rodamex final
TRANSCRIPT
INSTITUTO POLITECNICO NACIONAL
UNIDAD INTERDISCIPLINARIA DE INGENIERIA Y CIENCIAS SOCIALES Y
ADMINISTRATIVAS
INGENIERÍA INDUSTRIAL
Rodamex
Materia: Distribución de Planta y Manejo de Materiales
Alumnos:
Alcantar Camuñas Edgar Alan Alonso Arreola Jonathan
Díaz Hernández Emma Nohemi Ramos Covarrubias Raúl Sánchez Corona Israel
Profesor:Julio Aguilar Ávila
Secuencia: 3IV53
FECHA: 19 MAYO 14
Índice
Contenido1. Objetivo general.......................................................................................................................3
2. Objetivos específicos del proyecto...........................................................................................3
3. Datos generales de la empresa................................................................................................3
Localización..............................................................................................................................3
Misión......................................................................................................................................3
Visión........................................................................................................................................3
Breve historia de la empresa....................................................................................................3
Actividades que realiza.............................................................................................................4
Estructura organizacional.........................................................................................................5
4. Análisis de la situación actual...................................................................................................6
Aplicación del cuestionario previo...........................................................................................6
Producto.................................................................................................................................18
Personal empleado.................................................................................................................18
Principales clientes y proveedores.........................................................................................18
Proceso de fabricación actual.................................................................................................19
Diagrama de recorrido...........................................................................................................20
Cursograma analítico..............................................................................................................21
Lay out actual.........................................................................................................................22
Grafica de Gantt.........................................................................................................................23
Anexos........................................................................................................................................25

RODAMEX
1. Objetivo general.Encontrar un mejor acomodo de las áreas de trabajo y del equipo en la Empresa RODAMEX, de manera que nos resulte económica, segura y satisfactoria para las personas que laboran en ésta, de acuerdo a las necesidades de la empresa, sus instalaciones y sus procesos de producción.
2. Objetivos específicos del proyecto. Reducir tiempos en el traslado de los productos. Aumentar la seguridad de los empleados, así mismo como disminuir riesgos de salud. Acortar distancias. Utilización óptima de los espacios en las instalaciones. Lograr una mayor eficacia en los recorridos.

3. Datos generales de la empresa.
Localización.
Nuevas Industrias Rodamex S. A. de C. V.Saturno No. 25, Fraccionamiento Nueva Industrial Vallejo Gustavo A. Madero México D.F. C.P. 07700
Misión.
Facilitar el movimiento de objetos de una manera eficiente, a precio justo, con la mejor calidad y servicio, proporcionando variedad y disponibilidad de soluciones que le permita a nuestros clientes darle valor agregado a sus productos y servicios.
Breve historia de la empresa.
Durante más de 40 años Nuevas Industrias Rodamex, S.A. de C.V. se ha esforzado por ofrecer a sus clientes rodajas con la máxima calidad y durabilidad, procurando mantener siempre los precios más competitivos y el mejor servicio.
Estructura organizacional.

