ra ČunalniŠko programiranje nc izdelave plo …
TRANSCRIPT

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
RAČUNALNIŠKO PROGRAMIRANJE NC IZDELAVE PLOČEVINASTIH IZDELKOV
Diplomsko delo
Študent: Fredi GREGORN
Študijski program: visokošolski strokovni; Strojništvo
Smer: Proizvodno strojništvo
Mentor: red. prof. dr. Jože BALIČ
Somentor: izr. prof. dr. Ivo PAHOLE
Maribor, 2009

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
I Z J A V A Podpisani Fredi Gregorn izjavljam, da:
• je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom prof.
dr. Jožeta Baliča;
• predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
• soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru.
Maribor, 28.5.2009 Podpis:

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
ZAHVALA Zahvaljujem se mentorju prof. dr. Jožetu Baliču za pomoč in vodenje pri opravljanju diplomskega dela. Zahvaljujem se tudi sodelavcu Antonu Pliberšku za strokovne nasvete. Posebna zahvala velja moji partnerki prof. Albini Avsec za lektorsko delo in najinemu sinu Vidu za vzpodbudo pri pisanju.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
RAČUNALNIŠKO PROGRAMIRANJE NC IZDELAVE PLOČEVINASTIH IZDELKOV Ključne besede: tehnologija proizvodnje, modeliranje, programiranje CNC strojev UDK: 621.91-5(043.2) POVZETEK
V diplomski nalogi je predstavljen potek izdelave pločevinastih izdelkov s
pomočjo CNC tehnologije. Naloga je razdeljena na štiri glavne opisovalne dele.
Za lažje razumevanje naloge so v prvem delu predstavljeni numerično krmiljeni
obdelovalni stroji. Drugi del opisuje rezanje pločevine s CNC laserjem. V tretjem
delu je opisana izdelava pločevinastega izdelka s pomočjo modelirnega programa
Autodesk Inventor, medtem ko četrti del obsega izdelavo CNC programa. Končni
rezultat diplomske naloge je prikaz obdelave modela pločevinastega izdelka v
proizvodnji.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
COMPUTER-AIDED NC PROGRAMMING OF SHEET METAL
Key words: production technology, modeling, programming CNC machines UDK: 621.91-5(043.2) ABSTRACT
The thesis is presented in the course of manufacture of sheet-metal products by
means of CNC technology. The task is divided into four main descriptive parts. To
facilitate understanding of the tasks the first part presents a numerical controlled
machine. The second part is focused on the cutting sheet metal with CNC laser. The third
part describes the production of tin product through the modeling of Autodesk Inventor,
while the fourth part deals with production of CNC program. The final result of the
diploma thesis is a display thesis processing model of tin in the manufacture of the
product.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
KAZALO
1 UVOD ...................................................................................10
2 NUMERIČNO KRMILJENI OBDELOVALNI STROJI....11 2.1 Princip NC krmilja .................................................................................. 11 2.2 Razvoj NC strojev .................................................................................... 14 2.3 CNC tehnologija....................................................................................... 15 2.4 Način programiranja ................................................................................. 17 2.5 Splošno o programiranju .......................................................................... 17 2.5.1 Zgradba NC programa .......................................................................... 18 2.5.2 Podatki pri programiranju...................................................................... 19
3 REZANJE PLOČEVINE S CNC LASERJEM .................19 3.1 Zgodovina laserja .................................................................................... 19 3.2 Kaj je laser ............................................................................................... 20 3.3 Značilnost laserskega rezanja .................................................................. 21 3.4 Vrste rezanja ............................................................................................. 22 3.4 Obdelava rezanja ..................................................................................... 23
4 IZDELAVA PLOČEVINASTIH IZDELKOV .....................25 4.1 Parametrično modeliranje ........................................................................ 25 4.2 Predstavitev okolja (Sheet metal) ........................................................... 26 4.3 Izdelava 2D skice .................................................................................... 26 4.4 Risanje elementov ................................................................................... 26 4.5 Urejanje skice .......................................................................................... 26 4.6 Izdelava modela ....................................................................................... 27 4.7 Urejanje modela ....................................................................................... 28 4.8 Razvijanje pločevine z modulom Sheet metal ......................................... 33 4.9 Shranjevanje v DXF obliko ..................................................................... 38 4.10 Izdelava tehnične dokumentacije ........................................................... 38
5 IZDELAVA CNC PROGRAMA .........................................41 5.1 Shranjevanje elementov ........................................................................... 41 5.2 Nanašanje elementov na pločevino ......................................................... 42 5.3 Tehnologija rezanja ................................................................................ 44 5.4 Izdelava CNC programa ........................................................................... 45
6 SKLEP ........................................................................ 46
7 LITERATURA .............................................................. 47 8 SEZNAM SLIK............................................................. 49 Priloga 1: ....................................................................................................... 51 Priloga 2: ....................................................................................................... 52

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
UPORABLJENI SIMBOLI
N - številka stavka
G - delovna funkcija X, Y, Z, I, J, K - koordinate gibanja
F - hitrost premika S - vrtilna hitrost
T - orodje
M - pomožne funkcije EL - sevalna energija EA - absorbirana laserska energija ER - odbita laserska energija Epr - prevajalna toplota Esev - sevalna energija Ekon - konvekcijska energija Ekem - kemijska energija κ - toplotna prevodnost d - difuzija
ρ - gostota
c - specifična toplota
Tt - temperatura tališča
Tv - temperatura vrelišča
Qt - talilna toplota
Qi - izparilna toplota

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
UPORABLJENE KRATICE
NC - numerical control CNC - computerized numerical control DNC - distributed numerical control DAM - computerized numerical control CAD - computer aided design

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
1 UVOD
Danes si vsakdo želi, da bi kar najhitreje, s čim manj dela in vloženega truda prišel
do čim boljšega izdelka, saj nenazadnje to zahteva tudi današnji način in tempo življenja.
Zato so ljudje izdelali pripomočke, naprave oziroma stroje, ki nam olajšajo delo,
prihranijo čas in trud. Prav zaradi tega so mnogi delovni procesi s pomočjo elektronike
popolnoma avtomatizirani in v posameznih fazah proizvodnje človek sploh ni več
potreben. Podjetja, katera se ukvarjajo s proizvodnjo, strmijo k temu, da proizvedejo čim
več izdelkov, v čim krajšem času, s čim manjšimi stroški, ob tem pa si želijo, da je
kvaliteta izdelka konstantna. Slednje se nanaša na ponovljivost proizvodnje. Ko
govorimo o ponovljivosti pa si moramo priznati, da lahko ponovljivost nekega delovnega
procesa veliko lažje zagotovimo z računalnikom kot s človekom. Zato danes v industriji z
ekonomskega vidika skoraj vse govori v prid avtomatizaciji ter robotizaciji proizvodnih
postopkov in strojev. Tako se je robotika v zadnjih desetletjih utrdila v številnih
industrijskih procesih kot nepogrešljiv del moderne, ekonomične in človeku prijazne
tehnologije.
Diplomska naloga zajema področje proizvodne tehnologije in strojništva. Z vidika
tehnologije je predstavljen potek izdelave CNC programiranja, z vidika modeliranja pa
izdelava pločevinastega izdelka. Namen diplomske naloge je opis programiranja CNC
laserskega stroja in izdelava pločevinastega cevovoda v modelirnem programu. Cilj
diplomskega dela je prikaz obdelave modela pločevinastega izdelka v proizvodnji.
Naloga je strukturirana v štiri glavne opisovalne dele. V prvem poglavju so
predstavljeni numerično krmiljeni obdelovalni stroji, princip njihovega delovanja,
zgodovina NC strojev, CNC tehnologija, načini programiranja in splošni podatki o
programiranju. Sledi opis rezanja pločevine s CNC laserjem, ki obsega zgodovino laserja
in opis le-tega, značilnosti in vrste laserskega rezanja ter obdelavo rezanja. V naslednjem
poglavju je prikazana izdelava pločevinastega izdelka s pomočjo modelirnega programa
Autodesk Inventor po posameznih fazah od začetne skice do končnega modela z vso
pripadajočo tehnično dokumentacijo. Nazadnje je izdelan CNC programa za laserski
razrez. Za lažje razumevanje tematike so vsa poglavja v nalogi opisana čimbolj
enostavno.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
2 NUMERIČNO KRMILJENI OBDELOVALNI STROJI
2.1 Princip NC krmiljenja
Pojem NC krmiljenje izvira iz angleške besedne zveze numerical control (številsko
– numerično upravljanje). To pomeni, da obdelovalnemu stroju posredujemo vse podatke
za obdelavo v numerični obliki, poseben del stroja, t.i. krmilje, pa te podatke procesira in
jih prilagojene posreduje izvršilnim elementom na stroju (npr. koračnim
elektromotorjem) [1].
Informacije, ki jih posredujemo obdelovalnemu stroju, so:
- številka stavka (N),
- delovna funkcija (G),
- koordinate gibanja (X, Y, Z, I, J, K),
- hitrost premika (delovna, hitra; F),
- vrtilna hitrost (S),
- orodje (T),
- pomožne funkcije (smer vrtenja, menjava orodja, vklop hladilne tekočine …; M).
Za vsako os premika imamo vgrajeno posebno regulacijsko zanko, kot prikazuje
slika.
Slika 2.1: Regulacijska zanka pozicioniranja po položaju
ŽELJENA VREDNOST
PRIMERJALNI ČLEN
NASTAVNI ČLEN
VODILA STROJA
SISTEM ZA MERJENJE
POTI

