science and technology of welding &...
TRANSCRIPT
Science and Technology of
Welding & Joining
ISSN 1362-1718, Online ISSN: 1743-2936
visit publication homepage
Now online only
Authors wishing to cite fast track papers should give the
journal name and the article DOI. This will enable reference
linking via CrossRef and allow forward and backward
citation tracking systems to associate the fast track citation
with the final journal reference.
Publisher: Maney Publishing on behalf of Institute of
Materials, Minerals and Mining
66 issues and 9 fast track articles are available
electronically (most recent: 09 Mart 2009 Pazartesi)
Key: - Free Content - New Content - Subscribed
Content - Free Trial Content
Page 1 of 4IngentaConnect Publication: Science and Technology of Welding & Joining
05.04.2009http://www.ingentaconnect.com/content/maney/stwj

5th April 2009
Click here to view our
Chinese-language website
Editors
- Professor H K D H Bhadeshia, FRS, FREng University of Cambridge, UK
- Dr S A David Oak Ridge National Laboratory, USA
- Professor T DebRoy Penn State University, USA
Editorial Board
- Dr S S Babu College of Engineering, Ohio State University, USA
- Dr Th Boellinghaus Federal Institute for Materials Research and Testing (BAM), Germany
- Professor Gurel Cam Mustafa Kemal University, Antakya, Turkey
- Dr Delphine Cantin CSIRO, Australia
- Professor B A Chin Auburn University, USA
- Dr G E Cook Vanderbilt University, USA
- Professor A De Indian Institute of Technology Bombay, India
- Dr P-S Dong Battelle, USA
- Professor J Dupont Lehigh University, USA
- Professor T W Eagar Massachusetts Institute of Technology, USA
- Dr J W Elmer Lawrence Livermore National Laboratory, USA
- Dr John Francis Materials Science Centre, University of Manchester, UK
- Professor Ø Grong University of Trondheim, Norway
- Professor K Ikeuchi Osaka University, Japan
- Dr J C Ion Lappeenranta, Finland
- Professor A Kar University of Central Florida, USA
- Dr L Karlsson ESAB AB, Sweden
- Professor Hiroyuki Kokawa Tohoku University, Japan
- Dr T Koseki University of Tokyo, Japan
- Professor Sindo Kou University of Wisconsin, USA
- Dr Thomas J Lienert Los Alamos National Laboratory, USA
- Professor S Liu Colorado School of Mines, USA
- Dr Panagiotis Michaleris Penn State University, USA
- Professor Rajiv S Mishra University of Missouri, USA
- Dr Todd Palmer Pennsylvania State University, PA, USA
- Professor A P Reynolds University of South Carolina, USA
- Dr I M Richardson Delft University of Technology, The Netherlands
- Dr M L Santella Oak Ridge National Laboratory, USA
- Dr L E Svensson Volvo Technical Department AB, Sweden
- Professor D C Weckman University of Waterloo, Canada
- Professor Yanhong Wei Harbin Institute of Technology, China
- Dr C S Wiesner TWI Ltd, Cambridge, UK
- Professor J R Yang National Taiwan University, Taiwan
Science and Technology of Welding and Joining - Editorial Board << return to Journal
Page 1 of 2Maney Publishing - Search our catalogue
05.04.2009http://www.maney.co.uk/search?fwaction=editorialboard&fwid=213
- Dr N Yurioka Nippon Steel Corporation, Japan
- Dr W Zhang Edison Welding Institute, USA
© W.S. Maney & Son Ltd
Page 2 of 2Maney Publishing - Search our catalogue
05.04.2009http://www.maney.co.uk/search?fwaction=editorialboard&fwid=213
5th April 2009
Click here to view our
Chinese-language website
Journal << return to search results
Science and Technology of Welding and Joining
Maney Publishing on behalf of the Institute of Materials, Minerals and Mining in association with the Japan Welding Society
**ONLINE ONLY JOURNAL WITH FAST TRACK PUBLICATION**
Online submission, tracking and peer review system. Click here.
Science and Technology of Welding and Joining is an international peer reviewed journal covering both the basic science and applied technology of welding and joining. Its
comprehensive scope encompasses all welding and joining techniques (brazing, soldering, mechanical joining, etc.) and aspects such as characterization of heat sources, mathematical
modelling of transport phenomena, weld pool solidification, phase transformations in
weldments, microstructure-property relationships, welding processes, weld sensing, control and automation, neural network applications, and joining of advanced materials, including
plastics and composites.
SPECIAL ISSUE - Friction Stir Welding
Guest edited by Professor A P Reynolds at University of South Carolina. Click here to read the Guest Editorial.
Abstracting and indexing services that cite Science and Technology of Welding and
Joining include: Aluminum Industry Abstracts, C S A Civil Engineering Abstracts, C S A Engineered Materials Abstracts, C S A Mechanical & Transportation Engineering
Abstracts, Computer and Information Systems Abstracts Journal, Corrosion
Abstracts, Current Contents, Electronics and Communications Abstracts Journal, Materials Science Citation Index, METADEX, Scopus, Solid State and
Superconductivity Abstracts and Weldasearch
To submit your paper online please click here
Backsets, back volumes and back issues
Old volumes are held by our official stockists, Periodicals Service Company, to whom all
orders and inquiries should be addressed.
Periodicals Service Company
11 Main Street,
Germantown, NY 12526 USA
Telephone: +1 5185374700
Fax: +1 5185375899 E-mail: [email protected]
Click here for backstock information on our titles.
