rwcu regenerative heat exchanger piping repair patch …me-02-13-09 rev. 1 rwcu regenerative heat...
TRANSCRIPT

Becht Engineering Company, Inc. • Becht Nuclear Services • www.bechtns.comBECHT
I AA00000000000"--15224 Woodside Executive Court, Aiken, SC 29803 • 803-648-7461
114 Columbia Point Drive, Suite A, Richland, WA 99352 • 509-943-1625F M
RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis
Document No. ME-02-13-09Revision No. 1
Project Number Project Name Client
20144 RCWU Repair Patch Energy Northwest
Quality Assurance Open Items Prevedfied Software Used
N/A No ANSYS 14.0
Originator Verifier Approver
414/2013 4/4/2013 4/4/2013
Brian Larsen Ken Stoops Jack Cole
Calculation Cover Sheet Page I of 19
ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 2 of 19
Table of Contents
1. Objective and Scope ............................................................................................................................................. 3
1. Summary of Analysis Results................................................................................................................................ 3
2. Repair Details ........................................................................................................................................................ 3
3. Open Items ............................................................................................................................................................ 3
4. Repair Description ................................................................................................................................................. 4
5. Evaluation Requirements ...................................................................................................................................... 45.1 Allowable Stress ........................................................................................................................................... 4
5.1.1 A106 Gr B. Carbon Steel Material Properties .................................................................................... 45.1.2 W eld filler for Carbon steel ....................................................................................................................... 45.1.3 Allowable Stress for the Pipe and Patch ............................................................................................. 45.1.4 Allowable W eld Stress Criteria ................................................................................................................. 4
6. Modeling and Inputs .............................................................................................................................................. 56.1 Element types ............................................................................................................................................... 56.2 Boundary conditions ..................................................................................................................................... 56.3 Applied Loads ............................................................................................................................................... 5