4. Análisis de la situación actual.
Aplicación del cuestionario previo
CUESTONARIO QUE NOS PERMITE CONOCER LOS SINTOMAS EN QUE SE ENCUENTRA LA DISTRIBUCION DE PLANTA
El objetivo del presente cuestionario es conocer la situación en la que se encuentra actualmente la empresa en lo referente a la distribución de planta, al manejo de materiales, la información obtenida será analizada por personas ajenas a la compañía, por lo que esta no será utilizada para calificación del personal o de sus actividades.
I. MATERIAL SI NO OBSERVACIONES a) Alto porcentaje de piezas rechazadas. X No existe rechazo en los rollos de cartón, sólo existe merma que es
propia del proceso para darle el ancho adecuado al rollo.b) Grandes cantidades de piezas,
averiadas, estropeadas o destruidas en el proceso.
X No se observan rollos calificados como desperdicio
c) Entregas interdepartamentales lentas. X La máquina de papel trabaja a gran velocidad, los operarios sólo intervienen al inicio y al final del proceso.
d) Artículos voluminosos, pesados o costosos, movidos a mayores distancias que entre otros más pequeños, ligeros o menos costosos.
X Los rollos de cartón (de entre 11 y 18 toneladas) recorren grandes distancias entre la embobinadora hasta el almacén de artículos terminados y de éste hasta embarques.
e) Materiales que se extravían o pierden su identidad.
X La materia prima es material reciclado, no se extravía y gana valor con el proceso de producción.
f) Tiempo excesivamente prolongado de permanencia del material en proceso con el tiempo de operación.
X El cartón se deja secar lo necesario entre los rodillos de secado para que no termine mojado o se pegue cuando se enrolla.
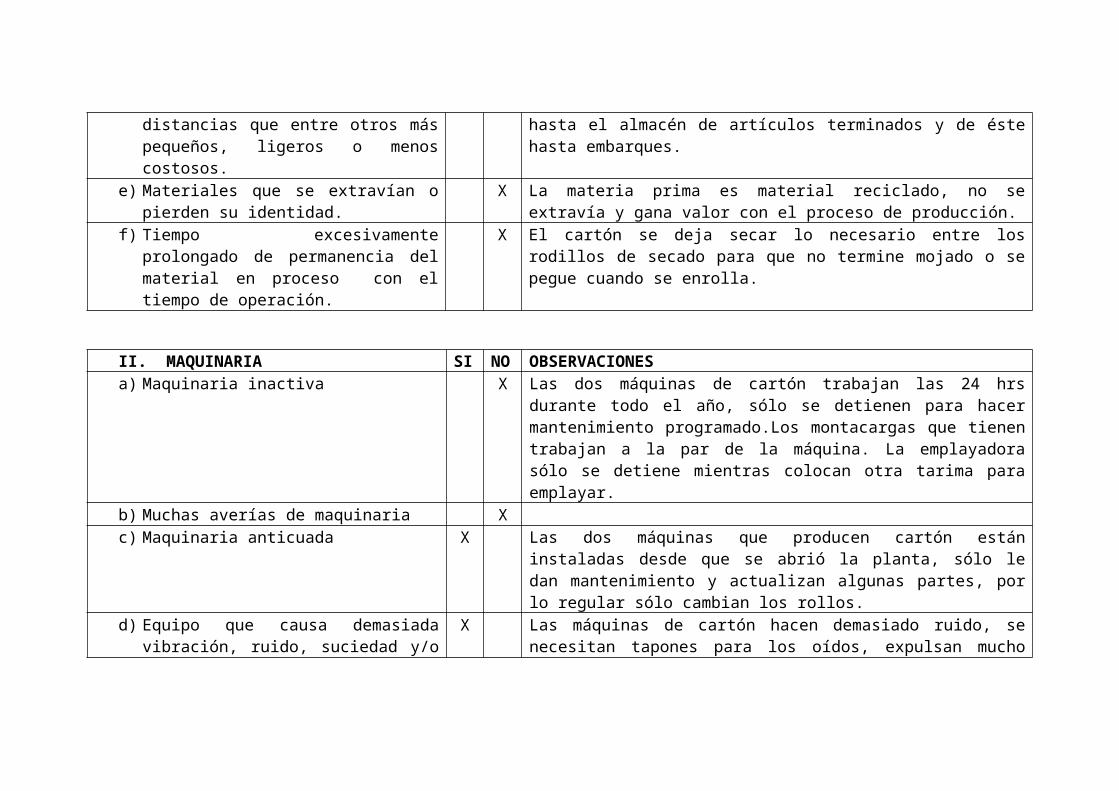
II. MAQUINARIA SI NO OBSERVACIONES a) Maquinaria inactiva X Las dos máquinas de cartón trabajan las 24 hrs durante todo el año,
sólo se detienen para hacer mantenimiento programado.Los montacargas que tienen trabajan a la par de la máquina. La emplayadora sólo se detiene mientras colocan otra tarima para emplayar.
b) Muchas averías de maquinaria Xc) Maquinaria anticuada X Las dos máquinas que producen cartón están instaladas desde que
se abrió la planta, sólo le dan mantenimiento y actualizan algunas partes, por lo regular sólo cambian los rollos.
d) Equipo que causa demasiada vibración, ruido, suciedad y/o vapores.
X Las máquinas de cartón hacen demasiado ruido, se necesitan tapones para los oídos, expulsan mucho vapor ya que secan el cartón para extraerle el agua.
e) Equipo demasiado largo, alto, ancho. X El equipo para detectar imperfecciones en el cartón es demasiado largo ya que tiene que recorrer todo el ancho del papel.
f) Maquinaria y equipo inaccesibles X Se puede acceder a la maquinaria y equipo que se desee.
III. HOMBRE SI NO OBSERVACIONESa) Condiciones de trabajo poco seguras o
elevada proporción de accidentes.X Las condiciones de trabajo son seguras, cuentan con el equipo
necesario para cada actividad que realizanb) Áreas que no se ajustan a los
reglamentos de seguridad, de edificación o contra incendios.
X Todas las áreas están ajustadas a las normas de seguridad.
c) Quejas sobre condiciones de trabajo incómodas.
X Se quejan del calor que hay en el área de las máquinas que hacen el cartón y el olor que desprende el cartón mojado con agua caliente.
d) Excesiva mulación del personal. X No existe mulación excesiva de personal porque el proceso de producción no lo permite.
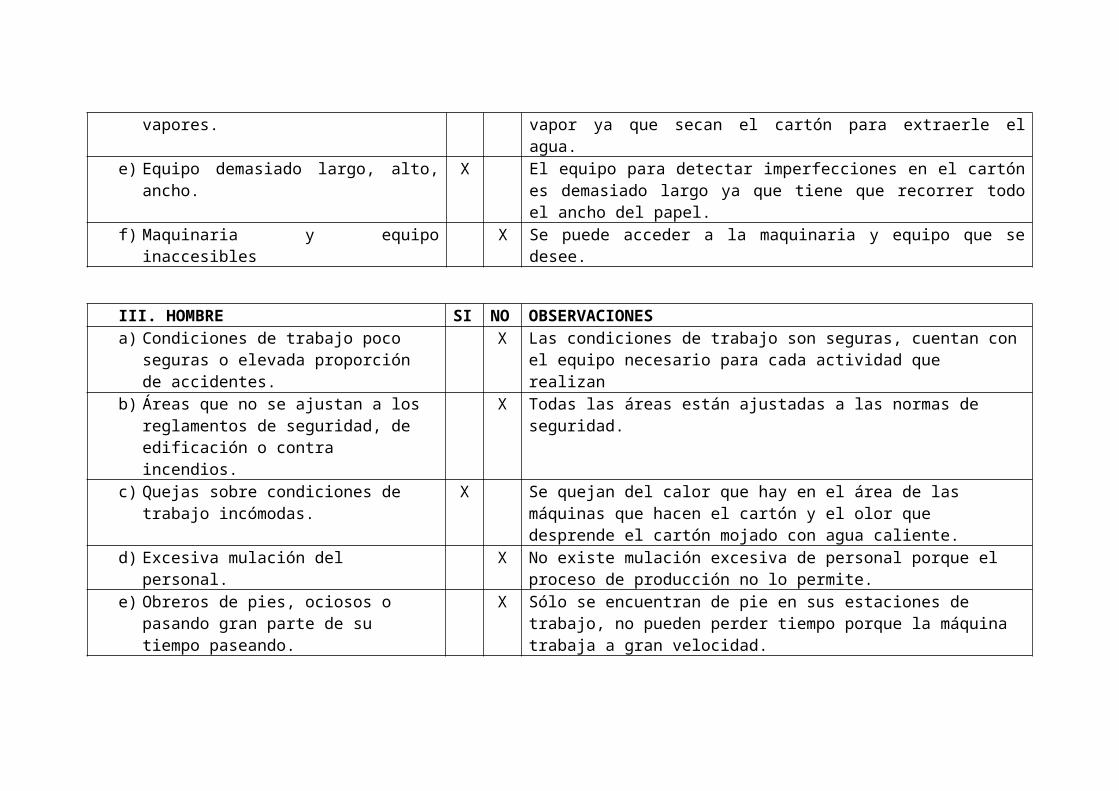
e) Obreros de pies, ociosos o pasando gran parte de su tiempo paseando.
X Sólo se encuentran de pie en sus estaciones de trabajo, no pueden perder tiempo porque la máquina trabaja a gran velocidad.
f) Contrariedades entre operarios y personal de servicio.
X No existen contrariedades, ya que si se llega presentar alguna situación en la que tengan que intervenir el personal de servicio, sólo actúan ellos y existe buena comunicación de actividades.
g) Trabajadores calificados pasando gran parte de su tiempo realizando operaciones de servicio.
X Se encuentran en sus estaciones de trabajo ya que no pueden perder tiempo por la velocidad de la máquina.
h) Falta de iluminación. X En la parte de debajo de la máquina denominada “sótano”, es donde cae la merma que cae de la máquina, está obscuro y necesitan bajar lámparas para poder ver mejor.
i) Falta de información entre operarios. X Todos ya saben lo que tienen que hacer y cuando inician en un nuevo puesto, primero tienen que trabajar como ayudantes del puesto que están por tener.
IV. MOVIMIENTO Y MANEJO DE MATERIALES
SI NO OBSERVACIONES
a) Retroceso y cruce en la circulación de los materiales.
X El material sigue una circulación lineal.
b) Operarios calificados o altamente pagados realizando operaciones de manipulación.
X Sólo sucede cuando tienen tiempo extra, bajan al sótano a recoger merma.
c) Gran operación de tiempo de los operarios invertido en manipular materiales.
X Todo el proceso de producción lo hace prácticamente la máquina.
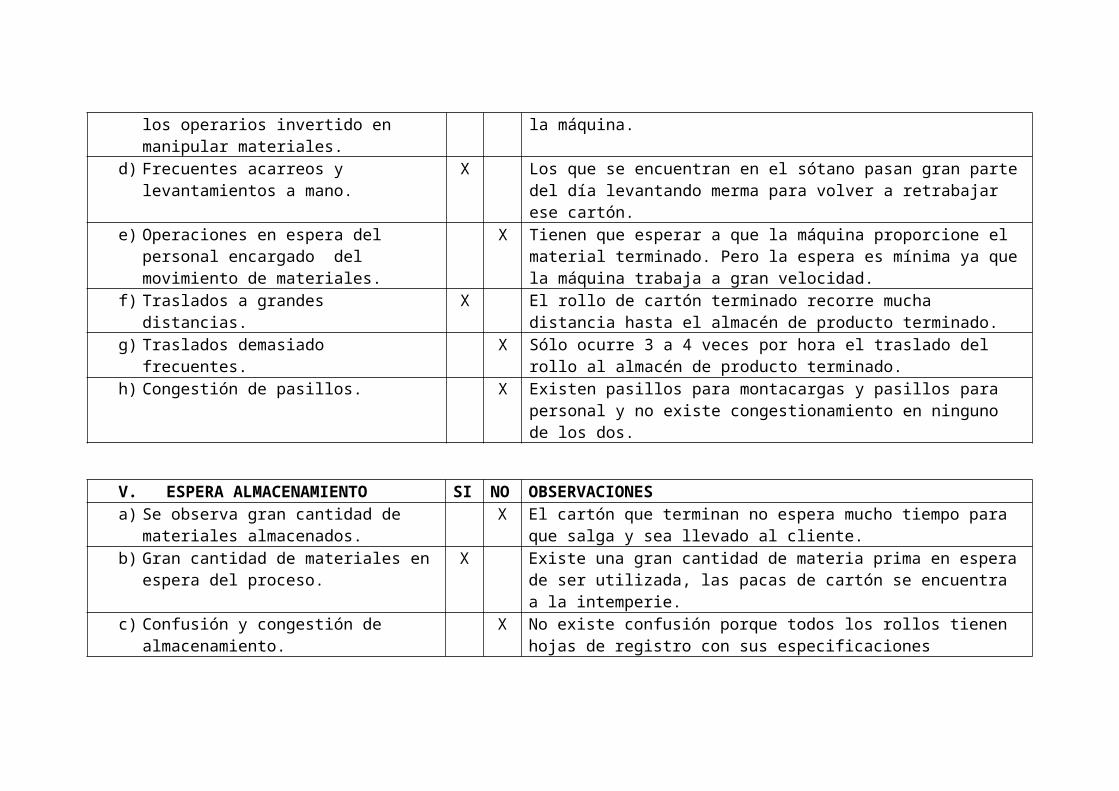
d) Frecuentes acarreos y levantamientos a mano.
X Los que se encuentran en el sótano pasan gran parte del día levantando merma para volver a retrabajar ese cartón.
e) Operaciones en espera del personal encargado del movimiento de materiales.
X Tienen que esperar a que la máquina proporcione el material terminado. Pero la espera es mínima ya que la máquina trabaja a