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
Informacijo posredujemo primerjalnemu členu, ki jo primerja z dejansko vrednostjo
in če obstaja razlika, primerjalni člen posreduje ukaze nastavitvenemu členu, le-ta pa
izvršnim elementom na stroju. Premik zazna sistem za merjenje, ki posreduje ustrezne
signale primerjalnemu členu, postopek pa se ponavlja tako dolgo, dokler ni dejanska
vrednost enaka želeni. Regulacijskih sistemov v NC stroju je več, tako da lahko izvajamo
gibanje v več oseh hkrati.
Glede na način gibanja orodja ločimo:
1. Krmiljenje od točke do točke
Orodje se giblje od začetne točke A do končne točke B po poljubni poti v hitrem hodu in
medtem ne obdeluje; obdeluje le v končnih položajih. Gre za najenostavnejši tip
krmiljenja, ki ga uporabljamo pri vrtalnih strojih, strojih za točkovno varjenje, merilnih
napravah itd.
Slika 2.2: Krmiljenje od točke do točke
2. Krmiljenje po ravnih linijah
Orodje med gibanjem obdeluje po ravnih linijah od začetne do končne točke. Gibanje je
vzporedno s koordinatnima osema ali pod kotom 45°. Ta tip krmiljenja se uporablja pri
delu na stružnicah in pri osno paralelnem frezanju.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
Slika 2.3: Linijsko krmiljenje
3. Izboljšano krmiljenje po ravnih linijah
Ta tip krmiljenja omogoča gibanje orodja iz začetne v končno točko pod poljubnim
kotom, pri čemer je vključen linearni interpolator poti. Uporablja se pri stružnicah
(struženje konusov) in pri frezalnih strojih (frezanje poljubnih ravnih ploskev).
Slika 2.4: Izboljšano linijsko krmiljenje
4. Krmiljenje po poljubni poti
Orodje med gibanjem obdeluje in izdela poljubno konturo, ki je podana numerično, tudi
prostorsko. Vključen je interpolator poti po enačbi 2. reda. Na ta način stružimo in
frezamo. Dejansko pozicijo na stroju ugotavljamo z dvema principoma merjenja:
- indirektno ali
- direktno.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
Pri prvem je na osi koračnega motorja in vretena pritrjen digitalni merilnik. Dejansko
pozicijo dobimo, ko število impulzov merilnika pretvorimo po določeni zakonitosti, le da
napake pozicioniranja ne moremo zaznati. Pri drugem principu je merilni element
posebna letev, ki je samostojno nameščena. Vrtenje vretena se spremeni v linearni premik
vodil stroja, s čimer premakne merilni jeziček. Doseženo vrednost odčitamo, upoštevamo
pa lahko tudi vse napake pozicioniranja. [3, 5]
Slika 2.5: Konturno krmiljenje
2.2 Razvoj NC stojev
Prvi NC stroji so se pojavili v začetku 50. let v ZDA, razvoj NC strojev pa je
posebno intenziven v poslednjih 15 letih, ko je prišlo do izredno hitrega razvoja
mikroelektronike. Uvajanje visoko avtomatiziranih NC strojev v proizvodne obrate ima
velik vpliv na racionalno proizvodnjo in zmanjšanje proizvodnih stroškov v maloserijski
in srednjeserijski proizvodnji pa tudi v posamični proizvodnji. Ti tipi proizvodnje
predstavljajo 85 % vse proizvodnje v strojegradnji. Do zdaj smo imeli visoko
avtomatizirano le velikoserijsko in masovno proizvodnjo, ki zavzema le 15 % delež v
strojegradnji, razvoj NC strojev (posebno NC krmilja) pa je privedel do obdelovalnih
sistemov višjega tehnološkega nivoja.
Poglavitne stopnje razvoja NC strojev so:
• NC,
• CNC,
• DNC,
• fleksibilne obdelovalne celice.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
Takšen razvoj je že privedel do popolnega integriranja in medmrežne povezave procesa
projektiranja proizvoda (CAD) s procesom izdelave proizvoda (DAM) in avtomatske
kontrole.
Leta 1969 je bilo po svetu v uporabi približno 25.000 NC strojev, leta 1980 že
200.000, leta 1993 pa že 1,000.000 NC strojev. Tako velik razmah NC strojev seveda je
posledica njihove učinkovitosti in ekonomske upravičenosti.
Slika 2.6: Razvoj NC strojev
2.3 CNC tehnologija
Pojem CNC krmiljenje izvira iz angleške besedne zveze computerized numerical
control (računalniško številsko – numerično upravljanje). CNC obdelovalni stroji
sestojijo iz dveh glavnih delov:
• obdelovalnega stroja, s katerim izvajamo obdelavo obdelovanca,
• CNC krmilja, ki vodi - krmili obdelavo.
Vse potrebne informacije za obdelavo se nahajajo v krmilju v obliki NC programa.
Operater stroja vstavi ustrezen program v krmilje in nadzira obdelavo.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
Slika 2.7: Shema CNC-ja
Med NC in CNC tehnologijo obstajajo določene razlike. NC tehnologija je
sestavljena iz obdelovalnega stroja in krmiljenja, v katerega operater stroja vstavi NC
program, ki ga lahko zažene in prekine, ne more pa ga spreminjati.
Slika 2.8: Shema NC in CNC sistema
CNC - sistem ima računalnik - krmilnik, kjer ima operater stroja možnost
spreminjati ali na novo napisati NC program. V današnjem času se večinoma uporabljajo
CNC stroji. Vendar pa poleg tega vedno govorimo še o NC programih oz. NC
tehnologiji.
Med obema sistemoma ni razlik pri:
• programskem jeziku in