7. Software ................................................................................................................................................................ 6
References ..................................................................................................................................................................... 7
Tables ............................................................................................................................................................................ 8
Figures ........................................................................................................................................................................... 9
Appendix A - Evaluation of W eld ............................................................................................................................... 14
Attachment 1 - Computer Files .................................................................................................................................. 17
Calculation Verification ................................................................................................................................................. 18
Record of Revisions ..................................................................................................................................................... 19
5224 Woodside Executive Court Becht Nuclear Services 114 Columbia Point Drive, Suite AAiken, SC 29803 • 803-648-7461 www.bechtns.com Richland, WA 99352 * 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 3 of 19
1. Objective and Scope
Provide an evaluation of a proposed patch repair for the leaking RWCU pipe located between two stages of theRWCU heat exchanger.
2. Summary of Analysis Results
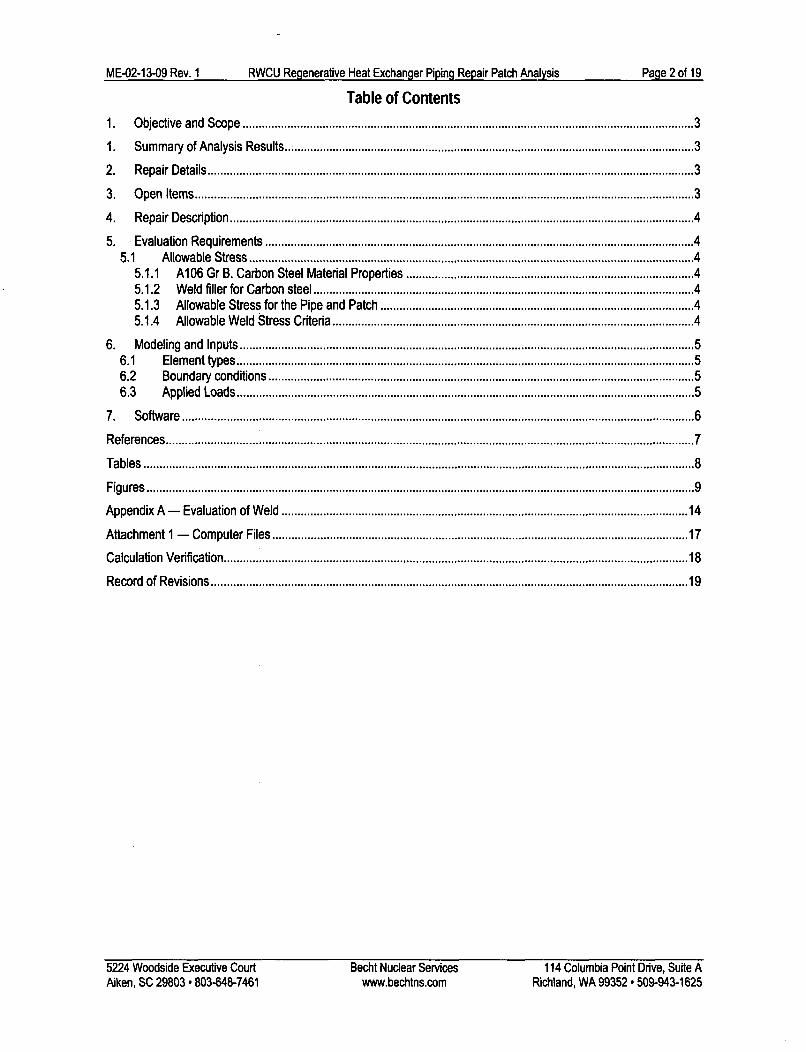
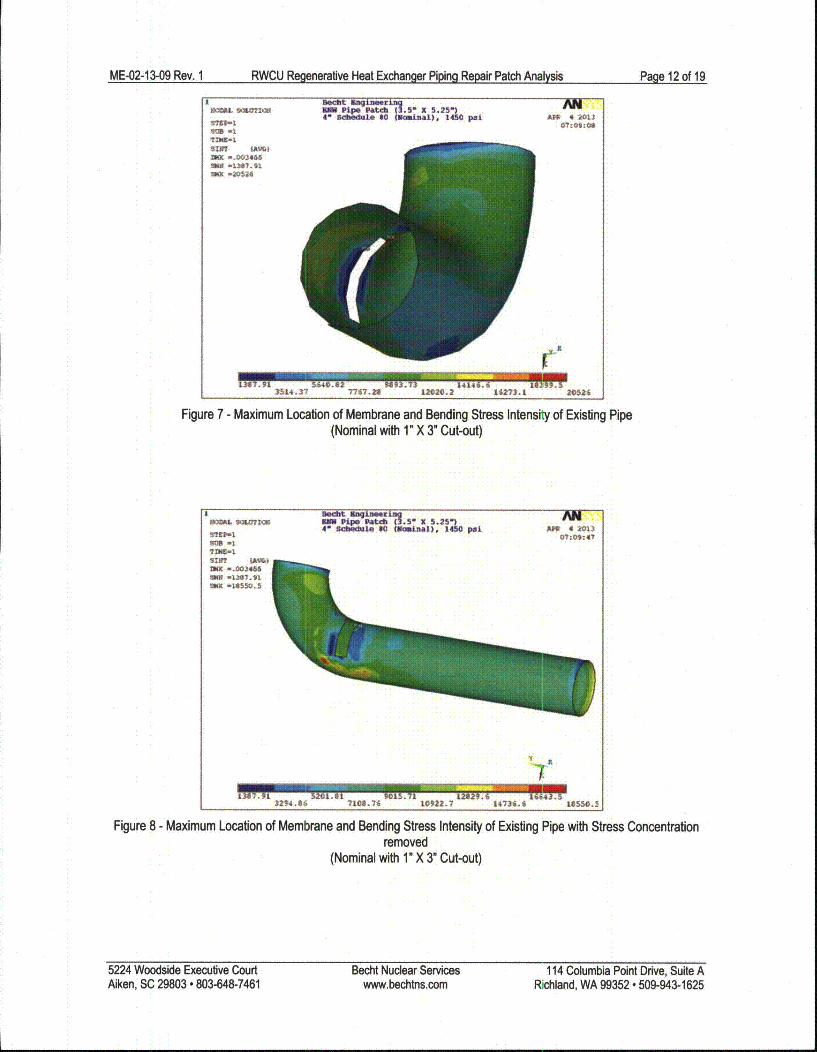
The maximum membrane + bending stress of the 4" schedule 80 pipe is 20,526 psi occurring at a stressconcentration in the comer of the 1" x 3" material removed to simulate the corroded pipe area. The maximumdemand to capacity ratio (D/C) is (20,526 psi/22,500 psi) = 0.91. This is a peak value based on the modeling of thesharp comer as shown in Figure 7. The maximum membrane + bending stress intensity of the pipe is 18,551 psi withthat stress concentration removed as shown in Figure 8. The maximum membrane stress intensity for the pipe is11,903 psi as shown in Figure 5.
The maximum membrane + bending stress of the V" Patch is 21,378 psi as shown in Figure 10. The maximummembrane stress intensity for the pipe is 6,679 psi as shown in Figure 9. The maximum demand to capacity ratio(D/C) is (21,378 psi/22,500 psi) = 0.95.
