series aqua drill ex flat - sumecsl.com · 2 nueva tecnología de taladrado el recubrimiento aqua...
TRANSCRIPT

Series AQUA DRILL EX FLAT
Nueva Tecnología de taladrado

2
Nueva tecnología de taladrado
El recubrimiento AQUA EX proporciona una larga vida a la herramientamejorando la resistencia al calor y al desgasteLa adopción de la doble faceta proporciona taladrados estables mejorando laprecisión de los agujeros
BROCA AQUA EX Flat, Estándar, Mango Largo, Refrigeración Interior 3D, 5D
Broca 180º
Obtención de superficies de alta precisión enuna sola operación
AQUA DRILL EX FLAT FRESA Z=2
Resistencia al corte en taladros inclinados de 45º FONDO PLANO EL FONDO NO ES PLANO
AQUA DRILL EX FLAT FRESA MD Z=2
Excelente rendimiento en taladrado
atasco de viruta
vibraciones elevadasal entrar
excelente evacuaciónde la viruta taladrado estable
fuerza decorte
tiempo (S)
Herramienta:Velocidad:Avance:Material:Refrigerante:
AQUA EX Flat D.1075 m/min240 mm/minC50 Acero al carbonoEmusión
Condiciones de corte
Recubrimiento AQUA EX
Excelente rendimiento en taladrado
Capa anti-adhesión
AlCrTiX capaantioxidante
TiAlX capaantidesgaste
Metal duro dealta resistencia
Nueva tecnologia de taladrado
Taladros inclinados Avellanados Taladrado de chapas
menos viruta
Pre-agujero para roscadode agujeros ciegos
Agujeros interrumpidos
menosviruta
Corrrección de agujerosexcentricos
TODOS LAS OPERACIONES CON UNA SOLA BROCA

3
Nueva linea de brocas AQUA EX FLATPr
ofun
dida
d de
l ag
ujer
o
AQUA EX FLAT Mango largo (2D)
AQUA EX FLAT Refrigeracion interior (5D)
AQUA EX FLAT Estándar (4D)
AQUA EX FLAT Refrigeracion interior (3D)
AQUA EX FLAT (2D)AQUA EX
FLAT(2D) SGEZ (FMX)
Nuevas aplicaciones posibles
Avellanado y posicionamientode agujeros profundos Taladrado de medio círculo Taladros inclinados continuos
en chapaPosicionamiento de agujeros
cruzados profundos
Reducción del agrandamiento del agujero
Doble faceta y geometría del filo de cortede 2 fases para reducir el agrandamientodel agujero. Refrigeración interior para unaexcelente evacuación de las virutas.
doble faceta
filo de corte 2 fases
Agrandamiento del agujero
COMPETENCIA
AQUA EX FLAT Mango Largo
entrada
medio
salida
entrada
medio
salida
2mm agrandamiento
Herramienta Profundidad
Características Características del taladrado
Posición deprofundidad Eficacia Ángujeros
inclinadosPrecisión del
agujeroAgujero
guíaDoble
margenRefrigeración
interior
AQUA FLAT 2D 2D no necesario
AQUA FLAT 4D 4D necesario
AQUA FLAT mango largo Pos.profunda (2D) necesario
AQUA FLAT Ref.Interior 3D 3D no necesario
AQUA FLAT Ref.Interior 5D 5D necesario
SG FLAT 1D 1D no necesario
◎◎
◎
◎
◎
◎
◎
◎
◎○
○○
○
○○
○○
○○
* Dependiendo de la pieza, el material, las condiciones, la guia puede no ser necesaria
Herramienta
SS400 S45C SCM / NAK 30-40HRc 40-50HRc 50-60HRc SUS304 / SUS316 SUS420Aleaciones de
TitanioAleaciones de
Níquel
FC / FCD AC / ADC CU
Aceros deconstrucción
Aceros alcarbono
Aceros Pre-Templados
Aceros Aleados
AcerosTempladosAceros de
Molde
Aceros Templados Aceros Inoxidables Fundición Aleaciones deAluminio
Aleaciones deCobre
AQUA FLAT 2D
AQUA FLAT 4D
AQUA FLAT mango largo
AQUA FLAT Ref.Interior 3D
AQUA FLAT Ref.Interior 5D
SG FLAT 1D X X
Características y Especificaciones
Materiales a mecanizar
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
◎
○
○
○○
○
◎
◎
○ ○
◎
◎
◎
◎
◎
◎
◎
○ ○
Excelente Bueno X No aplicable◎ ○
4
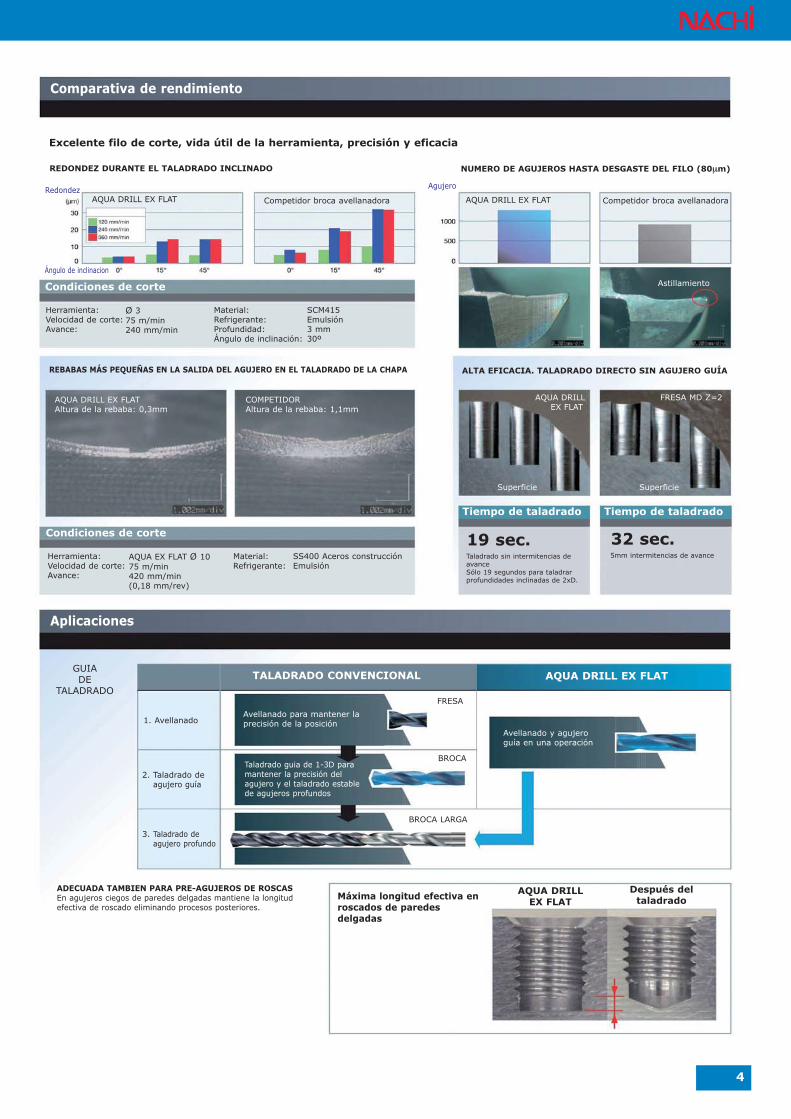
Excelente filo de corte, vida útil de la herramienta, precisión y eficacia
REDONDEZ DURANTE EL TALADRADO INCLINADO
