prolonging the life of electroless nickel plating …2. backaround conventional electroplating...
TRANSCRIPT

r
PSXZ25 26Fo6; /w PROLONGING THE LIFE OF ELECTROLESS NICKEL PLATING
BATHS BY PHOSPHITE REMOVAL
John Richmond Ontario Waste Management Corporation
2 Bloor Street West 11th Floor
Toronto, Ontario M4W 3E2
Peter Top ORTECH International 2395 Speakman Drive Mississauga, Ontario
L5K 1B3
ABSTRACT
Electroless nickel plating baths have to be discarded when levels of phosphites build up and interfere with the plating process. OWMC funded research conducted at ORTECH International to determine whether phosphites could be removed from plating bath solution. The first attempt to do this by adsorption on flyash was unsuccessful. However, the use of calcium ion to precipitate calcium phosphite seems promising. Pilot scale experiments are planned.
1. Introduction
Electroless plating (also called chemical or autocatalytic plating) was discovered in 1944 and is now a 100 million dollar industry(l1. metallic ions to metal by chemical reaction of the reducing agents. The reactants accumulate to levels which inhibit the plating. Because these baths contain high levels of phosphorus and nickel, they cannot be discharged to sewers and must be hauled away for disposal. Since disposal of the waste baths represents a significant operating cost, and, if improperly disposed, a threat to the environment, Ontario Waste Management Corporation requested that ORTECH conduct research into the problem.
Plating occurs by reduction of the
1

. 2 . Backaround
Conventional electroplating relies on passing an electric current through a solution of metal ions to plate out a metal layer on an object. The shape of the object has a significant effect on the rate of deposition of metal. coating received around sharp edges will be much greater than average, whereas blinds and holes will receive less than an average amount. However, with proper filtering of the solution and replenishment of the bath, the bath life is indefinite.
The
In electroless plating, an electric current is not required, which allows plating of non-conducting materials such as plastics, glass and ceramics(2). can produce deposits of uniform thickness with greater corrosion and wear resistance, hardness lubricity, and ductility than electroplated depo~its(~1. this is a chemical reaction, the reaction products build up to levels which can hinder further plating.
Also, electroless plating
However, since
The main components of the electroless nickel bath are: a metal source, usually a metal salt; a reducer, to plate out the metal; complexors, to control the quantity of free metal; buffers, to control the pH changes associated with the reactions; and accelerators and inhibitors to control the plating rate.
The first electroless nickel (EN baths contained nickel chloride as a source of nickel( l l . Most modern baths use nickel sulfate as the source. Nickel sulfate is slightly cheaper than nickel chloride ($U.S.2.35/lb and $U.S.2.76/lb respectively) ( 4 ) , and likely produces a better deposit, although no discussion on the relative merits of either was found. Initial bath concentrations are 20-30 g/L NiS04. Higher nickel levels increase plating rates but reduce bath stability. To maintain a sufficient plating rate, after a 10% reduction, the nickel is replenished. Reducing agents include sodium borahydride, sodium hypophosphite, demethylamine borane, and hydrazine. Because of its low cost and ease of use, sodium hypophosphite is the most common reducer. typically 10-40 g/L( 3 ) . difficult and expensive, replenishment is often based on a molar ratio of the nickel replenishment ( 3).
The initial hypophosphite concentration is Since the hypophosphite analysis is
The complexors are typically organic acids and used in concentrations of 30-50 g/L. The inhibitors may be organic or heavy metal salts (e.g. lead nitrate), but are used in very low concentrations of several ppm.
2