The pipe to patch welded connection requires a minimum 5/16" fillet weld. The fillet weld is within the allowable ascalculated in Appendix A. Two separate weld evaluations are performed each with different methodology. A-1conservatively takes the peak load occurring on a single element of the weld. The peak stress demand/capacity ratio(D/C) is 1.09 as shown in A-I. This peak stress will be redistributed and spread along the line of the weld.Therefore, the line of the weld is evaluated utilizing a Blodgett square weld line calculation is shown in A-2demonstrating that the 5/16" fillet weld has sufficient margin and a D/C of 0.80.
3. Repair Details
(a) The repair analyzed is a fillet welded patch, in accordance with ASME PCC-2 Article 2.12 (Ref. 1.2).
(b) The pipe is ASTM A 106 Grade B, 4" Schedule 80 pipe (4.5 in. OD x 0.337in. wall), (Ref. 4.4).
(c) The design pressure and temperature are 1450 psi @ 575°F (Ref. 4.4).
(d) A cut-out 1" x 3" is removed from the pipe at the location and corrosion size based upon measurementsprovided by field measurements from Energy Northwest. The location indicated in Figure 1, is to simulate apostulated through-wall corrosion occuring in the pipe, approximately the pattern measured above (Ref.4.4).
(e) The pad is sized to be 3.5" x 5.25" x 0.5" thick patch as detailed in Figure 1. A fillet weld is simulated withcombin14 elements attaching the patch plate to the existing nominal 4" schedule 80 pipe at the weldlocation (See Figure 4).
(f) The pipe and patch stresses are presented in Table 1 and Figures 5 through 10. Membrane and Membrane+ Bending stresses in the pipe and the patch plate meet ASME Section VIII Division 11 (201 la) Part 5Section 5.2.2. Section VIII
(g) The weld loads are extracted from ANSYS and at each node location are checked for weld sizing and the5/16" fillet weld is qualified in Appendix A. The weld qualifies to the requirements of PCC-2-201 1 (Ref. 1.2)as documented in Annex 1.
4. Open ItemsNone
5224 Woodside Executive Court Becht Nuclear Services 114 Columbia Point Drive, Suite AAiken, SC 29803 , 803-648-7461 www.bechtns.com Richland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Reqenerafive Heat Exchanqer PiDinq ReDair Patch Analvsis Paue 4 of 19
5. Repair Description
(a) The repair analyzed is a fillet welded patch, in accordance with ASME PCC-2 Article 2.12 (Ref. 1.2).
(b) The pipe is ASTM A 106 Grade B 4" Schedule 80 pipe (4.5 in. OD x 0.337in. wall) (Ref. 4.4).
(c) The design pressure and temperature are 1450 psi @ 575*F (Ref. 4.4).
(d) A cut-out 1" x 3" is removed from the pipe, at the location indicated in Figure 1, to simulate a postulatedthrough-wall corrosion occuring in the pipe per measurements by Energy Northwest (Ref. 4.4).
(e) A 3.5" x 5.25" x 0.5" thick patch size based on pipe corrosion measurements provided by Energy Northwestis shown in Figure 1.
6. Evaluation Requirements
The repair of a degraded pressure retaining component is not covered by the rules of construction codes such asASME III or B31.1. These Codes are intended for new construction. Guidance for repair of pressure components isprovided by post construction codes such as PCC-2, API 579/ ASME FFS-1, or ASME Section XI. The leakingRWCU piping is classified as B31.1. Initially, the proposed repair is a patch plate following the rules of PCC-2 (Ref.1,2). The simplified rules of PCC-2 are not met. Thus the detailed fitness for service evaluation methods of ASMEFFS-1 (Ref. 1.6) are utilized. FFS-1 allows for detailed analysis utilizing ASME Section VIII, Div. 2.
(a) The design pressure and temperature are 1450 psi @ 575°F (Ref. 4.4).
6,1 Allowable Stress
The material strength per Section II of the ASME code (Ref. 1.3) and B31.1 (Ref. 1.1) and the allowable stresses arediscussed in the following sections.
6,1.1 A 106 Gr B. Carbon Steel Material Properties
" Elastic modulus: E = 2.68x10 7 psi (Ref. 1.3) at 600°F
* Yield Strength (ASME): Sy = 27,225 psi (Ref. 1.3) at 5750F
* Allowable Stress S = 15,000 psi (Ref. 1.1) at 600°F
6.1.2 Weld filler for Carbon steel
Weld filler material is compatible with the pipe and fitting material specified. The material identified for use is E70S-2or E7018. The material has a 70,000 psi minimum tensile strength.