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
• obdelovalni tehnologiji na stroju.
CNC krmiljenje je sestavljeno iz vhodne enote, računalnika in krmilnika. [1]
2.4 NAČIN PROGRAMIRANJA CNC STROJEV
CNC stroj upravlja operater. Zanj moramo napisati program, ki ga naložimo v
krmilno enoto in bo izvajal zahtevano nalogo ali pa imamo program, katerega naložimo
na računalnik in bo znal avtomatsko generirati strojniško kodo. Poznamo dva načina
programiranja:
• absolutni način programiranja vsebuje le eno ničelno oziroma izhodiščno točko,
ki je postavljena v izhodiščni koordinatni sistem, vse naslednje koordinate pa
predstavljajo vrednosti in odaljenosti od izhodiščne točke;
• inkrementalni način programiranja meri oddaljenost koordinat med eno in drugo
točko, rezultat pa je razlika med koordinatama obeh točk. [2]
2.5 SPLOŠNO O PROGRAMIRANJU
Program, je zbir geometrijskih in tehnoloških ukazov, ki jih s pomočjo nekega
fizičnega medija (luknjast trak, disketa ali medmrežna povezava) vstavimo v krmilno
enoto NC stroja, da bi ta opravil vnaprej zamišljene operacije. Programiranje je postopek
izdelave NC programa po vnaprej definirani tehnologiji, izvedemo ga lahko ročno ali pa s
pomočjo računalnika. Program je razdeljen v manjše celote, ki predstavlja zaključeno
operacijo znotraj programa. Program je sestavljen iz niza črk in pripadajočih številčnih
vrednostih. Geometrijske informacije razumemo kot:
• mere za dokončno konturo,
• definiranje ničelnih in delovnih točk v delovnem prostoru stroja.
Tehnološke informacije pa so:
• podatki o rezanju (pomik, vrtilna hitrost, rezalna hitrost ...),
• dodatne strojne funkcije (hladilno sredstvo, izklop, vklop...),
• potrebna orodja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
Za izdelavo NC programa najprej potrebujemo risbo obdelovanca. V naslednjem
koraku določimo vsakokratni vrh orodja s pomočjo ustreznih koordinat, jih označimo na
konturi in zapišemo v tabelo. V nadaljevanju opišemo gibanje orodja v pravilnem
vrstnem redu in s tem končamo izdelavo konture. Obdelovanec obdelujemo ponavadi v
enem gibu, in sicer le do določene globine. V nasprotnem primeru, kadar želimo
odvzemati več materiala, moramo to narediti v večih korakih. Temu primerno napišemo
tudi program, ki mu določimo dolžino in globino hoda.
NC program poleg geometrijskih podatkov vsebuje tudi vrsto tehnoloških
podatkov, kot so:
• vrste orodja,
• pomik,
• rezalne hitrosti,
• število vrtljajev ipd.
2.5.1 ZGRADBA NC PROGRAMA
Pri NC programiranju uporabljamo poseben programski jezik, ki je sestavljen iz
stavkov. Stavki so sestavljeni iz črk in številk, kot na primer:
N10 GO1 X100 Y150 Z20 F200 S1100 T03 M03.
To je tipičen programski stavek, ki vsebuje podatke o poti in ostale potrebne podatke. S
črko G v glavnem krmilimo gibanje orodja. Za dodatne pogoje uporabljamo črke, kot so:
• X, Y, Z – predstavljajo koordinate,
• F – pomik,
• S – število vrtljajev,
• T – številka orodja,
• M – vrtenje v desno.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
2.5.2 PODATKI PRI PROGRAMIRANJU
Za programiranje je potrebno definirati vse potrebne parametre, pri čemer je
izredno pomebna sistematičnost. Zato moramo imeti že vnaprej pripravljene informacije,
kot so:
• načrt obdelovanca,
• delovni plan,
• vpenjalne podatke,
• orodni list,
• list za program,
• nastavni list orodja in vpenjal.
Osnova za izdelavo NC programa je načrt obdelovanca, ki mora biti izdelan zelo
natančno, tako da brez dodatnega preračunavanja izdelamo program. Načrt mora
vsebovati tudi podatke o obdelavi površin in toleranc. Poleg načrta obdelovanca moramo
imeti tudi delovni načrt, kjer programer najde potrebne podatke o obdelavi, kot so:
• potek obdelave,
• material surovca,
• njegove mere.
Izbrati je potrebno še ustrezno vpenjalno orodje, medtem ko izbiro orodja, tj. opis,
izmere, številko, določimo na orodnem listu, na katerem so navedeni tudi podatki o
pomiku in vrtilni hitrosti. [1, 3, 5]
3 REZANJE PLOČEVINE S CNC LASERJEM
3.1 Zgodovina laserja
Korenine laserja segajo v leto 1917, ko je eden najbolj znanih fizikov Albert
Einstein razložil stimulirano emisijo, tj. atom ob trku s fotonom, ki odda dodaten foton in
preide v nižje energetsko stanje. Do prvega praktičnega primera pa je prišlo šele
desetletja kasneje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
Leta 1954 so Townes (ZDA), Bassov in Prokorov (Rusija) predstavili napravo, ki
oddaja ojačano mikrovalovno sevanje in jo poimenovali MASER (Microwave
Amplification by Stimulated Emission of Radiation), za katero so leta 1964 prejeli
Nobelovo nagrado za fiziko. Že štiri leta kasneje sta Townes in Schawlow (oba zaposlena
kot raziskovalca v BELL-ovih laboratorijih) postavila pogoje za vidno lasersko svetlobo.
Nato je leta 1960 Theodore H. Maiman predstavil prvi pravi LASER, ki je uporabljal
rubinov kristal in je oddajal kratke bliske rdeče svetlobe.
Laserska obdelava je konec sedemdesetih let dosegla svojo zrelo dobo. Prvemu
laserju na trdno snov (rubinski laser) so sledili plinski laserji (CO2, He-Ne, Ar itn.), a
šele kombinacija laserja s krmilnim sistemom NC je laser privedla tudi v proizvodnjo.
Danes se na področju laserskega rezanja najpogosteje uporabljajo CO2- in Nd-YAG-
laserji. V zadnjih desetih letih gre razvoj predvsem v nove koncepte izvorov žarka,
izboljšanje kakovosti žarka in s tem obdelave, v povečevanje robustnosti laserskih
sistemov, zmanjšanje stroškov izdelave pri povečani moči laserjev in višje podajalne
hitrosti ter vključevanje laserskih sistemov v velike računalniško krmiljene obdelovalne
centre, ki so enako učinkoviti pri velikoserijski proizvodnji kot pri hitrih spremembah v
obliki in vrsti obdelovancev prototipne izdelave.
3.2 Kaj je laser
Beseda LASER je kratica za Light Amplification by Stimulated Emission of
Radiation (ojačevanje svetlobe s stimulirano emisijo sevanja) in je ime naprave, ki
emitira ozek snop svetlobe strogo določene valovne dolžine. Med poljubnimi točkami v
svetlobnem snopu je vedno konstantna fazna razlika (koherentna svetloba), zato mu
pravimo tudi kvantni izvir koherentne svetlobe.
Laser je naprava, v kateri nakopičimo energijo, ki se nato v trenutku sprosti v zelo
močnem svetlobnem curku. Sestavljen je iz treh osnovnih delov:
- sredice oz. medija, ki je kristal ali cev s tekočino ali plinom, kamor dovajamo energijo,
- napajalne naprave, ki lahko proizvaja močne bliske svetlobe ali močne radijske valove
(npr. bliskavica),

