picker routing and storage-assignment strategies for
TRANSCRIPT

Picker routing and storage-assignment strategies for
precedence-constrained order picking
Ivan �ulj∗ Christoph H. Glock† Eric H. Grosse† Michael Schneider‡�
May 15, 2018
Abstract
Order picking describes the process of retrieving items from their storage lo-
cations to satisfy customer orders. Because order picking is considered the most
labor-intensive process in warehousing, e�ectively routing order pickers through a
warehouse can result in considerable time and cost savings. In practice, picker rout-
ing is often in�uenced by precedence constraints, i.e., the order-picking sequence
is partially predetermined due to fragility restrictions, stackability, shape, size, and
preferred unloading sequence. Although many warehouses face such precedence con-
straints for picking items (especially in the grocery sector), they are hardly consid-
ered in the scienti�c literature. This paper is inspired by a practical case observed
in a warehouse of a German manufacturer of household products, where heavy items
are not allowed to be stored on top of light items to prevent damage to the light
items. Currently, the sequence for retrieving the items from their storage locations
is determined by applying a picker-routing strategy that neglects this precedence
constraint, and the order pickers pack the items respecting their weights after pick-
ing. To avoid this sorting e�ort at the end of the order-picking process, we propose a
picker-routing strategy that incorporates the precedence constraint by picking heavy
items before light items. We develop an exact solution method to evaluate this strat-
egy. Furthermore, we examine the in�uence of di�erent problem parameters on the
proposed picker-routing strategy, and we derive managerial insights for dealing with
precedence constraints in order picking.
Keywords: logistics, warehousing systems, order-picking methods, precedence constraint,
picker-routing strategies, storage-assignment strategies.∗[email protected], Department of Procurement and Production, University of Hohenheim,
Schwerzstr. 40, 70599 Stuttgart, Germany†[email protected], [email protected], Department of Production and Supply
Chain Management, TU Darmstadt, Hochschulstr. 1, 64289, Darmstadt, Germany‡[email protected], Deutsche Post Chair � Optimization of Distribution Networks,
RWTH Aachen University, Kackertstr. 7 B, 52072 Aachen, Germany�Corresponding author. Tel.: +49 241 80-96185, Fax: +49 241 80-92168
1
1 Introduction
Retrieving items from their storage locations according to customer orders (order picking)
is considered the most laborious task in warehouses accounting for up to 65% of the total
operating costs (Drury 1988, Frazelle 2001, Coyle et al. 2002, Tompkins et al. 2010).
Therefore, the optimization of order-picking operations has signi�cant impact on the
overall performance of a warehouse and the overall supply chain.
Although advances in technology have enabled the use of automated storage and re-
trieval systems, in which items are transported via band conveyors or automated guided
vehicles to a central depot, it is estimated that about 80% of all order-picking systems
in Western Europe are picker-to-parts order-picking systems and still operated manually
(Wäscher 2004, de Koster et al. 2007). In such systems, order pickers walk or drive through
the warehouse to retrieve the requested items from their storage locations. Warehouses
often rely on humans for order picking because of their �exibility and ability to adapt to
changes in real-time in contrast to automated sorting systems (Grosse et al. 2015).
Among all order-picking activities in picker-to-parts systems (setup for the routes,
searching, traveling and picking), traveling is the most time-consuming activity with a
share of up to 50% of total order-picking time (Tompkins et al. 2010). Travel time
(or travel distance) mainly depends on item storage assignment (assignment of items to
storage locations) and routing pickers through the warehouse (determining the order-
picking sequence).
With respect to the routing of order pickers through the warehouse, our survey of
the literature showed that constraints arising in real-world application have often been
neglected in prior research. Recently, research has started to consider more realistic
characteristics of real-world warehouse activities like, e.g., product speci�c characteristics
such as fragility or weight and also human factors (see Chackelson et al. 2013, Grosse et al.
2013, 2015, Matusiak et al. 2014, 2017, Chabot et al. 2017). In practice, order picking
is often subject to precedence constraints (Chabot et al. 2017). These constraints de�ne
that certain items need to be collected before other items due to fragility, stackability,
shape and size, and preferred unloading sequence. Such constraints can often be found in
the grocery sector.
This paper is inspired by a practical case observed by the authors in a warehouse
of a German manufacturer of household products, where the items to be picked can be
roughly distinguished into light (fragile) and heavy (robust) items. In the warehouse of
our industry partner, items are categorized as 'light' if their weight does not exceed 0.75
kg, and otherwise as 'heavy'. To prevent damage to light items, order pickers are not
permitted to put heavy items on top of light items. Currently, the sequence for retrieving
items from their storage locations is determined by applying a simple s-shape routing
strategy that does not consider this precedence constraint. As a result, the order pickers
2

collect items that have been retrieved from the shelves of the warehouse into plastic
boxes without stacking items on top of each other. Upon completion of the order-picking
process, the order pickers travel back to the depot of the warehouse, where they pack the
collected items into cardboard boxes that are used for shipping the items respecting the
precedence constraint.
The paper at hand intends to improve the order-picking process observed in the ware-
house under study in two respects. First, to avoid that items have to be sorted at the
end of the order-picking process, the paper proposes a picker-routing strategy that incor-
porates the described precedence constraint and collects heavy items before light items.
This enables the order pickers to place retrieved items directly in the cardboard boxes
required for shipping the items and, thus, avoids the use of plastic boxes and the sorting of
items upon return to the depot. Second, to shorten travel distances in the warehouse, the
paper determines an optimal order-picking route, which leads to a quicker order-picking
process compared to the s-shape routing strategy. The paper compares the proposed
picker-routing strategy to the one observed in the warehouse and to an exact solution
approach that neglects the precedence constraint with regard to the resulting total tour
length and the sorting e�ort.
The main contributions of this paper are as follows: We propose a picker-routing
strategy for the case where order picking is precedence-constrained. To determine the
picking sequence for the exact solution approach in which the order-picker collects items
disregarding the precedence constraint, we use the graph-based algorithm proposed by
Ratli� and Rosenthal (1983). For a detailed description of the algorithm, we refer the
reader to the original work. To evaluate the proposed picker-routing strategy, we introduce
an exact algorithm based on the concept of dynamic programming. We investigate the
in�uence of di�erent storage-assignment strategies (SASs) on the proposed picker-routing
strategy. Moreover, we derive insights for warehouse managers regarding the cost impact
of the precedence constraint in manual order picking.
The remainder of this paper is organized as follows. Section 2 gives a brief review of the
related literature. Section 3 introduces the picker-routing problem with the precedence
constraint. The exact algorithm is described in Section 4. Section 5 presents a numerical
analysis to evaluate the proposed picker-routing strategy. The paper concludes with a
summary and an outlook on possible future research in Section 7.
2 Literature review
The literature on designing order-picking processes can be distinguished into four main
research areas: warehouse layout design, order batching, storage assignment, and picker
routing. Because traveling is the most time-consuming activity, research in this area
mainly focuses on reducing the average travel distance necessary to pick all items of a
3
given set of customer orders. The four research areas and picker routing with a special
focus on precedence constraints will be discussed brie�y in the following:
Warehouse layout: In the context of order picking, the design of the warehouse layout
deals with (i) the characteristics of the order-picking system such as the mechaniza-
tion level (manual, mechanized, semi-automated, automated), (ii) the question of
where to locate receiving, picking, storage, sorting, and shipping areas, and (iii) the
layout within an order-picking system, i.e., the location of the depot, the size of
the picking area, racking (�ow racks, pallet racks or shelves), and equipment usage
(picking trucks, picking carts) (see Caron et al. 2000, Petersen 2002, Roodbergen
and Vis 2006, de Koster et al. 2007, Roodbergen et al. 2008). Rectangular warehouse
layouts with parallel aisles are prevalent both in the literature and in practice (see
Ratli� and Rosenthal 1983, Bozer and Kile 2008, Henn and Wäscher 2012). Here,
the layout decision concerns the number of blocks, and the number and dimension
of aisles and cross aisles in each block. Few approaches deal with non-standard
warehouse layouts such as �ying-V, �shbone, and U-shaped layouts (see Glock and
Grosse 2012, Gue and Meller 2009, Pohl et al. 2009).
Order batching: If the number of items per customer order is small, the total travel
distance can be reduced by consolidating a set of customer orders into a single pick-
ing tour. Order batching groups customer orders to picking orders (batches) such
that the total length of all tours through a warehouse is minimized. Because or-
der picking is considered the most labor-intensive process in warehousing, e�ectively
batching customer orders can result in considerable cost savings (see de Koster et al.
1999, Gademann and van de Velde 2005, Chen and Wang 2017, �ulj et al. 2018).
Storage assignment: The literature proposes various strategies for assigning items to
storage locations in the warehouse. Common strategies are random storage, ded-
icated storage, and class-based storage (see Gu et al. 2007, 2010, de Koster et al.
2007). A random storage strategy arbitrarily assigns items to a storage location.
This strategy aims on maximizing storage-space utilization, but often results in long
travel times (see de Koster et al. 1999, Tompkins et al. 2010, Grosse et al. 2013).
Dedicated storage assigns items to �xed storage locations based on common char-
acteristics, such as demand frequency, weight or measurements (see Brynzér and
Johansson 1996, Frazelle 2001) or the cube-per-order index, i.e., the ratio of the
stock volume to the demand frequency (see Heskett 1963, Malmborg 1995). Dedi-
cated storage leads to a lower degree of storage-space utilization, but often reduces
travel time as compared to random storage. Class-based storage �rst groups items
into classes and then assigns classes to dedicated areas of the warehouse (see Jarvis
and McDowell 1991, Petersen and Schmenner 1999). Storage assignment within an
4
area is random. The goal of this strategy is to simultaneously achieve a high space
utilization and short travel times.
Picker routing: The goal of picker routing is to determine a sequence for collecting
required items such that the travel time of the order picker is minimized. For
rectangular warehouses with parallel aisles of equal length and width, this so-called
picker-routing problem can be formulated as a special case of the traveling salesman
problem. Solution approaches for picker routing can be distinguished into exact
algorithms (see Ratli� and Rosenthal 1983, Goetschalckx and Ratli� 1998, de Koster
and van der Poort 1998, Roodbergen and de Koster 2001) and heuristics (see Hall
1993, Petersen 1997). Ratli� and Rosenthal (1983) present an exact and polynomial-
time tour-construction algorithm based on dynamic programming for order picking
in a single-block warehouse with a central depot. The time complexity of their
algorithm is linear in the number of aisles and the number of items. Goetschalckx
and Ratli� (1998) present an algorithm for optimally routing order pickers in wide
aisles, where the order picker cannot retrieve items from both sides of the aisle
without additional e�ort. The algorithm of Ratli� and Rosenthal (1983) is extended
in de Koster and van der Poort (1998) by allowing decentralized depositing, i.e.,
dropping o� items is allowed at the end of every aisle. Moreover, Lö�er et al. (2017)
extend the algorithm to handle arbitrary start and end points for the order-picking
tour. Besides exact solution approaches, several heuristics have been proposed in
the literature for routing order pickers: s-shape (or traversal) by Goetschalckx and
Ratli� (1998), return, midpoint, and largest gap by Hall (1993), and composite by
Petersen and Schmenner (1999).