6.1.3 Allowable Stress for the Pipe and Patch
ASME VIII Division II (Ref. 1.4) describes the primary allowable stress as developed by use of yield strength. PerASME B31.1, 1971 the allowable general membrane stress is 15,000 psi. The combined membrane and bendingdesign stress is 1.5(15,000 psi) = 22,500 psi.
6.1.4 Allowable Weld Stress Criteria
The allowable stress for each weld type is addressed in Table 2.3 of AWS D1.1 (Ref. 1.5). A description of eachcriterion is shown next.
5224 Woodside Executive Court Becht Nuclear Services 114 Columbia Point Drive, Suite AAiken, SC 29803 ° 803-648-7461 www.bechtns.com Richland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 5 of 19
Fillet WeldsShear on the effective area: 0.30 x nominal tensile strength of the filler metal, except shear stress on base metalshall not exceed 0. 40 xyield strength of the base metal
Based on the AWS code and the material properties, the allowable stresses for Service Level A Loading arecalculated as follows. Section VIII, Division 1, Table UW-12 provides joint efficiency factors for ARC and Gas WeldedJoints. The plate fillet weld is equivalent to a Category C fillet. Table UW-12 Type 7 states that E in the designformulas
at = 70,000 psi Filler metal tensile strength per AWScr= 27,225 psi Base metal yield strength per ASME Code at 5750F
Fillet Welds
Oshear = 0.3x70,000 psi = 21,000 psi allowable tensile strength of filler material= 0.4x27,225 psi = 10,890 psi allowable yield strength of base material
Use 10,890 psi
7. Modeling and Inputs
The equipment is evaluated using ANSYS version 14.0, a general-purpose finite element analysis (FEA) program.The finite element analysis technique is used to develop stresses in the pipe, so as to demonstrate compliance withallowable stress limits. In addition, selected hand calculations are performed to check components not analyzed inthe FEA model. A list of input and output files is found in Attachment 1. The units used in the ANSYS model areinches, pounds, and seconds.
7.1 Element types
SHELL281 elements are used to model the pipe and the patch. These are shell elements with (8) nodes each with(6) degrees of freedom. The element supports both membrane and bending stiffnesses. The pipe shell thickness is0.337 in and the patch thickness is 0.5 in. Element coordinate systems and derived section properties areautomatically determined by ANSYS.
COMBIN14 elements are used to simulate the fillet weld for the patch. These are uniaxial spring elements with (2)nodes each with (3) degrees of freedom. A key option is used to limit each element to one degree of freedom each.Three single degree of freedom (DOF) translation only springs are used at each node and the forces passing throughthese elements are used to calculate the required weld size. Classical methods of evaluating welds do not credit asingle line fillet weld with moment capacity parallel to the weld line; therefore the springs are used to limit effectivedegrees of freedom to translation only. Also, spring elements allow for easy extraction of forces at the weld formanual evaluation. The stiffness of the spring is infinitely rigid and uses a value 1 Ell Ibf/in.
7.2 Boundary conditions
The 4" Schedule 80 pipe is modeled in ANSYS with fixed-fixed ends (Figures 2 and 3). A sufficient length of pipe is20 inches, which exceeds the minimum spacing to a structural discontinuity VDiameter Thick = 1.23 inch. Theend of the pipe at the elbow is located at a vessel nozzle, thus it is rigid. The other end of the pipe is located morethan four diameters from the patch.
7.3 Applied Loads
Internal pressure of 1450 psi is applied to the pipe and patch.
5224 Woodside Executive Court Becht Nuclear Services 114 Columbia Point Drive, Suite AAiken, SC 29803 - 803-648-7461 www.bechtns.com Richland, WA 99352 , 509-943-1625

ME-02-13-09 Rev. 1 RWCU Reqenerative Heat Exchanqer PiDinci ReDair Patch Analvsis Pacie 6 of 19
This analysis does not account for the following:
(a) Thermal radial expansion because the heat-up and cool-down are slow and the metal remains at uniformtemperature.
(b) Longitudinal stress effects have minimal impact in this analysis. Thus, the following loading is not applied tothis analysis: deadweight, thermal bending, and seismic.
8. SoftwareANSYS 14.0 is used to perform the analyses in this calculation report. This version of software has been validatedand verified for use on the computer that ran the analysis.
