regeneration of caustic soda etch solutions for … of caustic soda etch solutions for aluminum ~ ~~...
TRANSCRIPT
Regeneration of Caustic Soda Etch Solutions for Aluminum
~ ~~
By Craig J. Brown
A system for the regeneratlon of caustic soda solutlons used In etching aluminum Invokes the hydrolysis of sodium aluminate to llberate free sodium hydroxide and produce a dry, crystalllne hydrated alumlna byproduct. The system has been used extenslvely In Japan, and, by adjusting process parameters, can be adapted to North American practice. By otlllting the system in a typical plant, soild aiumlnum hydroxide waste can be reduced by a factor of 76 percent and caustlc soda consumption by 82 percent.
A luminum is often etched in solutions of caustic soda prior to anodizing. The aluminum is etched to varying degrees, depending upon the desired surface finish. In Japan, where a relatively shiny
finish is desired, the removal of metal is on the order of 11 to 15 pm (0.45 to 0.6 mil) or 30 to 40 g/m2 of surface pro- cessed. In Europe and North America, where a mat finish is desired, the metal removal commonly is considerably more extensive-30 pm (1.2 mil), or 80 g/m2.
Etching occurs according to Equation 1 to produce sodium aluminate and hydrogen gas.
2AI + 2NaOH + 2H20 - 2NaA102 + 3H2t (1 1 According to this equation, 40 g of caustic soda is required to etch 27 g of aluminum. In actual practice, an excess of free caustic soda is required in the etch bath to provide a driving force for the reaction. Some of this excess is lost as dragout, so a quantity somewhat exceeding this theoretical (stoichiometric) amount is actually required.
A conventional caustic etch (with no additives) has the composition shown in Table 1. These solutions are moder- ately viscous and experience typical dragout rates of 0.2 L/m2 of work processed, which is about twice that of water or dilute sulfuric acid. The dragout rate is insufficient to maintain a stable aluminum concentration and the bath must be regularly dumped or decanted before Al(OH)3 pre- cipitation occurs.
The solubility of aluminum in the etch solution depends on the temperature and concentration of free caustic soda. Typically, when the concentration of free caustic soda drops to about 25 percent of the total caustic concentration, the sodium aluminate will hydrolyze, liberating free caustic soda and hydrated alumina or aluminum hydroxide precipi- tate, according to Equation 2.’
NaA102 + 2H20 - NaOH + Al(OH)3 (2) This is the Bayer process, used in the extraction of alum-
ina from bauxite. Theoretically, the free caustic that is liber-
ated can be used for more etching. Unfortunately, under normal etch-bath conditions, the alumina precipitates as a rock-like hydrate on the tank walls and heating coils.
To avoid this problem, sequestering agents are used to “tie up” the aluminum and prevent precipitation.”2 The aluminum concentration builds up to the point at which the rate of dragout equals the rate of etching. The bath no longer requires regular dumping and its life can be signifi- cantly extended. A typical “extended life” or “never dump” bath analysis is shown in Table 1. The viscosity of these solutions is much higher than that of the conventional etch, and, as a result, dragout is much higher-typically 0.6 L/m2. Caustic soda must be added continually to these extended- life baths to allow the reaction in Equation 1 to continue and to replace dragout losses. Consumption of caustic soda there- fore is not effectively reduced by this method.
Regeneration System It is possible to induce the precipitation of Al(OH)s from conventional etch solutions according to Equation 2 in a separate crystallization chamber, preventing precipitation in the etch tank. The crystallization process is fostered by seeding the solutions with AI(OH), crystals. Caustic soda is liberated continually for use in etching aluminum and addi- tions of fresh caustic therefore are required only to replace dragout losses. Because the bath is more dilute than the extended-life etch, dragout losses are lower. As a result, purchases of caustic soda can be significantly reduced.
Concentrated caustic soda solutions also are used to remove aluminum from extrusion dies. While the composi- tion of these solutions is such that direct regeneration by the above method is not feasible, die-cleaning solutions can be used for etch-bath makeup to replace dragout losses. The
Item Conventional Extended-life
NaOH (total). s / L 144 253 NaOH (free), g/L 70 60 AI, g/L 50 130 Temperature, C 60 60
bath bath‘
Dragout, Um2 0.2 0.6
‘This bath also contains additives such as sodium gluconate
Item De tail
Surface area processed, mVhr 200 Etch rate, g/m" 80 Etch composition
NaOH(T), g / L 140
Alumina byproduct produced, kwhr 40.9 Rate of dragout, Uhr 40
NaOH(F), d L 72 At, s/L 46
reaction in Equation 2 occurs when the solution is diluted to the concentration of an etch bath. The amount of caustic consumed for cleaning dies typically is 10 to 30 percent of that used for etching, depending on the die configuration and individual plant practice. Spent die-cleaning solutions typically contain 250 to 325 g/L of free NaOH and 50 to 70 g/L of aluminum.