Redondez
Ángulo de inclinacion
NUMERO DE AGUJEROS HASTA DESGASTE DEL FILO (80μm)
AQUA DRILL EX FLAT Competidor broca avellanadora AQUA DRILL EX FLAT Competidor broca avellanadora
Condiciones de corte
Herramienta:Velocidad de corte:Avance:
Ø 375 m/min240 mm/min
Material:Refrigerante:Profundidad:Ángulo de inclinación:
SCM415Emulsión3 mm30º
REBABAS MÁS PEQUEÑAS EN LA SALIDA DEL AGUJERO EN EL TALADRADO DE LA CHAPA
AQUA DRILL EX FLATAltura de la rebaba: 0,3mm
COMPETIDORAltura de la rebaba: 1,1mm
ALTA EFICACIA. TALADRADO DIRECTO SIN AGUJERO GUÍA
AQUA DRILL EX FLAT
FRESA MD Z=2
Superficie Superficie
Tiempo de taladrado Tiempo de taladrado
Taladrado sin intermitencias deavanceSólo 19 segundos para taladrarprofundidades inclinadas de 2xD.
19 sec.5mm intermitencias de avance
32 sec.Condiciones de corte
Herramienta:Velocidad de corte:Avance:
AQUA EX FLAT Ø 1075 m/min420 mm/min(0,18 mm/rev)
Material:Refrigerante:
SS400 Aceros construcciónEmulsión
Aplicaciones
Comparativa de rendimiento
Agujero
GUIA DE
TALADRADO
1. Avellanado
2. Taladrado deagujero guía
3. Taladrado deagujero profundo
TALADRADO CONVENCIONAL AQUA DRILL EX FLAT
Avellanado y agujeroguía en una operación
FRESA
BROCA
BROCA LARGA
Avellanado para mantener laprecisión de la posición
Taladrado guia de 1-3D paramantener la precisión delagujero y el taladrado establede agujeros profundos
ADECUADA TAMBIEN PARA PRE-AGUJEROS DE ROSCASEn agujeros ciegos de paredes delgadas mantiene la longitudefectiva de roscado eliminando procesos posteriores.
Máxima longitud efectiva enroscados de paredesdelgadas
AQUA DRILL EX FLAT
Después deltaladrado
Astillamiento

5 5
Rendimiento AQUA EX FLAT Refr. Interior 5D L9814 Rendimiento AQUA EX FLAT Estándar 4D L9818
DESPUES DE 720 AGUJEROS TALADRADOS
AQUA DRILL EX FLAT COMPETIDOR
Astillamiento
Herramienta:Velocidad de corte:Avance:
Ø 1060 m/min285 mm/min(0,15 mm/rev)
Condiciones de corte
Profundidad:Agujero guia:Material:Refrigerante:
32mm (pasante)10,5 mmC50 Acero al carbonoEmusión Pre-agujero 5mm con
AQUA EX FLAT 2D
Herramienta:Velocidad de corte:Avance:
Ø 1050 m/min160 mm/min(0,1 mm/rev)
Condiciones de corte
Profundidad:Material:Refrigerante:
20mm (pasante)C50 Acero al carbonoEmusión
Rendmiento AQUA EX FLATMango Largo
Rendimiento AQUA EX FLAT Mango Largo L9816
entrada medio salida
Taladro inclinado sin agujero guia
AGRANDAMIENTO DEL AGUJERO DE TALADRO EN PENDIENTE DE 15º
Agra
ndam
ient
o de
l agu
jero
(m
m)
AQUA DRILL EX FLAT Mango Largo COMPETIDOR
1200 agujeros 480 agujeros
Astillamiento
COMPARATIVA DE LA VIDA DE LA HERRAMIENTA
Herramienta:Velocidad de corte:Avance:
Ø 1060 m/min285 mm/min(0,15 mm/rev)
Condiciones de corte
Profundidad:Agujero guia:Material:Refrigerante:
20mm (ciego)10,5 mmC50 Acero al carbonoEmusión Centrado con
broca AG
AQUA DRILL EX FLAT Mango Largo COMPETIDOR
REDONDEZ DEL AGUJERO DE TALADRO EN PENDIENTE DE 15º
entra
dam
edio
salid
a
Herramienta:Velocidad de corte:Avance:
Ø 1060 m/min285 mm/min(0,15 mm/rev)
Condiciones de corte
Profundidad:Material:Refrigerante:
20mm (pasante)C50 Acero al carbonoEmusión
Taladro directo
AQUA DRILLEX-FLAT
Broca + Fresa

6
Instrucciones de uso
Prevención del agrandamiento del agujero y las vribraciones pormedio de la broca AQUA EX FLAT (2D) y con broca con refrigeracióninterior 3D
Para superficies planas mantener el agujero guia pormedio de pequeñas intermitencias de avance
Para superficies inclinadas reducir la gama deavances
Hacer primero el chaflan cuando el agujero es masgrande que el diámetro de la broca como en losagujeros para roscas.