Computer Description: NSWA-BLARSENDSK
Computer ID: 2UA24523H0
Computer Type: HP Xeon E5-1620 3.6 GHz W7 Pro x64
The in-use test was performed satisfactorily to verify adequacy of the current computer configuration in which thefinal analysis runs were performed.
The input and output files used to perform the analysis and are provided in Attachment 1.
5224 Woodside Executive CourtAiken, SC 29803 ° 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 * 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis
References
Page 7 of 19
Codes, Standards & Guides
1.1 ASME B31.1 - 1971-W73
1.2 ASME PCC-2-2011
1.3 ASME Section II (2011a)
1.4 ASME Section VIII Division II (201 1a)
1.5 AWS D1.1-1996
1.6 ASME FFS-1 (2007)
Project Specifications & Technical Documents
2.1 Columbia Generating Station Design Specification
Project Drawings
3.1 None
Other References
4.1 BNSQA-ANS-14.0 Revision 2, Software Verification Test Results for ANSYS
4.2 Blodgett, Omer W., Design of Weldments. James F. Lincoln Arc Welding Foundation, August 1976
4.3 Blodgett, Omer W., Design of Welded Structures, James F. Lincoln Arc Welding Foundation, 1966
4.4 Code Data Report Form N1 General Electric Company for RWCU-HX-1A, 1B, 1C.
5224 Woodside Executive CourtAiken, SC 29803 . 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 8 of 19
Tables
Table 1 - ASME VIII Div.2 Section 5.2.2 Stress Resufts
Stress Results: Maximum MembraneComponent Stress Intensity (psi) '(1.OS)YAllow'able (psi) D/C
Pipe 11,903 15,000 0.79Patch Pipe 6,679 15,000 0.45
Stress Results:•Maximum Membrane +-BendingComponent Stress Intensity (psi) (1 .5S)A•, bl6ie(psi) D/C
Pipe 20,526 22,500 0.91Patch Pipe 21,378 22,500 0.95
Notes:Pipe allowable stress from ASME B31.1-1971 (Ref. 1.1)ASTM A 106 Grade B = 15 ksi @ 6000F.
5224 Woodside Executive CourtAiken, SC 29803 * 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352, 509-943-1625

ME-02-13.09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 9 of 19
Figures
k , o 01.
Figure 1 - Pipe Model with Patch Size and Cut-out Geometry
I
~~tmms - = -p atoa = )':125
4 w~ui O "-) 45 s
ANAMP 4 201~
07:06:47
Figure 2- ANSYS Pipe Model with Boundary Constraints
5224 Woodside Executive CourtAiken, SC 29803 , 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 * 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Paqe 10 of 19
I I•UDiI•ItpZT'/I• Ill
Suinei I5. A4. = 20IRGOsaI). i PP4 01: 2010
07:07-02
Figure 3 - ANSYS Pipe Model
ftfu"inm"Lij ANtwaske0 Ninal). 40PtA 07:100
07100
-0 VD0no NO1
X00
10 X
Figure 4 - Weld Profile
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Paoe 11 of 19
I 0120L ,izt "OLACmm at K2S)-Aw
UTK-4. Z=Xt'$*e ULM~); 1450 psi APO 4 2013
I= -1
ami -. )003"
47S. 8 017. 62 55~54.34 009S.016 10633.17 .6 4266." 4*25.7 "64.42 11903.1
Figure 5 - Membrane Stress Intensity of Existing Pipe (Nominal with 1 X 3 Cut-out)
fedit agineeriag
S~i 1 4 So 1) 6 1 p.,
ANAPO 4 2013
07-:04-26
13*7. 9 5640.$2 a 093.73 14144.4 1399.S13514.37 T770. 2 12020.2 1$273.1 20526
Figure 6 - Membrane and Bending Stress Intensity of Existing Pipe (Nominal with 1 X 3 Cut-out)
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 , 509-943-1625
ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Paae 12 of 19
I Pipe ft atMb r 35 U ~ AN4' ~ea~ S Uin I)1 psi A" 4 2011
STIEF1 07:09:08Sn. -1
SINT iAV~$ZMi .003466
smi -205k26
1307.91 "60.42 9991-7-t 14141.1 16199.S3514.31 7707.20 12M2.2 1$273.1 20526
Figure 7 - Maximum Location of Membrane and Bending Stress Intensity of Existing Pipe(Nominal with 1" X 3" Cut-out)
II JI
5fl -1
SIWT WS)4129K :.0046Ssot 11"7.$lmix 10514.5
- ipe atch 52S'4'Simse $0 ULM'; 140 P.,A 4kXAn 6 4 M3
07.0:0G:4
Y
I3294."'