Picker routing with precedence constraints: In the order-picking literature, prece-
dence constraints in picker routing have only rarely been studied. Dekker et al.
(2004) examine combinations of SASs and routing heuristics for a real-world ap-
plication arising in a warehouse of a wholesaler of tools and garden equipment.
The warehouse is characterized by multiple cross aisles, dead-end aisles, two �oors,
and di�erent start and end locations of a tour. Furthermore, a guideline requiring
that fragile products have to be picked last has to be considered. To address this
requirement, fragile items are positioned in the right-most aisle (with the start lo-
cation being at the left-most aisle), so that this requirement is automatically met.
Matusiak et al. (2014) present a simulated annealing method to address the joint
order batching and precedence-constrained picker-routing problem in a warehouse
with multiple depots. The shortest path through the warehouse is determined by
using the exact A*-algorithm proposed by Hart et al. (1968). Arcs represent possi-
ble state transitions for moving to a location and indicate the reachability of states.
This ensures that the pre-speci�ed picking sequence is met. Chabot et al. (2017)
5
introduce the order-picking routing problem under weight, fragility and category
constraints (OPP-WFCC). They propose a capacity-indexed mathematical model
formulation and a two-index vehicle-�ow formulation as well as four heuristics (s-
shape, largest gap, mid-point and adaptive large neighborhood search) to solve the
OPP-WFCC. Furthermore, a branch-and-cut algorithm is applied to solve the two
formulations of the OPP-WFCC considering the precedence constraints.
Precedence constraints in related contexts: Precedence constraints have been con-
sidered in other applications as well. Junqueira et al. (2012), for example, introduce
the container loading problem that considers the vertical and horizontal stability
and fragility of the cargo. Fragility is ensured by limiting the number of boxes that
can be loaded above each other. Precedence constraints also appear in the literature
for vehicle-routing problems, in which one customer must be served before another.
Practical applications include the dial-a-ride problem (Psaraftis 1983, Jaw et al.
1986, Cordeau and Laporte 2007), bus routing (Wren and Holiday 1972, Stein 1978,
Park and Kim 2010), and pickup and delivery (Parragh et al. 2008a,b). For more
details on vehicle-routing problems with precedence constraints, we refer to Lahyani
et al. (2013).
As the review of the literature shows, works considering precedence constraints in
picker routing are rare. Thus, our work contributes to the literature by proposing a new
exact algorithm for precedence-constrained order picking based on the concept of dynamic
programming. In addition, the in�uence of di�erent SASs on the proposed picker-routing
strategy is studied.
3 Problem description
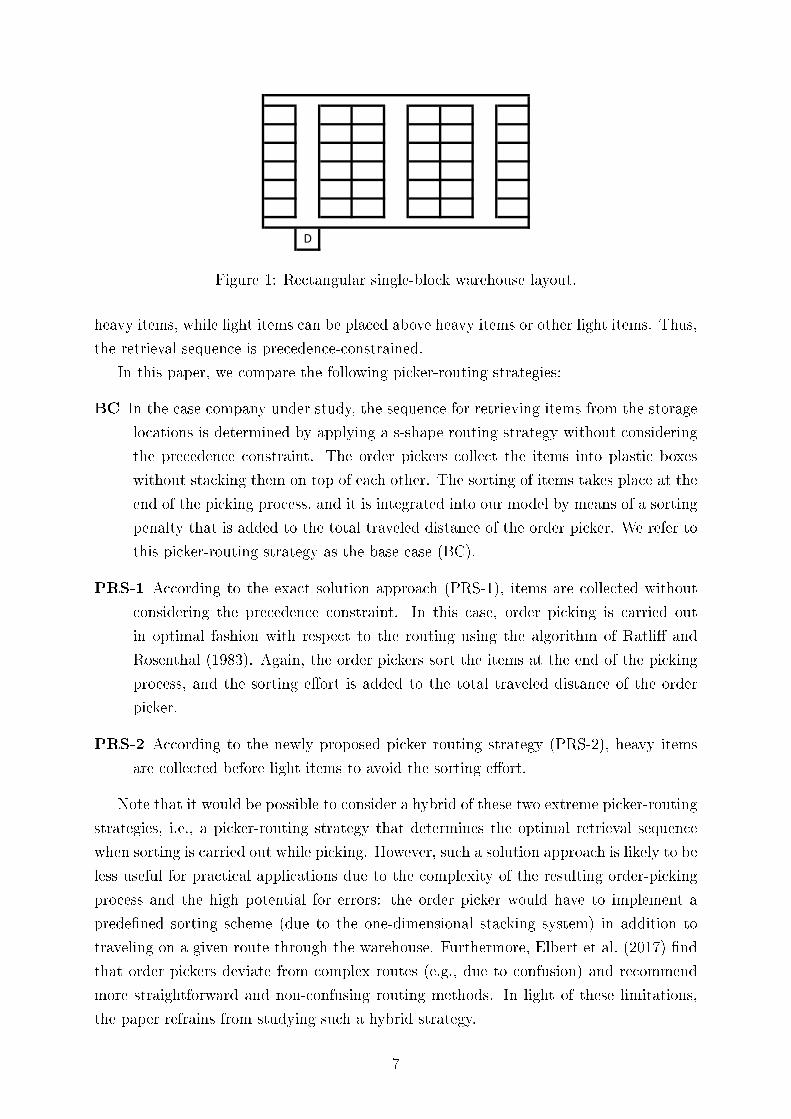
The order-picking system considered in this paper is a rectangular single-block warehouse
with parallel aisles of equal length and width connected by crossing aisles at the front
and rear of each vertical aisle (see Figure 1). The depot is the start and end point of all
picking tours, and it is located at the front of the leftmost aisle. Here, the order picker
receives a pick list for collecting the items required by a customer order, and a picking
device. The picker then walks through the aisles and retrieves the required items from
the storage locations until the customer order is completed. A customer order is picked in
a single tour. Storage locations are arranged on both sides of the vertical picking aisles.
A customer order may consist of two types of items, namely heavy (robust) items
and light (fragile) items. We assume that the order picker handles one customer order
per picking tour. Furthermore, we consider a one-dimensional stacking system. When
collecting the items, the order picker is not allowed to put heavy items on top of light
items to prevent damage to light items, i.e., heavy items can only be placed above other
6
D
Figure 1: Rectangular single-block warehouse layout.
heavy items, while light items can be placed above heavy items or other light items. Thus,
the retrieval sequence is precedence-constrained.
In this paper, we compare the following picker-routing strategies:
BC In the case company under study, the sequence for retrieving items from the storage
locations is determined by applying a s-shape routing strategy without considering
the precedence constraint. The order pickers collect the items into plastic boxes
without stacking them on top of each other. The sorting of items takes place at the
end of the picking process, and it is integrated into our model by means of a sorting
penalty that is added to the total traveled distance of the order picker. We refer to
this picker-routing strategy as the base case (BC).
PRS-1 According to the exact solution approach (PRS-1), items are collected without
considering the precedence constraint. In this case, order picking is carried out
in optimal fashion with respect to the routing using the algorithm of Ratli� and
Rosenthal (1983). Again, the order pickers sort the items at the end of the picking
process, and the sorting e�ort is added to the total traveled distance of the order
picker.
PRS-2 According to the newly proposed picker routing strategy (PRS-2), heavy items
are collected before light items to avoid the sorting e�ort.
Note that it would be possible to consider a hybrid of these two extreme picker-routing
strategies, i.e., a picker-routing strategy that determines the optimal retrieval sequence
when sorting is carried out while picking. However, such a solution approach is likely to be
less useful for practical applications due to the complexity of the resulting order-picking
process and the high potential for errors: the order picker would have to implement a
prede�ned sorting scheme (due to the one-dimensional stacking system) in addition to
traveling on a given route through the warehouse. Furthermore, Elbert et al. (2017) �nd
that order pickers deviate from complex routes (e.g., due to confusion) and recommend
more straightforward and non-confusing routing methods. In light of these limitations,
the paper refrains from studying such a hybrid strategy.
7

4 Solution algorithm
In this section, we present an exact algorithm to evaluate PRS-2 that is based on a
modi�cation of Ratli� and Rosenthal (1983).
In order to incorporate the precedence constraint into the algorithm, we de�ne di�erent
types of subtours. A heavy subtour tHi de�nes an optimal route through the warehouse for
collecting all heavy items i = 1, ..., h, starting at the depot and ending at a predetermined
(heavy) item storage location. A light subtour tLi de�nes an optimal route through the
warehouse for collecting all light items j = 1, ..., l, starting at a predetermined (heavy)
item storage location and ending at the depot. Obviously, the start and end locations
cannot be determined a priori. Each location that contains a heavy item to be picked
may be the end location of a heavy tour and the start location of a light tour that leads
to the minimum tour length for collecting both heavy items and light items in sequence.
The algorithm of Ratli� and Rosenthal (1983) does not consider arbitrary start and end
locations. Lö�er et al. (2017) extend the algorithm proposed by Ratli� and Rosenthal
(1983) by allowing arbitrary start and end locations. We use their algorithm to determine
the optimal picking sequence for the heavy and light subtours.