Condiciones de corte de taladros inclinados
Reducir la velocidad de corte y el avance
Comparativa de condiciones de corte en taladros inclinados
Posición Velocidad de corte Avance
Nº Ángulo m/min min-1 ratio ratiomm/min mm/rev
AQUA EX FLAT Ø 10 / Material: C45 Acero al carbono / Profundidad de corte 15mm / Emulsión
AQUA EX FLAT Estándar (4D), Mango Largo (2D) y brocas con refrigeracióninterior 5D
Mantener el agujero guiacon AQUA EX FLAT 2D (enmecanizado de acerosinoxidables utilizar labroca AQUA EX FLAT 3Dcon refrigeración interior).
Chaflanar con brocas deinicio de trabajo AG
Mantener el agujero guiacon AQUA EX FLAT 2D (enmecanizados de acerosinoxidables utilizar labroca AQUA ESX FLAT 3Dcon refrigeración interior).

7
REF. 9610 BROCAS METAL DURO SUBMICRÓN AQUA DRILL EX FLAT 2D
• METAL DURO SUBMICRÓN QUE GARANTIZA UNALARGA VIDA A LA HERRAMIENTA
• RECUBRIMIENTO AQUA-EX DE GRAN RESISTENCIATÉRMICA
• ÁNGULO HÉLICE 20º• PUNTA PLANA 180º
JIS MD
AQDEXZ
D d l1 l2 L P.V.P1,0 3 3,3 3,6 47 •1,1 3 3,5 3,9 47 •1,2 3 3,9 4,2 47 •1,3 3 4,2 4,5 47 •1,4 3 4,6 4,9 47 •1,5 3 4,9 5,2 47 •1,6 3 5,2 5,5 47 •1,7 3 5,5 5,8 47 •1,8 3 5,8 6,1 47 •1,9 3 6,2 6,5 47 •2,0 4 9 9,8 50 •2,1 4 11 11,4 50 •2,2 4 11 11,4 50 •2,3 4 11 11,5 50 •2,4 4 12 12,6 50 •2,5 4 12 12,7 50 •2,6 4 12 12,8 50 •2,7 4 14 14,9 50 •2,8 4 14 15,0 50 •2,9 4 14 15,0 50 •3,0 6 14 14,4 50 •3,1 6 15 15,5 50 •3,2 6 15 15,6 50 •3,3 6 15 15,7 50 •3,4 6 16 16,2 50 •3,5 6 16 16,3 50 •3,6 6 16 16,4 50 •3,7 6 18 18,0 50 •3,8 6 18 18,1 50 •3,9 6 18 18,2 50 •4,0 6 18 18,3 50 •4,1 6 19 20,4 60 •4,2 6 19 20,4 60 •4,3 6 19 20,5 60 •4,4 6 21 22,6 60 •4,5 6 21 22,7 60 •4,6 6 21 22,8 60 •4,7 6 22 22,9 60 •4,8 6 22 23,0 60 •4,9 6 22 23,0 60 •5,0 6 23 23,1 60 •5,1 6 24 26,2 60 •5,2 6 24 26,3 60 •
D d l1 l2 L P.V.P5,3 6 24 26,4 60 •5,4 6 25 27,5 60 •5,5 6 25 27,6 60 •5,6 6 25 27,7 60 •5,7 6 27 29,7 60 •5,8 6 27 29,8 60 •5,9 6 27 29,9 60 •6,0 6 27 30 60 •6,1 6 28 31 70 •6,2 6 28 31 70 •6,3 6 28 31 70 •6,4 6 30 33 70 •6,5 6 30 33 70 •6,6 6 30 33 70 •6,7 6 31 33 70 •6,8 6 31 33 70 •6,9 6 31 33 70 •7,0 6 32 33 70 •7,1 6 33 36 70 •7,2 6 33 36 70 •7,3 6 33 36 70 •7,4 6 34 36 70 •7,5 6 34 36 70 •7,6 6 34 36 70 •7,7 6 36 39 70 •7,8 6 36 39 70 •7,9 6 36 39 70 •8,0 8 36 39 70 •8,1 8 37 40 80 •8,2 8 37 40 80 •8,3 8 37 40 80 •8,4 8 39 42 80 •8,5 8 39 42 80 •8,6 8 39 42 80 •8,7 8 40 42 80 •8,8 8 40 42 80 •8,9 8 40 42 80 •9,0 8 41 42 80 •9,1 8 42 45 80 •9,2 8 42 45 80 •9,3 8 42 45 80 •9,4 8 43 45 80 •9,5 8 43 45 80 •
