rancang bangun mesin tempa sistem spring hammer untuk
TRANSCRIPT

POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
1
Rancang Bangun Mesin Tempa Sistem Spring Hammer Untuk
Peningkatan Kwalitas dan Produktivitas Logam Tempa Pada
Industri Kecil Pandai Besi
Design of machine Forging Hammer Spring Systems for Improving
Productivity and Quality of Metal Forging On mall Industries Blacksmiths
Adriansyah, Junaidi, Aidil Zamri
Jurusan Teknik Mesin Politeknik Negeri Padang Kampus Unand Limau Manis Padang 25163
Telp. 0751-72590 Fax. 0751-72576
ABSTRACT
Forging is a metal processing with state of deformation in the heat with a blow system. Some of the
products produced by the industry wrought blacksmith like machetes, knives, hoes, Dodos, tools, household,
agricultural, and equipment for agriculture and plantations. In general, the blacksmith business production is
very limited and do not meet all the required quality standards, it is constrained in the process of forging forging
products are still done manually with hammer blows repeatedly driven by hand.
The purpose of this research is the design of machinery forging hammer spring system that works
mechanically. With this engine the forging process becomes easier, production and product quality small
blacksmith forging industry can be improved.
From the results of the activities that have been implemented resulting machine forging hammer spring
system with a size of 1.9 x 0.9 x 0.9 (m) by using a hammer tap mechanically driven by electric motors. The
resulting machine uses 2 HP electric motor, using a flywheel as an addition to the pressure at the hammer presses
the workpiece, and the clutch as successor breaker round, and spring hammer spring as conductor of the pressure
fluctuation. So the use of the components of the flywheel and this spring's capability of forging machine in one
hit can reduce the depth of the workpiece to 2-3 mm, and the resulting number of strokes ± 200-250 blows / min.
Keywords : forging machine, spring hammer, blacksmith
PENDAHULUAN
Tempa merupakan proses pengolahan
logam dengan perubahan bentuk dalam
keadaan panas dengan sistem pukulan.
Beberapa produk tempa yang dihasilkan
oleh industri pandai besi seperti parang,
pisau, cangkul, dodos, alat-alat kebutuhan
rumah tangga, pertanian, maupun peralatan
untuk hasil pertanian dan perkebunan.
Disamping itu pada saat sekarang telah
banyak produk tempa yang dihasilkan
dengan kepresisian yang sangat tinggi yang
tidak kalah dengan proses permesinan
seperti pembuatan roda gigi, dan pembuatan
kunci-kunci komponen kendaraan,
komponen industri dan lain–lain.
Dari survey dilapangan terhadap
industri pandai besi yang ada di Sumatera
Barat, untuk menghasilkan produk tempa
umumnya mereka melakukan beberapa
proses yaitu : pelunakan bahan baku
dengan proses pembakaran pada tungku
pembakaran menggunakan bara api dari
batu bara, penempaan dengan pukulan palu
besi, pengerasan, dan finishing dengan
gerinda. Pada umumnya usaha tersebut
produksinya sangat terbatas sekali dan
belum memenuhi standard mutu yang
diminta, hal ini terkendala dalam proses
penempaan produk tempa yang masih
dilakukan secara manual dengan pukulan
palu secara berulang kali yang digerakkan
oleh tangan. Sementara permintaan dari
konsumen sangat banyak sekali, seperti
alat-alat pertanian dan perkebunan (Pacul,
garpu tanah, skop, congkrang, golok,
kampak, dodos, igreg, pisau deres, dan lain-
lain), Alat-alat perkakas tangan (Kampak,
palu, pahat kayu, obeng ), dan produk –

POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
2
produk engineering (Band, paku keling,
roda gigi, kunci-kunci busi dan baut, dan
bakalan produk engineering lainnya).
Sehingga dengan keadaan seperti ini
produk-produk tempa dari negara tetangga
yaitu malaysia mulai masuk. Produknya
sudah banyak dipesan dan telah digunakan
oleh industri kelapa sawit baik di Riau
maupun yang ada di Sumatera barat seperti
untuk pemotong tandan sawit (dodos,
aigrek), maupun yang dipesan oleh industri
alat-alat pertanian seperti komponen mata
bajak dan lain-lain. Dengan keadaan
tersebut industri pandai besi Sumatera barat
semakin tidak berkembang.
