procesos industriales de separación -...
TRANSCRIPT

Planta Piloto de FermentacionesDepartamento de Biotecnología
Procesos Industriales de Separación
Sergio Huerta OchoaUAM-Iztapalapa

Planta Piloto de FermentacionesDepartamento de Biotecnología
BIOTECNOLOGÍA ENZIMÁTICAY BIOCATÁLISIS
BIOTECNOLOGÍA AGRÍCOLA Y VEGETAL
BIOTECNOLOGÍA DE ALIMENTOS y BEBIDAS
BIOTECNOLOGÍA AMBIENTAL
BIOINGENIERÍA Y FERMENTACIONES
FISIOLOGÍA MICROBIANA
BIOTECNOLOGÍA MARINA
BIOTECNOLOGÍA MÉDICO FARMACÉUTICA
BIOENERGÍA Y BIOCOMBUSTIBLES
BIOLOGÍA SISTEMAS Y CIENCIAS ÓMICAS
BIOMATERIALES NANOESTRUCTURADOS
http://www.smbb.com.mx/

Planta Piloto de FermentacionesDepartamento de Biotecnología
Son procesos basados en la utilización de células vivas (silvestres o sometidas a manipulación genética) o sus subcomponentes (enzimas).
PROCESOS BIOTECNOLÓGICOS
Medio ambiente
Agricultura
Farmacia
MedicinaCiencia de los alimentos

Planta Piloto de FermentacionesDepartamento de Biotecnología
“ UPSTREAM”- formulación de medios- desarrollo de inóculo- esterilización- inoculación
“ DOWNSTREAM ”- extracción de producto, purificación y refinamiento- tratamiento de aguas- recuperación de subproducto
FERMENTACIÓN
Esquema de un bioproceso

Planta Piloto de FermentacionesDepartamento de Biotecnología
Proceso de bioseparación
• Definición: Recuperación, aislamiento, purificación y refinamiento de productos sintetizados por procesos biotecnológicos
• Definición extendida: Etapas de refinamiento final de procesos tales como tratamiento de efluentes y purificación de agua por biotecnología.
El procesamiento de un producto después de la fermentación se denomina “ downstream processing” (procesamiento descendente )

Planta Piloto de FermentacionesDepartamento de Biotecnología
Además, queremos una alta pureza del producto. Para aplicaciones médicas a veces 99.999 %
¡¡¡ El fermentador contiene mucha agua !!!Varía entre 80 % en el caso de la producción de alcohol y 95 % para algunas proteínas
terapéuticas
El producto puede estar dentro de los microorganismos (intracelular). Tenemos que destruir estas células, para obtener el producto.
El caldo de fermentación es una mezcla compleja, que a menudo contiene compuestos que se asemejan a los productos,
Problemas específicos:

Planta Piloto de FermentacionesDepartamento de Biotecnología
¿Por qué necesitamos bioseparación?
• Enriquecimiento del producto objetivo
• Reducción de volumen
• Remoción de impurezas específicas
• Mejoramiento de la estabilidad del producto
• Alcanzar las especificaciones del producto
• Prevención de la degradación del producto
• Prevención de otras catálisis diferentes a las deseadas
• Prevención de envenenamiento del catalizador

Planta Piloto de FermentacionesDepartamento de Biotecnología
Retos en ingeniería de bioseparaciones
•Bajas concentraciones de producto•Gran número de impurezas•Termolabilidad de bioproductos•Estrecho margen de operación de pH y fuerza iónica•Sensibilidad al esfuerzo cortante de bioproductos•Baja solubilidad de bioproductos en solventesorgánicos•Inestabilidad de bioproductos en solventes orgánicos•Estrictos requerimientos de calidad
•Porcentaje de pureza•Ausencia de impurezas específicas
Un proceso ideal de bioseparación debe combinar alta capacidad con alta selectividad, y debe asegurar estabilidad del producto