D d l1 l2 L P.V.P9,6 8 43 45 80 •9,7 8 45 48 80 •9,8 8 45 48 80 •9,9 8 45 48 80 •10,0 10 45 48 80 •10,1 10 46 49 90 •10,2 10 46 49 90 •10,3 10 46 49 90 •10,4 10 48 51 90 •10,5 10 48 51 90 •10,6 10 48 51 90 •10,7 10 49 51 90 •10,8 10 49 51 90 •10,9 10 49 51 90 •11,0 10 50 51 90 •11,1 10 51 54 90 •11,2 10 51 54 90 •11,3 10 51 54 90 •11,4 10 52 54 90 •11,5 10 52 54 90 •11,6 10 52 54 90 •11,7 10 54 57 90 •11,8 10 54 57 90 •11,9 10 54 57 90 •12,0 12 54 57 90 •12,5 12 57 60 100 •13,0 12 59 60 100 •13,5 12 61 63 100 •14,0 12 63 66 100 •14,5 12 66 69 105 •15,0 12 68 69 105 •15,5 12 70 72 115 •16,0 16 72 75 115 •16,5 16 75 78 115 •17,0 16 77 79 125 •17,5 16 79 81 125 •18,0 16 81 84 125 •18,5 16 84 87 135 •19,0 16 86 87 135 •19,5 16 88 91 145 •20,0 20 90 93 145 •
D d
*Dx3l1
l2
L L
l2
l1Dx3
D d
*D<1,99 = D X 2,3 D <1,99 15º
AQUA-EX

8
MATERIAL A
MECANIZAR
SS, SC, FC SCM, NAK, HPM SKD (40-50HRC) SUS304 FCD A7075 AC, ADCAceros de construcciónAceros al Carbono
Fundición gris(~200HB)
Aceros AleadosAceros Pre-Templados
Aceros de MoldeAceros Templados
(30-40HRC)
Aceros Templados(40-50HRC) Aceros Inoxidables Fundición Dúctil Aleaciones de
AluminioFundición de
Aluminio
Diámetro(mm)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
1 19100 290 15900 240 9550 110 6400 40 9550 50 15900 190 40000 720 28600 4601,9 11700 360 10100 310 5900 160 4200 70 5030 50 10100 250 24300 830 17600 5402 11100 360 9550 310 5550 160 3980 70 - - 9550 250 23100 830 16700 5303 7950 420 6900 360 3700 170 2650 80 - - 6900 310 17000 1020 12500 6604 5950 420 5150 360 2800 170 2000 80 - - 5150 310 12500 1020 9550 6605 4800 420 4150 360 2200 170 1600 80 - - 4150 310 10000 1020 7650 6606 4000 420 3450 360 1800 170 1300 80 - - 3450 310 8500 1020 6400 6608 3000 420 2600 360 1400 170 1000 80 - - 2600 310 6350 1020 4750 66010 2400 420 2050 360 1100 170 800 80 - - 2050 310 5100 1020 3800 66012 2000 420 1700 360 950 170 650 80 - - 1700 310 4250 1020 3200 66016 1500 420 1300 360 700 170 500 80 - - 1300 310 3200 1020 2400 66020 1200 420 1050 360 550 170 400 80 - - 1050 310 2550 1020 1900 660
REF. 9610 CONDICIONES DE CORTE
RECOMENDACIONES DE UTILIZACIÓN DE LAS CONDICIONES DE ESTA TABLA
1. Ajustar las condiciones de taladrado dependiendo de la rigidez de la máquina y de los sistemas de sujección.2. Utilizar después de limpiar la superficie.3. Los valores de esta tabla son para taladrados con emulsión, en caso de no utilizar emulsión reducir revoluciones y avances un 20%.4. Para taladros inferiores a 2xD o menos. Taladros superiores a 2xD no son recomendados debido a que empeoraría la evacuación de la viruta.5. Sólo adecuada para taladrado de aceros inoxidables (SS304, 316, etc...) por debajo de 1,9mm.6. En taladrados inclinados ajustar las condiciones de corte según el ángulo de inclinación. Si el ángulo de inclinación es inferior a 30º reducir un
50% la gama de avances de las condiciones de esta tabla.Si el ángulo de inclinación es superior a 30º, reducir las revoluciones al 70% (-30%) y la gama de avances por debajo del 30% (-70%) de lascondiciones de corte de esta tabla.