ISSN : 1362-1718
Editor and Editorial Board
Notes for Contributors
Subscriptions Information / Subscribe online
Recommend this journal to your library
Recent and Forthcoming Articles
Available online
View sample content
Contents / Abstracts
View other titles in this area
Links
© W.S. Maney & Son Ltd
Page 1 of 1Maney Publishing - Search our catalogue
05.04.2009http://www.maney.co.uk/search?fwaction=show&fwid=213

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Submerged arc welding of thick ferriticmartensitic 12Cr stainless steel with a varietyof consumables
E. Taban*1, E. Deleu2, A. Dhooge2,3 and E. Kaluc1,4
Modified X2CrNi12 stainless steel, conforming to EN 1?4003 and UNS S41003 grades, has been
designed with less carbon (,0?015%) and impurities to improve the weldability and mechanical
properties. The present paper deals with submerged arc welding (SAW) of 30 mm thick plates of
this steel with austenitic and duplex stainless steel consumables. Several samples extracted from
the welded joints were subjected to mechanical testing by means of tensile, bend, Charpy impact
and crack tip opening displacement (CTOD) fracture toughness tests. Microstructural examina-
tion including grain size analysis, hardness and ferrite measurements was carried out. Salt spray
and blister tests as corrosion testing were applied. Considering all data obtained, it can be
recommended to use austenitic filler metals as an economic alternative for SAW of this steel in the
areas where impact is anticipated and adequate atmospheric corrosion resistance is needed
since the weld made with austenitic wires exhibited very encouraging low temperature impact
toughness properties related with finer grained microstructure and adequate strength and
corrosion properties.
Keywords: 12%Cr, EN1?4003, Submerged arc welding, Microstructure, Impact toughness, CTOD
IntroductionFerritic stainless steel family is the second most commonused group of stainless steels due to their good corrosionresistance and lower cost compared to austeniticstainless steels. These steels were considered as lowweldable steels so that they had mostly been used for theapplications that do not require welding since fullyferritic structure has poor low temperature toughnessand poor high temperature strength with regard toaustenite. In some predominantly ferritic steels, a smallamount of austenite forms at high temperatures andmay transform to martensite on cooling. This has beenused to develop 12%Cr ferritic/martensitic steels withclose control of the carbon content and martensite/ferrite balance to avoid the extremes of completelyferritic or martensitic structures. With the developmentof steels with low carbon and interstitials whichimproved weldability, the engineering applications ofsuch materials have increased.1–10
The first generation of 12%Cr steels is known as3Cr12 stainless steel which was developed in the late
1970s with 0?03%C. It is still produced by several steelsuppliers and it conforms to grades 1?4003 in EN10088-2 and EN10028-7 and UNS S41003 in ASTM A240. Aseries of studies describing the research and the use of3Cr12 steel in various applications can be found in theliterature.11–28 Although 3Cr12 has excellent corrosionresistance in many environments, its weldability islimited. In the early 1990s, the second generation ofthis steel, namely 5Cr12 has been modified to give bettertoughness, but weldability remained limited due to thecarbon content.19,20
The hardness and detrimental effect on toughness ofthe martensite is limited by the low carbon levels.9
Nowadays by the modern production facilities, steelmanufacturers are able to fabricate the modifiedX2CrNi12 stainless steel still conforming to EN1?4003grade with low carbon (,0?015%) levels to improve theweldability. Initial applications of these steels used to bematerials handling equipment in corrosive/abrasiveenvironments, but they are now used extensively in thecoal mining industry, for cane and beet sugar processingequipment and for bulk transport of coal and gold, roadand rail transport, power generation and in aerospaceengineering. The 1?4003 steel is to be considered as a linkbetween carbon steels and corrosion resistant alloys as itdisplays both the advantages of stainless steels forcorrosion resistance and engineering properties ofcarbon steels.6,12,15,26–30 For the long term maintenancecosts, this modified stainless steel requires less coat-ing renewals offering a substantial economic and
1Mechanical Engineering Dept. Engineering Faculty, Kocaeli University,41200, Kocaeli, Turkey2Research Center of the Belgian Welding Institute, B 9000, Ghent,Belgium3Mechanical Engineering Department, Engineering Faculty, University ofGhent, B 9000, Ghent, Belgium4Welding Research Center, Kocaeli University, 41200, Kocaeli, Turkey
*Corresponding author, email [email protected]
� 2008 Institute of Materials, Minerals and MiningPublished by Maney on behalf of the InstituteReceived 8 January 2007; accepted 9 February 2007DOI 10.1179/174329307X213710 Science and Technology of Welding and Joining 2008 VOL 13 NO 4 327

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
considerable environmental advantage. For other appli-cations, the use of this steel with improved weldabilitywould be more economical with regard to higher alloyedstainless steels.29–31
Matching welding electrodes such as E410NiMo iscommercially available for welding of EN1?4003 steel,however, it is not recommended in applications whereimpact, fatigue or any other form of non-static loadingis anticipated. Reported weldability studies have shownthat austenitic stainless steel consumables can be used toproduce arc welds to minimise the risk of heat affectedzone (HAZ) hydrogen cracking and to ensure depositionof tough weld metal yielding adequate propertiesrequired for structural purposes.10–12,32,33
In this research, 30 mm thick plates of modifiedEN1?4003 stainless steel were welded by means of thesubmerged arc welding (SAW) process. AISI 309 typeof austenitic and 2209 type of duplex stainless steelconsumables were used. Mechanical, impact and frac-ture toughness, microstructural and corrosion propertiesof the joints were investigated, compared and evaluatedin detail.
Material and experimentalThe chemical composition and transverse tensile proper-ties of the base metal are given in Table 1.
Two types of submerged arc welded joints of modifiedEN1?4003 steel were produced: weld A was preparedwith an ER309L wire of 3?2 mm diameter in combina-tion with a basic non-alloying agglomerated flux with abasicity index of 1?7 by using dczpolarity. No backingmaterial was used. Arc voltage and welding currentvaried respectively between 28?0 and 32?0 V andbetween 350 and 450 A. For the second type of joint,which is symbolised as weld B, ER2209 duplex type ofwires with a diameter of 3?2 mm and similar conditionswere chosen including the same type of flux. The arcvoltage and welding current range was situated at32?0 V and between 450 and 550 V respectively. The Xshaped plates with an opening angle of 90u, a root gap ofmaximum 1 mm and a root face of 3–4 mm were filledby 21 passes for weld A and by 18 passes for weld B. Theheat input varied from 1 to 1?4 kJ mm21 and from 1?4to 1?8 kJ mm21 while the initial and maximum interpasstemperatures were 20 and 150uC respectively. A weldingspeed of 60 cm min21 was used for both welds.
