sacarificaciÓn y fermentaciÓn ... - tesis…58:36z-1920/... · del 16-06-2011, para conocer y...
TRANSCRIPT

REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULIA
FACULTAD EXPERIMENTAL DE CIENCIAS DIVISIÓN DE ESTUDIOS PARA GRADUADOS
DOCTORADO EN QUÍMICA
“SACARIFICACIÓN Y FERMENTACIÓN SIMULTÁNEA DEL BAGAZO DE CAÑA DE AZÚCAR TRATADO CON AMONÍACO”
Tesis Doctoral que se presenta para optar al Título de Doctora en Química
Autora: M.Sc. Lauris Urribarrí Cobo
Tutor: Dr. Alexis Ferrer Ocando
Maracaibo, Julio 2011

SACARIFICACIÓN Y FERMENTACIÓN SIMULTÁNEA DEL BAGAZO DE CAÑA DE
AZÚCAR TRATADO CON AMONÍACO
MSc. Lauris Urribarrí Cobo C.I. 12.868.817
[email protected] Autora
Dr. Alexis Ferrer Ocando C.I. 4.518.147
[email protected] Tutor
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD DEL ZULlA
FACUL TAO EXPERIMENTAL DE CIENCIAS DIVISIÓN DE ESTUDIOS PARA GRADUADOS
SECRETARÍA DOCENTE
ACTA VEREDICTO
En el día de hoy, 25 de julio de 2011, se constituyeron las siguientes Personas: Dr. Alexis Ferrer C.l.: 4.518.147 IT1. Dr. Jorge E. Angel G. C.l.: 8.985.383 (C), Dr. Helis Hernández C.l.: 7.070.703, Dr. Ever Morales C.l.: 3.638.3031 Dra. Cateryna Aiello C.l.: 5.762.654, nombrados como jurado por el Consejo Técnico de la División de Estudios para Graduados de esta Facultad en sesión No. CTDEPG-E-001-2011 del 16-06-2011, para conocer y evaluar la Tesis Doctoral titulada: "Sacarificación y Fermentación Simultánea del Bagazo de Caña de Azucar Tratado con Amoníaco." presentado por la: M.Sc. Lauris Karina Urribarrí Cobo C.l.: 12.868.817, para optar al grado de DOCTORA EN QUÍMICA. Siendo las 10:00 de la mañana en el Salón Vicente Marcano situado en el Modulo 1, Departamento de Química. El acto se inició ·con la exposición de la doctorante: Lauris Karina Urribarrí Cobo. A continuación los miembros del jurado intervinieron, haciendo preguntas y solicitando aclaratorias. Concluida esta sesión, el jurado se reunió a puerta cerrada para discutir sobre dicha evaluación. Acto seguido procedió a emitir el siguiente veredicto:
Aprobado con Mención Honorífica y Mención Publicación.
Luego se procedió a declarar públicamente el juicio emitido y a suscribir la presente acta
EL JURADO
Dr. Ever Morales C.l.: 3.638.303
Ave. Universidad Edif. Grano de Oro. Aptdo. 526 Maracaibo-Venezuela Telf. (0261) 7597730 Fax: 7515390

DEDICATORIA
A Dios Todopoderoso
A la memoria de mis Padres
A mis Hermanos
A mi hermoso Hijo
A mi Esposo

AGRADECIMIENTOS
A Dios y a la Virgen de Chiquinquirá, por llenarme de fortaleza, paciencia y tolerancia
para sortear cada uno de los obstáculos encontrados. Por reforzar mi confianza en que
la mejor forma de superación es el trabajo y la mayor recompensa, el logro alcanzado.
A la ilustre Universidad del Zulia por abrirme una vez más sus puertas para continuar
con mi formación profesional.
A mis Amores, mi esposo e hijo, por ser mi estímulo permanente y ser fuentes
inagotables de amor, alegría, bienestar y comprensión. Por hacer más llevaderos los
momentos de angustia y preocupación y festejar mis logros.
A mis hermanos y familiares, por comprender mi ausencia, por apoyarme y ser
consecuentes en todo momento.
Al Dr. Alexis Ferrer, mi Tutor, por su orientación y participación en mi formación
profesional. Por tener siempre la palabra justa para alentarme y mostrarme que hacer
ciencia es un arte que requiere mucho estudio, dedicación y paciencia.
Al Lic. David Chacón y a la Lic. Josybel Ríos, por su ayuda incondicional.
A Rosa D´addosio, amiga y compañera de camino, por enseñarme a valorar como
único cada instante, por ofrecerme su apoyo irrestricto y por profesarme en todo
momento su amistad incondicional. Por tener siempre una palabra amable y una
sonrisa para mí, por compartir mis tristezas y hacerse eco de mis alegrías. Te llevaré
siempre en mi corazón.
A mis amigas y compañeras de doctorado, Nacarid Delgado, Maigualida Hernández,
Yulixis Cano, Adriana López, Ligbel Sánchez e Inés Pacheco, por ser mi soporte en
momentos dificiles y por celebrar conmigo cada triunfo. El recorrido nunca hubiese sido
el mismo sin ustedes.
A todo el personal del Laboratorio de Instrumentación Analítica (L.I.A.), FEC-LUZ, por
el apoyo y amistad.

Al Laboratorio de Genética y Biología Molecular del Departamento de Biología, FEC-
LUZ, por el apoyo en el manejo de los microorganismos etanologénicos, en la persona
del Mag. Jhoandry Rivera.
Al Laboratorio de Tecnología de Alimentos y Fermentación Industriales de la Facultad
de Ingeniería-LUZ, por la colaboración prestada, en especial a la Dra. Cateryna Aiello y
al Ing. Albert Zabala.
Al Instituto Zuliano de Investigaciones Tecnológicas por la colaboración en la
realización de los espectros infrarrojos, difracción de rayos X y la microscopía
electrónica de barrido.
Al Plan de Formación de Talento Humano del FONACIT por la subvención para realizar
mis estudios doctorales.
Al FONACIT por el apoyo a este trabajo a traves del proyecto G-2006001120.
A la Agencia Suiza para la Cooperación y el Desarrollo por el financiamieto parcial de
este trabajo en el marco del proyecto SUBA.
A todas aquellas personas que de alguna manera contribuyeron a la consecución de
este logro.

ÍNDICE DE CONTENIDO
Pág.
DEDICATORIA 9
AGRADECIMIENTOS 10
RESUMEN 15
ABSTRACT 16
INTRODUCCIÓN 17
CAPÍTULO I. FUNDAMENTOS TEÓRICOS 22
1.1 Biocombustibles 22
1.2 Bioetanol 24
1.3 Potencial del bagazo de caña de azúcar para la producción de bioetanol 27
1.4 Componentes de la biomasa lignocelulósica 28
1.4.1 Celulosa 28
1.4.2 Hemicelulosa 32
1.4.3 Lignina 33
1.5 Tratamientos físico-químicos utilizados para aumentar la susceptibilidad de
materiales lignocelulósicos
35
1.6 Producción de azúcares a partir de material lignocelulósico 39
1.6.1 Mecanismo de acción de las enzimas 42
1.6.2 Reutilización de las enzimas 46
1.7 Proceso fermentativo producción de etanol. 46
1.8 Bioconversión del material lignocelulósico a etanol 51
1.8.1 Hidrólisis y fermentación separadas (SHF) 51
1.8.2 Sacarificación y fermentación simultánea (SFS) 51
1.9 Inhibidores 55
CAPÍTULO II. METODOLOGÍA EXPERIMENTAL 58
2.1. Descripción del sustrato 58
2.2. Tratamiento amoniacal 58
2.3. Análisis 59
2.3.1 Humedad 59
2.3.2 Celulosa, hemicelulosa y lignina 59
2.3.3 Cenizas 59

2.3.4 Proteína cruda. 59
2.3.5 Difracción de rayos X 60
2.3.6 Espectroscopía infrarroja con transformada de Fourier (FTIR). 60
2.3.7 Microscopía electrónica de barrido (MEB) 60
2.3.8 Azúcares reductores 60
2.3.9 Azúcares por HPLC 60
2.3.10 Determinación de etanol por CG 61
2.3.11 Determinación de la actividad enzimática. Actividad de las celulasas 62
2.4. Producción de azúcares por hidrólisis enzimática a diferentes condiciones
de tratamiento amoniacal
62
2.5. Comparación de complejos enzimáticos para la producción de azúcares 63
2.6. Aumento de la concentración de sustrato para incrementar la producción de
azúcares por hidrólisis enzimática
63
2.7 Microorganismos y curvas de crecimiento 63
2.8 Sacarificación y fermentación por separado (SHF) 64
2.9 Sacarificación y fermentación simultánea (SSF) 65
2.10 Análisis estadístico 65
RESULTADOS Y DISCUSIÓN
CAPÍTULO III. TRATAMIENTO AMONIACAL Y EFECTO SOBRE LOS
COMPONENTES DE LA BIOMASA
67
3.1 Composición del bagazo de caña de azúcar 67
3.2 Efecto del tratamiento amoniacal sobre la fracción de carbohidratos y lignina 67
3.3 Efecto del tratamiento amoniacal sobre la cristalinidad del bagazo de caña
de azúcar y su relación con la hemicelulosa, solubles y lignina
73
CAPÍTULO IV. PRODUCCIÓN DE AZÚCARES POR HIDRÓLISIS
ENZIMÁTICA
80
4.1 Tiempo de hidrólisis 80
4.2 Efecto de la carga de amoníaco y humedad sobre la producción de
azúcares
83
4.3 Efecto de la dosis de enzimas y la concentración de sustrato sobre la
producción de azúcares
92
4.4 Rendimiento de la producción de azúcar 97

4.5 Comparación de complejos enzimáticos para la producción de azúcares 102
4.6 Aumento de la concentración de sustrato para incrementar la producción de
azúcares por hidrólisis enzimática
105
4.7 Perfil de azúcares obtenidos para la hidrólisis enzimática del bagazo de
caña de azúcar no tratado y tratado con amoníaco
107
CAPÍTULO V. CONDICIONES DE CRECIMIENTO DE LOS
MICROORGANISMOS ETANOLOGÉNICOS
111
5.1 Cinética de crecimiento para la Saccharomyces cerevisiae ATCC 4921 111
5.2 Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 119
5.3 Cinética de crecimiento de la Kluyveromyces marxianus CECT 10875
termotolerante
127
5.4 Comparación de los parámetros de crecimiento y producción de etanol de
las tres levaduras estudiadas
134
CAPÍTULO VI. BIOCONVERSIÓN DEL MATERIAL LIGNOCELULÓSCIO A
ETANOL
136
6.1 Proceso de hidrólisis y fermentación por separado (SHF) 136
6.2 Proceso de sacarificación y fermentación simultánea (SSF) 141
6.3 Proceso de sacarificación y fermentación simultánea con recarga de
biomasa (Fed batch SSF)
148
6.4 Proceso de sacarificación y fermentación simultánea con pre hidrólisis
(NSSF)
150
CONCLUSIONES 153
RECOMENDACIONES 156
REFERENCIAS BIBLIOGRÁFICAS 157
ÍNDICE DE TABLAS 168
INDICE DE FIGURAS 171
ANEXOS 176

Urribarrí C., Lauris K. Sacarificación y fermentación simultánea del bagazo de caña de azúcar tratado con amoníaco. Tesis Doctoral para optar al Título de Doctora en Química. Universidad del Zulia. Facultad Experimental de Ciencias. División de Estudios para Graduados. Maracaibo, Venezuela. 2011. 198 p.
RESUMEN
El objetivo de este trabajo fue la producción de etanol por sacarificación y fermentación simultánea (SSF) del bagazo de caña de azúcar tratado con amoníaco. Se evaluó el efecto del tratamiento amoniacal a diferentes cargas de amoníaco (0,25; 0,5; 1 y 1,25 kg/kg m.s.) y humedades (30 y 50%) sobre la fracción de carbohidratos y sobre la producción de azúcares por hidrólisis enzimática del bagazo utilizando tres concentraciones de sustrato (2,5; 3,75 y 5% p/v) y dos dosis de enzimas (2 y 5 UI/g m.s.) por 72 h. Además se evaluó la eficiencia de dos enzimas celulolíticas comerciales (celulasas de Trichoderma reesei y Accellerase 1000). Se estudiaron las condiciones de crecimiento de tres microorganismos etanologénicos para ser usados en SSF, las levaduras Saccharomyces cerevisiae ATCC 4921, Kluyveromyces marxianus ATCC 8554 y Kluyveromyces marxianus termotolerante CECT 10875, variando el pH (4,8-6) y la temperatura (35 - 42°C). La SSF se llevó a cabo por 96h a 37 o 42°C, según el microorganismo utilizado. El contenido de fibra se determinó por el método de Goering y Van Soest, los azúcares liberados en la hidrólisis se midieron con el método del ácido 3,5 dinitrosalicílico y el etanol producido por cromatografía de gases. El mejor tratamiento correspondió a la combinación de carga de amoníaco 1,25 kg/kg m.s. con 30% de humedad a 100°C y permitió solubilizar el 43% de la hemicelulosa, el 25% de celulosa con el consiguiente aumento del contenido de carbohidratos solubles (98%) y el 19% de la lignina con respecto al material no tratado. Se obtuvo para el material tratado una máxima conversión de azúcares de 43,42% con respecto al valor teórico, para una dosis de enzimas de 5 UI/g m.s. y una concentración de 5% de sólidos a las 72 h (dos veces mayor que para el bagazo no tratado), sugiriendo que las condiciones del tratamiento amoniacal deben ser más severas. El complejo enzimático Accellerase 1000 mostró un aumento del 20% en la conversión con respecto al otro complejo. Los rendimientos de etanol con respecto al valor teórico para el material tratado utilizando las diferentes levaduras por SSF estuvieron en el rango de 55-71%, 1,85 veces superiores a los obtenidos para el material no tratado. Los rendimientos más altos se obtuvieron para la levadura Kluyveromyces marxianus termotolerante CECT 10875. Palabras clave: bagazo de caña de azúcar, hidrólisis enzimática, tratamientos amoniacales, producción de etanol, SSF. e-mail:[email protected]

Urribarrí C., Lauris K. Simultaneous saccharification and fermentation of ammonia treated sugar cane bagasse. Tesis Doctoral para optar al Título de Doctora en Química. Universidad del Zulia. Facultad Experimental de Ciencias. División de Estudios para Graduados. Maracaibo, Venezuela. 2011. 198 p.
ABSTRACT
The objective of this work was the production of ethanol by simultaneous saccharification and fermentation (SSF) from sugar cane bagasse treated with ammonia. The effect of the ammonia treatment at different ammonia loadings (0.25; 0.5; 1 and 1.25 kg/kg dry matter) and moisture contents (30 and 50%) on the fraction of carbohydrates and on the production of sugars by enzymatic hydrolysis of bagasse using three substrate concentrations (2.5; 3.75 and 5% w/v) and two doses of enzymes (2 and 5 IU/g dm) for 72 h, was determined. In addition, the efficiency of two commercial cellulolytic enzymes (Trichoderma reesei cellulases and Accellerase 1000) was evaluated. The conditions of growth of three ethanologenic microorganisms to be used in SSF, the yeasts Saccharomyces cerevisiae ATCC 4921, Kluyveromyces marxianus ATCC 8554 and thermotolerant Kluyveromyces marxianus CECT 10875, were studied by changing the pH (4,8-6) and the temperature (35 - 42°C). The SSF was carried out for 96h at either 37 or 42°C, according to the microorganism. The fiber content was determined by the Goering and Van Soest method, and the sugars released in the hydrolysis were measured with the 3.5 dinitrosalicylic acid method and the ethanol produced by gas chromatography. The best treatment which was the combination of a load of 1.25 kg ammonia/kg d.m. with 30 % moisture content at 100°C, allowed the solubilization of 43 % of the hemicellulose, 25 % of the cellulose with the consequent increase of the content of soluble carbohydrates (98%) and 19% of the lignin with respect to the untreated treated material. A maximum conversion of sugars of 43.42% with respect to the theoretical value was obtained for an enzyme dose of 5 IU/g d.m. and a concentration of 5% solids at 72 h (2 - fold greater than untreated bagasse). This suggests to use more severe ammonia treatment conditions. The enzymatic complex Accellerase showed a 20% conversion increase with respect to the other complex. The SSF ethanol yields with respect to the theoretical value for the treated material using the different yeasts were in the range of 55-71%, 1.85 times higher than those obtained for the untreated material. The greatest yields were obtained for the thermotolerant yeast Kluyveromyces marxianus CECT 10875.
Words key: Sugar cane bagasse, enzymatic hydrolysis, ammonia treatments, ethanol production, SSF. e-mail:[email protected]

INTRODUCCIÓN
La disminución inevitable de la oferta de petróleo en el mundo, aunado al consecuente
incremento de su precio e impacto negativo sobre el medioambiente, ha aumentado el
interés en fuentes de energía alternativas. El petróleo suple el 97% de la energía
utilizada para el transporte, por lo que se ha planteado la posibilidad de utilizar alcohol
como combustible, y ya son varios los países que lo utilizan como etanol puro o
mezclado con gasolina (Brasil, USA)1. Por otro lado, se busca introducir combustibles
no contaminantes para mejorar la calidad del aire, al tiempo que se hace un mejor uso
de los recursos naturales renovables, generando un amplio estímulo al desarrollo del
campo y reduciendo emisiones de gases del efecto invernadero.
El efecto invernadero es el fenómeno natural mediante el cual la atmósfera de la tierra
atrapa y mantiene el calor generado por el sol. Sin embargo, una alta concentración de
los gases invernaderos (dióxido de carbono, ozono, metano, óxidos de nitrógeno, entre
otros) contribuyen a la acumulación de más calor del necesario y son los responsables
de los cambios en los patrones climáticos, temperatura y procesos atmosféricos. Esto
ha propiciado el establecimiento de convenios y regulaciones para limitar las emisiones
de CO2 a la atmósfera, que es el principal responsable del efecto invernadero por estar
presente en mayor concentración. Entre estas regulaciones está el Protocolo de Kyoto
establecido el 11 de diciembre de 1997, en el cual se obliga a los países
industrializados a reducir las emisiones de gas invernadero en un 5% con respecto a los
valores del año 1990 para el periodo compromiso 2008-20122.
La producción y utilización de etanol puede ayudar a reducir la acumulación de CO2 de
manera significativa. Sustituyendo total o parcialmente el uso de los combustibles
fósiles, se evitan las emisiones producto de su combustión, provocando que no haya un
aumento neto del contenido de CO2, ya que el producido durante la obtención del etanol
vía fermentativa es también parte del ciclo del carbono3, por lo que es usado para la
síntesis de la celulosa y otros carbohidratos durante el ciclo de fotosíntesis por las
plantas4, estableciéndose a futuro un balance entre el CO2 generado y el consumido en
la fotosíntesis y un ciclo en la producción de biomasa y combustible. Adicionalmente, la
toxicidad de las emisiones provenientes de la producción de etanol es menor que las

18
generadas de los combustibles fósiles5. El bioetanol es el único combustible líquido que
no contribuye al efecto de los gases invernaderos6. El etanol es también una alternativa
más segura al metil terbutil eter (MTBE), que es el aditivo más común usado en la
gasolina para proveer una combustión completa7,8. El MTBE es un compuesto químico
tóxico y ha sido encontrado como contaminante en los cuerpos de agua, es por eso que
la Agencia de Protección Medioambiental de USA en el año 2000 inició una acción
regulatoria para eliminar su adición a la gasolina9.
En la actualidad, la producción de etanol en el hemisferio norte está basada en la
utilización de los cereales (extracción del almidón seguida de hidrólisis ácida o
enzimática para producir los azúcares) mientras que en el sur se emplea la caña de
azúcar, por su adaptación a las condiciones climáticas. Canadá, por ejemplo, produce
cerca de 238 millones de litros de etanol, donde el 73% es obtenido casi
exclusivamente del almidón de maíz10, por lo que adoptar una tecnología soportada en
un sustrato como éste no es viable, puesto que Venezuela solo produce el 10% del
maíz que consume. Por otro lado, en Brasil, la producción de etanol se realiza a través
de la fermentación microbiana de los azúcares obtenidos del jugo de caña de azúcar,
por lo que el proceso como tal se hace costoso puesto que la materia prima principal
(jugo de caña) tiene también otros usos, como la producción de sacarosa o azúcar de
mesa11. El costo de sustratos como la caña de azúcar y el maíz puede representar el
40% del costo del bioetanol12, por lo que los esfuerzos recientes se han concentrado en
la utilización de materiales lignocelulósicos que son más abundantes, tienen menor
precio y muchos son residuos agroindustriales.
Los materiales lignocelulósicos representan la mayor fuente de celulosa y hemicelulosa
de la naturaleza; y han sido reconocidos como una fuente potencial renovable, de bajo
costo para la obtención de de azúcares fermentables para la producción de etanol como
combustible y otros productos de alto valor agregado principalmente por procesos
biotecnológicos y/o termoquímicos13. La utilización de la biomasa lignocelulósica
(producción de biocombustibles de segunda generación) tiene como ventaja el hecho
de que no se pone en riesgo la seguridad alimentaria de la población, ya que no se
compite con la producción de alimentos. Su utilización permite la disposición de los
materiales producidos como subproducto, residuo o desecho, contribuyendo con el

19
ambiente y generando productos que permiten mantener el balance de carbono y de
gases que pueden comprometer el clima en el planeta. Sin embargo, la organización e
interacción de los polímeros de la pared celular constituye una barrera que imposibilita
convertir las fibras (celulosa y hemicelulosa) en azúcares con altos rendimientos, por lo
que es necesario someterlos a pretratamientos físico-químicos14 que minimicen las
barreras estructurales, incrementando su susceptibilidad química y enzimática. Los
procesos amoniacales son una excelente alternativa porque el agente volátil se
recupera con facilidad y las condiciones del proceso son relativamente suaves lo que
garantiza una mínima degradación de la biomasa15.
La producción de combustibles líquidos a partir de materiales lignocelulósicos no es
competitiva aún en relación con los combustibles obtenidos del petróleo, sin embargo,
si se dispone de grandes cantidades de un desecho agroindustrial y de un tratamiento
físico-químico económico, es posible lograr una producción rentable de bioetanol. En
Venezuela, es posible alcanzar ambos objetivos, puesto que, el bagazo de caña de
azúcar es el tercer desecho agroindustrial más importante del país (después del follaje
de yuca y la paja de arroz), con una producción aproximada de 1.580.000 toneladas por
año16, y su utilización apenas alcanza el 50% del volumen producido. Tradicionalmente,
el bagazo de caña de azúcar ha sido quemado para la producción modesta de cierta
cantidad de energía y como una forma de limitar la disposición final de este desecho. El
alto contenido de carbohidratos (60%), lo hace un sustrato atractivo para la
sacarificación (producción de azúcares) que mediante un proceso fermentativo se
convierten en bioetanol.
Se cuenta además con la tecnología, el pretratamiento de Presurización y
Despresurización Amoniacal (PDA)17, el cual es un tratamiento con amoníaco en fase
líquida a temperatura de reacción, por tiempos entre 2 y 5 min, seguido de una
descompresión, que origina un doble efecto: rompimiento de ciertos enlaces tipo éster
que mantienen unidos los constituyentes de la matriz lignocelulósica, y como
consecuencia de ésto, ocurre un hinchamiento de la fibra, desacetilación de la
hemicelulosa18, mayor área superficial y mayor reactividad química y enzimática, lo que
aumentará la conversión de la fibra en azúcares. De esta manera se han logrado
eliminar ciertas barreras estructurales que hacen de los materiales lignocelulósicos una

20
matriz química compleja, entre éstas sobresalen la alta cristalinidad de la celulosa, alto
contenido de lignina, elevada acetilación de la hemicelulosa y alto grado de enlace
entre estas moléculas. Además se han optimizado la carga de amoníaco, la humedad
del material, el tiempo de adición de amoníaco y la temperatura del proceso, entre otras
variables, para varios materiales15,19,20. Venezuela, por otra parte es el principal
productor de amoníaco de Suramérica, y actualmente la industria está en etapa de
expansión.
La producción de etanol a partir del bagazo de caña de azúcar requiere de sistemas
multienzimáticos para la producción de azúcares, que ataquen tanto a la celulosa como
a la hemicelulosa sinergísticamente, de alta termoestabilidad, alta afinidad por los
sustratos, alta actividad específica y reducida adsorción no específica a la lignina. Por
otro lado, es necesario disponer de microorganismos que conviertan los azúcares en
etanol preferiblemente en forma simultánea con la sacarificación. Actualmente existen
levaduras y bacterias recombinantes que fermentan tanto hexosas (glucosa), como
pentosas (xilosa y arabinosa). Un microorganismo productor de etanol ideal debe
además ser resistente a los monómeros de lignina, acetatos y otros productos
inhibitorios1 que pueden producirse durante el pretratamiento. La selección de un
microorganismo para la producción de etanol determina la temperatura de la
fermentación y los nutrientes que acompañan a los azúcares, los cuales son fuente de
carbono.
Actualmente, el bioetanol se produce principalmente por sacarificación y fermentación
simultánea debido a que se usa menor cantidad de enzimas para lograr la misma
productividad21,22, se elimina la inhibición por retroalimentación de las enzimas por
azúcares, se obtienen altos rendimientos del producto, se utiliza sólo el 50 % de los
fermentadores requeridos y además la presencia de etanol hace a la mezcla menos
vulnerable a la contaminación9,23 que en procesos de sacarificación y fermentación por
separado, pero presenta como limitación lograr condiciones óptimas de trabajo tanto
para las enzimas como para los microorganismos participantes en el proceso.
El objetivo de este trabajo fue convertir la fibra lignocelulósica del bagazo de caña de
azúcar tratado con PDA mediante sacarificación y fermentación simultánea a bioetanol.
Para esto, se plantearon los siguientes objetivos específicos:

21
Determinar las condiciones adecuadas de tratamiento de presurización y
despresurización amoniacal (carga de amoníaco y humedad) del bagazo de caña de
azúcar.
Evaluar el efecto de la dosis de enzima (2 y 5 UI/g sustrato) sobre el rendimiento de la
hidrólisis enzimática para la producción de azúcares del bagazo de caña de azúcar.
Determinar la condiciones de crecimiento, pH y temperatura, de tres microorganismos
productores de etanol (Saccharomyces cerevisiae ATCC 4921, Kluyveromyces
marxianus ATCC 8554 y Kluyveromyces marxianus termotolerante CECT 10875).
Aplicar la sacarificación y fermentación simultánea del bagazo de caña de azúcar
tratado con PDA para la producción de etanol.

22
CAPÍTULO I
FUNDAMENTOS TEÓRICOS
1.1 Biocombustibles
El término biocombustibles engloba a todos aquellos combustibles sólidos, líquidos o
gaseosos derivados de material biológico muerto recientemente. Se distinguen de los
combustibles fósiles en que éstos provienen de material biológico muerto que se ha
acumulado desde hace millones de años. Los biocombustibles pueden ser producidos
teóricamente de cualquier fuente de carbono, aunque los sustratos más ampliamente
utilizados son las plantas fotosintéticas.
Las dos estrategias más comunes para la producción de biocombustibles son: i) cultivar
plantas que posean un alto contenido de azúcar (caña de azúcar, remolacha y el sorgo
dulce) o almidón (maíz), que son sometidos a un proceso fermentativo para la
producción de alcohol etílico, BIOETANOL; y ii) cultivar plantas que contengan gran
cantidad de aceites vegetales, tales como el aceite de palma o soya, que pueden ser
utilizados directamente o pueden ser procesados químicamente para producir
BIODIESEL24.
Los biocombustibles ofrecen la posibilidad de producir energía sin que ocurra un
incremento neto de carbono en la atmósfera porque las plantas utilizadas para la
producción del combustible pueden remover el CO2 mediante la fotosíntesis3, cosa que
no ocurre con los combustibles fósiles los cuales retornan al aire el carbono que ha sido
almacenado debajo de la superficie de la tierra por millones de años. De aquí que los
biocombustibles no contribuyan al aumento en la atmósfera de los gases invernaderos,
característica importante ya que, los esfuerzos mundiales están concentrados en
disminuir la emisión de estos gases, principalmente CO2, y para ello se han establecido
acuerdos internacionales entre los cuales el más publicitado ha sido el Protocolo de
Kyoto2, cuyo objetivo es conseguir que los países del Anexo I del Protocolo (Canadá,
Europa y la ex -U.R.S.S.) logren reducir un 5,2% las emisiones de gases de efecto
invernadero sobre los niveles de 1990 para el periodo 2008-2012, siendo el único
mecanismo internacional para hacer frente al cambio climático y minimizar sus
23
impactos. Hoy por hoy, la Organización de las Naciones Unidas a través del Banco
Mundial ofrece en la Unión Europea un bono económico, llamado “Bono o crédito CO2”,
para aquellos países que reduzcan la producción de CO2 por encima de lo
comprometido en el protocolo de Kyoto y para las empresas que presenten proyectos
orientados hacia la disminución de las emisiones del mismo a la atmósfera, mostrando
ésto el gran interés que existe por evitar o disminuir el calentamiento global. Hasta 2008
se habían invertido US $850 millones25.
La discusión del tema de los biocombustibles es un asunto que ha tomado
protagonismo en una variedad de asuntos internacionales, como: la mitigación de los
niveles de las emisiones de CO2 y el precio del petróleo, el debate de alimentos contra
combustibles, deforestación y erosión, impacto sobre los cuerpos de agua y el balance
de energía y eficiencia.
Los biocombustibles se utilizan principalmente en el sector transporte24 como:
a) Biodiesel: Intentando reemplazar total o parcialmente al diesel utilizado en los
motores diesel.
b) Bioetanol: Intentando reemplazar completamente o parcialmente a la gasolina de
95 octanos. Las combinaciones de bioetanol con gasolinas se identifican con la
letra “E”, seguida del número que indica el porcentaje del producto contenido por
volumen en la mezcla del biocombustible. En el mercado se comercializa bajo
diferentes mezclas:
- E10: 10% etanol; 90% gasolina de 95 octanos
- E-85: 85% etanol; 15% gasolina de 95 octanos
- E100: etanol 100%
Las mezclas hasta E15 pueden emplearse sin realizar cambios en el motor.
Actualmente, la utilización de biocombustibles está justificada por la reducción de las
emisiones de CO2 a la atmósfera al ser utilizado como sustituto parcial o total de la
gasolina (Tabla 1), sin embargo, económicamente su producción y precio en el mercado
no es competitiva con los combustibles fósiles, por lo que se buscan alternativas menos

24
costosas y eficientes, en cuanto a la materia prima utilizada y los procesos tecnológicos
aplicados para tal fin.
En la Tabla 1 se muestran las emisiones de CO2 para la gasolina, etanol puro y el E85
en términos de la energía producida por éstos en los motores de los vehículos. (En
términos de energía 1 L de E85 es equivalente a 0,696 L de gasolina).
Tabla 1. Emisiones de CO2 para la gasolina, etanol puro y el E85.
Gasolina 95 Etanol E85
73,15 g/Mj 51,31 g/Mj 56,17 g/Mj
Fuente: Hernández y Rodríguez, 200924
.
En cuanto a las emisiones de CO2, Hernández y Rodríguez (2009)24 reportan que en
España la utilización de gasolina produce un 32,23% más CO2 por unidad de energía
que el E85. Existe controversia en cuanto a la evaluación de las emisiones de CO2 y el
balance de energía del etanol, debido a que muchos autores argumentan que si el
material que se utiliza para la producción de éste requiere de más energía del tipo fósil
para su procesamiento que la que el etanol como combustible puede proveer, existirá
un balance negativo de CO2, por lo que no justificaría su uso ante la gasolina. Sin
embargo, esta situación puede ser solventada si las tecnologías usadas desde la
siembra hasta el procesamiento de la materia prima para la producción de etanol
garantizan el empleo de combustibles no fósiles. Otro aspecto a tomar en cuenta es
que la necesidad de proveer materias primas puede obligar al mantenimiento de un solo
tipo de cultivo, lo que tiene consecuencias adversas en la conservación de los suelos, la
diversidad y por lo tanto, el concepto de sustentabilidad debe ser aplicado.
1.2 Bioetanol
El Bioetanol es un combustible líquido renovable amigable con el ambiente que puede
producirse a partir de gran variedad de materias primas, tales como: i) azúcar (de la
caña de azúcar, remolacha) o almidón (maíz y trigo) y ii) biomasa lignocelulósica. La
caña de azúcar es la principal materia prima para la producción de Bioetanol en Brasil

25
mientras que el maíz y la remolacha son las mayores fuentes en Estados Unidos y la
Unión Europea, respectivamente26. Dependiendo de la materia prima utilizada los
biocombustibles pueden clasificarse en: Combustibles de Primera Generación, basados
en la utilización de azúcar y almidón de los cultivos a través de tecnologías de
producción tradicional; y de Combustibles de Segunda Generación, que contemplan el
uso de material lignocelulósico. Recientemente, se ha adicionado un nuevo grupo de
biocombustibles llamados Combustibles de Tercera Generación, para cuya producción
se utilizan las algas como fuente renovable de biomasa27. Se utilizan las microalgas
principalmente para la producción de biodiesel28 y actualmente no existe ningún
proceso industrializado para la obtención de etanol a partir de esta biomasa.
La producción de los combustibles de primera generación se hace través de la
fermentación directa de los azúcares contenidos en la biomasa y es el método menos
complejo para la producción de etanol. Aunque el costo de preparación del bioetanol a
partir de los azúcares es bajo, el costo de la materia prima es considerablemente alto.
La producción basada en cultivos es limitada puesto que no existen suficientes tierras
cultivables. El reemplazo de los cultivos destinados para alimentos por los cultivos
destinados para la producción de energía genera un incremento en el precio de los
alimentos y puede llevar a un problema de escasez, además de los problemas que trae
consigo el cultivo extensivo de estas plantas relacionado con la contaminación de la
tierra con fertilizantes y pesticidas, erosión del suelo, reducción de la biodiversidad,
pérdida del control biológico del ecosistema y emisiones del gas invernadero29,30. De
aquí que, con la explosión demográfica actual, el debate más importante en este tema
es si se utilizan estos cultivos para la producción de etanol o para suplir las demandas
nutricionales de la población.
Para Venezuela adoptar una tecnología soportada en sustratos como el maíz y el jugo
de caña de azúcar, no es viable, puesto que solo producimos el 10% del maíz que se
consume y el jugo de caña se utiliza para la producción de azúcar de mesa. El costo de
sustratos como la caña de azúcar y el maíz puede representar el 40% del costo del
bioetanol12, por lo que los esfuerzos recientes se han concentrado en la utilización de
materiales lignocelulósicos.

