proyecto de investigacion: obtención y … fluidizante y grafito como fuente de carbono. ... 35...
TRANSCRIPT

INSTITUTO POLITECNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERIA QUIMICA
E INDUSTRIAS EXTRACTIVAS
DEPARTAMENTO DE INGENIERIA METALURGICA
SECCION DE ESTUDIOS DE POSGRADO E INVESTIGACION
PROYECTO DE INVESTIGACION:
Obtención y Caracterización de Fundentes
Para Molde de Colada Continua de Acero
Clave: 20060050
DIRECTOR DEL PROYECTO
DR. ALEJANDRO CRUZ RAMIREZ
México D.F. Enero 2007
1. RESUMEN
Los fundentes en polvo utilizados en el molde de colada continua cumplen
diferentes funciones clave, por lo que juegan un papel preponderante tanto
en la calidad de los productos de colada, como en el control mismo del
proceso. Estos polvos tienen una influencia significativa en los fenómenos
de transferencia de calor, contracción y solidificación del acero.
Actualmente las acerías mexicanas utilizan fundentes de procedencia
extranjera, lo cual muestra la urgencia de generar tecnología propia que
permita su fabricación, así como la comprensión de su comportamiento en
los fenómenos de solidificación del acero. El presente trabajo establece
criterios de diseño para la fabricación de fundentes en polvo a partir de
materiales, disponibles en el mercado local.
Se caracterizaron fundentes comerciales empleados en plantas siderúrgicas
en México mediante pruebas de laboratorio: análisis mineralógico, análisis
químico, comportamiento de fusión y solidificación, DRX y MEB, que aunado
al monitoreo del cambio de propiedades de estos fundentes al ser
modificados mediante adiciones de compuestos químicos, permitió obtener
criterios y estrategias de diseño que sirvieron de base para elaborar nuevos
fundentes a partir de minerales.
La caracterización de los fundentes comerciales indica que se fabrican por
simple mezcla mecánica de minerales, utilizando feldespatos y arcillas como
materiales base, que contienen SiO2, Al2O3, Na2O y en menor proporción
K2O, MgO, Fe2O3 y MnO; caliza como fuente principal de CaO, fluorita (CaF2)
como fluidizante y grafito como fuente de carbono. Mediante pruebas de
solidificación se identificó la presencia de una gran variedad de especies
cristalinas formadas durante la solidificación de los fundentes, las cuales
tienen una influencia directa sobre los fenómenos de transferencia de calor
en el hueco molde – hilo.
1

2. INTRODUCCION
En años recientes, la colada continua de acero ha hecho rápidos progresos
con el mejoramiento de la tecnología en la producción de acero y la
disminución de los pasos requeridos para ello. El uso de fundentes en polvo
es ahora una práctica prioritaria en colada continua, debido a su fuerte
impacto sobre la calidad superficial e interna del producto de colada de
acero y la productividad de la máquina de colada continua.
Además del aislamiento químico y térmico de la superficie de acero fundido,
funciones originales otorgadas a los fundentes en polvo, actualmente son
conocidos como una herramienta efectiva para controlar el flujo de calor y
la fricción entre el molde y la cáscara solidificada de acero. En vista de lo
anterior, es de suma importancia la elección de un fundente óptimo para un
grado de acero y condiciones de colada determinadas o para resolver un
problema en particular.
Los fundentes o polvos de molde son escorias sintéticas usadas para cubrir
el acero líquido en el molde de colada continua de planchón, que cumplen
diferentes funciones clave. Recientemente se ha reportado su uso también
en la colada continua de productos no planos, además de que el reciente
proceso de colada continua de planchón delgado (thin slab casting) también
utiliza fundentes en polvo, cuyo desempeño es aún más crítico por las
mayores velocidades de colada, y de los que se tiene una mayor falta de
información.
Básicamente, los fundentes están constituidos por mezclas mecánicas de
diversos materiales, principalmente: cenizas, escoria de alto horno, espato-
flúor, carbonatos de álcalis y criolita. La composición de los fundentes para
molde está generalmente basada en el sistema SiO2-CaO-Al2O3, con óxidos
alcalinos (Na2O) y fluoruros (CaF2) agregados como fluidizantes. El Grafito
es usado en cantidades de 3 a 6% para controlar las características de
fusión de los fundentes.
2
Justificación
Debido a los numerosos factores involucrados y a una carencia de
conocimiento sobre los mecanismos que afectan la calidad del producto, la
selección de un fundente en polvo ha sido en su mayoría por prueba y error
o simplemente dejando al proveedor la posible solución a los problemas,
con cambios de formulación no especificados al cliente. Tal procedimiento
no ha sido suficientemente eficaz para reducir defectos y pérdidas en la
productividad.
El proceso de colada continua constituye actualmente la base para la
producción de acero en el mundo. En México, desde su privatización a
principios de los años 90, se ha seguido la tendencia internacional de
incorporar el proceso de colada continua practicamente a la totalidad de la
producción de acero. Por otro lado, el sector siderúrgico se constituyó en el
único que logró mantener un crecimiento sostenido en los últimos años.
A fin de continuar la tendencia exportadora y generadora de divisas, este
ramo industrial ha tenido que ajustarse a los requerimientos de calidad
imperantes en el mercado internacional y a optimizar sus procesos y costos
de producción. En las dos grandes siderúrgicas nacionales enfocadas a la
producción de acero para productos planos, AMHSA e IMEXSA, se ha
identificado al proceso de colada continua de planchón como el paso critico
para el control de la calidad superficial del acero producido.