Caustic etch regeneration systems of this type have been used extensively in Japan for a number of years, with excel- lent success. Fujisash Industries of Kawasaki City has com- mercialized the process and developed a standard package (Fig. 1). More than 20 of these packaged systems have been installed since 1971. More recently, a similar system was introduced by: AI coa. '
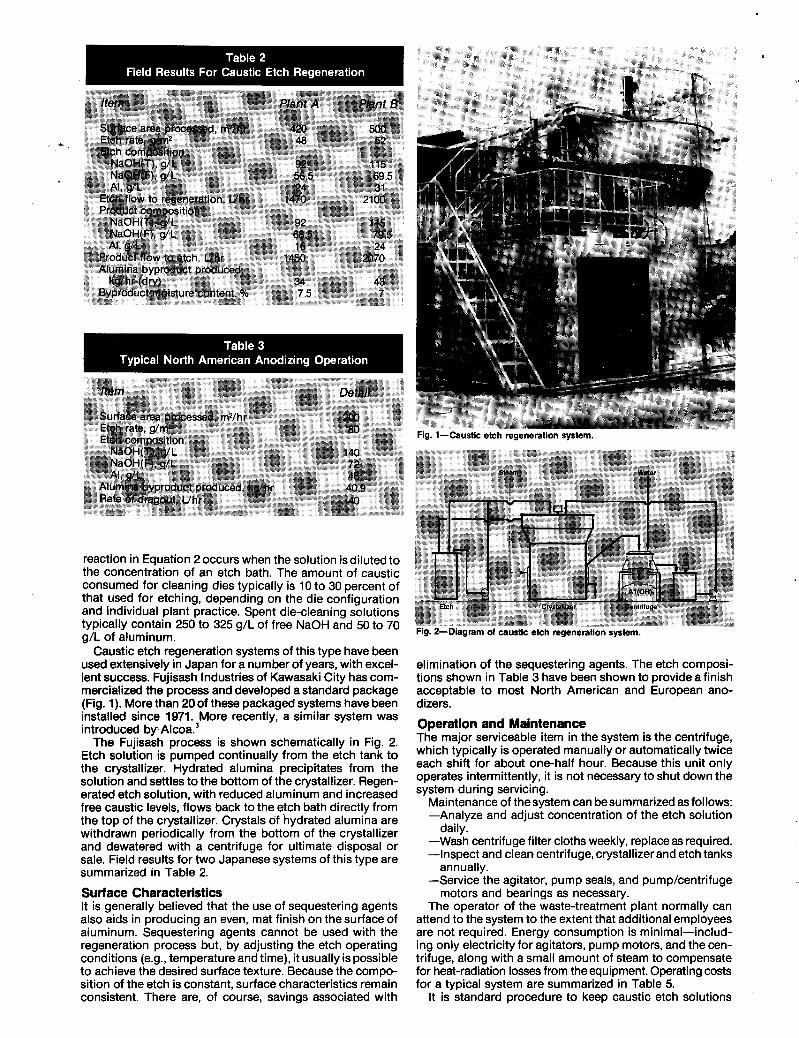
The Fujisash process is shown schematically in Fig. 2. Etch solution is pumped continually from the etch tank to the crystallizer. Hydrated alumina precipitates from the solution and settles to the bottom of the crystallizer. Regen- erated etch solution, with reduced aluminum and increased free caustic levels, flows back to the etch bath directly from the top of the crystallizer. Crystals of hydrated alumina are withdrawn periodically from the bottom of the crystallizer and dewatered with a centrifuge for ultimate disposal or sale. Field results for two Japanese systems of this type are summarized in Table 2.
Surface Characteristics It is generally believed that the use of sequestering agents also aids in producing an even, mat finish on the surface of aluminum. Sequestering agents cannot be used with the regeneration process but, by adjusting the etch operating conditions (e.g., temperature and time), it usually is possible to achieve the desired surface texture. Because the compo- sition of the etch is constant, surface characteristics remain consistent. There are, of course, savings associated with
Fig. I-Caustic etch regeneration system.