26
La biomasa lignocelulósica y los residuos agroindustriales, incluyendo residuos de
cultivos31, pastos, aserrín y astillas de madera32, lodos y excremento animal33 son una
alternativa de bajo costo para ser utilizadas como materia prima, la cual puede ser
transformada enzimáticamente a azúcares fermentables para la subsecuente
producción de biocombustibles1,5,23.
La reducción de los gases causantes del efecto invernadero es la principal ventaja de
utilizar biomasa para la producción de etanol. Combinado con la gasolina reduce las
emisiones de material particulado que causa daños en la salud de los seres vivos, emite
menos cantidades de monóxido de carbono (CO) y óxidos de nitrógeno1 después de la
combustión comparado con el uso de la gasolina sola, porque actúa como agente
oxidante de manera que garantiza que la combustión sea completa, convirtiéndolo en
una alternativa más segura al metil terbutil eter (MTBE), que es el aditivo más común
usado en la gasolina para proveer una combustión limpia7,8. La combustión completa
del etanol reduce entre 20 y 30% los precursores del ozono. Por otro lado, su grado de
ignición es menor al de la gasolina, por consiguiente es más seguro, con un grado de
octanaje más elevado25.
Entre las desventajas25 del uso de etanol como combustible se tienen:
Las emisiones de acetaldehído son más altas que las producidas por la gasolina.
Sin embargo, la emisión de acetaldehído causa menos efectos adversos a la
salud en comparación al formaldehído emitido en los motores de gasolina34.
Al contener 66% de la energía de similar volumen de gasolina, requiere que el
tanque se llene más frecuentemente. Esta situación es compensada por el
ahorro que le significa al conductor el menor precio de este biocombustible.
Para utilizar el bioetanol al 100% (E100) resulta necesario efectuar algunas
modificaciones en el motor del vehículo que utilizará el biocombustible, a fin de
alcanzar el mejor nivel de desempeño posible. Entre estas modificaciones
podemos citar que se deben cambiar las bujías y algunas mangueras, alterar la
relación de consumo biocombustible/aire, y aumentar la compresión del motor.
Su elevado nivel de disolución en agua, así como su característica disolvente
genera algunos inconvenientes en su almacenamiento y transporte, los cuales
27
son solucionables con el manejo del mismo con un grado de máxima
estanqueidad, así como un trato determinado de los espacios de
almacenamiento. Un motor que funcione con bioetanol tiene un 30% de potencia
más que un motor que funcione a gasolina, sin embargo, consume este mismo
porcentaje más de alcohol, con lo cual en términos de consumo, el beneficio
resulta nulo, si no tomamos en cuenta el menor costo.
Existe una gran cantidad de trabajos que basan la obtención de bioetanol en el uso de
residuos lignocelulósicos, sin embargo, la factibilidad del uso como materia prima está
limitada por los bajos rendimientos del proceso de hidrólisis que hace necesario el uso
de pretratamientos para aumentar la reactividad de la biomasa y disminuya la presencia
de la lignina, que resulta muy difícil de degradar biológicamente y no es fermentable; y
por el costo de las enzimas hidrolíticas. Es por eso que los esfuerzos están enfocados
en producir las enzimas in situ para evitar el uso de enzimas comerciales, modificar
genéticamente los microorganismos utilizados para la fermentación, de manera de
hacerlos más eficientes, y utilizar procesos de producción simultáneos que permitan
aumentar la productividad de etanol, reducir tiempo y disminuir a la mitad el número de
reactores necesarios23.
En la actualidad, en los procesos de producción de combustibles de primera generación
se está planeando utilizar a la par los residuos lignocelulósicos generados, de manera
de disminuir los problemas que esta práctica trae consigo, produciendo tanto
combustibles de primera como de segunda generación.
En Venezuela, la producción de bioetanol de segunda generación es perfectamente
posible y rentable si se dispone de un desecho abundante y de un pretratamiento que lo
haga más susceptible al ataque enzimático y así obtener alto rendimientos de etanol.
1.3 Potencial del bagazo de caña de azúcar para la producción de bioetanol
El bagazo de caña es el subproducto o residuo de los centrales azucareros, el cual se
genera después de la extracción del jugo de caña de azúcar. Es un desecho
agroindustrial que representa el 25% del total de la caña de azúcar procesada. En

28
Venezuela, el bagazo de caña de azúcar es el tercer desecho agroindustrial más
importante (después del follaje de yuca y la paja de arroz), con una producción anual
aproximada de 1.580.000 toneladas por año16.
El bagazo de caña de azúcar está constituido principalmente por celulosa (25-50%),
hemicelulosa (15-30%) y lignina (12-18%)35. Por ser un residuo abundante de poco
valor comercial, se le ha tratado de dar algunos usos: 1. Fuente para la producción de
vapor, pero suele estar como excedente en el orden del 50%, con consecuencias
nocivas para el ambiente; 2. Por su alto contenido energético (equivalente a 60% de
carbohidratos), podría ser aprovechado por los animales rumiantes, sin embargo, ésto
no ha sido posible por la baja digestibilidad ruminal del material, debido al alto
contenido de lignina, y la intrincada matriz fibrosa (celulosa-hemicelulosa-lignina) que
presenta; y 3. Sustrato para la producción de etanol para usarlo como combustible. Es
la presencia de los carbohidratos, celulosa y hemicelulosa, lo que hace a este material
atractivo para la producción de bioetanol, ya que éstos pueden ser hidrolizados y los
azúcares fermentables liberados pueden ser convertidos en bioetanol1,5,23. Sin
embargo, la compleja estructura vegetal resulta muy difícil de degradar, por lo que es
necesario aplicar pretratamientos que aumenten la susceptibilidad química y enzimática
del mismo.
1.4 Componentes de la biomasa lignocelulósica
1.4.1Celulosa
La celulosa es el componente más abundante en la naturaleza. Es el mayor
constituyente de las fibras vegetales y está asociada químicamente a la lignina y a la
hemicelulosa. La celulosa (Figura 1), es un homopolímero lineal de residuos de D-
glucopiranosa unidos por enlaces (1-4), donde cada residuo glicosilo presenta una
rotación de 180° con respecto a los residuos contiguos. La ausencia de cadenas
laterales, unidas a la estructura lineal de las cadenas de (1-4) glucano, permite la
formación de agregados moleculares (microfibrillas) estabilizados por puentes de
hidrógeno intermoleculares, confiriéndole una estructura cristalina insoluble en
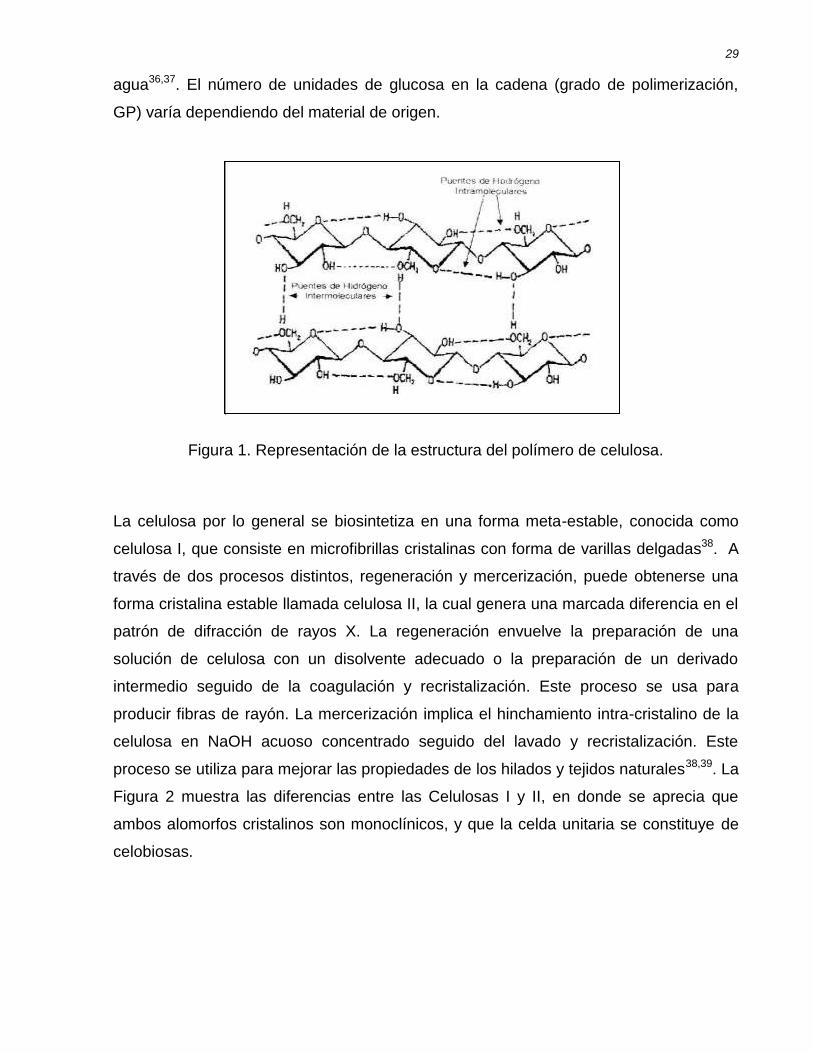
29
agua36,37. El número de unidades de glucosa en la cadena (grado de polimerización,
GP) varía dependiendo del material de origen.
Figura 1. Representación de la estructura del polímero de celulosa.
La celulosa por lo general se biosintetiza en una forma meta-estable, conocida como
celulosa I, que consiste en microfibrillas cristalinas con forma de varillas delgadas38. A
través de dos procesos distintos, regeneración y mercerización, puede obtenerse una
forma cristalina estable llamada celulosa II, la cual genera una marcada diferencia en el
patrón de difracción de rayos X. La regeneración envuelve la preparación de una
solución de celulosa con un disolvente adecuado o la preparación de un derivado
intermedio seguido de la coagulación y recristalización. Este proceso se usa para
producir fibras de rayón. La mercerización implica el hinchamiento intra-cristalino de la
celulosa en NaOH acuoso concentrado seguido del lavado y recristalización. Este
proceso se utiliza para mejorar las propiedades de los hilados y tejidos naturales38,39. La
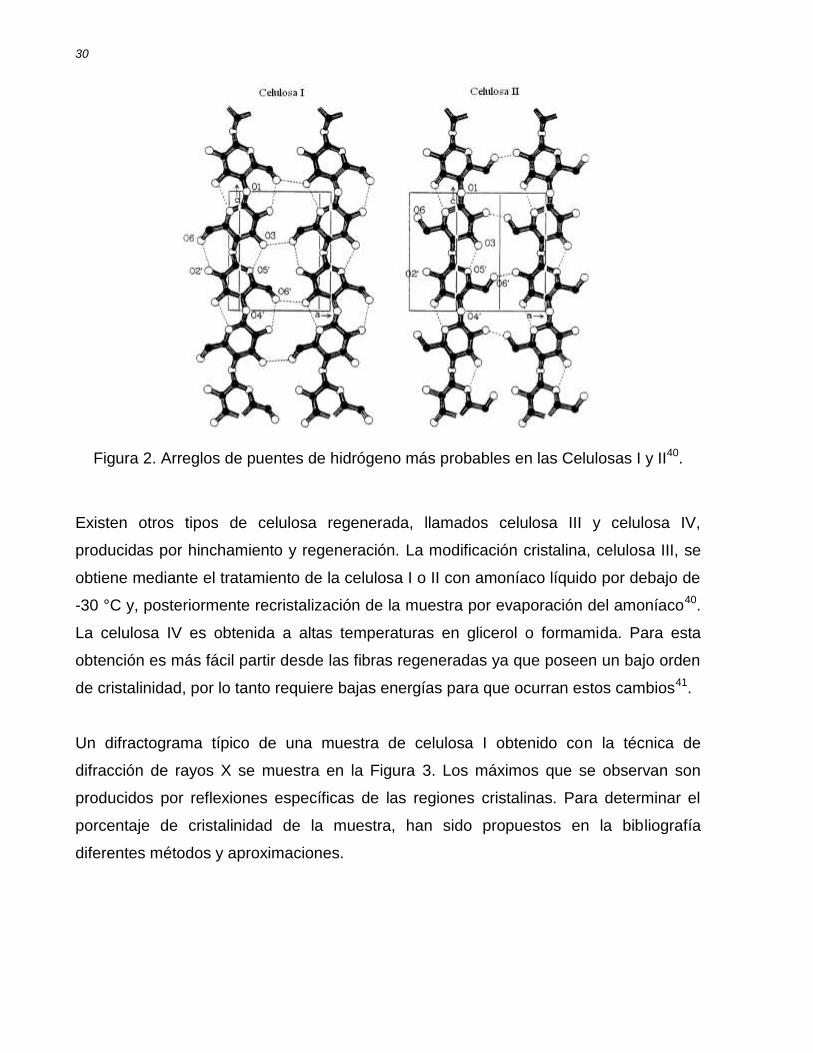
Figura 2 muestra las diferencias entre las Celulosas I y II, en donde se aprecia que
ambos alomorfos cristalinos son monoclínicos, y que la celda unitaria se constituye de
celobiosas.
30
Figura 2. Arreglos de puentes de hidrógeno más probables en las Celulosas I y II40.
Existen otros tipos de celulosa regenerada, llamados celulosa III y celulosa IV,
producidas por hinchamiento y regeneración. La modificación cristalina, celulosa III, se
obtiene mediante el tratamiento de la celulosa I o II con amoníaco líquido por debajo de
-30 °C y, posteriormente recristalización de la muestra por evaporación del amoníaco40.
La celulosa IV es obtenida a altas temperaturas en glicerol o formamida. Para esta
obtención es más fácil partir desde las fibras regeneradas ya que poseen un bajo orden
de cristalinidad, por lo tanto requiere bajas energías para que ocurran estos cambios41.
Un difractograma típico de una muestra de celulosa I obtenido con la técnica de
difracción de rayos X se muestra en la Figura 3. Los máximos que se observan son
producidos por reflexiones específicas de las regiones cristalinas. Para determinar el
porcentaje de cristalinidad de la muestra, han sido propuestos en la bibliografía
diferentes métodos y aproximaciones.

31
Figura 3. Difractograma típico de la Celulosa I42.
Una aproximación simple y utilizada por muchos autores, consiste en tomar del
difractograma la intensidad de un máximo y de un mínimo apropiados para dar un
“índice de cristalinidad” (CrI) definido como43:
1001100
002002
002 xI
Ix
I
IICrI amam
(1)
donde I002 (Tot. h en la Figura 4) es la intensidad del pico cristalino en el máximo de 2
entre 22° y 23° para la celulosa I (entre 18° y 22° para la celulosa II) y Iam (Amorph. h en
la Figura 4) es la intensidad en el mínimo a 2 entre 18° y 19° para la celulosa I (entre
13° y 15° para la celulosa II).
Utilizando la técnica de FTIR, es posible estudiar la cristalinidad de polímeros
celulósicos constituidos por celulosa I o II y mezclas de ambos constituyentes, haciendo
uso de las consideraciones propuestas por Nelson y O’Connor (1964)44, que basan el
cálculo y análisis en las relaciones de las intensidades de bandas definidas 1420/893
cm-1 y 1375/2902 cm-1.
La relación de intensidades 1420/893 cm-1 definida como el índice de orden lateral
(IOL)45, se usa para muestras que contienen celulosa I o II, pero presenta limitaciones
para la mezcla de ambos constituyentes. Para las muestras de celulosa I, se aprecia
una disminución de la relación a medida que disminuye la cristalinidad de la muestra,

32
mientras que para la celulosa II la relación aumenta ante la disminución de la
cristalinidad.
La relación de intensidades 1375/2902 cm-1 llamada índice de cristalinidad total (ICT)44
tiene la ventaja, frente al IOL, que puede aplicarse a muestras que contienen celulosa I
o II, y a la mezcla de ambos constituyentes.
1.4.2 Hemicelulosa
La hemicelulosa es un heteropolisacárido constituido por una cadena central de xilosa
unida por enlaces (1-4) glicosídicos con un alto grado de polimerización y ramificación.
Los sustituyentes más comunes presentes en los residuos de la cadena de D-
xilopiranosilos son los grupos acetilos que esterifican los carbonos dos y tres (C2 y C3)
de la xilosa, la L-arabinosa que se une mediante enlace glicosídico (13) a la cadena
central de xilosa, el ácido glucurónico que se une a través de enlace glicosídico (12)
a los residuos de xilosa, y otros como el ácido p-cumárico y el ácido ferúlico que
esterifican a la L-arabinosa36 (Figura 4).
Figura 4. Representación de la estructura del polímero de hemicelulosa.
HOOC
HOOC
ácido p-cumáricoácido [4-metoxil]-D-glucurónico
ácido D-glucurónico
L-arabinof uranosa
ácido f erúlico
cadena central de D-xilopiranosa
O
HOH
HH
H
H
OOH
OH
O
HO
HH
H
H
OOH
H
O
HOH
HH
H
H
OOH
H
O
HOH
HH
H
H
OHO
H
O
OH
HH
H
H
H OHOH
O
HO
HH
H
H
OH
OH
O
OH
HH
H
H
H OHOCH3
OH
OH
H
H
OH
CH2
H
O
OH
OCH3
C
O
OH O
HO
HH
H
H
H
O
OH
O O
CH3

33
La hemicelulosa, debido a su ramificación y naturaleza amorfa, es relativamente fácil de
hidrolizar. Es menos resistente a la degradación química que la celulosa y se puede
definir como un carbohidrato soluble en álcali diluido, el cual también se hidroliza con
tratamientos ligeramente ácidos. Es la fracción de la pared celular más asociada a la
lignina.
1.4.3 Lignina
La lignina es un polímero, no carbohidrato, que proporciona el soporte estructural a las
paredes celulares de las plantas. Aumenta conforme la planta madura y sus ligaduras
químicas, en especial con la celulosa y la hemicelulosa, reducen en forma notable la
reactividad de esta última. La lignina (Figura 5), está constituida por unidades de
fenilpropano derivados casi exclusivamente de los ácidos p-cumárico, ferúlico y sinápico
(Figura 6), unidos entre sí por enlaces carbono-carbono (C-C) o éter (C-O-C)36,46. Se
distinguen dos tipos de ligninas, la lignina central, que es un polímero muy condensado
de alto peso molecular con dos o más enlaces covalentes entre monómeros, y la lignina
no central que está compuesta principalmente de los ácidos fenólicos p-cumárico y
ferúlico esterificados a la lignina central o a la hemicelulosa47.
La lignina forma un sello hidrofóbico alrededor de la celulosa y la hemicelulosa,
actuando como una barrera para la degradación por enzimas y microorganismos48. La
combinación de lignina y hemicelulosa proporciona una capa protectora alrededor de la
celulosa, la cual puede ser modificada o removida eficientemente antes de que pueda
ocurrir la hidrólisis de la celulosa, ya que esta capa contribuye a hacer insoluble la
estructura cristalina de la celulosa y a hacerla resistente a cualquier ataque49.

34
Figura 5. Representación de la estructura del polímero de lignina.
Figura 6. Alcoholes cinamílicos precursores de la lignina.
OH
CH2OH
OH
CH2OH
OMe
OH
CH2OH
MeO OMe
Alcohol
cumarílico Alcohol
coniferílico
Alcohol
sinapílico

35
1.5 Tratamientos físico-químicos utilizados para aumentar la susceptibilidad de
materiales lignocelulósicos
El pretratamiento es fundamental para simplificar la compleja estructura química de
estos materiales donde destacan la alta cristalinidad de la celulosa, alto contenido de
lignina, elevada acetilación de la hemicelulosa y alto grado de enlace entre estas
moléculas. Para ello se han utilizado tratamientos físicos, químicos, biológicos y físico-
químicos.
Los tratamientos físicos demandan gran cantidad de energía y son costosos. Se
emplean medios mecánicos para reducir el tamaño de la partícula e incrementar el área
superficial del material, pero el alto costo de los procesamientos disminuye su
rentabilidad a escala comercial. En esta clasificación se tienen los diferentes tipos de
molienda (de cuchillas, de martillo, de bolas, de rodillos) los cuales han demostrado ser
eficientes en la reducción del tamaño de la partícula, así como la cristalinidad, con la
desventaja del gran consumo energético, el cual depende del tipo de material y del
tamaño final deseado de la partícula9.
Los tratamientos químicos buscan solubilizar la fracción de lignina y modificar la
estructura de la celulosa para facilitar la acción de las enzimas durante la hidrólisis.
Entre los tratamientos químicos más utilizados se encuentran la ozonólisis9, hidrólisis
ácida50, tratamiento con álcalis49, deslignificación oxidativa, oxidación húmeda51 y
tratamientos con organosolventes9. De todos los tratamientos químicos el tratamiento
ácido es el más comúnmente usado. Se basa en someter a la biomasa a una hidrólisis
ácida, agregando ácido sulfúrico o ácido clorhídrico a bajas concentraciones a
temperaturas entre 160 y 220°C, promoviendo la ruptura de los enlaces tipo éter, por lo
que se liberan los monómeros individuales, pero también tiende a degradarlos hasta
furfurales52. Además, se producen ácidos orgánicos y derivados de la lignina inhibitorios
para la fermentación de los azúcares por lo que hay que destoxificar el hidrolizado.
Los tratamientos biológicos se basan en la utilización de microorganismos tales como
los hongos de la podredumbre blanda, blanca y marrón que degradan la lignina y la
hemicelulosa de los materiales lignocelulósicos53,54. El primero de ellos ataca

36
principalmente a la celulosa mientras que los dos últimos atacan tanto a la celulosa
como a la lignina.
Los tratamientos más utilizados actualmente son los físico-químicos, entre los que
sobresalen el tratamiento de explosión con vapor y tratamientos amoniacales (AFEX; y
presurización y despresurización amoniacal, PDA). El tratamiento de explosión con
vapor (autohidrólisis) se basa en someter la biomasa a tratamiento con vapor saturado
a altas presiones y temperaturas por tiempos cortos (segundos-minutos), para luego
reducir la presión rápidamente, lo que hace que el material sufra una descompresión
explosiva. La temperatura oscila entre 160 y 260ºC que corresponde a presiones entre
0,69 y 4,83 MPa. Este proceso causa la hidrólisis de la hemicelulosa y la transformación
de la lignina debido a la alta temperatura, incrementando así el potencial de hidrólisis de
la celulosa. Grous y col. (1986)55, lograron obtener un 90% de conversión de fibra en
azúcares mediante hidrólisis enzimática por 24 h de virutas de madera tratadas
comparada con solo 15% obtenido para el material no tratado. La adición de H2SO4,
SO2 o CO2 mejora efectivamente la hidrólisis enzimática, disminuye la producción de
compuestos inhibitorios y permite una remoción más completa de la hemicelulosa56. El
proceso tiene como desventaja que parte de la xilosa proveniente de la hidrólisis de la
hemicelulosa, se convierte en furfural, compuesto que puede ser inhibitorio para la
hidrólisis enzimática y la fermentación. Este hecho limita el uso de la xilosa como fuente
de carbono para microorganismos productores de etanol. Para eliminar los inhibidores
la biomasa tratada se debe lavar con agua para removerlos50, aumentando el costo del
proceso, además de la pérdida de sustancias solubles aprovechables, incluyendo
azúcares y proteínas.
Actualmente, los tratamientos amoniacales como el AFEX y PDA están siendo
ampliamente investigados, pues hasta ahora no se ha demostrado que generen
compuestos inhibitorios en los sustratos estudiados. En el tratamiento AFEX se añade
amoníaco líquido anhidro a los materiales por aproximadamente 20-30 minutos a
temperaturas y presiones relativamente bajas50,57. La liberación de la presión enfría la
biomasa provocando su congelación, acción que produce un debilitamiento de la
estructura de la fibra y expande la estructura del material. Además, el amoníaco tiene
un efecto descristalizante y de hinchamiento sobre la celulosa, incrementando aún más
37
su reactividad química y biológica58. Más del 99% del amoníaco utilizado se volatiliza y
se recupera fácilmente. Los efectos químicos del amoníaco sobre las fibras y el
incremento del área superficial causado por la liberación violenta de los vapores de
amoníaco permiten una conversión mayor del 90% de la celulosa y hemicelulosa a
azúcares fermentables por hidrólisis enzimática, comparado con un promedio de
menos del 25% para el material no tratado59-61. Sin embargo, el proceso AFEX no es
muy efectivo para biomasas con alto contenido de lignina como periódico (18-30%) y
virutas de aspen (25%)50. Tiene como ventajas adicionales que no produce inhibidores
de los procesos biológicos, por lo tanto no se requiere del lavado de la biomasa59,60,
además de que el amoníaco puede ser recuperado y reusado y no se requiere de
tamaños de partículas pequeños58.
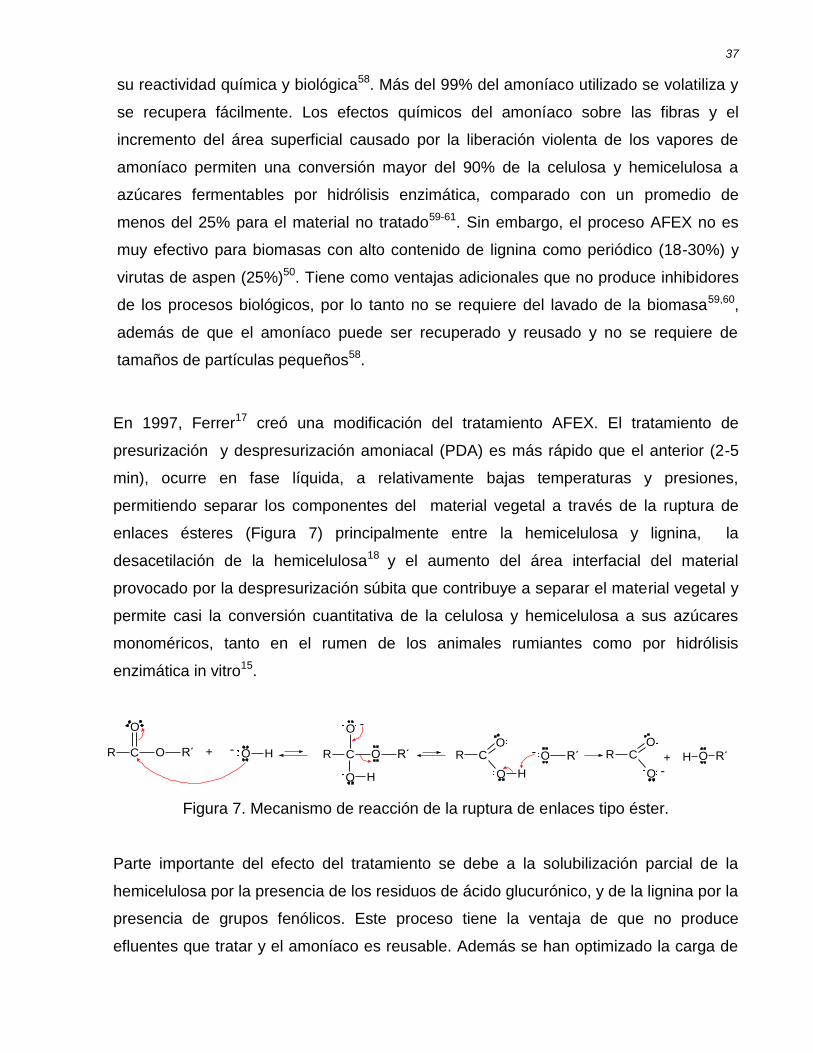
En 1997, Ferrer17 creó una modificación del tratamiento AFEX. El tratamiento de
presurización y despresurización amoniacal (PDA) es más rápido que el anterior (2-5
min), ocurre en fase líquida, a relativamente bajas temperaturas y presiones,
permitiendo separar los componentes del material vegetal a través de la ruptura de
enlaces ésteres (Figura 7) principalmente entre la hemicelulosa y lignina, la
desacetilación de la hemicelulosa18 y el aumento del área interfacial del material
provocado por la despresurización súbita que contribuye a separar el material vegetal y
permite casi la conversión cuantitativa de la celulosa y hemicelulosa a sus azúcares
monoméricos, tanto en el rumen de los animales rumiantes como por hidrólisis
enzimática in vitro15.
Figura 7. Mecanismo de reacción de la ruptura de enlaces tipo éster.
Parte importante del efecto del tratamiento se debe a la solubilización parcial de la
hemicelulosa por la presencia de los residuos de ácido glucurónico, y de la lignina por la
presencia de grupos fenólicos. Este proceso tiene la ventaja de que no produce
efluentes que tratar y el amoníaco es reusable. Además se han optimizado la carga de
C
O
OR R´ + O-
H-
H
C
O-
OR R´
O
-
H
CO
R
O
O-
R´- CO
R
O- -
H O R´+

38
amoníaco, la humedad del material, el tiempo de adición de amoníaco y la temperatura
del proceso, entre otras variables, para varios materiales15,19,20. Por estas razones se
espera que el tratamiento sea efectivo para el bagazo de caña de azúcar, permitiendo
la conversión de los carbohidratos a sus monómeros mediante hidrólisis enzimática
para la producción estequiométrica de etanol.
Se cuenta con un equipo PDA (Figura 8) a escala piloto de 2 kg/h. El equipo PDA
consta de un reactor provisto de una resistencia externa de calentamiento. Se carga el
material en el reactor, se presuriza con nitrógeno, mediante una bomba se alimenta
amoníaco, y se agrega agua a la temperatura de reacción. Posteriormente se
despresuriza mediante una válvula de expansión, el amoníaco pasa al tanque de
expansión y luego al condensador donde se recupera éste para su reuso. Todo el
proceso es regulado mediante un panel de control.
Figura 8. Planta piloto de presurización y despresurización amoniacal.

39
1.6 Producción de azúcares a partir de material lignocelulósico
Para la sacarificación o hidrólisis de la biomasa lignocelulósica existen dos procesos: el
proceso termoquímico que incluye la hidrólisis ácida y el proceso biotecnológico tal
como la hidrólisis enzimática. La reacción que ocurre en la hidrólisis es la siguiente:
-[nC6H10O5]- + nH2O nC6H12O6 (2)
La hidrólisis ácida consiste en un proceso químico que, mediante el empleo de
catalizadores ácidos y calor, transforma las cadenas de polisacáridos que forman la
biomasa (hemicelulosa y celulosa) en sus monómeros elementales62 (Figura 9). Es un
proceso tecnológicamente maduro pero tiene asociados problemas de corrosión, costos
relativamente altos de recuperación del ácido y la descomposición de los azúcares de la
hemicelulosa63 (formación del furfural) y de la celulosa (formación de hidroximetil
furfural) (Figuras 10 y 11).
Figura 9. Mecanismo de reacción de la hidrólisis ácida de un disacárido.
O
HOH
HH
H
OOH
OH
OH
O
HOH
HH
H
H
OHOH
OH
H+ H
+ HO
HOH
HH
H
O+
OH
OH
OH
O
HOH
HH
H
H
OHOH
OH
H+
OH O
HOH
HH
H
H
OHOH
OH
+ C+
O
HOH
HH
H
H
OHOH
OH
+
C+
O
HOH
HH
H
H
OHOH
OH
++
OH O
HOH
HH
H
H
OHOH
OH
+ H+
H
O
H
Celobiosa
Glucosa

40
Figura 10. Mecanismo de reacción de la deshidratación de alcoholes.
Figura 11. Reacción de formación del hidroximetil furfural.
A pesar que la celulosa puede ser hidrolizada por métodos químicos, el costo del
proceso de la hidrólisis enzimática es en si mucho más bajo en relación a la hidrólisis
ácida, debido a que ésta se lleva a cabo en condiciones menos severas, sin contar que
se pueden obtener mejores rendimientos en la hidrólisis enzimática que en la ácida.
Además, las enzimas no son tóxicas ni corrosivas y no tienen efectos negativos sobre
el ambiente, ni requieren de materiales costosos como en el caso de la hidrólisis ácida.
Sin embargo, la hidrólisis enzimática ha tenido restricciones para su uso a grandes
escalas por los altos costos de las enzimas, y por la baja conversión obtenida en
aquellos materiales que no han sido previamente tratados64.
La hidrólisis enzimática es un proceso catalizado por sistemas multienzimáticos que
atacan tanto a la celulosa como a la hemicelulosa de los materiales lignocelulósicos,
actúan sinergísticamente, de alta termoestabilidad, alta afinidad por los sustratos, alta
actividad específica y reducida adsorción no específica a la lignina.
La hidrólisis enzimática de la biomasa consiste en tres pasos: adsorción de las enzimas
sobre la superficie del sustrato específico, biodegradación del sustrato para liberar los
azúcares fermentables, y desorción de las enzimas en algunos casos. La adsorción
+ H+
CH3CH2 OH H
H
CH3CH2 O+
C CH2
+++ OH2
H+
H+
H+
CH2 CH2 + OH3
+
O
H
HH
H
OH
OH
H OH
OH
OH
H+O
OOH

41
irreversible de las enzimas sobre sustratos no específicos (lignina) es parcialmente
responsable de su desactivación.
La hidrólisis de la celulosa produce glucosa y la de la hemicelulosa principalmente
xilosa y arabinosa. Para la conversión de la fibra en azúcares se utilizan enzimas
comerciales. Sin embargo, estudios previos han demostrado que estas enzimas pueden
producirse por fermentación en estado sólido de materiales lignocelulósicos como el
bagazo de caña de azúcar, las celulasas, utilizando el hongo Trichoderma reesei
QM941465 y las hemicelulasas utilizando el Trichoderma reesei Rut C-30 en paja de
arroz66.
Los complejos enzimáticos celulásicos y hemicelulásicos están constituidos por un
conjunto de enzimas que de manera individual presentan actividades enzimáticas
específicas sobre los sustratos. El trabajo coordinado de las enzimas de cada sistema
conduce a la despolimerización. El complejo celulásico comprende al menos tres tipos
de actividades37:
- Endo-1,4-β-glucanasa, la cual se encarga de romper al azar los enlaces β-1,4-
glucosídicos de las fibras largas de celulosa en puntos discretos de la cadena.
- Exo-1,4-β-glucanasa o celobiohidrolasa, que corta secuencialmente grupos de
disacáridos (celobiosa) a partir del extremo reductor de la cadena.
- β-glucosidasa o celobiasa, la cual hidroliza la celobiosa y otros oligómeros
cortos produciendo glucosa.
Es importante la acción de la celobiasa, ya que la celobiosa es más inhibidora de la
hidrólisis que la glucosa. El sistema xilanolítico67 está compuesto por:
- β-1,4-Endoxilanasa, que corta los enlaces glicosídicos internos de la cadena
central de la hemicelulosa.
- β-D-Xilosidasa, la cual hidroliza xilooligosacáridos cortos y xilobiosa a partir del
extremo no reductor de la cadena liberando xilosa.
- α-L-Arabinofuranosidasa, que corta los enlaces glicosídicos α-1,3 que unen la
α-arabinosa a la cadena central de β-D-xilopiranosa de la hemicelulosa.

42
- α-O-Glucuronidasa, que hidroliza los enlaces α-1,2 entre el ácido glucurónico y
el residuo xilosa en la cadena central de hemicelulosa.
- Acetilxilan Esterasa, que remueve los grupos O-Acetil que substituyen las
posiciones C-2 y C-3 de los residuos de xilosa en la cadena central de
hemicelulosa.
- Ácido Ferúlico Esterasa, que corta el enlace éster entre la arabinosa y el ácido
ferúlico.
- Ácido p-Cumárico Esterasa, que corta el enlace éster entre la arabinosa y el
ácido p-cumárico.
De la Rosa y col. (1994)68, utilizando tratamiento amoniacal (AFEX) por tiempos entre
20 y 30 min requirieron dosis de enzimas de 5 IU/g de sustrato seco (pasto Bermuda de
la Costa), logrando conversiones de 90% vs un 30% obtenido sin tratamiento
amoniacal. En el 2003, estudios en pasto elefante enano tratado con PDA por 5 min,
lograron una conversión de 85,2% utilizando 3,2 IU/g de sustrato seco y 7,5% de
sólidos en 48 h, mientras que para el pasto sin tratamiento amoniacal la conversión fue
de 27,7% para las condiciones de 3,2 IU/g de sustrato seco y 7,5% de sólidos en 48 h69.
De la Rosa y col.68, obtuvieron conversiones relativamente más altas, pero utilizando
dosis de enzimas mayores y tiempos de tratamientos más prolongados. En leguminosas
se han reportado conversiones del 76% para la alfalfa, con dosis de enzimas 5 IU/g de
sustrato seco en 24 h19 y 65,3% para maní forrajero, con dosis de enzimas de 2 IU/g de
sustrato seco en 24 h20.
1.6.1 Mecanismo de acción de las enzimas
La acción clásica de las celulasas del hongo Trichoderma puede describirse como un
ataque inicial de las endoglucanasas sobre las regiones amorfas de la celulosa,
exponiendo nuevos extremos reductores para el ataque de las celobiohidrolasas, que
liberan dímeros, celobiosa. Luego la celobiasa con especificidad mitigada actúa
liberando glucosa de los oligómeros pequeños70,71. (Figura 12).
43
Si se añaden celulasas directamente al material lignocelulósico, la hidrólisis sería
demasiado lenta, debido a la presencia de la lignina que impide el contacto físico
directo entre la enzima y el sustrato, además de que pudiera ocurrir la adsorción de la
enzima a un sustrato no específico (a la lignina), disminuyendo así la actividad. Las
enzimas deben difundir desde la solución acuosa hacia la superficie de la partícula y ser
absorbida sobre la superficie del sustrato especifico, para finalmente catalizar la
hidrólisis. Estas reacciones son complejas y pueden ser afectadas por propiedades
físico-químicas del sustrato tales como la porosidad (área superficial accesible), la
cristalinidad de la celulosa y el grado de polimerización. Además el contenido en lignina
y hemicelulosa dificultan la accesibilidad de las celulasas, reduciendo la eficiencia de la
hidrólisis72. Todos estos factores hacen necesarios y justifican los tratamientos previos
a la hidrólisis de materiales lignocelulósicos, pues buscan la modificación o alteración
de la estructura del material donde la celulosa está físicamente asociada con la
hemicelulosa, y física y químicamente asociada con la lignina, afectando directamente
la eficiencia de la hidrólisis, por lo que el tratamiento lo que busca es facilitar la acción
de las enzimas y la producción de azúcares.
La concentración de sustrato es uno de los principales factores que afectan el
rendimiento y la velocidad de la hidrólisis de la celulosa. Un aumento de la
concentración de sustrato hasta cierto nivel normalmente resulta en un incremento en la
tasa de reacción y rendimiento de la hidrólisis. Sin embargo, por encima de ese nivel
puede causar inhibición, ya que aumenta la viscosidad del medio generando problemas
de agitación del material73 y por ende la difusión de las enzimas, lo cual bajaría
sustancialmente la tasa de la hidrólisis. El aumento de la dosis de enzimas en los
procesos, puede aumentar el rendimiento y la tasa de hidrólisis, pero significa un
aumento en los costos del proceso.

44
Figura 12. Mecanismo de acción de las celulasas.
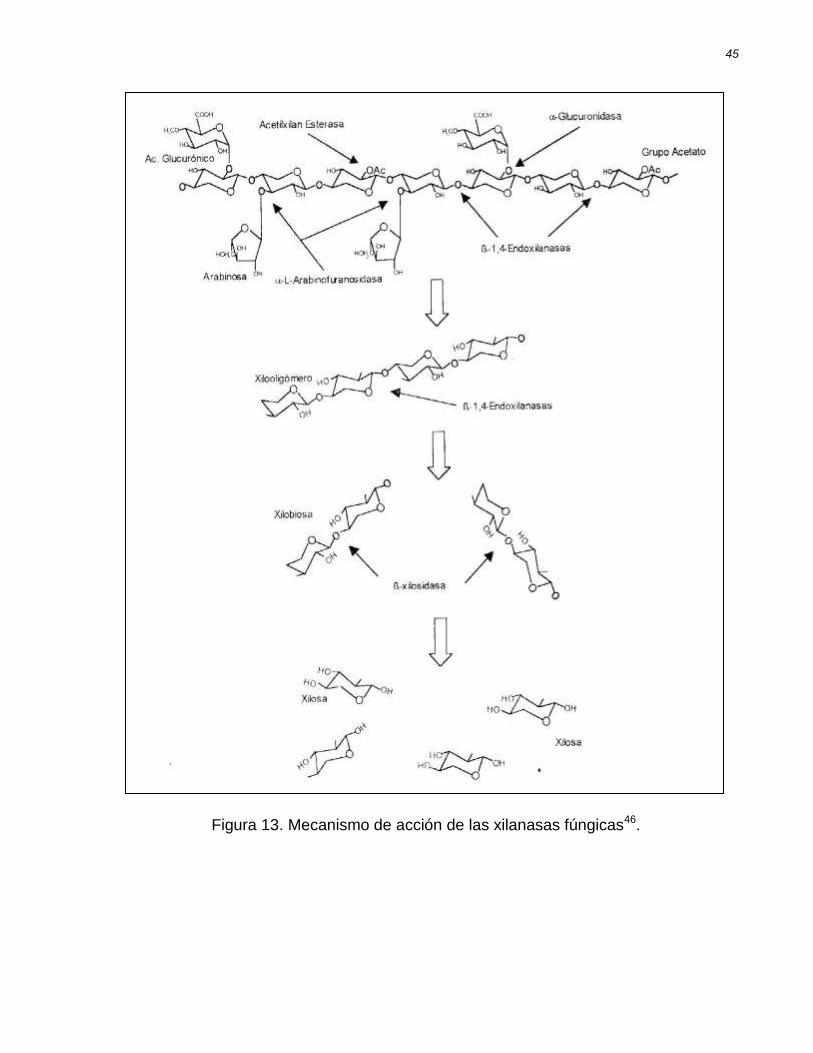
Por otro lado, el mecanismo de acción de las hemicelulasas puede describirse como un
ataque inicial de las endoxilanasas sobre los enlaces O-glicosídicos internos de la
cadena central de -D-xilopiranosa produciendo xilooligosacáridos como producto
principal de la hidrólisis y en algunos casos, xilobiosa. Seguidamente la acción
combinada de la -arabinofuranosidasa, -glucuronidasa, la acetilxilan esterasa y
demás enzimas accesorias, remueve los diferentes substituyentes de la cadena central
de xilosa. Finalmente, la hidrólisis de los xilooligosacáridos cortos y la xilobiosa
(producto de la actividad de la endoxilanasa) es llevada a cabo por acción de la -
xilosidasa, que produce xilosa como producto principal de la hidrólisis46. (Figura 13).
45
Figura 13. Mecanismo de acción de las xilanasas fúngicas46.