The optimal sequence for retrieving the required items m = h + l from their storage
locations is determined by �nding a combination of a heavy subtour tHi and a light subtour
tLi that leads to a minimum total tour length c(t∗). Note that the optimality of the picking
sequence is guaranteed by evaluating all possible combinations of heavy and light subtours:
c(t∗) = mini
{c(tHi ) + c(tLi )
}. (1)
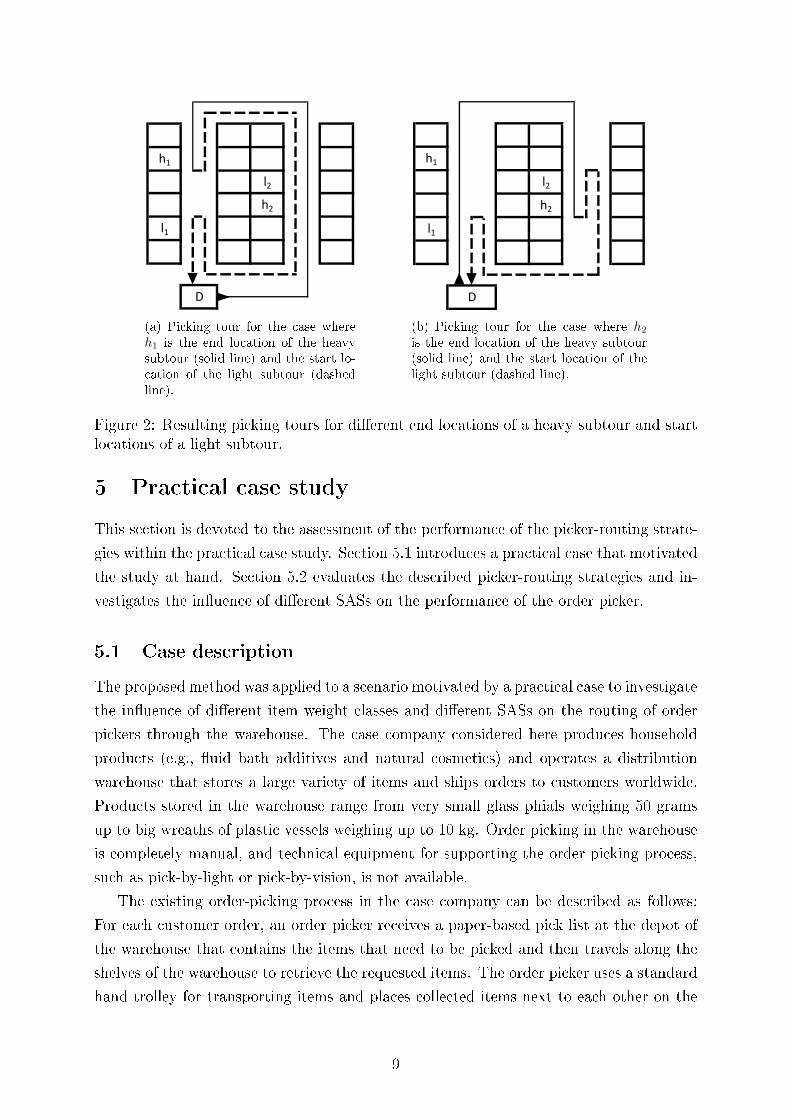
Figure 2 illustrates the resulting picking tours for di�erent end locations of a heavy
subtour and start locations of a light subtour in two examples. We assume that a customer
order consists of heavy items (h1, h2) and light items (l1, l2). There are two possible
end/start locations for the heavy/light subtour. In (a), (heavy) item location h1 is the
end location of the heavy subtour th1 and the start location of the light subtour tl1. In
(b), (heavy) item location h2 is the end location of the heavy subtour th2 and the start
location of the light subtour tl2. The minimum total tour length is realized in (b) by
picking sequence h1, h2, l2, and l1. Moreover, the �gure shows that start and end locations
of the subtours cannot be determined a priori.
For rectangular single-block warehouse layouts, the picker-routing problem with the
precedence constraint can be solved in polynomial time. The algorithm has a run-time
complexity of O((m3 + p ·m2) · h · l) ≈ O((m3 + p ·m2) ·m) ≈ O(m5), where p denotes
the number of picking aisles. h · l calculates all possible combinations for linking a heavy
subtour with a light subtour.
8
h1
l2
h2
l1
D
(a) Picking tour for the case whereh1 is the end location of the heavysubtour (solid line) and the start lo-cation of the light subtour (dashedline).
h1
l2
h2
l1
D
(b) Picking tour for the case where h2
is the end location of the heavy subtour(solid line) and the start location of thelight subtour (dashed line).
Figure 2: Resulting picking tours for di�erent end locations of a heavy subtour and startlocations of a light subtour.
5 Practical case study
This section is devoted to the assessment of the performance of the picker-routing strate-
gies within the practical case study. Section 5.1 introduces a practical case that motivated
the study at hand. Section 5.2 evaluates the described picker-routing strategies and in-
vestigates the in�uence of di�erent SASs on the performance of the order picker.
5.1 Case description
The proposed method was applied to a scenario motivated by a practical case to investigate
the in�uence of di�erent item weight classes and di�erent SASs on the routing of order
pickers through the warehouse. The case company considered here produces household
products (e.g., �uid bath additives and natural cosmetics) and operates a distribution
warehouse that stores a large variety of items and ships orders to customers worldwide.
Products stored in the warehouse range from very small glass phials weighing 50 grams
up to big wreaths of plastic vessels weighing up to 10 kg. Order picking in the warehouse
is completely manual, and technical equipment for supporting the order picking process,
such as pick-by-light or pick-by-vision, is not available.
The existing order-picking process in the case company can be described as follows:
For each customer order, an order picker receives a paper-based pick list at the depot of
the warehouse that contains the items that need to be picked and then travels along the
shelves of the warehouse to retrieve the requested items. The order picker uses a standard
hand trolley for transporting items and places collected items next to each other on the
9
trolley. After picking all items on the pick list, the order picker returns to the depot,
where the items are packed in a cardboard box for shipping (this process is often referred
to as pick-and-sort in the literature, see, e.g., de Koster et al. (2007)).
As the products signi�cantly di�er in size, weight and physical features, it is necessary
to pack light items on top of heavy items to avoid damage during shipping. In the
warehouse under study, items are categorized as 'light' if their weight does not exceed
0.75 kg, and otherwise as 'heavy'. Light and heavy items each account for about 50% of
the total number of items in the warehouse. The packing and sorting of items at the end
of an order-picking process is a time-consuming process step in the considered warehouse.
During on-site visits, the warehouse manager informed us that the company has tested a
sort-while-pick process in the past in which the order pickers already sort items during the
order-picking process; however, due to the frequent (re-)handling of items, this process
proved to be too error-prone in the warehouse at hand.
With respect to the storing of products, the case company does not use a speci�c
dedicated SAS (such as demand- or turnover-based assignment) but instead assigns items
randomly to the storage locations in the warehouse. To retrieve items, order pickers
travel through the warehouse using the so-called s-shape or traversal strategy, i.e., the
order picker starts at the leftmost aisle, enters aisles alternately from the front cross aisle
or the rear cross aisle if they contain at least one picking location, and then traverses
them completely. If the order picker enters the rightmost aisle from the front cross aisle,
she travels the aisle to the last item to be picked, returns to the front cross aisle and from
there to the depot.
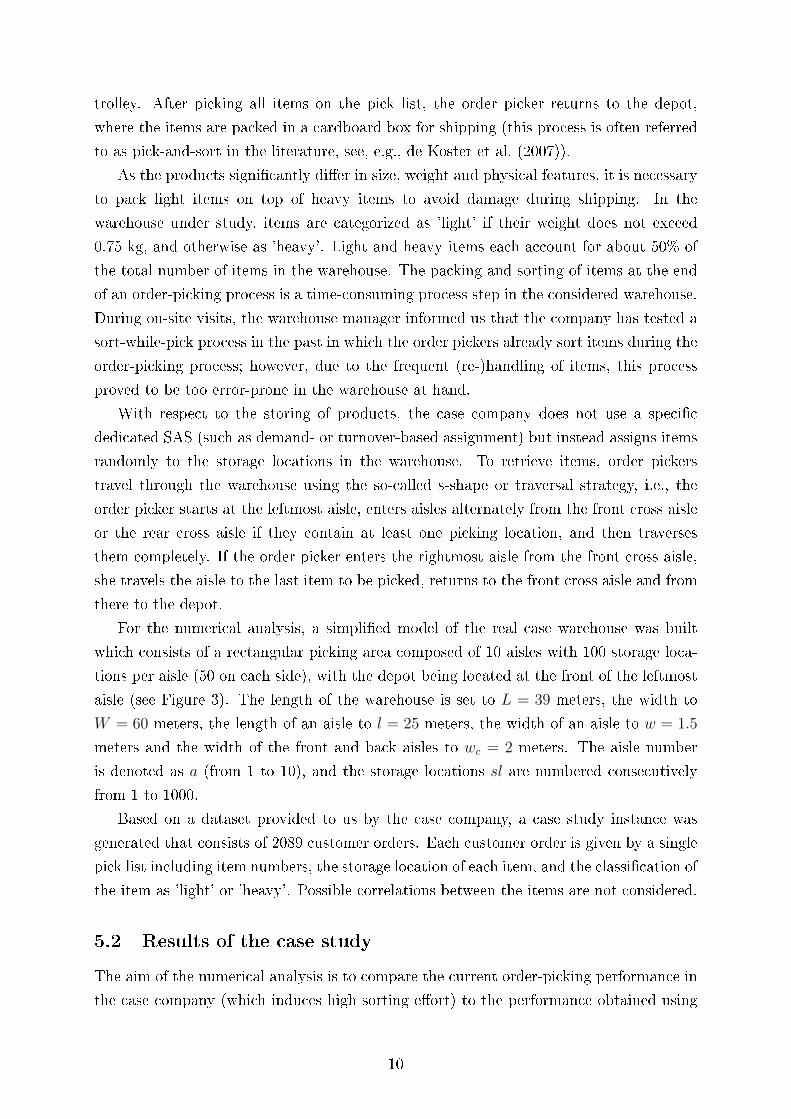
For the numerical analysis, a simpli�ed model of the real case warehouse was built
which consists of a rectangular picking area composed of 10 aisles with 100 storage loca-
tions per aisle (50 on each side), with the depot being located at the front of the leftmost
aisle (see Figure 3). The length of the warehouse is set to L = 39 meters, the width to
W = 60 meters, the length of an aisle to l = 25 meters, the width of an aisle to w = 1.5
meters and the width of the front and back aisles to wc = 2 meters. The aisle number
is denoted as a (from 1 to 10), and the storage locations sl are numbered consecutively
from 1 to 1000.
Based on a dataset provided to us by the case company, a case study instance was
generated that consists of 2089 customer orders. Each customer order is given by a single
pick list including item numbers, the storage location of each item, and the classi�cation of
the item as 'light' or 'heavy'. Possible correlations between the items are not considered.
5.2 Results of the case study
The aim of the numerical analysis is to compare the current order-picking performance in
the case company (which induces high sorting e�ort) to the performance obtained using
10
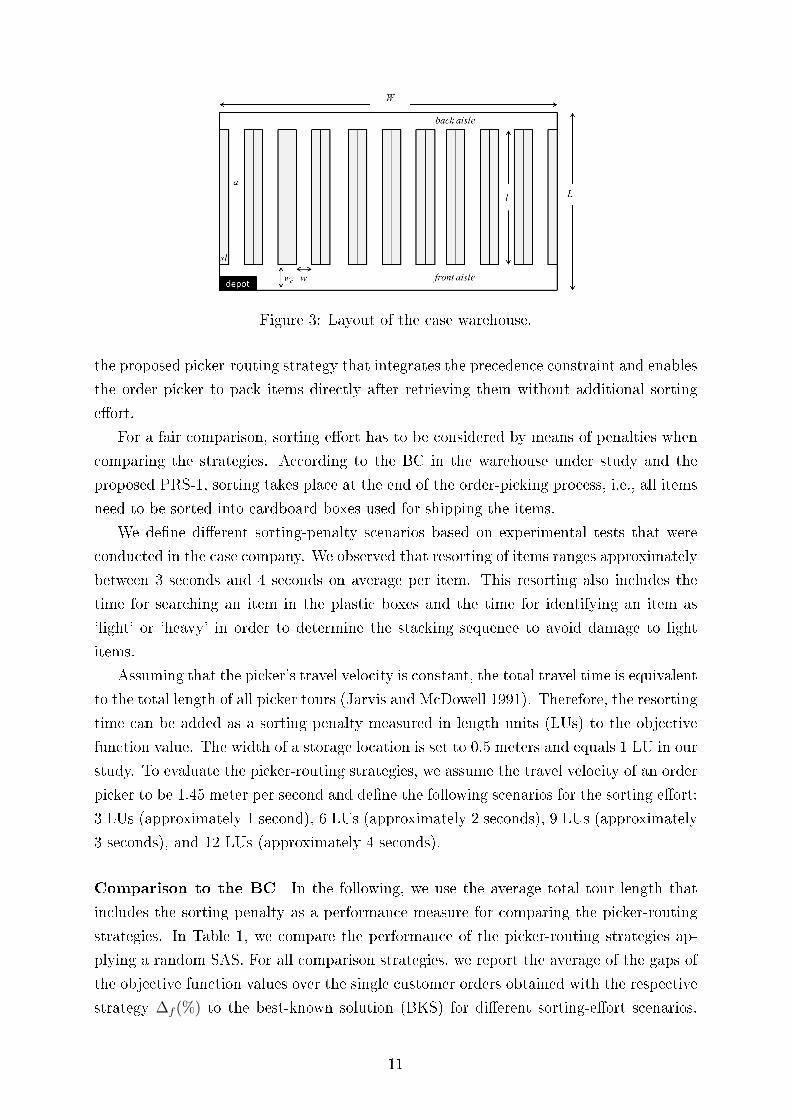
Figure 3: Layout of the case warehouse.
the proposed picker-routing strategy that integrates the precedence constraint and enables
the order picker to pack items directly after retrieving them without additional sorting
e�ort.
