process - siemens company, with subsidiaries in brazil, argentina, paraguay, peru, guatemala, the...
TRANSCRIPT

Systems and Solutions for the Process Industry
processnews
3rd edition October 3|2004
s
Siemens elected as BASF’s global
DCS supplier
Validated buildingcontrol technology
based on Simatic at Boehringer
Ingelheim
Sipart positioners ensure liquid helium supply for superconducting magnets at CERN
Almost as Cold as it Gets
Sipart positioners ensure liquid helium supply for superconducting magnets at CERN
Almost as Cold as it Gets
Siemens elected as BASF’s global
DCS supplier
Validated buildingcontrol technology
based on Simatic at Boehringer
Ingelheim

proce
6 10 20
Siemens was officially elected as one ofBASF’s global DCS suppliers in July this year.One important factor contributing to thatdecision was the life-cycle cost conceptSiemens has developed for BASF
Siemens has developed a special version ofthe Sitrans positioner that was installed in the Large Hadron Collider at CERN
The description data-based conceptElectronic Device Description iscurrently the best option forintegrating intelligent processinstrumentation devices
CONTENT2
n
3 EDITORIAL
4 NEWS
Siemens ranks number one as plant operations software provider
Siemens supplies equipment and engineering services for Inulin production in Chile
Three in a row: new projects for Brazilian brewery
Added-value of specification management recognized by Unilever
New challenges – new opportunities: glasstec 2004 in Düsseldorf
TECHNOLOGY
Process Instrumentation 20 Finding the Right Solution
Comparing open-device managementconcepts
Process Instrumentation26 Double Score
Sitrans Probe increases level monitoringoptions
CASE STUDIES
Process Analytics9 No More Explosions Threats
CO monitoring in coal bunkers
Process Instrumentation10 As Cold as it Gets – Almost
Sipart PS2 positioners in the world’s largestparticle accelerator
Pharmaceutical Industry14 Standardized Control
Janssen Pharmaceutica N.V. and Siemensdevelop HVAC system based on Simatic
Solution Provider Pharmaceutical Industry16 Absolute Control
Validated building control technology for Boehringer Ingelheim
Process Optimization18 Faster to Print
Siemens optimizes printing plate production at Kodak
Pharmaceutical Industry19 A Pocket-sized Pharmaceutics Factory
Simatic controls isolators for pharmaceuticsproduction
process news 3/2004
Superconductingquadrupole magnet,Large Hadron Collider
Foto: CERN
BASF
CER
N

ess
22
Dear Readers!
What arguments will convinceBASF – the world’s largestchemical company – thatSiemens is the right partner forsupplying distributed control
systems? The International Corporate Accountproject team has found an answer to that questionwith continuous effort during the last two years anda lot of personal commitment and expertise.Listening to and understanding the client and hischallenges, developing the right solutions that willhelp him in solving these challenges was the firststep.
How can we support BASF in optimizing plantproductivity and availability? How can we reliablyascertain life-cycle costs for an automation solutionat a very early stage? Our answer to these questionswas the development of a life-cycle cost concept.
The second step was proving these claims in real-life projects all over the world. It is a very importantaspect for BASF that with Siemens, they can rely onestablished and stable design, engineering andservice processes. That required an open collabora-tion and communication from both parties. Theresult was presented at the end of July this year:Siemens has been officially elected as one of BASF’sglobal DCS suppliers. Both the Account Managementteam and Siemens as a whole can be rightly proud ofthat achievement. You will find more on this story onpage 6 of this issue of Process News.
Of course, we also provide information on topicsand applications of Siemens services and solutionsoutside BASF that we hope you will find useful. Oneapplication is quite exotic – and posed some veryspecific challenges: More than 1000 valves of thenew collider at CERN have been equipped with SipartPS2 positioners that control the liquid helium supplyof the Large Hadron Collider – at a temperature of amere two degrees Kelvin. The article on page 10gives more detailed information on this exciting casestudy.
Best regards,
The new Braumat process control system wasimplemented in China for the very first time –thanks, in part, to a great performance from theinternational Siemens project team
3
news
Breweries22 Teamwork Guarantees Success
Siemens implements first Braumat system in China for Tsingtao
Specialty Chemicals24 Think Global – Act Local
Siemens implements integrated automationsolution for Bayer Thailand
TRENDSStrategic Cooperation
6 Life-Cycle ApproachBASF selects Siemens as a global DCS supplier
Process Instrumentation8 Standards Create Security
Standardization in process instrumentation
Alternative Energies25 Clean Energy for the Future
Fifth anniversary of the Munich Airport hydrogen project
27 DIALOGUE
EDITORIAL
process news 3/2004
Siem
ens
Siem
ens
Thomas DieckhoffSiemens Corporate Account Manager BASF

Orafti S.A. invests in Chile: the new plant will extract inulin from chicory
process news 3/2004
4 NEWS
Orafti S.A has awarded a large contractfor equipping a new Inulin extraction
plant to Siemens. The plant is owned byOrafti S.A. in San Pedro, Chile. Siemens willprovide the electrical power supply sys-tems, as well as the process control systemSimatic PCS 7 and the drive solutions basedon Micromaster, including all related engi-neering and commissioning services.
Orafti, the leading worldwide producerof food ingredients such as Inulin, Oligo-fructose, fructose syrups or rice starch pro-ducts, is part of the Raffinerie Tirlemon-toise group that is a subsidiary of Südzucker,one of the world’s largest sugar manufac-turers.
The Orafti company has managed tostrengthen its already leading position inthe market ,and consequently decided toinvest in a second extraction plant in Chile.The plant will extract Inulin from chicory.Inulin is used as a food ingredient for itsnutritional and technical advantages. It isnot metabolized and belongs to the groupof prebiotic dietary fibers. ■
Siemens supplies equipment and engineeringservices for Inulin production in Chile
Find out more:www.siemens.com/pcs7E-mail: [email protected]
InBev is the biggest South American bever-age company, with subsidiaries in Brazil,
Argentina, Paraguay, Peru, Guatemala, theDominican Republic and Ecuador. For threeplants located in Brazil, Siemens will supplythe process control technology using theprocess control system Simatic PCS 7 andSimatic Batch.
The plants are located in Sao Luis, Goia-nia and Cuiaba. In Sao Luis, Simatic PCS 7will be used for automating the brew house
and filtration. In Goiania,Siemens will implement PCS7 for the cellar automation,and in Cuiaba, brew house,silo and filtration units willbe automated with PCS 7.The InBev contract is the firstsuccess story for SimaticPCS 7 and Simatic Batch inthe Brazilian brewery busi-ness. ■
Find out more:www.siemens.com/beveragesE-mail: [email protected]
Siemens ranks number one as plantoperations softwareprovider
Find out more:www.siemens.com/simatic-itE-mail: [email protected]
InBe
v
S iemens was ranked as the leadingprovider of software for plant opera-
tions on MSI Magazine’s Top 100 Soft-ware Providers List. Moreover, Siemenswas able to secure a sixth place as a leadingglobal provider on MSI’s Top 100 list of sup-ply chain, enterprise, product life-cycle and plant operations software, next to re-nowned business software enterprisessuch as SAP, PeopleSoft and Oracle. MSI is amanufacturing and information technolo-gy magazine that uses company and licenserevenues as ewll as revenues outside of theAmericas, to compile the list.
The impressive sales growth over thelast year of Simatic IT contributed to edgingout the competition in both categories ofPlant Operations and Global SoftwareProviders. Simatic IT revolutionizes plantoperations by integrating all manufactur-ing-relevant applications, allowing enter-prise-wide communications and coordi-nation through a “component-based”approach. Simatic IT follows ISA-95 guide-lines for MES functionality in its connectionto enterprise and business systems. ■
Siem
ens
Three in a row: new projects for Brazilian brewery

