research & development roadmap for next-generation appliances · pdf file ·...
TRANSCRIPT

Building Technologies Office
Research & Development Roadmap for Next-Generation Appliances
March 2012

i
NOTICE
This report was prepared as an account of work sponsored by an agency of the
United States Government. Neither the United States Government, nor any
agency thereof, nor any of their employees, nor any of their contractors,
subcontractors, or their employees, makes any warranty, express or implied, or
assumes any legal liability or responsibility for the accuracy, completeness, or
usefulness of any information, apparatus, product, or process disclosed, or
represents that its use would not infringe privately owned rights. Reference
herein to any specific commercial product, process, or service by trade name,
trademark, manufacturer, or otherwise, does not necessarily constitute or imply its
endorsement, recommendation, or favoring by the United States Government or
any agency, contractor or subcontractor thereof. The views and opinions of
authors expressed herein do not necessarily state or reflect those of the United
States Government or any agency thereof.
Available electronically at http://www.osti.gov/home/

ii
Research & Development Roadmap for Next-Generation Appliances
Prepared for:
Oak Ridge National Laboratory
Oak Ridge, TN 37831
Managed by:
UT-Battelle, LLC
for the
U.S. Department of Energy
Office of Energy Efficiency and Renewable Energy
Building Technologies Office
http://www.eere.energy.gov/buildings
Prepared by:
Navigant Consulting, Inc.
77 South Bedford Street, Suite 400
Burlington, MA 01803
William Goetzler
Timothy Sutherland
Kevin Foley
March 30, 2012

iii
Table of Contents
Table of Contents ........................................................................................................................... iii List of Figures ................................................................................................................................. v List of Tables .................................................................................................................................. v Executive Summary ....................................................................................................................... vi 1 Introduction ............................................................................................................................. 1
1.1 Background ...................................................................................................................... 1 1.2 Objective of This Roadmap.............................................................................................. 1 1.3 Roadmap Development Process ....................................................................................... 2
1.3.1 Task 1: Identify and Evaluate Potential Technical Innovations ................................... 2 1.3.2 Task 2: Define Research Needs .................................................................................... 2
1.3.3 Task 3: Create Preliminary Research & Development Roadmap ................................ 3
1.3.4 Task 4: Obtain Stakeholder Feedback .......................................................................... 3
1.4 Final Report Organization ................................................................................................ 4 2 Research and Development Roadmaps ................................................................................... 5
2.1 Refrigerator/Freezers ........................................................................................................ 5 2.1.1 Magnetic Refrigeration ............................................................................................... 10
2.1.2 Vacuum Insulation Panels .......................................................................................... 12 2.1.3 Improved Linear Compressors ................................................................................... 14 2.1.4 Stirling Cycle Refrigeration ........................................................................................ 14
2.1.5 Thermoelastic Refrigeration ....................................................................................... 15 2.1.6 Thermoelectric Refrigeration ..................................................................................... 15
2.2 Clothes Washers ............................................................................................................. 16 2.2.1 Polymer Bead Cleaning .............................................................................................. 19
2.2.2 Sanitizing Agents ........................................................................................................ 19 2.3 Clothes Dryers ................................................................................................................ 21
2.3.1 Heat Pump Clothes Dryer ........................................................................................... 26 2.3.2 Inlet Air Preheating .................................................................................................... 27 2.3.3 Mechanical Steam Compression Clothes Dryer ......................................................... 28
2.3.4 Indirect Heating (Hydronic) Clothes Dryer ................................................................ 29 2.3.5 Microwave Clothes Dryer .......................................................................................... 30
2.4 Cooking Equipment........................................................................................................ 31 2.4.1 Induction Cooktops..................................................................................................... 35 2.4.2 Specialized Cookware ................................................................................................ 35 2.4.3 Steam Cooking ........................................................................................................... 36
2.4.4 Advanced Oven Coatings ........................................................................................... 36
2.5 Cross-Cutting Technologies ........................................................................................... 37
2.5.1 Integrated Heat and Water Recovery .......................................................................... 40 3 Summary and Conclusion ..................................................................................................... 42 Appendix A Summary Tables from Previous Task Reports .................................................... 43 Appendix B Technology Readiness Level (TRL) System ...................................................... 56 Appendix C Description of Appliance Technology Options ................................................... 58
C.1 Refrigerator/Freezers ...................................................................................................... 58 C.1.1 Magnetic Refrigeration ............................................................................................... 58 C.1.2 Vacuum Insulation Panels .......................................................................................... 59
C.1.3 Improved Linear Compressors ................................................................................... 60
iv
C.1.4 Stirling Cycle Refrigeration ........................................................................................ 60
C.1.5 Thermoelastic Refrigeration ....................................................................................... 61 C.1.6 Thermoelectric Refrigeration ..................................................................................... 62
C.2 Clothes Washers ............................................................................................................. 62
C.2.1 Polymer Bead Cleaning .............................................................................................. 62 C.2.2 Sanitizing Agents ........................................................................................................ 63
C.3 Clothes Dryers ................................................................................................................ 64 C.3.1 Heat Pump Clothes Dryer ........................................................................................... 64 C.3.2 Inlet Air Pre-Heating .................................................................................................. 67
C.3.3 Mechanical Steam Compression ................................................................................ 68 C.3.4 Indirect Heating (Hydronic) Clothes Dryer ................................................................ 69 C.3.5 Microwave Clothes Dryer .......................................................................................... 70
C.4 Cooking Equipment........................................................................................................ 71
C.4.1 Induction Cooktops..................................................................................................... 71 C.4.2 Specialized Cookware ................................................................................................ 72
C.4.3 Steam Cooking ........................................................................................................... 73 C.4.4 Advanced Oven Coatings ........................................................................................... 74
C.5 Cross-Cutting Technologies ........................................................................................... 75 C.5.1 Integrated Heat & Water Recovery ............................................................................ 75

v
List of Figures
Figure 1. R&D Roadmap for Refrigerator/Freezer Technologies ................................................ xii Figure 2. R&D Roadmap for Clothes Washer Technologies ...................................................... xiii Figure 3. R&D Roadmap for Clothes Dryer Technologies ......................................................... xiv Figure 4. R&D Roadmap for Cooking Equipment Technologies................................................. xv Figure 5. R&D Roadmap for Cross-Cutting Technologies ......................................................... xvi
Figure 6. R&D Roadmap for Refrigerator/Freezer Technologies .................................................. 9 Figure 7. Work Breakdown Structure for Magnetic Refrigeration R&D Activities..................... 11 Figure 8. Work Breakdown Structures for Vacuum Insulation Panel R&D Activities ................ 13 Figure 9. R&D Roadmap for Clothes Washer Technologies ....................................................... 18 Figure 10. R&D Roadmap for Clothes Dryer Technologies ........................................................ 25
Figure 11. Work Breakdown Structure for Heat Pump Clothes Dryer R&D Activities............... 27
Figure 12. R&D Roadmap for Cooking Equipment Technologies............................................... 34
Figure 13. R&D Roadmap for Cross-Cutting Technologies ........................................................ 39 Figure 14. Work breakdown structure for integrated heat and water recovery ............................ 41
List of Tables
Table 1. Summary of R&D Recommendations for Each Appliance Technology Option ............ vii Table 2. Refrigerator/Freezers – Summary of Technology Options ............................................... 6 Table 3. Clothes Washers – Summary of Technology Options .................................................... 17
Table 4. Clothes Dryers – Summary of Technology Options ....................................................... 22 Table 5. Cooking Equipment – Summary of Technology Options .............................................. 32
Table 6. Cross-Cutting Technologies – Summary of Technology Options .................................. 38 Table 7. Task 1 - Technology Scoring Matrix .............................................................................. 43
Table 8. Task 1 - Scoring of Each Technology Option ................................................................ 44 Table 9. Task 2 – Summary of R&D Needs and Key Risks ......................................................... 45
Table 10. Task 3 - Summary of R&D Objectives, Tasks, Possible Performers, and Resources
Required ........................................................................................................................................ 48 Table 11. Task 4 - Refrigerator/Freezer Summary of Stakeholder Comments ............................ 52
Table 12. Task 4 - Clothes Washer Summary of Stakeholder Comments.................................... 53 Table 13. Task 4 - Clothes Dryer Summary of Stakeholder Comments ...................................... 54 Table 14. Task 4 - Dishwasher Summary of Stakeholder Comments .......................................... 54
Table 15. Task 4 - Cooking Equipment Summary of Stakeholder Comments ............................. 55 Table 16. Task 4 - Cross-cutting Summary of Stakeholder Comments ....................................... 55 Table 17. Technology Readiness Level (TRL) System for Categorizing Technology
Development Status ...................................................................................................................... 56
vi
Executive Summary
The Building Technologies Program (BTP) within the Department of Energy (DOE) Office of
Energy Efficiency and Renewable Energy is responsible for developing and deploying
technologies that can substantially reduce energy consumption in residential and commercial
buildings. Residential appliances such as refrigerator/freezers, dishwashers, laundry equipment,
and cooking equipment account for over 12 percent of U.S. residential sector primary energy
consumption. The appliance sector has seen substantial innovation in recent years; however,
energy efficiency measures, while significant, have generally involved incremental
improvements to meet new DOE efficiency standards. Little research has focused on radical
innovations that might dramatically reduce energy consumption. By leveraging resources, the
appliance industry may be able to work cooperatively with the DOE to develop and
commercialize products and technologies that could make dramatic improvements feasible. In
order to guide such activities and ensure the best possible outcomes, a research & development
(R&D) roadmap is necessary.
This roadmap targets high-priority R&D, demonstration, and commercialization activities that, if
pursued by DOE and its partners, could significantly reduce residential appliance energy
consumption. The roadmap prioritizes those technologies with the highest energy savings
potential and greatest likelihood of being embraced by both manufacturers and consumers. The
schedule of proposed activities ranges from near-term activities in the 6-month to 2-year time
frame, to longer-term research initiatives that may span 3-5 years or longer.
This R&D roadmap focuses on the following residential appliances: refrigerator/freezers,
clothes washers, clothes dryers, cooking equipment, and cross-cutting appliance
technologies. Microwaves and dishwashers were eliminated from consideration in this report due
to their low annual energy consumption and a lack of identified technologies that could
significantly decrease energy consumption below current best-in-class levels. This roadmap does
not cover heating, ventilation, and air-conditioning (HVAC) systems, water heaters, or building
envelope components.
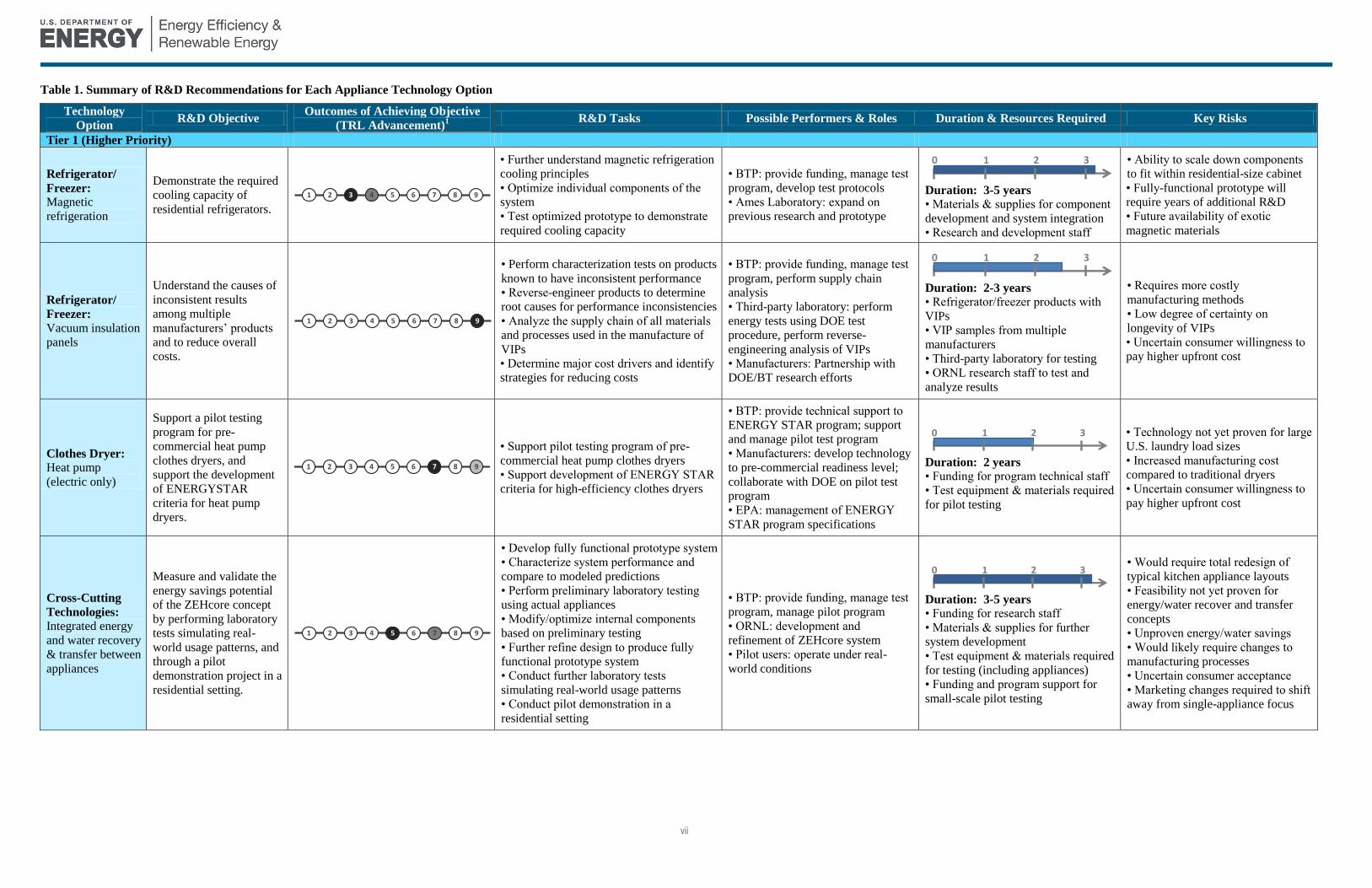
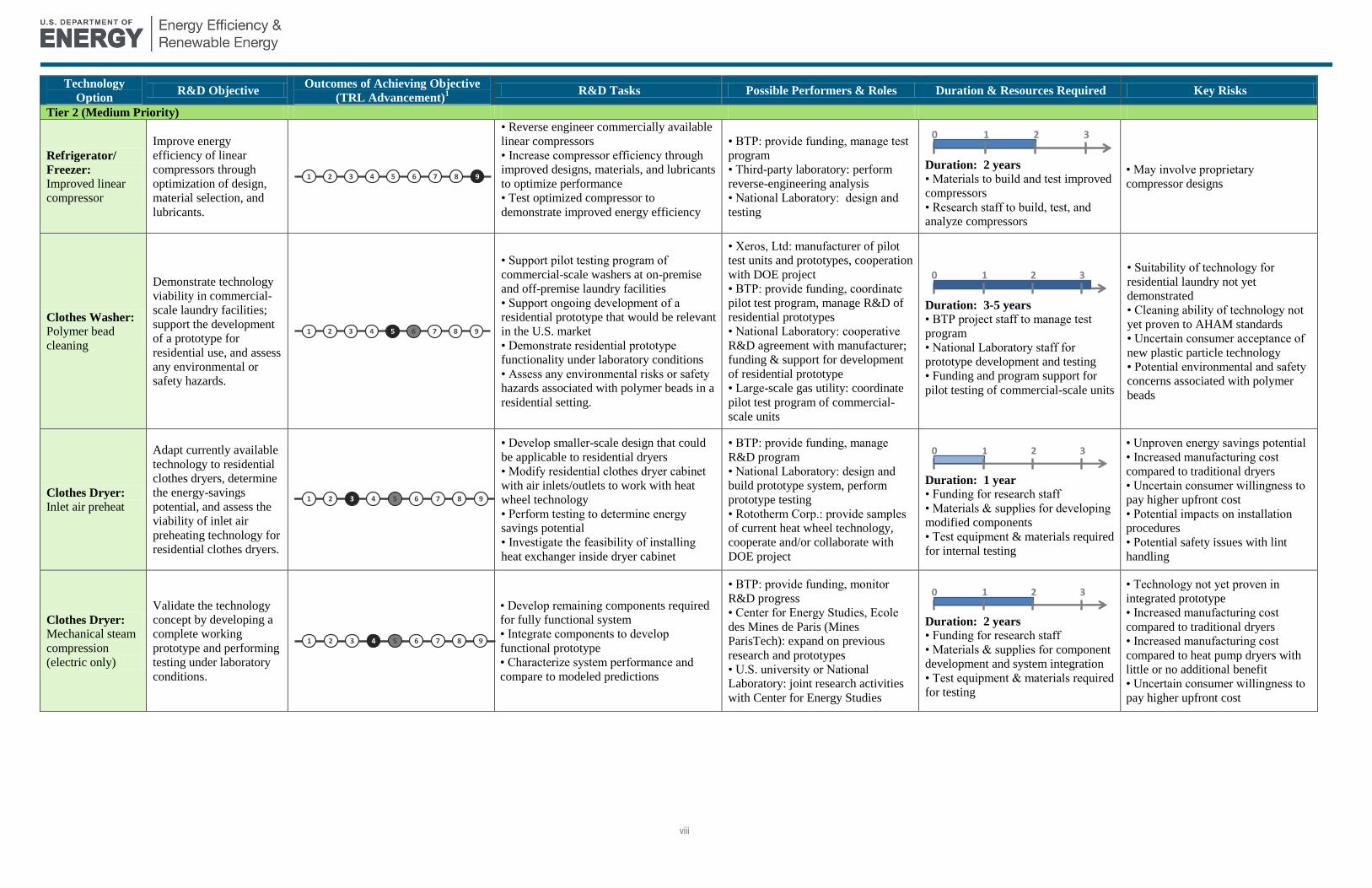
Table 1. summarizes the recommended R&D activities for each technology option. Specifically,
for each technology, the table provides the following:
Summary of overall R&D objectives
Estimate of development status after achieving R&D objectives
Summary of specific R&D tasks
Identification of possible performers and their respective roles
Estimate of the duration of each R&D activity and the types of resources required
Summary of the key risks associated with each technology option
The objective of this roadmap is to advance DOE’s goal of reducing the energy
consumption of residential appliances by accelerating the commercialization of high-
efficiency appliance technologies, while maintaining the competitiveness of American
industry.
vii
Table 1. Summary of R&D Recommendations for Each Appliance Technology Option
Technology
Option R&D Objective
Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 1 (Higher Priority)
Refrigerator/
Freezer:
Magnetic
refrigeration
Demonstrate the required
cooling capacity of
residential refrigerators.
• Further understand magnetic refrigeration
cooling principles
• Optimize individual components of the
system
• Test optimized prototype to demonstrate
required cooling capacity
• BTP: provide funding, manage test
program, develop test protocols
• Ames Laboratory: expand on
previous research and prototype
Duration: 3-5 years
• Materials & supplies for component
development and system integration
• Research and development staff
• Ability to scale down components
to fit within residential-size cabinet
• Fully-functional prototype will
require years of additional R&D
• Future availability of exotic
magnetic materials
Refrigerator/
Freezer:
Vacuum insulation
panels
Understand the causes of
inconsistent results
among multiple
manufacturers’ products
and to reduce overall
costs.
• Perform characterization tests on products
known to have inconsistent performance
• Reverse-engineer products to determine
root causes for performance inconsistencies
• Analyze the supply chain of all materials
and processes used in the manufacture of
VIPs
• Determine major cost drivers and identify
strategies for reducing costs
• BTP: provide funding, manage test
program, perform supply chain
analysis
• Third-party laboratory: perform
energy tests using DOE test
procedure, perform reverse-
engineering analysis of VIPs
• Manufacturers: Partnership with
DOE/BT research efforts
Duration: 2-3 years
• Refrigerator/freezer products with
VIPs
• VIP samples from multiple
manufacturers
• Third-party laboratory for testing
• ORNL research staff to test and
analyze results
• Requires more costly
manufacturing methods
• Low degree of certainty on
longevity of VIPs
• Uncertain consumer willingness to
pay higher upfront cost
Clothes Dryer:
Heat pump
(electric only)
Support a pilot testing
program for pre-
commercial heat pump
clothes dryers, and
support the development
of ENERGYSTAR
criteria for heat pump
dryers.
• Support pilot testing program of pre-
commercial heat pump clothes dryers
• Support development of ENERGY STAR
criteria for high-efficiency clothes dryers
• BTP: provide technical support to
ENERGY STAR program; support
and manage pilot test program
• Manufacturers: develop technology
to pre-commercial readiness level;
collaborate with DOE on pilot test
program
• EPA: management of ENERGY
STAR program specifications
Duration: 2 years
• Funding for program technical staff
• Test equipment & materials required
for pilot testing
• Technology not yet proven for large
U.S. laundry load sizes
• Increased manufacturing cost
compared to traditional dryers
• Uncertain consumer willingness to
pay higher upfront cost
Cross-Cutting
Technologies:
Integrated energy
and water recovery
& transfer between
appliances
Measure and validate the
energy savings potential
of the ZEHcore concept
by performing laboratory
tests simulating real-
world usage patterns, and
through a pilot
demonstration project in a
residential setting.
• Develop fully functional prototype system
• Characterize system performance and
compare to modeled predictions
• Perform preliminary laboratory testing
using actual appliances
• Modify/optimize internal components
based on preliminary testing
• Further refine design to produce fully
functional prototype system
• Conduct further laboratory tests
simulating real-world usage patterns
• Conduct pilot demonstration in a
residential setting
• BTP: provide funding, manage test
program, manage pilot program
• ORNL: development and
refinement of ZEHcore system
• Pilot users: operate under real-
world conditions
Duration: 3-5 years
• Funding for research staff
• Materials & supplies for further
system development
• Test equipment & materials required
for testing (including appliances)
• Funding and program support for
small-scale pilot testing
• Would require total redesign of
typical kitchen appliance layouts
• Feasibility not yet proven for
energy/water recover and transfer
concepts
• Unproven energy/water savings
• Would likely require changes to
manufacturing processes
• Uncertain consumer acceptance
• Marketing changes required to shift
away from single-appliance focus
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
viii
Technology
Option R&D Objective
Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 2 (Medium Priority)
Refrigerator/
Freezer:
Improved linear
compressor
Improve energy
efficiency of linear
compressors through
optimization of design,
material selection, and
lubricants.
• Reverse engineer commercially available
linear compressors
• Increase compressor efficiency through
improved designs, materials, and lubricants
to optimize performance
• Test optimized compressor to
demonstrate improved energy efficiency
• BTP: provide funding, manage test
program
• Third-party laboratory: perform
reverse-engineering analysis
• National Laboratory: design and
testing
Duration: 2 years • Materials to build and test improved
compressors
• Research staff to build, test, and
analyze compressors
• May involve proprietary
compressor designs
Clothes Washer:
Polymer bead
cleaning
Demonstrate technology
viability in commercial-
scale laundry facilities;
support the development
of a prototype for
residential use, and assess
any environmental or
safety hazards.
• Support pilot testing program of
commercial-scale washers at on-premise
and off-premise laundry facilities
• Support ongoing development of a
residential prototype that would be relevant
in the U.S. market
• Demonstrate residential prototype
functionality under laboratory conditions
• Assess any environmental risks or safety
hazards associated with polymer beads in a
residential setting.
• Xeros, Ltd: manufacturer of pilot
test units and prototypes, cooperation
with DOE project
• BTP: provide funding, coordinate
pilot test program, manage R&D of
residential prototypes
• National Laboratory: cooperative
R&D agreement with manufacturer;
funding & support for development
of residential prototype
• Large-scale gas utility: coordinate
pilot test program of commercial-
scale units
Duration: 3-5 years
• BTP project staff to manage test
program
• National Laboratory staff for
prototype development and testing
• Funding and program support for
pilot testing of commercial-scale units
• Suitability of technology for
residential laundry not yet
demonstrated
• Cleaning ability of technology not
yet proven to AHAM standards
• Uncertain consumer acceptance of
new plastic particle technology
• Potential environmental and safety
concerns associated with polymer
beads
Clothes Dryer:
Inlet air preheat
Adapt currently available
technology to residential
clothes dryers, determine
the energy-savings
potential, and assess the
viability of inlet air
preheating technology for
residential clothes dryers.
• Develop smaller-scale design that could
be applicable to residential dryers
• Modify residential clothes dryer cabinet
with air inlets/outlets to work with heat
wheel technology
• Perform testing to determine energy
savings potential
• Investigate the feasibility of installing
heat exchanger inside dryer cabinet
• BTP: provide funding, manage
R&D program
• National Laboratory: design and
build prototype system, perform
prototype testing
• Rototherm Corp.: provide samples
of current heat wheel technology,
cooperate and/or collaborate with
DOE project
Duration: 1 year
• Funding for research staff
• Materials & supplies for developing
modified components
• Test equipment & materials required
for internal testing
• Unproven energy savings potential
• Increased manufacturing cost
compared to traditional dryers
• Uncertain consumer willingness to
pay higher upfront cost
• Potential impacts on installation
procedures
• Potential safety issues with lint
handling
Clothes Dryer:
Mechanical steam
compression
(electric only)
Validate the technology
concept by developing a
complete working
prototype and performing
testing under laboratory
conditions.
• Develop remaining components required
for fully functional system
• Integrate components to develop
functional prototype
• Characterize system performance and
compare to modeled predictions
• BTP: provide funding, monitor
R&D progress
• Center for Energy Studies, Ecole
des Mines de Paris (Mines
ParisTech): expand on previous
research and prototypes
• U.S. university or National
Laboratory: joint research activities
with Center for Energy Studies
Duration: 2 years
• Funding for research staff
• Materials & supplies for component
development and system integration
• Test equipment & materials required
for testing
• Technology not yet proven in
integrated prototype
• Increased manufacturing cost
compared to traditional dryers
• Increased manufacturing cost
compared to heat pump dryers with
little or no additional benefit
• Uncertain consumer willingness to
pay higher upfront cost
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3