Planta Piloto de FermentacionesDepartamento de Biotecnología
Efecto del producto en el proceso de separación
Extensión y tipodel proceso de
separación
Naturalezadel producto
Calidadrequerida(Mercado)
Planta Piloto de FermentacionesDepartamento de Biotecnología
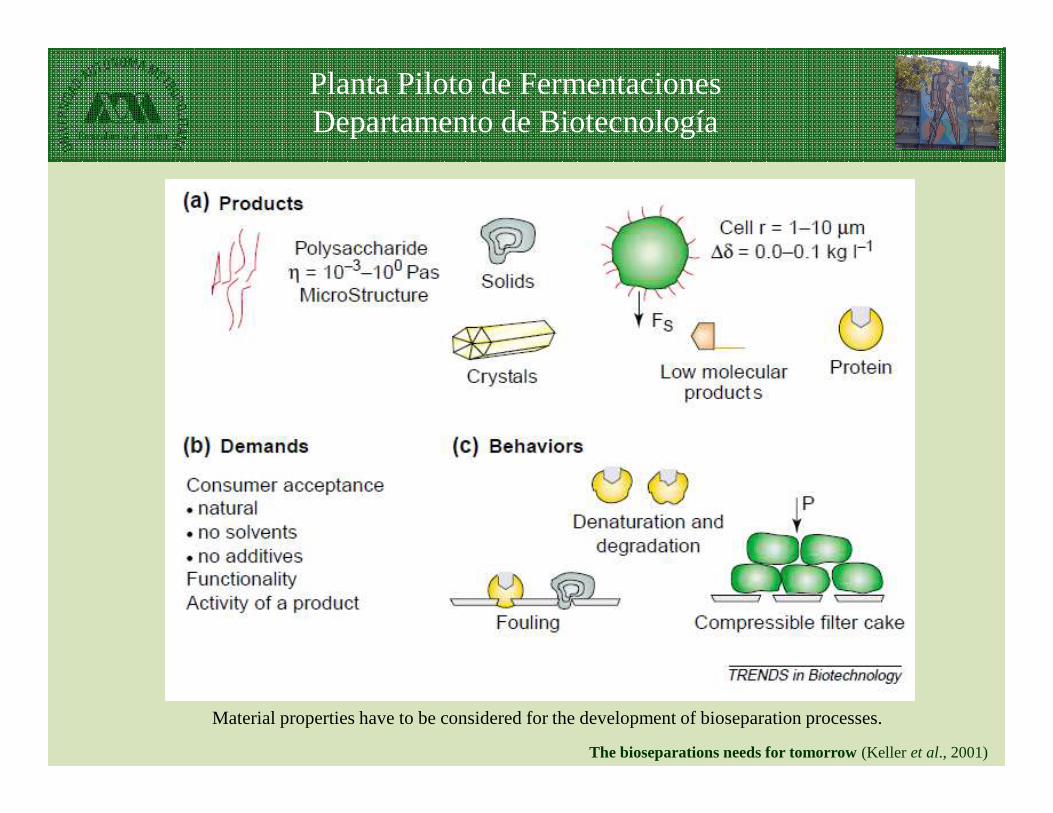
The bioseparations needs for tomorrow (Keller et al., 2001)
Material properties have to be considered for the development of bioseparation processes.

Planta Piloto de FermentacionesDepartamento de Biotecnología
Productos biológicosProductoProductoProductoProducto NaturalezaNaturalezaNaturalezaNaturaleza dededede lalalala bioseparaciónbioseparaciónbioseparaciónbioseparación
requeridarequeridarequeridarequeridaBebidas alcohólicas:Cerveza, vino, licores
Clarificación, distilación
Ácidos orgánicos:Ácido acético, ácido cítrico
Precipitación, filtración, adsorción, extracción con solventes
Vitaminas:Vitamina C, vitamina B12, riboflavina
Precipitación, filtración, adsorción, extracción con solventes
Amino ácidos:Lisina, glicina, fenilalanina
Precipitación, filtración, adsorción, extracción con solventes
Antibióticos:Penicilinas, neomicina, bacitracina
Precipitación, filtración, adsorción, extracción con solventes
Carbohidratos:Almidón, azúcares, dextranas
Precipitación, filtración, adsorción
Lípidos:Glicerol, grasas, ácidos grasos
Precipitación, filtración, adsorción, extracción con solventes

Planta Piloto de FermentacionesDepartamento de Biotecnología
Productos biológicos (cont...)Proteínas:Alimentos y sus aditivosNutracéuticosEnzimas industrialesHormonasEnzimas farmacéuticasProductos derivados de plasmaAnticuerpos monoclonalesFactores de crecimientoTrombolíticosProteínas derivadas de r-DNAProteínas de diagnósticoVacunas
Filtración, precipitación, centrifugación, adsorción, cromatografía, separacionesbasadas en membranas
Productos basados en DNA:Pruebas de DNA, plásmidos, nucleótidos, oligonucleótidos
Filtración, precipitación, centrifugación, adsorción, cromatografía, separacionesbasadas en membranas

Planta Piloto de FermentacionesDepartamento de Biotecnología
Un buen proceso de separación:
• Asegura la pureza deseada del producto
• Asegura la estabilidad del producto
• Mantiene costos bajos
• Es reproducible
• Es escalable
• Cumple con las regulaciones establecidas

Planta Piloto de FermentacionesDepartamento de Biotecnología
La economía del proceso está determinada por:
• Capital invertido• Costos de operación• Otros factores
– Eficiencia de las operaciones unitarias individuales
– Pérdidas en cada etapa
– Destrucción o degradación del producto durante el proceso
– Estado físico del producto al final de cada etapa
– Costo del tratamiento del efluente