Fig. 2-Diagram of caustic etch regeneration system.
elimination of the sequestering agents. The etch composi- tions shown in Table 3 have been shown to provide a finish acceptable to most North American and European ano- dizers.
Operation and Maintenance The major serviceable item in the system is the centrifuge, which typically is operated manually or automatically twice each shift for about one-half hour. Because this unit only operates intermittently, it is not necessary to shut down the system during servicing.
Maintenance of thesystem can besummarized asfollows: -Analyze and adjust concentration of the etch solution
-Wash centrifuge filter cloths weekly, replace as required. -Inspect and clean centrifuge, crystallizer and etch tanks
--Service the agitator, pump seals, and pump/centrifuge
The operator of the waste-treatment plant normally can attend to the system to the extent that additional employees are not required. Energy consumption is minimal-includ- ing only electricity for agitators, pump motors, and the cen- trifuge, along with a small amount of steam to compensate for heat-radiation losses from theequipment. Operating costs for a typical system are summarized in Table 5.
It is standard procedure to keep caustic etch solutions
daily.
annually.
motors and bearings as necessary.
hot, even during periods of non-production, to prevent pre- cipitation in the etch tank. When the regeneration system is employed, it is possible to allow the etch to cool during shutdown because precipitation occurs in the crystallizer only. The energy saving is significant, but, more impor- tantly, plant maintenance often is facilitated if the steam can be shut off.
Waste-Treatment Considerations Acid/Alkali Balance-Particular attention should be paid to the acid/alkali balance in the plant effluent when evaluating the recovery of caustic soda. There is no point in installing a caustic etch regeneration system if it becomes necessary to purchase virgin caustic to neutralize spent sulfuric acid anodizing solution. Technology for recovery of sulfuric acid solutions has been available for several years and should be considered an integral part of the ~ys tem.~ Similarly, a con- ventional cation exchanger may be adequate for an integral color anodizing bath in which spent etch solution is avail- able to neutralize the large volume of excess acid in the spent regenerant. However, if one wishes to install a caustic etch regeneration system, it normally makes sense to install con- currently a more efficient cation-exchange system, utilizing acid regenerant re~overy.~ Neutral Salt Discharge-Increasing attention is being paid to the neutral salts (e.g., sodium sulfate) contained in indus- trial effluent. Conventional waste-treatment systems utiliz- ing chemical neutralization aggravate this pollution problem. Recovery techniques such as the one discussed in this paper provide an effective means of reducing neutral- salt discharges. This reduction would be directly related to the reduction in chemical purchases. Solid Waste-The major sources of aluminum hydroxide sludge in the waste-treatment systems under discussion are the etch and the anodizing bath. Without etch regeneration, about 80 g/m2 of AI would come from the etch and about 12 g/m2 would come from the anodizing bath.
Onegram ofaluminum produces [27+(17)3]+27=2.89g of dry AI(OH), sludge. Rotary-drum vacuum filters, com- monly used for this application, produce a sludge contain- ing about 15 percent solids. A plant without an etch regeneration system therefore could be expected to gener- ate (92X2.89) +0.15=1,773gofsolid wasteforeachsquare meter of work processed.
Assuming that the hydrated aluminum byproduct pro- duced by the system is salable, installation of the etch regeneration system would be expected to reduce the amount of aluminum lost from the etch to about 0.2 L/m2 X 46 g/L = 9.6 g/m2 (as a result of dragout). The contribution from the anodizing bath would not change. As a result, one could expect an overall reduction in aluminum hydroxide sludge production in the waste-treatment system of [ l - (9.6 + 12) t (80+ 12)] X 100 percent =76percent. Asrestrictions on disposal of solid waste become more stringent, this could emerge as a significant benefit.
Reduced sludge loadings can translate into significant reductions in capita; expenditures for equipment. Forexam- ple, it may become feasible to use a filter press instead of a more expensive rotary-drum vacuum filter for sludge dewat- ering. Not only is the filter press less complex and expen- sive, it also generally produces adrier cake to further reduce the amount of solid waste that must be disposed.
Assuming an etch rate of 80 g/m* and 200 mVhr of produc- tion, the hypothetical plant shown in Table3 would produce solid waste at the rate of:
200 m2/hr X 1.773 kg/m2 X 24 hr/day = 8510 kg/day
Assuming the cake has aspecific gravity of approximately 1.1, this material would occupy aspaceof about 7.74111’ (273
If the etch regeneration system were employed, the solid waste could be reduced to (1 -0.76) X8510=2042 kg perday or about 1.86 m3 (65.6ft’). This could be handled with afilter
ft’).
press, which would reduce the volume of solid waste by one-half again.