For the chemical analysis, longitudinal sectionsentirely located at the weld metal were preparedperpendicular to the plate surface. Three measurementswere performed by glow discharge optical emissionspectrometry and averaged for each element. Nitrogenwas determined by melt extraction method.
Full thickness tensile specimens were extracted fromthe welded joints transverse to the weld seam. The width
at the prismatic section was 25 mm while the excess ofweld metal was removed in order not to overestimate theweld metal strength. Also cylindrical test samplescompletely removed from weld metal were prepared inlongitudinal direction with a nominal diameter of 6 mm.The tests have been carried out at room temperatureusing a hydraulically controlled test machine. Moreover,two transverse face and two root bend test specimensfrom each welded panels were prepared. A nominalspecimen width of 30 mm, a mandrel diameter of136 mm and a bending angle of 180u were used.
Charpy impact test samples were extracted withthrough thickness notches, transverse to the weld andnotched at the weld metal centre (WM), fusion line (FL),at the HAZ 2 mm away from the FL (FLz2 mm) andat 5 mm away from the FL (FLz5 mm). Testing wasstarted at 220uC as reference temperature and depend-ing on the results other temperatures were exploredbetween 240 and 0uC.
Both welds were investigated with regard to theircrack tip opening displacement (CTOD) fracture tough-ness measured in three point bending under staticloading conditions and determined at onset of a brittlefracture or at a maximum force plateau, whicheveroccurs first and is expressed in millimetres. Similar toimpact testing, CTOD samples were notched at WMand FL and tested at 220uC. After testing, fracturesurfaces of the samples were examined.
For microstructural examination, macrosections fromeach weld were removed, prepared, polished and etchedwith Vilella’s reagent to have macro- and microphoto-graphs. Complete HV5 traverses were made from bothsides according to EN1043-1. Ferrite measurementswere performed across the weld metal of the macrosec-tions. Grain size analysis was carried out to examine therelation between grain size of the microstructure andimpact toughness of the welds. Macrosections wereexamined using the micrographs with 6100 magnifica-tion at the HAZs beside the FL both from right and leftside of the welds. ASTM grain size numbers weremeasured at positions sampled by notches located at FLand FLz2.
Salt spray and blister corrosion tests were executed toassess the atmospheric corrosion resistance. Salt spraytesting was carried out conforming to ASTM B117 bothon coated and uncoated samples. Coating consisted of atwo layer protection system used in practice. Sampleswith a dimension of 150675 mm were positioned at 60uwith the weld horizontally. Specimens extracted fromthe 30 mm thick welds were reduced to 10 mm to limitthe weight for the available equipment. The welds wereexposed from the face side with the excess of weld metalstill present. The samples were provided with a crossshaped scratch over the entire test surface across theweld till the metal surface and also with paraffin at the
Table 1 Chemical composition and transverse tensile properties of base metal
Chemical composition of modified X2CrNi12 stainless steel*, wt-%
C Si Mn P S Cr Cu Ni Mo Ti V Al Nb N, ppm
0?03 0?38 0?96 0?034 0?003 12?2 0?38 0?76 0?19 0?002 0?052 0?070 0?030 106Re, MPa Rm, MPa Strain at fracture, %450–437–441 591–582–585 25–24–23
*Data determined within the present study.
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 328
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
sawn and machined surfaces. This allowed to estimatethe resistance of the welds when the coating isaccidentally damaged before or during operation. Saltspray testing was carried out in a 5%NaCl aqueoussolution with a fog volume of 24–28 mL per 24 h, a pHof 6?5–7?2 and at a temperature of 35uC. Blister testswere executed on coated samples prepared similar to saltspray test samples. Samples were exposed to realatmospheric conditions at the centre of Gent, Belgiumwith their test surface oriented to direct sun light.
Results and discussionThe chemical composition of all weld deposits issummarised in Table 2 which includes also the specifiedwire compositions. Elements such as vanadium andnitrogen increased strongly while copper decreasedcompared to the base metal.
The longitudinal tensile tests of the cylindricalsamples entirely extracted from the weld metal showedas expected that, the duplex stainless steel weld metalpossessed a much higher tensile strength than theguaranteed and also the high actual base metal strengthof ,570 MPa (see Table 3). All transverse tensilespecimens have demonstrated without exception theactual overmatching strength of the weld versus the basemetal and fracture occurred at the base metal. Thetensile strength varied from 580 to 587 MPa (seeTable 3).