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
- resonatorja, ki ustvarja stoječe elektromagnetno valovanje in natančno usmeritev
laserskega curka (ponavadi dve vzporedni zrcali, eno nepropustno, drugo pa pol
propustno).
3.3 Značilnosti laserskega rezanja
Žarek, ki je izvor sevalne energije EL, je fokusiran na površino obdelovanca. Tako
dosežemo zadostno površinsko gostoto moči, da se material segreje, stali ali upari.
Material del laserske energije v obliki svetlobe določene valovne dolžine absorbira v
obliki toplote EA, del jo odbije ER, del pa jo lahko tudi prepusti skozi. Absorbirana
laserska energija služi kot toplota, potrebna za fazne spremembe materiala obdelovanca v
območju interakcije. Pri laserskem rezanju se material obdelovanca stali in odstrani,
preden pride do pomembnega prevajanja toplote Epr v okolico reza, pri čemer so izgube
zaradi sevanja Esev in konvekcije Ekon zanemarljive. Energijska bilanca laserskega
rezanja je prikazana na sliki.
Slika 3.1: Energijska bilanca laserskega rezanja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
Najpomembnejše lastnosti materiala za lasersko obdelavo so:
1. lastnosti, ki povezane z absorpcijo, in sicer stanje površine, absorpcijski koeficient in
reflektivnost pri valovni dolžini laserske svetlobe določenega izvora; te lastnosti
definirajo, kako dobro se energija svetlobe veže z nekim materialom;
2. lastnosti, ki so povezane s prenosom toplote oz. toplotnim tokom v materialu in
določajo temperaturno porazdelitev, in sicer toplotna prevodnost κ in difuzija d, ki ovirata
rezanje; z laserjem učinkoviteje režemo toplotne izolatorje (plastične mase, lesne izdelke,
gume, tekstil ...) kot prevodnike (kovine);
3. termodinamične lastnosti, in sicer gostota ρ, specifična toplota c, temperatura tališča
Tt in vrelišča Tv ter talilna toplota Qt in izparilna toplota Qi, določajo količino energije
(toplote), ki je potrebna za želene fazne spremembe v materialu, taljenje in izparevanje.
3.4 Vrste laserskega rezanja
Pri laserskem rezanju v procesu sodeluje curek rezalnega plina, zato so pomembne
tudi fizikalno-kemijske lastnosti, povezane predvsem z reakcijami materiala na rezalne
pline. Pri rezanju konstrukcijskih jekel s kisikom predstavlja eksotermna reakcija dodaten
izvor energije Ekem, kar je ponazorjeno na zgornji sliki. Običajno plin dovajamo soosno
z žarkom, v posebnih primerih pa tudi od strani ali s spodnje strani obdelovanca. Curek
plina ima poleg fizikalno-kemijskega učinka namen izpihovati talino iz rezalnega kanala.
Zaradi pretoka plina se lahko izgubi del absorbirane toplote v obliki konvekcije Ekon.
Prav kombinacije intenzitete žarka in vrste ter tlaka rezalnega plina v povezavi z
materialom obdelovanca določajo tri osnovne načine laserskega rezanja.
• Lasersko sublimacijsko rezanje
Večina materiala se z visoko intenzivnostjo laserskega žarka upari in odnese pod nizkim
pritiskom inertnega plina (dušik in tudi stisnjen zrak med 10 do 100 kPa ). Materiali, pri
katerih uporabljamo tovrstno rezanje, so: les, papir, umetne mase, keramika … Za
lasersko sublimacijsko rezanje so značilni majhna hrapavost na površini reza, majhno
območje, odvisno od toplote, visoka hitrost podajanja za zgoraj naštete materiale, pri
rezanju kovin na ta način pa je potrebna zelo velika energija.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
• Lasersko talilno rezanje
Material je segret in staljen z laserskim žarkom ter odnesen s tokom inertnega plina, pri
čemer med plinom in obdelovancem ne pride do eksotermne reakcije. Za rezalni plin se
najpogosteje uporabljata dušik in argon pod visokim tlakom (1 do 2 MPa). Materiali, pri
katerih uporabljamo lasersko talilno rezanje, so: visokolegirana in Cr-Ni-jekla, nikljeve
legure, titanove zlitine … Prednosti tovrstnega rezanja so neoksidirana površina reza,
majhno območje, odvisno od toplote, in oksidacija ob učinkoviti zaščitni atmosferi, t.i.
»clean cut« oz. čisti rez. Pomanjkljivosti so večja hrapavost površine reza zaradi
staljenega materiala, nizka hitrost podajanja in zaradi velike porabe rezalnih plinov visoki
stroški obdelave.
• Lasersko plamensko rezanje
Kisik (približno 500 kPa) se uporablja za povečanje dovedene energije v obliki
eksotermne reakcije in oksidacije (gorenja) materiala, segretega z laserjem. Materiali, ki
se uporabljajo pri tovrstnem rezanju, so nizkoogljična jekla. Prednosti laserskega
plamenskega rezanja, so: oksidacija železa zviša absorpcijski koeficient za sevanje CO2-
laserja na 90 %, eksotermno gorenje daje tudi do 70 % procesne energije, iz česar sledi
visoka hitrost rezanja pri nižjih laserskih močeh. Slabši so rezultati rezanja, na površini
reza ostane oksidna plast, vendar ni večjih mehanskih sprememb.
3.5 Obdelava pri laserskem rezanju
Hrapavost Ra pri obdelavi z laserjem je odvisna od materiala, ki določa, kateri
način laserskega rezanja izberemo: sublimacijski, talilni ali plamenski. Na hrapavost
posebej vpliva debelina materiala. Ra se giblje med 1 in nekaj več kot 10 µm, v izjemnih
primerih pa je tudi manj kot 1 µm (sublimacijsko rezanje polimerov). Koničnost reza
ponazarja odstopanje realne konture reza od idealne pravokotne. Zaostajanje žarka ima
velik vpliv na dimenzijsko odstopanje pri debelejših pločevinah, saj pri rezanju majhnih
radijev prihaja do napake, ki je izrazita na spodnjem robu pločevine. Pri rezanju tankih
pločevin so odstopanja od želenih dimenzij zaradi zaostajanja žarka bistveno manjša. Na
sliki so ponazorjene okvirne vrednosti za koničnost in hrapavost pri rezanju
konstrukcijskih jekel v odvisnosti od debeline materiala. Na hrapavost vplivata predvsem