process news 3/2004
5
In recognition of the strategic break-through achieved in terms of data acces-
sibility and transparency, Unilever has pre-sented its internal 2004 IT Award to itsambitious product specification manage-ment project, relying on Simatic IT Inter-spec technology. Simatic IT Interspec har-monizes Unilever’s material and productspecifications, providing an enterprise-wide accessible single point of reference,enabling important cost savings, reducedtime to market, and a faster global innova-tion rollout. Unilever responds to everyday consumerneeds with one of the most comprehen-sive brand portfolios. This wide gamut ofproducts generated a massive quantity ofspecifications, increasingly demanding anefficient and comprehensive manage-ment approach. Initiated in 1997, the Interspec projectwas linked into Unilever’s five year strate-gic plan that proposed a series of initia-tives to narrow the company’s focus ontofewer strong brands and accelerate top-line growth, fueled by savings from organi-zational streamlining and simplification.Simatic IT Interspec provided the ideal
solution to ameliorate the access andtransparency in one of Unilever’s most im-portant intellectual property areas: materi-al and product specifications. Simatic ITInterspec is making important contribu-tions to Unilever’s strategic goal to reduce
From November 9 to 13, the gates toglasstec will open again in Düsseldorf.
Many exciting innovations around glassproducts and applications, new processingmachines for flat and hollow glass as wellas news from the supplier industry awaitinternational visitors. This year’s glasstecoffers an additional highlight: the glasstechnology live special event. For the firsttime, interior finishing and decoratingwith glass is the focal theme. A symposiumwith well-known speakers will complementthe special event.
Siemens will present its products, sys-tems, and solutions for glass productionand glass processing on the fair. The pres-entation focuses on integrated automa-tion of the entire production process: WithTotally Integrated Automation, the glass
manufacturer can integrate productionunits supplied by OEMs (Original EquipmentManufacturer), EPC-Companies (EquipmentProcurement and Construction) or systemintegrators into one uniform productionprocess solution – from batch house tofinished product.
Solutions for power transmission anddistribution, IT integration and innovativeprocess instrumentation and drive tech-nology products complete the comprehen-sive solutions portfolio. ■
Added-value of specification management recognized by Unilever
Find out more:www.siemens.com/glassE-mail: [email protected] us: hall 15, booth B10
Un
ileve
r
Its quality brands areone of the main factorsof Unilever’s success:The company is presentin every market inalmost all countries ofthe world
the total number of brands from 1200 to400 and, as such, to fuel top line growth. ■
New challenges – new opportunities: glasstec 2004 in Düsseldorf
Fascination Glass: Siemens at glasstec 2004
Find out more:www.siemens.com/simatic-itE-mail: [email protected]
Koer
ber

process news 3/2004
6Strategic Cooperation
TREND
In recent years, the market for automa-tion systems and the technologies theyare based on has changed considerably.
In the field of process automation, thischange has primarily affected the propri-etary process-control systems of the past,which were tailor-made (with all theircomponents) to meet the requirements ofthe chemical industry and its demands forlong-term availability and stability. De-mand for the implementation of standard
components in hardware and software hasled to the extensive use of PC-based hard-ware and software by automation tech-nology suppliers.
This technology is produced in highquantities, primarily for the office envi-ronment and for consumer electronics.The high volume leads to relatively lowprices for these systems. The rapid inno-vation cycles in these markets, however,reduce the life cycle of the individual
components – considerably, in somecases. In industrial plants, with their muchlonger life cycles, this rapid innovationleads to a notable increase in technolog-ical complexity and creates considerableadditional costs over the plant’s life cycle.Moreover, there is no long-term experiencewith the stability and safety aspects ofthe individual components, so problemscould potentially arise in those areas aswell.
BASF selects Siemens as a global DCS supplier
Life-Cycle ApproachTechnological change, progressive innovation, and the metamorphosis of the market for processautomation have prompted BASF to reassess its suppliers based on a newly developed and globallyapplicable user requirement specification. The result of the reevaluation: due to its convincingperformance, Siemens has been one of BASF’s global DCS suppliers since August 2004.
Life-Cycle Solution for BASF
Above and beyond normal service contracts, customers such as BASFexpect a distributed control system (DCS) supplier to make a state-ment about the future maximum upgrade costs over a period of 10to 15 years. To be able to make a reliable and acceptable estimate ofthese costs over such a long period, the supplier must meet thefollowing conditions:1) The process control system must be stable and mature. 2) The DCS supplier must invest continuously in further develop-
ment of the product.3) The problems created by rapid IT innovation when using open
standards should not affect the owner, but must be solved by the provider (mastery of the interface problems).
4) All key components of the DCS (such as OS, AS, bus systems, and I/O modules) must originate from the company’s own devel-opment and production.
5) The DCS must be part of an integrated automation platform thatincludes PLC, DCS, motion control, and MES functions.
Such a life-cycle contract increases security of investment becausethe provider is then obliged to supply DCS spare parts and associatedknow-how for the life of the contract, and assumes the responsibilityfor interface problems, especially at the HMI level, where systems arebased on PC components. This enables the system to remain state-of-the-art for its whole life cycle, which positively influences the cost-effectiveness and productivity of the entire plant.

Life CycleCost
Risks / Cost Drivers Controlled Complexity MinimizedCost Level
Definition
System Stability
Innovation Cycle
Sub Supplier
Service Availability
System Reliablility
System Availability
Asset Management
Open Standards
CalculationStandard
Procedures
process news 3/2004
7
In response to the rapid changes in tech-nology and implementation methods, BASFdecided to place special emphasis on theconsideration of life-cycle costs as a majorfactor in the total costs of the process con-trol system within the scope of BASF’s cor-porate strategy and the reassessment of thecompany’s suppliers in 2004.
Totally Integrated Automation reduces complexity
Siemens is the only supplier of automationsolutions that offers an integrated auto-
mation platform with Totally IntegratedAutomation (TIA), which includes PLC,DCS, motion control, and MES functions.All the major components have standard-ized, open interfaces and are developedand produced by Siemens itself. This alsomeans that, ultimately, the release of thecomponents and their compatibility and in-teroperability is tuned to each other. Userscan automate their processes with this ex-tensive, uniform portfolio without havingto confront the complexity of integratingvarious components based on differenttechnologies. TIA allows effective, long-term optimization of production, process,and plant procedures and keeps life-cyclecosts under control.
The result of the re-evaluation: Siemenswas able to convince BASF with both thenew version of Simatic PCS 7 and the po-tential for reducing the life-cycle costs withan integrated approach. The company wasofficially nomintated as one of BASF’s"Global DCS Suppliers” this past August.
Find out more:www.siemens.de/tiaE-mail: [email protected]
Standardization helps cut costsIn addition to the complexity of the implemented control system,speed of innovation and local service availability at the customer siteare important factors affecting life-cycle costs. These factors can beinfluenced positively by using standardized solutions. When emphasisis placed on high system stability in the choice of components, andsources of error – for example, in a PC operating system – are elimi-nated as early as possible during development, the reliability of theentire solution can be considerably increased, and the necessity ofusing hotfixes or service packs is reduced. Open, future-safe standardsand preemptive asset management are other factors that can influ-ence the life-cycle costs of a plant.
Within the scope of the reevaluation of global DCS suppliers at BASF,Siemens presented a life-cycle solution based on these principles.The company is currently working on refining the process and trans-ferring it to other branches and customers.
Find out more:www.siemens.com/tiaE-mail: [email protected]
Clear development
Dr. Dirk Reinelt, spokesman for the DCS/In-strumentation Procurement Team at BASF,stresses the great progress made by theSimatic PCS 7 process control system andSiemens in recent years: "This progress wasa prerequisite for us to be able to chooseSiemens – with Simatic PCS 7 – as a globalDCS supplier.
"We examined the current version 6.0 ofSimatic PCS 7 in the reevaluation of ourDCS strategy. The technological progress,system availability, and quality control sys-tem of the supplier were evaluated in ad-dition to the system properties. Simatic PCS7 meets the requirements of the BASF userrequirement specification for DCS on all ac-counts.
"Since life-cycle costs and system avail-ability have a major influence on the oper-ating costs of a process-control system, wealso evaluated those aspects. We will con-tinue to examine these life-cycle costs inthe future when awarding contracts for pro-cess-control systems, in order to achievegreater security of investment.
"A BASF-wide standardization will beestablished, as a means of cost reduction,with the introduction of a tool kit forSimatic PCS 7. We will specify and developthis tool kit jointly with Siemens, one of ourglobal DCS suppliers.” ■