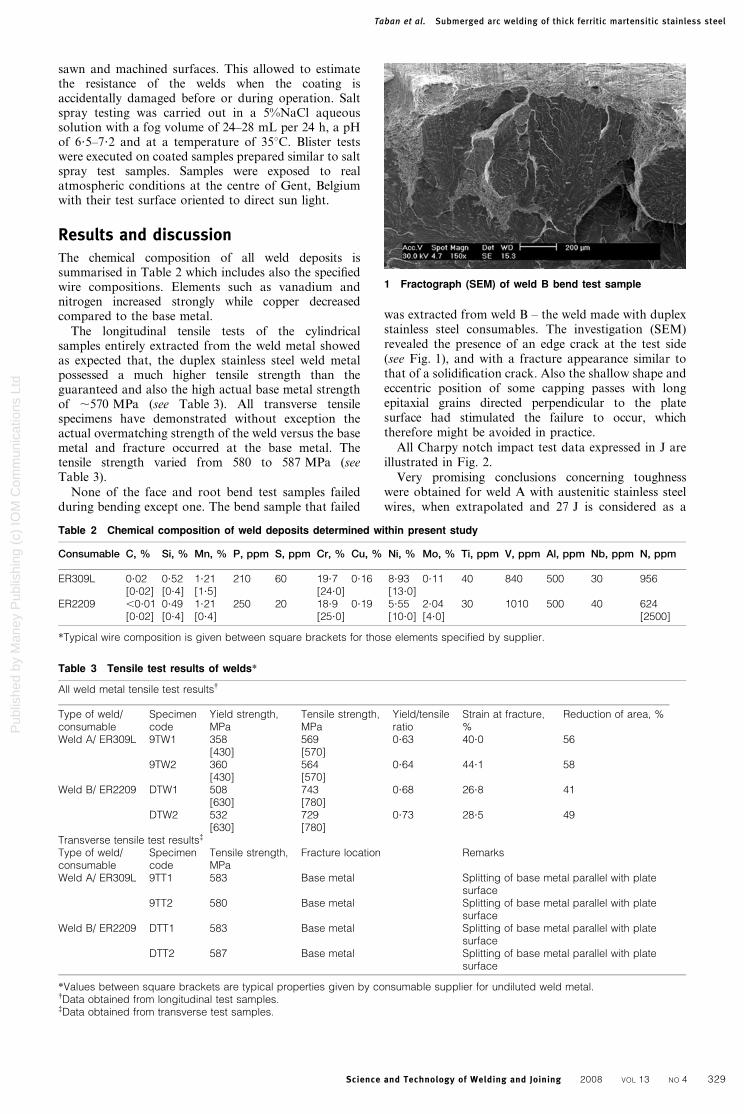
None of the face and root bend test samples failedduring bending except one. The bend sample that failed
was extracted from weld B – the weld made with duplexstainless steel consumables. The investigation (SEM)revealed the presence of an edge crack at the test side(see Fig. 1), and with a fracture appearance similar tothat of a solidification crack. Also the shallow shape andeccentric position of some capping passes with longepitaxial grains directed perpendicular to the platesurface had stimulated the failure to occur, whichtherefore might be avoided in practice.
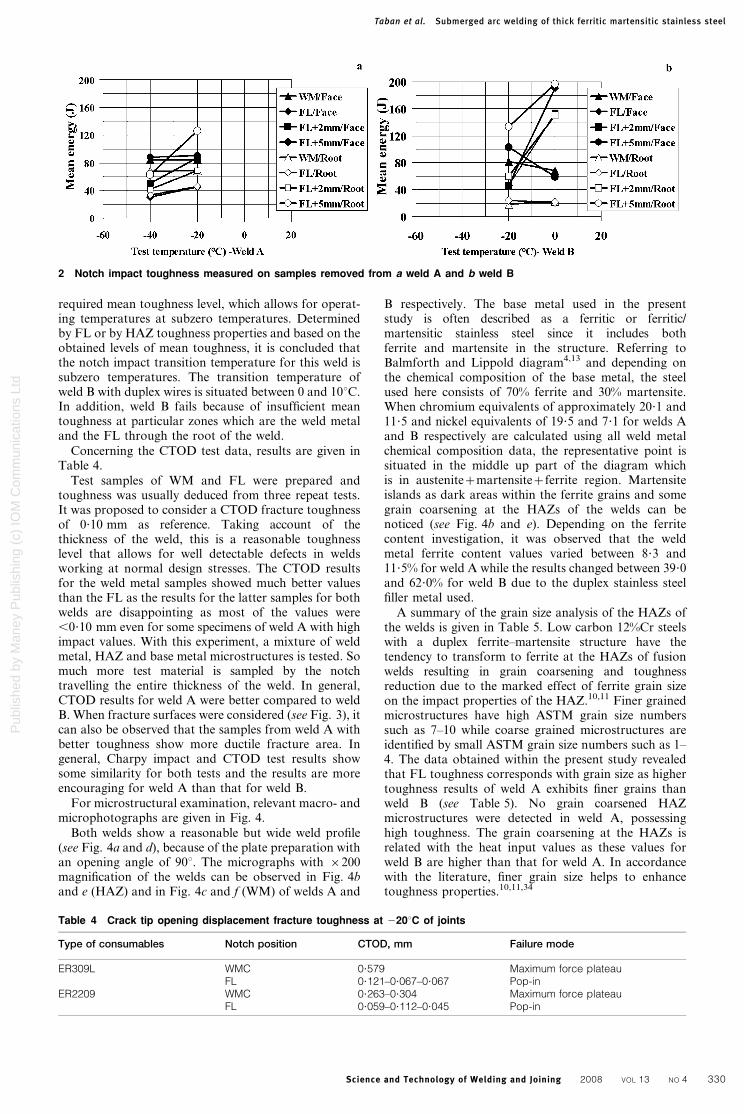
All Charpy notch impact test data expressed in J areillustrated in Fig. 2.
Very promising conclusions concerning toughnesswere obtained for weld A with austenitic stainless steelwires, when extrapolated and 27 J is considered as a
Table 3 Tensile test results of welds*
All weld metal tensile test results{
Type of weld/consumable
Specimencode
Yield strength,MPa
Tensile strength,MPa
Yield/tensileratio
Strain at fracture,%
Reduction of area, %
Weld A/ ER309L 9TW1 358[430]
569[570]
0?63 40?0 56
9TW2 360[430]
564[570]
0?64 44?1 58
Weld B/ ER2209 DTW1 508[630]
743[780]
0?68 26?8 41
DTW2 532[630]
729[780]
0?73 28?5 49
Transverse tensile test results{
Type of weld/consumable
Specimencode
Tensile strength,MPa
Fracture location Remarks
Weld A/ ER309L 9TT1 583 Base metal Splitting of base metal parallel with platesurface
9TT2 580 Base metal Splitting of base metal parallel with platesurface
Weld B/ ER2209 DTT1 583 Base metal Splitting of base metal parallel with platesurface
DTT2 587 Base metal Splitting of base metal parallel with platesurface
*Values between square brackets are typical properties given by consumable supplier for undiluted weld metal.{Data obtained from longitudinal test samples.{Data obtained from transverse test samples.