5Z0L.O1 9015.71 12294.67104.75 10922.7 147365.
16"3.5It530.5
Figure 8 - Maximum Location of Membrane and Bending Stress Intensity of Existing Pipe with Stress Concentrationremoved
(Nominal with 1" X 3" Cut-out)
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 * 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 13 of 19
MESA. SOLUTION Mlt Raginseriwz--9u
4 AM 04 2013
114K :.003167
741.127 20 92.f 34W02.2 4723.39 623. M1436.9P2 27?47.51 4058. 1 5368. fi 6079.211
Figure 9 - Membrane Stress Intensity of ½" Plate
adft; £uglmczh (IS 5.25-4' Sebeftia 60 (3afinaI). 1450 Pat AN 4 M3u
S79P.107*07:$2
STY? 1AW1REX :.003167
UU .1348.51
a~ Y
14.53305.92 16 724.06 104.L2342.2 W 1316*60.4 9M 21374.3
Figure 10 - Membrane and Bending Stress Intensity of ½' Plate
5224 Woodside Executive CourtAiken, SC 29803 * 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 . 509-943-1625

ME-02-13-09 Rev. 1 RWCU Reqenerative Heat Exchanqer Pipingq Repair Patch Analysis Paqe 14 of 19
Appendix A - Evaluation of WeldA-1 - Maximum Fillet Welded Patch Analysis at one location
Weld Analysis of 5116" (0.313") Fillet Weld between the Elbow/Pipe Patch and theexisting Pipe.
Maximum ANSYS Weld Loads at Elements 566(FX).610 (FY), and 654(FZ), Maximum Location is shown in Red:
FX = 2401bfKO
FY:- IlIllbf
FZ :=- 12791bfKO
gO
KO KOKO'CO
KO
.KoKO
KO
Weld Loads are in the Global CoordinateSystem (GCS). Maximum weld load at onelocation occurs at weld elements 566. 610,and 654 extracted from ANSYS. The weldwas modeled by using springs to join thenodes of the two parts along the weld path.The two parts are shell elements with a oneinch mesh and mid-side nodes. Springforces were extracted from ANSYS with theminimum node spacing used in thecalculation to determine the weld loading inpounds per inch.
'CO
'CO
'CO
'CO
KO
KO
KO
KO
KO
'CO
KKO HOC KO
go Ko go Ko go" KoOKO ' OK CO 'O O'C O'O
Node-weld := 035in Minimum Node Spacing
FM :- 70DDOpsi Weld rod strength
SyAi06 .- 27225psi Yield strength of A106 Grade 8 Carbon Steel
Wkl~flow :- 0.3TEF - 21OO0psi A106 Carbon Steel weld rod ultimate strength weld allowable
WB-Allow := 0.4-SyAI06 = lo89opsi A106 Gr. B Carbon Steel base material yield strength weldallowable
Fweld _ J( 1Nod 2 + FY ) 2 +(331.6-lNode-weld) Node weld ) in
Load per unit length
Fweld Fwddrleg _0. 0.25 - 025 . (3 i
S:= 0.707W.*low e_..b -- ISBAIlow
Peak Stress occurs at this weld element location.
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 15 of 19
A-2 - Blodgett Fillet Welded Patch Analysis
Weld Arnalyal of51 (13WP ) F~le Weld Oewen hebowafflp Pam and the eaiduin PIPe.
Absoi sum dANSYS Wild Loads
Fweldx :- 81411% Force kq91w X-axs KOKO
Id I
Fweldy:- 89391% Force iong hw Y-axis k
Fwsldz .- 19T761b Force aln Ow Z-.a X0
Weld Loads are in 1w Globa C*wor Symm (GCS). The M •mm weld oload is otaned by abss m iulo•in offt troes ex*adsd from ANSYS COCOMBIN4 elem Thewlddwas nodeed by uag COMBIN14 *e*eINlo pin the nodes of11 bw o pris etng lh weld p*. K
WWel walayai for Mbtngeala be weld g
Mated Propues and AkowU" Skesses K
.- 27225pst Yield en br A106 Gr B at 575 "F KO to to KO
SFR -- 000PS Fler rod 7OXX onoW e mal thn e
I Iu:- 0.3 SO* FaSDr WWedb noIDM dlanSle *re0l of i melOW.