For a fair comparison, sorting e�ort has to be considered by means of penalties when
comparing the strategies. According to the BC in the warehouse under study and the
proposed PRS-1, sorting takes place at the end of the order-picking process, i.e., all items
need to be sorted into cardboard boxes used for shipping the items.
We de�ne di�erent sorting-penalty scenarios based on experimental tests that were
conducted in the case company. We observed that resorting of items ranges approximately
between 3 seconds and 4 seconds on average per item. This resorting also includes the
time for searching an item in the plastic boxes and the time for identifying an item as
'light' or 'heavy' in order to determine the stacking sequence to avoid damage to light
items.
Assuming that the picker's travel velocity is constant, the total travel time is equivalent
to the total length of all picker tours (Jarvis and McDowell 1991). Therefore, the resorting
time can be added as a sorting penalty measured in length units (LUs) to the objective
function value. The width of a storage location is set to 0.5 meters and equals 1 LU in our
study. To evaluate the picker-routing strategies, we assume the travel velocity of an order
picker to be 1.45 meter per second and de�ne the following scenarios for the sorting e�ort:
3 LUs (approximately 1 second), 6 LUs (approximately 2 seconds), 9 LUs (approximately
3 seconds), and 12 LUs (approximately 4 seconds).
Comparison to the BC In the following, we use the average total tour length that
includes the sorting penalty as a performance measure for comparing the picker-routing
strategies. In Table 1, we compare the performance of the picker-routing strategies ap-
plying a random SAS. For all comparison strategies, we report the average of the gaps of
the objective function values over the single customer orders obtained with the respective
strategy ∆f (%) to the best-known solution (BKS) for di�erent sorting-e�ort scenarios.
11
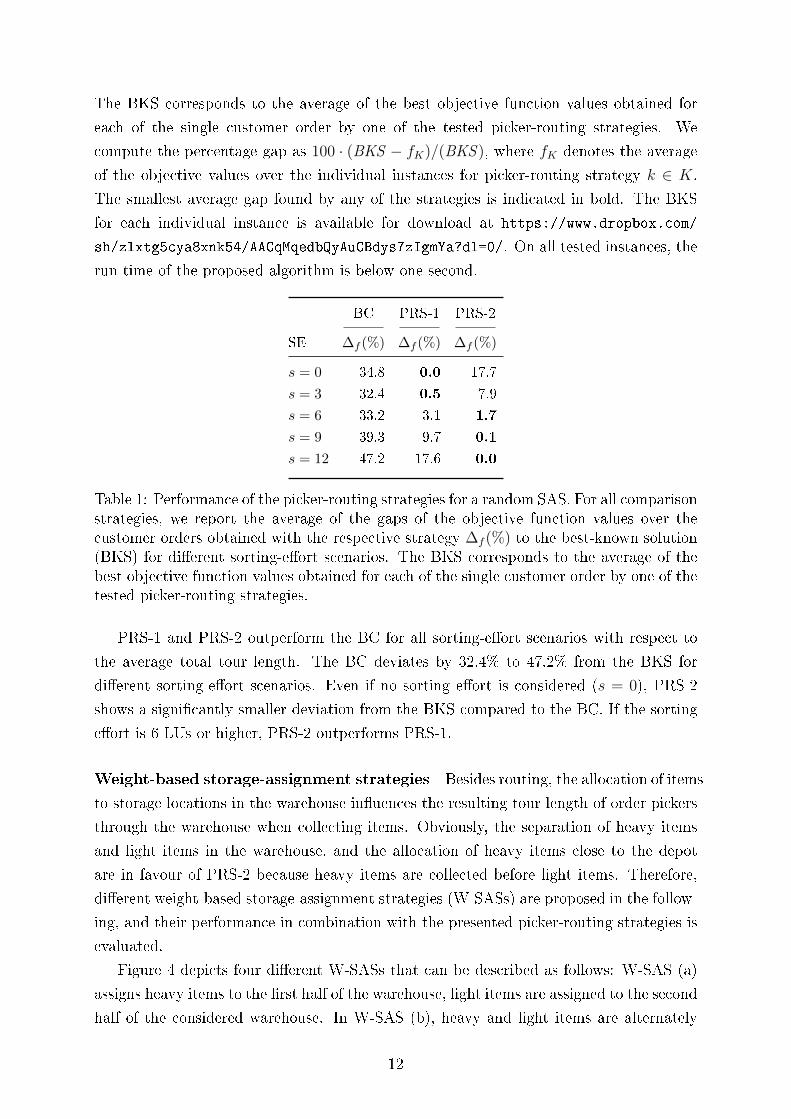
The BKS corresponds to the average of the best objective function values obtained for
each of the single customer order by one of the tested picker-routing strategies. We
compute the percentage gap as 100 · (BKS − fK)/(BKS ), where fK denotes the average
of the objective values over the individual instances for picker-routing strategy k ∈ K.
The smallest average gap found by any of the strategies is indicated in bold. The BKS
for each individual instance is available for download at https://www.dropbox.com/
sh/zlxtg5cya8xnk54/AACqMqedbQyAuCBdys7zIgmYa?dl=0/. On all tested instances, the
run-time of the proposed algorithm is below one second.
BC PRS-1 PRS-2
SE ∆f (%) ∆f (%) ∆f (%)
s = 0 34.8 0.0 17.7
s = 3 32.4 0.5 7.9
s = 6 33.2 3.1 1.7
s = 9 39.3 9.7 0.1
s = 12 47.2 17.6 0.0
Table 1: Performance of the picker-routing strategies for a random SAS. For all comparisonstrategies, we report the average of the gaps of the objective function values over thecustomer orders obtained with the respective strategy ∆f (%) to the best-known solution(BKS) for di�erent sorting-e�ort scenarios. The BKS corresponds to the average of thebest objective function values obtained for each of the single customer order by one of thetested picker-routing strategies.
PRS-1 and PRS-2 outperform the BC for all sorting-e�ort scenarios with respect to
the average total tour length. The BC deviates by 32.4% to 47.2% from the BKS for
di�erent sorting-e�ort scenarios. Even if no sorting e�ort is considered (s = 0), PRS-2
shows a signi�cantly smaller deviation from the BKS compared to the BC. If the sorting
e�ort is 6 LUs or higher, PRS-2 outperforms PRS-1.
Weight-based storage-assignment strategies Besides routing, the allocation of items
to storage locations in the warehouse in�uences the resulting tour length of order pickers
through the warehouse when collecting items. Obviously, the separation of heavy items
and light items in the warehouse, and the allocation of heavy items close to the depot
are in favour of PRS-2 because heavy items are collected before light items. Therefore,
di�erent weight-based storage-assignment strategies (W-SASs) are proposed in the follow-
ing, and their performance in combination with the presented picker-routing strategies is
evaluated.
Figure 4 depicts four di�erent W-SASs that can be described as follows: W-SAS (a)
assigns heavy items to the �rst half of the warehouse, light items are assigned to the second
half of the considered warehouse. In W-SAS (b), heavy and light items are alternately
12
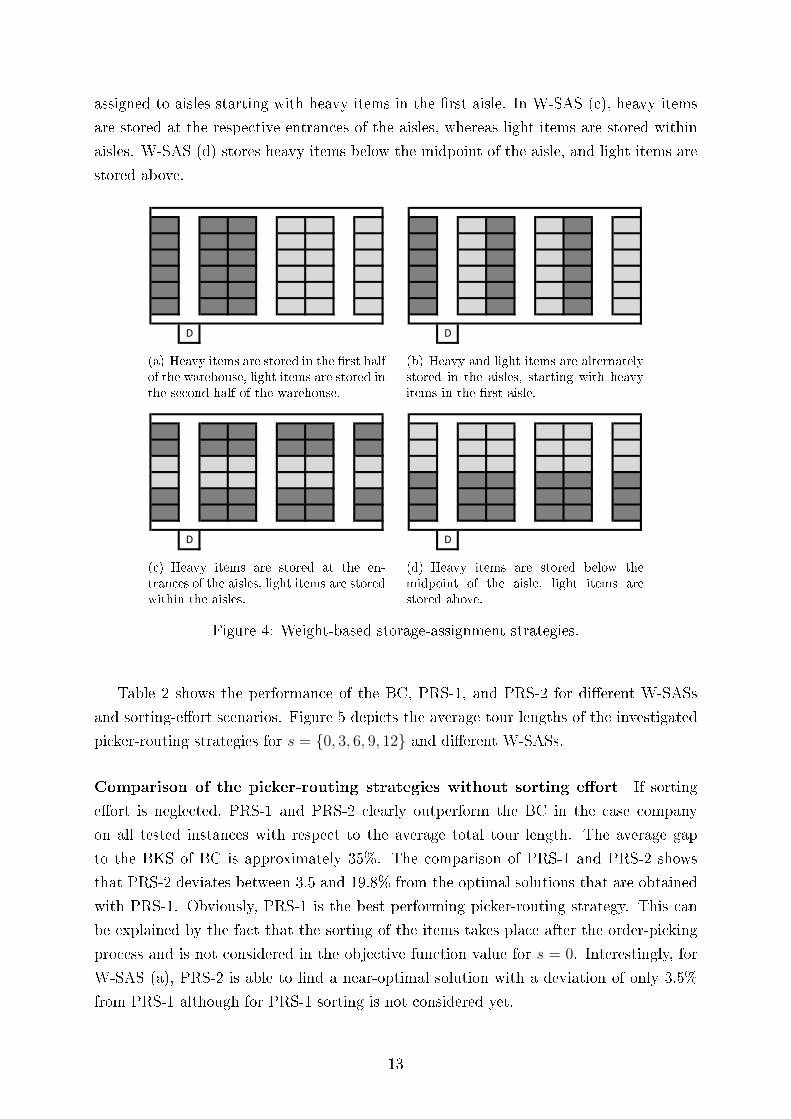
assigned to aisles starting with heavy items in the �rst aisle. In W-SAS (c), heavy items
are stored at the respective entrances of the aisles, whereas light items are stored within
aisles. W-SAS (d) stores heavy items below the midpoint of the aisle, and light items are
stored above.