Actualmente los proveedores de fundentes en polvo para las acerías
mexicanas son compañías extranjeras (norteamericanas y alemanas
principalmente), que fabrican los fundentes variando las relaciones de
mezcla de las materias primas para obtener propiedades térmicas
determinadas, sin que las características específicas de las mezclas sean
conocidas. Esta clara dependencia explica la necesidad de generar la
tecnología que permita su fabricación nacional.
El desempeño de los fundentes en polvo tiene un efecto significativo en la
calidad superficial y en la calidad general del producto de colada continua; y
3

puede regularse mediante una óptima selección del fundente, de acuerdo a
las condiciones de colada y tipo de acero a fabricar.
Estos defectos superficiales pueden ser disminuidos significativamente
seleccionando adecuadamente los fundentes en polvo, para generar una
apropiada transferencia de calor en la interfase molde-acero disminuyendo
de esta forma la generación de defectos superficiales.
OBJETIVOS
Establecer criterios de diseño de fundentes comerciales para distintos
grados de acero mediante su caracterización que permitan su fabricación a
partir de materia prima disponible en el mercado nacional.
4

3. METODOS Y MATERIALES
ETAPA 1. Caracterización de Fundentes Comerciales
La experimentación se realizó en dos etapas, la primera de ellas basada en
el estudio de las propiedades físicas, químicas y de uso de cuatro fundentes
comerciales y modificaciones de ellos en su composición original por
adiciones de Na2CO3, C, CaF2 y Al2O3 principalmente. La segunda etapa,
consiste en la fabricación de fundentes con materia prima industrial,
básicamente minerales, estos son: Caliza, Arcillas, Caolín y bentonitas.
Análisis Químico de Fundentes Comerciales
Cuatro fundentes comerciales en polvo, utilizados actualmente por la
siderúrgica integrada IMEXSA, se caracterizarón para la determinación de
sus propiedades térmicas y reológicas. Esto se llevó a cabo con el objeto de
obtener parámetros de diseño para su posterior fabricación a partir de
materias primas de uso industrial. El análisis químico revelo como
componentes mayoritarios a la sílice (SiO2), óxido de calcio (CaO), alúmina
(Al2O3), óxido de sodio (Na2O), fluorita (CaF2) y carbono (C) y en menores
proporciones MnO, K2O, Fe2O3, MgO y TiO2.
El polvo 1 se emplea para la producción de aceros bajo carbono (0.015 –
0.06 %C), el polvo 2 se utiliza para producir aceros alto carbono (0.1 – 0.25
%C), el polvo 3 (polvo de arranque) se utiliza para iniciar la operación de
colada continua y el polvo 4 se utiliza para la producción de aceros medio
carbono (0.07 – 0.1 %C).
Mineralogía Óptica
Se utilizó el microscopio de luz polarizada o petrográfico, basándose en el
principio de que cada mineral examinado es esencialmente un mecanismo
óptico. A través del uso de este microscopio, la óptica de minerales
individuales puede ser interpretada con gran detalle.
5
Se empleó el método de inmersión, el cual consiste en colocar sobre un
portaobjetos una gota de un líquido de índice de refracción conocido, para
posteriormente adicionar partículas del mineral molido entre 65 y 100
mallas mediante una aguja previamente humedecida en el líquido. Se agita
el líquido con la muestra para que todas las partículas del mineral queden
dentro del seno del líquido.
Se utilizó un microscopio de polarización Leitz SM-LUX-POL con luz
transmitida, usando nicoles cruzados y placa de cuarzo, además de aceite
de inmersión (glicerol) con un índice de refracción de 1.47 y Bálsamo de
Canadá con un índice de refracción de 1.53; la observación y toma de
fotografías se llevaron a cabo a 20 aumentos.
Difracción de Rayos X
Se obtuvieron los difractogramas de los cuatro polvos comerciales, a fin de
establecer las especies presentes en el polvo original. Adicionalmente, para
estudiar el desarrollo de la fusión del polvo, se interrumpió el proceso de
fusión de los polvos a las temperaturas de ablandamiento y fusión
determinadas experimentalmente y se practicó difracción de rayos X a las
muestras.
Se utilizó un difractómetro de Rayos X SIEMENS D 5000 con las siguientes
condiciones de operación: 35 Volts y 25 Ampers, con un colimador en el
primario de 6mm y en el detector de 0.6 mm. Este análisis se llevo a cabo
también para los fundentes fabricados con las mismas condiciones de
operación.
Microscopia Electrónica de Barrido
Inicialmente se utilizó el Microscopio Electrónico de Barrido JSM-35CF para
la observación de la morfología, tamaños y distribución de los polvos, la
observación se hizo con electrones secundarios y electrones
retrodispersados, obteniendo mejores imágenes con los últimos. Las
condiciones de observación fueron: 20 KV con una distancia de trabajo de
15 mm y una lente condensadora de 2. Por ser los fundentes óxidos
6

metálicos no conductores, se evaporaron con grafito sobre su superficie
para poder ser observados en el microscopio, para ello se empleo la
evaporadora de grafito Denton Vacuum Desk II.
Posteriormente se utilizó el Microscopio Electrónico de Barrido JEOL 6300,
con el cual se empleó el método de análisis EDS (Energy Dispersive
Spectra) para obtener por microanálisis la composición química de los
fundentes. Las condiciones de operación fueron: 15 Kv y una distancia de
trabajo de 39 mm, examinando un área de muestra de 140 por 120 µm,
correspondiente a 600 aumentos.