Dari pengamatan dilapangan,
proses penempaan logam tempa dengan
sistem manual ini mempunyai beberapa
kelemahan yang membuat proses kerja
tidak efisien antara lain : 1) Proses
penempaan dengan pukulan palu dilakukan
secara berulang kali memerlukan tenaga
kerja lebih dari 1 orang, 2) kemampuan
pekerja terbatas untuk mengerakkan palu
secara berulang kali (±20 pukulan/menit)
sehingga cepat terjadi kelelahan, 3) proses
pembentukan dan pemotongan tidak dapat
dilakukan dengan kontinyu, 4) kapasitas
produk tempa yang dihasilkan sangat
terbatas (± 8 buah parang satu hari oleh
satu orang pekerja), 5) dalam satu kali
pukulan kedalaman benda yang dapat
dikurangi ±0,2 mm. Melihat kenyataan ini
diperlukan peralatan proses penempaan
produk secara mekanis.
METODOLOGI
Perancangan Mesin Tempa Sistem
Spring Hammer
Perancangan mesin tempa sistem
spring hammer meliputi, rancangan desain
mesin secara keseluruhan, rancangan
komponen, perhitungan kekuatan pegas
daun, perhitungan pully, perhitungan daya
motor, perhitungan sabuk, perhitungan
poros, perhitungan kopling, perhitungan
pasak, perhitungan kekuatan las dan analisa
roda gila.
Mesin tempa sistem spring hammer
termasuk jenis mesin tempa palu yang
sistem gerakkannya menggunakan motor
listrik dengan putaran 1400 Rpm. Mesin
tempa mempunyai ukuran 1,9 x 0,9 x 0,9
(m), dengan kondisi mesin terpasang kuat
pada pondasi, bentuk mesin seperti
Gambar 1.
Gambar 1. Mesin tempa sistem spring
hammer
Keterangan:
1 Pedal penggerak kopling
betina maju mundur
16 Tengkai
Penghubung pegas
dengan palu 2 Landasan (dies) 17 Baut pengunci
pemegang pegas
daun 3 Palu tempa (martil
pemukul)
18 Rangka
4 Peluncur 19 Landasan 5 Kopling jantan 20 Pemegang landasan
6 Tempat gesekan kopling
saling mencekam
21 Landasan dasar
7 Kopling betina 22 Poros penggerak
8 Roda gila 23 Tangkai eksentrik
9 Tangkai penghubung pedal
24 Tangkai pemegang pegas
10 Motor penggerak 25 Baut pengikat
rangka dengan pondasi
11 Pegas 26 Roda beralur
12 Pondasi 13 Sabuk
14 Baut Pemegang
Motor memutar kopling betina yang
sekaligus berfungsi sebagai puli yang akan
memutar poros penggerak spring. Kopling
yang digunakan pada mesin ini yaitu
kopling gesek, yang berfungsi sebagai
pemutus dan sekaligus pengatur putaran,
bentuk kopling seperti Gambar 2.

POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
3
Gambar 2. Sistem kopling pengatur putaran
Kopling terdiri dari dua komponen
jantan dan betina. Kopling betina
digerakkan maju mundur oleh pedal
pengerak sedangkan kopling jantan tetap.
Pada ujung permukaan kopling jantan
mempunyai kemiringan 150 arah kedalam
dan betina 150 arah keluar, dan kedua
permukaan miring tersebut dilapisi dengan
karet gesek. Dengan adanya kemiringan ini
maka pada saat pedal ditekan kebawah,
kopling betina bergerak kekiri, maka
permukaan kedua kopling yang bersudut
150 akan saling mencekam sehingga poros
pengerak spring akan berputar, dan saat
pedal dilepas maka kopling betina bergerak
ke kanan dan putaran poros penggerak akan
terhenti sedangkan putaran kopling betina
tetap.
Diujung poros penggerak terdapat
roda yang ditengahnya beralur eksentrik,
dan dialur tersebut diletakkan tangkai
pemegang pegas yang bergerak mengikuti
alur. Palu (hammer) berada pada peluncur
yang berhubungan dengan spring melalui
tangkai penghubung. Dan pada saat alur
berada pada posisi vertikal maka pegas
akan turun bersamaan dengan palu. Palu
mempunyai berat 30 kg, pada saat turun
kecepatan palu akan bertambah besar
sehingga tenaganya untuk menghantam
kebawah juga besar, dengan adanya spring
tenaga ini akan diperbesar lagi. Dalam satu
pukulan mesin tempa sistem spring hammer
ini mampu menekan benda kerja sampai
kedalaman 3 mm, jumlah pukulan yang
dihasilkan ± 250 pukulan/menit. Palu
terpasang pada peluncur dengan sistem
bongkar pasang, sehingga dengan posisi ini
memudahkan dalam menganti palu.