7. No es posible realizar contorneados.
Profundidad de corte
θ

9
REF. 9818 BROCAS METAL DURO SUBMICRÓN AQUA DRILL EX FLAT 4D
• METAL DURO SUBMICRÓN QUE GARANTIZA UNALARGA VIDA A LA HERRAMIENTA
• RECUBRIMIENTO AQUA-EX DE GRAN RESISTENCIATÉRMICA
• ÁNGULO HÉLICE 20º• PUNTA PLANA 180º
JIS MD AQUA-EX
AQDEXZR
D d
l1
l2
L L
l2
l1
D d
doble faceta
D d l1 l2 L P.V.P3,0 6 19 20 60 •3,3 6 21 23 60 •3,5 6 23 23 60 •4,0 6 25 25 60 •4,2 6 27 29 70 •4,5 6 29 31 70 •5,0 6 32 32 70 •5,3 6 34 36 70 •5,5 6 36 36 70 •6,0 6 38 39 70 •6,5 6 42 43 85 •6,8 6 44 45 85 •7,0 6 46 47 90 •7,5 6 48 49 90 •
D d l1 l2 L P.V.P8,0 8 51 53 100 •8,5 8 54 55 100 •8,8 8 56 57 100 •9,0 8 58 59 100 •9,5 8 61 62 100 •10,0 10 63 65 110 •10,3 10 65 66 110 •10,5 10 67 68 110 •10,8 10 69 70 110 •11,0 10 70 71 115 •11,5 10 73 74 115 •12,0 12 76 78 125 •12,5 12 80 81 125 •13,0 12 82 83 130 •
D d l1 l2 L P.V.P13,5 12 86 87 130 •14,0 12 88 89 135 •14,5 12 92 93 135 •15,0 12 95 96 145 •15,5 12 98 99 145 •16,0 16 101 104 160 •16,5 16 105 106 160 •17,0 16 108 109 165 •17,5 16 111 112 165 •18,0 16 113 114 175 •18,5 16 118 119 175 •19,0 16 120 121 185 •19,5 16 124 125 185 •20,0 20 126 129 195 •
MATERIAL A
MECANIZAR
SS400, S55C, FC250 SCM, SKT, SKS, SKD SKD (40-50HRC) FCD400 A7075
Aceros de construcciónAceros al Carbono
Fundición gris(~200HB)
Aceros AleadosAceros Pre-Templados
(20-30HRC)
Aceros de MoldeAceros Templados
(30-40HRC)
Aceros Templados(40-50HRC) Fundición Dúctil Aleaciones de Aluminio
Diámetro(mm)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
3 10600 630 9500 430 7400 330 5300 240 9500 430 12700 7604 7900 630 7100 430 5550 330 3980 240 7100 430 9500 7605 6300 630 5700 430 4450 330 3180 240 5700 430 7600 7606 5300 630 4750 430 3700 330 2650 240 4750 430 6400 7608 3950 630 3550 430 2790 330 1990 240 3550 430 4780 76010 3150 630 2860 430 2230 330 1590 240 2860 430 3800 76012 2650 630 2390 430 1860 330 1300 240 2390 430 3180 76016 1990 630 1790 430 1390 330 990 240 1790 430 2390 76020 1590 630 1430 430 1110 330 800 240 1430 430 1910 760
REF. 9818 CONDICIONES DE CORTE
RECOMENDACIONES DE UTILIZACIÓN DE LAS CONDICIONES DE ESTA TABLA
1. Ajustar las condiciones de taladrado dependiendo de la rigidez de la máquina y de los sistemas de sujección.2. Los valores de esta tabla son para taladrados con emulsión, en caso de no utilizar emulsión reducir revoluciones y avances un 20%.3. Usar los valores de esta tabla para taladros inferiores a 4xD.4. No es recomendable taladrar aceros inoxidables (SS304, 316, etc...) con esta broca. Recomendamos trabajar con las brocas AQUA DRILL EX
FLAT con refrigeración interior ref. 9812 (3xD) y ref. 9814 (5xD).5. Para taladrar se requiere: Un agujero de centrado mayor que el diámetro o un agujero guia del mismo diámetro. 6. No es posible realizar contorneados.

REF. 9816 BROCAS METAL DURO SUBMICRÓN AQUA DRILL EX FLAT MANGO LARGO 2D
• METAL DURO SUBMICRÓN QUE GARANTIZA UNALARGA VIDA A LA HERRAMIENTA
• RECUBRIMIENTO AQUA-EX DE GRAN RESISTENCIATÉRMICA
• ÁNGULO HÉLICE 20º• PUNTA PLANA 180º
JIS MD AQUA-EX
AQDEXZLS
D d
l1l2
L Ll2
l1
D
doble faceta
D d l1 l2 L P.V.P3,0 6 14 30 100 •3,3 6 15 33 100 •3,5 6 16 35 100 •4,0 6 18 39 100 •4,2 6 19 41 100 •4,5 6 21 45 100 •5,0 6 23 49 110 •5,3 6 24 52 110 •5,5 6 25 55 110 •6,0 6 27 60 120 •6,5 6 30 32 120 •6,8 6 31 33 120 •7,0 6 32 34 120 •7,5 6 34 36 120 •
D d l1 l2 L P.V.P8,0 8 36 80 130 •8,5 8 39 41 130 •8,8 8 40 42 130 •9,0 8 41 43 130 •9,5 8 43 45 130 •10,0 10 45 100 150 •10,3 10 46 48 150 •10,5 10 48 50 150 •10,8 10 49 51 150 •11,0 10 50 52 150 •11,5 10 52 54 150 •12,0 12 54 120 170 •12,5 12 57 59 170 •13,0 12 59 61 180 •
D d l1 l2 L P.V.P13,5 12 61 63 180 •14,0 12 63 65 190 •14,5 12 66 68 190 •15,0 12 67 69 200 •15,5 12 70 72 200 •16,0 16 72 160 220 •16,5 16 75 77 220 •17,0 16 77 79 220 •17,5 16 79 81 220 •18,0 16 81 83 240 •18,5 16 84 86 240 •19,0 16 86 88 250 •19,5 16 88 90 250 •20,0 20 90 200 250 •
MATERIAL A
MECANIZAR
SS400, S55C, FC250 SCM, SKT, SKS, SKD SKT, SKD, NAK55, HPM1 (40-50HRC) FCD400 A7075
Aceros de construcciónAceros al Carbono
Fundición gris(~200HB)
Aceros AleadosAceros Pre-Templados
Aceros de MoldeAceros Templados
(30-40HRC)
Aceros Templados(40-50HRC) Fundición Dúctil Aleaciones de Aluminio
Diámetro(mm)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
3 10600 790 9500 570 7400 330 5300 240 9500 430 12700 9504 7900 790 7100 570 5550 330 3980 240 7100 430 9500 9505 6300 790 5700 570 4450 330 3180 240 5700 430 7600 9506 5300 790 4750 570 3700 330 2650 240 4750 430 6400 9508 3950 790 3550 570 2790 330 1990 240 3550 430 4780 95010 3150 790 2860 570 2230 330 1590 240 2860 430 3800 95012 2650 790 2390 570 1860 330 1300 240 2390 430 3180 95016 1990 790 1790 570 1390 330 990 240 1790 430 2390 95020 1590 790 1430 570 1110 330 800 240 1430 430 1910 950
REF. 9816 CONDICIONES DE CORTE
RECOMENDACIONES DE UTILIZACIÓN DE LAS CONDICIONES DE ESTA TABLA
1. Ajustar las condiciones de taladrado dependiendo de la rigidez de la máquina y de los sistemas de sujección.2. Los valores de esta tabla son para taladrados con emulsión, en caso de no utilizar emulsión reducir revoluciones y avances un 20%.3. Usar los valores de esta tabla para taladros inferiores a 2xD.4. No es recomendable taladrar aceros inoxidables (SS304, 316, etc...) con esta broca. Recomendamos trabajar con las brocas AQUA DRILL
EX FLAT con refrigeración interior ref. 9812 (3xD) y ref. 9814 (5xD).5. Para el taladrado de agujeros o superficies planas se requiere: Un agujero de centrado mayor que el diámetro o un agujero guia del mismo diámetro.6. No es necesario realizar agujero previo cuando se taladren superficies inclinadas entre 5º y 15º, pero reducir entonces las revoluciones por
debajo del 60% (-40%) y el avance por debajo del 40% (-60%).7. No es posible realizar contorneados.