ix
Technology
Option R&D Objective
Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Cooking
Equipment:
Induction cooktops
Verify energy savings,
incorporate into DOE’s
cooking equipment test
procedure, and support
the development of an
ENERGY STAR
specification for
cooktops.
• Test commercially available units to
determine energy savings potential
• Create test method to incorporate into the
DOE test procedure
• Support development of ENERGY STAR
criteria for cooktops
• BTP: provide funding, manage test
program, develop test protocols
• Third-party laboratory: perform
energy tests
• EPA: Management of ENERGY
STAR program specifications
Duration: 1 year
• Procurement of units for testing
• Third-party laboratory for testing
• Requires specialized cookware
• Uncertainty regarding wide-scale
consumer demand for this technology
• Unverified energy savings in real-
world residential settings
Cooking
Equipment:
Specialized
cookware
Quantify the energy
savings potential and
support the development
of an ENERGY STAR
specification for
specialized cookware.
• Perform energy testing of commercially
available products to verify energy
efficiency potential.
• Support development of ENERGY STAR
criteria for cooktops
• BTP: provide funding, manage test
program, develop test protocols
• Third-party laboratory: perform
energy tests
• Cookware manufacturers: assist in
developing ENERGY STAR
specifications
• EPA: Management of ENERGY
STAR program specifications
Duration: 1 year
• Procurement of units for testing
• Third-party laboratory for testing
• Uncertainty regarding wide-scale
consumer demand for specialty
cookware
• Unverified energy savings in real-
world residential settings
Tier 3 (Lower Priority)
Refrigerator/
Freezer:
Stirling cycle
refrigeration
Determine the energy
savings potential of
stirling cycle
refrigerator/freezers by
developing and testing a
working prototype.
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components
based on preliminary testing
• Conduct further testing
• BTP: provide funding, manage test
program, develop test protocols
• Purdue University: provide
knowledge and expertise on stirling
cycle refrigeration R&D
Duration: 2-3 years
• Research staff to develop and test
prototype
• Materials required to build prototype
• Unproven energy savings potential
compared to vapor-compression
systems
• Challenges regarding how to
transfer heat away from refrigerated
compartments
Refrigerator/
Freezer:
Thermoelastic
refrigeration
Demonstrate the cooling
capacity that would be
required for a residential
refrigerator.
• Further understand thermoelastic
refrigeration cooling principles
• Optimize individual components of the
system
• Test optimized prototype to demonstrate
required cooling capacity
• BTP: provide funding, manage test
program, develop test protocols
• University of Maryland: expand on
previous research and prototype
development
Duration: 3-5 years
• Materials & supplies for component
development and system integration
• University of Maryland research
staff to test and analyze results
• Concept is proven, but low degree
of certainty that the technology is
feasible in a residential setting
• Unproven energy savings potential
• Challenges regarding how to
transfer heat away from refrigerated
compartments
Refrigerator/
Freezer:
Thermoelectric
refrigeration
Determine the potential
energy savings of a full-
sized residential
thermoelectric
refrigerator/freezer by
developing prototypes for
laboratory testing.
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components
based on preliminary testing
• Conduct further testing
• BTP: provide funding, manage test
program, develop test protocols
• Manufacturers: Partnership with
DOE/BT research efforts
• National Laboratory: design,
testing, and development of
prototypes
Duration: 2-3 years
• Small thermoelectric refrigerators to
analyze
• Materials to build full-sized
prototype
• Research staff to build, test, and
analyze prototypes
• Unproven energy savings potential
compared to vapor-compression
refrigeration
• Uncertainty regarding ability to
scale up manufacturing process
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2
x
Technology
Option R&D Objective
Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
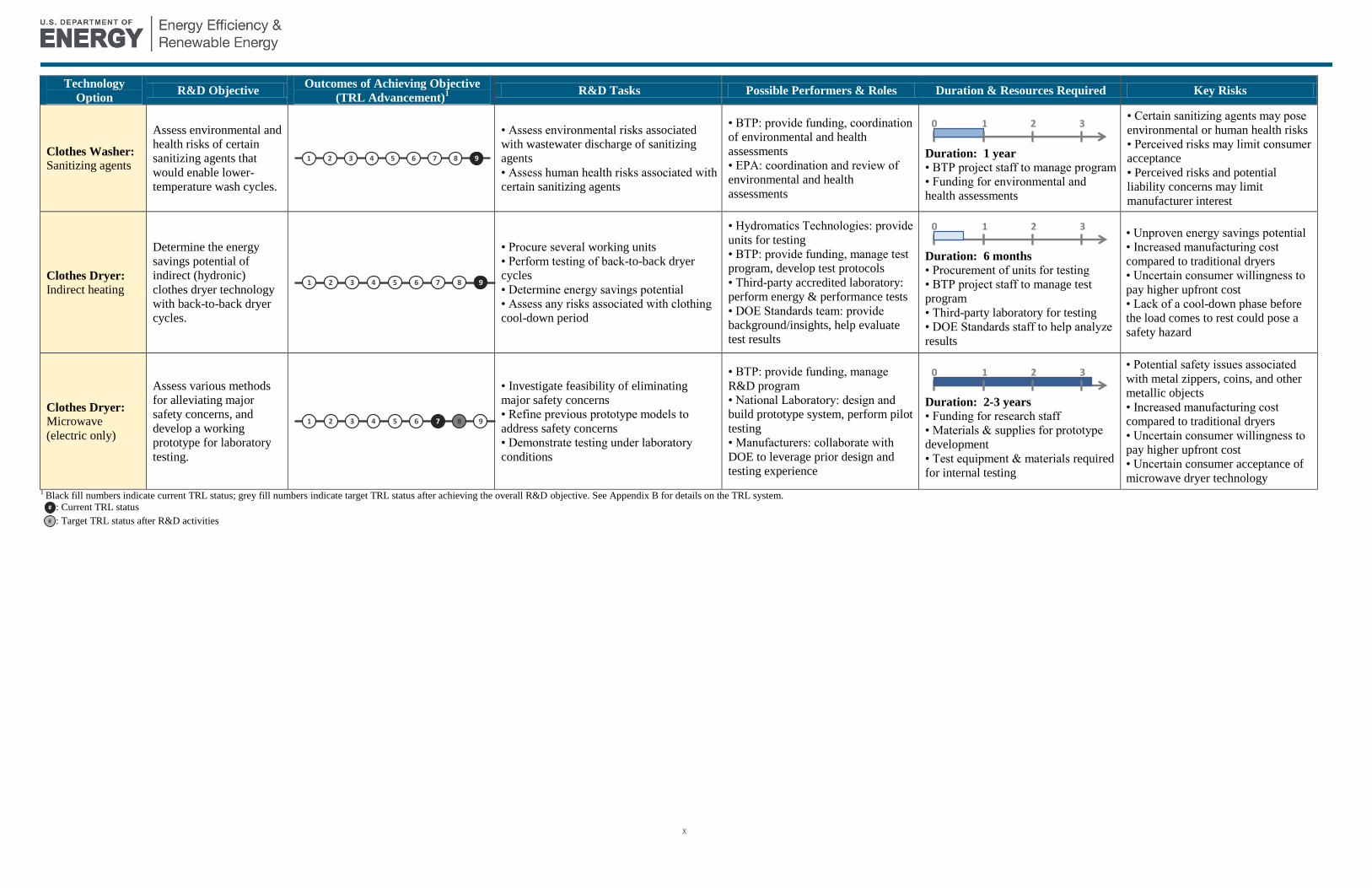
Clothes Washer:
Sanitizing agents
Assess environmental and
health risks of certain
sanitizing agents that
would enable lower-
temperature wash cycles.
• Assess environmental risks associated
with wastewater discharge of sanitizing
agents
• Assess human health risks associated with
certain sanitizing agents
• BTP: provide funding, coordination
of environmental and health
assessments
• EPA: coordination and review of
environmental and health
assessments
Duration: 1 year
• BTP project staff to manage program
• Funding for environmental and
health assessments
• Certain sanitizing agents may pose
environmental or human health risks
• Perceived risks may limit consumer
acceptance
• Perceived risks and potential
liability concerns may limit
manufacturer interest
Clothes Dryer:
Indirect heating
Determine the energy
savings potential of
indirect (hydronic)
clothes dryer technology
with back-to-back dryer
cycles.
• Procure several working units
• Perform testing of back-to-back dryer
cycles
• Determine energy savings potential
• Assess any risks associated with clothing
cool-down period
• Hydromatics Technologies: provide
units for testing
• BTP: provide funding, manage test
program, develop test protocols
• Third-party accredited laboratory:
perform energy & performance tests
• DOE Standards team: provide
background/insights, help evaluate
test results
Duration: 6 months
• Procurement of units for testing
• BTP project staff to manage test
program
• Third-party laboratory for testing
• DOE Standards staff to help analyze
results
• Unproven energy savings potential
• Increased manufacturing cost
compared to traditional dryers
• Uncertain consumer willingness to
pay higher upfront cost
• Lack of a cool-down phase before
the load comes to rest could pose a
safety hazard
Clothes Dryer:
Microwave
(electric only)
Assess various methods
for alleviating major
safety concerns, and
develop a working
prototype for laboratory
testing.
• Investigate feasibility of eliminating
major safety concerns
• Refine previous prototype models to
address safety concerns
• Demonstrate testing under laboratory
conditions
• BTP: provide funding, manage
R&D program
• National Laboratory: design and
build prototype system, perform pilot
testing
• Manufacturers: collaborate with
DOE to leverage prior design and
testing experience
Duration: 2-3 years
• Funding for research staff
• Materials & supplies for prototype
development
• Test equipment & materials required
for internal testing
• Potential safety issues associated
with metal zippers, coins, and other
metallic objects
• Increased manufacturing cost
compared to traditional dryers
• Uncertain consumer willingness to
pay higher upfront cost
• Uncertain consumer acceptance of
microwave dryer technology 1 Black fill numbers indicate current TRL status; grey fill numbers indicate target TRL status after achieving the overall R&D objective. See Appendix B for details on the TRL system.
: Current TRL status
: Target TRL status after R&D activities
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
#
#

xi
The following sections summarize the R&D roadmaps for each appliance type. For technologies
with time-sensitive R&D tasks, the timelines are shown on a fiscal year (FY) basis beginning
with FY 2012. For technologies with R&D tasks that are less sensitive to the absolute date, the
R&D timelines are shown on a relative year basis, beginning at Year 0.
Refrigerator/Freezers
The technologies with the greatest potential for improving energy efficiency are those that can
generate the required amount of cooling more efficiently than traditional vapor-compression
systems, as well as technologies that help reduce the amount of heat transfer into the refrigerated
food compartments. Figure 1 shows the finalized R&D roadmaps for refrigerator/freezer
technologies. The roadmap shows the various recommended technology options identified for
refrigerator/freezers, as well as estimated timelines for each task.

xii
Figure 1. R&D Roadmap for Refrigerator/Freezer Technologies
Clothes Washers
MAGNETIC REFRIGERATION
REFRIGERATORS/FREEZERS
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019
VACUUM INSULATION PANELS
FY2020
FY2020
MORE EFFICIENT COMPRESSOR TECHNOLOGIES
3
99
9 9
99
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6
Year 7
Year 7
STIRLING CYCLE
5
4
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level
6
THERMOELECTRIC REFRIGERATION
4 6
THERMOELASTIC REFRIGERATION
3 4
(ENGINEERING ANALYSIS PROGRAM)
(SUPPLY CHAIN ANALYSIS PROGRAM)

xiii
The technologies with the greatest potential for improving energy efficiency are those that enable
lower water temperatures and/or less overall hot water consumption. Figure 2 shows the finalized
R&D roadmaps for clothes washer technologies. The roadmap shows the two recommended
technology options identified for clothes dryers, as well as estimated timelines for each task.
Figure 2. R&D Roadmap for Clothes Washer Technologies
POLYMER BEAD CLEANING
CLOTHES WASHERS
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019 FY2020
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019 FY2020
(COMMERCIAL-SCALE PILOT TEST PROGRAM)
(RESIDENTIAL PROTOTYPE
DESIGN PROGRAM)5
7 8
6
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7
SANITIZING AGENTS
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level
9 9

xiv
Clothes Dryers
The technologies with the greatest potential for improving energy efficiency are those that
provide more efficient methods for creating heat as well as technologies that help reduce the
amount of wasted heat. Figure 3 shows the finalized R&D roadmaps for clothes dryer
technologies. The roadmap shows the various recommended technology options identified for
clothes dryers, as well as estimated timelines for each task.
Figure 3. R&D Roadmap for Clothes Dryer Technologies
CLOTHES DRYERS
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018
HEAT PUMP DRYING
INDIRECT (HYDRONIC) HEATING
(PILOT TEST PROGRAM)7
7 9 (ENERGY STAR SUPPORT)
9
INLET AIR PRE-HEATING
3 5
MECHANICAL STEAM COMPRESSION
4 5
Year 0 Year 2 Year 4Year 1 Year 3 Year 5
Year 0 Year 2 Year 4Year 1 Year 3 Year 5
MICROWAVE DRYING
7 8
9 9
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level

xv
Cooking Equipment
The technologies with the greatest potential for improving energy efficiency are those that use
more efficient means for generating heat, as well as technologies that help improve heat transfer
to the cooking vessel or directly to the food. Figure 4 shows the finalized R&D roadmaps for
cooking technologies. The roadmap shows the various recommended technology options
identified for cooking equipment, as well as estimated timelines for each task.
Figure 4. R&D Roadmap for Cooking Equipment Technologies
COOKING EQUIPMENT
FY2013 FY2014 FY2015
FY2013 FY2014 FY2015 FY2016 FY2017
Year 0 Year 1 Year 2
Year 0 Year 1 Year 2 Year 3 Year 4
SPECIALIZED COOKWARE
9 9
INDUCTION COOKTOPS
9 9
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level

xvi
Cross-Cutting Appliance Technologies
Cross-cutting technologies are those technologies that offer the potential for integrated energy
and water recovery and/or transfer between appliances. For example, waste heat from a
refrigerator could be used to preheat the incoming water for the dishwasher; similarly, latent heat
from a clothes dryer exhaust vent could be used to preheat incoming water for the clothes
washer. Figure 5 shows the finalized R&D roadmap for cross-cutting appliance technologies.
The roadmap shows the estimated timelines for each R&D task.
Figure 5. R&D Roadmap for Cross-Cutting Technologies
INTEGRATED HEAT & WATER RECOVERY
CROSS-CUTTING
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level
5 7
1
1 Introduction
1.1 Background
The Building Technologies Program (BTP) within the Department of Energy (DOE) Office of
Energy Efficiency and Renewable Energy is responsible for developing and deploying
technologies that can substantially reduce energy consumption in residential and commercial
buildings. Activities in recent years have included technical pathways to achieve net zero energy
homes. Most recently, particular attention has been focused on energy savings potential in
existing buildings, because the impacts are more immediate due to the slow turnover of the
residential building stock. Because appliances are less expensive and are replaced more regularly
than heating, ventilation, and air-conditioning (HVAC) systems or building envelope
components, they present an opportunity for near-term energy savings.
Residential appliances such as refrigerator/freezers, dishwashers, laundry equipment, and
cooking equipment account for over 12 percent of U.S. residential sector primary energy
consumption. The appliance sector has seen substantial innovation in recent years; however,
energy efficiency measures, while significant, have generally involved incremental
improvements to meet new DOE efficiency standards. Little research has focused on radical
innovations that might dramatically reduce energy consumption. By leveraging resources, the
appliance industry may be able to work cooperatively with the DOE to develop and
commercialize products and technologies that could make significant improvements feasible. In
order to guide such activities and ensure the best possible outcomes, a research & development
(R&D) roadmap is necessary.
1.2 Objective of This Roadmap
This roadmap targets high-priority R&D, demonstration, and commercialization activities that, if
pursued by DOE and its partners, could significantly reduce residential appliance energy
consumption. The roadmap prioritizes those technologies with the highest energy savings
potential and greatest likelihood of being embraced by both manufacturers and consumers. The
schedule of proposed activities ranges from near-term activities in the 6-month to 2-year time
frame, to longer-term research initiatives that may span 3-5 years.
This R&D roadmap focuses on the following residential appliances: refrigerator/freezers,
clothes washers, clothes dryers, cooking equipment, and cross-cutting appliance
technologies. This roadmap does not cover heating, ventilation, and air-conditioning (HVAC)
systems, water heaters, or building envelope components.
The objective of this roadmap is to advance DOE’s goal of reducing the energy
consumption of residential appliances by accelerating the commercialization of high-
efficiency appliance technologies, while maintaining the competitiveness of American
industry.
2
1.3 Roadmap Development Process
This R&D roadmap was developed by Navigant Consulting, Inc., in cooperation with Oak Ridge
National Laboratory (ORNL). The following provides a summary of each task completed during
the process of developing this roadmap:
1.3.1 Task 1: Identify and Evaluate Potential Technical Innovations
Objectives
In Task 1, we determined which appliances should be included in our assessment and identified
possible technical innovations that could be applied to improve energy efficiency. We then
completed a preliminary feasibility assessment of each identified technology and evaluated
performance and approximate cost relative to today’s baseline equipment.
Approach
Through literature searches and discussions with industry experts, we identified technology
options for each appliance. Next, we applied a preliminary screening to eliminate technologies
that offered only incremental improvements in energy efficiency. The remaining technologies
included only those that could provide significant improvements in appliance energy efficiency.
We then developed a set of scoring criteria to further evaluate the remaining technology options.
The criteria included technical energy savings potential, fit with DOE/BT mission, cost and
complexity, and non-energy benefits. We assigned a weighting factor to each criterion to reflect
its relative importance. Using a 1–5 scale, we rated each technology option against each criterion
and calculated an overall rating score. We used the quantitative scoring and other qualitative
considerations to assess the feasibility of each technology option and to prioritize each option for
further in-depth analysis.
Conclusions
The analysis indicated that the appliances with the best combination of high energy savings
potential and strong fit with the DOE/BT mission are refrigerator/freezers, clothes washers,
clothes dryers, and cross-cutting appliance technologies.
The analysis indicated that cooktops, ovens, microwaves, and dishwashers had relatively little
national energy savings potential, although some of the technology options could be a strong fit
with the DOE/BT mission. In addition, the annual energy cost to the consumer is so low for these
appliances that even a moderate increase in appliance cost would likely have an unacceptably
long payback period.
1.3.2 Task 2: Define Research Needs
Objectives
In Task 2, we defined the research and development needs to be addressed in order to accelerate
commercialization of each of the down-selected technology options identified in Task 1. We
also prioritized these research and development needs.
Approach
To help facilitate planning, we first prioritized the technology options into tiers using the scoring
results from Task 1. Next, we reviewed additional literature and held additional discussions with
industry experts to determine the current state of each technology option. We then categorized

3
the current state of each technology option using the Technology Readiness Level (TRL) system.
Based on the current TRL status, we then determined the research and development needs of
each technology option that, if supported, would help accelerate its commercialization. We also
determined the key risks associated with each technology option.
Conclusions
The results from Task 2 reaffirmed the preliminary conclusions from Task 1; specifically, that
the appliance categories with the highest-priority, highest energy savings potential, and strongest
fit with the DOE/BT mission are refrigerator/freezers, clothes washers, clothes dryers, and
cross-cutting appliance technologies.
The analysis confirmed that cooktops, ovens, and dishwashers are lower priority with relatively
little national energy savings potential, although some of the technology options have a
moderately strong or very strong fit with the DOE/BT mission.
1.3.3 Task 3: Create Preliminary Research & Development Roadmap
Objectives
In Task 3, we created a preliminary R&D roadmap for each appliance technology with goals and
timetables, priorities, identification of possible performers and their respective roles, and a
relative comparison of the resources required to achieve the goals.
Approach
Using the R&D needs identified in Task 2, we first defined the overall R&D objective for each
technology option. Next, we determined the R&D tasks that would be required to achieve each
objective. We then identified possible performers and their respective R&D roles for each
technology option. We also estimated the approximate duration and resources required to achieve
the R&D objectives for each technology option. Finally, we created preliminary research and
development roadmaps for each appliance technology and developed work breakdown structures
for the highest-priority technology options.
Conclusions
The R&D roadmaps developed during Task 3 provided a foundation for discussions with key
stakeholders during Task 4.
1.3.4 Task 4: Obtain Stakeholder Feedback
Objectives
In Task 4, we obtained feedback on the preliminary R&D roadmaps from key stakeholders such
as manufacturers, national laboratories, and industry experts.
Approach
We conducted a series of one-on-one discussions with key stakeholders to review the preliminary
roadmaps for each appliance technology. We received feedback from manufacturers
representing over 85 percent of the core major appliances1 market. Due to the sensitive nature of
R&D programs, private discussions with manufacturers were conducted under non-disclosure
agreements. In addition, we interviewed home appliance industry experts and lead researchers
who are involved with some of the high-priority technology options identified in the roadmaps.
1 Core major appliances include refrigerator/freezers, clothes washers, clothes dryers, dishwashers, and ranges.

4
Conclusions
Stakeholders generally expressed the strongest interest in refrigerator/freezer and clothes dryer
technologies, and moderate interest in clothes washer technologies. Stakeholders generally
expressed little interest in dishwasher and cooking equipment technologies due to the limited
energy savings potential and the unlikelihood of consumer acceptance of those particular
technologies.
1.4 Final Report Organization
This final report is organized as follows:
Section 2 presents the finalized R&D roadmaps for each appliance type. This section
provides a brief summary description of each appliance technology, a description of the
R&D needs, and a discussion of the proposed R&D activities.
Section 3 provides a brief summary and conclusions from this roadmap effort.
Appendix A provides the key summary tables from previous task reports.
Appendix B provides a description of the Technology Readiness Level (TRL) system
referenced throughout the report.
Appendix C provides detailed technical descriptions of each technology option, including
current development status and links to relevant source information.
5
2 Research and Development Roadmaps
The following sections present the research and development roadmaps for each appliance type.
Each roadmap highlights the activities that, with DOE support, would accelerate the
commercialization of each technology. DOE support may involve any combination of financial,
technical, or programmatic resources. Each section contains a table summarizing the
recommended R&D activities for each technology option. Specifically, for each technology, the
table provides the following:
Summary of overall R&D objectives
Estimate of development status after achieving R&D objectives
Summary of specific R&D tasks
Identification of possible performers and their respective roles
Estimate of duration of each R&D activity and types of resources required
Summary of key risks associated with each technology option
The roadmaps include two categories of technologies: The first category includes technologies
with time-sensitive R&D tasks. For these technologies, the timelines are shown on a fiscal year
(FY) basis beginning with FY 2012. The second category includes technologies with R&D tasks
that are less time-sensitive (i.e., less sensitive to the absolute date when the activities would
begin). For these technologies, the R&D timelines are shown on a relative year basis, beginning
with Year 0.
2.1 Refrigerator/Freezers
The primary driver of energy consumption in refrigerator/freezers is the energy required to
power the vapor-compression cycle, which uses a compressor and multiple heat exchangers to
transfer heat from inside the food compartments to outside the refrigerator/freezer. Accordingly,
the technologies with the greatest potential for improving energy efficiency are those that can
generate the required amount of cooling more efficiently than traditional vapor-compression
systems, as well as technologies that greatly reduce the amount of heat transfer between the walls
of the refrigerated food compartments.
Table 2 summarizes the recommended R&D objectives and tasks identified for the highest-
potential refrigerator/freezer technologies, possible performers and their respective roles, and
estimated duration of each R&D activity.

6
Table 2. Refrigerator/Freezers – Summary of Technology Options
Technology
Option R&D Objective
Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 1 (Higher Priority)
Refrigerator/
Freezer:
Magnetic
refrigeration
Demonstrate the required
cooling capacity of
residential refrigerators.
• Further understand magnetic refrigeration
cooling principles
• Optimize individual components of the
system
• Test optimized prototype to demonstrate
required cooling capacity
• BTP: provide funding, manage test
program, develop test protocols
• Ames Laboratory: expand on previous
research and prototype
Duration: 3-5 years
• Materials & supplies for component
development and system integration
• Research and development staff
• Ability to scale down
components to fit within
residential-size cabinet
• Fully-functional prototype
will require years of additional
R&D
• Future availability of exotic
magnetic materials
Refrigerator/
Freezer:
Vacuum
insulation panels
Understand the causes of
inconsistent results among
multiple manufacturers’
products and to reduce
overall costs.
• Perform characterization tests on products
known to have inconsistent performance
• Reverse-engineer products to determine
root causes for performance inconsistencies
• Analyze the supply chain of all materials
and processes used in the manufacture of
VIPs
• Determine major cost drivers and identify
strategies for reducing costs
• BTP: provide funding, manage test
program, perform supply chain analysis
• Third-party laboratory: perform energy
tests using DOE test procedure, perform
reverse-engineering analysis of VIPs
• Manufacturers: Partnership with
DOE/BT research efforts
Duration: 2-3 years
• Refrigerator/freezer products with VIPs
• VIP samples from multiple manufacturers
• Third-party laboratory for testing
• ORNL research staff to test and analyze
results
• Requires more costly
manufacturing methods
• Low degree of certainty on
longevity of VIPs
• Uncertain consumer
willingness to pay higher
upfront cost
Tier 2 (Medium Priority)
Refrigerator/
Freezer:
Improved linear
compressor
Improve energy efficiency
of linear compressors
through optimization of
design, material selection,
and lubricants.
• Reverse engineer commercially available
linear compressors
• Increase compressor efficiency through
improved designs, materials, and lubricants to
optimize performance
• Test optimized compressor to demonstrate
improved energy efficiency
• BTP: provide funding, manage test
program
• Third-party laboratory: perform
reverse-engineering analysis
• National Laboratory: design and
testing
Duration: 2 years • Materials to build and test improved
compressors
• Research staff to build, test, and analyze
compressors
• May involve proprietary
compressor designs
Tier 3 (Lower Priority)
Refrigerator/
Freezer:
Stirling cycle
refrigeration
Determine the energy
savings potential of
stirling cycle
refrigerator/freezers by
developing and testing a
working prototype.
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components based
on preliminary testing
• Conduct further testing
• BTP: provide funding, manage test
program, develop test protocols
• Purdue University: provide knowledge
and expertise on stirling cycle
refrigeration R&D
Duration: 2-3 years
• Research staff to develop and test
prototype
• Materials required to build prototype
• Unproven energy savings
potential compared to vapor-
compression systems
• Challenges regarding how to
transfer heat away from
refrigerated compartments
Refrigerator/
Freezer:
Thermoelastic
refrigeration
Demonstrate the cooling
capacity that would be
required for a residential
refrigerator.
• Further understand thermoelastic
refrigeration cooling principles
• Optimize individual components of the
system
• Test optimized prototype to demonstrate
required cooling capacity
• BTP: provide funding, manage test
program, develop test protocols
• University of Maryland: expand on
previous research and prototype
development
Duration: 3-5 years
• Materials & supplies for component
development and system integration
• University of Maryland research staff to
test and analyze results
• Concept is proven, but low
degree of certainty that the
technology is feasible in a
residential setting
• Unproven energy savings
potential
• Challenges regarding how to
transfer heat away from
refrigerated compartments
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3

7
Technology
Option R&D Objective
Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Refrigerator/
Freezer:
Thermoelectric
refrigeration
Determine the potential
energy savings of a full-
sized residential
thermoelectric
refrigerator/freezer by
developing prototypes for
laboratory testing.
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components based
on preliminary testing
• Conduct further testing
• BTP: provide funding, manage test
program, develop test protocols
• Manufacturers: Partnership with
DOE/BT research efforts
• National Laboratory: design, testing,
and development of prototypes
Duration: 2-3 years
• Small thermoelectric refrigerators to
analyze
• Materials to build full-sized prototype
• Research staff to build, test, and analyze
prototypes
• Unproven energy savings
potential compared to vapor-
compression refrigeration
• Uncertainty regarding ability
to scale up manufacturing
process
1 Black fill numbers indicate current TRL status; grey fill numbers indicate target TRL status after achieving the overall R&D objective. See Appendix B for details on the TRL system.
: Current TRL status
: Target TRL status after R&D activities
1 2 3 4 5 6 7 8 9
0 1 2
#
#

8
Figure 6 shows the finalized R&D roadmap for refrigerator/freezer technologies. The roadmap
shows the various recommended technology options identified for refrigerator/freezers, as well
as estimated timelines for each task. For technologies with time-sensitive R&D tasks, the
timelines are shown on a fiscal year basis beginning with FY 2012. For technologies with R&D
tasks that are less time-sensitive (i.e., less sensitive to the absolute date on which the activities
would begin), the R&D timelines are shown on a relative year basis, beginning with Year 0.