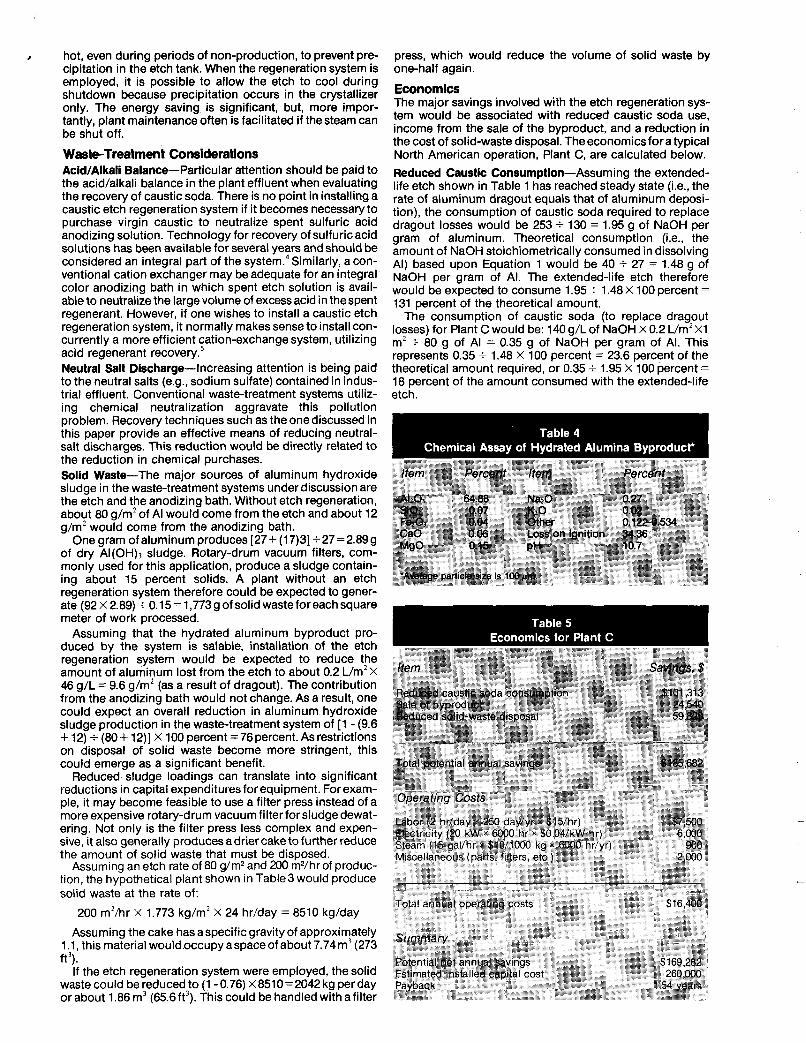
Economics The major savings involved with the etch regeneration sys- tem would be associated with reduced caustic soda use, income from the sale of the byproduct, and a reduction in the cost of solid-waste disposal. The economics for a typical North American operation, Plant C, are calculated below. Reduced Caustic Consumption-Assuming the extended- life etch shown in Table 1 has reached steady state (Le., the rate of aluminum dragout equals that of aluminum deposi- tion), the consumption of caustic soda required to replace dragout losses would be 253 f 130 = 1.95 g of NaOH per gram of aluminum. Theoretical consumption (Le., the amount of NaOH stoichiometrically consumed in dissolving AI) based upon Equation 1 would be 40 f 27 = 1.48 g of NaOH per gram of AI. The extended-life etch therefore would be expected to consume 1.95 + 1.48X 100percent = 131 percent of the theoretical amount.
The consumption of caustic soda (to replace dragout losses) for Plant C would be: 140 g/L of NaOH X 0.2 L/m2 X1 m2 + 80 g of AI = 0.35 g of NaOH per gram of AI. This represents 0.35 t 1.48 X 100 percent = 23.6 percent of the theoretical amount required, or 0.35 + 1.95 X 100 percent = 18 percent of the amount consumed with the extended-life etch.
Item Percent Item Percent
Ah03 64.88 Na20 0.27 Si02 0.07 k O 0.02 F&03 0.04 Other 0.1224.534 CaO 0.06 Loss on ignition 34.36 MgO 0.15 PH 10.7
‘Average particle size is 100 pm.

