polymer processing
DESCRIPTION
A Presentation on various processes involved in the field of Polymer Processing.TRANSCRIPT

Prepared By: - Rohit SinhaB.Tech (CH) 4th Year
Roll No.-1006851031
POLYMER PROCESSING

POLYMER
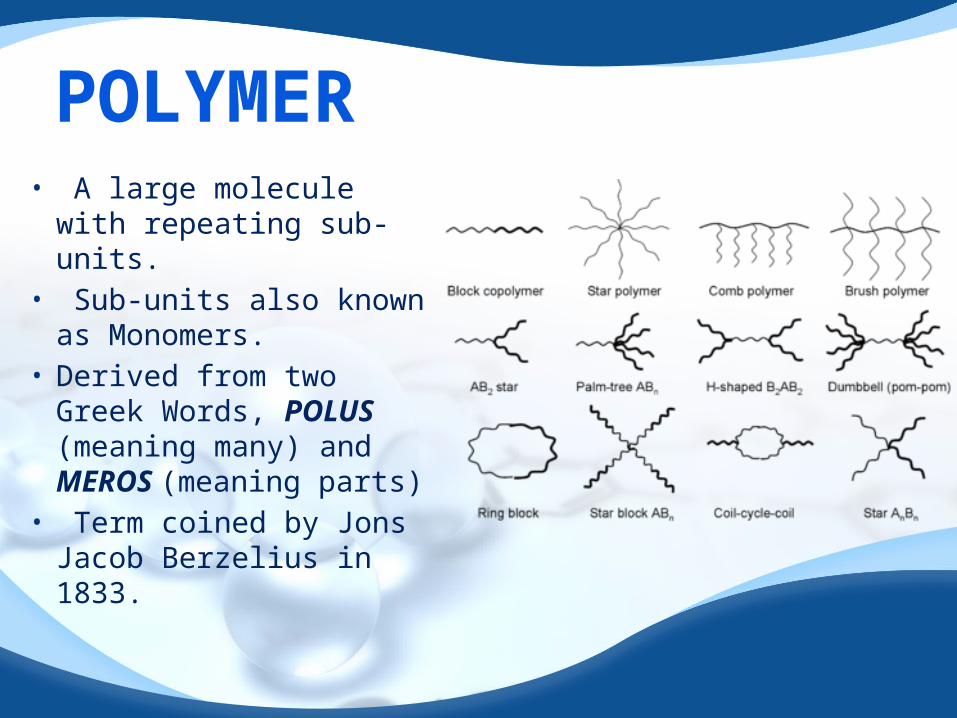
• A large molecule with repeating sub-units.
• Sub-units also known as Monomers.
• Derived from two Greek Words, POLUS (meaning many) and MEROS (meaning parts)
• Term coined by Jons Jacob Berzelius in 1833.
POLYMER
• Polymers are studied in biophysics and macromolecular science, and polymer science.
• Historically, polymers having linkages of covalent chemical bond have been the primary focus.
• Emerging important areas of the science now focus on non-covalent links.
• Polyisoprene (Latex Rubber) & the polystyrene (Styrofoam) are examples of polymeric natural/biological and synthetic polymers, respectively.
• In biological contexts, essentially all biological macromolecules i.e., proteins (polyamides), nucleic acids (polynucleotides), and polysaccharides—are polymeric in nature.
POLYMER
POLYMER PROCESSING
Manufactured polymers need to be converted into varying shapes, designs and colours to be used as end products.
Polymer processing is an engineering speciality used to convert polymeric materials into useful end products.
Processed polymers are cost effective, durable and can be used as substitute for many products.
POLYMER PROCESSING

Manufactured polymers in their pure form are called virgin polymers or virgin resins.
Except a few polymers like polystyrene, polyethylene etc., virgin polymers cannot be processed right away.
Compounding is the process of adding ingredients like plasticisers, vulcanising agents, stabilisers etc.
Lubricants are added to most polymers to reduce friction & improve within flow within processing machineries.
POLYMER PROCESSINGCOMPOUNDING