Table 2 Chemical composition of weld deposits determined within present study
Consumable C, % Si, % Mn, % P, ppm S, ppm Cr, % Cu, % Ni, % Mo, % Ti, ppm V, ppm Al, ppm Nb, ppm N, ppm
ER309L 0?02[0?02]
0?52[0?4]
1?21[1?5]
210 60 19?7[24?0]
0?16 8?93[13?0]
0?11 40 840 500 30 956
ER2209 ,0?01[0?02]
0?49[0?4]
1?21[0?4]
250 20 18?9[25?0]
0?19 5?55[10?0]
2?04[4?0]
30 1010 500 40 624[2500]
*Typical wire composition is given between square brackets for those elements specified by supplier.
1 Fractograph (SEM) of weld B bend test sample
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 329
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
required mean toughness level, which allows for operat-ing temperatures at subzero temperatures. Determinedby FL or by HAZ toughness properties and based on theobtained levels of mean toughness, it is concluded thatthe notch impact transition temperature for this weld issubzero temperatures. The transition temperature ofweld B with duplex wires is situated between 0 and 10uC.In addition, weld B fails because of insufficient meantoughness at particular zones which are the weld metaland the FL through the root of the weld.
Concerning the CTOD test data, results are given inTable 4.
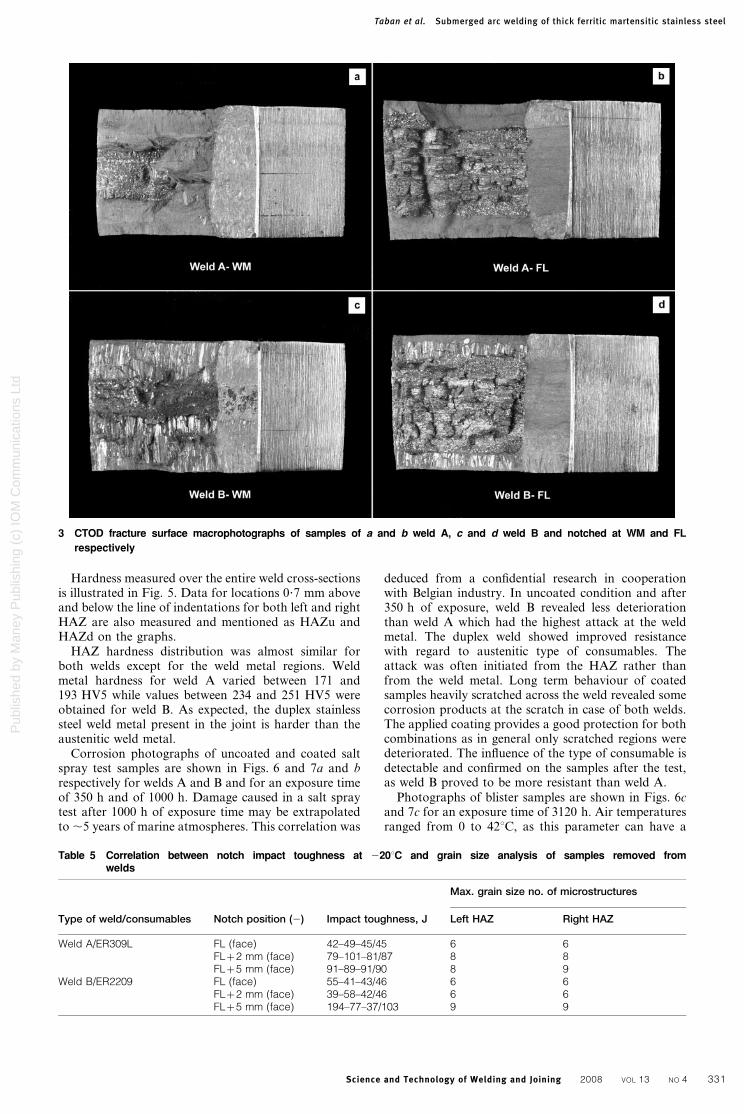
Test samples of WM and FL were prepared andtoughness was usually deduced from three repeat tests.It was proposed to consider a CTOD fracture toughnessof 0?10 mm as reference. Taking account of thethickness of the weld, this is a reasonable toughnesslevel that allows for well detectable defects in weldsworking at normal design stresses. The CTOD resultsfor the weld metal samples showed much better valuesthan the FL as the results for the latter samples for bothwelds are disappointing as most of the values were,0?10 mm even for some specimens of weld A with highimpact values. With this experiment, a mixture of weldmetal, HAZ and base metal microstructures is tested. Somuch more test material is sampled by the notchtravelling the entire thickness of the weld. In general,CTOD results for weld A were better compared to weldB. When fracture surfaces were considered (see Fig. 3), itcan also be observed that the samples from weld A withbetter toughness show more ductile fracture area. Ingeneral, Charpy impact and CTOD test results showsome similarity for both tests and the results are moreencouraging for weld A than that for weld B.