The nickel and hypophosphite exist in the EN solution as ionized species. phosphite provides the reduction of the nickel ion to metallic nickel. Some phosphorus is also reduced and plates out with the nickel, forming a nickel/phosphorus alloy (approximately 90% nickel/lO% phosphorus). are presented in Table 1.
The oxidation of hypophosphite to
These reactions
The reduction of the nickel ion to metallic nickel is favoured by high pH and the oxidation reduction of the h PO hosphite anion to phosphorus and phosphite by low pH ( 5 3 7 .
As can be seen from the reactions, the electroless nickel solution is very dynamic, with pH and concentrations changing throughout the plating process. replenished, some species build up to levels which interfere with further plating. Strong complexants are needed to keep nickel from precipitating out with the sulphate or phosphite. However, even with these complexants, the bath is usually limited to five replenishments or metal turnovers (MTO). By this time, the phosphite concentrations significantly reduce the plating rate. that, as the number of MTOs increased, the sodium phosphite concentration increased and the plating rate decreased. Although other contaminants exist in the bath, it is generally concluded that the phosphite is the species primarily responsible for the decrease in plating rates. Therefore, it is recommended that the sodium phosphite level should not exceed 250 g/L to maintain the plating rate ( 6 ) .
As the bath is
It was shown (7)
At present, the baths must be disposed of when the phosphite levels become excessive. Since the baths can contain up to 75 g/L phosphorus and 8 g/L nickel, the baths cannot be discharged to sewer. They are, therefore, hauled to disposal companies, which could charge waste generators approximately $0.55/L. Not only does the disposal cost money, but there is also the loss of the value of the bath, primarily the nickel and hypophosphite. The 8 g/L nickel, as nickel sulfate, at a cost of U.S.$2.35/lb(4), represents a value of $O.O7/L. The value of the sodium hypophosphite, at a cost of U.S.$1.50/lb(4), is approximately $O.lO/L. Therefore, the total cost of disposing of the EN solution is approximately $9,72/L;
A more interesting, and possibly more economically and environmentally acceptable approach toward the EN bath, would be to remove the contaminants from the bath to allow it to be reused. Such an idea, although simple in theory, is very complicated in practice. However, a process that could selectively remove contaminants from the bath could be of great value to metal platers.
3

3 . -orus Bv
An article by Ayuzawa and Suzuki(8) describes the removal of phosphorus ions by volcanic ash soils. Since the article appears to offer a relatively simple and direct method of removing the phosphorus, OWMC felt it warranted further investigation. The main ingredients of volcanic ash are listed in Table 2 . Although many compounds are present, the three most common compounds, silicon dioxide, aluminum oxide and ferric oxide represent over 9 6 % by weight. As such, one or more of these three main compounds likely plays a role in the phosphorus removal. Therefore, jar tests were performed using laboratory grade powder samples of these compounds. Each compound was individually tested to determine its effect. A mixture of the three compounds, the relative amount based on the composition of volcanic ash, was also tested to reveal any synergistic effect of the compounds.
Furthermore, investigation of the composition of volcanic ash revealed one very interesting point. Ontario flya~h(~) is similar to the composition of Japanese volcanic ash. Many of the same compounds are present in both samples and in the corresponding concentrations. The implication of this fact is that flyash, which is abundant as a waste material may be used to remove the phosphorus. Therefore, a sample of flyash from the Lakeview Generating Station was tested along with the laboratory grade chemicals. The test conditions were:
The composition of
Reaction Temperature 25OC Reaction Time 2 hours Volume of Solution 125 mL Amount of Soils 1.3 g
These conditions are similar to those used by Ayuzawa and Suzuki(8) , except that volume was increased from 50 mL to 125 mL to obtain greater accuracy. Therefore, the amount of reagents used were also increased proportionally from 0.5 g to 1.3 g.
The mixtures were originally placed in an ultrasonic bath to ensure dispersion of the powder. However, some settling occurredi indicating insufficient mixing. The samples were then placed in a rotary mixer and rotated at several rpm. Visually, this appeared to give adequate mixing. After the two hours of mixing, the samples were analyzed for nickel, total phosphorus, hypophosphite and phosphite. The results are presented in Table 3 .
4
A review of the data presented in Table 3 reveals many inconsistencies, such as the total phosphorus being lower than the phosphite concentrations and some contaminant levels being higher in the "treated" samples than in the feed sample. These results can be explained by a combination of the very low removal achieved and inaccuracy in the analytical methods.
The removal efficiency of the phosphite ranged from 1% for the Fe/Al/Si mixture to 4 % f o r the flyash sample. This is much less than the approximately 80% removal reported by Ayuzawa and Suzuki(8). phosphite concentrations revealed that, while plating baths contain approximately 176 g/L phosphite, Ayuzawa and Suzuki used 0.2 g/L, a dilution of 900 times. Thus, 0.5 g of volcanic ash removes approximately 0.16 grams of phosphite. To remove 80% of the phosphite in a bath containing 176 g/L would require 550 g of ash or a 400% increase in sludge. Although this large increase in sludge volume would definitely lower the economic appeal of such a process, a bigger concern would be the potential f o r adding more contaminants than are being removed.
Examination of the original
Large amounts of cations would be deposited in the solution: 112 g silicon, 61 g aluminum, 65 g iron, 13 g calcium, 11 potassium, 3 g magnesium and 2 g titanium would be added to each litre of solution. Although these oxides all have low solubilities, the dissolution of a fraction of each of the compounds could greatly upset the chemistry of the EN baths. Therefore, because of the large increase in sludge production, and the likelihood of excessive contamination of the bath, it was deemed that the volcanic ash (or related mixtures) did not warrant further investigation as a treatment process. However, research into using ash did provide some interesting information. Firstly, the ash did remove phosphorus, although inefficiently. Also, the article states the removal of phosphorus was by adsorption, but it also indicates that simple precipitation of phosphites as insoluble aluminum, iron and (likely calcium) compounds does occur. Thus, a simpler solution to the removal of phosphite may be to precipitate it out. If a single compound was used to precipitate out an insoluble phosphite salt, the potential fcr contamination would be greatly reduced, limited to one compound and the solubility of that compound.
5