Planta Piloto de FermentacionesDepartamento de Biotecnología
Correlación entre concentración de producto antes de la purificación y precio de venta
Precio de venta ($/kg)
10 -3 10 -1 10 1 10 3 10 5 10 7 10 9 10 1110 -7
10 -5
10 -3
10 -1
10 1
10 3
10 5
Agua
EtanolÁcido cítrico
Factor VIIII
Urokinasa
Luciferasa
PenicilinaTreonina
CefalosporinaGentamicina
Proteasasmicrobianas
Amilasas
Ácido giberélico
Renina
Hormona humana de crecimientoActivador plasminógenode tejido
Vacuna B hepatitis
Glicerofosfatodeshidrogenasa
Insulina
Glucosaoxidasa
Amino ácidos
Antibióticos
Enzimas
Enzimas dediagnóstico Anticuerpos
monoclonales Enzimasterapéuticas
(Knight, 1989)
Planta Piloto de FermentacionesDepartamento de Biotecnología
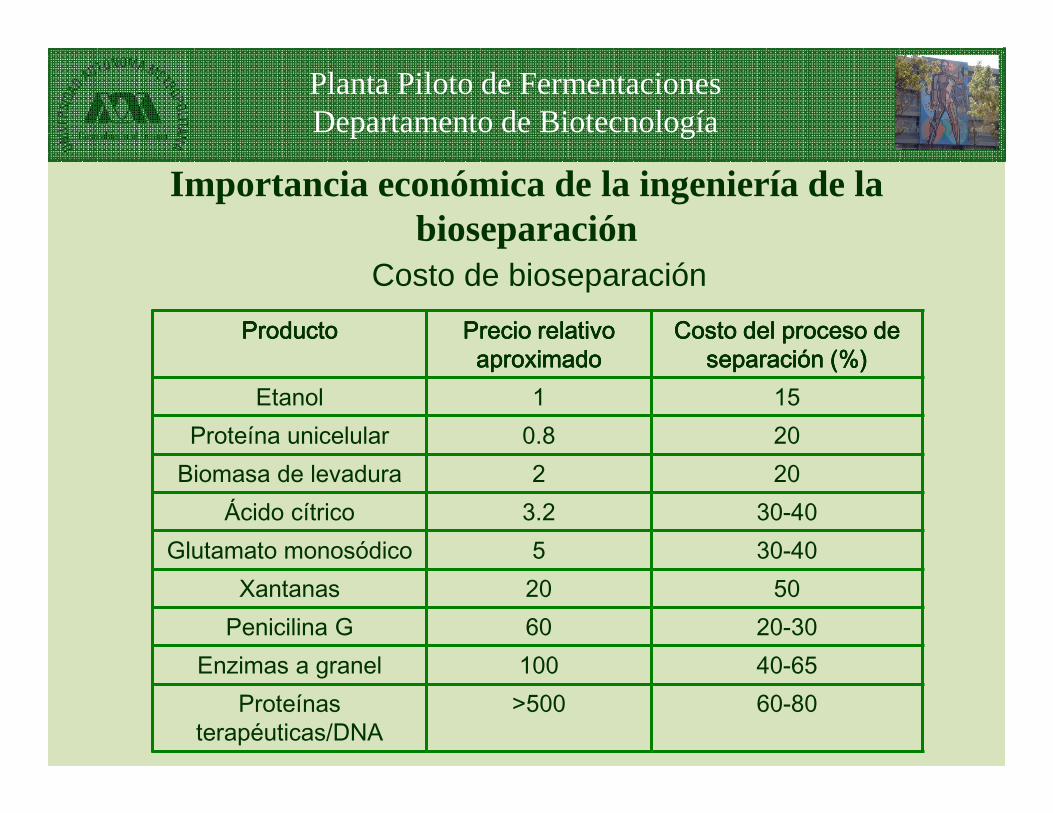
Importancia económica de la ingeniería de la bioseparación
Costo de bioseparación
ProductoProductoProductoProducto Precio relativo Precio relativo Precio relativo Precio relativo aproximadoaproximadoaproximadoaproximado
Costo del proceso de Costo del proceso de Costo del proceso de Costo del proceso de separación (%)separación (%)separación (%)separación (%)
Etanol 1 15Proteína unicelular 0.8 20
Biomasa de levadura 2 20Ácido cítrico 3.2 30-40
Glutamato monosódico 5 30-40Xantanas 20 50
Penicilina G 60 20-30Enzimas a granel 100 40-65
Proteínas terapéuticas/DNA
>500 60-80