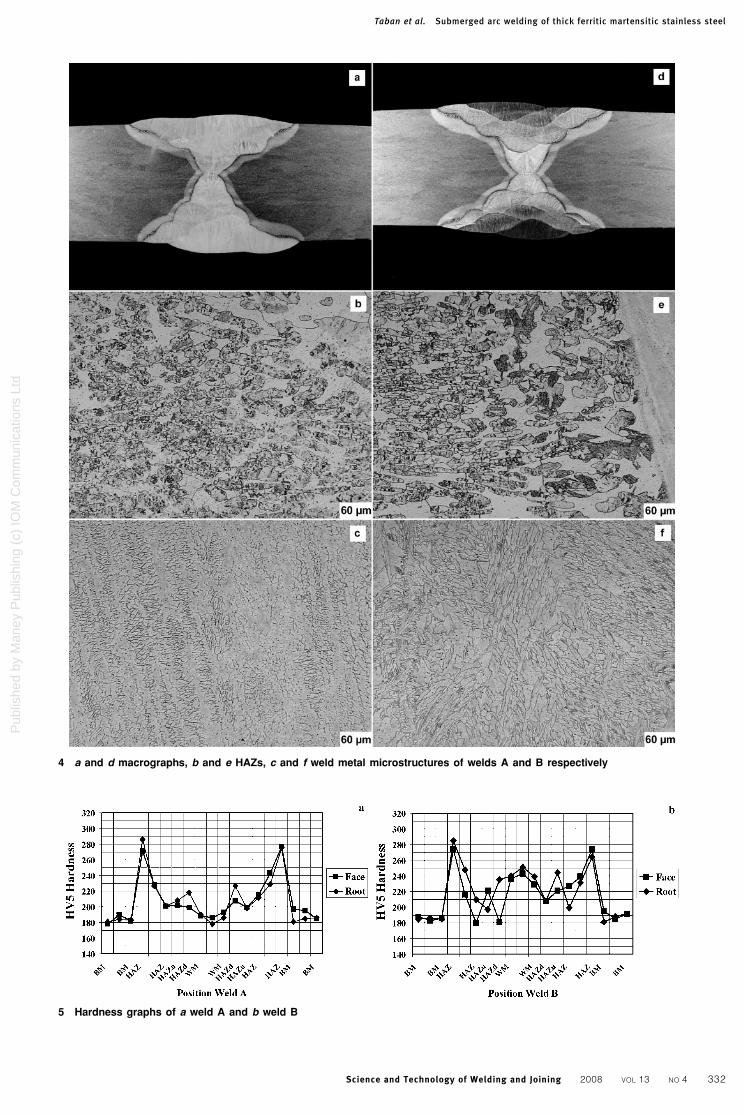
For microstructural examination, relevant macro- andmicrophotographs are given in Fig. 4.
Both welds show a reasonable but wide weld profile(see Fig. 4a and d), because of the plate preparation withan opening angle of 90u. The micrographs with 6200magnification of the welds can be observed in Fig. 4band e (HAZ) and in Fig. 4c and f (WM) of welds A and
B respectively. The base metal used in the presentstudy is often described as a ferritic or ferritic/martensitic stainless steel since it includes bothferrite and martensite in the structure. Referring toBalmforth and Lippold diagram4,13 and depending onthe chemical composition of the base metal, the steelused here consists of 70% ferrite and 30% martensite.When chromium equivalents of approximately 20?1 and11?5 and nickel equivalents of 19?5 and 7?1 for welds Aand B respectively are calculated using all weld metalchemical composition data, the representative point issituated in the middle up part of the diagram whichis in austenitezmartensitezferrite region. Martensiteislands as dark areas within the ferrite grains and somegrain coarsening at the HAZs of the welds can benoticed (see Fig. 4b and e). Depending on the ferritecontent investigation, it was observed that the weldmetal ferrite content values varied between 8?3 and11?5% for weld A while the results changed between 39?0and 62?0% for weld B due to the duplex stainless steelfiller metal used.
A summary of the grain size analysis of the HAZs ofthe welds is given in Table 5. Low carbon 12%Cr steelswith a duplex ferrite–martensite structure have thetendency to transform to ferrite at the HAZs of fusionwelds resulting in grain coarsening and toughnessreduction due to the marked effect of ferrite grain sizeon the impact properties of the HAZ.10,11 Finer grainedmicrostructures have high ASTM grain size numberssuch as 7–10 while coarse grained microstructures areidentified by small ASTM grain size numbers such as 1–4. The data obtained within the present study revealedthat FL toughness corresponds with grain size as highertoughness results of weld A exhibits finer grains thanweld B (see Table 5). No grain coarsened HAZmicrostructures were detected in weld A, possessinghigh toughness. The grain coarsening at the HAZs isrelated with the heat input values as these values forweld B are higher than that for weld A. In accordancewith the literature, finer grain size helps to enhancetoughness properties.10,11,34
2 Notch impact toughness measured on samples removed from a weld A and b weld B
Table 4 Crack tip opening displacement fracture toughness at 220uC of joints
Type of consumables Notch position CTOD, mm Failure mode
ER309L WMC 0?579 Maximum force plateauFL 0?121–0?067–0?067 Pop-in
ER2209 WMC 0?263–0?304 Maximum force plateauFL 0?059–0?112–0?045 Pop-in
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 330
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
Hardness measured over the entire weld cross-sectionsis illustrated in Fig. 5. Data for locations 0?7 mm aboveand below the line of indentations for both left and rightHAZ are also measured and mentioned as HAZu andHAZd on the graphs.
HAZ hardness distribution was almost similar forboth welds except for the weld metal regions. Weldmetal hardness for weld A varied between 171 and193 HV5 while values between 234 and 251 HV5 wereobtained for weld B. As expected, the duplex stainlesssteel weld metal present in the joint is harder than theaustenitic weld metal.