Comportamiento de Fusión
Las pruebas consistierón en la fabricación inicial de pequeños cilindros de
fundente en polvo compactados de acuerdo a la norma DIN 51730, los
cuales se colocan en contenedores de acero inoxidable y se introducen en
un horno de tubo (φ= 1.9 cm), con capacidad de calentamiento de hasta
1200 ºC. El objetivo de esta prueba es la medición de las temperaturas de
ablandamiento, fusión y fluidez. Un diagrama del equipo utilizado se
observa en la Figura 1.
Interruptor
Graficador
HornoTubular
ReostatoMultimetro
Termopar KBase refractaria
Figura 1. Instalación eléctrica del equipo.
7

La medición de temperaturas consiste en calentar lentamente la muestra
(cilindro compactado de fundente en polvo), que se coloca sobre una base
de acero inoxidable. La temperatura se controla manualmente mediante un
reóstato que alimenta de corriente al horno y el multímetro a su vez
controla el voltaje de salida del reóstato; la temperatura se mide con un
termopar tipo K y finalmente se registra en un graficador digital.
Las temperaturas de ablandamiento, fusión y fluidez se determinaron
visualmente por comparación de la altura de la muestra con tubos de
alúmina de referencia colocados en el contenedor de acero, al ir calentando
el cilindro de fundente a una velocidad aproximada de 1º/minuto; esta
velocidad de calentamiento se sigue desde aproximadamente cien grados
antes de alcanzar la temperatura de ablandamiento.
La consideración de alturas en la medición de estas temperaturas, se llevó a
cabo de acuerdo a la prueba desarrollada por Foseco, que coincide en gran
medida con la norma DIN 51730 para determinar el comportamiento de
fusión de cenizas.
El cilindro de fundente compactado empieza a fundir, con lo cual la altura
inicial del mismo va disminuyendo hasta alcanzar la altura del primer tubo
de alúmina colocado a 13/16 de la altura inicial del cilindro; al llegar a este
punto, se registra la temperatura como temperatura de ablandamiento. La
temperatura continúa elevándose lentamente y la altura del cilindro sigue
disminuyendo hasta alcanzar la altura del segundo tubo de alúmina
colocado a ½ de la altura inicial del cilindro, esta temperatura se registra
como temperatura de fusión.
Finalmente, al seguir incrementando la temperatura el cilindro se funde
totalmente y fluye por un canal del contenedor de acero de tres milímetros
de diámetro, esta es la temperatura de fluidez. Se determinaron las
8

temperaturas de ablandamiento, fusión y fluidez de los fundentes
comerciales y también se determinaron estas temperaturas variando la
composición original de los fundentes adicionando compuestos químicos
tales como CaO, Al2O3, etc.
ETAPA 2. Fabricación y Caracterización de Nuevos Fundentes
Materias Primas
Las materias primas que se utilizaron para la fabricación de los fundentes
son minerales, tales como: caliza, arcillas (caolín) y feldespatos (bentonitas
sódica y cálcica). Estas materias primas se emplearon porque contienen las
especies mineralógicas y los compuestos químicos de los fundentes
comerciales.
Mezclas Fabricadas
Se fabricaron dos fundentes, para la producción de acero bajo carbono
(0.015-0.06 %C) y medio carbono (0.07-0.1 %C) de acuerdo a criterios
observados en la caracterización de los fundentes comerciales.
El primero es el polvo 1 utilizado para la producción de acero bajo carbono
calmados con aluminio y el polvo 4 usado para la producción de aceros
medio carbono incluidos los peritécticos. Para cada uno se fabricaron dos
mezclas diferentes. Las mezcla 1.1 y 1.2 para el polvo 1 y las mezclas 4.1 y
4.2 para el polvo 4. El polvo 1.1 se basa en una mezcla de caliza y
bentonita cálcica y el polvo 1.2 en una de caliza y caolín, mientras que el
polvo 4.1 corresponde a una mezcla de caliza y bentonita sódica y el polvo
4.2 es caliza con arcilla.
La relación de mezclas se efectuó estableciendo un sistema de ecuaciones
entre los dos componentes, el reactivo limitante fue la sílice. El ajuste final
de composición química se realizó agregando pequeñas cantidades de
9

reactivos analíticos (CaF2, Al2O3, CaO, Na2CO3 y C) según el balance final.
Se empleo como base una cantidad de 40 g. Las mezclas fabricadas fueron
caracterizadas por las mismas técnicas empleadas para los fundentes
comerciales descritas anteriormente.
La composición química de los minerales empleados en la fabricación de los
fundentes se observa en la Tabla 1.
Tabla 1 Análisis químico de la materia prima industrial.
Compuesto Materia Prima Bentonita-Na Bentonita-Ca Mineral Caolín Caliza Arcilla SiO2 62.0 63.0 55.0 61.8 14.0 55.5 CaO 3.0 3.4 7.0 1.8 42.34 - MgO 2.6 2.5 2.8 0.7 - - Al2O3 12.0 11.76 16.0 21.0 - 19.4 Fe2O3 1.45 1.4 6.0 1.3 - 4.02 Na2O 2.20 1.7 3.5 1.5 0.55 2.02 K2O - - 3.0 0.96 - -
4. RESULTADOS.
Estudio Mineralógico, MEB con EDS. Meta 1.
El estudio mineralógico reveló que los fundentes comerciales están
constituidos por diversos minerales abundantes en la naturaleza, que se
encuentran de diversas formas y tamaños en los cuatro fundentes, variando
solo el contenido tentativo de las especies presentes, como se puede
apreciar en los resultados mostrados en la Figura 2, correspondiente al
fundente I.