The price of caustic soda has risen rapidly over the past few years as a result of increasing energy costs and a supply shortage due to the weak demand for the co-produced chlorine. A price of $0.66/kg (on a dry-weight basis) for liquid 50-percent caustic soda is assumed for the purpose of estimating costs.
The cost of etching 1 mz of aluminum at a rate of 80g/m2 with the extended-life etch would be $0.66 per 1000 g X 80 g/m2 X 1.95 = $0.10296/m2 X (1 -0.18) X 200 mz/hr X6OOO hr/yr = $101,313 per yr. This figure does not include savings associated with the elimination of the sequestering agents. Recovery of caustic die-cleaning solution has been excluded for simplicity. Hydrated Alumina Byproduct-The hydrated alumina crys- tals produced by the system contain only 7 to 15 percent free water and do not resemble the watery aluminum hydroxide sludge produced by conventional waste- treatment systems, although they have the same chemical formula. A typical assay of this material is shown in Table 4. It basically is equivalent to commercial alumina tri-hydrate or “Bayer hydrate” and can be sold for a variety of uses such as feedstock for commercial liquid alum or sodium aluminate manufacture.
Plant C would produce 40.9 kg/hr (dry weight) of hydrated alumina byproduct. Assuming this can be sold for at least one-half the going rate for the equivalent commer- cial material, it would be possible to recover an additional 40.9 kg/hr X 6000 hr/yr X $100 per 1000 kg = $24,540 per yr. Reduction of Solid Waste-As discussed above, use of the etch regeneration system substantially reduces the volume of solid waste. Although aluminum hydroxide filter cake normally would not be considered a hazardous waste, it still must be buried, and the cost of transportation and disposal would be significant. In the metropolitan Toronto area, dis- posal of the material at a municipal landfill would cost $37 per 1000 kg, including the cost of transportation within the city. The savings in the cost of solid-waste disposal there- fore would be approximately (8510 - 2042) kg/day X 250 days/yr X $37 per 1,000 kg = $59,829 per year. Total Savings and Payback-Savings and operating costs are summarized in Table 5. The net potential saving of $169,282 is significant.
It is estimated that a system with an automatic centrifuge could be installed at Plant C for approximately $260,000. The net saving therefore would result in a payback of approxi- mately 1.54 yr. It is expected that the usual economies of scale could reduce significantly this payback for larger operations. Summary Technology for the regeneration of caustic solutions used in etching aluminum is available. The technology has been field-proven overseas and can be adapted to North Ameri- can operations with little difficulty. Systems of this type potentially offer a number of important advantages, includ- ing the following:
1. Up to an 82 percent reduction in purchases of caustic soda.
2. A 100 percent elimination of purchases of gluconates and other proprietaries.
3. A significant size reduction in sludge-dewatering equipment, plus a high degree of relief from disposal prob- lems and costs.
4. Production of a salable hydrated alumina byproduct. 5. Consistent bath composition and operation with excel-
lent product quality. In order to fully realize these advantages, it usually is
necessary to minimize discharge of waste acid by utilizing the acid recovery systems now available. The North Ameri- can anodizing industry likely will see widespread installa- tion of caustic etch regeneration systems over the next few years as a means of reducing costs and helping to abate pollution.
1. S. Wernick and R. Pinner, The Surface Finishing and Treatment of Aluminum and Its Alloys, 4th Ed, Vol. 1, Robert Draper Ltd., Teddington, 1972; pp. 212-215.
2. V. Dvorkovitz, US. patent 2,650,850 (1953). 3. R. J. Meyer, W. F. Johnson and R. A. Wodehouse, US.
patent 4,136,026 (1979). 4. C. J. Brown, D. Davy and P. J. Simmons, Plat. and Sur.
Fin., 66, 61 (January 1979). 5. C. J. Brown, “Recovery Systems for the Light Metals
Finisher,” Proc. AES 67th An. Tech. Conf. (1980).
\
About the Author Craig J. Brown is vice president and general manager of Eco- Tec Ltd., 25 Curity Ave., Toronto, Ontario, Canada M4B 1x9. Mr. Brown has worked on the development of equipment for pollution abatement and chemical recovery in the metal finishing industry. He holds a degree in applied chemistry and chemical engineering from the Unlversity of Toronto.
Reprlnted from Plating & Surface Finishing, June 1982.