POLYMER PROCESSINGCALENDERIN
G DIE CASTING FILM CASTING
INJECTION MOULDING
COMPRESSION
MOULDINGBLOW
MOULDING
REINFORCING
POLYMER PROCESSING TECHNIQUES

CALENDERING
Employed to produce continuous films & sheets. A calendering machine is a set of highly polished metal
rollers rolling in opposite directions. The gap between the rollers determines the thickness
of sheet calendered out. Polyvinyl Chloride, Polyethylene, Acrylonitrile-
Butadiene-Styrene Copolymer (ABS) and rubbers are the main polymers which are calendered into sheets.
CALENDERING

Compounded polymeric material is fed between the rollers which are maintained at an elevated temperature & the sheet emerging from the rollers is cooled by passing through cold rollers. The sheets are finally wound up as
rolls.
CALENDERING

DIE CASTING

Die casting is a low cost process, converts a liquid prepolymer to a solid object with a desired shape.
Sheets, tubes, rods in limited lengths can be produced using this technique.
The dies for casting can be of Plaster of Paris, lead or glass
Acrylics, Epoxites, Polyesters, Phenolics and Urethanes are suitable for die casting.
DIE CASTING

DIE CASTING The prepolymer is poured into a
petridish. The dish is kept in an oven at a
high temperature for few hours. On cooling to room temperature,
the solid product, is pulled out. Instead of petridish we can also
use a cylindrical glass tube closed at one end to get a cylindrical product.

FILM CASTING

Used to produce polymeric films.
The solution is allowed to fall on an endless metallic belt.
Continuous sheet of polymer solution is formed on the surface of belt.
On solvent evaporation, a thin film of the polymer is formed.
The film could be removed by stripping.
FILM CASTING
Cellophane sheets & photographic films prepared by this process.

COMPRESSION MOULDING

Used to produce articles from thermosetting polymers. The thermosetting material is subjected to heat & pressure,
simultaneously. This is performed using a hydraulic press with heated plattens. Moulding temperature & pressure can be as high as 200OC &
70kg/cm3. The temperature and pressure depends on rheological, thermal
and other properties of the material to be moulded.
COMPRESSION MOULDING

Compounded material is placed in the cavity of the mould. Mould closes down under pressure, squeezing & compacting the material to shape of the cavity. On heating, the compacted mass gets cured and hardened to shape.
COMPRESSION MOULDING
• The mould has 2 halves, upper & lower or the male & female half.
• The lower half has a cavity & upper half contains a projection which fits into the cavity.
• The gap between the halves gives the shape of the moulded article.