Las especies identificadas en los cuatro fundentes, son las siguientes: los
feldespatos, que pueden ser sódicos o potásicos, de fórmula general
(K,NaAl3SiO8); en las fotografías se observan de forma anedral a subedral y
de forma tabular (alargada); se presentan de color azul y amarillo verdoso.
10
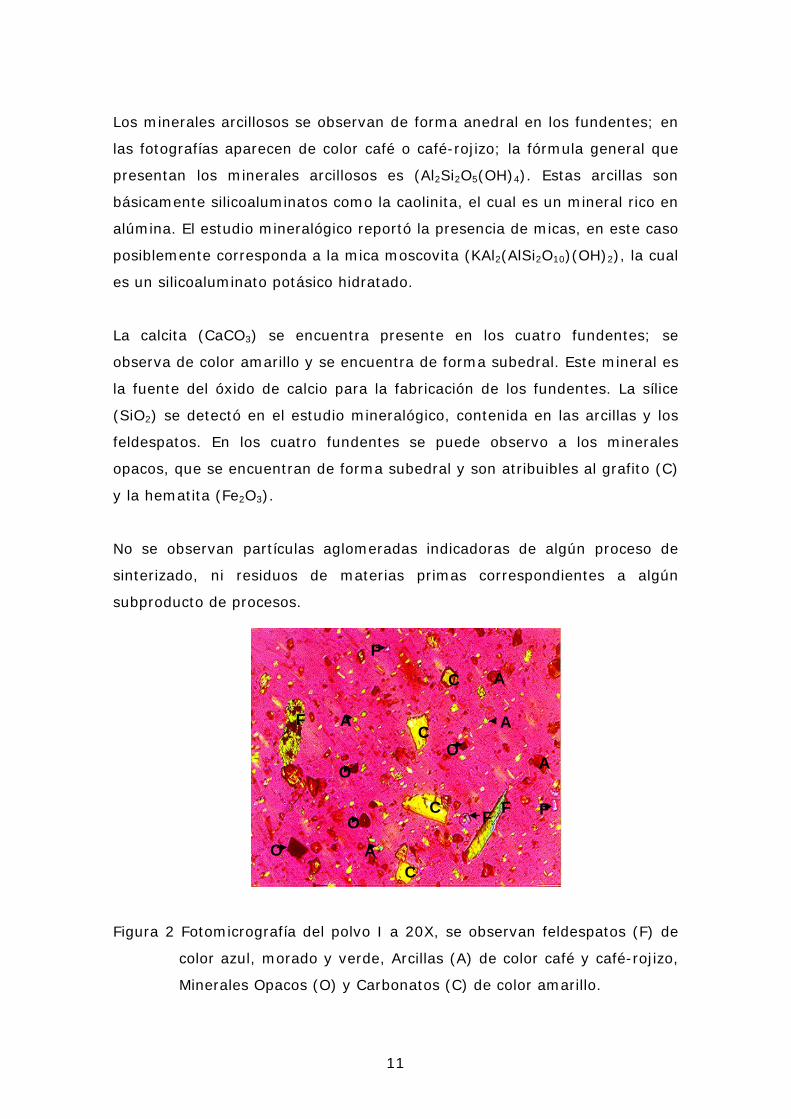
Los minerales arcillosos se observan de forma anedral en los fundentes; en
las fotografías aparecen de color café o café-rojizo; la fórmula general que
presentan los minerales arcillosos es (Al2Si2O5(OH)4). Estas arcillas son
básicamente silicoaluminatos como la caolinita, el cual es un mineral rico en
alúmina. El estudio mineralógico reportó la presencia de micas, en este caso
posiblemente corresponda a la mica moscovita (KAl2(AlSi2O10)(OH)2), la cual
es un silicoaluminato potásico hidratado.
La calcita (CaCO3) se encuentra presente en los cuatro fundentes; se
observa de color amarillo y se encuentra de forma subedral. Este mineral es
la fuente del óxido de calcio para la fabricación de los fundentes. La sílice
(SiO2) se detectó en el estudio mineralógico, contenida en las arcillas y los
feldespatos. En los cuatro fundentes se puede observo a los minerales
opacos, que se encuentran de forma subedral y son atribuibles al grafito (C)
y la hematita (Fe2O3).
No se observan partículas aglomeradas indicadoras de algún proceso de
sinterizado, ni residuos de materias primas correspondientes a algún
subproducto de procesos.
F
F
A
AA
F
F
C
C
C
C
O
O
O
O
F
A
A
Figura 2 Fotomicrografía del polvo I a 20X, se observan feldespatos (F) de
color azul, morado y verde, Arcillas (A) de color café y café-rojizo,
Minerales Opacos (O) y Carbonatos (C) de color amarillo.
11

Del estudio de microscopia electrónica de barrido de los fundentes
comerciales, se observaron mezclas de una gran variedad de partículas de
diferentes tamaños y formas.
Debido que se utilizó la técnica de electrones retrodispersados por contraste
composicional, se puede establecer que las partículas claras son las que
tienen el mayor número atómico; éstas pueden ser principalmente
magnetita, hematita y calcita, mientras que las partículas obscuras
corresponden a las especies más ligeras que pueden atribuirse a los
feldespatos, las arcillas y el grafito. El análisis por el microscopio electrónico
de barrido comprueba lo observado en el estudio mineralógico y se concluye
que los fundentes son una simple mezcla mecánica de minerales, en donde
solo se varío la relación de mezcla.