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
izvor laserskega žarka (moč, kakovost žarka, goriščna razdalja idr.) in mesto merjenja na
površini reza. Za obdelavo pri laserskem rezanju je treba nastaviti naslednje parametre:
• lečo ustrezne goriščne razdalje,
• višino gorišča,
• šobo z najprimernejšo odprtino in višino reže med šobo in površino obdelovanca,
• pretok rezalnih plinov,
• hitrost pomikanja.
Izbira teh parametrov je izkustvena, vendar so vrednosti za različne primere obdelave
toliko podobne, da je za večino običajnih primerov mogoče nastaviti zadovoljive pogoje
že po nekaj eksperimentih. [8, 9, 10]
Slika 3.2: Hrapavost pri obdelavi z laserjem
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
4 IZDELAVA PLOČEVINASTIH IZDELKOV
4.1 Parametrično modeliranje
Za parametrično modeliranje uporabljamo programski paket, ki omogoča, da
izdelek spremljamo preko celotnega razvoja do izdelave. Eden izmed programov, ki jih
uporabljamo, je tudi AUTODESK INVENTOR. Program nam omogoča modeliranje
posameznih delov, modele lahko sestavljamo v sklope ter izdelamo delavniško
dokumentacijo. Modeliranje poteka v naslednjem vrstnem redu:
• izdelava posamičnih sestavnih delov (Standard.ipt, Inventor Part),
• sestavljanje modelov v sklop (Standard.iam, Inventor AsseMbly),
• med izdelavo modela in sklopa se celotni postopek zapisuje v zgodovino.
Model izdelamo v naslednjih korakih:
• izdelava skice v prostoru ( 2D Sketch),
• poljubna skica v prostoru (3D Sketch),
• parametrični model (Solid).
Sklop se lahko izdela na dva načina:
• znotraj sestava dodajamo in modeliramo nove elemente, kar nam omogoča
uporabiti značilnosti že izdelanih elementov,
• sestavo izdelamo s sestavljanjem obstoječih modelov.
Pri modeliranju spremljamo izdelek v realnem času. Vse narejene spremembe se
odražajo v vseh fazah dela. Model je osnovan za vse nadaljnje aplikacije, vsebuje
geometrijske in negeomertrijske značilnosti elementa. Modele sestavljamo v sklope in z
njihovo pomočjo nato izdelamo delavniško dokumentacijo. Vse spremembe, ki se
nanašajo na model, se odražajo na risbah, sklopih in na vseh drugih aplikacijah. [4]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
4.2 Predstavitev okolja (Sheet Metal)
Pločevinasti izdelki se nekoliko razlikujejo od okolja za izdelavo navadnih
komponent. Vendar je nabor ukazov precej različen kot pri izdelavi navadnih komponent.
Zato moramo pločevinaste izdelke narediti tako, da se dajo razviti. Program izdela
razvitje samodejno glede na podane tehnološke podatke.
Modeliranje pričnemo s skico, nanjo naredimo osnovno stranico in ji dodamo
zavihke. Za osnovne karakteristike, kot so: material, debelina pločevine, radij krivljenja,
metode za izračun razvite dolžine itd., uporabimo slog (Sheet Metal Styles).
Razvito pločevino lahko izvozimo v DWG ali DXF obliki za nadaljnjo uporabo v
AutoCADu ali pa direktno na CNC stroj za razrez pločevine.
4.3 Izdelava 2D skice
Ko zaženemo Inventor, izberemo predlogo Standard.ipt. Za izdelavo modela
moramo najprej izdelati dvodimenzionalno skico. Zato uporabimo modul 2D Sketch
Panel, ki se aktivira samodejno ob izdelavi nove skice oziroma pri izdelavi nove
komponente.
4.4 Risanje elementov
Pri risanju elementov najprej izberemo ukaz za risanje določenega elementa (Line
(črta), Circel (krog) …), vnesemo točke, ki določajo element. Element lahko zbrišemo
tako, da ga označimo in s tipko Delate (izbriši) zbrišemo.
4.5 Urejanje skice
Skico je treba večkrat popraviti in urediti. Pri urejanju oziroma spreminjanju si
pomagamo z ukazi:
• Trim – rezanje elementov,
• Mirror-Rotate-Copy – zrcaljenje-vrtenje-kopiranje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
Slika 4.1: Okolje za risanje v Autodesk Inventorju
4.6 Izdelava modela
Za izdelavo modela moramo zapustiti skicirko in 2D skici v modelu Part dodati
tretjo dimenzijo. Na ta način dobimo telo oziroma model. Izberemo funkcijo Extrude, s
tem ukazom raztegnemo profil v prostor. Odpre se pogovorno okno za vpis parametrov
za razteg. V seznamu Extents imamo na voljo različne možnosti za določanje višine
raztega:
• distance – razteg v izbrani smeri za določeno distanco,
• to next – razteg do naslednje površine v izbrani smeri,
• to – razteg do izbrane površine,
• from to – razteg med dvema izbranima površinama,
• all – razteg skozi vse, npr: odrez skozi celoten model.
V pogovornem oknu izberemo distanco in vpišemo vrednost, določimo smer
raztega (+Z, -Z ali v vsako smer polovico). Kliknemo na OK in tako dobimo osnovno 3D
telo.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
Slika 4.2: Ukaz Extrude – razteg
4.7 Urejanje modela
Neposredno na modelu bomo izdelali še ostale elemente. V modelu Part Features
najprej postavimo novo delovno ravnino (Work plane). Delovne ravnine lahko
postavljamo na več načinov:
• postavitev ravnine s pomočjo treh točk,
• postavitev s pomočjo enega roba in ploskve telesa,
• postavitev ravnine pravokotno na določen rob
• postavitev ravnine pravokotno na ploskev preko določenega roba telesa,
• postavitev ravnine med dvema soležnima stranicama,
• postavitev ravnine vzporedno s ploskvijo,
• postavitev ravnine preko določenega kota med osnovno ploskvijo,
• postavitev ravnine vzporedno med določeno ploskvijo in delovno točko,
• postavitev ravnine tangentno na določen valj,
• postavitev delovne ravnine na sredino med dve ravnini ali ploskvi izdelka.
Ravnino odmaknemo za 150 mm, nova ravnina nam bo služila za izdelavo nove
skice.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
Slika 4.3: Ukaz Work Plane – delovna ravnina
Na novo izdelamo skico kroga in jo uredimo, skico nato z ukazom Finish Sketch
(zaključi skico) zaključimo.
Slika 4.4: Izdelava skice na novi delovni ravnini
V meniju Part Features izberemo ukaz Loft. Loft je namenjen za izdelavo telesa
preko reber (sections) in vodilnih krivulj (rails) ali srednjic (centerline). Reber in vodilnih
krivulj je lahko poljubno število. Telo lahko naredimo s pomočjo najmanj dveh skic. Ko
aktiviramo ukaz, se odpre pogovorno okno, v katerem izberemo določene profile in
vodilne krivulje preko katerih bo napeljano telo, določimo prištevanje ali odštevanje
telesa.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
Slika 4.5: Ukaz Loft – izdelava telesa preko reber in vodilnih krivulj
Ker potrebujemo še en enak model, si bomo pomagali z ukazom Mirror Feature
(zrcaljenje), ki je namenjen zrcaljenju gradnikov. Najprej naredimo delovno ravnino,
preko katere bomo zrcalili izbrani gradnik. Pokažemo gradnik, nato preklopimo na gumb
Plane in pokažemo še zrcalno ravnino. Potrdimo z gumbom OK in na nasprotni strani
dobimo zrcalno sliko gradnika. Gradnik je povezan z osnovnim, če se spremeni osnovni
gradnik, se spremeni tudi njegova zrcalna slika.
Slika 4.6: Ukaz Mirror – zrcaljenje
V naslednjem koraku si izdelamo pomožno skico za zgornji del modela. Preden
začnemo z risanjem, določimo projektno geometrijo. Z ukazom Project Geomerty lahko
na skicirano ravnino pravokotno projiciramo izbrano geometrijo (robove, oglišča,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
delovne gradnike, elemente drugih skic itd.). Projicirani robovi so povezani s svojimi
originali in se odzivajo na spremembe originalov.
Slika 4.7: Ukaz Project Geomerty
Za izdelavo zgornjega dela cevovoda bomo dodali še dva gradnika. Najprej
postavimo novo delovno ravnino (Work plane), sledi skiciranje kroga ter urejanje in
kotiranje z ukazom General Dimension (splošne dimenzije). Na enak način naredimo še
spodnji del. Določimo delovno ravnino in nanjo skiciramo krog, na koncu skico uredimo.
.
Slika 4.8: Delovna ravnina Slika 4.9: Izdelava skice
Na prvo skico izdelamo izvlečenje, nakar se odpre pogovorno okno, v katerem določimo
razteg do naslednje površine v izbrani smeri.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
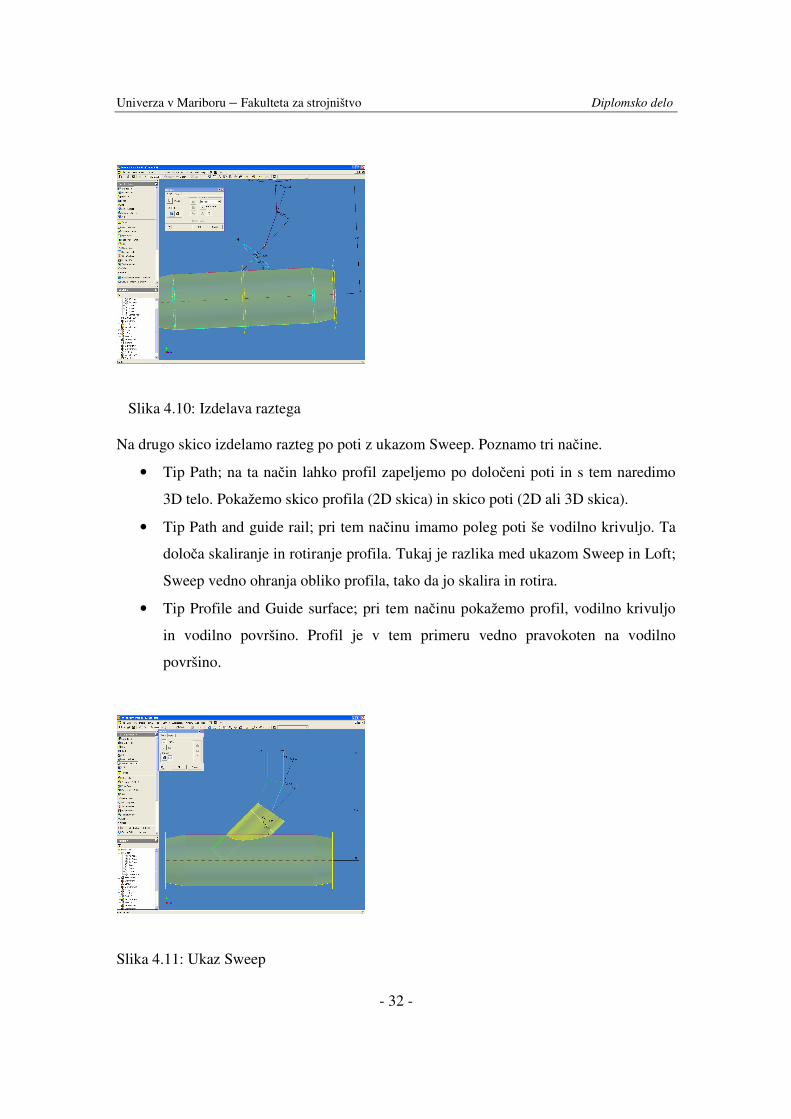
Slika 4.10: Izdelava raztega Na drugo skico izdelamo razteg po poti z ukazom Sweep. Poznamo tri načine.
• Tip Path; na ta način lahko profil zapeljemo po določeni poti in s tem naredimo
3D telo. Pokažemo skico profila (2D skica) in skico poti (2D ali 3D skica).
• Tip Path and guide rail; pri tem načinu imamo poleg poti še vodilno krivuljo. Ta
določa skaliranje in rotiranje profila. Tukaj je razlika med ukazom Sweep in Loft;
Sweep vedno ohranja obliko profila, tako da jo skalira in rotira.
• Tip Profile and Guide surface; pri tem načinu pokažemo profil, vodilno krivuljo
in vodilno površino. Profil je v tem primeru vedno pravokoten na vodilno
površino.
Slika 4.11: Ukaz Sweep
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
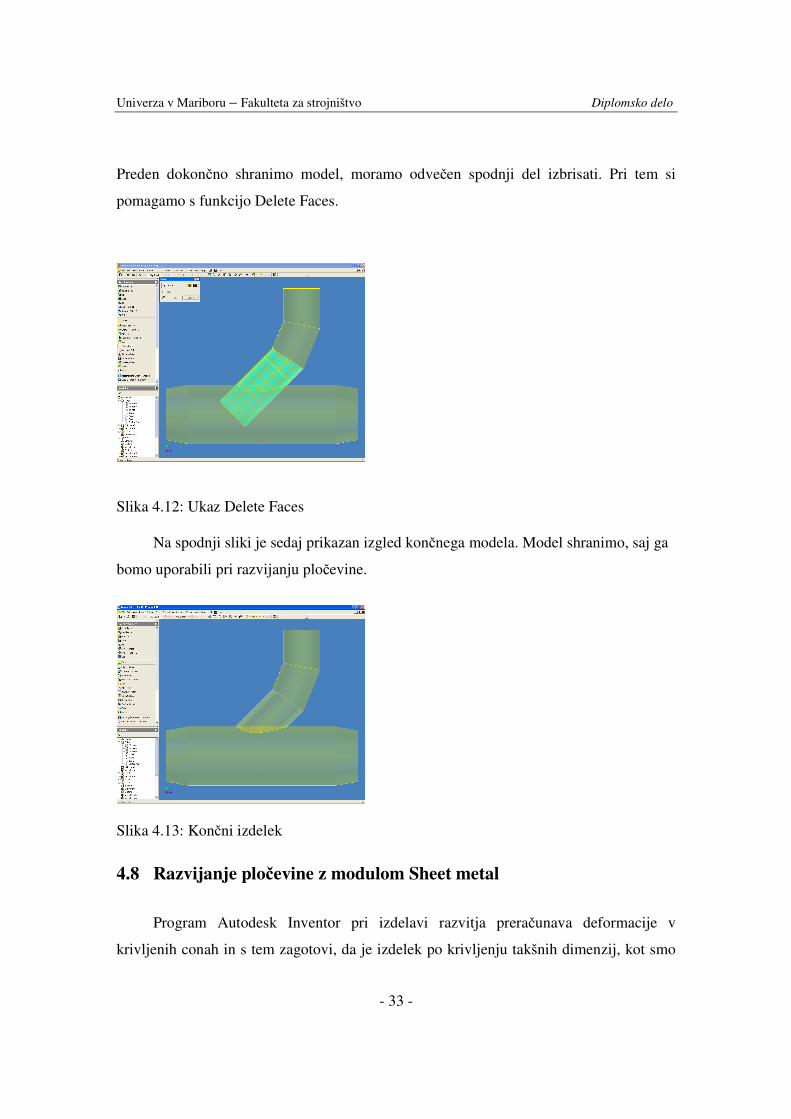
Preden dokončno shranimo model, moramo odvečen spodnji del izbrisati. Pri tem si
pomagamo s funkcijo Delete Faces.
Slika 4.12: Ukaz Delete Faces
Na spodnji sliki je sedaj prikazan izgled končnega modela. Model shranimo, saj ga
bomo uporabili pri razvijanju pločevine.
Slika 4.13: Končni izdelek
4.8 Razvijanje pločevine z modulom Sheet metal
Program Autodesk Inventor pri izdelavi razvitja preračunava deformacije v
krivljenih conah in s tem zagotovi, da je izdelek po krivljenju takšnih dimenzij, kot smo