process news 3/2004
8Process Instrumentation
TREND
Standards are crucial in order to usefield devices as efficiently as possible in process automation. Dr. WilfriedHartmann, level-monitoring technologyofficer at BASF, underlined the impor-tance of standards in field instrumen-tation in a recent interview.
Prior to being accepted in the harshambient conditions of the chemicalindustry, a process instrument has to
pass a number of different tests – begin-ning with the manufacturer and continu-ing to the end customer or certified insti-tutions.
Dr. Wilfried Hartmann explained thedevelopment of a standard as it is prac-ticed by many member companies ofNAMUR. Devices are chosen by the tech-nical committees of the respective com-panies and subjected to testing in the lab-oratory. The tests are conducted in closecooperation with the device manufactur-ers on the basis of manufacturer specifi-cations, and in accordance with currentstandards and regulations such as thoseof the IEC or NAMUR. The results of thefield tests are added to these standards tomake the required statements about suit-
ability for operation. The results are pub-lished in an information exchange be-tween the member companies of NAMUR.Depending on the individual require-ments of the various members, the suit-able devices tested in this way may be de-clared as company standards.
The benefits for the user from theprocess of selection, testing, and stan-dardization include the high quality of thedevices, the application possibilities inquality-relevant applications (e.g., SIL),lower susceptibility to repairs (failure fre-quency and costs), and the cost advantageof purchasing greater quantities of eachdevice type.
Other advantages are faster commis-sioning and more economic maintenanceand repair routines due to in-house knowl-edge of the device. The stocking of spareparts is also simplified by fixed standards.
Because of these many advantages,BASF insists on standardization. The per-centage of standard devices procured byBASF is currently about 90 percent – aclear success.
Siemens has been introduced at BASFas a standard supplier for various equip-ment types in the field of process instru-mentation, and the equipment portfolio in the field device sector is a good basis
Standardization in process instrumentation
Standards Create Security
Always ready to listenThe forum for users of process instrumentsand analytics will answer your questionsabout these and other t opics.
E-Mail: [email protected]
Siem
ens
Dr. Wilfried Hartmannstresses theimportance ofstandardization at BASF; the share of standarddevices procuredis about 90 percent
for extending the cooperation betweenSiemens and BASF.
As a provider of process instrumenta-tion, Siemens will continue to maintain in-tensive contacts in the chemical industry,both with users and with NAMUR teams(such as those focusing on filling level andflow). Siemens devices will therefore beoriented to future standards, giving cus-tomers both investment security and a re-liable and safe production process. ■
Find out more:www.siemens.com/processinstrumentationE-mail: [email protected]

process news 3/2004
Dunkerque in France, is the most im-portant steel production site for theArcelor company. The coal for oper-
ating the blast furnaces is delivered by shipand stored temporarily in huge bunkers be-fore finding its way to the furnaces. Eachbunker is 30 meters high, with a diameterof 8 meters.
Every bunker must be equipped with aspecial monitoring technology for the earlydetection and prevention of uncontrolledignition of coal dust. This equipment is in-stalled in the upper section of the bunkerand continuously measures the carbonmonoxide (CO) content in the silo. If COlevels exceed a threshold value, this is aclear sign of a beginning combustionprocess.
Low-maintenance analysis
Previously, Arcelor, the leading steel pro-ducer on site, had relied on the conven-tional extraction method of analysis. How-
ever, this method entails a relatively highlevel of maintenance work: there is an ex-tremely high concentration of coal dust, es-pecially when the bunkers are filled withfresh coal, which soon clogs the filters ofthe extraction line and makes measure-ment impossible. As an alternative, Arcelorhas recently started using the LDS 3000 in-situ gas analyzer.
The analyzer sends a laser beam from atransmitter on one side of the bunker to areceiver on the other side. The optics arelocated in a housing that is explosion-proofaccording to ATEX II G, D Zone 20. The op-tics are permanently flushed with nitrogenso that they are effectively protectedagainst dust. The laser light itself is fed inthrough a fiber-optic cable, and the centralunit with the laser generator is in a safearea.
Laser-supported detection of CO contenthas a number of decisive advantages incomparison with the conventional extrac-
tion method. The entire system needs verylittle maintenance and consumables. Onecentral unit also allows the monitoring ofthree bunkers, which further reduces costs.Because the laser beam passes through theentire diameter of the bunker, critical COconcentrations are representative for thewhole bunker, and not only measured inone spot.
The system is also quick to react toalarms. The coal bunker can be floodedwith nitrogen with a response time of lessthan one second, rendering the bunker at-mosphere inert, and preventing a confla-gration almost before it has started. ■
Find out more:www.siemens.com/processanalyticsE-mail: [email protected]
9CASE STUDYProcess Analytics
Siem
ens
An LDS 3000 in-situ gas analyzerhas recently beeninstalled in this30-meter highcoal bunker
Wherever coal is stored, there is always coal dust and, therefore, the danger of ignition and even explosion – a fact that has prompted the company Arcelorto play it safe in the monitoring of its coal bunkers.
CO monitoring in coal bunkers
No More Explosion Threats

Higgs decaysimulation
process news 3/2004
10Process Instrumentation
CASE STUDY
Searching for massWhy do particles have mass? This question still represents one of the un-solved secrets of physics. The Large Hadron Collider (LHC) may perhaps pro-vide the answer. An attempt is being made to prove the existence of theHiggs boson with one of the LHC’s five detectors, the ATLAS – a giant with a length of 45 meters and a height of 22 meters.
The Higgs boson is allegedly responsible for the mass of particles – atleast according to the English physicist Peter Higgs, who formulated thetheory named after him about 30 years ago. According to this theory, thewhole of space is ruled by a so-called Higgs field, which gives particles theirmass. Since a corresponding particle is allocated to every interaction in thestandard model of particle physics, the effect of the Higgs field is trans-ferred from the so-called Higgs boson to the other particles, depending onthe strength of the interaction. The stronger the interaction with the Higgsfield, the greater the mass of the elementary particle.
The catch to this theory is that it has not yet been possible to prove theexistence of the Higgs boson, because it has not yet been possible to pro-duce sufficiently high energies in accelerators. The LHC, however, is nowpenetrating the necessary energy ranges – and could soon greatly extendour knowledge of the nature of matter.
process news 3/2004
11
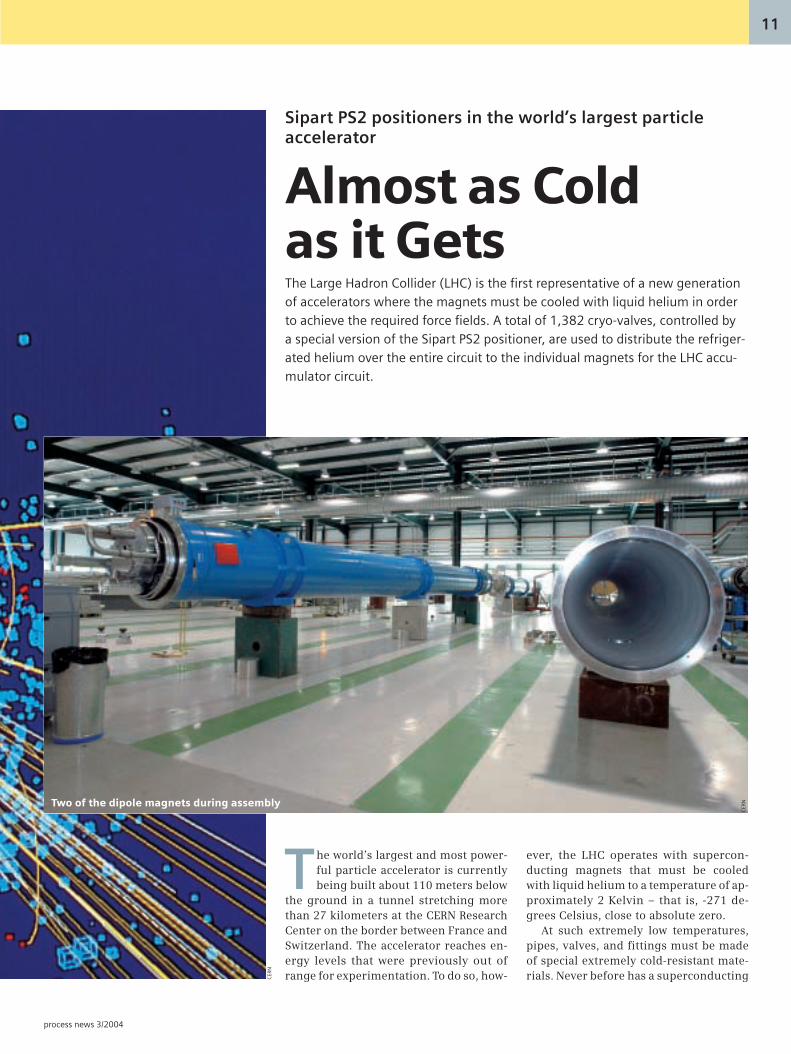
The Large Hadron Collider (LHC) is the first representative of a new generationof accelerators where the magnets must be cooled with liquid helium in orderto achieve the required force fields. A total of 1,382 cryo-valves, controlled by a special version of the Sipart PS2 positioner, are used to distribute the refriger-ated helium over the entire circuit to the individual magnets for the LHC accu-mulator circuit.
The world’s largest and most power-ful particle accelerator is currentlybeing built about 110 meters below
the ground in a tunnel stretching morethan 27 kilometers at the CERN ResearchCenter on the border between France andSwitzerland. The accelerator reaches en-ergy levels that were previously out ofrange for experimentation. To do so, how-
ever, the LHC operates with supercon-ducting magnets that must be cooledwith liquid helium to a temperature of ap-proximately 2 Kelvin – that is, -271 de-grees Celsius, close to absolute zero.
At such extremely low temperatures,pipes, valves, and fittings must be madeof special extremely cold-resistant mate-rials. Never before has a superconducting
Sipart PS2 positioners in the world’s largest particleaccelerator
Almost as Cold as it Gets
CER
NTwo of the dipole magnets during assembly
CER
N