Se efectuó el microanálisis por EDS de los fundentes de una muestra
representativa; el barrido se llevo a cabo de un área de muestra.
correspondiente a 600 aumentos, los resultados de esté análisis son muy
similares para los cuatro polvos; es decir se identifican los mismos
elementos, variando la cantidad de cada uno de ellos. A pesar de ser un
análisis cualitativo, concuerda con los análisis químicos reportados; se
deben tomar con reserva los resultados del carbono y el oxígeno, por ser
elementos de bajo número atómico.
12
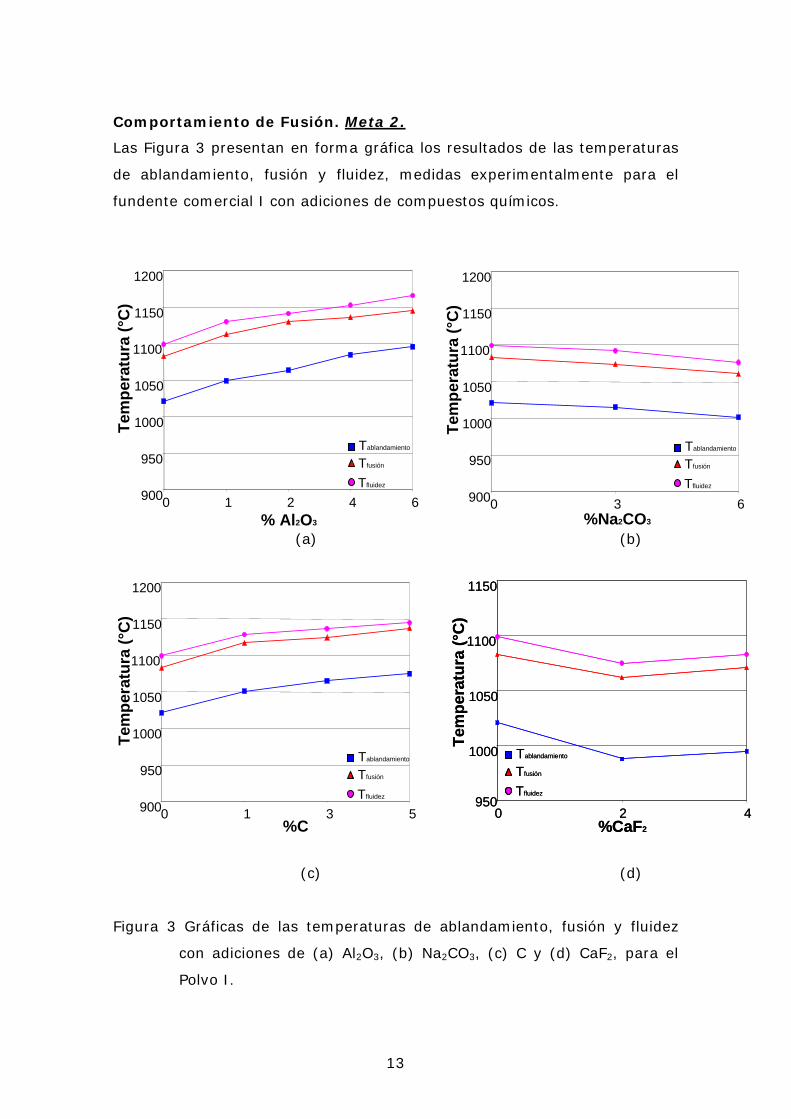
Comportamiento de Fusión. Meta 2.
Las Figura 3 presentan en forma gráfica los resultados de las temperaturas
de ablandamiento, fusión y fluidez, medidas experimentalmente para el
fundente comercial I con adiciones de compuestos químicos.
(a) (b)
900
950
1000
1050
1100
1150
1200
0 1 2 4% Al2O3
Tem
pera
tura
(°C
)
Tablandamiento
Tfusión
Tfluidez
6 900
950
1000
1050
1100
1150
1200
0 3%Na2CO3
Tem
pera
tura
(°C
)Tablandamiento
Tfusión
Tfluidez
6
900
950
1000
1050
1100
1150
1200
0 1 3 5950
1000
1050
1100
1150
0 2%CaF2
Tem
pera
tura
(°C
)
Tablandamiento
Tfusión
Tfluidez950
1000
1050
1100
1150
0 2%CaF2
Tem
pera
tura
(°C
)
Tablandamiento
Tfusión
Tfluidez
44%C
Tem
pera
tura
(°C
)
Tablandamiento
Tfusión
Tfluidez
(c) (d)
Figura 3 Gráficas de las temperaturas de ablandamiento, fusión y fluidez
con adiciones de (a) Al2O3, (b) Na2CO3, (c) C y (d) CaF2, para el
Polvo I.
13

El análisis de las temperaturas medidas experimentalmente para los
fundentes comerciales, se basa en el intervalo de composición química del
acero a producir, el polvo 1 utilizado para aceros bajo carbono (0.015 –
0.06 %C), polvo 2 para aceros alto carbono (0.1 – 0.25 %C), polvo 3 (polvo
de arranque) y el polvo 4 para producir aceros medio carbono (0.07 – 0.1
%C).
Las temperaturas de ablandamiento, fusión y fluidez determinadas
experimentalmente muestran que el polvo 2, para la producción de aceros
alto carbono, presenta las más bajas temperaturas, en el rango de 833 a
973°C, ésto se debe a que la temperatura de líquidus de los aceros alto
carbono es menor en el diagrama Fe-Fe3C que para aceros bajo carbono, y
no se requiere de una temperatura de fluidez alta del fundente.