d
10
l1l2
L
11
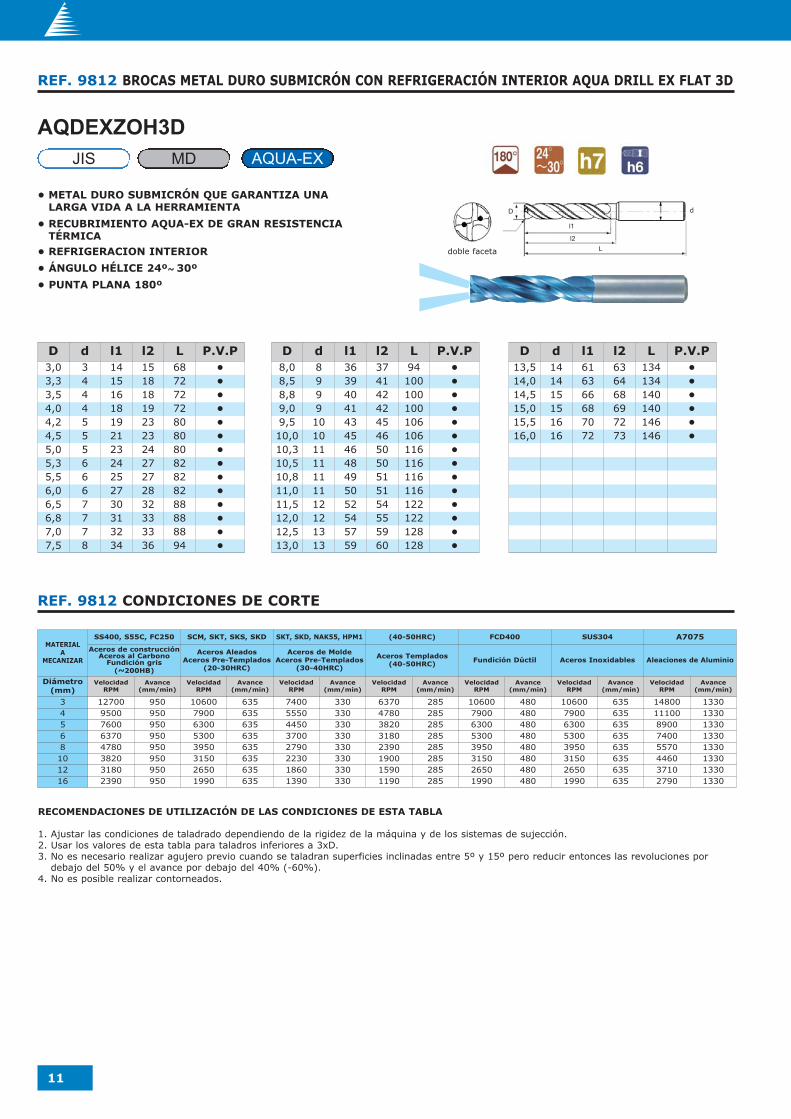
REF. 9812 BROCAS METAL DURO SUBMICRÓN CON REFRIGERACIÓN INTERIOR AQUA DRILL EX FLAT 3D
• METAL DURO SUBMICRÓN QUE GARANTIZA UNALARGA VIDA A LA HERRAMIENTA
• RECUBRIMIENTO AQUA-EX DE GRAN RESISTENCIATÉRMICA
• REFRIGERACION INTERIOR• ÁNGULO HÉLICE 24º~ 30º • PUNTA PLANA 180º
JIS MD AQUA-EX
AQDEXZOH3D
D d
L
l2
l1
D d l1 l2 L P.V.P3,0 3 14 15 68 •3,3 4 15 18 72 •3,5 4 16 18 72 •4,0 4 18 19 72 •4,2 5 19 23 80 •4,5 5 21 23 80 •5,0 5 23 24 80 •5,3 6 24 27 82 •5,5 6 25 27 82 •6,0 6 27 28 82 •6,5 7 30 32 88 •6,8 7 31 33 88 •7,0 7 32 33 88 •7,5 8 34 36 94 •
D d l1 l2 L P.V.P8,0 8 36 37 94 •8,5 9 39 41 100 •8,8 9 40 42 100 •9,0 9 41 42 100 •9,5 10 43 45 106 •10,0 10 45 46 106 •10,3 11 46 50 116 •10,5 11 48 50 116 •10,8 11 49 51 116 •11,0 11 50 51 116 •11,5 12 52 54 122 •12,0 12 54 55 122 •12,5 13 57 59 128 •13,0 13 59 60 128 •
D d l1 l2 L P.V.P13,5 14 61 63 134 •14,0 14 63 64 134 •14,5 15 66 68 140 •15,0 15 68 69 140 •15,5 16 70 72 146 •16,0 16 72 73 146 •
MATERIAL A
MECANIZAR
SS400, S55C, FC250 SCM, SKT, SKS, SKD SKT, SKD, NAK55, HPM1 (40-50HRC) FCD400 SUS304 A7075
Aceros de construcciónAceros al Carbono
Fundición gris(~200HB)
Aceros AleadosAceros Pre-Templados
(20-30HRC)
Aceros de MoldeAceros Pre-Templados
(30-40HRC)
Aceros Templados(40-50HRC) Fundición Dúctil Aceros Inoxidables Aleaciones de Aluminio
Diámetro(mm)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
3 12700 950 10600 635 7400 330 6370 285 10600 480 10600 635 14800 13304 9500 950 7900 635 5550 330 4780 285 7900 480 7900 635 11100 13305 7600 950 6300 635 4450 330 3820 285 6300 480 6300 635 8900 13306 6370 950 5300 635 3700 330 3180 285 5300 480 5300 635 7400 13308 4780 950 3950 635 2790 330 2390 285 3950 480 3950 635 5570 133010 3820 950 3150 635 2230 330 1900 285 3150 480 3150 635 4460 133012 3180 950 2650 635 1860 330 1590 285 2650 480 2650 635 3710 133016 2390 950 1990 635 1390 330 1190 285 1990 480 1990 635 2790 1330
REF. 9812 CONDICIONES DE CORTE
RECOMENDACIONES DE UTILIZACIÓN DE LAS CONDICIONES DE ESTA TABLA
1. Ajustar las condiciones de taladrado dependiendo de la rigidez de la máquina y de los sistemas de sujección.2. Usar los valores de esta tabla para taladros inferiores a 3xD.3. No es necesario realizar agujero previo cuando se taladran superficies inclinadas entre 5º y 15º pero reducir entonces las revoluciones por
debajo del 50% y el avance por debajo del 40% (-60%).4. No es posible realizar contorneados.