Rem0 . . 4 . val of Contaminants by PreciDjtatioQ
Although in-depth research into alternative treatment methods was beyond the scope of this project, a preliminary review of potentially suitable compounds was undertaken. An indication of the solubilities of various cations is presented in Table 4. A list of elements that form insoluble or slightly soluble phosphite compounds include aluminum, barium, calcium, iron, lead, magnesium, manganese and zinc. The addition of metals would not only poison the EN solution, but lead barium and zinc sludges would be listed as hazardous under Ontario Regulation 309, creating a bigger problem than it solves. Thus, three elements are suitable as precipitant: calcium, manganese and magnesium. Of these, calcium also forms insoluble calcium sulphate. This may be beneficial in reducing the potential for the precipitation of nickel sulfate.
One major problem in adding the calcium compound is the contamination of the bath by the accompanying anion. For instance, calcium chloride, being very soluble, would be easy to add to the EN solution. However, this is merely replacing the phosphite ion with chloride ions. Although the chloride ion is sometimes added to the bath as nickel chloride (replacing the nickel sulfate) and the chloride ion is smaller and more soluble than the phosphite ion, the overall effect of high concentrations of chloride are unknown. Any benefits derived from replacing the phosphite ion with the chloride ion may be short-lived. This problem can be avoided by using calcium oxide ( a l s o called lime or quicklime or unslaked lime). When in solution, the calcium oxide forms calcium hydroxide. The following reactions are proposed:
CaO+H20 Eq.3
Eq.4
Ca(OH)2+H2S04 2H20+CaS04+ Eq.5
To examine the results of these reactions, a series of precipitation experiments was performed. The procedure involved heating the EN solution to 90°C and adding excess lime. The solution was mixed for 2 minutes and filtered through Whatman 42 (2.5 um retention) filters and a sample was collected. Because of the addition of the calcium oxide, the pH increased to approximately 6 and was readjusted to the original pH 4.5 with sulphuric acid (conc.). The procedure was then repeated. After the sixth sample was taken, the solution was acidified to pH 1.66 to determine any link with pH.
6