46
1.6.2 Reutilización de las enzimas
Las enzimas que se utilizan en el proceso de hidrólisis representan cerca del 70% del
costo total del mismo74. En miras de abaratar los costos; el grupo de trabajo del Dr.
Alexis Ferrer del Departamento de Química de la Facultad Experimental de Ciencias
han adelantado estudios relacionados con la producción de enzimas celulolíticas65 y
xilanolíticas66, en donde se han alcanzado excelentes resultados de conversión (60%
en 24h con una dosis de enzimas de 1 UI/g de sustrato seco) de la fibra lignocelulósica
del pasto elefante enano tratado con PDA, en azúcares fermentables utilizables para la
producción de etanol.
Una alternativa viable para la reducción de costos es el reciclaje de las enzimas. El
principal inconveniente para su reutilización es la adsorción de éstas a fragmentos de
lignina. En estudios realizados con maderas duras y suaves (mayor contenido de
lignina) tratadas con explosión con vapor75 e hidrolizadas enzimáticamente por 24 h, se
encontró al centrifugar la mezcla que en los sólidos quedaron adsorbidas casi el 60%
de las enzimas. Se obtuvo altas conversiones usando hasta 5 reciclos de sólidos para
las maderas duras y 2 para las suaves. En cada reciclo se agrega sustrato fresco
buscando que exista una partición de las enzimas entre el sustrato fresco y el residual.
No obstante, se debió agregar enzima -glucosidasa. Por otro lado, el sobrenadante
(azúcares + enzimas desadsorbidas del sustrato) se destina para la fermentación. Para
un tiempo total de hidrólisis de 72 h en las maderas duras (menor contenido de lignina)
casi la totalidad de las enzimas se han desadsorbido, sin embargo, el largo tiempo de
residencia agregan al proceso costos de capital y operación.
1.7 Proceso fermentativo producción de etanol
Para la bioconversión de los azúcares obtenidos por hidrólisis enzimática de materiales
lignocelulósicos a etanol, se emplean microorganismos como bacterias y levaduras que
utilizan los azúcares como sustrato. De acuerdo a la estequiometria de la reacción, el
máximo rendimiento teórico es 0,51 g de etanol/g de glucosa consumida y 0,49 g de
dióxido de carbono/ g de glucosa consumida.

47
C6H12O6 2C2H5OH + 2CO2 (3)
La ruta metabólica que se sigue para la transformación de la glucosa hasta etanol
comienza con la llamada ruta Embdem-Meyerhof-Parnas76 (Figura 14), donde cada
molécula de glucosa se divide y se convierte en dos unidades de tres átomos de
carbono (piruvato). La glucólisis consta de 10 reacciones, todas catalizadas por
enzimas, que tienen lugar en dos fases:
1. La glucosa se fosforila y se fracciona para formar dos moléculas de
gliceraldehído-3-fosfato. Las dos moléculas de ATP (adenosin trifosfato) que se
consumen durante esta fase constituyen una inversión, debido a que esta fase
crea los sustratos reales de la oxidación.
2. El gliceraldehído-3-fosfato se convierte en piruvato. Se producen cuatro
moléculas de ATP y dos de NADH (nicotinamida dinucleótido reducida), para dar
una producción neta de dos ATP. El NADH proviene de la reducción de la
NAD+ (nicotinamida dinucleótido oxidada).
La ruta glucolítica puede resumirse en la siguiente ecuación:
D-Glucosa + 2 ADP + 2 Pi + 2 NAD+ 2 Piruvato + 2 ATP + 2 NADH + 2 H+ + H2O (4)
El destino ulterior del piruvato depende del microorganismo que se considere y de sus
circunstancias metabólicas. Los microorganismos anaeróbicos pueden convertir el
piruvato en etanol y CO2 (es el caso de las levaduras). Para los microorganismos
homolácticos el único producto de la fermentación es el lactato, en el caso de la
fermentación heteroláctica se producen además de lactato otros ácidos y alcoholes.
Cuando se dispone de oxígeno, los organismos aerobios oxidan totalmente el piruvato a
CO2 y H2O, mediante su entrada al ciclo del ácido cítrico y transporte electrónico previa
formación de la acetil-coenzima A.

48
Figura 14. Ruta Embdem-Meyerhof-Parnas. Glicólisis.
Entre los rasgos esenciales que debe tener un microorganismo para una fermentación
eficiente de materiales lignocelulósicos están: amplio rango de utilización del sustrato,
altos rendimientos y productividad de etanol, mínima formación de subproductos (como
glicerol y ácido láctico), alta tolerancia al etanol, a inhibidores y a cambios indeseables
en los procesos (pH, temperatura, agitación). Además, son características deseables el
que puedan utilizar azúcares de manera simultánea, ser reciclables, ser considerados

49
como seguros (FDA), requerir una mínima suplementación de nutrientes y tolerar pH y
temperaturas altas77.
Gran cantidad de microorganismos se han considerado para la producción de etanol de
materiales lignocelulósicos78, incluyendo tanto levaduras como bacterias. Entre las
levaduras más utilizadas están la Saccharomyces cerevisiae y Kluyveromyces
marxianus y entre las bacterias, la Zymomonas mobilis, Escherichia coli y Klebsiella
oxytoca79.
Uno de los microorganismos utilizados más exitosamente para fermentar la glucosa es
la Saccharomyces cerevisiae porque muestra una gran productividad de etanol, alta
tolerancia al etanol y a compuestos inhibitorios presentes en el hidrolizado de
materiales lignocelulósicos78. Esta levadura puede fermentar glucosa, manosa, fructosa
y galactosa en condiciones anaeróbicas y a bajos pH80. Es importante señalar que el
azúcar derivado de la hidrólisis de la biomasa lignocelulósica es una mezcla de hexosas
(principalmente glucosa) y pentosas (principalmente xilosa). Como la mayoría de las
variedades de la S. cerevisiae no metabolizan la xilosa, se estaría perdiendo el
potencial de la hemicelulosa para la producción de etanol, por lo que actualmente se
realizan estudios para modificar genéticamente la levadura de tal manera que pueda
metabolizar tanto hexosas como pentosas81.
El mayor problema de la bioconversión está relacionado con la conversión de la xilosa,
ya que la tecnología para la producción de etanol a partir de la glucosa es totalmente
conocida (conversión teórica de 0,51 g de etanol/g de glucosa). Para la producción de
etanol a partir de xilosa existen dos vías. La xilosa por acción de microorganismos se
convierte directamente a etanol o primero se convierte a xilulosa por la enzima xilosa
isomerasa y luego a etanol. Existen microorganismos (bacterias y levaduras) para la
fermentación de materiales lignocelulósicos que sólo utilizan a la glucosa, xilosa y la
xilulosa de forma individual. Las levaduras Candida shehatae y Pichia stipitis son
capaces de convertir la glucosa, manosa, galactosa y xilosa a etanol. La bioconversión
de xilulosa pertenece principalmente a microorganismos del género Candida,
Saccharomyces y Schizosaccharomyces74.
50
Con la finalidad de aumentar la producción de etanol, se han utilizado en combinación
microorganismos que consumen glucosa y microorganismos que consumen xilosa
(cofermentación)82, pero éstos últimos se inhiben en presencia de etanol en altas
concentraciones, por lo que habría que separar la hemicelulosa solubilizada por el
pretratamiento de la biomasa para someterla a una fermentación paralela78.
Actualmente, se cuenta con microorganismos recombinantes (obtenidos mediante
ingeniería genética), bacterias como Zymomonas mobilis, Escherichia coli, Klebsiella
oxytoca, y levaduras como Saccharomyces cerevisiae y Kluyveromyces marxianus 83-88,
que convierten tanto a las hexosas (glucosa) como a las pentosas (xilosa, arabinosa) en
etanol en forma simultánea con la sacarificación. Estudios sobre el comportamiento de
los microorganismos fermentadores de xilosa revelaron mayores rendimientos de etanol
para las bacterias Klebsiella oxytoca y Escherichia coli de 0,52 y 0,46 g de etanol/g de
xilosa, respectivamente, mientras que para tres cepas distintas de Saccharomyces
cerevisiae los rendimientos fueron muy bajos (0,01-0,07 g de etanol/g de xilosa),
considerando un rendimiento teórico de 0,51 g de etanol/g de xilosa89-93. Se han
reportado valores teóricos de conversión para diferentes microorganismos
fermentadores de xilosa entre 0,31 y 0,51 g de etanol/g de xilosa94,95.
El alto costo de los microorganismos utilizados ha despertado el interés en cuanto al
reciclaje de los mismos. Yu y Zhang (2004)96, realizaron fermentaciones usando como
sustrato hidrolizados de celulosa obtenidos vía ácida con cultivos de S. cerevisiae
reciclada y S. cerevisiae fresca con urea como fuente de nitrógeno, y los resultados
fueron una mejor utilización del sustrato (30% más) y una mayor producción de etanol
(47% de incremento) para la fermentación con S. cerevisiae reciclada, especialmente
cuando se usaron altas concentraciones de hidrolizado. Estos resultados reflejan la
inadaptabilidad de los cultivos frescos, situación que se supera aplicando la técnica de
reciclaje.

51
1.8 Bioconversión del material lignocelulósico a etanol
Los procesos de conversión de la biomasa lignocelulósica en etanol pueden realizarse
en una o dos etapas. En los procesos en dos etapas, la hidrólisis (ácida o enzimática) y
la fermentación se realizan por separado (HFS); y en los procesos en una etapa, la
hidrólisis y fermentación se realizan en el mismo reactor (SSF).
1.8.1 Hidrólisis y fermentación separadas (SHF)
La hidrólisis enzimática separada de la fermentación (SHF)97 ofrece varias ventajas en
el proceso de obtención de etanol. Permite que las enzimas operen a altas
temperaturas para incrementar su actividad y los organismos fermentativos trabajen a
temperaturas moderadas, optimizando la utilización de los azúcares. Sin embargo,
actualmente existe la tendencia de obtener etanol en una sola etapa porque implica
menor costo, altos rendimientos de etanol y tiempos más cortos del proceso98,99.
1.8.2 Sacarificación y fermentación simultánea (SSF)
La sacarificación y fermentación simultánea es el proceso más promisorio para la
producción de etanol de materiales lignocelulósicos. En este proceso, la hidrólisis del
material a sus azúcares respectivos y la fermentación de éstos a etanol se llevan a cabo
de forma simultánea, en el mismo reactor. En comparación a la hidrólisis y fermentación
por separado, la SSF presenta ventajas como: 1. Uso de menor cantidad de enzimas
para lograr la misma productividad 21,22, 2. Eliminación de la inhibición de las enzimas
por retroalimentación, 3. Se utiliza solo el 50 % de los fermentadores requeridos, 4. La
presencia de etanol hace a la mezcla menos vulnerable a la contaminación23, 5. Tiempo
cortos de proceso9.
Una desventaja de la SSF es la diferencia en las condiciones óptimas (pH y
temperatura) para la hidrólisis y la fermentación. El pH óptimo para el sistema celulásico
es 4,8 y entre 4,5 y 5 para microorganismos fermentativos como las levaduras. Sin
embargo, el pH óptimo para las bacterias es cercano a la neutralidad78. La temperatura

52
óptima para la producción de etanol por levaduras está usualmente por debajo de 35
C, mientras que la temperatura óptima para la hidrólisis enzimática está en el rango de
40–50 C. En el caso de bacterias el rango es más amplio que el de las levaduras, pero
nunca el extremo superior alcanza temperaturas mayores de los 42 C, a menos que se
trate de bacterias actualmente sujetas a modificaciones genéticas. A temperaturas por
debajo de 40–50 C la velocidad de hidrólisis disminuye considerablemente100, por lo
tanto, si se utiliza la SSF es necesario disponer de microorganismos que se adapten a
las condiciones de hidrólisis enzimática para garantizar tanto rendimientos altos de
hidrólisis como de producción de etanol. Un microorganismo productor de etanol ideal
debe además ser resistente a los monómeros de lignina, acetatos y otros productos
inhibitorios 1.
Haciendo uso de cambios mutagénicos se han obtenido levaduras y bacterias
termotolerantes que trabajan a temperaturas cercanas a la temperatura óptima de la
hidrólisis enzimática en SSF. Ballesteros y col. (1991)101 identificaron a las K. marxianus
y K. fragilis como las cepas termotolerantes con las que se obtiene mayor productividad
de etanol a 42°C, entre 27 cepas estudiadas. Utilizando la levadura K. marxianus CECT
10875 se han obtenido rendimientos de etanol con respecto al teórico entre 60 y 71%,
empleando diferentes sustratos lignocelulósicos102.
En 2005, Alizadeh y col.103, utilizando pasto aguja tratado con amoníaco como sustrato
para la SSF lograron rendimientos 2,5 veces mayores que para el material no tratado,
utilizando Saccharomyces cerevisiae como microorganismo fermentativo. Este hecho
evidencia que el tratamiento amoniacal no produjo compuestos inhibitorios, o por lo
menos no en cantidades que comprometieran la producción de etanol en dicho sustrato.
Bollók y col. (2000)100, lograron rendimientos de etanol por SSF de maderas suaves
tratadas con explosión con vapor, con regulación de pH (4,8 – 5), de 5,5 g/g de materia
seca a las 8 h, mientras que, sin control de pH se obtuvo un rendimiento a las 23 h de
13,9 g/g de materia seca que equivale a una conversión del 44% con respecto al valor
teórico, utilizando Kluyveromyces marxianus a 42 °C. El rendimiento anterior fue más
bajo comparado con el obtenido con Saccharomyces cerevisiae, usada como control, a
37 °C, 16,4 g /g de materia seca (52% de conversión), ésto debido al cese de la

53
fermentación después de las primeras 10 h. La concentración de glucosa en el medio
se incrementó después de las 10 h, por lo que se evidenció actividad celulolítica, pero
se detuvo la producción de etanol indicando la inhibición de la levadura por la presencia
de éste o por otros compuestos en el hidrolizado.
El aumento de la concentración de sustrato para la producción de azúcares pareciera
ser una alternativa para incrementar la producción de etanol. El pasto elefante enano
tratado con amoníaco se ha podido sacarificar con altos rendimientos entre 5 y 10% de
concentración de sustrato69. Sin embargo, una elevada concentración de sustrato
puede tener efectos limitantes debido a la dificultad en la agitación del material o por
una alta concentración de etanol inhibitoria 73,104. Se han reportado concentraciones de
etanol entre 2 y 2,5% (m/v) en 72 h con SSF de residuos lignocelulósicos con levaduras
termotolerantes usando una concentración inicial de sustrato del 10%105.
Para reducir los costos del proceso SSF se pueden reciclar los sólidos, con la ventaja
de que no solo se recicla el microorganismo sino las enzimas adsorbidas al sustrato.
Con miras de hacer más eficientes los procesos de SSF se han introducido cambios de
manera que resultan procesos denominados híbridos, entre los que se cuentan: i) la
sacarificación y co fermentación simultánea (SSCF)106, donde se agregan dos
microorganismos, uno fermentador de hexosas y otro fermentador de pentosas de
manera de aprovechar tanto los azúcares liberados de la celulosa como de la
hemicelulosa del material. ii) la sacarificación y fermentación simultánea no isotérmica
(NSSF), proceso que se inicia con una pre sacarificación del material a 50°C por
periodos entre 6 y 24 h, garantizando así la presencia de azúcares al inicio de la
fermentación, luego se ajusta la temperatura a la ideal para el crecimiento del
microorganismo y se inicia la fermentación agregando los cultivos32,87, iii) la
sacarificación y fermentación simultánea con recarga de biomasa (FBSSF), tiene como
variante que se agrega biomasa fresca y enzimas a determinadas horas del proceso.
De esta manera se puede superar el inconveniente de la alta viscosidad ocasionada por
el alto contenido de sólidos porque las fibras son degradadas permanentemente73. Otra
ventaja sobre la SSF es la baja concentración de compuestos inhibitorios debido a que
no se agrega todo el material a la vez. Ésto también le da a la levadura la oportunidad

54
de metabolizar algunos compuestos inhibitorios y de esa manera destoxificar el medio
de fermentación107.
Texeira y col. (2000)82, en el proceso de sacarificación y cofermentación simultánea
(SSCF) utilizando como sustratos madera suave y bagazo de caña de azúcar tratados
con ácido (15%), y dos cepas de Zymomonas mobilis recombinantes, lograron
rendimientos de etanol de 92,8% y 91,9% con respecto al teórico, respectivamente. Se
observó que el aumento de la concentración del ácido peracético (21%) causó la
inhibición del crecimiento de los microorganismos para la prueba de SSCF para
maderas suaves, este efecto no se observó para el bagazo de caña de azúcar tratado
con la misma concentración de ácido. A pesar del alto rendimiento obtenido, los altos
costos asociados al pretratamiento (neutralización del ácido, lavado con agua) limitan
su uso, además los subproductos de la oxidación de la lignina pueden ser causantes de
inhibición.
Kádár y col. (2004)32, realizaron un estudio donde compararon el proceso NSSF y SSF
utilizando las levaduras S. cerevisiae y una cepa termotolerante K. marxianus en dos
sustratos diferentes, residuos de la industria del corcho y papelera, obteniendo
rendimientos de etanol relativamente bajos por SSF entre 0,30 y 0,34 g etanol/g
celulosa, que no mejoraron cuando el proceso se llevó a cabo por NSSF. Sin embargo,
existen trabajos donde la utilización del proceso NSSF representó un incremento del
39% en la producción de etanol108. Tomás-Tejó y col. (2008)87, lograron alcanzar altos
rendimiento de etanol (0,43 g/g azúcar consumida) por SSF con prehidrólisis de 6-8 h,
utilizando 10% de sólidos de paja de arroz tratada con explosión con vapor y evaluaron
el desempeño de dos cepas de S. cerevisiae recombinantes. En todos los casos la
concentración de etanol obtenida fue mayor para los procesos de SSF que para SHF a
las mismas condiciones.
En algunos casos la utilización de FBSSF no ha producido los efectos deseados, pues
no se han logrado aumentos significativos en la producción de etanol con respecto a la
SSF, sin embargo, la ventaja más importante que tiene es que se puede trabajar con
altas concentraciones de sólidos. Ballesteros y col. (2001)109 empleando como sustrato
residuos de la industria papelera tratados con explosión con vapor, y usando la cepa
55
termotolerante K. marxianus CECT 10875 en un sistema SSF, obtuvieron una
producción de etanol de 18 g/L usando baja concentración de sustrato y altas dosis de
enzimas, sin embargo, el rendimiento no se incrementó sustancialmente al usar FBSSF.
Igualmente Rudolf y col. (2005)110 no encontraron mayores diferencias entre el proceso
SSF y FBSSF cuando utilizaron como sustrato madera del árbol “picea” pretratada con
explosión con vapor, sin embargo observaron mayor productividad de etanol durante las
primeras 24 h en los experimentos llevados a cabo bajo la modalidad FBSSF. Iniciaron
el proceso con 6% de m.s. y adicionaron sustrato cuatro veces durante las primeras 24
h del proceso hasta alcanzar un 10% m.s. Por otro lado, Hoyer y col. (2010)111,
utilizando 10 y 14% de sólidos de softwood (spruce) impregnado con SO2 y pretratado
explosión con vapor, obtuvieron rendimientos similares o ligeramente mayores en
algunos casos para el proceso FBSSF comparado con SSF. Además, notaron que la
agitación del material dentro del reactor era significativamente mejor cuando operaron
en FBSSF que en SSF.
1.9 Inhibidores
La cantidad y el tipo de compuesto inhibitorio varían grandemente entre los diferentes
materiales lignocelulósicos y también depende del pre tratamiento que se utilice. Los
tratamientos de hidrólisis pueden producir de la degradación de la lignina y de los
azúcares monoméricos tres grupos de compuestos inhibitorios de la fermentación: i)
furanos (furfural e hidroximetil furfural, ii) ácidos débiles (principalmente ácido acético,
ácido fórmico y ácido levulínico) y iii) compuestos fenólicos112.
El hidroximetil furfural (HMF) y el furfural se forman por la deshidratación de las hexosas
y pentosas, respectivamente113,114. Los niveles de furanos varían de acuerdo al tipo de
material y el pretratamiento. El furfural es un potente inhibidor de las levaduras de
fermentación, mientras que la toxicidad del hidroximetil furfural es particularmente
menos severa. Los furfurales afectan el metabolismo de la levaduras a niveles de 1,0
g/L, y el crecimiento celular por inhibir algunas enzimas glucolíticas (alcohol
deshidrogenasa, piruvato deshidrogenasa y la aldehído deshidrogenasa)112 además de
causar daños a la membrana celular. En términos generales se dice que los furanos

56
son los compuestos inhibitorios más potentes para la fermentación, ellos causan una
disminución en la permeabilidad de la membrana originando una fase de retardo más
larga en el crecimiento celular.
Los ácidos acético, fórmico y levulínico son los ácidos más comúnmente presentes en
los hidrolizados lignocelulósicos. El ácido acético se forma por la desacetilación de la
hemicelulosa mientras que los ácidos fórmico y levulínico son producto de la ruptura del
hidroximetil furfural113,114. El ácido fórmico puede formarse a partir del furfural bajo
condiciones ácidas y altas temperaturas113. Éstos ácidos difunden a través de la
membrana, se disocian en el citoplasma de la célula y generan una disminución en el
pH intracelular. La acumulación del anión es tóxica, causa el agotamiento del ATP e
inhibe la absorción de los aminoácidos aromáticos112. El ácido acético suele ser
inhibitorio cuando está presente en niveles de 2-5 g/L.
Los hidrolizados lignocelulósicos también contienen muchos compuestos fenólicos
producto de la degradación de la lignina. Estos compuestos ejercen su efecto inhibitorio
generalmente disolviendo la membrana celular, además de afectar la habilidad de la
membrana celular de servir como barreras selectivas, lo que incide directamente en el
crecimiento celular y en la asimilación de los azúcares112.
Se ha encontrado que ciertas levaduras (S. cerevisiae F12 recombinante) son capaces
de metabolizar completamente el furfural e hidroximetil furfural durante la SSF mediante
reacciones redox metabólicas87. La presencia de furfural en el caldo de fermentación
causa menos producción de glicerol, generado para mantener el imbalance redox
durante el crecimiento anaerobio de la levadura, y por lo tanto más glucosa está
disponible para la producción de etanol, puesto que la reducción del furfural a furfuril se
prefiere a la producción de glicerol como balance redox115. Además, el hidroximetil
furfural y el furfural actúan como un aceptor de electrones externo durante la
fermentación anaerobia de la xilosa y disminuye la formación de xilitol116.
Existen varias alternativas para la remoción de compuestos inhibitorios de los
hidrolizados como por ejemplo: neutralización, adición de hidróxido de calcio, extracción
con solventes orgánicos, intercambio iónico, adición de enzimas laccasas y carbón
activado117. En la destoxificación del hidrolizado del bagazo de caña de azúcar

57
sometido a hidrólisis ácida, la máxima remoción de furanos y compuestos fenólicos se
logró utilizando resinas de intercambio iónico (63,4% y 75,8%, respectivamente) y
carbón activado (38,7% y 57,5%, respectivamente) mientras que el tratamiento
enzimático (laccasas) redujo los compuestos fenólicos, 77,5%, sin afectar el contenido
de furanos y ácido acético. En consecuencia, el mayor rendimiento de etanol usando
como microrganismo fermentativo Candida shehatae NCIM 3501, se obtuvo para el
hidrolizado destoxificado usando resinas de intercambio iónico (0,48 g/g), seguido del
tratado con carbón activado (0,42 g/g), laccasas (0,37g/g), adición de hidróxido de
calcio (0,30 g/g) y neutralización (0,22 g/g)118.

58
CAPÍTULO II
METODOLOGÍA EXPERIMENTAL
2.1 Descripción del sustrato
El bagazo de caña de azúcar fue proporcionado por el Central Azucarero La Pastora,
ubicado en Carora, Estado Lara. La muestra se secó en un horno de convección
forzada a 48ºC por 48 horas hasta alcanzar una humedad aproximada de 10%. Luego
se guardó en bolsas plásticas hasta su uso.
2.2 Tratamiento Amoniacal
Se procesaron 350 g de sustrato seco en la planta piloto de presurización y
despresurización amoniacal (PDA), cuyo reactor tiene una capacidad de 2 Kg, usando
diferentes cargas de amoníaco (0,25; 0,50; 1 y 1,25 kg de amoníaco/kg de materia
seca) y dos humedades (30 y 50%) a 100 ºC por 5 min y una presión de 300 psi. Para
ello la humedad del material se ajustó a la humedad de trabajo, se agregó la muestra al
reactor y se procedió a presurizar con nitrógeno y a la inyección de amoníaco (99% de
pureza). Cumplido el tiempo de reacción se realizó la descompresión súbita del reactor
abriendo la válvula de expansión, el amoníaco se recogió en el tanque de recuperación
y la muestra tratada se retiró abriendo la compuerta inferior del reactor. Posteriormente,
las muestras se airearon bajo campana durante 12 h para retirar el amoníaco residual15.
En la Figura 15 se muestra el diagrama esquemático del proceso PDA.
PDA
AMONIACO
AGUA
VALVEXP DESPRES DESPTANK
VAPDESP
LIQUIDES
PDAREACT
MIXER
VAPPDA
LIQUIPDA
PDAMIX2
PDAMIX
Figura 15. Diagrama esquemático del proceso PDA.

59
En el Anexo I se presenta el diagrama de flujo de la planta piloto de presurización y
despresurización amoniacal.
En la Tabla 2 se muestran las condiciones de tratamiento amoniacal aplicado al bagazo
de caña de azúcar y la nomenclatura asignada a las muestras.
Tabla 2. Condiciones del tratamiento amoniacal del bagazo de caña de azúcar.
Humedad, % Carga de amoníaco, kg/kg m.s.
0,25 0,50 1 1,25
30 BT1 BT2 BT3 BT4
50 BT5 BT6 BT7 BT8
2.3 Análisis
2.3.1 Humedad
El contenido de humedad de las muestras se determinó por el método 1156-79 descrito
en la norma Venezolana Covenin para el bagazo de caña de azúcar119.
2.3.2 Celulosa, hemicelulosa y lignina
El contenido de hemicelulosa, celulosa y lignina se determinó empleando el método
desarrollado por Goering y Van Soest120 que se basa en las determinaciones de fibra
neutro detergente (FND), fibra ácido detergente (FAD) y lignina ácida.
2.3.3 Cenizas
El contenido de cenizas del sustrato se determinó por el método 1155-79 descrito en la
norma Venezolana COVENIN para el bagazo de la caña de azúcar119.
2.3.4 Proteína cruda
El contenido de proteína cruda del sustrato se determinó por el método 1195-80
descrito en la norma Venezolana COVENIN para el bagazo de la caña de azúcar121.

60
2.3.5 Difracción de rayos X
Se midió la difracción de rayos X en un rango de 2θ de 10º - 40º para las muestras
secadas a 48°C hasta menos de 10% de humedad (bh), en forma de polvo, en un
difractómetro Bruker (Madison, USA). modelo D8 con radiación de Cobre. Se calculó el
índice de cristalinidad (CrI) según la fórmula propuesta por Segal y col. (1959)43.
2.3.6 Espectroscopia infrarroja con transformada de Fourier (FTIR)
Las muestras se mezclaron en una proporción aproximada de 3 mg con 300 mg de KBr
y se transfirieron al portamuestra. El portamuestra se introdujo en el espectrofotómetro
infrarrojo, un Perkin-Elmer (Norwalk, USA) Modelo GX, y se determinó el espectro en un
rango entre 400 y 4000 cm-1.
Se calculó el índice de cristalinidad total (ICT) y el índice de orden lateral (IOL)44
utilizando las relaciones de las intensidades de bandas definidas 1375/2902 cm-1 y
1420/893 cm-1, respectivamente.
2.3.7 Microscopía electrónica de barrido (MEB)
Se utilizó un equipo MEB modelo 200F Quanta con una resolución de 1,2 nm, de bajo
vacío con un cañón de emisión de campo. Los análisis elementales se realizaron con
un detector de EDX marca EDAX adaptado al MEB. Las condiciones del equipo fueron:
voltaje de aceleración electrónica de 4000-30000 Kv con una presión en el rango de
40.5318 PA. Las muestras seleccionadas molidas se colocaron en una cinta conductora
de grafina y se llevó a la cámara para su observación. Se le tomaron micrografía
electrónicas, para observar los cambios estructurales provocados por el PDA.
2.3.8 Azúcares reductores
El contenido de azúcares reportado en miligramos de glucosa equivalente por gramo de
muestra se midió con el método del ácido 3,5-dinitrosalicílico (DNS)122, utilizando la
espectrofotometría de UV-visible como técnica cuantitativa.
2.3.9 Azúcares por HPLC
Para cuantificar los azúcares individuales obtenidos en el proceso de la hidrólisis
enzimática por la técnica de Cromatografía Líquida de Alta Resolución (HPLC), se

61
empleó un cromatógrafo marca Agilent Tecnologies, modelo Serie 1200 (Vacuum
Degasser y Micro Vacuum Degasser /CH-1110 Morges, Switzerland), provisto de una
columna Carbohydrate de 4,6 mm X 150 mm. Para el desarrollo del método se
prepararon los patrones de glucosa, fructosa, xilosa, arabinosa y galactosa a partir de
reactivos grado HPLC a las concentraciones 4, 6, 8 y 10 mg/mL en solución de
acetonitrilo:agua en una proporción 60:40. Los hidrolizados y patrones se filtraron dos
veces con filtros de membrana de celulosa (marca Whatman) de diámetro de poro 0,2
m y luego fueron nuevamente filtrados mediante una jeringa de filtrado de acetato de
celulosa de 0,20 m estéril (marca ADVANTEC, DISMIC – 25cs). Se utilizó como fase
móvil acetonitrilo:agua, en una proporción 80:20. La temperatura de la columna fue de
30ºC, la velocidad de flujo 0,28 mL/min y el volumen de inyección fue 3µL. La inyección
de la muestra en el equipo, se ejecutó en un autosampler de 100 porta muestras. La
detección se realizó con un detector universal Light Scattering (ELSD) utilizando como
gas para la nebulización nitrógeno de ultra alta pureza a una presión constante de 3 bar
y una temperatura de detección de 40ºC.
2.3.10 Determinación de etanol por CG
La concentración de etanol se determinó por Cromatografía de Gas, utilizando un
equipo Agilent 6890N provisto de detector de ionización a la llama (FID) y autoinyector
de muestras (Agilent 7683B). Se empleó una columna HP-INNOWax (60 m, 0,32 mm,
0,5 μ) con temperatura inicial de 150ºC, aumentando hasta 200ºC por 2 minutos. Se
utilizó etanol como estándar y helio como gas de arrastre, con temperaturas del
detector y del inyector de 220 y 280ºC, respectivamente.
El rendimiento de etanol se expresó como la relación entre los gramos de etanol
producidos y los gramos de celulosa (expresado como glucosa potencial) en el material
sin tratar.
El rendimiento de etanol con respecto al valor teórico se calculó como el cociente de la
concentración de etanol producido y la concentración de glucosa consumida, dividido a
su vez entre 0,51, que es la conversión teórica proveniente de estequiometria de la
reacción.

62
2.3.11 Determinación de la actividad enzimática. Actividad de las celulasas
La actividad celulolítica total se determinó por el método del papel de filtro123 usando
ácido 3,5-dinitrosalicílico122 para cuantificar los azúcares reductores producidos por la
reacción entre la enzima y el papel de filtro. La glucosa (SIGMA, St. Louis, USA) se usó
como patrón para la preparación de una curva de calibración (0,5 – 3,5 mg/0,5 mL). En
un tubo de ensayo se colocó una tira de 50 mg de papel de filtro y se agregará 1 mL de
buffer citrato 0,05 M y un pH de 4,8; se atemperó a 50°C y se agregó 0,5 mL de
solución enzimática apropiadamente diluida. Los tubos se incubaron por 60 min. La
reacción se detuvo al añadir 3 mL de DNS (SIGMA, St. Louis, USA) y se hirvió por 5
min. Después de enfriar se medió la producción de azúcares reductores con un
espectrofotómetro (Spectronic 20D) a 540 nm. Las mediciones se realizaron por
triplicado, tanto para las muestras como para los blancos de enzimas y la actividad
enzimática se expresó en Unidades Internacionales por mililitro (UI/mL).
2.4 Producción de azúcares por hidrólisis enzimática a diferentes condiciones de
tratamiento amoniacal
La muestra de bagazo no tratada (control) y las tratadas con amoníaco (8 muestras), se
sometieron a hidrólisis enzimática con las enzimas celulasas del Trichoderma reesei
Rut C-30 (Sigma; USA) y celobiasas (Novozym 188; Novo Nordisk; Franklinton, NC)
comerciales. La actividad de las celulasas fue 52,45 UI/mL. La dosis de celobiasa se
agregó según la relación unidades de celobiasa/unidades de celulasa igual a 5,6815.
Las hidrólisis se llevaron a cabo utilizando dosis de enzimas de 2 y 5 UI/ g de materia
seca y tres concentraciones de sustrato 2,5; 3,75; y 5% p/v por 72 h de digestión, en
buffer citrato 0,05 M y pH de 4,8 suplementado con azida de sodio al 0,15% como
germicida en volúmenes de 100 mL.
La sacarificación de las muestras se realizó en erlenmeyers de 500 mL a 50°C y 100
rpm en un incubador orbital modelo Innova 4300 (New Brunswick Scientific; Edison
N.J., USA) por triplicado. Los azúcares generados por la acción de las enzimas se
determinaron como glucosa equivalente en los filtrados a las 0, 6, 12, 24, 48 y 72 h de
hidrólisis usando el método del ácido 3,5-dinitrosalicílico122.

63
El porcentaje de conversión de la celulosa del bagazo de caña de azúcar hasta
azúcares reductores, se expresa como el porcentaje de azúcares producidos en el
ensayo con respecto a la producción proveniente de la hidrólisis total en medio ácido124
de este polímero presente en el sustrato, el cual puede ser calculado de la siguiente
manera:
% Azúcar Teórico=% Celulosa x 1,1
% Azúcar Experimental(mg/g de materia seca)% Conversión: x 100
% Azúcar teórico
2.5 Comparación de complejos enzimáticos para la producción de azúcares
El bagazo no tratado y el tratado a la mejor condición se sometieron a hidrólisis
enzimática utilizando dos tipos de complejos celulolíticos comerciales, la
accelleraseTM1000 (Genencor) y las celulasas producida por el hongo Trichoderma
reesei Rut C-30 (Sigma). La actividad enzimática de la Accellerase fue de 53,62 UI/mL.
Las hidrólisis se llevaron a cabo utilizando una dosis de enzima de 5 UI/g y una
concentración de sustrato de 5% por 48 h. En ambos casos se agregó celobiasa
comercial. Los azúcares producidos se midieron el método del ácido 3,5-
dinitrosalicílico122.
2.6 Aumento de la concentración de sustrato para incrementar la producción de
azúcares por hidrólisis enzimática
Se realizaron hidrólisis aumentando la concentración de sustrato a 7,5 y 10%, usando
una dosis de enzima de 5 UI/g m.s. del complejo enzimático Accellerase por 48 h.
2.7 Microorganismos y curvas de crecimiento
Se utilizaron tres cepas de microorganismos etanologénicos, Saccharomyces cerevisiae
ATCC 4921, Kluyveromyces marxianus ATCC 8554 y Kluyveromyces marxianus
termotolerante CECT 10875 102. Las dos primeras cepas fueron suministradas por el
Laboratorio de Genética y Biología Molecular del Departamento de Biología de la
Facultad Experimental de Ciencias - LUZ, mientras que la cepa termotolerante la

64
suministró el Departamento de Energías Renovables del Centro de Investigaciones
Medioambientales y Tecnológicas de España (CIEMAT).
Los microorganismos se sembraron en cuñas con agar agar y se utilizaron como
nutrientes 3 g/L de extracto de levadura, 3 g/L de extracto de malta, 5 g/L de peptona y
10 g/L de glucosa. Se incubaron por un periodo de 48 h a 37°C.
Se establecieron las condiciones de crecimiento de dichos microorganismos, variando
el medio (agua y buffer citrato de sodio), pH (4,8 y 6,15), temperatura (35ºC - 42ºC) y
agregando sales como suplementos (MgSO4.7H2O, KH2PO4, (NH4)2SO4 y úrea).
Se realizaron las curvas de crecimiento de cada microorganismo por duplicado en
erlenmeyers de 250 mL en un incubador orbital modelo INNOVA 4300 (New Brunswick
Scientific; Edison N.J., USA) durante 11 horas para garantizar el máximo crecimiento
de biomasa. Se utilizaron como los en agua o buffer citrato (pH 4,8) según fuera el
caso. Para iniciar la cinética de crecimiento se inoculó el medio de cultivo añadiendo 5
mL del medio a una cuña del microorganismo activado. Se midió la concentración de
biomasa por turbidimetría a 580 nm en un spectronic 20, azúcares reductores y etanol
cada hora durante las primeras tres horas, y luego cada dos horas hasta la hora 11, a
partir de la hora de inoculación llamada hora cero.
Se calculó la velocidad específica de crecimiento de cada microorganismo en las
condiciones que resultaron más favorables para la producción de etanol, valores que se
determinaron a partir de la pendiente de la curva logarítmica de la biomasa contra el
tiempo en la región de crecimiento exponencial.
2.8 Sacarificación y fermentación por separado (SHF)
Para estas experiencias se realizó la sacarificación del bagazo de caña de azúcar
tratado y del no tratado utilizando la condición de mayor producción de azúcares
usando el complejo enzimático Accellerase y β-glucosidasa por 48 h. Luego de
cumplido este tiempo se procedió a filtrar el hidrolizado y se agregaron los nutrientes

65
necesarios para el crecimiento de los microorganismos. La fermentación87 se inició
agregando el inóculo del microorganismo correspondiente con un volumen igual al 10%
del volumen de trabajo.
Se midió la concentración de biomasa por turbidimetría a 580 nm en un spectronic 20,
previa construcción de la curva de calibración; azúcares reductores122 y etanol cada
hora durante las primeras tres horas, y luego cada dos horas hasta la hora 11, a partir
de la hora de inoculación llamada hora cero.
2.9 Sacarificación y fermentación simultánea (SSF)
Se utilizó para el proceso la condición de máxima producción de azúcares. Se
agregaron simultáneamente el sustrato, el complejo enzimático Accellerase y β-
glucosidasa, cada uno de los microorganismos productores de etanol y los nutrientes.
Las SSF se llevaron a cabo en matraces erlenmeyer de 500 mL con 100 mL del medio
de cultivo, a 100 rpm por 72 horas en una incubadora orbital modelo Innova 4300 (New
Brunswick Scientific; Edison N.J., USA), por duplicado. Para iniciar la fermentación se
inoculó el medio con un volumen al 10% del volumen de trabajo.
Se tomaron alícuotas a las 0; 6; 12, 24, 48 y 72 horas. Durante cada monitoreo el
contenido de los matraces se filtrará a través de un trozo de gasa, el filtrado se
centrifugará, y el sobrenadante se guardará a 4°C para los respectivos análisis de
etanol por cromatografía de gases (CG) y azúcares residuales por DNS.
Se realizaron además variantes al proceso de SSF tales como realizar una pre hidrólisis
de 6 h32,87 y la adición de sustrato fresco a las 24 h110-112.
2.10 Análisis estadístico
El efecto de las principales variables experimentales, así como sus interacciones fueron
evaluados mediante el programa ANOVA (SAS)125. Con respecto al tratamiento PDA, se
66
estudiaron los efectos de la carga de amoníaco y de la humedad mediante un factorial 4
x 2 y sus interacciones carga de amoníaco x humedad. Para la hidrólisis, se estudió el
efecto de la dosis de enzimas con y sin tratamiento PDA. Para los procesos de SSF, se
estudió el efecto del tratamiento y de los microorganismos en la producción de etanol.