D
(a) Heavy items are stored in the �rst halfof the warehouse, light items are stored inthe second half of the warehouse.
D
(b) Heavy and light items are alternatelystored in the aisles, starting with heavyitems in the �rst aisle.
D
(c) Heavy items are stored at the en-trances of the aisles, light items are storedwithin the aisles.
D
(d) Heavy items are stored below themidpoint of the aisle, light items arestored above.
Figure 4: Weight-based storage-assignment strategies.
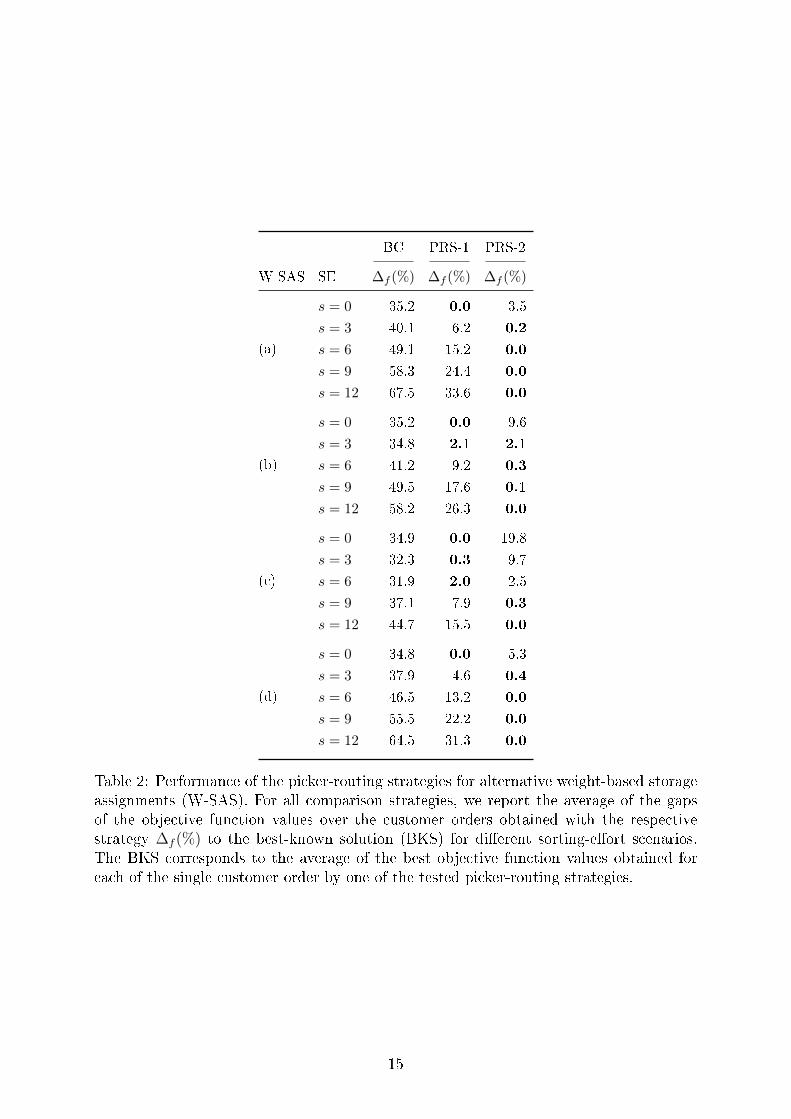
Table 2 shows the performance of the BC, PRS-1, and PRS-2 for di�erent W-SASs
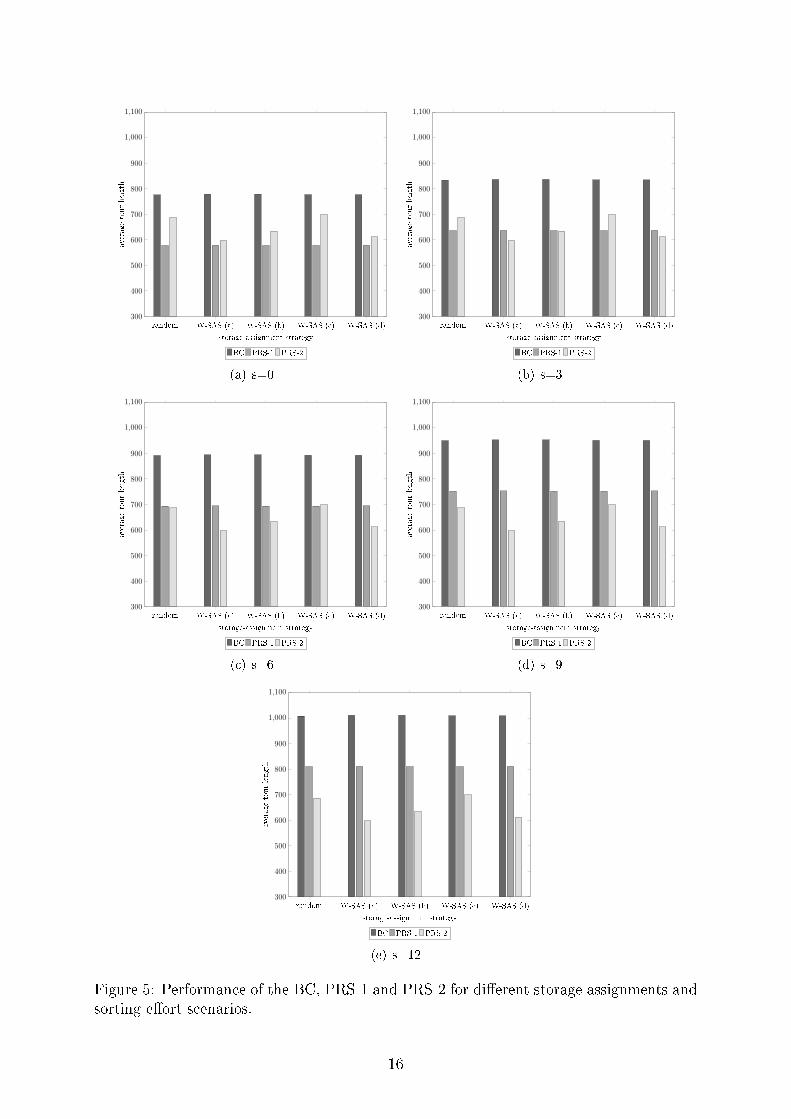
and sorting-e�ort scenarios. Figure 5 depicts the average tour lengths of the investigated
picker-routing strategies for s = {0, 3, 6, 9, 12} and di�erent W-SASs.
Comparison of the picker-routing strategies without sorting e�ort If sorting
e�ort is neglected, PRS-1 and PRS-2 clearly outperform the BC in the case company
on all tested instances with respect to the average total tour length. The average gap
to the BKS of BC is approximately 35%. The comparison of PRS-1 and PRS-2 shows
that PRS-2 deviates between 3.5 and 19.8% from the optimal solutions that are obtained
with PRS-1. Obviously, PRS-1 is the best performing picker-routing strategy. This can
be explained by the fact that the sorting of the items takes place after the order-picking
process and is not considered in the objective function value for s = 0. Interestingly, for
W-SAS (a), PRS-2 is able to �nd a near-optimal solution with a deviation of only 3.5%
from PRS-1 although for PRS-1 sorting is not considered yet.
13

Comparison of the picker-routing strategies with increasing sorting e�ort
Again, PRS-1 and PRS-2 beat the solution quality of the BC on all instances. When
comparing the performance of PRS-1 and PRS-2, we observe that the superiority of PRS-
2 in comparison to PRS-1 increases with the sorting e�ort. For s = 3 and W-SAS (a),
(b), and (d), PRS-2 matches or outperforms PRS-1. Recall that a sorting e�ort of 3 LUs
corresponds to 1 second and includes the time for searching an item in the plastic boxes
and the time for identifying an item as 'light' or 'heavy'. For the practically more realistic
sorting-e�ort scenarios (s = 9, 12), PRS-1 deviates between 7.9 and 33.6% from the BKS
that is obtained by PRS-2. This indicates a convincing performance of PRS-2.
E�ect of di�erent W-SASs The results that are reported in Table 1 and Table 2
show that the SASs signi�cantly a�ect the performance of PRS-2. In particular, a strong
reduction of the average tour length can be achieved by assigning heavy items to the �rst
half of the warehouse and light items to the second half of the warehouse (W-SAS (a)).
Comparing the results that assume a random SAS to those obtained for W-SAS (a) and
s = 0, the deviation of PRS-2 from the BKS is signi�cantly smaller (17.7% versus 3.5%).
W-SAS (c) seems not to be appropriate for precedence-constrained order picking because
PRS-2 deviates by 19.8% from the BKS. PRS-2 bene�ts from a SAS where heavy items
are clearly separated from light items in the warehouse.
To summarize, both the picker-routing strategy and the SAS have a signi�cant in-
�uence on the resulting total tour length when addressing the picker-routing problem
with the studied precedence constraint. As can be seen from the numerical example, the
combination of PRS-2 and W-SAS (a) is recommendable for warehouse managers dealing
with similar problem settings. Note that it is quite likely that the superiority of PRS-2
would increase with further item categories because of the increasing complexity of the
sorting process.
14
BC PRS-1 PRS-2
W-SAS SE ∆f (%) ∆f (%) ∆f (%)
(a)
s = 0 35.2 0.0 3.5
s = 3 40.1 6.2 0.2
s = 6 49.1 15.2 0.0
s = 9 58.3 24.4 0.0
s = 12 67.5 33.6 0.0
(b)
s = 0 35.2 0.0 9.6
s = 3 34.8 2.1 2.1
s = 6 41.2 9.2 0.3
s = 9 49.5 17.6 0.1
s = 12 58.2 26.3 0.0
(c)
s = 0 34.9 0.0 19.8
s = 3 32.3 0.3 9.7
s = 6 31.9 2.0 2.5
s = 9 37.1 7.9 0.3
s = 12 44.7 15.5 0.0
(d)
s = 0 34.8 0.0 5.3
s = 3 37.9 4.6 0.4
s = 6 46.5 13.2 0.0
s = 9 55.5 22.2 0.0
s = 12 64.5 31.3 0.0
Table 2: Performance of the picker-routing strategies for alternative weight-based storageassignments (W-SAS). For all comparison strategies, we report the average of the gapsof the objective function values over the customer orders obtained with the respectivestrategy ∆f (%) to the best-known solution (BKS) for di�erent sorting-e�ort scenarios.The BKS corresponds to the average of the best objective function values obtained foreach of the single customer order by one of the tested picker-routing strategies.