Planta Piloto de FermentacionesDepartamento de Biotecnología
Importancia de los procesos de separacióna diferentes niveles de producción
Nivel de producción Alto1 Medio2 Bajo 3
Fuente m.o.seleccionado
m.o. mutadosy DNA recomb.
m.o.DNA recomb.
Pureza requerida Bajo70 - 99 %
Mediana a alta90 - 99 %
Alta99.95 - 100 %
Eficiencia de recuperación 90 - 100 % 50 – 90 % 5 – 50 %Costo recup./costo de producción 0.1 – 0.2 0.3 – 0.7 0.5 – 0.9Costo recup./(costo de producción+ costo de desarrollo)
0.1 – 0.2 0.1 – 0.5 0.01 – 0.2
1 Ácido cítrico, 300,000 TON/año (1987)2 Insulina, 1 TON/ año (1987)3 Interferon, 10-5TON/año (1987)

Planta Piloto de FermentacionesDepartamento de Biotecnología
Estrategias para bioseparación
Están disponibles un gran número de métodos de bioseparaciónLa estrategia está basada en como estos métodos pueden ser mejor
utilizados para una separación dada
Se necesita tomar en cuenta lo siguiente:• El volumen de la corriente de proceso• La abundancia relativa del producto en esta corriente de
proceso• El uso que se le intenta dar al producto, esto es,
requerimientos de pureza• El costo del producto• Requerimientos de estabilidad

Planta Piloto de FermentacionesDepartamento de Biotecnología
Las tecnologías de separación pueden clasificarse de acuerdo a su principio fundamental(Las barras representan el costo relativo de cada proceso)
The bioseparations needs for tomorrow (Keller et al., 2001)

Planta Piloto de FermentacionesDepartamento de Biotecnología
Pureza
Etapas
•Purificación inicial•Estabilización•Clarificación•Concentración
Remoción de:proteínas, ácidos nucléicos,
endotoxinas y virus
Pureza final
Captura
Purificaciónintermedia
Refinamiento
Proceso de purificación cromatográfica de macromoléculas

Planta Piloto de FermentacionesDepartamento de Biotecnología
Capacidad
Recuperación
Resolución
Velocidad
Selección y combinación de técnicas de purificación
Cada técnica ofrece un balanceEntre resolución, capacidad,Velocidad y recuperación
Minimice el manejo de la muestraMinimice el número de etapasUse diferentes técnicas en cada etapa

Planta Piloto de FermentacionesDepartamento de Biotecnología
Propiedades de las técnicas de purificación comúnmente usadas
Precipitación porpH
Carga Alta Muy baja Medio Bajo >1 mg ml-1 Volumen pequeñoConcentración alta
Precipitación con(NH4)2SO4
Hidrofobicidad Alta Muy baja Alto Bajo >1 mg ml-1 I altoVolumen pequeñoConcentración alta
Extracción en dosfases acuosas
MezclaBioafinidad
AltaAlta
Muy bajaAlta
AltoVariable
BajoAlto
Puedecontenersólidos
Concentración depolímero alta (PEG)
Cromatografía deintercambio iónico
Carga Media Media Medio Medio I BajopH correcto
I altopH diferente
Cromatografía deinteracciónhidrofóbica
Hidrofobicidad Media Media Medio Medio I alto I bajopH diferente
Cromatoenfoque Carga / pI Baja Alta Medio Alto I bajo Presencia de anfolitos
Cromatografía deafinidad de teñido
Mezcla Media Alta Medio Medio I bajopH neutral
I altopH diferente
Cromatografía deafinidad de ligando
Bioactividad Media-Baja Muy alta Bajo Alto Dependientesobre elligando
Condiciones dedesnaturalizaciónpotencial
Cromatografía depermeación en gel
Tamaño Muy baja Baja Alto Medio Volumen bajo Diluido
Técnica Propiedadexplotada
Capacidad Resolución Rendimientopromedio
Costo Composiciónmuestra
Composiciónproducto

Planta Piloto de FermentacionesDepartamento de Biotecnología
Estrategia convencional:
• Recuperación, aislamiento, purificación y refinamiento
• Basado en arreglos lógicos de métodos de bioseparación
• Las técnicas de baja resolución, alta capacidad (por ejemplo, precipitación, filtración, centrifugación, cristalización) se usan primero para recuperación y aislamiento
• Las técnicas de alta resolución (por ejemplo, adsorción, cromatografía, electroforesis) son entonces usadas para purificación y aislamiento

Planta Piloto de FermentacionesDepartamento de Biotecnología
Métodos de bioseparaciónBaja resolución – alta capacidad• Ruptura celular• Precipitación• Centrifugación• Extracción líquido-líquido• Percolación• Filtración• Extracción con fluídos supercríticos• Microfiltración• DiálisisAlta resolución – baja capacidad• Ultracentrifugación• Adsorción• Cromatografía de lecho empacado• Separación por afinidad• Electroforesis
Planta Piloto de FermentacionesDepartamento de Biotecnología
Métodos de bioseparación (cont...)
Alta resolución-alta capacidad
• Ultrafiltración
• Cromatografía de lecho fluidizado
• Cromatografía de membrana
• Cromatografía de columna de “Monolith”