9
Figure 6. R&D Roadmap for Refrigerator/Freezer Technologies
MAGNETIC REFRIGERATION
REFRIGERATORS/FREEZERS
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019
VACUUM INSULATION PANELS
FY2020
FY2020
MORE EFFICIENT COMPRESSOR TECHNOLOGIES
3
99
9 9
99
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6
Year 7
Year 7
STIRLING CYCLE
5
4
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level
6
THERMOELECTRIC REFRIGERATION
4 6
THERMOELASTIC REFRIGERATION
3 4
(ENGINEERING ANALYSIS PROGRAM)
(SUPPLY CHAIN ANALYSIS PROGRAM)

10
The following sections provide additional details regarding our recommended R&D activities
for each of these refrigerator/freezer technologies. Target work breakdown structures (WBS) are
also provided for the highest-priority technologies.
2.1.1 Magnetic Refrigeration
Magnetic refrigeration is based on the magneto-caloric effect, in which changing magnetic
fields are used to create a reversible change in temperature of a paramagnetic material. A
working prototype has been developed at the Ames Laboratory. However, due to the size of the
components and the high magnetic field required, the system is not applicable for use in
residential settings. Additionally, existing prototypes do not yet demonstrate the cooling
performance required for a residential refrigerator/freezer. This technology is currently at
TRL 3.
The recommended R&D activities include a multi-year program to further understand the
principles of magnetic cooling, optimize individual components of the system, and demonstrate
the required cooling capacity of a residential refrigerator/freezer. In the long-term, magnetic
refrigeration shows the potential to be a viable replacement for traditional vapor-compression
systems, with greater energy efficiency. Therefore, this is a high-priority technology option that
DOE should continue to support over the next several fiscal years. Many more years of
additional R&D will be required to create a fully functional residential magnetic
refrigerator/freezer.
The recommended program of research and component development could advance this
technology to TRL 4.
Figure 7 shows a target WBS for magnetic refrigeration development.
Magnetic Refrigeration
Priority: High
Current Status: Concept of magnetic refrigeration is proven and a working
prototype has been built.
R&D Objective: Demonstrate the cooling capacity that would be required for a
residential refrigerator.
Recommended R&D Activities:
o Further understand magnetic refrigeration cooling principles
o Optimize individual components of the system
o Test optimized prototype to demonstrate required cooling capacity
Program Duration: 3-5 years

11
Figure 7. Work Breakdown Structure for Magnetic Refrigeration R&D Activities
TASK 1
REVIEW RESULTS FROM PREVIOUS STUDIES
MILESTONE 1 (SEPTEMBER 2013): DEVELOP IMPROVED KNOWLEDGE OF MAGNETIC REFRIGERATION
REVIEW OF TASK 1 PROGRESS
TASK 2
ANALYZE MODELS AND TEST RESULTS TO FURTHER UNDERSTAND FUNDAMENTAL PRINCIPLES OF MAGNETIC COOLING
REFINE INDIVIDUAL COMPONENTS OF PREVIOUS PROTOTYPES
MILESTONE 2 (SEPTEMBER 2015): DEVELOP WORKING PROTOTYPE
REVIEW OF TASK 2 PROGRESS
TASK 3
TASK 1: STUDY MAGNETIC
COOLING PRINCIPLES
TASK 2: IMPROVE INDIVIDUAL
COMPONENTS
CONDUCT LABORATORY TESTS ON PROTOTYPE
DEMONSTRATE REQUIRED COOLING CAPACITY
MILESTONE 3 (MARCH 2016): REPORT DETAILING DEMONSTRATION OF REQUIRED COOLING CAPACITY
TASK 3: TESTING
WORK BREAKDOWN STRUCTURE: MAGNETIC REFRIGERATION
FY2013 FY2014 FY2015 FY2016
FY2013 FY2014 FY2015 FY2016 FY2017
ASSEMBLE COMPONENTS TO CREATE WORKING PROTOTYPE
FY2017
1
1
2
2
3
3

12
2.1.2 Vacuum Insulation Panels
Vacuum-insulated panel (VIP) technology is based on the reduction in conductivity that occurs
in a low vacuum. VIPs used in refrigeration products consist of a sealed package with a fill
material that provides support to prevent the panel from collapsing and interferes with the
molecular mean free path, as the intermolecular spacing increases at lower vacuum levels. VIPs
are currently commercially available, but their performance is inconsistent among
manufacturers. In addition, the cost is substantial compared to traditional insulation techniques.
Currently, this technology is at TRL 9.
The first recommended R&D program includes a testing and reverse-engineering program to
identify the root causes of performance inconsistencies in VIPs. The second recommended
program is an analysis of the manufacturing supply chain for VIPs to identify the primary
drivers of cost and to implement strategies for cost reduction.
By improving reliability and lowering the cost, these recommended programs would keep VIP
technology at TRL 9 and would significantly increase the prevalence of this technology option
in the residential refrigerator/freezer market. Because VIPs have the potential to significantly
improve energy efficiency in the short-term, this is a high-priority technology option that DOE
should continue to support over the next few fiscal years.
Figure 8 shows a target WBS for VIP research activities.
Vacuum Insulation Panels
Priority: High
Current Status: VIPs are commercially available from some manufacturers.
R&D Objective: Understand the causes of inconsistent results among
manufacturers’ products and reduce overall costs.
Recommended R&D Activities:
o Perform characterization tests on products known to have inconsistent
performance
o Determine root causes for performance inconsistencies
o Analyze the supply chain of all materials and processes used in the
manufacture of VIPs
o Determine major cost drivers and identify strategies for reducing costs
Program Duration: 2-3 years

13
Figure 8. Work Breakdown Structures for Vacuum Insulation Panel R&D Activities
WORK BREAKDOWN STRUCTURE: VACUUM INSULATION PANELS (VIP) –ENGINEERING ANALYSIS PROGRAM
TASK 1
IDENTIFY PRODUCTS WITH VIP CONSTRUCTION
FY2014 FY2015
PERFORM ENERGY TESTING OF VIP PRODUCTS
MILESTONE 1 (APRIL 2014): LABORATORY TEST RESULTS
REVIEW OF TASK 1 PROGRESS
TASK 2
MILESTONE 2 (DECEMBER 2015): REPORT IDENTIFYING LIKELY CAUSES OF PERFORMANCE INCONSISTENCIES IN VIPS
TASK 1: PERFORM TESTING OF PRODUCTS
WITH VIPS
TASK 2: PERFORM
REVERSE-ENGINEERING ANALYSIS
PERFORM REVERSE ENGINEERING ANALYSIS
FY2014FY2015
1
1
2
2
CONDUCT ADDITIONAL LABORATORY TESTING TO DETERMINE ROOT CAUSES OF PERFORMANCE INCONSISTENCIES
TASK 1
IDENTIFY MAJOR DRIVERS OF COST THROUGHOUT SUPPLY CHAIN
MILESTONE 1 (SEPTEMBER 2013): REPORT DOCUMENTING FINDINGS
REVIEW OF TASK 1 PROGRESS
TASK 2
PERFORM ANALYSIS OF SUPPLY CHAIN FOR ALL MATERIALS AND PROCESSES IN VIP PRODUCTION
DEVELOP STRATEGIES FOR REDUCING MAJOR DRIVERS OF COST
MILESTONE 2 (DECEMBER 2014): DEMONSTRATE COST SAVINGS IN VIP SUPPLY CHAIN
TASK 1:ANALYZE SUPPLY CHAIN
TASK 2: DEVELOP COST
REDUCTION STRATEGIES
FY2014
IMPLEMENT COST SAVING STRATEGIES
FY2015
1
1
FY2016 FY2017
FY2014 FY2016FY2015 FY2017
WORK BREAKDOWN STRUCTURE: VACUUM INSULATION PANELS (VIP) –SUPPLY CHAIN ANALYSIS PROGRAM
2
2

14
2.1.3 Improved Linear Compressors
Linear compressors employ a different design than either reciprocating or rotary compressors
and are reportedly more efficient than both. Linear compressors use a linear rather than rotary
motor, thus eliminating the crankshaft and linkage that converts the rotary motion to the linear
motion of the piston of a reciprocating compressor. High efficiency linear compressors exist on
the market, but could benefit from improved design, materials, and lubricants. Currently, this
technology is at TRL 9.
In the short-term, the improvement of compressor technologies can increase the energy
efficiency of traditional vapor-compression systems. The recommended R&D program includes
developing and testing an optimized compressor to demonstrate improved energy efficiency
over currently available products.
These R&D activities would help keep linear compressor technology at TRL 9 and could
significantly increase the prevalence of this technology option in the refrigerator/freezer market.
2.1.4 Stirling Cycle Refrigeration
A Stirling cycle machine is a device that operates on a closed regenerative thermodynamic
cycle, with cyclic compression and expansion of the working fluid at different temperature
levels. The flow of the working fluid is controlled by volume changes, so that there is a net
conversion of heat to work, or vice versa. A Stirling refrigeration cycle compresses and expands
an inert gas in a single cylinder. Heat is rejected at one end of the cylinder and absorbed at the
opposite end. In the absence of all thermodynamic losses, the efficiency could be higher than for
vapor compression systems. Various technical difficulties have so far limited the use of Stirling
cycle cooling to small prototype residential refrigerators. Currently, this technology is at TRL 5.
Stirling cycle technology is well known, but has not been shown to be more efficient than vapor
compression. Thus, manufacturers have not pursued this technology. The recommended R&D
program includes developing and testing a full-sized residential prototype.
This recommended R&D program could advance Stirling cycle refrigeration to TRL 6.
Improved Linear Compressors
Priority: Medium
Current Status: More efficient compressors are commercially available from some
manufacturers.
R&D Objective: Improve energy efficiency of linear compressors through optimization of
design, material selection, and lubricants.
Potential R&D Activities:
o Reverse engineer commercially available linear compressors
o Increase compressor efficiency through improved designs, materials, and
lubricants to optimize performance
o Test optimized compressor to demonstrate improved energy efficiency
Program Duration: 2 years

15
2.1.5 Thermoelastic Refrigeration
Thermoelastic cooling is based on a thermoelastic shape memory alloy that releases heat when
compressed and returns to its original shape when heated. Researchers are developing a 0.01-ton
prototype with the goal of establishing the commercial viability of thermoelastic cooling.
Currently, this technology is at TRL 3.
The recommended R&D program includes refining individual components to improve the
cooling capacity. Many years of research will be required to create a full-size residential
refrigerator/freezer using thermoelastic cooling technology.
These R&D activities could advance thermoelastic refrigeration technology to TRL 4.
2.1.6 Thermoelectric Refrigeration
Thermoelectric cooling occurs when a current is passed across the junction of two dissimilar
metals. One side of the device becomes hot and the other becomes cold. Several compact
refrigerators and wine coolers using thermoelectric cooling are currently available on the
market, including several models offered by Avanti Products. However, their efficiency is lower
than traditional vapor-compression models, and the technology is not yet suitable for standard-
Stirling Cycle Refrigeration
Priority: Low
Current Status: Working prototypes have been developed, but limited to small
residential refrigerators.
R&D Objective: Determine the energy savings potential of a Stirling cycle refrigerator by
developing and testing a working prototype.
Recommended R&D Activities:
o Create a full-sized residential prototype
o Determine energy performance
o Modify/optimize internal components based on preliminary testing
o Conduct further testing
Program Duration: 2-3 years
Thermoelastic Refrigeration
Priority: Low
Current Status: Concept has been proven, and a prototype is being developed.
R&D Objective: Demonstrate the cooling capacity required for a residential
refrigerator/freezer.
Recommended R&D Activities:
o Further understand thermoelastic refrigeration cooling principles
o Optimize individual components of the system
o Test optimized prototype to demonstrate required cooling capacity
Program Duration: 3-5 years

16
size residential refrigerator-freezers. Therefore, for standard-size refrigerator/freezers, we
consider this technology to be at TRL 4.
The recommended R&D program includes development of a full-sized prototype, energy
performance testing, and additional design and development based on preliminary test results.
This R&D program could advance this technology to TRL 6 for full-size residential
refrigerator/freezers.
2.2 Clothes Washers
The primary driver of energy consumption in residential clothes washers is the energy required
to heat the hot water. The machine electrical energy represents less than one quarter of total
energy consumption. Accordingly, the technologies with the greatest potential for improving
energy efficiency are those that enable lower water temperatures and/or less overall hot water
consumption.
Table 3 summarizes the recommended R&D objectives and tasks identified for the highest-
potential clothes washer technologies, possible performers and their respective roles, and
estimated duration of each R&D activity.
Thermoelectric Refrigeration
Priority: Low
Current Status: Small thermoelectric refrigerators are commercially available from
some manufacturers.
R&D Objective: Determine the energy savings potential (if any) of a full-sized
residential thermoelectric refrigerator/freezer by developing prototypes for
laboratory testing.
Recommended R&D Activities:
o Create a full-sized residential prototype
o Determine energy performance
o Modify/optimize internal components based on preliminary testing
o Conduct further testing
Program Duration: 2-3 years

17
Table 3. Clothes Washers – Summary of Technology Options
Technology Option R&D Objective Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 1 (Higher Priority)
(none)
Tier 2 (Medium Priority)
Clothes Washer:
Polymer bead
cleaning
Demonstrate technology
viability in commercial-scale
laundry facilities; support
the development of a
prototype for residential use,
and assess any
environmental or safety
hazards.
• Support pilot testing program of commercial-
scale washers at on-premise and off-premise
laundry facilities
• Support ongoing development of a residential
prototype that would be relevant in the U.S.
market
• Demonstrate residential prototype
functionality under laboratory conditions
• Assess any environmental risks or safety
hazards associated with polymer beads in a
residential setting.
• Xeros, Ltd: manufacturer of pilot test
units and prototypes, cooperation with
DOE project
• BTP: provide funding, coordinate pilot
test program, manage R&D of residential
prototypes
• National Laboratory: cooperative R&D
agreement with manufacturer; funding &
support for development of residential
prototype
• Large-scale gas utility: coordinate pilot
test program of commercial-scale units
Duration: 3-5 years
• BTP project staff to manage test
program
• National Laboratory staff for prototype
development and testing
• Funding and program support for pilot
testing of commercial-scale units
• Suitability of technology for residential
laundry not yet demonstrated
• Cleaning ability of technology not yet
proven to AHAM standards
• Uncertain consumer acceptance of new
plastic particle technology
• Potential environmental and safety
concerns associated with polymer beads
Tier 3 (Lower Priority)
Clothes Washer:
Sanitizing agents
Assess environmental and
health risks of certain
sanitizing agents that would
enable lower-temperature
wash cycles.
• Assess environmental risks associated with
wastewater discharge of sanitizing agents
• Assess human health risks associated with
certain sanitizing agents
• BTP: provide funding, coordination of
environmental and health assessments
• EPA: coordination and review of
environmental and health assessments
Duration: 1 year
• BTP project staff to manage program
• Funding for environmental and health
assessments
• Certain sanitizing agents may pose
environmental or human health risks
• Perceived risks may limit consumer
acceptance
• Perceived risks and potential liability
concerns may limit manufacturer interest 1
Black fill numbers indicate current TRL status; grey fill numbers indicate target TRL status after achieving the overall R&D objective. See Appendix B for details on the TRL system.
: Current TRL status
: Target TRL status after R&D activities
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
#
#

18
Figure 9 shows the finalized R&D roadmaps for clothes washer technologies. The roadmap
shows the two recommended technology options identified for clothes dryers, as well as
estimated timelines for each task. For technologies with time-sensitive R&D tasks, the timelines
are shown on a fiscal year (FY) basis beginning with FY 2012. For technologies with R&D tasks
that are less sensitive to the absolute date, the R&D timelines are shown on a relative year basis,
beginning at Year 0.
Figure 9. R&D Roadmap for Clothes Washer Technologies
The following sections provide additional details regarding our recommended R&D activities for
each of these clothes washer technologies.
POLYMER BEAD CLEANING
CLOTHES WASHERS
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019 FY2020
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018 FY2019 FY2020
(COMMERCIAL-SCALE PILOT TEST PROGRAM)
(RESIDENTIAL PROTOTYPE
DESIGN PROGRAM)5
7 8
6
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5 Year 6 Year 7
SANITIZING AGENTS
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level
9 9
19
2.2.1 Polymer Bead Cleaning
Polymer bead cleaning technology is currently in development by Xeros Ltd. in the United
Kingdom. Xeros Ltd. has successfully concluded two field trials of this technology: One field
study was in a commercial-scale dry cleaning setting and the other was in an industrial laundry
setting. Development is ongoing to create prototypes for residential use. For clothes washers in a
residential setting, this technology is currently at TRL 5.
The recommended R&D program includes supporting future pilot testing program of
commercial-scale washers at on-premise and off-premise laundry facilities in the U.S. To
accelerate the development of this technology for residential application, we recommend creatine
a cooperative research agreement with the manufacturer to support the ongoing development of a
residential prototype that would be relevant to the U.S. laundry consumers. This R&D effort
would culminate in the demonstration of a residential prototype under laboratory conditions. In
addition, we recommend investigating any environmental or human health and safety risks
associated with the usage and disposal of polymer beads in a residential setting.
This recommended R&D program could advance the state of this technology for residential
settings to TRL 6.
2.2.2 Sanitizing Agents
Certain sanitizing agents, such as chemical or ionic compounds, can be added to the incoming
cold wash water to reduce the need for hot water washing. A clothes washer using such
sanitizing agents could offer cooler wash cycles that provide sanitization of the clothing; such
wash cycles typically require hot water temperatures up to 140°F.
Polymer Bead Cleaning
Priority: Medium
Current Status: Pilot tests have been performed at commercial-scale laundry
facilities in the UK; development of a residential prototype is ongoing.
R&D Objective: Demonstrate viability in commercial-scale laundry facilities in the
U.S., support the development of a prototype for residential use, and assess any
environmental or safety hazards.
Recommended R&D Activities:
o Support pilot testing program of commercial-scale washers at on-premise
and off-premise laundry facilities in the U.S.
o Support ongoing development of a residential prototype that would be
relevant in the U.S. market.
o Demonstrate residential prototype functionality under laboratory conditions.
o Assess any environmental risks or safety hazards associated with the usage
and disposal of polymer beads in a residential setting.
Program Duration: 3-5 years

20
One example of a sanitizing agent is the addition of silver ions to the cold wash water. Silver is a
natural disinfectant and can provide sanitization during a cold water wash. Samsung previously
introduced this technology to the market; therefore, this technology is at TRL 9. However,
concerns about potential health and environmental risks arose after these clothes washers entered
the market. This technology has since been withdrawn from the market.
The recommended R&D program includes assessing the environmental and human health risks
associated with silver ion and other sanitizing agents that may be added to the wash water. The
assessment would include an investigation of the risks associated with sanitizing agents in
wastewater discharge. This recommended research program could alleviate concerns associated
with various sanitizing agents and could help promote the usage of cold water wash cycles.
This recommended research program could allow this technology to remain at TRL 9 and enable
cold-water sanitizing agents to be reintroduced to the market by any interested manufacturer.
Sanitizing Agents
Priority: Low
Current Status: Previously available on the market, but since withdrawn.
R&D Objective: Assess the environmental and health risks of certain sanitizing
agents that would enable the usage of lower-temperature wash cycles.
Recommended R&D Activities:
o Assess environmental risks associated with wastewater discharge of
sanitizing agents.
o Assess human health risks associated with certain sanitizing agents.
Program Duration: 1 year
21
2.3 Clothes Dryers
The primary driver of energy consumption in residential clothes dryers is the energy required to
heat the air inside the drum. Accordingly, the technologies with the greatest potential for
improving energy efficiency are those that provide more efficient methods for creating heat as
well as technologies that help reduce the amount of wasted heat.
Table 4 summarizes the recommended R&D objectives and tasks identified for the highest-
potential clothes dryer technologies, possible performers and their respective roles, and estimated
duration of each R&D activity.
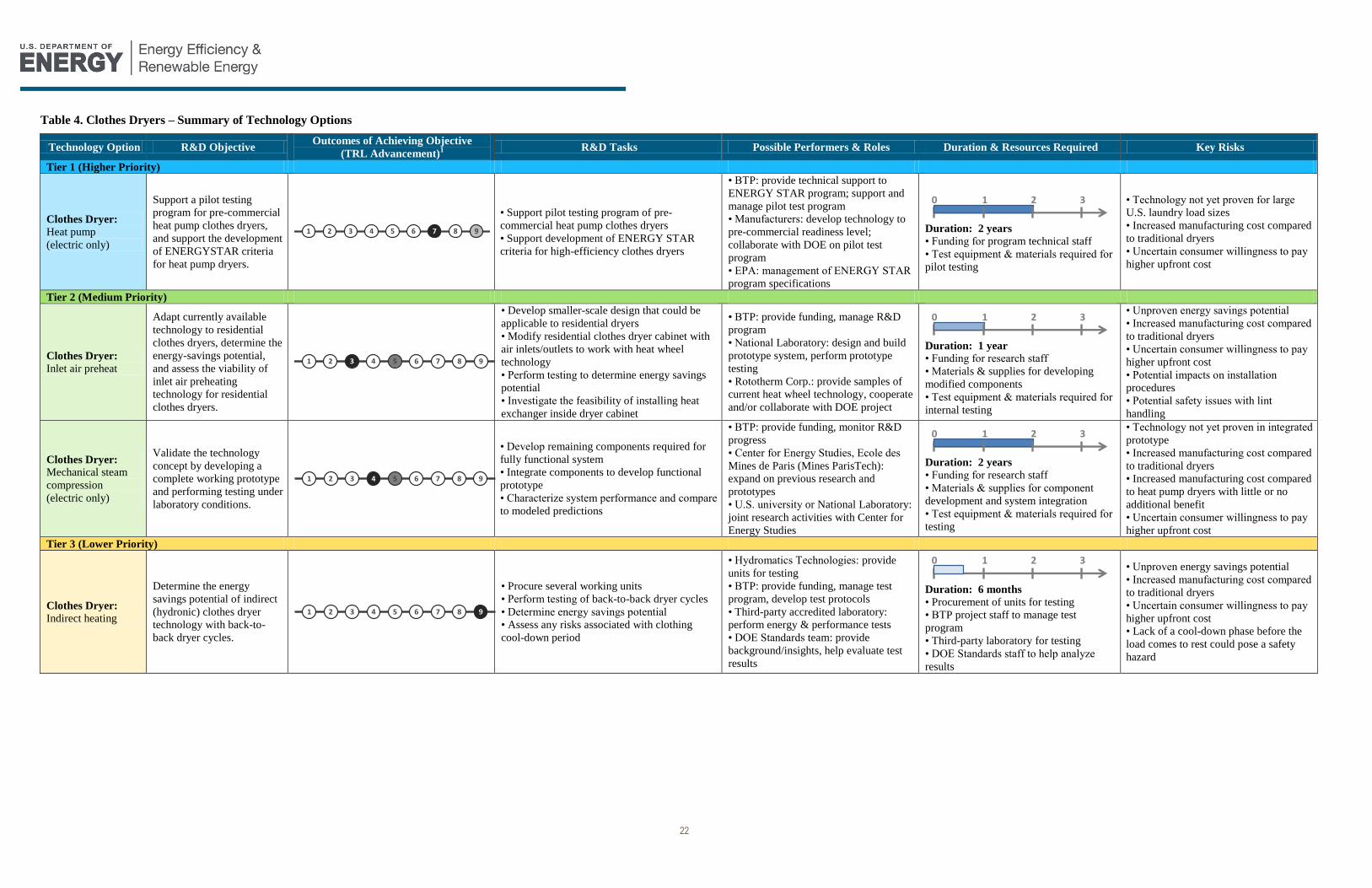
22
Table 4. Clothes Dryers – Summary of Technology Options
Technology Option R&D Objective Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 1 (Higher Priority)
Clothes Dryer:
Heat pump
(electric only)
Support a pilot testing
program for pre-commercial
heat pump clothes dryers,
and support the development
of ENERGYSTAR criteria
for heat pump dryers.
• Support pilot testing program of pre-
commercial heat pump clothes dryers
• Support development of ENERGY STAR
criteria for high-efficiency clothes dryers
• BTP: provide technical support to
ENERGY STAR program; support and
manage pilot test program
• Manufacturers: develop technology to
pre-commercial readiness level;
collaborate with DOE on pilot test
program
• EPA: management of ENERGY STAR
program specifications
Duration: 2 years
• Funding for program technical staff
• Test equipment & materials required for
pilot testing
• Technology not yet proven for large
U.S. laundry load sizes
• Increased manufacturing cost compared
to traditional dryers
• Uncertain consumer willingness to pay
higher upfront cost
Tier 2 (Medium Priority)
Clothes Dryer:
Inlet air preheat
Adapt currently available
technology to residential
clothes dryers, determine the
energy-savings potential,
and assess the viability of
inlet air preheating
technology for residential
clothes dryers.
• Develop smaller-scale design that could be
applicable to residential dryers
• Modify residential clothes dryer cabinet with
air inlets/outlets to work with heat wheel
technology
• Perform testing to determine energy savings
potential
• Investigate the feasibility of installing heat
exchanger inside dryer cabinet
• BTP: provide funding, manage R&D
program
• National Laboratory: design and build
prototype system, perform prototype
testing
• Rototherm Corp.: provide samples of
current heat wheel technology, cooperate
and/or collaborate with DOE project
Duration: 1 year
• Funding for research staff
• Materials & supplies for developing
modified components
• Test equipment & materials required for
internal testing
• Unproven energy savings potential
• Increased manufacturing cost compared
to traditional dryers
• Uncertain consumer willingness to pay
higher upfront cost
• Potential impacts on installation
procedures
• Potential safety issues with lint
handling
Clothes Dryer:
Mechanical steam
compression
(electric only)
Validate the technology
concept by developing a
complete working prototype
and performing testing under
laboratory conditions.
• Develop remaining components required for
fully functional system
• Integrate components to develop functional
prototype
• Characterize system performance and compare
to modeled predictions
• BTP: provide funding, monitor R&D
progress
• Center for Energy Studies, Ecole des
Mines de Paris (Mines ParisTech):
expand on previous research and
prototypes
• U.S. university or National Laboratory:
joint research activities with Center for
Energy Studies
Duration: 2 years
• Funding for research staff
• Materials & supplies for component
development and system integration
• Test equipment & materials required for
testing
• Technology not yet proven in integrated
prototype
• Increased manufacturing cost compared
to traditional dryers
• Increased manufacturing cost compared
to heat pump dryers with little or no
additional benefit
• Uncertain consumer willingness to pay
higher upfront cost
Tier 3 (Lower Priority)
Clothes Dryer:
Indirect heating
Determine the energy
savings potential of indirect
(hydronic) clothes dryer
technology with back-to-
back dryer cycles.
• Procure several working units
• Perform testing of back-to-back dryer cycles
• Determine energy savings potential
• Assess any risks associated with clothing
cool-down period
• Hydromatics Technologies: provide
units for testing
• BTP: provide funding, manage test
program, develop test protocols
• Third-party accredited laboratory:
perform energy & performance tests
• DOE Standards team: provide
background/insights, help evaluate test
results
Duration: 6 months
• Procurement of units for testing
• BTP project staff to manage test
program
• Third-party laboratory for testing
• DOE Standards staff to help analyze
results
• Unproven energy savings potential
• Increased manufacturing cost compared
to traditional dryers
• Uncertain consumer willingness to pay
higher upfront cost
• Lack of a cool-down phase before the
load comes to rest could pose a safety
hazard
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
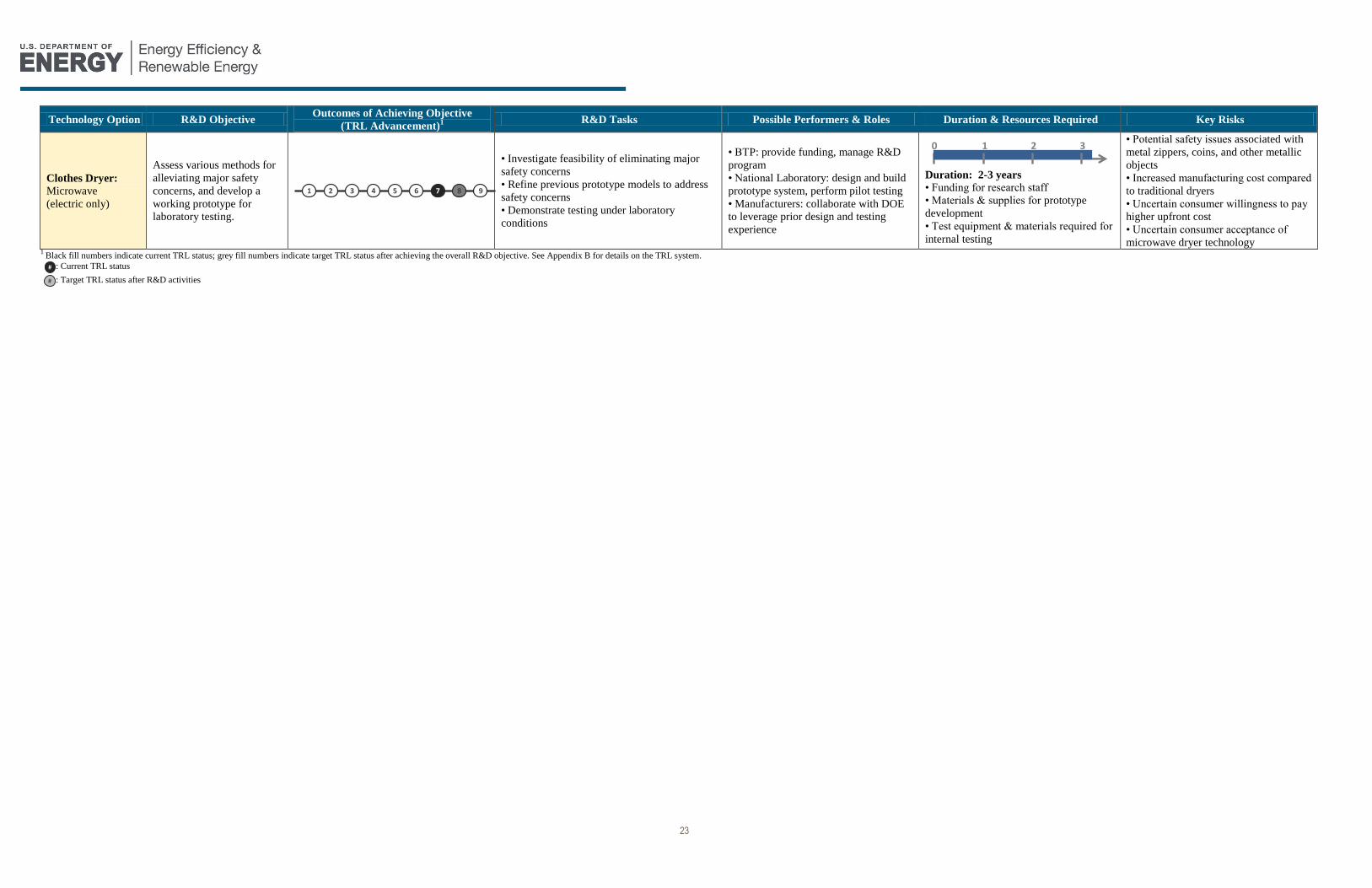
23
Technology Option R&D Objective Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Clothes Dryer:
Microwave
(electric only)
Assess various methods for
alleviating major safety
concerns, and develop a
working prototype for
laboratory testing.
• Investigate feasibility of eliminating major
safety concerns
• Refine previous prototype models to address
safety concerns
• Demonstrate testing under laboratory
conditions
• BTP: provide funding, manage R&D
program
• National Laboratory: design and build
prototype system, perform pilot testing
• Manufacturers: collaborate with DOE
to leverage prior design and testing
experience
Duration: 2-3 years
• Funding for research staff
• Materials & supplies for prototype
development
• Test equipment & materials required for
internal testing
• Potential safety issues associated with
metal zippers, coins, and other metallic
objects
• Increased manufacturing cost compared
to traditional dryers
• Uncertain consumer willingness to pay
higher upfront cost
• Uncertain consumer acceptance of
microwave dryer technology 1
Black fill numbers indicate current TRL status; grey fill numbers indicate target TRL status after achieving the overall R&D objective. See Appendix B for details on the TRL system.
: Current TRL status
: Target TRL status after R&D activities
1 2 3 4 5 6 7 8 9
0 1 2 3
#
#

24
Figure 10 shows the finalized R&D roadmaps for clothes dryer technologies. The roadmap
shows the various recommended technology options identified for clothes dryers, as well as
estimated timelines for each task. For technologies with time-sensitive R&D tasks, the timelines
are shown on a fiscal year (FY) basis beginning with FY 2012. For technologies with R&D
tasks that are less sensitive to the absolute date, the R&D timelines are shown on a relative year
basis, beginning at Year 0.