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
ga skonstruirali. Na osnovi k-faktorja (k-factor) ali krivilne tabele (Bend Table) se izdela
preračun. Razvitje lahko direktno izvozimo v SAT, DWG ali DXF formatu, kar nam
omogoča nadaljnjo obdelavo na laserskem rezalniku pločevine. Na vsaki razviti pločevini
so prikazane tri črte: krivilna linija (po sredini) ter dve tangentni liniji, ki predstavljata
začetek in konec krivine. Razvitja lahko prikažemo tudi na izrisih.
Za modeliranje delov iz pločevine v Inventorju odpremo novo predlogo Sheet
Metal.ipt. Delo se prične na enak način kot klasično volumsko modeliranje, torej s skico.
Slika 4.13: Predloga Sheet Metal.ipt
V funkcijskem meniju Sheet Metal za odpiranje modela odpremo model, ki smo ga
shranili kot osnovo za razvitje pločevine. Shranjen model odpremo s funkcijo Derived
Component (izpeljane komponente). Izpeljane komponente so lahko iz sestavov ali iz
posameznih komponent. V primeru sestavov imamo možnost seštevanja in odštevanja
komponent, v primeru izpeljevanja komponent pa možnost skaliranja ali izdelave zrcalne
komponente. Odpre se novo pogovorno okno Derived Part. Nato v drevesnem meniju
označimo Surfaces (površine) želene komponente in potrdimo.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
Slika 4.14: Ukaz Derived Part Slika 4.15: Določitev potrebnih površin
Vrnemo se v modul Sheet Metal Features in v meniju Styles (stili) za vse sestavne
dele modela določimo material, debelino pločevine in k-faktor ter shranimo.
Slika 4.16: Ukaz Sheet Metal Styles
Preklopimo v Part Features, izberemo ukaz Thicken/Offset za debeljenje površin in
dobimo volumsko telo. Na enak način izdelamo še preostale komponente.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
Slika 4.17: Ukaz Thicken/Offset
Odpremo novo predlogo in izberemo opcijo Standard.iam. Program Inventor
namreč deluje tako, da je vsak del shranjen v svoji datoteki (končnica ipt), medtem ko
sestavi delov direktno ne vsebujejo (končnica iam).
Slika 4.18: Predloga Standard.iam
Nato v drevesnem meniju Assembly Panel izberemo ukaz Place Component, ki
služi vstavljanju obstoječih komponent (delov ali sestavov). Odpremo vse gradnike in
sestavimo model.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
Slika 4.19: Ukaz Place Component Slika 4.20: Izdelek
Ponovno se vrnemo v modul Sheet Metal.ipt. Model moramo še popraviti, in sicer
izrezati luknjo. Pri tem si pomagamo z ukazom Cut.
Slika 4.21: Ukaz Cut
Sedaj izberemo enega izmed gradnikov, ga označimo in odpremo ter s pomočjo
ukaza Flat Pattern (generiranje razvoja plašča, ki je potrebno zaradi postopka izdelave
pločevinastega sestavnega dela) razvijemo izbrani model v plašč.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
Slika 4.22: Ukaz Flat Pattern. Slika 4.23: Razvita pločevina
4.9 Shranjevanje v DXF obliko
V modulu Sheet Metal.ipt izberemo ukaz Flat Pattern, s pomočjo katerega se
prikaže razvita pločevina. Z desnim gumbom miške kliknemo na Flat Pattern v zgodovini
in izberemo ukaz Save Copy As …, s katerim shranimo format datoteke v DXF. Na isti
način naredimo še za preostale gradnike.
Slika 4.24: Shranjevanje v dxf obliko
4.10 Izdelava tehnične dokumentacije
Za izdelavo izrisa uporabimo novo prdlogo s končnico idw (idw = Inventor
Drawing). Po izbiri predloge se odpre list papirja z glavo in okvirjem, na katerega s