Planta Piloto de FermentacionesDepartamento de Biotecnología
Captura
Capacidad
Recuperación
Resolución
Velocidad
� Use una técnica de alta capacidad para reducir el volumen de la muestra� Concéntrese en lo robusto y simple de la primera etapa de purificación
� Definición: Purificación inicial de la molécula objetivo de un material crudo� Meta: Rápido aislamiento, estabilización y concentración

Planta Piloto de FermentacionesDepartamento de Biotecnología
Purificación intermedia
Capacidad
Recuperación
Resolución
Velocidad
� Use diferentes técnicas en cada etapa� Minimice el número de etapas
� Definición: Nueva remoción de contaminantes� Meta: Purificación y concentración
Planta Piloto de FermentacionesDepartamento de Biotecnología
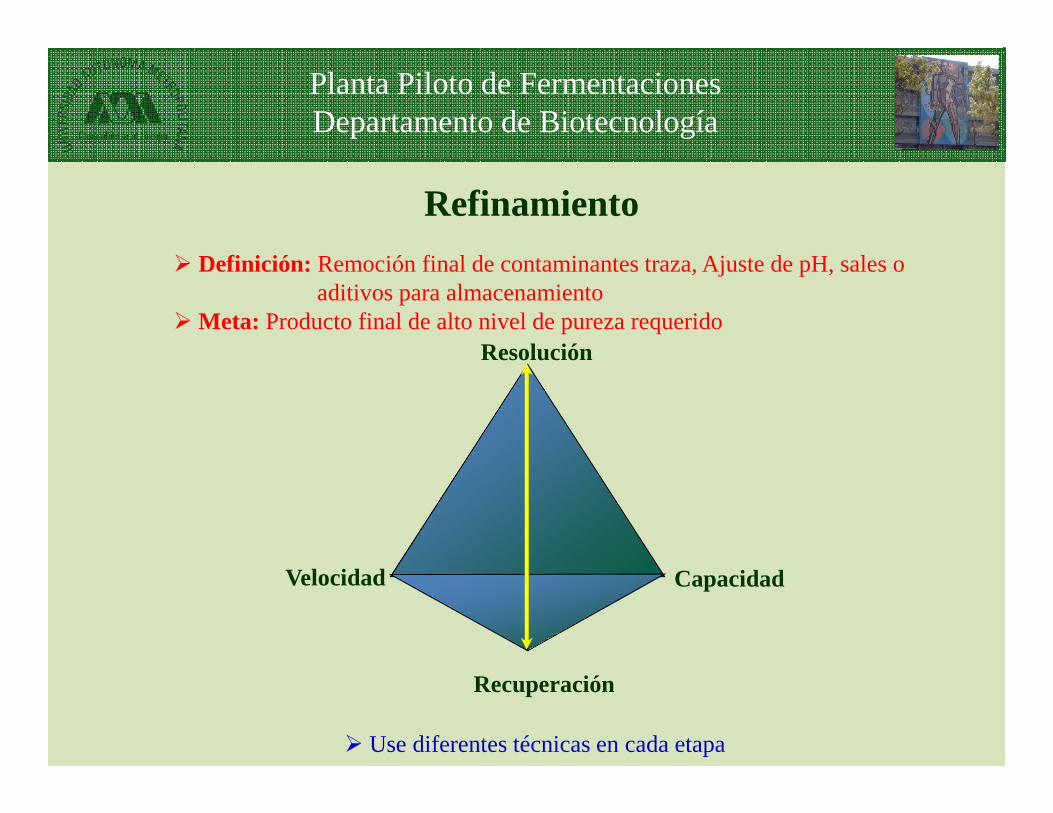
Refinamiento
Capacidad
Recuperación
Resolución
Velocidad
� Use diferentes técnicas en cada etapa
� Definición: Remoción final de contaminantes traza, Ajuste de pH, sales oaditivos para almacenamiento
� Meta: Producto final de alto nivel de pureza requerido

Planta Piloto de FermentacionesDepartamento de Biotecnología
Planeando las estrategias de purificación
Elección de las técnicasCapacidad(C)Resolución(R)Rendimiento de proteínaCosto
Ordenando las técnicasPrecipitación (alta C y baja R)Intercambio iónico (mediana C y mediana R)Cromatografía de afinidad (mediana/baja C y alta R)

Planta Piloto de FermentacionesDepartamento de Biotecnología
Reducción del volumen de operación en cada etapa
Reduccióndel volumen
Precipitación
Centrifugación
DiálisisIntercambio iónico
Filtración en gelSecado Enzima
en polvo
Sobrenadante
Precipitado