I:b-- 0.4 Say bcW aqWd i yield s1rmngdi d base mawiah
wel:Alow "- Ifu.SFR - 21000ps Alowal, show sh'ess on ehdce weld area.
baseAl •w:- fb.Sy• - 108901si Akwab b• se or compIsswO sliess on e tw wld areaWeld Sec*in Proper:es
Koc
KQ
No
go
go
go
X0
Ice
to KOKO
Ko
T
Ws~:--rn Minonum weldzsin bbe evaksad. bT6
d :-3.5m Weld liew spewqLweld :- (b * d) - 8.75.n Towweww*n~
Fwell :- lf -. 22~60. - AndbadLweld in
FweW . ~1277~-MSerla
FweWd:- Fvedx_775.- INSherload2-b in
Fweld :-Fweldl 2+ Fweld2 Fweld3 - 2709.-In
Check Weld shear Check basesha
wed- FwWb - oieemWO -0.707-weldAIw .-. 8-nWd -bs~o 2i
max(.we~dweIdb) - 0.249.n <0.313in.Iaereba5I16inM.Ue.ld(
SY~d
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nudear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Re~qenerative Heat Exchancler Pil~ina Repair Patch Analysis Pacoe 16 of 19
Element bads from ANSYS. The summaon of le absolule vakles m each direcion w be appied lo Ihe weld.
Elem x Elem y Elem z (FX) (FY) (FZ)558 602 646 31.35 -26.56 -189.82560 604 648 -215.53 -358.84 -651
562 606 650 -144.54 -136.05 -483.07563 607 651 -253.24 -301.46 -1109.37565 609 653 -165.28 -107.64 -628.57
566 610 654 -23957 -110.73 -1278.63568 612 656 -168.67 1.68 -202.82571 615 659 -284.62 114.01 -669.07
569 613 657 -163.1 52.71 -540.38
570 614 658 -268.95 225.35 -796.04567 611 655 -26.64 90.44 -1221.91
572 616 660 -121.53 263.14 -214.13573 617 661 -90.92 75.49 -191.19
575 619 663 -140.09 164-56 -454.93577 621 665 -31.54 102.63 -215.24
578 622 666 -48.51 246 -408.08580 624 668 -38.26 140.28 -186.98582 626 670 -93.85 326.73 -347.21
584 628 672 -51.55 188.58 -189.37
586 630 674 -94.35 380.29 -362.32588 632 676 0.45 200.15 -197.61590 634 678 -38.57 590.34 -201.36
599 643 687 -48.88 178.44 -280.66601 645 689 -440.6 274.81 -686.1
597 641 685 -232.99 55.48 -439.46600 644 688 -577.64 97.91 -937.12598 642 686 -285.08 4.98 -500.11596 640 684 -572-4 -101.56 -923.63
595 639 683 -279.63 -71.68 -450.7594 638 682 -468.99 -181.47 -901.97593 637 681 -212.06 -74.98 -397.22
592 636 680 -413.66 -293.84 -836.3591 635 679 1.57 -219.68 -373.49589 633 677 -224.13 -705.17 -416.02
587 631 675 -138.51 -247.07 -246.91585 629 673 -417.35 -528.99 -312.12583 627 671 -195.65 -275.16 -115.07
581 625 669 -266.51 -470.97 -156.73
579 623 667 -124.04 -226.95 -92.98576 620 664 -105.71 -299.63 -277.17574 618 662 -75.32 -104.68 -144.3
564 608 652 -220.6 -164.36 -268.12
561 605 649 -69.07 -50.73 -132.81559 603 647 -59.49 -106.88 -147.68
abs(FX) abs(FY) abs(Fz)
31.35 26.56 189.82
215.53 358.84 651
144.54 136.05 483.07
253.24 301.46 1109.37
165.28 107.64 628-57
239.57 110.73 1278.63
168.67 1.68 202.82284.62 114.01 669.07
163.2 52.71 540.38
268.95 225.35 796.04
26.64 90.44 1221.91
121.53 263.14 214.1390.92 75.49 191.19
140.09 164.56 454.93
31.54 102.63 215.2448512 246 408.0838.26 140.28 186.98
93.85 326.73 347.21
5155 188.58 189.3794.35 380.29 362.32
0.45 200.15 197.61
38.57 590.34 201.3648.88 178.44 280.66
440.6 274.81 686.1
232.99 55.48 439.46577.64 97.91 937.12
285.08 4.98 500.11
572.4 101.56 923.63
279.63 71.68 450.7
468.99 181.47 901.97
212.06 74.98 397.22
413.66 293.84 836.3
1.57 219.68 373.49
224.13 705.17 416.02
138.51 247.07 246.91
417.35 528.99 312.12195.65 275.16 115.07
266.51 470.97 156.73
124.04 226.95 92.98
105.71 299".63 277.1775.32 104.68 144.3
220.6 164.36 268.12
69.07 50.73 132.81
59.49 106.88 147.68SUM 8140.99 8939.08 19775.77
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 * 509-943-1625

ME-02-13-09 Rev. 1 RWCU Reaenerative Heat Exchanger PiDing ReDair Patch Analvsis Paoe 17 of 19
Attachment 1 - Computer Files
Input Files
Input File Name Description
PipeShell.db Pipe ANSYS database file.
post26.inp Post-Processing input file.
postp-joints.inp Post-Processing input file used to list the loads at welds.