67
CAPÍTULO III
RESULTADOS Y DISCUSIÓN
TRATAMIENTO AMONIACAL Y EFECTO SOBRE LOS COMPONENTES DE LA BIOMASA
3.1. Composición del bagazo de caña de azúcar
El bagazo no tratado (BNT) presentó un contenido de 11,08% de solubles, 23,96% de
hemicelulosa, 49,92% de celulosa, 11,05% de lignina y 1,61% de proteína cruda. Estos
valores son similares a los reportados por Pernalete y col. (2008)126 y además el
contenido de celulosa y hemicelulosa están dentro del rango de los valores reportados
por otros trabajos (30-50% para celulosa y 22-30% para hemicelulosa) mientras que el
contenido de lignina fue ligeramente inferior (15-20%)88,127.
3.2. Efecto del tratamiento amoniacal sobre la fracción de carbohidratos y lignina
En la Tabla 3 se muestran las condiciones de tratamiento amoniacal y la composición
resultante de la biomasa.
Tabla 3. Composición del bagazo de caña de azúcar tratado con amoníaco
Muestras
Tratamientos Celulosa
Hemicelulosa
Lignina
Solubles
Carga de amoníaco
Humedad
BT1 0,25
30
49,29a 22,76
ab 10,87
a 11,95
e
BT2 0,50 50,09a 19,45
cd 10,79
a 14,11
d
BT3 1 45,61bc
18,96d 10,95
a 15,89
c
BT4 1,25 36,82d 13,75
f 8,96
a 21,89
a
BT5 0,25
50
49,32a 22,1
ab 11,07
a 11
f
BT6 0,50 49,32a 22,1
ab 11,07
a 11,23
ef
BT7 1 47,99ab
21,24bc
11,04a 11,08
f
BT8 1,25 36,84d 16,77
e 9,38
a 17,64
b
BNT BNT - 49,32a 23,96
a 11,05
a 11,08
f
Superíndices a, b, c, d, e y f representan grupos de valores con diferencias significativas en la prueba LSD (95% confianza)

68
En la Tabla se observa que un incremento en la carga de amoníaco tanto a 30% como
a 50% de humedad produce una disminución de celulosa y hemicelulosa con el
consecuente aumento de los solubles, disminución que se hace significativa (P<0,05)
para una carga de 1,25 kg amoníaco/kg m.s. Igualmente se evidencia una disminución
del contenido de lignina con respecto al bagazo de caña no tratado.
La solubilización parcial de celulosa, hemicelulosa y lignina contribuye a aumentar la
susceptibilidad de la fibra a la hidrólisis enzimática, puesto que esto implica una
disrupción de la matriz lignocelulósica, eliminación de barreras físicas, facilitando el
acceso de las enzimas a los carbohidratos (celulosa y hemicelulosa) para la conversión
a sus azúcares monoméricos, además los fragmentos solubilizados pueden ser más
rápidamente hidrolizados que el polímero original17. Trabajos realizados con otros
materiales lignocelulósicos, tales como, pasto elefante enano15, alfalfa19 y maní
forrajero20, corroboran que el aumento de la susceptibilidad al ataque químico o
enzimático se debe principalmente a la disminución de la cristalinidad de la celulosa y a
la solubilización parcial de la hemicelulosa y lignina.
En las Figuras 16 y 17 se muestra el efecto de la carga de amoníaco sobre el contenido
de hemicelulosa, celulosa y solubles sobre el bagazo de caña de azúcar a 30% y 50%
de humedad, respectivamente. En la Figura 16 se observa que un aumento en la carga
de amoníaco implicó una disminución del contenido de hemicelulosa (correlación
lineal, r = 0,92), obteniéndose la máxima solubilización (43%) para 1,25 kg de
amoníaco/kg m.s.
La celulosa se mantuvo sin cambios hasta una carga de amoníaco de 0,5,
comportamiento que se ha evidenciado para el bagazo en estudios anteriores126 y para
otros materiales como el pasto elefante enano (gramínea)15 y la alfalfa (leguminosa)19,
sin embargo, al aumentar la carga de amoníaco por encima de 0,5 se observa una
notable disminución en el contenido de celulosa, lográndose a 1,25 kg amoníaco/kg
m.s. la máxima solubilización (25%). Esta disminución sugiere que fragmentos de
celulosa se encuentran estableciendo enlaces (tipo éster) con la hemicelulosa128,
enlaces que debido a la acción química del tratamiento amoniacal se rompen
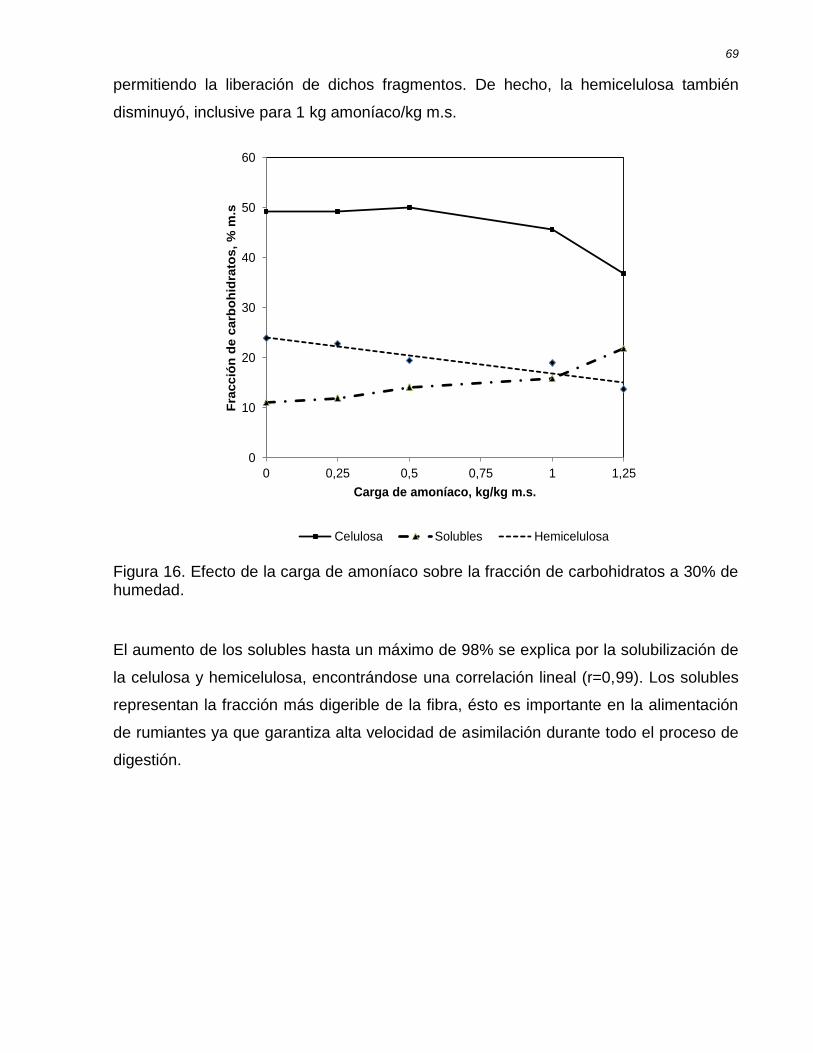
69
permitiendo la liberación de dichos fragmentos. De hecho, la hemicelulosa también
disminuyó, inclusive para 1 kg amoníaco/kg m.s.
0
10
20
30
40
50
60
0 0,25 0,5 0,75 1 1,25
Fra
cció
n d
e c
arb
oh
idra
tos,
% m
.s
Carga de amoníaco, kg/kg m.s.
Celulosa Solubles Hemicelulosa
Figura 16. Efecto de la carga de amoníaco sobre la fracción de carbohidratos a 30% de humedad.
El aumento de los solubles hasta un máximo de 98% se explica por la solubilización de
la celulosa y hemicelulosa, encontrándose una correlación lineal (r=0,99). Los solubles
representan la fracción más digerible de la fibra, ésto es importante en la alimentación
de rumiantes ya que garantiza alta velocidad de asimilación durante todo el proceso de
digestión.

70
0
10
20
30
40
50
60
0 0,25 0,5 0,75 1 1,25
Fra
cció
n d
e c
arb
oh
idra
tos,
% m
.s.
Carga de amoníaco, kg/kg m.s.
Celulosa Hemicelulosa Solubles
Figura 17. Efecto de la carga de amoníaco sobre la fracción de carbohidratos a 50% de humedad.
En la Figura 17 se observa que para lograr una solubilización de celulosa y
hemicelulosa, y un incremento en los solubles es necesario utilizar cargas de amoníaco
por encima de 1. La máxima solubilización de hemicelulosa fue 30% y de celulosa 25%,
mientras que el incremento de solubles fue de 59% para la carga de amoníaco de 1,25.
Estos resultados (menor solubilización de hemicelulosa con respecto a la Figura 16)
sugieren que el tratamiento amoniacal fue menos efectivo cuando se utilizó una
humedad del 50%, esto debido probablemente a un efecto de dilución de la
concentración de amoníaco o porque mayor presencia de agua implica mayor cantidad
de amoníaco retenido en ésta, y como consecuencia hay una disminución de la presión
en el sistema, lo que hace al tratamiento menos efectivo.
La mayor solubilización de lignina, 19%, se obtuvo al utilizar una combinación de carga
de amoníaco de 1,25 kg/kg m.s. y 30% de humedad, valor superior al reportado por
Pernalete y col.126, 5,9%, para bagazo de caña de azúcar tratado con una carga de
71
amoníaco de 1 kg/kg m.s. y 50% de humedad. La lignina actúa como barrera física que
impide el acceso de las enzimas a la celulosa, por lo tanto la velocidad y extensión de la
hidrólisis está inversamente relacionada con su contenido129.
La desviación estándar de los valores mostrados en la Figuras 16 y 17 se presentan en
el Anexo II.
La Figura 18 muestra los espectros FTIR para las muestras de (a) BNT, BT1, BT2, BT3
y BT4 y (b) BNT, BT5, BT6, BT7 y BT8, respectivamente, en el rango de 1900 cm-1 a
600 cm-1 que es el rango del espectro en donde se obtiene más información química y
estructural. Como era de esperarse la señal de 1716 cm-1 (señal del carbonilo) se va
difuminando a medida que aumenta la relación amoníaco/biomasa y ésto se debe al
ataque nucleofílico del ión OH- a los enlaces tipo éster que unen la hemicelulosa con la
lignina, durante el tratamiento PDA. Como consecuencia de esta ruptura, se observa
una señal en 1664 cm-1 atribuida a la formación del ion carboxilato. Esto concuerda
claramente con la disminución en la fracción de hemicelulosa que reporta el método de
Van Soest (Tabla 3), en donde todos los resultados para 30% de humedad en el
tratamiento PDA, tienen diferencias significativas (P<0,05). Se observó una disminución
en el contenido de lignina pero las diferencias no fueron significativas (P>0,05); ésto no
evidencia necesariamente un bajo poder deslignificador, sino que puede expresar, que
el tratamiento no fraccionó la lignina hasta componentes de una masa molar tal que
pudieran ser solubilizados fácilmente. Esta particularidad pudiera ser una ventaja en
aplicaciones donde se quiera mantener la integridad física de la lignina como insumo
para químicos de interés.
La señal a 1596 cm-1 representa la vibración esqueletal del enlace C=C y la banda en
1508 cm-1 corresponde a la tensión C-H aromática en el plano, propias de la lignina. La
poca definición de las señales en 1420, 1364 y 1316 cm-1 indica el predominio de la
celulosa I tanto en las muestras tratadas con en el material no tratado. El pico de 1154
cm-1 está relacionado con el alargamiento del enlace antisimétrico C-O. La señal en 900
cm-1 representa la deformación glucosídica C-H con la contribución vibracional del anillo
y la flexión -OH, que es característica de enlaces β-glucosídicos entre la glucosa en la

72
celulosa. Con esta banda se aprecia que en las muestras predomina la celulosa I ya
que en la celulosa II esta banda es aguda.
900
10481100
1156
12321316
15081596
M4
1664
1716
M0
M2
M3
M1
242628
3032343638
40424446
4850525456
58606264
6668707274
767880
6007008009001000110012001300140015001600170018001900
Número de onda (cm-1
)
% T
rans
mita
ncia
1664
M8
1596 1508
1316
1232
1156
11001048
900
M0
1716M6
M7
M5
242628
3032343638
40424446
4850525456
58606264
6668707274
767880
6007008009001000110012001300140015001600170018001900
Número de onda (cm-1
)
% T
rans
mita
ncia
Figura 18. Espectros de FTIR de (a) BNT (M0), BT1 (M1), BT2 (M2), BT3 (M3), BT4 (M4) y (b) BNT (M0), BT5 (M5), BT6 (M6), BT7 (M7), BT8 (M8).
a
b

73
3.3 Efecto del tratamiento amoniacal sobre la cristalinidad del bagazo de caña de
azúcar y su relación con la hemicelulosa, solubles y lignina
Los resultados arrojados en el análisis de Van Soest para la fibra sugirieron como
mejores condiciones de tratamiento aquellas con cargas de amoníaco de 1 y 1,25 kg/kg
m.s. tanto para 30% (BT3, BT4) como para 50% de humedad (BT7, BT8), es por ello
que se determinó la cristalinidad para las muestras de bagazo de caña de azúcar
tratado y al bagazo no tratado como control para evaluar los posibles cambios
estructurales originados por el tratamiento amoniacal.
Los difractogramas de las muestras tratadas y no tratada mostraron que están
constituidos principalmente por celulosa I (Ver Anexo III), representada por una
pequeña señal alrededor de 16° y otra más grande alrededor de 22,7° de 2θ, separada
por un valle mínimo en 19° de 2θ. Estos resultados confirman que la matriz del material
es altamente rígida, pues el secado previo al proceso de hidrólisis enzimática, no
produjo cambios apreciables de la celulosa nativa hacia su estado más estable
termodinámicamente, celulosa II. Los picos bien definidos alrededor de 21,5° y 27° de
2θ se relacionan con contaminantes como silicatos presentes en los sitios de
almacenaje a la intemperie de este material. De manera similar a otros materiales,
como el pasto elefante enano18, el tratamiento PDA aumentó la cristalinidad de las
muestras de bagazo de caña de azúcar, tal como se muestra en la Tabla 4.
Tabla 4. Cristalinidades y porcentajes aproximados de Celulosa I y II. Índice de orden lateral (IOL) y de cristalinidad total (ICT) para las muestras de bagazo de caña de azúcar.
Muestra Crist. total % C I % C II ICT IOL
BNT 45,74 35,69 10,05 1,3895 0,9397
BT1 66,55 39,33 27,22 1,2407 0,9817
BT2 56,14 33,43 22,71 1,4050 0,8955
BT3 53,47 31,75 21,72 1,2913 0,9620
BT4 60,73 33,69 27,04 1,1273 1,0937
BT5 49,69 30,15 19,53 1,3203 1,0032
BT6 60,52 40,34 20,19 1,1735 1,0629
BT7 56,23 40,06 16,17 1,2105 0,9810
BT8 69,93 45,74 24,19 1,1606 0,9537 Cristalinidad: Suma de los ICr calculados para Celulosa I y Celulosa II; %CI: ICr calculado como celulosa I; %CII: ICr calculado como celulosa II; ICr: índice de Cristalinidad de Segal. ICT: A1375cm
-1/A2900cm
-1.
IOL: A1420cm-1
/A893cm-1

74
En las Tablas 5 y 6 se presentan los parámetros de las correlaciones de la composición
del bagazo de caña de azúcar y su cristalinidad. Se observa el efecto pronunciado de la
solubilización de la lignina y de la hemicelulosa, compuestos amorfos, en el aumento
aparente de la cristalinidad, medido también por el aumento de compuestos solubles.
Tabla 5. Parámetros de las correlaciones de la composición del bagazo de caña de azúcar (BNT, BT3, BT4) y su cristalinidad.
Variable Parámetro Cristalinidad ICT IOL
Hemicelulosa
r 1,000 0,991 0,930
m -0,6808 38,205 -57,028
Solubles
r 0,997 0,997 0,947
m 0,7201 -40,752 61,653
Lignina
r 0,878 0,944 0,996
m -0,1381 8,3977 -14,105
Cristalinidad r 1,000 0,986 0,918
m 1 -55,848 82,703
Cristalinidad: Suma de los ICr calculados para Celulosa I y Celulosa II; %CI: ICr calculado como celulosa I; %CII: ICr calculado como celulosa II; ICr: índice de Cristalinidad de Segal. ICT: A1375cm
-1/A2900cm
-1.
IOL: A1420cm-1
/A893cm-1
Tabla 6. Parámetros de las correlaciones de la composición del bagazo de caña de azúcar (BNT, BT7, BT8) y su cristalinidad.
Variable Parámetro Cristalinidad ICT IOL
Hemicelulosa
r 0,998 0,898 0,199
m -0,2987 27,1 -34,366
Solubles
r 0,902 0,669 0,183
m 0,2815 -21,04 -32,961
Lignina
r 0,904 0,673 0,178
m -0,0716 5,3711 8,1319
Cristalinidad r 1,000 0,924 0,26
m 1 -93,164 150,32 Cristalinidad: Suma de los ICr calculados para Celulosa I y Celulosa II; %CI: ICr calculado como celulosa I; %CII: ICr calculado como celulosa II; ICr: índice de Cristalinidad de Segal. ICT: A1375cm
-1/A2900cm
-1.
IOL: A1420cm-1
/A893cm-1
En las Figuras 19 y 20 se muestra la relación de cada uno de los componentes de la
fibra (hemicelulosa, solubles y lignina) con la cristalinidad del bagazo de caña de azúcar
medido por XRD para BNT, BT3, BT4; y para BNT, BT7, BT8, respectivamente.
Destaca claramente la altísima correlación inversa entre la hemicelulosa y la

75
cristalinidad en materiales tratados con amoníaco. Éste solubiliza parte de la
hemicelulosa al interactuar con los grupos carboxílicos de los residuos de ácido
glucurónico de la misma. También se rompen uniones tipo éster entre la hemicelulosa y
la lignina. Siendo la hemicelulosa un polímero amorfo, su eliminación aumenta la
cristalinidad. De igual forma ocurre con la lignina, un polímero amorfo también. La
lignina se solubiliza por reducción de su masa molar mediante clivaje de enlaces tipo
éster antes mencionados y exposición de los grupos fenólicos al álcali para formar
fenóxidos. En el caso del contenido de los solubles, la correlación es directa (elevada
para BT3 y BT4, Figura 19), ya que son el resultado de la solubilización de fracciones
de los polímeros amorfos.
Se observa en la Tabla 5 y en la Figura 21 que para las muestras tratadas con 30% de
humedad (BT3 y BT4) existe una correlación muy elevada entre el índice de
cristalinidad medido por XRD y los índices calculados en base a señales del FTIR (ICT
y IOL), como lo reportan algunos trabajos en la literatura130, de allí que sean elevadas
las correlaciones de los solubles, hemicelulosa y lignina con la cristalinidad (Figura 19) y
los índices obtenidos por FTIR. La correlación de la cristalinidad con el ICT es más alta
que para el IOL.
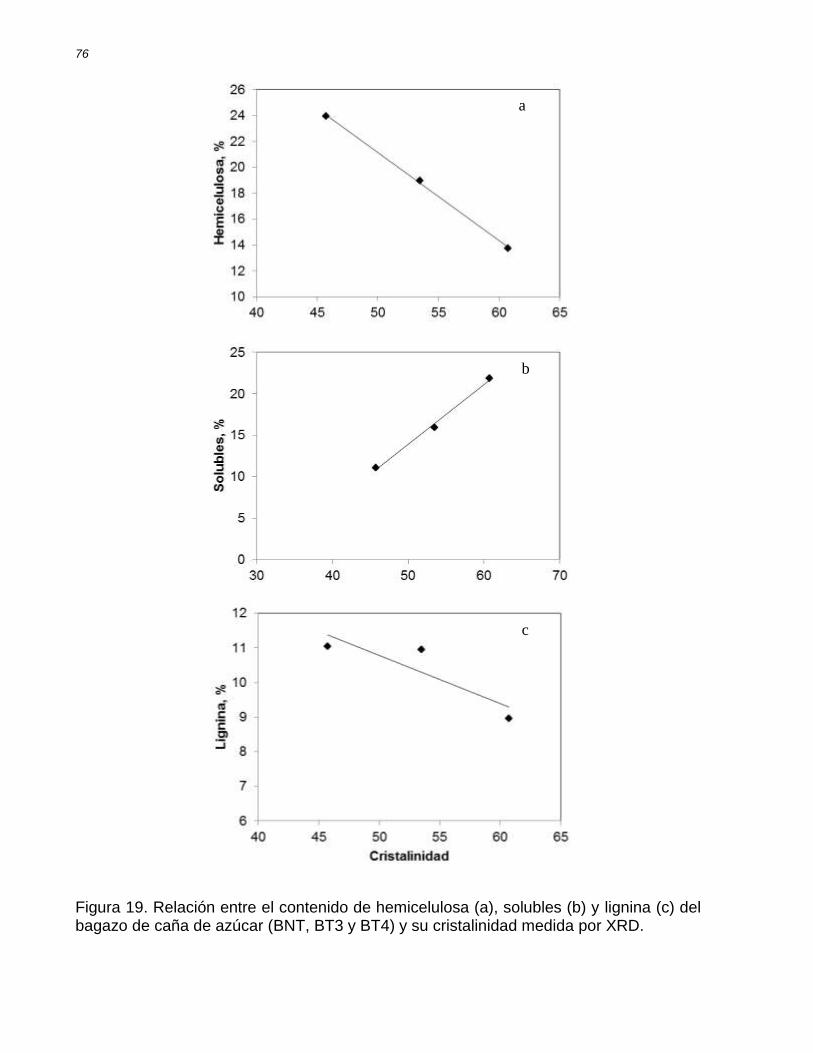
76
Figura 19. Relación entre el contenido de hemicelulosa (a), solubles (b) y lignina (c) del bagazo de caña de azúcar (BNT, BT3 y BT4) y su cristalinidad medida por XRD.
a
b
c

77
Figura 20. Relación entre el contenido de hemicelulosa (a), solubles (b) y lignina (c) del bagazo de caña de azúcar (BNT, BT7 y BT8) y su cristalinidad medida por XRD.
a
b
c

78
Figura 21. Relación entre la cristalinidad del bagazo de caña de azúcar (BNT, BT3 y BT4) medida por XRD y el índice ICT (a) y IOL (b). Sin embargo, para 50% de humedad (BT7 y BT8), el índice de cristalinidad solo está
correlacionado con el ICT (Figura 22) y por lo tanto solo se observan altas correlaciones
entre lignina, hemicelulosa y solubles vs. Índice de cristalinidad (Figura 20); y
correlaciones intermedias con el ICT (Tabla 6).
a
b

79
Figura 22. Relación entre la cristalinidad del bagazo de caña de azúcar (BNT, BT7 y BT8) medida por XRD y el índice ICT.
A 50% de humedad, no existen correlaciones con el IOL. Alguna de las dos señales que
se cuantifican para el cociente debe ser inadecuada para un sustrato con retención
mayor de amoníaco y humedad.

80
CAPÍTULO IV
RESULTADOS Y DISCUSIÓN
PRODUCCIÓN DE AZÚCARES POR HIDRÓLISIS ENZIMÁTICA
4.1Tiempo de hidrólisis
Para la determinación del tiempo de hidrólisis se seleccionaron bagazo de caña de
azúcar no tratado (BNT) y bagazo tratado (BT) a diferentes cargas de amoníaco para 30
y 50% de humedad. La cinética de la hidrólisis enzimática se realizó usando una dosis
de enzima de 2 UI/ g m.s. y concentración de sustrato de 2,5 % p/v por 72 h. Las
Figuras 23 y 24 muestran los resultados. Se observa que la concentración de glucosa
(mg de glucosa equivalente/g m.s.) fue mayor para las muestras de bagazo tratadas
que para el bagazo no tratado para ambas humedades, evidenciando ésto la efectividad
del tratamiento.
En las Figuras se observa que para el bagazo no tratado (BNT) la concentración de
glucosa se mantuvo casi invariable a partir de las 24 h de digestión, ésto debido, a que
utilizando una baja concentración de sólidos se garantizó la hidrólisis de la celulosa
amorfa en tiempos cortos, obteniéndose 62 mg de glucosa/g m.s. a las 72 h. Para las
muestras tratadas se observa un aumento progresivo de la concentración de glucosa
hasta las 48 h, lográndose el mayor valor para el tratamiento con carga de amoniaco de
1,25 kg/kg m.s. y 30% de humedad (Figura 23), para el cual se obtuvo una
concentración de 138,54 mg de glucosa/g m.s a las 72 h. Aunque el aumento de la
producción de azúcares no fue mucho mayor que para 48 h, se seleccionó como tiempo
de hidrólisis 72 h, ya que a concentraciones de sólidos más elevadas pudiera ser
apreciable la diferencia. Es importante destacar que el efecto del amoníaco fue elevado
solo para 1 y 1,25 kg amoníaco/kg m.s., lo cual está altamente relacionado con las
solubilizaciones parciales de la celulosa y la hemicelulosa mencionadas en el capítulo
anterior. Por otro lado, para el caso de 50% de humedad, solo una carga de amoníaco
de 1,25 kg/kg m.s. tiene un efecto importante en la producción de azúcares, lo cual es
consistente con el hecho de que esa fue la única carga de amoníaco que logró
solubilizaciones parciales de hemicelulosa, celulosa y lignina.

81
Figura 23. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado (BNT) y tratados a diferentes cargas de amoníaco y 30% de humedad, usando una dosis de enzima de 2 UI/g m.s. y concentración de sustrato de 2,5 % p/v por 72 h.
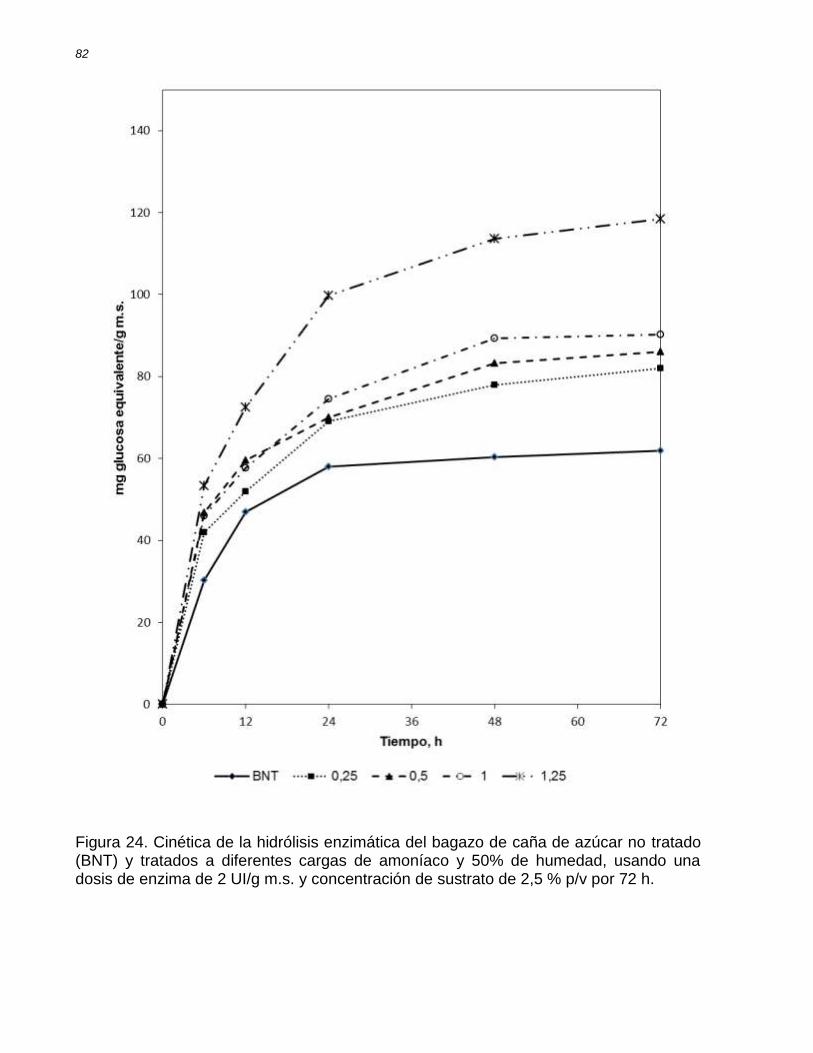
82
Figura 24. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado (BNT) y tratados a diferentes cargas de amoníaco y 50% de humedad, usando una dosis de enzima de 2 UI/g m.s. y concentración de sustrato de 2,5 % p/v por 72 h.

83
4.2 Efecto de la carga de amoníaco y humedad sobre la producción de azúcares
En la Figura 25 se observa el efecto de la carga de amoníaco y la humedad sobre el
rendimiento de azúcares a las 72 h. La figura muestra una interacción importante de la
carga de amoníaco y humedad sobre el rendimiento de azúcares. Para una carga de
amoníaco de 0,25 una humedad de 50% fue más efectiva, mientras que para 0,5 kg
NH3/kg m.s. un aumento de la humedad no implico ningún cambio significativo (P>0,05)
en la producción de azúcares (Tabla 7). En contraste, cargas de amoníaco de 1 y 1,25
requirieron menor humedad como lo sugirió la disminución de hemicelulosa y celulosa
después de los tratamientos (Figuras 16 y 17, capítulo III). En los tratamientos donde
hubo mayor solubilización de hemicelulosa hubo en consecuencia mayor rendimiento
de azúcares, probablemente debido a la mayor exposición de la celulosa a las enzimas.
Por otro lado, las fracciones solubles de celulosa son más rápidamente hidrolizadas por
las enzimas.
Figura 25. Efecto de la carga de amoníaco y la humedad sobre la producción de azúcares por hidrólisis enzimática del bagazo de caña usando una dosis de enzima de 2 UI/g m.s. y concentración de sustrato de 2,5 % p/v por 72 h.

84
Tabla 7. Efecto de la carga de amoníaco y la humedad sobre la producción de azúcares por hidrólisis enzimática del bagazo de caña. Dosis de enzima: 2 UI/g m.s.; concentración de sustrato: 2,5 % p/v; tiempo: 72 h.
Humedad, %
Producción de azúcares, mg/g m.s.
Carga de amoníaco (kg/kg m.s.)
0,25 0,5 1 1,25
30 68,80 a 91,92 c 129,21 e 138,54 f
50 83,90 b 90,21 c 95,20 c 118,61 d
Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
En la Tabla 7 se observa que el mejor tratamiento amoniacal fue 1,25:30:100 (carga de
amoníaco: humedad: temperatura, BT4) para el que se alcanzó una producción de
azúcares de 138,54 mg de glucosa/g m.s mientras que para el BNT fue de 62 mg de
glucosa/g m.s. Estos resultados muestran que el tratamiento amoniacal incrementó el
rendimiento de azúcares 2,23 veces con respecto al BNT. El tratamiento BT4 fue
seguido por BT3 (1:30:100) y BT8 (1,25:50:100).
La Figura 26 muestra la relación entre la producción de azúcares por hidrólisis
enzimática y la fracción de carbohidratos y lignina solubilizadas por la acción del
tratamiento amoniacal a 30 y 50% de humedad. Las Figuras 26 a y c muestran que no
solo aumentó la producción de azúcares a mayor solubilización de la celulosa y la
hemicelulosa, como se infería de la Figura 25, sino que están altamente
correlacionadas, siendo mayor esta correlación para los tratamientos a 30% de
humedad (Figura 26 a), por lo que pudiera utilizarse el análisis de Van Soest para
predecir la producción de azúcares. Por otro lado, la lignina, que se considera
usualmente un factor cuya solubilización aumenta la accesibilidad de las enzimas a la
celulosa, mostró baja correlación con la producción de azúcares (Figuras 26 b y d). Es
probable, que su participación sea apreciable para valores elevados de solubilización
de la hemicelulosa, ya que el último punto de las curvas para la celulosa y hemicelulosa
solubilizadas, se aleja de una hipotética línea recta que conforman el resto de los
puntos.