INJECTIONMOULDING

• Best suited for producing articles made up of thermoplastic materials.
• The equipment cost is relatively high but the production rate is also high.
• In it, a definite quantity of molten thermoplastic material is injected under pressure into a cold mould where it solidifies to the shape of the mould.
INJECTION MOULDING
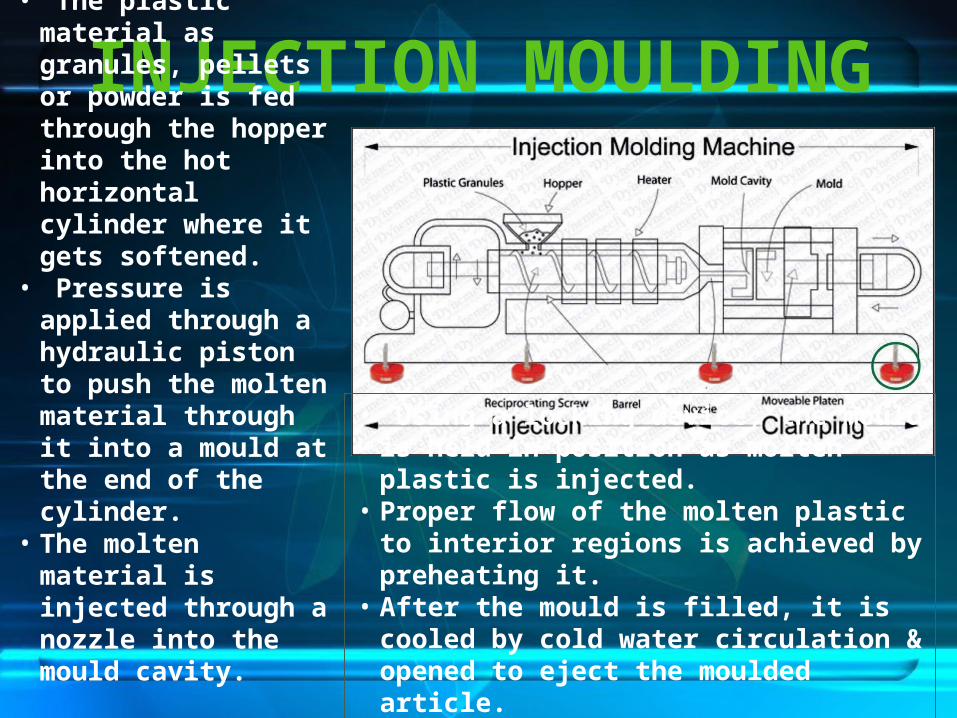
INJECTION MOULDING• The plastic material as
granules, pellets or powder is fed through the hopper into the hot horizontal cylinder where it gets softened.
• Pressure is applied through a hydraulic piston to push the molten material through it into a mould at the end of the cylinder.
• The molten material is injected through a nozzle into the mould cavity.
• Using a locking device, the mould is held in position as molten plastic is injected.
• Proper flow of the molten plastic to interior regions is achieved by preheating it.
• After the mould is filled, it is cooled by cold water circulation & opened to eject the moulded article.
BLOW MOULDING
Hollow plastic materials are produced by the moulding technique.
Containers, soft drink bottles & various hollow articles are produced by this process.
Thermoplastic materials like polyethylene, polycarbonate, PVC, polystyrene, nylon, acrylics, acrylonitrile & ABS polymer can be blow moulded.
Blow moulding is also extensively used in the glass making industry.
BLOW MOULDING
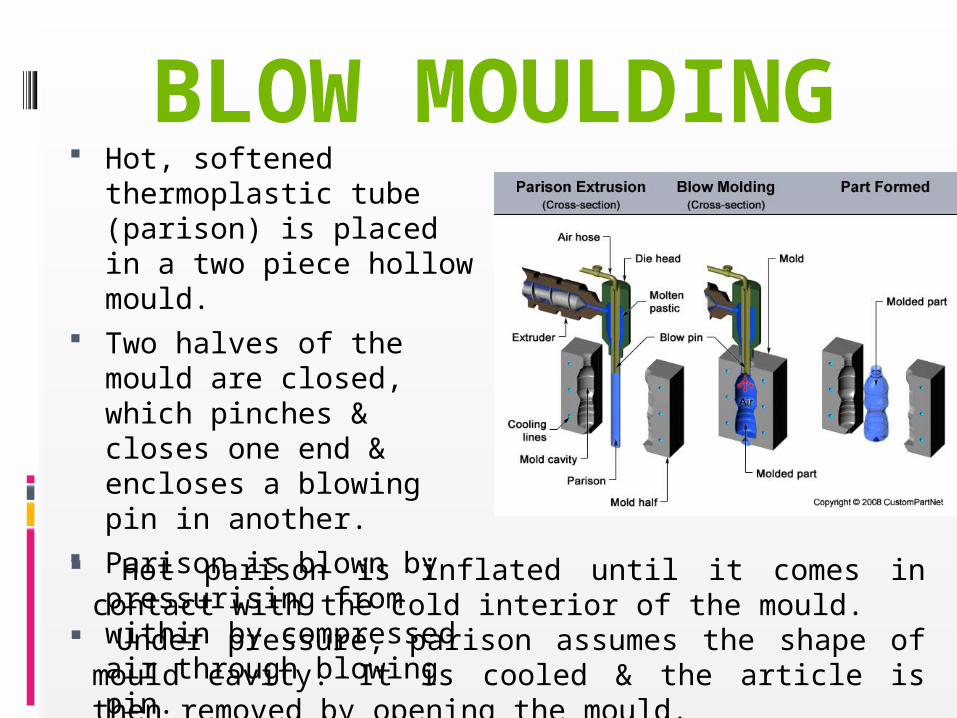
Hot, softened thermoplastic tube (parison) is placed in a two piece hollow mould.
Two halves of the mould are closed, which pinches & closes one end & encloses a blowing pin in another.
Parison is blown by pressurising from within by compressed air through blowing pin.
BLOW MOULDING
Hot parison is inflated until it comes in contact with the cold interior of the mould.
Under pressure, parison assumes the shape of mould cavity. It is cooled & the article is then removed by opening the mould.