gran velocidad.f) Traslados a grandes distancias. X El rollo de cartón terminado recorre mucha distancia hasta el almacén
de producto terminado.g) Traslados demasiado frecuentes. X Sólo ocurre 3 a 4 veces por hora el traslado del rollo al almacén de
producto terminado.h) Congestión de pasillos. X Existen pasillos para montacargas y pasillos para personal y no existe
congestionamiento en ninguno de los dos.
V. ESPERA ALMACENAMIENTO SI NO
OBSERVACIONES
a) Se observa gran cantidad de materiales almacenados.
X El cartón que terminan no espera mucho tiempo para que salga y sea llevado al cliente.
b) Gran cantidad de materiales en espera del proceso.
X Existe una gran cantidad de materia prima en espera de ser utilizada, las pacas de cartón se encuentra a la intemperie.
c) Confusión y congestión de almacenamiento.
X No existe confusión porque todos los rollos tienen hojas de registro con sus especificaciones correspondientes.
d) Operarios en espera de material. X No hay personal esperando material porque el material lo trabaja la máquina.
e) Poco aprovechamiento de los espacios de almacenamiento,
X Toda el área de materia prima se utiliza, el almacén de producto terminado también se ocupa por completo.
f) Materiales averiados o mermados en el área de almacén.
X En el almacén de materia prima todo el material es cartón reciclado y no se desperdicia nada.
g) Elementos de almacenamiento inseguro o inadecuado.
X Todos los elementos para almacenar son los necesarios para efectuar la tarea.
h) Manejo excesivo en el área de almacén. X Sólo se mueven cuando se van a utilizar, cuando llegan y cuando salen del almacén.
i) Errores frecuentes en las cuentas o en los registros de existencias.
X Tienen todo bien registrado, desde quien mueve los recursos, el tipo de recurso, la cantidad y cuando lo hacen.
j) Elevados costos de demoras y esperas X Es muy raro que exista una demora, el recorrido es constante.
de los conductores de carretillas.
VI. SERVICIOS SI NO OBSERVACIONESa) Personal pasando por los vestuarios,
lavabos o entradas y accesorios establecidos.
X No les permiten estar paseando, sólo está el personal necesario para la producción del cartón y todos están ocupados.
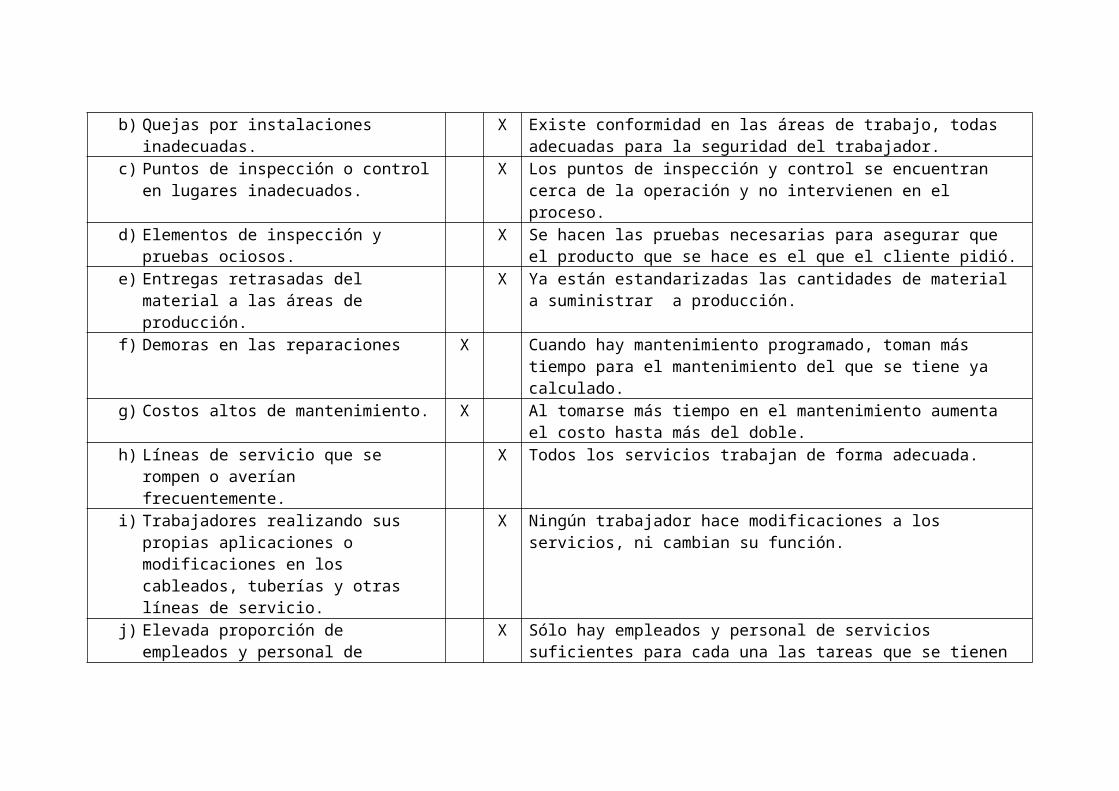
b) Quejas por instalaciones inadecuadas. X Existe conformidad en las áreas de trabajo, todas adecuadas para la seguridad del trabajador.
c) Puntos de inspección o control en lugares inadecuados.
X Los puntos de inspección y control se encuentran cerca de la operación y no intervienen en el proceso.
d) Elementos de inspección y pruebas ociosos.
X Se hacen las pruebas necesarias para asegurar que el producto que se hace es el que el cliente pidió.
e) Entregas retrasadas del material a las áreas de producción.
X Ya están estandarizadas las cantidades de material a suministrar a producción.
f) Demoras en las reparaciones X Cuando hay mantenimiento programado, toman más tiempo para el mantenimiento del que se tiene ya calculado.
g) Costos altos de mantenimiento. X Al tomarse más tiempo en el mantenimiento aumenta el costo hasta más del doble.
h) Líneas de servicio que se rompen o averían frecuentemente.
X Todos los servicios trabajan de forma adecuada.
i) Trabajadores realizando sus propias aplicaciones o modificaciones en los cableados, tuberías y otras líneas de servicio.
X Ningún trabajador hace modificaciones a los servicios, ni cambian su función.
j) Elevada proporción de empleados y personal de servicio en relación a los trabajadores de producción
X Sólo hay empleados y personal de servicios suficientes para cada una las tareas que se tienen que realizar.
k) Número excesivo de ordenaciones de equipo precipitadas o de emergencia.
X Sólo ordenan el equipo cuando hay que hacerlo, por eso recibieron capacitación para efectuarlo.