doble faceta

REF. 9814 BROCAS METAL DURO SUBMICRÓN CON REFRIGERACIÓN INTERIOR AQUA DRILL EX FLAT 5D
• METAL DURO SUBMICRÓN QUE GARANTIZA UNALARGA VIDA A LA HERRAMIENTA
• RECUBRIMIENTO AQUA-EX DE GRAN RESISTENCIATÉRMICA
• REFRIGERACION INTERIOR• ÁNGULO HÉLICE 24º~ 30º• PUNTA PLANA 180º
JIS MD AQUA-EX
AQDEXZOH5D
D d
l1
l2
Ldoble faceta
D d l1 l2 L P.V.P3,0 3 20 21 74 •3,3 4 22 24 80 •3,5 4 24 26 80 •4,0 4 26 27 80 •4,2 5 28 31 90 •4,5 5 29 31 90 •5,0 5 33 34 90 •5,3 6 35 39 94 •5,5 6 37 39 94 •6,0 6 39 40 94 •6,5 7 43 45 101 •6,8 7 45 46 101 •7,0 7 46 46 101 •7,5 8 50 52 110 •
D d l1 l2 L P.V.P8,0 8 52 53 110 •8,5 9 56 58 117 •8,8 9 58 59 117 •9,0 9 59 59 117 •9,5 10 63 65 126 •10,0 10 65 66 126 •10,3 11 67 71 138 •10,5 11 69 71 138 •10,8 11 72 73 138 •11,0 11 73 73 138 •11,5 12 76 78 146 •12,0 12 78 79 146 •12,5 13 82 84 153 •13,0 13 86 86 153 •
D d l1 l2 L P.V.P13,5 14 89 91 162 •14,0 14 91 92 162 •14,5 15 95 97 169 •15,0 15 98 98 169 •15,5 16 102 104 178 •16,0 16 104 105 178 •
MATERIAL A
MECANIZAR
SS400, S55C, FC250 SCM, SKT, SKS, SKD SKT, SKD, NAK55, HPM1 (40-50HRC) FCD400 SUS304 A7075
Aceros de construcciónAceros al Carbono
Fundición gris(~200HB)
Aceros AleadosAceros Pre-Templados
(20-30HRC)
Aceros de Molde(30-40HRC)
Aceros Templados(40-50HRC) Fundición Dúctil Aceros inoxidables
(38-45HRC) Aleaciones de Aluminio
Diámetro(mm)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
3 14800 1340 10600 635 7400 330 6370 285 10500 480 10500 635 17000 15304 11100 1340 7900 635 5550 330 4780 285 7900 480 7900 635 13700 15305 8900 1340 6300 635 4450 330 3820 285 6300 480 6300 635 10200 15306 7400 1340 5300 635 3700 330 3180 285 5300 480 5300 635 9500 15308 5570 1340 3950 635 2790 330 2390 285 3950 480 3950 635 6370 153010 4460 1340 3150 635 2230 330 1900 285 3150 480 3150 635 5100 153012 3700 1340 2650 635 1860 330 1590 285 2650 480 2650 635 4240 153016 2790 1340 1990 635 1390 330 1190 285 1990 480 1990 635 3180 1530
REF. 9814 CONDICIONES DE CORTE
RECOMENDACIONES DE UTILIZACIÓN DE LAS CONDICIONES DE ESTA TABLA
1. Ajustar las condiciones de taladrado dependiendo de la rigidez de la máquina y de los sistemas de sujección.2. Usar los valores de esta tabla para taladros inferiores a 5xD.3. Para el taladrado de agujeros o superficies planas se requiere: Un agujero de centrado mayor que el diámetro o un agujero guia del mismo diámetro.4. No es posible realizar contorneados.
