuencia con que se presenta cada defecto. En lugar de la frecuencia numérica podemos utilizar la frecuencia porcentual, es decir, el porcentaje de accesorios en cada tipo de defecto, lo cual se indica en la cuarta columna. En la última columna vamos acumulando los porcentajes. Para hacer más evidente los defectos que aparecen con mayor frecuencia se han ordenado los datos de la tabla en orden decreciente de frecuencia. Se ve que la categoría “otros” siempre debe ir al final, sin importar su valor. De esta manera, si hubiese tenido un valor más alto, igual debería haberse ubicado en la última fila. Ahora se puede representar los datos en un histograma como el siguiente:
INDUSTRIA ALIMENTARIA 87

CONTROL ESTADÍSTICO DE PROCESOS
Ahora resulta evidente cuales son los tipos de defectos más frecuentes. Se puede observar que los 2 primeros tipos de defectos se presentan en el 79,8 % de los accesorios con fallas. Por el Principio de Pareto, se concluye que: La mayor parte de los defectos encontrados en el lote pertenece sólo a 2 tipos de defectos (los “pocos vitales”), de manera que si se eliminan las causas que los provocan desaparecería la mayor parte de los defectos. Otro análisis complementario y sumamente útil e interesante, es calcular los costos de cada problema, con lo cual se podría construir un diagrama similar a partir de ordenar las causas por sus costos. Este análisis combinado de causas y costos permite obtener la mayor efectividad en la solución de problemas, aplicando recursos en aquellos temas que son relevantes y alcanzando una mejora significativa. Caso Práctico: En una oficina de atención de quejas, el servicio se presta en forma individual y los dependientes se pasan gran tiempo atendiendo una serie de aspectos que parecen no tener fin: hoy es una cosa, mañana es otra, algunas se repiten, etc. Si desde el punto de vista de la falla individual, todas las quejas son importantes, todos los clientes son importantes y todos deben quedar satisfechos, y en el propósito de no hacer gastos adicionales,.. ¿Qué pasos concretos daría en la organización de esta oficina para solucionar la problemática expuesta?...
INDUSTRIA ALIMENTARIA 88

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 89

CONTROL ESTADÍSTICO DE PROCESOS
INDUSTRIA ALIMENTARIA 90

CONTROL ESTADÍSTICO DE PROCESOS X. EJERCICIOS DIVERSOS. 1. ¿En qué consiste el control estadístico de la calidad? El control estadístico de la calidad consiste en la actividad técnica mediante la cual se miden las características de calidad de un producto o servicio, se comparan con los estándar u objetivos de las especificaciones o requisitos establecidos a priori y se toman las acciones correctivas oportunas cuando se detecta o existe una discrepancia entre las características medidas y el estándar establecido. 2. Diferencia entre atributo y variable. Un atributo es cada una de las cualidades o propiedades de un producto o servicio. El control de calidad no implica una medición. El resultado de la evaluación será presencia o ausencia del atributo. Una variable es una característica basada en una medición según una escala. Cada medición origina un único número descriptivo de la característica que está siendo examinada. La variable puede ser continua o discreta. 3. Diferencias entre el control por atributos y el control por variables según: coste, precisión, exactitud, personal necesario y utilización.
4. ¿Qué es un diagrama de control? Ilustrarlo gráficamente. Los diagramas de control son representaciones gráficas cartesianas de un estadístico de una característica de calidad, medido o calculado a partir de una serie de sucesivas muestras.
INDUSTRIA ALIMENTARIA 91