Planta Piloto de FermentacionesDepartamento de Biotecnología
The bioseparations needs for tomorrow (Keller et al., 2001)
In bioseparation, the challenge is to find and adapt the relevant types of separation technologies. Abbreviations: E, evaporation separation process; M, membrane separation process; S, sorption (ab/adsorption) separation process.
Planta Piloto de FermentacionesDepartamento de Biotecnología
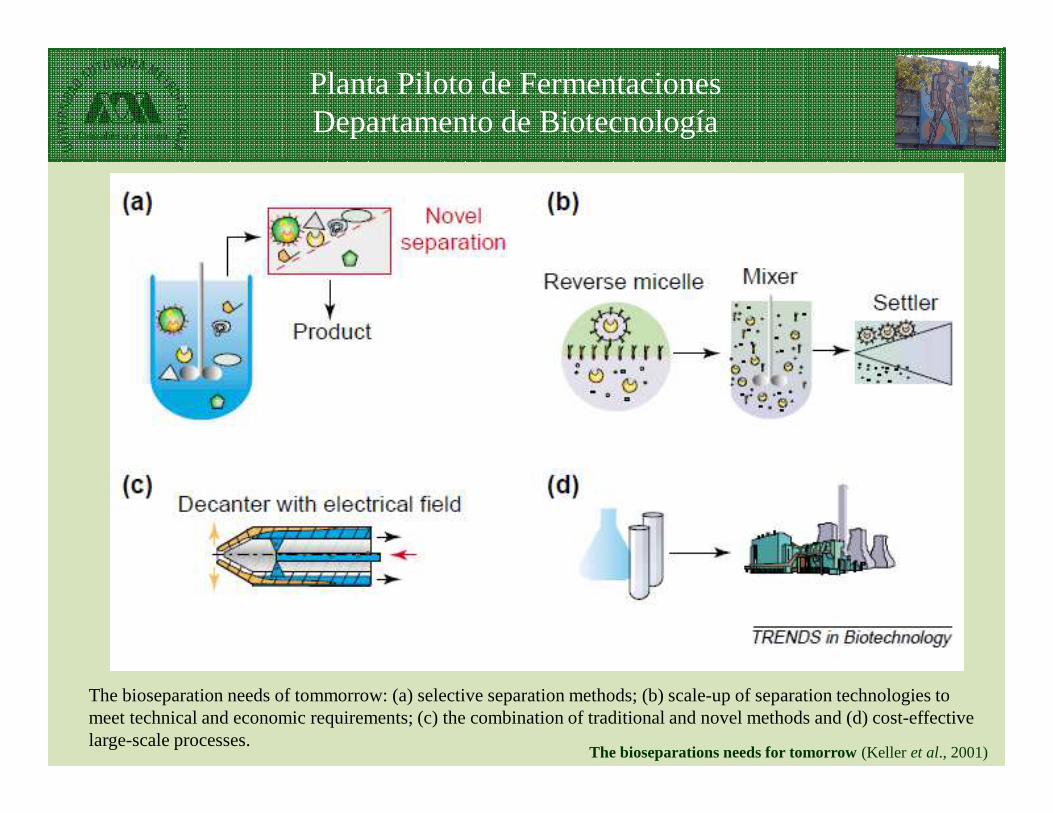
The bioseparations needs for tomorrow (Keller et al., 2001)
The bioseparation needs of tommorrow: (a) selective separation methods; (b) scale-up of separation technologies to meet technical and economic requirements; (c) the combination of traditional and novel methods and (d) cost-effective large-scale processes.

Planta Piloto de FermentacionesDepartamento de Biotecnología
Producción de celulasas (Ghose y Pathak, 1973)
Cultivo sumergido
Cultivo sólido(Técnica koji)

Planta Piloto de FermentacionesDepartamento de Biotecnología
Producción de enzimas
Cultivo microbiano
Fermentador para siembra
Cultivo sumergido Cultivo sólido
Extracto crudo
Adición deestabilizantes
Enzima en solución
Precipitación
Cromatografía
Secado
Enzima en polvo

Planta Piloto de FermentacionesDepartamento de Biotecnología
Ubicación de las enzimas
Centrifugación o filtración
Rompimientocelular
Centrifugacióno filtración
Precipitación Cromatografía
Secado Ultrafiltración
Extracciónlíquido-líquido
Enzimasextracelulares
Enzimasintracelulares

Planta Piloto de FermentacionesDepartamento de Biotecnología
Estrategia de purificación
Calidad
Cantidad
Economía
Producción
Enzima

Planta Piloto de FermentacionesDepartamento de Biotecnología
Preservando la actividadMinimizar
a) Desnaturalización
c) Inactivación
b) Proteólisis

Planta Piloto de FermentacionesDepartamento de Biotecnología
El problema más común es la pérdida de actividad repentina, debida a:
• Falla del ensayo• Composición incorrecta del buffer• Impureza de los reactivos• Proteólisis• Precipitación• Presencia de un inhibidor• Pérdida de un inhibidor o cofactor