After addition of the CaO, the pH rose to 9. samples were then analyzed for calcium, sulfate, hypophosphite, phosphite, and total phosphorus. The results are given in Table 5.
The seven
The results show a definite decrease in phosphite concentration, with over 98% removal. As was expected, the calcium hypophosphite was more soluble and only experienced 5 4 % removal. The sulfate concentration rose by 119% from test 1 to 6. From Test 6 to Test 7 , when the sample was acidified to pH 1.66, a drop of 5% was experienced. This may indicate that, even with the required addition of sulfuric acid, the overall sulfate levels may be reduced. The calcium levels show an initial drop and then a stepwise increase throughout the test. With the very low level of phosphite present in the final sample, it may be that excess calcium was added. By maintaining a level of phosphite low enough to keep an acceptable plating rate, but sufficient to ensure that calcium is precipitated out, the calcium concentration may be kept low.
It can be calculated from test 1 to test 5 that an equal number of moles of sulfate are added for each phosphite or hypophosphite mole removed, in order to maintain the same pH.
Various treatment system scenarios could be developed for the lime precipitation. during the plating and treated to maintain a consistent plating rate, or the entire bath could be treated in a batch process when the plating rate becomes too slow. Contacting of the lime and EN solution could be accomplished in a mixing tank or by passing the solution through a lime column. Filtration could be accomplished with cartridge filters or may require larger filtration units for large baths. There are several problems that may be encountered with such a process. Even with calcium's low solubility in the presence of phosphite, some will remain in solution. ions left in solution have no effect, the limited amount of soluble calcium may not affect the plating properties. Excess nickel hydroxide precipitation may cause the sludge to be listed hazardous under Ontario Regulation 309, although information ( 2, indicates that the complexors retain nickel in solution and that nickel hydroxide is soluble in acidic conditions. The extent of sludge production is unknown.
Solution may be drawn off continuously
It may be that, just as the sodium
However, careful control of the lime addition may produce only calcium phosphite and lesser quantities of calcium hypophosphite.
7

The use of lime to remove phosphites from solution is not new. In 1952, Van Wazer (9) describes the purification hypophosphites using lime. Phosphorus is reacted with a boiling lime slurry. In addition to calcium hypophosphite, which remains in solution, insoluble calcium phosphite is formed. The phosphite is filtered off and any excess is removed by reaction with carbon dioxide forming insoluble calcium carbonate. The soluble calcium hypophosphite is then reacted with sodium sulfate to yield sodium hypophosphite. Use of lime as a treatment metho also not new. Several
remove contaminants to allow discharge of the solution to sewer. There are several problems associated with this method that would not be encountered if the bath was reused:
of
articles discuss its use ( 3 f1:82) , b ut only as a method to
(1) To meet phosphorous limits, soluble calcium hypophosphite must be oxidized to insoluble calcium phosphite and removed;
Nickel must be removed, generally as nickel hydroxide which requires high pH (above 10 or 12, depending on the complexants used);
(2)
The organic complexors and stabilizers may have to be removed;
( 3 )
The loss of the value of the nickel, hypophosphite and complexors.
( 4 )
These problems can be avoided if the phosphites and sulfates are removed and the bath reused.
5. Conclusions
From the information and results obtained during this project, the following conclusions are made:
(1) Flyash does remove phosphorus compounds from electroless nickel baths. The process, however, is not suitable for the treatment and reuse of EN solutions. Sludge production is increased by approximately 400% over removal of the phosphite alone and would likely cause extensive contamination of the baths.
(2) Lime precipitation can remove substantial quantities of phosphite from EN solutions preferentially over the removal of hypophosphite. The degree of contamination would be limited to the solubility of calcium in the EN solution. The degree of sludge production would depend on the amount of excess calcium added to the solution.
8