system been built on such a giant scale, andthe coolant supply turned out to be one ofthe greatest challenges of the LHC project.
Extreme demands on mechanics and electronics
The flow distribution in the helium circuitis regulated over the entire length of theaccumulator circuit by a control systemusing special cryo-valves, i. e. valvesspecifically developed for application inlow-temperature conditions. These valvesmust be highly insulated so that they donot ice over when exposed to extreme tem-perature gradients. They are operated bypneumatic actuators whose position is
regulated by electropneumatic position-ers from the Sipart PS2 series.
The high radiation load in the imme-diate vicinity of the accumulator circuitdue to the synchrotron radiation from thedeflection effects and collisions of the ac-celerated particles in the vacuum tubeprevents the use of highly integratedelectronics in this area. The fine struc-tures of the accumulator and micro-processor components would be de-stroyed by the high-energy radiationquanta. For this reason, a special “splitversion” of the intelligent Sipart PS2 po-sitioner had to be developed in which thehighly integrated electronics of all posi-
tioners were placed in special radiation-protected sections of the tunnel (alcoves)at some distance from the accumulatorcircuit. The largely radiation-resistantcomponents for position measurementand the pneumatic output stages of thepositioners in the original housing weremounted as usual on the pneumatic ac-tuators.
To ensure trouble-free functioning ofthe signal transmission from the alcovesto the field devices, a simulation test wasnecessary; this test took place under lab-oratory conditions with cable reels weigh-ing several tons, such as the cables laterto be laid in the tunnel. The maximumdistance between the processor boardsand the field positioners on the circuit isabout one kilometer.
The transfer of the positioning com-mands for the pneumatic output stage andthe feedback of the position values is en-sured inside the Sipart PS2 housing by aspecially developed module that also con-tains the interference-suppression com-ponents for the line-bound remote trans-mission to the main board. The position-ers are connected to the master controlsystem via Profibus PA.
Detectors like buildings
Unlike most detectors used in everydayanalytics, the detectors of the LHC aremade up of several million componentsand weigh many thousands of tons. TheATLAS detector, for example, at 22 meters,is as high as a five-story office building.Its individual components must be joinedwith a precision of a hundredth of a mil-limeter. An optical monitoring device is in-stalled for all important components, inorder to detect later misadjustments orshifts. There are ten billion transistorsalone in the innermost zone of the de-tector.
Accuracy and sensitivity play a centralrole in all the measurements – both in thedesign of the detector and in the enor-mous superconducting magnet combina-tion inside the ATLAS detector in whichthe pulse and polarity of the charged par-ticles created by the collision are deter-mined. As in the rest of the LHC circuit,superconducting magnets are also usedhere, and the coolant flow is kept preciselyat the values prescribed by the controlsystem by 130 split-version Sipart posi-tioners.
process news 3/2004
12Process Instrumentation
CASE STUDY
The cryo-valves with Sipart PS2 positioners
CER
N

process news 3/2004
13
that is, just two degrees above absolute zero– and are cooled by liquid helium. Altogeth-er, 1,232 dipole magnets and 392 quadru-pole magnets are used. The LHC can acceler-ate two particle beams in opposite directionsand therefore actually consists of two accel-erator circuits. The magnets for both circuitsare installed in a common housing for spaceand cost reasons.
Not only does the LHC operate with thehighest energy ever produced in an accelera-tor, but it is also operated with the highestparticle density. The collisions happen sorapidly – about 800 million times per second– that the particles from one collision are stillracing through the detector when the next
Construction work on the 45-meter-longand 22-meter-high ATLAS detector
collision is already taking place. Every colli-sion generates about 200 million measuredvalues that are recorded and evaluated.
Dedicated computer grid
Five different experiments with the appro-priate detectors (ATLAS, CMS, ALICE, LHCb,and TOTEM) will analyze the results of thecollisions between the particles and createmore information than the European tele-phone network transfers at the moment:about 12 to 14 petabytes of informationper year – equivalent to a storage capacityof 20 million CDs. A specially designatedinternationally networked computer gridhas been created to handle these data.
The Large Hadron Collider
The Large Hadron Collider (LHC) is scheduledto start operation in 2007 and collide parti-cles at energies of up to 14 tera-electron volts– that is, 14 trillion electron volts. In addi-tion, particle beams consisting, for example,of lead ions can be accelerated to 1,150 tera-electron volts. The LHC replaces the oldLarge Electron-Positron Collider (LEP), whichhas been disassembled to make way for theLHC. One electron volt is equivalent to theenergy that an electron receives when it isaccelerated with a voltage of one volt. A tera-electron volt is one billion times more – yetonly comparable to the kinetic energy of aflying mosquito. However, the LHC con-centrates this energy in a space that is onebillion times smaller than a mosquito.
Force field created by superconducting magnets
In order to be able to keep the particle beamon track throughout the 27-kilometer circuit,the LHC needs extremely strong magneticfields, which can only be generated today bysuperconducting magnets. The magnets ofthe LHC operate at about 2 degrees Kelvin –
Just a small part – but still a contribution
In such a gigantic project as the LHC,most individual products and servicesplay a minor role. But every part of theimmense accelerator must work perfectly
so that the treasure hunt for the Higgsboson can be successfully completed anda further step taken toward confirmingthe standard model of particle physics.And the Sipart positioners are set to maketheir contribution. ■
Find out more:www.siemens.com/processinstrumentationwww.cern.chE-mail: [email protected]
CER
N

For applications where sterile condi-tions have to be maintained, one ofthe most critical tasks of the HVAC
system is to prevent “outside air” from en-tering. That is why a clean room must bekept in overflow conditions by the HVACsystem. In contrast, in areas where activeor potentially toxic or pathogenic sub-stances are being handled, the air must notbe allowed to escape to other rooms. An un-derflow must therefore always be main-tained by removing more air than the HVACsystem supplies.
These flow patterns are extremely impor-tant because even the slightest interruptionin the supply and extraction of air could beenough to cause errors in the flow and con-tamination risk. This is in contrast to, forinstance, climate-controlled office areas,where maintaining the exact predefinedconditions is not nearly as critical.
process news 3/2004
14Pharmaceutical Industry
CASE STUDY
Janssen Pharmaceutica N.V. and Siemens develop HVAC system based on Simatic
Standardized ControlControls for heating, ventilation, and air conditioning (HVAC)traditionally mostly consist of dedicated systems that are limited to standard functions. In the pharmaceutical sector, however,HVAC is a critical factor affecting the reliability of analysis results,experiments, and production systems. Pharmaceutical manufac-turers require precise, critical control over temperature, humiditylevels, and air-flow patterns. The flexibility and level of customiza-tion required to achieve this cannot be found in traditional HVACcontrol systems but requires an industry-specific approach such asthat developed by Siemens and Janssen using Simatic technology.
Jan
ssen