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 39 -
pomočjo ukazov na levi strani postavljamo poglede in oznake. Na voljo imamo tri ukaze,
ki so namenjeni izdelavi izrisov, in sicer:
• drawing management (za postavljanje pogledov, prerezov, detajlov);
• drawing annotation (za kotiranje, postavitev simbolov in oznak);
• sketch (izdelava dodatnih skic na izrisu).
Osnovni pogled se izdela z ukazom Base View, nakar se odpre pogovorno okno, v
katerem moramo določiti, iz katerega modela bomo naredili osnovni pogled. Če
uporabljamo pločevinaste izdelke, imamo dodatno možnost izbire, ali naj se izriše
krivljen izdelek ali razvita pločevina, vendar moramo poprej v modelu izdelati razvitje
(Flat Pattern). V razdelku Orientation določimo usmerjenost osnovnega pogleda, pri
čemer lahko izbiramo med različnimi orientacijami, kot so zgoraj, spodaj, levo, desno.
Vezane so na koordinatni sistem modela. Če nam nobeden od osnovnih pogledov ne
ustreza, lahko model postavimo izometrično. V razdelku Scale določimo merilo pogleda,
merilo lahko izberemo iz spustnega menija ali pa ga sami v obliki decimalnega zapisa
vpišemo direktno. Nastavimo lahko še tip pogleda v razdelku Style. Izbiramo lahko med
štirimi načini prikaza:
• prikaz skritih robov;
• prikaz kontur brez skritih robov;
• osenčen pogled s prikazom skritih robov;
• osenčen pogled brez skritih robov.
Ko imamo poglede postavljene, jih lahko še dodatno urejamo:
• zasuk pogleda (Rotate View) – zasučemo ga lahko vertikalno, horizontalno ali
pod določenim kotom;
• projekcija pogleda (Projected View) – naredimo še eno ali več projekcij pogleda;
• premikanje pogledov in izbiranje elementov pogleda;
• pogled postrani (Auxiliary View);
• prerezi (Section View);
• detajli (Detail View);
• prelom pogleda (Break);
• izrez (Break Out).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 40 -
Na izris lahko tudi kotiramo in postavljamo oznake. Kotiramo lahko na več načinov:
• samodejen prenos kot z modela, to pomeni, da vse kote, ki so bili podani na
modelu, program samodejno prikaže na posameznih pogledih modela;
• kotiranje z ukazom General Dimension – kotiranje se izvaja na enak način kot pri
izdelavi skice, kotiramo pa lahko premere, polmere, linearne kote, kotne mere.
Na pločevinastih izdelkih je pogosto potrebno označiti, v katero smer naj se krivi
posamezni zavihek. Za izpis smeri, kota in radija krivljenja uporabimo ukaz Bend Notes.
Lahko pa za izbran izdelek na izris postavimo tabelo z uporabo ukaza Table. V tabeli so
zbrani vsi podatki krivljena. Krivilne linije se označijo z zaporednimi številkami. [6]
Slika 4.25: Predloga Inventor Drawing idw Slika 4.26: Osnovni pogled
V prilogi je izrisan delovni načrt s kosovnico.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 41 -
5 IZDELAVA CNC PROGRAMA
5.1 Shranjevanje elementov
Programski paket TOPS ima na razpolago podobne ukaze, kot vsi CAD sistemi za
risanje. Zato najprej shranimo datoteko z DXF-i, ki smo jo ustvarili v programu
AUTODESK INVENTOR, v program TOPS. Elemente je najprej potrebno pretvoriti v
GEO obliko, ki jo bere programski paket. Še preden pa si bomo element dokončno
shranili v GEO obliko, moramo na elementu preveriti, če ima kakšne pomanjkljivosti,
kot so nezaključene konture, sekajoče črte, dvojne črte. Za hitrejši ogled napak ima
program na voljo ukaz za prikaz vseh točk. Na konturi, kjer je napaka, se pojavi rdeč
kvadrat, če napak ni, je kontura na ogliščih obarvana zeleno. Element, ki se bo lasersko
rezal, mora biti zaključen, v nasprotnem primeru nam program javi napako, ko ga želimo
shraniti.
V modulu za risanje lahko spreminjamo barve črt. V programu TOPS imajo barve
različne pomene, tako npr. rumena barva pomeni graviranje. Na element je možno tudi
dodatno risanje in urejanje, npr. posnetje vogalov.
Vse dolžine, višine in kote lahko izmerimo s pomočjo ukaza za merjenje. Za vsak
element, ki ga spremenimo iz DXF v GEO obliko, nam program odpre posebno okno s
karakteristikami in okvirnimi dimenzijami DXF oblike. Elemente lahko vrtimo,
premikamo, zrcalimo, režemo in kopiramo.
K elementu lahko ustvarimo besedilo, v mojem primeru ga bom uporabil kot
oznako za številko pozicije.
Ko je element popravljen in so konture zaključene, ga shranimo v GEO obliko.
Program sam pa ga postavi v položaj xy nič.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 42 -
Slika 5.1: Shranjevanje v geo obliko
5.2 Nanašanje elementov na pločevino
V programu TOPS odpremo modul NEST, v tem modulu gre za spisek elementov,
ki jih bomo rezali in vsebujejo:
• elemente za rezanje,
• število elementov,
• material za rezanje,
• rotiranje elementov.
TOPS ima možnost, da nanašamo elemente ročno ali avtomatsko. Elemente, ki jih
bomo uporabili za nanašanje, najprej izberemo iz shranjene datoteke, ki smo jo
predhodno spremenili v GEO obliko. V pogovornem oknu nam program ponuja, na
kakšen način naj izvede nanašanje. Na voljo so opcije rotiranje elementov, nerotiranje,
kar pomeni, da bodo elementi na plošči v položaju, kot je bil shranjen, lahko pa jih
postavimo pod določenim kotom. Katero opcijo bomo izbrali, je odvisno od programerja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 43 -
in njegovih izkušenj. Na koncu določimo število elementov, ki jih bomo odrezali, in
potrdimo.
V obeh primerih ročnega ali avtomatskega nanašanja moramo izbrati ploščo. Plošči
moramo določiti naslednje parametre:
• kakovost materiala – v knjižnici so shranjeni materiali za navadno jeklo, nerjavo
jeklo in aluminij;
• dimenzije plošč – že po izbiri materiala nam program sam ponudi dimenzijo
plošče, določimo pa jo lahko sami, vendar moramo upoštevati velikost delovne
mize;
• vrsta razporejanja po plošči – na voljo je, da elemente razvrstimo po plošči
optimalno ali na način Rechtecke (pravi kot), na voljo imamo tudi možnost
Multiformat, kar pomeni, da lahko določim več plošč različnih dimenzij;
• nazadnje med elementi določimo še razdaljo, da rezanje ne bo vplivalo na obliko
elementov.
Po končanem opravilu program elemente glede na predhodne nastavitve
avtomatsko razvrsti na plošče. Te plošče so tudi prikazane, tako da vidimo, če smo z
razvrstitvijo po ploščah zadovoljni, saj bi se lahko odločili, da bi kateri element želeli
postaviti drugače ali pa celo na drugo mesto zaradi izkoristka. Vse elemente je mogoče
rotirati, premikati, brisati, kopirati in podobno. Vsi elementi, ki so na plošči, so v
zgornjem delu vidni, podani so s številom, ki smo ga določili za razrez. Če je število
določenih elementov enako, kot je število elementov na plošči, je obarvano z zeleno
barvo. Nasprotno rdeča barva pomeni, da na plošči ni vseh elementov, ki smo jih določili.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 44 -
Slika 5.2: Nanašanje elementov na pločevino
5.3 Tehnologija rezanja
Tehnologija rezanja je zadnji del programiranja, da pridemo do NC programa.
Postopek ima predvsem vpliv na kakovost rezanja. Podatki za različne materiale se
nahajajo v banki podatkov programa TOPS. Z izbiro materiala te podatke vnesemo in jih
apliciramo v sam CNC program, ki nam kasneje služi za krmilje stroja. V sami banki se
nahajajo podatki glede na obdelavo in vrsto materiala, uporaba plina, določene so rezalne
hitrosti in moč laserja.
Program TOPS ima za vsak material izdelano svojo tabelo, v kateri so zbrani
ustrezni podatki. Te podatke je možno spreminjati ali pa jih dopolniti. V tabelah so
naslednji podatki:
• oznaka materiala,
• debelina materiala,
• goriščne razdalje,
• vrsta plina in tlak,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 45 -
• moč laserja glede na konturo, tj. velike, srednje in majhne konture,
• hitrosti rezanja glede na konture.
Naslednji korak je določanje rezalnih poti in točk rezanja. V začetni fazi nam
program avtomatsko sam ponudi začetne točke in poti rezanja. Lahko pa to storimo sami
na ročni način. Po končanem opravilu ploščo še razrežemo.
Slika 5.3: Določanje rezalnih poti in točk rezanja
5.4 Izdelava CNC programa
Ko imamo vse določene vse parametre, zaključimo tehnologijo in pristopimo k
izdelavi CNC programa. To je za programerja najenostavnejši in najhitrejši postopek
programiranja, saj proces poteka popolnoma enostavno.
Najprej programu določimo ustrezno oznako, kot rezultat dobimo CNC program,
grafično predstavitev ter plan obdelave (Bearbeitungsplan). Ta plan lahko natisnemo in
ga posredujemo operaterju na stroj. Operater iz razpoložljive dokumentacije vidi