,
( 3 ) Insufficient data were developed during the lime precipitation experiments to design a process or evaluate the economics of such a process.
( 4 ) Insufficient data exist on: the solubility of calcium phosphite in EN solutions; the effect of residual calcium ions on the nickel deposit; and the degree of nickel removal encountered during calcium precipitation.
( 5 ) Experimental and analytical errors are evident from the results obtained. Although the accuracy and absolute values of some of the results may be questionable, the observations and the general trends found in the results are considered accurate.
9
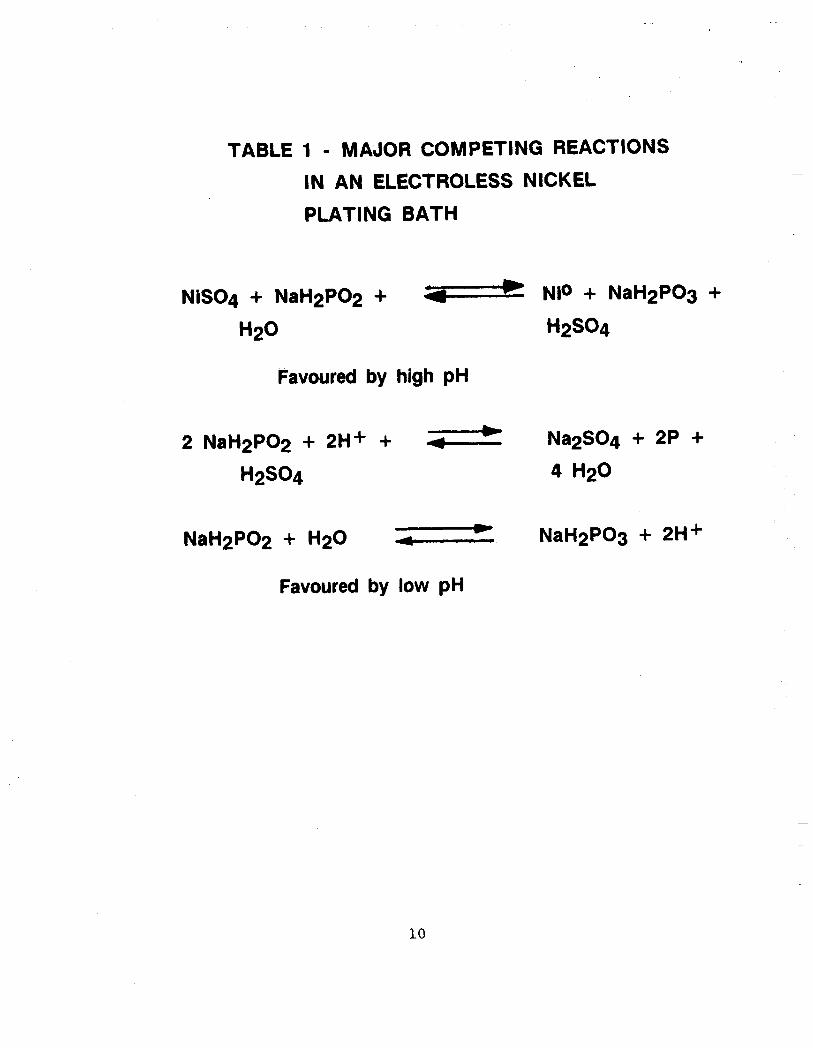
TABLE 1 - MAJOR COMPETING REACTIONS - IN AN ELECTROLESS NICKEL
PLATING BATH -
Favoured by high pH
2 NaH2P02 + 2H+ + 4-. - Na2S04 + 2P + H2S04 4 H20
NaH2P03 + 2H+ L.IIIIIcI NaH2P02 + H20 - Favoured by low pH
10

s of Japanese
ic ash (as per Ayuzawa,
Nobuie and Suzuki, Takashi. Gypsum and Lime , No. 214, 1988
si02
11