85
Figura 26. Relación entre la producción de azúcares por hidrólisis enzimática y la celulosa, hemicelulosa y lignina solubilizadas por la acción del tratamiento amoniacal: a y b) 30% de humedad y c y d) 50% de humedad.
a b
c d

86
La Tabla 8 presenta los parámetros de correlación de la producción de azúcares del
bagazo no tratado y tratados con amoníaco (r =1 kg/kg m.s. y r = 1,25 1 kg/kg m.s) a
30% y 50% de humedad, y su cristalinidad.
Tabla 8. Parámetros de la correlación de la producción de azúcares del bagazo de caña de azúcar no tratado y tratados con amoníaco (BT3, BT4, BT7, BT8) y su cristalinidad.
Variable Parámetro Cristalinidad
30% humedad 50% humedad
Azúcares mg/mL
r 0,949 0,995
m 0,4319 0,136
Es evidente la elevada correlación entre la cristalinidad del bagazo de caña de azúcar y
la producción de azúcares por hidrólisis enzimática a ambas humedades de tratamiento
amoniacal. A 30% es más pronunciado el cambio al presentar una pendiente más alta
(0,4319 vs. 0,136, factor=3,17).
En la Figura 27 se observa la relación lineal existente entre la producción de azúcares y
la cristalinidad del bagazo de caña de azúcar para la muestra no tratada y las tratadas
con amoníaco BT3 y BT4 (Figura 27a) y BT7 y BT8 (Figura 27b)
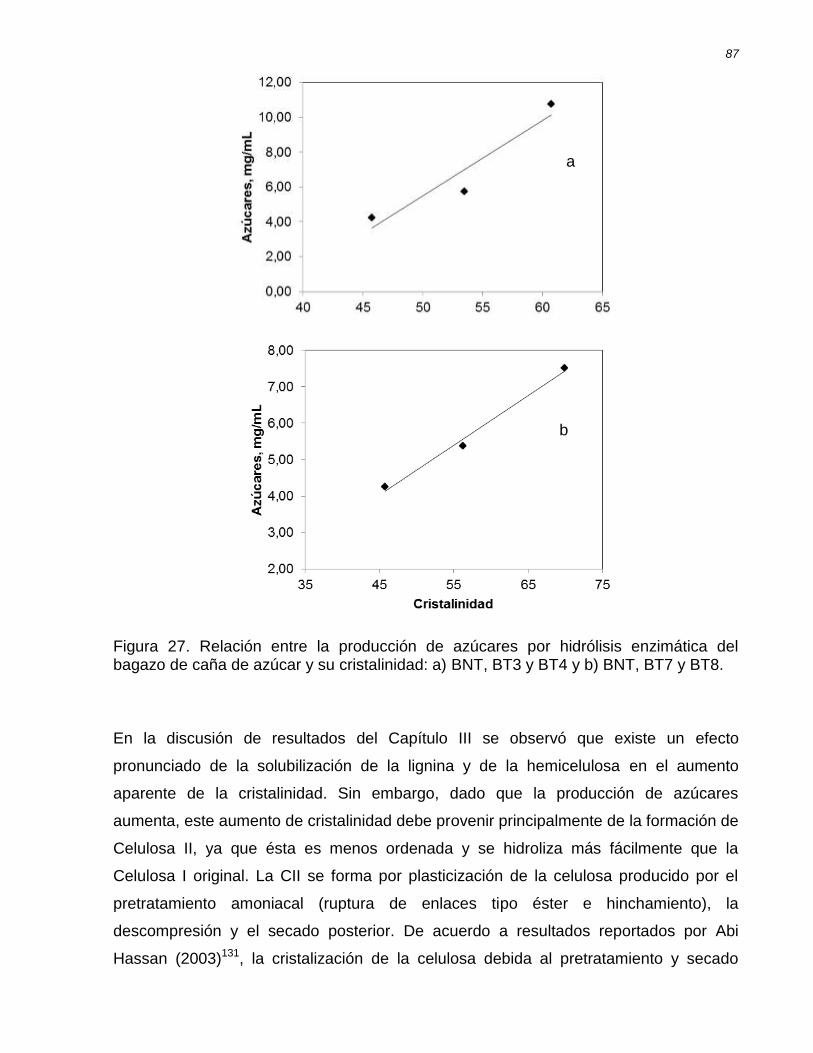
87
Figura 27. Relación entre la producción de azúcares por hidrólisis enzimática del bagazo de caña de azúcar y su cristalinidad: a) BNT, BT3 y BT4 y b) BNT, BT7 y BT8.
En la discusión de resultados del Capítulo III se observó que existe un efecto
pronunciado de la solubilización de la lignina y de la hemicelulosa en el aumento
aparente de la cristalinidad. Sin embargo, dado que la producción de azúcares
aumenta, este aumento de cristalinidad debe provenir principalmente de la formación de
Celulosa II, ya que ésta es menos ordenada y se hidroliza más fácilmente que la
Celulosa I original. La CII se forma por plasticización de la celulosa producido por el
pretratamiento amoniacal (ruptura de enlaces tipo éster e hinchamiento), la
descompresión y el secado posterior. De acuerdo a resultados reportados por Abi
Hassan (2003)131, la cristalización de la celulosa debida al pretratamiento y secado
a
b

88
posterior produce fibras (CII), que aunque tardan más en hidratarse (con respecto a CI),
al final se hidratan más y se hidrolizan en mayor extensión.
En el caso particular de BT4 (30% de humedad) vs BT8 (50% de humedad), el primero
produce mayor cantidad de azúcares probablemente debido a que tiene menor
contenido de Celulosa I (resistente a la hidrólisis) y mayor contenido de Celulosa II
(fácilmente hidrolizable), proveniente del arreglo de la celulosa amorfa. Por otra parte,
en BT8, parece que la estructura cristalina original del bagazo antes del secado se
recuperara con el pretratamiento, ya que la CI es igual a la cristalinidad original del
BNT. De esta manera, la diferencia en CI entre BT4 y BT8 es aproximadamente de 12
unidades porcentuales (Tabla 4, Capítulo III).
Las Figuras 28, 29 y 30 muestran las micrografías obtenidas por microscopía
electrónica de barrido (SEM) del BNT, BT4 y BT8, respectivamente.
La Figura 28a muestra fragmentos de tallos del bagazo y algunos grupos de partículas
amorfas que corresponden a bagacillo, la parte interna de los tallos, que es el material
más digerible. Los fragmentos provienen del proceso industrial de corte y molienda por
estrujado, además de la molienda adicional de la muestra para la SEM (tamaño de
partícula 1 mm). La Figura 28b muestra que el conglomerado de fibras en el bagazo ha
perdido su cutícula protectora exterior. En la parte superior izquierda se ven cuerpos
amorfos de bagacillo. La Figura 28c muestra tejido vascular prácticamente intacto en
posición longitudinal. Se aprecia orden, linealidad y aros de los conductos vasculares.
Esta estructura abierta, probablemente a consecuencia de la molienda, nos permite ver
los compartimientos interiores. La Figura 28d presenta la ampliación de la zona de los
aros.
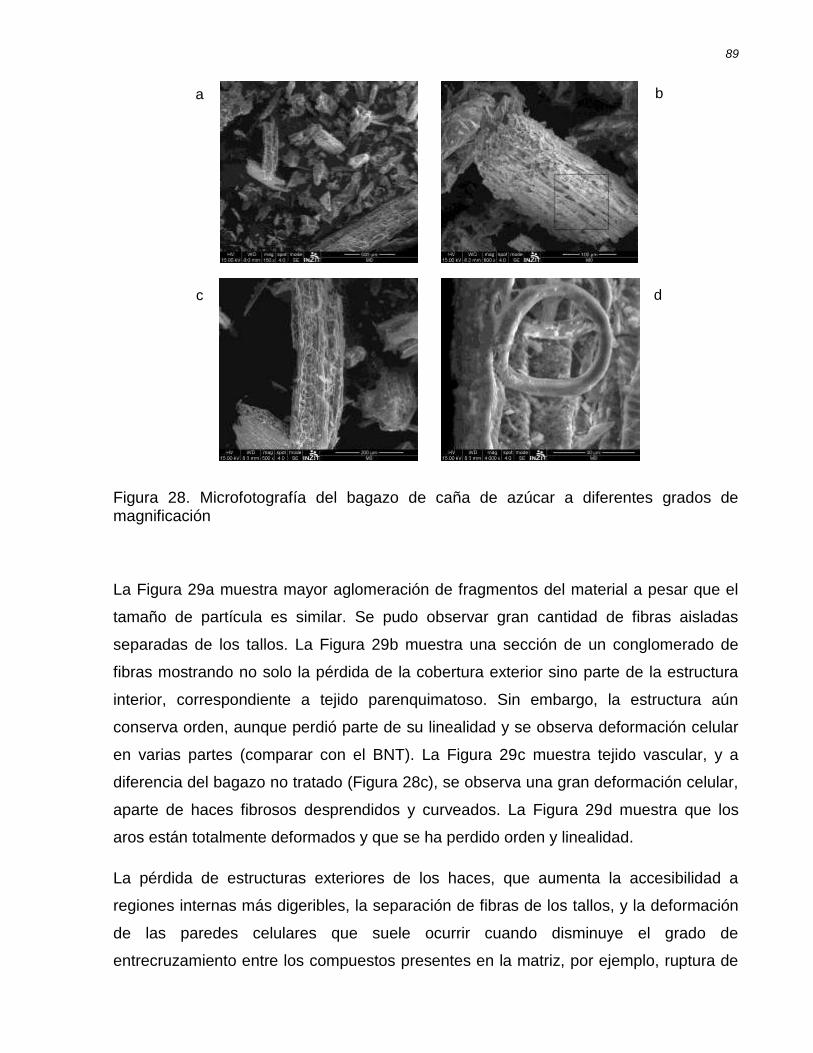
89
Figura 28. Microfotografía del bagazo de caña de azúcar a diferentes grados de magnificación
La Figura 29a muestra mayor aglomeración de fragmentos del material a pesar que el
tamaño de partícula es similar. Se pudo observar gran cantidad de fibras aisladas
separadas de los tallos. La Figura 29b muestra una sección de un conglomerado de
fibras mostrando no solo la pérdida de la cobertura exterior sino parte de la estructura
interior, correspondiente a tejido parenquimatoso. Sin embargo, la estructura aún
conserva orden, aunque perdió parte de su linealidad y se observa deformación celular
en varias partes (comparar con el BNT). La Figura 29c muestra tejido vascular, y a
diferencia del bagazo no tratado (Figura 28c), se observa una gran deformación celular,
aparte de haces fibrosos desprendidos y curveados. La Figura 29d muestra que los
aros están totalmente deformados y que se ha perdido orden y linealidad.
La pérdida de estructuras exteriores de los haces, que aumenta la accesibilidad a
regiones internas más digeribles, la separación de fibras de los tallos, y la deformación
de las paredes celulares que suele ocurrir cuando disminuye el grado de
entrecruzamiento entre los compuestos presentes en la matriz, por ejemplo, ruptura de
a
b
c
d

90
enlaces tipo éster entre hemicelulosa y lignina, explican por qué la muestra BT4
presentó un aumento considerable del rendimiento de sacarificación. Estas rupturas
producen despolimerización que termina originando fragmentos solubles de
hemicelulosa y lignina confirmados por el análisis de Van Soest y que ocasionan
aumento de la cristalinidad.
Figura 29. Microfotografía del bagazo de caña de azúcar tratado (BT4) a diferentes grados de magnificación
Las Figuras 30 a, b y c, muestran el bagazo tratado con amoníaco, BT8, que
corresponde a un bagazo tratado con mayor humedad, 50%. Aunque se encontraron
estructuras tan deformadas como las de la muestra BT4 con 30% de humedad (Figuras
29b y c), gran parte del material observado en varios campos luce como si no hubieran
sido tratados, ya que muchas estructuras permanecieron intactas tal y como aparecen
en las Figuras 28a-d, del material no tratado.
No se esperaba este resultado, ya que la cantidad de amoníaco es la misma en las dos
muestras, variando solo el agua agregada. Más agua significa hidratación de mayor
a
b
c
d

91
cantidad de bagazo en un reactor de buen mezclado, y como el agua retiene amoníaco
debido a su gran afinidad química, ha debido pretratarse más material. Además, la
disolución de amoníaco en agua es exotérmica, por lo que la temperatura de la biomasa
podría ser superior, acrecentando el efecto del amoníaco.
Por otro lado, si hay mayor contenido de agua, más amoníaco permanece en la fase
acuosa y la presión del sistema es menor. La presión del pretratamiento BT4 fue de 275
psi, mientras que la del BT8 fue 195 psi. Los resultados sugieren que el factor presión
puede haber sido determinante en el efecto del pretratamiento amoniacal, aparte de
que más agua significa menor concentración de amoníaco, y por ende de OH-, el agente
nucleofílico causante de la ruptura del enlace tipo éster.
Figura 30. Microfotografía del bagazo de caña de azúcar tratado (BT8) a diferentes grados de magnificación
a
b
c

92
4.3 Efecto de la dosis de enzimas y la concentración de sustrato sobre la producción de
azúcares
En las Figuras 31 y 32 se observa que la producción de azúcar en mg de glucosa/g m.s.
varió poco al aumentar la concentración de sustrato tanto para el BNT como para el
BT4, este resultado indica que la hidrólisis no perdió eficiencia al aumentar la
concentración de bagazo seco de 2,5 a 5%.
Una dosis de enzimas de 5 UI/g m.s. produce mayor cantidad de azúcares reductores
que la dosis de 2 UI/g m.s. Para una concentración de sustrato de 5%, la producción de
azúcar por gramo de bagazo tratado seco aumentó de 194,33 a 236,80 mg de glucosa
a las 72 h, mientras que para el BNT aumentó de 79,61 a 118,10 mg de glucosa/ g m.s.

93
Figura 31. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado y tratado (BT4) a diferentes concentraciones de sustrato (2,5; 3,75 y 5% p/v) y dosis de enzima de 2 UI/g m.s.

94
Figura 32. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado y tratado (BT4) a diferentes concentraciones de sustrato (2,5; 3,75 y 5% p/v) y dosis de enzima de 5 UI/g m.s.

95
En las Tablas 9 y 10 se muestran las velocidades de iniciación y la producción de
azúcares al final de la hidrólisis enzimática (72 h) para las dosis de enzima utilizadas
(2UI y 5UI enzima/g m.s.) para el bagazo de caña de azúcar no tratado y tratado (BT4),
respectivamente.
Tabla 9. Velocidades de iniciación de la hidrólisis del bagazo de caña de azúcar no tratado.
Concentración de sustrato, %
BNT
2UI/g m.s. 5UI/g m.s.
Velocidad de iniciación, mg/mL*h
Producción azúcar, mg/mL
Velocidad de iniciación, mg/mL*h
Producción azúcar, mg/mL
2,5 0,13 1,62 0,21 2,78
3,75 0,34 3,09 0,42 4,68
5 0,47 4,25 0,60 6,14
Tabla 10. Velocidades de iniciación de la hidrólisis del bagazo de caña de azúcar tratado con
amoníaco (BT4).
Concentración de sustrato, %
BT
2UI/g m.s. 5UI/g m.s.
Velocidad de iniciación, mg/mL*h
Producción azúcar, mg/mL
Velocidad de iniciación, mg/mL*h
Producción azúcar, mg/mL
2,5 0,22 3,13 0,43 4,77
3,75 0,42 5,53 0,71 7,40
5 0,60 7,57 0,84 9,73
Se observa que para ambos materiales se cumple que al aumentar la concentración de
sustrato la velocidad de iniciación se incrementa, aunque no de manera proporcional,
ésto evidencia que el tratamiento amoniacal hace al bagazo más susceptible al ataque
enzimático. Por otra parte, las velocidades de iniciación para la dosis de 5 UI/g m.s.
fueron mayores que para la de 2 UI/g m.s., tanto para el material no tratado como para
el tratado, alcanzándose la mayor velocidad de iniciación, 0,84 mg/mL*h, para el
material no tratado para una dosis de 5 UI/g m.s. y 5 % de sustrato. Un incremento en
la velocidad de iniciación trae consigo un consecuente aumento en la producción de
azúcares fermentables. Trabajos realizados en pasto elefante enano69 y follaje de
yuca132 demuestran que al aumentar la dosis de enzima 1,3 UI/g m.s. a 3,2 UI/g m.s., y

96
2 UI/g m.s. a 5 UI/ g m.s., respectivamente, se obtienen mayores velocidades de
iniciación de la hidrólisis enzimática de los materiales mencionados.
Las Figuras 33 y 34 muestran la correlación lineal existente entre las velocidades de
iniciación y la producción de azúcares fermentables al final de la hidrólisis tanto para el
material no tratado como para el tratado.
Figura 33. Relación entre la velocidad de iniciación y la producción de azúcares fermentables al final de la hidrólisis del bagazo de caña de azúcar no tratado para las dosis de enzimas de 2 y 5 UI/g m.s.
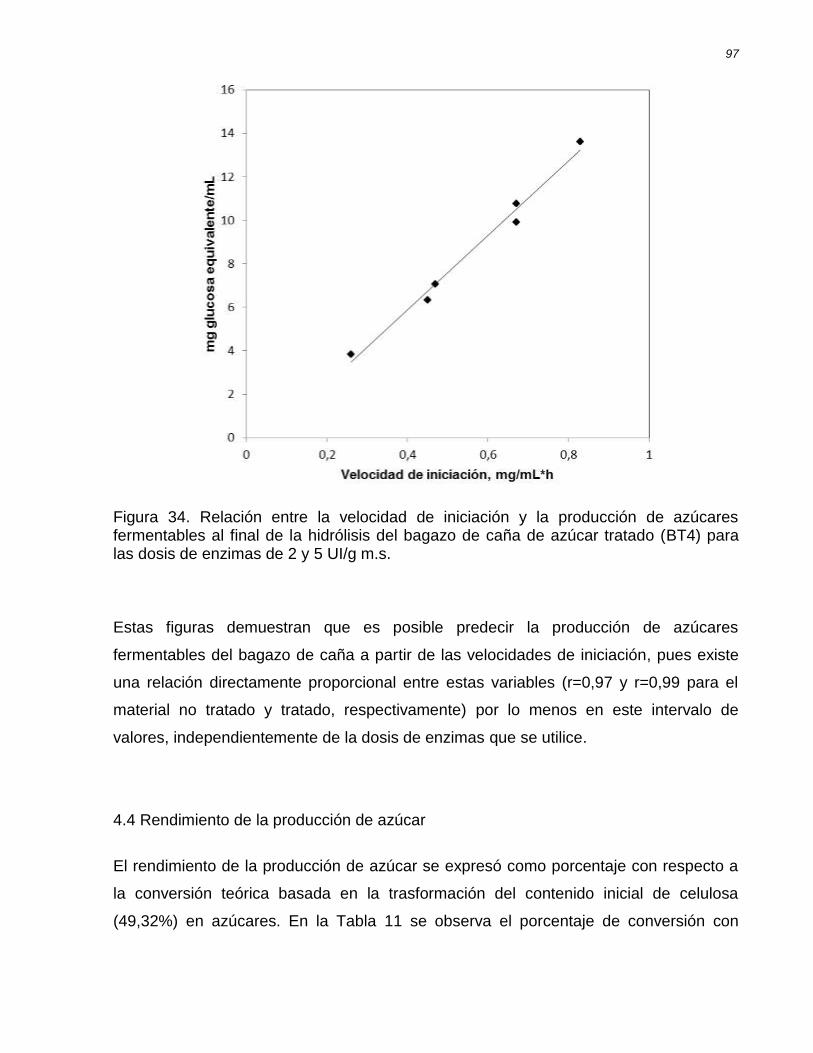
97
Figura 34. Relación entre la velocidad de iniciación y la producción de azúcares fermentables al final de la hidrólisis del bagazo de caña de azúcar tratado (BT4) para las dosis de enzimas de 2 y 5 UI/g m.s.
Estas figuras demuestran que es posible predecir la producción de azúcares
fermentables del bagazo de caña a partir de las velocidades de iniciación, pues existe
una relación directamente proporcional entre estas variables (r=0,97 y r=0,99 para el
material no tratado y tratado, respectivamente) por lo menos en este intervalo de
valores, independientemente de la dosis de enzimas que se utilice.
4.4 Rendimiento de la producción de azúcar
El rendimiento de la producción de azúcar se expresó como porcentaje con respecto a
la conversión teórica basada en la trasformación del contenido inicial de celulosa
(49,32%) en azúcares. En la Tabla 11 se observa el porcentaje de conversión con

98
respecto al valor teórico durante la hidrólisis con dosis de enzima de 2 UI/g m.s., para
BNT y BT4.
Tabla 11. Porcentaje de conversión con respecto al valor teórico durante la hidrólisis con dosis de enzima de 2 UI/g m.s. para BNT y BT4. Mezcla de enzimas: celulasas (Trichoderma reesei) y celobiasas (Novozym 188).
Concentración
de sustrato
(% p/v)
% de conversión con respecto al valor teórico
BNT BT4
6 h 12 h 24 h 48 h 72 h 6 h 12 h 24 h 48 h 72 h
2,5 5,61 8,68 10,69 11,15 11,43 11,47 16,31 21,13 25,27 25,54
3,75 10,06 10,99 11,15 13,59 14,41 13,77 18,67 24,60 26,80 31,08
5 10,42 10,92 11,34 13,26 14,67 14,88 19,97 24,63 33,25 35,82
La evaluación estadística del efecto de las variables sobre la conversión se muestra en
las Tablas 12, 13 y 14. En éstas se evidencia que existen diferencias significativas
(P<0,05) entre las concentraciones de sustratos utilizadas, entre el material tratado y no
tratado y el tiempo de hidrólisis.
Tabla 12. Efecto de la concentración de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 2 UI/g m.s.; tiempo: 48 y 72 h.
Concentración de sustrato
(% p/v) Conversión
(%)
2,5 18,35 a
3,75 21,47 b
5 24,25 c Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
La Tabla 12 muestra que 5% de sólidos representa la concentración para la que se
obtiene una mayor conversión, esto deja claro que no existen problemas de difusión de
las enzimas al aumentar la cantidad de sólidos de 2,5 a 5%.

99
Tabla 13. Efecto del tipo de sustrato (BNT y BT4) sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 2 UI/g m.s.; tiempo: 48 y 72 h.
Sustratos Conversión (%)
BNT 13,08 a
BT4 29,62 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
Se observa en la Tabla 13 que se obtiene una mayor conversión para el material
tratado, confirmando ésto el efecto del tratamiento amoniacal sobre la susceptibilidad
de la celulosa a la hidrólisis enzimática.
Tabla 14. Efecto del tiempo de hidrólisis sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 2 UI/g m.s.
Tiempo de hidrólisis (h) Conversión (%)
48 20,15 a
72 22,55 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
La Tabla 14 muestra que existen diferencias significativas entre 48 y 72 h de hidrólisis
(P<0,05), sin embargo, se sugiere utilizar 48 h puesto que para este tiempo se alcanza
cerca del 90% de la conversión obtenida a las 72 h.
En base a lo anteriormente discutido se tiene que utilizando una concentración de 5%
de sólidos por 72 h se alcanzó una máxima conversión para el BNT de 14,67% mientras
que para el BT4 se obtuvo un valor máximo de un 35,82% (Tabla 11), lo que representa
un incremento de 2,44 veces. Las bajas conversiones obtenidas para el bagazo de
caña de azúcar no tratado (10,42-14,67%) son típicas de los materiales recalcitrantes.
En la Tabla 15 se observa el porcentaje de conversión con respecto al valor teórico
durante la hidrólisis con dosis de enzima de 5 UI/g m.s., para BNT y BT4.

100
Tabla 15. Porcentaje de conversión con respecto al valor teórico durante la hidrólisis con dosis de enzima de 5 UI/g m.s. para BNT y BT4. Mezcla de enzimas: celulasas (Trichoderma reesei) y celobiasas (Novozym 188).
Concentración
de sustrato
(% p/v)
% de conversión con respecto al valor teórico
BNT BT4
6 h 12 h 24 h 48 h 72 h 6 h 12 h 24 h 48 h 72 h
2,5 9,26 12,66 15,75 17,99 19,77 20,06 26,99 32,15 35,53 40,66
3,75 12,37 14,61 17,14 20,32 22,24 19,64 23,76 32 37,72 41,91
5 13,33 15,09 18 20,15 21,77 17,92 24,60 33,65 37,64 43,42
El efecto de las concentraciones de sustratos utilizadas, el material (BNT vs BT4) y el
tiempo de hidrólisis sobre la conversión usando una dosis de enzima de 5 UI/g m.s. fue
igual al encontrado para la dosis de 2 UI/g m.s. El análisis estadístico se muestra en las
Tablas 16, 17 y 18.
Tabla 16. Efecto de la concentración de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.; tiempo: 48 y 72 h.
Concentración de sustrato (% p/v)
Conversión (%)
2,5 28,49 a
3,75 30,55 b
5 30,75 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
La Tabla 16 muestra que no existen diferencias significativas (P>0,05) entre las
conversiones obtenidas al usar 3,75 y 5% de sólidos en la hidrólisis enzimática al usar
una dosis de enzima de 5 UI/g m.s., sin embargo, se tomó como mejor conversión la
correspondiente a 5% de bagazo, debido a que se utiliza mayor cantidad de sustrato.
Tabla 17. Efecto del tipo de sustrato (BNT y BT4) sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s., tiempo: 48 y 72 h.
Sustratos Conversión (%)
BNT 20,37 a
BT4 39,48 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)

101
Tabla 18. Efecto del tiempo sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.
Tiempo de hidrólisis (h) Conversión (%)
48 28,23 a
72 31,63 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
El análisis estadístico arrojó que para una dosis de enzima de 5 UI/g m.s. la máxima
conversión obtenida para el BT4 fue 43,42% para un 5% de sólidos a las 72 h. Esta
conversión fue dos veces mayor que la obtenida para el BNT a las mismas condiciones
(21,77%).
Al comparar las conversiones obtenidas para el BNT y BT4 para una concentración de
sólidos de 5% a las 72 h (Tablas 11 y 15), se observa que el incremento de la dosis de
enzimas fue más efectivo en el material no tratado que en el tratado, ya que el aumento
en la conversión para el BT fue de 21%, mientras que para el BNT fue de 48%,
indicando ésto una limitación de enzimas para 5% de sustrato a una dosis de enzimas
de 2 UI/g m.s.
El ligero aumento de la conversión del BT4 (21%) con el aumento de la dosis de
enzimas, no justifica elevar la dosis hasta 5 UI/g m.s., que implica un aumento en el
costo por concepto de enzimas de 2,5 veces. Para una dosis de 2 UI/g m.s se alcanza
el 82,5% de lo que se obtiene aumentando la dosis a 5 UI/g m.s., por lo que se debieran
considerar dosis de enzimas intermedias que garanticen un aumento en la conversión y
ahorro de enzimas.
En 2008, Zhao y col.130 utilizando bagazo de caña de azúcar tratado con ácido
peracético a 70°C por 2 h, debieron aumentar el grado de deslignificación por encima
del 40% para alcanzar altas conversiones de azúcares por hidrólisis enzimática (dosis
de enzimas 8 UI/g m.s., 72 h de tiempo de hidrólisis), y ésto lo lograron aplicando
condiciones agresivas de tratamiento ácido (relación líquido sólido de 6:1), obteniendo
así cerca del 80% de conversión. Aunque el rendimiento es alto el costo que involucra
la gran cantidad de reactivo a utilizar y el lavado con agua del material después del
pretratamiento hasta la neutralidad a 105°C por 6 h, hacen este proceso poco rentable.

102
En estudios realizados empleando el bagazo de caña de azúcar tratado con explosión
con vapor a 205°C por 10 min, obtuvieron una conversión de azúcares de 73,82% para
una dosis de enzimas de 90UI/g m.s., 5% de concentración de sustrato y 96 h de
hidrólisis127. Esta alta conversión se debe principalmente a la gran dosis de enzima
utilizada, 18 veces mayor a la empleada en el presente estudio y tiempo de tratamiento
más prolongado. Aunado a ésto, el tratamiento de explosión con vapor produce algunos
compuestos inhibidores de la fermentación tales como furfurales, hidroximetil furfurales,
ácido fórmico, ácido acético y compuestos fenólicos112, por lo que se deben aplicar
tratamientos de destoxificación118, limitando aún más su uso a nivel industrial.
En gramíneas, como el pasto elefante enano, utilizando 3,2 IU/g de sustrato seco y
7,5% de sólidos en 48 h se logró aumentar la conversión de 27,7% a 85,2% al pretratar
el material con amoniaco por 5 min69. En leguminosas tratadas con amoníaco se han
reportado conversiones del 76% para la alfalfa, con dosis de enzimas de 5 IU/g de
sustrato seco en 24 h19 y 65,3% para maní forrajero, con dosis de enzimas de 2 IU/g de
sustrato seco en 24 h20. Por otro lado, para el follaje de yuca el tratamiento amoniacal
permitió aumentar el rendimiento 2,8 veces con respecto al material crudo, pasando de
16,72% utilizando 10% de sólidos del follaje control a un 45,98% usando 5% de
sólidos, empleando en ambos casos 5 UI/g de sustrato seco por 48 h133. En cualquiera
de los casos se obtuvo una mayor conversión que en este trabajo para el bagazo de
caña de azúcar, debido a que es un material más recalcitrante que los anteriores (alto
contenido de lignina y probablemente alto entrecruzamiento entre los componentes de
la matriz lignocelulósica).
4.5 Comparación de complejos enzimáticos para la producción de azúcares
En este trabajo se utilizó la enzima celulasa del Trichoderma reesei de la marca Sigma
que es una de las más usadas para la hidrólisis enzimática, sin embargo, en la
actualidad está tomando gran auge otra enzima comercial llamada AccelleraseTM 1000
de la marca Genencor que es ampliamente recomendada para procesos de
sacarificación y fermentación simultánea de material lignocelulósico a etanol, ya que
contiene nutrientes remanentes de la producción de la enzima disponibles para las

103
levaduras etanologénicas, además presenta alta actividad de celobiasa y pequeñas
concentraciones de xilanasas. Con el fin de evaluar la eficiencia de estos dos complejos
enzimáticos sobre el sustrato se hicieron hidrólisis al material tratado (BT4) usando una
dosis de enzimas de 5 UI/g m.s. y una concentración de sustrato de 5% por 48 h. Se
utilizó el BNT como control. Cabe destacar que ambos complejos presentaron
actividades enzimáticas similares y ambos fueron suplementados con celobiasas
(Novozym 188).
La Figura 35 muestra la producción de azúcares en mg/g m.s. para el BNT y BT4 a las
24 h y 48 h utilizando los dos complejos celulásicos comerciales. Es evidente para
cualquiera de los complejos enzimáticos que al aumentar el tiempo de hidrólisis
aumenta la producción de azúcares, sin embargo, este aumento es más notorio para el
complejo enzimático Accellerase (CAG), para el que se obtuvo un incremento de 38%
para el BNT y 22% para el BT mientras que para el complejo celulásico sigma (CCS) se
obtuvo un incremento cercano al 11% para ambos materiales.
Al comparar la producción de azúcares a las 48 h se observa que el cambio de
complejo enzimático afectó sustancialmente más al BNT donde la producción de
azúcares aumentó de 109,40 (CCS) a 169,29 mg de glucosa/g m.s. (CAG), que
representa un aumento del 55%, mientras que para el BT4 incrementó la producción de
azúcares de 205,40 a 243,78 mg de glucosa/g m.s (20% de aumento), ésto sugiere la
presencia de enzimas que catalizan la ruptura de enlaces ésteres en el CAG que
simplifican la matriz del material lignocelulósico, características de algunos complejos
hemicelulásicos. Prior y Day (2008)134, demostraron que el uso de cocteles enzimáticos
que contienen xilanasas mejoran la hidrólisis tanto de las fracciones de celulosa como
de hemicelulosa del bagazo de caña de azúcar tratado con amoníaco.

104
0
50
100
150
200
250
mg
de
glu
co
sa
/g m
.s.
BNT 1,25:30:100 BNT 1,25:30:100
Sigma Genencor
24 h 48 h
Figura 35. Producción de azúcar (mg glucosa equivalente/g m.s.) por hidrólisis enzimática con dosis de enzima de 5 UI/g m..s. y concentración de 5% de sustrato, para BNT y BT4. Complejos celulolíticos: AccelleraseTM 1000 (Genencor) y celulasas producidas por Trichoderma reesei Rut C-30 (Sigma).
En las Tablas 19, 20 y 21 se muestra el análisis estadístico del efecto de las variables
sobre la producción de azúcar empleando los complejos celulolíticos AccelleraseTM
1000 (Genencor) y celulasas producidas por Trichoderma reesei Rut C-30 (Sigma).
Tabla 19. Efecto del complejo enzimático sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
Complejo enzimático Producción de azúcar (mg/g m.s.)
Genencor 183,77 a
Sigma 148,43 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
Los resultados observados en la Tabla 19 indican mayor potencial del complejo
celulolítico AccelleraseTM 1000 (Genencor) para la producción de azúcares, lo que
justifica el uso de éste para la sacarificación del bagazo de caña de azúcar.

105
Tabla 20. Efecto del tipo de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
Sustratos Producción de azúcar (mg/g m.s.)
BNT 124,77 a
BT4 207,43 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
Se observa en las Tablas (20 y 21) que existen diferencias significativas (P<0,05) entre
los sustratos utilizados y el tiempo de hidrólisis, y en consecuencia la máxima
producción de azúcar se obtiene para el material tratado a las 48 h.
Tabla 21. Efecto del tiempo de hidrólisis sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.
Tiempo de hidrólisis (h)
Producción de azúcar (mg/g m.s.)
24 150,56 a
48 181,65 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
De esta experiencia se concluye que la acción de CAG sobre el BT4 permitió lograr una
conversión con respecto al valor teórico de 44,94% mientras que para CCS fue 31,20%
a las 48 h, que equivale a un aumento de 1,44 veces.
4.6 Aumento de la concentración de sustrato para incrementar la producción de
azúcares por hidrólisis enzimática
La producción de etanol es una función de la concentración de azúcar en el caldo de
fermentación. Una alternativa es aumentar la concentración de sólidos. En este trabajo
se procedió a aumentarla hasta 10% p/v, ya que en procesos de sacarificación y
fermentación simultánea ha sido difícil lograr buenos rendimientos de etanol por encima
de esta concentración73. En la Tabla 22 se observa la producción de azúcar con dosis
de enzima de 5 UI/g m.s. para BNT y BT4 usando celulasas (Accellerase) y celobiasas
(Novozym 188) para 5; 7,5 y 10% de concentración de sustrato.

106
Tabla 22. Porcentaje de conversión con respecto al valor teórico durante la hidrólisis con dosis de enzima de 5 UI/g m..s. para BNT y BT4. Mezcla de enzimas: celulasas (Accellerase) y celobiasas (Novozym 188).
Concentración de sustrato
(%p/v)
% de conversión con respecto al valor teórico
BNT BT4
24 h 48 h 24 h 48 h
5 22,65 31,20 36,71 44,94
7,5 14,73 22,85 26,48 40,92
10 16,91 17,61 23,51 33,66
Las Tablas 23, 24 y 25 muestran que existen diferencias significativas (P<0,05) entre
las variables que ejercen efecto sobre la producción de azúcar del bagazo de caña
utilizando el complejo celulolítico AccelleraseTM 1000 (Genencor).
Tabla 23. Efecto de la concentración de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Complejo celulolítico: AccelleraseTM 1000 (Genencor). Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
Concentración de sustrato (%)
Conversión (%)
5 33,87 a
7,5 24,77 b
10 22,27 c Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
Los resultados mostrados en la Tabla 23 confirman que el aumento de la concentración
de sustrato significó una disminución apreciable de la conversión con respecto al valor
teórico, lo que indica que incrementar la concentración de sustrato se traduce en una
pérdida de eficiencia, probablemente relacionada con problemas de difusión o
interacciones entre sustratos y enzimas no correspondientes, como adsorción de las
celulasas por lignina135.

107
Tabla 24. Efecto del tipo de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Complejo celulolítico: AccelleraseTM 1000 (Genencor). Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
Sustratos Conversión (%)
BNT 20,16 a
BT4 33,79 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
Tabla 25. Efecto del tiempo de hidrólisis sobre la producción de azúcares del bagazo de caña de azúcar. Complejo celulolítico: AccelleraseTM 1000 (Genencor). Dosis de enzima de 5 UI/g m.s.
Tiempo de hidrólisis (h) Conversión (%)
24 22,91 a
48 31,03 b Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
De la información ofrecida por el análisis estadístico (Tablas 23, 24 y 25) para la
producción de azúcar del bagazo de caña de azúcar utilizando el complejos celulolítico
AccelleraseTM 1000 (Genencor), se infiere que utilizar 5% de concentración de sólidos
de material tratado por 48 h, son las condiciones que se perfilan como idóneas para la
hidrólisis.
Los resultados de los análisis estadísticos de las variables involucradas se presentan
en el Anexo IV.
4.7 Perfil de azúcares obtenidos para la hidrólisis enzimática del bagazo de caña de
azúcar no tratado y tratado con amoníaco
Se evaluó el perfil de azúcares individuales para los hidrolizados obtenidos a partir de
las mejores condiciones, tanto para el bagazo no tratado como para el tratado.
Las curvas de calibración (Anexo V Figuras 5-8) presentaron valores de R2 mayores a
0,99, lo que ratifica el comportamiento lineal entre la respuesta del detector y la
concentración de los azúcares analizados.

108
En las Figuras 36 y 37 se muestran los cromatogramas correspondientes a los
hidrolizados del bagazo de caña no tratado (BNT) y el tratado con amoníaco (BT4) para
un tiempo de corrida de 25 minutos. En ambas figuras se observan dos picos a los 14 y
19 minutos aproximadamente, los cuales corresponden a xilosa y glucosa,
respectivamente. Como se puede apreciar, la señal más prominente corresponde a
glucosa, lo cual sugiere que es este azúcar el que se encuentra en mayor proporción.
La presencia de xilosa en los hidrolizados, indica que el complejo enzimático
AccelleraseTM1000 (Genencor) contiene xilanasas.
Figura 36. Perfil de azúcares obtenido para el hidrolizado del BNT. Condiciones: dosis
de enzimas de 5 UI/ g m.s., 5% concentración de sólidos y 6h de hidrólisis.
Figura 37. Perfil de azúcares obtenido para el hidrolizado del BT4. Condiciones: dosis
de enzimas de 5 UI/ g m.s., 5% concentración de sólidos y 6h de hidrólisis.
En la Figura 38 a y b se observa la cinética de los azúcares individuales producidos
durante la hidrólisis enzimática del bagazo no tratado (BNT) y tratado con amoníaco
Xilosa
Glucosa Xilosa
Glucosa

109
(BT4). La máxima concentración de azúcares se obtuvo a las 48h de hidrólisis. La
producción de glucosa obtenida a partir del material tratado fue 170,74 mg/mL, mientras
que para el material no tratado fue 118,72 mg/mL, observándose un aumento de 1,45
veces. Por otro lado, la concentración de xilosa fue 48,09 mg/mL y 21,94 mg/mL para el
bagazo tratado y no tratado, respectivamente, lo que representa un incremento de 2,15
veces. Ésto indica que el tratamiento PDA tuvo un mayor efecto sobre la hemicelulosa
en comparación con la celulosa. Esto se debe principalmente al hecho de que el
tratamiento amoniacal hace que parte de la hemicelulosa se solubilice.
En ambos casos la concentración de glucosa representa aproximadamente el 80% de
los azúcares totales, información que resulta importante ya que para la producción de
bioetanol se emplearán microorganismos que solo consumen glucosa.
En las figuras también se observa que la xilosa, tanto en el BNT como en el BT4, se
produce hasta las 12 h, probablemente debido a poca disponibilidad de hemicelulosa
digerible y/o a la limitación de enzimas xilanasas. La glucosa en el BNT alcanza su valor
máximo a las 48 h y en el BT4 a las 24 h, lo que evidencia mayor susceptibilidad de la
celulosa en el material tratado.
Figura 38. Cinética de la hidrólisis enzimática para los azúcares individuales del bagazo
de caña de azúcar. Condiciones: dosis de enzimas de 5 UI/ g m.s. y 5% concentración
de sólidos. a) BNT y b) BT4.
a b

110
En la Figura 39 se muestra el contenido de azúcares reductores y contenido de
azúcares individuales totales producto de la hidrólisis del bagazo no tratado y tratado
con amoníaco (BT4) a las 48 h. Se observa que el contenido de azúcares obtenidos por
el método del DNS es mayor que el contenido de azúcares individuales totales obtenido
por HPLC, debido a que el método de DNS permite determinar los monómeros y
oligómeros presentes. La relación de azúcares individuales y azúcares reductores fue
0,83 y 0,90 para el bagazo no tratado y tratado con amoníaco, respectivamente.
Figura 39. Contenido de azúcares reductores y contenido de azúcares individuales totales producto de la hidrólisis del bagazo no tratado y tratado con amoníaco (BT4) a las 48 h. Condiciones: dosis de enzimas de 5 UI/ g m.s. y 5% concentración de sólidos.

111
CAPÍTULO V
RESULTADOS Y DISCUSIÓN
CONDICIONES DE CRECIMIENTO DE LOS MICROORGANISMOS ETANOLOGÉNICOS
Para las pruebas de sacarificación y fermentación simultánea se utilizaron tres
microorganismos etanologénicos, Saccharomyces cerevisiae ATCC 4921,
Kluyveromyces marxianus ATCC 8554 y Kluyveromyces marxianus termotolerante
CECT 10875. Para ello fue necesario establecer las condiciones de crecimiento, pH y
temperatura de dichos microorganismos. Se utilizaron de partida las temperaturas
óptimas de crecimiento de los microorganismos.
5.1 Cinética de crecimiento para la Saccharomyces cerevisiae ATCC 4921
Para este microorganismo se realizaron varias curvas de crecimiento, variando la
temperatura, el medio y el pH del mismo. A continuación se listan los ensayos
realizados:
a) Agua + nutrientes a pH resultante del medio (6,15) a 35, 37 y 40ºC.
b) Agua + nutrientes ajustando el pHi 4,8 con HCl 1 N y 37ºC
c) Buffer citrato pH 4,8 + nutrientes a 37ºC
Los resultados de la prueba a (Figura 40) evidenciaron que aunque la temperatura
óptima de crecimiento del microorganismo es 35ºC, éste es capaz de adaptarse a una
temperatura de 37ºC, pues se observó solo una disminución en la producción de
biomasa del 9%, sin embargo, este comportamiento no se mantuvo al elevar la
temperatura a 40ºC, condición para la cual la producción de biomasa bajó cerca de un
60%.