A new approach for a new building
Janssen Pharmaceutica N.V. and Siemenshave together implemented a set of mod-els for standard function modules so thatin the future, Simatic-compatible HVAC ap-plications can be created more rapidly andmore reliably. The motivation for this proj-ect was a significant investment by Janssenin the expansion of an existing productionplant and the construction of two new re-search facilities housing various laborato-ries.
The company had already standardizedon Simatic controllers for tasks such as theautomation of building functions and waterpurification. Janssen Pharmaceutica N.V.was aware of the absence of a systematicapproach for HVAC reports, and made anactive decision to break with tradition interms of HVAC controls. The objective wasto get the best of both worlds: working withstandard modules as in the case of tradi-tional HVAC controls and making use of theflexibility offered by PLC control.
Standard modules offer a high level offunctionality. Controlling the pressure andflow for a particular subunit, or controllingthe mixing ratios between fresh and returnair, for example, can be encapsulated in onemodule. A complete standard was developedbased on the requirements for the threebuildings concerned, taking into account
process news 3/2004
15
other aspects that did not need to be im-plemented immediately but could be nec-essary later, such as additional control op-tions for fresh air supply based on carbondioxide measurements. The function mod-ules themselves are documented in detailand in a standardized manner so that theycan be extended later without affecting therest of the software.
Models encapsulate functions
Siemens had already created a library withstandard components for HVAC applica-tions using Simatic S7 controllers. Thus, itwas not necessary to start from scratch atJanssen, because functions such as pumpregulators, fans, and Mollier diagramscould immediately be used. The compo-nents offered were suitable for compliancewith cGxP (any current good practices en-vironment), which is important becausethe PLC software is used for controlling aswell as monitoring the climate. Janssencould therefore concentrate on testing theadditional software and customizing thecomponents.
The newly developed HVAC system con-sists of four layers. The lowest layer is thehardware platform with a Simatic S7 PLC.On top of that is the CFC layer with thegraphical programming environment forS7 and the layer with the standard SiemensHVAC function modules. Finally, Siemens
Find out more:www.siemens.com/pcs7E-mail: [email protected]
Siem
ens
Visual representation of h,x-directed controlled air condition unit
and Janssen created a layer of additionalmodels – standard function modules specif-ically developed for Janssen. An example ofthese models is the mixture control that de-termines the ratio between fresh outsideair and return air. The mixed air is furtheracclimatized in the installation and trans-ported to the rooms. This air must complywith specific requirements in terms of pres-sure, temperature, and humidity. The func-tion module also takes into account the re-quirement for a minimum percentage offresh air (oxygen) inflow into the rooms.
Extension for controlling flow patterns
Another extension covers the problem ofoverflow and underflow. With traditionalcontrols, a switch can be made at a partic-ular point from 100 percent ambient air to100 percent return air, or vice versa. Themovement of the valves, however, maycause a brief negative flow that can disruptthe flow pattern. An additional conditionhas been provided for in the new functionmodule to spread the switching from oneregime to another over a specified period.Thus, any negative effect is gradual and canbe compensated for by the flow control ofpulse or extraction fans.
Some of the I/Os of the system are cen-tralized and some are installed as distrib-uted systems in the buildings. Profibus DPguarantees communication for the pro-gramming and monitoring of the decen-tralized I/Os. The necessary HMI operatingpanels are linked via individual DP loopsfor each PLC. A new element for this proj-ect is a built-in module that creates the linkbetween Profibus and the EIB bus, whichoperates the HVAC system in the office ar-eas – creating even more transparency andadditional control options.
First systems already in operation
The first systems were rolled out at the endof last year in the CSU (Clinical Supply Unit)building. Since then, three HVAC controlsystems have been implemented and testedsuccessfully. ■

Boehringer Ingelheim researches,develops, produces, and marketsdrugs. With more than 32,000 em-
ployees in about 150 enterprises on allcontinents, Boehringer Ingelheim is oneof the most research-intensive companiesin the world today. The company is furtherexpanding its key activities at both its Ger-man sites – Ingelheim and Biberach/Riss –and invested more than one billion euroshere between 1999 and 2002.
Research and development activitiesare concentrated at the Biberach site insouthern Germany, where one of the world’s
energy efficiency for a total of 40 buildingson the site, including the research centerand a production plant for biopharmaceu-ticals.
Dr. Dietmar Kohn, who is responsible forbuilding management in Biberach, stress-es that the reliability and availability ofthe system were key aspects of the newbuilding control technology. In addition,the new control technology also had tosatisfy the pertinent regulations govern-ing pharmaceutical plants. “The system isdesigned for high reliability, and includesa fast and effective alarm and informationsystem,” said Kohn. “In addition, the nucle-us of the building control technology hadto be qualifiable (that is, designed to com-ply with GMP), reliable, and cost-effective.We also insisted that only standard com-ponents be used.”
The automation concept was imple-mented in close cooperation with the As-sociation for Industrial Automation (GiA)in Leverkusen. GiA already had a wealth ofexperience in the pharmaceutical indus-
largest and most modern cell culture pro-duction plants for biopharmaceuticals isalso located. Boehringer Ingelheim, theleading complete supplier to this indus-try, provides the whole process chain,from development to production and li-censing to other companies.
A new concept for greater reliabilityand efficiency
The investments made by Boehringer inBiberach included the modernization ofthe building control technology. The focuswas on optimizing climate control and
All
Pict
ure
s: B
oeh
rin
ger
Inge
lhei
m
process news 3/2004
16
Validated building control technology for Boehringer Ingelheim
Absolute Control
Biopharmaceutics production in Biberach
Solution Provider Pharmaceutical Industry
The modernized building control technology ensures an even temperature profile in all offices, and also herein the atrium of the research building
CASE STUDY
Maintaining the past, introducing the future, and integrating both future and present in a flexible and at the same time uniform concept that meets both the strict requirements of the FDA and the demands of the plant operator formaximum cost-effectiveness…The wish list for the new building control tech-nology for the Biberach/Riss site of the German pharmaceutical companyBoehringer Ingelheim was long. Nevertheless, the Siemens solution providerGiA was able to meet all the requirements with an integrated solution based on Simatic technology.

try, and had been responsible for the in-troduction of similar solutions for Bayerand Akzo Nobel Intervet.
At the Boehringer Ingelheim plant inBiberach, room temperature, humidity,fresh air and exhaust air, process ventila-tion, heat recovery, process cooling, hotwater, waste water, and drinking water inall buildings were to be controlled by onesystem and joined in an overall energy op-timization concept. In the new biophar-maceuticals plant alone, 600,000 cubicmeters of air must be conditioned everyhour. “In view of such a large volume ofparameters and measuring points, opti-mum cost-effective operation of the plant
could only be enabled by introducing acontrol system covering all buildings,”explains Ralf Naseband, GiA managingdirector and project manager for this proj-ect.
A client/server network with 50,000measuring points is used for central oper-ation and monitoring of the existing heat-ing, air-conditioning and ventilation sys-tems of all buildings at the Biberach plant.For this system, GiA developed a conceptbased on Simatic IT that enables centralaccess and a secure data storage of the rel-evant measuring points, and that meetsthe high system availability requirements.A common algorithm that enables rapid
readout of the controllers was developed for the grad-ual transition from Simatic S5 to S7. According to RalfNaseband, “This enabled thenew system to be integratedsmoothly with the existinghardware. At the same time, itwas possible to easily inte-grate the new buildingsequipped with S7 controllersinto the system.”
Safe system architecturethroughout the plant
The heart of the plantwidebuilding control technologyis a redundant central serverthat records process data andlogs all the operating pro-cesses. The server also pro-vides graphic representationof the individual buildings,and can access all the actualvalues of the air-conditioningand heating systems throughthe network.
The user interface devel-oped by GiA ensures that theapplication has the look andfeel of a native Windows ap-plication. The front end of thebuilding control technologytherefore offers the advan-tages of a user interface withclearly understandable in-structions, buttons, and selec-tion menus. The applicationalso provides a transparentoverview of the whole sys-tem, with versatile inspec-tion and comparison capabil-
process news 3/2004
17
Find out more:www.siemens.com/pharmaceuticalswww.siemens.com/solution-providerE-mail: [email protected]
GiA mbH Gesellschaft für Industrielle Automatisierung
Process automation, IT services, qualification/validation
Founded: 1989
Address:GiA mbH Gesellschaft für Industrielle AutomatisierungDönhoffstr. 39 D-51373 LeverkusenGermany
Contact:Ralf NasebandPhone: +49(0) 214/ 83067-0 Fax: +49(0) 214/ 83067-97www.gia.deE-mail: [email protected]
In addition to optimizing energy efficiency, the GMP-compatible designof the building control technology wasof central importance
For the production plants in the bio-pharmaceutics section, 600,000 cubicmeters of air must be conditionedevery hour
ities. All in all, it is an important step be-yond previous individual solutions. A grad-uated administration of the system withdifferent user groups ensures that onlyauthorized access to the system is possi-ble.
Qualification and validation for the world market
The entire system has been IQ/FQ quali-fied in order to meet the high demandsof the international pharmaceutical in-dustry. Since the U.S. market is especiallyimportant for sales in the biopharmaceu-tical industry, the control technology hasalso been validated according to the reg-ulations of the American Food and DrugAdministration. The new control technologyarchitecture is now in operation through-out the entire site in Biberach, and is gen-erating a good working atmosphere. ■