VII. EDIFICIOS SI NO OBSERVACIONESa) Paredes u otras divisiones separando
áreas con producto o equipo similar.X Existen dos áreas de materia prima en lugar de tener sólo un área
destinada para ese material.b) Abarrotamiento de los montacargas o
excesiva espera de los mismos.X Sólo se utilizan montacargas para tareas ya destinadas a cada uno.
c) Quejas referentes al calor, frio o deslumbramiento en las ventanas.
X Se quejan del calor que hay en el espacio donde se encuentran las máquinas que producen el cartón.
d) Pasillos principales, cruces, estrechos o torcidos.
X Hay pasillos donde sólo puede pasar una persona en un sentido. También hay pasillos para montacargas donde apenas pasan estas máquinas de carga con los rollos.
e) Edificios esparcidos, sin seguir ningún patrón.
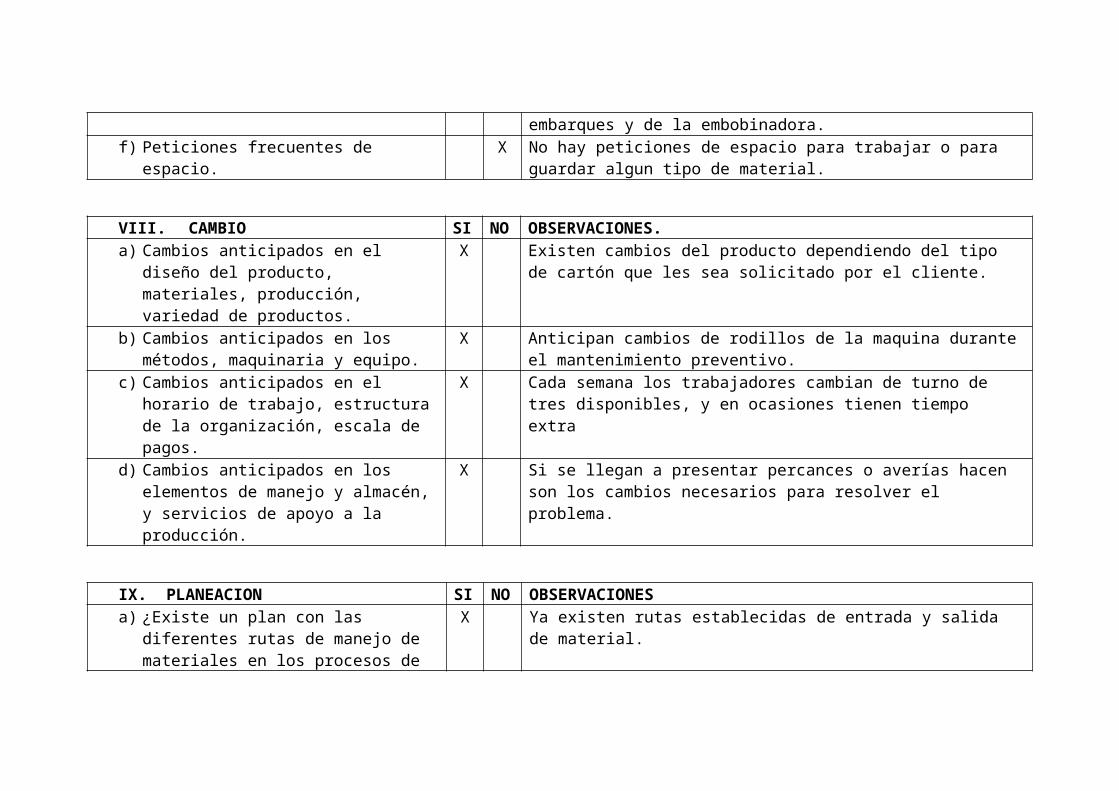
X El espacio destinado para tratamiento de aguas está muy retirado de las demás áreas, y el almacén de artículos terminados está al otro lado del área de embarques y de la embobinadora.
f) Peticiones frecuentes de espacio. X No hay peticiones de espacio para trabajar o para guardar algun tipo de material.
VIII. CAMBIO SI NO OBSERVACIONES.a) Cambios anticipados en el diseño del
producto, materiales, producción, variedad de productos.
X Existen cambios del producto dependiendo del tipo de cartón que les sea solicitado por el cliente.
b) Cambios anticipados en los métodos, maquinaria y equipo.
X Anticipan cambios de rodillos de la maquina durante el mantenimiento preventivo.
c) Cambios anticipados en el horario de trabajo, estructura de la organización, escala de pagos.
X Cada semana los trabajadores cambian de turno de tres disponibles, y en ocasiones tienen tiempo extra
d) Cambios anticipados en los elementos de manejo y almacén, y servicios de apoyo a la producción.
X Si se llegan a presentar percances o averías hacen son los cambios necesarios para resolver el problema.
IX. PLANEACION SI NO
OBSERVACIONES
a) ¿Existe un plan con las diferentes rutas de manejo de materiales en los procesos de producción dentro de la empresa?
X Ya existen rutas establecidas de entrada y salida de material.
b) ¿La ubicación y distribución actual de la planta obedece a una metodología de distribución de planta?
X A nuestra consideración la distribución de planta actual se ha dado de acuerdo a las circunstancias que se han presentado y han tenido que adaptarse.
X. SISTEMAS SI NO
OBSERVACIONES
a) ¿Existe un sistema de manejo de materiales que considere las operaciones efectuadas por: recepción, almacenaje, producción, inspección y transporte de los productos?
X Ya están estandarizadas las técnicas para manejar los diferentes tipos de materiales que hay dentro de la planta.
b) Debe existir dicho sistema, ¿Se realizan auditorias del mismo con el fin de optimizar su funcionamiento?
X Si se hacen auditorías internas para saber si se hace conforme a lo ya establecido con las prácticas y normas.
XI. FLUJO DE MATERIALES SI NO OBSERVACIONES

a) ¿Está definida una secuencia en el manejo de los materiales que intervienen en los diferentes procesos productivos de la empresa?
X Si ya están estandarizados los pasos a seguir para el manejo de los materiales.
b) ¿Tiene equipo adecuado para el manejo de materiales de acuerdo a las necesidades que presenta el mismo?
X Todo el equipo necesario es proporcionado por la empresa de acuerdo al puesto que se ocupa.
c) Influye el tipo de equipo utilizado para el manejo de los materiales en el tiempo de producción de los productos elaborados dentro de la empresa.
X No es el mismo equipo que se utiliza para la materia prima con respecto al equipo para el producto terminado.
XII. GRAVEDAD SI NO OBSERVACIONESa) ¿Se ha considerado utilizar la fuerza de
gravedad para resolver el problema del mismo manejo de los materiales?
X Se utilizan mecanismos para el manejo.
b) ¿Se pueden utilizar dispositivos especiales para el manejo de materiales a lo largo de los bancos de trabajo?
X El material es trabajado por la máquina y no por el hombre.
XIII. UTILIZACION DEL ESPACIO. SI NO OBSERVACIONESa) ¿Facilita la disposición de la planta el
eficaz manejo delos materiales?X La distancia para el transporte del producto terminado es muy larga y
sale a la intemperie con el riego que se dañe cuando llueve.b) ¿La ubicación de los materiales permite
un adecuado manejo de materiales?X La materia prima esta cerca de la máquina para empezar el proceso
de producción.c) ¿En la distribución de la fábrica se
consideraron las áreas necesarias para un manejo adecuado de los materiales?
X A nuestra consideración no contemplaron el medio ambiente ni la distancia que hay entre las máquinas cuando se termina de hacer el producto con respecto al almacén de producto terminado y de éste
con el área de embarques.
XIV. UNIDAD DE TAMAÑO SI NO OBSERVACIONESa) ¿Pueden diseñarse contenedores para
manejar los materiales con facilidad y sin daño?
X Pero serían muy grandes ya que el rollo de producto terminado es muy grande y pesado.
b) ¿Se han considerado utilizar contenedores especiales con el fin de aumentar el volumen de materiales manejados?
X No es necesario aumentar el volumen de material manejado.
c) ¿Se utilizan los dispositivos de manejo de materiales adecuado para el transporte de los mismos?
X Se utilizan cuando es necesario hacerlo.
XV. AUTOMATIZACION SI NO OBSERVACIONESa) ¿Se tiene maquinas automatizadas para
el manejo de los materiales?X Todas son manuales o semiautomáticas.
b) ¿Se ha considerado la posibilidad de automatizar la mayoría de las operaciones del manejo de materiales?
X No es necesario, ya que el sistema de producción no lo amerita.
c) ¿El equipo de manejo de materiales se seleccionó de acuerdo con las necesidades que presenta el manejo de materiales?
X Cada equipo es utilizado para la tarea en la cual se le necesita.
d) ¿Se manejan los materiales de acuerdo al equipo existente en la empresa, aunque no sea el más adecuado?
X Se manejan con el equipo adecuado.