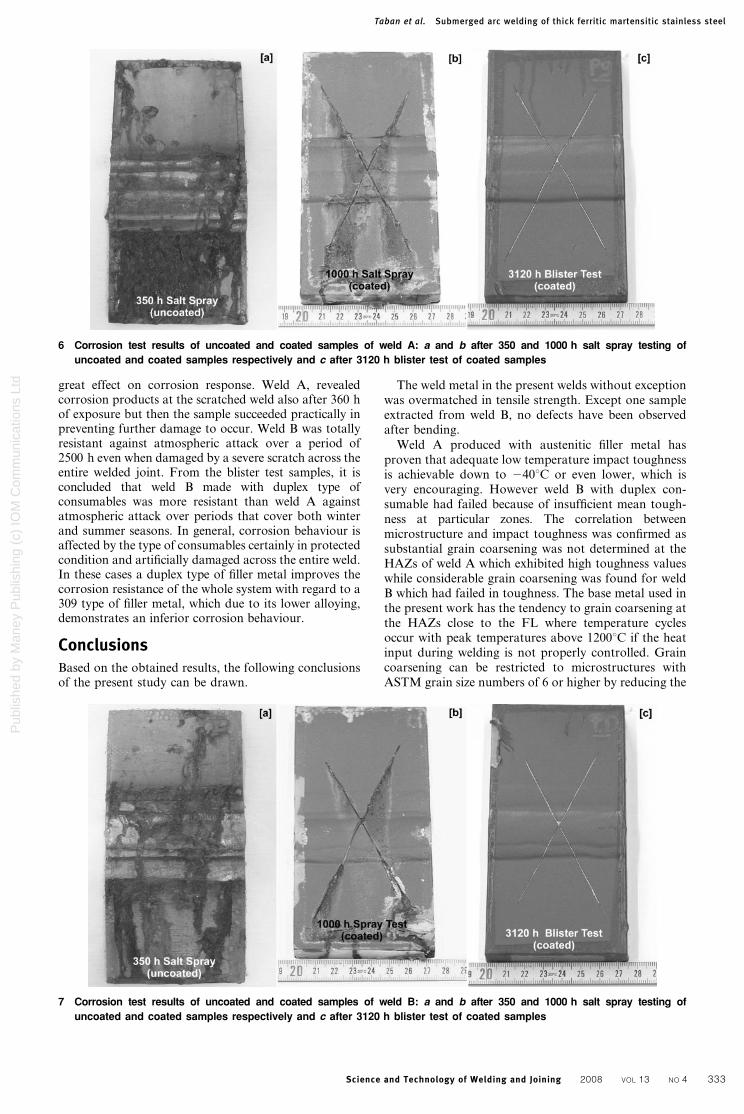
Corrosion photographs of uncoated and coated saltspray test samples are shown in Figs. 6 and 7a and brespectively for welds A and B and for an exposure timeof 350 h and of 1000 h. Damage caused in a salt spraytest after 1000 h of exposure time may be extrapolatedto ,5 years of marine atmospheres. This correlation was
deduced from a confidential research in cooperationwith Belgian industry. In uncoated condition and after350 h of exposure, weld B revealed less deteriorationthan weld A which had the highest attack at the weldmetal. The duplex weld showed improved resistancewith regard to austenitic type of consumables. Theattack was often initiated from the HAZ rather thanfrom the weld metal. Long term behaviour of coatedsamples heavily scratched across the weld revealed somecorrosion products at the scratch in case of both welds.The applied coating provides a good protection for bothcombinations as in general only scratched regions weredeteriorated. The influence of the type of consumable isdetectable and confirmed on the samples after the test,as weld B proved to be more resistant than weld A.
Photographs of blister samples are shown in Figs. 6cand 7c for an exposure time of 3120 h. Air temperaturesranged from 0 to 42uC, as this parameter can have a
3 CTOD fracture surface macrophotographs of samples of a and b weld A, c and d weld B and notched at WM and FL
respectively
Table 5 Correlation between notch impact toughness at 220uC and grain size analysis of samples removed fromwelds
Type of weld/consumables Notch position (2) Impact toughness, J
Max. grain size no. of microstructures
Left HAZ Right HAZ
Weld A/ER309L FL (face) 42–49–45/45 6 6FLz2 mm (face) 79–101–81/87 8 8FLz5 mm (face) 91–89–91/90 8 9
Weld B/ER2209 FL (face) 55–41–43/46 6 6FLz2 mm (face) 39–58–42/46 6 6FLz5 mm (face) 194–77–37/103 9 9
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 331
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
4 a and d macrographs, b and e HAZs, c and f weld metal microstructures of welds A and B respectively
5 Hardness graphs of a weld A and b weld B
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 332
Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd great effect on corrosion response. Weld A, revealed
corrosion products at the scratched weld also after 360 hof exposure but then the sample succeeded practically inpreventing further damage to occur. Weld B was totallyresistant against atmospheric attack over a period of2500 h even when damaged by a severe scratch across theentire welded joint. From the blister test samples, it isconcluded that weld B made with duplex type ofconsumables was more resistant than weld A againstatmospheric attack over periods that cover both winterand summer seasons. In general, corrosion behaviour isaffected by the type of consumables certainly in protectedcondition and artificially damaged across the entire weld.In these cases a duplex type of filler metal improves thecorrosion resistance of the whole system with regard to a309 type of filler metal, which due to its lower alloying,demonstrates an inferior corrosion behaviour.
ConclusionsBased on the obtained results, the following conclusionsof the present study can be drawn.
The weld metal in the present welds without exceptionwas overmatched in tensile strength. Except one sampleextracted from weld B, no defects have been observedafter bending.
Weld A produced with austenitic filler metal hasproven that adequate low temperature impact toughnessis achievable down to 240uC or even lower, which isvery encouraging. However weld B with duplex con-sumable had failed because of insufficient mean tough-ness at particular zones. The correlation betweenmicrostructure and impact toughness was confirmed assubstantial grain coarsening was not determined at theHAZs of weld A which exhibited high toughness valueswhile considerable grain coarsening was found for weldB which had failed in toughness. The base metal used inthe present work has the tendency to grain coarsening atthe HAZs close to the FL where temperature cyclesoccur with peak temperatures above 1200uC if the heatinput during welding is not properly controlled. Graincoarsening can be restricted to microstructures withASTM grain size numbers of 6 or higher by reducing the
6 Corrosion test results of uncoated and coated samples of weld A: a and b after 350 and 1000 h salt spray testing of
uncoated and coated samples respectively and c after 3120 h blister test of coated samples
7 Corrosion test results of uncoated and coated samples of weld B: a and b after 350 and 1000 h salt spray testing of
uncoated and coated samples respectively and c after 3120 h blister test of coated samples
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 333

Pub
lishe
d by
Man
ey P
ublis
hing
(c)
IOM
Com
mun
icat
ions
Ltd
heat input. Similar Charpy impact and CTOD fracturetoughness test results were obtained from FL notchedsamples, while samples removed from weld A andnotched at the WM possessed much better toughnessproperties with regard to weld B.