15
random W-SAS (a) W-SAS (b) W-SAS (c) W-SAS (d)300
400
500
600
700
800
900
1,000
1,100
storage-assignment strategy
averagetour
length
BC PRS-1 PRS-2
(a) s=0
random W-SAS (a) W-SAS (b) W-SAS (c) W-SAS (d)300
400
500
600
700
800
900
1,000
1,100
storage-assignment strategy
averagetour
length
BC PRS-1 PRS-2
(b) s=3
random W-SAS (a) W-SAS (b) W-SAS (c) W-SAS (d)300
400
500
600
700
800
900
1,000
1,100
storage-assignment strategy
averagetour
length
BC PRS-1 PRS-2
(c) s=6
random W-SAS (a) W-SAS (b) W-SAS (c) W-SAS (d)300
400
500
600
700
800
900
1,000
1,100
storage-assignment strategy
averagetour
length
BC PRS-1 PRS-2
(d) s=9
random W-SAS (a) W-SAS (b) W-SAS (c) W-SAS (d)300
400
500
600
700
800
900
1,000
1,100
storage-assignment strategy
averagetour
length
BC PRS-1 PRS-2
(e) s=12
Figure 5: Performance of the BC, PRS-1 and PRS-2 for di�erent storage assignments andsorting e�ort scenarios.
16
6 In�uence of di�erent problem parameters
In this section, we present numerical studies to evaluate the in�uence of di�erent problem
parameters. In Section 6.1, we describe the generation of new problem instances. Section
6.2 is devoted to investigate the in�uence of di�erent problem parameters on the quality
of the picker-routing strategies.
6.1 Test instances
The new instances assume a rectangular single-block warehouse with three di�erent sizes
10, 25, and 50 parallel picking aisles. Each aisle contains 100 storage locations, 50 on the
left-hand side and 50 on the right-hand side. The depot is located at the front of the
leftmost aisle.
We assume W-SAS (a) due to its superior performance in the practical case study.
The physical dimensions of the warehouse are de�ned as follows: The distance between
the depot and the �rst storage location in the leftmost picking aisle amounts to 1 LU. A
storage location has a length of 1 LU. When leaving an aisle, the order picker moves 1 LU
in vertical direction. The distance between two vertical picking aisles amounts to 5 LUs.
Furthermore, we consider 40 di�erent customer orders per instance. The instances
assume an uniformly distributed number of items per customer order that is randomly
drawn from all of the three intervals [5, 35], [36, 70], and [71, 100]. Customer orders
vary with respect to the share of heavy and light items. More precisely, we consider
three di�erent mixes with approximately 75% heavy items/25% light items, 50% heavy
items/50% light items, and 25% heavy items/75% light items per customer order.
The combination of the described parameter values results in 27 instance classes that
are identi�ed by the size of the warehouse, the mix of heavy and light items per customer
order, and the number of items per customer order. Each instance class contains 20
instances. This leads to 27 · 20 = 540 instances in total.
6.2 Results of the numerical study
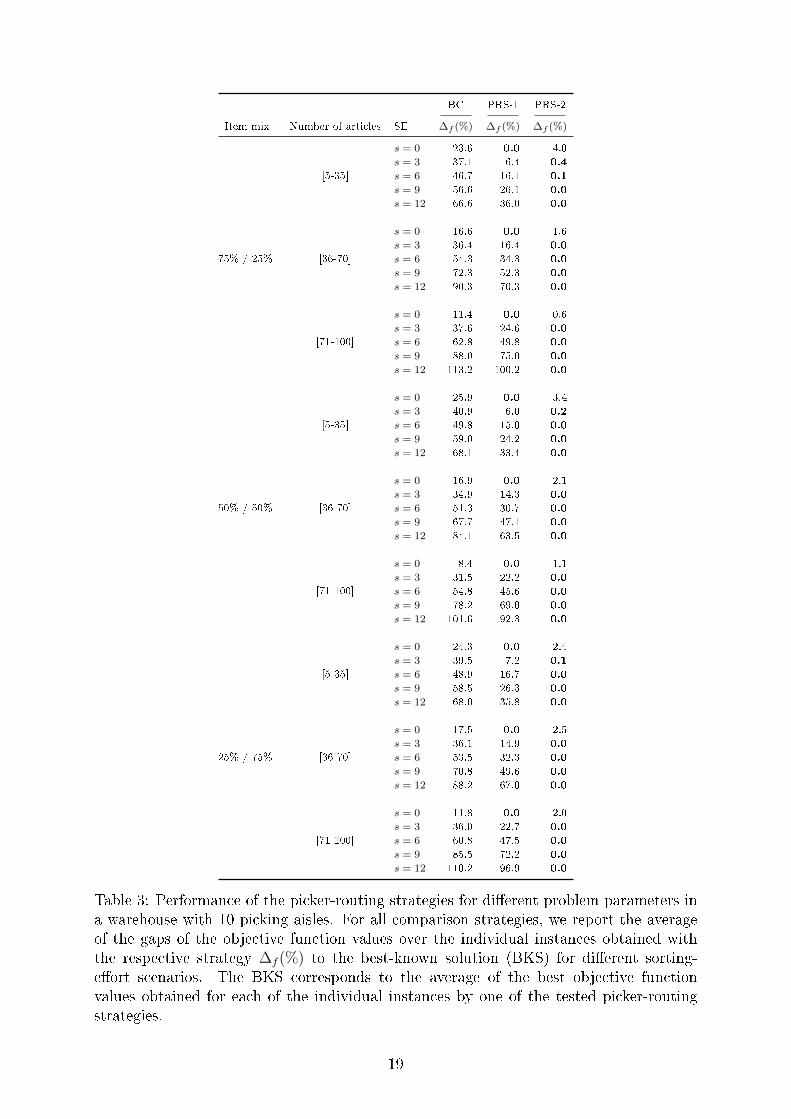
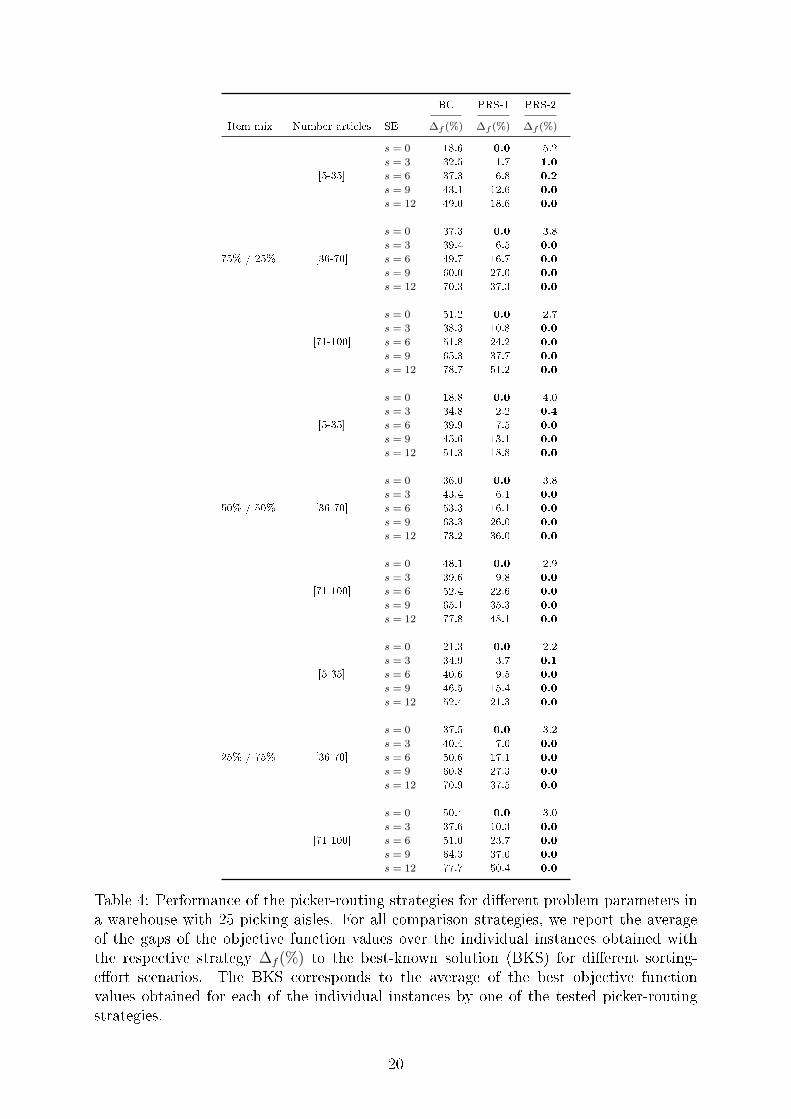
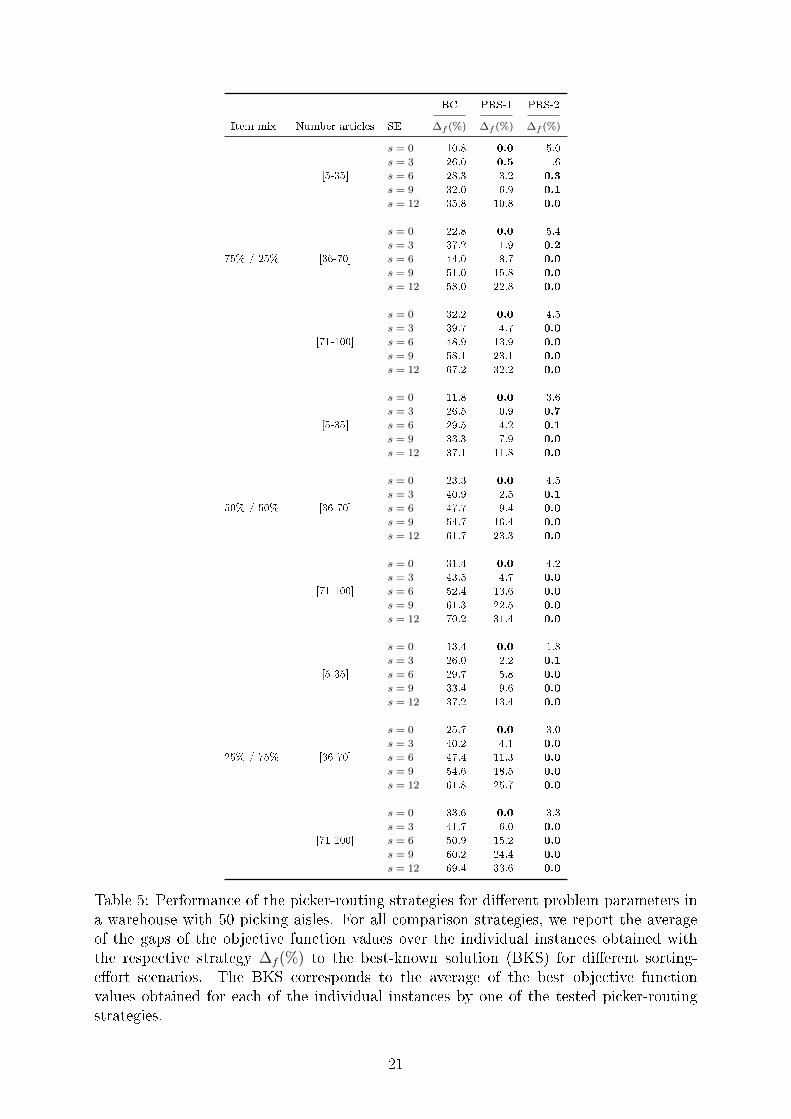
In Tables 3, 4, and 5, we aggregate the results of the numerical study according to the
mix of heavy/light items, the number of items per customer order, and the sorting e�ort.