Diujung sebelah kanan poros
penggerak terdapat roda gila, yang
berfungsi untuk memberikan beban penuh
agar poros tidak berhenti berputar pada saat
spring tertarik keatas, bentuk roda gila
dapat dilihat pada Gambar 3.
Gambar 3. Roda gila
Roda gila ini akan memberikan
bantingan yang lebih kuat terhadap palu.
Ukuran roda gila ini dengan diameter 26
cm, dan ditengahnya dengan ukuran
diameter 21 cm dibagi kedalam 3 bagian.
Rangka terdiri dari besi L dengan
ukuran 5x6 cm dengan ketebalan 3mm,
yang terpasang kokoh pada pondasi.
Disamping itu juga terpasang kokoh pada
lantai pondasi landasan tempat kedudukan
dari dies. Dies ini posisinya bongkar
pasang dan sama dengan posisi palu. Mesin
tempa sistem spring hammer ini bentuk dan
modelnya sangat sederhana, bagian-bagian
yang diperkirakan lebih awal rusak dapat
dibuat sendiri oleh pandai besi ataupun
bengkel-bengkel sederhana. Dengan
pemakaian mesin ini maka waktu tempa
banyak dihemat, dimana permukaan benda
tempa yang dihasilkan jauh lebih rata bila
dibandingkan dengan hasil pukulan tenaga
manusia. Dengan penghematan waktu
tempa berarti penambahan jumlah produk
dan penghematan pemakaian bahan bakar
atau arang.
Pembuatan Mesin Tempa Sistem Spring
Hammer
Pembuatan mesin tempa sistem spring
hammer ini dilakukan di Bengkel Mesin
Politeknik Negeri Padang. Bahan yang akan
digunakan untuk pembuatan mesin yakni
plat siku, besi silinder, spring / pegas, besi
balok, baut, pully, sabuk, pegas, dan motor
listrik. Sedangkan alat/mesin yang
digunakan untuk pembuatan prototipe
antara lain adalah mesin bubut, mesin
milling, mesin gerinda, mesin potong,

POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
4
CNC, mesin Scrap, dan mesin bor, dan
untuk pengujian kinerja prototipe
digunakan tachometer, stop wach, jangka
sorong, dan mistar.
Evaluasi teknis
- Kapasitas Mesin
- Kedalaman penekanan
- Jumlah pukulan/menit
HASIL
Hasil Perhitungan Rancangan Mesin
Daya motor didapatkan dari hasil
perhitungan sebesar 2 KW dengan putaran
1400 RPM, dan dipilih motor 2,5 HP dari
standar motor yang ada dipasaran. Untuk
mendapatkan daya motor harus diketahui
kemampuan mesin dalam menghasilkan
tekanan untuk menipiskan ukuran benda,
sehingga semakin kuat tekanan palu tempa
maka semakin banyak berkurang ketebalan
benda.
Agar kecepatan turunnya palu
semakin cepat dan tekanan palu semakin
bertambah sangat dipengaruhi oleh
kekuatan pegas daun yang digunakan.
Lebar pegas daun adalah 50 mm, tebal 6
mm, dan jumlah 5 buah. Rangka didapatkan
dengan ukuran tinggi panjang dan lebar
adalah 169 cm x 79 cm x 79 cm dengan
menggunakan pelat siku 6 cm x 6 cm x 0,3
cm.
Gambar 3. Rangka mesin
Komponen utama yang lain yaitu poros
pemutar penggerak tempat dudukan kopling
dan roda gila dengan ukuran Ø 5 cm x 85
cm. Poros pemegang pegas daun Ø 5,9 cm
x 54,7 cm.