25
Figure 10. R&D Roadmap for Clothes Dryer Technologies
CLOTHES DRYERS
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018
FY2013 FY2014 FY2015 FY2016 FY2017 FY2018
HEAT PUMP DRYING
INDIRECT (HYDRONIC) HEATING
(PILOT TEST PROGRAM)7
7 9 (ENERGY STAR SUPPORT)
9
INLET AIR PRE-HEATING
3 5
MECHANICAL STEAM COMPRESSION
4 5
Year 0 Year 2 Year 4Year 1 Year 3 Year 5
Year 0 Year 2 Year 4Year 1 Year 3 Year 5
MICROWAVE DRYING
7 8
9 9
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level

26
The following sections provide additional details regarding our recommended R&D activities
for each of these clothes dryer technologies. A target work breakdown structure (WBS) is also
provided for the pilot test program for heat pump drying, which is the highest-priority
technology for clothes dryers.
2.3.1 Heat Pump Clothes Dryer
Several prototype heat pump clothes dryers have been developed previously through DOE
funding and partnerships. Heat pump dryers have been on the market in Europe for several
years; however, heat pump dryers are not currently unavailable in the U.S. It is widely expected
that heat pump dryers will become commercially available in the U.S. in the near future. This
technology is currently at TRL 7.
The recommended program involves providing program support and funding for pilot testing of
pre-commercial heat pump dryer demonstration units. A pilot demonstration program would
allow manufacturers to understand consumer usage habits and any address any technical hurdles
that might remain before wide-scale commercial availability.
In anticipation of entry into the market, the Environmental Protection Agency (EPA) has chosen
advanced clothes dryers as one of the ENERGY STAR Emerging Technology Award categories
for 20122. It is anticipated that heat pump technology would be one of the few clothes dryer
technologies able to achieve the energy factor requirements established by ENERGY STAR.
We recommend that DOE continue to provide support to ENERGY STAR clothes dryer
initiatives to help accelerate the commercialization and consumer adoption of heat pump clothes
dryers when they become commercially available.
These recommended testing and program activities could advance heat pump dryer technology
to TRL 9.
2 More information on the ENERGY STAR 2012 Emerging Technology Award for Advanced Clothes Dryers can be found at
the program’s website: http://www.energystar.gov/index.cfm?c=pt_awards.pt_clothes_dryers
Heat Pump Clothes Dryer
Priority: High
Current Status: Working prototypes have been developed; technology available in
Europe but not yet available in the U.S.
R&D Objective: Support a pilot testing program for pre-commercial heat pump
clothes dryers, and support the development of ENERGYSTAR criteria for heat
pump dryers.
Recommended R&D Activities:
o Support pre-commercial pilot testing program with manufacturer
collaboration.
o Support EPA/DOE development of ENERGY STAR criteria for clothes
dryers.
Program Duration: 2 years
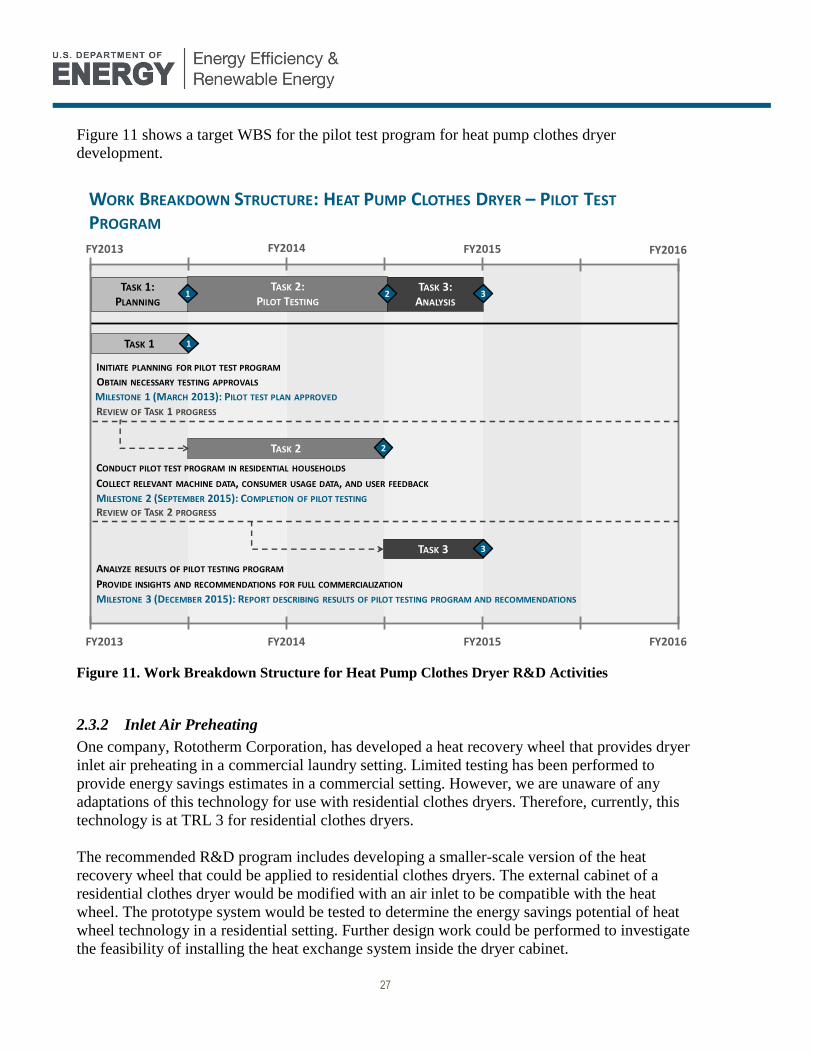
27
Figure 11 shows a target WBS for the pilot test program for heat pump clothes dryer
development.
Figure 11. Work Breakdown Structure for Heat Pump Clothes Dryer R&D Activities
2.3.2 Inlet Air Preheating
One company, Rototherm Corporation, has developed a heat recovery wheel that provides dryer
inlet air preheating in a commercial laundry setting. Limited testing has been performed to
provide energy savings estimates in a commercial setting. However, we are unaware of any
adaptations of this technology for use with residential clothes dryers. Therefore, currently, this
technology is at TRL 3 for residential clothes dryers.
The recommended R&D program includes developing a smaller-scale version of the heat
recovery wheel that could be applied to residential clothes dryers. The external cabinet of a
residential clothes dryer would be modified with an air inlet to be compatible with the heat
wheel. The prototype system would be tested to determine the energy savings potential of heat
wheel technology in a residential setting. Further design work could be performed to investigate
the feasibility of installing the heat exchange system inside the dryer cabinet.
TASK 1
OBTAIN NECESSARY TESTING APPROVALS
MILESTONE 1 (MARCH 2013): PILOT TEST PLAN APPROVED
INITIATE PLANNING FOR PILOT TEST PROGRAM
TASK 1:PLANNING
WORK BREAKDOWN STRUCTURE: HEAT PUMP CLOTHES DRYER – PILOT TEST
PROGRAM
FY2013 FY2014 FY2015
1
FY2013 FY2014 FY2015 FY2016
TASK 2:PILOT TESTING
REVIEW OF TASK 1 PROGRESS
TASK 2
MILESTONE 2 (SEPTEMBER 2015): COMPLETION OF PILOT TESTING
CONDUCT PILOT TEST PROGRAM IN RESIDENTIAL HOUSEHOLDS
2
COLLECT RELEVANT MACHINE DATA, CONSUMER USAGE DATA, AND USER FEEDBACK
FY2016
TASK 3:ANALYSIS
21 3
REVIEW OF TASK 2 PROGRESS
TASK 3
MILESTONE 3 (DECEMBER 2015): REPORT DESCRIBING RESULTS OF PILOT TESTING PROGRAM AND RECOMMENDATIONS
ANALYZE RESULTS OF PILOT TESTING PROGRAM
3
PROVIDE INSIGHTS AND RECOMMENDATIONS FOR FULL COMMERCIALIZATION

28
This recommended program of prototype development could advance inlet air preheating
technology to TRL 5.
2.3.3 Mechanical Steam Compression Clothes Dryer
The Center for Energy Studies (CES) in Paris, France has developed a super-heated steam dryer
concept using mechanical steam compression. The CES has completed preliminary performance
testing on a compressor that could be used in such a system. Computer simulations have been
conducted to model the performance of a complete working system; however, we are unaware
of any fully-assembled working laboratory prototype. Currently, this technology is at TRL 4.
The recommended R&D program includes development of the remaining components required
in the system, integration into a fully functional prototype, and preliminary energy performance
testing. Because the laboratory developing this technology is located in France, a cooperative
research agreement would need to be reached with a national laboratory or academic institution
in the U.S.
This recommended program of research and prototype development could advance mechanical
steam compressor drying technology to TRL 5.
Inlet Air Preheating
Priority: Medium
Current Status: Technology available for commercial laundry setting, but not for
residential clothes dryers.
R&D Objective: Adapt currently available technology to residential clothes dryers,
determine the energy-savings potential, and assess the viability of inlet air
preheating technology for residential clothes dryers.
Recommended R&D Activities:
o Develop smaller-scale design that could be applicable to residential dryers.
o Modify residential clothes dryer cabinet with air inlets/outlets to be
compatible with heat wheel technology.
o Perform testing to determine energy savings potential.
o Investigate the feasibility of installing heat wheel system inside dryer
cabinet.
Program Duration: 1 year

29
2.3.4 Indirect Heating (Hydronic) Clothes Dryer
Hydromatics Technologies Corp. has developed a hydronic heating system for electric dryers,
marketed under the Safe-Mates brand. The company claims that its clothes dryer uses 50 percent
less energy compared to a conventional clothes dryer; however, these estimates have not been
independently confirmed. In addition, the hydronic dryer may benefit from back-to-back
laundry cycles, which are not accounted for in the DOE energy efficiency test procedure. This
technology is currently at TRL 9.
The recommended program involves conducting testing to evaluate the energy savings potential
of this technology when back-to-back laundry cycles are conducted. This testing program would
resolve specific questions that arose during the most recent energy efficiency standards
rulemaking for clothes dryers. In addition, an assessment would be made of any potential safety
risks associated with the clothing cool-down period. Lack of an adequate cool-down period
could pose a fire hazard.
This recommended testing program could allow this technology to remain at TRL 9 and would
help resolve outstanding questions regarding the energy savings potential of indirect (hydronic)
clothes dryer technology.
Mechanical Steam Compression Clothes Dryer
Priority: Medium
Current Status: Individual components have been developed; fully working
prototype not yet developed.
R&D Objective: Validate the technology concept by developing a working
prototype and performing testing under laboratory conditions.
Recommended R&D Activities:
o Develop remaining components required for fully functional system.
o Integrate components to develop functional prototype.
o Characterize system performance and compare to modeled predictions.
Program Duration: 2 years
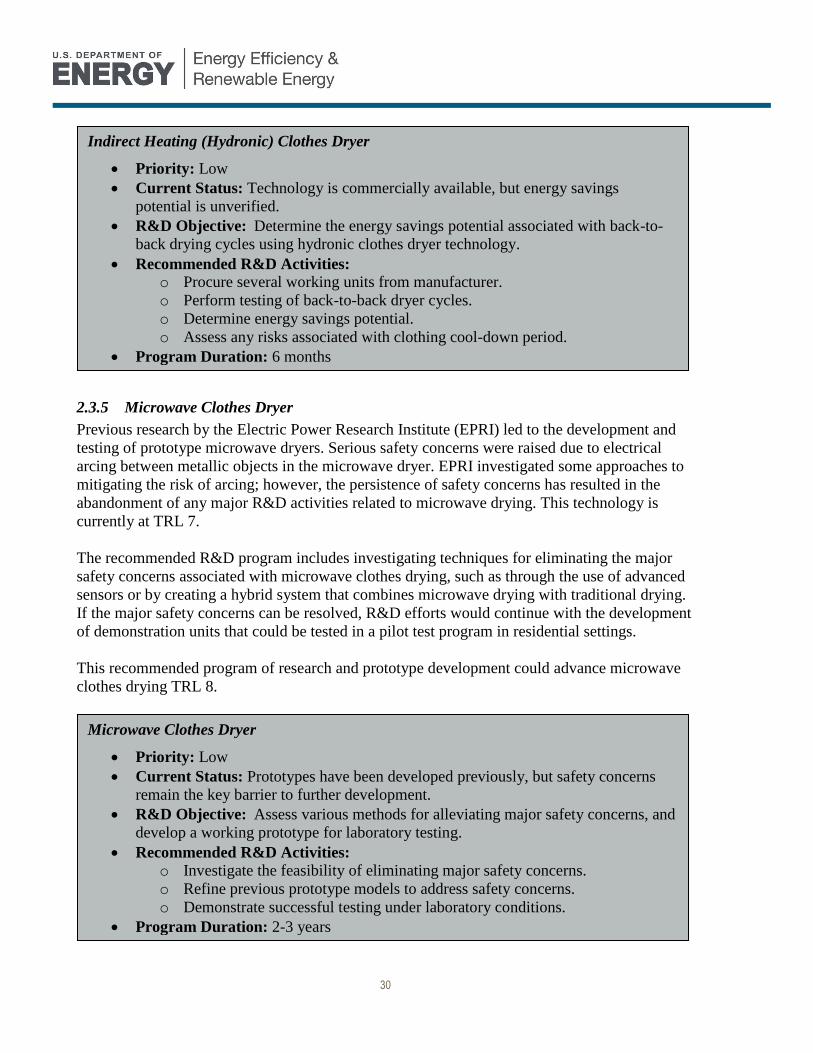
30
2.3.5 Microwave Clothes Dryer
Previous research by the Electric Power Research Institute (EPRI) led to the development and
testing of prototype microwave dryers. Serious safety concerns were raised due to electrical
arcing between metallic objects in the microwave dryer. EPRI investigated some approaches to
mitigating the risk of arcing; however, the persistence of safety concerns has resulted in the
abandonment of any major R&D activities related to microwave drying. This technology is
currently at TRL 7.
The recommended R&D program includes investigating techniques for eliminating the major
safety concerns associated with microwave clothes drying, such as through the use of advanced
sensors or by creating a hybrid system that combines microwave drying with traditional drying.
If the major safety concerns can be resolved, R&D efforts would continue with the development
of demonstration units that could be tested in a pilot test program in residential settings.
This recommended program of research and prototype development could advance microwave
clothes drying TRL 8.
Indirect Heating (Hydronic) Clothes Dryer
Priority: Low
Current Status: Technology is commercially available, but energy savings
potential is unverified.
R&D Objective: Determine the energy savings potential associated with back-to-
back drying cycles using hydronic clothes dryer technology.
Recommended R&D Activities:
o Procure several working units from manufacturer.
o Perform testing of back-to-back dryer cycles.
o Determine energy savings potential.
o Assess any risks associated with clothing cool-down period.
Program Duration: 6 months
Microwave Clothes Dryer
Priority: Low
Current Status: Prototypes have been developed previously, but safety concerns
remain the key barrier to further development.
R&D Objective: Assess various methods for alleviating major safety concerns, and
develop a working prototype for laboratory testing.
Recommended R&D Activities:
o Investigate the feasibility of eliminating major safety concerns.
o Refine previous prototype models to address safety concerns.
o Demonstrate successful testing under laboratory conditions.
Program Duration: 2-3 years

31
2.4 Cooking Equipment
The primary driver of energy consumption in cooking equipment is the generation of heat and
the subsequent transfer of heat from the heat source to the cooking vessel and the food.
Accordingly, the technologies with the greatest potential for improving energy efficiency are
those that can generate heat more efficiently, as well as technologies that help improve heat
transfer to the cooking vessel or directly to the food.
Table 5 summarizes the recommended R&D objectives and tasks identified for the highest-
potential cooking technologies, possible performers and their respective roles, and estimated
duration of each R&D activity.
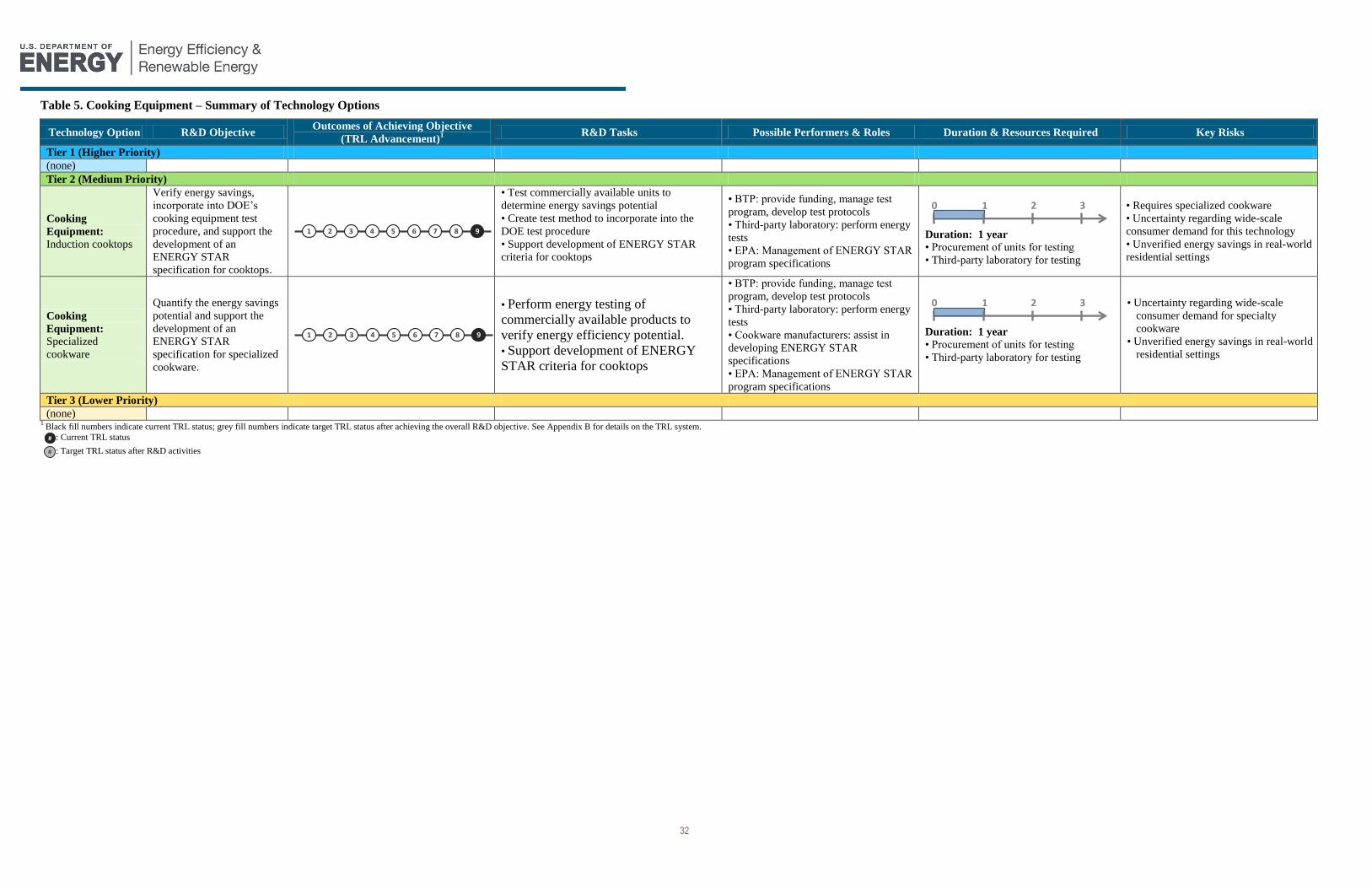
32
Table 5. Cooking Equipment – Summary of Technology Options
Technology Option R&D Objective Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 1 (Higher Priority)
(none)
Tier 2 (Medium Priority)
Cooking
Equipment:
Induction cooktops
Verify energy savings,
incorporate into DOE’s
cooking equipment test
procedure, and support the
development of an
ENERGY STAR
specification for cooktops.
• Test commercially available units to
determine energy savings potential
• Create test method to incorporate into the
DOE test procedure
• Support development of ENERGY STAR
criteria for cooktops
• BTP: provide funding, manage test
program, develop test protocols
• Third-party laboratory: perform energy
tests
• EPA: Management of ENERGY STAR
program specifications
Duration: 1 year
• Procurement of units for testing
• Third-party laboratory for testing
• Requires specialized cookware
• Uncertainty regarding wide-scale
consumer demand for this technology
• Unverified energy savings in real-world
residential settings
Cooking
Equipment:
Specialized
cookware
Quantify the energy savings
potential and support the
development of an
ENERGY STAR
specification for specialized
cookware.
• Perform energy testing of
commercially available products to
verify energy efficiency potential.
• Support development of ENERGY
STAR criteria for cooktops
• BTP: provide funding, manage test
program, develop test protocols
• Third-party laboratory: perform energy
tests
• Cookware manufacturers: assist in
developing ENERGY STAR
specifications
• EPA: Management of ENERGY STAR
program specifications
Duration: 1 year
• Procurement of units for testing
• Third-party laboratory for testing
• Uncertainty regarding wide-scale
consumer demand for specialty
cookware
• Unverified energy savings in real-world
residential settings
Tier 3 (Lower Priority)
(none) 1
Black fill numbers indicate current TRL status; grey fill numbers indicate target TRL status after achieving the overall R&D objective. See Appendix B for details on the TRL system.
: Current TRL status
: Target TRL status after R&D activities
1 2 3 4 5 6 7 8 9
0 1 2 3
1 2 3 4 5 6 7 8 9
0 1 2 3
#
#

33
Figure 12 shows the finalized R&D roadmaps for cooking technologies. The roadmap shows the
various recommended technology options identified for cooking equipment, as well as estimated
timelines for each task. For technologies with time-sensitive R&D tasks, the timelines are
shown on a fiscal year (FY) basis beginning with FY 2012. For technologies with R&D tasks
that are less sensitive to the absolute date, the R&D timelines are shown on a relative year basis,
beginning at Year 0.

34
Figure 12. R&D Roadmap for Cooking Equipment Technologies
The following sections provide additional details regarding our recommended R&D activities
for each of these cooking equipment technologies.
COOKING EQUIPMENT
FY2013 FY2014 FY2015
FY2013 FY2014 FY2015 FY2016 FY2017
Year 0 Year 1 Year 2
Year 0 Year 1 Year 2 Year 3 Year 4
SPECIALIZED COOKWARE
9 9
INDUCTION COOKTOPS
9 9
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level

35
2.4.1 Induction Cooktops
Induction cooktops uses an inductor and the creation of magnetic fields to generate heat from
specialized cooking vessels. Induction cooktops are currently available on the market; therefore,
this technology is at TRL 9. Although induction cooktops are significantly more efficient than
both gas and electric cooktops, the technology is not accommodated by the current DOE test
procedure for cooking equipment.
The recommended activities include testing commercially available units to verify expected
energy savings, creating a test method to incorporate into the DOE test procedure, and
supporting the development of an ENERGY STAR rating for residential cooktops.
These recommended programs would keep induction cooktop technology at TRL 9 and could
significantly increase the prevalence of this technology in the residential cooking equipment
market.
2.4.2 Specialized Cookware
Cookware modified with fins or grooves along the bottom surface have been shown to
significantly increase cooktop efficiency. Heat-up times are substantially reduced and
production capacities increased. Eneron, Inc. has developed two unique pot designs that use
aluminum fins to increase the surface area exposed to the burner flame, thereby increasing the
rate of heat transfer to the bottom of the pot. This technology is currently at TRL 9.
This type of cookware may also be well-suited for commercial cooking applications, where
larger quantities of food are prepared and the annual energy consumption of the cooking
equipment is much more substantial.
The recommended program involves quantifying the energy efficiency potential of specialized
cookware in a residential setting, and supporting the development of an ENERGY STAR
specification for specialized cookware.
These activities would keep specialized cookware technology at TRL 9 and could significantly
increase the prevalence of this technology in the residential cookware market.
Induction Cooking
Priority: Medium
Current Status: Induction cooktops are commercially available from some
manufacturers.
R&D Objective: Verify energy savings potential, incorporate into the DOE cooking
equipment test procedure, and support the development of an ENERGY STAR
specification for residential cooktops.
Recommended R&D Activities:
o Test commercially available units to determine energy savings potential
o Create test method to incorporate into the DOE test procedure
o Support development of ENERGY STAR criteria for cooktops
Program Duration: 1 year

36
2.4.3 Steam Cooking
With steam cooking, energy is transferred to the food load by means of the condensation of
steam on the food surface. This may occur at essentially atmospheric pressure, or the cavity may
be pressurized in order to allow higher steam temperatures and thus higher energy transfer to the
food. Ovens with steam cooking capabilities are available on the market; thus, this technology is
currently at TRL 9.
In the Task 4 report, we had proposed keeping steam cooking as one of the recommended
technologies for DOE to support. However, after additional analysis and discussion with
industry experts, we have removed steam cooking from consideration. The energy savings
potential is incremental compared to traditional oven cooking, and the technology would likely
be used infrequently due to U.S. consumers’ food and cooking preferences.
2.4.4 Advanced Oven Coatings
The self-cleaning cycle in an oven uses approximately 17% of the total annual energy
consumption (assuming four self-clean cycles per year). Innovative oven coatings could reduce
the energy consumption of the self-clean cycle by releasing food particles at lower temperatures.
The reduced self-clean temperatures would thus reduce the annual energy consumption of self-
clean ovens.
In the Task 4 report, we had proposed adding advanced oven coatings as one of the
recommended technologies for DOE to support. However, after additional literature review, we
discovered that Maytag recently introduced an advanced oven coating, marketed under tha name
“AquaLift,” that requires much lower self-cleaning temperatures (200°F rather than 800°F for a
traditional self-clean cycle). Because this technology has already been commercialized by a
major manufacturer, and its energy saving benefits are well-understood, we do not believe there
is an appropriate role for DOE in further development of this technology. Therefore, we have
removed advanced oven coatings from consideration.
Specialized Cookware
Priority: Medium
Current Status: Specialized cookware is commercially available.
R&D Objective: Quantify the energy savings potential and support the
development of an ENERGY STAR specification for specialized cookware.
Recommended R&D Activities:
o Perform energy testing of commercially available products to verify energy
efficiency potential.
o Support development of ENERGY STAR criteria for cooktops.
Program Duration: 1 year

37
2.5 Cross-Cutting Technologies
Cross-cutting technologies are those technologies that offer the potential for integrated energy
and water recovery and/or transfer between appliances. For example, waste heat from a
refrigerator could be used to preheat the incoming water for a dishwasher; similarly, latent heat
from a clothes dryer exhaust vent could be used to preheat incoming water for a clothes washer.
Table 6 summarizes the recommended R&D objectives and tasks identified for the highest-
potential cross-cutting appliance technologies, possible performers and their respective roles,
and estimated duration of each R&D activity.