cals. The coated aluminum strip is thendried and cut to size. The exhaust gasesproduced during production are cleanedin the downstream utilities.
Continuous improvement
Siemens conducted a process analysis forthe production facility in Leeds to identifyand exploit hidden rationalization poten-tial. This led to a continuous improve-ment project in which Siemens was ableto improve the plant availability consider-ably so that productivity rose by morethan 10 percent.
The project executives at Kodak Poly-chrome Graphics were so impressed bythis excellent result that they immedi-ately placed another order with Siemens:Siemens created a new basic design pack-age, including an investment cost esti-mate for a new production plant in Tianjinin China. This project has been success-fully completed, and Siemens is nowworking on a bid for the automation andelectrical installations for the plant inTianjin. ■
Find out more:www.siemens.com/chemicalsE-mail: [email protected]: [email protected]
process news 3/2004
18Process Optimization
CASE STUDY
D espite the magazine crisis and theprice slump in the printing indus-try, there is a segment of the mar-
ket that is exhibiting 10 percent annualgrowth worldwide: the computer-to-plateprocess, where printing templates formagazines are transferred directly to aroll-offset plate coated with photosensi-tive substances. This method allowsprinting plates to be made much morerapidly – and enables editors to add last-minute reports before printing.
One of the leading manufacturers ofsuch computer-to-plate printing plates isU.S.-based Kodak Polychrome Graphics,which develops and produces innovativesolutions – both digital and conventional– for the printing industry.
Prize-winning innovation
The production facility in Leeds is one ofthe most progressive in the entire cor-porate group and is always supplyingvaluable ideas for new developments. Forinstance, the Elektra Excel thermo plate –one of the most innovative plates for thethermal computer-to-plate process – wasdeveloped in Leeds. Kodak PolychromeGraphics Leeds even received an innova-tion award from the Queen of Englandfor this plate in 2003.
The printing plates are made in a multi-stage process. A high-quality aluminumstrip is first roughened electrolyticallyand coated with photosensitive chemi-
Siemens optimizes printing plate production at Kodak
Faster to PrintIt all began with an intensive process analysis – and ended with a more
than 10 percent increase in plant productivity. The Siemens project team that developed and implemented a continuous improvement
project for Kodak Polychrome Graphics in Leedsleft an impressive calling card for Siemens
Customized Solutions. And because ofthis project, Siemens won a follow-up
order for a new Kodak plant in China.
The Elektra Excel plate, one of the thermo plates producedin Leeds, received an innovationaward from the Queen ofEngland
Scie
nce
phot
o
Kodak: Polychrome Graphics

Pharmaceutical Industry
process news 3/2004
19CASE STUDY
gredients, and the second isolator wasequipped with the necessary analyzingequipment to examine and test the relevantparameters with regard to quality assur-ance. Here, regulation of the continuousambient temperature of 4 degrees Celsiusthat was necessary in the analysis sectiontook on special significance.
Regulations regarding product and per-sonal protection also had to be observedduring transport between the isolators.Transport therefore takes place using spe-cial transport containers and appropriatelysecured and monitored gates.
The implemented controller also had toperform an automatic leak test, and mon-itor the process values that must be main-tained under all circumstances within the
I solators have been among the most in-teresting and innovative technologiesfor many years and are being deployed
increasingly in the production of phar-maceutics and drugs. Their use has ad-vantages in the compartmentalization ofsensitive processes such as ensuring steril-ity, avoiding contamination, or providingpersonal protection. Closed-process plantscan be set up with isolators that makeclean-room zoning much easier. Highly ac-tive substances that create a strong effectin the organism in even the smallest ofquantities can then be produced andprocessed under absolutely controlledconditions.
M+W Zander develops and producesstandard and process-optimized isolatorsfor the international pharmaceutical in-dustry. Recently, one of these process-optimized plants with two isolators wasproduced and commissioned for a largepharmaceutical company. Because highlyactive and toxic substances will be pro-duced in this plant, the company insistedon the strictest requirements regarding thesterility of the conditions, the impenetra-bility of the containment system, and theoperating reliability of the entire plant.
The whole system had to satisfy Euro-pean and U.S. health regulation standardsfor the manufacture of pharmaceuticalproducts, and was planned according to theappropriate requirement profiles. Specialemphasis was placed on the measuredvalue recording, which had to be designedin accordance with 21 CFR Part 11.
The first isolator was equipped with aprocess plant for manufacturing active in-
Find out more:www.siemens.com/automationE-mail: [email protected]
Simatic controls isolators for pharmaceuticsproduction
A Pocket-sizedPharmaceutics FactoryThe fully air-conditioned isolators from M+W Zander Products GmbHare not only of interest as stand-alone solutions for individual tasksin pharmaceutics production; they can also be combined in compact,reliably isolated production and test systems. A Simatic S7-300controller ensures reliable control of ambient conditions.
In the isolators made by M+W Zander,highly active substances, which maybe dangerous in even the smallest ofamounts, can be processed safely
M+
W Z
ande
r
Koerber
whole plant. And because the productionprocess extends over a period of severalmonths, long-term stability and availabil-ity were additional important criteria in theselection of the components used.
Reliable with Simatic
The nucleus of the automation and isola-tors is in each case a Simatic S7-300 withCPU314 and the corresponding I/O mod-ules. The controller has been integrated to-gether with all the assemblies necessary foroperation in the technical section on top ofthe isolator. In addition to the basic func-tions for operating and monitoring theisolator, all the relevant process values arerecorded and monitored. An OP170 graphicoperator panel with a clear text display isused for operation. The values are enteredand changed on the touchscreen.
Frank Lehmann, product manager atM+W Zander, explains the choice of Simaticas a PLC platform for isolators: “We rely onSiemens for robust and mature technologyto meet the high requirements of pharma-ceutical plants. The worldwide acceptanceof Simatic by our customers was also in-strumental in the decision.” ■

The networking of intelligent fielddevices from different manufactur-ers via an open communication in-
terface offers users great advantages.Process and plant data and status infor-mation are available to the control systemat all times, and the process instrumenta-tion devices can also be managed, para-meterized, commissioned, and serviced viafieldbus. The prerequisite for this ap-proach is an open field device managementsystem that supports the appropriate man-agement, service, and engineering func-tions.
Open engineering is key
In the past, each individual device usuallyhad its own engineering tool with whichthe device parameters could be adaptedand modified – in other words, as manytools could exist as there were field devicetypes.
To simplify this increasingly complexsituation, the first solutions offeringopen, manufacturer-neutral device man-agement tools were introduced a few yearsago. The user can now choose betweentwo methods: the established descriptiondata–based method and the new drivercomponent–based method.
Driver component–based concept
The driver component–based solutionwas published by the PNO as a directiveunder the name Field Device Tool (FDT).
process news 3/2004
20Process Instrumentation
TECHNOLOGY
The parameterization tool is based on anActiveX program supplied by the manu-facturer as a driver for the respective de-vice. This Device Type Manager (DTM) isinstalled in a master frame application.The concept is similar to that of printerdrivers in a Windows environment. Thecontrol system supplier responsible forthe integration of the various driver pro-grams provides the frame applicationwith an FDT interface in the engineeringsystem.
The number of driver programs to beinstalled increases with the number offield device types in the system. Manufac-turers can use the DTM Style Guide for ori-entation to ensure that the HMI of the var-ious driver programs is as uniform as pos-sible for the various process instruments.At the moment, there is no standard apartfrom the PNO directive that defines thecontent and form of the DTM interface.
With the DTM approach, the revision ofa process instrument usually also involvesthe revision of the driver program and itsreinstallation or update in the control sys-tem. On average, one change is made perdevice per year, so the driver programsmust be modified and installed that oftenas well. In addition, cross influences orcompatibility problems between differ-ent driver programs or with the controlsystem software in which the DTM driversare integrated cannot always be com-pletely ruled out.
Comparing open device-management concepts
Finding the Right SolutionThere are two basic solutions for manufacturer-independent integration of fielddevices in asset management and control systems: driver-based concepts such asfield device tool / device type manager (FDT/DTM) technology, which represents a relatively new method, or description data–based solutions such as ElectronicDevice Description (EDD), which has been established on the market for quitesome time. Either technology will succeed only if it has economic advantages.Siemens shares the opinion of the Profibus User Organization (PNO). According to PNO guidelines, DTM technology should be used in complex distributed devices.The description data–based variant is the more robust and lower-cost solution forregular process instrumentation devices.
Siem
ens