CONTROL ESTADÍSTICO DE PROCESOS 5. Indicar los posibles métodos para seleccionar los límites de control. Método USA: LSC= μw + 3 σ LSI= μw – 3 σ Método Inglés: LSC= μw + 3.09 σ LSI= μw – 3.09 σ Método de dobles límites: Método USA: LSC= μw + 3 σ LSA= μw + 2 σ LSI= μw – 3 σ LSI= μw – 2 σ Método Inglés: LSC= μw + 3.09 σ LSC= μw + 1.96 σ LSI= μw – 3.09 σ LSC= μw – 1.96 σ 6. Indicar al menos 3 de las circunstancias que podrían indicar que un proceso está fuera de control. - Un punto cae fuera de los límites de control. - Dos o tres puntos se hallan entre los límites de advertencia. - Ocho puntos consecutivos se hallan al mismo lado de la zona central. 7. Dentro del muestreo estadístico ¿Cuál sería la situación ideal que nos aseguraría la fiabilidad y precisión del control estadístico respecto al tamaño y frecuencia de la muestra? Tomar muestras grandes y muy a menudo. No es viable ya que sería caro. 8. ¿Qué es un estimador estadístico? Un estimador estadístico es el valor que aproxima un parámetro, el cual, caracteriza a una población. Ejemplos de estimadores serían la media, la moda… 9. En casos de instalaciones nuevas, en las que se desconoce el porcentaje de defectuosos ¿Cuál sería el proceso para establecer un primer estimador del porcentaje de defectuosos? Se toman m muestras de tamaño n, se determinan las correspondientes medias muestrales y se toma como estimador la media aritmética simple de las medias muestrales. 10. Se han observado 20 muestras de tamaño 5, con los siguientes valores de
X - R. Construir el gráfico de control. Comente el proceso.
INDUSTRIA ALIMENTARIA 92
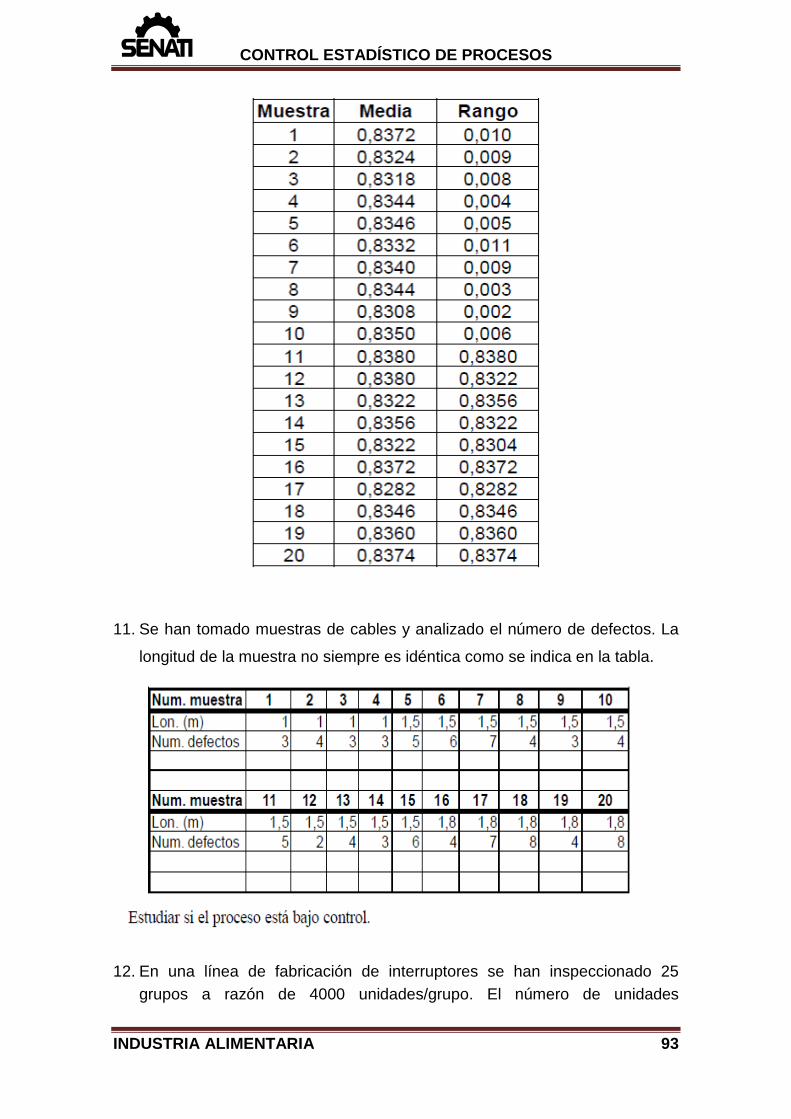
CONTROL ESTADÍSTICO DE PROCESOS
11. Se han tomado muestras de cables y analizado el número de defectos. La
longitud de la muestra no siempre es idéntica como se indica en la tabla.
12. En una línea de fabricación de interruptores se han inspeccionado 25
grupos a razón de 4000 unidades/grupo. El número de unidades
INDUSTRIA ALIMENTARIA 93

CONTROL ESTADÍSTICO DE PROCESOS
defectuosas por grupo se muestra en la lista "datos1". Construir una carta de control p o np (elige la más apropiada). datos1 = {8, 14, 10, 4, 13, 9, 7, 11, 15, 13, 5, 14, 12, 8, 15, 11, 9, 18, 6, 12, 6, 12, 8, 15, 14} ;
13. En un proceso de fabricación de cintas de video el número de defectos por
cada 500 metros de cinta son los que se muestran en “datos2”. Construir una carta de control c y otra u (elige la más apropiada). data2 = {7, 1, 2, 5, 0, 6, 2, 0, 4, 4, 6,3, 3, 3, 1, 6, 3, 1, 5, 6};
INDUSTRIA ALIMENTARIA 94

CONTROL ESTADÍSTICO DE PROCESOS XI.. BIBLIOGRAFIA.
- JOHNSON, ROBERT. ESTADISTICA ELEMENTAL Grupo Editorial Iberoamérica. México 1990.
- LIND-MARCHAL-MASON. ESTADISTICA PARA ADMINISTRACION Y
ECONOMIA. Alfaomega Grupo Editor. S.A. Colombia. 2004. - MONTIEL, A.M.; RIUS, F; BARON, F.J. ELEMENTOS BASICOS DE
ESTADISTICA ECONOMICA Y EMPRESARIAL. Prentice Hall. España. 1997.
INDUSTRIA ALIMENTARIA 95