38
Table 6. Cross-Cutting Technologies – Summary of Technology Options
Technology Option R&D Objective Outcomes of Achieving Objective
(TRL Advancement)1 R&D Tasks Possible Performers & Roles Duration & Resources Required Key Risks
Tier 1 (Higher Priority)
Cross-Cutting
Technologies:
Integrated energy
and water recovery
& transfer between
appliances
Measure and validate the
energy savings potential of
the ZEHcore concept by
performing laboratory tests
simulating real-world usage
patterns, and through a pilot
demonstration project in a
residential setting.
• Develop fully functional prototype system
• Characterize system performance and
compare to modeled predictions
• Perform preliminary laboratory testing using
actual appliances
• Modify/optimize internal components based
on preliminary testing
• Further refine design to produce fully
functional prototype system
• Conduct further laboratory tests simulating
real-world usage patterns
• Conduct pilot demonstration in a residential
setting
• BTP: provide funding, manage test
program, manage pilot program
• ORNL: development and refinement of
ZEHcore system
• Pilot users: operate under real-world
conditions
Duration: 3-5 years
• Funding for research staff
• Materials & supplies for further system
development
• Test equipment & materials required for
testing (including appliances)
• Funding and program support for small-
scale pilot testing
• Would require total redesign of typical
kitchen appliance layouts
• Feasibility not yet proven for
energy/water recover and transfer
concepts
• Unproven energy/water savings
• Would likely require changes to
manufacturing processes
• Uncertain consumer acceptance
• Marketing changes required to shift
away from single-appliance focus
Tier 2 (Medium Priority)
(none)
Tier 3 (Lower Priority)
(none) 1
Black fill numbers indicate current TRL status; grey fill numbers indicate target TRL status after achieving the overall R&D objective. See Appendix B for details on the TRL system.
: Current TRL status
: Target TRL status after R&D activities
1 2 3 4 5 6 7 8 9
0 1 2 3
#
#

39
Figure 13 shows the finalized R&D roadmap for cross-cutting appliance technologies. The
roadmap shows the estimated timelines for each R&D task. The development of this technology
is not particularly time-sensitive, so the R&D timelines are shown on a relative year basis,
beginning at Year 0.
Figure 13. R&D Roadmap for Cross-Cutting Technologies
The following section provides additional details regarding our recommended R&D activities
for cross-cutting appliance technologies.
INTEGRATED HEAT & WATER RECOVERY
CROSS-CUTTING
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5
Year 0 Year 1 Year 2 Year 3 Year 4 Year 5
LEGEND
High or medium priority activity
Low priority activity
Analysis
Design & Development
Testing & Validation
PRIORITY RATINGTIMELINE
Pilot Program
Market Incentive Program
Likely future follow-on activity
#
Technology Readiness Level
5 7

40
2.5.1 Integrated Heat and Water Recovery
ORNL has developed a ZEHcor Interior Utility Wall concept designed to reduce hot water
distribution losses and enable a high level of integration between appliances. The ZEHcore wall
concept is a pre-fabricated wall to which all kitchen and laundry appliances would be connected,
including major bathroom fixtures. Currently, this technology is at TRL 5.
The recommended R&D program includes laboratory testing with simulated and actual
appliances, additional design and development, and a pilot demonstration program. This R&D
program could advance this technology to TRL 7.
Figure 14 shows a target WBS for further development of integrated heat and water recovery
technology.
Integrated Heat and Water Recovery
Priority: High
Current Status: Prototype integrated wall concept has been developed; technology
still in early development stages.
R&D Objective: Measure and validate the energy savings potential of the ZEHcore
concept by performing laboratory tests simulating real-world usage patterns, and
through a pilot demonstration project in a residential setting.
Recommended R&D Activities:
o Develop fully functional prototype system.
o Characterize system performance and compare to modeled predictions.
o Perform preliminary laboratory testing using actual appliances.
o Modify/optimize internal components based on preliminary testing.
o Conduct further laboratory tests simulating real-world usage patterns.
o Conduct pilot demonstration in a residential setting
Program Duration: 3-5 years

41
Figure 14. Work breakdown structure for integrated heat and water recovery
TASK 1
REPLICATE OR PROCURE ZEHCORE PROTOTYPE WALL SYSTEM
CHARACTERIZE HEAT TRANSFER & WATER RECOVERY PERFORMANCE
MILESTONE 1 (SEPTEMBER 2013): REPORT DOCUMENTING ENERGY & WATER SAVINGS OF PRELIMINARY PROTOTYPE SYSTEM
REVIEW OF TASK 1 PROGRESS
TASK 2
INSTALL “DUMMY” APPLIANCES TO SIMULATE WATER & ENERGY USAGE PATTERNS
REPLACE DUMMY APPLIANCES WITH REAL APPLIANCES
MILESTONE 2 (JUNE 2014): REPORT DOCUMENTING ENERGY & WATER SAVINGS OF FUNCTIONING PROTOTYPE SYSTEM
REVIEW OF TASK 2 PROGRESS
TASK 3
TASK 1: CHARACTERIZE
PROTOTYPE
PERFORMANCE
TASK 2: APPLIANCE
TESTS
MODIFY & OPTIMIZE PROTOTYPE DESIGN BASED ON PRELIMINARY TEST RESULTS
PERFORM FOLLOW-ON TESTING TO MEASURE PERFORMANCE IMPROVEMENTS
MILESTONE 3 (JUNE 2015): REPORT DOCUMENTING ENERGY & WATER SAVINGS OF OPTIMIZED PROTOTYPE SYSTEM
WORK BREAKDOWN STRUCTURE: INTEGRATED HEAT & WATER RECOVERY
FY2013 FY2014 FY2015 FY2016
TEST PROTOTYPE SYSTEM UNDER TYPICAL USAGE
FY2017
1
1
2
3
CHARACTERIZE HEAT TRANSFER & WATER RECOVERY PERFORMANCE USING REAL APPLIANCES
TASK 3:PROTOTYPE MODIFICATIONS &
FOLLOW-ON TESTING
2TASK 4:PILOT
DEMONSTRATION
3 4
TASK 4
INSTALL OPTIMIZED PROTOTYPE SYSTEM IN PRE-FABRICATED RESIDENTIAL DWELLINGS
MEASURE ENERGY & WATER CONSUMPTION FOR A PERIOD OF ONE YEAR
MILESTONE 4 (JUNE 2016): REPORT DOCUMENTING ENERGY & WATER SAVINGS OF FULLY INTEGRATED PILOT SYSTEM
4
REVIEW OF TASK 3 PROGRESS
COMPARE ENERGY & WATER CONSUMPTION TO SIMILAR RESIDENTIAL DWELLING WITH TRADITIONAL APPLIANCE HOOKUPS
FY2013 FY2014 FY2015 FY2016 FY2017
42
3 Summary and Conclusion
The appliance R&D roadmaps presented in this report target high-priority R&D, demonstration,
and commercialization activities that, if pursued by DOE and its partners, could significantly
reduce residential appliance energy consumption. The roadmap prioritizes those technologies
with the highest energy savings potential and greatest likelihood of being embraced by both
manufacturers and consumers.
The results of our study indicate that the appliance categories with the highest-priority, highest
energy savings potential, and strongest fit with the DOE/BT mission are refrigerator/freezers,
clothes washers, clothes dryers, and cross-cutting appliance technologies.
The analysis showed that cooking equipment appliances are lower priority with relatively little
national energy savings potential, although some of the technology options would have a
moderately strong or very strong fit with the DOE/BT mission.
The R&D roadmaps presented in this report will advance DOE’s goal of reducing energy
consumption of residential appliances by accelerating the commercialization of high-efficiency
appliance technologies, while maintaining the competitiveness of American industry.

43
Appendix A Summary Tables from Previous Task Reports
This Appendix provides the key summary tables from previous task reports.
Table 7. Task 1 - Technology Scoring Matrix
Screening Criteria
Wt.
Factor
Score
1 2 3 4 5
Technical Energy
Savings Potential 35%
< 100
TBtu/yr
100 – 300
TBtu/yr
300 – 500
TBtu/yr
500 – 700
TBtu/yr > 700 TBtu/yr
Fit with DOE/BT
Mission 35% Very weak fit
Moderately
weak fit
Neither strong
nor weak fit
Moderately
strong fit
Very strong
fit
Cost/Complexity 15%
Much higher
cost/
complexity
Moderately
higher cost/
complexity
Slightly
higher cost/
complexity
Potential for
similar cost/
complexity
Potential for
lower cost/
complexity
Other Non-
Energy Benefits 15%
Potential
negative
effects
Provides
few or no
benefits
Likely to
provide some
modest benefits
Potential for
significant
benefits, but
not well
understood
Provides
extensive,
quantifiable
benefits

44
Table 8. Task 1 - Scoring of Each Technology Option
Technology Option Energy
Savings
Fit with
DOE
Cost /
Complexity
Non-Energy
Benefits
Weighted
Score
Dishwashers
1. Advanced controls and sensors 1 5 4 3 3.2
2. Supercritical carbon dioxide washing 1 4 1 2 2.2
3. Ultrasonic washing 1 4 3 1 2.4
Cooktops
1. Catalytic burners (gas only) 1 4 3 2 2.5
2. Pulse combustion (gas only) 1 3 3 2 2.2
3. Radiant gas burners (gas only) 1 3 3 1 2.0
4. Reduced excess air at burner (gas only) 1 3 2 1 1.9
5. Specialized cookware (gas only) 1 4 3 3 2.7
Conventional Ovens
1. Bi-radiant oven (electric only) 2 3 4 1 2.5
2. Steam cooking (electric only) 1 2 3 3 2.0
Clothes Washers
1. Ionization 5 3 1 4 3.6
2. Plastic particle cleaning 4 4 1 4 3.6
3. Ultraviolet laundering 5 3 1 4 3.6
Clothes Dryers
1. Heat pump (electric only) 3 4 3 2 3.2
2. Indirect (hydronic) heating (electric only) 2 4 2 3 2.9
3. Inlet air preheating 2 4 4 2 3.0
4. Mechanical steam compression (electric only) 3 5 2 3 3.6
5. Microwave (electric only) 2 5 3 1 3.1
Refrigerators/Freezers
1. Improved compressor efficiency 2 3 4 2 2.7
2. Magnetic refrigeration 3 5 3 2 3.6
3. Nanoparticle additives to refrigerants 2 5 4 2 3.4
4. Stirling cycle 2 4 3 2 2.9
5. Thermoacoustic refrigeration 2 4 3 2 2.9
6. Thermoelectric refrigeration 3 4 4 2 3.4
7. Vacuum insulation panels 2 5 4 2 3.4
Cross-Cutting Technologies
1. Integrated energy and water recovery and
transfer between appliances 5 4 1 2 3.6
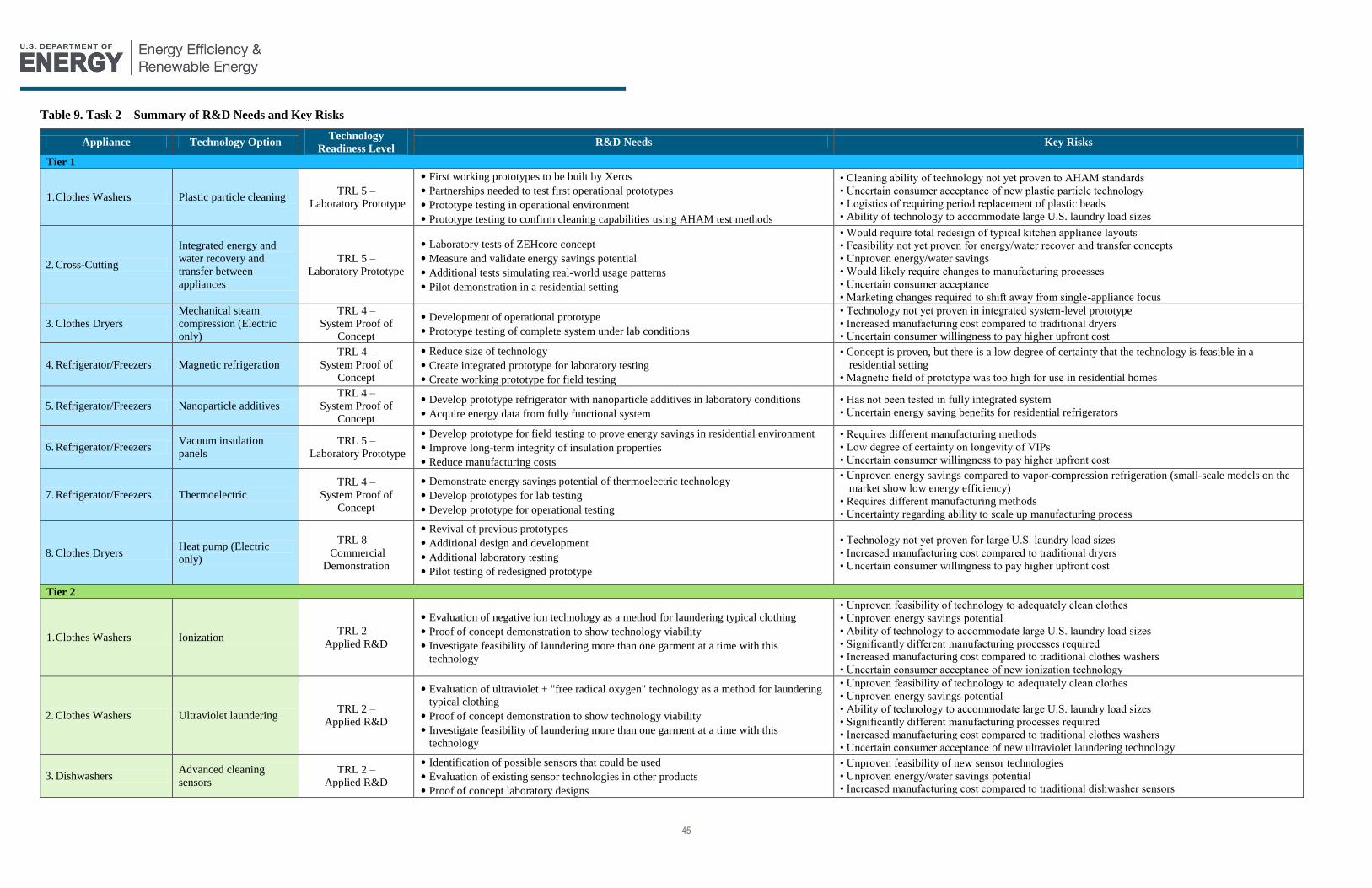
45
Table 9. Task 2 – Summary of R&D Needs and Key Risks
Appliance Technology Option Technology
Readiness Level R&D Needs Key Risks
Tier 1
1. Clothes Washers Plastic particle cleaning TRL 5 –
Laboratory Prototype
• First working prototypes to be built by Xeros
• Partnerships needed to test first operational prototypes
• Prototype testing in operational environment
• Prototype testing to confirm cleaning capabilities using AHAM test methods
• Cleaning ability of technology not yet proven to AHAM standards
• Uncertain consumer acceptance of new plastic particle technology
• Logistics of requiring period replacement of plastic beads
• Ability of technology to accommodate large U.S. laundry load sizes
2. Cross-Cutting
Integrated energy and
water recovery and
transfer between
appliances
TRL 5 –
Laboratory Prototype
• Laboratory tests of ZEHcore concept
• Measure and validate energy savings potential
• Additional tests simulating real-world usage patterns
• Pilot demonstration in a residential setting
• Would require total redesign of typical kitchen appliance layouts
• Feasibility not yet proven for energy/water recover and transfer concepts
• Unproven energy/water savings
• Would likely require changes to manufacturing processes
• Uncertain consumer acceptance
• Marketing changes required to shift away from single-appliance focus
3. Clothes Dryers
Mechanical steam
compression (Electric
only)
TRL 4 –
System Proof of
Concept
• Development of operational prototype
• Prototype testing of complete system under lab conditions
• Technology not yet proven in integrated system-level prototype
• Increased manufacturing cost compared to traditional dryers
• Uncertain consumer willingness to pay higher upfront cost
4. Refrigerator/Freezers Magnetic refrigeration
TRL 4 –
System Proof of
Concept
• Reduce size of technology
• Create integrated prototype for laboratory testing
• Create working prototype for field testing
• Concept is proven, but there is a low degree of certainty that the technology is feasible in a
residential setting
• Magnetic field of prototype was too high for use in residential homes
5. Refrigerator/Freezers Nanoparticle additives
TRL 4 –
System Proof of
Concept
• Develop prototype refrigerator with nanoparticle additives in laboratory conditions
• Acquire energy data from fully functional system
• Has not been tested in fully integrated system
• Uncertain energy saving benefits for residential refrigerators
6. Refrigerator/Freezers Vacuum insulation
panels
TRL 5 –
Laboratory Prototype
• Develop prototype for field testing to prove energy savings in residential environment
• Improve long-term integrity of insulation properties
• Reduce manufacturing costs
• Requires different manufacturing methods
• Low degree of certainty on longevity of VIPs
• Uncertain consumer willingness to pay higher upfront cost
7. Refrigerator/Freezers Thermoelectric
TRL 4 –
System Proof of
Concept
• Demonstrate energy savings potential of thermoelectric technology
• Develop prototypes for lab testing
• Develop prototype for operational testing
• Unproven energy savings compared to vapor-compression refrigeration (small-scale models on the
market show low energy efficiency)
• Requires different manufacturing methods
• Uncertainty regarding ability to scale up manufacturing process
8. Clothes Dryers Heat pump (Electric
only)
TRL 8 –
Commercial
Demonstration
• Revival of previous prototypes
• Additional design and development
• Additional laboratory testing
• Pilot testing of redesigned prototype
• Technology not yet proven for large U.S. laundry load sizes
• Increased manufacturing cost compared to traditional dryers
• Uncertain consumer willingness to pay higher upfront cost
Tier 2
1. Clothes Washers Ionization TRL 2 –
Applied R&D
• Evaluation of negative ion technology as a method for laundering typical clothing
• Proof of concept demonstration to show technology viability
• Investigate feasibility of laundering more than one garment at a time with this
technology
• Unproven feasibility of technology to adequately clean clothes
• Unproven energy savings potential
• Ability of technology to accommodate large U.S. laundry load sizes
• Significantly different manufacturing processes required
• Increased manufacturing cost compared to traditional clothes washers
• Uncertain consumer acceptance of new ionization technology
2. Clothes Washers Ultraviolet laundering TRL 2 –
Applied R&D
• Evaluation of ultraviolet + "free radical oxygen" technology as a method for laundering
typical clothing
• Proof of concept demonstration to show technology viability
• Investigate feasibility of laundering more than one garment at a time with this
technology
• Unproven feasibility of technology to adequately clean clothes
• Unproven energy savings potential
• Ability of technology to accommodate large U.S. laundry load sizes
• Significantly different manufacturing processes required
• Increased manufacturing cost compared to traditional clothes washers
• Uncertain consumer acceptance of new ultraviolet laundering technology
3. Dishwashers Advanced cleaning
sensors
TRL 2 –
Applied R&D
• Identification of possible sensors that could be used
• Evaluation of existing sensor technologies in other products
• Proof of concept laboratory designs
• Unproven feasibility of new sensor technologies
• Unproven energy/water savings potential
• Increased manufacturing cost compared to traditional dishwasher sensors
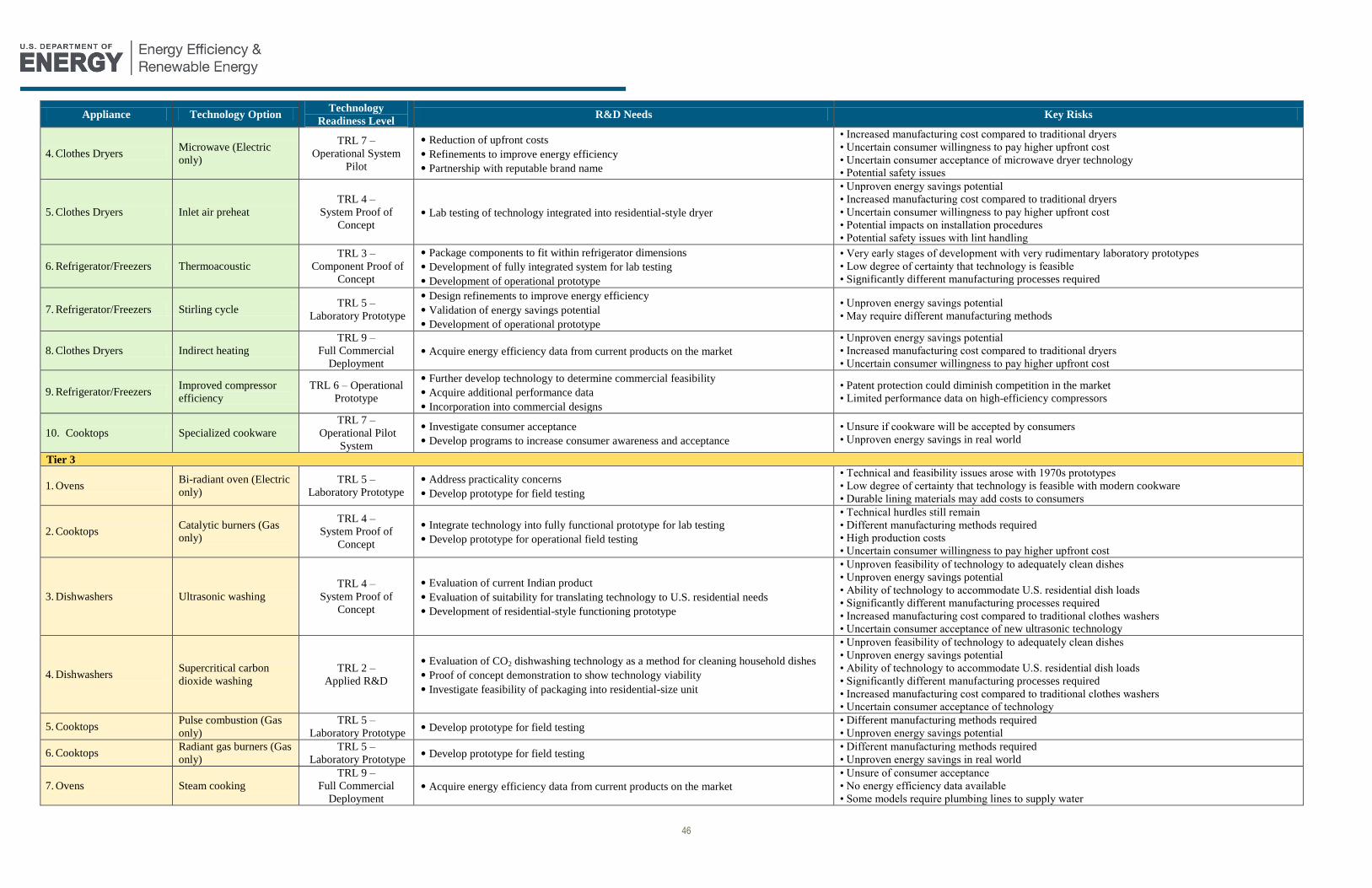
46
Appliance Technology Option Technology
Readiness Level R&D Needs Key Risks
4. Clothes Dryers Microwave (Electric
only)
TRL 7 –
Operational System
Pilot
• Reduction of upfront costs
• Refinements to improve energy efficiency
• Partnership with reputable brand name
• Increased manufacturing cost compared to traditional dryers
• Uncertain consumer willingness to pay higher upfront cost
• Uncertain consumer acceptance of microwave dryer technology
• Potential safety issues
5. Clothes Dryers Inlet air preheat
TRL 4 –
System Proof of
Concept • Lab testing of technology integrated into residential-style dryer
• Unproven energy savings potential
• Increased manufacturing cost compared to traditional dryers
• Uncertain consumer willingness to pay higher upfront cost
• Potential impacts on installation procedures
• Potential safety issues with lint handling
6. Refrigerator/Freezers Thermoacoustic
TRL 3 –
Component Proof of
Concept
• Package components to fit within refrigerator dimensions
• Development of fully integrated system for lab testing
• Development of operational prototype
• Very early stages of development with very rudimentary laboratory prototypes
• Low degree of certainty that technology is feasible
• Significantly different manufacturing processes required
7. Refrigerator/Freezers Stirling cycle TRL 5 –
Laboratory Prototype
• Design refinements to improve energy efficiency
• Validation of energy savings potential
• Development of operational prototype
• Unproven energy savings potential
• May require different manufacturing methods
8. Clothes Dryers Indirect heating
TRL 9 –
Full Commercial
Deployment • Acquire energy efficiency data from current products on the market
• Unproven energy savings potential
• Increased manufacturing cost compared to traditional dryers
• Uncertain consumer willingness to pay higher upfront cost
9. Refrigerator/Freezers Improved compressor
efficiency
TRL 6 – Operational
Prototype
• Further develop technology to determine commercial feasibility
• Acquire additional performance data
• Incorporation into commercial designs
• Patent protection could diminish competition in the market
• Limited performance data on high-efficiency compressors
10. Cooktops Specialized cookware
TRL 7 –
Operational Pilot
System
• Investigate consumer acceptance
• Develop programs to increase consumer awareness and acceptance
• Unsure if cookware will be accepted by consumers
• Unproven energy savings in real world
Tier 3
1. Ovens Bi-radiant oven (Electric
only)
TRL 5 –
Laboratory Prototype
• Address practicality concerns
• Develop prototype for field testing
• Technical and feasibility issues arose with 1970s prototypes
• Low degree of certainty that technology is feasible with modern cookware
• Durable lining materials may add costs to consumers
2. Cooktops Catalytic burners (Gas
only)
TRL 4 –
System Proof of
Concept
• Integrate technology into fully functional prototype for lab testing
• Develop prototype for operational field testing
• Technical hurdles still remain
• Different manufacturing methods required
• High production costs
• Uncertain consumer willingness to pay higher upfront cost
3. Dishwashers Ultrasonic washing
TRL 4 –
System Proof of
Concept
• Evaluation of current Indian product
• Evaluation of suitability for translating technology to U.S. residential needs
• Development of residential-style functioning prototype
• Unproven feasibility of technology to adequately clean dishes
• Unproven energy savings potential
• Ability of technology to accommodate U.S. residential dish loads
• Significantly different manufacturing processes required
• Increased manufacturing cost compared to traditional clothes washers
• Uncertain consumer acceptance of new ultrasonic technology
4. Dishwashers Supercritical carbon
dioxide washing
TRL 2 –
Applied R&D
• Evaluation of CO2 dishwashing technology as a method for cleaning household dishes
• Proof of concept demonstration to show technology viability
• Investigate feasibility of packaging into residential-size unit
• Unproven feasibility of technology to adequately clean dishes
• Unproven energy savings potential
• Ability of technology to accommodate U.S. residential dish loads
• Significantly different manufacturing processes required
• Increased manufacturing cost compared to traditional clothes washers
• Uncertain consumer acceptance of technology
5. Cooktops Pulse combustion (Gas
only)
TRL 5 –
Laboratory Prototype • Develop prototype for field testing
• Different manufacturing methods required
• Unproven energy savings potential
6. Cooktops Radiant gas burners (Gas
only)
TRL 5 –
Laboratory Prototype • Develop prototype for field testing
• Different manufacturing methods required
• Unproven energy savings in real world
7. Ovens Steam cooking
TRL 9 –
Full Commercial
Deployment • Acquire energy efficiency data from current products on the market
• Unsure of consumer acceptance
• No energy efficiency data available
• Some models require plumbing lines to supply water

47
Appliance Technology Option Technology
Readiness Level R&D Needs Key Risks
8. Cooktops Reduced excess air at
burner (Gas only)
TRL 3 –
Component Proof of
Concept
• Determine energy savings potential of this technology
• Integrate components into full scale prototype for lab testing
• Low degree of certainty that technology is feasible
• Unproven energy savings potential
• No prototypes exist