112
Figura 40. Cinética de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a pHi 6,15 y diferentes temperaturas (35°C, 37°C y 40°C).

113
En la Figura 41 se presenta la curva de calibración para la cuantificación de biomasa de
la Saccharomyces cerevisiae ATCC 4921 a pHi 6,15 y 37°C.
y = 0,1406x - 0,0039R² = 0,9958
-0,02
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 1,1 1,2 1,3
Ab
s
Biomasa, mg/mL
Figura 41. Curva de calibración para la cuantificación de biomasa de la Saccharomyces cerevisiae ATCC 4921 a pHi 6,15 y 37°C.
La Figura 42 muestra la producción de biomasa, concentración de glucosa en el medio
y producción de etanol de la fermentación por Saccharomyces cerevisiae a 37°C y pHi
6,15. Se observa que el microorganismo necesita de una fase de adaptación de una
hora y crece por 8 horas hasta alcanzar la fase estacionaria de crecimiento a partir de la
hora 9. La máxima concentración de etanol obtenida fue de 3950 mg/L a las 7 h de
crecimiento, consumiendo el 85% de glucosa inicial (10,2 mg/mL), lo que representa un
rendimiento teórico de etanol de 89%.
En el Anexo VI se presenta la curva de calibración de etanol para cromatografía
gaseosa y un cromatograma correspondiente a una de las muestras.

114
Figura 42. Cinética de la fermentación de la Saccharomyces cerevisiae ATCC 4921 en medio de cultivo a pHi 6,15 y 37°C.
En la Tabla 26 se muestra la producción de biomasa de Saccharomyces cerevisiae a
diferentes condiciones de pH y 37°C.

115
Tabla 26. Producción de biomasa, glucosa consumida y etanol producido por la Saccharomyces
cerevisiae ATCC 4921 a diferentes condiciones de crecimiento. Temperatura: 37°C.
Parámetros Pruebas
a b c
pH inicial 6,15 ± 0,06 4,80 ± 0,00 4,8 ± 0,00
pH final 4,95 ± 0,03 3,46 ± 0,03 4,8, 0,02
Biomasa, mg/mL 2,26 ± 0,29 2,29 ± 0,30 2,01 ± 0,32
Glucosa consumida, mg/mL
8,68 ± 0,04 8,20 ± 0,08 7,88 ± 0,01
Etanol, mg/L 3950 ± 324 3795 ± 278 3860 ± 254
*Rendimiento de etanol, %
89,22 90,74 96,06
a. Agua + nutrientes a pH resultante del medio (6,15) a 37ºC. b. Agua + nutrientes ajustando el pHi 4,8 con HCl 1 N y 37ºC c. Buffer citrato pH 4,8 + nutrientes a 37ºC
*Calculado con respecto al valor teórico
Se observa en la Tabla 26 que en la prueba b (pHi 4,8) un ajuste del pH inicial
prácticamente no afectó la producción de biomasa, comparado con la prueba a, sin
embargo, se puede inferir que representó cierto estrés para el microorganismo, ya que
requirió una hora adicional de fase de adaptación (Figura 43). No obstante, alcanza la
fase estacionaria igualmente a la hora 9. Para la prueba c (buffer citrato a pH 4,8) se
observó una disminución de la concentración de biomasa de alrededor de un 10% con
respecto a las pruebas a y b.
En la Figura 43 se observa que las curvas son muy similares (Anexo VII, Figura 14),
diferenciándose principalmente en la fase de adaptación y que para el pH 4,8 (buffer
citrato) la fase de crecimiento fue de solo 5 h, lográndose alcanzar la fase estacionaria
dos horas antes con respecto a las pruebas a y b.
En la Figura 44 se presenta la producción de biomasa, concentración de glucosa en el
medio y la producción de etanol de la fermentación por Saccharomyces cerevisiae a pH
4,8 (buffer citrato).
La concentración de etanol producido en todas las pruebas (Tabla 26) estuvo entre
3795 y 3959 mg/mL, alcanzándose el máximo rendimiento teórico para la prueba c,
96,06%, debido al menor consumo de glucosa (76,88% de la glucosa inicial), lo que

116
evidencia que el control del pH resultó favorable para el crecimiento, presentando una
velocidad específica de crecimiento (µ) de 0,228 h-1, la más alta encontrada, con un
coeficiente de correlación de r=0,991 (Figura 45). Las velocidades específicas de
crecimiento (µ) para las pruebas a y b fueron 0,207 h-1 y 0,180 h-1, respectivamente.
0
0,5
1
1,5
2
2,5
0 2 4 6 8 10 12
Bio
ma
sa
-Glu
co
sa e
qu
iva
len
te,
mg
/mL
Tiempo, h
pHi 4,8 Control pH 4,8 pHi 6,15
Figura 43. Cinética de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a 37°C y diferentes pH´s.

117
Figura 44. Cinética de la fermentación de la Saccharomyces cerevisiae ATCC 4921 a pH 4,8 (buffer citrato) y 37°C.

118
Figura 45. Determinación de la velocidad específica de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a pH 4,8 (buffer citrato) y 37°C.
Todas las pruebas evidencian que existe una correlación lineal entre la producción de
biomasa y la concentración de glucosa consumida. Sólo se reporta para la prueba c
(Figura 46).
Figura 46. Relación entre glucosa consumida y biomasa producida de Saccharomyces cerevisiae ATCC 4921 en buffer citrato pH 4,8 a 37ºC.

119
Con la información obtenida de las curvas de crecimiento se concluye que la
temperatura es el factor determinante en el crecimiento del microorganismo. Se
trabajará entonces en las SSF con esta levadura a 37ºC y pH 4,8 (buffer citrato) ya que
ese es el pH óptimo para la hidrólisis enzimática.
5.2 Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554
Para la K. marxianus se realizaron seis curvas de crecimiento, variando la temperatura,
el medio, pH y adicionando sales (1 g/L sulfato de magnesio heptahidratado, 1 g/L
fosfato ácido de potasio, 2 g/L sulfato de amonio y 6,4 g/L úrea). Las pruebas se
realizaron como sigue:
a. En agua + nutrientes a pH del medio (6,15) a 37ºC y 42ºC.
b. En agua + nutrientes a pHi 4,8 y 37ºC.
c. En buffer citrato pH 4,8 + nutrientes a 37ºC.
d. En agua + nutrientes + sales a pH del medio (6,15) y 37ºC.
e. En buffer citrato pH 4,8 + nutrientes + sales a 37ºC.
De la prueba a se confirma que la temperatura donde se alcanzó el máximo crecimiento
para el microorganismo es 37ºC, puesto que para 42ºC la producción de biomasa
disminuyó, de 3,05 mg/mL a 2,28 mg/mL, cerca de un 25% (Figura 47) y se requirió
una fase de adaptación de 3 h mientras que para 37°C ésta fue de 1h, evidencia clara
de que 42°C representa una condición de estrés para el microorganismo, además de
disminuir ligeramente la pendiente de la curva (zona de pendiente constante) y sobre
todo, por la disminución considerable de la concentración de biomasa obtenida al final
de la fermentación.

120
Figura 47. Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 a pHi 6,15 y diferentes temperaturas (37°C y 42°C).

121
En la Figura 48 se muestra una curva de calibración característica para la cuantificación
de biomasa de la Kluyveromyces marxianus ATCC 8554.
y = 0,2453x + 0,0026R² = 0,9919
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
0 0,5 1 1,5 2
Ab
s
Biomasa, mg/mL
Figura 48. Curva de calibración de biomasa de la Kluyveromyces marxianus ATCC 8554 a pHi 6,15 y 37°C.
Según los resultados obtenidos de las pruebas a, b y c (Figura 49), al igual que para la
S. cerevisiae, el pH no parece ser un factor determinante en el crecimiento puesto que
la mayor diferencia encontrada fue de 10% en la producción de biomasa. No se observa
una fase de adaptación en ninguna de las curvas de crecimiento, lo que indica alta
afinidad por el medio, lo que sí es notable es que se alcanza la fase estacionaria de
crecimiento más rápidamente para pHi 4,8 (sin control de pH), a las 7 h, lo que
representaría una ventaja en los ensayos de sacarificación y fermentación simultánea
por requerir menos tiempo la incubación del inóculo, sin embargo, esta característica no
resulta tan valiosa puesto que en estas pruebas se requiere control de pH durante todo
el proceso para garantizar las condiciones óptimas de trabajo de las enzimas
hidrolíticas.

122
Figura 49. Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 a 37°C y diferentes pH´s.
La Figura 50 muestra la concentración de biomasa, glucosa en el medio y el etanol
producido en la fermentación por la K. marxianus en buffer citrato pH 4,8 a 37 ºC

123
(Prueba c). Para estas condiciones la producción de biomasa fue 3,28 mg/mL, la
concentración de glucosa consumida y el etanol producido fue 9,67 mg/mL y 4603
mg/L, respectivamente, para dar un rendimiento teórico de etanol del 91,44% (Tabla
27).
Figura 50. Cinética de la fermentación de la Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 a 37ºC.

124
Tabla 27. Producción de biomasa, glucosa consumida y etanol producido a diferentes
condiciones de crecimiento de la Kluyveromyces marxianus ATCC 8554. Temperatura: 37ºC.
Parámetros
Pruebas
a b c d e
pHi 6,15 ± 0,12 4,80 ± 0,04 4,80 ± 0,00 6,15 ± 0,15 4,80± 0,00
pHf 5,20 ± 0,08 3,56 ± 0,12 4,80 ± 0,07 5,33 ± 0,04 4,80 ± 0,03
Biomasa,
mg/mL
3,05 ± 0,27 2,97 ± 0,15 3,28 ± 0,19 2,91 ± 0,23 3,19 ± 0,10
Glucosa
consumida
mg/mL
9,61 ± 0,09 9,18 ± 0,05 9,87 ± 0,03 7,62 ± 0,12 8,39 ± 0,19
Etanol, mg/L 4459 ± 389 4132 ± 276 4603 ± 478 3756 ± 376 4198 ± 523
*Rendimiento
de etanol,%
91 88,26 91,44 96,64 98,11
a. Agua + nutrientes a pH del medio (6,15) a 37ºC. b. Agua + nutrientes a pHi 4,8 y 37°C. c. Buffer citrato pH 4,8 + nutrientes a 37ºC. d. Agua + nutrientes + sales a pH del medio (6,15) y 37ºC. e. Buffer citrato pH 4,8 + nutrientes + sales a 37ºC. * Calculado con respecto al valor teórico.
La Tabla 27 muestra que la adición de sales (pruebas d y e) no incrementó la biomasa
producida por la K. marxianus con respecto a las pruebas realizadas a las mismas
condiciones sin adición de sales (pruebas a y c), y apenas ligeramente el rendimiento
de etanol obtenido, aumento que no justifica la inversión en el uso de sales en el medio.
No obstante, la velocidad especifica de crecimiento a pH 4,8 (buffer citrato) con adición
de sales (prueba e, Figura 51) fue superior, 0,189 h-1, a la obtenida para la prueba sin
adición de las sales (prueba c), 0,148 h-1 (Figura 52).

125
Figura 51. Cinética de la fermentación de la Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 y 37ºC con adición de sales.
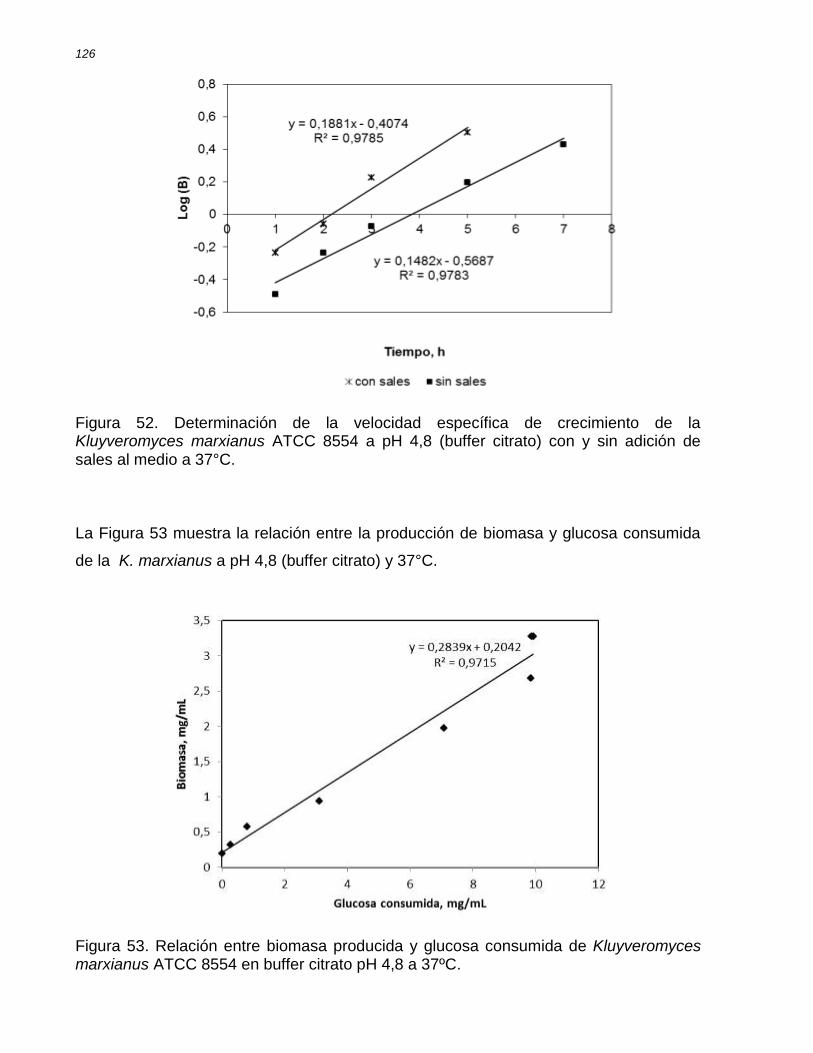
126
Figura 52. Determinación de la velocidad específica de crecimiento de la Kluyveromyces marxianus ATCC 8554 a pH 4,8 (buffer citrato) con y sin adición de sales al medio a 37°C.
La Figura 53 muestra la relación entre la producción de biomasa y glucosa consumida
de la K. marxianus a pH 4,8 (buffer citrato) y 37°C.
Figura 53. Relación entre biomasa producida y glucosa consumida de Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 a 37ºC.

127
Al igual que para la S. cerevisiae, existe una correlación lineal (Figura 53) entre la
producción de biomasa y la glucosa consumida para la K. marxianus.
La temperatura resultó ser el factor determinante en el crecimiento del microorganismo
por lo que se trabajará entonces en las SSF con esta levadura a 37ºC y pH 4,8 (buffer
citrato).
5.3 Cinética de crecimiento de la Kluyveromyces marxianus CECT 10875
termotolerante
Se realizaron para esta cepa cuatro curvas de crecimiento variando la temperatura, el
medio y el pH. Las pruebas se realizaron de la siguiente manera:
a. En agua + nutrientes a pH del medio (6,15) a 37ºC y 42ºC
b. En agua + nutrientes a pHi 4,8 y 42ºC
c. En buffer citrato pH 4,8 + nutrientes a 42ºC
Las pruebas realizadas variando la temperatura revelaron que la levadura es capaz de
crecer satisfactoriamente tanto a 37ºC como 42ºC. No se observó fase de adaptación
(Figura 54) y la levadura creció hasta alcanzar la fase estacionaria a la hora 5, logrando
una máxima producción de biomasa de 2,56 y 2,48 mg/mL para 37°C y 42°C,
respectivamente. De aquí que se elija trabajar a 42°C en las pruebas SSF por estar
esta temperatura más cerca de la óptima para la hidrólisis enzimática (50°C).

128
Figura 54. Cinética de crecimiento de la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y diferentes temperaturas (37°C y 42°C).
En la Figura 55 se presenta la curva de calibración para la cuantificación de la biomasa
de la Kluyveromyces marxianus a pHi 6,14 y 42°C.

129
y = 0,2936x + 0,0009R² = 0,9907
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0,45
0,5
0 0,5 1 1,5 2
Ab
s
Biomasa, mg/mL
Figura 55. Curva de calibración de biomasa para la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y 42°C.
En la Figura 56 se presenta la producción de biomasa de la Kluyveromyces marxianus
termotolerante, concentración de glucosa en el medio y producción de etanol a pHi 6,15
y 42°C. Para estas condiciones de trabajo se obtuvo una concentración máxima de
etanol de 4565 mg/L a las 9 h. Se observa que aún cuando la levadura alcanza la fase
estacionaria de crecimiento a la hora 5, la concentración de etanol continua
aumentando hasta la hora 9, comportamiento que no se observó para la cepa K.
marxianus ATCC 8554, para quien se obtiene prácticamente la misma concentración de
etanol una vez alcanzada la fase estacionaria. Esto hace suponer que esta cepa no
sólo es tolerante a altas temperaturas sino también a la concentración de etanol en el
medio. En esta experiencia se consumió el 85% de la glucosa en el medio para dar un
rendimiento teórico de etanol de 97,29%.
La variación del medio y ajuste de pH no representaron un estrés para la producción de
biomasa (Prueba b y c).
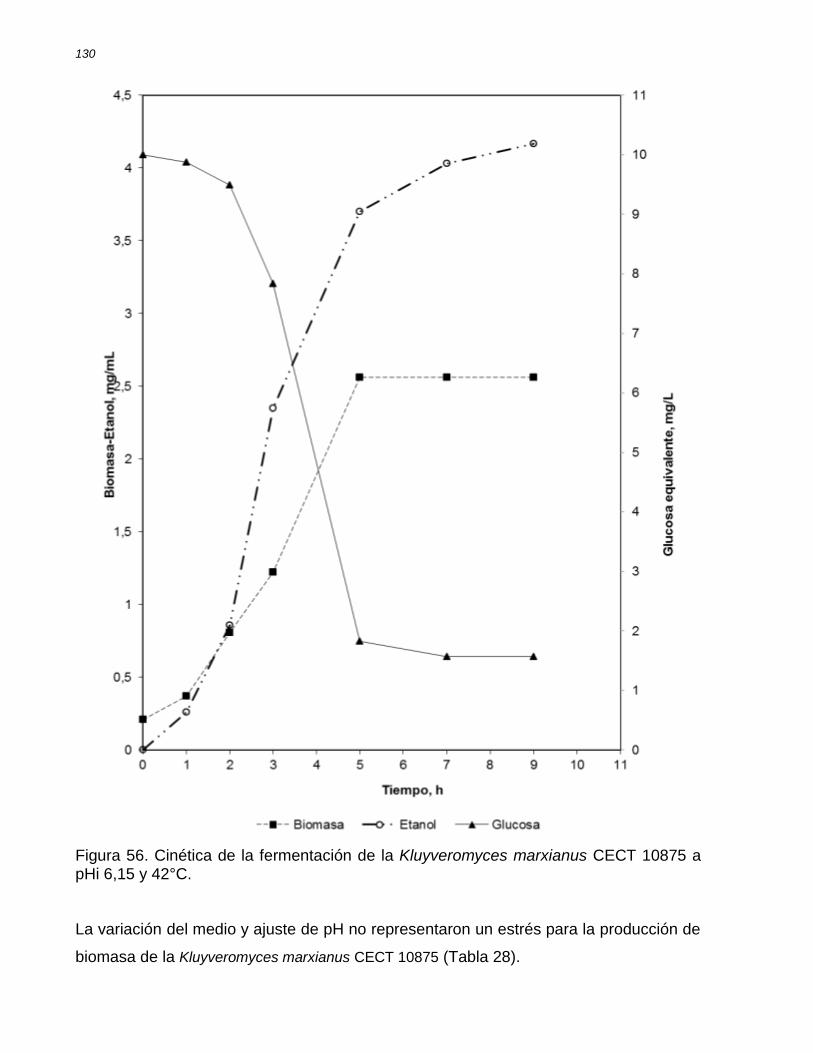
130
Figura 56. Cinética de la fermentación de la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y 42°C.
La variación del medio y ajuste de pH no representaron un estrés para la producción de
biomasa de la Kluyveromyces marxianus CECT 10875 (Tabla 28).

131
Tabla 28. Producción de biomasa, glucosa consumida y etanol producido a diferentes
condiciones de crecimiento de la Kluyveromyces marxianus CECT 10875. Temperatura: 42ºC.
Parámetros
Pruebas
a b c
pHi 6,15 ± 0,08 4,80 ± 0,01 4,80 ± 0,00
pHf 5,28 ± 0,04 3,68 ± 0,06 4,80 ± 0,08
Biomasa, mg/mL 2,56 ± 0,15 2,54 ± 0,21 2,39 ± 0,18
Glucosa
consumida
mg/mL
8,43 ± 0,05 9,00 ± 0,12 8,65 ± 0,06
Etanol, mg/L 4165 ± 278 4380 ± 189 4311 ± 265
*Rendimiento de
etanol,%
96,88 95,42 97,72
En la Tabla 28 se observa que la producción de biomasa y etanol, así como los
rendimientos obtenidos son comparables en las prueba realizadas para la levadura
termotolerante. Con estos resultados de infiere que tanto el pH como la temperatura no
afectan de forma determinante el crecimiento del microorganismo.
En la Figura 57 se muestra la cinética de fermentación de la levadura en solución buffer
citrato a pH 4,8 y 42ºC.
a. Agua + nutrientes a pHi 6,15 a 42ºC b. pHi 4,8 + nutrientes a 42ºC. c. Buffer citrato pH 4,8 + nutrientes 42ºC. * Calculado con respecto al valor teórico.

132
Figura 57. Cinética de la fermentación de la Kluyveromyces marxianus CECT 10875 en buffer citrato pH 4,8 a 42ºC. Para estas condiciones de crecimiento, pH 4,8 (buffer citrato) y 42ºC, la producción de
biomasa fue 2,39 mg/mL, la concentración de glucosa consumida fue 8,65 mg/mL y la

133
concentración de etanol que se alcanzó fue 4311 mg/L para dar un rendimiento con
respecto al valor teórico de 97,72%.
En la Figura 58 se presenta el cálculo de la velocidad específica de crecimiento,
pendiente de la línea recta, donde se observa que la alcanzada por esta cepa bajo
estas condiciones de crecimiento fue 0,188 h-1.
Figura 58. Determinación de la velocidad específica de crecimiento de la Kluyveromyces marxianus CECT 10875 a pH 4,8 (buffer citrato) y 42°C.
En la Figura 59 se muestra que existe una correlación lineal entre la biomasa producida
y la glucosa consumida para esta cepa al igual que para las otras cepas estudiadas.

134
Figura 59. Relación entre biomasa producida de Kluyveromyces marxianus CECT 10875 y glucosa consumida en buffer citrato pH 4,8 a 42ºC. 5.4 Comparación de los parámetros de crecimiento y producción de etanol de las tres
levaduras estudiadas
En la Tabla 29 se establece una comparación de la velocidad específica de crecimiento,
producción de biomasa y rendimiento de etanol de las tres cepas empleadas para las
fermentaciones bajo las mismas condiciones de crecimiento a pH 4,8 (buffer citrato) y
37°C para la S. cerevisiae y la K. marxianus ATCC 8554, y 42°C para la K. marxianus
CECT 10875.
Según los resultados encontrados todas las cepas utilizadas muestran potencial para
SSF ya que crecen bien a pH 4,8, que es el pH óptimo para sacarificación y se obtienen
altos rendimientos de etanol. Sin embargo, ya que la temperatura óptima para la
sacarificación es 50ºC, la K. marxianus termotolerante parece ser la más adecuada,
además de producir mayores rendimientos de etanol. No obstante, se utilizarán las tres
cepas en los experimentos de sacarificación y fermentación simultánea.

135
Tabla 29. Velocidad específica de crecimiento, producción de biomasa y rendimiento de etanol teórico de las tres cepas utilizadas a pH 4,8 (buffer citrato)
Parámetros S. cerevisiae ATCC 4921
K. marxianus ATCC 8554
K. marxianus CECT 10875
Velocidad específica de crecimiento, h-1
0,228 ± 0,02 0,148 ± 0,05 0,188 ± 0,03
Biomasa, mg/mL 2,01 ± 0,32 3,28 ± 0,19 2,39 ± 0,18
Rendimiento de etanol teórico, %
96,06 91,44 97,72
La desviación estándar de cada uno de los puntos presentados en las curvas de
crecimiento de los microorganismos etanologénicos se muestra en el Anexo VII.

136
CAPÍTULO VI
RESULTADOS Y DISCUSIÓN
BIOCONVERSIÓN DEL MATERIAL LIGNOCELULÓSICO A ETANOL
6.1 Proceso de hidrólisis y fermentación por separado (SHF)
Para esta experiencia se realizó la hidrólisis enzimática utilizando 5% de concentración
de sustrato y 5 UI/g m.s. como dosis de enzima (complejo enzimático Accellerase y β-
glucosidasa) por 48 h. Se obtuvo para el caso del material no tratado (BNT) una
concentración de azúcares máxima de 8,5 mg/mL mientras que para el material tratado
con amoníaco (BT4) fue 13,03 mg/mL. Los hidrolizados se filtraron, se suplementaron y
se agregaron los inóculos (10% del volumen de trabajo) de los microorganismos
etanologénicos. La fermentación se llevó a cabo durante 96 h.
La cinética de la fermentación del hidrolizado del bagazo de caña de azúcar no tratado
utilizando Saccharomyces cerevisiae ATCC 4921, Kluyveromyces marxianus ATCC
8554 y Kluyveromyces marxianus CECT 10875 a 37 °C, se presenta en la Figura 60 a-
c.
La Figura muestra que a medida que transcurre la fermentación se incrementa la
concentración de etanol y disminuye el contenido de glucosa en el medio, hasta
agotarse a las 24 h, momento en el que cesa la fermentación. El consumo total del
contenido de glucosa revela que no hubo inhibición aportada por el sustrato, en el
crecimiento del microorganismo.
Los rendimientos de etanol con respecto al valor teórico obtenidos de las
fermentaciones del BNT estuvieron alrededor del 26% (Tabla 30). Los resultados
aunque bastantes bajos son los esperados para un material recalcitrante con alto
contenido de lignina e intrincada estructura fibrosa, que no ha sido sometido a un
tratamiento previo.
En la Tabla 30 se muestran las concentraciones y los rendimientos de etanol obtenidos
para cada levadura en la SHF del bagazo de caña de azúcar no tratado.

137
Figura 60. Cinética de la fermentación del hidrolizado del BNT utilizando: a) Saccharomyces cerevisiae ATCC 4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT 10875.
a
b
c

138
Tabla 30. Producción máxima de etanol y rendimiento de etanol de la SHF utilizando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus CECT 10875 en bagazo de caña de azúcar no tratado.
Parámetros
Microorganismos
S. cerevisiae ATCC 4921
K. marxianus ATCC 8554
K. marxianus CECT 10875
Concentración de etanol, mg/L
3594 3700 3638
aY p/s 0,132 0,136 0,134
bRendimiento de etanol, %
25,98 26,74 26,30
aCalculado como el cociente de g etanol/g de azúcares teóricos
bCalculado como un porcentaje del rendimiento de etanol teórico 0,51 g etanol/g glucosa consumida
En la Figura 61 a-c se presenta la cinética de la fermentación del hidrolizado del bagazo
de caña de azúcar tratado con amoníaco utilizando Saccharomyces cerevisiae ATCC
4921, Kluyveromyces marxianus ATCC 8554 y Kluyveromyces marxianus CECT 10875
a 37 °C. Se observa, al igual que en las fermentaciones del hidrolizado del bagazo no
tratado, el consumo de glucosa durante la fermentación y el aumento de la
concentración de etanol, sin embargo, la glucosa se agota a las 48 h y no a las 24h
como en el hidrolizado del material no tratado. La extensión de 24 a 48 h se debe a que
parten de una concentración mayor de glucosa. Aunque el contenido de azúcares al
final del hidrolizado fue medido por el método DNS de azúcares reductores, al usar solo
celulasas y la β-glucosidasa en exceso, se garantiza que el contenido de azúcares
reductores corresponde principalmente a glucosa. El consumo total de glucosa (Figura
61) indica que el tratamiento amoniacal no produjo compuestos o por lo menos no en
concentraciones que pudieran inhibir a las levaduras.
En la Tabla 31 se reportan la producción máxima de etanol y los rendimientos de la
SHF alcanzados en la fermentación del hidrolizado del material tratado utilizando los
diferentes microorganismos productores de etanol.

139
Figura 61. Cinética de la fermentación del hidrolizado del BT4 utilizando: a) Saccharomyces cerevisiae ATCC 4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT 10875.
a
b
c

140
Tabla 31. Producción máxima de etanol y rendimiento de etanol de la SHF utilizando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus CECT 10875 en bagazo de caña de azúcar tratado con amoníaco.
Parámetros
Microorganismos
S. cerevisiae ATCC 4921
K. marxianus ATCC 8554
K. marxianus ATCC 10875
Concentración de etanol, mg/L
5717 5953 5981
aY p/s 0,211 0,220 0,220
bRendimiento de etanol, %
41,33 43,03 43,24
aCalculado como el cociente de g etanol/g de azúcares teóricos
bCalculado como un porcentaje del rendimiento de etanol teórico 0,51 g etanol/g glucosa consumida
Se observa al comparar los valores de las Tablas 30 y 31 que para la misma levadura la
concentración de etanol fue superior en el hidrolizado del material tratado, evidenciando
ésto la efectividad del tratamiento, reflejado en el aumento de la susceptibilidad química
y enzimática del material (mayor cantidad de azúcares fermentables liberados de la
biomasa). Los rendimientos de la fermentación del hidrolizado del BT4 fueron 60-65%
superiores a los del BNT, sin embargo, son rendimientos relativamente bajos, 41-43%,
ésto muestra la necesidad de aplicar condiciones de tratamiento amoniacal más
agresivas, para simplificar aún más la biomasa lignocelulósica.
Se realizó el análisis de varianza para la concentración de etanol producida por los tres
microorganismos con los datos combinados del bagazo no tratado y del bagazo tratado
con amoníaco en la SHF (Anexo VIII). En las Tablas 32 y 33 se muestra el efecto del
tipo de sustrato y de microorganismo sobre la concentración de etanol producida en
SHF, respectivamente.
Tabla 32. Efecto del tipo de sustrato (BNT y BT) utilizado en la SHF del bagazo de caña de azúcar.
Sustrato Concentración
de etanol, mg/L
BNT 3644a
BT4 5884b
Letras diferentes implican diferencias significativas entre los resultados (P<0,05)

141
Tabla 33. Efecto de los microorganismos utilizados en la SHF del bagazo de caña de azúcar.
Microorganismos Concentración
de etanol, mg/L
S. cerevisiae ATCC 4921 4656a
K. marxianus ATCC 8554 4827b
K. marxianus CECT 10875 4810b
Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
El análisis estadístico mostró que existen diferencias significativas (P<0,05) entre los
tratamientos y entre los microorganismos utilizados, siendo las levaduras K. marxianus
ligeramente superiores a la S. cerevisiae.
Otro aspecto importante relativo al comportamiento de las levaduras es que si se
observan las curvas del consumo de glucosa y de la producción de etanol, tanto en el
bagazo no tratado como en el tratado, la K. marxianus termotolerante presentó mayores
velocidades de consumo de glucosa y de producción de etanol que la K. marxianus
ATCC 8554 y ésta a su vez que la S. cerevisiae. En el capítulo V se observó que la K.
marxianus ATCC 8554 había presentado mayor crecimiento que la K. marxianus
termotolerante y ésta a su vez que la S. cerevisiae. Por lo tanto, no parece haber
correlación entre crecimiento de la biomasa y producción de etanol.
6.2 Proceso de sacarificación y fermentación simultánea (SSF)
La sacarificación y fermentación simultánea para ambos materiales (BNT y BT4)
usando S. cerevisiae ATCC 4921 y K. marxianus ATCC 8554 se llevaron a cabo a 37°C
mientras que con la cepa termotolerante K. marxianus CECT 10875 se trabajó a 42°C.
Se utilizó una concentración de 5% de m.s. y una dosis de enzimas de 5UI/g m.s
(complejo enzimático Accellerase y β-glucosidasa). Se suplementaron los medios y se
agregaron los inóculos (10% del volumen de trabajo) de los microorganismos
etanologénicos. El proceso SSF se llevó a cabo durante 96 h.

142
La cinética de la SSF para el material no tratado utilizando las tres levaduras
etanologénicas se muestra en la Figura 62 a-c y la del material tratado se muestra en la
Figura 63 a-c. Durante la primera etapa de todos los ensayos, se observa un
incremento continuo de etanol mientras que el contenido de glucosa permanece muy
bajo, mostrando un buen desempeño de las levaduras durante las fermentaciones. A
partir de las 48-72 h después de la inoculación, el contenido de glucosa en el medio
comenzó a aumentar mostrando el cese de la fermentación. Este efecto de
acumulación en el medio de fermentación no se evidenció cuando se utilizó la levadura
termotolerante (Figuras 62c y 63c), donde el contenido de glucosa se incrementó solo
ligeramente al final de la prueba.
La presencia de glucosa en el medio en la última etapa de los experimentos SSF indica
que la actividad de la celulasas continuó mientras que la fermentación terminó o bajó su
velocidad. El desempeño de las levaduras pudo verse afectado tanto por la baja
concentración de glucosa al inicio, resultando en una condición de estrés metabólico,
como por la presencia de etanol en el medio. Algunos estudios sobre el efecto de la
presencia de etanol en el medio de fermentación utilizando otros microorganismos han
mostrado que las cepas deben ser tanto termotolerantes como resistentes al etanol de
manera de hacer más efectivos los procesos SSF136. Una alternativa para mantener
baja la concentración de etanol en el medio para evitar la inhibición de los
microorganismos es removerlo a medida que se vaya formando, como por ejemplo en
reactores que permitan lo que se denomina una perevaporación del etanol.
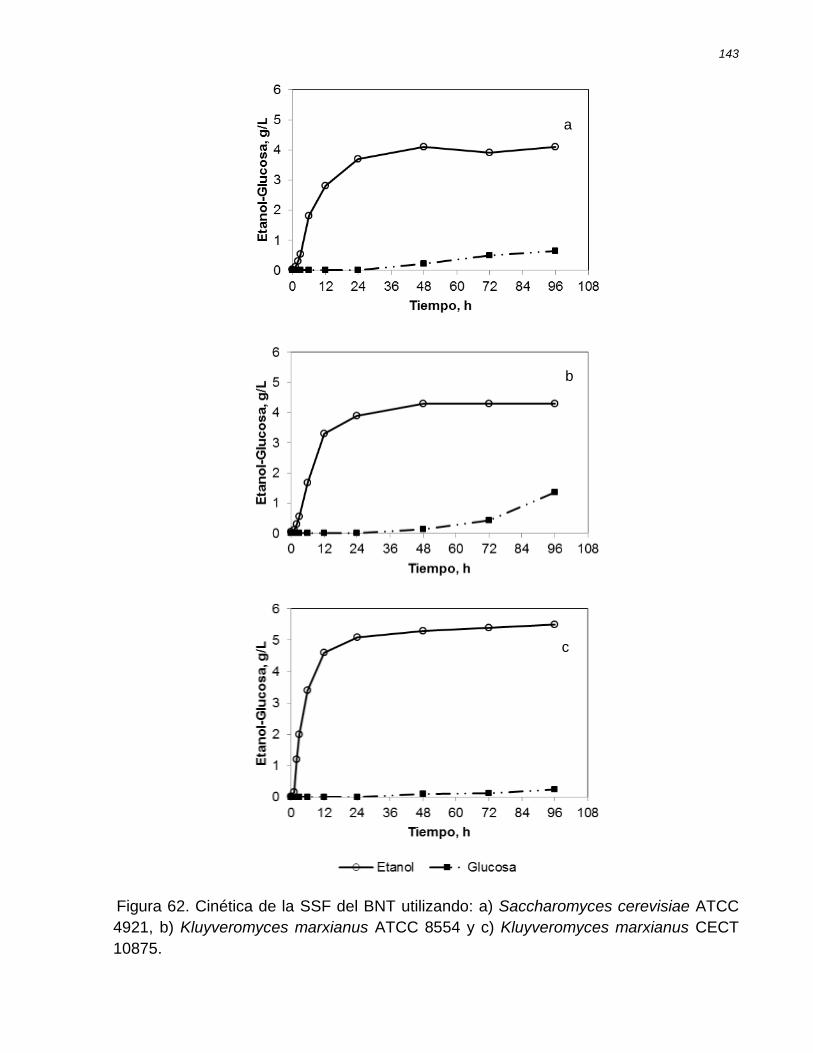
143
Figura 62. Cinética de la SSF del BNT utilizando: a) Saccharomyces cerevisiae ATCC
4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT
10875.
a
b
c

144
Figura 63. Cinética de la SSF del BT4 utilizando: a) Saccharomyces cerevisiae ATCC
4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT
10875.
a
b
c

145
Las máximas concentraciones de etanol alcanzadas en SSF para el material no tratado
(Tabla 34) se obtuvieron a las 48 horas a partir de la inoculación, excepto para K.
marxianus CECT 10875 termotolerante que requirió de 96 horas para alcanzar el
máximo contenido de etanol, sin embargo, ya a las 48 h la concentración de etanol,
5300 mg/L, fue mayor que las obtenidas por las otras dos levaduras al final de la
prueba. No obstante, un incremento de 3,8% de etanol en 48 horas más no justificaría
ese tiempo a nivel industrial. Es muy probable que dicha diferencia se obtenga
optimizando algunas condiciones de la SSF. Los rendimientos de etanol obtenidos
oscilan entre 30 y 40%, lográndose el máximo rendimiento para la levadura
termotolerante.
Tabla 34. Máxima producción de etanol y rendimiento de la SSF usando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus ATCC 10875 termotolerante en bagazo de caña de azúcar no tratado.
Parámetros
Microorganismos
S. cerevisiae ATCC 4921
K. marxianus ATCC 8554
K. marxianus ATCC 10875
Concentración de etanol, mg/L
4100 4300 5500
aY p/s 0,151 0,158 0,199
bRendimiento de etanol, %
29,64 31,08 39,76
aCalculado como el cociente de g etanol/g de azúcares teóricos
bCalculado como un porcentaje del rendimiento de etanol teórico 0,51 g etanol/g glucosa consumida
En la Figura 63 se observa que en la SSF del material tratado después de las 72h se
detuvo la producción de etanol para las fermentaciones con S. cerevisiae y K.
marxianus ATCC 8554 (Figura 63a y b), pero no ocurrió así en el caso de la prueba con
K. marxianus CECT 10875 termotolerante (Figura 63c), para la que se incrementó la
concentración de etanol hasta las 96 h, solo que disminuyó la velocidad de producción.
Los rendimientos de etanol con respecto al valor teórico para el bagazo estuvieron en
el rango de 55-71% (Tabla 35). Estos rendimientos están en el orden de los reportados
por Bollók y col. (2000)100 en experimentos de SSF con 5% de sustrato (maderas
suaves tratadas con explosión con vapor). Utilizando cepas de K. marxianus, lograron
rendimientos con regulación de pH (4,8-5), de 5,5 g/g de materia seca a las 8 h,

146
mientras que, sin control de pH se obtuvo un rendimiento a las 23 h de 13,9 g/g de
materia seca que equivale a una conversión del 44% con respecto al valor teórico,
utilizando Kluyveromyces marxianus a 42 °C. El rendimiento anterior fue más bajo
comparado con el obtenido con Saccharomyces cerevisiae, usada como control, a 37
°C, 16,4 g /g de materia seca (52% de conversión), ésto debido al cese de la
fermentación después de las primeras 10 h. La concentración de glucosa en el medio
se incrementó después de las 10 h, por lo que se evidenció actividad celulolítica, pero
se detuvo la producción de etanol indicando la inhibición de la levadura por la presencia
de éste o por otros compuestos en el hidrolizado. En otro estudio, utilizando la levadura
K. marxianus CECT 10875 en SSF con una concentración de sustrato del 10%,
obtuvieron rendimientos de etanol con respecto al teórico entre 60 y 71%, empleando
diferentes sustratos lignocelulósicos102, resultados que son consistentes con los
obtenidos en este trabajo para la misma cepa termotolerante empleando solo un tercio
de las enzimas celulolíticas y 5% de sustrato.
Tabla 35. Máxima producción de etanol y rendimiento de la SSF usando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus CECT 10875 termotolerante en bagazo de caña de azúcar tratado con amoníaco.
Parámetros
Microorganismos
S. cerevisiae ATCC 4921
K. marxianus ATCC 8554
K. marxianus ATCC 10875
Concentración de etanol, mg/L
7784 8040 9862
aY p/s 0,287 0,296 0,363
bRendimiento de etanol, %
56,26 58,11 71,29
aCalculado como el cociente de g etanol/g de azúcares teóricos
bCalculado como un porcentaje del rendimiento de etanol teórico 0,51 g etanol/g glucosa consumida
Hari Krishna y col. (2001)105 reportaron concentraciones de etanol entre 2 y 2,5% (m/v)
en 72 h con SSF de residuos lignocelulósicos con levaduras termotolerantes usando
una concentración inicial de sustrato del 10% y 40 FPU/g sustrato. Aun cuando se
obtuvieron altos rendimientos de etanol, la cantidad de enzimas utilizadas limita la
posibilidad de escalar el proceso por las implicaciones económicas.