Atmospheric corrosion resistance of the welds is alsovery promising even when evaluated under severecircumstances such as artificially damaged. Under pureatmospheric conditions, all welds demonstrated thepossibility to prevent further development of corrosionproducts, once initiated. Weld A was classified as lesscorrosion resistant than the weld with duplex consum-ables as duplex filler metal provides more resistance.
Interpreting all data gathered within the present work,taking into account of the economic advantage whichwill allow for cheaper constructing with reduced risk forhot cracking with regard to duplex consumables, it canbe recommended to use 309 austenitic consumables forSAW of 30 mm thick modified X2CrNi12 ferritic/martensitic stainless steel conforming to EN1?4003grade in the areas where impact or shock is anticipatedand adequate atmospheric corrosion is required. If muchhigher mechanical properties, e.g. tensile strength andcorrosion resistance are desired, duplex stainless steelfiller metals can be preferred.
Acknowledgements
The authors would like to acknowledge the help of allcolleagues at the Belgian Welding Institute. In addition,the Institute for the Promotion of Innovation byScience and Technology in Flanders (IWT), Industeel,Vervolmakingscentrum voor Lassers (VCL),Bombardier, University of Gent are very much appre-ciated and acknowledged for their contribution andsupport. TUBITAK-BAYG is also acknowledged forsupporting the first author.
References1. C. Lippold and D. Kotecki: Wiley Intersci., 2005, 87.
2. E. Folkhard: ‘Welding Metallurgy and Weldability of Stainless
Steels’, 172; 1984, Wien, New York, Springer-Verlag.
3. H. E. Mcgannon: ‘Pennsiyvania: herbick & held’, 1163; 1971,
Pittsburgh, PA, United States Steel Corporation.
4. M. C. Balmforth and J. C. Lippold: Weld. J., 2000, 79, 339s.
5. J. R. Davis and Davis & Associates: ‘ASM specialty handbook –
stainless steels’, 341; 1994, Materials Park, OH, ASM.
6. NIROSTA 4003, Tyssen Krupp Nirosta, Germany, available at:
www.nirosta.de
7. I. J. De Santana, P. Balsamo and P. J. Modenesi: J. Mater. Process.
Technol., 2006, 179, 225–230.
8. C. Meadows and J. D. Fritz: Weld. J., 2005, 84, 25–30.
9. P. Woollin: Weld. Metal Fabric., 1994, 62, 18–26.
10. T. G. Gooch and B. J. Ginn: Welding Institute Members Report
373/1988, 6–7.
11. A. M. MEYER and M. du Toit: Weld. J., 2001, 80, 275s–
280s.
12. M. du Toit, G. T. Van Rooyen and D. Smith: IIW Doc IX-2213-06,
IIW Doc IX-H-640-06.
13. D. J. Kotecki: Weld. J., 2005, 84, 14–16.
14. M. Topic, C. Allen and R. Tait: Int. J. Fatigue, 2006, 29, 49–56.
15. ‘Columbus stainless technical data 3Cr12’, Columbus Stainless
Pty., 2002, available at: www.columbusstainless.co.za
16. J. L. Cavazos: Mater. Charact., 2006, 56, 96–101.
17. E. Aghion and J. Ferreira: Can. Met. Q., 1993, 32, 369–374.
18. A. Ball, Y. Chauhan and G. B. Schaffer: Mater. Sci. Technol.,
1987, 3, 189–196.
19. P. Bennett: Mater. Austr., Jun. 1991, 23, 15–17.
20. P. Moore: Austr. Weld. J., 1997, 42, 22–24.
21. M. A. A. Tullmin and F. P. A. Robinson: Corr. Nace, 1988, 44,
664–670.
22. S. M. Pagani and F. P. A. Robinson: Mater. Sci. Technol., 1998, 4,
554–559.
23. R. D. Knutsen and R. Hutchings: Mater. Sci. Technol., 1988, 4,
127–135.
24. W. M. Veldsman: Stainless Steel, Sept.–Oct. 1990, 12–14.
25. International Accreditation Forum: Weld. Met. Fabric., 2000,
July–Aug, 18–23.
26. A. Marini and D. S. Knight: Corr. Coat, Mar. 1995, 4–12.
27. D. K. Maxwell: Mater. Austr., Nov.–Dec. 1997, 20–23.
28. C. Van Lelyveld and A. Van Bennekom: Stainless Steel, Sept.–Oct.
1995, 16– 18.
29. A. Dhooge and E. Deleu: Proc. Stainless Steel World Conf.,
Maastricht, Netherlands, November 2005, SSW, 160.
30. A. Dhooge and E. Deleu: Proc. BIL/NIL Lassyposium, Ghent,
Belgium, November 2005, Het Pand.
31. E. Taban, E. Deleu, A. Dhooge and E. Kaluc: Kov. Mater. Metall.
Mater., 2007, 45, 67–73.
32. M. L. Greef and M. Du Toit: Weld. J., 2006, 85, 234s–251s.
33. A. W. Marshall and J. C. M. Farrar: Doc IX-1975-00, IXH-494-
2000.
34. G. Krauss: ‘Steels: Heat Treatment and Processing Principles’,
1989, Materials Park, OH, ASM International.
Taban et al. Submerged arc welding of thick ferritic martensitic stainless steel
Science and Technology of Welding and Joining 2008 VOL 13 NO 4 334