48
Table 10. Task 3 - Summary of R&D Objectives, Tasks, Possible Performers, and Resources Required
Appliance
Technology
Option R&D Objective Outcomes of Achieving Objective a
R&D Tasks Possible Performers & Roles Duration & Resources Required
Tier 1
1. Clothes
Washers
Plastic particle
cleaning
To assess the energy savings
potential and cleaning performance
by procuring a working prototype
and performing tests using the DOE
test procedure (adapted if necessary)
and AHAM test procedures.
• Reliable estimates of energy savings
potential
• Procure a working prototype unit
• Perform testing using an adapted version of
the DOE test procedure
• Perform cleaning performance testing using
AHAM test procedures
• Estimate unit energy savings potential
based on results
• Xeros, Ltd: manufacturer of prototype,
cooperation with DOE project
• BTP: provide funding, manage test program,
develop test protocols
• National laboratory: perform energy &
performance tests
• DOE Standards & Test Procedure team:
provide background/insights, help evaluate
test results
Duration: 1 year
• Procurement of a prototype unit
• BTP project staff to manage test program
• National laboratory staff for testing
• DOE Standards & Test Procedure staff to help analyze
results
2. Cross-Cutting
Integrated energy
and water
recovery &
transfer between
appliances
To measure and validate the energy
savings potential of the ZEHcore
concept by performing laboratory
tests simulating real-world usage
patterns, and through a pilot
demonstration project in a
residential setting.
• Validation of integrated appliances
concept
• Preliminary estimates of energy savings
potential
• Feedback and experience from pilot
installation
• Develop fully integrated prototype system
• Characterize system performance and
compare to modeled predictions
• Perform preliminary laboratory testing
using actual appliances
• Modify/optimize internal components
based on preliminary testing
• Further refine design to produce fully
functional prototype system
• Conduct further laboratory tests simulating
real-world usage patterns
• Conduct pilot demonstration in a residential
setting
• BTP: provide funding, manage test program,
manage pilot program
• ORNL: development and refinement of
ZEHcore system
• Pilot users: operate under real-world
conditions
Duration: Multi-year
• Funding for research staff
• Materials & supplies for further system development
• Test equipment & materials required for testing (including
appliances)
• Funding and program support for small-scale pilot testing
3. Clothes
Dryers
Mechanical steam
compression
(electric only)
To validate the technology concept
by developing a working prototype
and performing testing under
laboratory conditions.
• Fully functional prototype that could be
further tested
• Preliminary estimates of energy savings
potential
• Develop fully integrated prototype system
• Characterize system performance and
compare to modeled predictions
• Perform preliminary testing using clothing
loads
• Modify/optimize internal components
based on preliminary testing
• Further refine design to produce fully
functional prototype system
• BTP: provide funding, monitor progress
• Center for Energy Studies, Ecole des Mines
de Paris (Mines ParisTech): expand on
previous research and prototypes
• U.S. university: joint research activities with
Center for Energy Studies
Duration: 1 year
• Funding for research staff
• Materials & supplies for component development and
system integration
• Test equipment & materials required for testing
4. Refrigerator/F
reezers
Magnetic
refrigeration
To demonstrate the required cooling
capacity of residential refrigerators.
• Working prototype for further coefficient
of performance testing
• Validation of cooling performance of
magnetic refrigeration
• Further understand magnetic refrigeration
cooling principles
• Optimize individual components of the
system
• Test optimized prototype to demonstrate
required cooling capacity
• BTP: provide funding, manage test program,
develop test protocols
• Ames Laboratory: expand on previous
research and prototype
Duration: Multi-year
• Materials & supplies for component development and
system integration
• Ames staff to test and analyze results
5. Refrigerator/F
reezers
Nanoparticle
additives
To confirm preliminary energy
savings estimates using a residential
refrigerator on the U.S. market and
the DOE test procedure.
• Reliable estimates of energy savings
potential
• Test optimum solution from previous
studies in a residential refrigerator using the
DOE test procedure
• Estimate energy savings potential from
laboratory test results
• BTP: provide funding, manage test program,
develop test protocols
• Researchers involved with preliminary
prototypes: provide knowledge and experience
from development of initial prototypes
• third-party laboratory: perform energy tests
using DOE test procedure
Duration: 1 year
• Materials: refrigerants, nanoparticle additives
• Refrigerators in which to test the refrigerants
• NIST staff to test and analyze results
• Third-party laboratory for testing
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
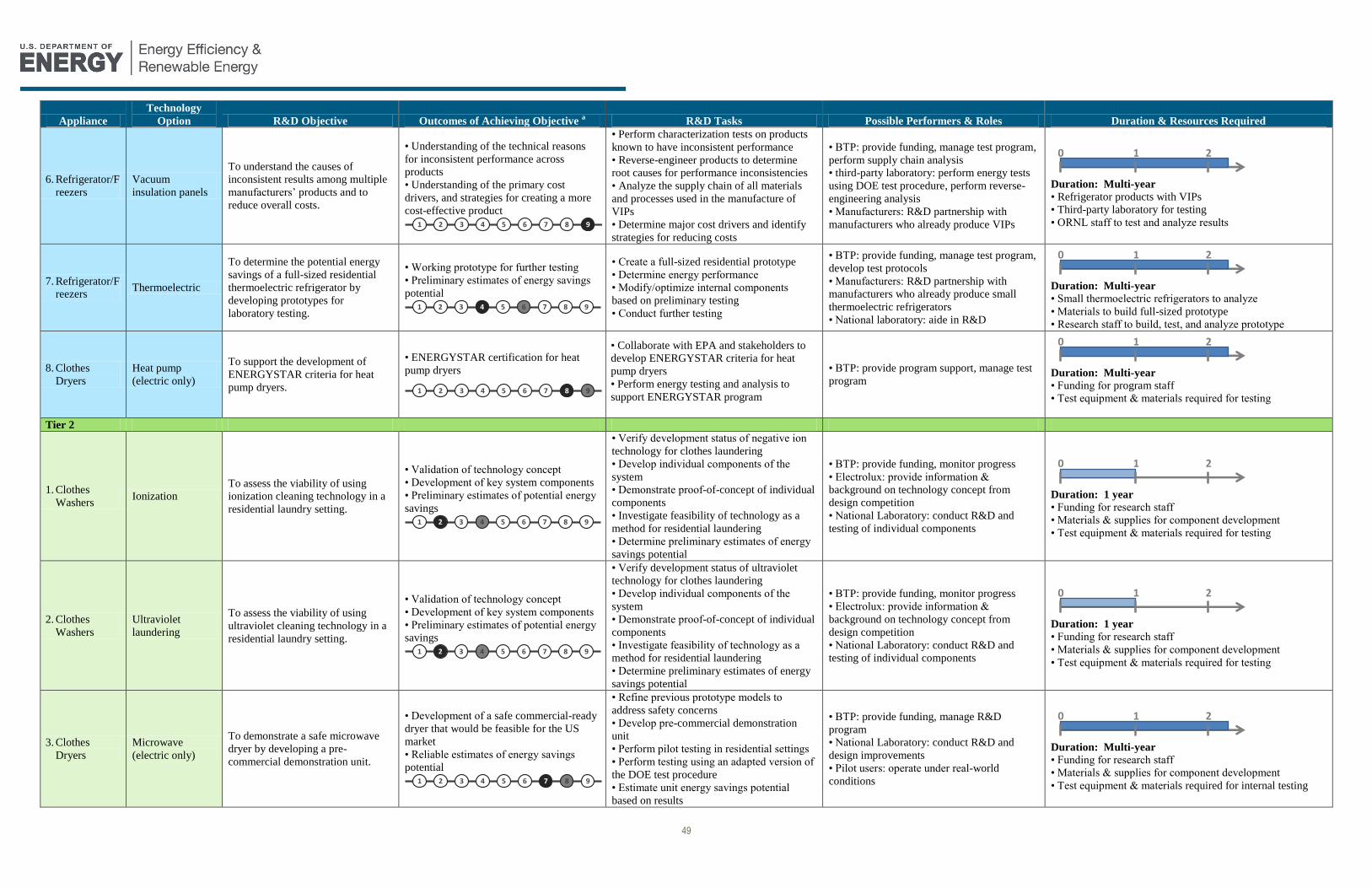
49
Appliance
Technology
Option R&D Objective Outcomes of Achieving Objective a
R&D Tasks Possible Performers & Roles Duration & Resources Required
6. Refrigerator/F
reezers
Vacuum
insulation panels
To understand the causes of
inconsistent results among multiple
manufacturers’ products and to
reduce overall costs.
• Understanding of the technical reasons
for inconsistent performance across
products
• Understanding of the primary cost
drivers, and strategies for creating a more
cost-effective product
• Perform characterization tests on products
known to have inconsistent performance
• Reverse-engineer products to determine
root causes for performance inconsistencies
• Analyze the supply chain of all materials
and processes used in the manufacture of
VIPs
• Determine major cost drivers and identify
strategies for reducing costs
• BTP: provide funding, manage test program,
perform supply chain analysis
• third-party laboratory: perform energy tests
using DOE test procedure, perform reverse-
engineering analysis
• Manufacturers: R&D partnership with
manufacturers who already produce VIPs
Duration: Multi-year
• Refrigerator products with VIPs
• Third-party laboratory for testing
• ORNL staff to test and analyze results
7. Refrigerator/F
reezers Thermoelectric
To determine the potential energy
savings of a full-sized residential
thermoelectric refrigerator by
developing prototypes for
laboratory testing.
• Working prototype for further testing
• Preliminary estimates of energy savings
potential
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components
based on preliminary testing
• Conduct further testing
• BTP: provide funding, manage test program,
develop test protocols
• Manufacturers: R&D partnership with
manufacturers who already produce small
thermoelectric refrigerators
• National laboratory: aide in R&D
Duration: Multi-year
• Small thermoelectric refrigerators to analyze
• Materials to build full-sized prototype
• Research staff to build, test, and analyze prototype
8. Clothes
Dryers
Heat pump
(electric only)
To support the development of
ENERGYSTAR criteria for heat
pump dryers.
• ENERGYSTAR certification for heat
pump dryers
• Collaborate with EPA and stakeholders to
develop ENERGYSTAR criteria for heat
pump dryers
• Perform energy testing and analysis to
support ENERGYSTAR program
• BTP: provide program support, manage test
program
Duration: Multi-year
• Funding for program staff
• Test equipment & materials required for testing
Tier 2
1. Clothes
Washers Ionization
To assess the viability of using
ionization cleaning technology in a
residential laundry setting.
• Validation of technology concept
• Development of key system components
• Preliminary estimates of potential energy
savings
• Verify development status of negative ion
technology for clothes laundering
• Develop individual components of the
system
• Demonstrate proof-of-concept of individual
components
• Investigate feasibility of technology as a
method for residential laundering
• Determine preliminary estimates of energy
savings potential
• BTP: provide funding, monitor progress
• Electrolux: provide information &
background on technology concept from
design competition
• National Laboratory: conduct R&D and
testing of individual components
Duration: 1 year
• Funding for research staff
• Materials & supplies for component development
• Test equipment & materials required for testing
2. Clothes
Washers
Ultraviolet
laundering
To assess the viability of using
ultraviolet cleaning technology in a
residential laundry setting.
• Validation of technology concept
• Development of key system components
• Preliminary estimates of potential energy
savings
• Verify development status of ultraviolet
technology for clothes laundering
• Develop individual components of the
system
• Demonstrate proof-of-concept of individual
components
• Investigate feasibility of technology as a
method for residential laundering
• Determine preliminary estimates of energy
savings potential
• BTP: provide funding, monitor progress
• Electrolux: provide information &
background on technology concept from
design competition
• National Laboratory: conduct R&D and
testing of individual components
Duration: 1 year
• Funding for research staff
• Materials & supplies for component development
• Test equipment & materials required for testing
3. Clothes
Dryers
Microwave
(electric only)
To demonstrate a safe microwave
dryer by developing a pre-
commercial demonstration unit.
• Development of a safe commercial-ready
dryer that would be feasible for the US
market
• Reliable estimates of energy savings
potential
• Refine previous prototype models to
address safety concerns
• Develop pre-commercial demonstration
unit
• Perform pilot testing in residential settings
• Perform testing using an adapted version of
the DOE test procedure
• Estimate unit energy savings potential
based on results
• BTP: provide funding, manage R&D
program
• National Laboratory: conduct R&D and
design improvements
• Pilot users: operate under real-world
conditions
Duration: Multi-year
• Funding for research staff
• Materials & supplies for component development
• Test equipment & materials required for internal testing
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2

50
Appliance
Technology
Option R&D Objective Outcomes of Achieving Objective a
R&D Tasks Possible Performers & Roles Duration & Resources Required
4. Clothes
Dryers Inlet air preheat
To demonstrate a viable inlet air
preheating technology for
residential dryers.
• Demonstration of feasibility of heat
transfer technology for residential dryers
• Preliminary estimates of energy savings
potential
• Perform testing to characterize energy
benefits of current "heat wheel" technology
• Demonstrate smaller-scale design that
could be applicable to residential dryers
• Develop modified residential dryer with air
inlets/outlets to work with heat wheel
technology
• Investigate the potential for installing heat
exchanger inside dryer cabinet
• BTP: provide funding, manage R&D
program
• National Laboratory: conduct R&D and
design improvements
• Rototherm company: provide samples of
current technology, cooperate with DOE
project
Duration: 1 year
• Funding for research staff
• Materials & supplies for testing current system
• Materials & supplies for developing modified components
• Test equipment & materials required for internal testing
5. Refrigerator/F
reezers Thermoacoustic
To demonstrate a thermoacoustic
refrigerator with the same
coefficient of performance as
commercially available residential
refrigerators.
• Working prototype for further testing
• Demonstrated feasibility for residential
refrigerator applications
• Preliminary model of energy savings
potential
• Refine previous prototype model to
improve coefficient of performance
• Test refined prototype to determine
performance
• BTP: provide funding, manage test program,
develop test protocols
• Universities involved with proof of concept:
provide knowledge and experience from
development of initial prototype
• National laboratory: aide in R&D
Duration: Multi-year
• Procurement of units for testing
• BTP project staff to manage test program
• Third-party laboratory for testing
• DOE Standards staff to help analyze results
6. Refrigerator/F
reezers Stirling cycle
To determine the energy savings
potential of stirling cycle
refrigerators by developing and
testing a working prototype.
• Working prototype for further testing
• Preliminary estimates of energy savings
potential
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components
based on preliminary testing
• Conduct further testing
• BTP: provide funding, manage test program,
develop test protocols
• Purdue University: provide knowledge and
expertise on stirling cycle small refrigeration
research
Duration: Multi-year
• Research staff to develop and test prototype
• Materials required to build prototype
7. Clothes
Dryers Indirect heating
To assess the energy savings
potential of indirect (hydronic)
clothes dryers by testing hydronic
clothes dryers currently available on
the market.
• Resolve outstanding questions raised
during DOE Standards rulemaking
• Verification of additional savings from
back-to-back laundry cycles
• Reliable estimates of energy savings
potential
• Procure several working units
• Perform testing using DOE test procedure
(adapted if necessary)
• Determine energy savings potential
• Hydromatics Technologies: provide units for
testing
• BTP: provide funding, manage test program,
develop test protocols
• Third-party accredited laboratory: perform
energy & performance tests
• DOE Standards team: provide
background/insights, help evaluate test results
Duration: 6 months
• Procurement of units for testing
• BTP project staff to manage test program
• Third-party laboratory for testing
• DOE Standards staff to help analyze results
9. Cooktops Specialized
cookware
To verify energy savings potential
of residential-sized cookware, and
to determine consumer acceptance
of specialized cookware by
implementing a trial consumer
incentive program.
•Verification of energy savings in
residential-sized cookware using
residential cooking equipment
• Knowledge about consumer acceptance
of specialized cookware
• Procure residential-sized specialty
cookware
• Perform investigative energy testing to
verify energy efficiency potential
• Implement trial consumer incentive
program to stimulate purchases of
specialized cookware
• Determine consumer acceptance rate and
feasibility
• BTP: provide funding, manage test program,
develop test protocols, design and execute
consumer incentive program
• Third-party laboratory: perform energy tests
• Cookware manufacturers: assist in consumer
programs
Duration: 1 year
• Procurement of units for testing
•Third-party laboratory for testing
• Staff to carry out consumer programs and analyze results
• Funds for incentive program
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
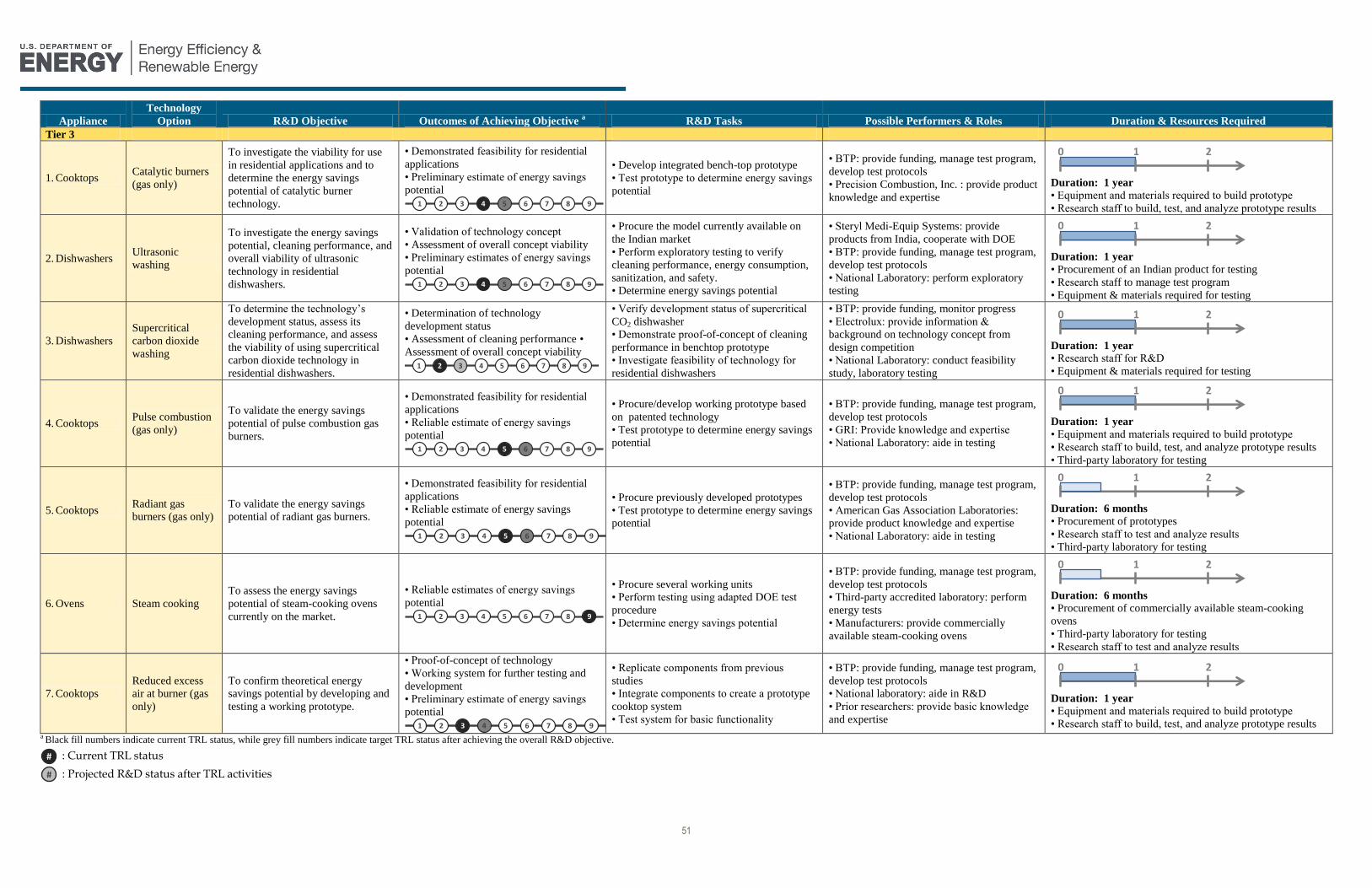
51
Appliance
Technology
Option R&D Objective Outcomes of Achieving Objective a
R&D Tasks Possible Performers & Roles Duration & Resources Required
Tier 3
1. Cooktops Catalytic burners
(gas only)
To investigate the viability for use
in residential applications and to
determine the energy savings
potential of catalytic burner
technology.
• Demonstrated feasibility for residential
applications
• Preliminary estimate of energy savings
potential
• Develop integrated bench-top prototype
• Test prototype to determine energy savings
potential
• BTP: provide funding, manage test program,
develop test protocols
• Precision Combustion, Inc. : provide product
knowledge and expertise
Duration: 1 year
• Equipment and materials required to build prototype
• Research staff to build, test, and analyze prototype results
2. Dishwashers Ultrasonic
washing
To investigate the energy savings
potential, cleaning performance, and
overall viability of ultrasonic
technology in residential
dishwashers.
• Validation of technology concept
• Assessment of overall concept viability
• Preliminary estimates of energy savings
potential
• Procure the model currently available on
the Indian market
• Perform exploratory testing to verify
cleaning performance, energy consumption,
sanitization, and safety.
• Determine energy savings potential
• Steryl Medi-Equip Systems: provide
products from India, cooperate with DOE
• BTP: provide funding, manage test program,
develop test protocols
• National Laboratory: perform exploratory
testing
Duration: 1 year
• Procurement of an Indian product for testing
• Research staff to manage test program
• Equipment & materials required for testing
3. Dishwashers
Supercritical
carbon dioxide
washing
To determine the technology’s
development status, assess its
cleaning performance, and assess
the viability of using supercritical
carbon dioxide technology in
residential dishwashers.
• Determination of technology
development status
• Assessment of cleaning performance •
Assessment of overall concept viability
• Verify development status of supercritical
CO2 dishwasher
• Demonstrate proof-of-concept of cleaning
performance in benchtop prototype
• Investigate feasibility of technology for
residential dishwashers
• BTP: provide funding, monitor progress
• Electrolux: provide information &
background on technology concept from
design competition
• National Laboratory: conduct feasibility
study, laboratory testing
Duration: 1 year
• Research staff for R&D
• Equipment & materials required for testing
4. Cooktops Pulse combustion
(gas only)
To validate the energy savings
potential of pulse combustion gas
burners.
• Demonstrated feasibility for residential
applications
• Reliable estimate of energy savings
potential
• Procure/develop working prototype based
on patented technology
• Test prototype to determine energy savings
potential
• BTP: provide funding, manage test program,
develop test protocols
• GRI: Provide knowledge and expertise
• National Laboratory: aide in testing
Duration: 1 year
• Equipment and materials required to build prototype
• Research staff to build, test, and analyze prototype results
• Third-party laboratory for testing
5. Cooktops Radiant gas
burners (gas only)
To validate the energy savings
potential of radiant gas burners.
• Demonstrated feasibility for residential
applications
• Reliable estimate of energy savings
potential
• Procure previously developed prototypes
• Test prototype to determine energy savings
potential
• BTP: provide funding, manage test program,
develop test protocols
• American Gas Association Laboratories:
provide product knowledge and expertise
• National Laboratory: aide in testing
Duration: 6 months
• Procurement of prototypes
• Research staff to test and analyze results
• Third-party laboratory for testing
6. Ovens Steam cooking
To assess the energy savings
potential of steam-cooking ovens
currently on the market.
• Reliable estimates of energy savings
potential
• Procure several working units
• Perform testing using adapted DOE test
procedure
• Determine energy savings potential
• BTP: provide funding, manage test program,
develop test protocols
• Third-party accredited laboratory: perform
energy tests
• Manufacturers: provide commercially
available steam-cooking ovens
Duration: 6 months
• Procurement of commercially available steam-cooking
ovens
• Third-party laboratory for testing
• Research staff to test and analyze results
7. Cooktops
Reduced excess
air at burner (gas
only)
To confirm theoretical energy
savings potential by developing and
testing a working prototype.
• Proof-of-concept of technology
• Working system for further testing and
development
• Preliminary estimate of energy savings
potential
• Replicate components from previous
studies
• Integrate components to create a prototype
cooktop system
• Test system for basic functionality
• BTP: provide funding, manage test program,
develop test protocols
• National laboratory: aide in R&D
• Prior researchers: provide basic knowledge
and expertise
Duration: 1 year
• Equipment and materials required to build prototype
• Research staff to build, test, and analyze prototype results a Black fill numbers indicate current TRL status, while grey fill numbers indicate target TRL status after achieving the overall R&D objective.
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
1 2 3 4 5 6 7 8 9
0 1 2
# : Current TRL status
# : Projected R&D status after TRL activities

52
Table 11. Task 4 - Refrigerator/Freezer Summary of Stakeholder Comments
Technology
Option R&D Objective R&D Tasks Discussion Summary
Consensus Priority
(Change Indicated)
Tier 1 (High Priority)
Magnetic
refrigeration
To demonstrate the required cooling capacity of
residential refrigerators.
• Further understand magnetic refrigeration cooling principles
• Optimize individual components of the system
• Test optimized prototype to demonstrate required cooling capacity
A major challenge with this technology is achieving the required temperature lift to
obtain necessary cooling capacity
Further R&D needed to fully understand the magnetic cooling effect and to develop
methods for transferring heat away from the food compartments
Fundamentally, this technology holds strong promise as a future alternative to
vapor compression.
HIGH (no change)
Nanoparticle
additives
To confirm preliminary energy savings estimates
using a residential refrigerator on the U.S. market
and the DOE test procedure.
• Test optimum solution from previous studies in a residential refrigerator
using the DOE test procedure
• Estimate energy savings potential from laboratory test results
Nanoparticles may improve the evaporator side of the heat exchanger, but would
have little effect on the condensing side. This would limit the overall efficiency
gains
Overall, this technology unlikely to offer significant energy savings
REMOVED FROM
CONSIDERATION
Vacuum
insulation panels
To understand the causes of inconsistent results
among multiple manufacturers’ products and to
reduce overall costs.
• Perform characterization tests on products known to have inconsistent
performance
• Reverse-engineer products to determine root causes for performance
inconsistencies
• Analyze the supply chain of all materials and processes used in the
manufacture of VIPs
• Determine major cost drivers and identify strategies for reducing costs
VIPs currently used in a limited number of products
Key challenges include long-term performance degradation and manufacturing
cost
HIGH (no change)
Thermoelectric
To determine the potential energy savings of a
full-sized residential thermoelectric refrigerator
by developing prototypes for laboratory testing.
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components based on preliminary testing
• Conduct further testing
Concept is feasible, but may not have the potential to be as efficient as vapor
compression
Could potentially be used in a hybrid system with vapor compression
Useful R&D would investigate the breakthroughs required to make this
technology competitive with vapor compression
LOW (downgrade)
Tier 2 (Medium Priority)
Thermoacoustic
To demonstrate a thermoacoustic refrigerator
with the same coefficient of performance as
commercially available residential refrigerators.
• Refine previous prototype model to improve coefficient of performance
• Test refined prototype to determine performance
Component size and vibration are significant barriers for commercialization
Technology not being actively pursued by major manufacturers
REMOVED FROM
CONSIDERATION
Stirling cycle
To determine the energy savings potential of
stirling cycle refrigerators by developing and
testing a working prototype.
• Create a full-sized residential prototype
• Determine energy performance
• Modify/optimize internal components based on preliminary testing
• Conduct further testing
Stirling cycle technology well-known, but has not been shown to be more efficient
than vapor compression
Technology not being actively pursued by major manufacturers
LOW (downgrade)
More efficient
compressor
technologies
Not previously considered Not previously considered
Could be implemented in short-term with traditional vapor compression systems
Estimations show linear compressors are more efficient than current fixed speed
compressors
R&D needed to optimize advanced compressor design, material selection,
lubricants, and manufacturing costs
MEDIUM
Tier 3 (Low Priority)
Thermoelastic Not previously considered Not previously considered
Cooling can be obtained from the straining of a thermoelastic shape memory alloy
Has drawbacks in its current preliminary form such as low latent heat (~12 kJ/kg)
and a limited fatigue life
Researchers currently developing a 35kW prototype
LOW

53
Table 12. Task 4 - Clothes Washer Summary of Stakeholder Comments
Technology
Option R&D Objective R&D Tasks Discussion Summary
Consensus Priority (Change
Indicated)
Tier 1 (High Priority)
Plastic particle
cleaning
To assess the energy savings potential and
cleaning performance by procuring a working
prototype and performing tests using the DOE
test procedure (adapted if necessary) and AHAM
test procedures.
• Procure a working prototype unit
• Perform testing using an adapted version of the DOE test procedure
• Perform cleaning performance testing using AHAM test procedures
• Estimate unit energy savings potential based on results
Concerns persist regarding potential environmental and safety issues with small
plastic beads
Technology could be better suited for commercial on-premise laundries or dry-
cleaning settings
Energy savings potential may be less significant compared to the most efficient
front-loading clothes washers on the market
MEDIUM (downgrade)
Tier 2 (Medium Priority)
Ionization
To assess the viability of using ionization
cleaning technology in a residential laundry
setting.
• Verify development status of negative ion technology for clothes
laundering
• Develop individual components of the system
• Demonstrate proof-of-concept of individual components
• Investigate feasibility of technology as a method for residential
laundering
• Determine preliminary estimates of energy savings potential
No cleaning mechanism has been identified with this technology
Unlikely to become a viable replacement for regular home laundering
Could be used as a supplement to sanitize clothes
REMOVED FROM
CONSIDERATION
Ultraviolet
laundering
To assess the viability of using ultraviolet
cleaning technology in a residential laundry
setting.
• Verify development status of ultraviolet technology for clothes
laundering
• Develop individual components of the system
• Demonstrate proof-of-concept of individual components
• Investigate feasibility of technology as a method for residential
laundering
• Determine preliminary estimates of energy savings potential
No cleaning mechanism has been identified with this technology
Unlikely to become a viable replacement for regular home laundering
Could be used as a supplement to sanitize clothes
REMOVED FROM
CONSIDERATION
Tier 3 (Low Priority)
Sanitizing agents Not previously considered Not previously considered
Sanitizing agents can be added to cold water to reduce the need for hot water
washing
R&D needed to investigate the safety & environmental effects of certain sanitizing
agents
LOW

54
Table 13. Task 4 - Clothes Dryer Summary of Stakeholder Comments
Technology
Option R&D Objective R&D Tasks Discussion Summary
Consensus Priority
(Change Indicated)
Tier 1 (High Priority)
Mechanical steam
compression
(electric only)
To validate the technology concept by developing
a working prototype and performing testing under
laboratory conditions.
• Develop fully integrated prototype system
• Characterize system performance and compare to modeled predictions
• Perform preliminary testing using clothing loads
• Modify/optimize internal components based on preliminary testing
• Further refine design to produce fully functional prototype system
Technology seems feasible, but not likely to have greater energy savings potential
than heat pump dryers
Technology will require additional seals and pressurized compartments to
accommodate pressurized steam, which will increase cost and complexity over
standard heat pump design
MEDIUM (downgrade)
Heat pump
(electric only)
To support the development of ENERGYSTAR
criteria for heat pump dryers.
• Collaborate with EPA and stakeholders to develop ENERGYSTAR
criteria for heat pump dryers
• Perform energy testing and analysis to support ENERGYSTAR
program
General recognition of heat pump’s success in Europe
Expectation by industry that heat pump technology will enter the North American
market in the future
Technology would benefit from ENERGY STAR support, utility/government rebates,
and pilot testing upon introduction of first commercial units in the market
HIGH (no change)
Tier 2 (Medium Priority)
Microwave
(electric only)
To demonstrate a safe microwave dryer by
developing a pre-commercial demonstration unit.
• Refine previous prototype models to address safety concerns
• Develop pre-commercial demonstration unit
• Perform pilot testing in residential settings
• Perform testing using an adapted version of the DOE test procedure
• Estimate unit energy savings potential based on results
Manufacturers generally aware of previous development efforts of this technology
Safety concerns remain the key barrier to commercialization
LOW (downgrade)
Inlet air preheat To demonstrate a viable inlet air preheating
technology for residential dryers.
• Perform testing to characterize energy benefits of current "heat wheel"
technology
• Demonstrate smaller-scale design that could be applicable to residential
dryers
• Develop modified residential dryer with air inlets/outlets to work with
heat wheel technology
• Investigate the potential for installing heat exchanger inside dryer
cabinet
Manufacturers expressed general interested in the idea
Water condensation would require extra plumbing and a drain
Uncertainties regarding potential efficiency gains
Could be more practical for commercial laundry settings
MEDIUM (no change)
Indirect heating
To assess the energy savings potential of indirect
(hydronic) clothes dryers by testing hydronic
clothes dryers currently available on the market.
• Procure several working units
• Perform testing using DOE test procedure (adapted if necessary)
• Determine energy savings potential
Confirmation of uncertainty of potential energy savings of back-to-back dryer
cycles
Lack of a cool-down phase before the load comes to a rest could pose a safety
hazard
LOW (downgrade)
Table 14. Task 4 - Dishwasher Summary of Stakeholder Comments
Technology
Option R&D Objective R&D Tasks Discussion Summary
Consensus Priority
(Change Indicated)
Tier 3 (Low Priority)
Ultrasonic
washing
To investigate the energy savings potential,
cleaning performance, and overall viability of
ultrasonic technology in residential dishwashers.
• Procure the model currently available on the Indian market
• Perform exploratory testing to verify cleaning performance, energy
consumption, sanitization, and safety.
• Determine energy savings potential
Technology does not seem realistic in American markets
Concerns about amount of water required
Technology may not be as useful on plastic dishware
REMOVED FROM
CONSIDERATION
Supercritical
carbon dioxide
washing
To determine the technology’s development
status, assess its cleaning performance, and assess
the viability of using supercritical carbon dioxide
technology in residential dishwashers.
• Verify development status of supercritical CO2 dishwasher
• Demonstrate proof-of-concept of cleaning performance in benchtop
prototype
• Investigate feasibility of technology for residential dishwashers
Unlikely to be accepted by residential consumers due to the need for high-pressure
CO2
REMOVED FROM
CONSIDERATION