De igual forma para el polvo de arranque, polvo 3, se observa que su
intervalo de fusión va de 966 °C para la temperatura de ablandamiento
hasta 1059 °C que es su temperatura de fluidez. Esto se comprueba en el
análisis químico de los fundentes ya que los fundentes 2 y 3 tienen un alto
contenido de Na2O, el cual funciona como rompedor de red del silicato
abatiendo de esta manera las temperaturas de ablandamiento, fusión y
fluidez.
Por otro lado, para el fundente 1 usado para la producción de aceros bajo
carbono y el fundente 4 que se emplea para la producción de acero medio
carbono, estas temperaturas son mayores, de 1021 °C a 1099 °C, para el
polvo 1 y de 1087 °C a 1173 °C para el polvo 4, temperaturas de
ablandamiento y fluidez respectivamente.
Efecto del Al2O3.
Analizando el efecto de las adiciones hechas a los fundentes comerciales, se
observó que al adicionar alúmina, las temperaturas de ablandamiento,
fusión y fluidez se incrementan en los cuatro fundentes, este
comportamiento es el señalado en la literatura, la alúmina actúa como un
formador de red, incrementando de esta manera las temperaturas de
14

ablandamiento, fusión y fluidez y también la viscosidad. No se observa que
los fundentes analizados puedan disolver inclusiones de alúmina sin afectar
sus propiedades.
Los incrementos más notables en las temperaturas medidas se presentan
con adiciones bajas de alúmina de 1 y 2%, así por ejemplo para el fundente
1 (Figura 3) con una adición de 1% se incrementa la temperatura de fluidez
en 33 °C, mientras que con 2% de la temperatura se incrementa solo en 11
°C. Este tipo de comportamiento se presenta también en los polvos 3 y 4.
Efecto del CaF2.
Por ser la fluorita un rompedor de red, se espera que las temperaturas de
ablandamiento, fusión y fluidez disminuyan, sin embargo también puede
ocurrir lo contrario. A excepción del polvo 1, el cual con una adición de 2%
de CaF2 presenta una disminución de 24 °C, pero con la adición de 4% de
CaF2 las temperaturas se incrementan en 8 °C con respecto al valor
anterior; se puede decir que en los cuatro fundentes la adición de fluorita
aumenta las temperaturas de ablandamiento, fusión y fluidez.
Este comportamiento se debe a que los agentes fluidizantes más poderosos
son el Li2CO3 y el NaF, sin embargo al adicionar otros óxidos metálicos
alcalinos y fluoruros, entre ellos la CaF2, no necesariamente se provoca una
reducción de los puntos de fusión de los fundentes. La explicación que dan a
este fenómeno es que algunos óxidos metálicos y fluoruros poseen la
capacidad de cristalizar durante el enfriamiento en vez de actuar sobre la
red de silicatos, dependiendo de los contenidos de otros componentes y de
su tendencia a reaccionar con la red.
Para los fundentes estudiados se observó que contenidos de CaF2 menores
de 10% se obtiene una disminución en las temperaturas de fusión del
fundente y con mayores contenidos, estas temperaturas se incrementan.
Los fundentes comerciales tienen altos contenidos de CaF2 que van de 9.2%
para el polvo 1 hasta 14.4% para el polvo 3
15

Efecto del Na2CO3.
El efecto del carbonato de sodio (Na2CO3) sobre las temperaturas de
ablandamiento, fusión y fluidez, es el de disminuir estas temperaturas para
los cuatro fundentes. El compuesto químico que actúa sobre las
temperaturas es el Na2O, el cual se obtiene de la disociación del Na2CO3 a
altas temperaturas, este álcali funciona como rompedor de red,
disminuyendo las temperaturas de fusión, al igual que la viscosidad.
Para que exista una disminución considerable de las temperaturas se
requiere adicionar porcentajes de 3% y hasta 6%, a diferencia de las
adiciones de Al2O3 y CaF2 en las que se requieren bajas adiciones para tener
un efecto considerable en las temperaturas del intervalo de fusión.
Efecto del C.
El carbono es agregado a los fundentes para controlar la velocidad de fusión
de los mismos al irse quemando durante la operación de colada, sin
reaccionar con la red de silicatos por lo cual los resultados obtenidos no se
consideran plenamente escalables.
En los cuatro fundentes al adicionarlo se tuvo un incremento en las
temperaturas de ablandamiento, fusión y fluidez. Estos incrementos son
considerables para los fundentes 1 y 2 en los cuales con 1% de C
adicionado se aumentó la temperatura de fluidez en 29 °C y 27°C
respectivamente, mayores adiciones incrementan su temperatura muy
poco; con 5% C para el polvo 1 y 2 la temperatura de fluidez aumenta solo
8°C con respecto a la anterior. Para los polvos 3 y 4 la adición de C
incremento las temperaturas en menor proporción respecto a los dos
primeros.
Obtención y Caracterización de Nuevos Fundentes. Meta 3.
A partir de los minerales de la Tabla 1, se procedió a la fabricación de
nuevos fundentes. Las combinaciones de materias primas para la
elaboración de fundentes para aceros bajo carbono calmados con aluminio,
16
mezclas 1.1 y 1.2 y para aceros medio carbono y peritécticos, mezclas 4.1 y
4.2, se observa en la Tabla 2.