process news 3/2004
21
Description data–based concept
In the description data–based solution,the concept of descriptive (product) datasets – the so-called Electronic DeviceDescription (EDD) – is used. This EDD isread and interpreted by a browser, similarto an Internet browser that interprets anddisplays HTML pages.
The device manufacturer creates theEDD in the internationally standardElectronic Device Description Language (EDDL), which contains the static productdata necessary for parameterization of,among other things, the device’s contextand the manipulation instructions forthese data. If the manufacturer modifiesits field device, it supplies the control sys-tem’s browser tool with a new EDD. TheEDD is independent of the operating sys-tem, so no Windows-specific programsneed to be created.
Find out more:www.siemens.com/processinstrumentationE-mail: [email protected]
Comparison of the basic features of DTM/FDT and EDD
FDT/DTM
based on software programs (driver concept)
standard interface FDT
first applications running; further development will be pursued by the FDT Joint Interest Group
individual user interface; flexible and versatile for display and handling of data, including graphics
tool-independent use; drivers run in frame application
version compatibility must be considered; the base is MS COM/Net
EDD
based on description files
established, tried and tested technology that has been on the market for many years
standardized; further development by the IEC in progress
uniform user interface for all devices
tool-dependent use; robust tool (PDM) available
independent of the operating system
Bid
Disassembly
Service
Operaton
Engineering
Plan
t Li
fe C
ycle
The similarly standardized browsertool is provided by the control systemmanufacturer. For EDD interpretation,Siemens has developed the Simatic PDMprocess device manager, with which morethan a thousand different Profibus andHart field device types can be managed.Since the appropriate device descriptionsfor all Hart field devices are available, theIEC-compliant Simatic PDM can provideimmediate access to all the 14 million Hartand Profibus devices installed over thelast 12 years.
Advantages in industrial applications
The considerable maintenance effort re-quired under some circumstances forFDT/DTM technology must be taken intoaccount in the assessment of both solu-tions. For this reason, FDT/DTM technolo-gy is recommended for parameterizationonly in complex devices in which otheravailable and tested technologies are insuf-ficient. For less complex process instru-mentation, the description data-based con-cept is a more robust and reliable solutionthat has proven itself in a widely installeddevice base. EDD is the technically opti-mum and best-proven solution for instru-ments in the process industry. ■
Open engineering interfaces are a decisive factor in the lifecycle of a device

process news 3/2004
22Breweries
CASE STUDY
T singtao, by far the oldest brewery inChina, is an institution that has be-come firmly anchored in people’s
minds over more than 100 years. The his-tory of the company founded by Germanmerchant Heinrich Siefert in 1903 beganwith brewery technology supplied by theformer machine manufacturer Germaniain Chemnitz. Tsingtao has since becomewell known internationally and is fast be-coming one of the ten largest breweries inthe world. Today the Tsingtao BreweryCompany is represented by more than 40subsidiaries in more than 70 countries.
Tsingtao’s relations with Siemens arealmost as old as the brewery itself. Thepartnership recently achieved anothersuccess: the conversion of the processautomation of the brewery house in theTsingtao Works 2 to the latest version of theBraumat Classic process control system. For
Siemens implements first Braumat system in China for Tsingtao
Teamwork GuaranteesSuccessThe automation of production processes in a brewery is a job for special-ists. With Braumat, a process control system developed for breweriesbased on the Simatic technology already proven in many other indus-tries and applications, Siemens was able to demonstrate its extensiveexperience in this field – winning a contract with one of the largestbeer breweries in the world and installing the first system of thiskind in China.
Siemens, the Tsingtao proj-ect was significant not onlyas a continuation of thecompany’s relations withthe traditional Chinesebrewery; it was also thefirst time the new Brau-mat system had beeninstalled in China.
Integrated andtransparent system
The brewery’s new pro-cess control system con-sists of a Simatic S7 con-troller and seven Simatic ET200M distributed systemsconnected to the controllervia Profibus DP. Two redun-dant servers collect and managethe information from the systemand send it to the brewery’s oper-ator stations and the MES and ERPsystems. The system is also alreadyconfigured to enable easy integration ofthe tank farm and the filter cellar with theexisting Braumat system. Other productionsectors, such as the utilities and filling ar-eas, can also be integrated with the controlsystem if required.
All the operating functions at Tsingtaonow take place within Braumat. The previ-ous mimic panel has been replaced by agraphical user interface that runs on con-ventional PCs and offers extensive usersupport through numerous reports, dia-grams, and trend analyses. In addition, thesystem automatically indicates any devia-tions from the set points. It makes theSi
emen
s
The international project team was ableto benefit from both local and industryexpertise

process news 3/2004
23
entire production pro-cess more transpar-ent and allows imme-diate, specific re-sponse to problemsand changes in re-quirements. The inte-grated recipe func-tions of Braumat 5.3offer Tsingtao flexi-ble job managementand support fast, easyconversion to differ-ent recipes and new
product variants. Tsing-tao now has a proven
system at its disposal thatis distinguished by a high
degree of integration and aredundant system design.
Success as a team
Critical to the success of the proj-ect was unrestricted knowledge
transfer between Siemens, the Chinesesystem partner SIAS in Shanghai, and
Tsingtao. One of the special challenges ofthis project was the limited time availablefor converting the plants to Braumat. To-gether, the brewing industry specialists atSiemens, the local project team, and thepeople responsible at Tsingtao were ableto overcome all the difficulties. The excel-lent team performance also greatly im-pressed Zhaoping Wang, works manager atTsingtao, as he confirmed in an official let-ter to Siemens: “In the four months be-tween the beginning of the project and final completion, the project team has per-
formed all its tasks – from the systemdesign to the on-site test – exactly on sched-ule. The excellent team spirit and the greatcommitment were a decisive factor in thetrouble-free completion of the project.”
In Zhaoping Wang’s opinion, the inter-continental and intercultural collabora-tion proved a total success. “Braumat 5.3has had immediate positive effects on ourproduction,” he said. “This system upgradehas not only improved the control andprocesses of our brewery, but has alsobrought new knowledge in terms of projectmanagement, installation, and systemtests. We were very impressed by the closecooperation and look forward to continu-ing the partnership.”
More projects to follow
Tsingtao is very pleased with the newprocess control system. Since the sched-uled commissioning in March 2004, Brau-mat has met all the company’s require-ments for the production process and theassociated quality assurance. Moderni-zation of the automation solution in thetank farm and the filter cellar is alreadyplanned, and the other plant sections areto be integrated gradually with Braumat.After the successful completion of thissignificant first step, nothing stands in the way of further cooperation betweenTsingtao and Siemens. ■
Find out more:www.siemens.com/beveragesE-mail: [email protected]
Both Tsingtao and Siemens were very satisfied with the Braumatpremiere in the brewhouse
Siem
ens

process news 3/2004
24Specialty Chemicals
CASE STUDY
Bayer operates a styrene productionfacility in Map Ta Phut in Thailandthat supplies base materials for a
number of polymers and plastics. The com-pany wished to equip a small-lot com-pounding line that produces colored ther-moplastics resin with an automation sys-tem that was state of the art and also fitBayer’s worldwide technology standards.
The aim was an integrated solution forthe automation of the entire productionprocess – a task that was completedthrough close cooperation between Bayerand Siemens directly on-site in Thailand.The Simatic PCS 7 process control systemprovided the basis.
Innovative technology
Simatic PCS 7 and the Bayer toolkit controlall processes in the plant. The compound-
ing line is one of the first in the world to usethe latest version 6.0 of PCS 7. Simocodeand Simoreg (DC Drives), linked to the con-trol system by Profibus, were used as well.The feeders are also integrated with thecontrol system via a gateway.
The front end is a graphical user inter-face that is now being used in all Bayerplants throughout the world. It is charac-terized by a flowchart that displays the en-tire production process so that the operat-ing personnel have a complete overview ofthe current production steps at all times.New recipes can be created using a PC inthe lab sector and then simply up- or down-loaded to the control system in the form ofExcel tables. After completion of a batch, allthe production-related data are returnedfor documentation, and can also be dis-played as an Excel table.
Concept based on standards
The automation concept was implementedjointly with local partners and uses standardroutines developed by Bayer and SiemensThailand. The application is a typical exam-ple of a company-wide strategy encounteredtoday in more and more globally activecompanies: exploiting rationalization po-tential in production through the standard-ization of processes and systems. With thecompany’s unique combination of a localpresence and global know-how, Siemens isable to optimally support this strategy. ■
Siemens implements integrated automationsolution for Bayer Thailand
Think Global – Act LocalGlobal companies are increasingly relying on standardizedprocesses and systems in order to exploit rationalization potential for spare parts, training, and service across all their locations. Bayer is no exception. The company-widespecifications were recently implemented with theSimatic PCS 7 process control system in the moderni-zation of a small batch line in Thailand.
Find out more:www.siemens.com/chemicalsE-mail: [email protected]
The projectteams of Bayerand Siemensworked closelytogether toimplement thestandardizedsolution