55
Table 15. Task 4 - Cooking Equipment Summary of Stakeholder Comments
Technology
Option R&D Objective R&D Tasks Discussion Summary
Consensus Priority
(Change Indicated)
Tier 2 (Medium Priority)
Specialized
cookware
To verify energy savings potential of residential-
sized cookware, and to determine consumer
acceptance of specialized cookware by
implementing a trial consumer incentive program.
• Procure residential-sized specialty cookware
• Perform investigative energy testing to verify energy efficiency
potential
• Implement trial consumer incentive program to stimulate purchases of
specialized cookware
• Determine consumer acceptance rate and feasibility
Manufacturers expressed generally interest with the proposal
Technology could be more applicable in commercial settings MEDIUM (no change)
Induction cooking Not previously considered Not previously considered
Technology offers much higher efficiency than traditional electric or gas cooktops
Technology already available in the market
Technology not accommodated by current test procedure for cooking equipment
Technology could benefit from ENERGY STAR certification
MEDIUM
Tier 3 (Low Priority)
Catalytic burners
(gas only)
To investigate the viability for use in residential
applications and to determine the energy savings
potential of catalytic burner technology.
• Develop integrated bench-top prototype
• Test prototype to determine energy savings potential
Not likely to be embraced by manufacturers or consumers
Little to no energy savings
REMOVED FROM
CONSIDERATION
Pulse combustion
(gas only)
To validate the energy savings potential of pulse
combustion gas burners.
• Procure/develop working prototype based on patented technology
• Test prototype to determine energy savings potential
Not likely to be embraced by manufacturers or consumers
Little to no energy savings
REMOVED FROM
CONSIDERATION
Radiant gas
burners (gas only)
To validate the energy savings potential of
radiant gas burners.
• Procure previously developed prototypes
• Test prototype to determine energy savings potential
Not likely to be embraced by manufacturers or consumers
Little to no energy savings
REMOVED FROM
CONSIDERATION
Steam cooking To assess the energy savings potential of steam-
cooking ovens currently on the market.
• Procure several working units
• Perform testing using adapted DOE test procedure
• Determine energy savings potential
Technology may be undesirable from consumer standpoint because consumers like
to get crispy sear on food, which steam does not provide LOW (no change)
Reduced excess
air at burner (gas
only)
To confirm theoretical energy savings potential
by developing and testing a working prototype.
• Replicate components from previous studies
• Integrate components to create a prototype cooktop system
• Test system for basic functionality
Not likely to be embraced by manufacturers or consumers
Little to no energy savings REMOVED FROM
CONSIDERATION
Oven coatings Not previously considered Not previously considered
Coatings with innovative materials could reduce the heat required
during self-clean cycles
Self-clean temperature could potentially be reduced by a few hundred
degrees
LOW
Smart burners Not previously considered Not previously considered
Technology would adjust flame to keep pot at constant temperature,
thus eliminating excess waste heat
Technology likely to be embraced by both manufacturers and
consumers
LOW
Table 16. Task 4 - Cross-cutting Summary of Stakeholder Comments
Technology
Option R&D Objective R&D Tasks Discussion Summary
Consensus Priority (Change
Indicated)
Tier 1 (High Priority)
Integrated energy
and water
recovery &
transfer between
appliances
To measure and validate the energy savings
potential of the ZEHcore concept by performing
laboratory tests simulating real-world usage
patterns, and through a pilot demonstration
project in a residential setting.
• Develop fully integrated prototype system
• Characterize system performance and compare to modeled predictions
• Perform preliminary laboratory testing using actual appliances
• Modify/optimize internal components based on preliminary testing
• Further refine design to produce fully functional prototype system
• Conduct further laboratory tests simulating real-world usage patterns
• Conduct pilot demonstration in a residential setting
Manufacturers expressed general interest in integrated energy and water recovery
and transfer between appliances
R&D efforts could focus on highly-insulated flexible tubing between appliances
Technology may be easier to implement in traditionally paired appliances (e.g.
washer and dryer)
HIGH (no change)
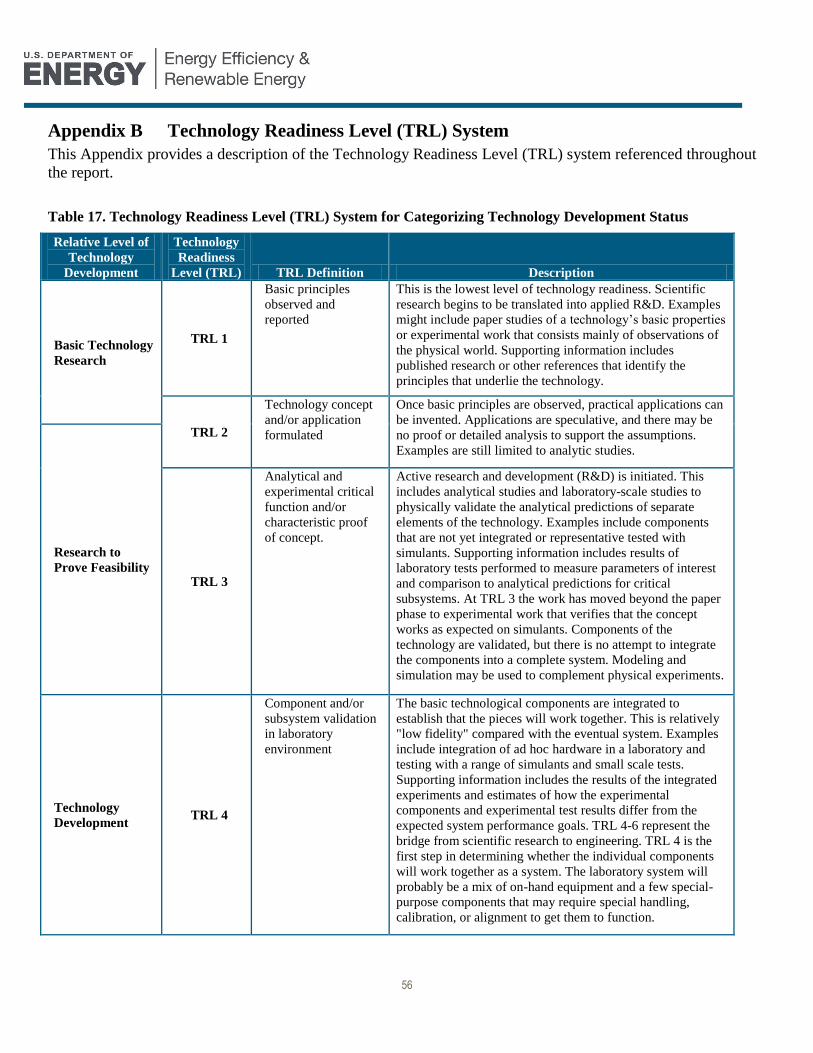
56
Appendix B Technology Readiness Level (TRL) System
This Appendix provides a description of the Technology Readiness Level (TRL) system referenced throughout
the report.
Table 17. Technology Readiness Level (TRL) System for Categorizing Technology Development Status
Relative Level of
Technology
Development
Technology
Readiness
Level (TRL) TRL Definition Description
Basic Technology
Research
TRL 1
Basic principles
observed and
reported
This is the lowest level of technology readiness. Scientific
research begins to be translated into applied R&D. Examples
might include paper studies of a technology’s basic properties
or experimental work that consists mainly of observations of
the physical world. Supporting information includes
published research or other references that identify the
principles that underlie the technology.
TRL 2
Technology concept
and/or application
formulated
Once basic principles are observed, practical applications can
be invented. Applications are speculative, and there may be
no proof or detailed analysis to support the assumptions.
Examples are still limited to analytic studies.
Research to
Prove Feasibility TRL 3
Analytical and
experimental critical
function and/or
characteristic proof
of concept.
Active research and development (R&D) is initiated. This
includes analytical studies and laboratory-scale studies to
physically validate the analytical predictions of separate
elements of the technology. Examples include components
that are not yet integrated or representative tested with
simulants. Supporting information includes results of
laboratory tests performed to measure parameters of interest
and comparison to analytical predictions for critical
subsystems. At TRL 3 the work has moved beyond the paper
phase to experimental work that verifies that the concept
works as expected on simulants. Components of the
technology are validated, but there is no attempt to integrate
the components into a complete system. Modeling and
simulation may be used to complement physical experiments.
Technology
Development TRL 4
Component and/or
subsystem validation
in laboratory
environment
The basic technological components are integrated to
establish that the pieces will work together. This is relatively
"low fidelity" compared with the eventual system. Examples
include integration of ad hoc hardware in a laboratory and
testing with a range of simulants and small scale tests.
Supporting information includes the results of the integrated
experiments and estimates of how the experimental
components and experimental test results differ from the
expected system performance goals. TRL 4-6 represent the
bridge from scientific research to engineering. TRL 4 is the
first step in determining whether the individual components
will work together as a system. The laboratory system will
probably be a mix of on-hand equipment and a few special-
purpose components that may require special handling,
calibration, or alignment to get them to function.
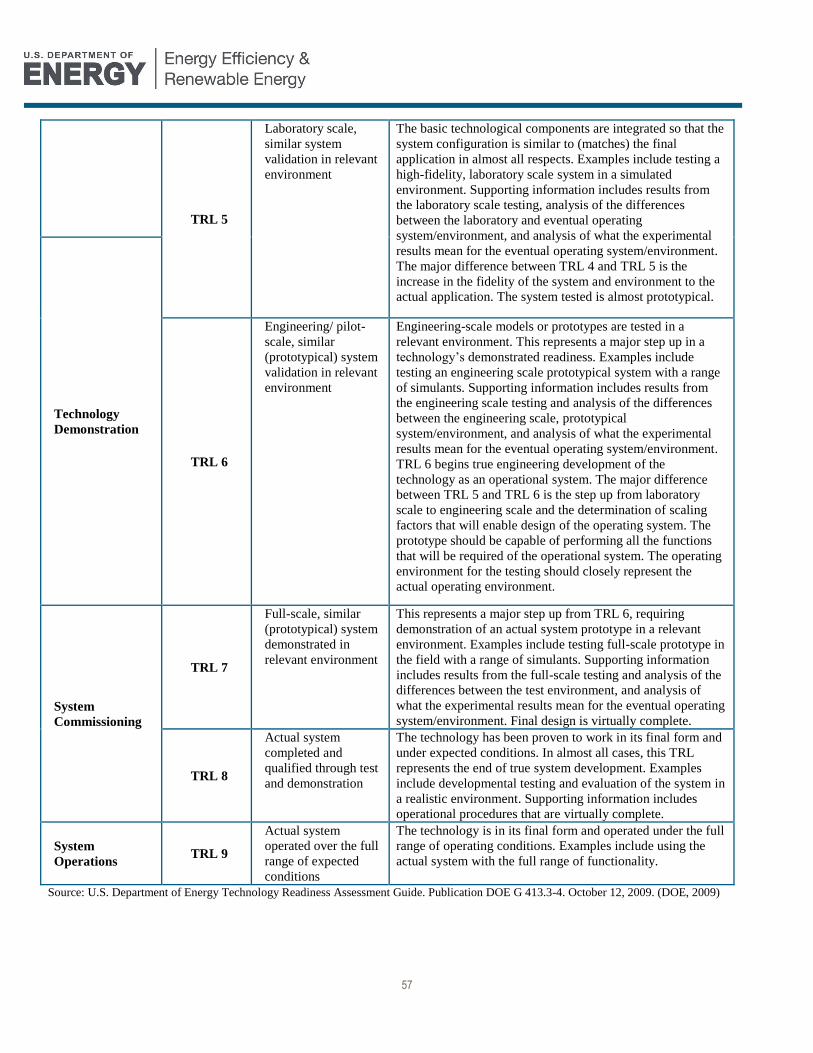
57
TRL 5
Laboratory scale,
similar system
validation in relevant
environment
The basic technological components are integrated so that the
system configuration is similar to (matches) the final
application in almost all respects. Examples include testing a
high-fidelity, laboratory scale system in a simulated
environment. Supporting information includes results from
the laboratory scale testing, analysis of the differences
between the laboratory and eventual operating
system/environment, and analysis of what the experimental
results mean for the eventual operating system/environment.
The major difference between TRL 4 and TRL 5 is the
increase in the fidelity of the system and environment to the
actual application. The system tested is almost prototypical.
Technology
Demonstration
TRL 6
Engineering/ pilot-
scale, similar
(prototypical) system
validation in relevant
environment
Engineering-scale models or prototypes are tested in a
relevant environment. This represents a major step up in a
technology’s demonstrated readiness. Examples include
testing an engineering scale prototypical system with a range
of simulants. Supporting information includes results from
the engineering scale testing and analysis of the differences
between the engineering scale, prototypical
system/environment, and analysis of what the experimental
results mean for the eventual operating system/environment.
TRL 6 begins true engineering development of the
technology as an operational system. The major difference
between TRL 5 and TRL 6 is the step up from laboratory
scale to engineering scale and the determination of scaling
factors that will enable design of the operating system. The
prototype should be capable of performing all the functions
that will be required of the operational system. The operating
environment for the testing should closely represent the
actual operating environment.
System
Commissioning
TRL 7
Full-scale, similar
(prototypical) system
demonstrated in
relevant environment
This represents a major step up from TRL 6, requiring
demonstration of an actual system prototype in a relevant
environment. Examples include testing full-scale prototype in
the field with a range of simulants. Supporting information
includes results from the full-scale testing and analysis of the
differences between the test environment, and analysis of
what the experimental results mean for the eventual operating
system/environment. Final design is virtually complete.
TRL 8
Actual system
completed and
qualified through test
and demonstration
The technology has been proven to work in its final form and
under expected conditions. In almost all cases, this TRL
represents the end of true system development. Examples
include developmental testing and evaluation of the system in
a realistic environment. Supporting information includes
operational procedures that are virtually complete.
System
Operations TRL 9
Actual system
operated over the full
range of expected
conditions
The technology is in its final form and operated under the full
range of operating conditions. Examples include using the
actual system with the full range of functionality.
Source: U.S. Department of Energy Technology Readiness Assessment Guide. Publication DOE G 413.3-4. October 12, 2009. (DOE, 2009)

58
Appendix C Description of Appliance Technology Options
This appendix provides detailed descriptions of each technology option, including current
development status and links to relevant source information. The order of technology
descriptions corresponds to the order in which the technologies are presented in the final report
above.
C.1 Refrigerator/Freezers
C.1.1 Magnetic Refrigeration
Magnetic refrigeration is based on the magneto-caloric effect (MCE). MCE is a magneto-
thermodynamic phenomenon in which a reversible change in temperature of a paramagnetic
material is caused by exposing it to a changing magnetic field. In the magnetic refrigeration
cycle, randomly oriented magnetic spins in a paramagnetic material are aligned via a magnetic
field, resulting in a rise in temperature. This heat is removed from the material to ambient by
means of heat transfer. Upon removal of the magnetic field, the magnetic spins return to its
randomized state thus cooling the material to below ambient temperature. The material is then
used to absorb heat from the refrigerated volume thus cooling that space and returning the
paramagnetic material to its original state and the cycle starts again. For room temperature
applications, materials are needed that have a Curie temperature (the temperature above which
ferromagnetic materials loss their permanent magnetism) around 295 K. Gadolinium and
Gadolinium alloys have a large MCE around this temperature range and they are among the
most widely used materials for room temperature refrigeration and space cooling applications.
A working prototype has been developed at
the Ames Laboratory. However, due to the
high magnetic field, the system is not
applicable for use at home. The ultimate
goal of this research would be to develop a
standard refrigerator for home use.
Sources:
1. United States Department of Energy.
Final Rule Technical Support Document: Refrigerators, Refrigerator-Freezers, and Freezers.
August 25, 2011. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/pdfs/refrig_finalrule_tsd.pdf
2. Idea Connection, July 2010. http://www.ideaconnection.com/new-inventions/magnetic-
refrigeration-03730.html

59
C.1.2 Vacuum Insulation Panels
Vacuum-insulated panel (VIP) technology is based on the reduction in conductivity that occurs
in a low vacuum. VIPs used in refrigeration products consist of a sealed package with a fill
material which provides support to prevent the panel from collapsing and interferes with
molecular mean free path as the intermolecular spacing increases at lower vacuum levels. VIPs
can be foamed in place between the cabinet liner and wrapper to decrease the heat leakage and
energy required to maintain the cabinet at low temperature. Different configurations are
commercially available through advances in manufacturing technologies. As a result, VIPs are
available in a variety of geometries (e.g., flat, curved, cylindrical) with added features (e.g.,
holes, cut-outs). Typical VIPs generally consist of a core material and an airtight envelope.
Some VIPs also include absorber to absorb gas which leaks through the envelope.
Of significant concern for VIPs is their long-term thermal conductivity integrity. VIP thermal
conductivity increases dramatically as the pressure within the VIP exceeds 100 Pa (1 mbar). The
pressure increase in the VIP over time is related to several factors, including: residual gases in
the VIP after vacuum, degassing from the VIP core material, and gas diffusion through the
envelope pores. Improved envelopes and absorbers have been developed to prevent pressure
increases from occurring in VIPs. Oak Ridge National Laboratory (ORNL) analyzed three
composite VIPs and measured only a five-percent reduction in overall thermal resistance over a
three-year period. ORNL demonstrated that this reduction in thermal resistance was less than
the corresponding reduction for a panel without any VIPs, i.e., panels consisting only of PU
foam insulation.
VIPs are currently commercially available, but research is ongoing in reducing the cost and
longevity of VIPs. Several core materials have been used in the manufacture of VIPs including
polystyrene, open-cell PU, silica powder, and glass fiber. Research sponsored by the European
Commission has evaluated these core materials based on their cost and characteristics,
including density and manufacturing time. Additionally, ORNL also has evaluated the
performance of three types of VIPs: a silica powder filler encapsulated in a polymer barrier film;
a fibrous glass insulation filler encapsulated in a stainless steel barrier; and an undisclosed
insulation filler encapsulated in a stainless steel barrier.
Source:
United States Department of Energy. Final Rule Technical Support Document: Refrigerators,
Refrigerator-Freezers, and Freezers. August 25, 2011. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/pdfs/refrig_finalrule_tsd.pdf

60
C.1.3 Improved Linear Compressors
Linear compressors employ a different design than either reciprocating or rotary compressors
and are reportedly more efficient than both. These compressors use a linear rather than rotary
motor, thus eliminating the crankshaft and linkage which converts the rotary motion to the linear
motion of the piston of a reciprocating compressor. Elimination of the mechanical linkage
reduces friction and side-forces. The linear motor requires power electronics and a controller to
assure proper piston throw. Most linear compressor designs use a free piston arrangement and
can be controlled for a range of capacities through adjustment of piston displacement. Early
work on the concept suggested that the compressors can operate without requiring oil, which
could provide additional energy benefit by improving heat transfer in the evaporator.
Refrigerator noise levels can also be reduced by utilizing linear compressors in the same way
that this can be done with variable-speed compressors, by operating most of the time at low
capacity. Linear compressor may be about 9% more efficient than the best current-technology
rotating-shaft reciprocating compressors.
At least one manufacturer, LG, uses linear compressors in some of its commercially available
refrigerator/freezers. LG claims that the linear compressors emit lower noise levels and require
less energy to operate than conventional compressors.
Sources:
1. United States Department of Energy. Final Rule Technical Support Document: Refrigerators,
Refrigerator-Freezers, and Freezers. August 25, 2011. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/pdfs/refrig_finalrule_tsd.pdf
2. LG product website: http://www.lg.com/us/kitchen/refrigerator/energy-efficient-
refrigerator.jsp
Accessed March 21, 2012.
C.1.4 Stirling Cycle Refrigeration
A Stirling-cycle machine is a device that operates on a closed regenerative thermodynamic
cycle, with cyclic compression and expansion of the working fluid at different temperature
levels, and where the flow is controlled by volume changes, so that there is a net conversion of
heat to work or vice versa. “Regenerative” refers to the use of an internal heat exchanger, the
regenerator, which is an essential part of the Stirling cycle. A Stirling refrigeration cycle
compresses and expands an inert gas in a single cylinder. Heat is rejected at one end of the
cylinder and absorbed at the opposite end. In the absence of all thermodynamic losses, the
efficiency could be higher than for vapor compression systems. Various technical difficulties
have so far limited the use of Stirling-cycle cooling to small prototype domestic refrigerators.
There is no circulating refrigerant fluid and the hot and cold heat areas are relatively small,
which creates heat exchange challenges for any but the lowest-capacity systems.
Source: United States Department of Energy. Final Rule Technical Support Document:
Refrigerators, Refrigerator-Freezers, and Freezers. August 25, 2011. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/pdfs/refrig_finalrule_tsd.pdf

61
C.1.5 Thermoelastic Refrigeration
Thermoelastic cooling is based on a thermoelastic shape memory alloy (SMA) that releases heat
when compressed and returns to its original shape when heated. Two or three alloys are
combined in precise proportions that permit them to take on two different internal structures,
depending on their temperature and pressure. Thermoelastic cooling occurs when an SMA is
strained or stretched, resulting in a solid phase change of the material. This phase change is
accompanied by a nearly-reversible temperature rise in the material. The material rejects heat to
its surroundings in its strained state. When the SMA is relaxed from its strained state, a solid
phase change occurs back to its initial phase. This phase change is accompanied by a nearly-
reversible temperature drop. In the relaxed state, the SMA absorbs heat from a temperature
source.
The efficiency of the thermoelastic cooling process is high, with a coefficient of performance
(COP) estimated at 11.8, which is double that of state-of-the-art vapor compression technology.
This technology, however, has drawbacks in its current preliminary form; these include a
relatively low latent heat (~12 kJ/kg) and a limited fatigue life. The University of Maryland,
collaborating with General Electric Global Research and the Pacific Northwest National
Laboratory, is developing a 0.01-ton prototype with the goal of establishing the commercial
viability of thermoelastic cooling.
Sources:
1. Quick, Darren. “'Thermally-elastic' metal to cut summer CO2 emissions and electricity
bills”. Gizmag July, 2010. http://www.gizmag.com/thermally-elastic-smart-metal/15793/
2. Thermoelastic Cooling”. Degrees.
http://www.reece.com.au/degrees/2011/Apr/thermoelastic.html
3. Smart Metals for Solid-State Cooling Nix Greenhouse Gases”. Smarter Technology.
http://www.smartertechnology.com/c/a/Technology-For-Change/Smart-Metals-for-
SolidState-Cooling-Nix-Greenhouse-Gases/
4. SBIR Phase I Award Abstract”. NSF.
http://www.nsf.gov/awardsearch/showAward.do?AwardNumber=1143093
5. Refrigeration Machines”. http://www.machine-history.com/Refrigeration%20Machines
6. New 'Smart' Metal Could Mean Cool Cash for Consumers, Less CO2”. July 15, 2010.
http://www.newsdesk.umd.edu/vibrant/release.cfm?ArticleID=2198
62
C.1.6 Thermoelectric Refrigeration
Thermoelectric cooling occurs when a current is passed across the junction of two dissimilar
metals. One side of the device becomes hot and the other becomes cold. Semiconductor
materials have relatively recently been developed that have allowed for the use of this type of
cooling in some applications. Thermoelectric cooling devices have no moving parts and have
extremely long lifetimes. There are several compact refrigerators and wine coolers using
thermoelectric cooling that are currently on the market, including several models offered by
Avanti Products. However, their efficiency is lower than traditional vapor-compression
models, and the technology is not yet suitable for standard-size residential refrigerator-freezers.
DOE tested a thermoelectric refrigerator from Haier, model HRT02WNC, a 1.7 cubic foot all-
refrigerator. Testing revealed that the thermoelectric module EER was 0.9 at a temperature lift
of at most 33 °F, an order of magnitude less than is achieved by conventional technology.
Sources:
1. United States Department of Energy. Final Rule Technical Support Document: Refrigerators,
Refrigerator-Freezers, and Freezers. August 25, 2011. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/pdfs/refrig_finalrule_tsd.pdf
2. Avanti Products, September 2011. http://www.avantiproducts.com/superconductor
C.2 Clothes Washers
C.2.1 Polymer Bead Cleaning
This technology is currently in development
by Xeros Ltd. in the United Kingdom.
Polymer bead cleaning uses the absorbent
properties of nylon polymer beads to clean
clothes. The nylon beads are added to the
wash drum with a small amount of water and
detergent to loosen the dirt or stains on the
clothing. The clothes are tumbled with the
polymer beads for around 45 minutes. The
polarity of the nylon polymer attracts stains
from the clothing. Under humid conditions,
the polymer becomes absorbent. Dirt is

63
attracted to the surface and then absorbed into the center of the bead. At the end of the cycle, the
polymer beads are separated from the clothing through an inner drum/outer drum rotation
process.
Research conducted in the United Kingdom has shown that this technology would reduce water
consumption by up to 90% compared to a traditional clothes washer. Including lower
temperature cleaning and reduced detergent consumption, total laundry carbon footprint would
be reduced by up to 40%.
According to the manufacturer’s website, Xeros Ltd. has successfully concluded two field trials
in the United Kingdom. One field study is in a commercial-scale dry cleaning setting and the
other is in a commercial-scale industrial setting. Additionally, development is ongoing to create
prototypes for residential use. The company is open to exploring R&D partnership
opportunities.
Source: Xerox, Ltd. March 2012. http://www.xerosltd.com/xeros-marketing.htm
C.2.2 Sanitizing Agents
Sanitizing agents, such as chemical or ionic compounds, can be added to the incoming cold
wash water to reduce the need for hot water washing. Clothes washers using such sanitizing
agents could offer cooler wash cycles that provide sanitization of the clothing; such wash cycles
typically require hot water temperatures up to 140°F.
One example of a sanitizing agent is the addition of silver ions to the cold wash water. Silver is
a natural disinfectant and can provide sanitization during a cold water wash. Samsung
previously offered silver ion injection as an alternative to the traditional hot water sanitization
cycle in its SilverCare™ line of front-loading residential clothes washers; however, clothes
washers with this feature are no longer available on the market. With this feature, silver is
electrolyzed during the wash and rinse cycles, and, according to Samsung, the released silver
ions penetrate into the fabric, killing bacteria and sanitizing the clothes. Samsung also states that
the silver ions eradicate bacteria and mold from inside the clothes washer, disinfecting the drum
and other internal parts.

64
Because the silver ion injection feature can be used for sanitization in cold water, energy
savings can be achieved compared to a hot water or steam sanitization cycle. The sanitization of
the machine may also eliminate the need for period self-cleaning cycles commonly
recommended for front-loading clothes washers.
The long-term health effects of human and environmental exposure to nanoscale silver particles
are unknown. In September 2007, the U.S. Environmental Protection Agency (EPA) issued a
Federal Register notice in which it determined that clothes washers will be regulated as
pesticides if the machines contain silver or other substances, and if they generate ions of those
substances for express pesticidal purposes. According to this decision, a manufacturer would be
required to register a clothes washer with EPA as a pesticide if the product is marketed with
claims that it will kill bacteria on clothing.
In May 2008, a group of advocacy organizations sued the EPA asking the agency to issue new
rules regulating products containing nanoscale silver particles. The petition claimed that EPA
failed to adequately regulate products containing or using nanoscale silver particles. The petition
asks EPA to: (1) classify nanoscale silver as a new pesticide; (2) require detailed product
registration and data submissions under the Federal Insecticide Fungicide and Rodenticide Act;
and (3)analyze the potential environmental, health, and safety risks of nanoscale silver.
Sources:
1. United States Department of Energy. Draft Final Rule Technical Support Document:
Residential Clothes Washers. Draft copy March 21, 2012.
2. Samsung 2010. “Silver Nano Health System – Frequently Asked Questions.” Samsung
website. Accessed March 4, 2010.
http://ww2.samsung.co.za/silvernano/silvernano/wash_faq_popup.html
3. “Ions and Free Radicals.” Appliance Magazine, September 2007. Accessed online at
http://www.appliancemagazine.com/editorial.php?article=1820&zone=1&first=1
4. EPA Announcement. “Pesticide Registration: Clarification for Ion Generating Equipment.”
September 21, 2007. Accessed online at http://www.epa.gov/oppad001/ion_gen_equip.htm.
5. Monica, John C. “EPA Sued Over Nanoscale Silver.” Nanotechnology Law Report. May 3,
2008. Accessed online at http://www.nanolawreport.com/2008/05/articles/epa-sued-over-
nanoscale-silver.
C.3 Clothes Dryers
C.3.1 Heat Pump Clothes Dryer
Heat pump dryers function by recirculating the exhaust air back to the dryer while moisture is
removed by a refrigeration-dehumidification system. A heat pump dryer is essentially a dryer
and a dehumidifier packaged as one appliance. No heating element is needed. The warm and
damp exhaust air of the dryer enters the evaporation coil of the dehumidifier where it cools
down below the dew point, and sensible and latent heat are extracted. The heat is transferred to
the condenser coil by the refrigerant and reabsorbed by the air, which is moving in a closed air
cycle. A drain is required to remove the condensate; however, one is usually available since
clothes washers and dryers are typically located side by side.