XVI. ESTADARIZACION SI NO OBSERVACIONESa) ¿Se encuentran estandarizadoslos
contenedores utilizados para el manejo de materiales?
X Cuando se corta el rollo en hojas, la tarima tiene las medidas apropiadas al ancho de la hoja.
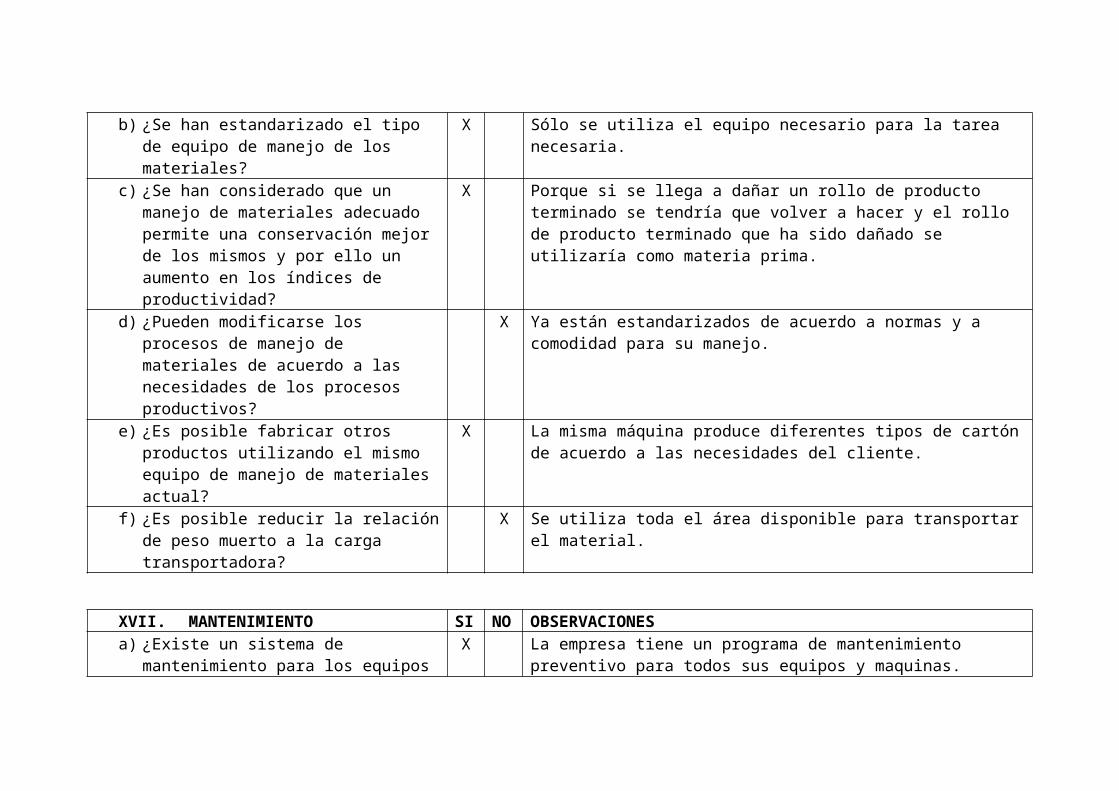
b) ¿Se han estandarizado el tipo de equipo de manejo de los materiales?
X Sólo se utiliza el equipo necesario para la tarea necesaria.
c) ¿Se han considerado que un manejo de materiales adecuado permite una conservación mejor de los mismos y por ello un aumento en los índices de productividad?
X Porque si se llega a dañar un rollo de producto terminado se tendría que volver a hacer y el rollo de producto terminado que ha sido dañado se utilizaría como materia prima.
d) ¿Pueden modificarse los procesos de manejo de materiales de acuerdo a las necesidades de los procesos productivos?
X Ya están estandarizados de acuerdo a normas y a comodidad para su manejo.
e) ¿Es posible fabricar otros productos utilizando el mismo equipo de manejo de materiales actual?
X La misma máquina produce diferentes tipos de cartón de acuerdo a las necesidades del cliente.
f) ¿Es posible reducir la relación de peso muerto a la carga transportadora?
X Se utiliza toda el área disponible para transportar el material.
XVII. MANTENIMIENTO SI NO OBSERVACIONESa) ¿Existe un sistema de mantenimiento
para los equipos de manejo de materiales?
X La empresa tiene un programa de mantenimiento preventivo para todos sus equipos y maquinas.
b) ¿Están programadas las reparaciones en el equipo de manejo de materiales?
X Ya están programados los mantenimientos a lo largo del año.
c) ¿Provoca paros en la producción constantemente en los daños en el
X Sólo se hacen paros de producción cuando hay mantenimiento preventivo, en ocasiones correctivo, o cuando la guía de la