Tabla 2. Fundentes fabricados (relación de mezcla de materia prima)
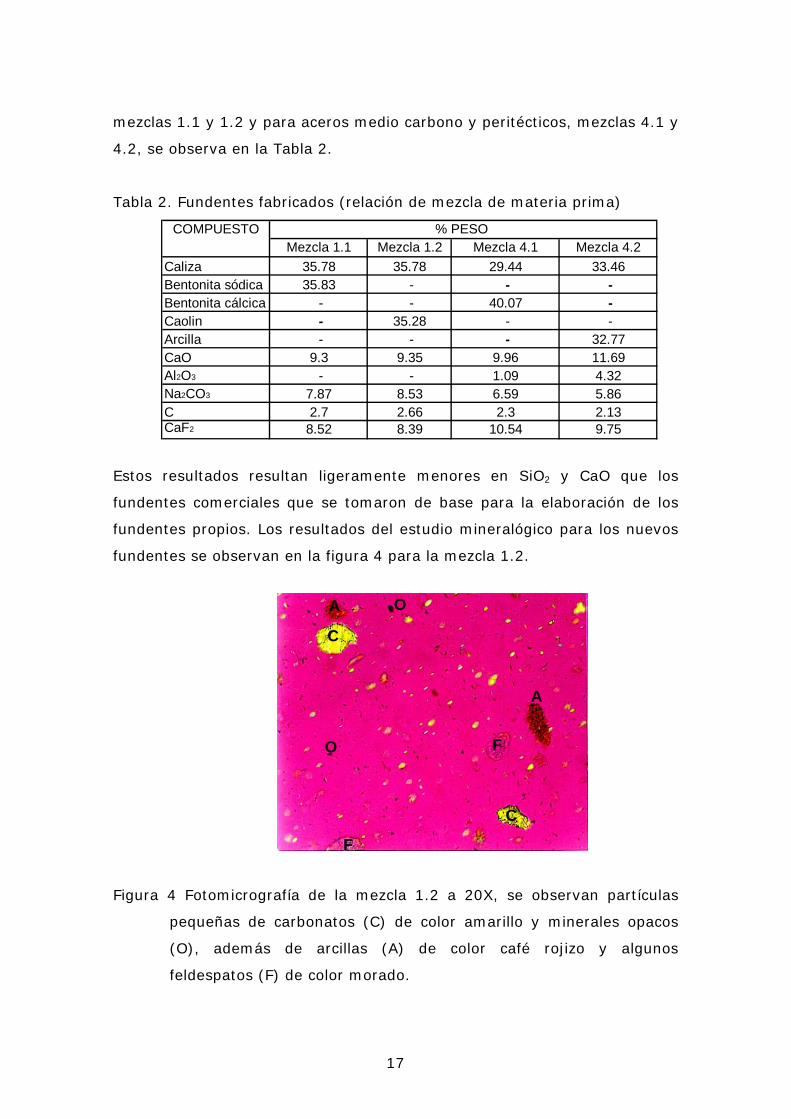
stos resultados resultan ligeramente menores en SiO2 y CaO que los
igura 4 Fotomicrografía de la mezcla 1.2 a 20X, se observan partículas
COMPUESTOMezcla 1.1 Mezcla 1.2 Mezcla 4.1 Mezcla 4.2
Caliza 35.78 35.78 29.44 33.46Bentonita sódica 35.83 - - -Bentonita cálcica - - 40.07 -Caolin - 35.28 - -Arcilla - - - 32.77CaO 9.3 9.35 9.96 11.69Al2O3 - - 1.09 4.32Na2CO3 7.87 8.53 6.59 5.86C 2.7 2.66 2.3 2.13CaF2 8.52 8.39 10.54 9.75
% PESO
E
fundentes comerciales que se tomaron de base para la elaboración de los
fundentes propios. Los resultados del estudio mineralógico para los nuevos
fundentes se observan en la figura 4 para la mezcla 1.2.
C
F
F
A
C
O
A O
F
pequeñas de carbonatos (C) de color amarillo y minerales opacos
(O), además de arcillas (A) de color café rojizo y algunos
feldespatos (F) de color morado.
17
Las mezclas 1.1 y 1.2 presentan arcillas de forma anedral de color café
ara las mezclas 4.1 y 4.2 se observan los mismos minerales que en las
l estudio por MEB, se obtuvieron microfotografías a 600 aumentos de las
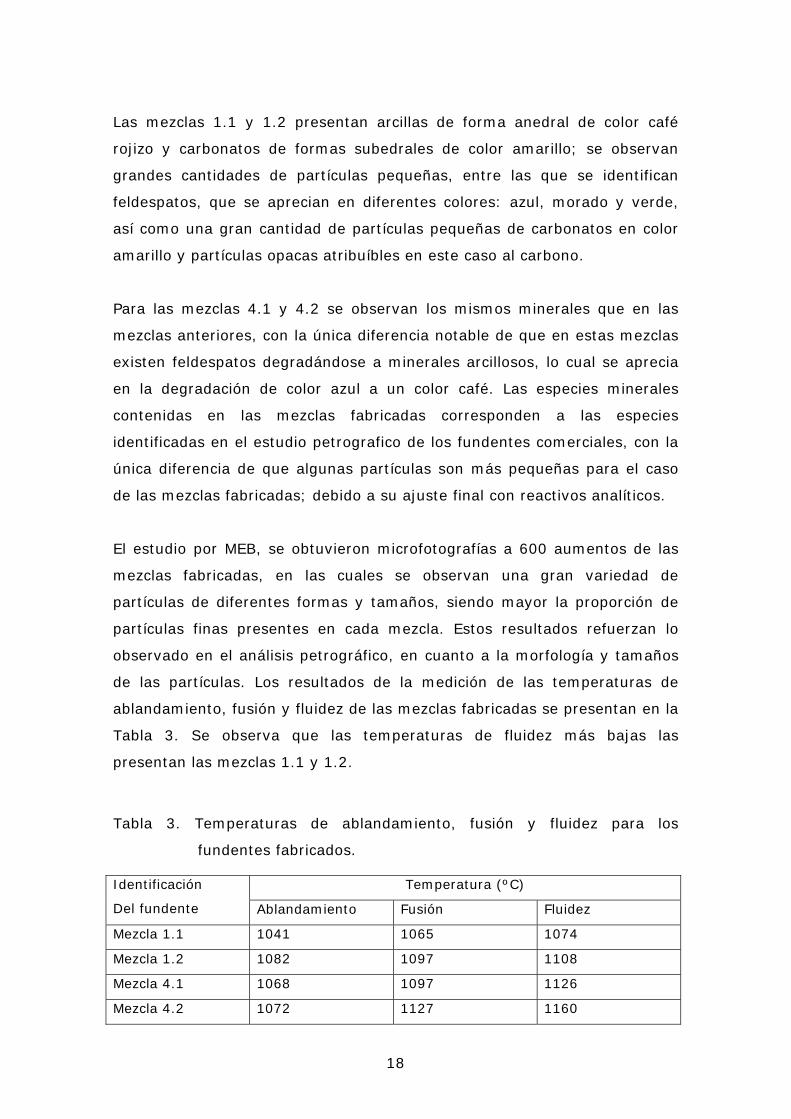
abla 3. Temperaturas de ablandamiento, fusión y fluidez para los
Temperatura (ºC)
rojizo y carbonatos de formas subedrales de color amarillo; se observan
grandes cantidades de partículas pequeñas, entre las que se identifican
feldespatos, que se aprecian en diferentes colores: azul, morado y verde,
así como una gran cantidad de partículas pequeñas de carbonatos en color
amarillo y partículas opacas atribuíbles en este caso al carbono.
P
mezclas anteriores, con la única diferencia notable de que en estas mezclas
existen feldespatos degradándose a minerales arcillosos, lo cual se aprecia
en la degradación de color azul a un color café. Las especies minerales
contenidas en las mezclas fabricadas corresponden a las especies
identificadas en el estudio petrografico de los fundentes comerciales, con la
única diferencia de que algunas partículas son más pequeñas para el caso
de las mezclas fabricadas; debido a su ajuste final con reactivos analíticos.
E
mezclas fabricadas, en las cuales se observan una gran variedad de
partículas de diferentes formas y tamaños, siendo mayor la proporción de
partículas finas presentes en cada mezcla. Estos resultados refuerzan lo
observado en el análisis petrográfico, en cuanto a la morfología y tamaños
de las partículas. Los resultados de la medición de las temperaturas de
ablandamiento, fusión y fluidez de las mezclas fabricadas se presentan en la