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 46 -
razporeditev elementov po plošči, potrebno količino rezanih elementov, podani so tudi
vsi parametri rezanja, kot so dimenzije plošč, vrsta materiala, debelina materiala in
število ponavljanj programa. [7]
V prilogi je izpisan NC-program za prikazan primer. Koda je napisana za
SINUMERIC krmilje.
6 SKLEP
V zadnjih letih izredno narašča časovni pritisk na proizvajalce. Izdelki morajo biti
izdelani kvalitetno in v zelo kratkem roku. Zato se podjetja vedno bolj opremljajo s
sodobnejšimi in zmogljivejšimi stroji, ki pa poleg zmogljivosti potrebujejo tudi sodobno
programsko opremo. V zadnjem času se je tudi filozofija vodstvenega kadra v podjetjih
precej spremenila. Če je še pred leti bilo vloženih sredstev v programsko opremo le
toliko, da so podjetja razpolagala s CAD programom za risanje v 2D dimenziji, danes
temu ni tako. V današnjem času podjetja premorejo najmanj enega izmed številnih
programov za 3D modeliranje.
V diplomski nalogi sem skušal na čim bolj enostaven način prikazati pripravo
tehnološkega poteka za izdelavo pločevinastega cevovoda. S pomočjo programske
opreme za risanje in modeliranje Autodesk Inventor sem prikazal hitrejše reševanje
problema za razvijanje pločevin. Ker je v današnjem proizvodnem procesu na razpolago
vse manj časa in so izdelki vse bolj zahtevni, si ni treba več pomagati s klasičnimi
metodami za razvijanje pločevin, kjer s programi določamo točke za izris krivulje. V
modelirnem programu sem uporabil modul za razvijanje pločevin Sheetmetal, kateri
omogoča nadaljevanje priprave za laserski razrez. Najprej sem prikazal izdelavo
prostorskega modela, ga nato razvil v plašč in ga izvozil v DXF obliki. To obliko
datoteke sem kasneje uporabil za razrez na CNC laserju v laserskem programu Tops 100,
kjer sem opisal postopek celotnega programiranja. Prednost programa Autodesk Inventor
je tudi v tem, da lahko za celoten model naredimo tehnično dokumentacijo. Za svoj
izdelek sem naredil načrt s kosovnico, ki se nahaja v prilogi. Le-ta delavcem v
proizvodnji omogoča enostavnejšo predstavo o izgledu končnega izdelka.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 47 -
7 SEZNAM SLIK
Slika 2.1: Regulacijska zanka pozicioniranja po položaju
Slika 2.2: Krmiljenje od točke do točke
Slika 2.3: Linijsko krmiljenje
Slika 2.4: Izboljšano linijsko krmiljenje
Slika 2.5: Konturno krmiljenje
Slika 2.6: Razvoj NC strojev
Slika 2.7: Shema CNC-ja
Slika 2.8: Shema NC in CNC sistema
Slika 3.1: Energijska bilanca laserskega rezanja
Slika 3.2: Hrapavost pri obdelavi z laserjem
Slika 4.1: Okolje za risanje v Autodesk Inventorju
Slika 4.2: Ukaz Extrude razteg
Slika 4.3: Ukaz Work Plane – delovna ravnina
Slika 4.4: Izdelava skice na novi delovni ravnini
Slika 4.5: Ukaz Loft
Slika 4.6: Ukaz Mirror - zrcaljenje
Slika 4.7: Ukaz Project Geomerty
Slika 4.8: Delovna ravnina
Slika 4.9: Izdelava skica
Slika 4.10: Izdelava raztega
Slika 4.11: Ukaz Sweep
Slika 4.12: Ukaz Delete Faces
Slika 4.13: Končni izdelek
Slika 4.13: Predloga Sheet Metal.ipt
Slika 4.14: Ukaz Derived Part
Slika 4.15: Določitev potrebnih površin
Slika 4.16: Ukaz Sheet Metal Styles
Slika 4.17: Ukaz Thicken/Offset
Slika 4.18: Predloga Standard.iam

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 48 -
Slika 4.19: Ukaz Place Component
Slika 4.20: Izdelek
Slika 4.21: Ukaz Cut.
Slika 4.22: Ukaz Flat Pattern
Slika 4.23: Razvita pločevina
Slika 4.24: Shranjevanje v dxf obliko
Slika 4.25: Predloga Inventor Drawing idw
Slika 4.26: Osnovni pogled
Slika 5.1: Shranjevanje v geo obliko
Slika 5.2: Nanašanje elementov na pločevino
Slika 5.3: Določanje rezalnih poti in točk rezanja
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 49 -
8 LITERATURA
[1] Aberšek, Boris (2007): Sodobne tehnologije proizvodnje (CNC). Novo mesto:
Visoka šola za tehnologije in sisteme.
[2] Balič, Jože (2002): CAD/CAM postopki. Maribor: Fakulteta za strojništvo.
[3] Balič, Jože/Pahole, Ivo (2003): Proizvodne tehnologije. Maribor: Fakulteta za
strojništvo.
[4] Broz Žižek, Erika (2005): Snovanje in konstruiranje 1. Ljubljana: Tehniška
založba Slovenije.
[5] Pahole, Ivo/Drstvenšek, Igor/Ficko, Mirko (2003): Programiranje numerično
krmiljenih strojev – rezkanje. Maribor: Fakulteta za strojništvo.
[6] Prijatelj, Sašo (2007): Autodesk Inventor. Ljubljana: Basic d.o.o.
[7] TRUMPF Werkzeugmaschinen GmbH + Co. KG. Grundlagen. (2002). Ditzingen:
Technische Dokumentation der Firma.
[8] http://www.logme.si/varnost/index.php?option=com_content&task=view&id=124
&Itemid=45
[9] http://www.irt3000.si/default-300,291.html
[10] http://medfiz.fmf.uni-lj.si/Files/Sem_Laserji%20v%20medicini.pdf

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 50 -
ŽIVLJENJEPIS
Rodil sem se 23. 8. 1975 v Mariboru. Živim v Mariboru, skupaj s partnerko in
otrokom.
Osnovno šolo sem obiskoval v Rušah. Po končani osnovni šoli sem se vpisal v
srednjo stojno tehniško šolo v Mariboru in jo uspešno končal.
Najprej sem se zaposlil v podjetju MONTAVAR v Mariboru, sedaj pa sem
zaposlen v podjetju Impol Inotechna v Slov. Bistrici, kjer opravljam delo tehnologa.
V šolskem letu 2001/2002 sem se vpisal v visoki strokovni študijski program v
Mariboru, kjer študiram ob delu.