12

SG Flat drill es una broca multifunciones para grandes diámetros
Brocas punta plana NACHI para taladros de gran diámetro
Material FMX NACHI superior al HSS convencional
Recubrimiento SG de alta resistencia al desgaste que garantizauna larga vida útil de la herramientaGeometría de corte equilibrada que proporciona alta rigidez yuna excelente evacuación de la viruta
Geometría de la punta
Fondo plano Fondo no plano
Broca SG FLAT Fresa Z=2
Comparativa de desgaste despues deltaladrado de 216 agujeros
Agra
ndam
ient
o de
l agu
jero
Reba
bas
Fuer
za d
e co
rte
Comparativa con taladrado mediante fresa
Agrandamiento del agujero (mm) Agrandamiento del agujero (mm)
Broca SG FLAT Fresa Z=2
Broca SG FLAT (SG EZ) Competidorentrada
medio
salida
entrada
medio
salida
Herramienta:Velocidad de corte:Avance:
Ø 2025 m/min80 mm/min(0,2 mm/rev)
Profundidad:Material:Refrigerante:
20mm (ciego)C50 Acero al carbonoEmusión
Herramienta:Velocidad de corte:Avance:
Ø 5025 m/min80 mm/min(0,5 mm/rev)
Profundidad:Material:Refrigerante:
50mm (pasante)C50 Acero al carbono (180HB)Emusión
Condiciones de corte Condiciones de corte
Materiales
Aceros deconstrucción
Aceros alcarbono
AcerosPre-templadosAceros Aleados
Acerostemplados
Aceros de moldeAceros Templados Aceros Inoxidables Aleaciones de
TitanioAleaciones de
Aluminio
Fundición Aleaciones deAluminio
Aleaciones deCobre
PequeñoGrande
gran espacio para las virutas alta desviación
gran rebaba
excesivo agrandamiento
13
Excelente Bueno X No aplicable◎ ○

REF. 6544 BROCAS HSS FMX SERIE EXTRA CORTA RECUBRIMIENTO SG PARA GRANDES DIÁMETROS
• BROCA EXTRA CORTA HSS FMX • RECUBRIMIENTO SG DE ALTA RESISTENCIA AL
DESGASTE• ÁNGULO HÉLICE 30º• PUNTA PLANA 180º
JIS FMX SG
SGEZ
D d
L
l1
D d l1 L P.V.P20,0 20 44 113 •21,0 20 44 113 •22,0 20 44 113 •23,0 20 49 120 •24,0 20 49 120 •25,0 25 54 134 •26,0 25 54 134 •26,5 25 54 134 •27,0 25 54 134 •28,0 25 58 142 •29,0 25 58 142 •29,5 25 63 147 •30,0 25 63 147 •31,0 25 63 147 •32,0 32 68 158 •
MATERIAL A
MECANIZAR
SS400, S50C SCM440, NAK, HPM SK61, NAK, HPM SUS304, SUS316 FC250, FCD400 A5052, C1100
Aceros de construcciónAceros al Carbono
(~200HB)
Aceros AleadosAceros Pre-Templados
(20-30HRC)
Aceros de Molde(30-40HRC) Aceros inoxidables Fundición Dúctil Aleaciones de Aluminio Aleaciones de Titanio
Aleaciones de Níquel
Diámetro(mm)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
VelocidadRPM
Avance(mm/min)
20 400 80 320 65 240 38 160 32 400 100 480 100 80 1322 360 80 290 65 220 38 140 32 360 100 440 100 70 1324 330 80 265 65 200 38 130 32 330 100 400 100 70 1326 300 80 245 65 185 38 120 32 300 100 370 100 60 1328 280 70 230 55 170 33 110 28 280 80 340 90 60 1130 260 70 210 55 160 33 100 28 260 80 320 90 50 1132 250 70 200 55 150 33 100 28 250 80 300 90 50 11
REF. 6544 CONDICIONES DE CORTE
RECOMENDACIONES DE UTILIZACIÓN DE LAS CONDICIONES DE ESTA TABLA
1. Ajustar las condiciones de taladrado dependiendo de la rigidez de la máquina y de los sistemas de sujección. En máquinas no rígidas esnecesario realizar un pre-taladrado.
2. Los valores de esta tabla son para taladrados con emulsión. 3. Es necesario refrigerar suficientemente la punta y los labios de la herramienta.4. Las condiciones de esta tabla son aplicables para agujeros con profundidad 1xD o menos. 5. Las virutas pueden dispersarse. Es necesario usar protección. Cuando las virutas aumentan, efectuar intemitencias de avance para eliminarlas.6. No es posible realizar contorneados.
D
l1
L
d
Utilizar el tornillo de ajuste en caso de avellanados sin agujero piloto, en diámetros grandes, para evitar que la broca pueda irse hacia atras.
Profundidad de corte
*
14

NOTAS
15

Distribuido por
Pol. Ind. Les Guixeres - Plaza Del Vapor 7A08915 Badalona (Barcelona)Telf. 93.399.30.15Fax. [email protected]