Gambar 4. Poros I pemutar kopling
Gambar 5. Poros II pemegang pegas daun
Begitu juga beberapa komponen lain yang
telah dihasilkan seperti sliding holder
sebagai dudukan palu, dudukan pegas daun,
palu dengan pemegangnya, penghubung
poros I dengan poros II, kopling,
Gambar 6. Sliding Holder
Gambar 7. Dududkan Pegas Daun
POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
5
Gambar 8. Palu dengan Pemegang
Gambar 9. Penghubung Poros I dengan
Poros II
Gambar 10. Kopling
Hasil Pembuatan Prototipe Mesin
Tempa Sistem Spring hammer
Gambar 11. Rangka
Gambar 12. Poros Penggerak
Gambar 13. Roda gila dan kopling
terpasang
Gambar 14. Roda pemegang poros pegas
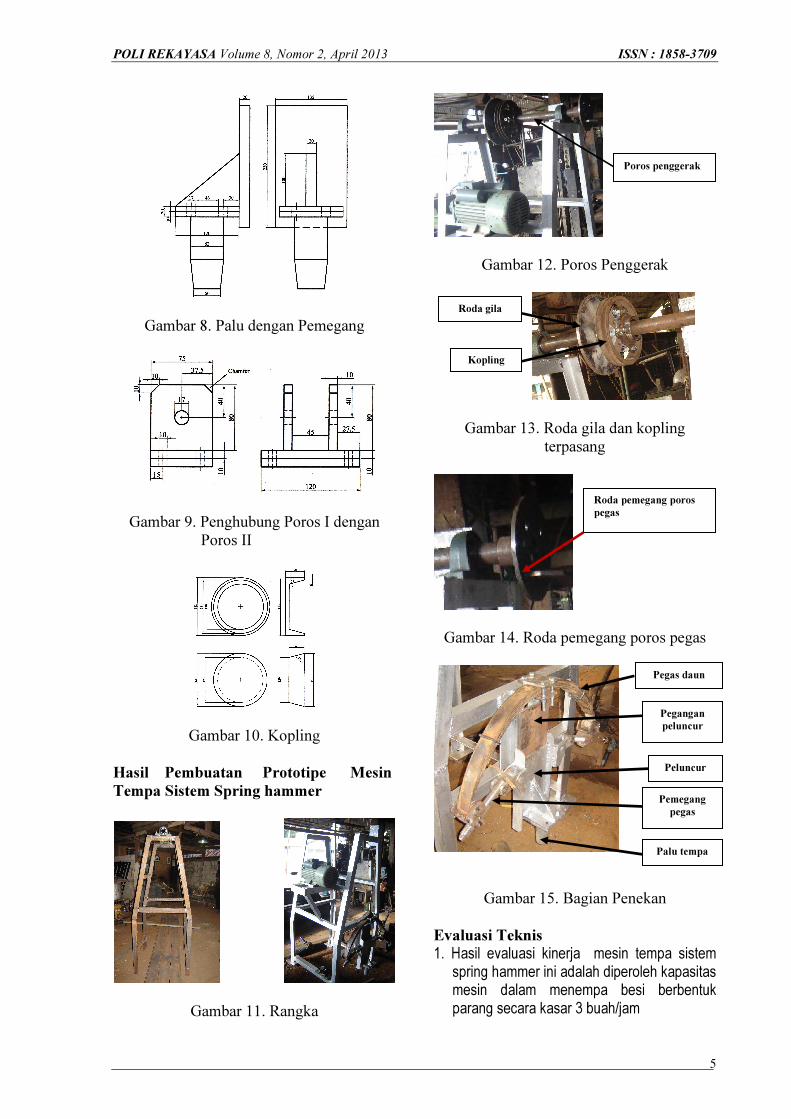
Gambar 15. Bagian Penekan
Evaluasi Teknis
1. Hasil evaluasi kinerja mesin tempa sistem spring hammer ini adalah diperoleh kapasitas mesin dalam menempa besi berbentuk parang secara kasar 3 buah/jam
Poros penggerak
Roda gila
Kopling
Roda pemegang poros
pegas
Pegas daun
Pegangan
peluncur
Peluncur
Pemegang
pegas
Palu tempa

POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
6
2. Dalam satu kali penekanan kedalam benda yang tertekan ± 2-3 mm.
3. Jumlah pukulan yang dihasilkan ± 200-250 pukulan/menit dengan penekanan maksimal.
PEMBAHASAN
Dari proses perancangan dan
pembuatan mesin tempa didapatkan jumlah
pegas daun yang digunakan 5 buah, daya
mesin 2,5 HP dengan putaran 1400 RPM,
Rangka didapatkan dengan ukuran tinggi
panjang dan lebar adalah 169 cm x 79 cm x
79 cm dengan menggunakan pelat siku 6
cm x 6 cm x 0,3 cm.