TABLE 3 - Concentration of EN Solution Components
Before and After Treatment
Feed Ash
Nickel(%Ni) 0.65 0.70
Total phos- 4.70 5.60 phorus( %P)
Hypo hOSph- 0.55 0.54 ite ( Z P by Colourme t ric)
Phosphite - 6.74 6.47 (%P by IC)
Phosphite - 5.16 5.19
kit rat ion) %P by Iodine
Si02 AI203 FepO3
0.77 0.74 0.74
5.00 4.90 4.80
0.55 0.56 0.54
6.53 6.57 6.50
5.1 9 5.19 5.19
- Fe/ AI / Si
0.71
5.00
0.56
6.67
5.07
12

- TABLE 4 - SOLUBILITIES OF PHOSPHORUS COMPOUNDS(10~13)
Aluminum
Ammontum
Barium
Calcium
Iron
Lead
Magnesium
Manganese
Generally insoluble phosphate
Soluble hypophosphite -
Soluble phosphite (1,710 g/L cold
water)
Soluble hypophosphite (300 g/L cold water) Slightly soluble phosphite
(20 g/L @ 30%)
Soluble hypophosphite (125 g/L hot
water) Insoluble phosphite
Insoluble hypophosphite (0.83 g/L hot water) Generally insoluble phosphates
Insoluble phosphite
Soluble hypophosphite (200 g/L cold
water) Insoluble phosphite (2.5
g/L hot water)
Soluble hypophosphite (125 g/L cold
water) Slightly soluble phosphite
13

TABLE 4 - CONT ...
Potassium
Sodium
Zinc
Very soluble hypophosphite (3,300 -
g/L in hot water) Very soluble
phosphite (1,930 g / t hot water)
Very soluble hypophasphite (6,670
g/L hot water) Very soluble
phosphite (1,930 g/L hot water)
Soluble h y posp h q h I t e Generally insoluble phosphates
14

Sample
1
2 3
4
5 6
7
TABLE 5 - Results of Lime Precipitations
Total Phosphorus Phos hite Hypophosphite Sulphate Calcium
(g/L) (SPL) (g/L) (g/L) (g/L)
37.1 36.6 2.87 59.8 0.1 44
32.0 34.6 2.50 76.3 0.085
25.5 30.5 2.10 89.2 0.085
21.4 26.4 1.99 104.0 0.097
15.2 13.5 1.35 122.0 0.118
7.71 13.5 1.35 131 .O 0.1 18
2.05 0.6 1.30 124.0 0.304
15

References
1.
2 .
3 .
4 .
5 .
6 .
7 .
8 .
9.
10.
11.
12.
13.
Parker, Konrad. The Formulation of Electroless Nickel Baths. Date Unknown.
Rodgers, Thomas M. Handbook of Practical Electroplating. The MacMillan Company, New York, 1959.
Ying, Wei-Chi, and Bonk, Robert R. Dealing with Spent Electroless Nickel. Products Finishing, Vol. 50, No. 11, 1986.
Chemical Marketing Reporter, April 17, 1989.
Tramaontana, Diane. Sodium Hypophosphite Analysis in Electroless Nickel. Metal Finishing, December, 1986.
Cherry, Kenneth F. Plating Waste Treatment. Ann Arbor Science, Ann Arbor, Michigan, 1982.
Keene, Richard H. Application and Control of Electroless Nickel Process at Northwest Airlines. Plating and Surface Finishing, December, 1988.
Ayuzawa, Nobuie, and Suzuki, Takashi. Removal of Phosphorus in Electroless Nickel Waste Solutions by Volcanic Ash Soils. Gypsum & Lime, No. 214, 1988.
Flynn, John. Fly Ash - Waste or Resource. Process Industries, November/December, 1988.
Van Wazer, John R. Phosphorus and Its Compounds. Intescience Publishers, Inc., New York, 1958.
Wing, Wei-Chi, and Bonk, Robert R. Removal of Nickel and Phosphorus from Electroless Nickel Plating Baths. Metal Finishing, December, 1987, pp 2 3 - 3 1 .
Parker, Conrad. Waste Treatment of Spent Electroless Nickel Baths. Plating and Surface Finishing, February, 1983, pp 52-55.
CRC Handbook, 62nd Edition, 1981,
1 6