Fifth anniversary of the Munich Airporthydrogen project
CleanEnergyfor theFutureWhether in a 7-series BMW withhydrogen propulsion, a hydrogen-driven forklift, or a bus that draws itsenergy from fuel cells, hydrogen isconquering more and more areas ofapplication as a clean, practically CO2-neutral energy source. Theincreasingly widespread application of hydrogen is due in part to thehydrogen project at Munich Airport.
process news 3/2004
25TREND
Munich Airport is considered atechnology pioneer in Germany.The airport continually attempts
to improve efficiency by using new tech-nologies and concepts. One high-tech ap-plication at Munich Airport is the hydrogenproject, which includes the first public hy-drogen fuel station in the world. This proj-ect is extremely important in preparing theway for hydrogen technology, as the Bavar-ian minister Dr. Otto Wiesheu stressed dur-ing the celebrations commemorating theproject’s five-year existence.
Twelve leading technology companies inBavaria – including the process and gasspecialist Linde, BMW, and Siemens asautomation supplier – are collaborating onthis project to enable widespread com-mercial use of hydrogen as an energysource.
New directions in pilot applications
The project is being financed in equal partsby the Bavarian Ministry of Economy,
Infrastructure, Traffic, and Technology,and the companies involved. The projectteam presented a number of new tech-nologies on the occasion of the five-yearanniversary, including a new extremelycompact steam cracker from Linde that canbe used for distributed hydrogen recoveryfrom natural gas, and a new filling systemwith which the hydrogen-driven airportbuses can be refueled at 350 bar. Siemenssupplied the automation technology forthese new system components, as it has al-ready done for existing systems such as afully automatic filling arm and an elec-trolyzer for hydrogen recovery by elec-trolysis.
Another highlight is a bus that is sup-plied with energy by a new proton-ex-change-membrane fuel cell. The new bus,which was developed and built by MAN incooperation with Ballard Power Systems,combines the fuel cell with an efficientenergy store and a modern electric drivesystem. Siemens supplied the electric
Alternative Energies
drive system for this bus with two three-phase current asynchronous 1PV5135-type motors.
Ideas become reality
The general consensus of those involved isthat the results after five years are verypromising. What was long considered adream – namely, utilizing hydrogen as alow-pollution, environmentally friendly,and inexhaustible source of energy for in-dustry, traffic, and the private sector –could become a reality within the next 10years. The hydrogen project at MunichAirport will certainly make its own contri-bution toward this goal. ■
Bild
nac
hw
eis
High tech at the airport: the hydrogen project in Munich
Find out more:E-mail: [email protected]

process news 3/2004
26Process Instrumentation
TECHNOLOGY
S itrans Probe is the award-winningSiemens Compact device “The Probe”taken to a higher level. It offers a
longer measurement range and an im-proved signal-to-noise ratio that enhancesecho-processing features such as SonicIntelligence and Auto False-Echo Sup-pression for greater accuracy and relia-bility.
Two versions for greater versatility
Sitrans Probe LU is a 2-wire, loop-poweredultrasonic transmitter ideal for continuouslevel, volume, and flow monitoring in foodstorage applications, chemical storage ves-sels and open channels. The measurementrange is up to 12 meters (40 ft.) on liquidsand slurries. New echo-processing fea-tures include a Low Noise transmitter andpatented Noise Shield. The transducer isavailable as ETFE or PVDF to suit varyingchemical and temperature conditions.
Sitrans Probe LR is a 2-wire, loop pow-ered, 5.8 Gigahertz (6.3 Gigahertz in NorthAmerica) radar transmitter, ideal for leveland volume monitoring in applicationswith chemical vapors, temperature gradi-ents, vacuum or high pressure. The meas-urement range is 0.3 to 20 meters (1–65ft.). It has a patented Uni-Constructionpolypropylene rod antenna that offers
excellent chemical resistance and is her-metically sealed. The Uni-Construction an-tenna includes an internal, integratedshield that eliminates vessel nozzle inter-ference.
Sitrans Probe increases level monitoring options
Double ScoreWith experience of over a million wide-ranging field applications and nineteenpatents, Sitrans Probe level transmitters provide greater functionality andsuperior performance in two level technologies. Using either ultrasonic or radardetection, Sitrans Probe is suited for a broad spectrum of applications.
Innovative design and easy set-up
Sitrans Probe LU and Sitrans Probe LRcombine innovative transducer and an-tenna designs, as well as remote com-munication using Simatic PDM and HART.Set-up is simple without opening the lid,even in hazardous areas, using thepatented intrinsically safe infrared hand-held programming device. ■
Find out more:www.siemens.com/processinstrumentationE-mail: [email protected]
Siem
ens

infosinfosDo you want to know more about the systems and solutions forthe process industry from Siemens Automation and Drives?Simply visit our information portal on the Internet:
www.siemens.com/processautomation
onlineonline
specials
www.siemens.com/processnews
Here you can download the current issue and past issues ofProcess News in PDF format, or search directly for articles aboutspecific topics, technologies or systems in the Reference Center.
specials
27DIALOGUE
Impressum process news 3-04PublisherSiemens Aktiengesellschaft,Automation and Drives Division (A&D), Gleiwitzer Str. 555, 90475 Nuremberg
Germany
www.siemens.com/automation
Group Executive ManagementHelmut Gierse, Anton S. Huber, Alfred Ötsch
Responsible for ContentPeter Miodek
Responsible for Technical ContentCornelia Dürrfeld
ConceptChristian Leifels
EditorCornelia Dürrfeld, Siemens AG, A&D SPSiemensallee 84, 76187 Karlsruhe, GermanyTel.: +49 (0) 7 21/5 95-25 91Fax: +49 (0) 7 21/5 95-63 [email protected]
Editorial CommitteeIan Bowman, Catherine Derkosh, Boris Diekmann, Dr. Michael Gilluck,Achim Heim, Hans-Jürgen Huber, Walter Huber, Bernd Langhans, Harald Mag,Yves Masson, Hartmut Oesten, Rüdiger Selig, Dieter Stolz, Roland Wieser
Publishing HousePublicis KommunikationsAgentur GmbH, GWACorporate Publishing ZeitschriftenP.O. Box 3240, 91050 Erlangen, GermanyTel.: +49 (0) 91 31/91 92-5 01Fax: +49 (0) 91 31/91 92-5 94
Editor in chief:Kerstin Purucker
Layout: Jürgen Streitenberger
Copy editing:Irmgard Wagner
DTP: Doess, Nuremberg
Druck: Stürtz AG, Würzburg
process news is published quarterly
Circulation: 32,000
Job number: 002100 RPE43
© 2004 by Siemens Aktiengesellschaft Munich and Berlin.
All rights reserved by the publisher.
This edition was printed on environ-mentally-friendly chlorine-free paper.
ISSN 1430-2292 (Print)
The following products are registeredtrademarks of Siemens AG:BRAUMAT, ET 200, SIMATIC IT, SIMOCODE,SIMOREG, SIMOVERT, SIPAR, SITRANS, TIA
If trademarks, trade names, technicalsolutions or similar are not listed above,this does not imply that they are notregistered.
The information provided in thismagazine contains merely generaldescriptions or characteristics ofperformance which in case of actual usedo not always apply as described or whichmay change as a result of furtherdevelopment of the products. Anobligation to provide the respectivecharacteristics shall only exist ifexpressly agreed in the terms of contract.
Order number: E20001-M6304-B100-X-7600
Printed in Germany
know-howknow-howSimatic PCS 7 Validation ManualThe new manual dealing with guidelines for implementing auto-mation projects in a GMP environment is available now. It describes the required software and procedures for configuringSimatic PCS 7 in accordance with GAMP 4 and 21 CFR Part 11. It liststhe prerequisites for configuring control systems as well as the re-quirements for control systems in a GMP environment. Moreover,it contains guidelines for configuration in a GMP environmentwith standard Simatic PCS 7 software and additional hardware andsoftware components.You can order the manual in German and English through yourlocal Siemens sales person. More information on the Internet:
www.siemens.com/pharmaceuticals
On the occasion of the K and Glasstec industry fairs this fall,Siemens is presenting two special magazine editions: "spectrumplastics” for the plastics industry and "GlassFocus” for glass pro-duction and glass processing. The two magazines provide infor-mation on products, solutions and services dedicated to the specif-ic industry.Both specials are available in English and German. Interested? Just order your free issue from October (spectrum plastics) orNovember (GlassFocus) via e-mail:
simatic ITs
MANUFACTURING EXECUTION SYSTEMS
SIMATIC® IT – the Manufacturing Execution System (MES) by Siemens –helps you to continuously coordinate and optimize all manufacturingrelevant applications and resources. The result is a sustainable increasein quality, efficiency and flexibility leading to higher profitability andcompetitiveness. With its unique and fully ISA-95 compliant modelingapproach SIMATIC IT dramatically reduces the solution’s TCO (Total Costof Ownership) by offering an unrivalled degree of transparency, flexibility,scalability and compatibility.
w w w. s i e m e n s . c o m / s i m a t i c - i t
Synchronize your productionSIMATIC IT – standard based andmodular MES by Siemens