147
Los rendimientos de etanol obtenidos para el material tratado fueron entre 1,8 y 1,9
veces superiores a los obtenidos para el material no tratado (Tablas 34 y 35). En 2005,
Alizadeh y col.103, utilizando pasto aguja tratado con amoníaco como sustrato para la
SSF lograron rendimientos 2,5 veces mayores que para el material no tratado,
utilizando Saccharomyces cerevisiae como microorganismo fermentativo. Este hecho
evidencia que el tratamiento amoniacal no produjo compuestos inhibitorios, o por lo
menos no en cantidades que comprometieran la producción de etanol en dicho sustrato.
Se realizó el análisis de varianza para la concentración de etanol producida por los tres
microorganismos con los datos combinados del bagazo no tratado y del bagazo tratado
con amoníaco en la SSF (Anexo VIII). En las Tablas 36 y 37 se muestra el efecto del
tipo de sustrato y de microorganismo sobre la concentración de etanol producida en
SSF, respectivamente.
Tabla 36. Efecto del tipo de sustrato (BNT y BT) utilizado en la SSF del bagazo de caña de azúcar.
Sustrato Concentración
de etanol, mg/L
BNT 4633a
BT4 8562b
Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
Tabla 37. Efecto de los microorganismos utilizados en la SSF del bagazo de caña de azúcar.
Microorganismos Concentración
de etanol, mg/L
S. cerevisiae ATCC 4921 5942a
K. marxianus ATCC 8554 6170a
K. marxianus CECT 10875 7681b
Letras diferentes implican diferencias significativas entre los resultados (P<0,05)
El análisis estadístico mostró que existen diferencias significativas (P<0,05) entre los
tratamientos y entre los microorganismos utilizados, siendo la levadura K. marxianus
CETC 10875 superior a las otras cepas usadas en condiciones de SSF.

148
La utilización del proceso SSF mejoró los rendimientos de etanol con respecto a los
obtenidos por SHF, viéndose el mayor incremento para la levadura termotolerante cuyo
rendimiento de etanol con respecto al valor teórico para el material no tratado pasó de
26,30% a 39,76% (1,51 veces), mientras que para el material tratado se incrementó de
43,24% a 71,29% (1,65 veces). La producción de bioetanol bajo la modalidad de
procesos simultáneos permitió no solo obtener mayores rendimientos sino que además
se lograron en menor tiempo, 48h y 72h para el material no tratado y tratado,
respectivamente, mientras que la SHF requirió de 24h más de proceso para ambos
materiales.
De los microorganismos utilizados el que presenta mayor potencial para la producción
de bioetanol es la K. marxianus CECT 10875 termotolerante pues su temperatura de
trabajo (42°C), permite operar cerca de la temperatura óptima de las enzimas
celulolíticas (50°C), garantizando una buena producción de azúcares y en consecuencia
se obtienen altos rendimientos de etanol. Los rendimientos para esta levadura fueron
en promedio 31% mayores que para la S. cerevisiae ATCC 4921 y alrededor de 25%
para K. marxianus ATCC 8554 tanto para el BNT como para BT4.
Es posible mejorar los rendimientos de etanol, controlando la concentración de glucosa
cuando los experimentos de SSF se llevan a cabo con recarga de biomasa (fed batch).
6.3 Proceso de sacarificación y fermentación simultánea con recarga de biomasa (Fed
batch SSF)
Esta prueba de SSF con recarga de biomasa se llevó a cabo a 42°C utilizando la cepa
K. marxianus CECT 10875. Se inició el proceso con 5% de concentración de BT4 y una
dosis de enzimas de 5UI/g m.s. Al cabo de 24h se adicionó 2,5% de sustrato con la
correspondiente alícuota de enzimas, para completar una concentración de sólidos de
7,5%. La Figura 64 muestra la comparación entre la concentración de etanol obtenida
para el proceso Fed batch SSF y la SSF.

149
Figura 64. Comparación de Fed Batch SSF (▲) y SSF (■) usando K. marxianus CECT 10875 en BT4.
La Figura 64 muestra que a partir del momento de la recarga (24h) ocurre un aumento
en la producción de etanol, alcanzándose una concentración máxima de 13314 mg/L
para el proceso SSF con recarga mientras que para el proceso SSF se obtuvo 9862
mg/L. Sin embargo, éste es un aumento aparente pues al calcular los rendimientos de
etanol con respecto al valor teórico se obtiene un 71% para la SSF y 64% para la SSF
con recarga. La disminución en el rendimiento obtenida en la FBSSF es similar a la que
se hubiera esperado en un sistema normal SSF partiendo de una concentración inicial
de sólidos de 7,5%, si se utilizan los resultados de conversión presentados en la Tabla
22, de tal manera que el efecto en la reducción de viscosidad no se observa en el
sistema FBSSF.
Rudolf y col. (2005)110 no encontraron mayores diferencias entre el proceso SSF y
FBSSF cuando utilizaron como sustrato madera blanda pretratada con explosión con
vapor, sin embargo observaron mayor productividad de etanol durante las primeras 24 h
en los experimentos llevados a cabo bajo la modalidad FBSSF. Iniciaron la Fed Batch
SSF con 6% de m.s. y adicionaron sustrato cuatro veces durante las primeras 24 h del
FBSSF

150
proceso hasta alcanzar un 10% m.s. Este sistema permite llegar a valores altos de
concentración de sólidos ya que al agregarse la biomasa de esa manera la viscosidad
obtenida es menor evitando los problemas de agitación.
Sin embargo, hay reportes en la literatura apoyando el uso del proceso FBSSF. Los
procesos de FBSSF han mostrado ser efectivos cuando se trabaja con altas
concentraciones de sustrato y pre tratamientos de biomasa más agresivos. Hoyer y col.
(2010)111, utilizando 10 y 14% de sólidos de madera blanda impregnados con SO2 y
pretratados con explosión con vapor, obtuvieron rendimientos similares o ligeramente
mayores en algunos casos para el proceso FBSSF comparado con SSF. Además,
notaron que la agitación del material dentro del reactor era significativamente mejor
cuando operaron en FBSSF que en SSF. Es posible que para ver resultados
promisorios en bagazo de caña de azúcar tratado con amoníaco sea necesario dosificar
de manera más amplia el 7,5% de sólidos o realizar experimentos con concentraciones
más elevadas de sólidos, como lo han sugerido varios autores111.
6.4 Proceso de sacarificación y fermentación simultánea con pre hidrólisis (NSSF)
Debido a que el paso limitante en el proceso de SSF es la hidrólisis enzimática, es
posible que realizando una pre hidrólisis a la temperatura óptima de las enzimas se
mejore el proceso. Para esta experiencia se siguió el mismo procedimiento que para
SSF excepto que se llevó a cabo una pre hidrólisis de 6h a 50°C. Se utilizó 5% de
sustrato (BT4) y una dosis de enzimas de 5 UI/g m.s. Después de la pre hidrólisis se
agregó el inóculo de la levadura termotolerante K. marxianus CECT 10875 y se incubó
a 42°C.
En la Figura 65 se presenta la comparación de la concentración de etanol obtenida y
glucosa consumida en NSSF y SSF. Se observa que utilizar la modalidad NSSF no
aumentó la concentración de etanol, por el contrario hubo una ligera disminución de la
concentración de etanol (10%). Además, cuando se calcula y se compara la
productividad después de las 96 h de tiempo de residencia para el NSSF con la
productividad calculada para SSF después de 96h de fermentación, la primera es 20%
más baja (Tabla 38), por lo que desde el punto de vista industrial no parece tener

151
ninguna ventaja el operar bajo la modalidad NSSF en las condiciones utilizadas en este
trabajo.
Figura 65. Comparación de SSF (■) y NSSF (▲) usando K. marxianus CECT 10875 en BT4. Líneas continuas: concentración de glucosa (g/L). Líneas punteadas: Concentración de etanol (g/L).
La Tabla 38 muestra la máxima producción de etanol, rendimiento y productividad de la
SSF y NSSF usando K. marxianus CECT 10875 termotolerante en bagazo de caña de
azúcar tratado con amoníaco.
Tabla 38. Máxima producción de etanol, rendimiento y productividad de la SSF y NSSF usando K. marxianus CECT 10875 termotolerante en bagazo de caña de azúcar tratado con amoníaco.
Proceso K. marxianus CECT 10875
Concentración etanol, mg/L
aY p/s br196 cr296
SSF 9862 0,36 0,103 -
NSSF 8900 0,33 0,093 0,085
aCalculado como el cociente de g etanol/g de azúcares teóricos
bCalculado como el cociente de g etanol/(L*h) a las 96h de fermentación
cCalculado como el cociente de g etanol/(L*h) a las 96h de tiempo de residencia

152
Kádár y col. (2004)32, realizaron un estudio donde compararon los procesos NSSF y
SSF utilizando las levaduras S. cerevisiae y una cepa termotolerante K. marxianus en
dos sustratos diferentes, residuos de la industria del corcho y papelera, obteniendo
rendimientos de etanol relativamente bajos por SSF entre 0,30 y 0,34 g etanol/g
celulosa, que no mejoraron cuando el proceso se llevó a cabo por NSSF. Sin embargo,
existen trabajos donde la utilización del proceso NSSF representó un incremento del
39% en la producción de etanol108. Tomás-Tejó y col. (2008)87, lograron alcanzar altos
rendimiento de etanol (0,43 g/g azúcar consumida) por SSF con prehidrólisis de 6-8 h,
utilizando 10% de sólidos de paja de arroz tratada con explosión con vapor utilizando
dos cepas de S. cerevisiae recombinantes.

153
CONCLUSIONES
Efecto del tratamiento amoniacal sobre la fracción de carbohidratos y lignina
La combinación de carga de amoníaco 1,25 kg/kg m.s. con 30% de humedad
permitió solubilizar el 43% de la hemicelulosa y el 25% de celulosa con el
consiguiente aumento del contenido de carbohidratos solubles (98%) con
respecto al material no tratado.
La combinación de carga de amoníaco 1,25 kg/kg m.s. con 30% de humedad
permitió solubilizar el 19% de la lignina con respecto al material no tratado.
El tratamiento amoniacal fue menos efectivo cuando se utilizó una humedad del
50%.
Los espectros FTIR confirmaron la disminución de la señal del grupo carbonilo
correspondiente a los enlaces tipo éster que unen la hemicelulosa con la lignina,
evidenciando la efectividad del tratamiento amoniacal.
El tratamiento amoniacal produjo un aumento aparente de la cristalinidad
correlacionado con la pronunciada solubilización de la hemicelulosa, lignina,
compuestos amorfos, y con el aumento de compuestos solubles.
Para las muestras tratadas con 30% de humedad (BT3 y BT4) existe una
correlación muy elevada entre el índice de cristalinidad medido por XRD y los
índices calculados en base a señales del FTIR (ICT y IOL). La correlación de la
cristalinidad con el ICT es más alta que para el IOL.
Para las muestras tratadas con 50% de humedad (BT7 y BT8), el índice de
cristalinidad solo está correlacionado con el ICT.
Efecto del tratamiento amoniacal sobre la producción de azúcares
El tratamiento amoniacal aumentó la producción de azúcares, debido
principalmente a la formación de Celulosa II, estructura menos ordenada y más
fácilmente hidrolizable que la Celulosa I original.
El tratamiento amoniacal produjo cambios estructurales en el bagazo de caña de
azúcar, principalmente pérdida de componentes exteriores de los haces fibrosos,
separación de microfibrillas y deformación celular.
154
Para la condición del tratamiento amoniacal 1,25:30:100 se obtuvo una máxima
conversión de azúcares con respecto al valor teórico de 43,42%, para una dosis
del complejo celulolítico del Trichoderma reesei de 5 UI/g m.s. y una
concentración de 5% de sólidos a las 72 h (dos veces mayor que para el bagazo
no tratado).
El uso del complejo enzimático Accellerase permitió reducir el tiempo de
hidrólisis enzimática a 48 h, lográndose un aumento de 1,44 veces en la
conversión con respecto al valor teórico comparado con el uso del complejo
celulolítico del Trichoderma reesei para el mismo tiempo.
Un aumento en la concentración de sustrato por encima de 5% tuvo un efecto
negativo sobre el rendimiento de la producción de azúcares.
La hidrólisis del bagazo de caña de azúcar usando el complejo Accellerase
produjo una mezcla de glucosa y xilosa, correspondiendo aproximadamente el
80% a la glucosa.
El tratamiento amoniacal aumentó 1,45 veces la producción de glucosa y 2,15 la
producción de xilosa.
Condiciones de crecimiento de los microorganismos etanologénicos
Las levaduras utilizadas, Saccharomyces cerevisiae ATCC 4921, Kluyveromyces
marxianus ATCC 8554 y Kluyveromyces marxianus CECT 10875 termotolerante
crecieron satisfactoriamente a pH 4,8 (buffer citrato) y 37ºC.
A las condiciones óptimas de crecimiento de la levadura Saccharomyces
cerevisiae ATCC 4921 se obtuvo una concentración de etanol de 3860 mg/L que
representó un rendimiento teórico de 96,06% y una velocidad específica de
crecimiento (µ) de 0,228 h-1.
A las condiciones óptimas de crecimiento de la levadura Kluyveromyces
marxianus ATCC 8554 se obtuvo una concentración de etanol de 4603 mg/L que
representó un rendimiento teórico de 91,44% y una velocidad específica de
crecimiento (µ) de 0,148 h-1. La adición de sales al medio ofreció mejores
condiciones de crecimiento al microorganismo (µ =0,189 h-1)
155
La levadura Kluyveromyces marxianus CECT 10875 termotolerante creció
satisfactoriamente tanto a 37°C como a 42°C, obteniéndose una concentración
de etanol de 4311 mg/L que representó un rendimiento teórico de 97,72% y una
velocidad específica de crecimiento (µ) de 0,188 h-1.
Efecto del tratamiento amoniacal sobre la sacarificación y fermentación simultánea del
bagazo de caña de azúcar
El tratamiento amoniacal no parece producir compuestos inhibitorios para el
crecimiento de los microorganismos pues se consumió totalmente la glucosa
presente en el medio.
Los rendimientos de etanol con respecto al valor teórico para el material tratado
utilizando las diferentes levaduras estuvieron en el rango de 55-71%, 1,85 veces
superiores a los obtenidos para el material no tratado, mostrando el mayor
rendimiento la levadura Kluyveromyces marxianus CECT 10875 termotolerante.
La utilización del proceso SSF mejoró los rendimientos de etanol con respecto a
los obtenidos por SHF, viéndose el mayor incremento para la levadura
termotolerante cuyo rendimiento de etanol con respecto al valor teórico para el
material no tratado fue 1,51 veces mayor, mientras que para el material tratado
se incrementó 1,65 veces.
La utilización de la modalidad de adición de biomasa (Fed batch SSF) y pre
hidrólisis del material (NSSF) no aumentaron la concentración de etanol.
El tratamiento amoniacal asociado a la SSF permitió producir bioetanol de segunda
generación con un 71% de rendimiento con respecto al valor teórico a partir del bagazo
de caña de azúcar, por lo que una central azucarera puede tener como co productos
azúcar y etanol. Ésto se logró bajo las condiciones de tratamiento amoniacal de 1,25 kg
amoníaco/kg m.s., 30% de humedad y 100 °C; utilizando para la SSF 5% de sustrato, 5
UI/g m.s. del complejo enzimático accellerase y empleando como microorganismo
fermentador la K. marxianus CECT 10875 a 42°C por 72 h.

156
RECOMENDACIONES
Aplicar tratamientos amoniacales más severos, aumentado la carga de amoníaco
por encima de 1,25 kg/kg m.s. para lograr mayor solubilización de lignina.
Aplicar tratamientos previos al amoniacal como la ozonificación para degradar la
lignina y aumentar la susceptibilidad del material a la hidrólisis enzimática.
Utilizar microorganismos fermentadores de pentosas para aprovechar los
azúcares provenientes de la hidrólisis de la hemicelulosa y así aumentar los
rendimientos de la SSF.
Trabajar bajo la modalidad de NSSF aumentando el tiempo de pre hidrólisis para
verificar si aumenta el rendimiento de etanol.
Evaluar el aumento de la concentración de sustrato cuando se trabaja bajo la
modalidad de recarga de biomasa (Fed batch) en SSF buscando aumentar el
rendimiento de etanol.

REFERENCIAS BIBLIOGRÀFICAS
1. Mielenz, J. R., 2001, “Ethanol production from biomass: Technology and
commercialization status”, Ecol. md. Microbiol., 4, 324-329. 2. Protocolo de Kyoto, 1998, Convención Marco de las Naciones Unidas sobre el
cambio climático, Kyoto, Japón, pp. 1-25. 3. Wyman, C., 1994, “Alternative fuels from biomass and their impact on carbon
dioxide accumulation”, Appl. Biochem. Biotechnol., 45/46, 897-915. 4. Chandel, A., ES, C., Rudravaram, R., Narasu, M., Rao L., Ravindra, P., 2007,
“Standar review: Economics and enviromental impact of bioethanol production technologies: an appraisal”, Biotechnol. Molec. Biol. Rev., 2, 14-32.
5. Wyman, C., Hinman, N., 1990, “Ethanol. Fundamentals of production from
renewable feedstocks and use as transportation fuel”. Appl. Biochem. Biotechnol., 24/25, 735-750.
6. Foody, B., 1988, “Ethanol from biomass: The factors affecting it´s commercial
feasibility”, Iogen Corporation, Ottawa, Ontario, Canada. 7. McCarthy, J.E., Tiemclean, M., 1998, CRS report for congress, “MTEB in gasoline:
clean air and drinking water issues”, Disponible en: http://www.epa.gov/otaq/consumer/fuels/mteb/crs-mteb.pdf.
8. Champagne, P., 2007, “Feasibility of producing bio-ethanol from waste residues: a
Canadian perspective feasibility of producing bio-ethanol from waste residues in Canada”, Resour. Conserv. Recy., 50, 211-230.
9. Sun, Y., Cheng, J., 2002, “Hydrolysis of lignocellulosic materials for ethanol
production: a review”. Biores. Technol., 83, 1-11. 10. Soderstrom, J., Pilcher, L., Galbe, M., Zacchi, G., 2002, “Two — step steam
pretreatment of softwood with SO2 impregnation for ethanol production”, Appl. Biochem. Biotechnol., 98/100, 5-21.
11. Knauf, M., Moniruzzaman, M., 2004, “Lignocellulosic biomass processing: A
perspective”, Intern. Sugar J., 106, 147-150. 12. Wyman, C., 1999, “Opportunities and technological challenges of bioethanol.
Presentation to the committee to review the R and D strategy for biomass-derived ethanol and biodiesel transportation fuels. Review for research strategy for biomass-derived transportation fuels”, National Research Council, National Academy, Washington DC, pp.1-48.
13. U.S. Department of Energy, 2005, “Breaking the biological barriers to cellulosic ethanol: a join research agenda”. A research road map resulting from the biomass to biofuels workshop, December 7-9, Maryland, USA, 206 p.
14. Lynd, L., 1996, “Overview and evaluation of fuel ethanol from cellulosic biomass:
Technology, economics, environment and policy”. Ann. Rev. Energy Environ., 21, 403-465.
15. Ferrer, A., Byers, F. M., Sulbarán de Ferrer, B., Dale, B. E., Aiello, C., 2000,
“Optimizing ammonia pressurization/depressurization processing conditions to enhance enzymatic susceptibility of dwarf elephant grass”, Appl. Biochem. Biotechnol., 84/86, 163-179.
16. Estadísticas Agrícolas. Fedeagro, 2006, Confederación Nacional de Asociaciones
de Productores Agropecuarios, Venezuela. 17. Ferrer, A., 1997, Development of high energy feeds from forages with ammonia
reactor pressurization/depressurization processes, Ph.D. dissertation, Texas A&M University, Texas, USA, 233 p.
18. Parra, P., 2003, “Estudio espectroscópico de las características estructurales de la
biomasa lignocelulósica del pasto elefante enano (Pennisetum purpureum Schum cv. Mott) tratado con amoníaco”, Trabajo Especial de Grado, Facultad Experimental de Ciencias, Universidad del Zulia, Venezuela, 85 p.
19. Ferrer, A., Byers, F., Sulbarán de Ferrer, B., Dale, B. E., Aiello, C., 2002a,
“Optimizing ammonia processing conditions to enhance susceptibility of legumes to fiber hydrolysis. Alfalfa”, Appl. Biochem. Biotechnol., 98/100, 123-134.
20. Ferrer, A., Byers, F., Sulbarán de Ferrer, B., Dale, B. E., Aiello, C., 2002b,
“Optimizing ammonia processing conditions to enhance susceptibility of legumes to fiber hydrolysis. Florigraze Rhizoma Peanut”, Appl. Biochem. Biotechnol., 98/100, 135-146.
21. Ghosh, P., Pamment, B., Martin, B., 1982, “Simultaneous saccharification and
fermentation of cellulose. Effect of beta-D-glucosidase activity and ethanol inhibition of cellulases”, Enzyme Microb. Technol., 4, 425-430.
22. Bull, R., 1990, Energy from biomass and wastes XIII, Klass, Di. (ed). Institute of
gas technology, Chicago, IL, pp. 1263-1279. 23. Wyman, C., 1994, “Ethanol from lignocellulosic biomass: Technology, economics
and opportunities”, Biores. Technol., 50, 3-16. 24. Hernández, F., Rodríguez, C., 2009, “Critical analysis of European Union directive
which regulates use of biofuels: An approach to Spanish case”, Renew. Sus. Energ. Rev., 13, 2675-2681.

25. IBCE, 2008, INSTITUTO BOLIVIANO DE COMERCIO EXTERIOR, “Proyecto: Bolivia: Estudio de caso para la mesa redonda sobre biocombustibles sostenibles - documento base”, 17, 163, 30 p.
26. Chiaramonti, D., 2007, Bioethanol: rol y production technology, In Ranalli, P. (Ed.),
Improvement of Crop Plants for Industrial End Uses, pp. 209-251. 27. Nigam, P., Singh, A., 2011, “Production of liquid biofuels from renewable
resources”, Prog. Energy Combust., 37, 52-68. 28. John, R., Anisha, G., Nampoothiri, K., Pandey, A., 2001, “Micro and macroalgal
biomass: A renewable source for bioethanol”, Biores. Technol., 102, 186-193. 29. Fargione, J., Hill, J., Tilman, D., Polasky, S., Hawthorne, P., 2008, Land clearing
and the biofuel carbon debt”, Science, 319, 1235–1238. 30. Hill, J., Polasky, S., Nelson, E., Tilman, D., Huo, H., Ludwig, L., Neumann, J.,
Zheng, H., Bonta, D., 2009, “Climate change and health costs of air emissions from biofuels and gasoline”, Pro. Natl. Acad. Sci. USA, 106, 2077–2082.
31. Kim, S., Dale, B.E., 2004, “Global potential bioethanol production from wasted
crops and crop residues”, Biomass Bioenerg., 26, 361–375. 32. Kádár, Z., Szengyel, Z., Reczey, K., 2004, “Simultaneous saccharification and
fermentation (SSF) of industrial wastes for the production of ethanol”, Ind.Crops Prod., 20, 103–110.
33. Wen, Z., Liao, W., Chen, S., 2004, “Hydrolysis of animal manure lignocellulosics
for reducing sugar production”, Biores. Technol., 91, 31–39. 34. Gonsalves, J. B., 2006, An Assessment of the Biofuels Industry in Thailand, United
Nations Conference on Trade and Development (UNCTAD), Geneva, http://www.unctad.org/en/docs/ditcted20067_en.pdf. (21-3-2009)
35. GEPLACEA, Grupo de Países Latinoamericanos y del Caribe Exportadores de
Azúcar, 1987, Uso alternativo de la caña de azúcar para energía y alimento, Composición del bagazo, Geplacea (Ed).México, 525 p.
36. Bieto, J., Talon, M., Fisiología y Bioquímica Vegetal, 1993, 1° Edición,
Interamericana, McGraw-Hill, España, pp. 1-24. 37. Philippidis, G., 1994, Cellulase production technology in enzymatic conversion of
biomass for fuels production, In: A.C.S Symposium Series 566, American Chemical Society, Washington DC, pp. 187-217.
38. Langan, P., Nishiyama, Y., Chanzy, H, 2001, “X-ray structure of mercerized
cellulose II at 1 Å resolution”, Biomacromolecules, 2, 410-416.

39. Krässig, H., 1993, Cellulose. Structure, accessibility and reactivity, Polymer Monographs Volume 11, Gordon and Breach Science Publishers, Amsterdam, pp. 12-16; 45 – 48.
40. Klemm, D., Philipp, B., Heinze, T., Heinze, U., Wagenknecht, W., 1998,
Comprehensive cellulose chemistry, Volume l, Fundamentals and analytical methods. WILEY-VCH Verlag GmbH, D-69469 Weinheim, Federal Republic of Germany, pp. 14 – 18; 48 – 50.
41. Marchessault, R., Sarko, A., 1968, “X-ray structure of polysaccharides”, Adv.
Carbohyd. Chem. Biochem., 22, 429-449. 42. Jayme, V., Knolle, H., 1964, “The empirical x-ray determination of the degree of
crystallinity of cellulosic material”, Papier, 18, 249-255. 43. Segal, L., Creely, J., Martin, A., Conrad, C., 1959, “An empirical method for
estimating the degree of crystallinity of native cellulose using the X-Ray diffractometer”, Text. Res. J., 29, 786-794.
44. Nelson, M., O’Connor, R., 1964, “Relation of certain infrared bands to cellulose
crystallinity and crystal lattice type. Part II. A new infrared ratio for estimation of crystallinity in celluloses I and II”, J. Appl. Polym. Sci., 9, 1325 – 1341.
45. Hurtubise, F., Krässig, H., 1960, “Classification of fine structural characteristics in
cellulose by infrared spectroscopy–use of potassium bromide pellet technique”, Anal. Chem., 32, 177–181.
46. Thomson, J., 1993, “Molecular biology of xylan degradation”, FEMS Microbiol.
Rey., 104, 65-82. 47. Buxton, D. R., Russell, J. R., 1988, “Lignin constituents and cell-wall digestibility of
grass and legume stems”, Crop Sci., 28, 553-558. 48. Holtzapple, M., Lundeen, J., Sturgis, R., 1992, “Pretreatment of lignocellulosic
municipal solid waste by ammonia fiber explosion (AFEX)”, Appl. Biochem. Biotechnol., 34/35, 5-21.
49. Hamelinck, C., Hooijdonk, G., Faaij, A., 2005, “Ethanol from lignocelluloselosic
biomass: techno – economic performance in short-, middle – and long – term” Biomass and Bioenerg., 28, 384-410.
50. McMillan, J.D., 1994, Pretreatment of lignocellulosic biomass, In: Miel, M.E., Baker,
J.O., Overend, R.P. (Eds.), Enzymatic conversion of biomass for fuels production, American Chemical Society, Washington, DC, pp. 292-324.
51. Martín, C., Klinke, H.B., Thomsen, A.B., 2006, “Wet oxidation as a pretreatment method for enhancing the enzymatic convertibility of sugarcane bagasse” Enzyme Microb. Technol., 1/7, 1010-1016.

52. Laureano-Perez, E., Teymouri, F., Alizadeh, H., Dale, B., 2005, “Understanding factors that limit enzymatic hydrolysis of biomass”, Appl. Biochem. Biotechnol., 121/124, 1081-1099.
53. Schurz, J., 1978, In: Ghose, T.K. (Ed.). Bioconversion of cellulosic substances into energy chemicals and microbial protein, Symposium proceedings, IIT.,New Delhi, 37 p.
54. Akin, D., Rigsby, L., Sethuraman, A., Morrison, W., Gamble, G., Eriksson, K., 1995, “Alteration in structure, chemistry, and biodegradability of grass lignocellulose treated with the white rot fungi Ceriporiopsis subvermispora and Cyathus stercoreus”, Appl. Environ. Microbiol., 61,1591-1598.
55. Grous, W., Converse, A., Grethlein, H., 1986, “Effect of steam explosion pretreatment on pore size and enzymatic hydrolysis of poplar”, Enzyme Microb. Technol., 8, 274-280
56. Morjanoff, P., Gray, P., 1987, “Optimization of steam explosion as method for increasing susceptibility of sugarcane bagasse to enzymatic saccharification” Biotechnol. Bioeng., 29, 733-741.
57. Dale, B. E., Moreira, M. J., 1983, “A freeze-explosion technique for Increasing cellulose hydrolysis”, Biotechnol. Bioeng. Symp., 12, 31-43.
58. Holtzapple, M., Jun, J., Ashok, G., Patibandia, S., Dale, B., 1991,. The ammonia freeze explosion (AFEX) process: A practical lignocellulose pretreatment”, Appl. Biochem. Biotechnol., 28/29, 59-74.
59. Dale, B., Henk, E., Shiang, M., 1984, “Fermentation of lignocellulosic materials treated by ammonia freeze-explosion”, Dev. Ind. Microbiol., 26, 223-233.
60. Mes-Hartree, M., Dale, B., Craig, W., 1988, “Comparison of steam and ammonia pretreatment for enzymatic hydrolysis of cellulose”, Appl. Microbiol. Biotechnol., 29, 462-468.
61. Moniruzzaman, M., Dale, B. E., Hespell, R. B., Bothast, R. J., 1997, “Enzymatic hydrolysis of high moisture corn fiber pretreated by AFEX and recovery and recycle of the enzyme complex”, Appl. Biochem. Biotechnol., 67, 113-126.
62. Parisi, F., 1989, “Advances in lignocellulosics hydrolysis and in the utilization of the hydrolysates”, Adv. Biochem. Eng. Biotechnol., 38, 53-87.
63. Taherzadeh, M. Karimi, K., 2007, “Acid-based hydrolysis processes for ethanol from lignocellulosic materials: A review”, Bioresources, 2, 472-499.
64. Taherzadeh, M. Karimi, K., 2007, “Enzyme-based hydrolysis processes for ethanol from lignocellulosic materials: A review”, Bioresources, 2, 707-738.
65. Aiello, C., Ferrer, A., Ledesma, A., 1996, “Effect of alkaline treatments at various temperatures on cellulose and biomass production using submerged sugar cane

bagasse fermentation with Trichoderma reesei QM9414”, Biores. Technol., 57, 13-18.
66. Colina, A., Sulbarán de Ferrer, B., Aiello, C., and Ferrer, A., 2003, “Xylanase production by Thrichoderma reesei Rut C-30, on rice straw”, Appl. Biochem. Biotechnol., 105/108, 715-724.
67. Sunna, A., Antranikian, G., 1997, “Xylanolytic enzymes from fungi and bacteria”, Critical Rev. Biotechnol., 17, 39-67.
68. De la Rosa, L. B., Reshamwala, S., Latimer, V., Shawky, B., Dale, B., Stuart, E., 1994, “Integrated production of ethanol fuel and protein from coastal bermudagrass”, Appl. Biochem. Biotechnol., 45/46, 483-497.
69. Morán, M., 2003, Producción de azúcares mediante hidrólisis enzimática de materiales lignocelulósicos tratados con amoníaco, Tesis de Maestría en Química, Facultad Experimental de Ciencias, LUZ, Venezuela. 71 p.
70. Wood, T., 1985, “Properties of cellulolytic enzyme systems”, Biochem. Soc. Trans., 13, 407-710.
71. Goyal A., Ghosh, B., Eveleigh, D., 1991, “Characteristics of fingal cellulases”, Biores. Technol. 36: 37-50.
72. Mussatto, S., Fernández, M., Milagres, A., Roberto, I., 2008, “Effect of hemicellulose and lignin on enzymatic hydrolysis of cellulose from brewers spent grain”. Enzyme and Microb. Technol., 43, 124-129.
73. Hoyer, K., Galbe, M., Zacchi, G., 2009, “Production of fuel ethanol from softwood by simultaneous saccharification and fermentation at high dry matter content”, J. Chem. Technol. Biotechnol., 84, 570-577.
74. Vallander, L., Eriksson, K., 1985, “Enzymatic saccharification of pretreated wheat straw”, Biotechnol. Bioeng., 27, 650-659.
75. Gregg, D., Saddler, J., 1996, “Factors affecting cellulose hydrolysis and the potential of enzyme recycle to enhance the efficiency of an integrated wood to ethanol process”, Biotechnol. Bioeng., 51, 375-383.
76. McKee, T., McKee, J., 2003, Bioquímica: La base molecular de la vida, Tercera Edición, McGraw Hill Interamericana, España, 773 p.
77. Zaldivar, E., Nielsen, L., Olsson, L., 2001, “Fuel ethanol production from lignocellulose: a challenge for metabolic engineering and process integration”, Appl. Microbiol. Biotechnol., 56,17-34.
78. Olsson, L., Hahn-Hägerdal, B., 1996, “Fermentation of lignocellulosic hydrolysates for ethanol production”. Enzyme Microb. Technol., 18, 312-331.
79. Olsson, L., Hahn-Hägerdal, B., 1993, “Fermentative performance of bacteria and yeasts in lignocellulose hydrolysates”, Process Biochem., 28, 249-257.

80. Van Maris, A., Abbott, D., Bellissimi, E., Van den, J., Kuyper, M., Luttik, M., Wisselink, H., Scheffers, W., Van Dijken, J., Pronk, J., 2006, “Alcoholic fermentation of cabon sources in biomass hydrolysates by Saccharomyces cerevisiae: Current status”, Antonie van Leeuwenhoek, 90, 391-418.
81. Gray, K., Zhao, L., Emptage, M., 2006, “Bioethanol”, Curr. Opin. Chem. Biol., 10, 141-146.
82. Texeira, L., Linden, J., Schroeder, A., 2000, “Simultaneous saccharification and cofermentation of peracetic acid-pretreated biomass”, Appl. Biochem. Biotechnol., 84/86, 111-127.
83. Ho, N., Chem, Z., Brainard, A., Sedlak, M., 1999, “Successful design and development of genetically engineered Saccharomyces yeasts for effective cofermentation of glucose and xylose from cellulosic biomass to fuel ethanol”, Adv. Biochem. Eng. Biotechnol., 65, 163-192.
84. Nigam, J., 2001, “Development of xylose-fermenting yeasts Pichia stipitis for ethanol production through adaptation on hardwood hemicellulose acid prehydrolysate”, J. Appl. Microbiol., 90, 208-215.
85. Nissen, T., Kielland-Brandt, M., Nielsen, J., Villadsen, J., 2000, “Optimization of ethanol production in Saccharomyces cerevisiae by metabolic engineering of the ammonium assimilation”, Metab. Eng., 2, 69-77.
86. Joachimsthal, E., Rogers, P., 2000, “Characterization of high-productivity recombinant strain of Zymomonas mobilis for ethanol production from glucose/xylose mixture”, Appl. Biochem. Biotechnol., 84/86, 343-356.
87. Tomás-Pejo, E., Oliva, J., Ballesteros, M., Olsson, Lisbeth, 2008, “Comparison of SHF and SSF processes from steam-exploded wheat straw for ethanol production by xylose-fermenting and robust glucose-fermenting Saccharomyces cerevisiae strains”, Biotechnol. Bioeng., 100, 1122-1131.
88. Rudolf, A., Baudel, H., Zacchi, G., Hahn-Hägerdal, B., 2008, “Simultaneous saccharification and fermentation of steam-pretreated bagasse using Saccharomyces cerevisiae TMB3400 and Pichia stipitis CBS6054”, Biotechnol. Bioeng., 99,783-790.
89. Ohta, K., Beall, D., Mejia, J., Shanmugan, K., Ingram, L., 1991, “Genetic improvement of Escherichia coli for ethanol production: Chromosomal integration of Zymomonas mobilis genes encoding pyruvate decarboxylase and alcohol dehydrogenase II”, Appl Environ. Microbiol., 57, 893- 900.
90. Ohta, K., Beall, D., Mejia, J., Shanmugan, K., Ingram, L., 1991, “Metabolic engineering of Klebsiella oxytoca M5AI for ethanol production from xylose and glucose”, Appl. Environ. Microbiol., 57, 2810- 2815.
91. Kótter, P., Ciriacy, M., 1993, “Xylose fermentation by Saccharomyces cerevisiae”, Appl. Microbiol. Biotechnol., 38, 776-783.