REINFORCING
• Reinforcing a plastic matrix with a high-strength fibre material results in formation of fibre-reinforced plastics (FRP’s).
• FRP’s have outstanding properties like high strength-to-weight ratio & excellent corrosion resistance, thereby allowing usage in spacecraft, satellites & boat hulls.
• They are also employed as storage tanks for storing acids.
• The main reinforcing fibres used are glass, graphite, alumina, carbon, boron & beryllium. Natural fibres such as sisal, asbestos, etc., are also used for reinforcement.
• The selection of fibre, depends on the required properties in the end composite.
• Three of the most commonly used techniques for reinforcing are:-
1. The hand lay-up technique 2. The filament- winding technique
3. The spray-up technique
REINFORCING

• Simplest technique for producing reinforced plastic articles.
• Quality of end-product depends mainly on the skill of the operator.
• The mould is given a coating of release agent, then coated with a resin matrix.
• A pre-cut glass cloth is then laid over the resin layer. Another layer of the resin coating is spread over the glass cloth.
• Rollers press the glass cloth on the resin uniformly & remove entrapped air bubbles.
• Alternate layers of resin & glass cloth are laid in similar sequence. The whole set-up is then cured at high temperature. The reinforced plastic is then removed & finished properly.
REINFORCING
Sheets, auto body parts, boat hulls, ducts & building components are produced by this technique.
THE HAND LAY-UP TECHNIQUE
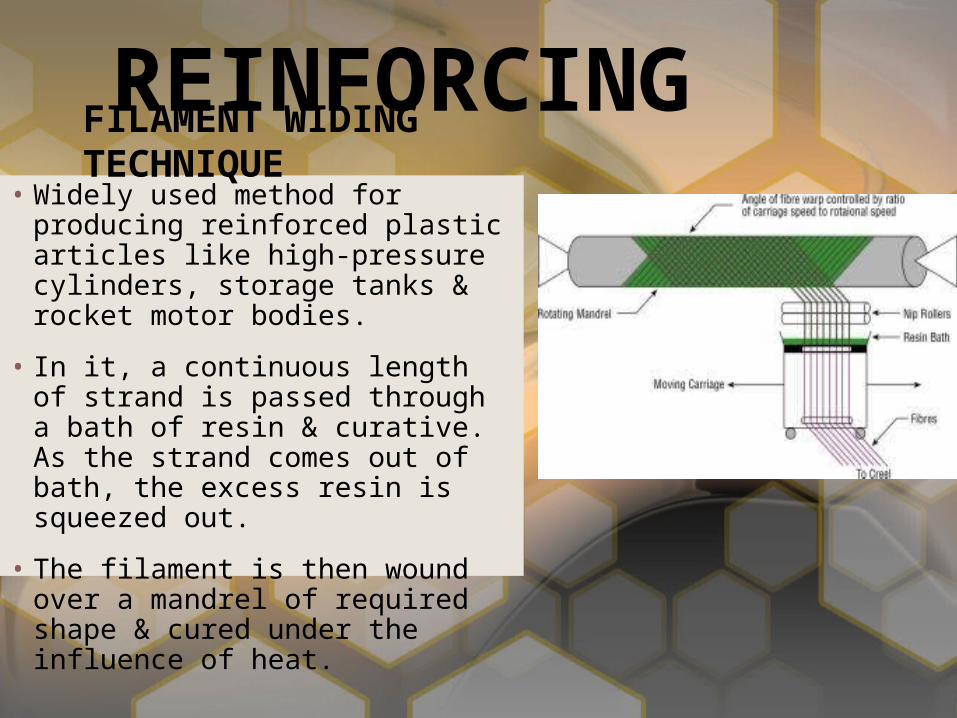
• Widely used method for producing reinforced plastic articles like high-pressure cylinders, storage tanks & rocket motor bodies.
• In it, a continuous length of strand is passed through a bath of resin & curative. As the strand comes out of bath, the excess resin is squeezed out.
• The filament is then wound over a mandrel of required shape & cured under the influence of heat.
REINFORCINGFILAMENT WIDING TECHNIQUE
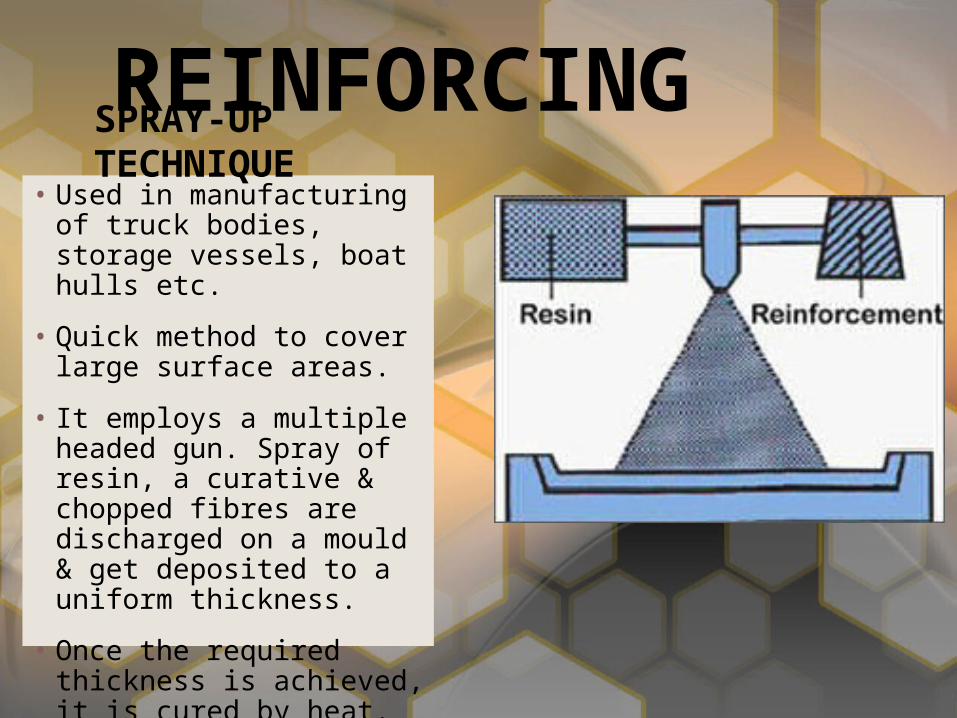
• Used in manufacturing of truck bodies, storage vessels, boat hulls etc.
• Quick method to cover large surface areas.
• It employs a multiple headed gun. Spray of resin, a curative & chopped fibres are discharged on a mould & get deposited to a uniform thickness.
• Once the required thickness is achieved, it is cured by heat. The material is then cooled.
REINFORCINGSPRAY-UP TECHNIQUE

THANK YOU