Planta Piloto de FermentacionesDepartamento de Biotecnología
Conceptos de purificación de proteínas
• Factor de purificación– Es la relación entre la actividad específica después de una
técnica de purificación y la actividad específica en el extracto crudo
• Rendimiento– Es la evaluación de la cantidad de actividad o proteína
activa obtenida después de una técnica de purificación. Generalmente es reportada en %.
Siendo el 100% la actividad del extracto crudo

Planta Piloto de FermentacionesDepartamento de Biotecnología
Frecuentemente se necesitan muchas etapas de separación en un proceso
En cada etapa puede perderse producto y resultar en una gran pérdida
Por ejemplo:Si esperamos una pérdida del 10 % del producto de cada etapa. El rendimiento en 5 etapas sería: 0.59 %
• Otro problema en biotecnología es la gran cantidad de residuos, principalmente contaminación del agua.
• Podemos reducir las pérdidas de producto y desechos mediante una elección inteligente de las fases del proceso y la forma de ordenarlos en la cadena de proceso.
No. de EtapasRendimiento
Por etapa (%)Rendimiento
global
Después de 1 etapa 0.90 0.90
Después de 2 etapas 0.90 0.81
Después de 3 etapas 0.90 0.73
Después de 4 etapas 0.90 0.66
Después de 5 etapas 0.90 0.59Esto significa que el número de etapas es muy importante !!!
Planta Piloto de FermentacionesDepartamento de Biotecnología
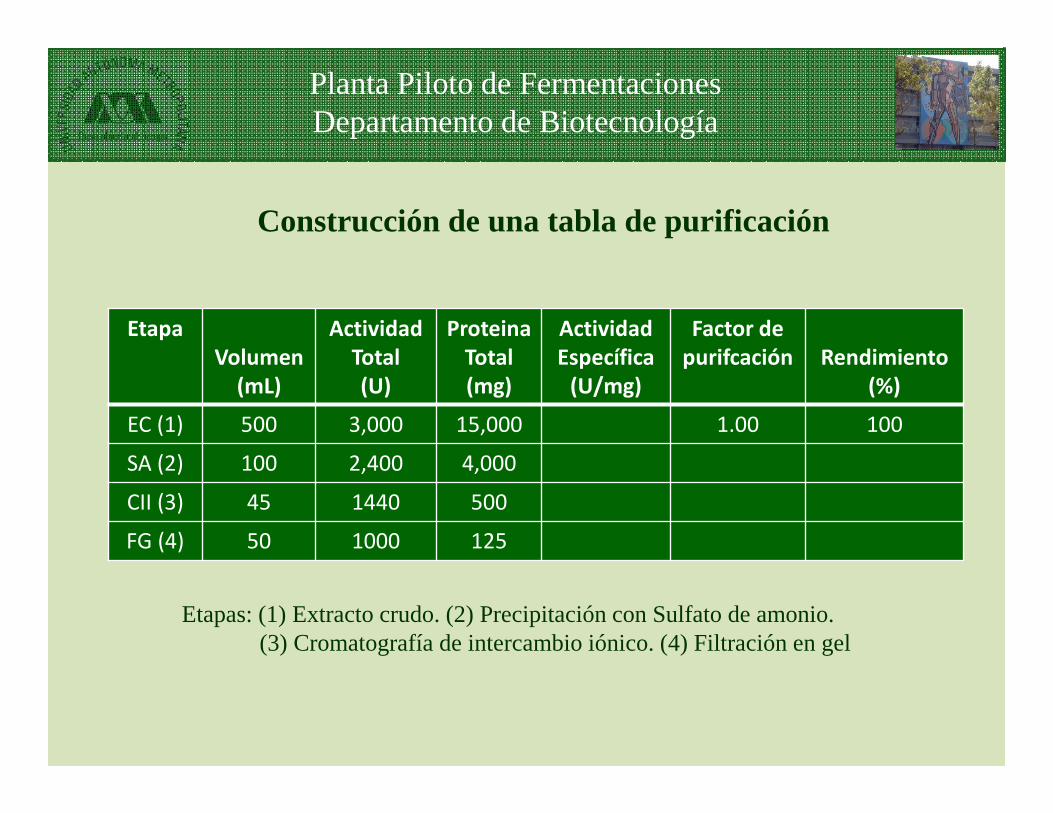
Etapa
Volumen
(mL)
Actividad
Total
(U)
Proteina
Total
(mg)
Actividad
Específica
(U/mg)
Factor de
purifcación Rendimiento
(%)
EC (1) 500 3,000 15,000 1.00 100
SA (2) 100 2,400 4,000
CII (3) 45 1440 500
FG (4) 50 1000 125
Etapas: (1) Extracto crudo. (2) Precipitación con Sulfato de amonio.(3) Cromatografía de intercambio iónico. (4) Filtración en gel
Construcción de una tabla de purificación