Tabla 3. Se observa que las temperaturas de fluidez más bajas las
presentan las mezclas 1.1 y 1.2.
T
fundentes fabricados.
n Identificació
Ablandamiento Fluidez Del fundente Fusión
Mezcla 1.1 1041 1065 1074
Mezcla 1.2 1082 1097 1108
Mezcla 4.1 1068 1097 1126
Mezcla 4.2 1072 1127 1160
18
De acuerdo a estos resultados, se que las tem s de
iento, fusión y fluidez de las mezclas fabricadas difieren
observa peratura
ablandam
ligeramente en comparación con las de los fundentes comerciales, la
temperatura de fluidez para la mezcla 1.1 difiere en 25 °C, para la mezcla
1.2 difiere en 9 °C, la mezcla 4.1 difiere en 47°C y la mezcla 4.2 difiere en
13°C para las temperaturas de fluidez, lo cual se puede considerar
aceptable.
19
5. IMPACTO
La adecuada selección de fundentes para la producción de distintos grados
de aceros por colada continua es primordial para obtener productos con
calidad óptima y aumentar la velocidad de producción.
Es posible fabricar los fundentes en polvo para colada continua a partir de
yacimientos minerales locales. Para este trabajo se contó con un número
limitado de minerales, por lo que las composiciones globales se ajustaron
con reactivos químicos, pero un banco de minerales caracterizados en forma
precisa es suficiente para la manufactura de los fundentes.
Para fabricar fundentes para la producción de aceros bajo carbono calmados
con aluminio se requiere una temperatura de fluidez del fundente de 1040 a
1070 °C, una viscosidad de 2 a 2.5 poise a 1300 °C y una baja temperatura
de cristalización. Para obtener estas características se requiere de una
relación CaO/SiO2 cercana a 1, bajos contenidos de SiO2 y Al2O3 y altos
contenidos de Na2O. Se debe evitar además la adición de Fe2O3.
Mientras que para fabricar fundentes para la producción de aceros medio
carbono se requiere de una temperatura de fluidez del fundente de 1180 a
1190 °C debido al bajo contenido de carbono que presentan estos aceros y
su alto punto de fusión, una baja viscosidad del orden de 0.8 poise a 1300
°C. Esto se logra con una alta basicidad (mayor a 1).
Para fabricar fundentes para la producción de acero alto carbono se requiere
de una temperatura de fluidez de fundente baja de 980 a 990 °C, una
viscosidad baja que se logra con altos contenidos de Na2O y CaF2 y bajos
contenidos de SiO2, CaO y Al2O3, es recomendable además utilizar tamaños
de partículas pequeños.
Finalmente, para fabricar fundentes de arranque se requiere de una
temperatura de fluidez lo más baja posible, un índice de basicidad bajo, alto
contenido de óxido de fierro y tamaños de partícula pequeños.
20