equipo de manejo de materiales? producción de cartón revienta o se corta.
XVIII. OBSOLESCENCIA SI NO OBSERVACIONESa) ¿Son obsoletos los métodos y equipo de
manejo de materiales utilizados?X La empresa ha hecho la inversión suficiente para tener el equipo
adecuado para el manejo de los materiales.b) ¿Se tiene prevista la modernización de
los métodos y equipo de manejo de materiales obsoletos?
X Si existen equipos que ya no tienen compostura o el arreglo es muy caro, optan por comprar un equipo nuevo.
XIX. CONTROL SI NO OBSERVACIONESa) ¿Facilita el sistema de manejo de
materiales el control y planeación de la producción y los inventarios?
X Los tiempos y recorridos ya estás estandarizados, por lo que facilita el manejo de materia prima y productos terminados.
b) ¿Se cumplen los programas de producción con la capacidad actual del sistema del manejo de los materiales?
X El área de planeación establece las cantidades adecuadas de materia prima para obtener ciertos de niveles de producto terminado.
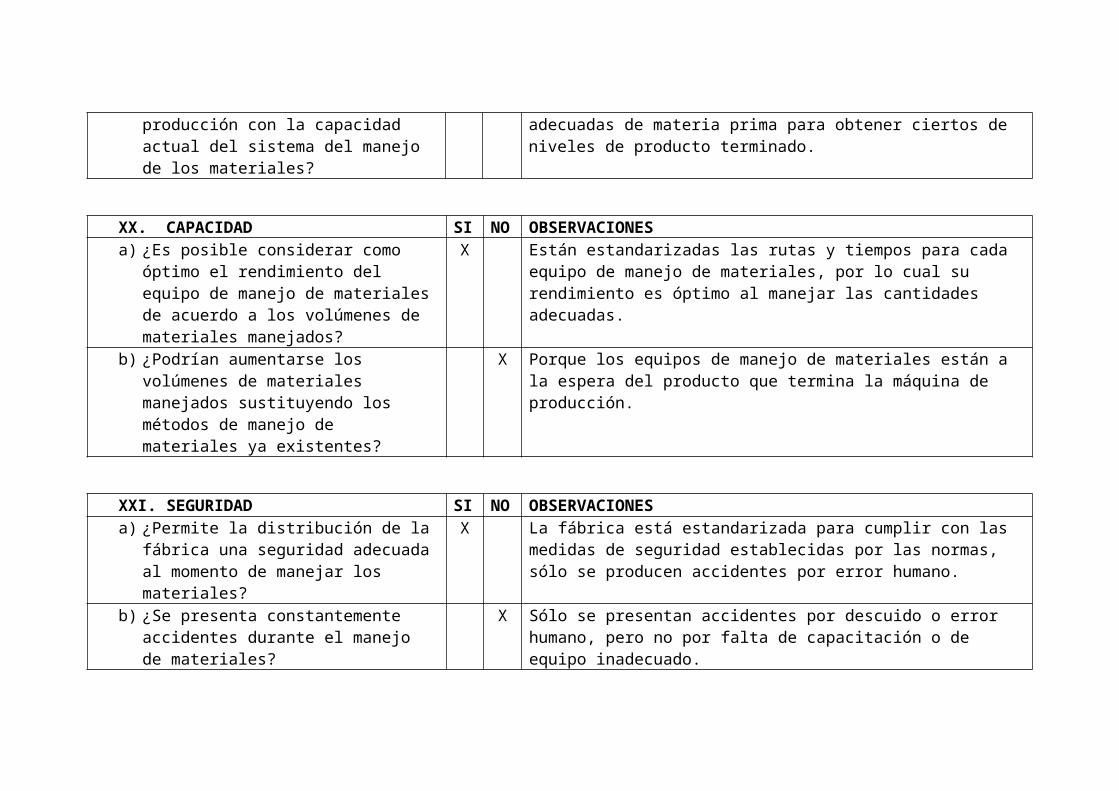
XX. CAPACIDAD SI NO OBSERVACIONESa) ¿Es posible considerar como óptimo el
rendimiento del equipo de manejo de materiales de acuerdo a los volúmenes de materiales manejados?
X Están estandarizadas las rutas y tiempos para cada equipo de manejo de materiales, por lo cual su rendimiento es óptimo al manejar las cantidades adecuadas.
b) ¿Podrían aumentarse los volúmenes de materiales manejados sustituyendo los métodos de manejo de materiales ya existentes?
X Porque los equipos de manejo de materiales están a la espera del producto que termina la máquina de producción.

XXI. SEGURIDAD SI NO OBSERVACIONESa) ¿Permite la distribución de la fábrica una
seguridad adecuada al momento de manejar los materiales?
X La fábrica está estandarizada para cumplir con las medidas de seguridad establecidas por las normas, sólo se producen accidentes por error humano.
b) ¿Se presenta constantemente accidentes durante el manejo de materiales?
X Sólo se presentan accidentes por descuido o error humano, pero no por falta de capacitación o de equipo inadecuado.
c) ¿La distribución y acumulación actual de los materiales permite un nivel de riesgo de seguridad mínimo al momento de manejarlos?
X Las áreas para circular con el equipo para el manejo de materiales están despejadas para transitar libremente, y el acomodo de la materia prima y producto terminado facilita su recolección y traslado.

Proceso de fabricación actual.
Rollo de Lámina de Acero
1 Corte del Recorrido de Horquilla
2 Embutido de la Horquilla
3 Recubrimiento Metálico
8 Ensamble de Rueda y Horquilla
9 Atornillado de Rueda y Horquilla
Hule Reciclado
4 Triturado
5 Vulcanizado
6 Moldeado del huele en rueda
7 Colocación de Balinera

Diagrama de recorrido
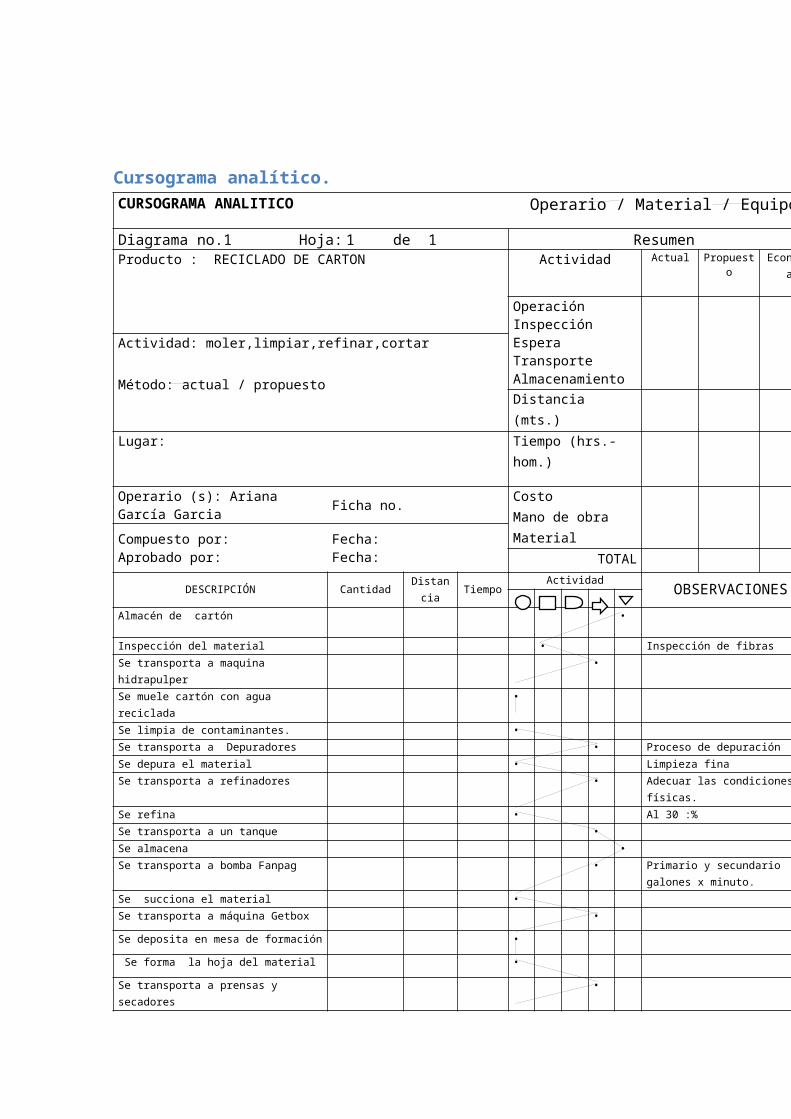
Cursograma analítico.CURSOGRAMA ANALITICO Operario / Material / Equipo
Diagrama no.1 Hoja: 1 de 1 ResumenProducto : RECICLADO DE CARTON Actividad Actual Propuesto Economía
OperaciónInspecciónEsperaTransporte Almacenamiento
Actividad: moler,limpiar,refinar,cortar
Método: actual / propuestoDistancia (mts.)
Lugar: Tiempo (hrs.-hom.)
Operario (s): Ariana García Garcia Ficha no. CostoMano de obraMaterialCompuesto por:
Aprobado por:Fecha:Fecha:
TOTAL
DESCRIPCIÓN Cantidad Distancia TiempoActividad
OBSERVACIONES
Almacén de cartón •
Inspección del material • Inspección de fibras Se transporta a maquina hidrapulper •
Se muele cartón con agua reciclada •
Se limpia de contaminantes. •Se transporta a Depuradores • Proceso de depuraciónSe depura el material • Limpieza fina Se transporta a refinadores • Adecuar las condiciones físicas.Se refina • Al 30 :%Se transporta a un tanque •Se almacena •Se transporta a bomba Fanpag • Primario y secundario 23 galones x
minuto.Se succiona el material •Se transporta a máquina Getbox •
Se deposita en mesa de formación •
Se forma la hoja del material •
Se transporta a prensas y secadores •
Se seca la hoja de material • Se resta hasta un 50% de agua
Se transporta a Popriel •
Se hace un rollo de 11 o 18 toneladas •
Se inspecciona •
Se transporta a embobinadora • Variación de medidas
Se cortan rollos •
Se inspecciona •
Se transporta a almacén de producto terminado
•
Almacén de producto terminado •
TOTAL 10 3 0 10 3

Lay out actual.