Table 3 reports the results for a warehouse with 10 picking aisles, Table 4 for 25 picking
aisles, and Table 5 for 50 picking aisles. Again, we use the average total tour length that
includes the sorting penalty as a performance measure for comparing the picker-routing
strategies. For all comparison strategies, we report the average of the gaps of the objective
function values over the individual instances obtained with the respective strategy ∆f (%)
to the BKS for di�erent problem parameters with respect to warehouse size, item mix,
number of items per customer order, and sorting e�ort scenarios. The smallest gap found
17

by any of the picker-routing strategies is indicated in bold.
Overall comparison of the performance of the picker-routing strategies The
results reported in Tables 3, 4, and 5, show that in all problem settings, PRS-1 and
PRS-2 clearly outperform the BC. For s = 0, BC deviates between 8.4% and 51.2% from
PRS-1. For increasing sorting e�orts, the BC has gaps of up to 113.2% from the BKS
that is obtained with PRS-2. When comparing the performance of PRS-1 and PRS-2, we
observe that PRS-1 slightly outperforms PRS-2 with respect to the average tour length if
sorting e�ort is not considered. Similarly to the results of the case study, PRS-2 is able
to �nd near-optimal solutions with a deviation of between 0.6% and 5.4% from PRS-1
although for PRS-1 sorting is not considered yet. Interestingly, already for s = 3, PRS-1
has a deviation of up to 24.6% from PRS-2. When assuming a sorting e�ort of s = 12,
this gap rises to 100.2%.
In the following, we investigate the in�uence of the di�erent problem parameters on
the solution quality of PRS-1 and PRS-2.
E�ect of warehouse size When comparing the performance of PRS-1 and PRS-2, we
observe that PRS-1 performs slightly better with increasing warehouse size. Nevertheless,
PRS-2 shows a more robust performance with a maximum gap to the BKS of 5.4%,
whereas the gaps of PRS-1 �uctuate between 0.0% and 100.2%.
E�ect of item mixes With a higher percentage of light items, the average tour length
for the picker-routing strategies increases. This is due to the fact that light items are
stored in the second half of the warehouse.
E�ect of number of items per customer order The results reported show that the
number of items per customer order signi�cantly a�ects the performance of all picker-
routing strategies. PRS-2 performs signi�cantly better if larger customer orders are as-
sumed. For example, PRS-2 shows a gap of only 0.6% to the BKS for the problem setting
in which 10 picking aisles, 75% heavy items, 25% light items, [71-100] items per customer
orders, and no sorting e�ort are considered.
7 Conclusions
This paper is inspired by a practical case of a manual order-picking warehouse for house-
hold products where the item weight in�uences the sorting sequence of items into card-
board boxes used for shipping the items. When dealing with the routing of order pickers
through a warehouse in the literature and in practice, precedence constraints are often
18
BC PRS-1 PRS-2
Item mix Number of articles SE ∆f (%) ∆f (%) ∆f (%)
75% / 25%
[5-35]
s = 0 23.6 0.0 4.0
s = 3 37.1 6.4 0.4
s = 6 46.7 16.1 0.1
s = 9 56.6 26.1 0.0
s = 12 66.6 36.0 0.0
[36-70]
s = 0 16.6 0.0 1.6
s = 3 36.4 16.4 0.0
s = 6 54.3 34.3 0.0
s = 9 72.3 52.3 0.0
s = 12 90.3 70.3 0.0
[71-100]
s = 0 11.4 0.0 0.6
s = 3 37.6 24.6 0.0
s = 6 62.8 49.8 0.0
s = 9 88.0 75.0 0.0
s = 12 113.2 100.2 0.0
50% / 50%
[5-35]
s = 0 25.9 0.0 3.4
s = 3 40.9 6.0 0.2
s = 6 49.8 15.0 0.0
s = 9 59.0 24.2 0.0
s = 12 68.1 33.4 0.0
[36-70]
s = 0 16.9 0.0 2.1
s = 3 34.9 14.3 0.0
s = 6 51.3 30.7 0.0
s = 9 67.7 47.1 0.0
s = 12 84.1 63.5 0.0
[71-100]
s = 0 8.4 0.0 1.1
s = 3 31.5 22.2 0.0
s = 6 54.8 45.6 0.0
s = 9 78.2 69.0 0.0
s = 12 101.6 92.3 0.0
25% / 75%
[5-35]
s = 0 24.3 0.0 2.4
s = 3 39.5 7.2 0.1
s = 6 48.9 16.7 0.0
s = 9 58.5 26.3 0.0
s = 12 68.0 35.8 0.0
[36-70]
s = 0 17.5 0.0 2.5
s = 3 36.1 14.9 0.0
s = 6 53.5 32.3 0.0
s = 9 70.8 49.6 0.0
s = 12 88.2 67.0 0.0
[71-100]
s = 0 11.8 0.0 2.0
s = 3 36.0 22.7 0.0
s = 6 60.8 47.5 0.0
s = 9 85.5 72.2 0.0
s = 12 110.2 96.9 0.0
Table 3: Performance of the picker-routing strategies for di�erent problem parameters ina warehouse with 10 picking aisles. For all comparison strategies, we report the averageof the gaps of the objective function values over the individual instances obtained withthe respective strategy ∆f (%) to the best-known solution (BKS) for di�erent sorting-e�ort scenarios. The BKS corresponds to the average of the best objective functionvalues obtained for each of the individual instances by one of the tested picker-routingstrategies.
19
BC PRS-1 PRS-2
Item mix Number articles SE ∆f (%) ∆f (%) ∆f (%)
75% / 25%
[5-35]
s = 0 18.6 0.0 5.2
s = 3 32.5 1.7 1.0
s = 6 37.3 6.8 0.2
s = 9 43.1 12.6 0.0
s = 12 49.0 18.6 0.0
[36-70]
s = 0 37.3 0.0 3.8
s = 3 39.4 6.5 0.0
s = 6 49.7 16.7 0.0
s = 9 60.0 27.0 0.0
s = 12 70.3 37.3 0.0
[71-100]
s = 0 51.2 0.0 2.7
s = 3 38.3 10.8 0.0
s = 6 51.8 24.2 0.0
s = 9 65.3 37.7 0.0
s = 12 78.7 51.2 0.0
50% / 50%
[5-35]
s = 0 18.8 0.0 4.0
s = 3 34.8 2.2 0.4
s = 6 39.9 7.5 0.0
s = 9 45.6 13.1 0.0
s = 12 51.3 18.8 0.0
[36-70]
s = 0 36.0 0.0 3.8
s = 3 43.4 6.1 0.0
s = 6 53.3 16.1 0.0
s = 9 63.3 26.0 0.0
s = 12 73.2 36.0 0.0
[71-100]
s = 0 48.1 0.0 2.9
s = 3 39.6 9.8 0.0
s = 6 52.4 22.6 0.0
s = 9 65.1 35.3 0.0
s = 12 77.8 48.1 0.0
25% / 75%
[5-35]
s = 0 21.3 0.0 2.2
s = 3 34.9 3.7 0.1
s = 6 40.6 9.5 0.0
s = 9 46.5 15.4 0.0
s = 12 52.4 21.3 0.0
[36-70]
s = 0 37.5 0.0 3.2
s = 3 40.4 7.0 0.0
s = 6 50.6 17.1 0.0
s = 9 60.8 27.3 0.0
s = 12 70.9 37.5 0.0
[71-100]
s = 0 50.4 0.0 3.0
s = 3 37.6 10.3 0.0
s = 6 51.0 23.7 0.0
s = 9 64.3 37.0 0.0
s = 12 77.7 50.4 0.0
Table 4: Performance of the picker-routing strategies for di�erent problem parameters ina warehouse with 25 picking aisles. For all comparison strategies, we report the averageof the gaps of the objective function values over the individual instances obtained withthe respective strategy ∆f (%) to the best-known solution (BKS) for di�erent sorting-e�ort scenarios. The BKS corresponds to the average of the best objective functionvalues obtained for each of the individual instances by one of the tested picker-routingstrategies.
20
BC PRS-1 PRS-2
Item mix Number articles SE ∆f (%) ∆f (%) ∆f (%)
75% / 25%
[5-35]
s = 0 10.8 0.0 5.0
s = 3 26.0 0.5 1.6
s = 6 28.3 3.2 0.3
s = 9 32.0 6.9 0.1
s = 12 35.8 10.8 0.0
[36-70]
s = 0 22.8 0.0 5.4
s = 3 37.2 1.9 0.2
s = 6 44.0 8.7 0.0
s = 9 51.0 15.8 0.0
s = 12 58.0 22.8 0.0
[71-100]
s = 0 32.2 0.0 4.5
s = 3 39.7 4.7 0.0
s = 6 48.9 13.9 0.0
s = 9 58.1 23.1 0.0
s = 12 67.2 32.2 0.0
50% / 50%
[5-35]
s = 0 11.8 0.0 3.6
s = 3 26.5 0.9 0.7
s = 6 29.5 4.2 0.1
s = 9 33.3 7.9 0.0
s = 12 37.1 11.8 0.0
[36-70]
s = 0 23.3 0.0 4.5
s = 3 40.9 2.5 0.1
s = 6 47.7 9.4 0.0
s = 9 54.7 16.4 0.0
s = 12 61.7 23.3 0.0
[71-100]
s = 0 31.4 0.0 4.2
s = 3 43.5 4.7 0.0
s = 6 52.4 13.6 0.0
s = 9 61.3 22.5 0.0
s = 12 70.2 31.4 0.0
25% / 75%
[5-35]
s = 0 13.4 0.0 1.8
s = 3 26.0 2.2 0.1
s = 6 29.7 5.8 0.0
s = 9 33.4 9.6 0.0
s = 12 37.2 13.4 0.0
[36-70]
s = 0 25.7 0.0 3.0
s = 3 40.2 4.1 0.0
s = 6 47.4 11.3 0.0
s = 9 54.6 18.5 0.0
s = 12 61.8 25.7 0.0
[71-100]
s = 0 33.6 0.0 3.3
s = 3 41.7 6.0 0.0
s = 6 50.9 15.2 0.0
s = 9 60.2 24.4 0.0
s = 12 69.4 33.6 0.0
Table 5: Performance of the picker-routing strategies for di�erent problem parameters ina warehouse with 50 picking aisles. For all comparison strategies, we report the averageof the gaps of the objective function values over the individual instances obtained withthe respective strategy ∆f (%) to the best-known solution (BKS) for di�erent sorting-e�ort scenarios. The BKS corresponds to the average of the best objective functionvalues obtained for each of the individual instances by one of the tested picker-routingstrategies.