65
Heat pump dryers have been unable to penetrate the U.S. market despite showing significant
energy savings. The major issue for heat pump dryers has been cost and performance. Heat
pump dryer cycle times are typically significantly longer than those associated with standard
U.S. electric dryers. More maintenance will probably be required for a heat pump dryer than for
a conventional dryer. The traditional heating element is replaced by equipment found in a small
room air conditioner— a condenser, evaporator, compressor, expansion valve, etc. Installation
costs, though, may be less than for a conventional electric dryer because the heat pump dryer
does not require an exhaust vent as does a conventional dryer (although some heat pump dryers
may still use a vent). However, heat pump dryers require access to a drain for removal of
condensate.
Research conducted on both heat pump dryers and conventional vented dryers on the European
market showed that heat pump dryers consumed about 50 percent less energy than conventional
dryers. The heat pump dryers tested had energy efficiency values between 0.32 and 0.40
kWh/kg laundry (with 70 percent initial moisture, measured according to test standard EN
61121) whereas conventional dryers had values between 0.6 and 0.8 kWh/kg laundry. Another
benefit noted by this research was that the leakage of water vapor into the room was around 20
percent, which is significantly lower than conventional dryers. This research performed a cost
comparison of heat pump dryers versus conventional dryers, which showed that the combined
sale price and electricity costs over 15 years was about 1900 and 2300 Euros, respectively.
According to the DOE technical support dryer for the clothes dryer energy conservation
standards, a heat pump dryer has been developed by a U.S. company which has successfully
tested several prototypes and found energy savings of 68 percent as compared to energy use by
a conventional electric clothes dryer. The estimated retail cost is approximately twice that of a
conventional electric dryer. Drying times were essentially the same as for the conventional
dryer, and the dryer operates on standard 120 V line power. The prototype uses a disposable
filter to reduce lint in the air system. One inch of polyisocyanurate insulation was used to avoid
condensation of water vapor in the recirculated air. In addition, the extension on the back of the
prototype dryer to accommodate the added refrigeration components was estimated to be about
the same depth as a vent duct, so the cabinet may fit in the same space as a conventional dryer.
Research sponsored by TIAX and Whirlpool developed a high efficiency, high-performance
heat pump clothes dryer for the U.S. market. This different approach to the heat pump system
maximized the output capacity and temperature from the heat pump. This design has shown 40
to 50 percent energy savings on large loads along with 35 degree Fahrenheit (°F) lower fabric
temperatures and similar drying times as conventional dryers. For delicate loads, the design
reduced fabric temperature by 10–30 °F and provide up to 50 percent energy savings and 30–40
percent drying time savings. The heat pump dryer designed by TIAX also exhibited improved
fabric temperature uniformity as well as robust performance across a range of vent restrictions
in a partially open-loop design.
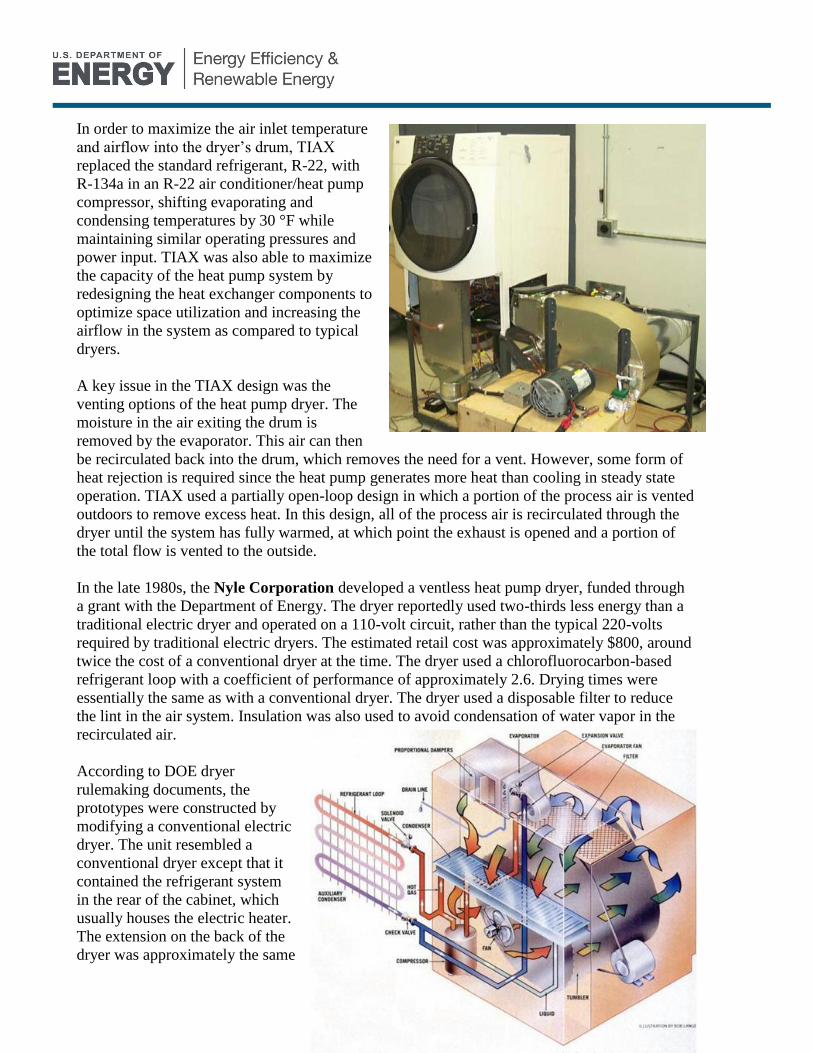
66
In order to maximize the air inlet temperature
and airflow into the dryer’s drum, TIAX
replaced the standard refrigerant, R-22, with
R-134a in an R-22 air conditioner/heat pump
compressor, shifting evaporating and
condensing temperatures by 30 °F while
maintaining similar operating pressures and
power input. TIAX was also able to maximize
the capacity of the heat pump system by
redesigning the heat exchanger components to
optimize space utilization and increasing the
airflow in the system as compared to typical
dryers.
A key issue in the TIAX design was the
venting options of the heat pump dryer. The
moisture in the air exiting the drum is
removed by the evaporator. This air can then
be recirculated back into the drum, which removes the need for a vent. However, some form of
heat rejection is required since the heat pump generates more heat than cooling in steady state
operation. TIAX used a partially open-loop design in which a portion of the process air is vented
outdoors to remove excess heat. In this design, all of the process air is recirculated through the
dryer until the system has fully warmed, at which point the exhaust is opened and a portion of
the total flow is vented to the outside.
In the late 1980s, the Nyle Corporation developed a ventless heat pump dryer, funded through
a grant with the Department of Energy. The dryer reportedly used two-thirds less energy than a
traditional electric dryer and operated on a 110-volt circuit, rather than the typical 220-volts
required by traditional electric dryers. The estimated retail cost was approximately $800, around
twice the cost of a conventional dryer at the time. The dryer used a chlorofluorocarbon-based
refrigerant loop with a coefficient of performance of approximately 2.6. Drying times were
essentially the same as with a conventional dryer. The dryer used a disposable filter to reduce
the lint in the air system. Insulation was also used to avoid condensation of water vapor in the
recirculated air.
According to DOE dryer
rulemaking documents, the
prototypes were constructed by
modifying a conventional electric
dryer. The unit resembled a
conventional dryer except that it
contained the refrigerant system
in the rear of the cabinet, which
usually houses the electric heater.
The extension on the back of the
dryer was approximately the same
67
depth as a vent duct, so the cabinet could fit within the same space as a conventional dryer.
Nyle had arranged for an offshore manufacturer to make the heat pump dryers, but economic
problems that developed had prevented commercial units from being made.
Sources:
1. United States Department of Energy. Direct Final Rule Technical Support Document:
Residential Clothes Dryers and Room Air Conditioners. April 21, 2011. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/residential/residential_clothes_dry
ers_room_ac_direct_final_rule_tsd.html
2. E. Bush and J. Nipkow. 2006. Tests and Promotion of Energy-Efficient Heat Pump Dryers.
Report Prepared for International Energy Efficiency in Domestic Appliances & Lighting
Conference ’06.
3. P. Pescatore and P. Carbone. 2005. High Efficiency High Performance Clothes Dryer. Final
Report to Department of Energy.
4. V. Elaine Gilmore. November 1989. “Heat-pump clothes dryer.” Popular Science. pp.124-
126.
C.3.2 Inlet Air Pre-Heating
For this technology option, a heat exchanger is used to recover exhaust heat energy and to
preheat inlet air. This system should be feasible for both gas and electric dryers since none of
the exhaust air re-enters the dryer. Energy savings are achieved either by a faster drying time or
by reducing the required heater input power.
A limitation of this technology option is that a large surface area is required to achieve sufficient
heat transfer, and that lint may accumulate on these heat transfer surfaces. Although every dryer
is equipped with a lint filter, considerable lint is still contained in the exhaust air. This lint can
foul the heat exchanger, decreasing its effectiveness. Additionally, to overcome the increased
resistance to air flow, an extra blower is needed at the fresh air inlet or a stronger blower in the
exhaust air duct is required.
Manufacturers have also expressed concern that any decrease in exhaust temperature will lead to
moisture condensation in the exhaust duct, which could result in damage to the exhaust duct and
dryer, as well as water leakage into the home. Water leakage into the home could lead to the
health risks from the development of mildew and/or mold.
One example of a technology for recovering dryer exhaust heat is the Rototherm heat recovery
wheel, manufactured by Rototherm Corporation. Half of the heat recovery wheel is exposed
to the dryer air inlet, while the other half is exposed to the dryer exhaust inlet. The wheel is
constructed of alternate layers of flat and corrugated aluminum, as shown in the figure below.

68
As the heat wheel spins, heat is extracted from the exhaust outlet and transferred to the colder
dryer inlet air. A case study featured on the company website claims a fuel reduction of 44-51%
using the heat recovery wheel.
Source: Rototherm Corporation. http://www.rototherm.net/index1.html
C.3.3 Mechanical Steam Compression
The Center for Energy Studies has developed a super-heated steam (SHS) dryer using
mechanical steam compression (MSC). Instead of using hot air to dry the clothing, mechanical
steam compression dryers use water recovered from the clothing in the form of steam.
First, the tumbler and its contents are heated to the boiling point of water at 100°C/212°F. The
resulting wet steam purges the system of air, and the internal atmosphere is now pure water
vapor. As wet steam exits the tumbler, it is mechanically compressed to extract water vapor and
transfer the heat of vaporization to the remaining gaseous steam. The extracted water is drained
from the compression chamber, and the pressurized gaseous steam is allowed to expand and be
superheated before being injected back into the drum. Back in the drum, heat from the super-
heated steam causes more water to vaporize from the clothing, creating more wet steam and
restarting the cycle.
The considerably higher temperatures used in mechanical
steam compression dryers result in a one-hour drying time,
roughly half as long as the drying time for a heat pump
dryer. The energy consumption of a mechanical steam
compression dryer is roughly 55% less than a traditional
electric dryer.
The Center for Energy Studies has completed preliminary
performance testing on a compressor that could be used in

69
such a system. Computer simulations have been conducted to model the performance of a
complete working system; however, a working laboratory prototype has not yet been built.
Source: Palandre and Clodic. “Comparison of Heat Pump Dryer and Mechanical Steam
Compression Dryer” http://www-
cep.ensmp.fr/francais/innov/pdf/ICR0143SLV%20_IIR_IIF%20Conf.pdf
C.3.4 Indirect Heating (Hydronic) Clothes Dryer
For indirect heating, the clothes dryer heat energy is derived from an external heating system
such as the home’s hydronic heating system, or a stand-alone supplementary hydronic system.
This technology option uses a hydronic heating system to heat water which then flows through a
heat exchanger in the dryer, heating the air entering the drum. To use a home’s existing heating
system, significant plumbing would be required to circulate heated water through the heat
exchanger in the dryer. In its clothes dryer rulemaking, DOE was unaware of any data
quantifying potential energy efficiency improvements associated with indirect heating.
Hydromatics Technologies Corp. developed a built-in
hydronic heating system for electric dryers, marketed under
the Safe-Mates brand. In the system, a heat transfer fluids is
heated using an immersion element similar to a water heater.
The heated fluid passes through a heat exchanger, where the
heat is transferred to the air entering the drum, and is then
pumped back to the hydronic heater. The company claims that
their clothes dryer uses 50 percent less energy compared to a
conventional clothes dryer. However, it appears that this
estimate refers to the fact that the hydronic heating system
draws 2,500 Watts of power, versus a typical electric heater
that draws around 5,000 Watts. It is unclear whether the total
cumulative energy consumption over a complete cycle is less
than a conventional clothes dryer, because the cycle time for
the hydronic system may be longer. The website also claims
that because the system utilizes a proprietary heat transfer
fluid that retains its heat between loads much longer than a gas or electric clothes dryer's heating
system can, more energy can be saved when drying back-to-back loads. The Safe-Mates dryer is
also marketed as safer than a traditional electric dryer because of the reduced risk of lint fires.
Source: Hydromatic Technology Corporation. http://www.safe-mates.com/products.html
70
C.3.5 Microwave Clothes Dryer
Microwave energy can be absorbed by water, thereby heating the water enough to cause
evaporation. This would be a direct and efficient manner to remove moisture from clothes.
Instead of the conventional method of passing warm air over the clothes, microwave energy can
be directly absorbed by water retained in the clothing, thereby heating the water enough to cause
evaporation. Microwave drying uses the principle of dielectric heating, in which
electromagnetic energy is radiated into the dryer drum where it is absorbed by water molecules
which have a higher dielectric loss factor than most common fabric materials. Most fabric
materials are also relatively transparent to microwave energy, so that the microwaves can
penetrate the fabric’s interior to heat the water molecules directly. This allows the fabric in a
microwave dryer to stay cooler—below 115 °F—as compared to conventional dryers which heat
air to approximately 350 °F, with fabric surfaces reaching 150 °F.
Microwave dryer prototypes have been shown to consume about 17 to 25 percent less energy as
well as to dry clothes about 25 percent faster than conventional electric dryers.
Early conceptualization of this technology began in the mid-
1960s; however, product development was not pursued
because of high manufacturing costs and difficulties in
overcoming hazards relating to arcing and overheating of
clothing. In 1997, the Electric Power Research Institute
(EPRI) focused on developing a compact countertop dryer
based on economic feasibility and market surveys. EPRI
market studies and the development of prototypes for in-
house evaluation have led to negotiations for technology
licensing and indications of serious product development for
a residential microwave clothes dryer.
Because of the interaction between the metallic sensor contacts and the electromagnetic field,
microwave dryers are incapable of using contact moisture sensors as in conventional dryers.
EPRI investigated using sensors to detect the microwave electric field strength and the fabric
temperature, which both correlate well with the moisture content. As evaporation nears
completion, both measured signal slopes begin to rise in a predictable manner, so that the dryer
can be shut off automatically and avoid wasted energy in over-drying clothes.
Microwave drying also introduces a safety concern related to arcing. Arcing is caused by an
electric field which induces a voltage differential between metal objects, allowing current to
flow within them. The resultant heating and sparking of the metal objects may ignite a fire in the
load. EPRI has developed a rapid-response gas sensor to detect small amounts of gaseous by-
products of combustion in the exhaust stream. Upon detection, the drying cycle can be shut
down immediately, preventing safety hazards and damage. Another technique to avoid arcing is
to switch to electric resistance heaters when the clothes are almost dry.
Sources:
1. Ashley, Steven. 1998. “Energy-Efficient Appliances.” Mechanical Engineering. Vol. 120, No.
3, pp. 94–97.

71
2. J. Gerling. 2003. “Microwave Clothes Drying – Technical Solutions to Fundamental
Challenges.” Appliance Magazine. April 2003.
3. EPRI. “Microwave Drying of Textile Products.” October 1999.
http://my.epri.com/portal/server.pt?space=CommunityPage&cached=true&parentname=ObjM
gr&parentid=2&control=SetCommunity&CommunityID=404&RaiseDocID=00000000000100
6118&RaiseDocType=Abstract_id
C.4 Cooking Equipment
C.4.1 Induction Cooktops
Induction cooktops use a solid-state power supply to convert 60 hertz alternating line current
into a high-frequency (approximately 25 kilohertz) alternating current. This high-frequency
current is supplied to an inductor. The inductor is a flat spiral winding located underneath a
glass-ceramic panel. The high-frequency current, which is supplied to the inductor, causes it to
generate a magnetic field, which passes through the glass-ceramic panel unaffected and
produces eddy currents in the bottom of the cooking vessel. The vessel must be made of
ferromagnetic material, and the eddy currents that are generated within it cause it to heat up.
Thus, the vessel essentially becomes the heating element.
A sensor is placed between the inductor and the glass-ceramic panel, providing a continuous
temperature measurement of the vessel bottom. Sensors also enable the inductor to only heat
objects of at least 4 inches in diameter. This prevents any small metal objects, such as forks or
spoons, from accidentally being heated. In addition, since the glass-ceramic panel is unaffected
by the magnetic field, it remains relatively cool, reducing the potential for accidental burns.
The primary advantages of induction elements are their fast response and control of the heat
source, their ease of cleaning, and their ability to heat vessels that are not flat. Because these
features have usually been associated with gas burners, induction elements are being marketed
in competition to them.
As noted above, the cooking vessel used with an induction element must be made from a
ferromagnetic material. Since aluminum is not a ferromagnetic material, the current DOE test
procedure, which specifies an aluminum test block, cannot be used to rate this equipment. In
1978, the National Bureau of Standards (NBS), now called National Institute of Standards
and Technology (NIST), developed a proposed method of measuring the energy consumption
of induction cooktops. The method is a modification of the current DOE test procedure.
Energy use is determined by attaching a ferromagnetic material to the bottom of the aluminum
test block. This modification was never formally adopted by DOE.
Source:
United States Department of Energy. Final Rule Technical Support Document: Residential
Dishwashers, Dehumidifiers, Cooking Products, and Commercial Clothes Washers. Residential
Clothes Dryers and Room Air Conditioners. April 8, 2009. Available online at
http://www1.eere.energy.gov/buildings/appliance_standards/residential/cooking_products_final
_rule_tsd.html
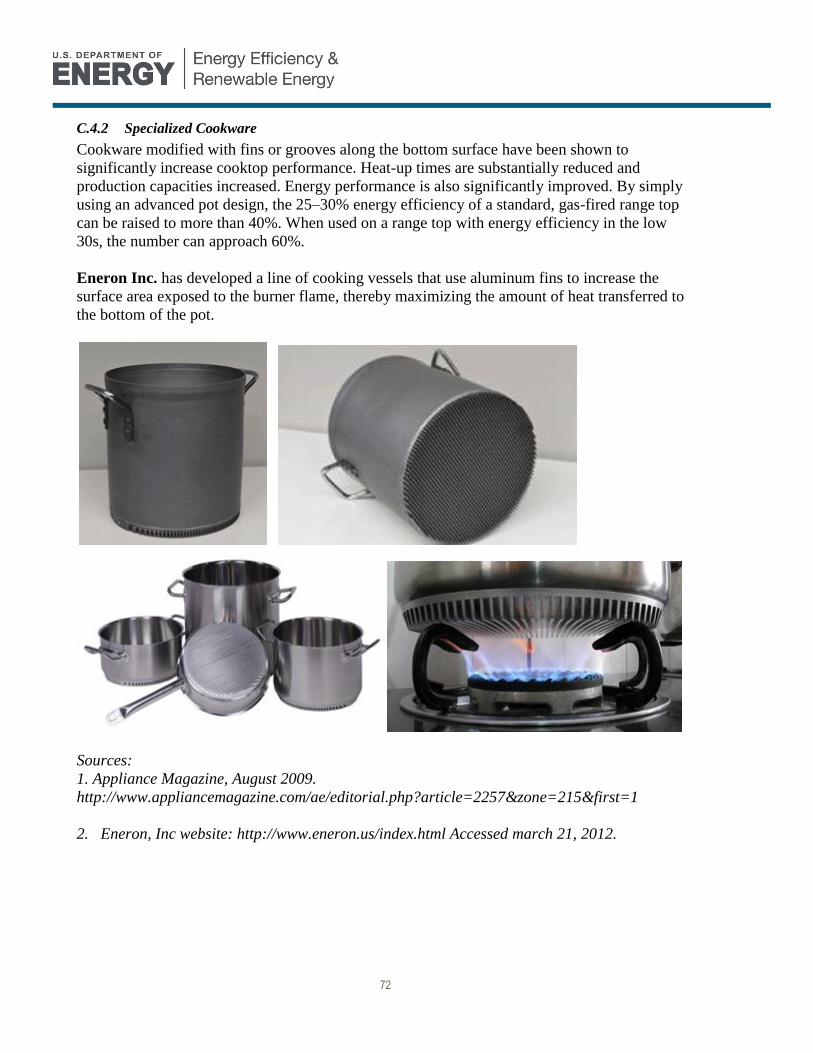
72
C.4.2 Specialized Cookware
Cookware modified with fins or grooves along the bottom surface have been shown to
significantly increase cooktop performance. Heat-up times are substantially reduced and
production capacities increased. Energy performance is also significantly improved. By simply
using an advanced pot design, the 25–30% energy efficiency of a standard, gas-fired range top
can be raised to more than 40%. When used on a range top with energy efficiency in the low
30s, the number can approach 60%.
Eneron Inc. has developed a line of cooking vessels that use aluminum fins to increase the
surface area exposed to the burner flame, thereby maximizing the amount of heat transferred to
the bottom of the pot.
Sources:
1. Appliance Magazine, August 2009.
http://www.appliancemagazine.com/ae/editorial.php?article=2257&zone=215&first=1
2. Eneron, Inc website: http://www.eneron.us/index.html Accessed march 21, 2012.

73
C.4.3 Steam Cooking
With steam cooking, energy is transferred to the food load by means of the condensation of
steam on the food surface. This may take place at essentially atmospheric pressure, or the cavity
may be pressurized in order to allow higher steam temperatures and thus higher energy transfer
to the food. In order to maintain the proper environment regardless of pressure, a “steam-tight”
oven cavity must be maintained. In addition, the use of steam involves considerably higher
demands on the oven’s design and materials. Not only are different cavity materials required
(e.g., temperature-resistant silicone seals and chrome-nickel steel), but all incorporated elements
and accessories must be redesigned and intensively tested. Energy is saved because food items
that normally would need to be cooked separately (e.g., a meat roast in an oven and vegetables
on a cooktop) can be cooked together.
There are several electric ovens with steam
functions currently on the market. BSH Home
Appliances has recently introduced the Gaggenau
Combination Steam and Convection Oven. The
oven utilizes a steam injection valve to control
steam delivery to the cavity. The temperature and
humidity level in the oven are user-selectable to
tailor the cooking process as needed. Speed cooking
is not advertised as the primary feature of this oven.
Rather, food quality and nutrition is the focus. The
steam capability is described as allowing vegetables
to be cooked while retaining texture and nutritional
content, meat to be roasted without drying out, and
leftovers to be reheated without the loss of flavor
and texture often associated with microwave
reheating. Since this is a built-in oven, water delivery and condensate drainage are provided via
plumbing lines much like a dishwasher. Miele, Viking, and Gaggenau also market steam
convection ovens that do not require any external plumbing. Instead, they include a refillable
container for water supply and collection.
Sources:
1. Gaggenau, http://www.gaggenau.com/US_en/products/product-
detail.do?contentId=78b1160b-a568-4f52-8a4c-147fba99c97a
2. Miele
http://www.mieleusa.com/products/models_pages/3/19/models.html?nav=20&snav=110&tnav=
125&oT=38
3. Viking http://www.vikingrange.com/consumer/products/product.jsp?id=prod4840155

74
C.4.4 Advanced Oven Coatings
The self-cleaning cycle in ovens uses approximately 17% of the total annual energy
consumption (using four self-clean cycles per year). Innovative oven coatings could improve the
efficiency of the self-clean cycle by releasing food particles at lower temperatures. The reduced
self-clean temperatures will reduce the overall oven annual energy consumption.
Maytag recently introduced its “AquaLift” self-clean technology. This self-clean technology is
an interior oven that enables low heat and water to release baked-on spills in less than one hour.
Temperatures stay below 200 degrees as compared to ovens that require heat of up to 800
degrees during the self-cleaning cycle. In less than an hour, the oven is ready for a final wipe-
down to remove food and debris, with no odor or extreme heat like traditional high-temperature
self-clean ovens.
Sources:
1. Maytag, http://www.whirlpoolcorp.com/about/innovation/aqualift.aspx
2. Glaze, Ayana. “The Must-Have Self-Cleaning Oven of 2012”.
http://ext.homedepot.com/community/blog/the-must-have-self-cleaning-oven-of-2012/

75
C.5 Cross-Cutting Technologies
C.5.1 Integrated Heat & Water Recovery
Whirlpool has designed a prototype integrated kitchen design concept
where wasted water and heat are re-used from one appliance by another.
The system captures heat from the refrigerator's compressor and uses it
to pre-heat the dishwasher water. 60% of the water in the integrated
system is captured, undergoes anti-bacterial treatment and then stored in
an external water tank under the sink. This water can be used for the
dishwashing cycle. The refrigerator is compartmentalized into drawers
to prevent cold air from spill out when the doors are opened. Whirlpool
estimates that savings would result in 7 liters (1.8 gallons) of water per
cycle and up to 20% savings of electricity with the same washing
performance. In total, the concept claims to increased water and energy
efficiency by up to 70%.
Another concept, the Propane Energy Pod from the Propane Education & Research Council
(PERC), is intended to serve as a new energy model for homes. PERC describes it as a research-
based solution for home construction that treats five areas of energy use in a home: space
heating, water heating, cooking, clothes drying, and fireplaces, all as part of a whole-home
energy package. The model is designed for significant reductions in energy consumption and
carbon emissions when compared to homes with standard appliances and mechanical systems.
The Propane Energy Pod includes mechanical systems with high-efficiency amenities, such as
on-demand hot water, professional-grade cooktops, and switch-on fireplaces. According to a
study by Newport Partners, a home built using the Propane Energy Pod model can save
homeowners about $285 in annual energy costs.
Additionally, ORNL has developed a ZEHcor Interior Utility Wall concept. The ZEHcore wall
concept is a pre-fabricated wall to which all kitchen and laundry appliances would be connected,
including major bathroom fixtures. The wall would be built off-site in a controlled environment.
It is designed to reduce hot water distribution losses and enable a high level of integration
between appliances that could not otherwise be accomplished reliably on-site. The ZEHcore
wall could also be integrated with an external foundation heat exchanger.
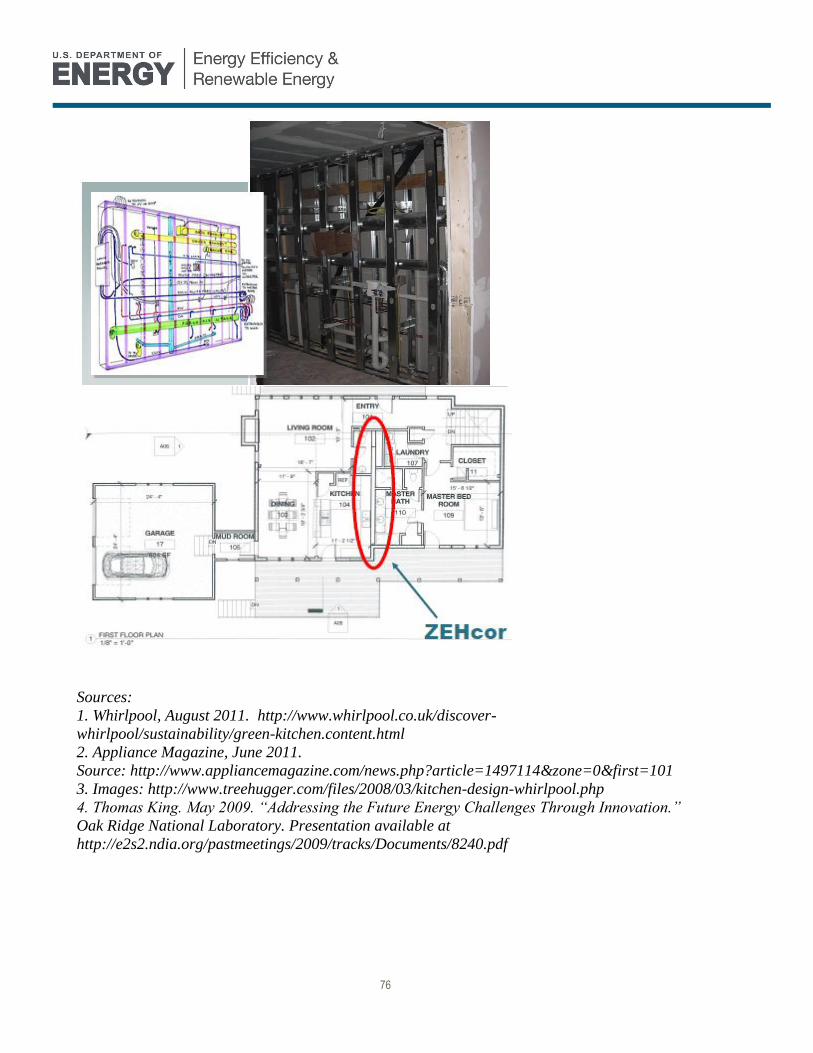
76
Sources:
1. Whirlpool, August 2011. http://www.whirlpool.co.uk/discover-
whirlpool/sustainability/green-kitchen.content.html
2. Appliance Magazine, June 2011.
Source: http://www.appliancemagazine.com/news.php?article=1497114&zone=0&first=101
3. Images: http://www.treehugger.com/files/2008/03/kitchen-design-whirlpool.php
4. Thomas King. May 2009. “Addressing the Future Energy Challenges Through Innovation.”
Oak Ridge National Laboratory. Presentation available at
http://e2s2.ndia.org/pastmeetings/2009/tracks/Documents/8240.pdf

BUILDING TECHNOLOGIES OFFICE
DOE/EE-0848 • March 2012 Printed with a renewable-source ink on paper containing at least
50% wastepaper, including 10% post-consumer waste.