92. Tantirungkij, m., Nacashima, N., Seki, T., Yoshida, T., 1993, “Construction of xylose assimilating Saccharomyces cerevisiae”, J. Ferment. Bioeng., 75, 83-88.
93. Meinander, N., Halbom, J., Keranen, S., Ojamo, H., Penttila, M. Walfridsson, M., Hahn-Hägerdal, B., 1994, Utilization of xylose with recombinant Saccharomyces cerevisiae harbonng genes for xylose metabolism from Pichia stipitis, ECB6: Proceedings of the 6 European Congress on Biotechnology, Elsevier Science, B.V. Amsterdam. pp. 1143- 1146.
94. Evans, C., Ratledge, C., 1984, “Induction of xilulosa-5-phosphate phosphoketolase in a variety of yeasts grown on D-xylose: The key to efficient xylose metabolism”, Arch. Microbiol., 139, 48-52.
95. Silininger, P. Bojen, P., Kutzman, C., 1987, “Pachysolen tanophilus: Properties and process consideration from D-xylose”, Enzyme Microb. Technol., 9, 5-15.
96. Yu, Z., Zhang, H., 2004, “Ethanol fermentation of acid-hydrolyzed cellulosics pyrolysate with Saccharomyces cerevisiae”, Biores. Technol., 93, 199-204.
97. Wingren, A., Galbe, M., Zacchi, G., 2003, “Techno-economic evaluation of producing ethanol from softwood: comparasion of SSF and SHF and identification of bottlenecks”, Biotechnol. Prog., 19, 1109-1117.
98. Stenberg, K., Bollok, M., Reczey, K., Galbe, M., Zacchi, G., 2000, “Effect of substrate and cellulase concentration of simultaneous saccharification and fermentation of steam-pretreated softwood for ethanol production”, Biotechnol. Bioeng., 68, 204-210.
99. Wyman, C., Spindler, D., Grohmann, K., 1992, “Simultaneous saccharification and fermentation of several lignocellulosic feedstocks to fuel ethanol”, Biomass Bioenerg., 3, 301-307.
100. Bollók, M., Réczey, K., Zacchi, G., 2000, “Simultaneous saccharification and fermentation of steam-pretreated spruce to ethanol”, Appl. Biochem. Biotechnol., 84/86, 69-80.
101. Ballesteros, I., Ballesteros, M., Cabañas, A., Carrasco, J., Martín, C., Negro, M., Saez, F., Saez, R.,1991, “Selection of thermotolerant yeasts for simultaneous saccharification and fermentation (SSF) of cellulose to ethanol”, Appl. Biochem. Biotechnol., 28/29, 307-315.
102. Ballesteros, M., Oliva, J., Negro, M., Manzanares, P., Ballesteros, I., 2004, “Ethanol from lignocellulosic materials by a simultaneous saccharification and fermentation process (SSF) with Kluyveromyces marxianus CECT 10875”, Process Biochem., 39,1843-1848.
103. Alizadeh, H., Teymouri, F., Gilbert, T., Dale, B., 2005, Protreatrnent of swichtgrass by ammonia fiber explosion (AFEX)”, Appl. Biochem. Biotecbnol., 121/124, 1133-1141.

104. Mohagheghi, A., Tucker, M., Grohman, K., Wyman, C., 1992, “High solids sirnultaneous saccharification and fermentation of pretreated wheat straw to ethanol”, Appl. Biochem. Biotechnol., 33, 67-81.
105. Han Krishna, S., Janardhan, T., Chowdary, G., 2001, “Simultaneous saccarification and fermentation of lignocellulosic wastes to ethanol using therrnotolerant yeast”, Biores. Technol., 77, 193-197.
106. Wyman, C., Dale, B., Elander, R., Holtzapple. M., Ladisch, M., Lee, Y., 2005, “Coordinated development of leading biomasa pretreatment Technologies”, Biores. Technol., 25,1-8.
107. Nilsson, A., Taherzadeh, M., Lidén, G., 2001, “Use of dynamic step response for control of fed-batch conversion of lignocellulosic hydrolysate to ethanol”, J. Biootechnol., 89, 41-53.
108. Huang, S., Chen, J., 1988, “Ethanol production in simultaneous saccharification and fermentation of cellulose with temperature profiling”, J. Ferment. Technol., 66, 509-516.
109. Ballesteros, M., Oliva, J., Manzanares, P., Negro, M., Ballesteros I., 2002, “Ethanol production from paper material using a simultaneous saccharification and fermentation system in a fed batch basis”, World J. Microbiol. Biotechnol., 18, 559-561.
110. Rudolf, A., Alkasrawi, M., Zacchi, G., Lidén, G., 2005, “A comparison between batch and fed-batch simultaneous saccharification and fermentation of steam pretreated spruce”, Enzyme Microb. Technol., 37, 195-204.
111. Hoyer, K., Galbe, M., Zacchi, G, 2010, “Effects of enzyme feeding strategy on ethanol yield in fed-batch simultaneous saccharification and fermentation of spruce at high dry matter”, Biotechnol. Biofuels, 3, 1-11.
112. Almeida, J., Modig, T, Peterson, A., Hahn-Hägerdal, B., 2007, “Mini review: Increased tolerance and convertion of inhibitors in lignocellulosic hydrolysates by Saccharomyces cerevisiae”, J. Chem. Technol. Biotechnol., 82, 340-349.
113. Dunlop, A., 1948, “Furfural formation and behavior”, Ind. Eng. Chem., 40, 204- 209.
114. Ulbricht, R., Northhup, S., Thomas, J., 1984, “A review of 5-hydroxymethylfurfural (HMF) in parenteral solutions”. Fundam. Appl. Toxicol., 4, 843-853.
115. Palmqvist, E., Almeida, J., Hahn-Hägerdal, B., 1999, “Influence of furfural on anaerobic glycolytic kinetics of Saccharomyces cerevisiae in bath culture”, Biotechnol. Bioeng., 62, 447-454.
116. Wahlbom, C., Hahn-Hägerdal, B., 2002, “Furfural, 5-hydroxymethyl furfural and acetoin act external electron acceptors during anaerobic fermentation of xylose in recombinant Saccharomyces cerevisiae”, Biotechnol. Bioeng., 17, 172-178.

117. Carvalheiro, F., Duarte, L., Lopes, S., Parajó, J., Pereira, H., Gírio, F., 2005, “Evaluation of the detoxification of brewery’s spent grain hydrolysate for xylitol production by Debaryomyces hansenii CCMI 941”, Process Biochem., 40, 1215–1223.
118. Chandel, A., Kapoor, R., Singh, A., Kuhad, R., 2007, “Detoxification of sugarcane bagasse hydrolysate improves ethanol production by Candida Shehatae NCIM 3501”, Biores. Technol., 98, 1947-1950.
119. COVENIN, 1983, Alimentos concentrados para animales. Determinación de humedad (norma 1156-79) y determinación de cenizas (1155-79), Comisión Venezolana de Normas Industriales, Ministerio de Industrias Ligeras y Comercio, Caracas, Venezuela, 6 p.
120. Goering, H., Van Soest, P., 1970, Forage fiber analyses (apparatus, reagents, procedures, and some applications), Agric. Handbook N° 379. ARS-USDA, Washington, D.C., 8p.
121. COVENIN, 1983, Alimentos concentrados para animales, Bagacillo de caña: Determinación de proteína cruda (norma 1195-80), Comisión Venezolana de Normas Industriales, Ministerio de Industrias Ligeras y Comercio, Caracas, Venezuela, 6 p.
122. Miller, G., 1959, “Use of dinitrosalicylic acid for determination of reducing sugar”, Anal. Chem., 31, 426-428.
123. Ghose, V., 1987, “Measurement of cellulase activities”, Pure Appl. Chem., 59, 257-268.
124. National Renewable Energy Laboratory (NREL), 1994, Dilute acid hydrolysis procedure for determination of total sugar in the liquid fraction of process samples, In: Chemical analysis and testing task, NREL, Golden, CO. 8 p.
125. SAS, 1985, SAS User’s guide: Statistics, SAS Institute Inc., Cary, North Carolina, USA.
126. Pernalete, Z., Piña, F., Suárez, M., Ferrer, A., Aiello, A., 2008, “Fraccionamiento del bagazo de caña de azúcar mediante tratamiento amoniacal: efecto de la humedad del bagazo y la carga de amoníaco”, Bioagro, 20, 3-10.
127. Martín, C., Galbe, M., Nilvebrant, N., Jönsson, L., 2002, “Comparision of fermentability of enzymatic hidrolizates of sugarcane bagasse pretreated by steam explosion using different impregnating agents”, Appl. Biochem. Biotechnol., 98/100, 699-716.
128. Jin, Z., Katsumata, K., Tuyet, T., Liyama, K., 2006, “Covalent linkages between cellulose and lignin in cell walls of coniferous and nonconiferous woods”, Biopolymers, 83, 103-110.

129. Gould, J., 1984, “Alkaline peroxide delignification of agricultural residues ton enhance enzymatic saccharification”, Biotechnol. Bioeng., 26, 46-52.
130. Zhao, X., Wang, L., Liu, D., 2008, “Peracetic acid pretreatment of sugar cane bagasse for enzymatic hydrolysis: a continued work”, J. Chem. Technol. Biotechnol., 83, 950-956.
131. Abi Hassan, S., 2003, Determinación del área superficial del pasto elefante enano (Pennisetum purpureum Schum cv. Mott) mediante el proceso de fisisorción, Trabajo Especial de Grado, Facultad Experimental de Ciencias, Universidad del Zulia, Venezuela, 74 p.
132. Chacón, D., 2007, Producción de azúcares por hidrólisis enzimática del follaje de yuca (Manihot esculenta Crantz) tratado con amoníaco, Trabajo Especial de Grado, Facultad Experimental de Ciencias, Universidad del Zulia, Venezuela, 54 p.
133. Urribarrí L., Chacón D., González O., Ferrer A., 2009, “Protein extraction and enzymatic hydrolysis of ammonia-treated cassava leaves”, Appl. Biochem. Biotechnol., 153, 94-102.
134. Prior, B., Day, D., 2008, “Hydrolysis of ammonia-treated sugarcane bagasse with
cellulose, -glucosidase, and hemicellulase preparation”, Appl. Biochem. Biotechnol., 146, 151-164.
135. Kaya, F., Heitmann, J., Joyce, P., 1994, “Cellulase binding to cellulose fiber in high shear fields”, J. Biotechnol., 28/29, 59-74.
136. Szczodrack J., Fiedurek J., 1996, “Technology for conversion of lignocellulosic biomass to ethanol”, Biomass Bioenerg., 5/6, 367-375.

ÍNDICE DE TABLAS
Pág.
Tabla 1. Emisiones de CO2 para la gasolina, etanol puro y el E85.
24
Tabla 2. Condiciones del tratamiento amoniacal del bagazo de caña de azúcar.
59
Tabla 3. Composición del bagazo de caña de azúcar tratado con amoníaco
67
Tabla 4. Cristalinidades y porcentajes aproximados de Celulosa I y II. Índice de orden lateral (IOL) y de cristalinidad total (ICT) para las muestras de bagazo de caña de azúcar.
73
Tabla 5. Parámetros de las correlaciones de la composición del bagazo de caña de azúcar (BNT, BT3, BT4) y su cristalinidad.
74
Tabla 6. Parámetros de las correlaciones de la composición del bagazo de caña de azúcar (BNT, BT7, BT8) y su cristalinidad.
74
Tabla 7. Efecto de la carga de amoníaco y la humedad sobre la producción de azúcares por hidrólisis enzimática del bagazo de caña. Dosis de enzima: 2 UI/g m.s.; concentración de sustrato: 2,5 % p/v; tiempo: 72 h.
84
Tabla 8. Parámetros de la correlación de la producción de azúcares del bagazo de caña de azúcar no tratado y tratado con amoníaco (BT3 y BT4) y su cristalinidad.
86
Tabla 9. Velocidades de iniciación de la hidrólisis del bagazo de caña de azúcar no tratado.
95
Tabla 10. Velocidades de iniciación de la hidrólisis del bagazo de caña de azúcar tratado con amoníaco (BT4).
95
Tabla 11. Porcentaje de conversión con respecto al valor teórico durante la hidrólisis con dosis de enzima de 2 UI/g m.s. para BNT y BT4. Mezcla de enzimas: celulasas (Trichoderma reesei) y celobiasas (Novozym 188).
98
Tabla 12. Efecto de la concentración de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 2 UI/g m.s.; tiempo: 48 y 72 h.
98
Tabla 13. Efecto del tipo de sustrato (BNT y BT4) sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 2 UI/g m.s.; tiempo: 48 y 72 h.
99

Tabla 14. Efecto del tiempo de hidrólisis sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 2 UI/g m.s.
99
Tabla 15. Porcentaje de conversión con respecto al valor teórico durante la hidrólisis con dosis de enzima de 5 UI/g m.s. para BNT y BT4. Mezcla de enzimas: celulasas (Trichoderma reesei) y celobiasas (Novozym 188).
100
Tabla 16. Efecto de la concentración de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.; tiempo: 48 y 72 h.
100
Tabla 17. Efecto del tipo de sustrato (BNT y BT4) sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s., tiempo: 48 y 72 h.
100
Tabla 18. Efecto del tiempo sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.
101
Tabla 19. Efecto del complejo enzimático sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
104
Tabla 20. Efecto del tipo de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
105
Tabla 21. Efecto del tiempo de hidrólisis sobre la producción de azúcares del bagazo de caña de azúcar. Dosis de enzima de 5 UI/g m.s.
105
Tabla 22. Porcentaje de conversión con respecto al valor teórico durante la hidrólisis con dosis de enzima de 5 UI/g m..s. para BNT y BT4. Mezcla de enzimas: celulasas (Accellerase) y celobiasas (Novozym 188).
106
Tabla 23. Efecto de la concentración de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Complejo celulolítico: AccelleraseTM 1000 (Genencor). Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
106
Tabla 24. Efecto del tipo de sustrato sobre la producción de azúcares del bagazo de caña de azúcar. Complejo celulolítico: AccelleraseTM 1000 (Genencor). Dosis de enzima de 5 UI/g m.s.; tiempo: 24 y 48 h.
107
Tabla 25. Efecto del tiempo de hidrólisis sobre la producción de azúcares del bagazo de caña de azúcar. Complejo celulolítico: AccelleraseTM 1000 (Genencor). Dosis de enzima de 5 UI/g m.s.
107
Tabla 26. Producción de biomasa, glucosa consumida y etanol producido por la Saccharomyces cerevisiae ATCC 4921 a diferentes condiciones de
115

crecimiento. Temperatura: 37°C. Tabla 27. Producción de biomasa, glucosa consumida y etanol producido a diferentes condiciones de crecimiento de la Kluyveromyces marxianus ATCC 8554. Temperatura: 37ºC.
124
Tabla 28. Producción de biomasa, glucosa consumida y etanol producido a diferentes condiciones de crecimiento de la Kluyveromyces marxianus CECT 10875. Temperatura: 42ºC
131
Tabla 29. Velocidad específica de crecimiento, producción de biomasa y rendimiento de etanol teórico de las tres cepas utilizadas a pH 4,8 (buffer citrato)
135
Tabla 30. Producción máxima de etanol y rendimiento de etanol de la SHF utilizando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus CECT 10875 en bagazo de caña de azúcar no tratado.
138
Tabla 31. Producción máxima de etanol y rendimiento de etanol de la SHF utilizando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus CECT 10875 en bagazo de caña de azúcar tratado con amoníaco.
140
Tabla 32. Efecto del tipo de sustrato (BNT y BT) utilizado en la SHF del bagazo de caña de azúcar.
140
Tabla 33. Efecto de los microorganismos utilizados en la SHF del bagazo de caña de azúcar.
141
Tabla 34. Máxima producción de etanol y rendimiento de la SSF usando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus ATCC 10875 termotolerante en bagazo de caña de azúcar no tratado.
145
Tabla 35. Máxima producción de etanol y rendimiento de la SSF usando S. cerevisiae ATCC 4921, K. marxianus ATCC 8554 y K. marxianus CECT 10875 termotolerante en bagazo de caña de azúcar tratado con amoníaco.
146
Tabla 36. Efecto del tipo de sustrato (BNT y BT) utilizado en la SSF del bagazo de caña de azúcar.
147
Tabla 37. Efecto de los microorganismos utilizados en la SSF del bagazo de caña de azúcar.
147
Tabla 38. Máxima producción de etanol, rendimiento y productividad de la SSF y NSSF usando K. marxianus CECT 10875 termotolerante en bagazo de caña de azúcar tratado con amoníaco.
151

ÍNDICE DE FIGURAS
Pág.
Figura 1. Representación de la estructura del polímero de celulosa. 29
Figura 2. Arreglos de puentes de hidrógeno más probables en las Celulosas I y II.
30
Figura 3. Difractograma típico de la Celulosa I.
31
Figura 4. Representación de la estructura del polímero de hemicelulosa.
32
Figura 5. Representación de la estructura del polímero de lignina.
34
Figura 6. Alcoholes cinamílicos precursores de la lignina.
34
Figura 7. Mecanismo de reacción de la ruptura de enlaces tipo éster. 37
Figura 8. Planta piloto de presurización y despresurización amoniacal. 38
Figura 9. Mecanismo de reacción de la hidrólisis ácida de un disacárido. 39
Figura 10. Mecanismo de reacción de la deshidratación de alcoholes. 40
Figura 11. Reacción de formación del hidroximetil furfural. 40
Figura 12. Mecanismo de acción de las celulasas.
44
Figura 13. Mecanismo de acción de las xilanasas fúngicas.
45
Figura 14. Ruta Embdem-Meyerhof-Parnas. Glicólisis.
48
Figura 15. Diagrama de esquemático del proceso PDA.
58
Figura 16. Efecto de la carga de amoníaco sobre la fracción de carbohidratos a 30% de humedad.
69
Figura 17. Efecto de la carga de amoníaco sobre la fracción de carbohidratos a 50% de humedad.
70
Figura 18. Espectros de FTIR de (a) BNT, BT1, BT2, BT3 y BT4; y (b) BNT, BT5, BT6, BT7 y BT8.
72
Figura 19. Relación entre el contenido de hemicelulosa (a), lignina (b) y solubles (c) del bagazo de caña de azúcar (BNT, BT3 y BT4) y su cristalinidad medida por XRD.
76

Figura 20. Relación entre el contenido de hemicelulosa (a), lignina (b) y solubles (c) del bagazo de caña de azúcar (BNT, BT7 y BT8) y su cristalinidad medida por XRD.
77
Figura 21. Relación entre la cristalinidad del bagazo de caña de azúcar (BNT, BT3 y BT4) medida por XRD y por ICT (a) y IOL (b).
78
Figura 22. Relación entre la cristalinidad del bagazo de caña de azúcar (BNT, BT7 y BT8) medida por XRD y el índice ICT.
79
Figura 23. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado (BNT) y tratados a diferentes cargas de amoníaco y 30% de humedad, usando una dosis de enzima de 2 UI/g m.s. y concentración de sustrato de 2,5 % p/v por 72 h.
81
Figura 24. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado (BNT) y tratados a diferentes cargas de amoníaco y 50% de humedad, usando una dosis de enzima de 2 UI/g m.s. y concentración de sustrato de 2,5 % p/v por 72 h.
82
Figura 25. Efecto de la carga de amoníaco y la humedad sobre la producción de azúcares por hidrólisis enzimática del bagazo de caña usando una dosis de enzima de 2 UI/g m.s. y concentración de sustrato de 2,5 % p/v por 72 h.
83
Figura 26. Relación entre la producción de azúcares por hidrólisis enzimática y la celulosa + hemicelulosa y lignina solubilizadas por la acción del tratamiento amoniacal. a y c)30 % de humedad; b y d) 50% de humedad.
85
Figura 27. Relación entre la producción de azúcares por hidrólisis enzimática del bagazo de caña de azúcar y su cristalinidad: a) BNT, BT3 y BT4 y b) BNT, BT7 y BT8.
87
Figura 28. Microfotografía del bagazo de caña de azúcar a diferentes grados de magnificación.
89
Figura 29. Microfotografía del bagazo de caña de azúcar tratado (BT4) a diferentes grados de magnificación.
90
Figura 30. Microfotografía del bagazo de caña de azúcar tratado (BT8) a diferentes grados de magnificación.
91
Figura 31. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado y tratado (BT4) a diferentes concentraciones de sustrato (2,5; 3,75 y 5% p/v) y dosis de enzima de 2 UI/g m.s.
93
Figura 32. Cinética de la hidrólisis enzimática del bagazo de caña de azúcar no tratado y tratado (BT4) a diferentes concentraciones de sustrato (2,5; 3,75 y 5% p/v) y dosis de enzima de 5 UI/g m.s.
94
Figura 33. Relación entre la velocidad de iniciación y la producción de azúcares fermentables al final de la hidrólisis del bagazo de caña de azúcar no tratado para las dosis de enzimas de 2 y 5 UI/g m.s.
96
Figura 34. Relación entre la velocidad de iniciación y la producción de azúcares fermentables al final de la hidrólisis del bagazo de caña de azúcar tratado (BT4) para las dosis de enzimas de 2 y 5 UI/g m.s.
97
Figura 35. Producción de azúcar (mg/g m.s.) por hidrólisis enzimática con dosis de enzima de 5 UI/g m..s. y concentración de 5% de sustrato, para BNT y BT4. Complejos celulolíticos: AccelleraseTM 1000 (Genencor) y celulasas producidas por Trichoderma reesei Rut C-30 (Sigma).
104
Figura 36. Perfil de azúcares obtenido para el hidrolizado del BNT. Condiciones: dosis de enzimas de 5 UI/ g m.s., 5% concentración de sólidos y 6h de hidrólisis.
108
Figura 37. Perfil de azúcares obtenido para el hidrolizado del BT4. Condiciones: dosis de enzimas de 5 UI/ g m.s., 5% concentración de sólidos y 6h de hidrólisis.
108
Figura 38. Cinética de la hidrólisis enzimática para los azúcares individuales del bagazo de caña de azúcar. Condiciones: dosis de enzimas de 5 UI/ g m.s. y 5% concentración de sólidos. a) BNT y b)BT4.
109
Figura 39. Contenido de azúcares reductores y contenido de azúcares individuales totales producto de la hidrólisis del bagazo no tratado y tratado con amoníaco (BT4) a las 48 h. Condiciones: dosis de enzimas de 5 UI/ g m.s. y 5% concentración de sólidos.
110
Figura 40. Cinética de crecimiento de la Saccharomyces cerevisiae ATCC
4921 a pHi 6,15 y diferentes temperaturas (35°C, 37°C y 40°C).
112
Figura 41. Curva de calibración para la cuantificación de biomasa de la Saccharomyces cerevisiae ATCC 4921 a pHi 6,15 y 37°C.
113
Figura 42. Cinética de la fermentación de la Saccharomyces cerevisiae ATCC 4921 en medio de cultivo a pHi 6,15 y 37°C.
114
Figura 43. Cinética de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a 37°C y diferentes pH´s.
116
Figura 44. Cinética de la fermentación de la Saccharomyces cerevisiae ATCC 4921 a pH 4,8 (buffer citrato) y 37°C.
117
Figura 45. Determinación de la velocidad específica de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a pH 4,8 (buffer citrato) y 37°C.
118

Figura 46. Relación entre glucosa consumida y biomasa producida de Saccharomyces cerevisiae ATCC 4921 en buffer citrato pH 4,8 a 37ºC.
118
Figura 47. Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 a pHi 6,15 y diferentes temperaturas (37°C y 42°C).
120
Figura 48. Curva de calibración de biomasa de la Kluyveromyces marxianus ATCC 8554 a pHi 6,15 y 37°C.
121
Figura 49. Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 a 37°C y diferentes pH´s.
122
Figura 50. Cinética de la fermentación de la Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 a 37ºC.
123
Figura 51. Cinética de la fermentación de la Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 y 37ºC con adición de sales.
125
Figura 52. Determinación de la velocidad específica de crecimiento de la Kluyveromyces marxianus ATCC 8554 a pH 4,8 (buffer citrato) con y sin adición de sales al medio a 37°C.
126
Figura 53. Relación entre biomasa producida y glucosa consumida de Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 a 37ºC.
126
Figura 54. Cinética de crecimiento de la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y diferentes temperaturas (37°C y 42°C).
128
Figura 55. Curva de calibración de biomasa para la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y 42°C.
129
Figura 56. Cinética de la fermentación de la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y 42°C.
130
Figura 57. Cinética de la fermentación de la Kluyveromyces marxianus CECT 10875 en buffer citrato pH 4,8 a 42ºC.
132
Figura 58. Determinación de la velocidad específica de crecimiento de la Kluyveromyces marxianus CECT 10875 a pH 4,8 (buffer citrato) y 42°C.
133
Figura 59. Relación entre biomasa producida de Kluyveromyces marxianus CECT 10875 y glucosa consumida en buffer citrato pH 4,8 a 42ºC.
134
Figura 60. Cinética de la fermentación del hidrolizado del BNT utilizando: a) Saccharomyces cerevisiae ATCC 4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT 10875.
137
Figura 61. Cinética de la fermentación del hidrolizado del BT4 utilizando: a) Saccharomyces cerevisiae ATCC 4921, b) Kluyveromyces marxianus ATCC
139

8554 y c) Kluyveromyces marxianus CECT 10875. Figura 62. Cinética de la SSF del BNT utilizando: a) Saccharomyces cerevisiae ATCC 4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT 10875.
143
Figura 63. Cinética de la SSF del BT4 utilizando: a) Saccharomyces cerevisiae ATCC 4921, b) Kluyveromyces marxianus ATCC 8554 y c) Kluyveromyces marxianus CECT 10875.
144
Figura 64. Comparación de y Fed Batch SSF (▲) y SSF (■) usando K. marxianus CECT 10875 en BT4.
149
Figura 65. Comparación de SSF (■) y NSSF (▲) usando K. marxianus CECT 10875 en BT4. Líneas continuas: concentración de glucosa (g/L). Líneas punteadas: Concentración de etanol (g/L).
151

ANEXO I
Figura 1. Diagrama de flujo de la planta piloto de presurización y despresurización amoniacal

ANEXO II
0
10
20
30
40
50
60
0 0,25 0,5 0,75 1 1,25 1,5
Carga de amoníaco, kg/kg m.s.
Fra
cció
n d
e c
arb
oh
idra
tos, %
m.s
.
Figura 2. Efecto de la carga de amoníaco sobre la fracción de carbohidratos a 30% humedad y 100ºC. (Los intervalos señalados en la figura representan la desviación estándar para cada punto).
Figura 3. Efecto de la carga de amoníaco sobre la fracción de carbohidratos a 50% humedad y 100ºC. (Los intervalos señalados en la figura representan la desviación estándar para cada punto).
0
10
20
30
40
50
60
0 0,25 0,5 0,75 1 1,25 1,5
Carga de amoníaco, kg/kg m.s
Fra
cció
n d
e c
arb
oh
idra
tos, %
m.s
.
Hemicelulosa Celulosa Solubles

ANEXO III
Figura 4. Difractograma del bagazo no tratado (BNT) y bagazo tratado (BT4)

ANEXO IV Tabla 1. Análisis de varianza para evaluar el efecto de la carga de amoníaco y la humedad del tratamiento amoniacal sobre la producción de azúcares. Concentración de sustrato: 2,5%; dosis de enzima: 2 UI/g m.s.; tiempo: 72 h.
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Carga de amoníaco (A)
3
10824,97200 3608,32400 345,97 <0,0001
Humedad (H) 1 798,56807 798,56807 76,57 <0,0001
A*H 3 3726,54407 1242,18136 119,10 <0,0001
Error 16 10,42969 0,65185563
Total 23 4535,542 2041,401286
Tabla 2. Análisis de varianza para evaluar el efecto de la concentración de sustrato, tipo de sustrato (BNT y BT) y tiempo sobre la producción de azúcares utilizando una dosis de enzima de 2 UI/g m.s
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Concentración de sustrato [S]
2
209,39006 104,696003 25,19 <0,0001
Sustrato (tS) 1 2462,640625 2462,640625 592,57 <0,0001
Tiempo (T) 23,216336 23,216336 5,59 0,0265
[S]*ts 2 73,819617 23,216336 8,88 0,0013
[S]*ts*T 5 18,460581 3,692116 0,89 0,5042
Error 24 4,155889
Total 34 2791,683108 2617,634578
Tabla 3. Análisis de varianza para evaluar el efecto de la concentración de sustrato, tipo de sustrato (BNT y BT) y tiempo sobre la producción de azúcares utilizando una dosis de enzimas de 5 UI/g m.s
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Concentración de sustrato [S]
2
37,532022 18,766011 4,56 0,0210
Sustrato (tS) 1 3285,582400 3285,582400 797,67 <0,0001
Tiempo (T) 104,176044 104,176044 25,29 <0,0001
[S]*ts 2 1,660067 0,830033 0,20 0,8189
[S]*ts*T 5 25,902589 5,180518 1,26 0,2141
Error 24 4,118964 0,1716235
Total 34 3458,972086 3414,70663

Tabla 4. Análisis de varianza para evaluar el efecto de dos complejos enzimáticos (CCS y CAG), tipo de sustrato (BNT y BT) y tiempo sobre la producción de azúcares. Concentración de sólidos: 5%; dosis de enzima: 5 UI/g m.s.
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Complejo enzimático (E)
1
7491,02000 7491,02000 27,36 <0,0001
Sustrato (tS) 40990,26760 40990,26760 149,72 <0,0001
Tiempo (T) 5799,21770 5799,21770 21,18 0.0003
E*tS 315,88270 315,88270 1,15 0,2987
E*tS*T 3 1327,00085 442,33362 1,62 0,2251
Error 16 273,7854 17,11159
Total 20 56197,17425
Tabla 5. Análisis de varianza para evaluar el efecto de la concentración de sustrato, tipo de sustrato (BNT y BT) y tiempo sobre la producción de azúcares utilizando el complejo enzimático accellerase de genencor. Dosis de enzima: 5 UI/g m.s.
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Concentración de sustrato [S]
2 895,014506 447,507253 <0,0001
Sustrato (tS) 1 1671,992100 1671,992100 <0,0001
Tiempo (T) 592,760178 592,760178 <0,0001
[S]*ts 2 4,891550 2,445775 0,8690
[S]*ts*T 5 62,114778 62,114778 0,0146
Error 24 17,31833 0,721597
Total 34 2349,076936 2777,541681
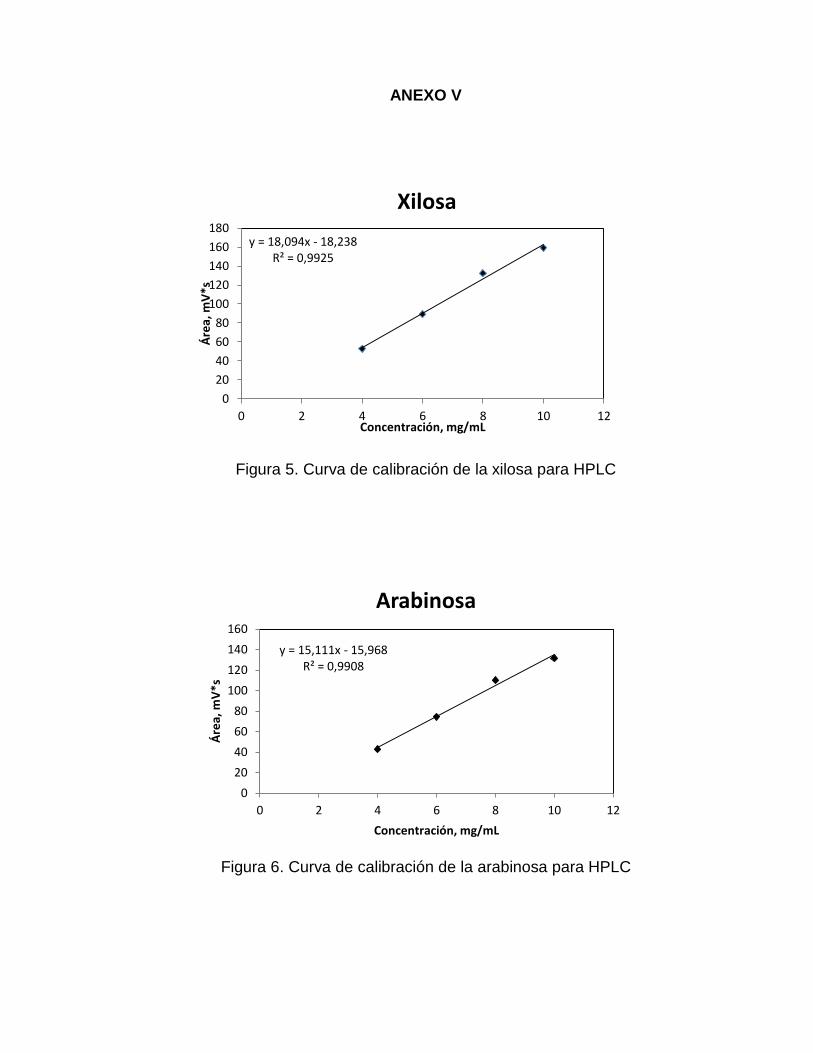
ANEXO V
y = 18,094x - 18,238R² = 0,9925
0
20
40
60
80
100
120
140
160
180
0 2 4 6 8 10 12
Áre
a, m
V*s
Concentración, mg/mL
Xilosa
Figura 5. Curva de calibración de la xilosa para HPLC
y = 15,111x - 15,968R² = 0,9908
0
20
40
60
80
100
120
140
160
0 2 4 6 8 10 12
Áre
a, m
V*s
Concentración, mg/mL
Arabinosa
Figura 6. Curva de calibración de la arabinosa para HPLC

y = 31,266x - 37,07R² = 0,9918
0
50
100
150
200
250
300
0 2 4 6 8 10 12
Áre
a, m
V*s
Concentración, mg/mL
Fructosa
Figura 7. Curva de calibración de la fructosa para HPLC
y = 25,775x - 39,297R² = 0,992
0
50
100
150
200
250
0 2 4 6 8 10 12
Áre
a, m
V*s
Concentración, mg/mL
Glucosa
Figura 8. Curva de calibración de la glucosa para HPLC

Figura 9. Cromatograma de los patrones de azúcares para HPLC. Concentración 10 mg/mL.

ANEXO VI
Figura 10. Curva de calibración para la determinación de etanol por cromatografía gaseosa
Figura 11. Cromatograma de una muestra para la determinación de etanol por CG

ANEXO VII
Figura 12. Cinética de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a pHi 6,15 y diferentes temperaturas (35°C, 37°C y 40°C). (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 13. Cinética de la fermentación de la Saccharomyces cerevisiae ATCC 4921 en medio de cultivo a pH 6,15 y 37°C. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 14. Figura 43. Cinética de crecimiento de la Saccharomyces cerevisiae ATCC 4921 a 37°C y diferentes pH´s. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 15. Cinética de la fermentación de la Saccharomyces cerevisiae ATCC 4921 a pH 4,8 (buffer citrato) y 37°C. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 16. Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 a pHi 6,15 y 37°C y 42°C. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 17. Cinética de crecimiento de la Kluyveromyces marxianus ATCC 8554 a 37°C y diferentes pH´s. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 18. Cinética de la fermentación de la Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 a 37ºC. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 19. Cinética de la fermentación de la Kluyveromyces marxianus ATCC 8554 en buffer citrato pH 4,8 y 37ºC con adición de sales. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 20. Cinética de crecimiento de la Kluyveromyces marxianus CECT 10875 a 37°C y 42°C a pHi 6,15. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 21. Cinética de la fermentación de la Kluyveromyces marxianus CECT 10875 a pHi 6,15 y 42°C. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

Figura 22. Cinética de la fermentación de la Kluyveromyces marxianus CECT 10875 en buffer citrato pH 4,8 a 42ºC. (Los intervalos señalados en la figura representan la desviación estándar para cada punto de la cinética)

ANEXO VIII
Tabla 6. Análisis de varianza para evaluar el efecto del tipo de sustrato (BNT y BT) y los microorganismos utilizados en la SHF del bagazo de caña de azúcar.
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Tratamiento 1 2,25725*107 2,25725*107 3165,15 0,0000
Microorganismos 2 106492 53246 7,47 0,0062
Error 14 99842 7131,57
Total 17 2,27788*107
Tabla 7. Análisis de varianza para evaluar el efecto del tipo de sustrato (BNT y BT) y los microorganismos utilizados en la SSF del bagazo de caña de azúcar.
Fuente de variación
Grados de libertad
Sumatoria de cuadrados
Cuadrado medio
Valor de F
P
Tratamiento 1 6,94588*107 6,94588*107 831,43 0,0000
Microorganismos 2 1,0717*107 5,35857*106 64,14 0,0000
Error 14 1,16958*106 83541,6
Total 17 8,13455*107