Planta Piloto de FermentacionesDepartamento de Biotecnología
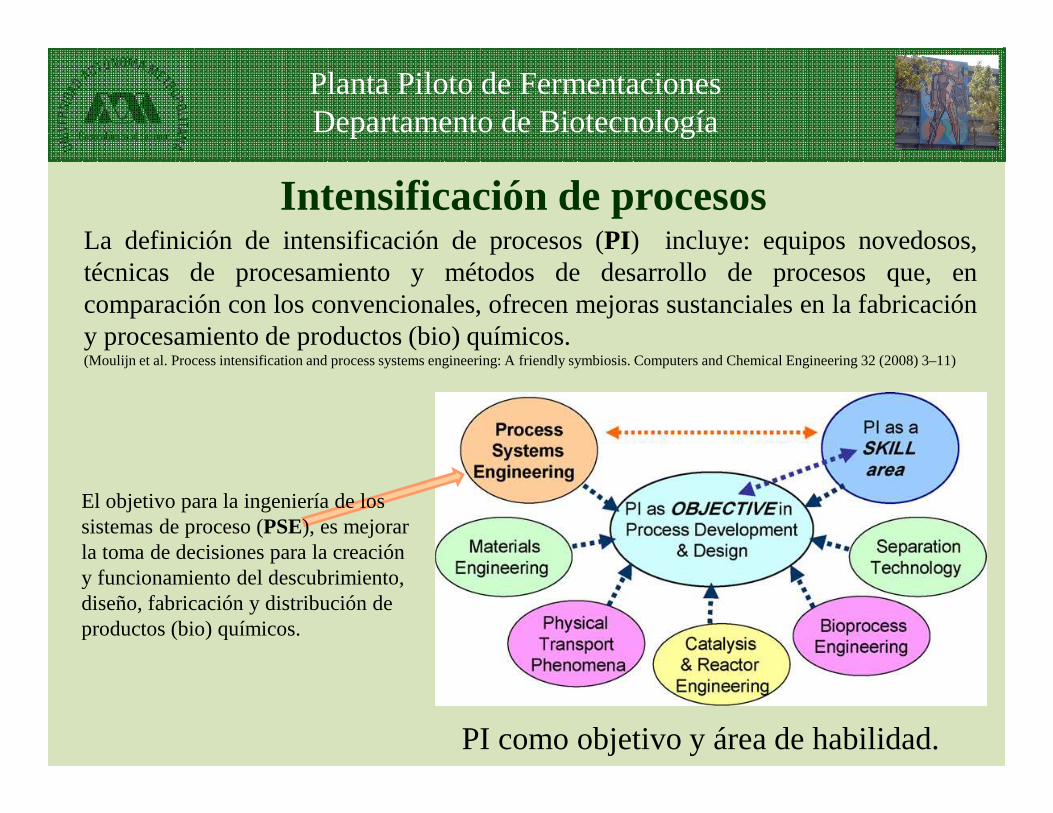
Intensificación de procesosLa definición de intensificación de procesos (PI) incluye: equipos novedosos,técnicas de procesamiento y métodos de desarrollo de procesos que, encomparación con los convencionales, ofrecen mejoras sustanciales en la fabricacióny procesamiento de productos (bio) químicos.(Moulijn et al. Process intensification and process systems engineering: A friendly symbiosis. Computers and Chemical Engineering 32 (2008) 3–11)
PI como objetivo y área de habilidad.
El objetivo para la ingeniería de los sistemas de proceso (PSE), es mejorar la toma de decisiones para la creación y funcionamiento del descubrimiento, diseño, fabricación y distribución de productos (bio) químicos.

Planta Piloto de FermentacionesDepartamento de Biotecnología
Objetos y escalas de estudio en PI y PSE
Moulijn et al. (2008) Process intensification and process systems engineering: A friendly symbiosis.Computers and Chemical Engineering, 32: 3–11.

Planta Piloto de FermentacionesDepartamento de Biotecnología
Moulijn et al. (2008) Process intensification and process systems engineering: A friendly symbiosis.Computers and Chemical Engineering, 32: 3–11.

Planta Piloto de FermentacionesDepartamento de Biotecnología
Comparación de un proceso de extracción de tres fases con el proceso de extracción convencional
La intensificación de procesos es una de las tendencias más importantes en la ingeniería química actual y en las industrias de procesos .
(Hui Zhou et al. 2010. Challenges and innovations in green process intensification. Sci. China-Chemistry, 53: 1470-1475).
Planta Piloto de FermentacionesDepartamento de Biotecnología

Planta Piloto de FermentacionesDepartamento de Biotecnología

Planta Piloto de FermentacionesDepartamento de Biotecnología