Output Files
Output File Name Description
BNS-JointLoads_1_Maxs.out Lists the maximum weld loads in X-Direction.
BNS-JointLoads_1_ALL-LOAD- Lists the weld loads in X-Direction.at each time step.STEPS.out
BNS-JointLoads_2_Maxs.out Lists the maximum weld loads in Y-Direction.
BNS-JointLoads_2_ALL-LOAD- Lists the weld loads in Y-Direction.at each time step.STEPS.out
BNS-JointLoads 3_Maxs.out Lists the maximum weld loads in Z-Direction.
BNS-JointLoads_3_ALL-LOAD- Lists the weld loads in Z-Direction.at each time step.STEPS.out
The following input/output files are electronically provided as part of this attachment.
Computer Files Directory ListingDate Time Size File Name
Volume in drive C is NSWA-BLarsenDsk 2TBVolume Serial Number is 921A-6C5DDirectory of C:\Users\blarsen\Desktop\Elbow\Updated\ENW Files
04/02/2013 09:36 PM 285 Post26.inp01/02/2013 12:47 PM 16,996 postp_joints.inp04/04/2013 07:07 AM 4,743 BNS-JointLoads 1 ALL-LOAD-STEPS.out04/04/2013 07:07 AM 2,228 BNS-JointLoads 1 Maxs.out04/04/2013 07:07 AM 4,743 BNS-JointLoads 2 ALL-LOAD-STEPS.out04/04/2013 07:07 AM 2,228 BNS-JointLoads 2 Maxs.out04/04/2013 07:07 AM 4,743 BNS-JointLoads 3 ALL-LOAD-STEPS.out04/04/2013 07:07 AM 2,228 BNS-JointLoads 3 Maxs.out04/04/2013 07:10 AM 6,225,920 PipeShell.db
9 File(s) 6,264,114 bytes
Total Files Listed:9 File(s) 6,264,114 bytes0 Dir(s) 1,428,543,885,312 bytes free
5224 Woodside Executive Court Becht Nuclear Services 114 Columbia Point Drive, Suite AAiken, SC 29803 • 803-648-7461 www.bechtns.com Richland, WA 99352 • 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis Page 18 of 19
Calculation Verification
Verifier: Ken Stoops /•' -' 4/4/2013
Verification Method Verification Scope
IZ Line-by-Line Review Entire calculation.. ............. ... . .
El Alternate Calculations
Line-by-Line Review Checklist
Verification Attribute Yes NIA NoV1)
1 Coversheet complete and page count correct? X
2 Revision is alpha if there are open items? X
3 Calculation headers complete? X
4 Attachments are listed and included? X
5 Calculation objective clearly stated? X
6 Scope (boundaries) of calculation clearly stated? X
7 Open items clearly stated? X
8 Design criteria clear and complete? X
9 Input drawings and specifications listed in references with revision or edition number? X
10 Applicable codes, standards listed in references with revision or edition number? X
11 Input parameters are in accordance with references, reasonable or conservative? X
12 Geometry, sizes, properties are in accordance with references or conservative? X
13 Input loads and load combinations in accordance with references or conservatives? X
14 Formulas and software used appropriate and within their range of applicability? X
15 Software version is consistent with V&V, and valid for the computer used? X
16 Results clearly stated, and reasonable? xNotes:(1) If'No" is selected then an explanation is provided in the following verifier comments.
Verifier Comments (If Necessary)
# Location Comment
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 - 509-943-1625

ME-02-13-09 Rev. 1 RWCU Regenerative Heat Exchanger Piping Repair Patch Analysis
Record of Revisions
Page 19 of 19
Revision Date Description of Changes
0 04/03/2013 Initial issue.
1 04/04/2013 Updated Weld Allowable
5224 Woodside Executive CourtAiken, SC 29803 • 803-648-7461
Becht Nuclear Serviceswww.bechtns.com
114 Columbia Point Drive, Suite ARichland, WA 99352 * 509-943-1625