Grafica de Gantt Feb. Mzo. Abr. May.ACTIVIDADES POR SEMANA 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
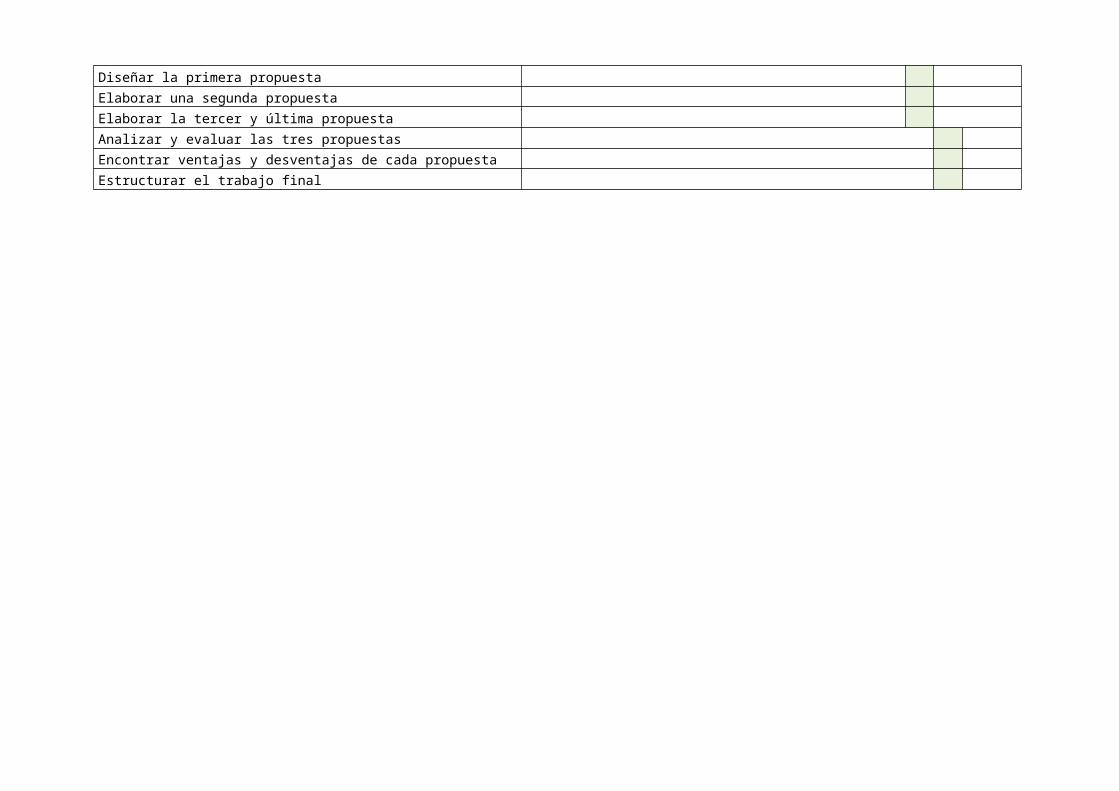
Parte I Redacción de objetivos generales Redacción de los objetivos específicos Primer visita a la empresa Recolección de los datos generales de la empresa Segunda visita a la empresa Aplicación de cuestionario Recopilar información de los clientes, proveedores y empleados Tercera visita a la empresa Recorrido en las instalaciones (procesos y productos) Elaboración del diagrama de recorrido Elaboración del cursograma analítico Realización el lay out actual de la empresa Dar formato al trabajo de acuerdo a lo establecido Entregar primer avance del proyecto Parte II Cuarta visita a la empresa Obtener información del problema Analizar el problema Detallar el problema Elaborar el análisis sistemático de la distribución Elaborar el análisissistemático del manejo de materiales Hacer la gráfica de relación de actividades Diagrama adimensional de bloques Diseñar la primera propuesta Elaborar una segunda propuesta Elaborar la tercer y última propuesta Analizar y evaluar las tres propuestas Encontrar ventajas y desventajas de cada propuesta

Estructurar el trabajo final
6. Propuesta de mejora de distribución.
Análisis del problema.Después de nuestra estancia en la empresa, el acceso a algunas áreas y plática con algunos empleados, se pudo observar que gran parte de su problemática está en la ubicación de su materia prima y el lugar en donde está su producto terminado.
El recorrido del material está mal planeado, ya que la materia prima está dividida en dos áreas, después sigue un recorrido lineal para obtener el producto final al otro lado de la máquina, una vez que se embobina el producto, éste se dirige al almacén de artículos terminados ubicado a un costado del almacén de materia prima.
Una vez guardado y empaquetado se lleva hasta el otro extremo de la fábrica al área de embarques para poder llevarlo hasta el cliente; y esto genera mucho tiempo de traslado y distancia innecesaria recorrida por el producto terminado poniéndolo en riesgo de daño.
Detalles del problema.Almacén de materia prima: El almacén está dividido en dos áreas sin ninguna motivo con fundamentos más que el que hay demasiada materia prima, pero al hacer observaciones más detalladas pudimos determinar que se puede poner todo el cartón reciclado en una sola área acomodando de mejor manera el material.
Almacén de producto terminado: se encuentra al otro lado de la planta de donde se obtiene el producto final, y a un costado del almacén de materia prima, el producto terminado recorre mucha distancia para ser almacenado y se traslada a la intemperie, con el riesgo de que se maltrate o ya no cumpla con los estándares requeridos.
Embarques: Embarques se encuentra a un costado de donde se obtiene el producto final, y al otro extremo del almacén de producto terminado, provocando así mayor distancia recorrida del producto final y provocando un posible deterioro del mismo en caso de un accidente.