Dari hasil pengujian dengan putaran
1400 RPM didapatkan jumlah pukulan palu
/ menit adalah 200-250 pukulan. Kemudian
dalam satu pukulan kali penekanan
kedalaman benda yang tertekan ± 2-3 mm.
Proses penekanan dilakukan secara
berulangkali dengan menekan pedal kopling
gesek, sehingga kopling jantan akan
menekan kopling betina, akibatnya poros 1
berputar dan sekaligus menaik turunkan
poros 2, dan palu akan melakukan
pemukulan. Proses pemukulan secara
berulangkali tergantung lamanya pedal
kopling ditekan. Besarnya tekanan dari palu
sangat dipengaruhi oleh kekuatan pegas,
jarak defleksi dari pegas dan bantingan dari
roda gila yang dipasang pada belakang
poros 1. Jarak dfleksi dari pegas tergantung
dari setelan pegas pada pemegang pegas.
SIMPULAN
1. Telah dihasilkan mesin tempa secara mekanis dengan sistem spring hammer.
Sehingga proses penenpaan menjadi
lebih cepat dan kontinyu.
2. Mesin yang dihasilkan menggunakan
kopling gesek sebagai penerus dan
penghenti putaran, dan mesin
menggunakan roda eksentrik sebagai
pemegang poros pegas, sehingga pegas
akan menggerakan turun naik palu
tempa. Semakin cepat tarikan pegas turun
naik maka akan semakin besar tekanan
yang diberikan palu tempa.
3. Kemampuan dari mesin tempa ini adalah dalam satu kali tekan dapat menekan
produk dengan kedalaman 2-3 mm, dan
dapat menghasilkan ± 200-250 pukulan
per menit.
SARAN
Dari keterbatasan yang ada pada
penelitian perlu dikemukakan beberapa
saran: kegiatan ini hanya baru berupa
rancang bangun mesin tempa sistem spring
hammer. Proses pengujian hanya baru
sebatas untuk melihat kemampuan mesin
menipiskan benda kerja dengan pukulan
palu dibandingkan dengan secara manual
dengan pemukulan palu menggunakan
gerakan tangan. Untuk lebih mendapatkan
gambaran kemampuan mesin yang
maksimal perlu dilakukan pengujian
dengan memvariasikan jarak defleksi pegas
dengan beberapa putaran mesin dan
beberapa berat roda gila pada saat
melakukan bantingan. Dari pengujian awal
yang telah dilakukan jarak defleksi pegas,
putaran dan berat roda gila sangat
mempengaruhi kecepatan palu menipiskan
benda sampai ukuran yang diinginkan.
UCAPAN TERIMA KASIH
Terima kasih kepada DP2M Dikti
yang telah mendanai kegiatan ini dalam
bentuk program Vucer dengan no. kontrak
058 A / K3.1-PG / 2008. Kemudian juga
terima kasih kepada Bapak Tim Reviwer
dan teman-teman Jurusan Teknik Mesin
Politeknik Negeri Padang yang telah
membantu dalam perbaikan dan pembuatan
serta pengujian mesin ini.
DAFTAR PUSTAKA
Amstead B.H, 1993. Teknologi Mekanik.
Penerbit Erlangga. Jakarta.
Dieter. G, 1992. Metalurgi Mekanik.
Penerbit Erlangga. Jakarta.

POLI REKAYASA Volume 8, Nomor 2, April 2013 ISSN : 1858-3709
7
Pardede. P, 2002. Proses Mekanisasi Untuk
Industri Kecil Pandai Besi. Balai
Penelitian dan Pengembangan Industri
Medan.
Newman. G, 1990. Engineering Economic
Analysis, Third Edition, Binarupa
Aksara Engineering Press, Inc.
Sularso, MSME, dan Kiyotkat suga, 1987.
Dasar Perencanaan dan Pemilihan
Elemen Mesin. Penerbit Pradyana
paramita.
Umar Sukrisno, 1983. Bagian-bagian
Mesin dan Merencana. Penerbit
Airlangga.
Van Vlack Laurence, 1994, Ilmu dan
Teknologi Bahan, Jakarta Penerbit
Erlangga.
Junaidi. 2008. Rancang Bangun Mesin
Tempa Sistem Spring Hammer Untuk
Peningkatan Kwalitas dan Produksi
Logam Tempa Pada Industri Kecil
Pandai Besi. Laporan Program Vucer
Dikti.