21

neglected and sorting often takes place at the end of the order-picking process. To avoid
this sorting e�ort, we propose a picker-routing strategy that integrates the precedence
constraint by collecting heavy items before light items in an optimal fashion.
In numerical studies, we compare our proposed picker-routing strategy to the picker-
routing strategy applied in the case company and to an exact solution approach that
neglects the precedence constraint. The analysis showed that we improved the current
order-picking process in the following aspects: With the proposed picker-routing strategy,
warehouse managers are able to completely avoid sorting e�ort and reduce the average
travel tour length an order picker needs for completing customer orders. The intention
of our picker-routing strategy was to develop an approach that is easy to understand and
that can easily be implemented in practice.
In practice, information systems such as warehouse management systems (WMSs)
are often used for handling warehouse operations e�ciently. The implementation of our
algorithm within a WMS can be easily done. The WMS can deliver all necessary order-
picking information directly to the order pickers' portable device, such as a radio frequency
handheld scanner, a smartphone, or a tablet. Moreover, it is possible to extend the
software to feature a graphical user interface where the warehouse layout, the order-
picking route, and the storage locations to be visited are graphically visualized.
An interesting topic for future research could be the evaluation of the proposed picker-
routing strategy when integrating precedence constraints into order-batching processes.
Grouping of customer orders to picking orders (batches) can reduce the total length of all
tours through a warehouse. Moreover, the in�uence of further weight categories on the
proposed picker-routing strategy could be investigated.
22

References
Y. A. Bozer and J. W. Kile. Order batching in walk-and-pick order picking systems. International
Journal of Production Research, 46(7):1887�1909, 2008.
H. Brynzér and M. I. Johansson. Storage location assignment: using the product structure
to reduce order-picking times. International Journal of Production Economics, 46-47(1):
595�603, 1996.
F. Caron, G. Marchet, and A. Perego. Optimal layout in low-level picker-to-part systems. Inter-
national Journal of Production Research, 38(1):101�118, 2000.
T. Chabot, R. Lahyani, L. C. Coelho, and J. Renaud. Order picking problems under weight,
fragility and category constraints. International Journal of Production Research, 55(21):
6361�6379, 2017.
C. Chackelson, A. Errasti, D. Ciprés, and F. Lahoz. Evaluating order picking performance trade-
o�s by con�guring main operating strategies in a retail distributor: a design of experiments
approach. International Journal of Production Research, 51(20):6097�6109, 2013.
W. Y. Chen, F. and H. Wang. A heuristic based batching and assigning method for online
customer orders. Flexible Services and Manufacturing Journal, pages 1�46, 2017. doi:
https://doi.org/10.1007/s10696-017-9277-7.
J. F. Cordeau and G. Laporte. The dial-a-ride problem: models and algorithms. Annals of
Operations Research, 153(1):29�46, 2007.
J. J. Coyle, E. J. Bardi, and J. Langley. The Management of Business Logistics. A Supply Chain
Perspective. South-Western College Pub, Mason, 7th edition, 2002.
R. de Koster and E. S. van der Poort. Routing orderpickers in a warehouse: a comparison
between optimal and heuristic solutions. IIE Transactions, 30(5):469�480, 1998.
R. de Koster, E. S. van der Poort, and M.Wolters. E�cient orderbatching methods in warehouses.
International Journal of Production Research, 37(7):1479�1504, 1999.
R. de Koster, L.-D. Tho, and J. R. Kees. Design and control of warehouse order picking: A
literature review. European Journal of Operational Research, 182(2):481�501, 2007.
R. Dekker, M. B. M. de Koster, K. J. Roodbergen, and H. van Kalleveen. Improving order-picking
response time at ankor's warehouse. Interfaces, 34(4):303�313, 2004.
J. Drury. Towards more e�cient Order Picking. The Institute of Materials Management, Cran-
�eld, 1988.
R. M. Elbert, T. Franzke, C. H. Glock, and E. H. Grosse. The e�ects of human behavior on the
e�ciency of routing policies in order picking: The case of route deviations. Computers &
Industrial Engineering, 111:537�551, 2017.
E. Frazelle. World-Class Warehousing and Material Handling. McGraw-Hill, New York, 2001.
N. Gademann and S. van de Velde. Order batching to minimize total travel time in a parallel-aisle
warehouse. IIE Transactions, 37(1):63�75, 2005.
C. H. Glock and E. H. Grosse. Storage policies and order-picking strategies in u-shaped order-
23
picking systems with a movable base. International Journal of Production Research, 50(16):
4344�4357, 2012.
M. Goetschalckx and H. D. Ratli�. Order picking in an aisle. IIE Transactions, 20(1):53�62,
1998.
E. H. Grosse, C. H. Glock, and M. Y. Jaber. The e�ect of worker learning and forgetting on stor-
age reassignment decisions in order-picking systems. Computers & Industrial Engineering,
66(4):653�662, 2013.
E. H. Grosse, C. H. Glock, M. Y. Jaber, and W. P. Neumann. Incorporating human factors
in order picking planning models: framework and research opportunities. International
Journal of Production Research, 53(3):695�717, 2015.
J. Gu, M. Goetschalckx, and L. F. McGinnis. Research on warehouse operations: a comprehensive
review. European Journal of Operational Research, 177(1):1�21, 2007.
J. Gu, M. Goetschalckx, and L. F. McGinnis. Research on warehouse design and performance
evaluation: a comprehensive review. European Journal of Operational Research, 203(3):
539�549, 2010.
K. R. Gue and R. D. Meller. Aisle con�gurations for unit-load warehouses. IIE Transactions, 41
(3):171�182, 2009.
R. W. Hall. Distance approximations for routing manual pickers in a warehouse. IIE Transac-
tions, 24(4):76�87, 1993.
P. Hart, N. Nilsson, and B. Raphael. A formal basis for the heuristic determination of minimum
cost paths. IEEE Transactions on Systems Science and Cybernetics, 4(2):100�107, 1968.
S. Henn and G. Wäscher. Tabu search heuristics for the order batching problem in manual order
picking systems. European Journal of Operational Research, 222(3):484�494, 2012.
J. L. Heskett. Cube-per-order index - a key to warehouse stock location. Transport and Distri-
bution Management, 3(1):27�31, 1963.
J. M. Jarvis and E. D. McDowell. Optimal product layout in an order picking warehouse. IIE
Transactions, 23(1):93�102, 1991.
J. Jaw, A. R. Odoni, H. N. Psaraftis, and N. H. M. Wilson. A heuristic algorithm for the multi-
vehicle advance request dial-a-ride problem with time windows. Transportation Research,
20B(3):243�257, 1986.
L. Junqueira, R. Morabito, and D. S. Yamashita. Three-dimensional container loading models
with cargo stability and load bearing constraints. Computers and Operations Research, 39
(1):74�85, 2012.
R. Lahyani, F. Semet, and B. Trouillet. Vehicle-routing problems with scheduling constraints.
In B. Jarboui, P. Siarry, and J. Teghem, editors, Metaheuristics for Production Scheduling.
John Wiley & Sons, Inc., 2013.
M. Lö�er, N. Boysen, C. H. Glock, and M. Schneider. Picker routing in AGV-assisted order-
picking systems. Working paper, DPO-06/2017, Deutsche Post Chair � Optimization of
Distribution Networks, RWTH Aachen University, 2017.
24
C. J. Malmborg. Optimization of cubic-per-order index llayout with zoning constraints. Inter-
national Journal of Production Research, 33(2):465�482, 1995.
M. Matusiak, R. de Koster, L. Kroon, and J. Saarinen. A fast simulated annealing method
for batching precedence-constrained customer orders in a warehouse. European Journal of
Operational Research, 236(3):968�977, 2014.
M. Matusiak, R. de Koster, and J. Saarinen. Utilizing individual picker skills to improve order
batching in a warehouse. European Journal of Operational Research, 263(3):888�899, 2017.
J. Park and B.-I. Kim. The school bus routing problem. European Journal of Operational
Research, 202(2):311�319, 2010.
S. N. Parragh, K. F. Doerner, and R. F. Hartl. A survey on pickup and delivery problems: Part I:
Transportation between customers and depot. Journal für Betriebswirtschaft, 58(1):21�51,
2008a.
S. N. Parragh, K. F. Doerner, and R. F. Hartl. A survey on pickup and delivery problems: Part
II: Transportation between pickup and delivery locations. Journal für Betriebswirtschaft,
58(2):81�117, 2008b.
C. G. Petersen. An evaluation of order picking routeing policies. International Journal of
Operations & Production Management, 17(11):1098�1111, 1997.
C. G. Petersen. Considerations in order picking zone con�guration. International Journal of
Operations & Production Management, 22(7):793�805, 2002.
C. G. Petersen and R. W. Schmenner. An evaluation of routing and volume-based storage policies
in an order picking operation. Decision Sciences, 30(2):481�501, 1999.
L. M. Pohl, R. D. Meller, and K. R. Gu. Optimizing �shbone aisles for dual-command operations
in a warehouse. Naval Research Logistics, 56(5):389�403, 2009.
H. Psaraftis. K-interchange procedures for local search in a precedence-constrained routing
problem. European Journal of Operational Research, 13(4):391�402, 1983.
H. D. Ratli� and A. S. Rosenthal. Order-picking in a rectangular warehouse: A solvable case of
the traveling salesman problem. Operations Research, 31(3):507�521, 1983.
K. J. Roodbergen and R. de Koster. Routing order pickers in a warehouse with a middle aisle.
European Journal of Operational Research, 133(1):32�43, 2001.
K. J. Roodbergen and I. F. A. Vis. A model for warehouse layout. IIE Transactions, 38(10):
799�811, 2006.
K. J. Roodbergen, G. P. Sharp, and I. F. A. Vis. Designing the layout structure of manual order
picking areas in warehouses. IIE Transactions, 40(11):1032�1045, 2008.
D. Stein. Scheduling dial-a-ride transportation systems. Transportation Research, 12(3):232�249,
1978.
J. A. Tompkins, J. A. White, Y. A. Bozer, and J. M. A. Tanchoco. Facilities Planning. John
Wiley & Sons, 4th edition, 2010.
A. Wren and A. Holiday. Computer scheduling of vehicle from one or more depot to a number
of delivery point. Operations Research Quarterly, 23(3):333�344, 1972.
25

G. Wäscher. Order picking: A survey of planning problems and methods. In H. Dyckho�,
R. Lackes, and J. Reeves, editors, Supply chain management and reverse logistics, pages
323�347. Springer, Berlin, 2004.
I. �ulj, S. Kramer, and M. Schneider. A hybrid of adaptive large neighborhood search and tabu
search for the order-batching problem. European Journal of Operational Research, 264(2):
653�664, 2018.
26