Gráfica de Relación de Actividades.
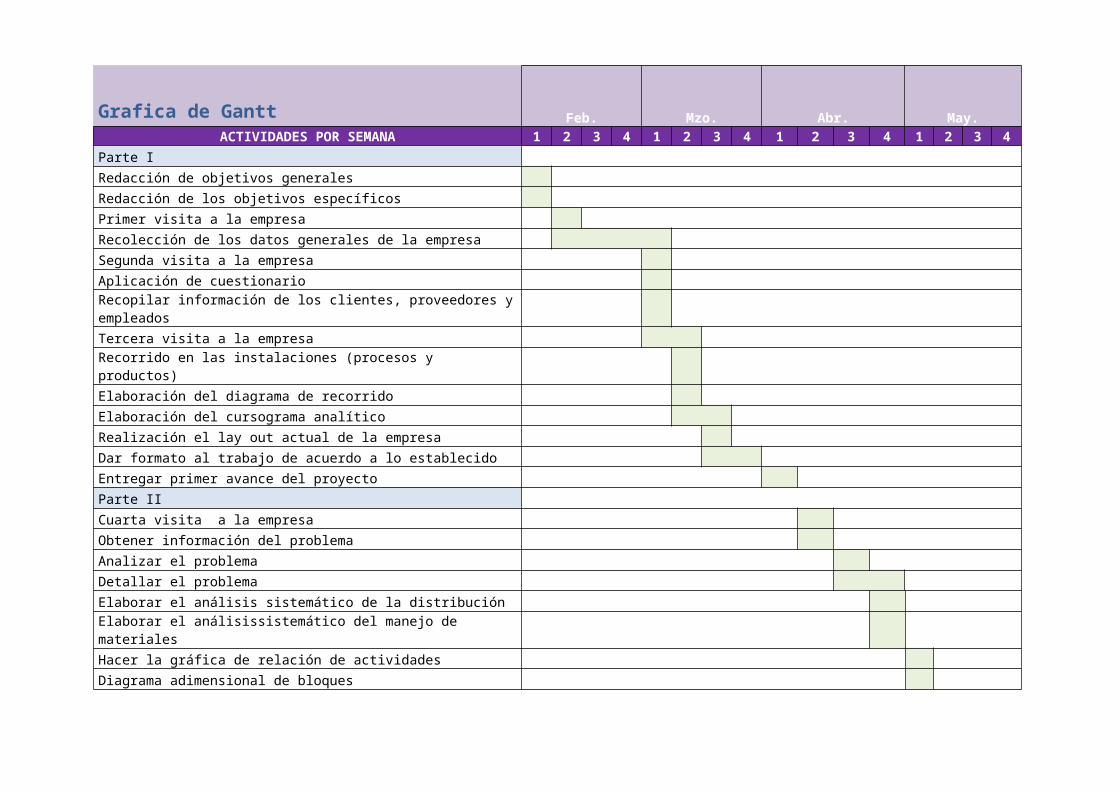
Diagrama adimensional (de bloques).
Primera propuesta.A 6 E
8,9,12,13,14,15
1
I O
A 10,5,2,1 E 16
7,8,9,14,15
6
I 4 O
A 6,2 E10,1
7,8,9,12,14,15
5
I 16,4 O
A 5,6E10
3,4,8,11,12,14,15,17
2
I 16 OA 12,7,3E 4
16,11
11
I 10 O
A11,3E 10,12,4
16,6,5
7
I 10,12,4O
A 16,6,4 E 3,2,5
13,14,8
10
I 11,15,17,7,1O 12
A 10 E11,15,16
14,2
4
I 5,6,7,12O13,17,3A 7,11,12 E 10
8,9,16,2
3
I 15 O 13,17
A 11,3 E
16,5,2,1
12
I 4 O 15,10
A 10 E 6,4
17,15,14,12,11,8,7,3
16
I 5,2O
A E
16,2
17
I 10 O15,14,11,4,3
A E
16,14,6,5,4,2,1
14
I 15 O 17,9
A E
10,16,6,5,3,2,1
8
I O
A 4 E
16,6,5,2,1
15
I 14,10,3 O17,11,12,9
A E 10,1
13
I O 4,3A E
X
I O
A E
X
I O
A E
X
I O
A E
6,5,3,1
9
I O 14,15
Segunda propuesta.A 6 E 5
8,9,12,13,14,15
1
I 101 O
A 10,5,2,1E 16
7,8,9,14,15
6
I 4 O
A 6,2 E 10,1
7,8,9,12,14,15
5
I 16,4 O
A E
I O
A 10 E11,15,16
14,2
4
I 5,6,7,12O13,17,3
A 16,6,4E3,2,5
13,14,8
10
I 11,15,17,7,1O 12
A 5,6E 10
3,4,8,11,12,14,15,17
2
I 16 O
A E
16,2
17
I 10 O15,14,11,4,3
A 10E 6,4
17,15,14,12,11,8,7,3
16I 5,2 O
A 11,3E10,12,4
16,6,5
7I10,12,4 O
A 12,7,3E 4
16,11
11I 10 O15,17
A E
10,16,6,5,3,2,1
8
I OA 4 E
16,6,5,2,1
15
I14,10,3O17,11,12,9
A7,11,12 E 10
8,9,16,2
3
I 15 O13,17
A 11,3 E
16,5,2,1
12
I 4 O 15,10
A E10,1
13
I O 4,3A E
16,14,6,5,4,2,1
14
I 15 O 17,9
A E
6,5,3,1
9
I O 14,15
A E
X
I O
A E
X
I O

Tercera propuesta.A 6 E
8,9,12,13,14,15
1
I 10 O
A 10,5,2,1 E 16
7,8,9,14,15
6
I 4 O
A 6,2 E 10,1
7,8,9,12,14,15
5
I 16,4 O
A 16,6,4 E 3,2,5
13,14,8
10
I 11,15,17,7,1 O 12
A E
16,2
17
I 10 O 15,14,11,4,
A 10 E 11,15,16
14,2
4
I 5,6,7,12 O 13,17,3
A 12,7,3 E 4
16,11
11
I 10 O
A 11,3 E 10,12,4
16,6,5
7
I 10,12,4 O 3A E
6,5,3,1
9
I O 14,15
A 10 E 6,4
17,15,14,12,11,8,7,3
16
I 5,2 O
A 7,11,12 E 10
8,9,16,2
3
I 15 O 13,17
A 11,3 E
16,5,2,1
12
I 4 O 15,104,3
A 4 E
16,6,5,2,1
15
I 14,10,3 O 17,11,12,9
A E
16,14,6,5,4,2,1
14
I 15 O 17,9
A E
10,16,6,5,3,2,1
8
I O
A E 10,1
13
I O 4,3A E
X
I O
A E
X
I O
A E
X
I O
A 5,6E10
3,4,8,11,12,14,15,17
2
I 16 O

Análisis y evaluación de propuestas.
Primer propuesta.
Aquí tenemos como primer punto el Almacén de materia prima, de ahí seguimos al Central de pastas, después a la Refinación, y luego pasamos a la Máquina, de ahí va a la Jagenber (cortadora), siguiendo con el Empaquetado, dando paso al Almacén de producto terminado, y por último tenemos los Embarques. Notamos como la conexión de los distintos departamentos está con mejor organización que como estaba en un principio.
La explicación de porque tenemos este recorrido es porque creemos conveniente que después del almacén de materia prima sigamos con el proceso de elaboración del cartón, de acuerdo a como lo estamos observando, pues nos parece que hay una movilización ordenada y adecuada a lo que se necesita en la empresa. Sin embargo todos estos untos están cerca de los Tratamientos de aguas, Mantenimiento, Carpintería, Sistemas y demás, esto con el fin de si ocurre algún problema mientras transcurre el proceso.
Segunda propuesta.
En esta propuesta tenemos primero Almacén de materia prima, siguiendo a la Central de pastas, después vamos con la refinación, la máquina, cortadora, calderas y mantenimiento mecánico. El objetivo de esta propuesta es tener un proceso más rápido, pues estamos acortando el recorrido, teniendo cerca los sistemas, embarque, oficinas, baños, comedores, etc. Podemos observar la relación e importancia que hay con cada departamento, notamos la unión de puntos y esta organización nos hacer ir más directo al producto terminado, de manera que el proceso sea más eficiente, y tengamos cerca los demás diferentes departamentos en caso de algún problema.
Tercer propuesta.
Con esta propuesta hay una mejor proporción de espacio, por tanto tenemos una mejor distribución, haciendo que la mayoría de los departamentos estén al alcance de los otros, sin necesidad de perder tiempo.
El recorrido se comienza con el almacén de materia prima, máquina, cortadora, empacadora, almacén de producto terminado, concluyendo con la embarcación.
Aunado a este trayecto, podemos observar el orden de importancia y relación que existe con este acomodo, tenemos mayor ventajas sobre las propuestas anteriores porque los departamentos faltantes no se encuentran lejos y cualquier problema que pueda ocurrir, o si hay alguna duda que deba solucionarse se hará rápidamente, lo que nos proporcionará menor pérdida de tiempo, aumento de la productividad, y así mismo un mayor beneficio económico. Notamos que baños, comedores, oficinas, sistemas y demás están más cerca, quedando como lugares en un punto fijo de fácil acceso.

Ventajas y desventajas de cada propuesta.Propuesta. Ventajas. Desventajas.
1 Existe una relación entre los distintos departamentos.Proceso congruente.
Comedores y baños alejados.
2 Distribución más clara.Acorta distancias.
Recursos humanos y oficinas están un poco alejadas, y en caso de alguna duda se tiene que recorrer una distancia mayor.
3 Proceso más rápido.Mejor distribución.Ahorro de tiempo.Aumento de productividad.